Obtencion de Acido Acetico Mediante Fermentacion Directa Del Alcohol Etilico Utilizando Acetobacter...
23
OBTENCION DE ACIDO ACETICO MEDIANTE FERMENTACION DIRECTA DEL ALCOHOL ETILICO UTILIZANDO ACETOBACTER ACETI, A PARTIR DE SUBPRODUCTOS AGRICOLAS QUE CONTENGAN O SEAN PRECURSORES DE AZUCARES FERMENTABLES PARA SU TRANSFORMACION EN ALCOHOL ETILICO POR MEDIO DE UNA FERMENTACION ALCOHOLICA. 316 732 76 78 olga MARCO TEORICO El ácido acético también conocido como ácido metilencarboxílico, se puede encontrar en forma de ion acetato. Éste es un ácido que se encuentra en el vinagre, siendo el principal responsable de su sabor y olor agrios. El vinagre es definido como “un líquido ajustado para el consumo humano, producido por materias primas de origen agrícola, que contienen almidón y azúcares, por un proceso de doble fermentación (alcohólica y acética) y conteniendo una cantidad específica de ácido acético (FAO/WHOFood Standards programme, 1987 citado por TESFAYE et al., 2002). Es de interés para la química orgánica como reactivo, para la química inorgánica como ligando, y para la bioquímica como metabolito (activado como acetil-coenzima A). También es utilizado como sustrato, en su forma activada, en reacciones catalizadas por las enzimas conocidas como acetiltransferasas, y en concreto histona acetiltransferasas. El ácido acético actualmente es producido por síntesis y por fermentación bacteriana. Hoy en día, la ruta biológica proporciona cerca del 10% de la producción mundial, pero sigue siendo importante en la producción del vinagre, dado que las leyes mundiales de pureza de alimentos estipulan que el vinagre para uso en alimentos debe ser de origen biológico. El ácido acético tiene diversas aplicaciones en una gran variedad de campos de la industria como la apicultura, la industria química, equivale biotecnología, los campos de la medicina y en la industria alimentos. Durante la mayor parte de la historia de la humanidad, el ácido acético, en la forma de vinagre, ha sido preparado por bacterias del género Acetobacter. En presencia de suficiente oxígeno, estas bacterias pueden producir vinagre a partir de una amplia variedad de alimentos alcohólicos. Algunos insumos comunes son la sidra, el vino, cereal fermentado, malta, arroz, o patatas. Una solución diluida de alcohol, inoculada con Acetobacter y
-
Upload
andrea-rodriguez -
Category
Documents
-
view
1.657 -
download
1
Transcript of Obtencion de Acido Acetico Mediante Fermentacion Directa Del Alcohol Etilico Utilizando Acetobacter...

OBTENCION DE ACIDO ACETICO MEDIANTE FERMENTACION DIRECTA DEL ALCOHOL ETILICO UTILIZANDO ACETOBACTER ACETI, A PARTIR DE SUBPRODUCTOS AGRICOLAS QUE CONTENGAN O SEAN PRECURSORES DE AZUCARES FERMENTABLES PARA SU TRANSFORMACION EN ALCOHOL ETILICO POR MEDIO DE UNA FERMENTACION ALCOHOLICA.316 732 76 78 olgaMARCO TEORICO El ácido acético también conocido como ácido metilencarboxílico, se puede encontrar en forma de ion acetato. Éste es un ácido que se encuentra en el vinagre, siendo el principal responsable de su sabor y olor agrios. El vinagre es definido como “un líquido ajustado para el consumo humano, producido por materias primas de origen agrícola, que contienen almidón y azúcares, por un proceso de doble fermentación (alcohólica y acética) y conteniendo una cantidad específica de ácido acético (FAO/WHOFood Standards programme, 1987 citado por TESFAYE et al., 2002).Es de interés para la química orgánica como reactivo, para la química inorgánica como ligando, y para la bioquímica como metabolito (activado como acetil-coenzima A). También es utilizado como sustrato, en su forma activada, en reacciones catalizadas por las enzimas conocidas como acetiltransferasas, y en concreto histona acetiltransferasas.El ácido acético actualmente es producido por síntesis y por fermentación bacteriana. Hoy en día, la ruta biológica proporciona cerca del 10% de la producción mundial, pero sigue siendo importante en la producción del vinagre, dado que las leyes mundiales de pureza de alimentos estipulan que el vinagre para uso en alimentos debe ser de origen biológico. El ácido acético tiene diversas aplicaciones en una gran variedad de campos de la industria como la apicultura, la industria química, equivale biotecnología, los campos de la medicina y en la industria alimentos.Durante la mayor parte de la historia de la humanidad, el ácido acético, en la forma de vinagre, ha sido preparado por bacterias del género Acetobacter. En presencia de suficiente oxígeno, estas bacterias pueden producir vinagre a partir de una amplia variedad de alimentos alcohólicos. Algunos insumos comunes son la sidra, el vino, cereal fermentado, malta, arroz, o patatas. Una solución diluida de alcohol, inoculada con Acetobacter y mantenida en un lugar cálido y aireado se hará vinagre en el transcurso de algunos meses. Los métodos industriales de preparación de vinagre tipo alimentario aceleran este proceso al mejorar el suministro de oxígeno a las bacterias.Probablemente, la primera producción vinagre fue consecuencia de errores en la fermentación durante el proceso de elaboración de vino. Si el mosto se fermenta a temperatura demasiado alta, acetobacter dominará a la levadura presente naturalmente en las uvas. Al aumentar la demanda de vinagre para fines culinarios, médicos y sanitarios, los productores de vinos aprendieron rápidamente a usar otros materiales orgánicos para producir vinagre en los meses cálidos de verano, antes que las uvas maduren y estén listas para ser procesadas en vino. Sin embargo, este método era lento y no siempre exitoso, y los productores de vino no entendían el proceso.Hasta principios del siglo XIX, el único medio de obtener vinagre era la acidificación espontánea del vino, en 1.864 Pasteur descubre unos microorganismos llamados Mycoderma aceti entonces inventó un método que pasó a llamarse Método Pasteur

