Metrología-Capacidad de los procedimientos de medida en el laboratorio clínico nivel sigma...
4
34 • Documentos de la SEQC - diciembre 2012 1. INTRODUCCIÓN La capacidad de un proceso es una propiedad cualitativa que se refiere a la aptitud del proceso para obtener productos de acuerdo con los requisitos. La capacidad de un procedimiento de medida se relaciona con la obtención de resultados que cumplan los requisitos de exactitud, es decir, que no contengan errores de medida superiores al máximo permitido. En ausencia de errores sistemáticos significativos, la capacidad de un procedimiento de medida depende de su imprecisión y del error de medida máximo permitido y puede expresarse en valores numéricos mediante el denominado “índice de capacidad” o “nivel sigma”. El concepto de capacidad de un procedimiento de medida es prácticamente desconocido en el ámbito del laboratorio clínico. No obstante, resulta de gran utilidad para la validación de los pro- cedimientos de medida y para el diseño de los procedimientos de control interno de la calidad. 2. OBJETO Y CAMPO DE APLICACIÓN El objeto de este documento es proporcionar unas recomen- daciones para que los laboratorios clínicos puedan establecer la capacidad o nivel sigma de sus procedimientos de medida, para su interpretación en la validación y para su utilización en el diseño del control interno de la calidad. No se incluyen en el ámbito de este documento otro tipo de exámenes de laboratorio como los que asignan valores a propie- dades en escalas nominales u ordinales (propiedades cualitativas o semicuantitativas). 3. CAPACIDAD Y NIVEL SIGMA El sistema “sigma” o “6-sigma” es una herramienta de mejora de la calidad que tiene como principio la reducción de la variabilidad Capacidad de los procedimientos de medida en el laboratorio clínico: nivel sigma Recomendación (2012) Sociedad Española de Bioquímica Clínica y Patología Molecular Comité Científico Comisión de Metrología F.J. Gella Tomás, N. Alonso Nieva, B. Boned Juliani, F. Canalias Reverter, S. Izquierdo Alvarez, R. López Martinez, N. Serrat Orús [email protected] en los resultados de un proceso (1). Burnett (2,3) fue el primero en describir su aplicación a los procedimientos de medida del labora- torio clínico y el sistema ha sido luego ampliamente divulgado por Westgard y otros (4,5). 3.1. Conceptos generales y cálculo Los resultados obtenidos con un procedimiento de medida muestran una distribución normal (gaussiana) de errores aleatorios para un determinado valor de la magnitud (figuras 1 y 2). Si no hay error sistemático, la distribución está centrada en el valor 0 (5,6). El tamaño del error puede expresarse en forma de múltiplos de la desviación estándar absoluta (s m ) o relativa (CV m ) del procedimiento Figura 1. Distribución de errores (aleatorios) en un procedimiento de medida. El error, incluido el máximo permitido (EMP), se expresa en múltiplos de s m o del CV m . La zona de errores más probables es el intervalo de + 2 x CV mi . En este ejemplo, el EMP es de 2 veces el CV m (2 sigma).
-
Upload
pedro-fernandez -
Category
Documents
-
view
97 -
download
8
Transcript of Metrología-Capacidad de los procedimientos de medida en el laboratorio clínico nivel sigma...

34 • Documentos de la SEQC - diciembre 2012
1. INTRODUCCIÓN
La capacidad de un proceso es una propiedad cualitativa que se refiere a la aptitud del proceso para obtener productos de acuerdo con los requisitos. La capacidad de un procedimiento de medida se relaciona con la obtención de resultados que cumplan los requisitos de exactitud, es decir, que no contengan errores de medida superiores al máximo permitido.
En ausencia de errores sistemáticos significativos, la capacidad de un procedimiento de medida depende de su imprecisión y del error de medida máximo permitido y puede expresarse en valores numéricos mediante el denominado “índice de capacidad” o “nivel sigma”.
El concepto de capacidad de un procedimiento de medida es prácticamente desconocido en el ámbito del laboratorio clínico. No obstante, resulta de gran utilidad para la validación de los pro-cedimientos de medida y para el diseño de los procedimientos de control interno de la calidad.
2. OBJETO Y CAMPO DE APLICACIÓN
El objeto de este documento es proporcionar unas recomen-daciones para que los laboratorios clínicos puedan establecer la capacidad o nivel sigma de sus procedimientos de medida, para su interpretación en la validación y para su utilización en el diseño del control interno de la calidad.
No se incluyen en el ámbito de este documento otro tipo de exámenes de laboratorio como los que asignan valores a propie-dades en escalas nominales u ordinales (propiedades cualitativas o semicuantitativas).
