
NEWS OF BETTER PACKAGING...cience y Healthcare y bienes industriales. Siguiendo el hilo del tema...
88
Windows Phone UPDATE NEWS OF BETTER PACKAGING TEMA CENTRAL Entrevista con Volker Gerloff sobre las tendencias más importantes en el mercado de la técnica de marcado INNOVACIONES Y PRODUCTOS Modelo básico R 085 acreditado en el mercado OTROS TEMAS Entrevista con Guido Spix sobre las oportunidades, retos y soluciones de MULTIVAC para la industria 4.0 BEYOND PACKAGING MULTIVAC invierte en un nuevo centro logístico en Wolfertschwenden 02/2015 AHORA DISPONIBLE COMO APP Y EN LA WEB http://update.multivac.com
Transcript of NEWS OF BETTER PACKAGING...cience y Healthcare y bienes industriales. Siguiendo el hilo del tema...

WindowsPhone
UPDATENEWS OF BETTER PACKAGING
TEMA CENTRAL
Entrevista con Volker Gerloff sobre las tendencias más importantes en el
mercado de la técnica de marcado
INNOVACIONES Y PRODUCTOS
Modelo básico R 085 acreditado en el mercado
OTROS TEMAS
Entrevista con Guido Spix sobre las oportunidades, retos y soluciones de
MULTIVAC para la industria 4.0
BEYOND PACKAGING
MULTIVAC invierte en un nuevo centro logístico en Wolfertschwenden
02/2015
AHORA DISPONIBLE COMO APP Y EN LA WEB
http://update.multivac.com

Estimados lectores:
En la feria FachPack 2015, estaremos encantados de
presentarles una vez más soluciones innovadoras para
el envasado y etiquetado de alimentos, productos Lifes-
cience y Healthcare y bienes industriales. Siguiendo el
hilo del tema principal de FachPack de este año “marcado
y etiquetado”, en esta edición de UPDATE incluimos las
tendencias que destacan en el área de etiquetado y mar-
cado de envases. Entre ellas se encuentran el marcado sin
interrupciones e integrado en los procesos de envasado y
la colocación de información detallada sobre el producto
con el fin de cumplir las prescripciones legales relativas
a la protección de los consumidores. MULTIVAC Marking
& Inspection desarrolla y amplía continuamente su gama
de productos para dar respuesta a estas exigencias. Las
nuevas etiquetadoras en línea son nuestra última innova-
ción y se las presentaremos con mucho gusto en nuestro
stand de FachPack.
La Industria 4.0 es un tema candente en la actualidad,
no solo en el área de marcado sino también en otras como
la de trazabilidad de productos. MULTIVAC comenzó muy
pronto a tratar el tema de la Industria 4.0 y ya ofrecemos
soluciones escalables que permiten diseñar un proceso
de envasado más eficiente y, a la vez, altamente flexible.
Nuestro objetivo es facilitar la entrada en la Industria 4.0
con soluciones gestionables desde el punto de vista téc-
nico y comercial.
Me alegra comunicarles que el nuevo edificio que
albergará nuestro centro logístico en Wolfertschwenden
va tomando forma. Su inauguración está prevista en el
segundo trimestre de 2016 y estamos convencidos de
que en la segunda mitad del próximo año este centro
logístico funcionará a pleno rendimiento como parte inte-
grante de MULTIVAC.
En nuestra nueva edición de UPDATE le presentamos
estos y muchos otros temas. La novedad de esta edición
es que desde este mismo momento puede descargar
UPDATE como app en las plataformas usuales o leer la
revista online en http://update.multivac.com.
Sea cual sea el formato elegido, espero que disfruten
enormemente con la lectura.
Un cordial saludo,
Hans-Joachim Boekstegers
3
UPDATE 2 ´15EDITORIAL

INNOVACIONES Y PRODUCTOS
CONTROL DE CALIDADMejor integración en líneas de básculas
de control .............................................................Pág. 22
MARCADO Y ETIQUETADOPara distribuir o desviar etiquetas
con precisión ........................................................Pág. 26
Impresora por termotransferencia TTO 11
que cumple la clase de protección IP65 ..............Pág. 28
ENVASADO TERMOCONFORMADOModelo básico R 085 acreditado en
el mercado ............................................................Pág. 32
TEMA CENTRAL
MARCADO Y ETIQUETADOCon motivo de la FachPack, hablamos con
Volker Gerloff, Director General de MULTIVAC
Marking & Inspection, sobre las principales
tendencias que se imponen en este sector .........Pág. 12
Thomas Dömer, responsable de ventas OEM
en MULTIVAC Marking & Inspection, habla
acerca de las ventajas de las nuevas
etiquetadoras en línea ......................................... Pág. 16
SOLUCIONES DE TRANSPORTE PARA EL PROCESO DE ETIQUETADOLas cintas con correas dentadas ofrecen
numerosas ventajas .............................................Pág. 18
EDITORIAL .............................................................pág. 3
SNAPSHOT ............................................................pág. 6
MULTIVAC POR DENTRO .....................................pág. 8
BEYOND PACKAGING
“NUESTROS CLIENTES SE BENEFICIAN DE LA MAYOR DISPONIBILIDAD Y DE LOS TIEMPOS DE ENTREGA MÁS BREVES DE PIEZAS DE REPUESTO”.Entrevista con Volker Starrach, director del
departamento de logística, acerca de la
construcción del nuevo centro logístico ...............Pág. 76

OTROS TEMAS
INDUSTRIA 4.0Entrevista con Guido Spix, director de
tecnología de MULTIVAC, sobre las
oportunidades, retos y soluciones de
MULTIVAC para la industria 4.0 ...........................Pág. 34
ENVASES DE TODO EL MUNDO
KUWAITInternational Mill envasa frutos secos con la
termoformadora R 145 ........................................Pág. 38
BULGARIAUNIBEL abre nuevos mercados de consumo
gracias a sus nuevos envases ..............................Pág. 42
SUIZAEl grupo Bell invierte en una termoselladora
T 300 para envasar productos cocinados .............Pág. 46
ALEMANIAKäserebellen envasa queso de leche de heno
con la termoformadora R 245 ..............................Pág. 50
PAÍSES BAJOSEl fabricante de queso Bel Leerdammer se
decide por el envase vertical de MULTIVAC ........Pág. 56
FRANCIASIBCAS sustituye los envases en bolsas por
envases termoformados y pone la primera
piedra para el crecimiento futuro ..........................Pág. 62
EE. UU.Little Town Jerky Company envasa carne y
embutidos con las soluciones de envasado
de MULTIVAC .......................................................Pág. 66
Fresco Foods invierte en una termoselladora
T 300 para envasar sus platos preparados ...........Pág. 72
CALENDARIO DE FERIAS ...................................pág. 86
RESPONSABLES DE LA EDICIÓN ......................pág. 87
¿SABÍA YA QUE... ?
PRODUCTOS DE PANADERÍA SIN GLUTENLas termoformadoras de MULTIVAC ofrecen
ventajas a la hora de envasar productos de
panadería sin gluten .............................................Pág. 80
ÍNDICE
UPDATE 2 ´15

MULTIVAC Marking & Inspection ha desarrollado para sus etiquetadoras un canto dis-
tribuidor de 2 canales que ofrece a los clientes muchas ventajas. Para marcar enva-
ses puede utilizarse el canto separador. Si, por el contrario, es necesario que algunas
etiquetas permanezcan sobre la cinta portadora (rebobinada después del proceso de
etiquetado), se activa el canto desviador. Dicha función es especialmente útil al cambiar
el diseño de impresión o cuando se detecta una etiqueta defectuosa. No solo reduce
costes, sino que simplifica el proceso de etiquetado e incrementa su seguridad.
SNAPSHOT

7
UPDATE 2 ´15
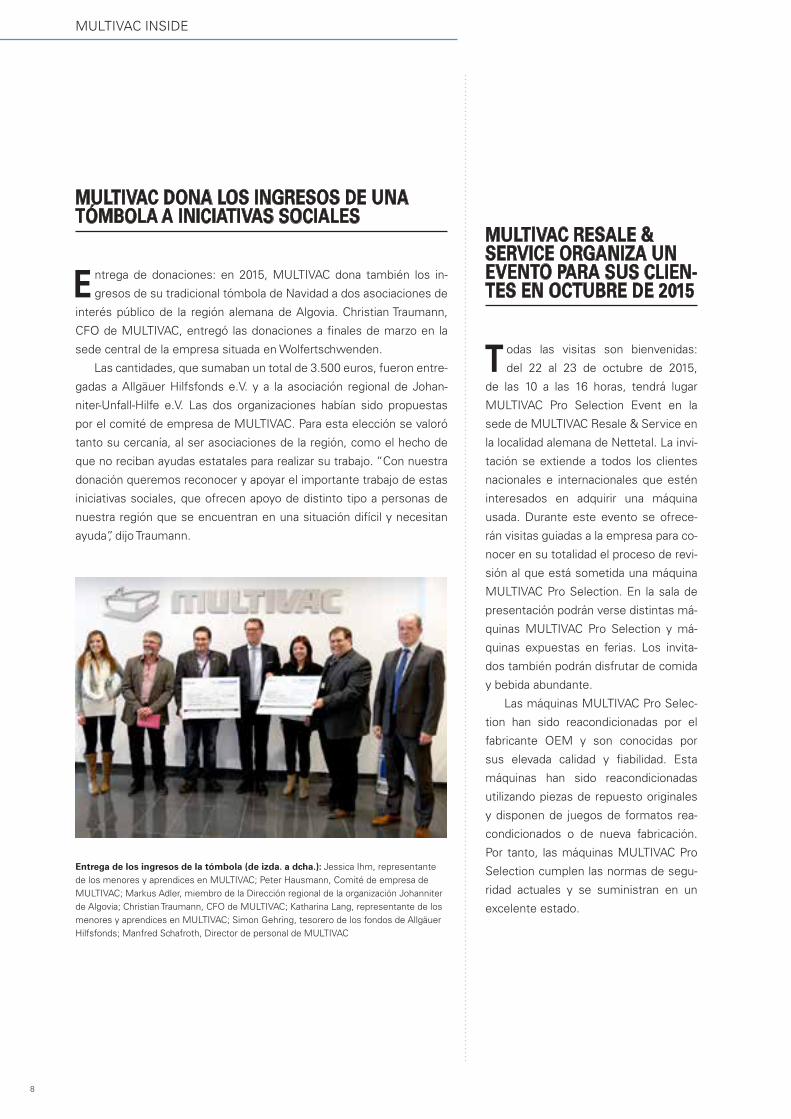
MULTIVAC DONA LOS INGRESOS DE UNA TÓMBOLA A INICIATIVAS SOCIALES
E ntrega de donaciones: en 2015, MULTIVAC dona también los in-
gresos de su tradicional tómbola de Navidad a dos asociaciones de
interés público de la región alemana de Algovia. Christian Traumann,
CFO de MULTIVAC, entregó las donaciones a finales de marzo en la
sede central de la empresa situada en Wolfertschwenden.
Las cantidades, que sumaban un total de 3.500 euros, fueron entre-
gadas a Allgäuer Hilfsfonds e.V. y a la asociación regional de Johan-
niter-Unfall-Hilfe e.V. Las dos organizaciones habían sido propuestas
por el comité de empresa de MULTIVAC. Para esta elección se valoró
tanto su cercanía, al ser asociaciones de la región, como el hecho de
que no reciban ayudas estatales para realizar su trabajo. “Con nuestra
donación queremos reconocer y apoyar el importante trabajo de estas
iniciativas sociales, que ofrecen apoyo de distinto tipo a personas de
nuestra región que se encuentran en una situación difícil y necesitan
ayuda”, dijo Traumann.
Entrega de los ingresos de la tómbola (de izda. a dcha.): Jessica Ihm, representante de los menores y aprendices en MULTIVAC; Peter Hausmann, Comité de empresa de MULTIVAC; Markus Adler, miembro de la Dirección regional de la organización Johanniter de Algovia; Christian Traumann, CFO de MULTIVAC; Katharina Lang, representante de los menores y aprendices en MULTIVAC; Simon Gehring, tesorero de los fondos de Allgäuer Hilfsfonds; Manfred Schafroth, Director de personal de MULTIVAC
MULTIVAC RESALE & SERVICE ORGANIZA UN EVENTO PARA SUS CLIEN-TES EN OCTUBRE DE 2015
T odas las visitas son bienvenidas:
del 22 al 23 de octubre de 2015,
de las 10 a las 16 horas, tendrá lugar
MULTIVAC Pro Selection Event en la
sede de MULTIVAC Resale & Service en
la localidad alemana de Nettetal. La invi-
tación se extiende a todos los clientes
nacionales e internacionales que estén
interesados en adquirir una máquina
usada. Durante este evento se ofrece-
rán visitas guiadas a la empresa para co-
nocer en su totalidad el proceso de revi-
sión al que está sometida una máquina
MULTIVAC Pro Selection. En la sala de
presentación podrán verse distintas má-
quinas MULTIVAC Pro Selection y má-
quinas expuestas en ferias. Los invita-
dos también podrán disfrutar de comida
y bebida abundante.
Las máquinas MULTIVAC Pro Selec-
tion han sido reacondicionadas por el
fabricante OEM y son conocidas por
sus elevada calidad y fiabilidad. Esta
máquinas han sido reacondicionadas
utilizando piezas de repuesto originales
y disponen de juegos de formatos rea-
condicionados o de nueva fabricación.
Por tanto, las máquinas MULTIVAC Pro
Selection cumplen las normas de segu-
ridad actuales y se suministran en un
excelente estado.
8
MULTIVAC INSIDE

MULTIVAC INVITA A ESCOLARES
L os oficios de la industria del envasado en vivo: en mayo
y julio de 2015, MULTIVAC abrió dos veces su taller de
formación de la localidad de Wolfertschwenden a los es-
colares de la región interesados en realizar una formación
profesional, presentándose como una empresa atractiva
que contrata jóvenes en periodo de formación. Dentro de
estos actos, los participantes recibieron información en
las distintas etapas de su recorrido sobre los diversos ofi-
cios que pueden aprenderse en MULTIVAC y sobre el pro-
ceso de formación. Aprendices de distintas áreas de la
empresa respondieron a las preguntas de los escolares.
El programa se completó con un curso de presentación
de solicitudes de trabajo y con la fabricación por grupos
de un reloj a partir de sus distintas piezas. MULTIVAC,
uno de los mayores empleadores de la región, ofrece a
los jóvenes contratos de formación en oficios técnicos y
comerciales, así como en el área de TI. Actualmente, 130
jóvenes reciben una formación en los centros de produc-
ción de Wolfertschwenden (Algovia), Lechaschau (Tirol) y
Enger (Westfalia del Este).
MULTIVAC COREA@SEOUL FOOD 2015
P resentación en ferias: a mediados de mayo, MULTIVAC Corea presentaba en la Seoul Food 2015 soluciones innova-
doras de envasado para el sector alimentario. Entre los equipos expuestos se encontraban distintas termoformado-
ras, termoselladoras, máquinas de campana y de cinta con campana para diversas aplicaciones del sector alimentario.
Entre ellas, fue la termoformadora R 105 MultiFresh™ la que más despertó el interés de los visitantes de la feria. Este
modelo básico para fabricar envases al vacío tipo skin se exponía por primera vez en Corea.
UPDATE 2 ´15

MULTIVAC CHINA INAUGURA UNA NUEVA OFICINA DE VENTAS Y ORGANIZA UN “DÍA DE LAS FAMILIAS”
M ULTIVAC amplía su red de distribución: en China
está presente con su propia sociedad subsidiaria
desde 2008. Hace poco inauguraba en Wuhan una nue-
va oficina de ventas para poder ofrecer a sus clientes de
China central un servicio de atención al cliente aun mejor.
MULTIVAC China cuenta en total con unos 40 emplea-
dos. Otras oficinas se encuentran en Shanghái, Pekín,
Hong Kong y Taiwán.
En septiembre de 2015, MULTIVAC China invitará por
primera vez en Shanghái a todos sus empleados a dis-
frutar con sus familias de un día de puertas abiertas con
actos informativos acerca de MULTIVAC, juegos para los
niños y un bufet.
MULTIVAC PAÍSES BAJOS ORGANIZA UN EVENTO PARA SUS CLIENTES JUNTO CON EMPRESAS COLABORADORAS
P artners4food: junto con empre-
sas colaboradoras que proveen
soluciones de etiquetado y softwa-
re como Espera, ReflexSystems,
Etiket Nederland y SRC, MULTIVAC
Países Bajos invita a sus clientes a
un evento dedicado al envasado de
productos alimenticios que se cele-
brará en Utrecht el 8 de octubre. El
acto comenzará con una comida e
incluirá distintas presentaciones de
empresas que actúan en este mer-
cado sobre los temas “Evolución de
la industria del envasado”, “Normas
relativas al envasado”, “Modos de
financiación alternativos” y “Evolu-
ción del comercio minorista”. Tras las
presentaciones, los participantes es-
tán invitados a establecer contactos
mientras disfrutan de unos aperitivos
y bebidas.
INSTITUCIONES EDUCATIVAS APROVECHAN LA OPORTUNIDAD DE VISITAR LA EMPRESA
D amos la bienvenida a estudiantes y escolares: grupos
de visitantes de distintas instituciones educativas vi-
sitan con regularidad la sede de MULTIVAC en Wolferts-
chwenden. Once grupos han aprovechado desde princi-
pios de año la posibilidad de hacer una visita a nuestra
planta, entre ellos los formados por estudiantes de las
escuelas superiores de Kempten, München, Hannover y
Berlin, de la escuela superior de medios de comunica-
ción de Stuttgart, de la escuela técnica de carnicería de
Kulmbach y del grupo de trabajo Weihenstephaner Indus-
trie Runde de la universidad técnica de Múnich, así como
escolares del instituto de enseñanza técnica secundaria
de Kempten y de la escuela técnica estatal de informáti-
ca aplicada a la empresa de Memmingen. Aparte de una
presentación de la empresa y una visita guiada a nuestra
planta, el programa está siempre adaptado a los intere-
ses de cada participante, ya se trate de las últimas ten-
dencias en el envasado, de aplicaciones de la tecnología
alimentaria o de la realización de prácticas con las envasa-
doras. Los participantes no solo pueden informarse sobre
las últimas tendencias del sector o sobre tecnologías del
envasado sino que tienen la oportunidad de conocer a un
atractivo empleador como es MULTIVAC. Nos alegra es-
pecialmente que algunos de estos visitantes vuelvan a
MULTIVAC como estudiantes en prácticas o para trabajar
en la producción durante su carrera universitaria o bien,
tras finalizar sus estudios, como empleados.
10
MULTIVAC INSIDE

MULTIVAC RUMANÍA PATROCINA UN PROYECTO DESTINADO A DESA-RROLLAR MODELOS AGRÍCOLAS SOSTENIBLES
P atrocinio: MULTIVAC Rumanía apoya el proyecto “Mo-
delos agrícolas sostenibles en zonas montañosas de
Rumanía” cediendo seis máquinas de campana modelo
C 100. El objetivo del proyecto es incrementar la sosteni-
bilidad de la ganadería en los Cárpatos Rumanos gracias
a la integración de métodos de trabajo tradicionales en un
sistema económico moderno. El proyecto, apoyado por
distintas empresas colaboradoras, se puso en marcha
en enero de 2014 y finalizará en diciembre de 2016. Las
máquinas de campana se utilizan en el marco de este
proyecto para envasar productos lácteos.
PROGRAMA DE VACACIONES PARA LOS HIJOS DE NUESTROS EMPLEADOS
P equeños investigadores descubren la naturaleza y la
técnica: por cuarta vez, MULTIVAC organiza a princi-
pios de agosto en Wolfertschwenden un programa de va-
caciones de una semana para los hijos de sus empleados
con edades comprendidas entre cinco y doce años. ¿Qué
es un arcoiris y cómo se forman sus colores? ¿Qué tiene
en común un móvil con una libélula o una almeja con un
centro comercial? ¿Cómo se construyen las casas y los
puentes? 60 niños han podido experimentar, jugar y ser
creativos mientras trataban temas relacionados con la na-
turaleza y la técnica. Con este programa, dirigido por la
institución educativa de interés público Science-Lab e.V.,
MULTIVAC quiere ayudar a sus empleados a pasar una
parte del periodo de vacaciones de los niños.
11

HOY EN DÍA ES INDISPENSABLE EL MAR-
CADO DE LOS PRODUCTOS. ESTE MAR-
CADO APORTA INFORMACIÓN SOBRE EL
PRODUCTO, ADOPTA UNA FUNCIÓN DE
MARKETING MEDIANTE SU DISEÑO PER-
SONALIZADO Y GARANTIZA LA AUTENTI-
CIDAD Y LA TRAZABILIDAD.
Con motivo de la FachPack, cuyo tema este
año gira alrededor del “marcado y etiquetado”,
hablamos con Volker Gerloff, Director General
de MULTIVAC Marking & Inspection, sobre las
principales tendencias que se imponen en este sector.
Señor Gerloff, ¿qué productos suelen etiquetarse con las soluciones que ofrece su empresa?Volker Gerloff: Nuestros clientes pertenecen principal-
mente a la industria alimentaria. Nuestros sistemas
etiquetan carne, embutidos, queso, pescado, dulces e
incluso platos preparados. Aquí también se incluye el
marcado de los envases que no se fabrican con envasa-
doras MULTIVAC como, p. ej., vasos, botellas o cajas de
cartón que sirven como embalaje secundario.
Entre nuestros clientes también hay empresas de
ingeniería médica y de la industria farmacéutica. En este
sector prevemos un elevado potencial de crecimiento en
términos de soluciones de marcado e inspección muy
exigentes desde el punto de vista técnico.
12
TEMA CENTRAL

“INVERTIMOS DE FORMA MASIVA EN EL DESARROLLO DE PRODUCTOS INNOVADORES”.

