norma ASTM-370
20
Designacion: A 370 – 05 Métodos Estándar de Ensayos y Definiciones Para Ensayos Mecánicos de Productos de Acero Esta norma es emitida bajo la designación A370, el número que sigue la designación indica el año de adopción original, o en caso de revisión indica el año de revisión. Un número en paréntesis indica el año de la última reprobación. Un símbolo épsilon indica un cambio editorial desde la última revisión o reprobación. Esta norma ha sido aprobada por el departamento de defensa. 1. Scope* 1.1 Estos métodos de Ensayos cubren procedimientos y definiciones para los ensayos mecánicos de aceros forjados y de fundición, aceros inoxidables, y aleaciones relacionadas. Los ensayos descritos aquí son usados para determinar propiedades requeridas para la especificación de productos. Las variaciones en los ensayos deben evitarse y los métodos estándar de ensayos deben seguirse para obtener resultados reproducibles y comparables. En aquellos casos donde los requerimientos del ensayo para ciertos productos son únicos o que difieren con estos procedimientos generales, los requerimientos para los ensayos de los productos deben ser controlados. 1.2 Los siguientes ensayos mecánicos son descritos: Seccion Tension 5 a 13 Flexion 14 Dureza 15 Brinell 16 Rockwell 17 Portable 18 Impacto 19 a 28 Palabras clave 29 1.3 Anexos que cubren detalles relacionados con ciertos productos: Annex Bar Products A1.1 Tubular Products Annex A2 Fasteners Annex A3 Round Wire Products Annex A4 y tensión pueden ser determinados en unidades pulgada-libra. La deformación determinada en tramos calibrados de 2 a 8 pulgadas pueden ser reportadas en tramos calibrados de 50 o 200mm en unidades del Sistema Internacional. De igual forma, cuando se haga referencia a este documento se haga referencia por un producto con unidades pulgada-libra, los valores de fluencia y tensión pueden ser determinados en unidades SI, y luego ser convertido a valores pulgada-libra. 1.6 Debe consultarse las prácticas A 880 y E 1595 cuando haya necesidad de información de criterios para la evaluación de laboratorios de ensayos mecánicos. 1.7 Esta norma no intenta cubrir todas las medidas de seguridad, de haber alguna, asociada con su uso. Es la responsabilidad del usuario de la norma establecer prácticas de salud y seguridad y de determinar las limitaciones de las regulaciones apropiadas antes de su uso. 2.Documentos Relacionados: 2.1 ASTM Standards: 3 A 703/A 703M Specification for Steel Castings, General Requirements, for Pressure-Containing Parts A 781/A 781M Specification for Castings, Steel and Alloy, Common Requirements, for General Industrial Use A 833 Practice for Indentation Hardness of Metallic Mate- Converting Percentage Elongation of Round Specimens to Equivalents for Flat Specimens Annex A6 rials by Comparison Hardness Testers A 880 Practice for Criteria for Use in Evaluation of Testing Testing Multi-Wire Strand Annex A7 Rounding of Test Data Annex A8 Methods for Testing Steel Reinforcing Bars Annex A9 Procedure for Use and Control of Heat-Cycle Simulation Annex A10 1.4 Valores expresados en unidades pulgada-libra deben considerarse el estándar. 1.5 Cuando se hace referencia a este
-
Upload
rebeca-lopez -
Category
Documents
-
view
179 -
download
7
description
ES una norma que se utiliza para la definir los ensayos o pruebas que se le pueden
Transcript of norma ASTM-370
Designacion: A 370 05Mtodos Estndar de Ensayos y Definiciones Para Ensayos Mecnicos de Productos de AceroEsta norma es emitida bajo la designacin A370, el nmero que sigue la designacin indica el ao de adopcin original, o en caso de revisin indica el ao de revisin. Un nmero en parntesis indica el ao de la ltima reprobacin. Un smbolo psilon indica un cambio editorial desde la ltima revisin o reprobacin.Esta norma ha sido aprobada por el departamento de defensa.1. Scope*1.1 Estos mtodos de Ensayos cubren procedimientos y definiciones para los ensayos mecnicos de aceros forjados y de fundicin, aceros inoxidables, y aleaciones relacionadas. Los ensayos descritos aqu son usados para determinar propiedades requeridas para la especificacin de productos. Las variaciones en los ensayos deben evitarse y los mtodos estndar de ensayos deben seguirse para obtener resultados reproducibles y comparables. En aquellos casos donde los requerimientos del ensayo para ciertos productos son nicos o que difieren con estos procedimientos generales, los requerimientos para los ensayos de los productos deben ser controlados.1.2 Los siguientes ensayos mecnicos son descritos:SeccionTension5 a 13Flexion14Dureza15Brinell16Rockwell17Portable18Impacto19 a 28Palabras clave291.3 Anexos que cubren detalles relacionados con ciertos productos:AnnexBar ProductsA1.1Tubular ProductsAnnex A2FastenersAnnex A3Round Wire ProductsAnnex A4