3. CAPACIDAD Y NIVEL SIGMA
El sistema “sigma” o “6-sigma” es una herramienta de mejora de la calidad que tiene como principio la reducción de la variabilidad
Capacidad de los procedimientos de medida en el laboratorio clínico: nivel sigmaRecomendación (2012)
Sociedad Española de Bioquímica Clínica y Patología MolecularComité CientíficoComisión de Metrología
F.J. Gella Tomás, N. Alonso Nieva, B. Boned Juliani, F. Canalias Reverter, S. Izquierdo Alvarez, R. López Martinez, N. Serrat Orús
en los resultados de un proceso (1). Burnett (2,3) fue el primero en describir su aplicación a los procedimientos de medida del labora-torio clínico y el sistema ha sido luego ampliamente divulgado por Westgard y otros (4,5).
3.1. Conceptos generales y cálculoLos resultados obtenidos con un procedimiento de medida
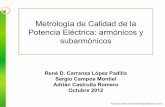
muestran una distribución normal (gaussiana) de errores aleatorios para un determinado valor de la magnitud (figuras 1 y 2). Si no hay error sistemático, la distribución está centrada en el valor 0 (5,6). El tamaño del error puede expresarse en forma de múltiplos de la desviación estándar absoluta (sm) o relativa (CVm) del procedimiento
Figura 1. Distribución de errores (aleatorios) en un procedimiento de medida. El error, incluido el máximo permitido (EMP), se expresa en múltiplos de sm o del CVm. La zona de errores más probables es el intervalo de + 2 x CVmi. En este ejemplo, el EMP es de 2 veces el CVm (2 sigma).
04.indd 34 08/12/2012 19:26:27

Documentos de la SEQC - diciembre 2012 • 35
Capacidad de los procedimientos de medida en el laboratorio clínico: nivel sigma
de medida estable. La mayor parte de los resultados individuales (el 95,5 %) tendrán un error (aleatorio) de medida comprendido en el intervalo de ± 2sm ó ± 2CVm, aunque existe también una pequeña probabilidad (4,5 %) de obtener resultados con errores aleatorios superiores (positivos o negativos), siendo la probabilidad menor cuanto mayor sea el tamaño del error.
En las medidas realizadas en las muestras de los pacientes, el tamaño del error aleatorio es desconocido, pero se pretende que en todo caso sea inferior al error de medida máximo permitido (EMP). El EMP es un concepto que atañe a los laboratorios certificados o acreditados por normas ISO o a los laboratorios de paises como Estados Unidos o Alemania que han establecido por ley un EMP. El EMP es un requisito distinto a las llamadas “especificaciones de calidad analítica” y, a diferencia de estas, se suele establecer en base al estado de la tecnología en lugar de la variabilidad biológica (7). En los laboratorios que se encuentran en las circunstancias mencio-nadas, cualquier evidencia de error superior al EMP, detectada en controles internos o externos, debe generar una “no conformidad” de los resultados y las acciones pertinentes, además de los efectos legales que el incumplimiento pueda ocasionar en algunos países.
El error máximo permitido (EMP) debería estar alejado del área principal de la curva de distribución de errores, de tal forma que la probabilidad de que ocurran errores aleatorios superiores a ese límite sea muy baja (figuras 1 y 2). Denominamos resultados incorrectos1 a aquellos que tienen un error de medida superior al máximo per-mitido. Existe una zona entre el área principal de la curva y el EMP que corresponde a tamaños de errores aleatorios poco frecuentes y tolerables. Las zonas de errores tolerables y de resultados incorrectos se repiten de forma simétrica en ambos lados de la curva.
Cuanto más alejado se encuentra el EMP del área principal de la curva de distribución de errores, mejor es la capacidad del pro-cedimiento de medida, porque menor es la probabilidad de que se obtengan resultados incorrectos. Este grado de separación puede expresarse de forma cuantitativa mediante el “índice de capacidad” o “nivel sigma”2, que es la relación entre el EMP y la desviación estándar absoluta (sm) o relativa (CVm) del procedimiento de medida estable. En el laboratorio clínico es preferible utilizar el CVm en lugar de la sm, porque es más frecuente expresar el error máximo permitido en términos relativos porcentuales.
nivel sigma = EMP(%) / CVm
Por ejemplo, si el error máximo permitido para la medición de colesterol en suero humano es del 10 %, un procedimiento de medida cuya imprecisión interserial es 2 % tiene un nivel sigma de: 10 2 = 5,0.
