Modelos Logisticos avanzados impacto en las … · damental para lograr no ya que la fabricación...
39
MODELOS LOGÍSTICOS AVANZADOS: IMPACTO EN LAS RELACIONES LABORALES DE LOS PROVEEDORES DE LA IMPLANTACIÓN DE MODELOS LOGÍSTICOS AVANZADOS EN LOS FABRICANTES II.3 Realizado por MCA-UGT
Transcript of Modelos Logisticos avanzados impacto en las … · damental para lograr no ya que la fabricación...
MODELOS LOGÍSTICOS AVANZADOS: IMPACTO EN LAS RELACIONES LABORALES
DE LOS PROVEEDORES DE LA IMPLANTACIÓN
DE MODELOS LOGÍSTICOS AVANZADOS
EN LOS FABRICANTES
II.3
Realizado por MCA-UGT
ÍNDICE
1. Introducción
2. ¿Qué es la logística avanzada?2.1. Sistema de producción modular 2.2. Sistemas avanzados de suministro 2.3. Impacto en los mecanismos de facturación
3. Relaciones laborales en empresas proveedoras: repercusiones de la logística avanzada
3.1. Horario y calendario laboral3.2. Paros técnicos e incidencias 3.3. Finalización de contratos 3.4. Huelgas en OEM, OES y terceros3.5. Expedientes de Regulación de Empleo (ERE)
4. Conclusiones y propuestas

1. INTRODUCCIÓN
En el marco del Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes paraAutomoción, MCA-UGT, con la colaboración de José Antonio Bueno, ha abordado el estudio de los“Modelos logísticos avanzados: Impacto en las relaciones laborales de los proveedores de la implan-tación de modelos logísticos avanzados en los fabricantes”.
La industria del automóvil se encuentra en una encrucijada que puede ser fundamental para su desa-rrollo futuro. Tras años de crecimiento económico sostenido, el mundo entero se enfrenta a un cicloque puede ser largo de crisis económica, marcado por problemas de financiación de empresas y parti-culares, y sobre todo por el enorme clima de desconfianza que nos invade, retrasando cuando no abor-tando cualquier iniciativa de inversión o incluso gasto. Empresas y particulares entienden que ahora esmomento de reducir el gasto o incluso fomentar el ahorro, lo que aumenta la creciente parálisis del pulsoeconómico. Poco importa que las causas sean más o menos sofisticadas y que el sistema financiero mun-dial se haya tambaleado. Lo que nos espera es recesión y destrucción de empleo. Algo menos sofistica-do intelectualmente que lo ocurrido en 2007 y 2008, pero mucho más real y cercano.
Con un entorno económico tan incierto como el actual, la venta de coches se ha detenido en la mayo-ría de países. España es uno de los países donde la caída ha sido más abrupta (–30% en 2008 conretrocesos mensuales de hasta el 50%) pero el mismo efecto se ha podido observar en el segundosemestre de 2008 en casi todos los mercados aunque con menor intensidad (–10% en 2008 con caí-das mensuales de hasta el 30%). A este derrumbe de los mercados deben añadirse crecientes tensio-nes en la financiación que han hecho que todos los fabricantes traten de aprovechar la coyuntura paraacometer decisiones estructurales, fundamentalmente reducir capacidad de fabricación y potenciar lospaíses emergentes frente a los tradicionales aunque, en la mayoría de los casos, preservando las insta-laciones en los países de origen de cada fabricante.
España, tercer productor de automóviles europeo, cuenta con la innegable desventaja de carecer decentros de decisión en su suelo. Pero a cambio cuenta con un tejido industrial muy sofisticado queha demostrado año tras año que sigue siendo rentable seguir produciendo en España compensandocon creces el hecho de que, afortunadamente, nuestra sociedad ha evolucionado y los costes laboralesunitarios ya no son los propios de un país en vías de desarrollo (aunque siguen siendo notablementemenores que en Alemania o Francia). Es interés de todos los actores lograr que las empresas del sec-tor sigan encontrando en España un lugar óptimo para desarrollar sus actividades, porque éstas seanrentables, fiables, flexibles y eficientes.
Nos encontramos en un momento en el que debe lograrse la fidelización de empresas y trabajadorescon un sector que vertebra gran parte de nuestra industria. Para ello España cuenta con una innega-ble historia de superación y mejora que permite afirmar que hoy en nuestro país existe suficiente fle-xibilidad, formación, profesionalidad, capacidad, eficiencia y, como no, interés para continuar siendoun actor destacadísimo en la industria global. El que los costes laborales unitarios no son el únicofactor que determina la continuidad de las empresas lo atestigua el hecho de que Portugal ha ido per-diendo su industria automovilística a pesar de que su PIB per cápita continúa por debajo de la mediaeuropea (73%), habiendo sido superado por ejemplo por Chequia (79%) mientras que España yasupera la media (105%). Las externalidades del sistema productivo global, es decir, la capacidad de
153

mejorar en conjunto y no sólo de forma aislada cada elemento, tienen mucho que ver con el desarro-llo de una pujante industria automotriz.
En estos momentos en los que todos los países compiten para poner en valor sus capacidades y asílograr atraer inversiones que garanticen el futuro debe explicitarse y publicitarse que el sector delautomóvil español es puntero en la implementación de modelos logísticos avanzados. Cierto es quepuede mejorarse, por ejemplo, el tráfico ferroviario de mercancías y que existen algunas carencias eninfraestructuras del transporte. Pero no es menos cierto que, en general, España es un ejemplo parael mundo en el despliegue de novedosos sistemas logísticos que hacen que las plantas españolas cuen-ten, en general, con un tejido de proveedores y operadores logísticos que posibilitan que el coste glo-bal y la flexibilidad de las plantas españolas destaquen frente a sus competidores y concurrentes.
Un coche es una máquina compuesta por más de 2.000 componentes y piezas de más de 100 fami-lias de materiales que funcionan armónicamente animados por cerca de doscientas tecnologías. Paraque un coche pueda circular por los países de la Unión Europea debe satisfacer más de 40 normati-vas relativas a su seguridad, impacto ambiental y capacidad de reciclaje. Pero por más compleja quesea la tecnología y por novedosos que sean los materiales que componen un coche, lo que realmentehace único su proceso de fabricación es que éste tiene lugar en centros de producción a lo largo detodo el mundo en los que en cada uno de ellos se producen dos mil o más unidades cada día, concadencias de terminación inferiores a un coche por minuto. En todos y cada uno de los minutos deldía salen de las fábricas del mundo camino de sus mercados más de 200 coches, más de tres porsegundo. Y cada coche tiene que ser fiable y resistente, perfecto, sin fallos.
Por eso las fábricas de coches son centros extraordinariamente complejos, con una intensa actividadque tiene que estar perfectamente ordenada y sincronizada haciendo de la logística una actividad fun-damental para lograr no ya que la fabricación sea rentable sino “simplemente” que ésta sea posible.La logística es como el sistema circulatorio que anima todo el sistema productivo llevando materiasprimas, componentes, subconjuntos y módulos de una a otra parte.
Figura 1. Línea de montaje Ford T
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
154
Los automóviles se han ido complicando exponencialmente con el paso de los años. Desde aquel FordT que era del “color que el cliente quisiese siempre y cuando fuese negro”, a los coches de hoy hayun gran cambio en la concepción del coche. Hoy se componen de la agregación de módulos que ensí mismos recogen avances tecnológicos de primera magnitud. Además los componentes se diferen-cian en colores y texturas, haciendo que el número de referencias distintas que necesita una plantapara su funcionamiento sea de varias decenas, cuando no cientos de miles. A modo de ejemplo, elmodelo Fiat 500, un coche al alcance de cualquier persona, publicitaba en su lanzamiento 500.000variantes posibles combinando los distintos motores, terminaciones, colores de carrocería, interiores,llantas y packs de decoración.
La globalización es otro factor en el que el sector de la automoción es pionero. Un coche fabricado enEspaña puede tener el bloque motor fundido en México, la caja de cambios montada en Argentina,el cableado en Tánger y otros componentes en China, Polonia o, evidentemente, en plantas cercanaso incluso vecinas de la fábrica de montaje que suministran sus piezas a tiempo y en secuencia. Haceaños que los componentes viajan miles de kilómetros antes de llegar a las instalaciones de montajede los fabricantes y, además, se logra sincronizar proveedores críticos y fabricante para que las piezasse entreguen en la cantidad y la secuencia necesarias, justo cuando se van a montar en el coche.
Figura 2. Cadena de suministro global
Y la secuencia de fabricación es el tercer ingrediente que conforma el cóctel de la complejidad delautomóvil. Para lograr la máxima productividad en la línea de montaje los coches se fabrican ensecuencia, ordenados según su carga de trabajo. El equilibrado o balanceado de líneas es una de lastécnicas básicas que se aplican para optimizar las tareas de montaje de los vehículos. La línea de mon-taje se divide en tramos iguales (tactos) en los que deben concluirse las tareas encomendadas por unoo varios operarios asignados a dichos tactos. Como no requiere el mismo tiempo montar piezas sim-ples o complejas y éstas equipan distintas versiones de los mismos vehículos, los responsables demontaje intercalan coches con distinta carga de trabajo, lo que hace que casi nunca se fabriquenseguidos dos coches iguales en una línea de montaje.
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
155

Figura 3. Línea de montaje flexible
Complejidad de producto, globalización y secuenciación hacen que miles de piezas de orígenes diver-sos tengan que llegar a la planta en el momento que se las necesita, ni antes (no hay sitio suficientepara almacenar todas las variantes) ni después, la línea de montaje se pararía.
Para resolver esta complejidad de un modo eficiente, la logística de la automoción ha evolucionadomuchísimo, creando modelos de suministro cada vez más sofisticados. Medios físicos, infraestructu-ras, sistemas, todo se pone al servicio de la logística para lograr la sincronía perfecta entre la plantade montaje y sus proveedores, sean éstos de proximidad o se encuentren al otro lado del mundo. Lasfábricas hace tiempo que han dejado de ser sistemas cerrados. Más que la planta de tal o cual provee-dor o fabricante podemos considerar la existencia de sistemas productivos localizados en un territo-rio. Los distritos industriales cobran todo su sentido en el sector de automoción. La eficiencia del con-junto es mayor que la de cada empresa aisladamente, por las externalidades que genera cada empre-sa para las demás. Es decir, cada empresa genera beneficios tanto para sí como para las demás empre-sas del distrito y la mejora de la productividad y de la eficiencia se logra actuando sobre cada com-ponente de la cadena de suministro pero también sobre el conjunto. Puede darse el caso de que unanueva planta en un país sin tradición ni tejido de proveedores no logre los niveles de productividadque otra menos sofisticada en un país que sí la tiene. Es decir, una planta en Marruecos o Rumaníano tiene por qué ser más eficiente que una, por ejemplo, en Valladolid.
Pero todas las fábricas se mueven gracias al trabajo de las personas. Y éstas también necesitan sincro-nizar sus calendarios, horarios o festividades. De este modo las necesidades, y los medios, para lograrla flexibilidad en los fabricantes se extienden casi sin quererlo a proveedores de primer, segundo yhasta tercer nivel. Corredores de vacaciones, bolsas de horas, turnos, jornadas industriales, etc., lo quenació para las grandes empresas se está usando cada vez más en las medianas y pequeñas. ¿Están pre-paradas? ¿Tiene sentido? ¿Cómo proteger al eslabón más débil de la cadena (el trabajador de los pro-veedores)?
Este trabajo trata de analizar el impacto de los nuevos modelos de logística avanzada en las relacio-nes laborales de los proveedores. Tras enumerar los grandes avances que se han desarrollado en el
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
156

mundo de la logística del automóvil nos centraremos en analizar su impacto en las empresas provee-doras y sus trabajadores, tanto en su gestión diaria (calendarios, festivos, turnos, etc.) como en losmomentos singulares como son el ejercicio del derecho de huelga o los expedientes de regulación deempleo.
Cuando arrancaron los modelos logísticos avanzados se abrieron plantas de proveedores satélites,cuando no parques industriales completos. En las renovaciones de modelos hay relaciones cliente-pro-veedor que se rompen y las plantas de proveedores concebidas únicamente para dar servicio a unfabricante se quedan sin carga de trabajo, pues éste pasa a proveedores que a su vez tienen que abriruna nueva fábrica. ¿Puede mitigarse el problema social de cerrar una planta satélite al cese de un con-trato cuando al minuto siguiente debe abrirse otra similar de un competidor? ¿Puede preservarse elconocimiento (y los derechos) de los trabajadores afectados por el cambio de contrato?
Finalmente y como colofón de este trabajo apuntamos siete iniciativas que desarrollaremos en el últi-mo capítulo de este informe, que tratan de fortalecer o cuando menos consolidar el desarrollado tejidoproductivo sectorial y, sobre todo, reducir el impacto negativo del desarrollo de los modelos logísticosavanzados en las relaciones laborales de los proveedores. Las iniciativas se agrupan en dos bloques, las deíndole estructural y aquellas que en la coyuntura actual pueden ser de mayor aplicación.
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
157

