MÁSTER EN INGENIERÍA DE LA PRODUCTIVIDAD INDUSTRIAL · Tras años de observación al sector...
38
MÁSTER EN INGENIERÍA DE LA PRODUCTIVIDAD INDUSTRIAL Todo lo que necesitas saber para hacer una fábrica más competitiva Título Propio On Line
-
Upload
truongkhanh -
Category
Documents
-
view
217 -
download
0
Transcript of MÁSTER EN INGENIERÍA DE LA PRODUCTIVIDAD INDUSTRIAL · Tras años de observación al sector...

MÁSTER EN INGENIERÍA DE LA PRODUCTIVIDAD INDUSTRIAL
Todo lo que necesitas saber para hacer una fábrica más competitiva
Título Propio On Line
1
El Instituto de la Productividad Industrial ha desarrollado junto
con la Universidad Europea Miguel de Cervantes un título
propio destinado a la mejora de la productividad industrial. Este
máster cuenta con la colaboración de Indra.
IMPARTIDO POR INGENIEROS INDUSTRIALES DE
ZADECON Y EL IPI CON MUCHA EXPERIENCIA EN EL
DESARROLLO DE PROYECTOS DE MEJORA DE LA
PRODUCTIVIDAD EN INDUSTRIAS.
DIRIGIDO A:
Directores de operaciones.
Responsables de departamentos de ingeniería.
Titulados y/o graduados en ingeniería, matemáticas y física que quieran desarrollar
su carrera profesional en el ámbito de la organización y/o de la fabricación.
OBJETIVOS:
El alumno a la finalización con éxito del programa habrá aprendido a:
ELEVAR LA COMPETITIVIDAD DE UNA EMPRESA INDUSTRIAL A PARTIR DE LA MEJORA DE
LA PRODUCTIVIDAD PARA:
REDUCIR LOS COSTES.
AUMENTAR LA CAPACIDAD DE PRODUCCIÓN.
Y MEJORAR EL SERVICIO AL CLIENTE.
El objetivo es formar al alumno en las herramientas necesarias para hacer de todo proceso
de fabricación una actividad productiva y competitiva. A través de este curso se enseñará a:

2
- Diagnosticar la productividad:
o Conocer el concepto de despilfarro y su medición.
- Realizar estudios de métodos y procesos.
- Analizar los métodos y procesos para detectar puntos de mejora.
- Mejorar los métodos y procesos:
1. Creatividad.
2. Metodologías estándar de mejora:
Sistema SMED.
Equilibrado de tareas de varios intervinientes.
Criterios de mejora de procesos.
Mejoras ergonómicas.
- Medir los tiempos estándar de las tareas y procesos:
1. Cronometraje.
2. MTM.
3. Tiempos parametrizados.
- Dirigir las operaciones alineados con la eficiencia:
1. Planificar el fututo.
Planificación.
Dimensionamiento de recursos.
2. Vigilar el presente:
La importancia del mando intermedio.
Supervisión y corrección de desviaciones.
3. Revisar el pasado:
Control de la productividad.
Conocer las desviaciones con respecto al estándar y sus causas.
- Este máster también tiene como objetivo que el alumno asimile de manera práctica
los contenidos. Por tanto, además de los ejercicios prácticos de cada capítulo, hay
un proyecto fin de máster en el que el alumno deberá poner en práctica todo lo
aprendido para hacer más productiva una industria.
- El alumno podrá realizar el proyecto fin de máster basado en el estudio y mejora de
un proceso de la empresa en la que trabaja (si se da este caso), de tal manera que el
beneficio será doble:
1. La capacitación del alumno.
2. La mejora de un proceso tutelado.

3
GARANTIA DEL IPI
1. Contenido de calidad.
2. En los cursos predomina el componente práctico.
3. Experiencia y metodología pedagógica.
4. Satisfacción de los alumnos formados.
5. Difusión de la cultura de la productividad dentro de su empresa.
CALENDARIO ACADÉMICO:
Matrícula abierta todo el año.
Plazo de realización del Máster: Hasta 16 meses.
4
INTRODUCCIÓN AL TÍTULO PROPIO:
MÁSTER DE INGENIERÍA DE LA PRODUCTIVIDAD INDUSTRIAL
La competitividad o ser competitivo es un término que tiene muchas variantes. Una
empresa puede ser competitiva por diversos motivos:
Bajos costes de manufactura.
Bajos costes de materias primas.
Cercanía a clientes y, por tanto, bajos costes de distribución.
Plazos de entrega muy cortos.
La calidad del producto.
Innovación.
Tecnología
Diseño.
Servicio post venta.
Etc.
Según Michael Porter, ser competitivo es estar diferenciado y cada una de estas maneras de
ser competitivo supone en sí una disciplina casi infinita. Las empresas tienen que optar por
alguna de las distintas estrategias existentes para ser competitivos, especializarse y hacerse
muy fuertes en esa línea.
A los bajos costes de manufactura se le denomina también eficacia operativa. Según
Michael Porter, eficacia operativa no es competitividad. Lo que quiere decir es que si somos
muy productivos haciendo algo que nadie quiere, no vamos a poder competir. Bajo el
supuesto de que se produce un bien o servicio que la sociedad necesita, la reducción de
costes es un paso más hacia la competitividad.
Este curso tiene como objetivo formar al alumno en la reducción de costes de manufactura,
en la eficacia operativa.
Tengamos en cuenta que estamos hablando de competitividad. Por ejemplo, actualmente
se está compitiendo contra los países llamados emergentes: China, India, Brasil, etc., en la
fabricación de productos. En muchas ocasiones puede llegar a parecer que la batalla está
perdida ya que sus costes de manufactura, debido a un coste de la mano de obra muy
inferior al de occidente, son mucho más bajos de los de Europa. No obstante los productos
fabricados en los países lejanos tienen ciertas pérdidas competitivas con respecto a los
nuestros:
Los plazos de entrega: que se solventan con grandes almacenes que, por
supuesto, también tienen costes.
El coste del transporte: que irán subiendo conforme aumenten los costes de
los combustibles debido a la escasez del petróleo.

