MODULO 3 PROGRAMACION DE TAREAS EN EL …€¦ · • Diagrama de Gantt: Herramienta básica para...
61
PLANIFICACIÓN Y CONTROL DE LA PRODUCCIÓN II 1 Ing. Omar David Pérez Fuentes MODULO 3 PROGRAMACION DE TAREAS EN EL TALLER DE MANUFACTURA
Transcript of MODULO 3 PROGRAMACION DE TAREAS EN EL …€¦ · • Diagrama de Gantt: Herramienta básica para...

PLANIFICACIÓN Y CONTROL DE LA PRODUCCIÓN II
1 Ing. Omar David Pérez Fuentes
MODULO 3 PROGRAMACION DE TAREAS EN EL
TALLER DE MANUFACTURA

Estimados estudiantes de la materia de Planificación y Control de la Producción II;
Como comente en clases, la CARRERA tiene muchas especialidades, este documento permite conocer entre tantas una herramienta más para mejorar la productividad y competitividad de las empresa.
Saludos
MSc. Ing. Omar David Pérez Fuentes
Ing. Omar David Pérez Fuentes 2

3
Ejemplo:
• Juan y Antonio:
– Compañeros de piso y estudiantes de ingeniería
• Quieren impresionar a dos chicas con sus habilidades en la cocina
• Prepararán una cena espectacular para los cuatro
– Problema:
• Juan sólo sabe manejar el microondas
• Antonio sólo sabe manejar el libro de recetas de su madre

4
Ejemplo:
• Lista de platos: – 1er plato: Ensalada con almendras fundidas
• Lavar y cortar verduras
• Plato frío, sólo fundir las almendras (5 minutos de horno)
• Preparar
– 2º plato: Pato a la naranja • Preparar pato con el zumo de naranja
• Hornear durante 60 minutos a 250 ºC
– Postre: Bizcocho • Comprado en el supermercado, solo desenvolver, calentar
en el horno 90 minutos a 200 º C y presentar

5
Ejemplo:
• Organización:
– Antonio queda a cargo de la preparación y vigilar el horno
– Juan queda a cargo de la presentación final
• Estimación de tiempos (minutos):
Preparación
(Antonio) Horno
Presentación
(Juan)
1er plato 30 5 20
2º plato 20 60 5
postre 5 90 5

6
Ejemplo:
• Decisión: ¿cuál debería ser el orden de cada una de las tareas para acabar lo antes posible?
• Intentar dar una solución en 5 minutos
Preparación
(Antonio) Horno
Presentación
(Juan)
1er plato 30 5 20
2º plato 20 60 5
postre 5 90 5

7
Ejemplo:
• Diagrama de Gantt: Herramienta básica para la representación y cálculo de soluciones a los problemas de secuenciación – Ejemplo: representar decisión primer plato ( ), segundo plato ( ),
postre ( )
Presentación
Horno
Preparación
T. terminación = 205 min.

8
Ejemplo:
• ¿Son decisiones relevantes?
• ¿Existe alguna diferencia entre una decisión y otra? – Lista exhaustiva de todas las decisiones posibles:
Decisión Tiempo terminación (min.)
(primero, segundo, postre) 205
(segundo, primero, postre) 180
(postre, primero, segundo) 162
(segundo, postre, primero) 195
(primero, postre, segundo) 190
(postre, segundo, primero) 177

9
Ejemplo: • Entre la mejor decisión y la peor, hay un 26,5% de diferencia:
– Ahorro de tiempo – Ahorro de costos
• Para la regla PEPS: • Cuanto es el tiempo medio de inactividad? (125 min / proceso) • Cual es el porcentaje de capacidad ociosa? (60,97%)
• Para la regla UEPS?
• Cuantas posibles combinaciones de secuenciamiento existe?