¿Para usted cuáles han sido los avances más impor-tantes en el mercado de soluciones de etiquetado y marcado en los últimos años?Gerloff: Considero que ha habido dos avances decisivos:
el marcado sin tener que detener la máquina durante el
proceso de envasado y la colocación de información deta-
llada sobre el producto. Además, los clientes exigen una
gran flexibilidad para el marcado de lotes pequeños. Estas
tendencias se imponen sobre todo en nuestro mercado
por excelencia: la industria alimentaria.
El proceso de producción se optimiza mediante el eti-
quetado sin interrupciones. Lo anterior permite aumen-
tar la cantidad de etiquetas colocadas y al mismo tiempo
reduce los costes. Al cambiar el rollo de etiquetas o el
material fungible de la impresora (como la cinta entinta-
dora o la tinta), no debe detenerse la línea de envasado.
¿Cómo puede garantizarse este marcado sin interrupciones?Gerloff: Lo conseguimos mediante soluciones de mar-
cado redundantes, es decir, instalamos varias etiquetado-
ras o impresoras en una envasadora o bien etiquetadoras
con cinta transportadora con varios dispensadores de eti-
quetas detrás de una envasadora. Así puede sustituirse el
material fungible en un dispensador de etiquetas, mien-
tras que la producción continúa sin interrupciones con el
otro dispensador.
¿Y qué exigencias hay que cumplir en lo relativo a la información detallada sobre el producto?Gerloff: Por una parte existen disposiciones legales para
proteger al consumidor y, por la otra, normas sobre la
información relativa al producto y al fabricante. Con el
reglamento sobre información alimentaria que rige desde
diciembre de 2014, se amplió enormemente el contenido
informativo de las etiquetas y otras formas de marcado
con datos como, p. ej., el país de origen del alimento o
el etiquetado de alérgenos. A partir de diciembre de 2016
pasará a ser obligatorio el etiquetado sobre propiedades
nutritivas de los alimentos en la UE, que hasta ahora era
voluntario. Desde ese momento, los envases deberán
contar con la información sobre el valor energético, la
grasa, las grasas saturadas, los hidratos de carbono, el
azúcar, las proteínas y el contenido en sal.
Otra tendencia es el uso de códigos QR o Datamatrix
donde hay oculta una dirección web que se puede esca-
near con el smartphone y que ofrece información adicio-
nal sobre un producto.
Canto distribuidor móvilEl canto distribuidor móvil
compensa ligeras diferen-
cias de altura entre los
productos y adhiere la eti-
queta presionándola con
un rodillo de apriete.
Canto distribuidor mecánicoEl canto distribuidor de
accionamiento mecánico
resulta adecuado para
productos que divergen
mucho en altura.
Canto distribuidor acodadoEl canto distribuidor aco-
dado aplica etiquetas en
la parte frontal de los pro-
ductos y las presiona en
las esquinas de la cara
superior.
Canto distribuidor fijoEl canto distribuidor fijo
también aplica etiquetas
en cavidades poco pronun-
ciadas y las presiona con
un cepillo para que queden
bien adheridas.
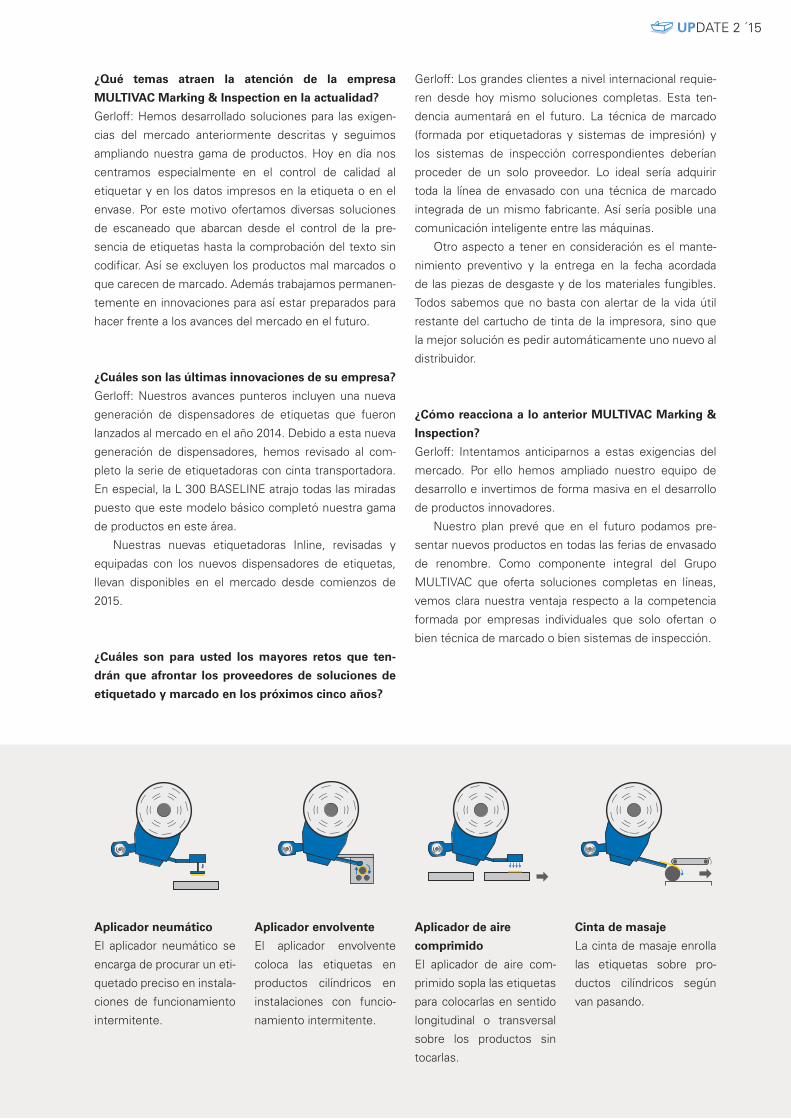
APLICADORES PARA DISPENSADORES DE ETIQUETAS
Para poder etiquetar de forma segura y precisa productos de las más variadas formas y características, los dispen-
sadores de etiquetas de MULTIVAC se pueden equipar con diferentes aplicadores que se encargan de transferir las
etiquetas con precisión y de adherirlas de forma segura.
TEMA CENTRAL
¿Qué temas atraen la atención de la empresa MULTIVAC Marking & Inspection en la actualidad?Gerloff: Hemos desarrollado soluciones para las exigen-
cias del mercado anteriormente descritas y seguimos
ampliando nuestra gama de productos. Hoy en día nos
centramos especialmente en el control de calidad al
etiquetar y en los datos impresos en la etiqueta o en el
envase. Por este motivo ofertamos diversas soluciones
de escaneado que abarcan desde el control de la pre-
sencia de etiquetas hasta la comprobación del texto sin
codificar. Así se excluyen los productos mal marcados o
que carecen de marcado. Además trabajamos permanen-
temente en innovaciones para así estar preparados para
hacer frente a los avances del mercado en el futuro.
¿Cuáles son las últimas innovaciones de su empresa? Gerloff: Nuestros avances punteros incluyen una nueva
generación de dispensadores de etiquetas que fueron
lanzados al mercado en el año 2014. Debido a esta nueva
generación de dispensadores, hemos revisado al com-
pleto la serie de etiquetadoras con cinta transportadora.
En especial, la L 300 BASELINE atrajo todas las miradas
puesto que este modelo básico completó nuestra gama
de productos en este área.
Nuestras nuevas etiquetadoras Inline, revisadas y
equipadas con los nuevos dispensadores de etiquetas,
llevan disponibles en el mercado desde comienzos de
2015.
¿Cuáles son para usted los mayores retos que ten-drán que afrontar los proveedores de soluciones de etiquetado y marcado en los próximos cinco años?
Gerloff: Los grandes clientes a nivel internacional requie-
ren desde hoy mismo soluciones completas. Esta ten-
dencia aumentará en el futuro. La técnica de marcado
(formada por etiquetadoras y sistemas de impresión) y
los sistemas de inspección correspondientes deberían
proceder de un solo proveedor. Lo ideal sería adquirir
toda la línea de envasado con una técnica de marcado
integrada de un mismo fabricante. Así sería posible una
comunicación inteligente entre las máquinas.
Otro aspecto a tener en consideración es el mante-
nimiento preventivo y la entrega en la fecha acordada
de las piezas de desgaste y de los materiales fungibles.
Todos sabemos que no basta con alertar de la vida útil
restante del cartucho de tinta de la impresora, sino que
la mejor solución es pedir automáticamente uno nuevo al
distribuidor.
¿Cómo reacciona a lo anterior MULTIVAC Marking & Inspection?Gerloff: Intentamos anticiparnos a estas exigencias del
mercado. Por ello hemos ampliado nuestro equipo de
desarrollo e invertimos de forma masiva en el desarrollo
de productos innovadores.
Nuestro plan prevé que en el futuro podamos pre-
sentar nuevos productos en todas las ferias de envasado
de renombre. Como componente integral del Grupo
MULTIVAC que oferta soluciones completas en líneas,
vemos clara nuestra ventaja respecto a la competencia
formada por empresas individuales que solo ofertan o
bien técnica de marcado o bien sistemas de inspección.
Aplicador de aire comprimidoEl aplicador de aire com-
primido sopla las etiquetas
para colocarlas en sentido
longitudinal o transversal
sobre los productos sin
tocarlas.
Aplicador envolventeEl aplicador envolvente
coloca las etiquetas en
productos cilíndricos en
instalaciones con funcio-
namiento intermitente.
Cinta de masajeLa cinta de masaje enrolla
las etiquetas sobre pro-
ductos cilíndricos según
van pasando.
Aplicador neumáticoEl aplicador neumático se
encarga de procurar un eti-
quetado preciso en instala-
ciones de funcionamiento
intermitente.
UPDATE 2 ´15
LAS NUEVAS ETIQUETADORAS INLINE DE MULTIVAC MARKING & INSPECTION
SE LANZARON AL MERCADO A COMIENZOS DEL AÑO 2015. HEMOS HABLADO
CON THOMAS DÖMER, RESPONSABLE DE VENTAS OEM EN MULTIVAC
MARKING & INSPECTION, ACERCA DE LOS ÁMBITOS DE APLICACIÓN Y
VENTAJAS DE ESTOS NUEVOS SISTEMAS DE ETIQUETADO.
TEMA CENTRAL

“DESTACAMOS POR NUESTRAS SOLUCIONES PLUG & PLAY”.
Señor Dömer, MULTIVAC ha revisado completamente su serie de etiquetadoras. ¿Cuáles son las principales novedades en la serie Inline?
Thomas Dömer: Las etiquetadoras Inline se han
equipado con una nueva generación de dispen-
sadores de etiquetas que MULTIVAC Marking
& Inspection lleva comercializando desde el año
2014. Esta nueva generación de dispensadores de etique-
tas trabaja con el protocolo de comunicaciones Modbus,
mediante el cual pueden comunicarse todos los contro-
ladores lógicos programables (PLC) modernos. Esto es
especialmente importante en términos de la integración
de nuestras etiquetadoras en controles de otros fabrican-
tes de maquinaria. Gracias a una servotecnología puntera,
es decir, a un motor optimizado para el proceso de etique-
tado, pueden alcanzarse altas velocidades y una precisión
de etiquetado máxima. Lo anterior nos es de gran utilidad
si tenemos en cuenta el considerable aumento en los últi-
mos años de las exigencias en términos de rendimiento
de la etiquetadora y exactitud del posicionamiento.
Gracias a su tecnología integrada de control y accio-
namiento, los nuevos dispensadores de etiquetas ocupan
muy poco espacio puesto que se prescinde del armario
de control. El terminal de mando independiente puede
ubicarse de forma óptima, ergonómica y cumpliendo las
exigencias.
¿A qué mercados y clientes está orientada la serie de etiquetadoras Inline?Dömer: Nuestras nuevas etiquetadoras Inline están des-
tinadas a varios sectores. Principalmente se emplean en
la industria agroalimentaria pero también en la ingeniería
médica, en el sector de pinturas y barnices o en los emba-
lajes secundarios. Entre nuestros clientes contamos con
fabricantes de envasadoras, entre los que destacan fabri-
cantes de envasadoras verticales y horizontales en bolsas
tubulares o envolvedoras, así como proveedores de inge-
niería de sistemas.
¿Cuáles son los retos específicos de estos grupos?Dömer: El mayor reto es la adaptación de nuestras eti-
quetadoras a las circunstancias in situ, es decir, a su
montaje en envasadoras o dispositivos de transporte
muy diversos. Por ello damos especial importancia a la
integración de nuestras soluciones de etiquetado en los
controles correspondientes.
¿Cómo afronta MULTIVAC estos retos?Dömer: Destacamos por nuestras soluciones Plug & Play
y contamos con más de 30 años de experiencia en el área
de etiquetadoras Inline. El cliente recibe un dispensador
de etiquetas equipado completamente con el soporte
o las piezas de ampliación adecuadas; de esta forma,
MULTIVAC Marking & Inspection asume la integración
del sistema de etiquetado de forma constructiva en el
proceso total.
Al igual que en las demás series de productos, nues-
tras etiquetadoras Inline también disponen de una estruc-
tura modular. De esta forma garantizamos que usted
reciba siempre la solución óptima desde el punto de vista
técnico y económico. Además, las etiquetadoras Inline de
MULTIVAC ofrecen la máxima conectividad para diversos
entornos de control.
¿Qué tendencias considera usted las más importan-tes en el área de etiquetadoras Inline?Dömer: Cada vez recibimos más consultas sobre solu-
ciones de marcado en salas limpias. Por ejemplo, las
envasadoras en bolsas tubulares suelen situarse en salas
blancas y se someten a una limpieza a alta presión. Para
este ámbito de aplicación, MULTIVAC ofrece dispensa-
dores de etiquetas con la clase de protección IP69K.
Estos dispensadores también cuentan con el certificado
emitido por el USDA para comercializarse en el mercado
estadounidense.
Otra tendencia es el montaje de dos etiquetadoras
Inline en una envasadora, para así poder aplicar dos eti-
quetas diferentes en un envase. Muchos fabricantes
desean colocar una etiqueta promocional (con mensajes
como “oferta”, “nuevo”, “prueba gratuita”, “precio imbati-
ble”, etc.) junto a la etiqueta que contiene la información
del fabricante y los ingredientes.
¿Cómo ha reaccionado el mercado?Dömer: Las soluciones suministradas hasta el momento
funcionan con gran estabilidad y hemos cumplido al
100 % las exigencias que se nos presentaron.
17
UPDATE 2 ´15

TEMA CENTRAL
CINTAS CON CORREA DEN-TADA EN LUGAR DE CORREAS DE TRANSPORTEDEPENDIENDO DEL PRODUCTO Y DE LA COLOCACIÓN
DE LAS ETIQUETAS, PUEDEN UTILIZARSE DIVERSAS
SOLUCIONES DE TRANSPORTE DURANTE EL ETI-
QUETADO. CON LAS NUEVAS CINTAS CON CORREA
DENTADA, MULTIVAC MARKING & INSPECTION HA
DESARROLLADO UNA ALTERNATIVA A LA CORREA DE
TRANSPORTE. ESTAS EVITAN ACTIVACIONES ERRÓ-
NEAS CAUSADAS POR RESTOS DE ETIQUETAS Y FACILI-
TAN EL MANEJO Y LA INSPECCIÓN.
19
UPDATE 2 ´15