ó método Orleans que consistía en llenar toneles de vino y vinagre, espontáneo, en la misma proporción, y cada vez que se sacaba vinagre se le rellenaba con mas vino. El cual traía la desventaja de que era un proceso muy lento.Acto seguido, Schuetzenbach inventa un método que trae su nombre, el cual consiste en un Conjunto de barriles de tal forma que queden apilados en niveles, debe tener una especie de doble fondo perforado. Se llenan con virutas de madera para que se alojen allí las bacterias. La perforación del fondo permite el paso del aire para que se difunda por toda la viruta, mientras por la parte superior se va vertiendo el líquido alcohólico, el cual se dispersa entre las virutas hasta precipitarse al fondo, donde por esas perforaciones caen al barril siguiente (ver figura1). En cada nivel se aumenta la concentración de ácido acético entre 1 y 2%.
Figura 1. Planta productora de acido acético utilizando el método de SchuetzenbachOtro método es el del cultivo superficial, esta elaboración se produce con reactores donde ya va controlada la temperatura, aire y suministro del producto. Aquí también se utiliza la viruta de madera la cual cada cierto tiempo hay que cambiarla pues se obstruye. Es un sistema de bajo rendimiento pero se obtiene un vinagre de calidad.Otro método es el del cultivo sumergido que a diferencia del anterior la fermentación se produce en toda la masa liquida por lo cual se evita el material de filtración. Este método tiene una producción muy alta.1821 Davy realiza fermentaciones con métodos netamente químicos, dio origen a un proceso fermentativo de acetificación sin M.O vivos, donde una parte de alcohol se oxida a aldehído.El acido acético En la actualidad La producción mundial total de ácido acético virgen se estima en 5 Mt/a (millones de toneladas por año), aproximadamente la mitad es producida en los Estados Unidos. La producción de Europa es aproximadamente 1 Mt/a y está en descenso, y 0,7 Mt/a son producidos en Japón. Otro 1,5 Mt es reciclado cada año, llevando el mercado mundial total a 6,5 Mt/año. Los dos mayores productores de ácido acético virgen son Celanese y BP. Otros productores importantes son Millennium Chemicals, Sterling Chemicals, Samsung, Eastman Chemical Company y Svensk Etanolkemi.Actualmente existen diferentes métodos de producción como los que se enuncian a continuación:CARBONILACIÓN DEL METANOL Es el principal método de producción a nivel mundial. En este proceso, el metanol y el monóxido de carbono reaccionan para producir ácido acético, con la ayuda de unos catalizadores. Es un proceso sintético.OXIDACIÓN DEL ACETALDEHÍDOEl acetaldehído puede ser producido por oxidación del butano o nafta ligera, o por hidratación del etileno. Cuando el butano o la nafta ligera son calentados con aire en la presencia de varios iones metálicos, incluyendo los de manganeso, cobalto y cromo; se forma el peróxido yluego se descompone para producir ácido acético según la ecuación química:2 C4H10 + 5 O2 → 4 CH3COOH + 2 H2OOXIDACIÓN DEL ETILENO El acetaldehído puede ser preparado a partir del etileno por medio del proceso Wacker. El proceso está catalizado por un catalizador metálico de paladio en un

soporte de heteropoliácido, tal como el ácido tungstosilícicoPOR MEDIO DE PROCESOS DE FERMENTACIONLa fermentación es un proceso catabólico en el cual tanto el dador como el aceptor final de electrones son compuestos orgánicos. Por lo general, ante el dador como el aceptor final; Son metabolitos de un único sustrato que durante el proceso se escinde en dos. Uno que actúa como dador de hidrógenos (se oxida) y otro que actúa como aceptor final de hidrógenos (se reduce). Por ejemplo, en la fermentación alcohólica de la glucosa, C6 H12 O6 ----> 2(CH3 – CH2OH) + 2 CO2 , se puede observar que la glucosa, sin que se produzca una reacción con ninguna otra molécula, se ha escindido en una sustancia sin hidrógenos (CO2 ), es decir, la sustancia oxidada, y en otra con tres hidrógenos (CH3 - CH2OH), la sustancia reducida. En otras ocasiones, el aceptor de hidrógenoses una molécula externa.La fermentación es un proceso que realizan muchos microorganismos, efectuando reacciones sobre algunos compuestos orgánicos y liberando energía. Hay muchos tipos diferentes de fermentación, pero en condiciones fermentativas solamente se efectúa una oxidación parcial de los átomos de carbono del compuesto orgánico y, por consiguiente, sólo una pequeña cantidad de la energía potencial disponible se libera.La fermentación es un proceso anaeróbico y en él no interviene la cadena respiratoria. En la industria, sin embargo, se suele llamar fermentación a todo proceso que se realice en un fermentador o, dicho de otro modo, a todo proceso cuyo producto final es un compuesto orgánico. Allí se habla de fermentación anoxidativa cuando no se precisa aireación, es decir, cuando se trata de una auténtica fermentación, y de fermentación oxidativa en el caso de que haya que insuflar aire, o sea, cuando el aceptor final de hidrógenos es el oxígeno y, evidentemente, a través de la cadena respiratoria, como, por ejemplo, en la mal llamada fermentación acética; que en realidad es una respiración aeróbica de oxidación incompleta.C2H5OH + O2 → Acetobacter aceti → CH3COOH + H2O
Las fermentaciones son propias de los microorganismos (ciertas levaduras y bacterias), aunque alguna, como la fermentación láctica, puede realizarse en el tejido muscular de los animales cuando no llega suficiente oxígeno.La fermentación es un proceso catabólico de oxidación incompleta, totalmente anaeróbico, siendo el producto final un compuesto orgánico. Siendo estos productos finales son los que caracterizan los diversos tipos de fermentaciones. Así, se habla de fermentación alcohólica, fermentación láctica, fermentación butírica, fermentación pútrida.
Fermentación anaerobia Algunas especies de bacterias anaeróbicas, incluyendo miembros del género Clostridium, pueden convertir los azúcares en ácido acético directamente, sin usar etanol como intermediario. C6H12O6 → 3 CH3COOHFermentación acéticaEn realidad es un proceso de fermentación aeróbica; es decir en presencia de oxígeno. Se basa en la oxidación de líquidos fermentadores (10-15% alcohol) que en presencia de oxigeno el Acetobacter aceti produce una solución del 3 al 7% ácido acético en forma de vinagre. Algunos insumos comunes son la sidra, el vino, cereal fermentado, malta, arroz, o patatas.

