¡Novedad en el mecanizado! Cabeza de metal duro ... · Recubrimiento de grupo (Al, Cr)N recién...
16
iMX B200S Fresas con cabezal intercambiable ¡Novedad en el mecanizado! Cabeza de metal duro + Portaherramientas de metal duro
-
Upload
dinhkhuong -
Category
Documents
-
view
221 -
download
0
Transcript of ¡Novedad en el mecanizado! Cabeza de metal duro ... · Recubrimiento de grupo (Al, Cr)N recién...

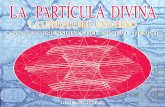
iMXB200SFresas con cabezal intercambiable
¡Novedad en el mecanizado! Cabeza de metal duro +
Portaherramientas de metal duro

1
iMX Fresas con cabeza intercambiable
La serie iMX es un sistema de fresas revolucionario que proporciona eficiencia, alta precisión y rigidez mediante la combinación de las ventajas del metal duro y las fresas intercambiables. También proporcionan una seguridad y rigidez similar a las de fresas macizas, ya que las caras de sujeción son íntegramente de metal duro.Es la alternativa ideal para reducir el inventario en una amplia variedad de aplicaciones gracias a su cabeza intercambiable.
Disponible con refrigeración interna
Unión atornillada de acero especial
Portaherramientas de metal duro monobloque
Acero Acero Metal DuroMetal Duro
Contacto doble cara (Cónico + Cara final)

2
0 2 4 6 8 10 12 14
0.3
0.25
0.2
0.15
0.1
0.05
0
100
50
0
iMX
0 0.10 0.12 0.14 0.16 0.18 0.20
iMX
iMX
7.5m 12.5m
ø20
62mm(i3D)
Comparación de vida útil de la herramienta al mecanizar superficies planas en Inconel 718EP7020 es una nueva calidad que permite prolongar la vida útil de la herramienta al mecanizar materiales difíciles de cortar.
MaterialPortaherramientasCabezalRevolucionesVelocidad de corteAvance
Profundidad de corteLongitud de la protuberanciaTipo de corteRefrigeranteMáquina
: Inconel718(43HRC): IMX12-U12N041L100C: IMX12B4HV12012: n=1700min-1: vc=28m/min: vf=350mm/min (fz = 0,05 mm/diente) : ap=0.6mm ae=1.2mm: 65mm: Corte descendente: Húmedo (emulsión): M/C vertical (BT40)
Longitud de corte (m)
Competidor B Competidor A
Desg
aste
máx.
de la
cara
de in
ciden
cia al
reded
or de
la lín
ea D.
O.C (
mm)
Smart Miracle (EP7020)Smart Miracle es un recubrimiento del grupo (Al, Cr)N recién desarrollado que proporciona una resistencia mucho mayor al desgaste. La superficie del recubrimiento ha recibido un tratamiento de alisado que ofrece superficies mejor mecanizadas, menor resistencia al corte y mejor evacuación de virutas. Esta es la próxima generación de fresas recubiertas, con una larga vida útil para el mecanizado de acero inoxidable y otros materiales difíciles de cortar.
Superficie lisa “ZERO-µ”
Recubrimiento de grupo (Al, Cr)N recién desarrollado
Partícula ultra fina, material base ultra duro
Comparación de la rigidez de la herramientaEl contacto de la doble cara del cabezal de metal duro y el portaherramientas de metal duro proporciona un aumento de la rigidez del 30 %.
CompetenciaFresa de metal duro
Rig
idez
(%)
Carga
Comparación de la resistencia con un ranurado de titanio aleadoLa fiabilidad de la fijación roscada mejora sensiblemente en comparación con nuestros competidores que emplean solo fijaciones de acero. También resiste elevadas cargas de corte.
MaterialPortaherramientasCabezalRevolucionesVelocidad de corte
: Ti-6Al-4V (32HRC): IMX20-U20N030L090C: IMX20C4HV200R10021: n=1100min-1
: vc=69m/min
AvanceProfundidad de corteVoladizoRefrigeranteMáquina
: fz=0.20: ap=10mm, ae=20mm: 72mm: Húmedo (emulsión): M/C vertical (BT50)
Avance (mm/diente)
Competidor A
Competidor B
Rotura en la rosca
Rotura en la rosca