Las etiquetadoras con cinta transportadora son
muy versátiles: con ellas podrá colocar las etique-
tas desde cualquier lado sobre el envase (desde
arriba, abajo, por los lados o de canto). Las tapas
de quita y pon también pueden fijarse con la etiqueta. El
espectro de potencia y de aplicación de los sistemas con
cinta transportadora abarca desde sencillas aplicaciones
estándar en las que el producto se introduce en parte de
forma manual, hasta complejas aplicaciones de alto rendi-
miento en combinación con sistemas de inspección que
se emplean en líneas de envasado automatizadas.
Soluciones de transporte para diversas tareas de marcado, productos y sectoresDada la gran variedad de aplicaciones, es obvio que no
todos los productos puedan transportarse de la misma
forma hasta el dispensador de etiquetas. En función de
cada necesidad, MULTIVAC Marking & Inspection ofrece
soluciones de transporte muy diversas, entre las que des-
tacan también soluciones específicas para cada cliente.
“El dispositivo de transporte escogido en cada caso
depende del producto y del tipo de colocación de las eti-
quetas”, aclara Karsten Strothmann, director de ventas
de MULTIVAC Marking & Inspection. “Hay que tener en
cuenta lo fuerte de debe adherirse el producto a la base
durante su transporte”.
Por ejemplo, en el sector alimentario se envasan
muchos productos en bandejas o en envases termofor-
mados. Por regla general, estos se transportan en correas
con distintos recubrimientos, p. ej., poliuretano termo-
plástico (TPU) o silicona. Para los productos cilíndricos
como la mercancía de calibre grande que debe transpor-
tarse en horizontal, las cintas transportadoras de rodillos
son la mejor solución. Este sistema es especialmente
adecuado para productos médicos o farmacéuticos como
tubos de pastillas o jeringas de insulina. Si por el contra-
rio, el contenido del envase es líquido, deberá elegirse
por motivos de higiene una cadena de eslabones. Esta
puede limpiarse de forma mucho más fácil y rápida, por
ejemplo, si la cinta transportadora queda manchada por
aceite o salsas de los productos gourmet. Las cadenas
de eslabones se suelen utilizar cuando se desea girar el
producto sin complicaciones para, por ejemplo, orientar la
etiqueta respecto a un asa o a una pestaña de soldadura.
Por regla general, el dispositivo de transporte debe
garantizar que los envases sean accesibles al dispensa-
dor de etiquetas y al dispositivo de apriete eventualmente
disponible desde todos los lados que se desean etique-
tar. Como ejemplo: para la soldadura de cajas plegables
son apropiadas correas dentadas verticales entre las
cuales se fijan las cajas con objeto de poder alcanzar sus
solapas.
Exigencias muy variadas respecto a la adherencia de los envases Justo en el momento en que la etiqueta se coloca en el
envase, esta no debe moverse de su sitio. Es por ello
que en esta posición suelen encontrarse correas de aga-
rre, es decir, correas adhesivas. Por el contrario, en el
área de entrada y salida de la etiquetadora, los produc-
tos tienen que desplazarse en muchos casos colocados
sobre la cinta transportadora. Esto es esencial para un
flujo óptimo de los envases en casos como cuando debe
reducirse la velocidad de la báscula de control que pre-
cede a la línea, cuando los envases deben desviarse a
una cinta de salida separada o cuando desee desechar los
envases defectuosos en transversal al sentido de marcha.
De estas tareas se encargan las correas no adhesivas.
Dependiendo del perfil de exigencias, a lo largo de la línea
pueden emplearse varios segmentos de cinta con distin-
tas correas de transporte, para así cumplir las exigencias
correspondientes a cada posición.
Nuevos desafíosPodemos reconocer dos tendencias del mercado: por
una parte aumenta permanentemente la eficiencia de las
líneas de envasado y en su funcionamiento continuo no
hay lugar para interrupciones. Por la otra, la calidad del
marcado se comprueba, cada vez con más frecuencia,
directamente en la etiquetadora.
Esta primera exigencia puede cumplirse con las solu-
ciones de transporte existentes; sin embargo, durante el
funcionamiento continuo y sin interrupciones de la línea de
envasado es cada vez más difícil para el personal manejar
la etiquetadora sin que lleguen restos de etiquetas a las
correas de transporte. En el funcionamiento continuo, la
barrera fotoeléctrica puede activarse por descuido, p. ej.
al cambiar el rollo de etiquetas, lo que da como resultado
que la siguiente etiqueta caiga sin querer sobre la correa.
Estos restos de etiqueta no solo causan mala impresión,
sino que también pueden provocar fallos sucesivos. Si la
barrera fotoeléctrica del producto considera un resto de
etiqueta ubicado en la cinta transportadora como un ver-
dadero producto, esto acarrea una distribución de etique-
tas errónea. El problema reside en lo difícil que es retirar
estos restos de etiquetas de las correas.
La segunda exigencia, la accesibilidad del producto para
el control de marcado, la cumple MULTIVAC Marking &
Inspection con varias soluciones. Para el etiquetado en
20
TEMA CENTRAL
la parte inferior del envase se ofrecen varias opciones, p.
ej., una cinta de inspección especial en la que el producto
marcha sobre varias correas tubulares o bien muescas en
las correas específicas para el cliente, mediante las cua-
les la cámara puede visualizar el producto.
Alternativa a la correaLas dos exigencias hicieron que el fabricante de siste-
mas de etiquetado reaccionara de la misma forma en
vistas al desarrollo de nuevas soluciones de transporte:
construyendo una alternativa a la correa de transporte
convencional.
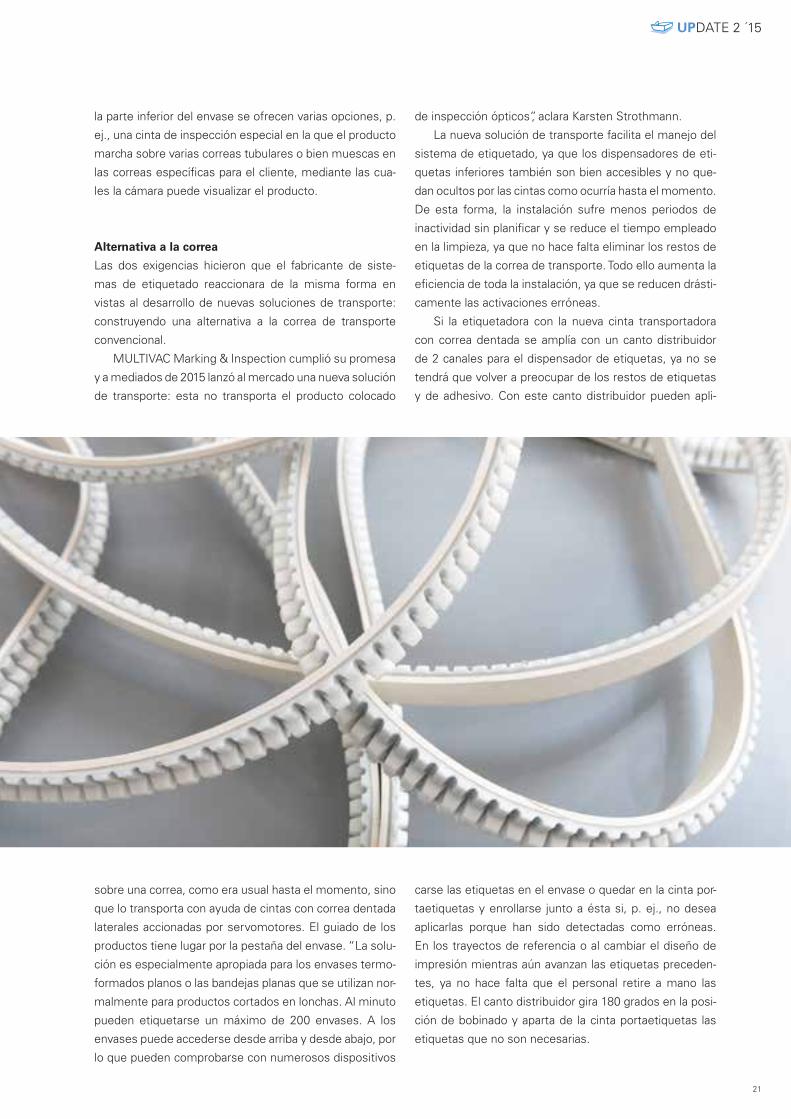
MULTIVAC Marking & Inspection cumplió su promesa
y a mediados de 2015 lanzó al mercado una nueva solución
de transporte: esta no transporta el producto colocado
sobre una correa, como era usual hasta el momento, sino
que lo transporta con ayuda de cintas con correa dentada
laterales accionadas por servomotores. El guiado de los
productos tiene lugar por la pestaña del envase. “La solu-
ción es especialmente apropiada para los envases termo-
formados planos o las bandejas planas que se utilizan nor-
malmente para productos cortados en lonchas. Al minuto
pueden etiquetarse un máximo de 200 envases. A los
envases puede accederse desde arriba y desde abajo, por
lo que pueden comprobarse con numerosos dispositivos
de inspección ópticos”, aclara Karsten Strothmann.
La nueva solución de transporte facilita el manejo del
sistema de etiquetado, ya que los dispensadores de eti-
quetas inferiores también son bien accesibles y no que-
dan ocultos por las cintas como ocurría hasta el momento.
De esta forma, la instalación sufre menos periodos de
inactividad sin planificar y se reduce el tiempo empleado
en la limpieza, ya que no hace falta eliminar los restos de
etiquetas de la correa de transporte. Todo ello aumenta la
eficiencia de toda la instalación, ya que se reducen drásti-
camente las activaciones erróneas.
Si la etiquetadora con la nueva cinta transportadora
con correa dentada se amplía con un canto distribuidor
de 2 canales para el dispensador de etiquetas, ya no se
tendrá que volver a preocupar de los restos de etiquetas
y de adhesivo. Con este canto distribuidor pueden apli-
carse las etiquetas en el envase o quedar en la cinta por-
taetiquetas y enrollarse junto a ésta si, p. ej., no desea
aplicarlas porque han sido detectadas como erróneas.
En los trayectos de referencia o al cambiar el diseño de
impresión mientras aún avanzan las etiquetas preceden-
tes, ya no hace falta que el personal retire a mano las
etiquetas. El canto distribuidor gira 180 grados en la posi-
ción de bobinado y aparta de la cinta portaetiquetas las
etiquetas que no son necesarias.
21
UPDATE 2 ´15

ELEVADA SEGURI-DAD DE MANEJO Y CONTROL DE PESO FIABLEMEJOR INTEGRACIÓN EN LÍNEAS DE BÁSCULAS DE CONTROL
CONTROL DE PESO CONTROL DE PESO FIABLEFIABLEMEJOR INTEGRACIÓN EN LÍNEAS DE BÁSCULAS DE CONTROL
INNOVACIONES Y PRODUCTOS


INNOVACIONES Y PRODUCTOS
Las básculas de control de MULTIVAC trabajan
ahora mano a mano con las envasadoras y sis-
temas de marcado de MULTIVAC: la carga de
una nueva receta mediante el terminal de mando
HMI 2.0 de MULTIVAC controla a su vez, automática-
mente, los ajustes para la báscula de control y, si existe, el
detector de metales. La integración simplifica el manejo,
reduce la interacción hombre-máquina e incrementa el
grado de automatización y la seguridad del proceso.
En vistas a conseguir un elevado rendimiento de toda
la instalación y un control eficiente del flujo de producto
se recomienda una integración profunda de la báscula de
control en el control de líneas. MULTIVAC puede cum-
plir estas exigencias al integrar en la interfaz de usuario
HMI 2.0 de sus envasadoras, las básculas de control que
se ofertan en tres campos de pesaje entre 10 y 6.000 gra-
mos. Si un usuario escoge en la envasadora la receta para
un nuevo lote de productos, se modifican de inmediato
todos los ajustes necesarios en la báscula de control. El
arranque y la parada de la báscula también se controlan
en la interfaz de usuario de la envasadora con las notifica-
ciones “lista”, “parada” o “en marcha”.
Los envases anómalos son expulsados automática-
mente del sistema.
Opcional con detector de metalesLas básculas de control de MULTIVAC están diseñadas
como básculas de dos ámbitos, lo que permite un campo
de pesaje calibrable excepcionalmente amplio. Opcio-
nalmente pueden equiparse con detectores de metales.
Estos se adaptan a cada uso específico para así alcanzar
la sensibilidad requerida y detectar toda clase de metales.
En la construcción del bastidor, MULTIVAC Marking &
Inspection se beneficia de su experiencia acumulada a lo
largo de los años en el área de etiquetadoras con cinta
transportadora. Los módulos de cintas transportadoras
y de pesaje están montados sobre un robusto soporte
de larguero doble donde puede disponerse casi cualquier
configuración de módulos de cinta diferentes. Por ello
sus bastidores presentan ventajas excepcionales: están
dimensionados de forma que no sufren deformación por
flexión y torsión y amortiguan las vibraciones. Con estas
básculas de control, garantizamos un pesaje de máxima
precisión.
Versión de dos columnas para un rendimiento elevadoPara las líneas de envasado de varias columnas,
MULTIVAC Marking & Inspection cuenta entre su gama
de productos con una versión de báscula de control de
dos columnas. Las dos columnas se manejan mediante
un terminal que ofrece todas las ventajas de la integra-
ción profunda en líneas. El cálculo del peso simultáneo
en las dos columnas permite un rendimiento elevado y
optimiza el proceso de envasado tanto en el área de unifi-
cación de líneas como al descargar los envases mediante
un módulo de manipulación.
25
UPDATE 2 ´15

PARA DISTRI-BUIR O DESVIAR ETIQUETAS CON PRECISIÓNCANTO DISTRIBUIDOR DE DOS CANALES
INNOVACIONES Y PRODUCTOS
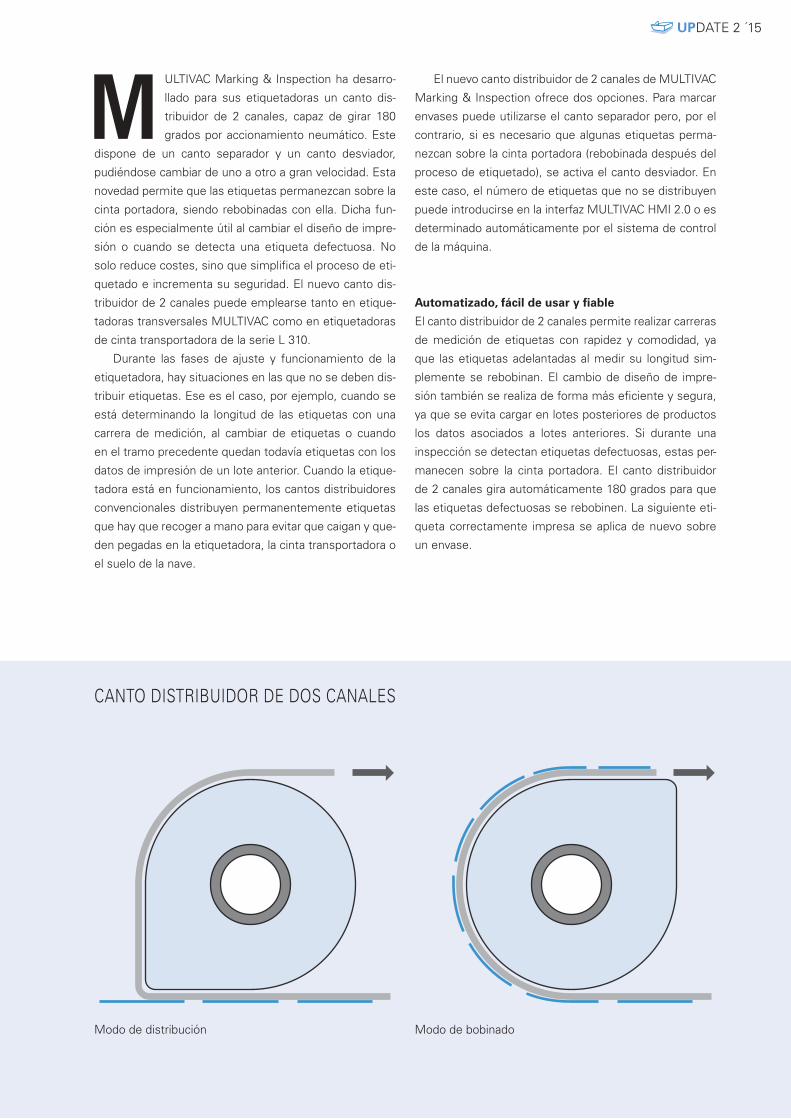
MULTIVAC Marking & Inspection ha desarro-
llado para sus etiquetadoras un canto dis-
tribuidor de 2 canales, capaz de girar 180
grados por accionamiento neumático. Este
dispone de un canto separador y un canto desviador,
pudiéndose cambiar de uno a otro a gran velocidad. Esta
novedad permite que las etiquetas permanezcan sobre la
cinta portadora, siendo rebobinadas con ella. Dicha fun-
ción es especialmente útil al cambiar el diseño de impre-
sión o cuando se detecta una etiqueta defectuosa. No
solo reduce costes, sino que simplifica el proceso de eti-
quetado e incrementa su seguridad. El nuevo canto dis-
tribuidor de 2 canales puede emplearse tanto en etique-
tadoras transversales MULTIVAC como en etiquetadoras
de cinta transportadora de la serie L 310.
Durante las fases de ajuste y funcionamiento de la
etiquetadora, hay situaciones en las que no se deben dis-
tribuir etiquetas. Ese es el caso, por ejemplo, cuando se
está determinando la longitud de las etiquetas con una
carrera de medición, al cambiar de etiquetas o cuando
en el tramo precedente quedan todavía etiquetas con los
datos de impresión de un lote anterior. Cuando la etique-
tadora está en funcionamiento, los cantos distribuidores
convencionales distribuyen permanentemente etiquetas
que hay que recoger a mano para evitar que caigan y que-
den pegadas en la etiquetadora, la cinta transportadora o
el suelo de la nave.
El nuevo canto distribuidor de 2 canales de MULTIVAC
Marking & Inspection ofrece dos opciones. Para marcar
envases puede utilizarse el canto separador pero, por el
contrario, si es necesario que algunas etiquetas perma-
nezcan sobre la cinta portadora (rebobinada después del
proceso de etiquetado), se activa el canto desviador. En
este caso, el número de etiquetas que no se distribuyen
puede introducirse en la interfaz MULTIVAC HMI 2.0 o es
determinado automáticamente por el sistema de control
de la máquina.
Automatizado, fácil de usar y fiable El canto distribuidor de 2 canales permite realizar carreras
de medición de etiquetas con rapidez y comodidad, ya
que las etiquetas adelantadas al medir su longitud sim-
plemente se rebobinan. El cambio de diseño de impre-
sión también se realiza de forma más eficiente y segura,
ya que se evita cargar en lotes posteriores de productos
los datos asociados a lotes anteriores. Si durante una
inspección se detectan etiquetas defectuosas, estas per-
manecen sobre la cinta portadora. El canto distribuidor
de 2 canales gira automáticamente 180 grados para que
las etiquetas defectuosas se rebobinen. La siguiente eti-
queta correctamente impresa se aplica de nuevo sobre
un envase.
CANTO DISTRIBUIDOR DE DOS CANALES
Modo de distribución Modo de bobinado
UPDATE 2 ´15

INNOVACIONES Y PRODUCTOS
LIMPIEZA EN HÚMEDO GRACIAS A LA CLASE DE PROTECCIÓN IP65IMPRESORA POR TERMOTRANSFERENCIA TTO 11

INNOVACIONES Y PRODUCTOS

MULTIVAC Marking & Inspection amplía su
gama de impresoras por termotransferencia
con la TTO 11. Este aparato, con un margen
de impresión de 53 mm, cumple los requisi-
tos de la clase de protección IP65 y trabaja tanto de forma
intermitente como continua.
La TTO 11, desarrollada a partir de la TTO 10, es espe-
cialmente apropiada para aplicaciones en entornos de
producción donde suelen llevarse a cabo limpiezas en
húmedo, gracias a su protección IP65. Al igual que ocu-
rre con la TTO 10, el control está integrado en la interfaz
de usuario HMI 2.0 y no se dispone de un terminal de
impresión separado. Esto no solo facilita la instalación y el
manejo, sino que también mejora las propiedades higié-
nicas de la solución de impresión, permitiendo su uso en
tareas de marcado de alimentos. La protección IP65 de la
TTO 11 continúa este concepto de higiene de forma con-
secuente: puesto que la impresora puede permanecer
en la línea de producción durante la limpieza y no debe
cubrirse, se reduce notablemente el tiempo necesario
para el proceso de lavado.
La TTO 11 puede integrarse en todos los sistemas
de envasado y marcado equipados con una interfaz de
usuario HMI 2.0 de MULTIVAC. Es adecuada tanto para
la impresión de láminas en termoformadoras y termose-
lladoras como también para la impresión de etiquetas en
etiquetadoras. La TTO 11 imprime medios muy diversos
con información invariable como textos, gráficos o logo-
tipos y también datos variables como la fecha, el número
de lote, códigos de barras o códigos en 2D. La alta reso-
lución de 300 dpi garantiza una buena legibilidad de las
letras más pequeñas.
Rentable, eficiente e higiénicaEl bastidor de montaje para la impresora TTO ofrece una
accesibilidad óptima para realizar trabajos de manteni-
miento como, por ejemplo, a la hora de sustituir la barra
térmica o para colocar la cinta entintadora. Además, este
cómodo acceso al aparato facilita los trabajos de limpieza
necesarios.
Con vistas a minimizar el tiempo empleado en el man-
tenimiento y los gastos operativos, la distancia entre dos
etiquetas o impresiones es de tan solo 0,5 milímetros;
además, una cinta entintadora larga de 1000 metros de
longitud garantiza tiempos de parada de la producción
muy breves. El accionamiento de la cinta entintadora sin
acoplamiento reduce el riesgo de desgarrar ésta y la acti-
vación de diversas funciones de ahorro de cinta entinta-
dora permite al usuario prolongar la vida útil de la lámina
para termotransferencia.
Como complemento a la técnica de impresión,
MULTIVAC también ofrece materiales de consumo ade-
cuados, como barras térmicas y cintas entintadoras de la
mejor calidad. Se pueden adquirir cinco materiales diver-
sos con diferentes proporciones de cera/resina. Gracias
al asesoramiento competente que incluye incluso prue-
bas de impresión y a la adecuación de todos los materia-
les necesarios en el proceso de marcado, se consiguen
resultados óptimos.
31
UPDATE 2 ´15

BUENOS RESUL-TADOS EN EL MERCADOR 085: UN MODELO BÁSICO PARA LAS APLICACIONES MÁS DIVERSAS
INNOVACIONES Y PRODUCTOS

La termoformadora R 085, presentada por primera
vez en la feria interpack 2014, ha ido conquistando
muy bien el mercado. Esta máquina es ideal para
fabricantes de diversos productos alimentarios
que desean incorporar a su producción el envasado
termoformado automático. Con su excelente relación
calidad-precio, la R 085 es actualmente el modelo más
económico de termoformadora de la gama ofertada por
MULTIVAC, diseñado sobre todo para pequeñas y media-
nas empresas. Sus ámbitos de aplicación abarcan desde
el envasado de carne fresca o embutidos en pequeñas
carnicerías hasta el envasado de menús o platos prepara-
dos para empresas de catering.
La R 085 está disponible con cuatro tipos de formato
estándar. La máquina se puede utilizar tanto para el pro-
cesamiento de láminas flexibles como rígidas. Con ella
pueden producirse envases al vacío y con atmósfera
modificada, lo que ofrece a los usuarios una mayor dura-
bilidad de los productos envasados. Con una profundidad
de envasado de hasta 80 mm, la R 085 ofrece una gran
variedad de posibilidades para el diseño del envase. Tanto
para los mecanismos de elevación como para la cadena
transportadora de lámina utiliza motores eléctricos, por lo
que esta máquina responde a los requisitos de mejora de
la eficiencia energética.
La R 085 viene equipada con el control IPC 06 y la
interfaz de usuario HMI 2.0 con pantalla táctil de 12,1”. La
HMI está integrada en el armario de control y garantiza un
manejo fácil de la máquina. Además, la R 085 incluye de
forma estándar un sistema de cambio rápido para horma
de formado y de soldadura, con una técnica acreditada de
inserción que facilita la adaptación de la máquina a otros
formatos de envase.
La R 085 cumple con los estándares de calidad pro-
bados de MULTIVAC. Su diseño sigue las pautas de
MULTIVAC Hygienic Design™, lo que permite una fácil
limpieza tanto interior como exterior.
33
UPDATE 2 ´15

INDUSTRIA 4.0: ¿CUÁLES SON LOS
MAYORES RETOS Y CON QUÉ SOLU-
CIONES RESPALDA MULTIVAC A SUS
CLIENTES? SOBRE TODO ELLO HEMOS
HABLADO CON GUIDO SPIX, DIRECTOR
GERENTE Y CTO DE MULTIVAC.
Sr. Spix, la Industria 4.0 es un tema muy discutido actualmente. ¿Qué importancia considera que tiene para sus clientes?
Guido Spix: En primer lugar tenemos que deli-
mitar algo para nuestros clientes en un tema
tan extenso como es el de la Industria 4.0, ya
que este nombre se aplica a cosas muy diver-
sas. A nivel general, se trata de combinar tecnologías
de la información ya conocidas y equipos de producción
innovadores con el objeto de crear nuevos productos.
En la práctica, deseamos implementar en una primera
etapa las soluciones para la Industria 4.0 que MULTIVAC
ha desarrollado ya, para beneficio de nuestros clientes
y de los consumidores finales. Un ejemplo de ello es la
trazabilidad Track and Trace en procesos de producción de
la industria alimentaria, también conocida como “Farm to
34
OTROS TEMAS
“MUCHOS DE NUESTROS CLIEN-TES NO SON CONSCIENTES DE LAS OPORTUNIDADES QUE OFRECE LA INDUSTRIA 4.0 PARA EMPRESAS DE TODOS LOS SECTORES Y TAMAÑOS.”