La reacción química general facilitada por estas bacterias es:C2H5OH + O2 → CH3COOH + H2O-------------------------------------------------La razón por la cual se ha profundizado en la descripción teórica de la fermentación radica como se puede verificar más adelante; en que el objeto estudio de este trabajo se fundamenta esencialmente en la fermentación de azúcares fermentables en la primera etapa del proceso y en la segunda etapa en una fermentación acética-------------------------------------------------
ANTECEDENTES GENERALES Los métodos para la producción de ácido acético por vía biológica y las posibles fuentes potenciales de azúcares fermentables son los que realmente nos interesan en esta investigación. Por consiguiente se ha de prestar especial atención a los principales factores que influyen de manera directa en la producción del ácido acético.Respecto a las fuentes potenciales que se pueden utilizar en la producción del mismo existen una gran cantidad de fuentes que parece inagotable. Como resultado de la propia naturaleza y del gran despilfarro agrícola, agroindustrial y urbano al que estamos enfrentando actualmente. Dado que el proceso se lleva a cabo en dos etapas como se había mencionado antes, donde en la primera etapa el objetivo es producir el sustrato (alcohol etílico) a partir de diversos residuos agroindustriales como sustrato y en la segunda etapa utilizando el alcohol etílico como sustrato para la producción de ácido acético. En este orden de ideas nos enfrentamos al problema de determinar las diferentes fuentes y métodos de los que se dispone actualmente para la producción de alcohol etílico bien sea para la producción de acido acético como se ha planteado anteriormente o para otro propósito. Aunque en realidad actualmente, su principal importancia radica en hacer frente a la crisis energética a la que poco a poco vamos emergiendo. En este orden de ideas, acto seguido se presentan todos los temas que de una u otra manera influyen en la presente investigación.1. Alcance de la producción de etanol a partir de materiales alternativos La industria específicamente la de los combustibles y los combustibles, ha prestado una atención especial en los últimos tiempos a la producción de alcohol etílico como una posible solución a la crisis energética. Reavivando el interés en la producción de alcohol potable e industrial por fermentación de carbohidratos que contienen las materias primas. Situación que se puede aprovechar también para la producción de acido acético y no por eso ha de perder importancia. En este orden de ideas la biomasa ha demostrado que tiene un potencial promisorio para la producción de alcohol etílico en industria de los combustibles (Gutiérrez-Correa et al, 1999; Yamada y Uno, 1999). Por lo tanto es posible utilizar los residuos agrícolas, industriales y urbanos para la producción de energía a partir de alcohol etílico como también para la producción de acido acético, entre otras aplicaciones industriales. La mayoría de los países en vía de desarrollo como Colombia los residuos agrícolas, industriales y urbanos son abundantes, los cuales pueden utilizarse para una importante producción de fuentes baratas de energía, insumos para la industria Como el etanol. Desde el punto de vista industrial el etanol producido por vía biológica provendría de una fuente renovable que se produce por fermentación de azúcares. Como es el caso del maíz que en las últimas años ha sufrido un aumento dramático en la demanda para la producción de alcohol etílico, situación que no es práctica cuando

hay otras posibles fuentes que no estarían desplazando la producción de alimentos y piensos. Una fuente potencial para la producción de alcohol etílico de bajo costo es utilizar materiales lignocelulosicos tales como residuos de cultivos, pastos, forrajes, aserrín, viruta de madera, los residuos sólidos de los animales (Sun y Cheng, 2002) y residuos industriales.2. La disponibilidad de residuos agrícolas y otros desechos En este país por fortuna o por desgracia; se pensaría que las fuentes de etanol a partir de residuos agrícolas y otros desechos son de unas proporciones considerablemente significativas. Para empezar partamos de la industria del arroz; la industria del arroz en Colombia es significativa y su residuo principal como fuente potencial de etanol es el “Straw-rice” o cáscara de arroz, un residuo de baja densidad, subproducto de la molienda del arroz y que representa un volumen del 20% en peso de la producción bruta de arroz. A diferencia de los cereales, cultivos como el algodón, producción de cultivos de carácter leñoso, la producción de residuos de diferentes cultivos, coco y caña de azúcar se estiman con base en estudios de investigación (CES, 1995; Ravindranath y Hall, 1995). El salvado de trigo industrial representa el 14-19% del grano y comprende los revestimientos exteriores y los restos de almidón del endospermo (Pomeranz, 1988). Para darnos una idea de la enorme cantidad de residuos de los cuales podemos disponer para la producción de etanol y de las cantidades, observemos sólo los que se producen en la india, los cuales los cuales no tienen mucha diferencia con los que se producen acá nuestro país. Como se puede observar en la siguiente tabla.
Fuente: CES (1995) y CMEI (1997).
Respecto a los respecto a los residuos sólidos urbanos que se generan a diario, y que son transportados y depositados en las afueras de pueblos y ciudades. A pesar de que se pueden clasificar como materiales reciclables y darles un nuevo uso. Pueden existir otras formas de manipulación como el compostaje, la incineración, la producción de etanol, etc. que también se pueden llevar a cabo en cierta medida. La cantidad total de residuos sólidos generados en las ciudades más grande se ha estimado para una población urbana de la india en 20,7 millones de toneladas anuales en 1991. Esto se espera que aumente a 56 millones de toneladas anuales en el 2010 (Ahmed y Jamwal, 2000). Si comparamos esto con los que se puede generar a diario en la ciudad de Bogotá y en las otras principales ciudades del país no estaremos muy lejos de esta misma realidad.Además de los residuos sólidos urbanos, gran cantidad de aguas residuales se genera en determinadas plantas industriales como fábricas, ingenios azucareros, destilerías, induce tan formación de alimentos, industria del papel y de pulpas. Fuera de esto los alimentos y las industrias en Colombia son soportadas sobre la base agrícola como país tercermundista que somos, lo que representa en conjunto un gran reto y una gran oportunidad para aprovechar.Por lo tanto, dado que los residuos agrícolas, urbanos e industriales están presentes en gran cantidad cada vez mayor y día a día, si bien no pueden ser todos utilizados una gran alternativa sería la producción de etanol a partir de los mismos. Que a su vez reduciría su demanda y también se reduce el problema de la eliminación de desechos a su vez que ayuda al medio ambiente.3. Tecnologías que intervienen en la producción de etanol y ácido acético a partir de

