
Optimización deL diseño DEL sistema de pruebas del cabezal ...

Optimización de un banco de pruebas para la caracterización de
pérdidas de presión en válvulas comerciales
Autor:
Juan José Cano Solórzano
Bogotá, Junio 2019
Profesor asesor:
Álvaro Enrique Pinilla Sepúlveda. PhD
Departamento de Ingeniería Mecánica
Facultad de Ingeniería
Universidad de los Andes
I
Tabla de Contenidos
Capítulo 1 Introducción ...................................................................................................... 1 1.1. Objetivo .................................................................................................................... 1 1.2. Estado del arte .......................................................................................................... 2
1.2.1. Perdidas de carga .............................................................................................. 2 1.2.2. Modelo teórico para K ...................................................................................... 5
1.2.3. Tipos de válvula ................................................................................................ 6 1.3. Trabajo previo .......................................................................................................... 7
Capítulo 2 Diseño ............................................................................................................ 11 2.1. Válvulas ................................................................................................................. 13 2.2. Instrumentación ...................................................................................................... 14
2.3. Accesorios .............................................................................................................. 16 2.3.1. Bomba ............................................................................................................. 17
2.3.2. Tanque ............................................................................................................. 18 2.3.3. Soporte ............................................................................................................ 19
2.3.4. Otros ................................................................................................................ 20 2.4. Montaje final del banco de pruebas ....................................................................... 23
2.5. Metodología para la medición ............................................................................... 27 Capítulo 3 Implementación y validación ......................................................................... 31
3.1. Caracterización ...................................................................................................... 31
3.2. Validación .............................................................................................................. 39 3.2.1. Resultados previos .......................................................................................... 39
3.2.2. Análisis comparativo ...................................................................................... 40 Capítulo 4 Caracterización de válvulas ............................................................................. 42
4.1 Resultados de las válvulas ...................................................................................... 42 Capítulo 5 Conclusión ....................................................................................................... 49
5.1. Conclusiones .......................................................................................................... 49 5.2. Recomendaciones y trabajos futuros ..................................................................... 50
6. Lista de referencias ....................................................................................................... 51
7. Apéndice ....................................................................................................................... 52
7.1. Instrumento de calibración de presión. .................................................................. 52
II
Lista de Ilustraciones
Ilustración 1. Esquema del banco de pruebas previo.. ........................................................ 9
Ilustración 2. Fotografía de manómetro Astro utilizado previamente en el montaje. ....... 11 Ilustración 3. Fotografía del montaje de experimentación temprana. ............................... 12 Ilustración 4. Fotografía de las 4 válvulas estudiadas durante el proyecto. ...................... 13 Ilustración 5. Fotografía del instrumento de presión Comark C9555. .............................. 15 Ilustración 6. Fotografía del ensamble de bomba, soporte e instrumentos de medición .. 17
Ilustración 7. Fotografía del tanque del banco de pruebas. ............................................... 19 Ilustración 8. Fotografía del accesorio de soporte para el instrumento de presión. .......... 21 Ilustración 9. Fotografía del transportador de MDF diseñado .......................................... 22
Ilustración 10. Fotografía del banco de pruebas después de implementar el diseño. ....... 23 Ilustración 11. Fotografía del ensamble de la bomba ....................................................... 24 Ilustración 14. Fotografía del sistema de tubería del banco de pruebas. .......................... 25
Ilustración 15. Fotografía de la válvula de cortina Pegler. ............................................... 31 Ilustración 16. Esquema del método para porcentaje de apertura válvulas de compuerta 32
Ilustración 17. Esquema del método porcentaje de apertura válvulas de bola ................. 34 Ilustración 18. Fotografía del instrumento WIKA CPP30 utilizado para la calibración. . 52
III
Lista de figuras y tablas
Figura 1. Curvas de coeficiente de pérdidas K contra fracción de apertura ....................... 5
Figura 2. Curva de la bomba centrífuga del banco de pruebas Armflied f1-10 ................ 10 Figura 3. Curva de verificación del instrumento de presión Comark C9555 .................. 16 Figura 4. Curva de la bomba centrifuga IHM. .................................................................. 18 Figura 5. Gráfica de caudal cuadrado contra pérdida de presión para la identificación del
rango de caudal ......................................................................................................... 28
Figura 6. Gráficas de caudal contra pérdida de presión, válvula Pegler. .......................... 38 Figura 7. Gráfica de porcentaje de apertura contra porcentaje de descarga de la válvula
Pegler. ....................................................................................................................... 38
Figura 8. Comparación de los valores 𝐾𝐿 de la válvula Pegler. ....................................... 41 Figura 9. Gráfica de caudal cuadrado contra pérdida de presión de la válvula Pegler. .... 43
Figura 10. Gráfica de caudal cuadrado contra pérdida de presión de la válvula Toyo Red
White. ........................................................................................................................ 44 Figura 11. Gráficas de caudal cuadrado contra pérdida de presión de las válvulas Helbert
y PCP. ....................................................................................................................... 45 Figura 12. Gráfica de porcentaje de apertura contra porcentaje de descarga, todas las
válvulas. .................................................................................................................... 46
Figura 13. Gráfica de 𝐾𝐿 contra porcentaje de apertura para todas las válvulas. ............. 47
Tabla 1. Porcentaje de apertura calculado por número de vuelta para la válvula de cortina
Pegler. ....................................................................................................................... 33 Tabla 2. Porcentaje de apertura calculado por número de vuelta para la válvula de cortina
Toyo Red-White. ....................................................................................................... 33 Tabla 3. Porcentaje de apertura calculado por número de vuelta para las dos válvulas de
bola. ........................................................................................................................... 35 Tabla 4. Resultados de caudal y presión para las 3 tomas de datos de la válvula pegler. 35
Tabla 5. Resultados de 𝐾𝑉 y 𝐾𝐿 de la válvula Pegler tomados en el montaje previo del
banco de pruebas. ...................................................................................................... 39
Tabla 6. Comparación de los valores 𝐾𝑉 a máxima apertura de la válvula Pegler . ........ 41 Tabla 7. Comparación de resultados ................................................................................. 48

1
Capítulo 1
Introducción
El apogeo de la industria genera necesidades cada vez más específicas, las cuales
promueven el desarrollo de nuevas tecnologías. Sin embargo, actualmente existen
industrias que no integran nuevos métodos o tecnologías y que, en la práctica se valen de
lineamientos plenamente conocidos que pueden resultar siendo poco precisos y sobre todo,
poco eficientes. En particular, este es el caso de casi todas las industrias que trabajan con
líquidos newtonianos.
La mayor parte de la industria almacena y transporta algún tipo de fluido; generalmente
agua. Durante la producción, procesos de control pueden llevarse acabo o no y las
condiciones del flujo pueden resultar relevantes para los procesos en curso. No obstante, el
hecho de intervenir un procedimiento e implementar un proceso de control sobre las
condiciones del flujo implica una alta inversión de tiempo o recursos y generalmente, si no
es estrictamente necesario, se omite cualquier tipo de control.
Es en este panorama en el cual se presenta la oportunidad de exponer la interacción de los
accesorios en una tubería y las condiciones de flujo de un sistema. Se presenta entonces
una situación donde la información precisa sobre elementos del sistema (como las válvulas)
puede permitir un manejo más eficiente de este. Con base en información experimental, se
busca una forma empírica de optimizar los procesos de transporte de fluidos sin que esto
dependa de la implementación de sistemas de control.
1.1. Objetivo
Optimizar un banco de pruebas para la caracterización de las pérdidas de presión causadas
por válvulas de 2 pulgadas y validar el montaje mediante la caracterización de diferentes
válvulas de fabricación o distribución nacional.

2
1.2. Estado del arte
1.2.1. Perdidas de carga
Hoy en día, los principios físicos que rigen la mecánica de fluidos son ampliamente
conocidos. Los principios fundamentales sobre los cuales se basa la mayoría de la teoría
son la conservación de la energía y la conservación de masa, los cuales se pueden modelar
para un fluido ideal por medio del principio de Bernoulli.
𝑃1
𝜌𝑔+ ℎ1 +
𝑣12
2𝑔=
𝑃2
𝜌𝑔+ ℎ2 +
𝑣22
2𝑔
siendo:
𝑃𝑖: 𝑃𝑟𝑒𝑠𝑖ó𝑛 𝑑𝑒𝑙 𝑠𝑖𝑠𝑡𝑒𝑚𝑎 𝑒𝑛 𝑒𝑙 𝑝𝑢𝑛𝑡𝑜 𝑖 [𝑃𝑎] ℎ𝑖: 𝐴𝑙𝑡𝑢𝑟𝑎 𝑑𝑒𝑙 𝑠𝑖𝑠𝑡𝑒𝑚𝑎 𝑒𝑛 𝑒𝑙 𝑝𝑢𝑛𝑡𝑜 𝑖 [𝑚]
𝑣𝑖: 𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒𝑙 𝑓𝑙𝑢𝑖𝑑𝑜 𝑒𝑛 𝑒𝑙 𝑝𝑢𝑛𝑡𝑜 𝑖 [𝑚
𝑠]
𝑔: 𝐴𝑐𝑒𝑙𝑒𝑟𝑎𝑐𝑖ó𝑛 𝑑𝑒 𝑙𝑎 𝑔𝑟𝑎𝑣𝑒𝑑𝑎𝑑 [𝑚
𝑠2]
𝜌: 𝐷𝑒𝑛𝑠𝑖𝑑𝑎𝑑 𝑑𝑒𝑙 𝑓𝑙𝑢𝑖𝑑𝑜 [𝑘𝑔
𝑚3]
Este principio establece que la sumatoria de la energía cinética, potencial y de presión son
iguales a lo largo de una línea de corriente. A partir de esta relación y en conjunto con la
ecuación de conservación de movimiento, se puede obtener una expresión que relaciona
las fuerzas no conservativas presentes en un sistema. La siguiente ecuación de Bernoulli,
incluye las pérdidas generadas por fuerzas no conservativas y es válida para un flujo
estacionario, incompresible y a temperatura constante. [1]
𝑃1
𝜌𝑔+ ℎ1 +
𝑣12
2𝑔=
𝑃2
𝜌𝑔+ ℎ2 +
𝑣22
2𝑔+ ∆ℎ𝑡𝑜𝑡

3
∆ℎ𝑡𝑜𝑡 =𝑣2
2𝑔(𝑓
𝐿
𝐷+ ∑ 𝐾𝑖)
siendo:
∆ℎ𝑡𝑜𝑡: 𝐶𝑎𝑏𝑒𝑧𝑎 𝑑𝑒 𝑝é𝑟𝑑𝑖𝑑𝑎𝑠 [𝐽
𝑁]
𝐷: 𝐷𝑖á𝑚𝑒𝑡𝑟𝑜 𝑖𝑛𝑡𝑒𝑟𝑛𝑜 𝑑𝑒 𝑙𝑎 𝑡𝑢𝑏𝑒𝑟í𝑎 [𝑚] 𝐿: 𝐿𝑜𝑛𝑔𝑖𝑡𝑢𝑑 𝑑𝑒 𝑙𝑎 𝑡𝑢𝑏𝑒𝑟í𝑎 [𝑚] 𝑓: 𝐶𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑓𝑟𝑖𝑐𝑐𝑖ó𝑛
𝐾: 𝐶𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑝é𝑟𝑑𝑖𝑑𝑎𝑠 𝑑𝑒𝑙 𝑒𝑙𝑒𝑚𝑒𝑛𝑡𝑜 𝑖
La pérdida de carga se le denomina cabeza de pérdidas y se compone de las perdidas por
fricción y las pérdidas localizadas. Las pérdidas por fricción son originadas por fenómenos
viscosos, específicamente por la condición de no deslizamiento del fluido y son
proporcionales a la longitud de la tubería y a la constante de fricción 𝑓 que es función del
número de Reynolds y la rugosidad del ducto. Por otro lado, las pérdidas localizadas o
pérdidas menores son todas aquellas ocasionadas por accesorios o cambios en la geometría
de la tubería. Estas pérdidas localizadas dependen de la constante de pérdidas K asociada
a cada accesorio, cuya determinación es experimental. A pesar de haber adoptado el
nombre de pérdidas menores, las pérdidas localizadas pueden llegar a ser
considerablemente mayores que las pérdidas por fricción, motivo por el cual no se deben
obviar o ignorar [1].
A partir de la ecuación de Bernoulli se puede determinar la relación entre el coeficiente de
pérdidas de un accesorio y las condiciones del sistema. Para dos puntos cercanos, que no
presenten cambio en elevación, ni cambio de velocidad promedio; la relación entre la
constante de pérdidas K y la pérdida de carga ∆𝑃 se expresa de la siguiente manera [1].
𝐾 =2∆𝑃
𝜌𝑣2
Es importante recordar que el coeficiente K es un número adimensional, pero
desafortunadamente no guarda relación con otros números adimensionales, como el
número de Reynolds o la rugosidad relativa, más si mantiene una relación con el tamaño