Fork” (en inglés, de la granja al tenedor). Las envasado-
ras MULTIVAC son capaces de recoger los datos de los
productos suministrados por los productores agrícolas y
las etapas de procesamiento precedentes y asignarlos
de forma segura a cada uno de los envases. Gracias a
ello, el consumidor puede ver dichos datos en la etiqueta
impresa. Para más información dispone también de un
código QR, vinculado a través de Internet a los datos
almacenados del producto contenido en cada uno de los
envases.
La implementación de estas soluciones plantea gran
número de retos tecnológicos, entre otros, en el campo
de la tecnología de marcado, ya que son necesarias
grandes velocidades de impresión y, a la vez, el proce-
samiento de gran cantidad de datos. MULTIVAC, líder en
innovación, se ha enfrentado a dichos retos y ha suminis-
trado ya a sus clientes algunos equipos de este tipo.
Los consumidores valoran este tipo de trazabilidad,
ya que se benefician de la calidad y seguridad de los
productos.
¿Hay entre sus clientes empresas de determinados sectores que hayan tomado medidas relacionadas con este tema antes que otras?Spix: En el tema de la trazabilidad, la industria médica y
farmacéutica nos empujó a desarrollar soluciones hace
ya unos años. Los envases de esta industria tienen que
cumplir los requisitos de individualización establecidos
por ley. El cliente final tiene que poder determinar cla-
ramente que está adquiriendo productos del fabricante
original. Para ello, cada envase ofrece gran número de
datos relativos a su proceso de fabricación y distribución.
¿Qué retos implica la Industria 4.0 para MULTIVAC?Spix: Los retos son los mismos en todos los sectores. El
retorno sobre la inversión (ROI) no puede calcularse en
unos meses. El beneficio total que puede obtenerse no
se alcanza hasta que está garantizada la disponibilidad de
recursos y datos desde la materia prima hasta el cliente
final, lo cual exige un cambio de mentalidad de muchos
de los implicados.
Hay temas como el del “tratamiento de Big Data”,
pero también el de la seguridad de los datos, están aun
pendientes. Por eso MULTIVAC quiere facilitar la incorpo-
ración a la Industria 4.0 con soluciones accesibles a nivel
tanto técnico como comercial.
¿Qué soluciones ofrece MULTIVAC para la Industria 4.0?Spix: Comenzamos muy pronto a tratar el tema de la
Industria 4.0 y ofrecemos soluciones escalables que per-
miten diseñar un proceso de envasado más eficiente y,
a la vez, altamente flexible. Por ejemplo, con MULTIVAC
OTROS TEMAS

Line Control (MLC), una unidad de control superior capaz
de coordinar los componentes de una línea de envasado.
Esta garantiza la implementación de procesos de dura-
ción optimizada, precisos, reproducibles y transparentes
y, además, es fácil de manejar.
Muchos de nuestros clientes no son conscientes de
las oportunidades que ofrece la Industria 4.0 para empre-
sas de todos los sectores y tamaños. Nosotros busca-
mos el diálogo con ellos de forma proactiva y observa-
mos cómo va aumentando el interés.
¿Qué ventajas ofrece la unidad de control MLC a sus clientes?Spix: La MLC es capaz de controlar líneas de envasado
completas en tiempo real enviando en cada instante
datos sobre el estado del proceso, valores del mismo y
situación de los productos y envases a sistemas superio-
res y, a la inversa, permite a la línea de envasado recibir
datos de dichos sistemas superiores a través de ella. Eva-
luando dichos datos las empresas pueden, por ejemplo,
optimizar su consumo de material, coordinar la adquisi-
ción del mismo basándose en datos actuales y llevar a
cabo trabajos de mantenimiento en el momento justo sin
interferir o interfiriendo solo mínimamente en la produc-
ción en marcha.
Para favorecer la comunicación entre procesos, ele-
mento fundamental de las estrategias de la Industria 4.0,
la MLC puede conectarse a sistemas de ejecución de
fabricación (MES) para el control de la producción, a pro-
gramas de planificación de recursos empresariales (ERP)
y a sistemas de recopilación de datos tanto de las máqui-
nas y como de la empresa.
¿Cuánto piensa que ha avanzado la digitalización de procesos industriales en la industria manufacturera hasta el momento?Spix: En la industria automovilística, sabemos de que la
aplicación de las ideas de la Industria 4.0 está bastante
avanzada. Una estrecha colaboración entre proveedores
de tecnologías de la información y de las destinadas a la
producción y sus clientes son la base que ha permitido
alcanzar resultados satisfactorios.
En la industria alimentaria veo aun mucho potencial
en este sentido.
UPDATE 2 ´15

UN PRODUCTO NATURAL, CRUJIENTE Y QUE SE MANTIENE SIEMPRE FRESCO
ENVASES DE TODO EL MUNDO

LA TERMOFORMADORA R 145 PRODUCE
ENVASES DE PRIMERA CALIDAD PARA
SELECTOS FRUTOS SECOS
Hace más de cinco décadas que International
Mill inauguró su primera tienda en Al-Mubara-
kiya, el conocido zoco de la capital de Kuwait.
Hoy en día aún se pueden comprar allí granos
de café tostado y nueces de productores locales. Esta
tienda ubicada en el zoco más importante de la ciudad no
es lo único que perdura desde los inicios de la empresa:
la máxima calidad de sus productos sigue siendo esencial
y se extiende por las especias, frutas desecadas y dulces
que forman la gama de productos de International Mill en
la actualidad: “La transformación de materias primas de
primera clase ha sido nuestra garantía para gozar durante
todos estos años de la simpatía de los consumidores y
poder expandir nuestro negocio”, afirma con rotundidad el
General Manager Shareef Sadeq.
Hoy en día, los productos de International Mill se
comercializan en 13 tiendas de la metrópolis del golfo
Pérsico: pueden encontrarse en supermercados con pro-
ductos regionales, en los tradicionales zocos e incluso
en los centros comerciales más modernos de Kuwait.
La empresa ha abierto además otro canal de distribu-
ción mediante sus servicios de catering, que suministran
envases en porciones individuales destinados, por ejem-
plo, a las compañías aéreas.
Para poder presentar correctamente sus selectos
aperitivos, la dirección de la empresa decidió el año
pasado rediseñar por completo los envases de los frutos
secos. “No solo nos interesaba darles un nuevo aspecto,
sino también mejorar su calidad y automatizar el proceso
de envasado”, informa Shareef Sadeq.
Calidad por encima de todoA pesar de haber envasado siempre a mano los frutos
secos, las frutas desecadas, las especias y los dulces, el
aumento de la eficiencia no fue un motivo de peso para
adquirir la termoformadora. El proyecto pretendía sobre
todo mejorar el aspecto y la calidad de los envases. “Para
una colaboración de éxito con los supermercados, cen-
tros comerciales o sevicios de catering para compañías
aéreas, los factores esenciales son la presentación apeti-
tosa del producto y la seguridad del envase”, conoce bien
Shareef Sadeq. “Teníamos muy claro que, para poder
seguir cumpliendo a largo plazo nuestra exigente premisa
en términos de fiabilidad, necesitábamos un proceso de
envasado automatizado”.
39
UPDATE 2 ´15

La búsqueda de un socio que se hiciera cargo de la
fabricación de los nuevos envases para comercializar
nuestros frutos secos en porciones, dio buenos resul-
tados muy pronto, como bien recalca Shareef Sadeq:
“MULTIVAC ya es conocida en el mercado árabe como
proveedora de soluciones de envasado fiables, rentables
y con un excelente servicio técnico. Desde el principio
pusimos nuestra plena confianza en la experiencia de
esta empresa y no nos defraudó en ningún momento.
La solución se instaló en la fecha acordada, funcionó a la
perfección desde el primer día y ha superado con creces
todas nuestras expectativas”.
Envases que abren el apetitoDesde abril de 2015, International Mill envasa con la ter-
moformadora R 145 quince variedades distintas de frutos
secos en dos tamaños: el usual en los comercios y en
porciones individuales que pueden volver a cerrarse. El
modelo de máquina elegido fue uno compacto para lotes
pequeños y medianos, puesto que en las instalaciones
de producción no se disponía de mucho espacio para
la nueva solución de envasado a la que también debían
unirse una báscula y una impresora.
La báscula se trata de una multicabezal que controla
la cantidad de cada uno de los ingredientes al rellenar
los envases con frutos secos variados. Una impresora
directa de lámina imprime los datos de producción y de
durabilidad, además de los números de lote, en la lámina
cobertora.
Para nosotros supuso un reto que el cliente deseara
exactamente el mismo color para la cavidad del envase y
la tapa. “En algunos de los 15 diseños que presentamos
para las distintas variedades de frutos secos, los tonos
de la lámina inferior no coincidían con los de la lámina
superior. Con la colaboración de un fabricante de láminas
1 1 El diseño compacto de la línea deja espacio para posteriores ampliaciones
2 La báscula multicabezal está ubicada a lo largo de la zona de carga de la R 145
3 Una etiquetadora transversal marca los envases por debajo2
3
40
ENVASES DE TODO EL MUNDO

líder, experimentamos con varios materiales antes de dar
con la solución perfecta”, comenta Philip K. Koshy, Area
Sales Manager de MULTIVAC, encargado del proyecto de
International Mill.
Pedido consecutivo como muestra de satisfacciónA pesar de estos obstáculos, International Mill pudo
poner en marcha la solución en el plazo acordado. Shareef
Sadeq no solo quedó encantado con el nuevo aspecto
de los envases: “Nuestra nueva solución garantiza el cie-
rre estanco de los envases. El envasado con atmósfera
protegida permite que nuestros productos se conserven
frescos como mínimo durante un año”, alaba el Gene-
ral Manager. De esta forma, la empresa puede fabricar
los envases de antemano y dar repuesta sin problemas
a la demanda de sus clientes, incluso cuando aumenta
de forma drástica. La satisfacción de la empresa queda
refl ejada en el pedido consecutivo que International Mill
ha adjudicado a MULTIVAC: justo después de la puesta
en servicio de su nueva línea de envasado, la empresa
encargó una segunda R 145 para la fabricación de enva-
ses de gran tamaño.
Paso de avance (mm) < 500
Profundidad de termoformado (mm) < 130
Potencia (ciclos/min) < 14*
Estándar de higiene MULTIVAC Hygienic Design™
TERMOFORMADORA R 145
TERMOFORMADORA R 145
La R 145 es una termoformadora compacta para lotes
pequeños y medianos. Su uso es muy fl exible gracias a
la posibilidad de equiparla con diversas herramientas y
ampliarla de forma modular. El control de la R 145 tiene
lugar mediante la interfaz de usuario HMI 2.0. Gracias a
la representación gráfi ca y a la memoria de recetas con
200 posiciones, la máquina se opera de forma intuitiva,
reduciendo así en gran parte la formación impartida al
personal.
La R 145 fabrica envases con una calidad reproduci-
ble, puesto que sus mecanismos de elevación distribuyen
de forma uniforme la presión de la horma de soldadura
y el servoaccionamiento de la cadena transportadora de
lámina ubica los materiales de envase de forma precisa.
Los alimentos envasados mantienen su frescura durante
mucho tiempo y quedan protegidos frente a infl uencias
externas.
La máquina responde a las pautas del MULTIVAC
Hygienic Design™, por lo que se limpia muy fácilmente.
Con objeto de permitir la limpieza a fondo del interior de
la máquina, los revestimientos laterales son de quita y
pon.
*En función del equipamiento
UPDATE 2 ´15

UNIBEL AD es una filial del mayor fabricante de produc-
tos alimenticios de Bulgaria, Bella Bulgaria, cuya presen-
cia de al menos uno de sus productos se constata en el
90 % de los establecimientos alimentarios búlgaros. La
gama de productos ofertados por esta empresa fundada
en el año 1992 abarca embutidos como salchichas, salami
y jamón, diversos tipos de masas y una gran variedad de
aperitivos congelados de pequeño y gran tamaño.
ENVASES DE TODO EL MUNDO

PRODUCTOS FRES-COS EN LUGAR DE CONGELADOSCON LA ADQUISICIÓN DE LA TERMOFORMADORA R 145, EL FABRICANTE BÚLGARO
DE MASA FILO UNIBEL PASÓ DE COMERCIALIZAR PRODUCTOS CONGELADOS A
PRODUCTOS FRESCOS. LOS NUEVOS ENVASES MANTIENEN LA MASA FRESCA
DURANTE UN LARGO PERIODO DE TIEMPO, LO QUE AMORTIGUA LOS PICOS DE
DEMANDA Y ABRE LAS PUERTAS A NUEVOS MERCADOS DE CONSUMO EN EL
EXTRANJERO.
La nueva envasadora supera todas las dificultades
De entre los más de 200 productos que comer-
cializa esta empresa, el mayor éxito reside sin
duda en la masa filo y sus derivados de la marca
Bella. “Los Banitsa, una especie de empanada
rellena de queso, son uno de los manjares preferidos en
Bulgaria y por eso es prácticamente imposible encontrar
hogares en este país que nunca hayan usado las masas
de nuestras marcas Bella o Familia”, comenta Tsvetelina
Tomina, Marketing Manager de la marca Bella Bulgaria
para Bulgaria y Rumanía.
El fabricante siempre ha antepuesto la fascinación
de los búlgaros por este producto a los desafíos que le
presenta el aumento repentino de la demanda en fun-
ción de la época del año. “Nuestra capacidad produc-
tiva era muy limitada para cubrir la gran demanda justo
antes de los días festivos. Puesto que la masa tenía una
fecha de caducidad muy breve, tampoco podíamos pro-
ducirla previamente pensando en las épocas de mayor
consumo”, expone así Tsvetelina Tomina las dificultades.
Además, la durabilidad limitada de la masa cruda obligaba
al fabricante a suministrar la mercancía congelada. Esto
43
UPDATE 2 ´15

TERMOFORMADORA R 145
encarecía el transporte y no era nada apreciado por los
consumidores; estos prefi eren por el contrario comprar
el producto fresco y en los últimos años se había notado
una bajada considerable en la demanda de productos
congelados de la marca Bella.
“La inversión en la termoformadora R 145 pudo resol-
ver de una vez nuestros problemas en términos de capa-
cidad productiva y de almacenamiento”, añade Tsvetelina
Tomina. Esta permite envasar con atmósfera modifi cada,
prolongando así la durabilidad de los productos. Gracias a
ello, UNIBEL ya no está atada al almacenamiento de pro-
ductos congelados que además consume mucha energía.
Durabilidad cinco veces mayorPara prolongar la durabilidad es indispensable mantener
una atmósfera modifi cada en el envase. El requisito para
lo anterior es disponer de costuras de soldadura de exce-
lente calidad. Los mecanismos de elevación de la R 145
distribuyen la presión de la horma de soldadura de forma
muy uniforme, para así producir envases con una calidad
de soldadura alta y reproducible. En el nuevo envase, la
masa fi lo se conserva fresca durante cinco meses, en
vez de las escasas cuatro semanas que duraba anterior-
mente. ¡Y sin tener que congelarla!
“Hasta que logramos alcanzar esta elevada calidad
del envase, tuvimos que hacer algunas pruebas con
los parámetros de la inyección de gas de protección.
MULTIVAC nos asesoró con toda profesionalidad para
encontrar la confi guración óptima para nuestro producto”,
aclara Tsvetelina Tomina. MULTIVAC ya ha demostrado
varias veces a Bella Bulgaria su competencia en térmi-
nos de asesoramiento, ya que en las otras fi liales llevan
implementadas desde hace tiempo soluciones para el
envasado de embutidos y productos cárnicos. “Nuestra
cooperación ha vuelto a dar resultados increíbles”, alaba
Tsvetelina Tomina. “Los especialistas en envasado com-
prendieron rápidamente lo que necesitábamos y elabora-
ron para nosotros la solución más apropiada”.
Demanda en aumento de masas listas para cocinarLos clientes encuentran ahora las láminas de masa en
la sección de productos frescos en vez de en la de con-
gelados y éstas se venden listas para preparar los famo-
sos Banitsas, sabrosos aperitivos salados o dulces como
Baklava y Strudel. El cambio del producto congelado por
el producto fresco es sin duda alguna uno de los moti-
vos por el que las ventas de masa fi lo han experimentado
un rápido aumento. Tsvetelina Tomina también atribuye
el interés de los clientes al moderno diseño del envase:
“Puesto que el nuevo envase termoformado deja poco
espacio a la presentación del producto y la parte delan-
tera es más pequeña que antes, tuvimos que echar mano
de nuestra creatividad. Y por lo que parece, el nuevo
diseño ha gustado mucho a los consumidores”.
Debido a su enorme éxito en el mercado, UNIBEL
ha ampliado entretanto su parque de máquinas y tra-
baja desde fi nales de 2014 con un total de tres termo-
formadoras del modelo R 145. La máquina compacta
Paso de avance (mm) < 500
Profundidad de termoformado (mm) < 130
Potencia (ciclos/min) < 14*
Estándar de higiene MULTIVAC Hygienic Design™
*En función del equipamiento
44
ENVASES DE TODO EL MUNDO
está diseñada para lotes pequeños y medianos y puede
ampliarse de forma modular con diversas herramientas.
La empresa se beneficia a diario de la ergonomía que
ofrece esta moderna envasadora para el envasado de
porciones de 500 gramos. Su manejo se realiza de forma
intuitiva a través de una pantalla táctil de 12 pulgadas
y de la interfaz gráfica de usuario HMI 2.0. Además, el
MULTIVAC Hygienic Design™ facilita la limpieza: las
máquinas de acero pueden lavarse a presión en su tota-
lidad, las cubiertas laterales son desmontables y las dis-
tancias entre piezas permiten una limpieza a fondo en
todas las áreas de la máquina.
El envasado moderno abre las puertas a nuevos mercadosGracias a las máquinas de MULTIVAC, este fabricante
aguarda con calma los picos de demanda que surgen
periódicamente: la mayor durabilidad de la masa en los
envases termoformados permite a UNIBEL aumentar
la producción justo antes de los periodos con mayor
demanda y almacenar las porciones de masa ya envasa-
das hasta el momento adecuado para su venta. De esta
forma, la empresa también puede cubrir la demanda de
los supermercados con masas frescas de primera cali-
dad, en el momento en que el consumo estacional se
triplica o cuadruplica (por ejemplo, antes de Navidad).
Con la incorporación de la R 145 también ha sido posi-
ble comercializar la masa filo en el extranjero e incluso
ha servido para aumentar las ventas. Gracias a la dura-
bilidad prolongada, los productos de primera calidad
pueden soportar ahora el transporte de larga distancia
sin mermas en su calidad. “En los últimos dos años, las
especialidades búlgaras hechas con masa filo han con-
quistado también a los consumidores de Europa Central y
Occidental”, comenta Tsvetelina Tomina. “Ahora podemos
dar respuesta perfectamente a esta demanda. La gran
flexibilidad y, sobre todo, el gran alcance que nos han
otorgado los nuevos productos, han ido desarrollándose
en un plazo muy breve hasta convertirse en una ventaja
competitiva decisiva en el mercado internacional”.
45