Ing. Omar David Pérez Fuentes 10
Relación entre la planificación de la capacidad, planificación agregada, programa maestro de producción y programación a corto plazo

Ing. Omar David Pérez Fuentes 11
El desafío de la secuenciación:

12
Secuenciación de tareas
• Definición:
– Asignación de tareas a recursos escasos a lo largo del tiempo.
– Se trata de adoptar una decisión (de entre un conjunto de decisiones posibles) para optimizar uno o varios objetivos
– ¿Dónde aparecen problemas de secuenciación?
• En la mayor parte de decisiones en la ingeniería de organización, tanto en la industria como en los servicios

13
Secuenciación
• Asignación de tareas a recursos a lo largo del tiempo
• Proceso de toma de decisiones para planificar la producción, con el propósito de optimizar uno o más objetivos
• Decisión sobre el orden de paso de los trabajos/pedidos por los centros de trabajo (máquinas)
• ¿Dónde aparecen problemas de secuenciación? – En la mayor parte de decisiones en la ingeniería de
organización, tanto en la industria como en los servicios

Ing. Omar David Pérez Fuentes 14
1. PROGRAMACIÓN DE OPERACIONES El presente capitulo trata de dar solución al problema de qué criterios base tomar para determinar un orden para ejecutar diversas tareas en un centro de trabajo, la limitante es el centro de trabajo que tiene una capacidad finita.

Ing. Omar David Pérez Fuentes 15

Ing. Omar David Pérez Fuentes 16
Secuenciamiento: Es el proceso de determinar que tarea se inicia primero en alguna maquina o centro de trabajo. Para esto se hace uso de ciertas normas, reglas prioritarias de secuenciamiento como ser PEPS, UEPS y otros. • Objetivo de la elección de la regla de secuenciamiento: • Cumplir con la fecha de entrega • Minimizar el plazo • Minimizar el (Costo de tiempo)/(Costo de preparación) • Minimizar el inventario en proceso. • Maximizar la utilización de las maquinas o mano de
obra.

Ing. Omar David Pérez Fuentes 17
Ejemplo 1: Se tiene un centro de trabajo compuesto por una maquina y un operario (M1), este centro de trabajo tiene tres tareas pendientes (T1, T2 y T3) como se muestra en la figura 1.1, ¿Cuál será el orden de ejecución de tareas más recomendado?
Primera opción: Primero T1, segundo T2 y Tercero T3 Segunda opción: Primero T3, segundo T2 y Tercero T1, u otra opción de secuenciamiento???
Tres tareas un centro de trabajo
Centro de trabajo: Un cetro de trabajo puede ser una sola maquina un grupo de maquinas o una área en donde se realiza un determinado tipo de trabajo manual o automatizado.

Ing. Omar David Pérez Fuentes 18
2. PROGRAMACIÓN DE “n” TAREAS EN “1” MAQUINA (n/1) Consiste en aplicar reglas de secuenciamiento que permita determinar el orden de ejecución de tareas en una sola maquina o un centro de trabajo.

19
Una máquina • Simpleza
• Caso especial de los demás medios
• Un medio más complejo se puede estudiar como una sola máquina
• Una consulta de un médico suele estar secuenciada mediante la regla FIFO (First In First Out)

20 Ing. Omar David Pérez Fuentes
CLIENTE
TAREA TIEMPO DE
OPERACIÓN (días) FECHA DE
VENCIMIENTO (días a partir de
hoy)
1 A 3 5
2 B 4 6
3 C 2 7
4 D 6 9
5 E 1 2
Ejercicio 2.1 Miguel es el supervisor de un estudio de fotográfico el cual cuenta con una sola maquina de revelado de alta resolución. 5 clientes presentaron sus pedidos de trabajo al comienzo de la semana y los datos se presentan en la siguiente tabla.

Ing. Omar David Pérez Fuentes 21
Utilice las reglas de secuenciamiento: PEPS, UEPS, SOT y Determine la regla más adecuada.

Ing. Omar David Pérez Fuentes 22
1.1 Secuencia de procesamiento A – B – C- D- E 1.2 Tiempo de flujo 50 días 1.3 Tiempo medio de flujo 50/5 = 10 días/tarea 1.4 Tiempo medio de retraso 23/5 = 4,6 días 1.5 Tareas entregadas a tiempo y tareas que se retrasaran
TAREA Tiempo de Operación
Tiempo de Flujo
Fecha de Vencimiento
Tiempo de Retraso
A 3 3 5 0
B 4 3 + 4 = 7 6 7 – 6 =1
C 2 7 + 2 = 9 7 9 – 7 = 2
D 6 9 + 6 = 15 9 15 – 9=6
E 1 15+1=16 2 16-2=14
50 DIAS 23 DIAS
1 a tiempo
4 con retraso
1. Regla PEPS: Primero en llegar, primero en ser atendido