4
de tubería. A medida que aumenta el tamaño de la tubería el coeficiente K tiende a
disminuir [1].
Debido al principio de funcionamiento de las válvulas el comportamiento de estas pérdidas
es más complejo en comparación con otros accesorios. Estando la válvula completamente
abierta, el fluido experimenta únicamente pérdidas por fricción que se relacionan con el
material de la válvula y posiblemente pérdidas localizadas debido a cambios de sección
transversal. Por otro lado, a medida que la válvula se cierra, se presentan mayores pérdidas
de carga debido a la obstrucción física sobre el flujo. A medida que se cierra la válvula se
producen puntos de estancamiento que generan fenómenos de separación de flujo y flujo
secundario, lo que aumenta en gran medida las pérdidas de energía [2].
La información teórica sobre el valor de K para diferentes tipos y tamaños de válvula es
muy general. Usualmente tablas y gráficas dan una idea de su magnitud, sin embargo, las
válvulas son accesorios muy sensibles a los detalles del diseño y manufactura, por lo cual,
en caso de requerir datos más confiables se debe recurrir al fabricante.
Otro coeficiente que relaciona la pérdida de carga y el caudal es el coeficiente de caudal
𝐾𝑉. Este coeficiente es usado para seleccionar el tamaño de la válvula que permite de mejor
manera el paso de un determinado caudal y garantice un control estable del flujo [3]. Este
coeficiente generalmente es reportado por el fabricante de la válvula en sus
especificaciones técnicas y puede ser calculado experimentalmente por medio de la
siguiente relación [2], [4].
𝐾𝑉 = 𝑄√𝜌
𝜌0∆𝑃
Siendo:
𝐾𝑉 ∶ 𝐶𝑜𝑒𝑓𝑖𝑐𝑖𝑒𝑛𝑡𝑒 𝑑𝑒 𝑐𝑎𝑢𝑑𝑎𝑙
𝑄 ∶ 𝐶𝑎𝑢𝑑𝑎𝑙
𝜌0 ∶ 𝐷𝑒𝑛𝑠𝑖𝑑𝑎𝑑 𝑑𝑒𝑙 𝑓𝑙𝑢𝑖𝑑𝑜 𝑎 15 °𝐶
𝜌 ∶ 𝐷𝑒𝑛𝑠𝑖𝑑𝑎𝑑 𝑑𝑒𝑙 𝑓𝑙𝑢𝑖𝑑𝑜

5
De acuerdo con la relación presentada, las unidades del coeficiente de caudal 𝐾𝑉 son
[𝑚3
ℎ√𝑏𝑎𝑟], sin embargo, su contraparte en unidades imperiales 𝐶𝑉 se presenta como [
𝑔𝑝𝑚
√𝑝𝑠𝑖]. Es
importante reconocer que el coeficiente de caudal 𝐾𝑉 no es el mismo coeficiente de
pérdidas K, no obstante, mantiene una relación directa con este. La relación entre ambos
coeficientes se puede despejar mediante el despeje de la diferencia de presión ∆𝑃 en ambas
expresiones [2].
√𝐾 =𝐴
𝐾𝑉
√2
𝜌
1.2.2. Modelo teórico para K
Aunque existen diferentes tablas que presentan el valor de K para algunos tipos de válvula,
es poca la información que se refiere a los diferentes valores de K para diferentes aperturas
de dichas válvulas. Diferentes autores presentan una referencia por medio de gráficos, sin
embargo, se aclara que el nivel de error en sus números oscila entre 50 y 100 por ciento.
Un ejemplo se presenta en la siguiente gráfica propuesta en el libro mecánica de fluidos
[1].
Figura 1. Curvas de coeficiente de pérdidas K contra fracción de apertura [1].

6
Otros autores describen una ecuación que asocia el caudal y el coeficiente de pérdidas.
Dicha ecuación es propuesta por los autores Burton y Loboguerrero en su libro Máquinas
rotodinámicas y de desplazamiento positivo. Esta expresión establece una relación
cuadrática inversa entre la fracción de caudal y la fracción del coeficiente de pérdidas que
experimenta una válvula con una apertura parcial [5].
𝑄
𝑄0= √
𝐾0
𝐾
Esta ecuación permite predecir el comportamiento de 𝐾 para diferentes grados de apertura.
Primero se debe relacionar la fracción de caudal con los porcentajes de apertura de la
válvula 𝛿. Teniendo como base un valor de coeficiente de pérdidas de la válvula
completamente abierta 𝐾0 conocido, se puede entonces estimar el valor de 𝐾 para cualquier
valor de apertura 𝛿.
1.2.3. Tipos de válvula
Las válvulas son elementos mecánicos de regulación que gradúan el flujo de algún fluido.
Estos elementos se les considera comúnmente como accesorios para tubería. Su
funcionamiento es el mismo para todo tipo de válvula, la válvula posee un cuerpo rígido
que confina una pieza móvil, la cual permite regular u obstruir el flujo dependiendo de su
posición [3].
Debido a que se encuentran en contacto directo con el fluido, el material del cual se
encuentra fabricada una válvula debe poseer propiedades particulares. Las válvulas para
agua más comunes se encuentran fabricadas de PVC, latón y bronce. Es importante tener
conocimiento de que tipo de materiales se fabrican estas válvulas debido a que, el material
y su acabado superficial junto con la geometría, son factores que afectan directamente la
pérdida de energía del fluido.
Existen diferentes tipos de válvula y se clasifican de diferentes maneras. Particularmente,
las válvulas manuales se pueden clasificar en 4 grupos de acuerdo con su diseño [6].
7
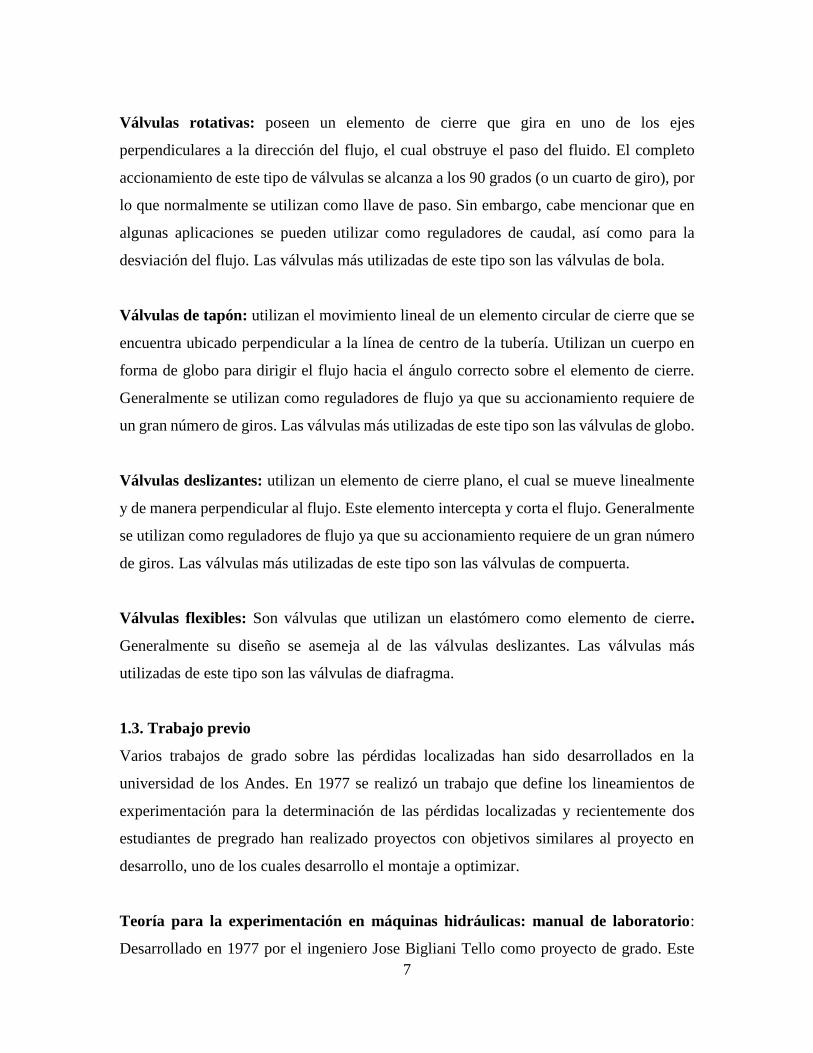
Válvulas rotativas: poseen un elemento de cierre que gira en uno de los ejes
perpendiculares a la dirección del flujo, el cual obstruye el paso del fluido. El completo
accionamiento de este tipo de válvulas se alcanza a los 90 grados (o un cuarto de giro), por
lo que normalmente se utilizan como llave de paso. Sin embargo, cabe mencionar que en
algunas aplicaciones se pueden utilizar como reguladores de caudal, así como para la
desviación del flujo. Las válvulas más utilizadas de este tipo son las válvulas de bola.
Válvulas de tapón: utilizan el movimiento lineal de un elemento circular de cierre que se
encuentra ubicado perpendicular a la línea de centro de la tubería. Utilizan un cuerpo en
forma de globo para dirigir el flujo hacia el ángulo correcto sobre el elemento de cierre.
Generalmente se utilizan como reguladores de flujo ya que su accionamiento requiere de
un gran número de giros. Las válvulas más utilizadas de este tipo son las válvulas de globo.
Válvulas deslizantes: utilizan un elemento de cierre plano, el cual se mueve linealmente
y de manera perpendicular al flujo. Este elemento intercepta y corta el flujo. Generalmente
se utilizan como reguladores de flujo ya que su accionamiento requiere de un gran número
de giros. Las válvulas más utilizadas de este tipo son las válvulas de compuerta.
Válvulas flexibles: Son válvulas que utilizan un elastómero como elemento de cierre.
Generalmente su diseño se asemeja al de las válvulas deslizantes. Las válvulas más
utilizadas de este tipo son las válvulas de diafragma.
1.3. Trabajo previo
Varios trabajos de grado sobre las pérdidas localizadas han sido desarrollados en la
universidad de los Andes. En 1977 se realizó un trabajo que define los lineamientos de
experimentación para la determinación de las pérdidas localizadas y recientemente dos
estudiantes de pregrado han realizado proyectos con objetivos similares al proyecto en
desarrollo, uno de los cuales desarrollo el montaje a optimizar.
Teoría para la experimentación en máquinas hidráulicas: manual de laboratorio:
Desarrollado en 1977 por el ingeniero Jose Bigliani Tello como proyecto de grado. Este