ENVASES DE TODO EL MUNDO

LA FLEXIBILIDAD ES LA CLAVE DEL ÉXITOEL GRUPO BELL, CON SEDE EN SUIZA, EMPLEA DIVERSAS TECNOLO-
GÍAS DE ENVASADO PARA DAR RESPUESTA DE FORMA FLEXIBLE A
LOS DESEOS DE SUS SOCIOS COMERCIALES. EN EL AÑO 2014 ESTA
EMPRESA ADQUIRIÓ OTRA TERMOSELLADORA DE MULTIVAC.
El Grupo Bell cuenta para sus productos con una amplia
gama de marcas que suman cinco en total: Bell, Abra-
ham, ZIMBO, Môssieur Polette y Hoppe. Además, Bell
produce marcas comerciales y marcas blancas para dis-
tintos proveedores. De esta forma, este grupo de empre-
sas satisface las variadas necesidades de sus clientes
pertenecientes a sectores como el comercio minorista o
mayorista, la gastronomía y la industria alimentaria.
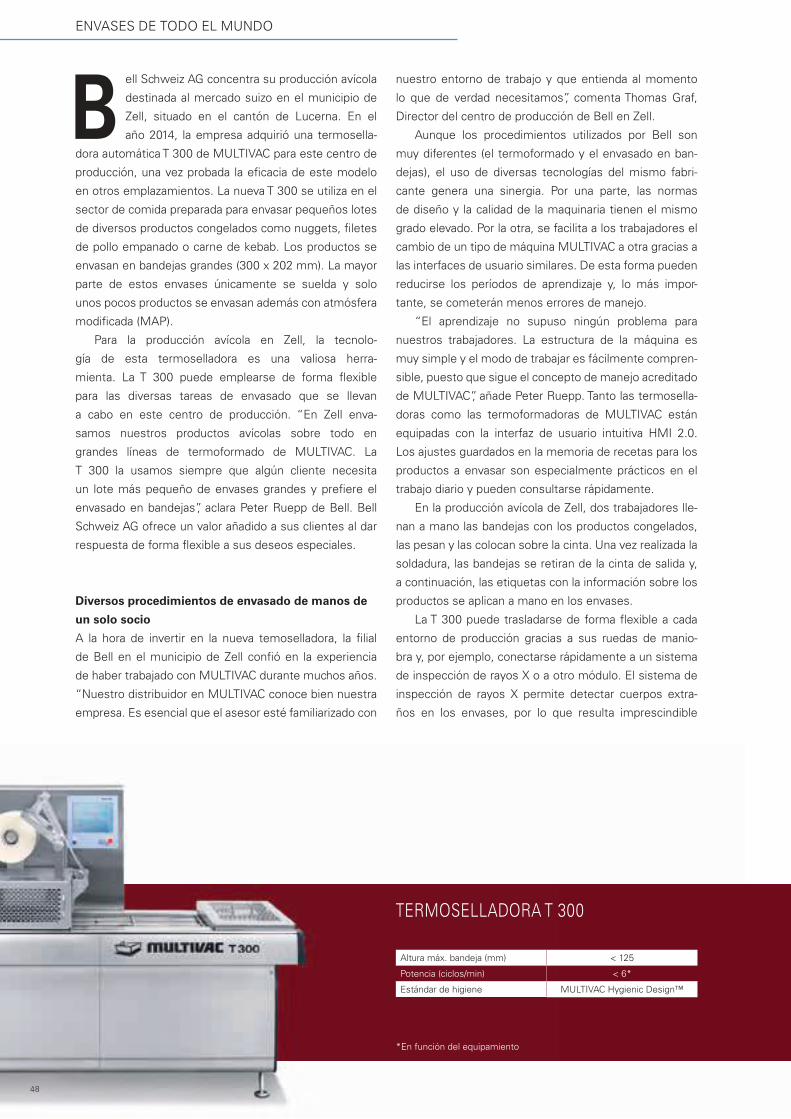
Bell Schweiz AG concentra su producción avícola
destinada al mercado suizo en el municipio de
Zell, situado en el cantón de Lucerna. En el
año 2014, la empresa adquirió una termosella-
dora automática T 300 de MULTIVAC para este centro de
producción, una vez probada la efi cacia de este modelo
en otros emplazamientos. La nueva T 300 se utiliza en el
sector de comida preparada para envasar pequeños lotes
de diversos productos congelados como nuggets, fi letes
de pollo empanado o carne de kebab. Los productos se
envasan en bandejas grandes (300 x 202 mm). La mayor
parte de estos envases únicamente se suelda y solo
unos pocos productos se envasan además con atmósfera
modifi cada (MAP).
Para la producción avícola en Zell, la tecnolo-
gía de esta termoselladora es una valiosa herra-
mienta. La T 300 puede emplearse de forma fl exible
para las diversas tareas de envasado que se llevan
a cabo en este centro de producción. “En Zell enva-
samos nuestros productos avícolas sobre todo en
grandes líneas de termoformado de MULTIVAC. La
T 300 la usamos siempre que algún cliente necesita
un lote más pequeño de envases grandes y prefi ere el
envasado en bandejas”, aclara Peter Ruepp de Bell. Bell
Schweiz AG ofrece un valor añadido a sus clientes al dar
respuesta de forma fl exible a sus deseos especiales.
Diversos procedimientos de envasado de manos de un solo socioA la hora de invertir en la nueva temoselladora, la fi lial
de Bell en el municipio de Zell confi ó en la experiencia
de haber trabajado con MULTIVAC durante muchos años.
“Nuestro distribuidor en MULTIVAC conoce bien nuestra
empresa. Es esencial que el asesor esté familiarizado con
nuestro entorno de trabajo y que entienda al momento
lo que de verdad necesitamos”, comenta Thomas Graf,
Director del centro de producción de Bell en Zell.
Aunque los procedimientos utilizados por Bell son
muy diferentes (el termoformado y el envasado en ban-
dejas), el uso de diversas tecnologías del mismo fabri-
cante genera una sinergia. Por una parte, las normas
de diseño y la calidad de la maquinaria tienen el mismo
grado elevado. Por la otra, se facilita a los trabajadores el
cambio de un tipo de máquina MULTIVAC a otra gracias a
las interfaces de usuario similares. De esta forma pueden
reducirse los períodos de aprendizaje y, lo más impor-
tante, se cometerán menos errores de manejo.
“El aprendizaje no supuso ningún problema para
nuestros trabajadores. La estructura de la máquina es
muy simple y el modo de trabajar es fácilmente compren-
sible, puesto que sigue el concepto de manejo acreditado
de MULTIVAC”, añade Peter Ruepp. Tanto las termosella-
doras como las termoformadoras de MULTIVAC están
equipadas con la interfaz de usuario intuitiva HMI 2.0.
Los ajustes guardados en la memoria de recetas para los
productos a envasar son especialmente prácticos en el
trabajo diario y pueden consultarse rápidamente.
En la producción avícola de Zell, dos trabajadores lle-
nan a mano las bandejas con los productos congelados,
las pesan y las colocan sobre la cinta. Una vez realizada la
soldadura, las bandejas se retiran de la cinta de salida y,
a continuación, las etiquetas con la información sobre los
productos se aplican a mano en los envases.
La T 300 puede trasladarse de forma fl exible a cada
entorno de producción gracias a sus ruedas de manio-
bra y, por ejemplo, conectarse rápidamente a un sistema
de inspección de rayos X o a otro módulo. El sistema de
inspección de rayos X permite detectar cuerpos extra-
ños en los envases, por lo que resulta imprescindible
Altura máx. bandeja (mm) < 125
Potencia (ciclos/min) < 6*
Estándar de higiene MULTIVAC Hygienic Design™
TERMOSELLADORA T 300
*En función del equipamiento
48
ENVASES DE TODO EL MUNDO

en la producción de carne y aves con objeto de evitar,
por ejemplo, que los productos se comercialicen conte-
niendo esquirlas de hueso.
Una vez finalizada la producción, la máquina se lava
en el modo de limpieza; seguidamente un equipo de lim-
pieza retira las impurezas y esta queda preparada para
la siguiente producción. La construcción de acero inoxi-
dable de primera calidad y larga vida útil de la T 300 con
MULTIVAC Hygienic Design™ facilita su limpieza rápida
e higiénica. La máquina al completo puede lavarse a pre-
sión. Fácil acceso a piezas y zonas que requieren mucha
higiene.
El Grupo Bell ha obtenido excelentes resultados con el modelo de termoselladora T 300Zell no es el único centro de producción de Bell donde
se emplea la T 300. Este grupo de empresas suizo, que
es una de las empresas cárnicas líderes en Europa, ya
ha tenido varias experiencias positivas con este modelo
de termoselladora. “Debido a la estandarización, trabaja-
mos con el mismo equipo en el mayor número de centros
posible. En la actualidad empleamos un total de cuatro
termoselladoras del modelo T 300 en distintas filiales y
siempre allí donde queremos aumentar la flexibilidad de
nuestra capacidad productiva en términos de tamaños de
lote y clases de producto”, aclara Thomas Graf.
En el centro avícola de Zell, la T 300 no tiene que
reequiparse ya que los productos se envasan en un for-
mato de bandeja uniforme. Para el uso futuro de diversos
formatos de envase y distintos materiales, la T 300 per-
mite un cambio de formato asistido por software. Así se
podrá efectuar el reequipamiento con pocas maniobras.
49
UPDATE 2 ´15

ENVASES DE TODO EL MUNDO
KÄSEREBELLEN APUESTA POR LA SOLUCIÓN DE ENVA-SADO DE MULTIVAC
LA TERMOFORMADORA ENVASA 30
CLASES DIFERENTES DE QUESOS DE
LECHE DE HENO EN PIEZAS ENTERAS
O CORTADAS A LA MITAD, EN CUATRO
PARTES O EN OCHO PARTES
La empresa Käserebellen con sede en Steingaden,
en el distrito austriaco de Weilheim-Schongau, es
fiel a su tradición forjada a lo largo de más de 150
años de existencia. Su objetivo siempre ha sido
fabricar productos de máxima calidad. La receta de éxito
es que solo utilizan hierba o heno fresco para alimentar
a las vacas, nada de forraje, consiguiendo un producto
controlado y libre de transgénicos. El queso se fabrica
con un arraigado proceso artesanal y usando el 100 % de
leche de heno fresca. Hoy en día la oferta de Käserebe-
llen abarca más de 30 especialidades de queso como la
auténtica “Bergrebell”, la suave “Rotweinrebell”, la ligera
“Fitnessrebell”, la picante “Feuerrebell” con chile y la
aromática “Heublumenrebell” con una mezcla de flores
de heno.
Día a día 1.400 quesos enterosLas piezas enteras de queso se fabrican en la ciudad
de Sulzberg ubicada en el estado federado austriaco de
Vorarlberg. Más de 300 agricultores, 100 de los cuales
son productores lácteos ecológicos, suministran al año
30 millones de litros de leche de heno pura a la quesería
artesana. Con esa materia prima se fabrican al día 1.400
“NUESTRA MÁQUINA FUNCIONA
IGUAL DE BIEN QUE EL PRI-
MER DÍA”, RESUME EL DIREC-
TOR DE KÄSEREBELLEN TINO
WINTERHALTER.
52
ENVASES DE TODO EL MUNDO

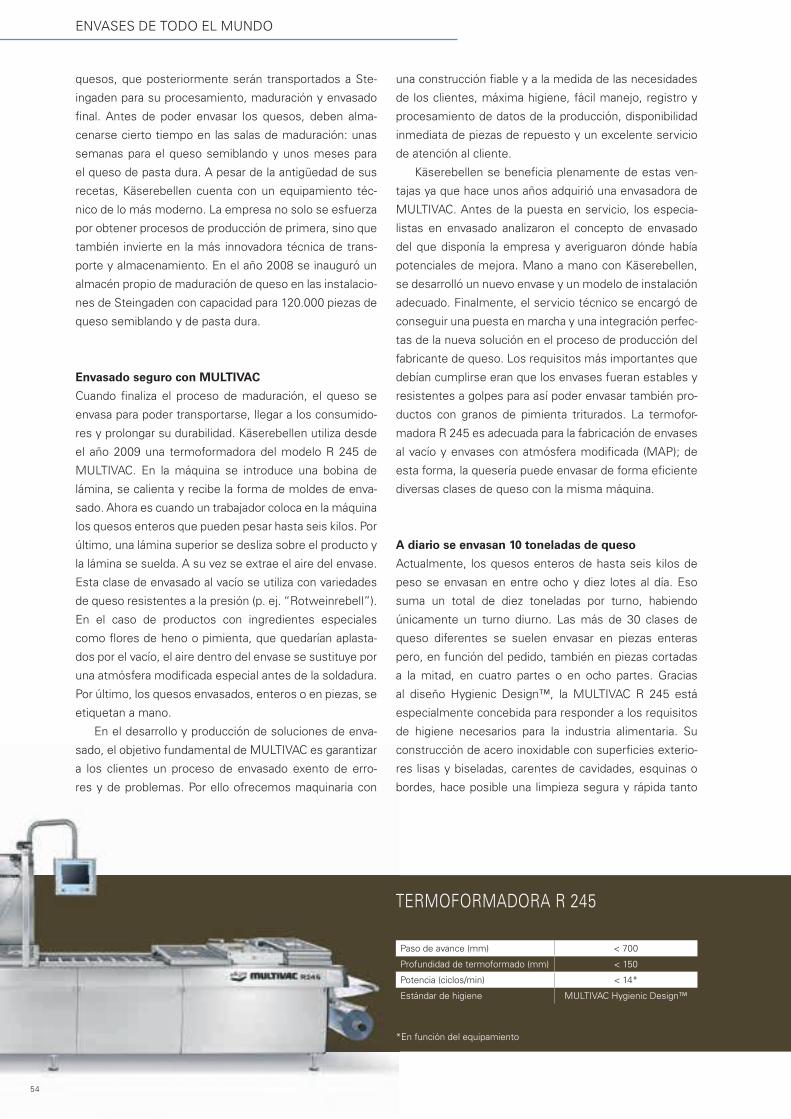
quesos, que posteriormente serán transportados a Ste-
ingaden para su procesamiento, maduración y envasado
fi nal. Antes de poder envasar los quesos, deben alma-
cenarse cierto tiempo en las salas de maduración: unas
semanas para el queso semiblando y unos meses para
el queso de pasta dura. A pesar de la antigüedad de sus
recetas, Käserebellen cuenta con un equipamiento téc-
nico de lo más moderno. La empresa no solo se esfuerza
por obtener procesos de producción de primera, sino que
también invierte en la más innovadora técnica de trans-
porte y almacenamiento. En el año 2008 se inauguró un
almacén propio de maduración de queso en las instalacio-
nes de Steingaden con capacidad para 120.000 piezas de
queso semiblando y de pasta dura.
Envasado seguro con MULTIVACCuando fi naliza el proceso de maduración, el queso se
envasa para poder transportarse, llegar a los consumido-
res y prolongar su durabilidad. Käserebellen utiliza desde
el año 2009 una termoformadora del modelo R 245 de
MULTIVAC. En la máquina se introduce una bobina de
lámina, se calienta y recibe la forma de moldes de enva-
sado. Ahora es cuando un trabajador coloca en la máquina
los quesos enteros que pueden pesar hasta seis kilos. Por
último, una lámina superior se desliza sobre el producto y
la lámina se suelda. A su vez se extrae el aire del envase.
Esta clase de envasado al vacío se utiliza con variedades
de queso resistentes a la presión (p. ej. “Rotweinrebell”).
En el caso de productos con ingredientes especiales
como fl ores de heno o pimienta, que quedarían aplasta-
dos por el vacío, el aire dentro del envase se sustituye por
una atmósfera modifi cada especial antes de la soldadura.
Por último, los quesos envasados, enteros o en piezas, se
etiquetan a mano.
En el desarrollo y producción de soluciones de enva-
sado, el objetivo fundamental de MULTIVAC es garantizar
a los clientes un proceso de envasado exento de erro-
res y de problemas. Por ello ofrecemos maquinaria con
una construcción fi able y a la medida de las necesidades
de los clientes, máxima higiene, fácil manejo, registro y
procesamiento de datos de la producción, disponibilidad
inmediata de piezas de repuesto y un excelente servicio
de atención al cliente.
Käserebellen se benefi cia plenamente de estas ven-
tajas ya que hace unos años adquirió una envasadora de
MULTIVAC. Antes de la puesta en servicio, los especia-
listas en envasado analizaron el concepto de envasado
del que disponía la empresa y averiguaron dónde había
potenciales de mejora. Mano a mano con Käserebellen,
se desarrolló un nuevo envase y un modelo de instalación
adecuado. Finalmente, el servicio técnico se encargó de
conseguir una puesta en marcha y una integración perfec-
tas de la nueva solución en el proceso de producción del
fabricante de queso. Los requisitos más importantes que
debían cumplirse eran que los envases fueran estables y
resistentes a golpes para así poder envasar también pro-
ductos con granos de pimienta triturados. La termofor-
madora R 245 es adecuada para la fabricación de envases
al vacío y envases con atmósfera modifi cada (MAP); de
esta forma, la quesería puede envasar de forma efi ciente
diversas clases de queso con la misma máquina.
A diario se envasan 10 toneladas de quesoActualmente, los quesos enteros de hasta seis kilos de
peso se envasan en entre ocho y diez lotes al día. Eso
suma un total de diez toneladas por turno, habiendo
únicamente un turno diurno. Las más de 30 clases de
queso diferentes se suelen envasar en piezas enteras
pero, en función del pedido, también en piezas cortadas
a la mitad, en cuatro partes o en ocho partes. Gracias
al diseño Hygienic Design™, la MULTIVAC R 245 está
especialmente concebida para responder a los requisitos
de higiene necesarios para la industria alimentaria. Su
construcción de acero inoxidable con superfi cies exterio-
res lisas y biseladas, carentes de cavidades, esquinas o
bordes, hace posible una limpieza segura y rápida tanto
Paso de avance (mm) < 700
Profundidad de termoformado (mm) < 150
Potencia (ciclos/min) < 14*
Estándar de higiene MULTIVAC Hygienic Design™
TERMOFORMADORA R 245
*En función del equipamiento
54
ENVASES DE TODO EL MUNDO
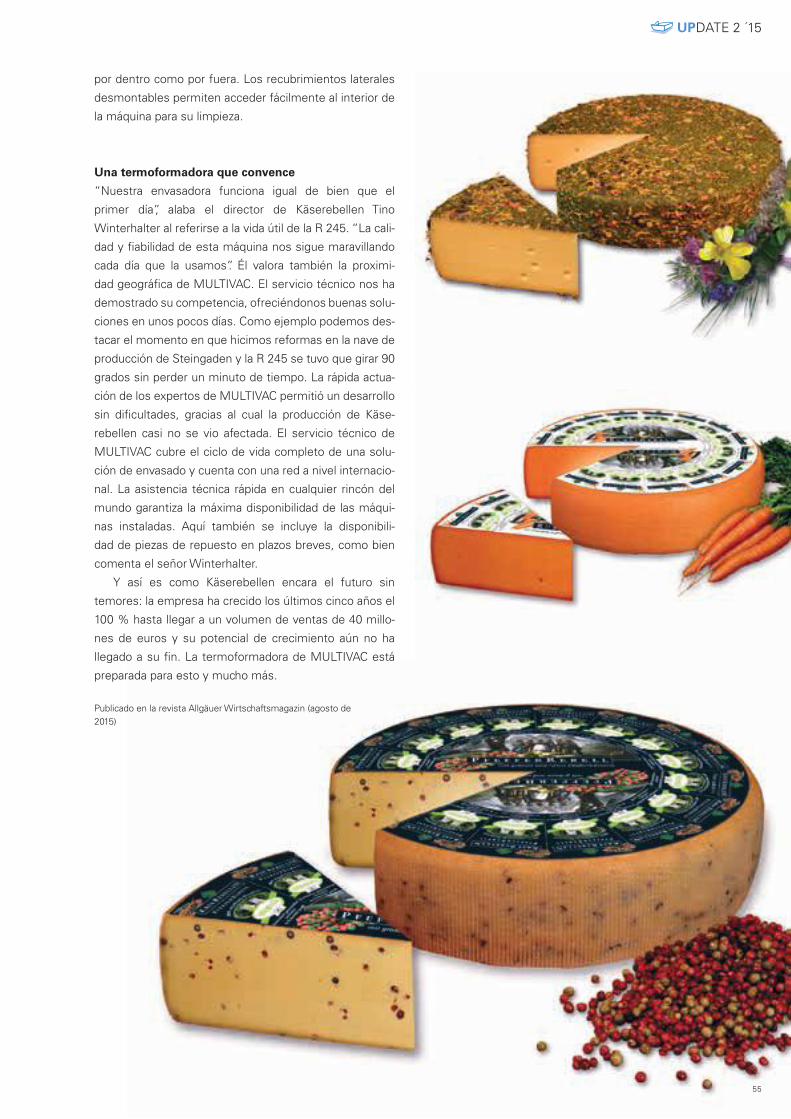
por dentro como por fuera. Los recubrimientos laterales
desmontables permiten acceder fácilmente al interior de
la máquina para su limpieza.
Una termoformadora que convence “Nuestra envasadora funciona igual de bien que el
primer día”, alaba el director de Käserebellen Tino
Winterhalter al referirse a la vida útil de la R 245. “La cali-
dad y fiabilidad de esta máquina nos sigue maravillando
cada día que la usamos”. Él valora también la proximi-
dad geográfica de MULTIVAC. El servicio técnico nos ha
demostrado su competencia, ofreciéndonos buenas solu-
ciones en unos pocos días. Como ejemplo podemos des-
tacar el momento en que hicimos reformas en la nave de
producción de Steingaden y la R 245 se tuvo que girar 90
grados sin perder un minuto de tiempo. La rápida actua-
ción de los expertos de MULTIVAC permitió un desarrollo
sin dificultades, gracias al cual la producción de Käse-
rebellen casi no se vio afectada. El servicio técnico de
MULTIVAC cubre el ciclo de vida completo de una solu-
ción de envasado y cuenta con una red a nivel internacio-
nal. La asistencia técnica rápida en cualquier rincón del
mundo garantiza la máxima disponibilidad de las máqui-
nas instaladas. Aquí también se incluye la disponibili-
dad de piezas de repuesto en plazos breves, como bien
comenta el señor Winterhalter.
Y así es como Käserebellen encara el futuro sin
temores: la empresa ha crecido los últimos cinco años el
100 % hasta llegar a un volumen de ventas de 40 millo-
nes de euros y su potencial de crecimiento aún no ha
llegado a su fin. La termoformadora de MULTIVAC está
preparada para esto y mucho más.
Publicado en la revista Allgäuer Wirtschaftsmagazin (agosto de 2015)
55
UPDATE 2 ´15