Ing. Omar David Pérez Fuentes 23
2.1 Secuencia E – D – C- B – A 2.2 TTF = 46 días 2.3 TMF = 46/5 = 9,2 días / tarea 2.4 TMR = 20/5 = 4 días 2.5 Tareas a tiempo: 2 : E – D 2.6 Tareas con retraso: 3: C – B – A
RETRASO
A TIEMPO
2. Regla UEPS: Ultimo en llegar, primero en ser atendido
Tarea Tiempo de Operación
Fecha de Tiempo de Flujo Tiempo de Retraso
(dias) Vencimiento (dias) (dias)
E 1 2 1 0
D 6 9 7 0
C 2 7 9 2
B 4 6 13 7
A 3 5 16 11
TOTAL 46 20

Ing. Omar David Pérez Fuentes 24
Empieza por la tarea mas fácil
• 3.1 Secuencia E – C- A- B- D
• 3.2 TTF = 36 días
• 3.3 TMF = 36/5 = 7,2 días/tarea
• 3.4 TMR = 12/5 = 2,4 días
• 3.5 Tareas tiempo: E , C : 2
• 3.6 Tareas con retraso: A, B, D : 3
3. REGLA TOC (Tiempo de operación mas corto)
Tarea
Tiempo de Operación (días)
Fecha de Vencimiento
Tiempo de Flujo (días)
Tiempo de Retraso (días)
E 1 2 1 0
C 2 7 3 0
A 3 5 6 1
B 4 6 10 4
D 6 9 16 7
TOTAL 36 12
7,2 2,4

25 Ing. Omar David Pérez Fuentes
4.1 Secuencia E – A – B- C- D 4.2 TTF = 39 Días 4.3 TMF = 39/5 = 7,8 Días / Tarea 4.4 TMR = 12/5 = 2,4 Días 4.5 Actividad a Tiempo E, A: 2 4.6 Actividad con retraso B, C, D: 3
4. Fecha de Vencimiento más Temprana (FVT)
Tarea Tiempo de Operación
(días) Fecha de Vencimiento
(días) Tiempo de Flujo
(dias) Tiempo de Retraso
(dias)
E 1 2 1 0
A 3 5 4 0
B 4 6 8 2
C 2 7 10 3
D 6 9 16 7
TOTAL 39 12
7,8 2,4

26 Ing. Omar David Pérez Fuentes
5.1 Secuencia E – A- B- D- C 5.2 TFT = 43 Días 5.3 TMF = 43/5 = 8.6 Días 5.4 TMR = 16/5 = 3.2 Días 5.5 Actividad a tiempo E – A 2 5.6 Actividad con retraso B - D- C 3 *Nota: para casos de desempate debe aplicarse la norma SOT inicialmente y luego la regla FCFS
FV TO STR A = 5 – 3 = 2 Días STR B = 6 - 4 = 2 Días STR C = 7 - 2 = 5 Días STR D = 9 - 6 = 3 Días
STR E = 2 - 1 = 1 Día
TAREA TO TF FV T. RETRASO
E 1 1 2 0
A 3 1+3=4 5 0
B 4 4+4=8 6 2
D 6 8+6=14 9 5
C 2 14+2=16 7 9
43 DIAS 16
5. Tiempo de Calma Restante (TCR)

Ing. Omar David Pérez Fuentes 27
5. TIEMPO DE CALMA RESTANTE (TCR) Secuencia: E, A, B, C, D
Tarea Tiempo de Operación
(días) Fecha de Vencimiento
(días) Tiempo de Calma
Restante (días)
E 1 2 2 – 1 = 1
A 3 5 5 – 3 = 2
B 4 6 2
C 2 7 5
D 6 9 3
Aplicando como regla de desempate TOC

Ing. Omar David Pérez Fuentes 28
Tarea Tiempo de Operación
(días) Fecha de Vencimiento
(días) Tiempo de Flujo
(dias) Tiempo de Retraso
(dias)
E 1 2 1 0
A 3 5 4 0
B 4 6 8 2
C 2 7 10 3
D 6 9 16 7
TOTAL 39 12
7,8 2,4
5.1 Secuencia E – A- B- D- C 5.2 TTF = 39 Días 5.3 TMF = 39/5 = 7,8 Días 5.4 TMR = 12/5 = 2,4 Días 5.5 Actividad a tiempo E, A : 2 5.6 Actividad con retraso B, D, C: 3
5. TIEMPO DE CALMA RESTANTE (TCR) Secuencia: E, A, B, C, D