y tensin pueden ser determinados en unidades pulgada-libra. La deformacin determinada en tramos calibrados de 2 a 8 pulgadas pueden ser reportadas en tramos calibrados de 50 o 200mm en unidades del Sistema Internacional. De igual forma, cuando se haga referencia a este documento se haga referencia por un producto con unidades pulgada-libra, los valores de fluencia y tensin pueden ser determinados en unidades SI, y luego ser convertido a valores pulgada-libra. 1.6 Debe consultarse las prcticas A 880 y E 1595 cuando haya necesidad de informacin de criterios para la evaluacin de laboratorios de ensayos mecnicos.1.7 Esta norma no intenta cubrir todas las medidas de seguridad, de haber alguna, asociada con su uso. Es la responsabilidad del usuario de la norma establecer prcticas de salud y seguridad y de determinar las limitaciones de las regulaciones apropiadas antes de su uso.2.Documentos Relacionados:2.1 ASTM Standards: 3A 703/A 703M Specification for Steel Castings, GeneralRequirements, for Pressure-Containing PartsA 781/A 781M Specification for Castings, Steel and Alloy, Common Requirements, for General Industrial UseA 833 Practice for Indentation Hardness of Metallic Mate-Converting Percentage Elongation of Round Specimens toEquivalents for Flat Specimens
Annex A6
rials by Comparison Hardness TestersA 880 Practice for Criteria for Use in Evaluation of TestingTesting Multi-Wire StrandAnnex A7Rounding of Test DataAnnex A8Methods for Testing Steel Reinforcing BarsAnnex A9Procedure for Use and Control of Heat-Cycle SimulationAnnex A101.4 Valores expresados en unidades pulgada-libra deben considerarse el estndar.1.5 Cuando se hace referencia a este documento por un producto con especificaciones mtricas, los valores de fluencia1 These Estos Ensayos y definiciones estan bajo la jurisdiccion del comite ASTM A01 de aceros, aceros inoxidables y aleaciones relacionadas son una responsabilidad directa del comite A01.13
Laboratories and Organizations for Examination and In- spection of Steel, Stainless Steel, and Related AlloysE4 Practices for Force Verification of Testing MachinesE6 Terminology Relating to Methods of Mechanical Test- ingE8 Test Methods for Tension Testing of Metallic MaterialsE 8M Test Methods for Tension Testing of Metallic Mate- rials [Metric]E 10 Test Method for Brinell Hardness of Metallic Materi- als3 Para referencias de los estandares ASTM, visite the ASTM website, www.astm.org, or contact ASTM Customer Service at [email protected].
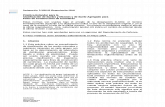
A 370 05E 18 Test Methods for Rockwell Hardness and RockwellSuperficial Hardness of Metallic MaterialsE 23 Test Methods for Notched Bar Impact Testing ofMetallic MaterialsE 29 Practice for Using Significant Digits in Test Data toDetermine Conformance with SpecificationsE 83 Practice for Verification and Classification of Exten- someter SystemE 110 Test Method for Indentation Hardness of MetallicMaterials by Portable Hardness TestersE 190 Test Method for Guided Bend Test for Ductility ofWeldsE 290 Test Method for Bend Testing of Material for Duc- tilityE 1595 Practice for Evaluating the Performance of Me- chanical Testing Laboratories42.2 ASME Document:5ASME Boiler and Pressure Vessel Code, Section VIII, Division I, Part UG-83. Precauciones Generales3.1 Ciertos mtodos de fabricacin, como los de doblado y de soldadura, u operaciones que involucran calentamiento, puede afectar las propiedades del material bajo ensayo. Por lo tanto las especificaciones del producto deben cubrir la etapa de manufactura donde ensayos mecnicos deben ser hechos. Las propiedades mostradas por los ensayos antes de su fabricacin pueden ser no representativos del producto despus ha sido fabricado.3.2 Mecanizado o preparacin inadecuada de los especmenes de prueba puedan dar resultados errneos. Debe asegurarse un mecanizado correcto. Especmenes mecanizados de manera inapropiada debern ser descartados y substituidos por otros especmenes.3.3 Fallos en los especmenes tambin pueden afectar los resultados. Si cualquier espcimen de prueba desarrolla fallas, la prueba deber ser repetida.3.4 Si cualquier espcimen de prueba falla debido a fallas mecnicas como un fallo en el equipo del ensayo o preparacin inadecuada del espcimen, este deber ser sustituido por otro.4. Orientacin de los especmenes de Prueba.4.1 Los trminos Ensayo longitudinal y Ensayo transversal son usados nicamente para productos forjados, y no son aplicables a productos de fundicin. Cuando tal referencia sea hecha a un espcimen de prueba, aplican las siguientes definiciones:4.1.1 Ensayo Longitudinal, de no ser definido de otra manera, significa que el eje longitudinal del espcimen es paralelo la direccin de la mayor extensin del acero durante su forja. El esfuerzo aplicado a un espcimen bajo un ensayo de tensin longitudinal es en la direccin de la mayor extensin, y el eje de pliegue de un ensayo de flexin de un espcimen es en ngulo recto de la direccin de la mayor extensin. (Fig. 1, Fig. 2a, y 2b).