5
Pocas posibilidades de personalización.
La mano de obra, aunque barata, no es productiva.
Etc.
Pero el precio, por el momento, sigue siendo algo muy determinante y consumidores y
fabricantes, se siguen decantando por productos de, por ejemplo, China.
Tras años de observación al sector industrial español, se puede concluir que existe mucho
despilfarro en la fabricación, y eso implica que existe una gran posibilidad de mejora. Esto
es, en parte, una buena noticia. Este despilfarro es imputable, tanto a la mano de obra
directa como a los directivos y la causa más evidente es una falta de cultura de la
productividad. Ni en las universidades de ingeniería ni en las de empresariales se mentaliza
acerca de la eficacia operativa y de su importancia, esto lleva a que ni siquiera se tome
conciencia del problema y que, por tanto, no se resuelva.
En este curso se muestran casos prácticos de situaciones cotidianas y frecuentes que darán
una visión de la situación en la que se encuentra nuestra industria con respecto a la
productividad. Gracias a los relatos prácticos, el alumno podrá conocer mejor qué es lo que
no debe ser y, por tanto, debe ser resuelto y puesto en productividad.
Una empresa puede fijar su estrategia competitiva en uno y sólo uno de los atributos, no
obstante, eso no implica que se pueda abandonar el resto de ellos, deben ser cuidados y
atendidos. Por ejemplo, hay empresas cuya estrategia ha sido de innovación, lanzando al
mercado productos altamente diferenciados y con, al menos a priori, margen suficiente.
Pero descuidaron la eficacia operativa y fueron incapaces de gestionar los costes de
producción yendo las empresas a la quiebra o siendo absorbidas por otras que sí que
manejaban la productividad. Por el contrario, pasa que hay empresas cuya única estrategia
ha sido la reducción de costes. Si los productos no se han diferenciado de la competencia y
todo el sector ha seguido la misma línea, el resultado ha sido una venta sin márgenes. En
este escenario sólo salen beneficiados los clientes que cada vez compran más barato y los
proveedores de bienes de equipo.
Entonces, está claro que hay que tener un equilibrio.
En este curso, el alumno conocerá cómo reducir los costes y plazos de fabricación teniendo
capacidad para añadir a la empresa ese otro pilar de la competitividad.
Para conseguir estos objetivos, el curso consta de los siguientes módulos:
6
Módulo 1: Introducción y diagnóstico de la productividad (3 créditos)
La eficacia operativa, según este máster, está fundamentada en poder ejecutar las tareas en
el menor tiempo posible de proceso. Lo cual implica reducción de las horas-hombre
necesarias y del stock en proceso. Todos los módulos de los que consta el máster están
orientados a reducir alguno de los componentes del tiempo en horas-hombre o del proceso
completo.
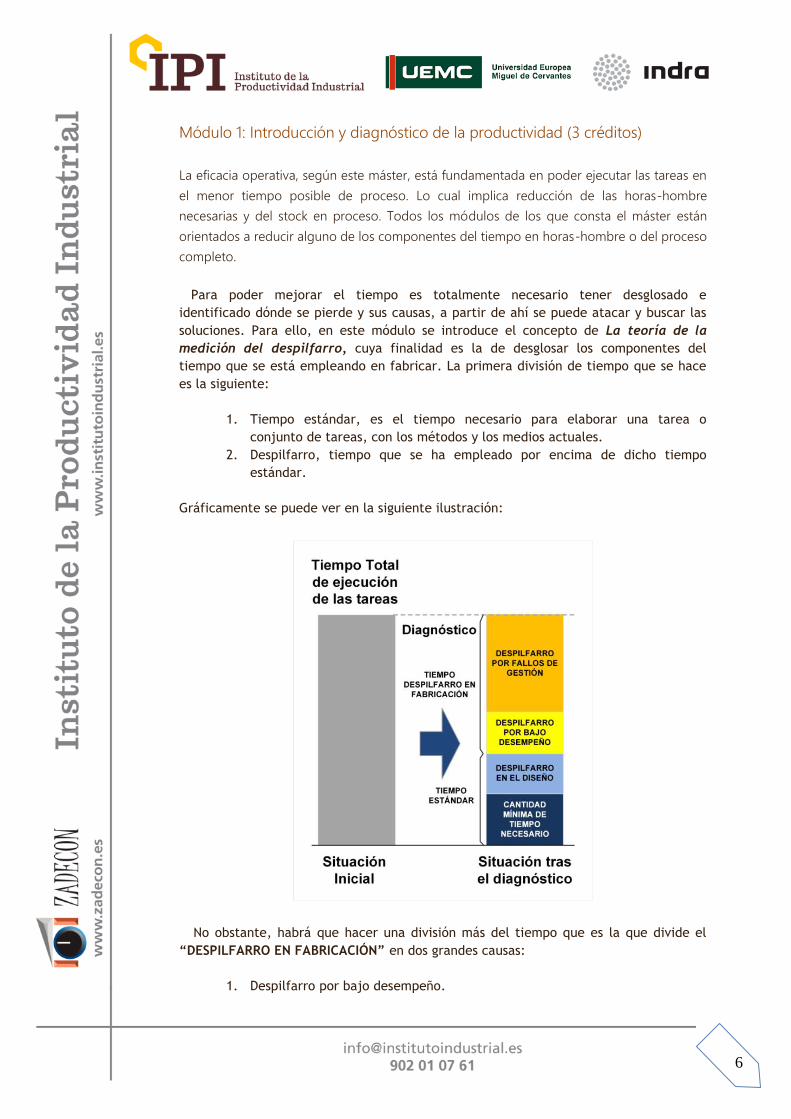
Para poder mejorar el tiempo es totalmente necesario tener desglosado e
identificado dónde se pierde y sus causas, a partir de ahí se puede atacar y buscar las
soluciones. Para ello, en este módulo se introduce el concepto de La teoría de la
medición del despilfarro, cuya finalidad es la de desglosar los componentes del
tiempo que se está empleando en fabricar. La primera división de tiempo que se hace
es la siguiente:
1. Tiempo estándar, es el tiempo necesario para elaborar una tarea o
conjunto de tareas, con los métodos y los medios actuales.
2. Despilfarro, tiempo que se ha empleado por encima de dicho tiempo
estándar.
Gráficamente se puede ver en la siguiente ilustración:
No obstante, habrá que hacer una división más del tiempo que es la que divide el
“DESPILFARRO EN FABRICACIÓN” en dos grandes causas:
1. Despilfarro por bajo desempeño.
7
2. Despilfarro por fallos de gestión.
Además existe otro despilfarro más que es el que está implícito en el propio tiempo
estándar. Dado un método de trabajo, el tiempo estándar no tiene porqué ser el más
bajo, por tanto existe un despilfarro debido al diseño del método de trabajo
denominado “DESPILFARRO EN EL DISEÑO”. De tal manera que el tiempo estándar se
divide en dos componentes:
1. Cantidad mínima de tiempo necesario (CMTN) = Σ Mejor tiempo estándar.
2. Despilfarro en el diseño del trabajo.
Una vez que se tiene el desglose de lo que está ocurriendo, hay que trabajar para
reducir cada uno de los componentes del tiempo de fabricación. En los siguientes
módulos del Master se mostrará cómo actuar sobre cada uno de los despilfarros. La
imagen anterior servirá de guía para que el alumno identifique cual es la meta de cada
capítulo.
Los módulos del Máster están para trabajar sobre la reducción de alguno de los componentes
del tiempo. En cada módulo se indicará, en la figura, sobre qué componente se está
trabajando.
En resumen, en esta primera parte identificaremos de qué está compuesto el tiempo de
fabricación y tomaremos conciencia de que hay un despilfarro. Nuestro objetivo es la
reducción de este despilfarro.
Módulo 2: Estudio, análisis y mejora de métodos y procesos (8 créditos).
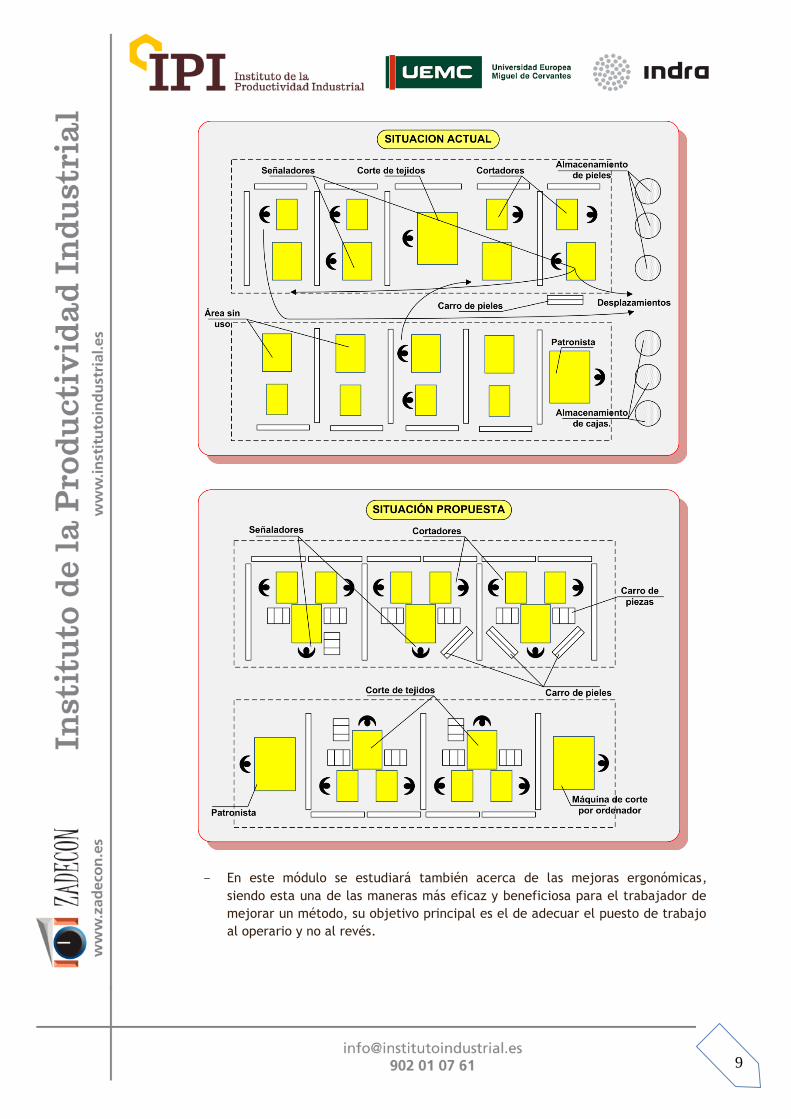
En este módulo se actuará sobre la mejora de los métodos y los procesos. La finalidad
del estudio y análisis de métodos y procesos es la de reducir el tiempo estándar y
reducir el stock en curso.
En este módulo se tratará cómo estudiar (desglosar y registrar) los métodos y
procesos, una vez desglosado y registrado se podrá analizar detectando despilfarros
(operaciones de no valor añadido) y, posteriormente, detectados los despilfarros
mejorar eliminando las operaciones de no valor añadido. Es decir: Estudio, Análisis y
Mejora.