desechos.GENERALIDADESComo ya se ha mencionado antes, aunque el objetivo es obtener ácido acético a partir de residuos agroindustriales, aunque el principal problema radica en la biodisponibilidad de alcohol etílico como sustrato para el y precursor del ácido acético por el método de fermentación acética o mal llamada fermentación oxidativa.Entre los métodos por medio de los cuales se puede producir etanol se pueden dividir en dos grupos que son por medio de la fermentación o por síntesis química. Sin embargo la fermentación es el método por excelencia. Para la fermentación se utilizan azúcares simples (sacarosa, glucosa y fructosa) y carbohidratos Complejos (almidón, celulosa, entre otros). El proceso de producción de etanol por medio de la fermentación de azúcares simples es un proceso simple valga la redundancia, mientras que en el proceso de la producción de etanol por medio de carbohidratos complejos, el proceso es más dispendioso.Hoy en día se utilizan varios tipos de materias primas de origen biológico para la producción a gran escala de etanol (bioetanol):* Sustancias con alto contenido de sacarosa* caña de azúcar* remolacha* melazas* sorgo dulce* Sustancias con alto contenido de almidón* maíz* papa* yuca* Sustancias con alto contenido de celulosa* madera* residuos agrícolas (incluyendo los residuos de los cítricos ).El proceso a partir de almidón es más complejo que a partir de sacarosa, pues el almidón debe ser hidrolizado previamente para convertirlo en azúcares. Para ello se mezcla el vegetal triturado con agua y con un grupo de enzimas (amiloglucosidasa y amilasa) o en su lugar con ácido, y se calienta la papilla obtenida a 120 - 150 °C. Posteriormente se cuela la masa, en un proceso llamado escarificación, y se envía a los reactores de fermentación.El proceso de producción de etanol a partir de celulosa es aún más complejo que la anterior, numerosas investigaciones se han llevado a cabo acerca de la transformación de materiales lignocelulosicos (Azzam, 1989; Dale et al, 1984; Duff y Murray, 1996; Martin et al, 2002;. Reshamwala et al, 1995. ; Yanase et al, 2005). Esta conversión incluye los procesos: 1. la hidrólisis de la celulosa en los materiales lignocelulósicos para fermentar los azúcares reductores y 2. la fermentación de los azúcares en etanol. La fermentación de los azúcares es llevada a cabo por microorganismos (levaduras o bacterias) y produce etanol, así como grandes cantidades de CO2. Además produce otros compuestos oxigenados indeseables como el metanol, alcoholes superiores, ácidos y aldehídos. Típicamente la fermentación requiere unas 48 horas.La hidrólisis es por lo general, catalizadas por enzimas de celulosa y la fermentación se lleva a cabo por las levaduras o bacterias. Los factores que se han identificado a

afectar a la hidrólisis de la celulosa son porosidad, el área de exposición es decir, la superficie accesible de los materiales de desecho, la cristalinidad de la fibra de celulosa y lignina y el contenido de hemicelulosa (McMillan, 1994). La presencia de lignina y hemicelulosa hace que el acceso de las enzimas de celulosa a la celulosa sea difícil, lo que reduce la eficacia de la hidrólisis. El contenido de celulosa, hemicelulosa y lignina en algunos residuos agrícolas y desechos se presentan en la Tabla 2. . La remoción de lignina y hemicelulosa, la reducción de la cristalinidad de la celulosa y el aumento de la porosidad en los procesos de pre-tratamiento puede mejorar significativamente la hidrólisis (McMillan, 1994). El tratamiento previo debe cumplir con los los siguientes requisitos: (1) mejorar la formación de azúcares o la capacidad para formar posteriormente los azúcares mediante hidrólisis enzimática,(2) evitar la degradación o la pérdida de hidratos de carbono,(3) evitar la formación de subproductos inhibitoria a la hidrólisis y fermentación posterior procesos, (4) ser rentable (Sun y Cheng, 2002).Tabla 2.
Tomado de: EL PRE TRATAMIENTO DE MATERIALES LIGNOCELULOSICOS Los materiales de desecho puede ser tratados por una combinación de astillado, trituración y molienda para reducir la cristalinidad de la celulosa (Sun y Cheng, 2002). Por medio de un molino vibratorio de bolas se ha encontrado que puede ser más eficaz la descomposición de la celulosa de pino y virutas de álamo y la mejora de la digestibilidad de la biomasa (Millet et al., 1976). La pirólisis se ha utilizado también para el tratamiento previo de los materiales lignocelulosicos. Cuando los materiales son tratados a una temperatura superior a 300 ◦ C, la celulosa se descompone rápidamente para producir productos gaseosos y otros residuos (Shafizadeh y Bradbury, 1979). La descomposición es mucho más lenta y menos generadora de productos volátiles cuando se lleva a cabo a temperaturas más bajas. Actualmente la descomposición por vapor es el método más utilizado para el tratamiento previo de los materiales lignocelulosicos (McMillan, 1994). En este método, la biomasa astillada se trata con alta presión saturada vapor y entonces la presión se reduce rápidamente, lo que hace que los materiales se descompongan. El proceso causa la degradación de la hemicelulosa y la transformación de la lignina gracias a la presión y la alta temperatura, lo que a su vez se ha reflejado en el incremento del potencial de hidrólisis de la celulosa (Sun y Cheng, 2002). El método de descomposición por vapor es mucho más eficiente y más económico en términos energéticos, con la limitación de que puede generar sustancias inhibidoras para la posterior fermentación (Mackie et al., 1985). Debido a la formación de productos de degradación que inhiben el crecimiento microbiano, la hidrólisis enzimática y la fermentación, el tratamiento previo de la biomasa ya descompuesta debe ser lavada con agua para eliminar las materias inhibidoras, junto con la hemicelulosa soluble en agua (McMillan, 1994). Otro método es descomposición de la fibra en presencia de amoníaco (AFEX) por sus siglas en ingles; este es otro tipo de pre tratamiento físico-químico en el que los materiales lignocelulosicos son expuestos a amoníaco líquido a alta temperatura y presión por un período de tiempo y entonces la presión se reduce rápidamente. AFEX puede mejorar significativamente las tasas de sacarificación de diversos cultivos herbáceos y