8
trabajo tiene como objetivo complementar la formación en el departamento de ingeniería
mecánica de la universidad de los Andes y define los lineamientos de experimentación de
forma cualitativa. El documento enuncia diferentes tipos de válvula y explica su
funcionamiento. Explica y concluye acerca de los instrumentos de medición disponibles
para el montaje experimental y describe la teoría que permite hacer la estimación del
coeficiente de fricción local K.
Este trabajo propone un banco de pruebas para la caracterización de la pérdida de carga de
válvulas tipo compuerta, globo y mariposa. En este banco de pruebas se utiliza una bomba
eléctrica para bombear agua en un sistema de tuberías cerrado. Adicionalmente, se enuncia
la importancia de las gráficas de fracción de caudal contra porcentaje de apertura 𝛿 𝑣𝑠𝑄
𝑄0 y
caída de presión contra caudal cuadrado ∆𝑃 𝑣𝑠 𝑄2, donde por medio de la pendiente de la
última se puede determinar el coeficiente de caudal 𝐾𝑉 [9].
Análisis y desarrollo de un sistema de caracterización de válvulas comerciales de 2
pulgadas: Para el propósito de este proyecto se trabajó con el banco de pruebas
manufacturado por el estudiante Numar Felipe Ortega en el periodo semestral 2018-20 en
la universidad de los Andes como trabajo de grado. El estudiante se basa en el trabajo de
Jose Bigliani Tello y sigue los lineamientos sugeridos por la norma europea EN1267 para
elaborar un banco de pruebas que permite caracterizar la pérdida de carga de válvulas de 2
in.
El banco de pruebas se ubica y hace uso de la infraestructura del laboratorio de dinámica
de fluidos ML 032 de la Universidad de los Andes para su funcionamiento. Este montaje
se compone de un sistema de tubería, un banco de pruebas Armfield, un tanque e
instrumentos de medición. A continuación, se presenta el esquema del banco de pruebas
manufacturado en este proyecto.
9
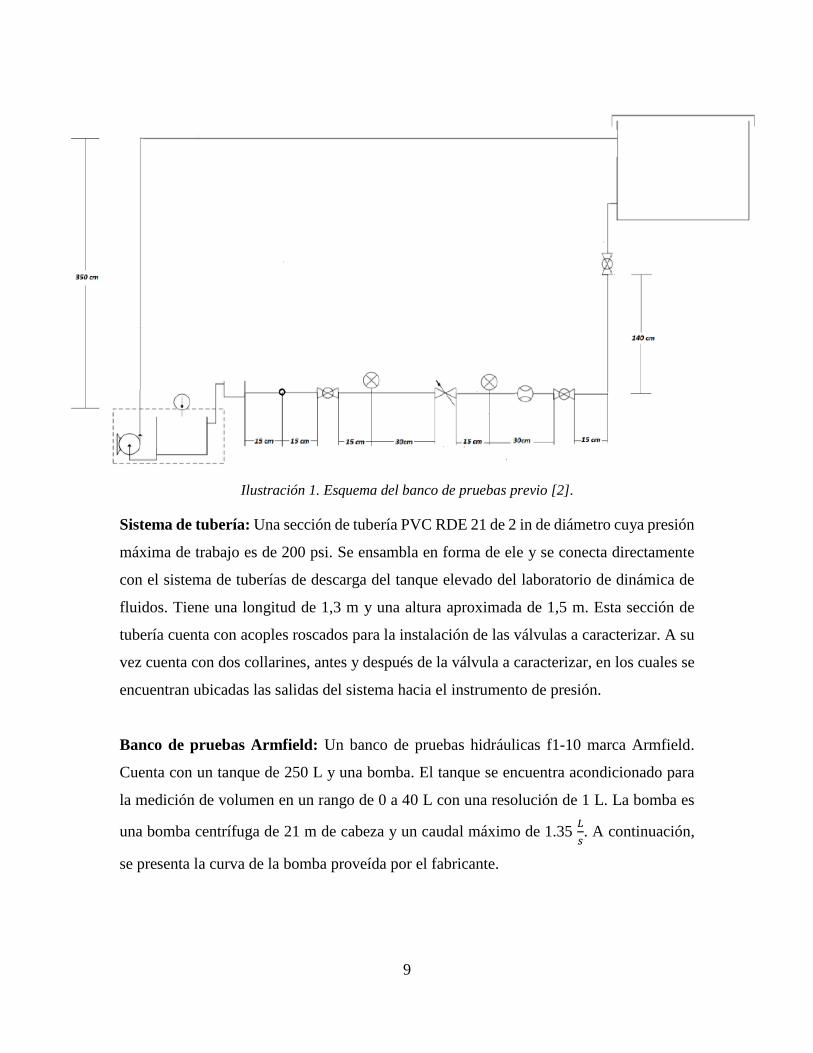
Ilustración 1. Esquema del banco de pruebas previo [2].
Sistema de tubería: Una sección de tubería PVC RDE 21 de 2 in de diámetro cuya presión
máxima de trabajo es de 200 psi. Se ensambla en forma de ele y se conecta directamente
con el sistema de tuberías de descarga del tanque elevado del laboratorio de dinámica de
fluidos. Tiene una longitud de 1,3 m y una altura aproximada de 1,5 m. Esta sección de
tubería cuenta con acoples roscados para la instalación de las válvulas a caracterizar. A su
vez cuenta con dos collarines, antes y después de la válvula a caracterizar, en los cuales se
encuentran ubicadas las salidas del sistema hacia el instrumento de presión.
Banco de pruebas Armfield: Un banco de pruebas hidráulicas f1-10 marca Armfield.
Cuenta con un tanque de 250 L y una bomba. El tanque se encuentra acondicionado para
la medición de volumen en un rango de 0 a 40 L con una resolución de 1 L. La bomba es
una bomba centrífuga de 21 m de cabeza y un caudal máximo de 1.35 𝐿
𝑠. A continuación,
se presenta la curva de la bomba proveída por el fabricante.

10
Figura 2. Curva de la bomba centrífuga del banco de pruebas Armflied f1-10 [7].
Tanque de almacenamiento: Es un tanque elevado de 2.5 𝑚3 ubicado a aproximadamente
3 m de altura. Hace parte de la red de tuberías el laboratorio de mecánica de fluidos de la
universidad de los Andes. Dos líneas de tubería de 3 in se encuentran conectadas a este
tanque, una de descarga y una de succión. Ambas líneas son utilizadas por el montaje del
banco de pruebas. La presión en ambas líneas es constante y se aproxima a 3.5 psi [2].
Instrumentación: El montaje utiliza el tanque de almacenamiento del banco de pruebas
Armfield en conjunto con un cronómetro para la medición de caudal. Por otro lado, se
utilizan dos manómetros marca Astro para la medición de presión. Estos manómetros
cuentan con una resolución de 0.5 psi en un rango de medición de 0 a 15 psi. A
continuación, se presenta una fotografía de los manómetros utilizados en el montaje.
11
Ilustración 2. Fotografía de manómetro Astro utilizado previamente en el montaje.
Capítulo 2
Diseño
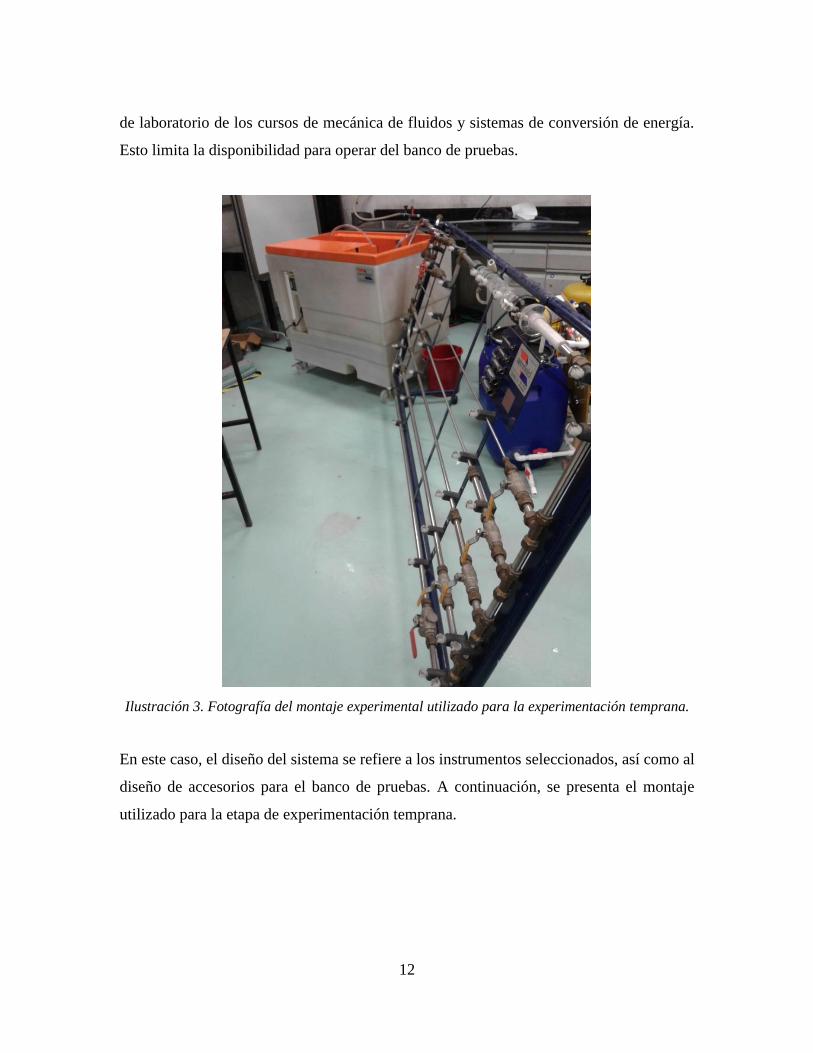
La primera parte de este trabajo consistió en determinar qué se podía mejorar del montaje
existente y cómo se podía mejorar. Para esto se llevó a cabo una etapa de experimentación
temprana.
Durante esta etapa se utilizó un banco de pruebas para mediciones de fricción en fluidos,
Armfield C6MKII. Con ayuda de este montaje se replicó la metodología de toma de datos
propuesta para el banco de pruebas previamente desarrollado. Se encontró que los
instrumentos de medición de presión no eran los adecuados debido a la magnitud real de
las pérdidas de presión. Las variaciones en el delta de presión para altos grados de apertura
de la válvula eran menores a la resolución del instrumento, 0.5 psi.
Por otro lado, se confirmó el grado de inconveniencia que presenta depender del equipo
Armfield f1-10. Este equipo se suele utilizar en gran medida durante las primeras prácticas
12
de laboratorio de los cursos de mecánica de fluidos y sistemas de conversión de energía.
Esto limita la disponibilidad para operar del banco de pruebas.
Ilustración 3. Fotografía del montaje experimental utilizado para la experimentación temprana.
En este caso, el diseño del sistema se refiere a los instrumentos seleccionados, así como al
diseño de accesorios para el banco de pruebas. A continuación, se presenta el montaje
utilizado para la etapa de experimentación temprana.

13
2.1. Válvulas
Para cumplir con el objetivo del proyecto se seleccionaron 4 diferentes válvulas, dos de
tipo cortina y 2 de tipo bola. A continuación, se presenta una imagen de las 4 válvulas
mencionadas.
Ilustración 4. Fotografía de las 4 válvulas estudiadas durante el proyecto. De izquierda a
derecha: válvula de bola PCP, válvula de bola Helbert, válvula de compuerta Toyo Red White y
válvula de compuerta Pegler.
Válvula Pegler
Válvula de compuerta de 2 in
Fabricada en bronce forjado
Marca pegler.
𝐾𝑉 = 230𝑚3
ℎ √𝐵𝑎𝑟 (Reportado por el fabricante) [2].
Válvula Red White
Válvula de compuerta de 2 in
Fabricada en bronce forjado
Marca TOYO Red White.
𝐾𝑉 = 182𝑚3
ℎ √𝐵𝑎𝑟 (Reportado por el fabricante) [8].

14
Válvula Helbert
Válvula de bola de 2 in
Fabricada en bronce niquelado
Marca Helbert.
𝐾𝑉 desconocido.
Válvula PCP:
Válvula de bola de 2 in
Fabricada en PVC
Marca PCP.
𝐾𝑉 desconocido.
2.2. Instrumentación
Parte de los cambios requeridos para una mejor exactitud en el montaje se asocian a la
utilización de instrumentación con mejor resolución o exactitud. Los instrumentos de
medición que se implementaron en el montaje son los siguientes.
Medidor de presión diferencial: Comark - C9555 Waterproof pressure meter
Un instrumento electrónico de medición de presión. Utiliza dos transductores de presión
para comparar las dos señales y determinar la diferencia de presión entre los dos puntos a
medir. La resolución del instrumento es 0.001 psi y tiene un rango de medición de 0 a 30.46
psi [9].