FIG. 1 La relacin de muestras de anlisis a la direccin de laminado o de extensin (Aplicable a los productos forjados generales)4.1.2 Ensayo Transversal, de no ser definida de otra manera, significa que el eje longitudinal del espcimen esta a ngulos rectos a la direccin de la mayor extensin, del acero durante la forja. El esfuerzo aplicado a un espcimen en un ensayo de tensin transversal forma un ngulo recto con la mayor extensin, y el eje de pliegue de un ensayo de flexin en un espcimen es paralelo a la mayor extensin. (Fig. 1).4.2 Los trminos Ensayo radial y Ensayo tangencial son usados en especificaciones de materiales para algunos productos forjados circulares y no son aplicables a materiales de fundicin. Cuando tal referencia sea hecha a un espcimen de prueba, las siguientes definiciones aplican:4.2.1 Ensayo Radial, de no ser definida de otra manera, significa que el eje longitudinal del espcimen es perpendicular al eje del producto y coincide con uno de los radios de un crculo dibujado con un punto en ele eje del producto como centro. (Fig. 2a).4.2.2 Ensayo Tangencial, de no ser definida de otra manera, significa que el eje longitudinal del espcimen es perpendicular a un plano que contiene el eje del producto y tangente a un circulo dibujado con un punto ubicado en el eje del producto como centro (Fig. 2a, 2b, 2c, and 2d).Ensayo a Traccion5. Descripcion5.1 el ensayo de traccin en relacin con el ensayo mecnico de productos de acero somete una muestra mecanizada o de seccin completa de material bajo exanimacin a una carga controlada suficiente para causar ruptura. Las propiedades buscadas son definidas en terminologia E 6.5.2 En general, el equipo del ensayo y los mtodos son dados en mtodos de ensayo E 8. No obstante hay ciertas excepciones a E8 en los ensayos en acero, estas son cubiertas aqu.2A 370 05
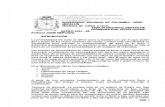
FIG. 2 Ubicacin de las muestras longitudinales de tensin de prueba en anillos de corte de Productos Tubulares6. Terminologa
.6.1 Para las definiciones de los trminos relativos a las pruebas de tensin, incluyendo resistencia a la traccin, lmite de elasticidad, lmite de elasticidad, elongacincin, y la reduccin de rea, se debe hacer referencia a terminologa E 6.7. Aparatos de Ensayos y Operaciones.7.1 Sistemas de cargasHay dos tipos de sistemas de cargas, mecnicas e hidrulicas. Estas difieren principalmente en la variacin de la tasa de aplicacin de carga. Las maquinas mecnicas antiguas estn limitadas a un numero ms pequeo de velocidades fijas . Algunas maquinas mecnicas modernas , y todas las maquinas hidrulicas permiten variaciones sin escalones en el rango de velocidades.
7.2 La mquina de prueba de tensin debern mantenerse en buen estado de funcionamiento, que se utiliza slo en el rango de carga adecuado y calibrado peridicamente de acuerdo con la ltima revisin de las prcticas E 4.NOTA 1 Muchas mquinas estn equipadas con grabadoras de tensin-deformacin para autogrfico trazado de curvas de tensin-deformacin. Cabe sealar que algunos de estos aparatos tienen un componente de medicin de carga totalmente separada de el indicador de carga de la mquina de ensayo. Tales registradores se calibran por separado.7.3 Aplicacion de carga Es la funcin del dispositivo de agarre o de sujecin de la mquina de ensayo para transmitir la carga de las cabezas de la mquina para el espcimen de prueba. El requisito esencial es que la carga se transmite axialmente. Esto implica que los centros de la accin de las garras estarn en alineacin, en la medida de lo posible, con el eje de la muestra al inicio y durante la prueba y que la flexion
3A 370 05o torsin sea mnimo. Para las muestras con una seccin reducida, el agarre de la muestra se limita a la seccin de agarre. En el caso de ciertas secciones ensayadas en tamao completo, la carga no axial es inevitable y en tales casos se permitir.
7.4 Velocidad de Aplicacin de Carga La velocidad de ensayo no debe ser mayor que aquella a la que lecturas de la carga y las deformaciones se pueden realizar con precisin. En las pruebas de produccin, la velocidad de la prueba se expresa comnmente: (1) en trminos de la velocidad de aplicacin de la carga (velocidad de movimiento de la cruceta de la mquina de ensayo cuando no est bajo carga), (2) en trminos de tasa de separacin de las dos cabezas de la mquina de prueba bajo carga, (3) en trminos de tasa de deformacin de la muestra, o (4) en trminos de la tasa de esfuerzos aplicados. Las siguientes limitaciones en la velocidad de las pruebas se recomiendan como adecuados para la mayora de productos de acero:NOTA 2 Los ensayos de traccin utilizando mquinas de bucle cerrado (con control de realimentacin de velocidad) no se debe realizar utilizando el control de carga, ya que este modo de prueba dar como resultado la aceleracin de la cruceta a ceder y la elevacin de la resistencia a la fluencia medido.7.4.1 Cualquier velocidad conveniente de las pruebas se puede utilizar hasta la mitad del punto de fluencia o lmite elstico. Cuando se alcanza este punto, la tasa de funcionamiento libre de la separacin de las crucetas se ajustarn de manera que no exceda de 1/16 pulgadas por minuto por pulgada de seccin reducida, o la distancia entre las mordazas para las muestras de ensayo que no tienen secciones reducidas . Esta velocidad se mantiene a travs del punto de fluencia o lmite elstico. En la determinacin de la resistencia a la traccin, la tasa de funcionamiento libre de la separacin de las cabezas no ser superior a 1/2 pulgada por minuto por pulgada de seccin reducida, o la distancia entre las mordazas para muestras de prueba que no tienen secciones reducidas. En cualquier caso, la velocidad mnima de la prueba no deber ser inferior a 1/10 de las tasas mximas especificadas para la determinacin de un lmite de elasticidad o resistencia a la fluencia y resistencia a la traccin.7.4.2 Es permitido para ajustar la velocidad de la mquina de ensayo mediante el ajuste de la velocidad de marcha libre cruceta a los valores especificados anteriormente, dado que la velocidad de separacin de las cabezas bajo carga en estos ajustes de la mquina es menor que los valores especificados de velocidad de cruceta libre ejecutando .7.4.3 Como alternativa, si la mquina est equipada con un dispositivo para indicar la velocidad de carga, la velocidad de la mquina desde la mitad del punto de fluencia especificada o resistencia a la fluencia se puede ajustar de modo que la tasa de esfuerzos no ha de exceder de 100 000 psi (690 MPa) / min. Sin embargo, el porcentaje mnimo de esfuerzos no ser inferior a 10 000 psi (70 MPa) / min.8. Parametros del Especimen de Prueba8.1 Seleccin Los especmenes de prueba deben seleccionarse de acuerdo con las especificaciones de los productos correspondientes.8.1.1 Acero Forjado Productos de acero forjado se prueban generalmente en la direccin longitudinal, pero en algunos casos, en donde las dimensiones lo permitan y el servicio lo justifique, la prueba es en las direcciones transversal, radial o tangencial (Fig. 1 y Fig.2).