2. ¿QUÉ ES LA LOGÍSTICA AVANZADA?
“Sólo se descubre al que nada desnudo cuando baja la marea” (Warren Buffet dixit). En junio de 2008evidenciamos el impacto de una huelga del transporte en nuestra economía y en nuestra sociedad,siendo las plantas de coches uno de los principales focos de atención por su especial sensibilidad anteeste tipo de eventos. Esta fragilidad respecto a la continuidad de suministro la evidencian ante cual-quier percance natural o provocado que corte las vías de acceso a una planta. En un par de horas laplanta entra en situación de alerta y requiere de esfuerzos, y costes, especiales para poder seguir fun-cionando, teniendo todas las plantas españolas (y europeas) muy baja autonomía de funcionamiento.Probablemente ningún centro de fabricación en España pueda operar más de una semana aislado, aunrealizando costosos y titánicos esfuerzos (sin realizarlos se paran en horas como se demostró en la cita-da huelga).
Nos hemos acostumbrado a que todo funcione a nuestro alrededor como un reloj y sólo valoramosla perfección, y la complejidad, de un sistema cuando éste deja de funcionar. Es como la salud, sólo lavaloramos cuando la perdemos. Es el pago de vivir sin stocks, siendo éste el resultado de la filosofíade trabajar en logística tensa, en just in time.
¿Qué es el just in time? Es una forma de gestionar la producción y la logística que trata de minimi-zar el uso de stocks, entregando los materiales “justo a tiempo”, cuando se necesitan. Los objetivosbásicos son:
• Minimizar tiempos de entrega, los pedidos no pueden esperar. El exceso de capacidad es unavirtud, no un defecto.
• Minimizar el stock, no por el ahorro que implica, que también, sino para mantener la tensiónproductiva y de calidad en todo el sistema, incluida la relación con los proveedores.
• Tolerancia cero a errores, nada debe fabricarse sin la seguridad de poder hacerlo sin defectos.El trabajo de calidad y eficacia necesita un entorno limpio, seguro y permanente.
• Cero paradas técnicas, es necesaria la calidad total de piezas y procesos y aspirar a no cometerni un solo error.
En un primer y superficial análisis puede parecer una forma de gestión arriesgada pero no puede, nimucho menos, demonizarse a priori, hay que cuantificar las ventajas que aporta para valorar si el apa-rente riesgo implícito es o no justificable.
El just in time se “importó” en Estados Unidos proviniente de Japón en los primeros años ochenta paratratar de dar respuesta a la creciente amenaza de los fabricantes japoneses que producían coches másbaratos y de mejor calidad que los americanos. Curiosamente, éste fue un viaje de ida y vuelta. Losjaponeses copiaron de los americanos sus sistemas estadísticos de calidad, mejorándolos para desarro-llar una nueva filosofía de fabricación que perseguía la ausencia de defectos y uno de cuyos pilaresbásicos es el just in time. Y los norteamericanos lo importaron de los japoneses. Xerox, HarleyDavison, Ford, General Motors, Motorota, etc., desarrollaron modelos de producción basados en lafilosofía japonesa y el just in time se fue extendiendo y convirtiéndose en un elemento básico de laforma de entender la producción en Occidente, haciendo que el modelo de producción de Toyotafuese el referente en la optimización de procesos productivos y logísticos.
159