Dado que el nivel sigma depende del EMP, si se utilizan diferen-tes criterios para establecer el EMP, se obtendrán distintos niveles sigma. Los criterios de capacidad y las reglas de control propuestas en este documento son adecuados sólo si el EMP ha sido establecido siguiendo las recomendaciones de esta Comisión (7).
La imprecisión de los procedimientos de medida varía según el valor de la magnitud (heterocedasticidad). En consecuencia, el nivel sigma es distinto a diferentes concentraciones. Los laborato-rios clínicos suelen controlar internamente sus procedimientos de medida empleando al menos dos materiales de control de distinta concentración. Por ello disponen de la estimación del CVm y pue-den calcular fácilmente el nivel sigma para dos concentraciones distintas de la magnitud.
3.2. Probabilidad deseable de resultados incorrectos
Conociendo el nivel sigma de un procedimiento de medida y utilizando las tablas de la distribución normal, es fácil calcular la correspondiente probabilidad de obtener resultados incorrectos (5). La tabla I contiene datos para niveles sigma crecientes.
En la práctica diaria de un procedimiento de medida es posible que ocurran pequeños errores sistemáticos que no son detectados en el control interno. Por este motivo, la probabilidad real de obtener resultados incorrectos es mayor que la establecida para condiciones de ausencia de error sistemático. En el sistema 6-sigma utilizado por la industria se cubre este aspecto considerando que pueden ocurrir errores sistemáticos indetectados con un tamaño de hasta 1,5 veces el coeficiente de variación (4, 5). En la tabla I se muestra la proba-bilidad de obtener resultados incorrectos en ambas situaciones: en ausencia de error sistemático y en presencia de un error sistemático equivalente a 1,5 veces el CVm.
En el laboratorio clínico muchas veces se utilizan reglas complejas de control interno o algoritmos que permiten detectar (y corregir) errores sistemáticos incluso de tamaño moderado con cierta facilidad. En estos casos aplicaría la escala de la izquierda en la tabla (ES = 0).
En otros casos se utilizan reglas de control menos exigentes, que tienen la ventaja de ocasionar muy pocas falsas alarmas pero que difícilmente detectan errores sistemáticos moderados. En estas si-tuaciones aplicaría la escala de la derecha en la tabla (ES = 1,5CVm).
En el caso de que exista un error sistemático conocido, es práctica frecuente restarlo del EMP para calcular el nivel sigma3.
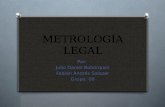
Figura 2. Distribución de errores (aleatorios) en un procedimiento de medida. El error, incluido el máximo permitido (EMP), se expresa en múltiplos de sm o del CVm. La zona de errores más probables es el intervalo de + 2 x CVmi. En este ejemplo, el EMP es de 5 veces el CVmi (5 sigma).
1 Equivalente a los “defectos” en la nomenclatura 6-sigma2 En la industria se emplea más frecuentemente la desviación estándar (o sigma) que el CV. De ahí las denominaciones 6-sigma y nivel sigma.3En estos casos aplicaría también la escala de la izquierda de la tabla (ES=0)
..
04.indd 35 08/12/2012 19:26:27

36 • Documentos de la SEQC - diciembre 2012
nivel sigma = (EMP(%) - ES(%)) / CVm
No obstante, muchas veces se trata de errores sistemáticos mode-rados que no son estadística o clínicamente significativos y que no deberían tenerse en cuenta. Por otra parte, en caso de que el error sistemático sea significativo debería corregirse.
En el ejemplo mencionado anteriormente para el colesterol (nivel sigma = 5), se obtendrían 0,57 resultados incorrectos por cada millón de resultados, con un sistema de control interno estricto, y podrían llegar a 233 resultados incorrectos por cada millón con un sistema de control menos exigente, por los pequeños errores sistemáticos no detectados.
La capacidad de un procedimiento de medida es mejor cuanto mayor es su nivel sigma, ya que la probabilidad de obtener resulta-dos incorrectos es cada vez menor. Ahora bien, ¿cuántos resultados incorrectos son admisibles para un laboratorio clínico?. Por supuesto que los menos posibles. Tomando como referencia las áreas indus-triales donde se aplica el sistema sigma, se suele considerar que la calidad óptima de nivel internacional es tener como máximo unos pocos defectos por millón4, considerando solo los defectos que han causado efectos adversos en los usuarios.