8
En la anterior ilustración se puede ver recuadrado sobre qué componente del tiempo
se estará actuando. En este caso es sobre el tiempo estándar a partir de la mejora de
métodos. En resumen, se trabajará sobre la reducción del despilfarro en el método y
proceso del trabajo, se actúa sobre el despilfarro en el diseño en el trabajo.
Existen técnicas estándar de mejora de métodos y procesos:
- Se aprenderá el proceso creativo de resolución de problemas para el diseño del
método perfeccionado.
- Se conocerá el SMED, que es una herramienta para la mejora de métodos de las
tareas de cambio de formato y utillajes en máquinas. Su finalidad es la de
reducir el tiempo de cambio de máquina parada por cambio de lote. Hablando
de competitividad, una manera de ser más competitivos es fabricar lo que se
nos pide cuando se nos pide. Con la herramienta SMED desarrollada aumentará
la flexibilidad y la capacidad de servicio a clientes y personalización.
- Se aportan técnicas de mejora tareas en las que operen varios intervinientes,
bien operando en paralelo u operando en línea y tareas con máquinas. Para ello
se tratará de equilibrar dichas tareas eliminando posibles tiempos de espera a
los que pueden verse sometidos los intervinientes.
- Se aplicarán criterios de mejora para la optimización de grandes procesos:
Reducción de espacios, reducción de stocks en curso, reducción de distancias y
equilibrado entre secciones.
9
- En este módulo se estudiará también acerca de las mejoras ergonómicas,
siendo esta una de las maneras más eficaz y beneficiosa para el trabajador de
mejorar un método, su objetivo principal es el de adecuar el puesto de trabajo
al operario y no al revés.
10
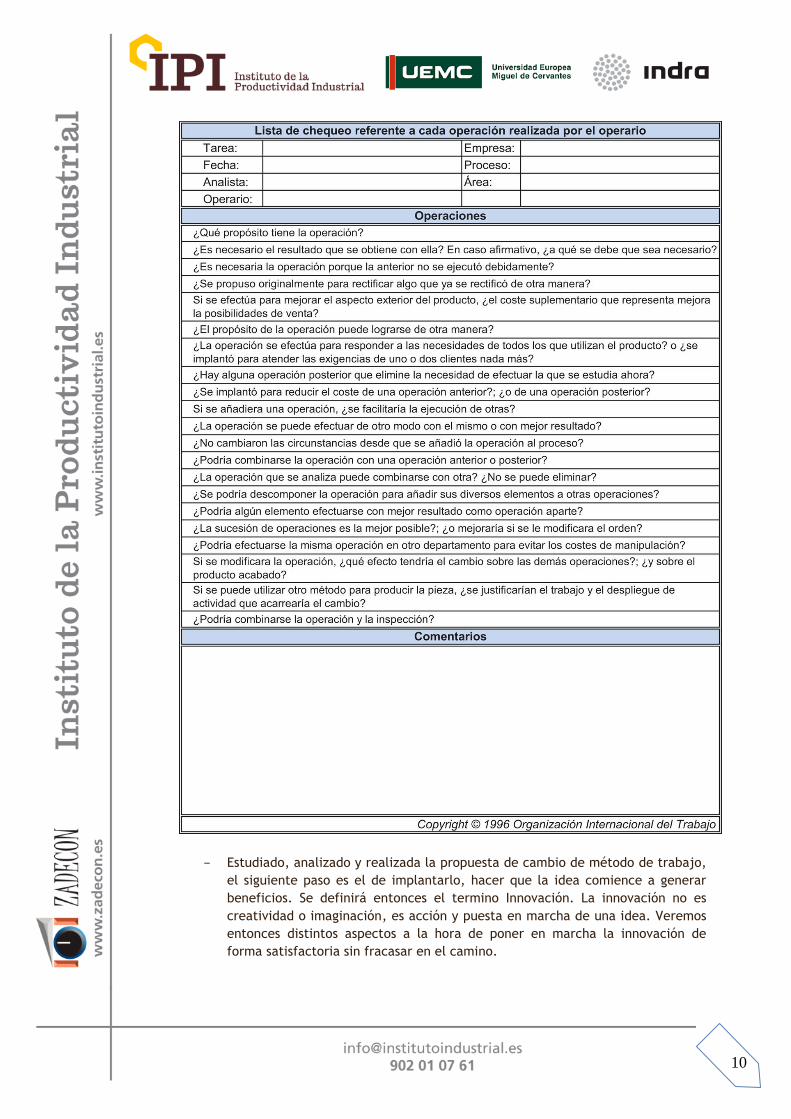
- Estudiado, analizado y realizada la propuesta de cambio de método de trabajo,
el siguiente paso es el de implantarlo, hacer que la idea comience a generar
beneficios. Se definirá entonces el termino Innovación. La innovación no es
creatividad o imaginación, es acción y puesta en marcha de una idea. Veremos
entonces distintos aspectos a la hora de poner en marcha la innovación de
forma satisfactoria sin fracasar en el camino.
11
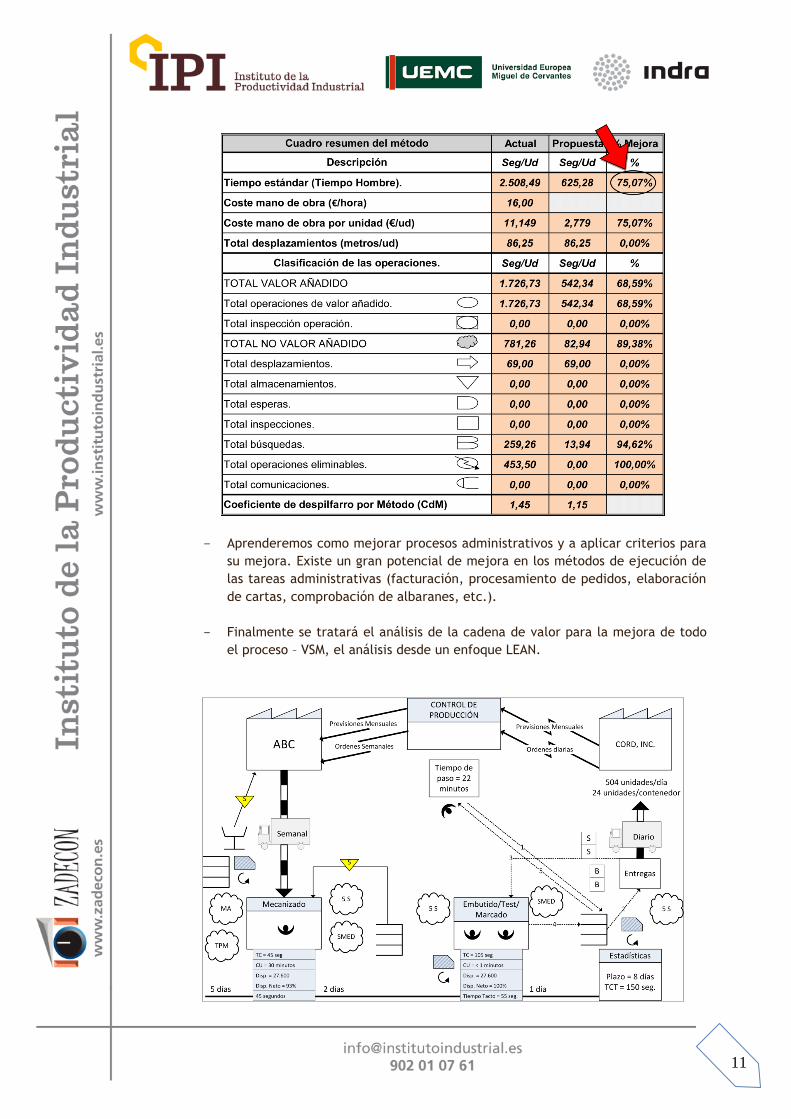
- Aprenderemos como mejorar procesos administrativos y a aplicar criterios para
su mejora. Existe un gran potencial de mejora en los métodos de ejecución de
las tareas administrativas (facturación, procesamiento de pedidos, elaboración
de cartas, comprobación de albaranes, etc.).
- Finalmente se tratará el análisis de la cadena de valor para la mejora de todo
el proceso – VSM, el análisis desde un enfoque LEAN.