15
Ilustración 5. Fotografía de instrumento de presión utilizado en el banco de pruebas. Waterproof
pressure meter - Comark C9555.
Este instrumento pertenece al departamento de ingeniería mecánica y se encuentra en
laboratorio de mecánica de fluidos. Cabe resaltar que la fecha de calibración del
instrumento es del 2012 por lo cual se debe realizar una verificación de su calibración.
Para generar una curva de verificación del medidor Comark se utiliza un instrumento
neumático para la calibración de instrumentación mecánica y electrónica para la medición
de presión. El instrumento utilizado es el Hand test pump CPP30 marca Wika, disponible

16
en el departamento de ingeniería mecánica. A continuación, se presenta la curva de
verificación del instrumento Comark contra el instrumento de referencia Wika [10].
Figura 3. Curva de verificación del instrumento de presión Comark C9555. En eje horizontal:
presión del instrumento de referencia.
En la curva de verificación se puede ver la relación lineal entre ambas mediciones. La
ecuación de la regresión lineal calculada indica que la relación es 0.99 a 1 con un grado de
ajuste a un comportamiento lineal de 0.99. Esto indica que el instrumento Comark mantiene
su exactitud para todo su rango de operación y que se encuentra correctamente calibrado.
Cabe aclarar que este procedimiento se llevó a cabo en diferentes momentos del proyecto
para corroborar que el instrumento mantuviera la calibración después de varias horas de
uso.
2.3. Accesorios
En adición a los instrumentos de presión ya mencionados, se implementaron diferentes
accesorios que mejoran la robustez del sistema y facilitan la toma de datos. A continuación,
se presentan dichos accesorios.
y = 0,99x + 0,002R² = 0,99
0
5
10
15
20
25
30
0 5 10 15 20 25 30
Co
mar
k[P
si]
Wika [Psi]
Curva de verificación para instrumento de presión - Comark

17
2.3.1. Bomba
Bomba centrífuga marca Ignacio Gómez. Esta bomba cuenta con un motor eléctrico
asíncrono monofásico de 0.75 caballos de potencia que opera a 3440 revoluciones por
minuto. Según la información del fabricante esta bomba tiene una cabeza de 26 m de agua
(37 psi) y un caudal máximo de 3 𝐿
𝑠 (48 USgpm) [11]. Esta bomba se encontraba en
disposición del laboratorio de dinámica de fluidos.
Ilustración 6. Fotografía de la bomba centrífuga utilizada junto con su respectivo soporte e
instrumentos de medición ensamblados.
Para garantizar que la bomba pudiese cumplir con un caudal igual o superior al entregado
por el equipo Armfield f1-10 y una presión mayor a la del sistema se caracterizó la bomba.
Por medio de dos manómetros se mide la presión en la línea de succión y en la línea de
descarga para hacer el cálculo de la cabeza entregada por la bomba. A su vez se utiliza el
tanque implementado junto con un cronometro para determinar el caudal de la bomba. A
continuación, se presenta la curva de la bomba obtenida. Cabe mencionar que se pudo
determinar el punto de operación en el cual la bomba empieza a cavitar. Este punto

18
corresponde a un caudal de 1.87 𝐿
𝑠 y a una cabeza de 16.4 m de agua. Adicionalmente, se
calcula un punto de mejor operación cercano a los 1.5 𝐿
𝑠.
Figura 4. Curva de la bomba centrifuga IHM. En rojo: empieza cavitación.
2.3.2. Tanque
El tanque seleccionado es una caneca para agua de 110 L de capacidad marca Vanyplas.
Se seleccionó este reservorio debido a su volumen y poco espacio requerido. El tanque se
marcó cada 10 L por medio del uso de una probeta de 1 L con resolución de 10 mL. Las
marcas de volumen se realizan con marcador de pintura reflectiva. Se hace uso de una hoja
de acetato de celulosa para aislar la sección de la caneca con la escala de medición del resto
del reservorio.
0
5
10
15
20
25
30
35
0,0 0,5 1,0 1,5 2,0 2,5
Cab
eza
[m]
Caudal [L/s]
Curva de la bomba

19
Ilustración 7. Fotografía del tanque del banco de pruebas. En la imagen se presentan también la
manguera de succión de la bomba y un peso adicional.
Adicionalmente se hace uso de una probeta de 1 L para los casos en los cuales el caudal
es menor a 0.2 𝐿
𝑠 .
2.3.3. Soporte
Se acondicionó una estructura de torre como soporte. Esta estructura se compone de una
cercha con forma piramidal sobre la cual se soporta una columna movible. La columna
movible consta de una sección roscada de 1.5 in a la cual se sujeta un perfil de acero. El

20
perfil de acero soporta el mecanismo de agarre, el cual se compone de dos platinas
redondeadas que se sujetan y dan el ajuste por medio de tornillos de 0.25 de pulgada.
La altura total de la torre puede ser graduada por medio de una tuerca ubicada en la parte
inferior de la columna, la cual se desplaza a lo largo de la sección roscada a medida que
gira. Debido a la mínima carga que soporta la estructura el material utilizado para el perfil
es acero 1020 y acero galvanizado para la tornillería. Cabe mencionar que algunos de los
elementos presentes en la estructura de soporte pertenecen a un conjunto de estructuras
utilizadas en el proyecto de mantenimiento del túnel de viento del laboratorio de dinámica
de fluidos.
2.3.4. Otros
Adicionalmente se diseñaron e implementaron dos elementos adicionales que facilitan la
toma de datos. Uno de ellos es un soporte para el instrumento de presión mientras que el
otro es un transportador que se acopla a las válvulas de cierre rápido.
Durante la experimentación temprana se evidencio que existían oscilaciones con alta
amplitud y frecuencia en los valores registrados por el instrumento de presión. Esto generó
la necesidad de poder registrar en amplio rango de valores de presión durante un
determinado tiempo para poder extraer una muestra significativa de la lectura del
diferencial de presión. Dado que el instrumento disponible (Comark C9555) entrega la
información de la medición a través de su interfaz, se determinó que la forma de obtener
este conjunto de datos debería ser por medio de video; motivo del diseño de la estructura
de soporte.
21
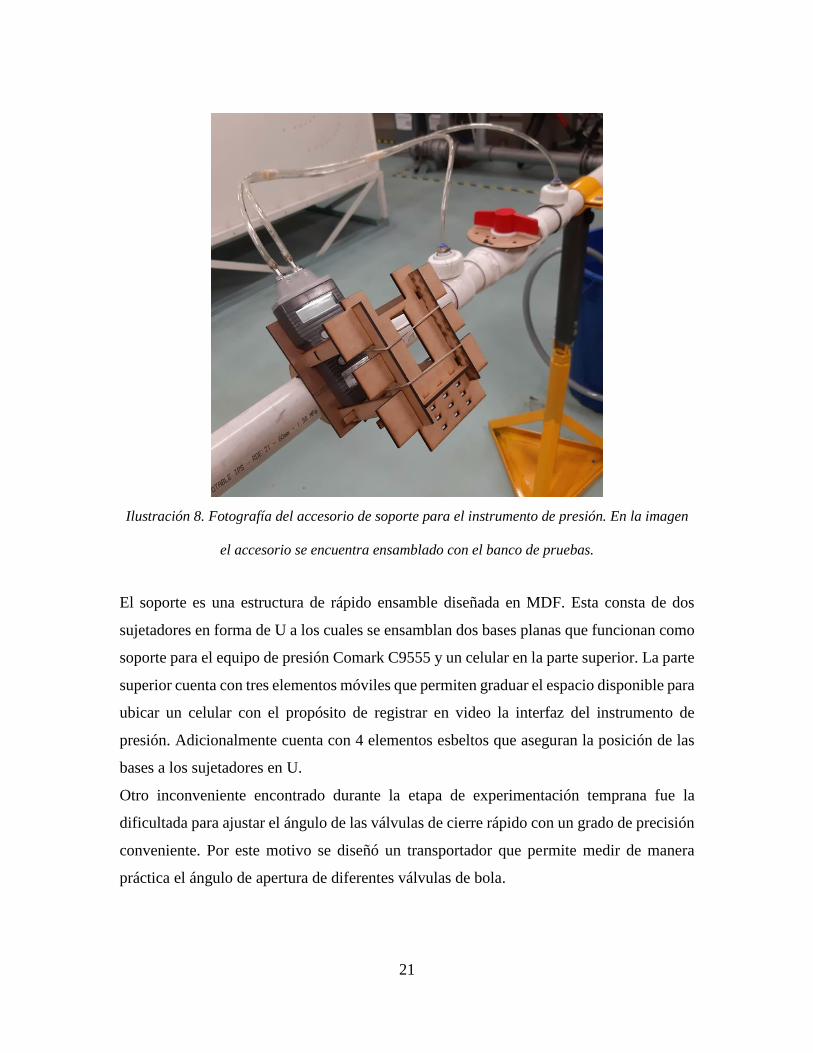
Ilustración 8. Fotografía del accesorio de soporte para el instrumento de presión. En la imagen
el accesorio se encuentra ensamblado con el banco de pruebas.
El soporte es una estructura de rápido ensamble diseñada en MDF. Esta consta de dos
sujetadores en forma de U a los cuales se ensamblan dos bases planas que funcionan como
soporte para el equipo de presión Comark C9555 y un celular en la parte superior. La parte
superior cuenta con tres elementos móviles que permiten graduar el espacio disponible para
ubicar un celular con el propósito de registrar en video la interfaz del instrumento de
presión. Adicionalmente cuenta con 4 elementos esbeltos que aseguran la posición de las
bases a los sujetadores en U.
Otro inconveniente encontrado durante la etapa de experimentación temprana fue la
dificultada para ajustar el ángulo de las válvulas de cierre rápido con un grado de precisión
conveniente. Por este motivo se diseñó un transportador que permite medir de manera
práctica el ángulo de apertura de diferentes válvulas de bola.

22
Ilustración 9. Fotografía del transportador de MDF diseñado para medir el ángulo de apertura
de los registros.
El transportador se diseñó en MDF debido a la facilidad de manufactura. Este se compone
de dos piezas, dos láminas semicirculares de calibre menor a 3.0 mm. En estas se
encuentran diferentes ranuras distanciadas cada 5° que pretenden indicar la posición
angular de la válvula de 0° a 90°. Adicionalmente se presentan 4 agujeros para el ensamble
de las dos mitades del transportador, así como 4 agujeros para sujetar el transportador a la
válvula.
23
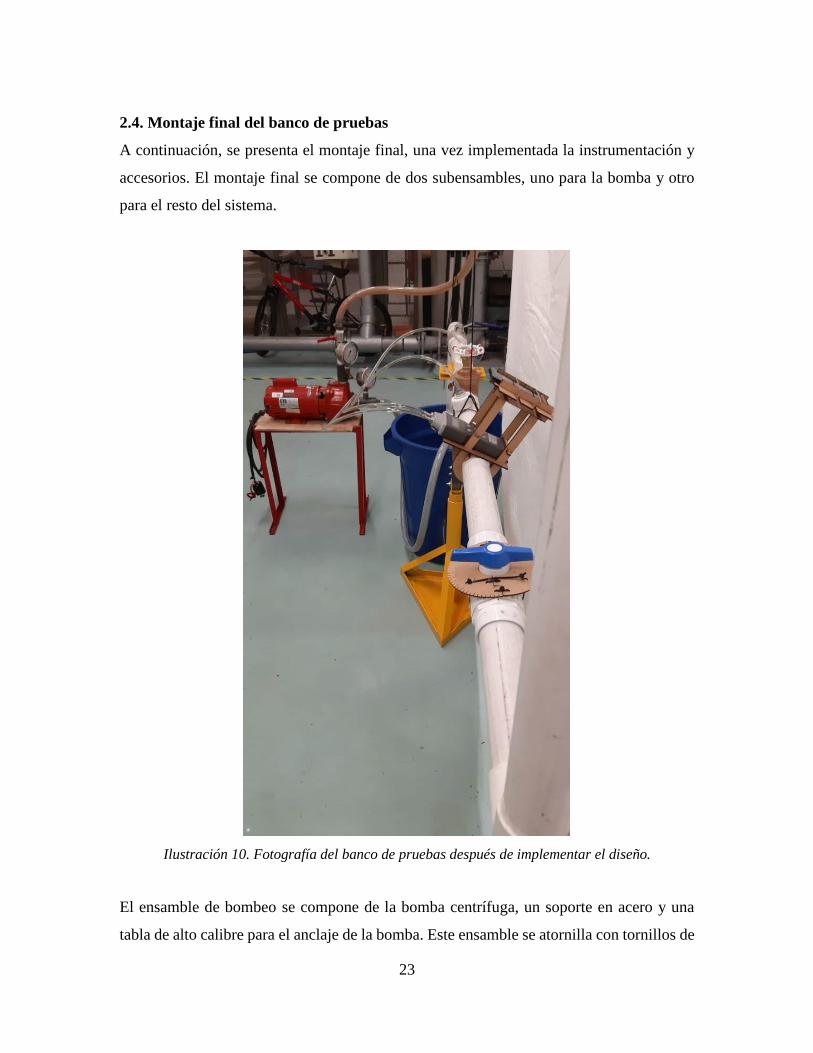
2.4. Montaje final del banco de pruebas
A continuación, se presenta el montaje final, una vez implementada la instrumentación y
accesorios. El montaje final se compone de dos subensambles, uno para la bomba y otro
para el resto del sistema.
Ilustración 10. Fotografía del banco de pruebas después de implementar el diseño.
El ensamble de bombeo se compone de la bomba centrífuga, un soporte en acero y una
tabla de alto calibre para el anclaje de la bomba. Este ensamble se atornilla con tornillos de