8.1.2 Aceros Forjados Para piezas de forja, el metal para las pruebas de tensin es proporcionada generalmente permitiendo extensiones o prolongaciones en uno o ambos extremos de las piezas forjadas, ya sea en todoo un nmero representativo de lo dispuesto en los pliegos de condiciones correspondientes. Las muestras de ensayo se toman normalmente a la mitad del radio. Ciertas especificaciones del producto permite el uso de una barra representativa o la destruccin de una parte de los productos con fines de prueba. Para anillo o piezas forjadas como disco de metal, la prueba es proporcionada por el aumento del dimetro, el grosor o la longitud de la forja. 8.1.3 Aceros de Fundicin Especmenes de prueba para fundicin de donde se preparan los especmenes de prueba se harn de acuerdo a las especificaciones de las normas A 703/A 703M o A 781/ A 781M, segn aplique.8.2 Tamao y ToleranciasLos especmenes de prueba sern de grosor complete o una seccin de material laminado, o `puede ser maquinado a las dimensiones mostradas en las figuras 3-6. La seleccin del tipo y tamao del espcimen de prueba es determinado por las especificaciones aplicables del producto8.3 Obtencin de Especmenes de PruebaLos especmenes sern esquilados, acerradas y cortadas de oxigeno por secciones del material. Por lo general son maquinados para tener una seccin transversal reducida en la mitad de la longitud con el fin de obtener una distribucin uniforme de la presin sobre la seccin transversal y para localizar la zona de fractura. Se debe tener cuidado de remover por mecanizado todas las zonas afectadas por el acabado en frio o caliente de los bordes del espcimen de prueba.8.4 Envejecimiento de especmenes de PruebaDe no ser especificado de otra manera, es permisible envejecer los especmenes de prueba. El ciclo tiempo-temperatura usado debe ser tal que los efectos de procesos anteriores no sern cambiados. Esto puede lograrse envejeciendo en un cuarto temperatura ambiente de 24 a 48 horas, o en menos tiempo calentndolo en agua a una temperatura ligeramente mas alta.8.5 Medicin de las Dimensiones de Especmenes de Prueba.-
8.5.1 Especmenes Rectangulares Estndar para Ensayos a Tensin- Estos especmenes se muestran en la figura 3. Para determinar el rea transversal, el ancho del centro ser medido con una precisin de 0.005in (0.13mm) para el tramo calibrado de 8in (200mm) y una precisin de 0.001in (0.025mm) para el tramo calibrado de 2in (50mm) en la figura 3. El espesor en el centro deber medirse con una precisin de 0.001in (0.025mm) para ambos especmenes.8.5.2 Especmenes Redondos Estndar para Ensayos a TensinEste tipo de espcimen esta mostrado en Fig. 4 and Fig. 5. Para determinar el rea transversal, el dimetro ser medido en el centro con una precisin de 0.001 in. (0.025 mm) ( Tabla1).