12
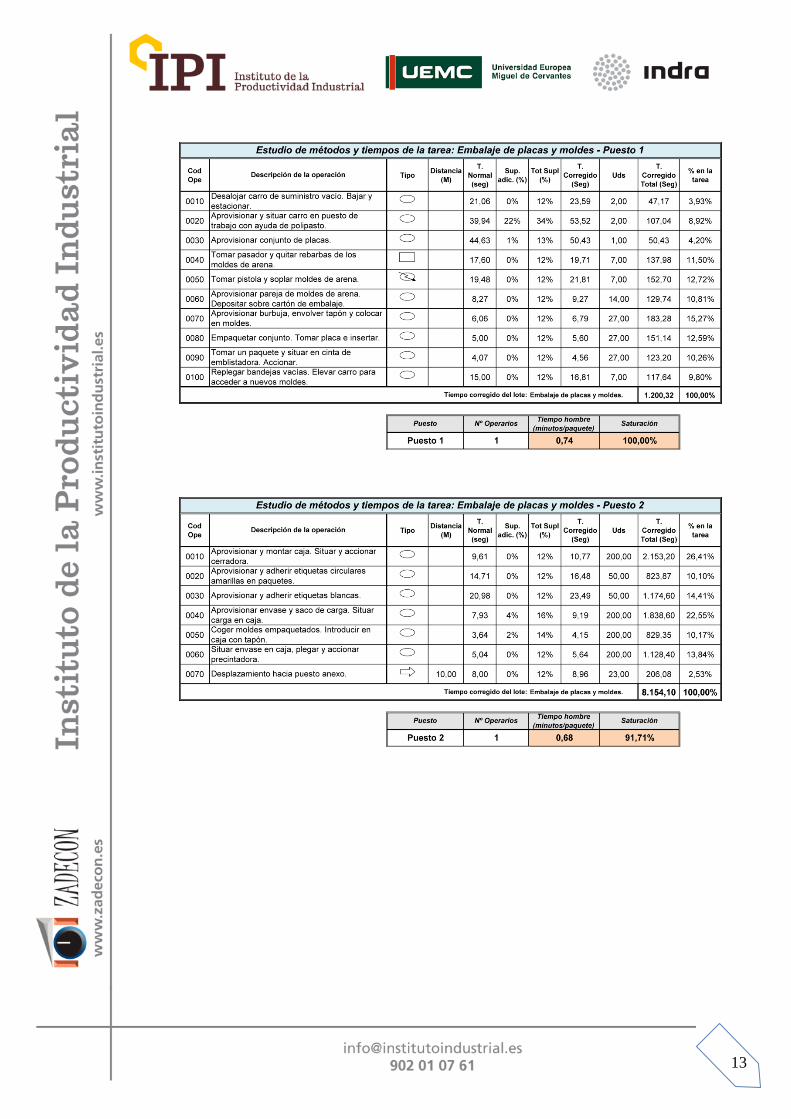
Módulo 3: Medición de tiempos (10 créditos).
Una vez definido y mejorado el método de trabajo de una tarea, lo que procede es
medir el tiempo necesario para poder llevarla a cabo. De esta tarea se encarga el
estudio de tiempos. En esta parte se trabaja y se actúa también sobre el tiempo
estándar y se aprenderán las diferentes técnicas para su medición. La definición de la
medición del trabajo es “la aplicación de técnicas para determinar el tiempo que
invierte un trabajador cualificado en llevar a cabo una tarea definida, efectuándola
según una norma (método) de ejecución establecida.”
Como se puede observar en la siguiente ilustración, de nuevo se estará actuando
sobre el tiempo estándar, aunque en esta ocasión lo que se hace es cuantificarlo, en
principio no se trata de mejorar o reducir el tiempo estándar. Lo que ocurre es que por
el hecho de medirlo y tener información cuantificada de las operaciones se obtendrán
mejoras debido a que se tomarán mejores decisiones. Hay una máxima que dice que
lo que se mide y se observa se mejora.
13
14
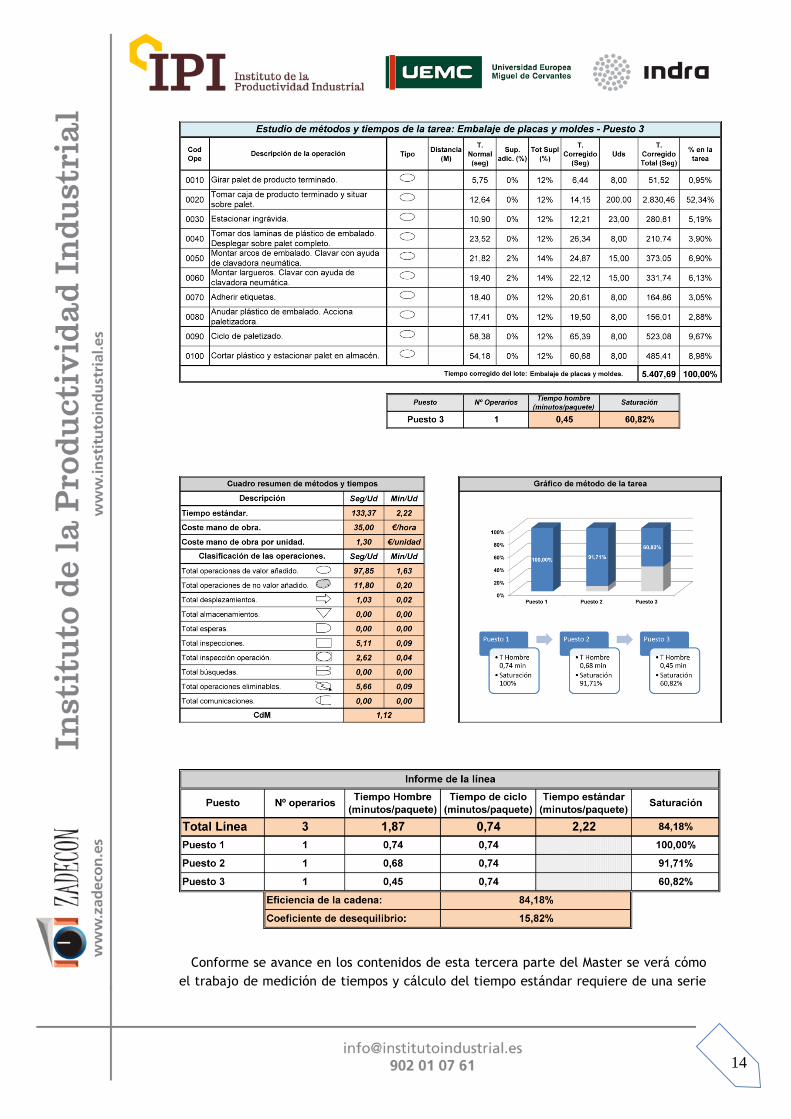
Conforme se avance en los contenidos de esta tercera parte del Master se verá cómo
el trabajo de medición de tiempos y cálculo del tiempo estándar requiere de una serie
15
de condiciones mínimas para que lo resultados tengan validez. Se aprenderá a realizar
un estudio de tiempos mediante la técnica del cronometraje, muestreo y estimación y
MTM (medición de tiempos a partir del análisis de micromovimientos).
El uso del MTM en cualquier de sus disciplinas (UAS, MEK, MTM-2, etc.) para la
realización de estudios de tiempos limita el cálculo del tiempo estándar a la sola
visualización de la tarea, si esta ya está implantada. Al hacer uso de operaciones o
elementos con un tiempo ya preestablecido en función de los diversos factores
influyentes, elimina el uso del cronometro. Además, al tener la posibilidad de diseñar
el método de trabajo en la oficina de métodos y tiempos en la fase de diseño del
producto, se podrá conocer con mayor antelación el coste de mano de obra de dicho
producto para ajustar su precio final y por tanto, ser competitivo.
En la última parte de este módulo del Master, se presentaran los estudios de tiempos
parametrizados. Hasta entonces se habrán descrito estudios de tiempos donde los
parámetros permanecían constantes. Uno de los objetivos del estudio de tiempos
parametrizado, es poder conocer el tiempo estándar de una tarea para los
productos o artículos que se elaboran a partir de esta, en función de ciertas
variables de dichos artículos, sin necesidad de estudiar cada uno de ellos. Hoy en día
todas las marcas tienen una gran variedad de referencias y productos cuyo tiempo de
vida en el mercado es relativamente corto y/o industrias que fabrican miles de
referencias diferentes, ¿Qué sectores se pueden encontrar con este problema?
Por ejemplo, actualmente las empresas automovilísticas ofertan coches a medida
para el cliente, donde se puede personalizar el equipamiento y acabado; en el mundo
de la moda, las empresas textiles disponen de un amplio catálogo de ropa y
complementos que cambian para cada época del año.
Si un analista tuviera que estudiar el proceso de fabricación de todos los modelos,
artículos y variantes de cada uno de ellos, uno a uno, esta situación haría la tarea
inviable debido al coste y al plazo. Un estudio de métodos y tiempos debe
proporcionar un beneficio mayor que el coste de su realización.
Módulo 4: Mejora de la productividad a partir de la dirección de operaciones
y la aplicación de los tiempos estándar
Durante el módulo 2 se ha tratado cómo reducir el despilfarro en el diseño del trabajo.
En el módulo 3 se ha aprendido a medir el tiempo de cada tarea y proceso que se ha
mejorado, dando como resultado el tiempo estándar.
En este módulo se verá cómo reducir el despilfarro en la fabricación.
16
El despilfarro en la fabricación es el tiempo empleado por encima del estándar. Como
se ha visto en la explicación del módulo 1, este despilfarro se divide a su vez en otros 2
en función de sus causas:
Fallos de gestión.
Bajo desempeño.
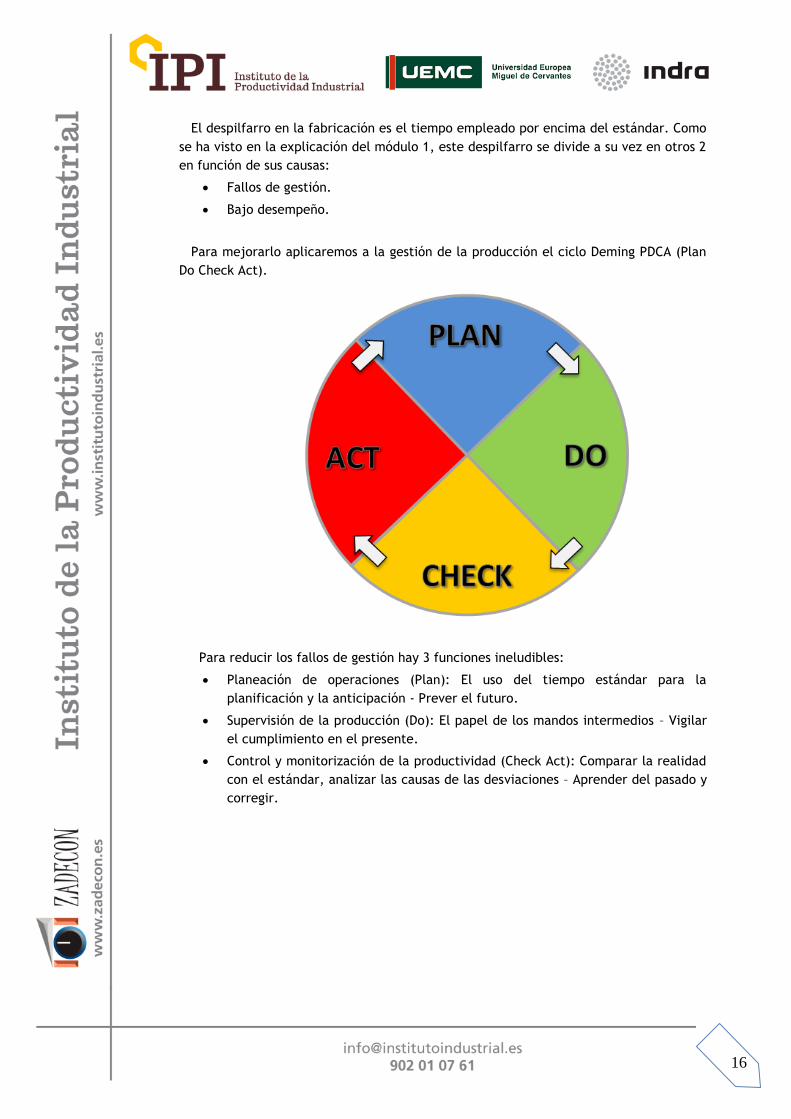
Para mejorarlo aplicaremos a la gestión de la producción el ciclo Deming PDCA (Plan
Do Check Act).
Para reducir los fallos de gestión hay 3 funciones ineludibles:
Planeación de operaciones (Plan): El uso del tiempo estándar para la
planificación y la anticipación - Prever el futuro.
Supervisión de la producción (Do): El papel de los mandos intermedios – Vigilar
el cumplimiento en el presente.
Control y monitorización de la productividad (Check Act): Comparar la realidad
con el estándar, analizar las causas de las desviaciones – Aprender del pasado y
corregir.
17
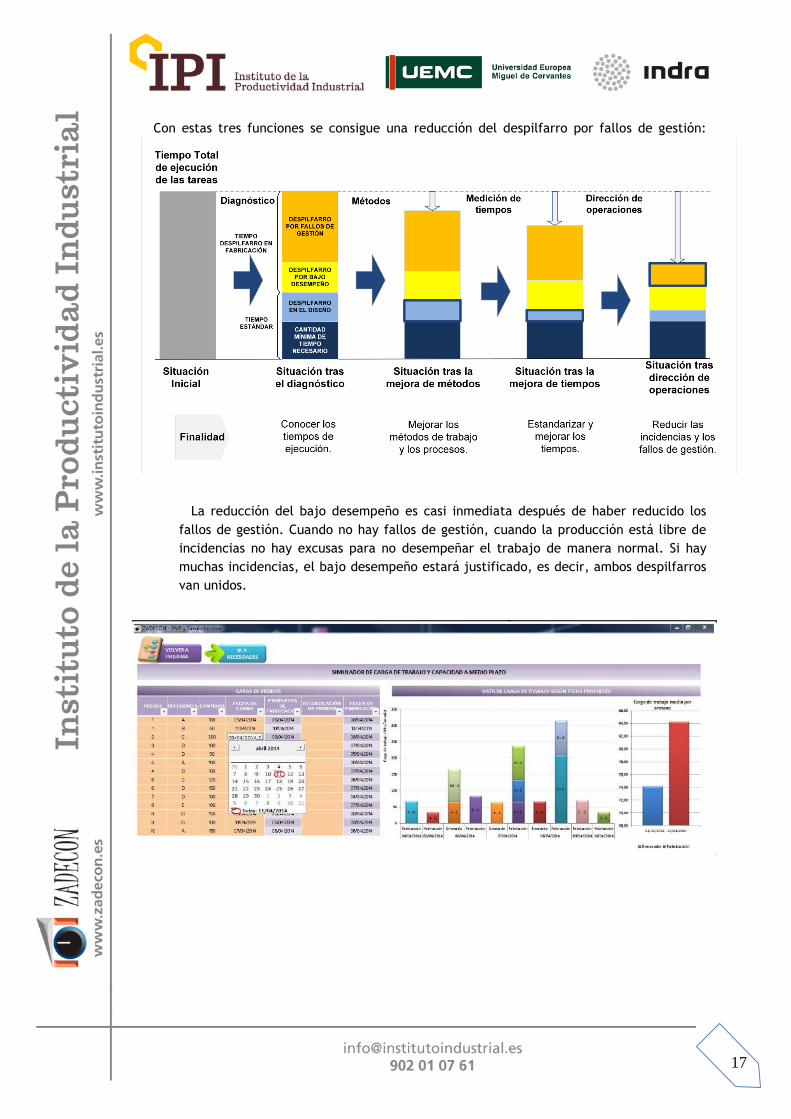
Con estas tres funciones se consigue una reducción del despilfarro por fallos de gestión:
La reducción del bajo desempeño es casi inmediata después de haber reducido los
fallos de gestión. Cuando no hay fallos de gestión, cuando la producción está libre de
incidencias no hay excusas para no desempeñar el trabajo de manera normal. Si hay
muchas incidencias, el bajo desempeño estará justificado, es decir, ambos despilfarros
van unidos.
18
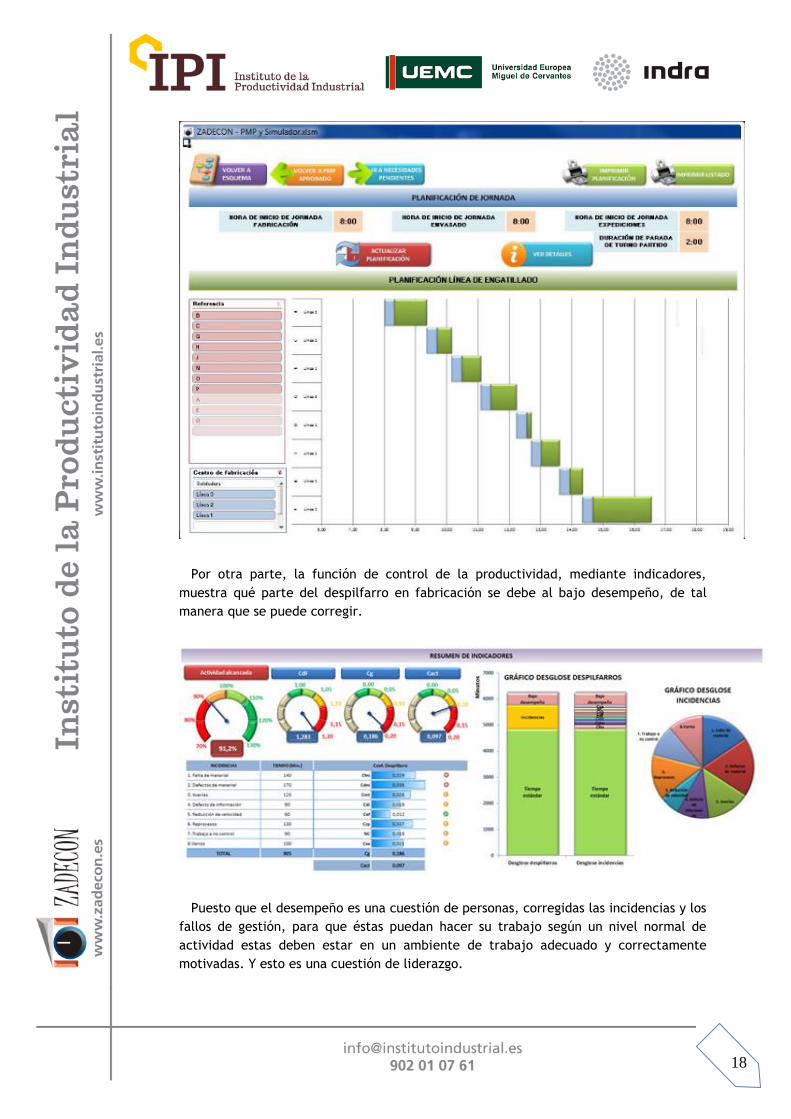
Por otra parte, la función de control de la productividad, mediante indicadores,
muestra qué parte del despilfarro en fabricación se debe al bajo desempeño, de tal
manera que se puede corregir.
Puesto que el desempeño es una cuestión de personas, corregidas las incidencias y los
fallos de gestión, para que éstas puedan hacer su trabajo según un nivel normal de
actividad estas deben estar en un ambiente de trabajo adecuado y correctamente
motivadas. Y esto es una cuestión de liderazgo.
19
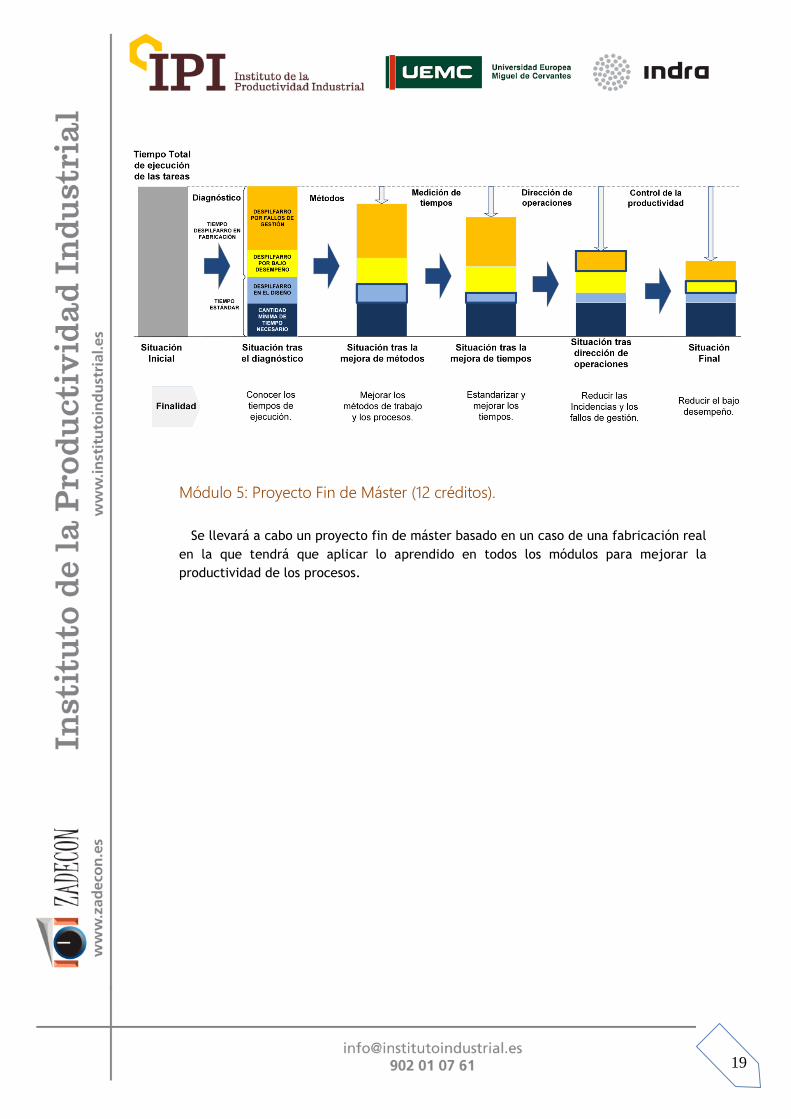
Módulo 5: Proyecto Fin de Máster (12 créditos).
Se llevará a cabo un proyecto fin de máster basado en un caso de una fabricación real
en la que tendrá que aplicar lo aprendido en todos los módulos para mejorar la
productividad de los procesos.