Ing. Omar David Pérez Fuentes 29
Resumen: Si se tiene 5 tareas por ejecutar en una maquina, se tiene 5!= 120 opciones posibles de secuenciamiento, para reducir las mejores posibilidades se recomienda optar las 10 normas prioritarias de secuenciamiento. ¿Cual es la secuencia de operaciones más adecuada de modo que minimice el tiempo medio de retraso? Respuesta: TOC y FVT ¿Considerando el tiempo total de flujo? Respuesta: TOC

Una máquina 1||Lmax • Ejemplo: Secuenciar en una máquina 4 trabajos con
el objetivo de minimizar el máximo retraso, si los tiempos de proceso y las fechas de entrega son:
p1=4 p2=10 p3=6 p4=18
d1=8 d2=12 d3=11 d4=10
30

Ing. Omar David Pérez Fuentes 31
Cual es la secuencia que minimiza el tiempo total de flujo? Cual es la secuencia que minimiza el tiempo medio de retraso?

Análisis de Secuenciamiento
• Reglas de Prioridad:
1. PEPS Primero en entrar primero en salir
2. UEPS Ultimo en entrar primero en salir
3. MINDD mínima fecha de entrega
4. MINSD Mínimo tiempo de inicio planeada
5. MINPRT Mínimo tiempo de procesamiento
6. MINSOP Mínimo tiempo de holgura, se entenderá como tiempo de holgura la diferencia entre el tiempo de procesamiento y el tiempo disponible a la fecha de entrega.

Análisis de Secuenciamiento
• Reglas de Prioridad:
• RAMDOM o aleatorio
• MINPRT con truncamiento (secuencia con prioridad a clientes importantes)
• RAZON CRITICA: Tiempo disponible a la fecha de entrega entre el Tiempo de procesamiento,
• Tiempo de Carestía: Q d, Q es el inventario y el d es la demanda por pedido.
• Hacer ingresar primero la orden donde hay mayor throughput.

Análisis de Secuenciamiento
RESUMEN DE RESULTADOS
Regla
Tiempo de
procesamiento
(días)
Tiempo promedio
de terminación
(días)
PEPS 50 10
MINPRT 36 7,2
MINDD 39 7,8
UEPS 46 9,2
RAMDOM 53 10,6
MINSOP 43 8,6
4,0
5,4
3,2
Atraso
Promedio (días)
4,6
2,4
2,4

Ing. Omar David Pérez Fuentes 35
En este caso 2 o más tareas deben procesarse en 2 maquinas, en una secuencia en comum. El algoritmo que se aplica para encontrar la solución optima es el de Johnson, su nombre es debido a su creador, tiene el objetivo de minimizar el tiempo de flujo, desde el comienzo de la primera tarea hasta la terminación de la ultima.
3. PROGRAMACIÓN “n” TAREAS, DOS MAQUINAS (n/2)

REGLA DE JOHNSON

¿PORQUE HAY QUE UTILIZAR LA REGLA DE
JOHNSON?
• Para minimizar el tiempo ocioso total de las máquinas.
• Para minimizar el tiempo de procesamiento y establecer
la secuencia de un grupo de trabajos en dos centros de
trabajo.
• Minimizar el tiempo muerto total en los centros de
trabajo.
• REGLA DE JOHNSON
• Se utiliza para secuenciar N trabajos a través de dos
máquinas en el mismo orden.

LA REGLA DE JOHNSON SIGUE 4 PASOS:
1.Todos los trabajos se deben colocar en una lista, así
como el tiempo que requiere cada uno en cada máquina.
2. Se selecciona el trabajo con menor tiempo de actividad. Si el menor
tiempo corresponde a la primera máquina, el trabajo se programa
primero. Si el menor tiempo cae con la segunda máquina, el trabajo se
programa el último.
3. Una vez que el trabajo está programado, se debe eliminar de la lista.
4. Aplicar los pasos 2 y 3 para los trabajos restantes, trabajando hacia
el centro de la secuencia.

Ing. Omar David Pérez Fuentes 39
El algoritmo de Jonhson consta de los pasos siguientes: Paso 1. Registrar el tiempo de operación para cada tarea en ambas maquinas. Paso 2. Escoger el tiempo de operación mas corto . Paso 3. Si el tiempo de operación más corto es para la primera maquina, hacer la tarea primero; si es para la segunda maquina, hacer la tarea al último. Paso 4. Repetir el paso 2 y 3 para cada tarea restante hasta completar el programa.