Occidente copió de Japón una filosofía de producción y, como en otros campos, la copia fue incom-pleta. Una de las cosas que se obviaron fue que en Japón todas las empresas trabajan en armonía nosólo por entender la relación entre empresas de forma diferente a como lo hacemos en Occidente sinoporque una gran parte de los proveedores están participados en su capital por los fabricantes, forman-do conglomerados conocidos por keiretsu. En Occidente la relación entre fabricantes y proveedores sebasa en la confrontación, en la defensa de los propios intereses, en especial desde que primero Opel,luego Volkswagen y finalmente el resto de fabricantes occidentales identificaron a los compradorescon commodity managers, asumiendo que en la base de proveedores de los fabricantes siempre sería posi-ble encontrar alguno que cediese. Por eso la relación se ha llevado en ocasiones al límite.
No podemos obviar en un análisis de un sistema productivo integral la contradicción entre la nece-saria comunión de intereses y la mejora continua y, por otro lado, la enorme tensión comercial entrefabricantes y proveedores implantada desde que los métodos de Ignacio López de Arriortúa se hanextendido por toda la industria. Subastas, renegociaciones, descuentos años tras año tienen que con-vivir con una coordinación plena en la logística y, como veremos, en calendarios y horarios.
Sea como sea, gracias al just in time (JIT) es posible gestionar de forma razonable y económica la cre-ciente complejidad de los productos y, además, incrementar el nivel de subcontratación con lo que selogra ajustar costes. La logística es, como veremos, un habilitador para la externalización y la subcon-tratación. Recordemos algunas cifras para concretar el concepto de complejidad.
Varias de las plantas de fabricación de coches en España tienen su récord de producción diaria porencima de las 2.000 unidades. Esto significa que de la fábrica sale un coche cada 30 ó 40 segundos.Y un coche se compone de más de 2.000 piezas (ciento arriba, ciento abajo). Cerca de 1.000 millo-nes de piezas entran cada año en cada fábrica. Cada una de esas piezas tiene varias versiones y muchasson de colores o acabados diversos, lo que hace simplemente inviable almacenar semanas de fabrica-ción en previsión de que algo no funcione. Las plantas cuentan con decenas de miles de metros cua-drados de almacén pero son, obviamente, insuficientes para un modelo de fabricación clásico.
Hay piezas que se montan en España que se fabrican en Argentina o China, otras a unos cientosde metros o a pocos kilómetros. Incluso hay procesos productivos que se inician en una parte delmundo, viajan a otra y concluyen en una fábrica de montaje tal vez cerca de la planta donde elproceso comenzó. Sincronizar todos los flujos de material para que lleguen “justo a tiempo” cuan-do se necesitan no es tarea fácil. Pero si esta complejidad logística no existiese, sólo habría dosalternativas: reducir drásticamente la complejidad (menos versiones y menos globalización) o api-lar piezas de todas las versiones y colores en almacenes de dimensiones faraónicas para ir eligién-dolas según se necesite.
Almacenar fruta o pescado en exceso produce pérdidas porque se pudre lo que no se consume. El exce-so de material también conlleva pérdidas por deterioro y obsolescencia y, además, facilita que los pro-cesos no sean eficientes al ocultar ciertas carencias. El stock es como la grasa en el cuerpo, sobra y noes buena para la salud.
Un sistema de producción en suministro tenso requiere precisión y, por tanto, es frágil. Es más queprobable que varias plantas de producción en España sigan abiertas hoy gracias a sus excelentesmodelos logísticos. Se diseñaron con unas premisas que han cambiado sobremanera y las plantas hansido capaces de adaptarse. Sin un sistema logístico tan complejo y preciso esa enorme flexibilidad nohubiese sido ni posible ni mucho menos rentable. Pero el precio a pagar es la fragilidad de este sis-tema. No es muy complicado, como se ha demostrado en varios conflictos laborales de proveedores,parar las plantas JIT simplemente bloqueando sus suministros. Cada día entran y salen de cada plan-ta más de 1.000 camiones y furgonetas porque las piezas más rabiosamente JIT (normalmente lasvoluminosas, caras y con muchas variantes, como los parachoques) tienen un stock en las plantas de
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
160
poco más de dos horas. Y por ello se fabrican en la vecindad de las plantas, a pocas decenas de kiló-metros, normalmente en plantas monoproducto y monocliente.
¿Merece la pena gestionar al límite, sin red de seguridad, sin stocks? En muchos casos no sólo mere-ce la pena sino que es la única alternativa viable para gestionar la complejidad y en todos los casos esmucho más eficiente. Uno de los motivos fundamentales para que Opel asignase su modelo Merivahace un par de años a la planta de Zaragoza en competencia con la polaca de Gliwice fue la eficien-cia global del sistema productivo de Figueruelas, donde la logística jugó un papel clave. Si sólo sehubiesen considerado los salarios, obviamente el Meriva ya no se fabricaría en Zaragoza.
En un momento tan convulso como el actual, donde se pone en duda el futuro industrial de España,debería hacerse un esfuerzo para explicar al mundo las virtudes de los sistemas productivos que sehan desarrollado en torno a las plantas de fabricación de automóviles gracias al desarrollo de losmodelos de logística avanzada. Las plantas de Seat en Martorell, Ford en Almussafes, Opel enFigueruelas, etc., deben analizarse de forma integral con sus proveedores, estén éstos ubicados en losparques dedicados o no. Y no cabe ninguna duda de que las externalidades producidas y aprovecha-das hacen que estos centros sean más productivos. Por ello es bueno resaltar que la rentabilidad y pro-ductividad de una planta abierta en un país sin tradición ni infraestructura para producir automóvi-les será, necesariamente, inferior a la rentabilidad y productividad de una planta española. El costede la mano de obra no lo es todo.
España puede, y debe, presumir de tener, en condiciones normales, infraestructuras y estabilidadsocial, que hace que el “sistema productivo” español permita producir en JIT. Es un activo real quedebemos, como sociedad, poner en valor.
Comenzará nuestro análisis repasando los cambios que se han producido en la concepción del produc-to y de los sistemas productivos a lo largo de los años de modo que, primero progresivamente y luegode forma exponencial, se ha reducido el nivel de integración vertical de los fabricantes. De esta mane-ra, las plantas de montaje de vehículos son, fundamentalmente, el centro de un complejo e interco-nectado sistema de producción en red.
Las plantas españolas, todas ellas, disponen, en mayor o menor medida, de modelos logísticos avan-zados. Éstos se estructuran en torno a cuatro figuras clave:
1. Suministro síncrono, enciclado o en secuencia.2. Suministro “a tiempo”.3. Parques de proveedores.4. Centros de distribución.
Concluiremos el capítulo con unas reflexiones sobre el impacto en los mecanismos de facturación queconlleva esta forma de fabricar en red.
2.1. Sistema de producción modular
La logística hace posible que proveedores de medio mundo trabajen de forma sincronizada con lasplantas de sus clientes de forma que el stock sea el menor posible en el conjunto del sistema. De estemodo se pueden asignar los distintos componentes a los proveedores más idóneos, sea por calidad opor precio, prácticamente independientemente de su ubicación geográfica. Pero para que esto seaposible no sólo hacen falta complejos sistemas informáticos y logísticos, también el producto tieneque estar diseñado de forma que este reparto de tareas sea coherente cuando no posible.
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
161
Para que, por ejemplo, el cockpit pueda ensamblarse fuera del coche, éste se ha de diseñar con puertassuficientemente grandes como para que entre el subconjunto una vez montado; para que las puertaspuedan desmontarse para ensamblar el panel puerta, las conexiones eléctricas deben diseñarse tenien-do muy en cuenta dicha operación de desmontaje. En definitiva, la logística debe influir en el dise-ño del coche.
Adicionalmente a la posibilidad física que posibilite la subcontratación de subconjuntos, deben esta-blecerse mecanismos conceptuales que lo permitan. De poco sirve un desarrollo logístico avanzado silas compras, el área legal, la seguridad de planta, etc., no están alineados.
En definitiva, la logística es la sangre que anima un tejido que tiene que estar preparado para quefluyan los materiales sin problemas. En este apartado veremos cómo la industria ha evolucionado deun concepto cerrado, donde el fabricante era proveedor de la mayoría de las piezas y, sobre todo, de lossubconjuntos, a uno absolutamente abierto, donde terceras empresas son responsables no sólo defabricar, sino también de proveerse de sus componentes, de programar, de suministrar y, en cada vezmás ocasiones, diseñar las piezas de las que son responsables, cuando no de financiar instalaciones queacabarán siendo propiedad del fabricante.
2.1.1. Configuración modular del producto
Para comprender los conceptos clave de la logística avanzada de suministro en el sector de automo-ción merece la pena reflexionar aunque sea brevemente en la estructura del coche y su evolución.
En la actualidad podemos asimilar el montaje de un coche a un complejo proceso logístico gracias alcual llegan submontajes y subconjuntos de diversas procedencias y en la planta se produce su unión.La fabricación está, por tanto, muy distribuida. Eso es así ahora, pero no lo ha sido siempre.
Hace poco más de cien años, cuando comenzó la fabricación en serie de coches, éste se realizaba enplantas con un elevadísimo nivel de integración. Ford, por ejemplo, poseía plantaciones de cauchoen Brasil para garantizarse la estabilidad de suministro de sus neumáticos. Las plantas eran centrosque integraban verticalmente casi toda la producción. Las piezas se fundían, forjaban, estampaban,soldaban, torneaban, inyectaban, etc., en la fábrica de coches por obreros del fabricante. El coche sefabricaba prácticamente de principio a fin en dichas fábricas.
Poco a poco fueron naciendo proveedores dependientes pero autónomos y el concepto de subcontra-tación, que luego analizaremos, fue creciendo. Así, fases de producción del coche y/o sus componen-tes salieron de la fábrica y los componentes comenzaron a tener vida propia, pues había empresas quesólo se dedicaban a un único producto. La especialización trajo la proliferación de soluciones y varian-tes y poco a poco el coche fue sofisticándose, mejorándose, pero también complicándose.
El sector del automóvil siempre ha sido muy competitivo, pero tras la primera crisis del petróleo elsector comenzó a entrar en su fase de madurez en los mercados tradicionales y se inició la búsquedade nuevos mercados a lo largo del mundo. Poco a poco se ha ido creando una sobrecapacidad globalestructural una de cuyas respuestas ha sido incrementar el número de productos y de variantes de losmismos para llegar a clientes cada vez más sofisticados. De nuevo crece la complejidad de los pro-ductos.
Para gestionar dicha complejidad creciente los fabricantes comenzaron a distinguir entre las partescomunes a varios coches y las específicas, naciendo así el concepto “plataforma” como agregación decomponentes compartidos. Simplificando dicho concepto, la parte inferior del coche (tren cinemáti-co, motor, cambio, suspensiones, etc.) se comparte y la superior (“sombrero”) varía.
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
162
El concepto plataforma se fue poco a poco universalizando, no sólo para los coches con chasis y bas-tidor sino también para los autoportantes. Pero fue Volkswagen bajo la presidencia de FerdinandPiëch quien popularizó el concepto. De este modo Audi TT, Audi A3, Seat Toledo, Seat León, VWGolf, VW Bora, VW Jetta, VW Beattle, Skoda Octavia, etc., comparten gran parte de sus piezas,aquellas que el cliente “no puede ni ver ni tocar ni sentir”. Estructura de asientos, de cockpit, de fron-tend se añadieron a las piezas más “evidentes” de la plataforma.
El concepto de plataforma supuso un gran paso para favorecer la proliferación de modelos pero simul-táneamente supuso también la natural estratificación de los proveedores. Los proveedores de compo-nentes de plataformas comenzaron a pugnar por contratos globales, para todas las plantas en las quese montan coches de una misma plataforma. Los proveedores de primer nivel se vieron así forzados aglobalizarse y a crecer, tanto de forma orgánica como inorgánica (por adquisición).
En la actualidad el concepto de plataforma lo usa la práctica totalidad de fabricantes y es una de lasprimeras tareas a acometer en los procesos de racionalización de gama. Pero Volkswagen de nuevo hadado un paso adelante en la simplificación de los productos y de sus costes. Para ello ha definido laconcepción modular de los vehículos.
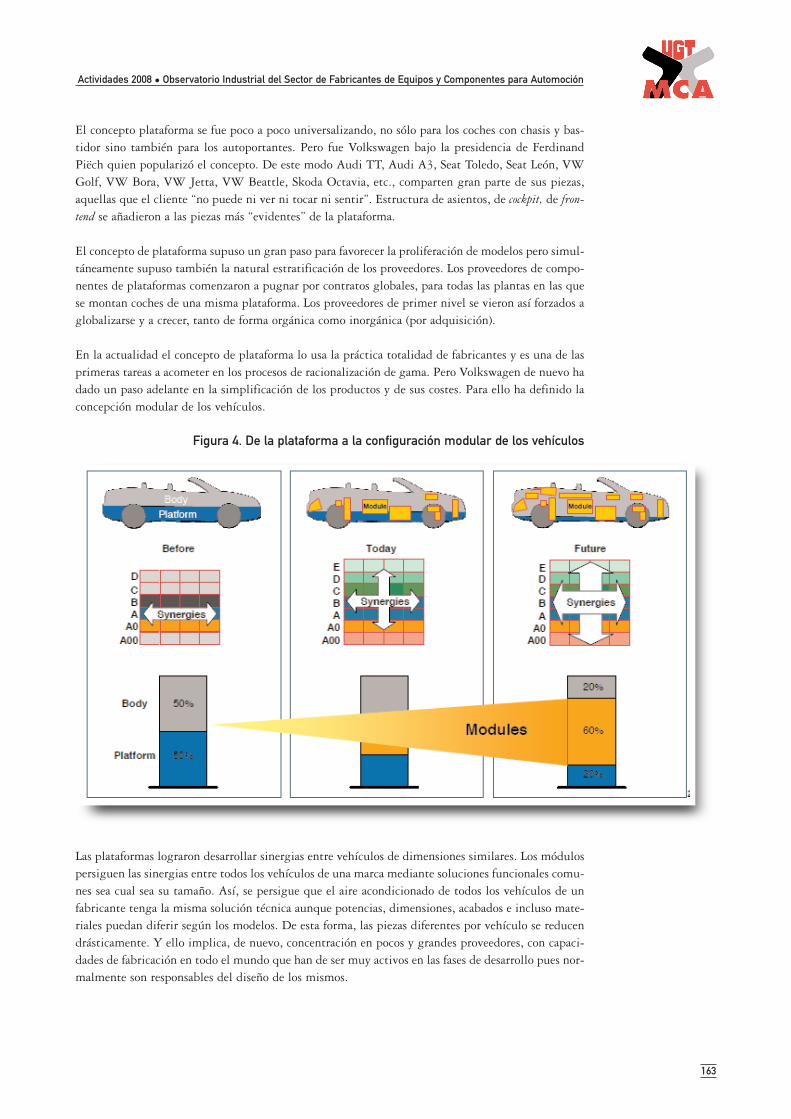
Figura 4. De la plataforma a la configuración modular de los vehículos
Las plataformas lograron desarrollar sinergias entre vehículos de dimensiones similares. Los módulospersiguen las sinergias entre todos los vehículos de una marca mediante soluciones funcionales comu-nes sea cual sea su tamaño. Así, se persigue que el aire acondicionado de todos los vehículos de unfabricante tenga la misma solución técnica aunque potencias, dimensiones, acabados e incluso mate-riales puedan diferir según los modelos. De esta forma, las piezas diferentes por vehículo se reducendrásticamente. Y ello implica, de nuevo, concentración en pocos y grandes proveedores, con capaci-dades de fabricación en todo el mundo que han de ser muy activos en las fases de desarrollo pues nor-malmente son responsables del diseño de los mismos.
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
163
2.1.2. Externalización (‘outsourcing’)
En el apartado anterior veíamos cómo los fabricantes de automóviles han pasado de controlar todo elproceso de fabricación en los albores de la industria a desarrollar un complejo y completo sistema deproveedores que se responsabilizan del desarrollo, fabricación y montaje de piezas, componentes ysubconjuntos.
Pero los fabricantes no sólo han cedido parte del proceso productivo a terceras compañías, tambiénhan ido traspasando a terceras compañías actividades y servicios que pueden considerar no estratégi-cos. Así la seguridad, limpieza, jardinería, cantina, mantenimiento, logística interna, logística deexpedición, etc., se han ido traspasando a diversas compañías especializadas en dichas actividades. Loque se traspasa y lo que queda en manos del fabricante no es necesariamente lo mismo en toda laindustria ni en todos los momentos. La externalización se ha convertido en un pulmón para regularcaídas de producción y algunos fabricantes cesan contratos a terceros en los malos momentos paramantener a la mano de obra propia.
La externalización tiene efectos positivos para la industria, no cabe duda. Permite aligerar el tamañode los fabricantes, incrementa su flexibilidad y transfiere operaciones y servicios a especialistas quepueden mejorar el servicio e innovar. Pero también la externalización se ha usado de forma incorrec-ta para precarizar las condiciones de trabajo, traspasando operaciones a empresas muy pequeñasdonde los salarios son menores y las condiciones de trabajo claramente peores. Por ello no es de extra-ñar el rechazo casi automático que genera el incremento del outsourcing en los trabajadores de las fábri-cas pues suele venir asociado a pérdida de cantidad y, sobre todo, de calidad de empleo.
Sea como sea, hay que reconocer que el outsourcing es un fenómeno consolidado en el sector del auto-móvil y que la relación de los fabricantes con los proveedores debe considerar, también, a los provee-dores de servicio que en muchas ocasiones tienen su puesto de trabajo en las propias instalaciones delfabricante, generando unas relaciones muy complejas.
2.1.3. Concepto de fabricación modular
El mundo del automóvil se ha visto forzado a innovar no sólo en las prestaciones de los vehículos yen las soluciones técnicas, sino también en la forma de fabricarlos.
La concepción modular del vehículo más el outsourcing en su máximo exponente nos lleva a la fabri-cación modular del coche, una tendencia no muy extendida pero que refleja hasta dónde pueden lle-gar los fabricantes en su proceso de apertura de la cadena de suministro.
Varios fabricantes han experimentado con mayor o menor éxito la externalización máxima. Las fábri-cas son compartidas entre fabricantes y proveedores desde el diseño hasta su financiación. Y el ries-go empresarial también se comparte convirtiéndose proveedores y fabricantes en socios de negocio.
Probablemente fue Ignacio López de Arriourtúa quien desarrolló la primera planta realmente modu-lar del mundo en 1996. Fue la planta de Volkswagen en Resende (estado de Río de Janeiro, Brasil)destinada a fabricar camiones. En ella Volkswagen se responsabiliza del montaje final y la coordina-ción, pero siete grandes proveedores asumen desde la fabricación de sus instalaciones a la operacióny el riesgo comercial. Los antecedentes contractuales los desarrolló Arriourtúa y su equipo en Seat,en la ampliación del taller de pintura de la planta de Martorell para dar cabida a la furgonetaInca/Caddy construido y financiado por el proveedor Vanema. En uno y otro caso el proveedor ade-lantaba las inversiones y las iba recuperando según se iban fabricando vehículos mediante un plan deamortizaciones pactado previamente.
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
164
El modelo no se ha universalizado por varias razones, destacando entre ellas que el coste del dinerosuele ser menor para los fabricantes que para los proveedores por ser mayores y tener un mejor ratingcrediticio y, sobre todo, porque los fabricantes perderían en el medio plazo tras la universalización deeste modelo varias de sus competencias estratégicas, convirtiéndose en meros tenedores de marca.
Este modelo, innovador cuando no rompedor en el sector de automoción, se lleva al extremo en otros sec-tores, como el informático. El diseño y la gestión de marca es la responsabilidad principal de los “fabri-cantes”, desde IBM a Apple, pero la producción de los ordenadores la realizan compañías especializadas,normalmente en países de bajo coste, destacando China en la actividad de contract manufacturing. ¿Es ésteun futuro previsible para la fabricación de automóviles? Ojalá no, el primer mundo necesita un tejidoindustrial y en muchos países el sector de la automoción constituye la espina dorsal de dicho tejido.
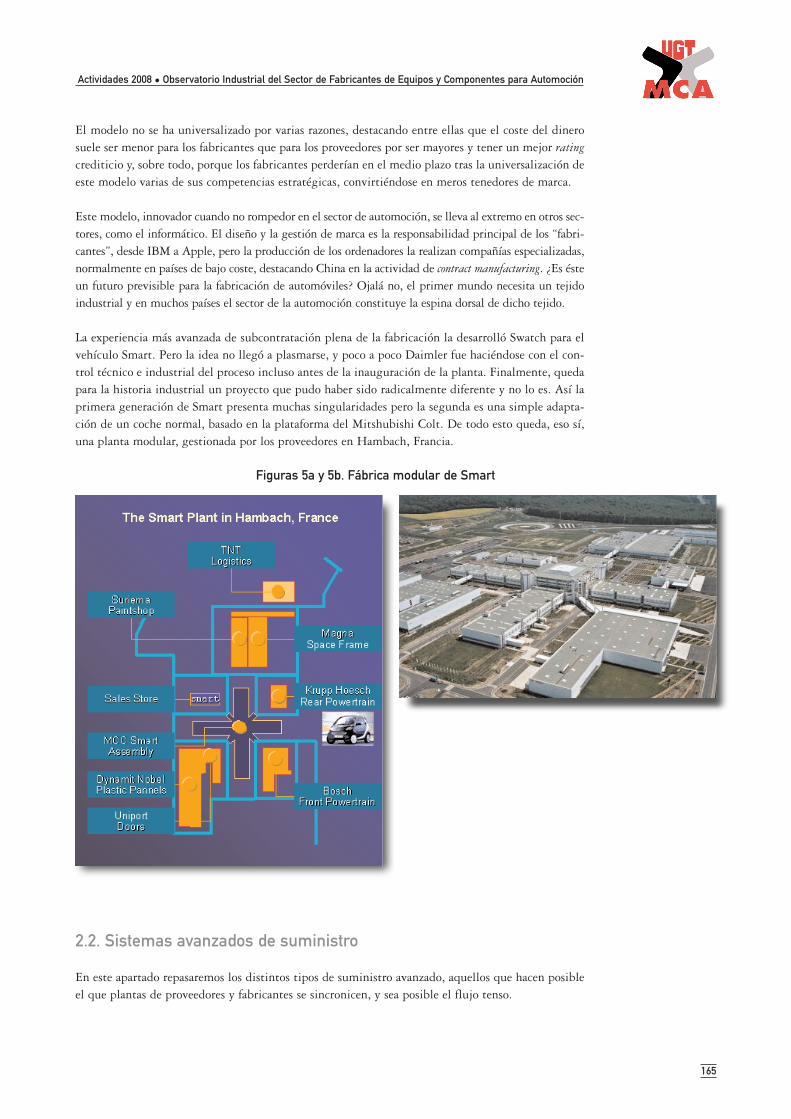
La experiencia más avanzada de subcontratación plena de la fabricación la desarrolló Swatch para elvehículo Smart. Pero la idea no llegó a plasmarse, y poco a poco Daimler fue haciéndose con el con-trol técnico e industrial del proceso incluso antes de la inauguración de la planta. Finalmente, quedapara la historia industrial un proyecto que pudo haber sido radicalmente diferente y no lo es. Así laprimera generación de Smart presenta muchas singularidades pero la segunda es una simple adapta-ción de un coche normal, basado en la plataforma del Mitshubishi Colt. De todo esto queda, eso sí,una planta modular, gestionada por los proveedores en Hambach, Francia.
Figuras 5a y 5b. Fábrica modular de Smart
2.2. Sistemas avanzados de suministro
En este apartado repasaremos los distintos tipos de suministro avanzado, aquellos que hacen posibleel que plantas de proveedores y fabricantes se sincronicen, y sea posible el flujo tenso.
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
165
Repasaremos los cuatro sistemas básicos:
• Suministro síncrono o en secuencia.• Suministro “a tiempo”.• Parques de proveedores.• Centros de distribución.
Estos mecanismos de conexión entre empresas sólo son posibles si se dispone de buenas infraestruc-turas viarias, tráfico estable, caminos alternativos, comunicación permanente, soporte telemático, sis-temas de información avanzados, seguridad física y jurídica, estabilidad social, etc. Es decir, la logís-tica avanzada funciona a la perfección en países desarrollados y se complica sobremanera en los paí-ses emergentes.
Por ello es imprescindible que los fabricantes calculen bien costes y ahorros, oportunidades y riesgosa la hora de diseñar nuevas plantas. Seguro que los costes laborales unitarios son menores en los paí-ses de bajo coste pero no siempre permitirán desarrollar un tejido industrial moderno, flexible y segu-ro de la misma calidad del que disfrutamos en Europa occidental, y en especial en España.
Varios estudios de ingeniería de planta realizados en Japón demuestran que una fábrica en un paíssin tradición industrial avanzada no logra alcanzar su productividad total completa hasta, al menos,los quince años de su apertura. Los riesgos, los errores, las imprecisiones significan un coste ocultoque puede superar fácilmente los supuestos ahorros por costes laborales directos.
La industria automovilística occidental en general y la española en particular se enfrentan en los próxi-mos meses a momentos decisivos en los que la mala coyuntura puede llevar a tomar decisiones de índo-le estructural difícilmente reversibles. La práctica totalidad de plantas españolas está en riesgo. Es elmomento de poner en valor la experiencia acumulada en más de treinta años siendo uno de los primerospaíses en la fabricación de automóviles. Durante muchos años España ha sido el quinto productor mun-dial tras Estados Unidos, Japón, Alemania y Francia. Sólo la irrupción de los países emergentes la ha idorelegando, no por fabricar menos sino porque China, Brasil y Corea han crecido más que España.
Ser el primer país productor que no es sede de ningún fabricante demuestra que España sabe fabricarcoches de forma eficiente, y ahí la logística moderna y las infraestructuras que la soportan juegan un papeldeterminante. Ahora que todo está en duda y en riesgo deberíamos ser capaces de ponerlo en valor. Enesta guerra por la supervivencia nadie va a defender lo que no defiendan los españoles. Señalemos las áreasde mejora y las oportunidades, pero no digamos al mundo que somos peores de lo que realmente somos.Potenciar nuestra imagen exterior como un país con capacidades más que sobradas en el despliegue denuevos modelos logísticos constituye la primera de nuestras recomendaciones.
2.2.1. Concepto síncrono o en secuencia
Se trata del modelo de suministro avanzado por excelencia. En él los materiales llegan a la línea demontaje ordenados según la necesidad de montaje pocos minutos antes de ser utilizados. El nivel destock es mínimo, quedando reducido a un pulmón, para lo que se requiere una máxima coordinaciónentre el fabricante y sus proveedores.
Para visualizar este modelo de suministro seguiremos las necesidades de información y el recorridode una pieza concreta.
El fabricante notifica a sus proveedores, a todos ellos, los planes de fabricación a medio plazo, nor-malmente a tres o seis meses. Con esta información los proveedores lanzan sus planificaciones y se
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
166