3
0.015 (ø10~20)±0.02
0.020 (ø25)
Fresas con cabezal intercambiable
Portaherramientas
Concentricidad y precisión de repetición de cambio de cabezal
Características - Para materiales difíciles de cortar y aplicaciones con voladizos largos
Los portaherramientas son de tipo destalonado y están disponibles en longitudes medias o semilargas.
Portaherramientas Longitud Ángulo cónico Material
Destalonado Medio·Semilargo ― Metal Duro
Concentricidad del filo de corte (mm) Precisión de cambio de cabezal (mm)
Fresa tórica de 4 hélices, hélice variable La hélice variable controla la vibración para mejorar la estabilidad.
Fresa tórica multi-hélice, hélice variable
El diseño multi-hélice es perfecto para efectuar acabados. La hélice variable ayuda a controlar la vibración.
Fresa de punta esférica de 4 hélices, hélice variable
El filo de corte curvo variable ayuda a evitar la vibración y aumenta la estabilidad.
Fresa de punta esférica de 6 hélices,hélice variable
Diseño con 6 hélices ideal para acabado. El filo de corte curvado ayuda a evitar la vibración para una mayor estabilidad.
Fresa tórica de 4 hélices, hélices variables con agujero de refrigeración
El agujero en cada hélice asegura un suministro estable de refrigerante. La hélice variable permite controlar la vibración para mejorar la estabilidad.
Refrigeración interna

4
ø
1 2 3 4 5 6 7 8 9 10 11 12
800
700
600
500
400
300
200
100
0
a
IMX12
IMX12 - U
S
C
C4HV R100
N017 L080
120 12
12
CBHV
U
S
C
IMX10 10mmIMX12 12mmIMX16 16mmIMX20 20mmIMX25 25mm
IMX10 10mmIMX12 12mmIMX16 16mmIMX20 20mmIMX25 25mm
y
y
z
z
x
x
c
c
v
v
n
m
b
nb
Comparación de la rentabilidad
Referencia
Las fresas de cabezal intercambiable son más rentables que las fresas macizas. En una prueba comparativa de fresas tóricas de ø10 mm, la fresa de tipo iMX demostró ser más rentable si se necesitan más de 3 fresas macizas. Además, con las fresas iMX, el rendimiento no se reduce, pero el reafilado de las fresas macizas produce cambios de dimensiones y acorta la vida útil de la herramienta.
* Los datos anteriores se ofrecen a título informativo. Los resultados pueden variar dependiendo de la tolerancia al reafilado.
Contador de uso
Cos
te to
tal (
fresa
mac
iza
= 10
0)
Fresa tórica de 10
3ª fresa maciza
iMX: portaherramientas + 1 cabezal iMX: 7ª cabezal
2ª fresa maciza
1ª fresa macizaFresa maciza: reafilado x 2
Cabezal
Portaherramientas
z Tamaño
z Tamaño de fijación
c DiámetroEjemplo: 120 = 12 mm
v Diámetro del mangoEjemplo: 12 = 12 mm
n Longitud totalEjemplo: L080 = 80 mm
b Longitud de héliceEjemplo: 12 = 12,5 mm 26 = 26 mm
v TóricaEjemplo: R050 = 0,5 mm R100 = 1 mm
b Longitud del cuello rectoEjemplo: N017 = 17 mm N037 = 37,5 mm
x Geometría / HélicesTórica
Punta esférica
Hélice alta
Hélice variable
c GeometríaTipo destalonado
x GuiónIndica portaherramientas.
n Agujero de refrigeraciónAgujeros laterales
Ninguno Sin agujeros de refrigeración
m CalidadMetal Duro