PRESENTACIÓN ATRACTIVA EN UN ENVASE VERTICAL
EN LONCHAS FINÍSIMAS, DOBLADAS Y MUY APETECIBLES: ASÍ PRESENTA BEL
LEERDAMMER BV SU QUESO EN LONCHAS LEERDAMMER® ORIGINAL Y
LEERDAMMER® CHARACTERE EN LA NEVERA DEL SUPERMERCADO.
ENVASES DE TODO EL MUNDO
Leerdammer® es uno de los diez tipos de queso más ven-
didos en todo el mundo: al año se venden unos cuatro
millones de unidades de este queso caracterizado por sus
enormes agujeros. Su sabor suave con toques de nuez
hace que sea muy apreciado sobre todo en Europa Occi-
dental. En Alemania es número 1 en ventas.
UPDATE 2 ´15

ENVASES DE TODO EL MUNDO
Para la fabricación del envase termoformado
destinado a los consumidores, el especialista
en quesos Bel Leerdammer BV invirtió en una
línea de termoformado de alto rendimiento de
MULTIVAC.
La Leerdammer Company pertenece desde el año 2002 al
grupo francés Bel. Esta empresa suministra anualmente
sus productos con cinco marcas internacionales y 25 loca-
les a más de 400 millones de consumidores de 120 paí-
ses diferentes. La multinacional cuenta en la actualidad
con 11.000 trabajadores repartidos en 33 filiales y 27 cen-
tros de producción. En el año 2014, la empresa alcanzó
un volumen de negocios de 2,7 millones de euros. Bel
es miembro del Pacto Mundial de las Naciones Unidas
y defiende una amplia política de responsabilidad social
empresarial, tanto de forma interna como en la cadena de
suministro completa.
Un gozo para el paladar con el nuevo Leerdammer® en lonchas finísimas y dobladasLa clave del éxito de Bel reside en su fuerza innovadora y
proximidad al mercado: la gama de productos se actualiza
constantemente para así adaptarse a las nuevas tenden-
cias y deseos de los consumidores en forma de nuevas
generaciones de productos. Bel siempre tiene en mente
que el consumo de sus productos sea un placer para
los sentidos: “Además del precio y de la calidad, damos
cada vez más importancia a aspectos como la concien-
cia ecológica y el estilo de vida. Por ello, el envase del
producto adquiere un papel protagonista”, conoce bien
Theo Dopheide, ingeniero especialista en envasado de
Bel Leerdammer BV en Schoonrewoerd, una pequeña
localidad al oeste de los Países Bajos.
En enero de 2015, este fabricante lanzó al mercado
dos variantes de queso en lonchas en un formato de
envase termoformado, que debía exponerse de pie y en
vertical en la nevera del supermercado: cada envase con-
tiene diez lonchas finísimas y dobladas de Leerdammer®
del tipo “Original” o “Charactere”. Los mayores desafíos
para el desarrollo del nuevo formato de envase fueron
definir las dimensiones interiores y exteriores del envase
y la colocación correcta del queso en su interior. “Puesto
que las medidas exteriores del envase ya son prescri-
tas por los supermercados de manera estándar, nuestro
diseño contaba con ciertos límites. Para garantizar que
no quedara mermada la calidad de las lonchas de queso
dobladas, tuvimos que agrandar el interior del envase sin
que esto afectara a las medidas exteriores prescritas”,
aclara Theo Dopheide. Además debíamos evitar que las
lonchas de queso se movieran de posición o sobresalie-
ran por la costura de soldadura.
Bel Leerdammer BV ha cooperado con MULTIVAC en
el desarrollo y las pruebas del nuevo formato de envase.
En su Training & Innovation Center de Wolfertschwen-
den, el especialista en envases ofrece a sus clientes una
infraestructura muy completa para el desarrollo de enva-
ses y les asesora en términos de diseño y desarrollo de
soluciones de envasado individuales.
Una matriz de valoración calcula las ventajas relati-vas al rendimiento y al uso eficiente de los recursosEn un proceso de selección en el que participaron varios
fabricantes de maquinaria de envasado, MULTIVAC pudo
demostrar a este fabricante de queso la excelente cali-
dad de sus productos y servicios. Para encontrar al socio
ideal, Bel solicitó una oferta a varios fabricantes. En el
procedimiento de licitación, empleó una matriz de valo-
ración con puntos de ponderación. Aquí no solo se tuvo
UPDATE 2 ´15

en cuenta el precio, sino también criterios como el rendi-
miento, el uso efi ciente de los recursos, la reducción de
residuos, los costes del ciclo de vida y el servicio técnico.
Basándose en esos criterios, el equipo del proyecto
de Bel evaluó las ofertas recibidas. MULTIVAC alcanzó
entonces la máxima puntuación. Para este resultado fue-
ron decisivas las tecnologías e-concept respetuosas con
el medio ambiente y que utilizan de forma efi ciente los
recursos; con ellas el fabricante de maquinaria cumplió a
la perfección las exigencias de la política de responsabili-
dad social empresarial de Bel. También jugaron un papel
decisivo la buena reputación de MULTIVAC y las excelen-
tes prestaciones de las máquinas. “A la hora de elaborar
la oferta, hicimos especial hincapié en el uso efi ciente de
los recursos de nuestra línea de envasado. Esta línea con-
sume el mínimo de materias primas posible. Esto abarca
desde el consumo de electricidad, agua, aire comprimido
y gas de protección hasta el consumo de lámina, eti-
quetas, tinta de impresión e incluso piezas de repuesto”,
explica Paul van Heezik, Account Manager de máquinas
de envasado en MULTIVAC Países Bajos.
La termoformadora R 535 por la que fi nalmente se
decidió Bel Leerdammer BV, combina diversos principios:
Material de lámina: las geometrías innovadoras de las
hormas hacen más estrechos los bordes de soldadura;
en sentido transversal pasan de 9 a 7,5 mm y en sentido
longitudinal pasan de 7,5 a 6 mm. La anchura de los bor-
des también puede reducirse de 39 a 21 mm mediante
el uso de una solución de aspiración e inyección de gas
innovadora. Los puentes entre los envases que suelen
producirse tras el proceso de corte y que son conside-
rados residuos de lámina, se redujeron de 5 a 0 mm.
“Con estas tecnologías podemos disminuir el consumo
de material de lámina entre el 7 y el 8 %”, se alegra Theo
Dopheide.
Para evitar residuos de lámina adicionales al cambiar
de horma, los operarios de Bel pueden controlar la altura
necesaria de la estación de formado y soldadura a través
de la selección de receta de la interfaz de usuario. La
altura se adapta automáticamente. Para ello, la lámina no
tendrá que cortarse.
Aire comprimido: los grupos constructivos neumá-
ticos se han sustituido en la R 535 por grupos
constructivos accionados por servomo-
tor, con lo que ya no es necesario
aire comprimido. Esto reduce al
menos un 20 % el consumo
de energía en compara-
ción con los modelos
similares.
Para el mar-
cado de los enva-
ses, la R 535
está equipada
con una eti-
q u e t a d o r a
t r ansve rsa l
para el eti-
quetado por
encima y por
debajo. La
línea de enva-
sado dispone
además de una
l o n c h e a d o r a
(Slicer) del fabri-
cante Weber.
Para alcanzar
una durabilidad del
queso de 90 días, las lon-
chas fi nísimas se envasan con
atmósfera modifi cada (envasado
TERMOFORMADORA R 535
Paso de avance (mm) < 1.300
Profundidad de termoformado (mm) < 210
Potencia (ciclos/min) < 21*
Estándar de higiene MULTIVAC Hygienic Design™
altura se adapta automáticamente. Para ello, la lámina no
tendrá que cortarse.
Aire comprimido: los grupos constructivos neumá-
ticos se han sustituido en la R 535 por grupos
constructivos accionados por servomo-
tor, con lo que ya no es necesario
aire comprimido. Esto reduce al
menos un 20 % el consumo
de energía en compara-
ción con los modelos
similares.
Para el mar-
cado de los enva-
ses, la R 535
está equipada
con una eti-
q u e t a d o r a
t r ansve rsa l
para el eti-
quetado por
encima y por
debajo. La
línea de enva-
sado dispone
además de una
l o n c h e a d o r a
(Slicer) del fabri-
cante Weber.
Para alcanzar
una durabilidad del
queso de 90 días, las lon-
chas fi nísimas se envasan con
atmósfera modifi cada (envasado
*En función del equipamiento
60
ENVASES DE TODO EL MUNDO

UN QUESO ENTERO DE TIPO
LEERDAMMER® PESA 12,8 KG
MAP). Un mezclador
de gas electrónico
prepara automáti-
camente la mezcla
necesaria en función
de la receta.
Lanzamiento a tiempo del productoEn noviembre de 2014 se instaló y
se puso en servicio la línea de envasado
en Schoonrewoerd. Tan solo unas semanas
antes de la fecha prevista para lanzar los nuevos
productos Leerdammer® Bel se dio cuenta de que,
con otro diseño del envase, conseguirían un mayor
éxito de ventas. Este cambio de última hora fue un desa-
fío enorme para el equipo encargado del proyecto. “La
verdad es que íbamos muy justos de tiempo para cumplir
los plazos”, se acuerda Theo Dopheide.
Sin embargo, MULTIVAC demostró a Bel que había
elegido a un socio que no pierde los nervios en los
momentos críticos y que no tira la toalla ante la más
mínima difi cultad. Tomando como base los diseños prepa-
rados por Leerdammer, se fabricaron dos nuevos envases
con la excelente colabo-
ración del departamento
MULTIVAC Resale & Ser-
vice. “Una vez desarro-
llados estos dos nuevos
envases, los probamos
pocos días después en
la nueva línea de pro-
ducción de la fábrica de
Leerdammer ubicada en
Schoonrewoerd para tomar
la decisión defi nitiva. Una
vez elegido lo mejor, pudimos
producir la cantidad planifi cada
dentro del plazo acordado. En enero
de 2015 conseguimos presentar a
tiempo nuestros nuevos productos en
el recién estrenado envase”, recuerda Paul
van Heezik.
La forma de proceder práctica y la asisten-
cia dinámica que se nos prestó para solucionar el
problema, a tiempo y con un resultado muy satisfacto-
rio, confi rmó al grupo Bel que no se había equivocado al
elegir a MULTIVAC: “La cooperación con MULTIVAC es
un ejemplo de buenas prácticas para que haya una buena
relación entre la empresa y su proveedor. Juntos hemos
conseguido solucionar los problemas antes de conver-
tirse en críticos. Nos reafi rmamos en nuestra elección.
La próxima vez acudiremos a este mismo socio”, resume
Theo Dopheide.
UN QUESO ENTERO DE TIPO
LEERDAMMER® PESA 12,8 KG
MAP). Un mezclador
de gas electrónico
prepara automáti-
camente la mezcla
necesaria en función
de la receta.
Lanzamiento a tiempo del productoEn noviembre de 2014 se instaló y
se puso en servicio la línea de envasado
en Schoonrewoerd. Tan solo unas semanas
antes de la fecha prevista para lanzar los nuevos
productos Leerdammer® Bel se dio cuenta de que,
con la excelente colabo-
ración del departamento
MULTIVAC Resale & Ser-
vice. “Una vez desarro-
llados estos dos nuevos
envases, los probamos
pocos días después en
la nueva línea de pro-
ducción de la fábrica de
Leerdammer ubicada en
Schoonrewoerd para tomar
la decisión defi nitiva. Una
vez elegido lo mejor, pudimos
producir la cantidad planifi cada
dentro del plazo acordado. En enero
de 2015 conseguimos presentar a
tiempo nuestros nuevos productos en
el recién estrenado envase”, recuerda Paul
van Heezik.
La forma de proceder práctica y la asisten-
61
UPDATE 2 ´15
ENVASES DE TODO EL MUNDO
DESDE EL ENVASADO EN BOLSAS HASTA EL TERMOFORMADOEN EL AÑO 2014, LA EMPRESA FRANCESA SOCIÉTÉ INTER-
PROFESSIONNELLE DES BOUCHERS ET CHARCUTIERS ABATTEURS À
SURGÈRES (SIBCAS) SUSTITUYÓ LA MÁQUINA DE CAMPANA DE LA QUE
DISPONÍA POR UNA TERMOFORMADORA COMPACTA R 085. DE ESTA
FORMA PUDO DUPLICAR SU PRODUCCIÓN Y ASENTÓ LAS BASES PARA
SEGUIR CRECIENDO EN EL FUTURO.

*En función del equipamiento
SIBCAS cuenta con 90 empleados y pertenece
al sector de empresas de tamaño mediano
que operan en la industria cárnica francesa.
Esta planta de despiece y transformación en
Surgères, a unos 30 kilómetros de distancia de la costa
atlántica, es una de las últimas empresas privadas del
sector. SIBCAS ha consolidado desde hace más de una
década su posición en el mercado frente a las numerosas
empresas de la competencia: “Nuestra ventaja se basa
en la calidad, la proximidad hacia el cliente, la rapidez en
reaccionar y un trabajo que nos fascina”, nos cuenta con
orgullo el Director General, Nicolas Joyet. Este empresa-
rio mantiene una estrategia orientada puramente al mer-
cado local, que ha permitido a SIBCAS un arraigo en la
región de Poitou-Charentes: “Ya se trate de vacas, terne-
ros, caballos o corderos, el ganado de matadero procede
al 100 % de criadores de la región. Conocemos el pedigrí
de todos los animales. Incluso nuestros clientes provie-
nen de aquí cerca: 250 carnicerías, unos 50 supermerca-
dos y algunos mayoristas”.
Hace 13 años, Nicolas Joyet se hizo cargo del antiguo
matadero municipal de Surgères y con el tiempo ha ido
ampliando las capacidades de despiece y transformación
de las instalaciones. En el año 2014 comenzó a operar
en la empresa una nueva línea de transformación con-
forme a la normativa aplicable. Con ella la empresa pro-
duce anualmente unas 6.000 toneladas de carne. Nicolas
Joyet tiene planeado seguir ampliando la planta de pro-
ducción hasta el año 2016. Esta estrategia de expansión
de la empresa ya ha dado sus primeros frutos. SIBCAS
ha podido ampliar su gama de productos, incorporando
recientemente carne de vaca, ternera y cordero cortada
fi na.
Difi cultades de la máquina de campanaLa entrada en un nuevo segmento de mercado, presentó
un problema para la producción: SIBCAS disponía hasta
la fecha de una única máquina de campana con la que
se envasaban los trozos de carne despiezada en bolsas
al vacío. Este procedimiento era muy apropiado para la
gama de productos existente hasta el momento. Sin
embargo, al introducir productos cárnicos cortados, el
envasado en bolsas al vacío se quedó pequeño: “Debido
a la gran demanda que atrajo el nuevo producto, la capaci-
dad de la máquina de campana era insufi ciente”, recuerda
Nicolas Joyet. Lo que más tardaba, era la carga. Necesi-
tábamos cuatro trabajadores para envasar la cantidad pro-
ducida. “Nuestra prioridad pasó a ser la búsqueda de una
nueva solución de envasado lo antes posible”.
En el verano de 2014, SIBCAS acudió a MULTIVAC.
Tras un asesoramiento exhaustivo por parte del repre-
sentante de ventas de MULTIVAC, SIBCAS se decidió
por la termoformadora más pequeña hasta el momento:
la R 085. “Este modelo fue lanzado al mercado el año
pasado y está dirigido a empresas que desean incorporar
en su producción el envasado termoformado automático.
Con la R 085 pueden producirse tanto envases al vacío
como con gas de protección”, aclara Michaela Hattier de
MULTIVAC Francia.
La incorporación del proceso de termoformado ha merecido la penaA comienzos de octubre de 2014 se puso en marcha la R
085 en las instalaciones de Surgères. Un técnico de ser-
vicio de MULTIVAC estuvo presente durante la instalación
de la máquina y asistió al cliente durante la producción
Paso de avance (mm) < 300
Profundidad de termoformado (mm) < 80
Potencia (ciclos/min) < 6*
Estándar de higiene MULTIVAC Hygienic Design™
TERMOFORMADORA R 085
ENVASES DE TODO EL MUNDO

de los primeros lotes. Nicolas Joyes describe así los pri-
meros días con la nueva máquina: “Nunca antes había-
mos trabajado con este procedimiento de envasado. Así
que no contábamos con ningún tipo de experiencia para
operar nuestra primera termoformadora. De lo que sí nos
dimos cuenta rápidamente es que habíamos tomado
la mejor decisión. Ahora podemos reaccionar de forma
mucho más flexible a los deseos de nuestros clientes
y utilizar la máquina tanto para los productos cortados
como para los trozos sin cortar”.
Para que los usuarios siempre dispongan de flexibili-
dad, la R 085 está equipada con cuatro formatos están-
dar. Ésta incluye de forma estándar un sistema de cambio
rápido para horma de formado y de soldadura, con una
técnica acreditada de inserción. Lo anterior facilita a los
trabajadores la adaptación de la máquina a otros forma-
tos de envase. Con una profundidad de termoformado de
hasta 80 mm, la R 085 abre una gran variedad de posibili-
dades para el diseño del envase a esta empresa dedicada
al despiece. Esta máquina puede procesar tanto láminas
flexibles como rígidas.
Los empleados de SIBCAS que trabajan con la nueva
máquina aprendieron rápidamente a operar el nuevo sis-
tema. La R 085 viene equipada con el control IPC 06 y la
interfaz de usuario HMI 2.0 con pantalla táctil de 12,1”.
Tanto en el área de mecanismos de elevación y en la
cadena de transporte de láminas se utilizan motores eléc-
tricos. De ahí que la R 085 también cumple las exigencias
de una eficiencia energética mejorada. Su diseño sigue
las pautas de MULTIVAC Hygienic Design™, lo que per-
mite una fácil limpieza tanto interior como exterior.
Con esta nueva solución de envasado, SIBCAS puede
reforzar su posición en el mercado regional. La empresa
ha duplicado su volumen de producción respecto a la
solución con la que contaba anteriormente y ya tiene en
mente la adquisición de una segunda termoformadora,
que instalará en su nueva planta de producción.
UPDATE 2 ´15