En el ámbito del laboratorio clínico habría que tener en cuenta entonces 2 probabilidades: la de obtener resultados incorrectos y la probabilidad de que el resultado incorrecto ocasione una acción médica equivocada. Aunque no hay datos al respecto, es razonable considerar que esta última es bastante baja, seguramente inferior a 1/100 (6). Teniendo en cuenta este último dato, se puede establecer que la probabilidad de obtener resultados incorrectos debería ser del orden de 100 por millón (1/10.000). En estos supuestos, la probabilidad de obtener un resultado incorrecto que ocasione una acción clínica equivocada es de 1/100 x 1/10.000 = 1/1.000.000.
De acuerdo con las consideraciones anteriores, se puede establecer la escala de categorías de capacidad que se muestran en la tabla I. En ausencia de error sistemático, bien sea porque se dispone de un sistema de control interno estricto o porque se ha restado en el cálculo del nivel sigma, la capacidad del procedimiento de medida es más elevada para el mismo valor sigma que en presencia de posibles errores sistemáticos moderados.
3.3. Nivel sigma y reglas de controlPara seleccionar las reglas que se van a utilizar en el control
interno deben tenerse en cuenta los siguientes objetivos:
- Sencillez: Utilizar el menor número posible de materiales y de reglas de control.- Baja probabilidad de falsos rechazos.- Elevada probabilidad de detectar aumentos importantes del error.
Es imposible evitar los falsos rechazos, así como pretender detec-tar cualquier aumento del error. La idea es tener muy pocos falsos rechazos y una elevada capacidad de detectar errores importantes, entendiendo que pueden ocurrir errores de menor tamaño (errores tolerables) sin que sean detectados.
El error es importante cuando aumenta significativamente la probabilidad de obtener resultados incorrectos (con error de medida superior al máximo permitido). Para una probabilidad del 5 % de resultados incorrectos, el error sistemático correspondiente puede calcularse según (figura 3):
ESi = nivel sigma – 1,65
La regla de control debe establecerse para que exista una elevada probabilidad (> 90 %) de detectar este tamaño de error. Para reglas del tipo 1ns:
n = nivel sigma – 1,65 – 0,5n = nivel sigma – 2,15
Por ejemplo, para un nivel sigma de 5,0, la regla de control adecuada sería 12,85s, ya que 5 – 2,15 = 2,85.
Con la regla de control resultante del cálculo anterior, la probabili-dad de detectar el ESi es del 69 % para cada resultado de control. Si se utilizan 2 materiales de control, la probabilidad aumenta al 91 %.
De esta forma, puede establecerse con facilidad la regla de control más adecuada en función del nivel sigma (6,8). En la tabla II se proponen reglas (con valores de n redondeados) para distintos inter-valos de nivel sigma. En los niveles sigma bajos, no es conveniente utilizar reglas de control con valores de n inferiores a 2,5, por la elevada probabilidad asociada de falsos rechazos. Es preferible usar algoritmos o multireglas (por ejemplo, el algoritmo de Westgard para 2 materiales de control) por su elevada capacidad de detección de errores y baja probabilidad de falsos rechazos.
EMP: error máximo permitidoCVm : imprecisión interdiariaES: error sistemáticoLa columna ES=0 aplica cuando se resta el ES en el cálculo del nivel sigma o cuando se utilizan reglas de control estrictas (algoritmos).
nivel sigma result. incorr. por millón capacidad(EMP/CVm) ES = 0 ES = 1,5CVm ES = 0 ES = 1,5CVm
1,0 317.400 697.700 insuficiente insuficiente2,0 45.000 308.637 insuficiente insuficiente3,0 2.700 66.807 baja insuficiente4,0 63 6210 alta baja5,0 0,570 233 óptima alta
> 6,0 < 0,002 < 3,4 óptima óptima
Tabla I. Nivel sigma y resultados incorrectos.
4Unos pocos defectos por millón corresponden a un nivel sigma de 6 en la columna que contempla la presencia de errores sistemáticos moderados (ES = 1,5CVm). De ahí la denominación “6-Sigma”.
04.indd 36 08/12/2012 19:26:27

Documentos de la SEQC - diciembre 2012 • 37
Capacidad de los procedimientos de medida en el laboratorio clínico: nivel sigma
Los procedimientos de medida con un nivel sigma inferior a 3,0 son de muy dificil control ya que para detectar errores importantes con una elevada probabilidad deben emplearse reglas con un ele-vado número de resultados por serie y frecuentes falsos rechazos. Es preferible sustituir el procedimiento de medida por otro con menor imprecisión. Otra alternativa es la de realizar duplicados o triplicados de cada muestra y calcular el valor medio. Se reduce así el CVm y se aumenta el nivel sigma.
En caso de que solo se disponga de un material de control, pueden también aplicarse las reglas recomendadas en la tabla 2, obteniendo 2 resultados del mismo material en cada serie.
