MEDICIONES_SEIS_SIGMA.pdf
25
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007 Página 1 de 25 MEDICIONES PARA SEIS SIGMA H. Hernández / P. Reyes Septiembre de 2007
description
MEDICIONES_SEIS_SIGMA
Transcript of MEDICIONES_SEIS_SIGMA.pdf
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 1 de 25
MEDICIONES PARA SEIS SIGMA
H. Hernndez / P. Reyes
Septiembre de 2007
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 2 de 25
CONTENIDO
1. Introduccin
2. Clculo de las sigmas de un proceso con base al rendimiento
3. Variacin a largo plazo versus corto plazo
4. Clculo de Sigma en Excel y Minitab
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 3 de 25
Mediciones para seis sigma
1. Introduccin
Este artculo proporciona un panorama general de las mtricas
utilizadas en Seis Sigma, el objetivo es tener las mejores tcnicas de
clculo apropiadas para una situacin determinada.
La mejora de las mtricas pueden tener un impacto significativo en los
resultados del negocio, al reducir la oportunidad de tener defectos.
Es de suma importancia medir la capacidad del proceso en trminos
cuantificables y monitorear las mejoras a travs del tiempo.
Sigma es una letra del alfabeto griego usada para representar la
distribucin o dispersin alrededor de la media de cualquier proceso.
Seis Sigma es una filosofa de administracin enfocada a la mejora de
los procesos, mantenindolos en el valor objetivo y reduciendo la
variacin.
1 a. Definiciones bsicas1:
Unidad (U): Es un artculo producido o procesado disponible para
evaluacin contra un criterio o estndar predeterminado, .
Defecto (D): Cualquier evento que no cumpla la especificacin de
un CTQ o cuando una caracterstica no cumple con el estndar.
Falla: resulta cuando una caracterstica no tiene el desempeo
estndar.
Error: resulta cuando una accin no cumple con el estndar.
Defectuoso: Una unidad que tiene uno o ms defectos.
1 Forrest W. Breyfogle III. Implementing Six Sigma Ed. John Wiley & Sons, Inc.1999
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 4 de 25
Defectos por unidad (DPU): Es la cantidad de defectos en un
producto
U
DDPU
Oportunidad de defectos (O): Cualquier caracterstica que pueda
medirse y de una oportunidad de no satisfacer un requisito del cliente.
Las necesidades vitales del cliente se traducen en Caractersticas
Crticas para la Satisfaccin (CTS),
Estas a su vez se traducen a Caractersticas Crticas para la Calidad,
Entrega y Costo (CTQs, CTDs y CTCs) las cuales tienen impacto en las
CTSs.
Las Caractersticas Crticas para el Proceso (CTPs), tienen impacto en las
CTQs, CTDs o CTCs y son Oportunidades para control
Defectos por oportunidad (DPO):
OU
DDPO
Defectos por milln de oportunidades (DPMO): Es el nmero de
defectos encontrados en cada milln de unidades.
Capacidad del proceso:
Rendimiento estndar o de primera pasada YFT: Es el porcentaje de
producto sin defectos antes de realizar una revisin del trabajo
efectuado.
Rendimiento al final o de lnea final YLT: Es el porcentaje de producto
sin defectos despus de realizar la revisin del trabajo. Es el rendimiento
despus de la inspeccin la prueba. Excluye el retrabajo y el
desperdicio Siempre ser mayor al Yrt. Slo observa la calidad del
producto terminado.
Rendimiento total de produccin o rendimiento estndar Yrt: es el
rendimiento real a travs de todos los procesos productivos sin
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 5 de 25
reproceso o reparacin. Se obtiene multiplicando los rendimientos
individuales de cada proceso (Yrt = Y1 * Y2 * Y3 **Yn).
Es la probabilidad de que una unidad pase por todos los pasos con 0
defectos. Si informa sobre la complejidad del proceso en donde
YRT = Y 1 x Y2 x.......x Yn
YRT = e -DPU
donde:
DPU = defectos por unidad
n = nmero de pasos en el proceso
Yn = rendimiento del paso de proceso n
Rendimiento de la capacidad estndar Yrt
Recibo de partes
del proveedor
45,000
Unidades
desperdiciadas
51,876
Unidades
desperdiciadas
Correcto la
primera
vez
Despus de la
inspeccin de recepcin
De las operaciones
de Maquinado
En los puestos
de prueba -
1er intento
125,526 unidades desperdiciadas
por milln de oportunidades
28,650
Unidades
desperdiciadas
95.5% de rendimiento
97% de rendimiento
94.4% de
rendimiento
YRT = .955*.97*.944 = 87.4%
1,000,000 unidades
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 6 de 25
Clculo de Yrt con DPU
OOY RT = e
DPU
DPU = Nmero total de defectos = 0.04 defectos + 0.01 defectos
Nmero total de unidades unidad unidad
DPU = 0.05 defectos
unidad Operacin 1 Operacin 2
YRT = e-0.05 = 2.718-0.05 = 0.95123 = 95%
96% 99% 95%
Op 1 SalidaOp 2x =
Sin correcciones Sin correcciones Sin correcciones
2. Clculo de las Sigmas de un proceso.
Ejemplo 1
Un proceso de manufactura de mesas para telfono tiene cuatro
subprocesos: fabricacin de patas, bastidor, cubierta y pintura. Se
toman los datos de 1510 mesas fabricadas y se observa la siguiente
informacin. Calcule el Sigma del proceso.
Subproceso Defectos Oportunidades/
Unidad
Patas 212 17
Bastidor 545 5
Cubierta 71 9
Pintura 54 1
Totales: 882 32
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 7 de 25
Nmero de unidades procesadas = 1510
Nmero total de defectos = 882
Defectos por oportunidad (DPO) = 0182.321510
882
ON
D
DPMO = .0182 X 1,000,000=18,253
De la tabla de conversin de sigma (al final del artculo) determinamos
el valor que ms se acerca a 18,253 siendo este: sigma = 3.6
Ejemplos adicionales: Defectos en CTQs, unidades y oportunidades
Ejemplo de Call Center
Queja del cliente: Siempre debo esperar mucho tiempo al
ejecutivo.
Nombre del CTQ: Respuesta del ejecutivo
Medicin del CTQ: Tiempo de espera en segundos
Especificacin del CTQ: menor a 60 segundos desde la conexin
al sistema automtico de respuesta.
Defecto: Llamadas con tiempo de espera iguales o mayors a 60
segundos.
Unidad: Llamada
Oportunidad: 1 por llamada
Calcular la sigma:
Defectos: 263 calls
Unidades: 21,501 llamadas
Oportunidades: 1 por llamada
Sigma: 3.75
Ejemplo de un editor de libros
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 8 de 25
Queja del cliente: Algunas palabras no se pueden leer en los
libros.
Nombre del CTQ: Calidad tipogrfica
Medicin del CTQ: Nmero de errores tipogrficos.
Especificacin del CTQ: Cero errores tipogrficso
Defecto: Cualquier error tipogrfico
Unidad: Una palabra
Oportunidad: palabras errneas por libro
Calculalar el valor de Sigma:
Defectos: 2 errores tipogrficos
Unidades: 100,000 (500 palabras / pgina x 200 pginas / libro)
Oportunidades: 1 por palabra
Sigma: 5.61
Area: Fabricacin de tarjetas electrnicas
Queja del cliente: La tarjeta debe funcionar cuando se enchufa
Nombre del CTQ: Funcionalidad de la tarjeta
Medicin del CTQ: Tarjetas sin funcionar o con defecto de
funcionamiento
Especificacin del CTQ: Todas las tarjetas deben funcionar bien
Defecto: Una tarjeta que no funcione o funcione mal
Unidad: Una tarjeta
Oportunidad: Nmero total de partes y puntos de soldadura
Calcular el nivel de sigmas:
Defectos: 18 tarjetas
Unidades: 1,000 tarjetas
Oportunidades: 58 (1 plac + 13 resistores + 4 capacitores + 2
diodos + 38 puntos de soldadura)
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 9 de 25
Sigma: 4.92
Rendimiento de primera pasada (YFT) y lnea final (YLP)
Los resultados y el nmero de defectos pueden medirse antes o
despus de que se detecten, corrijan o revisen los defectos. Los
resultados se miden en % y el nmero de efectos en defectos por
oportunidad (DPO) o defectos por milln de oportunidades (DPMO).
Observemos la siguiente figura:
En este subproceso podemos observar la entrada de N artculos con
cero defectos, se realiza un trabajo en el cual hay D1 defectos,
resultando el rendimiento de primera pasada (YFP), despus se revisa el
trabajo y al final subsisten D2 defectos, siendo este el rendimiento de la
lnea final (YLP). El rendimiento total de produccin Yrt = Yfp * Ylf.
Ejemplo 2
Una planta de productos alimenticios empaca cierto tipo de quesos en
una de sus lneas. La produccin en un turno es de 5,000 unidades.
Existen 3 oportunidades de defecto en cada unidad:
Trabajo Revisar el trabajo
SUBPROCESO
Hay D1 defectos Subsisten D2 defectos
YFP YLP
N articulos con
cero defectos
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 10 de 25
- Mal sellado del empaque
- Producto maltratado
- Empaque roto
Se encontraron 64 defectos, de los cuales 14 se encontraron antes de
ser enviados a la lnea de empaque final, despus de esto 50 defectos
todava subsisten. Se pide calcular YFP y YLP.