pastos. Puede ser utilizado para el tratamiento previo de muchos materiales lignocelulosicos como la alfalfa,paja de trigo (Mes-Hartree et al., 1988), paja de cebada, paja de arroz, rastrojo de maíz (Vlasenko et al., 1997), los residuos sólidos urbanos , madera blanda, periódico, (Holtzapple et al., 1992), hierba, pasto aguja (Reshamwala et al., 1995), hojas de álamo (Tengerdy y Nagy, 1988) y el bagazo de caña (Holtzapple et al., 1991). Sin embargo, El tratamiento previo AFEX no solubiliza significativamente la hemicelulosa en comparación con los tratamientos con ácido y descomposicion de vapor de ácido catalizada (Mes-Hartree et al, 1988; Vlasenko et al, 1997.) Pero no requiere un lavado posterior. Otro método que se utiliza en la descomposición en presencia de CO2 a altas presiones, donde se plantea que el CO2 forma ácido carbónico y esto es lo que aumenta la tasa de hidrólisis, aunque el proceso es menos eficiente comparado con la descomposición por los métodos antes mencionados. Pero es más efectivo comparado con la hidrólisis enzimática sin tratamiento previo (Dale y Moreira, 1982). Zheng et al. (1998).
El ozono puede ser utilizado para degradar la lignina y la hemicelulosa presente en muchos materiales lignocelulósicos como la paja de trigo (Ben-Ghédalia y Miron, 1981), el bagazo, paja verde, maní, pino (Neely, 1984), la paja de algodón (Ben-Ghédalia y Shefet, 1983) y aserrín populares (Vidal y Molinier, 1988). La degradación se ha limitado esencialmente a la lignina y hemicelulosa aunque también ataca un poco la celulosa, pero resultó poco afectada. Pre tratamiento Ozolysis tiene algunas ventajas, como por ejemplo, elimina eficazmente la lignina y no produce residuos tóxicos para el proceso posterior de fermentacion. Las reacciones también se llevan a cabo a temperatura ambiente y presión (Vidal y Molinier, 1988). Sin embargo, una gran cantidad de ozono es necesaria, por lo que el proceso es costoso (Sun y Cheng, 2002). La hidrólisis ácida, se puede llevar a cabo en presencia de acido sulfúrico concentrado y ácido clorhídrico. A pesar de que son buenos agentes de gran alcance para la hidrólisis de la celulosa, pero tienen la desventaja de ser tóxicos, corrosivos y peligrosos y requieren de reactores resistentes a la corrosión aunado de la recuperación del ácido después del proceso de hidrólisis para que el proceso sea económicamente viable (Sivers y Zacchi, 1995). La hidrólisis enzimática de la celulosa se lleva a cabo por las enzimas celulasas, que son altamente específicos (Béguin y Aubert, 1994). Las Celulasas suelen ser una mezcla de varias enzimas. Por lo menos tres grandes grupos de celulasas están involucrados en el proceso de hidrólisis: endoglucanasas, exoglucanasas y glucosidasas, Además de los tres grupos principales de enzimas celulasas, también hay una serie de enzimas auxiliares (Duff y Murray, 1996). Durante la hidrólisis la celulosa es degradada por las celulasas a azúcares reductores, que pueden ser fermentados por levaduras o bacterias para el etanol (Sun y Cheng, 2002). La relación costo utilidad de la hidrólisis enzimática es mas favorable para si, comparada con la hidrólisis ácida o alcalina, ya la hidrólisis enzimática es generalmente llevado a cabo en condiciones suaves (pH 4.8 y temperatura de 45 a 50 ◦ C) y no tiene un problema de corrosión (Duff y Murray, 1996). Tanto las bacterias y los hongos pueden producir celulasas para la hidrólisis de los materiales lignocelulosicos. Estos microorganismos pueden ser aeróbico / anaeróbico, mesófilos / termófilos. Los factores que afectan la hidrólisis enzimática de la celulosa son la concentración

del sustrato, la actividad de celulosa y las condiciones de reacción (Sun y Cheng, 2002). La Concentración de sustrato es uno de los principales factores que afectan el rendimiento y la velocidad inicial de hidrólisis enzimática de la celulosa. En los niveles de sustrato bajo, un aumento en la concentración de sustrato normalmente resulta en un aumento de la tasa de rendimiento y la reacción de la hidrólisis (Cheung y Anderson, 1997). Sin embargo, la concentración de sustrato alta puede causar la inhibición de la enzima, lo que reduce considerablemente la velocidad de hidrólisis y el grado de inhibición de sustrato depende de la proporción del sustrato total con el total de enzima (Huang y Penner, 1991; Penner y Liaw, 1994).
LOS PROCESOS DE PRODUCCION DE ETANOL La producción de etanol a partir de biomasa por fermentación es posible mediante el uso de células libres o inmovilizadas. Ambos tienen ventajas y desventajas. Los microorganismos utilizados en la industria se seleccionan para proporcionar la mejor combinación posible de las características del proceso y equipo utilizado. Las cepas seleccionadas deben tener tolerancia a altas concentraciones de azúcar y alcohol. El uso de células inmovilizadas sobre todo en los procesos industriales ha atraído una considerable atención durante los últimos años, debido a las ventajas que trae comparadas con los procesos tradicionales. La inmovilización es la restricción de la movilidad celular dentro de un espacio definido. La inmovilización proporciona altas concentraciones de células y la reutilización de la célula. También elimina los problemas de lavado además de las tasas de dilución y los costosos procesos de la recuperación de la célula y el reciclado de la misma. Altos rendimientos volumétricos también se pueden obtener con la combinación de altas concentraciones de células y las altas tasas de flujo. La inmovilización puede también mejorar la estabilidad genética (Caylak y VardarSukan, 1998).El etanol puede ser producido por cuatro tipos principales de operaciones industriales: lotes, continua, alimentada por lotes y semi-continuo. En la fermentación por lotes, el sustrato y la cultura de la levadura se cargan en el biorreactor, junto con los nutrientes. La mayoría del etanol producido hoy en día se hace la operación por lotes ya que los costos de inversión son bajos, no requieren mucho control y se puede lograr con mano de obra no calificada (Caylak y Vardar Sukan, 1998). En los procesos por lotes, la esterilización y el control de las materias primas son más practicos que en los demás procesos. La otra ventaja de la operación por lotes es la mayor flexibilidad que se puede lograr mediante el uso de un biorreactor con especificaciones diferentes para cada tipo de necesidad. En el proceso de alimentación continua, la principal complejidad se genera debido a que el bioreactor contiene sustrato, medio de cultivo y otros nutrientes necesarios, el cual se bombea continuamente en un recipiente agitado, donde los microorganismos están activos. El producto, que se toma desde la parte superior del biorreactor, contiene etanol, las células, y el azúcar residual (Maiorella et al., 1981). Limitaciones del ProcesoLa determinación de los factores que limitan la glicólisis fermentativa del etanol son complejos debido a la interrelación existente y a la naturaleza de los parámetros intervinientes durante el proceso de fermentación. Algunos de ellos se deben tener en cuenta en la fermentación alcohólica industrial. En las limitaciones que surgen durante el proceso se pueden enumerar algunos de los más importantes como son:a) Concentración de etanol resultante