8.6 GeneralLos especmenes de prueba sern de tamao completo o maquinado, segn la indicacin del producto sometido al ensayo.4A 370 05
NOTE 1Parael espcimen de 112-in. (40-mm) de largo, las marcas de perforacin para medir la deformacin despus de la rotura sern hechas a lo largo del espcimen y dentro del rea de seccin reducida. Un grupo de nueve o ms marcas a una distancia de 1 in. (25 mm), o uno o mas pares de marcas de 8 in. (200 mm) de separacin pueden ser usadas.NOTE 2Para el espcimen de 12-in. (12.5-mm) de largo, las marcas de perforacin para medir la deformacin despus de la rotura sern hechas en la cara de 12-inch (12.5-mm) o en el borde del espcimen y dentro del rea reducida. Un grupo de tres o ms marcas con una separacin de 1.0 in. (25 mm) pueden ser usados. O uno o ms pares de arcas con una separacin de 2 in. (50 mm) NOTE 3Para las tres dimensiones del espcimen, los extremos del rea reducida no variaran en ancho ms de 0.004, 0.002 o 0.001 in. (0.10, 0.05 or 0.025 mm). Tambin, puede haber una reduccin gradual en el ancho de los extremos al centro, pero el ancho en cada extremo no variara en mas de0.015 in., 0.005 in., or 0.003 in. (0.40, 0.10 o 0.08 mm) con respecto al ancho del centro.NOTE 4Por cada tipo de espcimen, el radio de todos los filetes ser igual con una tolerancia de 0.05 in. (1.25 mm), y los centros de curvatura de los dos filetes en cada extremo estarn localizados frente uno del otro (en una lnea perpendicular a la lnea central) con una tolerancia de 0.10 in. (2.5 mm).NOTE 5Por cada una de las tres dimensiones del espcimen, anchos ms pequeos (W y C) pueden ser usados de ser necesario. En tales casos el ancho de la seccin reducida deber ser al menos tan grande como el ancho del material en ensayo lo permita, no obstante, a no ser que sea definido de otra manera, los detalles de la deformacin en la especificacin de un producto no aplicara cuando se usen estos especmenes mas pequeas. Si el ancho del material es menos de W, los lados pueden ser paralelos en el largo del espcimen.NOTE 6 La muestra puede ser modificada haciendo los lados paralelos a lo largo de la longitud de la muestra, la anchura y tolerancias siendo iguales que los especificados anteriormente. Cuando sea necesario un espcimen ms estrecho puede ser utilizado, en cuyo caso el ancho debe ser tan grande como la anchura del material lo permita. Si la anchura es de 11/2 pulgadas (38 mm) o menos, los lados pueden ser paralelas a lo largo de la longitud de la probeta.NOTE 7 La dimensin T es el espesor del espcimen de prueba indicado en las especificaciones del material. El menor espesor nominal es de 112-in. (40-mm) especmenes anchos ser de 316 in. (5 mm), excepto donde sea indicado por las especificaciones del producto. El mximo espesor nominal ser de 12-in. (12.5-mm) y en especmenes de 14-in. (6-mm) de ancho ser de 34 in. (19 mm) y 14 in. (6 mm) NOTE 8Para ayudaren la obtencin de cargas de tensin en los especmenes de14-in. (6-mm) de ancho, el largo general ser como lo permita el material. NOTE 9Es preferible, de ser posible, hacer el largo de la seccin de agarre lo suficientemente largo para permitir al espcimen extenderse una distancia igual a dos tercios o ms del largo de agarre. Si el espesor de los especmenes de 12-in. (13-mm) de ancho es mas de 38 in. (10 mm), mordazas ms largas, y correspondientemente secciones de agarre ms largos sern necesarios para prevenir fallos en la seccin de agarre. NOTE 10Para especmenes en forma de hojas y especmenes de menor tamao los extremos del espcimen sern simtricos con la lnea central del are reducida con una precisin de 0.01 and 0.005 in. (0.25 and 0.13 mm).Por lo tanto, para el acero si los extremos del espcimen de 2-in. (12.5-mm) de ancho son simtricos con una precisin de 0.05 in. (1.0 mm) un espcimen puede ser considerado satisfactorio para todo excepto como referencia.NOTE 11Para especmenes en forma de plazca los extremos del espcimen sern simtricos con la lnea central del rea reducida con una precisin de 0.25 in. (6.35 mm) excepto para pruebas de referencia en cuyo caso los extremos del espcimen sern simtricos con la lnea central del rea reducida con una precisin de 0.10 in. (2.5 mm).FIG. 3 Especmenes Rectangulares para ensayos a Tensin8.6.1 Especmenes preparados de forma inadecuada suelen dar resultados errneos. Es importante, por lo tanto, tener cuidado cuidad en la preparacin de muestras, particularmente en el mecanizado, para asegurar un buen acabado.8.6.2 Es deseable tener una rea transversal ms pequea al centro del tramo calibrado para asegurar rotura dentro del
tramo calibrado. Esto se logra con la disminucin gradual en el tramo calibrado permitido por cada de uno de los especmenes descritos en las secciones siguientes.8.6.3 Para materiales frgiles es deseable tener filetes de gran radio en los extremos del tramo calibrado.
5A 370 05
NOTE 1La seccin reducida puede tener una disminucin gradual desde los extremos hacia el centro, con los extremos no mas grandes que 1 por ciento en el dimetro que el dimetro del centro(control de dimensiones)NOTE 2Deser deseado, el largo de la seccin reducida puede aumentarse para acomodar un extensmetro de cualquier tramo calibrado apropiado. Marcas de referencia para le medicin de las deformaciones debern, no obstante, estar indicadas en el tramo calibrado.NOTE 3El tramo calibrado y los filetes sern como son mostrados, pero los extremos pueden ser de cualquier forma para ser acomodado en las mordazas de la mquina para el ensayo de tal manera que la carga sea aplicada axialmente ( Fig. 9). Si los extremos sern sujetados en mordazas de cua, es deseable de ser posible, hacer el largo de la seccin de sujecin lo suficientemente largo para permitir al espcimen extenderse en el agarre una distancia igual a dos tercios o ms del largo de las mordazas.NOTE 4En los especmenes de Fig. 5 y Fig. 6, los tramos calibrados son iguales a cuatro veces el dimetro nominal. En las especificaciones de algunos productos otros especmenes pueden ser usados, pero a no ser que se mantenga la relacin 4-1 dentro de las tolerancias dimensionales, los valores de deformacin pueden no ser comparables con aquellos obtenidos en los ensayos estndar.NOTE 5The use of specimens smaller than 0.250-in. (6.25-mm) diameter shall be restricted to cases when the material to be tested is of insufficient size to obtain larger specimens or when all parties agree to their use for acceptance testing. Smaller specimens require suitable equipment and greater skill in both machining and testing.NOTE 6Cinco tamaos de especmenes usados frecuentemente tienen dimetros de aproximadamente 0.505, 0.357, 0.252, 0.160, y 0.113 in., la razn es para permitir clculos fciles de los esfuerzos, dado que las reas transversales correspondientes son iguales a 0.200, 0.100, 0.0500, 0.0200, and 0.0100 in.2, aproximadamente. Por lo tanto, cuando los dimetros verdaderos concuerdan con estos valores, los esfuerzos pueden calcularse usando los factores de multiplicacin 5, 10, 20, 50, y 100, respectivamente.FIG. 4 Especmenes Estndar de Ensayos a Tensin de 0.500-in. (12.5-mm) con tramos calibrados de 2-in. (50-mm) y Ejemplos de Especmenes de Tamao pequeoEspecmenes Proporcionales a los Especmenes Estndar. 9.0 Especmenes de Forma de Placa.