24
acero galvanizado de 0.25 in de diámetro. Este ensamble se conecta con el sistema de
tuberías del laboratorio de dinámica de fluidos y al tanque del sistema por medio de
mangueras de 1 pulgada de diámetro. A continuación, se presenta una fotografía del
ensamble de bombeo.
Ilustración 11. Fotografía del ensamble de la bomba y la sección de descarga del sistema de
tubería.
El ensamble principal del sistema se compone de diferentes secciones de tubería de PVC
ensambladas en serie y el tanque de agua. Este ensamble cuenta con la adición de los
accesorios para la medición de datos y la instrumentación. El ensamble se sostiene sobre
la torre de soporte y utiliza dos cuerdas de alta resistencia como guías adicionales que
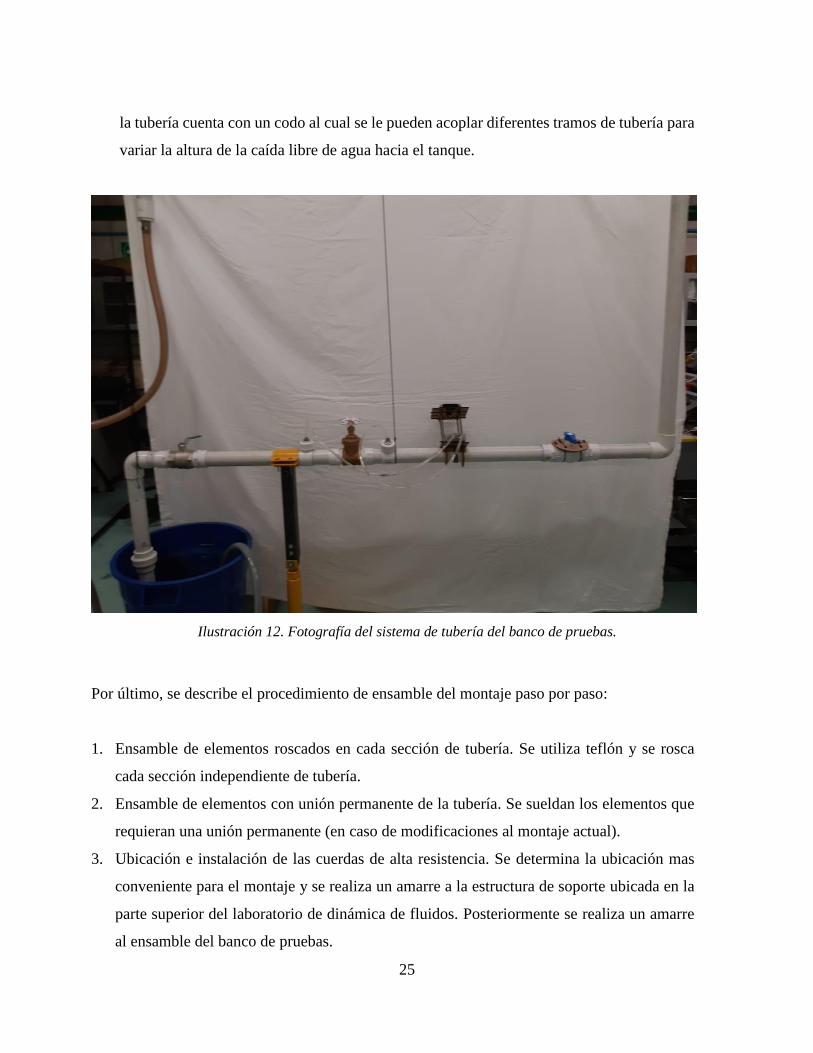
facilitan el soporte durante el ensamble y cambio de válvulas. El extremo de descarga de
25
la tubería cuenta con un codo al cual se le pueden acoplar diferentes tramos de tubería para
variar la altura de la caída libre de agua hacia el tanque.
Ilustración 12. Fotografía del sistema de tubería del banco de pruebas.
Por último, se describe el procedimiento de ensamble del montaje paso por paso:
1. Ensamble de elementos roscados en cada sección de tubería. Se utiliza teflón y se rosca
cada sección independiente de tubería.
2. Ensamble de elementos con unión permanente de la tubería. Se sueldan los elementos que
requieran una unión permanente (en caso de modificaciones al montaje actual).
3. Ubicación e instalación de las cuerdas de alta resistencia. Se determina la ubicación mas
conveniente para el montaje y se realiza un amarre a la estructura de soporte ubicada en la
parte superior del laboratorio de dinámica de fluidos. Posteriormente se realiza un amarre
al ensamble del banco de pruebas.
26
4. Se realiza el ensamble de la torre de soporte y se ubica en la posición más conveniente para
la sesión de toma de datos. Posteriormente se debe realizar un apriete leve sobre la sección
que sujeta la tubería.
5. Se realiza el ensamble de todas las secciones de tubería al sistema de tubería del laboratorio
dando inicio con la sección de succión y avanzando hacia la sección de descarga. Se debe
utilizar cinta de teflón para la unión entre diferentes secciones. Se debe tener especial
cuidado a la hora de roscar los diferentes elementos para evitar deformar la rosca (se
recomienda el uso de las cuerdas de alta resistencia como guía para facilitar este
procedimiento).
6. Se realiza el apriete de todas las secciones utilizando dos llaves para tubo de 2 in, una
disponible en el laboratorio de dinámica de fluidos y otra disponible en el laboratorio de
manufactura.
7. Se ubican los racores y las mangueras de poliuretano. Los racores se deben ajustar con
ayuda de una llave ajustable y utilizando cinta de teflón. Las mangueras deben ser
presionadas contra el racor con moderada fuerza.
8. Se ubican los accesorios para el soporte del instrumento de presión y para la medición del
ángulo de las válvulas de cierre rápido. Se requieren abrazaderas plásticas para el ensamble
del transportar ubicado sobre las válvulas. Se debe asegurar el instrumento de medición con
ayuda de la correa de seguridad que este posee.
9. Se ubica la bomba sobre su mesa de soporte y se atornilla a esta. Se deben utilizar tornillos
de 0.25 in y su llave correspondiente o una llave ajustable.
10. Se ensamblan las dos secciones de manguera de 1 in a la entrada y salida de la bomba. La
sección de succión no requiere un elemento adicional para la sujeción y debe tener un
extremo libre. Por otro lado, la sección de descarga requiere de dos abrazaderas metálicas;
una en la salida de la bomba y la otra en la tubería de descarga del laboratorio.
11. Se ubica el tanque de agua en el extremo de descarga y en este se posiciona el extremo libre
de manguera conectada a la succión de la bomba. Se recomienda el uso de un elemento
resistente a la corrosión que garantice la posición de la manguera en el fondo del tanque.
12. Se ceban los elementos del sistema. Para la bomba se debe abrir la válvula de la línea de
descarga del laboratorio hasta que la bomba y ambas mangueras estén libres de burbujas de
aire. Para las mangueras de poliuretano se debe realizar un procedimiento manual más
27
preciso. Para este procedimiento se aconseja utilizar un valde y un trapo. Se deben graduar
las válvulas para permitir un flujo mínimo en el sistema. En este estado, se debe acoplar
cada manguera a su respectivo racor de entrada del instrumento de presión.
Hay que tener en cuenta que, para el procedimiento de cambio de válvula se realizan los
mismos pasos de ensamble. Es importante resaltar el uso de las cuerdas de alta tensión
como guía para realizar un ensamble correcto y seguro.
2.5. Metodología para la medición
Una vez implementado el montaje se debieron definir con claridad los detalles de la toma
de datos necesaria para la caracterización de las válvulas. La norma europea sugiere
registrar presiones y caudales para 3 diferentes caudales de entrada por cada grado de
apertura. No obstante, durante la etapa de experimentación temprana y durante las primeras
pruebas del montaje optimizado, se determinó que existe un rango de caudal de entrada
sobre el cual se debe trabajar para que la toma de datos sea consistente. Por medio de la
medición de algunas aperturas a diferentes caudales de entrada, se pudo observar para qué
valores de caudal de entrada 𝑄𝑜 se mantenía el comportamiento lineal de la gráfica
∆𝑃 𝑣𝑠 𝑄2. A continuación, se presenta una gráfica de los datos de delta de presión y caudal
tomados para la identificación del rango de caudal mencionado.

28
Figura 5. Gráfica de caudal cuadrado contra pérdida de presión para la identificación del rango
de caudal adecuado. En azul: válvula estudiada en posición de 8 vueltas, en rojo: válvula
estudiada en posición de 5 vueltas y en amarillo: válvula estudiada en posición de 3 vueltas.
En la gráfica, cada color representa las presiones de un mismo grado de apertura de la
válvula estudiada, pero variando los caudales de entrada 𝑄0. Se puede observar que la
tendencia de los puntos es mas lineal a medida que se alejan del origen, mientras que
presentan un comportamiento similar a una parábola al acercarse a cero. Este
comportamiento se cree que es debida a la transición del régimen laminar al régimen
turbulento del flujo, por lo cual se debe mantener un caudal mayor o igual a 4 𝐿
𝑠.
Por otro lado, la toma de datos de los valores de presión requiere registro en video, sin
embargo, es importante aclarar la cantidad de información necesaria para tener una muestra
significativa. Esto se determina al comparar entre muestras de 70 datos y de 10 datos del
mismo punto medido. Se encontró que la diferencia entre la media de la muestra de 70
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0 100 200 300 400 500 600 700
Del
ta d
e p
resi
ón
[B
ar]
Caudal cuadrado vs pérdida de presión
3 Vueltas
5 Vueltas
8 Vueltas
Caudal cuadrado 𝑚6
ℎ2

29
datos y la media de la muestra de 10 datos es de aproximadamente de 1%, por lo cual se
concluye que solo son necesarios 10 datos registrados.
Se determinó que, aunque la instrumentación sea completamente independiente, la presión
y el caudal debían ser medidos en instancias diferentes. Es decir, primero se debe realizar
la medición de caudal y posteriormente, con las mismas condiciones del sistema se debe
medir presión; o viceversa. Durante la medición de caudal se debe utilizar el acople de
salida con mayor longitud, el cual minimiza la altura de caída libre para facilitar la
visibilidad del nivel del agua. Para la medición de presión se debe utilizar el acople más
corto que garantiza que la salida se encuentra en todo momento a presión atmosférica.
Finalmente, se presenta el procedimiento de toma de datos paso a paso.
1. Se debe verificar el offset del instrumento de presión. Para ello se deben
desconectar ambas mangueras de poliuretano y observar el valor de diferencia de
presión registrado por el instrumento. Con ambas entradas a presión atmosférica, el
valor registrado deberá ser cercano a cero. En caso de ser un valor diferente a cero
se debe reestablecer el valor de offset oprimiendo el botón “ZERO” [9].
Posteriormente se deben reconectar las mangueras de poliuretano.
2. Con el registro de entrada y la válvula estudiada completamente abierta se debe
revisar que el montaje se encuentre correctamente ensamblado y que no haya
presencia de fugas. Se deben revisar las uniones tanto de la tubería como de las
mangueras de la bomba.
3. Se ubica el registro de entrada en la posición deseada haciendo uso del accesorio
diseñado para este propósito (para variar el caudal de entrada).
4. Se ubica y asegura el dispositivo de grabación de video en el accesorio
correspondiente.
5. Se vacía el tanque por medio del uso de la bomba, manteniendo un nivel suficiente
para que la manguera de la bomba se mantenga cebada.
6. Se acopla a la salida del sistema la tubería auxiliar de mayor longitud. Esto con el
fin de disminuir las perturbaciones en la lectura del nivel de agua.