Una de las principales limitaciones del proceso, es la resistencia de las levaduras a las concentraciones de etanol (alcohol) que se llegan a producir durante la fermentación, algunos microorganismos como el saccharomyces cerevisiae pueden llegar a soportar hasta el 20% de concentración en volumen. En ingeniería bioquímica estos crecimientos se definen y se modelizan con las ecuaciones de crecimiento celular dadas por las ecuaciones de Tessier, Moser y de la ecuación de Monod.b) Acidez del sustratoEl pH es un factor limitante en el proceso de la fermentación ya que las levaduras se encuentran afectadas claramente por el ambiente, bien sea alcalino o ácido. Por regla general el funcionamiento de las levaduras está en un rango que va aproximadamente desde 3.5 a 5.5 pH (ideal pH=4.5). Los procesos industriales procuran mantener los niveles óptimos de acidez durante la fermentación usualmente mediante el empleo de disoluciones tampón. Los ácidos de algunas frutas (ácido tartárico, málico) limitan a veces este proceso.c) Concentración de azúcaresLa concentración excesiva de hidratos de carbono en forma de monosacáridos y disacáridos puede frenar la actividad bacteriana. De la misma forma la baja concentración puede frenar el proceso. Las concentraciones límite dependen del tipo de azúcar así como de la levadura responsable de la fermentación.20 Las concentraciones de azúcares afectan a los procesos de osmosis dentro de la membrana celular.d) Contacto con el aire Una intervención de oxígeno (por mínima que sea) en el proceso lo detiene por completo (es el denominado Efecto Pasteur).28 Esta es la razón por la que los recipientes fermentadores se cierren herméticamente.e) La temperaturaEl proceso de fermentación es exotérmico, y las levaduras tienen un régimen de funcionamiento en unos rangos de temperatura óptimos, se debe entender además que las levaduras son seres mesófilos. Si se expone cualquier levadura a una temperatura cercana o superior a 55 °C por un tiempo de 5 minutos se produce su muerte. La mayoría cumple su misión a temperaturas de 30 °C.
f) Ritmo de crecimiento de las cepasDurante la fermentación las cepas crecen en número debido a las condiciones favorables que se presentan en el medio, esto hace que se incremente la concentración de levaduras.PRODUCCION DE ACIDO ACETICO POR FERMENTACION DEL ALCOHOL ETILICOYa obtenido el alcohol etílico por fermentación alcohólica sobre la biomasa tratada por cualquiera de los tres métodos preliminares (fermentación directa, hidrolisis del almidón o degradación de la biomasa), la segunda etapa del proceso consiste en llevar a cabo la transformación del alcohol etílico utilizando acetobacter aceti. Aunque el proceso es relativamente simple, ya que solo consiste en una oxidación de soluciones fermentadas (que contengan alcohol) en presencia de oxigeno. Donde los principales aspectos a tener en cuenta son básicamente factores intrínsecos como la concentración de alcohol etílico, la concentración de azucares, la concentración del mismo acido, el modo de operación del bioreactor, la concentración del M.O, el PH y características de la M.P principalmente.

Las condiciones óptimas de fermentación por medio de acetobacter aceti se refieren a la ventaja de conocer la información acerca de la cinética de crecimiento bacteriano y de los procesos automatizados de fermentación (LLAGUNO y POLO, 1991).a) características de la materia prima ( alcohol etílico)Según LLAGUNO y POLO (1991), el sustrato alcohólico, debe estar libre de sabores y olores extraños, limpio, sin restos de azúcares fermentables que puedan provocar contaminaciones posteriores con levaduras. En cuanto a su graduación alcohólica, se ha venido considerando que los vinos utilizados en el proceso de acidificación deben ser de baja graduación, aunque se permite utilizar vinos con una graduación alcohólica de 10 a 12 % v/v. En cuanto a la concentración de etanol, Gómez citado por DE ORY et al. (2002) plantea la influencia de la concentración de etanol sobre la fermentación acética y entrega una concentración óptima de 13 g/L. Aunque este valor depende de la concentración de otros compuestos presentes.
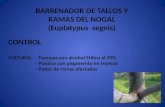
b) Concentración del acido acéticoOtro factor que influye sobre la fermentación acética es la concentración de ácido acético. Bar citado por DE ORY et al. (2002), afirma que el ácido acético tiene un carácter de activador y a la vez de inhibidor, sobre la actividad del microorganismo Acetobacter aceti, por lo que han propuesto un efecto de activación sobre el crecimiento del microorganismo cercano a 10 g/L para el metabolismo bacteriano.
La FIGURA 1 muestra los rangos óptimos de las concentraciones de etanol y ácido acético y su influencia sobre el crecimiento bacteriano.
FIGURA 1. Influencia de la concentración de etanol y ácido acético sobreel crecimiento bacteriano de Acetobacter aceti.
Tomado de. http://cybertesis.uach.cl/tesis/uach/2005/fap695o/doc/fap695o.pdf
c) Influencia de la temperatura. La temperatura del medio influye sobre el crecimiento de microorganismo. LLAGUNO y POLO (1991), DE ORY et al.(1998) y (2004) proponen una temperatura óptima de fermentación acética comprendida dentro del rango de 30 a 31 ºC; de esta forma, el proceso de fermentación es viable entre los 28 y 33 ºC. Sin embargo, cuando la temperatura es superior a 33 ºC o está por sobre la temperatura óptima, ocurreun proceso de desactivación bacteriana, en el cual las enzimas son desnaturalizadas, la membrana celular es dañada, causando que los constituyentes se dispersen y el organismo sea más sensible a los efectos tóxicos de la célula, además de aumentar las pérdidas de alcohol y productos volátiles.
d) Influencia de la aireación. El factor aireación, se considera fundamental, dado que las bacterias acéticas requieren de un suministro constante de oxígeno, además de una agitación orbital para homogeneizar el contenido y garantizar la aireación. La concentración de oxígeno disuelto en el medio se debe mantener constante, en torno a 2 mg/L y la cantidad de aire suministrado debe ser aproximadamente de 50 mL/min para 100 ml de medio lo que equivale a 0,5 vvm que es el volumen de aire introducido, por unidad de volumen