20
CONTENIDO DEL MÁSTER
MÓDULO 1: INTRODUCCIÓN Y DIAGNÓSTICO DE LA
PRODUCTIVIDAD (3 créditos ECTS/75 Horas).
MÓDULO 2: ESTUDIO, ANÁLISIS Y MEJORA DE MÉTODOS
Y DE PROCESOS (8 créditos ECTS/200 Horas).
MÓDULO 3: MEDICIÓN DE TIEMPOS (10 créditos ECTS/250
Horas).
MÓDULO 4: MEJORA DE LA PRODUCTIVIDAD A PARTIR DE
LA DIRECCIÓN DE OPERACIONES Y LA APLICACIÓN DE
LOS TIEMPOS ESTÁNDAR (6 créditos ECTS/150 Horas).
MÓDULO 5: PROYECTO FIN DE MÁSTER (12 créditos
ECTS/300 Horas).
TOTAL: 1.025 Horas
21
Módulo 1: Introducción y diagnóstico de la productividad.
1. Introducción a la productividad industrial.
1.1. Introducción.
1.2. Historia del estudio científico del trabajo.
1.3. ¿Por qué la productividad? La productividad no es opcional.
1.4. El futuro del trabajo científico.
1.5. Definiciones.
1.6. Estructuración y guía del libro.
2. La teoría de la medición del despilfarro.
2.1. Introducción y definición.
2.2. Despilfarro en el diseño del trabajo.
2.2.1. Despilfarro en el método de trabajo.
2.2.2. Despilfarro en el proceso.
2.3. Despilfarro en la fabricación.
2.3.1. Despilfarro en fabricación por bajo desempeño.
2.3.2. Despilfarro por fallos de gestión – incidencias.
2.3.3. Ejemplo de cálculo del CdF.
2.4. Todos los coeficientes de despilfarro: combinación y criterios de uso.
2.5. La identificación del despilfarro y su reducción.
2.6. La Teoría de la medición del despilfarro y la comunicación.
Preguntas y problemas.
3. Diagnóstico de la productividad.
3.1. Introducción - Diagnóstico de la improductividad.
3.2. Informe y puntos del diagnóstico de la improductividad.
3.3. Mapas del despilfarro y depósitos de mejora.
3.3.1. Mapas del despilfarro del diseño del trabajo.
3.3.2. Mapas del despilfarro en fabricación.
3.3.3. Mapas del despilfarro total.
3.4. Influencia de la productividad en los costes de producción.
3.4.1. La teoría de la medición del despilfarro como herramienta de
cálculo de costes.
3.4.2. El CdFo para la imputación de costes.
3.5. La productividad, un problema humano.
3.6. Proceso de solución de problemas.
3.6.1. Soluciones a problemas de despilfarro en el método CdM.
3.6.2. Soluciones a problemas de despilfarro en el proceso CdP.
3.6.3. Soluciones a problemas por despilfarro en fabricación CdF.
3.6.4. Sugerencias e ideas.
3.6.5. Selección de mejoras.
3.6.6. Puesta en marcha de las mejoras.
Preguntas y problemas.
4. Evolución de la mejora continua y el enfoque de sistemas.
4.1. Introducción.
4.2. Etapas y evolución de la mejora continua.
4.3. Conceptos de sistemas y enfoques de sistemas.