9.1 El espcimen estndar en forma de placa es mostrado en la Fig. 3. Este espcimen es usado para ensayos en materiales metlicos en forma de placas, barras estructurales, y materiales planos que tienen un espesor nominal de 316 in. (5 mm) or mas. Cuando las especificaciones del producto lo permitan, otros especmenes pueden ser usados.NOTE 3Cuandosea necesario en la especificacin del producto, el espcimen con un tramo calibrado de 8-in puede ser usado para material laminado y en forma de tiras. 10. Especmenes de Forma de Lamina.
10.1 El espcimen estndar en forma de lmina es mostrado en la Fig.3. Este espcimen es usado para ensayos de materiales metlicos en forma de lminas, placas, alambre plano, bandas, con un espesor nominal desde 0.005 a 34 in. (0.13 to 19 mm). Cuando las especificaciones del producto lo permitan, otros tipos de especmenes pueden ser usados, como se menciono en la seccin 9 (Note 3).11.0 Especmenes de Forma Redonda.
11.1 El espcimen estndar de dimetro de.500-in. (12.5-mm) mostrado en Fig. 4 es usado generalmente para los ensayos de materiales metlicos, tanto de fundicin como de forja.11.2 Fig. 4 tambin muestra especmenes pequeos proporcionales a los especmenes estndar. Estos pueden ser usados cuando sea necesario realizar ensayos para los cuales no se pueden preparar los especmenes mostrados en Fig. 3. Otras medidas para especmenes redondos pequeos pueden ser usados. En cualquier espcimen pequeo es importante que el tramo calibrado para medir la deformacin sea cuatro veces el dimetro del espcimen. (Note 4, Fig. 4).11.3 La forma de los extremos de las muestras fuera de la longitud calibrada ser la adecuada para el material y de una forma para adaptarse a las mordazas de la mquina de ensayo de modo que las cargas se aplican axialmente. La figura. 5 muestra las muestras con diversos tipos de extremos que han dado resultados satisfactorios.12. Marcas de Sujecin. 12.1 Los especmenes se muestra en las Figs. 3-6 sern marcadas con un punzn, marcas trazadas, dispositivo mltiple, o dibujado con tinta. El propsito de estas marcas es para determinar el porcentaje de elongacin. Las marcas de perforacin debern ser ligeras, fuertes, y espaciadas con precisin. La localizacin de la tensin en las marcas que hace un espcimen duro susceptibles a la fractura a partir de las marcas de perforacin. Las marcas de calibre para medir el alargamiento de rotura se efectuar en el plano o en el borde de la muestra de ensayo de tensin y dentro de la seccin paralela; para el espcimen de 8in de tramo calibrado, fig.3, uno o ms conjuntos de marcas de calibracin de 8-in. pueden ser utilizados.
6A 370 05
NOTE 1La seccin reducida puede tener una disminucin gradual desde los extremos hacia el centro con los extremos no mas de 0.005 in. (0.10 mm) ms grande en el dimetro que en el centro.NOTE 2En el espcimen cinco, es deseable, de ser posible, hacer el largo de la seccin de agarre lo suficientemente grande para que el espcimen se deforme en las mordazas una distancia igual a dos tercios o ms del largo de las mordazas.NOTE 3Los tipos de extremos mostrados son aplicables para el espcimen redondo de 0.5000-in; tipos similares pueden ser usados para especmenes de menor tamao. El uso de las series UNF (34 por 16, 12 por 20, 38 por 24, y 14 por 28) es sugerido para materiales frgiles de alta resistencia para evitar fractura en la parte de la rosca.FIG. 5 Tipos Sugeridos de Extremos para Especmenes Redondos Estndar para Ensayos a TensinEspecmenes rectangulares con tramos calibrados de 2-in, Fig. 3, y especmenes redondos, Fig. 4, son marcados con un punzn de doble punta. Uno o ms conjuntos de marcas de calibracin pueden ser usados, no obstante un conjunto debe estar centrado aproximadamente en la seccin reducida. Las mismas precauciones deben tomarse cuando el espcimen de prueba tiene una seccin completa.13. Determinacin de las Propiedades de Traccin13.1 Punto de Fluencia Punto de fluencia es el esfuerzo primero en un material, menor que el esfuerzo mximo que puede obtenerse, en el que un aumento de la deformacin se produce sin un aumento de carga. El punto de fluencia est destinado a aplicarse slo para materiales que pueden exhibir la caracterstica nica de mostrar un aumento de la deformacin sin un aumento de carga. El diagrama de esfuerzo-deformacin se caracteriza por una discontinuidad. Determinar el punto de fluencia por uno de los mtodos siguientes:
13.1.1 Cada de la viga o detencin del Mtodo del puntero En este mtodo, se aplican una carga cada vez mayor a la muestra a una velocidad uniforme. Cuando una mquina de palanca, mantenga la viga en equilibrio mediante la aplicacin de cargas a aproximadamente un ritmo constante. Cuando el punto de fluencia del material que se alcance, el aumento de la carga se detiene, y el indicador de la mquina caer durante un breve intervalo de tiempo, pero apreciable. Cuando una maquina con un indicador de carga se usa hay un momento en que el indicador se detiene, o vacila, esto corresponde con la cada de la viga. Tome el valor de la carga y el esfuerzo en este punto ser el punto de fluencia. 13.1.2 Mtodo Grafico del Diagrama Cuando se ha obtenido un diagrama Esfuerzo-Deformacin, tome el esfuerzo que corresponde al primer quiebre, o donde la grafica cambia (Fig. 7).13.1.3 Mtodo de la Extensin Total bajo la Carga Cuando se prueba un material para determinar el punto de fluencia y las muestras de ensayo pueden no exhibir una deformacin desproporcionada bien definida que caracteriza un punto de fluencia como se describi en las secciones 13.1.1 y 13.1.2, un valor equivalente al punto de fluencia para su uso prctico puede ser determinado con el siguiente mtodo: Use un extensmetro Clase C o mejor Attach (Note 4 y Note 5) al espcimen. Cuando la carga produce una deformacion
7A 370 05
NOTE 1La seccin reducida (dimensiones A, D, E, F, G, Y R) sern mostradas, pero los extremos pueden ser de cualquier forma para ajustarse a los sujetadores de la maquina del ensayo tal forma que la carga sea axial. Normalmente los extremos estn roscados y tienen las dimensiones B y C dadas.FIG. 6 Especmenes Estndar para Ensayos de Tensin para hierro fundido.TABLA 1 Factores Multiplicadores a usarse para varios dimetros de especmenes redondos
Especifica,(Note 6) debe registrase el esfuerzo correspondiente a la carga como el punto de fluencia. (Fig. 8).NOTE 4Hay aparatos que determinan la carga en el punto especifico sin la necesidad de hacer una grafica esfuerzo-deformacin. Tales aparatos pueden usarse si su precisin ha sido demostrada como equivalente a un extensmetro clase C
NOTE 5Se hace referencia a la prctica E 83.8A 370 05
FIG. 7 Stress-Strain Diagram Showing Yield Point Corresponding with Top of Knee
FIG. 8 Stress-Strain Diagram Showing Yield Point or YieldStrength by Extension Under Load MethodNOTE 6Para aceros con un punto de fluencia especificado a no ms de 80 000 psi (550MPa), un valor apropiado es 0.005 in./in. De longitud calibrada. Para valores mayores de 80 000 psi, este mtodo no es vlido a no ser que se aumente la longitudNOTE 7La forma de la porcin inicial de una grafica esfuerzo-deformacin puede ser afectada por numeroso factores tales como la forma de agarre del Espcimen, el enderezado causado por los esfuerzos residuales y la velocidad de aplicacin de la carga permitida en 7.4.1. Generalmente los errores al inicio de la grafica debern ignorarse para establecer la lnea del modulo.13.2 Esfuerzo de FluenciaEl esfuerzo de Fluencia es el esfuerzo a la cual un material exhibe una desviacin de la curva de proporcionalidad en el grafico esfuerzo-deformacin. La desviacin es expresada en trminos de esfuerzos, extensin total bajo la carga, etc. Determine la carga de fluencia por uno de los siguientes mtodos:13.2.1 Mtodo de CompensacinPara determinar el esfuerzo de fluencia es necesario tener datos(grficos o numricos) Con los que se pueda hacer un grafico esfuerzo-deformacin con un modulo caracterstico del material bajo ensayo. Luego en el grafico (Fig. 9) trace Om igual al valor especificado para la compensacin, dibuje mn paralelo a OA, localizando as r la interseccin de mn con la curva esfuerzo*deformacin correspondiente a la carga R, la cual es el esfuerzo de fluencia. Al obtener valores de esfuerzo de fluencia con este mtodo, el valor de la compensacin usado, ser expresado en parntesis despus del trmino del esfuerzo de fluencia, por ejemplo:Esfuerzo de Fluencia ~0.2 % offset! 5 52 000 psi ~360 MPa!(1)Cuando la compensacin es de 0.2% o ms, el extensmetro usado clasificara como Clase B2 con un rango de deformacin de 0.05 a 1%. Si se especifica una compensacin menor, puede ser necesario especificar un aparato ms preciso (Clase B1) o reducir el lmite inferior del rango de esfuerzos. Note 9 para aparatos automticos.NOTE 8 Cuando los diagramas de esfuerzo-deformacin no contienen un mdulo distintivo, como para algunos materiales trabajados en fro, se recomienda que se use el mtodo de la extensin bajo la carga. Si el mtodo de compensacin se utiliza para materiales sin un mdulo distintivo, un valor de mdulo apropiado para el material que se ensaya debe ser utilizado: 30 000 000 psi (207 MPa 000) para acero al carbono; 29 000 000 psi (200 000 MPa) para acero ferritico inoxidable;28 000 000 193 psi (000 MPa) para el acero inoxidable austentico. Para las aleaciones especiales, el productor debe ser contactado para discutir los valores apropiados.