40 Ing. Omar David Pérez Fuentes
Las tareas deben ser procesadas de manera secuencial primero en M1 y luego en M2
M1 M2
Entrada Salida

41 Ing. Omar David Pérez Fuentes
Ejemplo En un estación de servicio de automóviles se realizaron 2 procesos, 1º el reajuste de las partes del automóvil y luego el repintado. A continuación se muestra el registro correspondiente a 5 tareas por desarrollar.
CLIENTE M1 M2
1 3 6
2 2 8
3 4 3
4 5 4
5 1 5

42 Ing. Omar David Pérez Fuentes
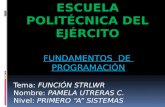
a) Secuencia: Cual es la secuencia de trabajo según el algoritmo de Johnson
b) Perfil de carga de trabajo
M1 E B C A D
M2 E B C A
6 1 14 17 27 23
Tiempo inactivo
E B C A D
1 3 2
C
4 5
B E D A

43 Ing. Omar David Pérez Fuentes
M1 E B A D C
M2 E B A D C
Tiempo medio de inactividad = (1 + 12) / 2 = 6,5 días / maq. TFT = 27 días menor
6 14 20 24 27

Ing. Omar David Pérez Fuentes 44
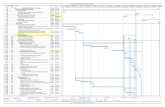
c) Si el gerente por ser justo con sus clientes decide realizar el procesamiento de las tareas en función al orden de llegada. Determine entonces el tiempo de flujo total y el tiempo medio de inactividad. ¿Es aconsejable esta decisión? Perfil de carga de trabajo secuencia natural.
44 Ing. Omar David Pérez Fuentes
A B C D E
C D E
5 3 15 10 9 20 17 29 25
TMI = (3+14) / 2 = 8.5 Días
TFT = 29 Días
0

Ing. Omar David Pérez Fuentes 45

Ing. Omar David Pérez Fuentes 46

Ing. Omar David Pérez Fuentes 47

48 Ing. Omar David Pérez Fuentes
Ejemplo: 5 tareas, 5 maquinas Opciones de asignación de tareas a maquinas. 5 ! = 120 opciones posibles.
TAREA
T1
T2
T3
T4
T5
Maq.
M1
M2
M3
M4
M5
Programación “n” tareas a “n” maquinas.
¿Mejor asignación?
Solución métodos de solución: Modelo de transporte, Programación lineal , Asignación

Ing. Omar David Pérez Fuentes 49
Métodos de asignación bajo las siguientes consideraciones: 1. Existen “n” cosas que deben asignarse a “n” distintos 2. Cada cosa debe asignarse a un solo destino 3. solo se debe utilizar un solo criterio, Ejemplo Costo mínimo, Utilidad máxima, tiempo de terminación mínimo.

Ing. Omar David Pérez Fuentes 50
Los pasos que se deben seguir para la solución de la programación de “n” tareas en “n” maquinas. Paso1. Sustraer el numero más pequeño de cada itera o fila de si mismo y todos demás números de esa fila (habrá entonces un cero en cada fila) Paso2. Sustraer el numero más pequeño de cada columna de todos los demás números de esa columna (habrá entonces un cero en cada columna) Paso3. Determinar si el numero mínimo de líneas requeridas para cubrir cada 0 es igual a n. En caso afirmativo, se ha encontrado una solución optima por que las asignaciones de maquinas de maquinas y tareas deben hacerse en las entradas de cero y esta prueba demuestra que si es posible. Si el numero mínimo de líneas es menor que “n”, vaya al paso numero 4. Paso4. Dibujar el numero mínimo posible de líneas a través de todos los ceros (estas pueden ser las mismas líneas utilizadas en el paso 3. Sustraer de si mismo el numero mas pequeño no cubierto por las filas y todos los demás números no cubiertos, y agregarlo al numero que se encuentra en intersección de líneas. Repetir el paso 3)

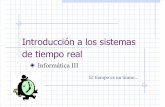
Ejemplo (método de asignación) Un programador tiene 5 tareas que deben ejecutarse en cualquiera de las 5 maquinas. El costo de terminación de cada combinación de tarea maquina se indica en el siguiente cuadro. Al programador le gustaría idear una asignación que tenga el costo mínimo por el método de asignación.
51 Ing. Omar David Pérez Fuentes