abastecen de materias primas y componentes de ciclo largo, sea por su proceso, sea porque se fabri-can a gran distancia. Según pasan las semanas, la planificación se va corrigiendo y concretando, dis-parando nuevos procesos de suministro o fabricación a lo largo de toda la cadena de suministro.
Nos encontramos así con proveedores de proximidad preparados para fabricar exactamente lo que nece-sita su cliente. Éste va enviando mensajes telemáticamente según la planificación avanza y se formanórdenes de trabajo que, finalmente, entran en fábrica. Cuando el coche sale del almacén de pinturas, cadavez más sofisticado y automatizado, se lanza un mensaje de secuencia cierta a los proveedores.
Figura 6. Almacén de carrocerías pintadas en planta de montaje de coches
La señal de secuencia cierta se envía cuando el coche que se está montando entra en una zona de la fábri-ca donde ya no puede alterarse dicha secuencia. Con esa señal los proveedores que trabajan en suminis-tro síncrono o JIT comienzan alguna o todas las fases de sus procesos de fabricación o, como mínimo, lan-zan las órdenes de expedición de sus componentes. De esta forma se cargan los camiones que se envían alfabricante bien cuando se llenan, bien cuando expira el tiempo límite de expedición porque hay querecordar lo ajustado del tiempo disponible. Por esta necesidad temporal los proveedores que trabajan eneste tipo de suministro deben estar cerca de las plantas de los proveedores, preferentemente en parquesde proveedores de proximidad o en vías de acceso rápido a la planta del fabricante.
El tiempo del que disponen los camiones para salir desde los proveedores y llegar hasta los fabrican-tes es:
T tránsito = T secuencia cierta – (número piezas por camión × T ciclo) – T seguridad
Normalmente el tiempo de tránsito es inferior a la media hora, siendo los envíos posibles de 30 ó 60piezas. Es decir, los proveedores deben estar cerca y las piezas tienen que ser grandes y de alto valorpara poder absorber el sobrecoste del transporte. Parachoques, asientos, ruedas y llantas, tubos deescape y silenciosos, cockpit, frontend, rearend, puertas completas, etc., son algunos de los módulos,sistemas y subsistemas susceptibles de utilizar este tipo de suministro.
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
167
Los envíos son pieza a pieza según se necesita, lo que implica que éstas no pasan control de calidadprevio y que, lógicamente, no pueden tener ningún fallo. Por tanto, este tipo de suministro implicaque los proveedores trabajan en régimen de calidad total siendo conscientes de que un fallo en laentrega supone, en muchas ocasiones, el paro de toda la línea de montaje del fabricante. Es, sin lugara dudas, el régimen de suministro más exigente.
Muchas de las plantas que realizan suministro síncrono a los fabricantes suelen ser monoproducto ymonocliente, teniendo necesariamente su mismo calendario y horario laboral. Cuanto menor es laempresa más complicado es cumplir con todas las exigencias del fabricante.
Entre las empresas que realizan este suministro cabe distinguir al menos tres tipologías:
• Responsables plenos de un módulo: suelen ser plantas de grandes multinacionales del sector deproveedores que logran contratos globales asumiendo, en muchas ocasiones, el diseño o inclu-so la financiación del módulo del cual son responsables. Tratan de fabricar en sincronía o almenos diferenciar el producto con la señal del fabricante para reducir al mínimo posible elstock en su propiedad. Cuentan con varias plantas similares en todo el mundo y las relacionescon el fabricante son claras, si pierden un contrato cierran la operación y marchan a otro lugar.
• Centros de suministro y secuenciación: la fabricación puede realizarse en esa misma planta o en otraa cientos de kilómetros de distancia. Lo que se realiza en este tipo de empresas, o de unida-des, es el mero ordenamiento previo al envío. Aquí el proveedor asume un sobreestocaje ennombre del fabricante. Normalmente dispara su proceso productivo con una señal de planifi-cación (habitualmente la confirmación de orden en firme) y envía el material al recibir la señalde secuencia cierta.
• Responsables del montaje: podemos encontrarnos con distintos tipos de empresa, pero en muchasocasiones el enfoque se parece más a una empresa de trabajo temporal (ETT) que a una empre-sa con tecnología propia. Asumen la coordinación logística de piezas de proveedores en oca-siones mucho mayores que ellos y siempre con un valor añadido pequeño, realizando las ta-reas finales de montaje que son normalmente intensivas en mano de obra no muy cualificada.La pérdida o terminación de un contrato puede suponer un serio percance empresarial, llegan-do al cierre.
Como veremos en el capítulo siguiente, la situación de los trabajadores varía mucho según la tipolo-gía de empresa pero, en general, las normas las dicta el fabricante al proveedor quien necesariamen-te debe estar en un radio de unos 30 minutos de transporte o menos, proliferando su presencia enparques industriales de proximidad (parques de proveedores).
2.2.2. Suministro ‘a tiempo’
En la escala de exigencia logística el suministro “a tiempo” ocuparía el segundo lugar. Los proveedo-res se autoprograman con información del fabricante y envían a la planta de éste material en canti-dades y calidades exactas para que el stock sea prácticamente inexistente, hablándose de colchón fren-te a incidencias más que de stock. La secuenciación la realiza el fabricante, normalmente en la propialínea de montaje.
Los envíos también entran en la factoría sin realizarse ningún control de calidad a priori pero en elproceso se asume que alguna pieza puede rechazarse, bien por problemas de origen, bien por proble-mas de manipulación.
Al no tener obligación de enviar en secuencia, el proveedor tiene mucha más libertad para organizarsus horarios e incluso para instalarse más lejos. En cualquier caso se requiere un detallado estudio de
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
168

disponibilidad para evitar que el fabricante quede desabastecido. Puede gestionarse algún desacople,pero los grandes trazos del calendario y de los mecanismos de flexibilidad también les afectan.
La sincronización puede darse por mero reabastecimiento (suministro kan ban o por tarjetas) o utili-zando distintos momentos del ciclo del fabricante. Normalmente los envíos no van tan afinados comolos del suministro en secuencia, y la proximidad, por tanto, es una ventaja, pero no un prerrequisi-to, pudiendo considerarse en unos 200 kilómetros el límite de distancia.
La no atadura en distancia y tiempo a una única planta permite que pueda tratarse de centros mul-tiproducto/multiplanta, aunque el servicio se concentre en sólo dos o tres plantas.
En este caso, producción y envío pueden estar totalmente desfasados, lo que hace que las exigenciasde calendario y horario sean mucho más intensas para las personas de expediciones que para el restode empleados.
2.2.3. Parques de proveedores
El suministro síncrono necesita plantas dedicadas muy próximas a los fabricantes y el suministro atiempo las recomienda. Eso hace que el terreno industrial en las proximidades de las fábricas sea muybuscado y poco a poco se han ido formando en toda Europa polígonos industriales de proximidaddonde se han ido instalando los principales proveedores.
Algunos centros se han diseñado con su parque de proveedores como elemento integrante (por ejem-plo, la planta de Fiat en la localidad italiana de Melfi), otros los han desarrollado inmediatamente asu nacimiento (por ejemplo, el parque de Abrera para la planta de Seat en Martorell) y otros han tar-dado un poco más en construirse (por ejemplo, el parque empresarial Juan Carlos I en Almussafespara la planta de Ford) pero en definitiva las plantas que disponen de un parque de proveedores sonplantas más sólidas respecto a las decisiones de deslocalización porque la evidencia de la riqueza deltejido industrial de proximidad se visualiza en las instalaciones del parque.
Figura 7. Vista de la planta de Fiat en Melfi
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
169
En la actualidad no hay proyecto de nueva planta, especialmente de fabricante europeo, que se dise-ñe sin considerar un parque de proveedores anexo. Así, Volkswagen ha comunicado que su nuevaplanta en Chattanooga (Tennessee, Estados Unidos), todavía en fase de diseño, irá acompañada de unparque de proveedores para facilitar que el 80% de los componentes se fabriquen en Estados Unidos.Dicho parque contará con, al menos, seis edificios a tan sólo 1.000 pies de la línea de montaje.
Un parque de proveedores tal y como se concibe hoy es algo más que un grupo de empresas en lavecindad de una planta de coches, no es sólo un polígono industrial al uso. Los fabricantes son cons-cientes de las elevadas exigencias que recaen sobre sus proveedores y tratan de aliviar los costes fijosde la operación mediante la captura de sinergias de los parques. Así, el soporte informático, las ins-talaciones básicas, los edificios, la seguridad, la limpieza, el mantenimiento básico, los equipamien-tos (formación, cantina, etc.) y el transporte se comparte maximizando la eficiencia del conjunto.Según el entorno algunos costes los paga el fabricante directamente o incluso llegan a ser subvencio-nados por los gobiernos locales afectados.
El concepto que anima el espíritu de los parques de proveedores es similar al de una comunidad devecinos bien avenida tutelada por el fabricante. Son frecuentes las asociaciones de proveedores de losparques que pueden convertirse en el germen de una asociación tipo cluster. En Valencia el cluster deautomoción de la comunidad, AVIA (Asociación Valenciana de Industrias de Automoción), naciócomo una extensión de la Asociación de Usuarios del Parque Empresarial Juan Carlos I en Almussafes
Dado que los proveedores en los parques de proximidad realizan envíos normalmente en secuenciacomo respuesta a una señal del fabricante, éstos requieren un tratamiento de información fiable yseguro. Por ello, el nodo de comunicaciones suele gestionarlo una empresa común, en ocasiones lamisma que gestiona los sistemas del fabricante.
Existen costes fijos de diversa naturaleza que pueden compartirse entre proveedores que aun siendocompetidores en sus centrales deben convertirse en aliados en el servicio a su cliente común. Así,seguridad, limpieza, recogida de residuos industriales o incluso mantenimiento no especializado sellega a contratar en conjunto.
Cada vez más los parques nacen con equipamientos comunes. Es normal que la cantina se comparta,al igual que el centro de formación. Uno de los casos más emblemáticos en el área de formación es elparque de proveedores de AutoEuropa, ahora planta de Volkswagen, en Lisboa. Allí el centro de for-mación está subvencionado por el Gobierno portugués y gestionado por Volkswagen y sus proveedo-res más representativos. Adicionalmente es posible pensar en anillos de fibra óptica o en redes neu-máticas o hidráulicas comunes.
Las ayudas de los Gobiernos llegan de diversas formas a los fabricantes. Un cauce muy sencillo es habili-tando suelo público para el desarrollo de estos centros. En 1996 la Generalitat Valenciana aportó, vía susociedad de suelo público SEPIVA, 1,4 millones de metros cuadrados creando uno de los parques de refe-rencia en Europa. Lo que hizo Valencia lo hacen la gran mayoría de los Gobiernos. Los proveedores pue-den comprar las instalaciones al promotor o simplemente alquilarlas, haciendo más evidente que suestancia es temporal, vinculada a la duración del contrato que gestionan para uno u otro modelo.
Y finalmente también existen sinergias en la gestión logística. El transporte entre el parque y la fábricasuele ser común, lo que, en el caso de que se realice por camión, permite cargas parciales y, por tanto,apurar al límite el tiempo disponible para la fabricación síncrona, pues el envío del camión deja de serun limitante. Evidentemente para que funcione un transporte compartido la coordinación entre provee-dores, y entre éstos y el fabricante debe ser total. Si el parque está suficientemente cerca y, sobre todo, noes necesario circular por vía pública, el transporte puede sofisticarse con carritos adaptados o como en elcaso de Valencia con conveyors automáticos que permiten el envío de piezas una a una.
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
170