5
L3 D5 L1 D4
IMX10-U10N014L070C 14 9.7 70 10 s 1 IMX10 IMX10-WR 10-U10N034L090C 34 9.7 90 10 s 1 IMX10 IMX10-WR 12-U12N017L080C 17 11.7 80 12 s 1 IMX12 IMX12-WR 12-U12N041L100C 41 11.7 100 12 s 1 IMX12 IMX12-WR 16-U16N024L080C 24 15.5 80 16 s 1 IMX16 IMX16-WR 16-U16N056L110C 56 15.5 110 16 s 1 IMX16 IMX16-WR 20-U20N030L090C 30 19.5 90 20 s 1 IMX20 IMX20-WR 20-U20N070L130C 70 19.5 130 20 s 1 IMX20 IMX20-WR 25-U25N037L110C 37.5 24.5 110 25 s 1 IMX25 IMX25-WR 25-U25N087L160C 87.5 24.5 160 25 s 1 IMX25 IMX25-WR
iMX
IMX10 10IMX12 15IMX16 30IMX20 50IMX25 75
y
h6
øD5
øD4
L3
L1
0 ─ -0.0090 ─ -0.0110 ─ -0.013
8< D4< 1012< D4< 1620< D4< 25
a
a
a
Fresas con cabezal intercambiable
s : Existencia en Japón
Unidad : mm
Tipo 1
*Utilice un portaherramientas con el mismo diámetro que el del cabezal.
Portaherramientas
Tamaño Par de sujeción recomendado (Nm)Separación Sin separación
Cómo instalar el cabezal
ReferenciaLongitud del cuello
Diámetro del cuello
Longitud total
Diámetro del mango Stock Tipo Cabezal
Llave
*Nota 1) No manipule bordes cortantes con las manos sin guantes.
*Nota 2) Utilice la llave proporcionada. Es más fina que una llave normal para evitar daños en las hélices durante el apriete.
Antes de instalar el cabezal, limpie a fondo las superficies de contacto.Se recomienda aplicar un componente anti-agarrotamiento, pero no lo aplique a las superficies cónicas.
Utilice la llave proporcionada para apretar hasta que no haya separación entre el cabezal y la cara final del portaherramientas.
El par de apriete recomendado se muestra en la siguiente tabla.

6
e u e e u
D1 R ap L2 D5 NIMX10C4HV100R05010 10 0.5 10.5 16 9.7 4 s 1 10C4HV100R10010 10 1 10.5 16 9.7 4 s 1 10C4HV100R20010 10 2 10.5 16 9.7 4 s 1 12C4HV120R05012 12 0.5 12.5 19 11.7 4 s 1 12C4HV120R10012 12 1 12.5 19 11.7 4 s 1 12C4HV120R20012 12 2 12.5 19 11.7 4 s 1 16C4HV160R10016 16 1 16.5 24 15.5 4 s 1 16C4HV160R20016 16 2 16.5 24 15.5 4 s 1 16C4HV160R30016 16 3 16.5 24 15.5 4 s 1 16C4HV160R40016 16 4 16.5 24 15.5 4 s 1 16C4HV160R50016 16 5 16.5 24 15.5 4 s 1 20C4HV200R10021 20 1 21 30 19.5 4 s 1 20C4HV200R20021 20 2 21 30 19.5 4 s 1 20C4HV200R30021 20 3 21 30 19.5 4 s 1 20C4HV200R40021 20 4 21 30 19.5 4 s 1 20C4HV200R50021 20 5 21 30 19.5 4 s 1 25C4HV250R10026 25 1 26 37.5 24.5 4 s 1 25C4HV250R20026 25 2 26 37.5 24.5 4 s 1 25C4HV250R30026 25 3 26 37.5 24.5 4 s 1 25C4HV250R40026 25 4 26 37.5 24.5 4 s 1 25C4HV250R50026 25 5 26 37.5 24.5 4 s 1
iMX R
42°45°UWC
øD1
Rap
L2
øD5
0 ─ -0.0200 ─ -0.030
±0.020D1< 12D1 > 12
a
Unidad : mm
Tipo 1
Fresa tórica de 4 hélices, hélice variable
La hélice variable controla la vibración para mejorar la estabilidad.
*Utilice un portaherramientas con el mismo diámetro que el del cabezal.
ReferenciaDiámetro Tórica Longitud de
corteLongitud del
cabezalDiámetro del cuello
Hélices StockTipo
EP70
20
Acero al carbono, acero aleado, fundición (<30HRC)
Acero para herramientas, acero pre-endurecido (< 45HRC)
Acero endurecido (< 55HRC)
Acero endurecido (>55HRC)
Acero inoxidable austenítico
Titanio aleado, aleación termorresistente Cobre aleado Aluminio aleado