Rendimiento de Primera pasada YFP
0042.35000
64
DPO
DPMO = .0042 X 1,000,000 = 4,266.66
YFP = 1-.0042 = .9958 = 99.58%
Rendimiento de Lnea final YLP
0033.35000
50
DPO
33.333,3DPMO
YLP = 1- .0033 = .9967= 99.67%
Observamos que el rendimiento de lnea final es mayor que el
rendimiento de primera pasada.
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 11 de 25
Rendimiento real o estndar (YRT)
Mide la probabilidad de pasar por todos los subprocesos sin un
defecto = El producto del resultado de cada paso:
nFPFPFPFPYYYY ......
321
Rendimiento sensible a pasos y defectos en los pasos.
Ejemplo 3:
Un proceso con cinco subprocesos tienen los rendimientos siguientes
de throughput: 0.98, 0.93, 0.95, 0.98 y 0.94. El Rendimiento Estndar YRT=
0.98x 0.93 x 0.95x 0.98x 0.94 = 0.7976, es la probabilidad de que el
producto pase sin error.
Rendimiento Normal (YN)
Debido a que cada paso de un proceso tendr su propio nivel sigma,
cmo podemos encontrar un promedio de nivel sigma de todo el
proceso? Este promedio de nivel sigma podra ser prctico. Para
comparar procesos de diferentes complejidades.
Se utiliza el Rendimiento promedio normalizado o YNA para encontrar
este promedio de nivel sigma.
YNA = (YRT)1 / #Pasos
En donde YRT es el rendimiento de produccin estndar y #Pasos es el
nmero de pasos del proceso
El rendimiento normal mide el promedio de rendimientos por los pasos
del proceso.
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 12 de 25
Es el promedio exponencial basado en el nmero de pasos del
proceso, no es un promedio aritmtico.
nRTN YY , donde n es igual al nmero de pasos en el proceso.
Ejemplo 5
En un proceso con 3 pasos tenemos los siguientes YFT:
Paso 1: 80%
Paso 2: 70%
Paso 3: 90%
Calcular YN
Primero calculamos YRT = .504
%6.79504.3 n RTN YY
Nota: El rendimiento Normal es el promedio del rendimiento del
proceso. Sigma es calculado a partir de un rendimiento Normalizado.
3. Variacin a largo plazo vs. corto plazo (Z-Value)
Largo plazo: son los datos tomados durante un periodo de tiempo
suficientemente largo y en condiciones suficientemente diversas para
que sea probable que el proceso sufra algunos cambios y otras causas
especiales.
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 13 de 25
Corto plazo: datos recogidos durante un periodo de tiempo
suficientemente corto para que sea improbable que haya cambios y
otras causas especiales.
Para el clculo de datos a largo plazo a partir de datos a corto plazo
restamos 1.5, debido a los desplazamientos que sufre la media debido
al cambio natural en los procesos.
ZST = ZLT+1.5
ZBenchmark = ZYN+1.5
Donde:
ZST= Z a corto plazo.
ZLT= Z a largo plazo.
YN = Rendimiento Normal
Sigma del proceso negativa
La sigma del proceso no es la misma que la desviacin estndar de la
muestra S, ms bien es un valor de Z modificado. Un valor negativo en
las Z (modificado) sigmas del proceso, indica que la mayora del
producto o servicio est fuera del rango de especificaciones.
EJEMPLO 6
Un proceso tiene un YRT = .38057 con 10 operaciones. Determine YN y
Zbenchmark
9079.38057.10 NY
Z benchmark = .9079+1.5= 2.4079
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 14 de 25
4. Clculo de sigma en Excel y Minitab
a. Calculo de Sigma en Excel
La sigma del proceso que es la sigma a corto plazo Zst se determina
como sigue:
METODO 1:
1. El rendimiento es igual a Yrt = 1 DPU o Yrt = 1 D / DPO
2. La Z sigma a largo plazo Zlt = distr.norm.estand.inv(Yrt)
3. La Z sigma a corto plazo o Sigma del proceso = Zst = Zlt + 1.5
METODO 2:
1. Se determina Zlie y Zlse en base a las especificaciones
2. Se determina la fraccin defectiva P(Zlie) y P(Zlse)
3. Con P(Zlie) = distr.norm.estand.inv(Zlie) y P(Zlse) =
distr.norm.estand.inv(-Zlse)
4. La fraccin defectiva total es P(Zt) = P(Zlie) + P(Zlse)
5. El rendimiento se determina con Yrt = 1 P(Zt)
6. La Z sigma a largo plazo Zlt = distr.norm.estand.inv(Yrt)
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 15 de 25
7. La Z sigma a corto plazo o Sigma del proceso = Zst = Zlt + 1.5
b. Clculo de Sigma con MINITAB
1. La Z sigmas del proceso a largo plazo en base al rendimiento se
determina como:
Calc > Probability Distributions > Normal
Seleccionar Inverse Cumulative probability Mean 0.0 Estndar
deviation 1
Input constant valor de Yrt OK, se obtiene la Zlt de largo plazo.