Figura 8. Plano del parque industrial de Ford Valencia
Merece la pena analizar brevemente el parque de proveedores de Valencia. En esencia puede parecerun parque más, pero tiene elementos muy relevantes. Nació en 1996, cuando la planta ya contabacon 20 años, la administración valenciana apoyó conceptual y económicamente el proyecto y la cons-trucción del conveyor, difícilmente justificable sólo desde el punto de vista económico, hace del par-que una extensión natural de la planta de Ford. El conveyor une por un túnel de más de kilómetro ymedio de largo el centro logístico del parque, unido a su vez con proveedores clave, con la planta.Asientos, tableros, tubos de escape, etc., viajan “gratis” entre el parque y su punto de destino. Eltransporte está, estructuralmente, subvencionado. De esta forma Valencia puede competir en unmundo cada día más complejo.
Desde luego el parque de proveedores de Valencia no es garantía para evitar que la planta sufra enmomentos de crisis, pero sí que deja muy claro la enorme vinculación de Ford con el territorio y lasempresas de su vecindad.
Los proveedores y el propio parque tienen, lógicamente, un calendario totalmente sincronizado conla planta de la que son una extensión. En estos casos al menos no suele haber problemas con las fies-tas locales, pues lo normal es que pertenezcan, salvo rarísimas excepciones, a los mismos términosmunicipales que las fábricas a las que dan servicio.
Los parques de proveedores comenzaron en España con la planta de Seat en Martorell, la última rea-lizada en nuestro país y poco a poco se extendieron a otros centros, siendo España pionera en la reha-bilitación de entornos de las plantas y en la creación de parques. La práctica totalidad de las plantasde montaje en España cuenta con parques de proveedores o, cuando menos, de zonas preferentes para
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
171

la instalación de sus proveedores de proximidad, en especial los que realizan suministro síncrono. Enla actualidad, si bien todas las plantas de nueva construcción contemplan la creación de un parqueadyacente, no todas las plantas europeas han sabido, podido o querido construir un parque en suvecindad.
La publicación sectorial de referencia Automotive News Europe considera la existencia de 32 parques deproveedores en Europa que merecen esta categoría, lo que se corresponde aproximadamente con pocomenos del 50% de las plantas en funcionamiento. En España les concede tal naturaleza a los parquesde Seat, Renault Palencia, Volkswagen, Opel y Ford. Existen formatos de parque más ligeros en, porejemplo, Renault Valladolid o Nissan Barcelona pero carecen de la infraestructura necesaria parapoder considerarse como tales. Es de subrayar que no todas las nuevas plantas de Europa del Este sehan construido con parques asociados, lo cual no deja de ser una debilidad que es de esperar que lasplantas españolas sepan aprovechar. La causa hay que encontrarla en la debilidad de las infraestruc-turas y de las comunicaciones de los nuevos países productores de coches.
Figura 9. Mapa de parques de proveedores en Europa (Automotive News)
En el apartado de recomendaciones propondremos una serie de medidas que tienen que ver con elordenamiento y desarrollo urbanístico para facilitar, mantener o como mínimo retener las plantas delos proveedores en el entorno de los fabricantes (punto 2). Estas medidas se complementarán con lapotenciación del concepto “distrito industrial” (punto 3).
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
172

2.2.4. Centros de distribución
Para completar el mapa de modelos de logística avanzada, los fabricantes idearon los centros de dis-tribución para aquellas piezas para las que bien no es viable el suministro síncrono o a tiempo o, sim-plemente, no es rentable. Son instalaciones físicamente similares a los almacenes de fábrica, pero pre-sentan grandes diferencias conceptuales.
Normalmente estos centros están en las inmediaciones o en la propia planta del fabricante, los ges-tiona un tercero (operador logístico), el material es propiedad del proveedor hasta que se entrega enlínea, y previamente a la expedición puede haber operaciones de secuenciación e incluso de montajesimple. Los centros se ordenan internamente según las exigencias logísticas de las piezas, teniendonormalmente zonas de sincronía, de suministro kan ban o de simple reposición. Las piezas pequeñasnormalizadas (clips, tuercas, tornillos, etc.) suelen tener un tratamiento específico tanto de almace-namiento como de abastecimiento a línea.
Poco a poco los centros de consolidación se han ido sofisticando y en la actualidad existen nodos deconcentración a lo largo de la cadena de suministro. De esta forma el fabricante puede optimizar eltransporte sin que el proveedor se libere de la responsabilidad de la autoplanificación.
Más allá de la sofisticada ingeniería logística que se ha desarrollado en estos centros tanto en el alma-cenaje como, y sobre todo, el suministro a línea, destacan por la materialización de diversas sinergias,similares a las de los parques de los proveedores, y por ser una de las primeras actividades de valor aña-dido externalizadas a terceros pero cuya ejecución se realiza en terrenos de la planta. Los acuerdos de out-sourcing en esta área así como la compleja definición de fronteras en tareas y, sobre todo, responsabilida-des son una referencia a considerar en cualquier relación avanzada entre clientes y proveedores.
2.3. Impacto en los mecanismos de facturación
Para concluir con el repaso de las tendencias tanto en la concepción del producto como en la estructura-ción de la cadena de suministro antes de entrar en su impacto en las relaciones laborales de los proveedo-res, merece la pena analizar también el circuito de facturación y cobro de las piezas entregadas en sumi-nistro síncrono para entender hasta dónde llega la interrelación entre fabricantes y proveedores.
El suministro síncrono no sólo permite reducir o eliminar stocks sino que ha dado lugar a nuevosmodelos de relación contable y administrativa. Los camiones que portan piezas encicladas tienen eltiempo justo para acudir al punto de montaje y enseguida se vio que el circuito normal de recepciónfísica y aceptación precontable mediante albaranes no podía funcionar. Por ello nacieron conceptosde autofacturación que consisten en que el fabricante confecciona una factura pro forma en nombre desus proveedores utilizando la lógica de producción para cuantificar lo comprado.
De esta forma, como un coche terminado lleva un volante, cuatro ruedas (o cinco si contamos la derepuesto), un aire acondicionado, etc., el fabricante reconoce que ha recibido dichos componentes cuandotermina el coche. Así, cuando el material entra en la fábrica y se monta es técnicamente del proveedor y sólose reconoce el traspaso de propiedad al contabilizarse la terminación del coche completo. La diferencia entrecontabilizar la compra en la entrada de la planta o a la entrada del coche terminado en la campaña comer-cial es, normalmente, cuestión de horas pero conceptualmente la diferencia es enorme. El proveedor asumeriesgos de manipulación y malos usos dentro de la fábrica y, además, pierde todo control de entregas.
Esta lógica, relativamente sencilla en caso de envíos directos en JIT se complica sobremanera en loscasos en los que un proveedor realiza el montaje de módulos completos o en los centros de consolidación
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
173
en los que el material sigue siendo propiedad del proveedor aun mientras está el material almacena-do en la planta del fabricante.
El circuito administrativo muestra, de nuevo, una estrechísima relación entre fabricante y proveedo-res basada, eso sí, en una posición de superioridad del más fuerte, el fabricante. El proveedor no puedeni siquiera elaborar sus propias facturas, sino que es el propio cliente, el fabricante, el que las elabo-ra. Más allá de que la carga de la prueba recae en el proveedor en caso de discrepancia o reclamaciónes de singular relevancia el que el fabricante compense habitualmente abonos y cargos, imputandoautomáticamente las penalidades que estime oportuno, por ejemplo por retrasos en la entrega. Deesta forma, el proveedor siempre negocia en clara inferioridad de condiciones.
En las actuales circunstancias de tensionamiento de los mercados financieros y restricciones al crédi-to cobra especial relevancia la posibilidad de obtener financiación de los derechos de cobro generadospor la autofacturación electrónica. Los mecanismos clásicos de descuento comercial no son aplicablesy es necesaria la participación de una entidad financiera que opere como plataforma electrónica decompensación. Adicionalmente, en el entorno actual tal vez sería necesario incluso un aval de unaentidad tercera, por ejemplo algún organismo de las Administraciones. Facilitar la financiación a losproveedores en régimen de autofacturación electrónica podría ser una medida a analizar bien dentrodel paquete de ayudas sectoriales nacional, bien en los que elaboren los distintos Gobiernos autonó-micos. Esta propuesta la recogemos en el punto 7 de nuestras conclusiones.
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
174
3. RELACIONES LABORALES EN EMPRESASPROVEEDORAS: REPERCUSIONES
DE LA LOGÍSTICA AVANZADA
A lo largo de las páginas previas se han revisado los principales conceptos que definen la logísticamoderna. Su aplicación sólo es posible en un país avanzado y sus ventajas son evidentes, posibilitan-do la configuración del sector del automóvil tal y como lo conocemos ahora.
Pero no podemos olvidar los “efectos secundarios” que produce esta forma de entender la logística,en especial en los elementos más débiles de la cadena de suministro, los trabajadores de los provee-dores que, en general, parten de una situación de menor protección a la que deben añadir las presio-nes que reciben de sus clientes sus empleadores.
El sistema productivo automotriz está perfectamente estratificado. En lo alto de la pirámide, comosi de un ecosistema perfectamente ordenado se tratase, nos encontramos con los fabricantes que deci-den qué y cuándo fabricar, que eligen a sus proveedores e imponen sus normas. Sus organizacionesson muy grandes y poderosas, y la representación sindical está bien organizada. Gracias a ello se hanpodido desarrollar relaciones laborales complejas que permiten maximizar la productividad y la fle-xibilidad mediante el desarrollo de bolsas de horas, corredores de vacaciones, etc.
A los fabricantes [OEM (original equipment manufacturers) en la jerga automotriz] les sirven sus pro-ductos proveedores que se ordenan en distintos niveles (tier en inglés). Los tier #1 son aquellos pro-veedores que suministran sus productos (generalmente módulos o subconjuntos) directamente a losfabricantes, muchos de ellos en secuencia, en régimen de control de garantía de calidad y pagadosmediante mecanismos de autofacturación. Crecientemente se responsabilizan del desarrollo de losproductos y poco a poco se están haciendo con el conocimiento sectorial de muchos de los módulosde los que son responsables. Son compañías muy grandes que facturan decenas de miles de millonesde dólares al año y que en este momento tan especial en el sector algunas valen en Bolsa más quealgún fabricante. Su implantación es global y su organización también es compleja y flexible. Abreny cierran fábricas con la facilidad que ganan y pierden contratos. Tienen un arraigo territorial muchomenor que los fabricantes, pues saben que su estancia en un lugar u otro depende de los contratos desus centrales, normalmente vinculados a la vida de un modelo, unos cinco años. Un buen número deellos cotizan en Bolsa o son parte de la cartera de inversiones de firmas de capital-riesgo por lo quesu gestión está marcada por claras pautas financieras. Son inquilinos habituales de los parques indus-triales y normalmente las unidades de I+D están diferenciadas de las de producción y suelen concen-trarse en los países donde se encuentran los centros de decisión de ellos o de sus clientes principales.Son pioneros en la apertura de centros en países emergentes a la sombra de las instalaciones de susclientes.
A estos proveedores les suministran otros que se catalogan como proveedores de segundo y tercernivel (tier #2 y #3), algunos son globales, otros limitan sus operaciones a un continente y en el niveltercero normalmente encontramos a empresas locales. Según bajamos por la pirámide, las empresasse van orientando al proceso y a la tecnología más que al producto, con decreciente capacidad e inver-sión en I+D, débiles empresarial y sindicalmente y en muchas ocasiones con sus trabajadores adscri-tos a los convenios sectoriales locales o nacionales al carecer de tamaño y de estructura suficientes paranegociar un convenio propio. Como mucho llegan a pactos de empresa para ajustar temas como elcalendario laboral.
175