ENVASES DE TODO EL MUNDO
Ebels General Store, ubicado en Falmouth, lleva desde el año 1920 sumi-
nistrando productos de primera necesidad a los habitantes del norte de
Michigan. Este establecimiento familiar, en manos ya de la quinta gene-
ración, siempre se ha caracterizado por su arraigo local sin dejar a un
lado su adaptación a los nuevos tiempos: cuando a principios de los años
80 se abrieron los primeros supermercados que le hacían competencia,
Mark y Dawn Ebels empezaron a fabricar las salchichas y productos cár-
nicos que comercializaban en su carnicería. En la actualidad, sus hijos
Bob y Tom dirigen día a día las dos carnicerías, la tienda y el servicio de
catering que componen este establecimiento.
LA TEC-NOLOGÍA MODERNA SE UNE A LA TRADICIÓN ARRAIGADAUNA EMPRESA FAMILIAR NORTEAMERICANA
ENVASA PRODUCTOS CÁRNICOS, SALCHICHAS Y
JAMÓN ARTESANALES CON LAS ENVASADORAS DE
CAMPANA DE VACÍO Y LAS TERMOFORMADORAS
DE MULTIVAC.
67

Barra de soldadura:
850 mm
Pro
fund
idad
de
la c
ampa
na:
905
mm
• Gran distancia entre las barras de soldadura para pro-
ductos largos
• Limpieza fácil y segura gracias al MULTIVAC Hygienic
Design™
• Soldadura de separación de doble costura con alam-
bre de separación y de soldadura regulable de forma
independiente
• Se puede equipar con bombas de vacío de hasta
300 m3/h Pro
fund
idad
de
la c
ampa
na: • Gran distancia entre las barras de soldadura para pro-
La calidad convence por sí mismaLa carnicería de fabricación propia cuenta con una amplia
gama de productos de ternera, cerdo, oveja, búfalo y
cabra, además de carne fresca y ahumada de alces ori-
ginarios de los bosques de esta región donde abunda el
venado. La buena acogida que tuvieron las especialidades
ahumadas tuvo como resultado la fundación en 1994 de
Little Town Jerky Company. “Nuestra fama se debe a que
en nuestra tienda se pueden comprar productos cárnicos
de primera calidad a buen precio”, comenta Tom Ebels,
Director General de Little Town Jerky Company. “Abaste-
cemos con nuestros productos a numerosos estableci-
mientos alimentarios de todo el estado de Michigan”.
Nuestra oferta abarca snacks de embutido, aperitivos
ahumados, salchichas, panceta y nuestro famoso jamón
ahumado artesanal. Para poder ofrecer todos estos
productos en envases al vacío, nuestra empresa adqui-
rió en el año 2010 una envasadora de doble campana.
“Lamentablemente, este modelo resultó no ser muy
fi able”, recuerda Tom Ebels. “Los continuos periodos de
inactividad y los usuales trabajos de mantenimiento nos
obligaron a buscar en el año 2012 otra solución”. Nues-
tro objetivo no solo era reducir el número de averías y
reparaciones, sino también mejorar la calidad del envase,
prolongar la durabilidad del producto y aumentar el ren-
dimiento. La máquina debía ser lo más fácil posible de
manejar, incluso para el personal sin formación específi ca.
Envases al vacío segurosFinalmente nos decidimos por una envasadora de doble
campana C 550 de MULTIVAC. La gran ventaja de las
envasadoras de doble campana es su mayor volumen
de producción: mientras una campana se llena de bolsas
para envasar, en la otra tiene lugar el proceso de gene-
ración de vacío y soldadura. Su tamaño de campana de
Longitud de la barra de soldadura (útil) (mm) 2 x 850
Profundidad/anchura de la campana (mm) 905
Altura de la campana (mm) 210
ENVASADORA DE DOBLE CAMPANA C 550
ENVASES DE TODO EL MUNDO

*En función del equipamiento
905 x 905 x 210 mm hace a la C 550 apropiada para enva-
sar productos de gran volumen: la solución perfecta para
el jamón de Little Town Jerky Company. El manejo de la
máquina es muy sencillo, ya que los ajustes para los dis-
tintos envases pueden guardarse como recetas. Un sen-
sor en cada campana controla la presión durante la gene-
ración de vacío y desconecta automáticamente la bomba
en cuanto se alcanza el valor deseado. De esta forma, la
máquina de campana alcanza una y otra vez una exce-
lente calidad del envase y ofrece en todo momento una
elevada fi abilidad. Estas exigencias siempre han estado
presentes en el establecimiento familiar para conseguir
un envasado de carne y embutidos de primera calidad.
“El primer pedido a MULTIVAC fue más grande de
lo previsto porque, además de la C 550, adquirimos al
mismo tiempo la termoformadora R 105”, recuerda Bob
Ebels, CFO de Little Town Jerky Company. Este modelo
básico compacto resulta especialmente idóneo para la
producción de lotes pequeños y medianos ya que ofrece
una confi guración estándar y formatos básicos predefi -
nidos. Esto hace posible envasar con una sola máquina
productos y tamaños de porciones muy diversos sin
tener que perder tiempo reequipándola. La guía gráfi ca
de usuario permite manejar de forma intuitiva la interfaz
de usuario HMI 2.0 con pantalla táctil y facilita el aprendi-
zaje del funcionamiento de la máquina. La R 105 también
es apropiada para fabricar envases al vacío y con atmós-
fera modifi cada (MAP) donde la carne y los embutidos
permanecen frescos más tiempo. “La inversión en un
segundo sistema nos fue de mucha utilidad porque nos
ofrece gran fl exibilidad en términos de los propios enva-
ses. Además con la R 105 hemos podido aumentar nues-
tro rendimiento”, justifi ca así Bob Ebels la inversión. “Con
la R 105 envasamos unos 9.000 kg a la semana”.
Inversión rentableAntes de decidirse por comprar estas máquinas, la familia
se informó plenamente y comparó diversas ofertas. Las
recomendaciones que les hicieron sus socios comercia-
les y la buena reputación de MULTIVAC, despertaron su
interés por nuestras soluciones. “El motivo por el que
nuestro pequeño establecimiento se decidió por una
solución del líder en el mercado fue que MULTIVAC nos
ofreció un atractivo modelo de fi nanciación”, comenta Bob
Ebels y recalca además que en esa época los bancos no
concedían créditos a pequeñas empresas.
Desde el primer momento, los responsables de la
compra quedaron impresionados por el asesoramiento,
el servicio técnico y los breves periodos de entrega.
Durante el servicio continuo, la funcionalidad y calidad
de las máquinas cumplieron todas nuestras expectativas,
aclara Tom Ebels: “Puesto que los periodos de inactividad
se han reducido drásticamente en comparación con la
máquina anterior y ha aumentado la efi ciencia de nues-
tros procesos de envasado, hemos amortizado correcta-
mente nuestras inversiones. Elegir a MULTIVAC ha mere-
cido la pena se mire por donde se mire”.
Cuando aproximadamente un año después la empresa
quiso adquirir otra envasadora, eligió una nueva termofor-
madora automática de MULTIVAC de la gama de poten-
cia mediana. Otra prueba de lo satisfecha que está esta
empresa familiar son las otras dos máquinas de doble
campana del modelo C 550 que adquirió para envasar sus
especialidades cárnicas y de embutidos.
Relación comercial de igual a igual“En cada ampliación, MULTIVAC nos ha vuelto a fas-
cinar con su rapidez y fi abilidad. El pedido de nuestra
Paso de avance (mm) < 300
Profundidad de termoformado (mm) < 95
Potencia (ciclos/min) < 8*
Estándar de higiene MULTIVAC Hygienic Design™
TERMOFORMADORA R 105
UPDATE 2 ´15

termoformadora R 105 lo hicimos en otoño de 2014 y esta
se nos entregó y fue instalada justo en el plazo acordado,
a principios de 2015”, comenta Bob Ebels. “La asistencia
con todo detalle y el excelente servicio demuestran que
los especialistas en envasado tienen la misma considera-
ción por nuestra pequeña empresa que por un fabricante
de gran tamaño”. Para John Powers de MULTIVAC EE. UU.
esta cooperación de igual a igual es indispensable: “Tra-
tando con los mismos derechos a cualquier cliente es la
única forma de que podamos comprender las exigencias
de cada empresa y encontrar la solución adecuada a cada
caso”. Esto es lo que ha ocurrido exactamente con Little
Town Jerky Company. Gracias a los procesos más eficien-
tes y a los envases más seguros, la carnicería abastece
con embutidos y productos cárnicos de primera calidad a
los comercios y clientes de la región y sigue en continuo
crecimiento.
1
2
1 Con la R 105 pueden envasarse con una sola máquina productos y tamaños de porcio-nes muy diversos sin tener que perder tiempo reequipándola.
2 Cada semana se envasan alrededor de 4.000 kg de carne y embutidos con esta termoformadora.
70
ENVASES DE TODO EL MUNDO


ESTÁ TAN RICO COMO PARECEFRESCO FOODS, INC. ENVASA PLATOS PREPARADOS GOURMET CON INGREDIEN-
TES FRESCOS Y REGIONALES EN EXCLUSIVOS ENVASES AL VACÍO EN BANDEJAS.
ESTA START-UP UTILIZA UNA T 300 DE MULTIVAC.
72
ENVASES DE TODO EL MUNDO


Los platos preparados de Fresco Foods, comer-
cializados bajo la marca Eat Fresco, tienen nom-
bres tan apetecibles como “Caribbean Style Jerk
Chicken”, “Asian Shrimp Noodle Bowl” o “Balsa-
mic Glazed Grilled Salmon”. Estos productos se venden
en cinco comercios de la empresa minorista Winn-Dixie
en las proximidades de Jacksonville, así como en tiendas
de la bahía de Tampa en la costa oeste de Florida. Los
platos sabrosos y nutritivos se preparan con ingredientes
frescos como, p. ej., carne de cerdo, de ave o marisco
y sacan de un apuro a las personas muy atareadas sin
tiempo para cocinar: están listos para su consumo tras
calentarlos solo dos minutos en el microondas.
“Con nuestra línea de productos Eat Fresco hemos
revolucionado la forma de elaborar platos preparados”,
aclara Robert Povolny, Presidente y fundador de Fresco
Foods, Inc. “En vez de comercializar comida congelada
varias veces y procesada de forma industrial, nuestro
enfoque se centra en los productos frescos y regionales”.
Desde su fundación en el verano de 2014, decidió cons-
cientemente coger un camino distinto al de las empresas
alimentarias de mayor renombre: “Nuestros productos
se elaboran a diario, manteniendo así la máxima fres-
cura. Utilizamos exclusivamente ingredientes naturales y
ecológicos. Prescindimos de todo tipo de conservantes.
Nuestro objetivo es elaborar un producto que facilite la
vida a los consumidores y que les haga sentirse bien. Se
puede disfrutar de una comida sana y nutritiva, sin tener
que renunciar al buen sabor o a la calidad”.
Presentación atractiva en el punto de ventaRobert Povolny creó su empresa a partir de un proyecto
totalmente nuevo. Primero desarrolló junto a algunos
trabajadores el modelo de negocio y después se puso
manos a la obra en el desarrollo de la producción. Desde
el principio tuvo claro que para tener éxito en el mercado
no solo bastaba utilizar ingredientes selectos, sino que
también era esencial una presentación de los platos pre-
parados que atrajera inmediatamente la atención de los
consumidores en el punto de venta: “En los inicios del
proyecto le encargué al cocinero una comida riquísima
y al encargado del diseño del producto le pedí que este
fuera lo más atractivo posible. Los dos han cumplido al
100 % mis deseos y además contamos con una solución
de envasado increíble, única en el mercado”.
La solución de la que habla se la ofreció MULTIVAC,
con cuyo equipo de ventas estuvo en contacto Robert
Povolny desde el principio: “Ya sabía que MULTIVAC es
uno de los líderes en el mercado de soluciones de enva-
sado y que su fama se debe a la calidad y fi abilidad de sus
productos y servicios. Por ello contacté desde el primer
momento con la fi lial de MULTIVAC EE. UU.”.
Por entonces, Robert Povolny aún no estaba seguro
de qué tecnología de envasado sería la correcta para su
producto. En tales casos, MULTIVAC ofrece un asesora-
miento personalizado y ayuda al cliente a elegir la tecnolo-
gía e incluso los materiales de consumo más apropiados.
Un socio de confi anza“MULTIVAC nos ayudó muchísimo en esta primera etapa
del proyecto. Estoy realmente impresionado del valor
añadido que hemos obtenido gracias a la asistencia del
departamento de ventas y de servicio técnico. Las per-
sonas de contacto no solo eran expertos en la materia y
repondieron a todas mis preguntas sobre las máquinas,
sino que también estaban familiarizados con las particu-
laidades de la industria alimentaria norteamericana y con
los posibles métodos de envasado. Nos ayudaron muchí-
simo a poner en marcha nuestra producción y a optimizar
los procesos”, alaba Robert Povolny.
TERMOSELLADORA T 300
Columnas ≤ 3
Altura de bandeja (mm) < 120*
Potencia (ciclos/min) < 6*
Estándar de higiene MULTIVAC Hygienic Design™
*En función del equipamiento
ENVASES DE TODO EL MUNDO

Tras el exhaustivo asesoramiento ofrecido por
MULTIVAC, Fresco Foods decidió envasar al vacío los pla-
tos preparados en bandejas blancas de primera calidad y
soldados con una lámina cobertora transparente. A con-
tinuación, el envase se rodea con una banda de cartón,
en la que aparece el nombre de la marca y la informa-
ción sobre el producto. El envasado al vacío en bandejas
de primera calidad ofrece sobre todo dos ventajas para
el empresario de esta start-up: muestra la frescura y lo
natural de los productos y permite la mayor durabilidad
posible en el punto de venta, pudiendo prescindir de los
conservantes. Los platos preparados se suministran en
camiones frigoríficos a diario y recién elaborados a tien-
das de alimentación selectas, que los venden en sus
neveras.
En lo referente al modelo de máquina, Fresco Foods
eligió la T 300: el modelo de termoselladora automática
más pequeño de MULTIVAC. Esta convence sobre todo
por su diseño compacto, el principio de funcionamiento
sencillo y fiable y su construcción de acero inoxidable,
gracias a la cual puede limpiarse fácilmente entre lote y
lote. La interfaz de usuario intuitiva MULTIVAC HMI 2.0
facilita el aprendizaje del modo de funcionamiento.
En el espacio más reducidoRobert Povolny aún se acuerda muy bien de la producción
de los primeros lotes: “Para elaborar los platos al principio
solo disponíamos de una cocina pequeña, por lo que el
espacio era limitado. Cuando se nos entregó la termo-
selladora, tuvimos que retirar temporalmente un panel
de cristal, ya que la entrada no era lo suficientemente
grande. Tras superar algunas dificultades iniciales pudi-
mos empezar a trabajar y debo decir que la eficiencia de
la T 300 es increíble. En la actualidad empleamos a cua-
tro trabajadores y producimos unas 2.000 porciones a la
semana. Nuestro objetivo es que a finales de año logre-
mos duplicar la cantidad producida y aumentar nuestra
plantilla”.
Con la T 300 la start-up está bien equipada para el
crecimiento esperado. La termoselladora automática no
solo destaca por poder integrarse en líneas. Gracias a
su sistema de cambio rápido de hormas, también puede
reequiparse fácilmente para otros formatos y procesar
distintos tipos de láminas.
“En un principio queríamos comprar una T 300 de
segunda mano”, comenta Robert Povolny, pero los breves
plazos a los que teníamos que atenernos me obligaron a
cancelar el pedido y a encargar un equipo nuevo. “El cam-
bio de idea no generó ningún problema. Todas las perso-
nas de contacto de MULTIVAC nos ofrecieron su ayuda y
se mostraron siempre amables. Apreciamos mucho esta
flexibilidad”. Para la compra de la nueva máquina, Fresco
Foods acordó con MULTIVAC un pago a plazos que fue de
gran ayuda para financiar la inversión en los comienzos de
esta start-up.
“Estoy muy contento con la máquina y con todos
los avances conseguidos gracias a la colaboración con
MULTIVAC”, añade Robert Povolny. “La ayuda prestada
por el equipo de MULTIVAC nos ha permitido estudiar a
fondo cada detalle del envase. El envase al vacío fue la
mejor elección. El mercado ha respondido muy bien a la
presentación innovadora y exclusiva del producto”.
Los comentarios de los encargados de las tiendas
de alimentación donde se venden estos productos y de
los propios consumidores también son muy positivos:
“El producto ha tenido muy buena acogida. Una ven-
taja enorme es que el consumidor no tiene que cortar o
perforar la lámina, sino únicamente meter la bandeja en
el microondas. El envase se encarga de que la comida
permanezca jugosa, no libera olores y no se mancha el
microondas. Mis clientes me dicen una y otra vez que
está tan rico como parece”.
1 1 Los platos preparados de la marca Eat Fresco se suministran a diario y recién elabora-dos a tiendas de alimentación selectas.
75
UPDATE 2 ´15

UNO DE LOS FACTORES DE ÉXITO DE MULTIVAC ES QUE SUMINISTRAMOS
CONTINUAMENTE Y EN TODO EL MUNDO PIEZAS DE REPUESTO PARA LAS
MÁQUINAS INSTALADAS.
BEYOND PACKAGING

“NUESTROS CLIEN-TES SE BENEFICIAN DE LA MAYOR DIS-PONIBILIDAD Y DE LOS TIEMPOS DE ENTREGA MÁS BRE-VES DE PIEZAS DE REPUESTO.”
PARA SEGUIR MEJORANDO LA DISPONIBILIDAD DE PIEZAS DE REPUESTO,
MULTIVAC ESTÁ CONSTRUYENDO EN LA ACTUALIDAD EN SU SEDE SITUADA EN
WOLFERTSCHWENDEN UN NUEVO CENTRO LOGÍSTICO CON UN VOLUMEN DE
INVERSIÓN DE 11,9 MILLONES DE EUROS. VOLKER STARRACH, JEFE DEL ÁREA DE
LOGÍSTICA EN MULTIVAC, NOS ACLARA EN QUÉ MEDIDA AFECTARÁ ESTA REFORMA
A LOS PROCESOS LOGÍSTICOS Y CÓMO SE BENEFICIARÁN LOS CLIENTES DE ESTA
INVERSIÓN.
Señor Starrach, ¿qué objetivos se pretenden conse-guir con el nuevo centro logístico?
Volker Starrach: Este edificio representa el pri-
mer paso de nuestro nuevo concepto logís-
tico. El principal objetivo es mejorar el sumi-
nistro de piezas de repuesto a nuestras filiales
europeas, implementando una tramitación centralizada
de pedidos. Estos nuevos procesos también mejorarán
el suministro de material a nuestra área de fabricación de
maquinaria en Wolfertschwenden.
¿En qué medida cambiarán los procesos logísticos internos?Starrach: En el futuro trabajaremos con una moderna
técnica de almacenamiento. La expedición pasará de
utilizar el “principio de hombre a mercancía”, es decir, el
suministro estático de las piezas y su retirada por un tra-
bajador directamente en la posición de almacenamiento,
a utilizar el “principio de mercancía al hombre”. Las piezas
de repuesto se transportarán automáticamente desde
la posición de almacenamiento hasta el encargado de la
expedición. Esta automatización aumenta el rendimiento
de la expedición y, al mismo tiempo, disminuye la apari-
ción de fallos. Gracias a tecnologías punteras, los proce-
sos se vuelven más eficientes. El uso de Extended Ware-
house Management (EWM) de SAP dotará de mayor
transparencia a los procesos logísticos.
¿Y los procesos logísticos externos?Starrach: Uno de los objetivos que perseguimos con el
nuevo centro logístico es poner a disposición de nuestros
clientes de Europa piezas de repuesto poco solicitadas,
directamente desde Wolfertschwenden y con breves
periodos de entrega.
¿Qué aspectos técnicos del centro logístico son dig-nos de mención?Starrach: Podemos destacar el almacén automático de
piezas pequeñas con más de 19.500 portadores de carga
pequeña que pueden subdividirse varias veces. Con ellos
disponemos realmente de unas 30.000 posiciones de
almacenamiento para piezas pequeñas. En el futuro, el
centro logístico contará con un almacén de pasillo estre-
cho para el almacenamiento de palets y con varios pues-
tos de trabajo de expedición de alto rendimiento. Para el
envasado de las piezas de repuesto habrá puestos de tra-
bajo de envasado donde se distinguirá entre el envasado
de piezas pequeñas y piezas grandes. Por último, pero no
por ello menos importante, se implantará EWM de SAP
en todos los procesos.
¿Qué países se verán afectados?Starrach: Los nuevos procesos afectan a todos los países
77
UPDATE 2 ´15