7
e u e e u
e u e e
iMX
iMX
D1 R ap L2 D5 NIMX10C4HV100R10010S 10 1 10.5 16 9.7 4 s 1 12C4HV120R10012S 12 1 12.5 19 11.7 4 s 1 16C4HV160R10016S 16 1 16.5 24 15.5 4 s 1 20C4HV200R10021S 20 1 21 30 19.5 4 s 1 25C4HV250R10026S 25 1 26 37.5 24.5 4 s 1
D1 R ap L2 D5 NIMX10C6HV100R10010 10 1 10.5 16 9.7 6 s 1 12C6HV120R10012 12 1 12.5 19 11.7 6 s 1 16C10HV160R10016 16 1 16.5 24 15.5 10 s 2 20C12HV200R10021 20 1 21 30 19.5 12 s 2 25C12HV250R10026 25 1 26 37.5 24.5 12 s 2
42°45°UW
UW
C
C 43.5°45°
0 ─ -0.0200 ─ -0.030
0 ─ -0.0200 ─ -0.030
R
R
±0.020
±0.020
45°44.5°
øD1
Rap
L2
øD5
R
øD5
L2
øD1
ap
Rap
øD5
L2
øD1
a
a
a
a
D1<12 D1<12D1>12 D1>12
D1< 12D1 > 12
D1< 12D1 > 12
Fresas con cabezal intercambiable
s : Existencia en Japón
Acero al carbono, acero aleado, fundición (<30HRC)
Acero para herramientas, acero pre-endurecido (< 45HRC)
Acero endurecido (< 55HRC)
Acero endurecido (>55HRC)
Acero inoxidable austenítico
Titanio aleado, aleación termorresistente Cobre aleado Aluminio aleado
Acero al carbono, acero aleado, fundición (<30HRC)
Acero para herramientas, acero pre-endurecido (< 45HRC)
Acero endurecido (< 55HRC)
Acero endurecido (>55HRC)
Acero inoxidable austenítico
Titanio aleado, aleación termorresistente Cobre aleado Aluminio aleado
Unidad : mm
Unidad : mm
La hélice variable controla la vibración para mejorar la estabilidad.El agujero en cada hélice asegura un suministro estable de refrigerante.
La hélice variable controla la vibración para mejorar la estabilidad.El diseño multi-hélice permite un acabado de alto rendimiento.
Fresa tórica multi-hélice, hélice variable
Tipo 1
Tipo 1
Tipo 2
*Utilice un portaherramientas con el mismo diámetro que el del cabezal.
*Utilice un portaherramientas con el mismo diámetro que el del cabezal.
ReferenciaDiámetro Tórica Longitud de
corteLongitud del
cabezalDiámetro del cuello
Hélices StockTipo
EP70
20
ReferenciaDiámetro Tórica Longitud de
corteLongitud del
cabezalDiámetro del cuello
Hélices StockTipo
EP70
20
Fresa tórica de 4 hélices, hélices variables con agujero de refrigeración