De esta forma, y gracias a lo logística, conviven y comparten necesidades grandes organizacionesmultinacionales con pequeños talleres locales. Es evidente que cuando el gran fabricante se mueve uncentímetro, los bandazos que recibe quien está al final de la cadena de suministro son enormes.Merece, por tanto, reflexionar sobre el impacto en el eslabón más débil de la cadena pues sin él todoel sistema quebraría. Fortaleciendo al débil se consolida la totalidad.
Analizaremos los principales puntos de interferencia entre fabricantes y proveedores a través de lasexigencias logísticas que pueden concretarse en los siguientes apartados:
• Impactos originados en el desarrollo normal de la actividad:1. Horario y calendario laboral.2. Paros técnicos e incidencias.3. Cesación de contratos.
• Impactos en situaciones extraordinarias:4. Huelgas en OEM, OES y terceros.5. Expedientes de regulación de empleo.
3.1. Horario y calendario laboral
Hemos visto que el suministro síncrono, en secuencia o JIT implica que todo el sistema productivofuncione de forma sincronizada, sin márgenes para el error. Desde que desde la fábrica se envía laseñal de secuencia cierta, el proveedor tiene entre dos y cuatro horas para fabricar, ensamblar, cargaren camión, expedir, transportar, descargar y entregar en secuencia en la línea. Esto implica que losproveedores que trabajan en secuencia necesitan sincronizar sus horarios y calendarios con los delfabricante.
Tanto si los proveedores se ubican en los parques de proveedores de proximidad como si lo hacen enotros municipios hasta sus fiestas locales quedan reemplazadas por las de los fabricantes. Esto afectaa toda la planta en el caso de que se fabrique de forma síncrona o sólo al área de expediciones si elproveedor desacopla producción y envío mediante un stock de producto terminado por su cuenta.
Además de las incomodidades y dificultades de carecer de capacidad de decisión para marcar el calen-dario propio hasta el punto de llegar a tener que renunciar a las propias fiestas locales en beneficiode las de los fabricantes con las consiguientes dificultades añadidas para conciliar vida laboral y pro-fesional, los proveedores se enfrentan con la necesidad de implantar figuras complejas que nacieronen entornos mucho mayores y sofisticados para incrementar la flexibilidad de las plantas.
No se trata, en general, de definir figuras muy novedosas sino de analizar cómo se pueden implantarmedidas nacidas en el entorno de los grandes fabricantes en proveedores que tienen otra escala y queviven otra realidad en sus relaciones laborales. Las medidas que se van a describir están, en general,ampliamente recogidas en la mayoría de los convenios de los fabricantes pero no ocurre así en los pro-veedores, en especial en los de menor tamaño.
Se trata de implantar de forma estructural y no oportunista como en general ocurre ahora, medidasde flexibilidad, siendo ésta una manera de organizar el trabajo y no una constante precarización delas condiciones de trabajo. Los proveedores que adapten de forma estructural los mecanismos descri-tos que nacieron para el entorno de los fabricantes también deberán considerar mecanismos de com-pensación económica y de las condiciones sociales de sus trabajadores, como en su momento lo hicie-ron los fabricantes. Se trata de lograr una mayor estabilidad y seguridad en las condiciones laboralestambién para los trabajadores de las empresas más pequeñas de todo el sistema. De igual forma que
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
176
los mecanismos de flexibilidad están inventados y probados, lo mismo ocurre con los mecanismos decompensación.
La gran dificultad radica en la estructura de representación de los trabajadores en muchos proveedo-res. Sólo unos pocos, los más grandes, gozan de un nivel de representación comparable de algunamanera al de los fabricantes, son los que cuentan con convenio propio y, en general, corresponden alos proveedores de mayor tamaño. El resto suelen estar adscritos a sus convenios provinciales puestoque no existe un convenio nacional del metal. Parte de los mecanismos descritos pueden estar reco-gidos en pactos de empresa, con compensaciones no siempre suficientes.
Entre las figuras de flexibilidad que podrían implantarse en los proveedores, como ya ha ocurrido enlos fabricantes, destacan:
• Bolsas de horas. Éste es el mecanismo de flexibilidad más extendido en la industria del auto-móvil. En esencia, consiste en que cada trabajador tiene una cuenta corriente de horas en lasque se anota las horas trabajadas que debe a la empresa o ésta le debe. Así, en momentos depoca carga de trabajo los trabajadores cobran su retribución normal pero no acuden a su pues-to. Estas horas “a cuenta” se redimen en momentos pico de carga, donde pueden llegar a con-vertirse en laborales sábados o festivos. Cada empresa acuerda con sus trabajadores los meca-nismos de compensación económica de cada tipo de horas y el máximo de horas que empresao trabajadores pueden deberse.
• Corredor de vacaciones/jornada industrial. Consiste en desacoplar el calendario laboral personalde cada trabajador del calendario del centro. Así, los trabajadores acuden a sus centros lashoras anuales acordadas, pero la planta puede continuar abierta con distintas configuracionesde la plantilla muchos más días. Es una figura que apareció para amortiguar el impacto de lasvacaciones en la planificación pero se ha extendido a cualquier momento del calendario.
• Esquemas de turnos. La combinación de días operativos de las fábricas con los calendarios decada trabajador da origen a un complejo esquema de turnos individuales y colectivos. Lejosquedan los momentos en los que todos los trabajadores comenzaban y concluían su turno a lamisma hora. Ahora hablar de tres turnos es una simplificación irreal. La Volkswagen de haceunos años, con Peter Hartz como vicepresidente de recursos humanos del grupo llegó a sumarmás de 100 turnos simultáneos por centro para combinar una jornada de trabajo corta (30horas semanales) con necesidades de producción altas (6 días a 24 horas o incluso más).
La sincronización de personas y procesos en los fabricantes es, por tanto, una tarea muy compleja, querequiere sacrificios y recompensas. Pero la flexibilidad de las fábricas de automóviles es un hecho, elparadigma de “la fábrica que respira” ya es una realidad en la industria y en especial en España. Dichaflexibilidad no es una carencia de las plantas españolas sino más bien un activo resultado de la expe-riencia acumulada en el sector.
La complicación, cuando no el problema, llega al trasladar a los proveedores estas exigencias asumi-das por las grandes organizaciones. Cuanto menor es el proveedor mayor es el impacto y el sacrificiono retribuido que tienen que realizar los proveedores y sus trabajadores simplemente para teneropción a los próximos contratos. Es ésta una de las evidencias de la ley que impera en el sector delautomóvil, la ley del más fuerte. La flexibilidad debería recompensarse a todos los que participan enel sistema logístico global.
Lo dicho hasta ahora no sólo se aplica para el suministro síncrono sino también para los proveedoresubicados en los parques de proveedores o para los gestores de los centros de consolidación y los ope-radores logísticos en general. Sólo se puede relajar algo en los proveedores con suministro “a tiempo”donde el stock, que implica coste y riesgo, puede desacoplar producción de expedición. Pero, en cual-quier caso, todos los proveedores vinculados con los fabricantes tienen sus horarios, calendarios y tur-
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
177