22
4.3.1. Sistemas para la mejora continua en el diseño del trabajo.
4.3.2. Sistemas para la mejora continua en la fabricación.
4.3.2.1. Cálculo de los coeficientes de despilfarro en
fabricación para un periodo dado
4.3.2.2. Evolución de la mejora continua en fabricación.
4.4. La toma de decisiones, eventos que la activan.
Preguntas y problemas.
Módulo 2: Estudio, análisis y mejora de métodos y de
procesos.
5. Estudio de Métodos.
5.1. Definición.
5.2. Procedimiento del estudio sistemático de métodos.
5.2.1. Selección de la tarea.
5.2.2. Toma de datos y desglose de la tarea en operaciones.
5.2.3. Clasificación de las operaciones.
5.2.4. Formatos para la toma de datos: Ejemplos.
5.3. Registro de métodos.
5.3.1. Registro de métodos en trabajo libre.
5.3.2. Registro de métodos de trabajo en cadena.
5.3.3. Registro de métodos de trabajo simultáneo hombre-hombre.
5.3.4. Registro de métodos de trabajo simultáneo hombre-máquina.
5.4. Procesos.
5.4.1. Introducción a los procesos.
5.4.2. Estudio y construcción de un proceso.
5.4.3. Mapeo y registro de procesos.
5.4.4. Disposición de procesos.
5.4.4.1. Distribución por línea.
5.4.4.2. Distribución por secciones.
5.4.4.3. Puesto fijo.
5.5. Registro de procesos y procedimientos actuales y propuestos.
Preguntas y problemas.
6. Análisis de Métodos.
6.1. El concepto de análisis.
6.2. Técnica del interrogatorio.
6.3. Listas de comprobación: preguntas de fondo.
6.4. Análisis de la operación.
6.5. Estudio de movimientos.
6.6. Análisis de micromovimientos.
Preguntas y problemas.
7. Mejora: Diseño del método perfeccionado.
7.1. Introducción.
7.2. Creatividad y generación de ideas.
7.2.1. Hallar el problema.
23
7.2.2. La clara enunciación del problema y de la situación deseada.
7.2.3. La generación de ideas.
7.3. Catálogo de soluciones.
7.3.1. El método de las 5 S.
7.3.2. Aplicación de las reglas de la economía de movimientos.
7.3.3. Mejoras en el uso y diseño de los materiales.
7.3.4. Benchmarking.
7.3.5. Herramientas de trabajo - catálogos de herramientas.
7.3.6. Cambio rápido de máquinas y utillajes: SMED (Se desarrolla en
capítulo aparte).
7.3.7. Equilibrado de tareas con más de un interviniente (Se desarrolla
en capítulo aparte).
7.3.8. Mejora de procesos (Se desarrolla en capítulo aparte).
7.3.9. Mejoras ergonómicas (la mejora más importante) (Se desarrolla
en capítulo aparte).
7.4. Evaluar y presentar correctamente las propuestas de mejora, incluyendo su
justificación económica, técnica, social, ecológica, legal y ética.
7.4.1. Presentar la mejora.
7.4.2. Evaluación de la mejora.
7.5. El ciclo de "estudio – análisis – propuesta de mejora" simplificado.
Preguntas y problemas.
8. Mejora del cambio rápido de máquinas – SMED: Manufactura ágil.
8.1. Introducción ¿Qué es el SMED?
8.2. Conveniencia del SMED.
8.3. El sistema SMED: Descripción de sus etapas.
8.3.1. Situación inicial.
8.3.2. Etapas del SMED.
8.4. Técnicas para aplicar el sistema SMED.
8.4.1. Primera etapa: Separación de las operaciones internas y
externas.
8.4.2. Segunda etapa: Convertir las operaciones internas en externas.
8.4.3. Tercera etapa: Perfeccionar todos los aspectos de las
operaciones de preparación.
8.5. La correcta elección de la máquina: El mejor cambio es el que no se hace.
8.6. Casos prácticos.
Preguntas y problemas.
9. Mejora de equilibrados en tareas con varios intervinientes.
9.1. Introducción - reducción del tiempo de demora.
9.2. Mejora de trabajos en cadena.
9.3. Mejora de tareas simultáneas hombre – hombre.
9.4. Mejora de tareas simultáneas hombre – máquina.
9.4.1. Interferencias con máquinas.
Preguntas y problemas.
10. Criterios para la mejora de procesos.
10.1. Introducción, el concepto de mejora de procesos.
10.2. Equilibrado de tareas del proceso.
24
10.3. Reducción del stock en proceso.
10.4. Reducción del espacio disponible y los desplazamientos.
10.5. Implantación de medios para automatizar o facilitar el transporte.
Preguntas y problemas.
11. La mejora más importante: La Ergonomía - Continuación mejoras.
11.1. Introducción.
11.2. Objetivos de la ergonomía.
11.3. Beneficios de la ergonomía.
11.4. Sistemas hombre - máquina - entorno laboral.
11.5. Análisis y mejora del sistema ergonómico.
11.6. Ergonomía y seguridad.
11.6.1. Factores ergonómicos.
11.6.2. Factores humanos.
11.7. Ergonomía y fatiga.
11.8. Imágenes y referencias.
Preguntas y problemas.
12. Innovación e implantación.
12.1. Introducción y definición.
12.1.1. Puesta en marcha de la innovación.
12.1.2. Comprobación de resultados.
12.2. La implantación y la resistencia al cambio.
12.2.1. Implantar el método perfeccionado.
12.2.2. Estrategias para convencer a cada grupo de decisión.
12.2.3. Capacitación y readaptación profesional de los operarios.
12.2.4. Tutelar el cambio.
12.2.5. Mantenimiento del nuevo método.
12.2.6. Resumen – conclusión.
Preguntas y problemas.
13. Estudio y análisis de procesos administrativos.
13.1. Introducción.
13.2. Elaboración y representación de un proceso administrativo.
13.3. Mejora de procesos administrativos.
Preguntas y problemas.
14. Estudio de procesos según el análisis de la cadena de valor: VSM.
14.1. Introducción al flujo de valor.
14.1.1. Principios del Lean Manufacturing.
14.1.2. Inventario de herramientas lean y su utilidad.
14.2. Representación del mapa de valor actual y sus métricas.
14.3. Representar del mapa de valor futuro y sus métricas.
14.4. Analiza el mapa de valor actual para diseñar el mapa de valor futuro.
14.4.1. Aplicación de herramientas lean a cada fase del proceso.
14.4.2. Propuestas de mejora.
14.5. Plan de puesta acción para mejorar el mapa de valor.
Preguntas y problemas.
25
15. ProKon: Diseño de Producto para el ensamblaje
15.1. Introducción.
15.2. ProKon – Definición, ventajas y limitaciones.
15.3. Campos de aplicación del ProKon.
15.4. Principios básicos para trabajar con ProKon.
15.4.1. Reglas generales de aplicación para el estudio de análisis con
ProKon.
15.4.2. Cómo proceder durante el análisis.
15.4.3. Enfoque para cambiar el diseño.
15.5. Descripción de los criterios de análisis.
15.5.1. Valor básico.
15.5.2. Dimensión principal>300x300 mm.
15.5.3. Dimensión de la pieza>800 mm.
15.5.4. Número de puntos de posicionado.
15.5.5. Restricciones.
15.5.6. Posibilidad de montaje en posición incorrecta.
15.5.7. Con fijación de posición.
15.5.8. Reajustes durante el posicionamiento.
15.5.9. Sin ayudas al posicionamiento.
15.5.10. Cambios de dirección en el posicionamiento.
15.5.11. Ajustes/comprobación.
15.5.12. Procesos.
15.5.13. Número de herramientas utilizadas.
15.6. Conversión de unidades ProKon en valores de tiempo reales.
15.6.1. Empleo del Factor.
15.6.2. Precisión – Límites de la aplicación.
15.6.3. Costos totales.
15.7. Ejemplos.
15.7.1. Ejemplo 1 Brida.
15.7.2. Ejemplo 2 Conectar tubo agua dulce (en la cocina de un avión).
15.7.3. Ejemplo 3 Luces cortesía de un coche.
15.7.4. ProKon con AUDI AG en Ingolstadt, Alemania.
15.7.4.1. Introducción.
15.7.4.2. Proyecto piloto.
15.7.4.3. Proyecto AX.
15.7.4.4. Sumario.
Apéndice.
A. Creatividad y Métodos.
B. Benchmark.
Módulo 3: Medición de tiempos.
16. Fundamentos de la medición del trabajo.
16.1. Definición y evolución de la medición del trabajo.
16.2. Concepto del tiempo estándar TE.
16.3. Importancia del tiempo estándar TE.
26
16.4. Métodos generales para medir el tiempo estándar TE.
16.4.1. Estimación.
16.4.2. Datos históricos.
16.4.3. Tablas de datos normalizados.
16.4.4. Sistemas de tiempos predeterminados – MTM.
16.4.5. Medida de tiempos por muestreo.
16.4.6. Cronometraje.
16.5. Procedimiento sistemático de Medición del trabajo.
16.5.1. Selección del trabajo.
16.5.2. Registrar la información.
16.5.3. Examinar la tarea.
16.5.4. Cronometraje y medición.
16.5.5. Compilar y definir: Estudio de métodos y tiempos.
Preguntas y problemas.
17. Prerrequisitos para determinar él TE.
17.1. Analista capacitado, competencias requeridas.
17.2. Operario calificado, curva de aprendizaje.
17.3. Ritmo normal de trabajo, escalas y métodos de valoración.
17.4. Norma de ejecución, especiación de trabajo, procedimiento de operación
estándar.
17.5. Ambiente físico de trabajo, requisitos y normas aplicables y aspectos
organizativos.
17.6. Materiales para el estudio de tiempos.
Preguntas y problema.
18. Estudio de tiempos con cronometraje.
18.1. Introducción: técnicas de cronometraje.
18.2. Etapas del estudio con cronometraje.
18.2.1. Desglose de la tarea en operaciones y delimitación.
18.2.2. Determinación del número de mediciones de una operación.
18.2.3. Cronometraje: Registro de actividad y tiempo.
18.2.4. Cálculo del tiempo normal de una operación: Escrutinios.
18.2.5. Aplicación de suplementos.
18.2.6. El Estudio de Métodos y Tiempos: Agrupación de datos.
18.3. Ejemplos de estudios de métodos y tiempos.
18.4. Estudios de tiempos con máquinas.
18.4.1. Conceptos y definiciones.
18.4.2. Ejemplos de estudios de métodos y tiempos con máquinas.
18.4.3. Consideraciones de los suplementos en las tareas con máquinas.
Preguntas y problemas.
19. Muestreo del trabajo y estimación estructurada.
19.1. Necesidad del muestreo del trabajo.
19.2. Algunas palabras sobre el muestreo.
19.3. Como establecer niveles de confianza.
19.4. Cómo determinar el tamaño de la muestra.
19.4.1. Método Estadístico.
27
19.4.2. Método Nomográfico.
19.5. Cómo efectuar observaciones aleatorias.
19.6. Cómo realizar el estudio.
19.6.1. Como determinar el objetivo del estudio.
19.6.2. Como efectuar las observaciones.
19.7. Muestreo del trabajo de régimen normal.
19.8. Técnicas de muestreo por grupos.
19.9. Como utilizar el muestreo del trabajo.
19.10. Estimación estructurada.
19.10.1. Estimación analítica.
19.10.2. Estimación comparativa.
Preguntas y problemas.
20. Normas de tiempos predeterminadas.
20.1. Definición.
20.2. Antecedentes.
20.3. Ventajas de los sistemas NTPD.
20.4. Inconvenientes de los NTPD.
20.5. Diferentes sistemas NTPD.
20.5.1. Niveles de los datos.
20.5.2. Campo de aplicación de los datos.
20.5.3. Clasificación de los movimientos.
20.5.4. Unidades de tiempo.
20.5.5. Otras consideraciones.
20.6. Utilización de sistemas NTPD.
20.6.1. Categorías de los sistemas MTM-2.
20.6.2. Necesidades de formación.
20.7. Aplicaciones de sistemas NTPD.
20.7.1. Selección del trabajador.
20.7.2. Registro de la información acerca de la tarea.
20.7.3. Descomposición en elementos de trabajo.
20.7.4. Suplementos y tiempos de las tareas.
20.7.5. Visualización.
20.7.6. Los sistemas NTPD y otras técnicas más generales.
Preguntas y problemas.
21. MTM UAS
21.1. Introducción y conceptos.
21.2. Desarrollo histórico del sistema básico (MTM-1) en el marco de los
sistemas de bloques MTM.
21.2.1. Desarrollo del sistema MTM-1
21.2.2. El marco de los sistemas de bloques MTM – Tipo Proceso – Nivel
Método.
21.3. Introducción a MTM-UAS.
21.3.1. Objetivos del curso.
21.3.2. Desarrollo del Sistema de Bloques MTM-UAS.
21.3.3. Analizar con el Sistema de Bloques de MTM–UAS.
21.4. El sistema de bloques MTM-UAS.
21.4.1. Tomar y Situar.
28
21.4.2. Situar.
21.4.3. Manejar medios auxiliares.
21.4.4. Accionar.
21.4.5. Ciclos de movimientos.
21.4.6. Movimientos del cuerpo.
21.4.7. Control visual.
21.5. Diseño del trabajo con MTM-UAS.
21.5.1. Notas generales del diseño.
21.5.1.1. Diseñar métodos para trabajar con dos manos.
21.5.1.2. Área de trabajo.
21.5.2.- Simplificación de Operaciones Base.
21.5.2.1. Simplificación de las Operaciones Base – Tomar y
Situar, Situar y Manejar Medios.
21.5.2.2. Simplificación de las Operaciones Base – Accionar y
Ciclos de movimientos.
21.5.2.3. Notas del diseño en los Movimientos del Cuerpo.
21.5.2.4. Notas del diseño en el Control Visual.
21.6. Ejercicios en MTM-UAS operaciones base.
Apéndice: Diseño del trabajo con MTM – ejemplo de diseño complejo.
21.7. El concepto de las operaciones estándar MTM-UAS.
21.7.1. La arquitectura de las Operaciones Estándar MTM-UAS.
21.7.1.1. Codificación.
21.7.1.2. Campos de distancia.
21.7.1.3. Valores suplementarios para herramientas (M-EH).
21.7.1.4. Valores suplementarios para piezas dentro del campo
de distancia 3 (M-ET3).
21.7.2. Back-up análisis.
21.7.3. Aplicación de las Operaciones Estándar MTM-UAS.
21.8. MTM-UAS operaciones estándar.
21.8.1. Atornillar.
21.8.2. Desempaquetar.
21.8.3. Tratar.
21.8.4. Fijar y Soltar.
21.8.5. Trabajo Adhesivo.
21.8.6. Marcar.
21.8.7. Ensamblaje de pieza estándar.
21.8.8. Inspeccionar y Medir.
21.9. Ejercicios en MTM-UAS operaciones estándar.
Apéndice: Back-up análisis de las operaciones estándar MTM-UAS.
Preguntas y problemas.
22. Elaboración de datos estándar y fórmulas de tiempo: El estudio de métodos y
tiempos parametrizados.
22.1. Introducción y conceptos.
22.2. Principios para elaborar datos estándar y fórmulas de tiempo.
22.2.1. Cálculo del componente tiempo normal.
22.2.2. Cálculo del componente suplementos de descanso.
22.2.3. Cálculo del componente unidades.
29
22.3. Manejo de elementos variables. El estudio de métodos y tiempos
parametrizados.
22.4. Archivo y utilización de datos estándar y fórmulas de tiempos.
22.5. Presentación de los resultados.
22.5.1. Resumen de tiempos estándar resultantes de los artículos.
22.5.2. Estudio de métodos y tiempos parametrizado.
22.5.3. Justificación de fórmulas.
22.6. Ejemplos de estudios parametrizados.
Preguntas y problemas.
Módulo 4: Mejora de la productividad a partir de la
dirección de operaciones y la aplicación de los tiempos
estándar.
23. Planeación de operaciones (Plan): El uso del tiempo estándar para la planificación y
la anticipación - Prever el futuro.
23.1. Introducción y conceptos.
23.2. Plan agregado de producción (PAP).
23.2.1. Creación del plan agregado de producción y estrategias de
actuación.
23.3. Plan maestro de producción (PMP).
23.3.1. Creación del Plan maestro de producción.
23.4. MRP (Material Requeriments Planning).
23.4.1. La estructura del producto.
23.4.2. Elaboración de MRP.
23.5. MRP II (Manufacturing Resource Planning).
23.5.1. Capacidad.
23.5.1.1. CRP – Carga de trabajo.
23.5.1.2. Capacidad disponible.
23.5.2. Salidas MRP II.
23.5.2.1. Comparación CRP vs CD (carga de trabajo vs
capacidad disponible).
23.5.2.2. Salida MRP II.
23.5.2.3. Medidas para la adaptación de las capacidades de
producción.
23.6. Gestión de los cuellos de botella.
23.6.1. Introducción.
23.6.2. Soluciones a los cuellos de botella.
Preguntas y problema.
24. Supervisión de la producción: El papel de los mandos intermedios – Vigilar el
cumplimiento en el presente.
24.1. El mando intermedio en producción.
24.1.1. El problema.
24.1.2. La necesidad.
24.1.3. La solución: Objetivo del capítulo.
24.2. Definición de las funciones del mando intermedio.