8
y
10 4800 1700 10 2 3800 910 10 2 3200 960 10 212 4000 1400 12 2.4 3200 830 12 2.4 2700 860 12 2.416 3000 1200 16 3.2 2400 720 16 3.2 2000 720 16 3.220 2400 960 20 4 1900 570 20 4 1600 580 20 425 1900 910 25 5 1500 450 25 5 1300 470 25 5
10 2400 580 10 2 1300 210 10 112 2000 520 12 2.4 1100 200 12 1.216 1500 450 16 3.2 800 160 16 1.620 1200 360 20 4 640 130 20 225 950 290 25 5 510 100 25 2.5
iMX
ae
ap
ae
ap
Fresado escuadrado
CONDICIONES DE CORTE RECOMENDADAS
Fresa curvada variable de 4 hélices (con/sin agujero de refrigeración)
Material de
trabajo
Acero al carbono, acero aleado, Acero dulce,Cobre aleado
Ck45, 41CrMo4, St44-2, Ck10
Acero pre-endurecido, Acero al carbono, Acero aleado Acero para herramientas de aleación
X40CrMoV51, X210Cr12, 55NiCrMo134
Aceros inoxidables austeníticos, ferríticos y martensíticos, aleaciones de titanio
X5CrNi189, X5CrNiMo1810, X2CrNiMoN1813, X10Cr13, X8Cr17, X22CrNi17, Ti-6Al-4V
Diám.(mm)
Revoluciones (min-1) Avance (mm/min) Profundidad de
corte ap (mm)Profundidad de corte ae (mm)
Revoluciones (min-1)
Avance (mm/min)
Profundidad de corte ap (mm)
Profundidad de corte ae (mm)
Revoluciones (min-1) Avance (mm/min) Profundidad de
corte ap (mm)Profundidad de corte ae (mm)
Profundidad de corte
Material de
trabajo
Aceros inoxidables endurecidos, aleación cromo-cobalto
17-4PH, 17-7PH
Aleaciones termorresistentes
Inconel718
Diám. (mm)
Revoluciones (min-1) Avance (mm/min) Profundidad de
corte ap (mm)Profundidad de corte ae (mm)
Revoluciones (min-1)
Avance (mm/min)
Profundidad de corte ap (mm)
Profundidad de corte ae (mm)
Profundidad de corte
1) Se recomienda usar fluido de corte para el mecanizado de aceros inoxidables, aleaciones de titanio y aleaciones termorresistentes.2) Se puede aplicar un ritmo de avance y una velocidad mayor para profundidades de corte más pequeñas.3) Se puede producir vibración si la rigidez de la máquina y el método de sujeción son insuficientes. En estos casos, el ritmo de avance y la
velocidad deben reducirse de forma proporcional.

9
y
iMX
10 4800 1200 5 3800 610 5 3200 640 512 4000 960 6 3200 580 6 2700 590 616 3000 840 8 2400 480 8 2000 480 820 2400 670 10 1900 380 10 1600 380 1025 1900 610 12 1500 300 12 1300 310 12
10 1900 300 5 950 150 312 1600 290 6 800 140 3.616 1200 240 8 600 120 4.820 950 190 10 480 96 625 760 150 12 380 76 7.5
ap
ap
Fresas con cabezal intercambiable
s : Existencia en Japón
Fresado
CONDICIONES DE CORTE RECOMENDADAS
Fresa tórica de 4 hélices, hélice variable (con/sin agujero de refrigeración)
Material
Acero al carbono, acero aleado, acero dulce, Cobre aleado
Ck45, 41CrMo4, St44-2, Ck10
Acero pre-endurecido, acero al carbono, acero aleado acero para herramientas de aleación
X40CrMoV51, X210Cr12, 55NiCrMo134
Aceros inoxidables austeníticos, ferríticos y martensíticos, aleaciones de titanio
X5CrNi189, X5CrNiMo1810, X2CrNiMoN1813, X10Cr13, X8Cr17, X22CrNi17, Ti-6Al-4V
Diám. (mm)
Revoluciones (min-1)
Ritmo avance (mm/min)
Profundidad de corte ap (mm)
Revoluciones (min-1)
Ritmo avance (mm/min))
Profundidad de corte ap (mm)
Revoluciones (min-1)
Ritmo avance (mm/min)
Profundidad de corte ap (mm)
Profundidad de corte
Material
Aceros inoxidables endurecidos, aleación cromo-cobalto
17-4PH, 17-7PH
Aleaciones termo-resistentes
Inconel718
Diám. (mm)
Revoluciones (min-1)
Ritmo avance (mm/min)
Profundidad de corte ap (mm)
Revoluciones (min-1)
Ritmo avance (mm/min)
Profundidad de corte ap (mm)
Profundidad de corte
1) Se recomienda usar un corte fluido para el mecanizado de aceros inoxidables,aleaciones de titanio y termorresistentes.2) Se puede aplicar un ritmo de avance y una velocidad mayor para profundidades de corte más pequeñas.3) Se puede producir vibración si la rigidez de la máquina y el método de sujeción son insuficientes. En estos casos, el ritmo de avance y la
velocidad deben reducirse de forma proporcional.