de fermentador por minuto. La incorporación de aire es un proceso esencial, dado el carácter aerobio de las bacterias acéticas. Además de la cantidad de aire suministrado, se debe considerar la pureza y calidad de éste, las bacterias acéticas son sensibles a contaminantes presentes en el aire (LLAGUNO y POLO, 1991). No obstante, algunos autores mencionan que el proceso de Fermentación acética es estrictamente dependiente sobre el oxígeno abastecido a la fase líquida y se requiere de un sistema de distribución gas líquido para la transferencia de oxígeno, ya que afecta directamente sobre la productividad del proceso de fermentación (FREGAPANE et al., 1999).
e) Concentración del inóculo. Las condiciones del inóculo, es un parámetro importante para una óptima fermentación. El cultivo selectivo de Acetobacter aceti debe estar en fase exponencial de crecimiento, con una concentración de biomasa total, del orden de 500 x 106 cel./ mL, de acuerdo a DE ORY et al. (2002).
Para SOO et al. (1989), la producción de ácido acético se lleva a cabo con una concentración de células viables del orden de 1,9 a 4,7 x 108 cel/mL aumentando la productividad de ácido acético.
MÉTODOS DE PRODUCCIÓN DE VINAGRE.Existen diversos métodos de producción de vinagre, específicamente dos esquemas básicos en que se realiza la fermentación acética, estos son fermentación en cultivo superficial (lento) y fermentación en cultivo sumergido (rápido).
a) Fermentación en cultivo superficial. La fermentación en cultivo superficial, se caracteriza porque las bacterias acéticas se encuentran en contacto directo con oxígeno gaseoso, o situadas en la interfase líquido gas, como es el caso del método Orleans o bien, fijadas a soportes de materiales tales como virutas de madera. Este sistema constituye el primer paso hacia la industrialización del proceso de fabricación de vinagre y es también precursor de las bacterias inmovilizadas. A pesar del avance tecnológico, éste método presenta desventajas, como la pérdida de sustancias volátiles por evaporación; el material de soporte, como las virutas de madera, se contamina fácilmente y es preciso reemplazarlo cada año; además es un proceso lento, por lo que se ha optado por el proceso de fermentación sumergida (WEISER, 1962 y LLAGUNO y POLO, 1991).
b) Fermentación en cultivo sumergido. La fermentación en cultivo sumergido ha sido descrita por EBNER et al. (1993 y 1999) los cuales sugieren una fermentación semicontinua y continua. Este sistema se basa en ciclos, comenzando con concentraciones de ácido acético iniciales en cada ciclo del orden de 7 a 10 % y cerca de 5% de etanol. Cuando la concentración de etanol está entre un rango de 0,05% y 0,3%, se procede a descargar el fermentador y comenzar un nuevo ciclo.
LEVONEN y LLAGUNO (1978); EBNER et al. (1993 y 1999); se refieren al método Frings, el cual es usado en todo el mundo para la producción de vinagre. El Acetator Frings consiste en un depósito provisto de agitación donde

el mismo dispositivo consigue la aireación y la mezcla de aire con el líquido. Este dispositivo es una turbina y un estátor. La turbina succiona líquido y lo mezcla con el aire y envía esta mezcla homogénea a través del estátor al depósito. El dispositivo logra la aspiración sin usar aire comprimido.
El Acetator Frings es totalmente automatizado y así garantiza una acetificación rápida y uniforme. La introducción de una nueva carga y descarga del vinagre terminado del proceso semicontinuo de acetificación puede ser realizada automáticamente de acuerdo al contenido de alcohol residual, ya que el Acetator contiene un instrumento automático para medir la cantidad de etanol en el líquido fermentado y el control de la refrigeración y aireación también son automáticos.
ANTECEDENTES DEL VINAGRE DE FRUTASComo materia prima para la elaboración de vinagre existen diversas frutas que se utilizan en procesos de fermentación, usualmente las manzanas son las más usadas para la elaboración de vinagre, otras frutas o materias primas que producen fermentación alcohólica son las uvas, peras, melón, ciruelas, miel, almíbar y cerveza, entre otras.
En orden de producir un producto de calidad, la materia prima utilizada debiera estar sin contaminación y en su estado máximo de maduración (WEISER, 1962 y WOOD, 1985).
La fruta debe ser molida y prensada, para obtener un jugo rico en carbohidratos (específicamente dextrosa) para ser posteriormente puesto en fermentadores. De esta forma ocurre una fermentación espontánea que toma lugar en corto tiempo, debido a los microorganismos presentes en el producto (WEISER, 1962 y WOOD, 1985).
BORTOLINI et al. (2001) consideran al vinagre de frutas superior en calidad sensorial y nutritiva, comparado con los otros tipos de vinagres, presentando características de sabor y aroma propio. En lo que se refiere a su aspecto nutricional, está compuesto por vitaminas, ácidos orgánicos, proteínas y aminoácidos provenientes del fruto y de la fermentación alcohólica.
ANTECEDENTES DEL VINAGRE A PARTIR DE ALCOHOL
Según LLAGUNO y POLO (1991) el vinagre de alcohol es el que se obtiene mediante la fermentación de soluciones acuosas de alcohol. Este debe proceder de la fermentación alcohólica de materias agrícolas. Por esto en la mayoría de los países se emplea alcohol, con este tipo de origen, para la fabricación de vinagre, éste se diluye a concentraciones semejantes a las que se encuentra en el vino, siendo el proceso de fabricación similar al vinagre vínico. No obstante, el alcohol no contiene los nutrientes que contiene el vino, por lo que han de añadirse para que ocurra la multiplicación y el desarrollo de las bacterias acéticas.
Según STEPHANOPOULOS (1993) uno de los factores más importantes en la optimización de un proceso de fermentación es el diseño de un medio adecuado de crecimiento y producción. El medio debe cumplir con las necesidades para la síntesis