30
24.3. Estandarización de funciones.
24.3.1. Estandarización de la agenda: listas de dedicación.
24.3.2. Estandarización de las tareas: listas de chequeo.
24.3.3. Estandarizando el cumplimiento de los valores de la empresa.
24.3.4. Ficha final del puesto.
24.4. Mentalización acerca de la importancia de su función.
24.5. Habilidades para el mando intermedio.
24.5.1. Planificar (preparar), supervisar y corregir.
24.5.2. Relaciones Humanas:
24.5.2.1. Liderazgo y motivación.
24.5.2.2. Comunicación.
24.5.2.3. Resolución de conflictos.
24.5.3. Instruir y formar.
Preguntas y problemas.
25. Control y monitorización de la productividad: Comparar la realidad con el estándar,
analizar las causas de las desviaciones – Aprender del pasado y corregir.
25.1. Introducción y conceptos.
25.1.1. Unidades de medida de la productividad.
25.1.2. Sistema Bedaux.
25.1.3. Concepto de actividad.
25.1.4. Conveniencia del control de la productividad.
25.2. Conveniencia de los sistemas de incentivos.
25.3. Control de la Productividad.
25.3.1. ¿Qué es el control de la productividad?
25.3.2. Datos necesarios para el control de la productividad.
25.3.3. Partes de trabajo.
25.3.4. Ejemplos de partes de trabajo.
25.3.5. Cálculo de la productividad.
25.3.6. Ejemplos de cálculo de la productividad.
25.3.7. Cálculo de la productividad en trabajos limitados.
25.3.8. OEE: Cálculo de la productividad en trabajos con máquinas.
25.3.8.1. Disponibilidad.
25.3.8.2. Rendimientos.
25.3.8.3. Calidad.
25.3.8.4. Resultados del OEE.
25.3.8.5. ¿Cómo utilizar el OEE?
25.3.8.6. Analogías entre OEE y el CdF.
25.3.9. Evaluación de la productividad de los mandos intermedios.
25.4. Implantación del control de la productividad.
25.4.1. Aspectos legales.
25.4.2. Esquema de implantación del control de la productividad.
25.4.3. El manual de control de la productividad.
25.4.4. Primero efectos del control de la productividad.
25.5. Sistemas de incentivos.
25.5.1. Concepto de incentivos en el entorno productivo.
25.5.2. Cálculo del incentivo.
25.5.3. Cálculo del incentivo en trabajo limitado.