10
y
iMX
10 6400 2700 10 1 4800 2000 10 1 3200 1300 10 112 5300 2700 12 1.2 4000 2000 12 1.2 2700 1400 12 1.216 4000 2800 16 0.64 3000 2600 16 0.64 2000 1400 16 0.6420 3200 3100 20 0.8 2400 2900 20 0.8 1600 1500 20 0.825 2500 2400 25 1 1900 2300 25 1 1300 1200 25 1
10 1300 260 10 0.512 1100 230 12 0.616 800 300 16 0.6420 640 310 20 0.825 510 240 25 1
ae
ap
ae
ap
Fresado escuadrado
Fresa tórica multi-hélice, hélice variable
Material
Acero pre-endurecido, acero al carbono, Acero aleado acero para herramientas de aleación
X40CrMoV51, X210Cr12, 55NiCrMo134
Aceros inoxidables austeníticos, ferríticos y martensíticos, aleaciones de titanio
X5CrNi189, X5CrNiMo1810, X2CrNiMoN1813, X10Cr13, X8Cr17, X22CrNi17, Ti-6Al-4V
Aceros inoxidables endurecidos, aleación cromo-cobalto
17-4PH, 17-7PH
Diám. (mm)
Revoluciones (min-1)
Avance (mm/min)
Profundidad de corte ap (mm)
Profundidad de corte ae (mm)
Revoluciones (min-1)
Avance (mm/min)
Profundidad de corte ap (mm)
Profundidad de corte ae (mm)
Revoluciones (min-1) Avance (mm/min) Profundidad de
corte ap (mm)Profundidad de corte ae (mm)
Profundidad de corte
Material
Aleaciones termo-resistentes
Inconel718
Diám. (mm)
Revoluciones (min-1) Avance (mm/min) Profundidad de
corte ap (mm)Profundidad de corte ae (mm)
Profundidad de corte
1) Se recomienda usar un corte fluido para el mecanizado de aceros inoxidables, aleaciones de titanio y termorresistentes.2) Se puede aplicar un ritmo de avance y una velocidad mayor para profundidades de corte más pequeñas.3) Se puede producir vibración si la rigidez de la máquina y el método de sujeción son insuficientes. En estos casos, el ritmo de avance y la
velocidad deben reducirse de forma proporcional.4) Al utilizar una herramienta con más de 10 hélices, si el radio de la pieza que se va a mecanizar y el radio de la herramienta son iguales, configure la profundidad de corte y el ritmo de avance aproximadamente a la mitad de los valores de la tabla anterior.

11
e u e e u
e u e e
iMX
iMX
R D1 ap L2 D5 NIMX10B4HV10010 5 10 10.5 16 9.7 4 s 1 12B4HV12012 6 12 12.5 19 11.7 4 s 1 16B4HV16016 8 16 16.5 24 15.5 4 s 1 20B4HV20021 10 20 21 30 19.5 4 s 1 25B4HV25026 12.5 25 26 37.5 24.5 4 s 1
R D1 ap L2 D5 NIMX10B6HV10010 5 10 10.5 16 9.7 6 s 1 12B6HV12012 6 12 12.5 19 11.7 6 s 1 16B6HV16016 8 16 16.5 24 15.5 6 s 1 20B6HV20021 10 20 21 30 19.5 6 s 1 25B6HV25026 12.5 25 26 37.5 24.5 6 s 1
UW
UW
C
C
0 ─ -0.0200 ─ -0.030
±0.010±0.020
±0.010±0.020
0 ─ -0.0200 ─ -0.030
45°
45°
R
øD1
ap
L2
øD5
R
øD1
ap
L2
øD5
R
R
a
a
a
D1< 12D1 > 12
D1< 12D1 > 12
D1< 12D1 > 12
D1< 12D1 > 12
Fresas con cabezal intercambiable
s : Existencia en Japón
Acero al carbono, acero aleado, fundición (<30HRC)
Acero para herramientas, acero pre-endurecido (< 45HRC)
Acero endurecido (< 55HRC)
Acero endurecido (>55HRC)
Acero inoxidable austenítico
Titanio aleado, aleación termorresistente Cobre aleado Aluminio aleado
Acero al carbono, acero aleado, fundición (<30HRC)
Acero para herramientas, acero pre-endurecido (< 45HRC)
Acero endurecido (< 55HRC)
Acero endurecido (>55HRC)
Acero inoxidable austenítico
Titanio aleado, aleación termorresistente Cobre aleado Aluminio aleado
Unidad : mm
Unidad : mm
El filo de corte curvado variable controla la vibración y aumenta la estabilidad.El diseño de las 6 hélices permite un acabado de alto rendimiento.
Fresa de punta esférica de 4 hélices, hélice variable
Fresa de punta esférica de 6 hélices, hélice variable
Tipo 1
Tipo 1
*Utilice un portaherramientas con el mismo diámetro que el del cabezal
*Utilice un portaherramientas con el mismo diámetro que el del cabezal.
ReferenciaRadio Diámetro Longitud de
corteLongitud
del cabezalDiámetro del cuello
Hélices StockTipo
EP70
20
ReferenciaRadio Diámetro Longitud de
corteLongitud
del cabezalDiámetro del cuello
Hélices StockTipo
EP70
20
El filo de corte curvado variable controla la vibración y aumenta la estabilidad.