4. RECOMENDACIONES
a) Los laboratorios clínicos deberían conocer el índice de capacidad o nivel sigma de sus procedimientos de medida.
b) La capacidad o nivel sigma se calcula dividiendo el error máximo permitido (EMP) por el CVm. Para este cálculo, el EMP debe haber sido establecido siguiendo las recomendaciones de esta Comisión (7) basadas en un consenso de sociedades (9,10).
c) La capacidad o nivel sigma debería ser establecida al menos para una concentración del mensurando cercana a los valores de decisión clínica y preferiblemente para dos concentraciones distintas del mensurando.
d) La capacidad o nivel sigma establecida debería ser revisada periódicamente (al menos una vez al año) y siempre que ocurran cambios importantes en el procedimiento de medida.
e) Los procedimientos de medida con nivel sigma inferior o igual a 3,0, deberían ser sustituidos por otros con mejor precisión.
f) Las reglas utilizadas para el control interno de la calidad deberían ser establecidas teniendo en cuenta el nivel sigma del procedimiento de medida.
5. BIBLIOGRAFÍA
1. Gras JM, Philippe M. Application of the Six Sigma concept in clinical laboratories: a review. Clin Chem Lab Med 2007; 45:789-96.
2. Burnett L, Hegedus G, Chesher D, Burnett J, Costaganna G. Application of process capability indices to quality control in a clinical chemistry laboratory. Clin Chem 1996; 42:2035-6.
3. Chesher D, Burnett L. Equivalence of critical error calculations and process capability index. Clin Chem 1997; 43:1100-01.
4. Westgard JO. Six sigma basics: Outcome measurement of process performance. 2004. www.westgard.com
5. Bais R. Use of capability index to improve laboratory analytical per-formance. Clin Biochem Rev 2008; S27-31.
6. Gella FJ. Control de la calidad en el laboratorio clínico, 2ª ed. Biosys-tems, Barcelona 2005.
7. Gella Tomás FJ, N. Alonso Nieva, Boned Juliani, F. Canalias Reverter, S. Izquierdo Alvarez, R. López Martinez, N. Serrat Orús. Especificaciones para la exactitud de los procedimientos de medida en el laboratorio clínico. Recomendación (2011). Documentos de la SEQC, 2011.
8. Schoenmakers CHH, Naus AJM, Vermeer HJ, van Loon D and Steen G. Practical application of sigma metrics QC procedures in clinical chemistry. Clin Chem Lab Med 2011; 49:1837-43.
9. Buño Soto A, Calafell Clar R, Morancho Zaragoza J, Ramón Bauzá F, Ricós Aguilá C et al. Consenso sobre especificaciones mínimas de la calidad analítica. Rev Lab Clin 2008; 1:35-9.
10. Calafell Clar R, Gutierrez Bassini G, Jou Turallas JM, Morancho Zaragoza J, Ramón Bauzá F, Ricós Aguilá C et al. Consenso sobre especificaciones mínimas de la calidad analítica para magnitudes hematológicas y de bioquímica especial. Rev Lab Clin 2010; 3:87-93.
Figura 3. Regla de control y nivel sigma. La curva de trazos muestra la distribución de errores (aleatorios) en un procedimiento de medida en condiciones de estabilidad. El error, incluido el máximo permitido (EMP), se expresa en múltiplos del CVm. En este ejemplo, el EMP es de 5 veces el CVmi (5 sigma). La curva contínua muestra la distribución de errores cuando existe un error sistemático importante (ESi = 5 – 1,65 = 3,35CVm). Con este error, la probabilidad de obtener resultados incorrectos (pRI) es del 5%. La regla de control adecuada para detectar este error con una probabilidad del 69% es la regla 12,85s (5 – 2,15 = 2,85). Para simplificar, en la figura se muestra la regla de control y el EMP solo en un lado.
nivel sigma regla control pFR(EMP/CVm) n = 2
3,0-3,9 AW 2 %
4,0-4,9 AW ó 12,5s 2 % ó 3 %
5,0-5,9 13s 0,6 %> 6,0 13,5s < 0,1 %
Tabla II. Nivel sigma y reglas de control (2 materiales de control)
EMP: error máximo permitido, CVm : imprecisión interdiaria, AW: algo-ritmo de Westgard para dos materiales de control, pFR: probabilidad de falso rechazo
04.indd 37 08/12/2012 19:26:28










![Six Sigma (6 Sigma)[1]](https://static.fdocuments.co/doc/165x107/577d35cc1a28ab3a6b91711a/six-sigma-6-sigma1.jpg)