30
7. Se cierra el registro de salida y se posiciona completamente abierta la válvula
estudiada.
8. Se toma la muestra de datos del caudal de la siguiente manera: Se abre el registro
de salida completamente y se cronometra el tiempo en el cual el nivel de agua sube
una unidad (equivalente a 10 L). Este procedimiento se repite hasta que el tanque
este lleno.
9. Se vacía el tanque nuevamente como se indica en el paso 3.
10. Se repiten los pasos 7 y 8 hasta obtener al menos 10 muestras del tiempo necesario
para llenar 10 L.
11. En la salida del sistema, se cambia la tubería auxiliar de mayor longitud por la de
menor longitud.
12. Se verifican las mangueras de poliuretano, confirmando que no hay presencia de
burbujas de tamaño significativo. En caso de haber burbujas de tamaño significativo
se debe realizar nuevamente el proceso de cebar estas mangueras.
13. Se toma la muestra de datos de presión de la siguiente manera: Se abre
completamente el registro de salida y pasado 1 segundo se graba la pantalla del
instrumento de presión. Se recomienda grabar al menos 10 segundos de valores de
presión. Se debe tener especial cuidado con el nivel de agua en el tanque, el cual
puede ser regulado por medio del uso de la bomba.
14. Se cambia la posición de la válvula un cuarto de vuelta y se repiten los pasos 7 al
13. El cambio de posición de la válvula se debe realizar desde su posición
completamente abierta hasta su posición completamente cerrada, siempre con paso
de un cuarto de vuelta.
El procedimiento de toma de datos se debe realizar para diferentes caudales de entrada
(diferentes aperturas del registro de entrada). Entre más series de datos para diferentes
caudales de entrada se registren, menor será la incertidumbre en los valores de 𝐾𝑉 y 𝐾𝐿
calculados.

31
Capítulo 3
Implementación y validación
Para validar la efectividad de las modificaciones realizadas en el montaje y comprobar que
contribuyen con el objetivo del proyecto se caracteriza una válvula cuyo valor de 𝐾𝑉 es
conocido. Se decide caracterizar la válvula de compuerta Pegler como prueba de control.
Esta válvula ha sido caracterizada y analizada previamente utilizando el montaje antes de
su optimización.
Ilustración 13. Fotografía de la válvula de cortina Pegler.
3.1. Caracterización
Primero se determinó el porcentaje real de apertura de cada válvula por medio del uso del
software Autodesk Inventor. Para ello se modeló el área transversal disponible para cada
grado de apertura. Para las válvulas de compuerta se modelaron dos círculos que se
superponen, cada uno con el diámetro interno de la válvula. En este caso, el complemento
de la interferencia entre los círculos corresponde al área disponible para el paso del fluido.

32
Ilustración 14. Esquema del método utilizada para obtener el área y porcentaje de apertura en
función del número de vueltas de las válvulas de compuerta [12].
A continuación, se presentan los valores de apertura para cada cuarto de vuelta para las
válvulas de cortina Pegler y Red White.

33
Tabla 1. Porcentaje de apertura calculado por número de vuelta para la válvula de cortina
Pegler.
Válvula Cortina Pegler
Vueltas Área
[𝒎𝒎𝟐]
Apertura Vueltas Área
[𝒎𝒎𝟐]
Apertura
0 2124 100% 4,25 1257 59%
0,25 2110 99% 4,5 1185 56%
0,5 2086 98% 4,75 1111 52%
0,75 2054 97% 5 1037 49%
1 2018 95% 5,25 961 45%
1,25 1976 93% 5,5 884 42%
1,5 1931 91% 5,75 806 38%
1,75 1882 89% 6 728 34%
2 1830 86% 6,25 649 31%
2,25 1775 84% 6,5 569 27%
2,5 1718 81% 6,75 489 23%
2,75 1658 78% 7 408 19%
3 1596 75% 7,25 327 15%
3,25 1531 72% 7,5 208 10%
3,5 1465 69% 7,75 130 6%
3,75 1398 66% 8 87 4%
4 1328 63% 8,25 0 0%
Tabla 2. Porcentaje de apertura calculado por número de vuelta para la válvula de cortina Toyo
Red-White.
Válvula Cortina Red White
Vueltas Área Apertura Vueltas Área Apertura
0 3,14 100% 5,25 1,87 60%
0,25 3,14 100% 5,5 1,78 57%
0,5 3,13 100% 5,75 1,69 54%
0,75 3,10 99% 6 1,59 51%
1 3,06 98% 6,25 1,50 48%
1,25 3,02 97% 6,5 1,40 45%
1,5 2,97 95% 6,75 1,31 42%
1,75 2,92 93% 7 1,21 39%
2 2,86 92% 7,25 1,11 36%

34
2,25 2,80 90% 7,5 1,01 32%
2,5 2,74 88% 7,75 0,91 29%
2,75 2,67 85% 8 0,81 26%
3 2,60 83% 8,25 0,71 23%
3,25 2,53 81% 8,5 0,61 20%
3,5 2,45 78% 8,75 0,51 16%
3,75 2,38 76% 9 0,41 13%
4 2,30 73% 9,25 0,31 10%
4,25 2,21 71% 9,5 0,20 7%
4,5 2,13 68% 9,75 0,10 3%
4,75 2,04 65% 10 0,00 0%
5 1,96 63% 10,25 0,00 0%
Para las válvulas de cierre rápido se utiliza un modelo 3D de la válvula. Por medio de este
modelo se proyecta el área disponible para el paso del flujo para grado ángulo de apertura.
En este caso el complemento de la intersección entre el cuerpo de la válvula y la bola
corresponden al área disponible para el paso del flujo. Para estimar esta área se realiza la
proyección de estas geometrías en un plano paralelo.
Ilustración 15. Esquema del método utilizada para obtener el área y porcentaje de apertura en
función del número de vueltas de las válvulas de bola [12].
35
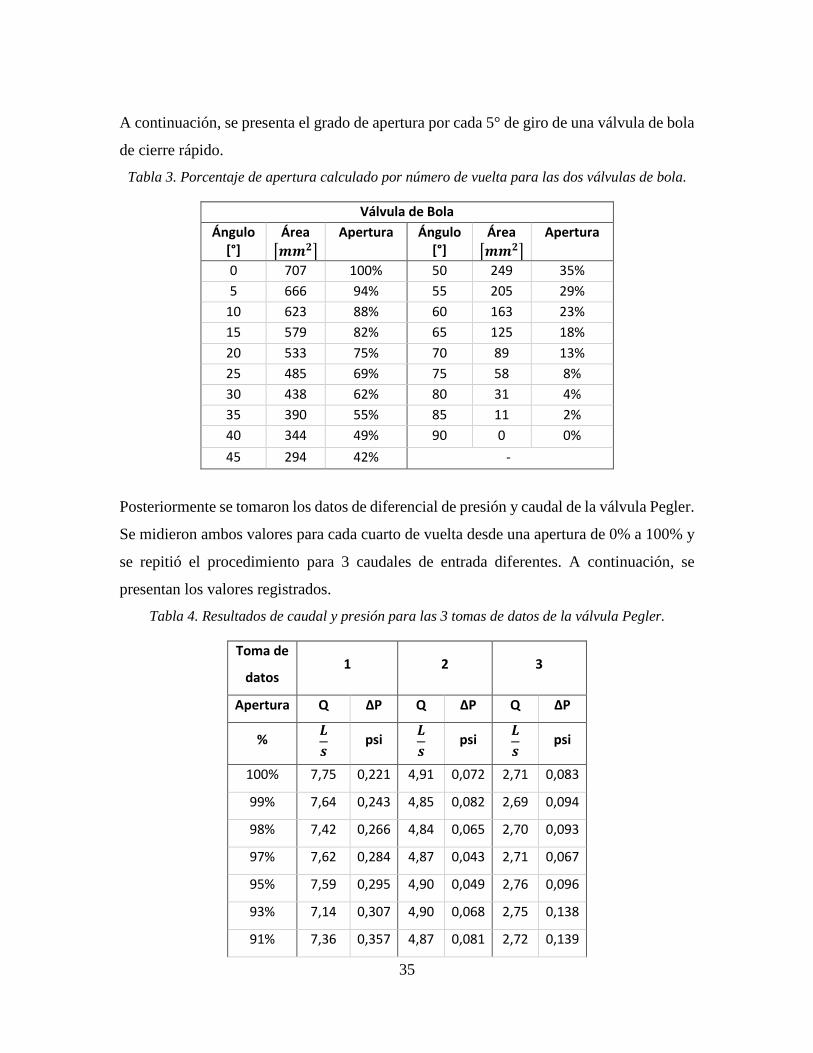
A continuación, se presenta el grado de apertura por cada 5° de giro de una válvula de bola
de cierre rápido.
Tabla 3. Porcentaje de apertura calculado por número de vuelta para las dos válvulas de bola.
Válvula de Bola
Ángulo [°]
Área
[𝒎𝒎𝟐]
Apertura Ángulo [°]
Área
[𝒎𝒎𝟐]
Apertura
0 707 100% 50 249 35%
5 666 94% 55 205 29%
10 623 88% 60 163 23%
15 579 82% 65 125 18%
20 533 75% 70 89 13%
25 485 69% 75 58 8%
30 438 62% 80 31 4%
35 390 55% 85 11 2%
40 344 49% 90 0 0%
45 294 42% -
Posteriormente se tomaron los datos de diferencial de presión y caudal de la válvula Pegler.
Se midieron ambos valores para cada cuarto de vuelta desde una apertura de 0% a 100% y
se repitió el procedimiento para 3 caudales de entrada diferentes. A continuación, se
presentan los valores registrados.
Tabla 4. Resultados de caudal y presión para las 3 tomas de datos de la válvula Pegler.
Toma de
datos 1 2 3
Apertura Q ΔP Q ΔP Q ΔP
% 𝑳
𝒔 psi
𝑳
𝒔 psi
𝑳
𝒔 psi
100% 7,75 0,221 4,91 0,072 2,71 0,083
99% 7,64 0,243 4,85 0,082 2,69 0,094
98% 7,42 0,266 4,84 0,065 2,70 0,093
97% 7,62 0,284 4,87 0,043 2,71 0,067
95% 7,59 0,295 4,90 0,049 2,76 0,096
93% 7,14 0,307 4,90 0,068 2,75 0,138
91% 7,36 0,357 4,87 0,081 2,72 0,139