12
iMX
iMX
y
y
10 5 9600 4100 6400 1800 1 2.5 7200 3000 4800 1300 1 2.5 2000 420 1300 180 0.5 112 6 8000 4000 5300 1800 1.2 3 6000 3000 4000 1300 1.2 3 1700 350 1100 150 0.6 1.216 8 6000 3200 4000 1400 1.6 4 4500 2500 3000 1100 1.6 4 1200 300 800 130 0.8 1.620 10 4800 3000 3200 1300 2 5 3600 2300 2400 1000 2 5 1000 250 640 100 1 225 12.5 3800 2400 2600 1000 2.5 6 2900 1900 1900 800 2.5 6 800 200 510 80 1.2 2.5
10 5 9600 6100 6400 2700 0.5 2 7200 4500 4800 1900 0.5 2 2000 630 1300 270 0.5 112 6 8000 6000 5300 2700 0.6 2.4 6000 4500 4000 1900 0.6 2.4 1700 520 1100 220 0.6 1.216 8 6000 4800 4000 2100 0.8 3.2 4500 3700 3000 1600 0.8 3.2 1200 450 800 190 0.8 1.620 10 4800 4500 3200 1900 1 4 3600 3400 2400 1500 1 4 1000 370 640 150 1 225 12.5 3800 3600 2600 1500 1.2 5 2900 2800 1900 1200 1.2 5 800 300 510 120 1.2 2.5
%
Fresa de punta esférica de 4 hélices, hélice variable
Fresa de punta esférica de 6 hélices, hélice variable
Fresado escuadrado
Fresado escuadrado
CONDICIONES DE CORTE RECOMENDADAS
CONDICIONES DE CORTE RECOMENDADAS
Material de trabajo
Acero al carbono, acero aleado, acero dulce, acero pre-endurecido
Ck45, SCM440, SNCM439, SS400, S10C, NAK, PX5
Aceros inoxidables austeníticos, ferríticos y martensíticos, aceros inoxidables endurecidos, aleación cromo-cobalto, aleaciones de titanioSUS304, SUS316, SUS431, SUS420J2, 17-4PH, 17-7PH, Ti-6Al-4V
Aleaciones termorresistentes
Inconel718
Ángulo de inclinación %<15° %>15° Profundidad
de corte ap
(mm)
Avance pf
(mm)
%<15° %>15° Profundidad de corte
ap (mm)
Avance pf
(mm)
%<15° %>15° Profundidad de corte
ap (mm)
Avance pf
(mm)Diám. (mm)
R(mm)
Revoluciones (min-1)
Avance (mm/min)
Revoluciones (min-1) Avance (mm/min) Revoluciones
(min-1)Avance (mm/
min)Revoluciones
(min-1) Avance (mm/min) Revoluciones (min-1)
Avance (mm/min)
Revoluciones (min-1)
Avance (mm/min)
Profundidad de corte
Material de trabajo
Acero al carbono, acero aleado, acero dulce, acero pre-endurecido
Ck45, SCM440, SNCM439, SS400, S10C, NAK, PX5
Aceros inoxidables austeníticos, ferríticos y martensíticos, aceros inoxidables endurecidos, aleación cromo-cobalto, aleaciones de titanioSUS304, SUS316, SUS431, SUS420J2, 17-4PH, 17-7PH, Ti-6Al-4V
Aleaciones termorresistentes
Inconel718
Ángulo de inclinación %<15° %>15° Profundidad
de corte ap
(mm)
Avance pf
(mm)
%<15° %>15° Profundidad de corte
ap (mm)
Avance pf
(mm)
%<15° %>15° Profundidad de corte
ap (mm)
Avance pf
(mm)Diám. (mm)
R(mm)
Revoluciones (min-1)
Avance (mm/min)
Revoluciones (min-1)
Avance (mm/min)
Revoluciones (min-1) Avance (mm/min) Revoluciones
(min-1)Avance (mm/
min)Revoluciones
(min-1)Avance
(mm/min)Revoluciones
(min-1)Avance
(mm/min)
Profundidad de corte
1) Se recomienda usar un corte fluido para el mecanizado de aceros inoxidables, leaciones de titanio y termorresistentes.2) Si la profundidad de corte es elevada, hay que aumentar las revoluciones y el avance.3) La fresa con hélice variable tiene un mayor efecto en el control de la vibración si se compara con las fresas estándar. Sin embargo, si la rigidez
de la máquina o la fijación de la pieza de trabajo es insuficiente, pueden producirse vibraciones y sonidos anormales. En ese caso reduzca las revoluciones y la velocidad de avance proporcionalmente, o bien fije una profundidad de corte menor.
4) % es el ángulo de inclinación de la superficie mecanizada.