de materiales de la célula y para los procesos de biosíntesis, así como también con los requerimientos del microorganismo. Los constituyentes que tienen mayor influencia sobre la producción de metabolitos son:
a) Fuente de carbono El carbono es el principal constituyente de la célula, constituyendo aproximadamente el 50% en peso seco. Los carbohidratos y los compuestos no carbohidratos (metanol y alcanos) son usados como fuente de energía y carbono y usualmente son los sustratos principales en el medio de cultivo.
b) Fuente de nitrógeno. El nitrógeno se encuentra en segundo lugar en términos de cantidad e importancia. Constituye aproximadamente el 10 % del peso seco. Está disponible para los microorganismos en forma de sales de amonio, nitratos o urea, aminoácidos, péptidos, purina, pirimidinas y sirve como base para la síntesis de proteínas y otras moléculas macromoleculares.
c) Micro elementos. Los micro elementos incluyen fósforo (P) el cual es requerido por la célula para la síntesis de ácidos nucleicos y fosfolípidos; el azufre (S) el cual es fundamental por ser un elemento estructural en los aminoácidos cisteína y metionina. La mayoría del azufre celular procede de fuentes inorgánicas, ya sean sulfatos o sulfuros. El potasio (K), es requerido específicamente por una gran cantidad de enzimas, incluyendo varias implicadas en la síntesis de proteínas. El magnesio (Mg) estabiliza los ribosomas, las membranas celulares, los ácidos nucleicos y se requiere para la actividad de muchas enzimas.
d) Elementos trazas. Los elementos trazas incluyen al fierro (Fe), manganeso (Mn), zinc (Zn), cobre (Cu), cobalto (Co), níquel (Ni), boro (B), cloro (Cl),sodio (Na) y silicio (Si). Estos son requeridos en concentraciones extremadamente bajas, sin embargo, son tan importantes como los micronutrientes para las funciones celulares específicas. Los elementos trazas son metales, muchos de los cuales forman parte de las enzimas que son los catalizadores celulares.
SUÁREZ y LEVONEN (1981), estudiaron la composición adecuada de un medio sintético nutritivo para la obtención de vinagre de alcohol. Los autores consideraron que la producción de vinagre por bacterias acéticas a partir de vino como sustrato no presenta problemas en cuanto a las necesidades nutritivas del microorganismo, en cambio cuando se utiliza cualquier otro sustrato, es necesario conocer la composición de éste y dotar al microorganismo de los nutrientes necesarios para conseguir una buena velocidad de acidificación. El vinagre obtenido a partir de etanol como medio base presenta ventajas, entre las que se destacan la no producción de color ni turbidez.
En términos generales, la solución de etanol utilizada como sustrato debe enriquecerse con fuentes de carbono (glucosa) y nitrógeno (fosfato diamónico), sales minerales (cloro, sodio, magnesio, manganeso y fierro) que aporten los oligoelementos

imprescindibles y vitaminas (tiamina) necesarias para que ocurra el proceso de fermentación.
Algunas materias primas no requieren la adición de nutrientes extras, sin embargo, para la producción de vinagre de alcohol, se requiere una mezcla de nutrientes, considerando que las bacterias acéticas necesitan para una óptima fermentación los siguientes nutrientes: glucosa, potasio, sodio, magnesio, calcio, amonio como fosfato de amonio, sulfato y cloro. Además de minerales trazas como fierro, manganeso, cobalto, cobre, molibdeno, vanadio y zinc (EBNER, 1993).
DEFINICIÓN DEL PROBLEMADebido a que Colombia es un país netamente agrícola, y observando el no aprovechamiento de una inmensa cantidad de subproductos provenientes de estas fuentes, nos hemos puesto en la tarea de encontrar la forma de sacar provecho de algunos residuos agroindustriales con el objetivo de extraer una sustancia o compuesto importante presente en estos subproductos y tratar de darle un uso industrial. Por otro lado, si los resultados obtenidos son satisfactorios, podemos pensar en darle vía libre a esta excelente propuesta y de esta forma capacitar gente menos favorecida del sector rural que está desaprovechando una oportunidad de tener su propia microempresa y perdiendo una buena fuente de ingresos. JUSTIFICACIÓNMuchos de los residuos agrícolas en nuestro país son aprovechados a nivel industrial extrayendo compuestos importantes y que están presentes en gran cantidad en el residuo como tal. Muchos otros subproductos no se le está dando el uso adecuado debido al poco conocimiento que se tiene acerca de ellos, no obstante estos subproductos puede tener un potencial de aprovechamiento que no esta siendo explotado económicamente dando ligar a sistemas masivos de producción mas eficientes. por otro lado se pretende contribuir al desarrollo económico, social y ambiental de la región.OBJETIVOGeneral Extracción de acido acético a partir de un subproducto agrícola por fermentación oxidativa.Específicosi) Diagnosticar bibliográficamente las principales fuentes potenciales que sean considerados como subproductos en la cadena agroindustrial para la producción de acido acético.ii) Evaluar rendimientos con base en el porcentaje de acido acético obtenido.iii) Sugerir con base en los resultados obtenidos un proyecto a gran escala que sea auto sostenible y así de esta manera contribuir al desarrollo agroindustrial.
PROCEDIMIENTOEl procedimiento mediante el cual vamos a llevar a cabo el proyecto se presenta de manera esquemática a continuación.
CRONOGRAMA
BIBLIOGRAFIA

Madigan, T.M., et al. Biología de los microorganismos. Decima edición. Pearson Educación S.A. Madrid, 2005.Production report». Chem. Eng. News: pp. pp. 67–76. Suresh, Bala (2003), «Acetic Acid», Chemicals Economic Handbook, SRI International, pp. 602.5000, http://www.sriconsulting.com/CEH/Public/Reports/602.5000/ Martinez, M.C. (1980). Historia del vinagre.



![· mateato de mepiramina 15 mg, hidróxido de alumlnio 150 mg, ácido aceti]salicftico 150 mg e cafeína50 mg. ityato de colina betajna 50 mg/ml e racemetifflina 10 bicarbonatode](https://static.fdocuments.co/doc/165x107/5c0c1bb509d3f252498b9444/-mateato-de-mepiramina-15-mg-hidroxido-de-alumlnio-150-mg-acido-acetisalicftico.jpg)