BEYOND PACKAGING
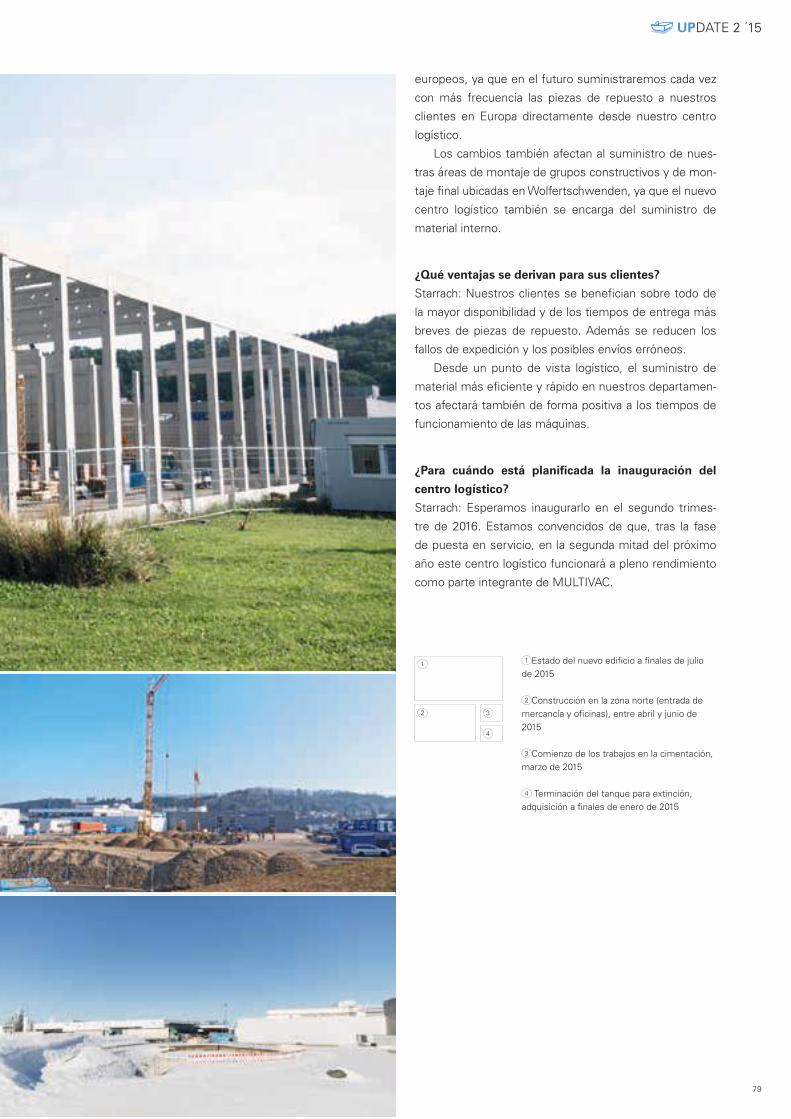
europeos, ya que en el futuro suministraremos cada vez
con más frecuencia las piezas de repuesto a nuestros
clientes en Europa directamente desde nuestro centro
logístico.
Los cambios también afectan al suministro de nues-
tras áreas de montaje de grupos constructivos y de mon-
taje final ubicadas en Wolfertschwenden, ya que el nuevo
centro logístico también se encarga del suministro de
material interno.
¿Qué ventajas se derivan para sus clientes?Starrach: Nuestros clientes se benefician sobre todo de
la mayor disponibilidad y de los tiempos de entrega más
breves de piezas de repuesto. Además se reducen los
fallos de expedición y los posibles envíos erróneos.
Desde un punto de vista logístico, el suministro de
material más eficiente y rápido en nuestros departamen-
tos afectará también de forma positiva a los tiempos de
funcionamiento de las máquinas.
¿Para cuándo está planificada la inauguración del centro logístico?Starrach: Esperamos inaugurarlo en el segundo trimes-
tre de 2016. Estamos convencidos de que, tras la fase
de puesta en servicio, en la segunda mitad del próximo
año este centro logístico funcionará a pleno rendimiento
como parte integrante de MULTIVAC.
1
2
1 Estado del nuevo edificio a finales de julio de 2015
2 Construcción en la zona norte (entrada de mercancía y oficinas), entre abril y junio de 2015
3 Comienzo de los trabajos en la cimentación, marzo de 2015
4 Terminación del tanque para extinción, adquisición a finales de enero de 2015
3
4
79
UPDATE 2 ´15

SIN GLUTEN
¿SABÍA YA...
¿SABÍA YA...QUE LAS TERMOFORMADORAS DE MULTIVAC OFRE-
CEN VENTAJAS A LA HORA DE ENVASAR PRODUCTOS
DE PANADERÍA Y PASTELERÍA SIN GLUTEN?
La demanda de productos de panadería y pastelería sin gluten se incrementa,
no solo porque cada vez son más las personas que sufren una intolerancia al
gluten, sino porque consumir alimentos sin gluten se ha convertido en una
moda por constituir supuestamente una alimentación más sana. Sin embargo,
el envasado de productos de panadería y pastelería sin gluten plantea exigen-
cias particulares a los sistemas empleados.
81
UPDATE 2 ´15

SIN GLUTEN20 ppm (20 mg/kg)
400.000Pacientes en Alemania
¿SABÍA YA...

SIN GLUTEN
70 MILLONESA nivel mundial
20 ppm (20 mg/kg)
400.000Pacientes en Alemania
40 MILLONES DE EUROS
Volumen de mercado en Alemania

El pan, otros productos de panadería y pastele-
ría y los demás alimentos que contienen gluten
son un tabú para los celíacos. La celiaquía es
una enfermedad crónica debida a una respuesta
anti inmunológica que produce una intolerancia al gluten
durante toda la vida. Este está presente en los cerea-
les trigo, espelta, centeno, cebada, avena y escanda,
así como en variedades antiguas de trigo como son la
escanda o la escaña. Los cereales que contienen glu-
ten, así como todos los alimentos que contienen dichos
cereales (aunque solo sean trazas de ellos) no son apro-
piados para los celíacos.
En todo el mundo hay unos 70 millones de personas1
afectadas por esta intolerancia; tan solo en Alemania son
ya 400.000 pacientes2, y tienden a aumentar gracias a
una mejora en los procedimientos de diagnóstico y a una
concienciación cada vez mayor en torno a esta enferme-
dad. La única posibilidad de tratar la celiaquía es alimen-
tarse sin gluten durante toda la vida.
Aunque en algunos países la oferta sea aun limitada,
hay ya numerosos fabricantes que ofrecen alimentos
sin gluten. El volumen de mercado de los productos sin
gluten alcanza en Alemania unos 40 millones de euros3.
Junto a los productos que de por sí no contienen gluten,
hay otros productos que utilizan recetas nuevas con las
que se trata de imitar a los productos originales evitando
añadir ingredientes con gluten. Este tipo de adaptación
de las recetas puede suponer importantes retos tecno-
lógicos y científi cos, en especial en lo que se refi ere a
imitar las propiedades sensoriales del producto con
gluten en el que están inspiradas. Al hacerlo, los ingre-
dientes se eligen en función de criterios muy variados:
p. ej., su función dentro del producto, las consecuencias
de prescindir de él, costes y disponibilidad, su reacción
con otros ingredientes, su propensión a sufrir cambios
durante el proceso de fabricación o sus valores nutricio-
nales u otras ventajas que puedan hacer el producto más
atractivo para el consumidor.4
Muchos productos de panadería y pastelería sin glu-
ten pueden fabricarse con los equipos de que dispone
una panadería normal. El mayor reto está en el cumpli-
miento de los límites legales, ya que dichos productos
solo pueden denominarse “sin gluten” si su contenido
en gluten no supera un máximo de 20 ppm (20 mg/kg).
El peligro de una contaminación cruzada durante la pro-
ducción es muy alta. Tampoco es posible adoptar auto-
máticamente los parámetros de producción convenciona-
les, sino que es necesario optimizar las condiciones de
cocción y fermentación de los productos sin gluten. Gran
parte de los panes y panecillos sin gluten son produc-
tos semi-elaborados y pueden almacenarse en condicio-
nes diversas: congelados, refrigerados o a temperatura
ambiente. Antes de su venta o antes de su consumo se
terminan de hornear.
Requisitos que deben cumplir los envases de pro-ductos de panadería y pastelería sin glutenLos productos de panadería y pastelería sin gluten tam-
bién requieren que sus envases cumplan unos requisitos
particulares. Esto se debe a que el tiempo de conserva-
ción de dichos productos suele ser muy corto, debido a
que pierden rápidamente humedad y aroma. La falta de
gluten produce a menudo una masa líquida o, tras la coc-
ción, un pan de textura quebradiza que es más claro y
tiene otras propiedades negativas respecto al producto
SIN GLUTEN 70 MILLONESA nivel mundial20 ppm (20 mg/kg)
84
¿SABÍA YA...

convencional. Cuando un pan sin gluten se almacena a
temperatura ambiente, pierde calidad debido a la forma-
ción de moho o a su envejecimiento. Para prolongar la
duración de los productos sin gluten, se envasan gene-
ralmente en atmósfera protectora (envases MAP). El dió-
xido de carbono (CO2) evita el desarrollo de levaduras y
bacterias y tiene un efecto fungicida que elimina el moho.
Por tanto, se utiliza frecuentemente para envasar produc-
tos de panadería y pastelería, a veces combinado con
nitrógeno como gas de apoyo para reducir la difusión del
gas a través del envase, ya que este gas se comporta de
forma totalmente neutral respecto al producto envasado.
Asimismo, la reducción del contenido en oxígeno del
envase ralentiza el crecimiento de levaduras y bacterias
hasta alcanzar un porcentaje menor del uno por ciento y
evita totalmente la formación de moho. Debido a que los
productos de panadería y pastelería sin gluten tienen otra
consistencia que los convencionales, su envasado exige
probar por separado la mezcla de gases del envase MAP
para cada receta.
Las soluciones de envasado MULTIVAC sirven para
envasar de forma segura y efi ciente productos de pana-
dería y pastelería tanto convencionales como sin gluten.
Para ello son especialmente adecuadas nuestras termo-
formadoras de distinto tamaño y rendimiento equipadas
con un dispositivo de envasado con gas protector. La
dosifi cación y mezcla de los distintos componentes de la
atmósfera protectora se controla con precisión a través
de un dispositivo de mezcla y regulación (mezclador de
gas). Para gran número de productos de panadería y pas-
telería pueden adquirirse mezclas de gas ya preparadas
especiales para ellos. Entre las ventajas de utilizar enva-
ses termoformados en lugar de las bolsas tubo utilizadas
a menudo para los productos de panadería y pastelería
se encuentra un menor consumo de gas protector, así
como la posibilidad de controlar con precisión la atmós-
fera contenida en el envase gracias al empleo de láminas
con efecto barrera. También es una ventaja poder llenar
el envase más fácilmente desde arriba, en especial para
productos cortados como son los panes en rodajas. Para
envasar grandes lotes de productos de panadería y paste-
lería, MULTIVAC ofrece también soluciones de termofor-
mado totalmente automáticas. Estas disponen de módu-
los especiales de manutención para introducir y extraer
las rodajas de pan. La integración de funciones adiciona-
les como el etiquetado Inline, la rotulación y el control
de calidad confi ere al proceso una gran fi abilidad, lo que
es importante para los consumidores de productos sin
gluten, especialmente en lo que se refi ere el marcado.
En el Centro de formación e innovación situado en su
sede central de Wolfertschwenden, MULTIVAC ofrece
a sus clientes las condiciones ideales para llevar a cabo
pruebas de envasado. En él tienen la posibilidad de desa-
rrollar y probar los más diversos sistemas de envasado
para sus productos, por ejemplo, envases y mezclas
especiales de gases para productos de panadería y pas-
telería sin gluten.
1 Fuente: Association of European Coeliac Societies (AOECS)2 Fuente: Sociedad alemana de celiaquía DZG e.V.3 Fuente: conferencia del Sr. Udo Hanneforth con ocasión del 62 Simposio sobre tecnología de panadería 2011 celebrado en Detmold (Alemania).4 cf. New product development: The case of gluten-free food products. En: Gluten-free Cereal Products and Beverages, 2008, p. 413-431. Alan L. Kelly, Michelle M. Moore, Elke K. Arendt.
400.000Pacientes en Alemania
40 MILLONES DE EUROSVolumen de mercado en Alemania
85
UPDATE 2 ´15

Feria de hasta Ciudad País
The Restaurant Show 05/10/15 07/10/15 Londres GB
BAKEPOL 10/10/15 13/10/15 Lublin Polonia
Anuga FoodService 10/10/15 14/10/15 Colonia Alemania
JAPAN PACK 2015 13/10/15 16/10/15 Tokio Japón
SÜFFA 18/10/15 20/10/15 Stuttgart Alemania
Foodtec 19/10/15 21/10/15 Pekín China
Scanpack 20/10/15 23/10/15 Gotemburgo Suecia
CARNEXPO 21/10/15 24/10/15 Bucarest Rumanía
Gulfood Manufacturing 2015 27/10/15 29/10/15 Dubai EAU
INDAGRA 28/10/15 01/11/15 Bucarest Rumanía
FPPE 03/11/15 05/11/15 Nairobi Kenia
MEAT DAYS 2015 07/11/15 09/11/15 Atenas Grecia
Andina-Pack 2015 10/11/15 13/11/15 Bogotá Colombia
Bocuse D'or, SIHRE 11/11/15 14/11/15 Sofía Bulgaria
COMPAMED 16/11/15 19/11/15 Düsseldorf Alemania
Pharmtech 24/11/15 27/11/15 Moscú Rusia
EMPACK 25/11/15 26/11/15 Bruselas Bélgica
Gwangju International Food Fair 2015 26/11/15 29/11/15 Gwangju Corea
OCT
UBR
EN
OVI
EMBR
E
2015CALENDARIO DE FERIAS
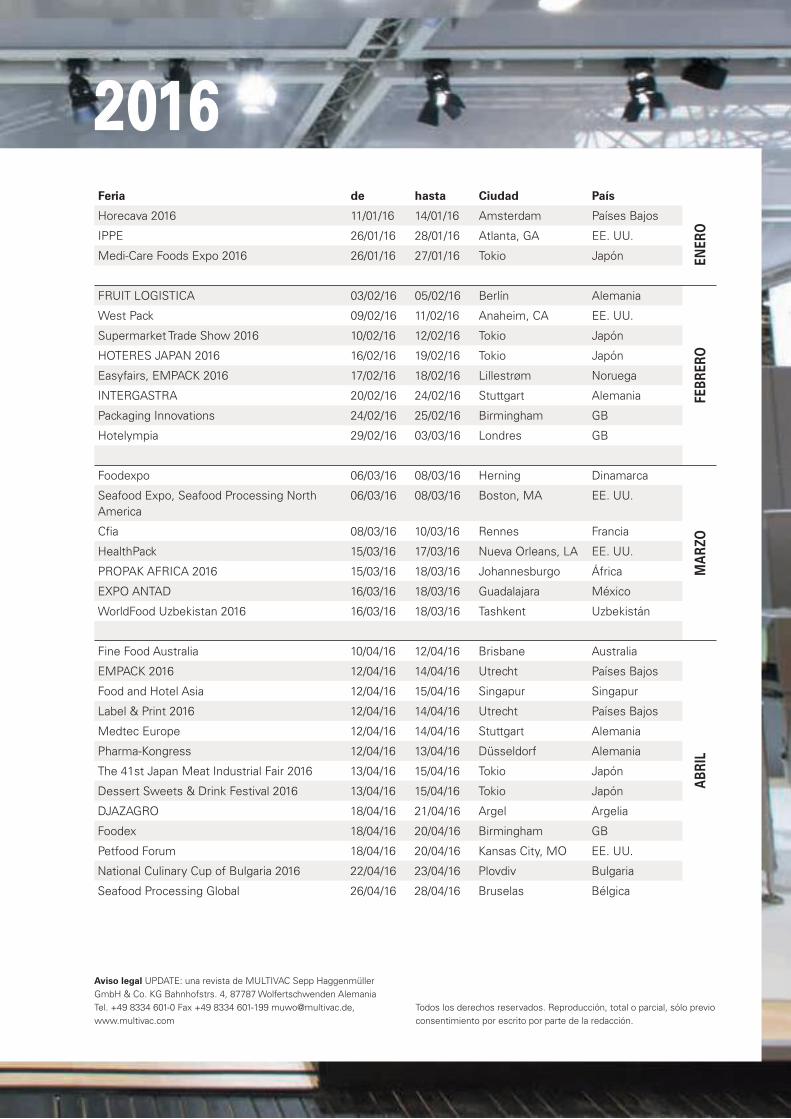
Aviso legal UPDATE: una revista de MULTIVAC Sepp Haggenmüller GmbH & Co. KG Bahnhofstrs. 4, 87787 Wolfertschwenden Alemania Tel. +49 8334 601-0 Fax +49 8334 601-199 [email protected], www.multivac.com
Todos los derechos reservados. Reproducción, total o parcial, sólo previo consentimiento por escrito por parte de la redacción.
2016Feria de hasta Ciudad País
Horecava 2016 11/01/16 14/01/16 Amsterdam Países Bajos
IPPE 26/01/16 28/01/16 Atlanta, GA EE. UU.
Medi-Care Foods Expo 2016 26/01/16 27/01/16 Tokio Japón
FRUIT LOGISTICA 03/02/16 05/02/16 Berlín Alemania
West Pack 09/02/16 11/02/16 Anaheim, CA EE. UU.
Supermarket Trade Show 2016 10/02/16 12/02/16 Tokio Japón
HOTERES JAPAN 2016 16/02/16 19/02/16 Tokio Japón
Easyfairs, EMPACK 2016 17/02/16 18/02/16 Lillestrøm Noruega
INTERGASTRA 20/02/16 24/02/16 Stuttgart Alemania
Packaging Innovations 24/02/16 25/02/16 Birmingham GB
Hotelympia 29/02/16 03/03/16 Londres GB
Foodexpo 06/03/16 08/03/16 Herning Dinamarca
Seafood Expo, Seafood Processing North America
06/03/16 08/03/16 Boston, MA EE. UU.
Cfia 08/03/16 10/03/16 Rennes Francia
HealthPack 15/03/16 17/03/16 Nueva Orleans, LA EE. UU.
PROPAK AFRICA 2016 15/03/16 18/03/16 Johannesburgo África
EXPO ANTAD 16/03/16 18/03/16 Guadalajara México
WorldFood Uzbekistan 2016 16/03/16 18/03/16 Tashkent Uzbekistán
Fine Food Australia 10/04/16 12/04/16 Brisbane Australia
EMPACK 2016 12/04/16 14/04/16 Utrecht Países Bajos
Food and Hotel Asia 12/04/16 15/04/16 Singapur Singapur
Label & Print 2016 12/04/16 14/04/16 Utrecht Países Bajos
Medtec Europe 12/04/16 14/04/16 Stuttgart Alemania
Pharma-Kongress 12/04/16 13/04/16 Düsseldorf Alemania
The 41st Japan Meat Industrial Fair 2016 13/04/16 15/04/16 Tokio Japón
Dessert Sweets & Drink Festival 2016 13/04/16 15/04/16 Tokio Japón
DJAZAGRO 18/04/16 21/04/16 Argel Argelia
Foodex 18/04/16 20/04/16 Birmingham GB
Petfood Forum 18/04/16 20/04/16 Kansas City, MO EE. UU.
National Culinary Cup of Bulgaria 2016 22/04/16 23/04/16 Plovdiv Bulgaria
Seafood Processing Global 26/04/16 28/04/16 Bruselas Bélgica
ENER
OFE
BRER
OAB
RIL
MAR
ZO

http://update.multivac.com


