13
IMX12-U12N041L100C IMX20-U20N070L130C IMX16-U16N024L080CIMX12B6HV12012 IMX20C4HV200R10021 IMX16C10HV160R10016
200 100 151
0.08 0.05 0.08
1 0.5
3 16
― 105 52
Fresas con cabezal intercambiable
EJEMPLOS DE APLICACIÓNCabezal
Portaherramientas
Material
Cf53 St44-2 Titanium Alloy (Ti-6Al4V)
Componente Impulsor para convertidor de par Fundición de acero Prueba
Proceso previsto Acabado de caras de la cuchillas Acabado de agujeros Fresado lateral (corte descendente)
Cond
icion
es d
e co
rte Velocidad de corte (m/min.)
Avance por diente (mm/diente)
Profundidad radial de corte ae (mm) Aproximadamente 1,4
Profundidad axial de corte ap (mm) Aproximadamente 1,0
Voladizo (mm)
Refrigerante ― ― Emulsión
Máquina 5-ejes M/C (HSK A63) Centro de mecanizado Centro de mecanizado
Resultados
Reducción del tiempo de mecanizado en un 30 % y excelentes resultados en el acabado de superficies.
Las hélices variables combinadas con el portaherramientas de metal duro proporcionan un rendimiento superior que las herramientas de la competencia.
Se consigue un mecanizado s in vibración incluso cuando el radio del material y el radio de la herramienta son iguales.

14
Memo
iMX
MMC HARDMETAL POLAND SP. z o.o.Al..Armii Krajowej 61, 50-541 Wroclaw, PolandTel. +48-71335-16-20 Fax +48-71335-16-21e-mail [email protected]
MMC HARTMETALL GmbHComeniusstr. 2, 40670 Meerbusch, GermanyTel. +49-2159-9189-0 Fax +49-2159-918966e-mail [email protected]
MITSUBISHI MATERIALS ESPAÑA, S.A.Calle Emperador 2, 46136 Museros/Valencia, SpainTel. +34-96-144-1711 Fax +34-96-144-3786e-mail [email protected]
MMC HARDMETAL U.K. LTD.Mitsubishi House, Galena Close, Tamworth, Staffs. B77 4AS, U.K. Tel. +44-1827-312312 Fax +44-1827-312314e-mail [email protected]
MMC METAL FRANCE s.a.r.l.6, Rue Jacques Monod, 91400 Orsay, FranceTel. +33-1-69 35 53 53 Fax +33-1-69 35 53 50e-mail [email protected]
MMC ITALIA S.r.l.V.le Delle Industrie 2, 20020 Milano, ItalyTel. +39-02 93 77 03 1 Fax +39-02 93 58 90 93e-mail [email protected]
MMC HARDMETAL RUSSIA OOO LTD.UL. Bolschaja Semenovskaya, 11, bld 5, 107023 Moscow, Russia Tel. +7-495-72558-85 Fax +7-495-98139-73e-mail [email protected]
www.mitsubishicarbide.com
Fresas con cabezal intercambiable
2013.06 (XXX) Printed in Germany