Ing. Omar David Pérez Fuentes 52
Paso 1: Sustraer el número más pequeño de cada fila de si mismo y de los demás números de esa fila.
MAQUINA
TAREA A B C D E
1 5 6 4 8 3
2 6 4 8 9 5
3 4 3 2 5 4
4 7 2 4 5 3
5 3 6 4 5 5

Paso Nº 2: Sustraer el número más pequeño de cada columna de si mismo y de todos los demás números de esa columna.
53 Ing. Omar David Pérez Fuentes
MAQUINA
TAREA A B C D E
1 2 3 1 5 0
2 2 0 4 5 1
3 2 1 0 3 2
4 5 0 2 3 1
5 0 3 1 2 2

Paso Nº 3: Determinar si el número mínimo de líneas requerida para cubrir cada “cero”, si es igual a n, en caso afirmativo se ha encontrado la solución, si el número mínimo de líneas es menor que n se ira al paso Nº 4.
4 Líneas = n = 5
54 Ing. Omar David Pérez Fuentes
Tarea A B C D E
1 2 3 1 3 0 4 TA
2 2 0 5 2 1
3 2 1 0 1 2 3 A
4 5 0 2 1 1
5 0 3 1 0 2 2A
1ª

Paso Nº 4. Sustraer de si mismo el número mas pequeño no cubierto y de todos los demás números no cubiertos y agregarlo al numero que se encuentra en la intersección de líneas, luego repetir el paso Nº 3.
55 Ing. Omar David Pérez Fuentes
Tarea A B C D E
1 2 4 1 3 0
2 1 0 4 1 0
3 2 2 0 1 2 5
4 4 0 1 0 0 4
5 0 4 1 0 2 3 Asignación
Costo Tarea Maquina
1 E 3
2 B 4
3 C 2
4 D 5
5 A 3
Costo total $ 17
Nº de líneas = n 5 = 5
1 2

56 Ing. Omar David Pérez Fuentes
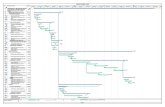
Ejemplo: Una consultora se ha adjudicado un proyecto que se lo debe realizar a través de cinco actividades (Estudio de mercado, estudio legal, estudio de capacidad y ubicación, estudio técnico y el estudio financiero) la consultora dispone de 6 especialistas multidisciplinarios los cuales por la antigüedad y experiencia tienen diferente remuneración en función a la tarea a desarrollar. El gerente tiene la responsabilidad de realizar la asignación responsable – tarea de manera que resulte el menor costo total .
TAREAS
RESP. A B C D E F
I 2000 1800 2500 2400 2000 0
II 2400 3000 2800 2000 2500 0
III 1700 1800 2200 2200 2100 0
IV 1600 1500 1500 1800 2000 0
V 2200 2100 2000 2000 1800 0
VI 2100 2200 2200 2100 2100 0

57 Ing. Omar David Pérez Fuentes
TAREAS
RESP. A B C D E F
I 400 300 1000 600 200 0
II 800 1000 1300 200 700 0
III 100 300 700 400 300 0
IV 0 0 0 0 200 0
V 600 600 500 200 0 0
VI 500 700 700 300 300 0
TAREAS
RESP. A B C D E F
I 300 200 900 500 100 0
II 700 900 1200 100 600 0
III 0 200 600 300 200 0
IV 0 0 0 0 200 100
V 600 600 500 200 0 100
VI 400 600 600 200 200 0
n = 6

58 Ing. Omar David Pérez Fuentes
TAREAS
RESP. A B C D E F
I 300 100 800 400 0 0
II 100 800 1100 0 500 0
III 100 200 600 300 200 100
IV 100 0 0 0 200 200
V 700 600 500 200 0 200
VI 400 500 500 100 100 0
TAREAS
RESP. A B C D E F
I 300 100 800 400 0 100
II 700 800 11000 0 500 100
III 0 100 500 200 100 100
IV 100 0 0 0 200 300
V 700 600 500 200 0 300
VI 300 400 400 0 0 0
Nº De líneas = n 6 = 6

59 Ing. Omar David Pérez Fuentes
Asignación Costo
Tarea Resp.
I B 1.800
II D 200
III A 1.700
IV C 1.500
V E 800
VI F 0
$ 8.800

Ing. Omar David Pérez Fuentes 60
Programación de “m” tareas en “n” maquinas, cuando m > n ¿Cuántas posibilidades de asignación existen? ¿Cuál la asignación optima? ¿Herramientas para solucionar este problema?

Ing. Omar David Pérez Fuentes 61