nos interrelacionados. Cuanto más pequeño y débil es el proveedor, más complicado es que sus tra-bajadores puedan defender sus derechos. Medidas para fomentar la flexibilidad a la par que los dere-chos de los trabajadores de los proveedores las podremos encontrar en el punto 4 de nuestras reco-mendaciones.
Finalmente, debería fomentarse el que las representaciones sindicales de los fabricantes y sus provee-dores mantuviesen jornadas de intercambio de experiencias y de coordinación. Ésta podría ser una delas tareas a incluir dentro de los mecanismos de regulación y desarrollo de los distritos industriales(punto 3 de nuestras recomendaciones).
3.2. Paros técnicos e incidencias
Hemos visto en el apartado anterior como los proveedores tienen sus calendarios y horarios necesa-riamente vinculados estructuralmente con los de sus fabricantes siendo muy recomendable extenderlos mecanismos de flexibilidad y de recompensa por la misma desde los fabricantes a los proveedoresde cualquier nivel. Pero esta vinculación no sólo tiene lugar de forma estructurada y planificada, sinoque las incidencias también se extienden por toda la cadena de suministro.
Para entender la importancia de la sincronización de procesos debemos recordar que todos los nue-vos conceptos logísticos se basan en la filosofía del JIT y ésta gestiona la relación entre fabricante yproveedores sin stocks que enmascaren la ineficiencia. El flujo tenso, el trabajar sin red, es la esenciade esta filosofía. Las excepciones también se deben contemplar y los sistemas síncronos requierenmecanismos alternativos para activarse en caso de anomalías.
Cada vez que un fabricante necesita parar su producción por cualquier circunstancia, los proveedoresse ven afectados, y viceversa. La logística anima todo el sistema productivo. Sin componentes no seproducen coches, al igual que sin evacuación de los coches las plantas se paran. Y sin fabricación decoches los proveedores no es que no deban, es que no pueden fabricar sus componentes ya que care-cen de la información suficiente.
Dicho queda que la relación entre fabricante y proveedores es una relación desigual, marcada por elmás fuerte, el fabricante. Esta desigualdad de fuerzas se evidencia también en las consecuencias de losparos no previstos. Si un proveedor interrumpe de forma no planificada su producción y como con-secuencia de ello el fabricante debe interrumpir la propia, las penalizaciones son enormes, llegan-do a tener que abonar al fabricante por el lucro cesante de los vehículos no fabricados durante eltiempo de paro. Dichas penalizaciones no siempre se materializan porque podrían llevar a los pro-veedores penalizados a la quiebra y, adicionalmente, los contratos que las recogen pueden consi-derarse como abusivos ante los tribunales de lo mercantil en la mayoría de las ocasiones. Pero seacomo sea ponen en una gran tensión la relación comercial entre fabricantes y proveedores, enespecial porque los fabricantes suelen descontar de sus pagos a sus proveedores las penalizacionesque consideran oportuno sin esperar a su consentimiento. Siguiendo con la ola de posibles pena-lizaciones, un proveedor que parase al fabricante también debería indemnizar por lucro cesante atodos los proveedores síncronos que hubiesen tenido que parar. Afortunadamente esto no sucedenunca.
Si es el fabricante el que para su producción de forma no planificada, toda la cadena de suministrodebe parar, generando ineficiencias en las plantas que están esperando la reanudación de la actividad,ineficiencias que pueden materializarse en necesidad de horas extras o en otros sobrecostes explícitos.Normalmente, el fabricante no recompensa a los proveedores por el sobrecoste incurrido por lo queéstos pierden margen y los resultados empeoran.
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
178
Dentro de los mecanismos de flexibilidad descritos anteriormente también debería contemplarsecómo retribuir a los trabajadores de los proveedores las horas fuera de horario habitual que deben rea-lizar para recuperar paros de la cadena logística.
Adicionalmente, debería incrementarse la comunicación de la planificación y sus variantes entretodos los elementos de la cadena productiva. Por ello, en un hipotético sistema de gestión de un dis-trito industrial sería conveniente incorporar mecanismos de sincronización de las planificaciones tam-bién en momentos excepcionales. Son pocos los sistemas logísticos que contemplan la modelación desus nodos para poder reaccionar ante imprevistos.
3.3. Finalización de contratos
La tercera y última figura analizada en el desarrollo normal de la actividad de las empresas es la ter-minación de contratos síncronos, pues éstos vienen, normalmente, relacionados con un modelo con-creto y, por tanto, su finalización es un hecho absolutamente normal que sucede normalmente cadatres o cinco años.
La externalización de funciones, especialmente el montaje de subconjuntos, la configuración modu-lar de los coches y la proliferación de parques de proveedores ha posibilitado la existencia de fábricasde proveedores monocliente y monoproducto. Estas plantas suelen nacer cuando un nuevo modeloposibilita la externalización de un subconjunto. Pero todo modelo acaba siendo reemplazado. Y encada nuevo modelo los fabricantes tienen todo el derecho de asignar el mismo producto del nuevomodelo a un proveedor diferente. Y ese derecho lo ejercen habitualmente. En las primeras renovacio-nes de modelos que afectaban a proveedores instalados en parques de proveedores la terminación decontratos podía parecer un evento extraordinario. La industria española ha aprendido que no es así yque debe convivir con ello.
Fruto de decisiones tomadas en las centrales de los fabricantes, en ocasiones a miles de kilómetros delas plantas afectadas, algunos proveedores necesitan buscar nuevos clientes, probablemente ya no enla proximidad de sus plantas. Pero la mayoría ven cómo su actividad cesa con el cambio de modelosde sus clientes y se ven abocadas al cierre. En principio no hay nada que objetar. Las empresas nacen,crecen y, en ocasiones, mueren. Pero lo más contradictorio es que las piezas que fabrican las plantasque pierden sus contratos las realizarán en el siguiente modelo otros proveedores que, necesariamen-te, deberán ocupar instalaciones similares en la proximidad de sus clientes. Cerrar una planta, despe-dir a su plantilla, construir otra, formar a nuevos empleados, etc., no es lo más eficiente ni justo, nipara las personas afectadas ni para la sociedad en su conjunto.
Cierto tipo de servicios (por ejemplo la limpieza) asumen la subcontratación de trabajadores en casode cambio de titularidad de la empresa contratada. No parece que ésta sea la solución más apropia-da para los trabajadores que fabrican, por ejemplo, parachoques o cockpits. Pero sería necesario definirmecanismos que otorgasen a los trabajadores de la empresa que cierra cierta preferencia para partici-par con garantías en la selección de los trabajadores de la nueva empresa. Así se podría garantizarcierta continuidad de empleo y, sobre todo, el mantenimiento de la experiencia industrial de unaforma eficiente. No podemos olvidar que un trabajador cualificado con cinco, diez o más años deexperiencia, es, en sí mismo, un bien para todo el sistema productivo. Perder esa experiencia cam-biándose, por ejemplo, de sector es un auténtico desperdicio del capital intelectual y laboral común.
En toda relación empresa-trabajador debe prevalecer la libertad de contratación, por lo que los meca-nismos a analizar deberán ser mecanismos que incentiven, no que impongan. Cabrían, por ejemplo, cier-tas deducciones en la cuota empresarial de la Seguridad Social durante cierto tiempo de los trabajadores
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
179
recontratados. Asimismo sería posible definir programas de formación específicos subvencionadospara que los trabajadores puedan reciclarse al nuevo entorno. Éstas u otras medidas de corte similardeberían servir para incentivar a las empresas para que los trabajadores de la empresa que pierde elcontrato tengan cierta preferencia en la selección de nuevos trabajadores.
Existen modelos internacionales avanzados que intentan combinar más flexibilidad en la contratacióncon mayor empleabilidad, es decir, más formación y ayudas estatales para cambiar de un empleo aotro sin traumas. No es ni mucho menos sencillo aplicar un modelo que nace en un entorno de unaaltísima cobertura social y un elevado nivel de empleo en toda la Unión Europea, de ahí que debenevitarse las copias superficiales fuera de contexto de medidas que sólo se han demostrado eficaces enun entorno muy concreto.
En cualquier caso, quedémonos con el concepto de mecanismos de incentivación para la selecciónpreferente de trabajadores de las empresas que cierran a la conclusión de los contratos con sus clien-tes. Volveremos a este punto en nuestra recomendación número 5 del apartado de conclusiones.
3.4. Huelgas en OEM, OES y terceros
Un tipo de interrupción de la producción excepcional es el derivado del ejercicio del derecho de huel-ga tanto por parte de los trabajadores de los fabricantes (OEM) como de los proveedores (originalequipment supliré, OES) y, también, de terceros que pueden llegar a interrumpir el flujo tenso de mate-riales. Éste es un derecho fundamental recogido en nuestra Constitución.
Trabajadores de fabricantes y de proveedores tienen, evidentemente, todo el derecho que recoge nues-tra Constitución a ejercer el derecho de huelga, pero el impacto es asimétrico, como lo es la relacióncomercial entre fabricantes y proveedores. AsImismo el flujo tenso de materiales es, per se, frágil ytambién puede verse interrumpido por huelgas de terceros, especialmente los transportistas.
Los trabajadores de los fabricantes tienen lógicamente protegidos sus derechos y la repercusiónpública de sus acciones, natural por la relevancia social de los fabricantes de automóviles, ampli-fica el impacto de sus protestas. Pero los proveedores no lo tienen siempre fácil. Si los trabajado-res de un proveedor síncrono ejercen su derecho de huelga la presión a la que se ven sometidos esenorme porque así lo es la presión que reciben sus empresas. Cierto es que un único proveedorpuede parar las líneas de montaje de su cliente con un único día de paro, pero ni el proveedor nimucho menos sus trabajadores son los causantes del suministro tenso. Por ello, debería reflexio-narse sobre esta asimetría o incluso desarrollarse medidas para que los trabajadores de los provee-dores puedan ejercer su derecho de huelga sin la amenaza en ocasiones cierta de un grave que-branto empresarial que puede terminar con la actividad de su empleador o llevarle a la pérdidade contratos. No son proporcionales las posibles sanciones de los fabricantes a sus proveedores conlos ingresos que éstos pueden recibir en caso de una huelga. Los fabricantes de automóviles debe-rían hacer lo posible para que los paros de un proveedor no bloqueen todo el sistema. Y de hecholo hacen cuando lo necesitan, en los momentos altos de ventas. Dichas medidas deberían aplicar-se en cualquier caso.
Cabría darse un primer paso en esta dirección anulando las cláusulas de penalización de los contratosde suministro síncrono en caso de huelga. No tiene sentido contractual (de hecho hay sentenciasinternacionales que consideran abusivas las cláusulas de compensación por lucro cesante) que un pro-veedor de, por ejemplo, ruedas que suministra tal y como le ha indicado el fabricante, se vea obliga-do a pagar al fabricante una compensación equivalente a todo el lucro cesante de los vehículos nofabricados si la línea se para por culpa del proveedor, sea cual sea la causa.
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
180
Los proveedores también deberían tener cierta protección contractual de cara a la renovación de contra-tos para evitar que fuesen represaliados en el medio plazo en el caso de que sus trabajadores hubiesen ejer-cido el derecho de huelga a lo largo del ejercicio del contrato. En definitiva, se trataría de llevar al terre-no de la normalidad la relación logística entre fabricantes y proveedores en flujo tenso. Los modelos logís-ticos avanzados no deben implicar sacrificios permanentes para quienes los hacen posibles.
En el caso inverso, los trabajadores de los proveedores síncronos deberían tener una protección eco-nómica en caso de que los trabajadores de los fabricantes ejerciesen su derecho de huelga. Tal vezpodría considerarse una figura laboral que permitiese al trabajador del proveedor percibir íntegro susalario sin que la empresa proveedora tenga que asumir un sobrecoste. La compensación por parte dela empresa proveedora la debería asumir el fabricante.
Merece mención especial el que las plantas de coches se han convertido en un objetivo muy sencillode bloqueo ante cualquier tipo de protesta. No debe confundirse la fragilidad del sistema logísticomoderno ante problemas de orden público con su conveniencia o no. En una sociedad estable y madu-ra estos problemas, que se dan de cuando en cuando, deben entenderse como accidentes, por ruido-sos que sean, y no como carencias del sistema en su conjunto. En ese sentido, fabricantes y provee-dores deberían ponerlos en contexto para no enviar una imagen equivocada a quienes deben tomarlas decisiones de inversión. No podemos olvidar que el único abandono de una planta de coches porparte de un fabricante internacional (Suzuki) se debió, en gran medida, a un cúmulo de desencuen-tros y de informaciones no siempre centradas que hicieron que en Japón se viese España como unlugar nada recomendable para mantener una inversión industrial.
La fragilidad de la cadena de suministro síncrono se pone en evidencia también en las huelgas delsector del transporte, eslabón imprescindible para mantener el flujo logístico global.
De igual modo que todo debe ponerse en contexto (no hay huelgas más duras que las del transportefrancés) es necesario que no se utilice la inherente fragilidad del flujo tenso para parar las plantas porotros motivos, como el exceso de stocks o la debilidad de ventas. Por ello, fabricantes y proveedoresdeberían declarar a la autoridad laboral sus tiempos de seguridad en los antecedentes de losExpedientes de Regulación de Empleo (ERE) en su modalidad de suspensión, así como las medidasextraordinarias tomadas para evitar el paro de las plantas en el caso de que se soliciten como conse-cuencia de paros de transporte. El uso de esta relevante figura de nuestro ordenamiento laboral debe-ría usarse sólo en los casos para los que está prevista, ni uno más. En el caso de huelgas, debe quedarmuy claro que ha sido una “fuerza mayor” la que ha hecho parar el sistema productivo y que se hanpuesto todos los medios para que no fuese así.
3.5. Expedientes de Regulación de Empleo (ERE)
La legislación laboral española prevé la suspensión temporal o definitiva de contratos de forma colec-tiva en cuatro supuestos:
• Despido colectivo fundado en causas económicas, técnicas, organizativas o de producción.• Suspensión o extinción de la relación laboral por fuerza mayor.• Suspensión de la relación laboral fundada en causas económicas, técnicas, organizativas o de
producción.• Extinción de la relación laboral por extinción de la personalidad jurídica del contratante.
El expediente se inicia ante la Autoridad Laboral para obtener las garantías suficientes de aplicaciónde las normas marcadas por nuestro ordenamiento laboral. Causas, procedimientos, aplicación quedan
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
181