31
25.6. Características, implantación y mantenimiento de un sistema de
incentivos.
25.6.1. Características de un sistema de incentivos.
25.6.2. Implantación de un sistema de incentivos.
25.6.2.1. Matices de un sistema de incentivos.
25.6.3. Mantenimiento de un sistema de incentivos.
25.6.3.1. Causas del cambio de un sistema de incentivos.
25.6.4. El manual de sistemas de incentivos.
Preguntas y problemas.
Módulo 5: Proyecto fin de Master.
- Puesta en productividad de un proceso real.
- El alumno podrá realizar el proyecto fin de máster basado en el estudio y mejora de
un proceso de la empresa en la que trabaja (si se da este caso), de tal manera que el
beneficio será doble:
1. La capacitación del alumno.
2. La mejora de un proceso tutelado.

32
COMPLEMENTO A LOS MODULOS
PRÁCTICA
Cada módulo, como se ha mostrado, cuenta con una parte teórica que se corresponderá
con su parte práctica correspondiente. El contenido práctico está constituido por:
- Resolución de casos prácticos.
- Diversos formatos tipo resueltos.
- Ejemplos prácticos.
- Videos.
- Relatos de situaciones reales.
Todo el contenido práctico será de gran utilidad para la asimilación de las distintas
herramientas que se verán a lo largo del curso y para su posterior aplicación por parte del
alumno.
MATERIAL
El alumno dispondrá de todos los contenidos en el acceso a la plataforma virtual:
- Contenido.
- Ejercicios.
- Material complementario.
TITULO
A la finalización con éxito del programa el alumno obtendrá la doble titulación de Master en
Ingeniería de la Productividad, expedida por la Universidad Europea Miguel de Cervantes
(UEMC) y el Instituto de la Productividad Industrial (IPI).

33
PRECIO
El precio del Máster en Ingeniería de la Productividad Industrial es de 5.800 €.
Existe posibilidad de financiación.
CURSO BONIFICABLE POR LA FUNDACIÓN TRIPARTITA

34
REFERENCIAS DE CLIENTES Y ALUMNOS
Trelleborg Pipe Seals
Armando Bolado
'En el año 2007 recibimos en TRELLEBORG SANTANDER una formación de métodos de
trabajo y control de tiempos que nos ha permitido la mejora, de una manera rápida y
eficiente, de la productividad en varios puestos de trabajo así como un mejor control
interno de los tiempos de las distintas gamas de producción. Podemos decir que esta
formación fue un gran acierto.’
AMC España
Josep Lluís Minguillon
'Conocimos a ZADECON a través de un práctico, útil y clarificador curso de Gestión de la
Producción conducido por el Sr. Agustín Cruelles; a los pocos meses del curso nuestra
empresa requirió de un estudio de métodos y tiempos para las nuevas instalaciones que
hacia relativamente poco tiempo estaban en funcionamiento, en ese momento pensamos
en ZADECON. En muy poco tiempo y con una alta profesionalidad ZADECON tomó los
datos que requería de nuestro proceso para su análisis; el estudio incluía adicionalmente a
los resultados más analíticos, toda una serie de propuestas de mejora con un valor añadido
muy superior al coste del propio estudio. Bravo.'
El Pozo
Manuel García Juesas
'Nuestros Mandos Intermedios han recibido un curso sobre Productividad que les ha sido
de gran ayuda para el descubrimiento de fáciles herramientas aplicables en su quehacer
diario. Han sido dos días de formación y convivencia eminentemente prácticos.
Alumno del curso Técnico Superior
Julián Vera
'Me está siendo de gran ayuda el curso de técnico superior en productividad industrial que
estoy realizando on-line. Sin duda está repleto de contenidos teóricos y prácticos,
expresados de forma clara y sencilla, que sin querer a mí, me incitan a aplicarlos a las tareas
que desempeño habitualmente en mi trabajo y que de hecho están aportando mejoras en la

35
empresa donde trabajo. Además la atención que recibo por parte de ZADECON es rápida,
cordial y concisa. Estoy totalmente satisfecho de estar realizándolo.'
Textil Lonia
Oscar Castejón Ferrer
'Después de 12 años en industria, trabajando en el área de producción, el curso me ha
aportado una visión más amplia de lo que significa la gestión de la productividad. El curso
ha ayudado a complementar los cuadros de mando que utilizamos diariamente. El temario
es muy práctico y de fácil comprensión, con una comunicación muy abierta y rápida con los
profesionales de ZADECON. Recomiendo la experiencia.'
Miniland Group
Beatriz Lucas
'La formación impartida por Zadecon es excelente. El contenido del temario es muy
interesante, de fácil compresión y aplicación en la empresa. El trato personal y la atención al
cliente son inmejorables. La experiencia ha sido muy positiva y los conocimientos adquiridos
nos están ayudando a mejorar nuestros procesos de producción.'
Alumno del curso de Técnico Superior
Javier Benito
'Ejerzo de responsable de producción desde hace poco tiempo y a pesar de tener varios
cursos en mi haber, estaba un poco verde y pensaba que el mundo se me venía encima. La
formación recibida con los contenidos de Zadecon me ha ayudado a entender de verdad
conceptos tan importantes como por ejemplo un “cuello de botella”, que ya conocía, de
libros cómo LA META, pero en los que estaba un poco perdido. No puedo estar más que
agradecido.'
Stanley Security Solutions Spain
Marcelino Lage
'He seguido en los últimos meses el curso “Técnico superior en productividad y control
industrial”. El curso es exigente con una visión muy práctica y orientada a negocio que

36
proporciona herramientas muy útiles para mejorar los procesos y la productividad de tu
negocio, especialmente en entornos de producción, pero perfectamente extrapolable a
otros entornos con menos cultura en estos temas como es el sector servicios y las tareas
administrativas. Mi agradecimiento a ZADECON por cómo han estructurado el curso, y
especialmente por la metodología seguida y el seguimiento y ayuda que me han prestado
para terminar con éxito el mismo.'
Conservas Selectas de Galicia
Martín Fernández Pérez
'He realizado en el último año el curso Técnico superior en productividad y control
industrial, es un curso bastante exigente tanto en teoría como en los ejercicios prácticos. En
mi caso lo que más me ha sorprendido es que a medida que avanzaba en los contenidos se
me aparecían una serie de herramientas fácilmente aplicables en la planta de producción y
que pueden permitir un ahorro de costes considerable. Otro punto que me sorprendió
gratamente fue el trato con el responsable de curso que fue en todo momento rápido y
agradable. Estoy muy satisfecho de cómo se ha desarrollado y lo recomiendo sobre todo a
personas que trabajan en temas de control de producción.'
Xantelmar - Martiko Ahumados
Iñaki Iriarte
'El curso de técnico superior está muy bien trabajado, es muy entretenido, los temas están
perfectamente explicados y son muy llevaderos. Para gente como yo, que tenemos muy
poco tiempo la ayuda que recibimos facilita mucho su realización. También me ha servido
para darme cuenta de que hacemos muchas cosas por inercia, tengo un buen equipo, con
mucha voluntad, trabajadores extraordinarios, muy productivos y no lo hacemos mal. Pero
estamos creciendo y nos hacía falta un poco de formación técnica, este curso me servirá
para dirigir algunos cambios que nos ayudaran mucho. De verdad creo que ha merecido la
pena.’
KLK Electromateriales, S.A.
Celestino Muñiz Cuervo
'El trato del profesorado es excelente y el contenido del curso fue perfectamente adaptado
a lo contratado. Las expectativas del curso fueron superadas con creces. Las prácticas
realizadas fueron lo mejor del curso, para ver realmente casos de la empresa y casos del
trabajo del día a día reales en una fábrica. En resumen: Me ha parecido un curso muy
interesante, recomendable, y que personalmente ha cubierto mis expectativas, quizás se me
ha quedado un poco corto de horas para realizar alguna práctica más pero eso ha sido

37
debido a nuestras divagaciones en la clase y no al curso en sí. Respecto al docente me ha
parecido una persona muy accesible en todo momento, claro en las explicaciones y muy
predispuesto a colaborar en cualquier duda que nos pudiese surgir en un futuro. Es un
curso que personalmente volvería a hacer y que recomendaría y que me gustaría ampliar
con la segunda parte de productividad e implantación de sistemas de incentivos. '
PARA VER MÁS TESTIMONIALES ENTRAR EN:
http://www.institutoindustrial.es/testimoniales.html