2. La Z del proceso se determina con Zst = Zlt + 1.5
Ejemplo 7
En una fbrica de plsticos, se producen unos contenedores propios
para alimentos.
En un lote de produccin de 10,000 unidades se encuentran 125
artculos defectuosos, la oportunidad de cometer un defecto es 3.
Calcule sigma y analice los resultados proporcionados.
Ejercicios adicionales
Ejercicio A1. Determinar la capacidad en Sigmas del proceso con los datos
siguientes:
Producto E
Unidades 10000
Defectos 435
Oportunidades 4
para defectos
Media 21.2
Desviacin 3.7
estndar
Lmites de LIE=12
especificacin LSE=30
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 16 de 25
a) Utilizando el rendimiento Yrt
Rendimiento Yrt = 0.989125
Z sigmas = 3.794705629 (Corto plazo)
DPMO = 10875
b) Utilizando la distribucin normal
Rendimiento Yrt = 0.984855
Z sigmas = 3.87838 (Corto plazo)
Zi = -2.486486486 0.00645
Zs = 2.378378378 1-0.99131
DPMO = 15145
Ejercicio A2 Determinar lo siguiente con una muestra de datos
siguientes: Asumir un lmite superior de especificacin LSE = 35
Datos
26
26
30
31
25
23
30
32
29
27
26
26
32
29
32
a) Realizar una prueba de normalidad con los mtodos
de Anderson Darling y Grfica de probabilidad normal
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 17 de 25
b) Media = 28.26666667
c) Desv. Estndar = 2.890048607
f) Z lt = 2.32983394
d) Rendimiento = 0.990092535
e) Capacidad en Z sigmas = 3.82983394
f) DPMOs equivalentes = 64.11488109
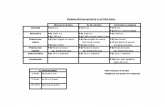
Ejercicio A3 Determinar la capacidad en sigmas, DPMOs y Zbenchmarking
del proceso siguiente:
Paso 1 Paso 2 Paso 3 Paso 4
300 300 300 300 Unidades
6 3 5 2 Oportunidades para defecto
200 40 120 40 Defectos
89% 96% 92% 93% Rendimiento
11 4 8 7 Defectos / Unidad
Datos
Pe
rce
nt
4035302520
99
95
90
80
70
60
50
40
30
20
10
5
1
Mean
0.174
28.27
StDev 2.890
N 15
AD 0.502
P-Value
Probability Plot of DatosNormal - 95% CI
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 18 de 25
a) Rendimiento en funcin del total de defectos vs total de
oportunidades para defecto: 1.67%
b) Capacidad del proceso en Z sigmas 2.883 (Corto plazo)
c) DPMO equivalentes = 1969.57
d) Rendimiento en base a los rendimientos 2.93%
individuales (Throughput)
e) Capacidad del proceso en Z sigmas, 2.111 (Corto Plazo)
es mejor este mtodo vs el de b?
El resultado muestra un Nivel sigma menor
f) DPMOs equivalente 17394.41
g) Defectos por unidad = 0.1007
h) Rendimiento en base a defectos por unidad = 0.904
i) Rendimiento estandarizado = Yrt.norm. = Yna = 0.9241
i) Z benchmark = 0.8223
Ejercicio A4. En el departamento de compras se realizan 800 pedidos,
cada uno tiene 20 CTQ:
Los pedidos sin errores son 700:
Pedidos 800
Sin errores 700
CTQ = 20
a) Determinar el rendimiento del proceso 87.5%
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 19 de 25
b) Determinar la tasa de defectos 12.5%
c) Determinar la tasa de defectos por cada CTQ 0.625%
d) Determinar Defectos por Milln de Oportunidades 6250
e) Determinar la capacidad del proceso en Z sigmas 2.65
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 20 de 25
Tablas de mtodos,
Sigmas y normal
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 21 de 25
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 22 de 25
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 23 de 25
TABLA DE CONVERSIN DE CAPACIDAD DEL PROCESO EN SIGMAS METODO 1
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 24 de 25
Ejemplo 8.
a) Determinar el rea bajo la curva de menos infinito a Z = - 1.
P(Z
-
MEDICIONES PARA SEIS SIGMA H. Hdez. / P. Reyes Sept. 2007
Pgina 25 de 25
Ejemplo 9
a) Determinar el rea bajo la curva de menos infinito a Z = 1.
P(Z