36
89% 6,91 0,400 4,89 0,099 2,73 0,115
86% 7,55 0,428 4,87 0,118 2,71 0,119
84% 7,14 0,483 4,90 0,146 2,71 0,114
81% 6,79 0,515 4,89 0,166 2,71 0,106
78% 7,37 0,647 4,84 0,264 2,68 0,137
75% 7,26 0,740 4,79 0,303 2,70 0,176
72% 6,98 0,836 4,75 0,429 2,71 0,182
69% 6,53 0,900 4,68 0,505 2,69 0,199
66% 6,79 1,132 4,58 0,530 2,72 0,178
63% 5,89 1,266 4,60 0,597 2,66 0,196
59% 6,43 1,463 4,51 0,754 2,73 0,175
56% 6,05 1,686 4,41 0,858 2,69 0,198
52% 6,04 1,850 4,38 0,984 2,65 0,233
49% 5,50 1,991 4,30 1,136 2,64 0,247
45% 5,53 2,240 4,15 1,298 2,57 0,295
42% 4,91 2,484 3,96 1,559 2,53 0,328
38% 4,65 2,786 3,79 1,811 2,49 0,420
34% 4,07 2,980 3,51 2,157 2,48 0,560
31% 3,75 3,201 3,09 2,497 2,32 0,759
27% 3,06 3,415 2,62 2,778 2,12 1,050
23% 2,27 3,419 1,94 3,187 1,88 1,584
19% 1,58 3,424 1,33 3,320 1,40 2,205
15% 0,90 3,558 0,76 3,428 0,88 2,829
10% 0,07 3,500 0,28 3,455 0,17 3,221
6% 0,02 3,503 0,03 3,450 0,08 3,489
4% 0,00 3,534 0,00 3,447 0,01 3,528
0% 0,00 3,531 0,00 3,457 0,00 3,518
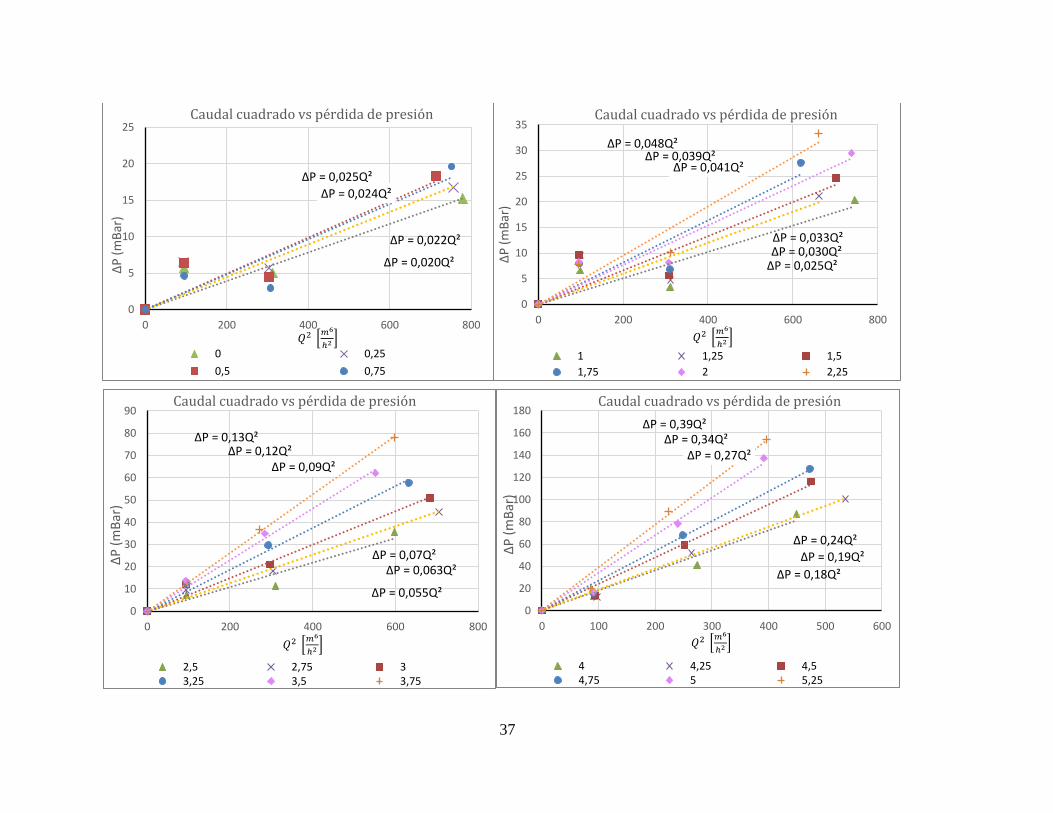
Con base en los datos registrados se obtienen las curvas de 𝛿 𝑣𝑠𝑄
𝑄0, ∆𝑃 𝑣𝑠 𝑄2 y
𝐾𝐿 𝑣𝑠 apertura. Las primeras dos curvas se presentan a continuación.
37
ΔP = 0,020Q²
ΔP = 0,022Q²
ΔP = 0,025Q²
ΔP = 0,024Q²
0
5
10
15
20
25
0 200 400 600 800
ΔP
(m
Bar
)Caudal cuadrado vs pérdida de presión
0 0,25
0,5 0,75
𝑄2 𝑚6
ℎ2
ΔP = 0,025Q²ΔP = 0,030Q²ΔP = 0,033Q²
ΔP = 0,041Q²ΔP = 0,039Q²
ΔP = 0,048Q²
0
5
10
15
20
25
30
35
0 200 400 600 800
ΔP
(m
Bar
)
Caudal cuadrado vs pérdida de presión
1 1,25 1,5
1,75 2 2,25
𝑄2 𝑚6
ℎ2
ΔP = 0,055Q²
ΔP = 0,063Q²ΔP = 0,07Q²
ΔP = 0,09Q²ΔP = 0,12Q²
ΔP = 0,13Q²
0
10
20
30
40
50
60
70
80
90
0 200 400 600 800
ΔP
(m
Bar
)
Caudal cuadrado vs pérdida de presión
2,5 2,75 33,25 3,5 3,75
𝑄2 𝑚6
ℎ2
ΔP = 0,18Q²
ΔP = 0,19Q²
ΔP = 0,24Q²
ΔP = 0,27Q²ΔP = 0,34Q²
ΔP = 0,39Q²
0
20
40
60
80
100
120
140
160
180
0 100 200 300 400 500 600
ΔP
(m
Bar
)
Caudal cuadrado vs pérdida de presión
4 4,25 4,54,75 5 5,25
𝑄2 𝑚6
ℎ2
38
Figura 6. Conjunto de gráficas de caudal contra pérdida de presión correspondientes a los resultados de
la válvula Pegler.
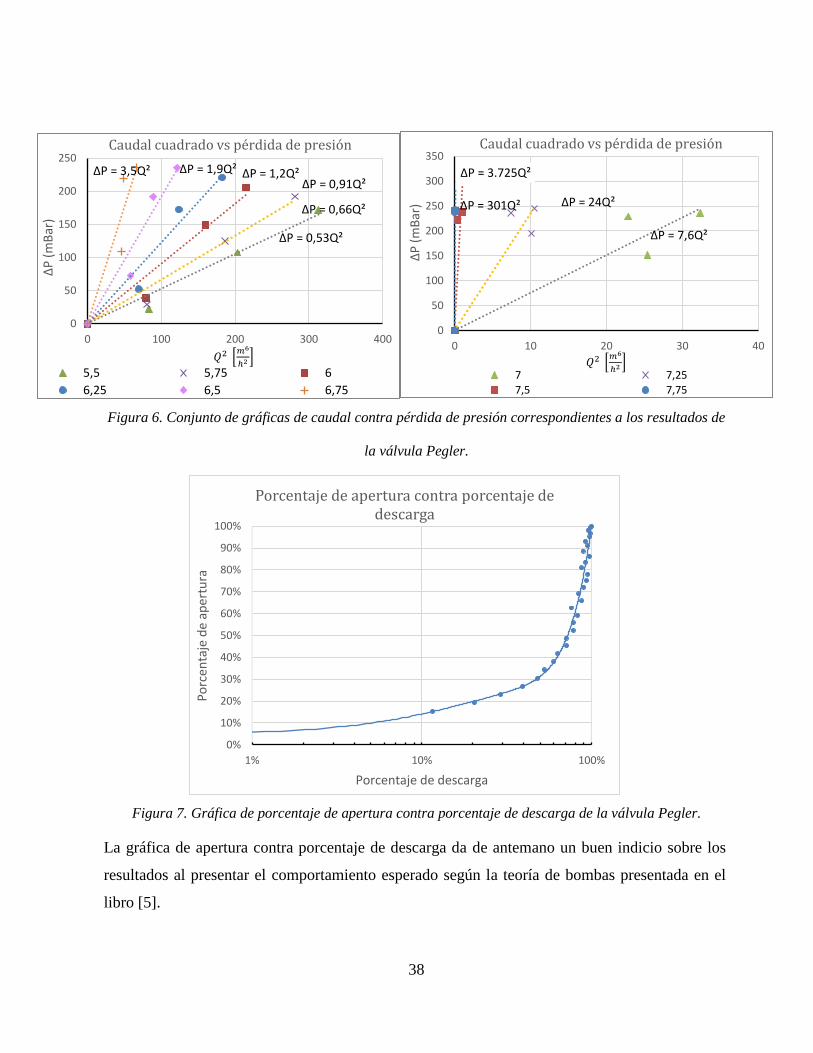
Figura 7. Gráfica de porcentaje de apertura contra porcentaje de descarga de la válvula Pegler.
La gráfica de apertura contra porcentaje de descarga da de antemano un buen indicio sobre los
resultados al presentar el comportamiento esperado según la teoría de bombas presentada en el
libro [5].
ΔP = 0,53Q²
ΔP = 0,66Q²
ΔP = 0,91Q²ΔP = 1,2Q²ΔP = 1,9Q²ΔP = 3,5Q²
0
50
100
150
200
250
0 100 200 300 400
ΔP
(m
Bar
)
Caudal cuadrado vs pérdida de presión
5,5 5,75 6
6,25 6,5 6,75
𝑄2 𝑚6
ℎ2
ΔP = 7,6Q²
ΔP = 24Q²ΔP = 301Q²
ΔP = 3.725Q²
0
50
100
150
200
250
300
350
0 10 20 30 40
ΔP
(m
Bar
)
Caudal cuadrado vs pérdida de presión
7 7,257,5 7,75
𝑄2 𝑚6
ℎ2
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
1% 10% 100%
Po
rcen
taje
de
aper
tura
Porcentaje de descarga
Porcentaje de apertura contra porcentaje de descarga

39
3.2. Validación
Para validar la optimización del montaje se deben comparar dos cosas, los resultados obtenidos
con una referencia teórica y a su vez con los resultados previos a la optimización. Los resultados
previos son tomados del trabajo realizado en proyectos pasados (la caracterización previa también
sigue la sugerencia de la norma europea para la toma de datos). La referencia teórica se obtiene a
partir del coeficiente de caudal 𝐾𝑉 = 230 𝑚3
ℎ √𝐵𝑎𝑟 entregado por el fabricante y la relación inversa
cuadrada entre 𝑄
𝑄0 y
𝐾
𝐾0.
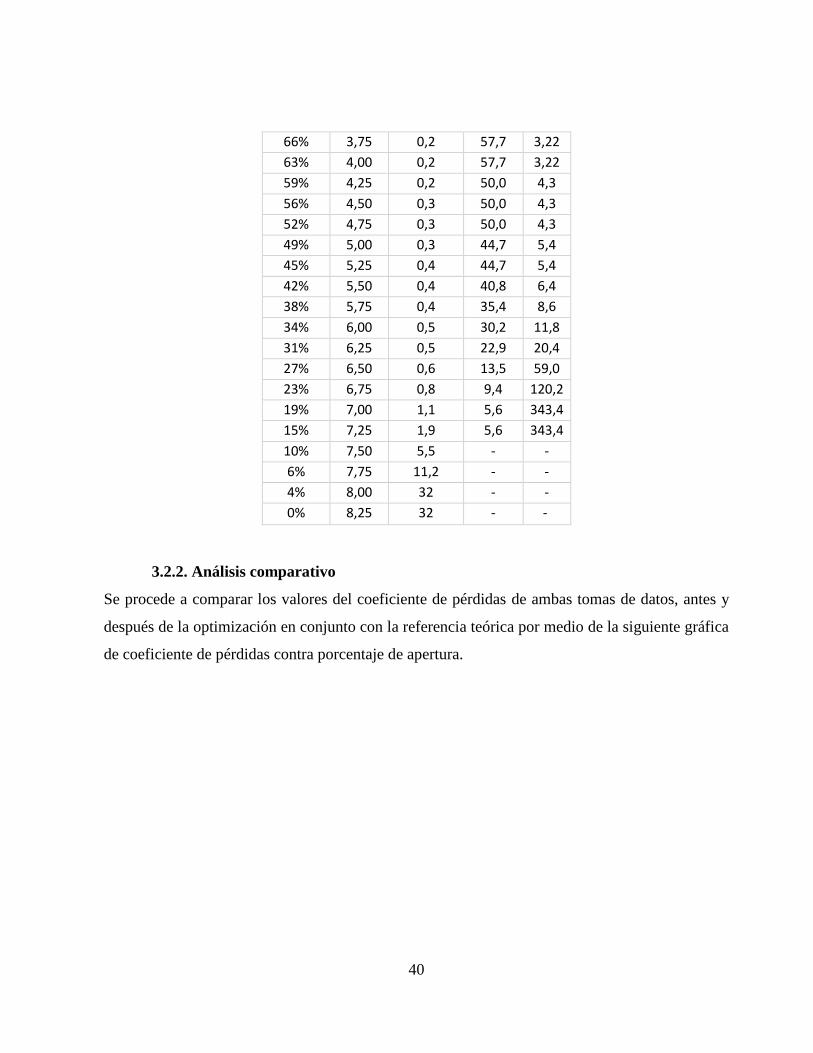
3.2.1. Resultados previos
Los resultados de la caracterización previa se presentan en la siguiente tabla. En esta se encuentran
los valores de la pendiente de la gráfica ∆𝑃 𝑣𝑠 𝑄2, así como los valores calculados para el
coeficiente de caudal 𝐾𝑉 y el coeficiente de pérdidas 𝐾𝐿 [2].
Tabla 5. Resultados de 𝐾𝑉 y 𝐾𝐿 de la válvula Pegler tomados en el montaje previo del banco de pruebas
[2].
Apertura Vueltas Pendiente 𝐾𝑉 𝐾𝐿
- [𝑚𝐵𝑎𝑟 ℎ2
𝑚6 ] [𝑚3
ℎ √𝐵𝑎𝑟] -
100% 0 - 223,6 0,21
99% 0,25 - 223,6 0,21
98% 0,5 0,02 141,4 0,54
97% 0,75 0,02 141,4 0,54
95% 1,00 0,02 141,4 0,54
93% 1,25 0,05 100,0 1,07
91% 1,50 0,05 100,0 1,07
89% 1,75 0,05 70,7 2,15
86% 2,00 0,05 70,7 2,15
84% 2,25 0,1 70,7 2,15
81% 2,50 0,1 70,7 2,15
78% 2,75 0,2 70,7 2,15
75% 3,00 0,2 70,7 2,15
72% 3,25 0,2 70,7 2,15
69% 3,50 0,2 57,7 3,22
40
66% 3,75 0,2 57,7 3,22
63% 4,00 0,2 57,7 3,22
59% 4,25 0,2 50,0 4,3
56% 4,50 0,3 50,0 4,3
52% 4,75 0,3 50,0 4,3
49% 5,00 0,3 44,7 5,4
45% 5,25 0,4 44,7 5,4
42% 5,50 0,4 40,8 6,4
38% 5,75 0,4 35,4 8,6
34% 6,00 0,5 30,2 11,8
31% 6,25 0,5 22,9 20,4
27% 6,50 0,6 13,5 59,0
23% 6,75 0,8 9,4 120,2
19% 7,00 1,1 5,6 343,4
15% 7,25 1,9 5,6 343,4
10% 7,50 5,5 - -
6% 7,75 11,2 - -
4% 8,00 32 - -
0% 8,25 32 - -
3.2.2. Análisis comparativo
Se procede a comparar los valores del coeficiente de pérdidas de ambas tomas de datos, antes y
después de la optimización en conjunto con la referencia teórica por medio de la siguiente gráfica
de coeficiente de pérdidas contra porcentaje de apertura.