circunscritas al ámbito de la empresa afectada. Pero la interconexión de los proveedores síncronos consus fabricantes es tan intensa que, tal vez, debiera reflexionarse sobre la posibilidad de analizar elimpacto de la aprobación de los expedientes de los fabricantes en todo el sistema productivo.
Si un fabricante para o reduce su producción durante un periodo de tiempo los proveedores síncro-nos y en especial los monoproducto/monocliente también deberán parar su producción de forma casiautomática. Por ello la Autoridad Laboral debería contemplar los efectos colaterales de los expedien-tes autorizados para tratar de proteger al más débil, el trabajador de los proveedores. Este aspecto lotratamos en la recomendación 6 del apartado de conclusiones.
Sería muy conveniente mantener cuantificada y actualizada la relación entre empresas síncronas, bienpor las administraciones locales, bien por los órganos rectores de clusters, asociaciones territoriales o,en definitiva, cualquier figura que vertebre un distrito industrial. Ahora que la práctica totalidad defabricantes han cerrado temporalmente sus centros y que sus proveedores han presentado sus corres-pondientes ERE, podrían aprovechar las correspondientes Administraciones autonómicas para ma-pear sus sistemas locales y conocer, al menos aproximadamente, las relaciones entre todos ellos.
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
182
4. CONCLUSIONES Y PROPUESTAS
No hay duda de que la experiencia de España como país fabricante de automóviles se ve reflejada enla densidad y calidad de su tejido de proveedores. Las relaciones que se han ido desarrollando a lolargo de años de actividad han logrado que el sistema en su conjunto sea más productivo, eficientey flexible de lo que es la suma de las partes. La capacidad de las empresas y sus trabajadores paraadaptarse es, sin lugar a dudas, uno de los motivos por los que los fabricantes han continuado invir-tiendo en España una vez que se han incorporado al mapa internacional de la automoción países concostes laborales unitarios más bajos.
Este sistema debe mantenerse cuando no reforzarse. Los fabricantes están, gracias a este tejido, muchomás enraizados en nuestro país de lo que lo están en aquellos que sólo disponen de plantas a las quese les suministran los componentes de forma más convencional. Por ello, entre nuestras recomenda-ciones incluimos aspectos que pueden facilitar la implantación de nuevos proveedores así como otrosque disuadan de la posible realización de operaciones inmobiliarias meramente especulativas.Adicionalmente incluimos recomendaciones para fortalecer los distritos industriales y las asociacio-nes de todo tipo que se desarrollen para su fortalecimiento.
La coyuntura actual marca necesariamente la lista de propuestas de éste y de cualquier trabajo sobreel sector del automóvil. La continuidad de un buen número de las plantas de fabricantes y proveedo-res está en entredicho. Cualquier propuesta tiene que alinearse con el objetivo primero: la supervi-vencia. Sin garantizar el corto plazo, el largo no será posible. Por ello estas propuestas deberán mati-zarse, integrarse y subordinarse a los planes generales de soporte al sector tanto del Gobierno centralcomo de las distintas autonomías.
Las propuestas que realizamos tratan de minimizar el impacto en las relaciones laborales de los pro-veedores por la implantación de modelos logísticos avanzados en los fabricantes bajo la premisa deque toda la presión del sistema se vuelca sobre los proveedores y ésta recae sobre sus trabajadores, eleslabón más débil de toda la cadena de suministro. Estas propuestas se ordenan diferenciando lasmedidas estructurales y las más relacionadas con la coyuntura actual:
1. Promover la imagen de España como país logísticamente eficiente para la fabricación de automóvilesNo es momento para mostrar discrepancias ni airear las debilidades del sistema productivo español.Está mucho en juego, ni más ni menos que la continuidad de muchas empresas.
Por eso Administraciones, empresas y sindicatos deberían transmitir con una única voz las ventajasde fabricar en España. Y uno de los activos de nuestro país para fabricar automóviles es el alto gradode desarrollo del sistema logístico global. Hay aspectos que mejorar, es cierto, pero debemos deciralto y claro que es más eficiente fabricar coches en España que en Marruecos o en Rumanía. Allí segu-ro que la mano de obra es más barata, pero deben considerarse todos los costes. Probablemente si seincluyen todos los costes, en especial los logísticos, y si se añaden las dificultades de desarrollar pro-veedores, de lograr suministros sofisticados, y de garantizar continuidad y estabilidad de flujos labalanza caiga del lado español. Desde luego eso lo tienen muy claro en Japón que a pesar de los altossalarios saben que fabricar allí es más rentable que en, por ejemplo, Tailandia.
183
En las sucesivas convocatorias de mesas nacionales y autonómicas de automoción deberían incluirsedeclaraciones institucionales que realcen los activos con los que cuenta España para seguir siendo unpaís fabricante de automóviles. No sólo hay que ofrecer ayudas, también es conveniente ponerse envalor en una coyuntura como la actual.
2. Potenciar la implantación de los proveedores en las proximidades de los fabricantesLas plantas de los fabricantes y su entorno son elementos vivos, que crecen y evolucionan. Por ello,aunque no es probable que haya muchas nuevas plantas de fabricantes en nuestro país sí que puedenimplantarse nuevos proveedores, por lo que el entorno de las plantas debería tratarse de forma singu-lar en todos los planes de ordenación urbana. Caben varias actuaciones de índole urbanístico-inmo-biliario para reforzar, mejorar o cuando menos mantener el tejido productivo sectorial. Esta acción lahemos abierto en tres apartados:
2.1. Facilitar la creación de suelo industrial en el entorno cercano de los fabricantes de automóviles en caso deser necesario. No todas las plantas de coches están ubicadas en polígonos industriales con espacio sufi-ciente para su expansión. En un entorno como el actual debe facilitarse al máximo la consolidaciónde los fabricantes en nuestro país.
Como ocurre en el caso de las autovías o aeropuertos el bien común se antepone al particular en algu-nas ocasiones. Deberíamos aceptar socialmente que el facilitar que una planta de automoción se desa-rrolle es un bien común que debemos potenciar. Por ello podría contemplarse que en ocasiones muyconcretas y con los controles necesarios pudiese expropiarse suelo alrededor de las plantas de cochesy que los ayuntamientos facilitasen la transformación de suelo a suelo industrial (siempre y cuandofuese para proveedores vinculados a las fábricas).
2.2. Asumir las administraciones la puesta al día y mantenimiento de los parques de proveedores en caso de sernecesario. Los parques de proveedores son una extensión de las fábricas de automóviles que ayuda amejorar su productividad. Pocas de nuestras plantas fueron construidas pensando en ellos, pues en laépoca de su diseño no estaba extendido el diseño modular de los vehículos.
El sector está demandando ayudas en todo el mundo. En el caso de España sólo podemos ayudarhaciendo más productivas las plantas. Por ello, las actuaciones que mejoren la gestión de los parquesindustriales incidirán no sólo en la productividad de los proveedores sino también de los fabricantes.La puesta al día de los parques existentes o incluso un intento de creación de parques nuevos puedeser una línea de actuación más que correcta de las Administraciones. Evidentemente, la materializa-ción de estas actuaciones será diferente según la naturaleza de la propiedad y titularidad de los par-ques y de sus órganos de gestión, tales como las juntas de propietarios.
2.3. Endurecer las condiciones de recalificación de suelo industrial en las proximidades de las plantas de auto-móviles. Siendo realistas es muy difícil que se abran nuevas fábricas de coches en España en los próxi-mos años. Por eso las actuaciones preferentes deberían ser de mantenimiento de las plantas que ahoratenemos.
Es un hecho que hay países donde es más complicado cerrar plantas que en otros. Todo el mundo sabeque cerrar una planta en Francia es caro y en ocasiones casi imposible. En España es demasiado sen-cillo. Como mínimo debería prohibirse que las plantas abandonadas por los proveedores de proximi-dad pudiesen reconvertirse en viviendas u otro tipo de equipamientos, ya que dicha reconversiónpodría financiar cierres que de otra forma no se acometerían. Evidentemente si tras el cierre existie-se la apertura de una nueva planta en las proximidades los términos deberían ser justo los contrarios,es decir, apoyar la recalificación para refinanciar la nueva planta.
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
184
Adicionalmente debe evitarse que las plantas de automóviles queden “encerradas” por casas o equi-pamientos de todo tipo. Por ello, el suelo en torno a las plantas debería ser permanentemente de usoindustrial.
3. Potenciar las actuaciones y ayudas conjuntas a distritos industriales constituidosen torno a los fabricantesConfiamos que haya quedado razonablemente probado a lo largo del trabajo que las plantas de cochesson cada vez más tractores de un sistema complejo e interrelacionado y que su productividad no sepuede optimizar sólo dentro de los límites de las fábricas de automóviles.
Los distritos industriales existen, se formalicen o no. Es muy recomendable que se profundice en elapoyo a las asociaciones empresariales innovadoras que organicen y den sentido a dichos distritosindustriales.
Estos distritos formados en torno a las fábricas de automóviles deben ser tratados como un todo yayudados en todo lo posible. Para ello podrían realizarse algunas de las siguientes acciones:
• Elaborar y actualizar un censo de los distintos componentes de los sistemas productivos inte-grados y de sus interrelaciones.
• Construir infraestructuras para actividades y servicios comunes: centros de proceso de datos,laboratorios, cantinas, etc.
• Definir programas de subvenciones para actuaciones conjuntas entre proveedores de unmismo distrito industrial tales sistemas de transporte compartidos.
• Ayudar a la creación de centros de formación especializados para todo el distrito industrial.
Existen modelos de desarrollo en colaboración en torno a distintos centros fabriles (PSA Vigo, VWNavarra, Ford Valencia, Renault Valladolid, etc.). La coyuntura actual puede ser una excelente excu-sa para poner en común las mejores prácticas de los distritos industriales constituidos.
4. Implantar de forma estructural y no oportunista medidas de flexibilidad en los proveedoresEstas medidas habrían de ser una manera de organizar el trabajo y no una constante precarización delas condiciones de trabajo. Los proveedores que adapten de forma estructural los mecanismos quenacieron para el entorno de los fabricantes también deberán considerar mecanismos de compensacióneconómica y de las condiciones sociales de sus trabajadores, como en su momento lo hicieron losfabricantes.
Se trata de lograr una mayor estabilidad y seguridad en las condiciones laborales también para lostrabajadores de las empresas más pequeñas de todo el sistema. De igual forma que los mecanismosde flexibilidad están inventados y probados, lo mismo ocurre con los mecanismos de compensación.
Hemos tratado de describir sucintamente la fuerte dependencia de los trabajadores de los proveedo-res de las decisiones que toman los fabricantes en su calendario y horario. Cuanto más pequeño es elproveedor más complicado es aplicar todo lo que requiere el fabricante. Además las empresas peque-ñas carecen, en general, de organización y medios para desarrollar relaciones laborales más sofistica-das. Según en qué entornos, hablar de bolsas de horas, corredores de vacaciones o jornadas industria-les es un concepto muy lejano de la realidad cotidiana.
La solidez y estabilidad de un sistema productivo complejo y completo como es el que requiere lafabricación de automóviles requiere a su vez asegurar y fortalecer los puntos más débiles del siste-ma. Por eso deberían comenzar a extenderse las prácticas acordadas en los fabricantes no sólo a susproveedores sino incluso a los convenios sectoriales afectados. Si los trabajadores de los proveedores
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
185
tienen las mismas obligaciones que los de los fabricantes deberían tener acceso a compensacionessimilares.
Esta recomendación podría complementarse con la elaboración de un manual de recomendaciones ybuenas prácticas de aplicación en proveedores de aquellos acuerdos de horario y calendario a los quelleguen los fabricantes de automoción quienes son tractores de toda la cadena de suministro.
En la medida en que no existe un convenio nacional del automóvil ni tan siquiera del metal, sepodría, al menos, introducir un anexo en los convenios provinciales donde el sector del automóviltenga peso relevante para recoger las cláusulas básicas de flexibilidad y sus compensaciones mínimas.De momento la única alternativa son los pactos de empresa.
Lógicamente la aplicación debería graduarse según el impacto en los proveedores ocasionado por losconceptos avanzados de logística, en especial el suministro síncrono o JIT.
Finalmente, facilitar la comunicación y colaboración entre la representación de los trabajadores defabricantes y proveedores puede ser una medida que ayude a extender de forma razonada y eficientelos conceptos de flexibilidad.
5. Desarrollar mecanismos que incentiven a las empresas ganadoras de nuevos contratos la selección de los trabajadores de los proveedores satélites que han perdido su contrato de suministro pero su función la sigue ejerciendo el nuevo adjudicatario en la vecindad de la planta que ha de cerrarLa ley laboral protege a los trabajadores de las empresas subcontratadas por otras para la prestaciónde servicios. Sabido es que los trabajadores de, por ejemplo, una empresa de limpieza tienen derechoa cambiar de empresa cuando el contrato de su empleador cesa y es transferido a un competidor.
Este hecho plenamente asumido por nuestra sociedad no tiene la más mínima traslación al mundo delos proveedores síncronos. En ausencia de un cambio tecnológico o de configuración modular, lo nor-mal es que a un proveedor de parachoques enciclado le suceda otro proveedor que realice una piezaequivalente. Y si el primero necesitaba estar cerca de la planta del fabricante, el nuevo proveedortambién lo necesitará. Las empresas proveedoras son, evidentemente, competidoras y no tienen nin-gún interés en ayudarse, pero en el conjunto y socialmente existe un despilfarro evidente. Una plan-ta se vaciará y otra diferente se tendrá que habilitar. Los trabajadores de una empresa verán sus con-tratos extinguidos y la nueva empresa deberá buscar trabajadores probablemente sin la formaciónadecuada y, por tanto, deberá invertir en formarles.
No es sensato el pensar en un mecanismo de subrogación automática como en el caso de los servicios,pues muchos de los puestos son de alta cualificación y especialización. Pero existen mecanismos inter-medios. Por ejemplo las personas que cesan en el proveedor que pierde el contrato podían ser recicla-dos profesionalmente por centros de formación especializados y en caso de ser contratados automáti-camente las posibles diferencias salariales podrían ir a cargo de un fondo especial que se nutriese, porejemplo, de las prestaciones de desempleo que se pudiesen ahorrar.
Es necesario fidelizar al trabajador al sector. El know-how adquirido no puede perderse. Una piezaclave del sistema productivo del que tanto hemos hablado a lo largo de este informe es la formacióny la capacitación de los trabajadores. Perder personas formadas es un despilfarro que nuestra sociedadno puede ni debe permitirse.
Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción • Actividades 2008
186

6. Considerar en la evaluación de los ERE, tanto de suspensión como de extinción,de los fabricantes de coches el impacto en sus proveedores satéliteDesde octubre de 2007 se han ido sucediendo la presentación de ERE por parte de la práctica tota-lidad de fabricantes que desarrollan su actividad en España, siendo en su mayoría suspensiones tem-porales de contrato. Las correspondientes autoridades los han ido analizando y, en general, se han idoaprobando con el acuerdo más o menos total de las empresas y la representación sindical. Estamos,no cabe duda, en un momento crítico para nuestra industria y en estos momentos Administraciones,empresas y sindicatos debemos estar unidos con un único objetivo, que la industria de automociónespañola siga siendo una de las más importantes del mundo, al menos la tercera de Europa, comohasta ahora.
En muchas ocasiones tras los expedientes de los fabricantes han llegado los de los proveedores, enotras en paralelo y en ocasiones hasta de forma anticipada. En todos ellos la base de la justificaciónes, lógicamente, la disminución de actividad de sus fabricantes. Sería conveniente que se establecie-se un procedimiento o al menos una guía de buenas prácticas para el estudio de los ERE de los fabri-cantes en los que se indique de forma clara y cuantitativa qué proveedores se ven afectados directa-mente. Los nodos del sistema productivo que suministran JIT deberían estar claramente identifica-dos. La Autoridad Laboral no tiene por qué saber quiénes son los proveedores de parachoques, cock-pit, asientos, etc., qué empresa gestiona un parque de proveedores y cuál el centro de consolidación.
7. Establecer líneas de financiación garantizada para “descontar” los derechos de cobro de los proveedores que están en régimen de autofacturación o con facturación electrónica en entregas síncronasEl desarrollo de relaciones logísticas avanzadas entre los fabricantes de coches y sus proveedores secomplementa con modelos avanzados de facturación. Como hemos visto en el apartado 2.8, los fabri-cantes no sólo dicen cuándo se puede facturar, sino cuánto, y hasta elaboran las facturas que ellos vana pagar.
Disponer de mecanismos de financiación es algo muy necesario para todas las empresas en losmomentos en los que nos encontramos, también para los proveedores de automoción. Y los mecanis-mos de autofacturación, muy eficientes logísticamente, son difícilmente negociables en las institu-ciones financieras. Descuento de efectos, factoring o confirming no es sencillo. Además, el riesgo de losfabricantes de coches no es hoy por hoy el mejor.
Podrían establecerse líneas de crédito avaladas por las Administraciones públicas que facilitasen lafinanciación de los proveedores.
Actividades 2008 • Observatorio Industrial del Sector de Fabricantes de Equipos y Componentes para Automoción
187