13.2.2 Mtodo de la Extensin Bajo la Carga Para los ensayos para determinar la aceptacin o rechazo de material cuyas caractersticas de tensin-deformacin son bien conocidas a partir de las pruebas anteriores de material similar en el que los diagramas de esfuerzo-deformacin se han graficado, la deformacin total correspondiente al esfuerzo a la cual la compensacin ocurre se dar bajo limites satisfactorios. ( Note 9 and Note 10)
FIG. 9 Stress-Strain Diagram for Determination of Yield Strength by the Offset Method
9A 370 05L esfuerzo en el espcimen, cuando esta deformacin total es alcanzada, es el valor del esfuerzo de fluencia. Cuando se registran valores de esfuerzo de fluencia obtenidos por este mtodo, el valor de extensin especificada o usada, debe ser expresada en parntesis despus del termino de esfuerzo de fluencia, por ejemplo:Esfuerzo de Fluencia ~0.5 % EUL! 5 52 000 psi ~360 MPa!(2)La deformacin total puede obtenerse satisfactoriamente con el uso de un extensmetro clase B1 (Note 4, Note 5, y Note 7).NOTE 9 Hay dispositivos automticos disponibles que determinan el esfuerzo de fluencia sin trazar una curva de esfuerzo-deformacin. Tales dispositivos pueden ser utilizados si su exactitud se ha demostrado.
NOTE 10 La magnitud apropiada de la extensin bajo carga variar obviamente con el rango de resistencia del acero especial bajo prueba. En general, el valor de la extensin bajo carga aplicable al acero en cualquier nivel de fuerza puede determinarse a partir de la suma de la deformacin proporcional y la deformacin plstica esperada en el punto a la fluencia especificada. La ecuacin siguiente se utiliza:
Donde:YS = Resistencia de fluencia especificada, psi or MPa,E= modulo de elasticidad, psi or MPa, andr= deformacion plastica limite, in./in.13.3 Resistencia a la Traccin El clculo del esfuerzo a la traccin se hace dividiendo la carga mxima que es aplicada al espcimen entre el rea transversal inicial. 13.4 Alargamiento:13.4.1 Colocar los extremos de la muestra fracturada juntos cuidadosamente y medir la distancia entre las marcas de calibre con precisin de 0,01 pulg (0,25 mm) para tramos calibrados de 2in o menos, y con una precisin de 0,5% para tramos calibrados de ms de 2in. El alargamiento es el aumento en la longitud del tramo calibrado, expresada como un porcentaje de la longitud calibrada original. Al registrar los valores de elongacin, se debe especificar el porcentaje de elongacin y la longitud inicial.13.4.2 Si cualquier parte de la fractura tiene lugar fuera de la mitad central del tramo calibrado o en una marca perforada o descritas dentro de la seccin reducida, el valor de alargamiento obtenido puede no ser representativa del material. Si el alargamiento as medido se ajusta a los requisitos mnimos, no hay necesidad de mas pruebas, pero si la elongacin es menor que los requisitos mnimos, deseche la prueba y reptala.13.4.3 Mtodos Automatizados de Ensayos a Traccin utilizando extensmetros permiten la medicin de la elongacin en un mtodo descrito a continuacin. Alargamiento puede ser medido y notificado ya sea de esta manera, o como en el mtodo descrito anteriormente, el montaje de los extremos rotos juntos. Cualquier forma es valida
13.4.4 Alargamiento de rotura se define como el alargamiento medido justo antes de la disminucin repentina de la fuerza asociada con la fractura. Para muchos materiales dctiles que no exhiban una disminucin repentina de la fuerza, el alargamiento de rotura se puede tomar como el alargamiento medido justo antes de que la fuerza cae por 10debajo de 10% de la fuerza mxima encontrada durante la prueba.13.4.4.1 Alargamiento a la rotura debern incluir alargamiento elstico y plstico y se puede determinar con los mtodos autogrficos o automatizados usando extensmetros verificados en el rango de deformacin necesario. Utilice un extensmetro clase B2 o mejor para materiales que tienen menos de 5% de alargamiento; una clase C o mejor para materiales que tienen alargamiento mayor o igual a 5% pero inferior al 50%, y una clase D o mejor extensmetro para materiales que tienen 50% o mayor alargamiento. En todos los casos, la longitud de referencia del extensmetro ser igual al tramo calibrado nominal requerido para la muestra bajo prueba. Debido a la falta de precisin en el ajuste de los extremos fracturados, la elongacin de rotura utilizando los mtodos manuales en los prrafos anteriores puede diferir de la elongacin a la rotura determinada con extensmetros.13.4.4.2 Porcentaje de alargamiento a la rotura se puede calcular directamente a partir de los datos de alargamiento a la fractura y se da en vez del porcentaje de elongacin tal como se calcula en 13.4.1. Sin embargo, estos dos parmetros no son intercambiables. El uso del mtodo de alargamiento a la rotura generalmente proporciona datos ms reproducibles.
13.5 Reduccin de rea Colocar los extremos de la muestra fracturada juntos y medir el dimetro medio o la anchura y el espesor en la seccin transversal ms pequea con la misma precisin que las dimensiones originales. La diferencia entre el rea medida y la rea original expresado como un porcentaje del rea original es la reduccin del rea.