41
Figura 8. Comparación de los valores 𝐾𝐿 de la válvula Pegler obtenidos con el montaje previo y con el
montaje actual del banco de pruebas [2].
Lo primero que se puede observar es que ambos conjuntos de datos, previo y después de la
optimización del montaje, presentan un comportamiento muy similar al de la aproximación teórica.
También se observa que, en su totalidad, los datos actuales son más cercanos a la línea teórica; lo
que indica que hubo una mejora en la exactitud. Adicionalmente, al comparar los valores del
montaje actual con los del montaje previo se evidencia una mayor continuidad en los datos; los
datos del montaje previo son más discretos lo cual puede corresponder a la menor sensibilidad y
resolución en los instrumentos usados anteriormente.
Tabla 6. Comparación de los valores 𝐾𝑉 a máxima apertura de la válvula Pegler [2].
𝐾𝑉 Experimental Teórico Error
Unidad 𝑚3
ℎ √𝐵𝑎𝑟
𝑚3
ℎ √𝐵𝑎𝑟 -
Previo 224 230 2,8%
Actual 238 230 3,5%
0
2
4
6
8
10
12
14
16
18
20
0% 20% 40% 60% 80% 100%
Co
efic
ien
te d
e p
érd
idas
KL
Porcentaje de apertura
KL vs apertura
Montaje Actual
Montaje Prévio
Teórico (Fabricante)

42
A pesar de que el error neto para la válvula completamente abierta con el montaje actual sea mayor
que el error presentado en la medición con el montaje previo, se puede ver que ambos valores son
muy similares. En general, este error es muy pequeño y esto evidencia que no hubo desmejoras a
cambio de la exactitud evidenciada en la gráfica anterior.
Capítulo 4
Caracterización de válvulas
Una vez validado el montaje, se procede a caracterizar las diferentes válvulas disponibles con el
objetivo de obtener nuevos valores experimentales. Con esto se pretende comparar con valores de
referencia y así tener mayor cantidad de información para concluir sobre la precisión del banco de
pruebas.
4.1 Resultados de las válvulas
A continuación, se presentan las gráficas de 𝑄2 𝑣𝑠 ∆𝑃 de las 4 válvulas caracterizadas. Se recuerda
que las válvulas estudiadas son dos válvulas de compuerta (Pegler y Red White) y dos válvulas de
bola (Helbert y PCP). Todas las gráficas presentadas se corresponden a los resultados obtenidos de
todo el conjunto de datos medidos por medio del procedimiento descrito en la sección 2.5.

43
Figura 9. Gráfica de caudal cuadrado contra pérdida de presión de la válvula Pegler.
La anterior gráfica corresponde a los resultados de la válvula de cortina de 2 in Pegler. Se evidencia
una mayor dispersión a medida que el caudal de entrada aumenta. Adicionalmente se observa una
relación casi lineal entre ambas variables. Teniendo en cuenta que la variable en el eje horizontal
corresponde al caudal cuadrado, se puede identificar que a medida que se cierra la válvula, el
diferencial de presión aumenta siguiendo una relación cuadrada negativa.
La siguiente gráfica corresponde a los resultados de la válvula de cortina de 2 in Red White. A
diferencia de la válvula Pegler, todo su conjunto de datos presenta una dispersión similar. Esto
indica que particularmente, el caso de la válvula Pegler presento errores sistemáticos durante la
medición del caudal 2. Ambas gráficas de las válvulas de compuerta presentan un comportamiento
muy similar por lo que se puede generalizar que, para válvulas de compuerta, la relación entre la
pérdida de presión varía al cuadrado negativo con el caudal de descarga de la válvula estudiada.
0,00
0,05
0,10
0,15
0,20
0,25
0 100 200 300 400 500 600 700 800 900
Del
ta d
e p
resi
ón
[B
ar]
Caudal cuadrado []
Caudal 1
Caudal 2
Caudal 3
𝑄2 𝑣𝑠 ∆𝑃 - Válvula de cortina Pegler

44
Para el caso de la válvula Red White hay que resaltar que existe un fenómeno en el cual la magnitud
de la pérdida de presión supera la cabeza estática del sistema. Este fenómeno ocurre para aperturas
de la válvula muy pequeñas.
Figura 10. Gráfica de caudal cuadrado contra pérdida de presión de la válvula Toyo Red White.
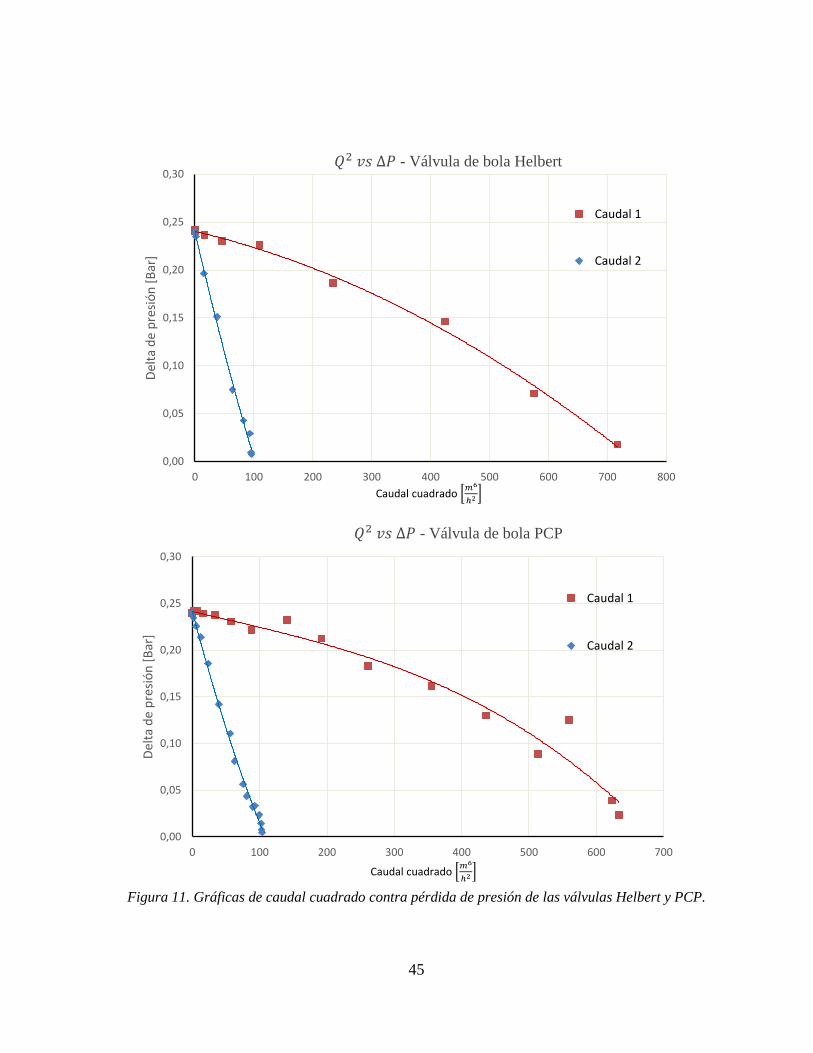
Las siguientes dos gráficas corresponden a los resultados de las válvulas de bola Helbert y PCP.
Las dos gráficas de las válvulas de bola presentan un comportamiento similar a las gráficas de las
válvulas de cortina y no difieren significativamente entre sí. Lo anterior sugiere que la relación
entre caída de presión y caudal de descarga es similar para ambos tipos de válvula. Se evidencia
un fenómeno de amento en la pérdida de presión para aperturas pequeñas similar al fenómeno
presentado por los datos de la válvula Red White.
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0 100 200 300 400 500 600 700 800
Del
ta d
e p
resi
ón
[B
ar]
Caudal 1
Caudal 2
Caudal 3
𝑄2 𝑣𝑠 ∆𝑃 - Válvula de cortina Red White
Caudal cuadrado 𝑚6
ℎ2
45
Figura 11. Gráficas de caudal cuadrado contra pérdida de presión de las válvulas Helbert y PCP.
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0 100 200 300 400 500 600 700 800
Del
ta d
e p
resi
ón
[B
ar]
Caudal 1
Caudal 2
𝑄2 𝑣𝑠 ∆𝑃 - Válvula de bola Helbert
Caudal cuadrado 𝑚6
ℎ2
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0 100 200 300 400 500 600 700
Del
ta d
e p
resi
ón
[B
ar]
Caudal 1
Caudal 2
𝑄2 𝑣𝑠 ∆𝑃 - Válvula de bola PCP
Caudal cuadrado 𝑚6
ℎ2

46
La siguiente gráfica corresponde a la curva de apertura contra descarga de las válvulas estudiadas.
En esta se ubica en escala logarítmica el porcentaje del caudal de descarga correspondiente a un
determinado porcentaje de apertura. Esta gráfica sirve como punto de comparación entre los
resultados obtenidos y la literatura. El libro de Bombas rotodinámicas y de desplazamiento positivo
ilustra esta misma curva para diferentes tipos de válvula, y permite ver que los resultados obtenidos
son congruentes con lo que predice la teoría [5].
Figura 12. Gráfica de porcentaje de apertura contra porcentaje de descarga para todas las válvulas
estudiadas.
Se observan dos patrones, uno por cada tipo de válvula. El comportamiento de las válvulas de
compuerta indica que estas válvulas entregan la mitad de su descarga nominal con tan solo un 20%
de apertura; similar a lo que menciona la literatura [5]. En el caso de las válvulas de bola la relación
entre el porcentaje de apertura y el porcentaje de descarga es más lineal; para valores del 10% de
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
1% 10% 100%
Po
rcen
taje
de
aper
tura
Porcentaje de descarga
Porcentaje de apertura vs porcentaje de descarga
Bola - PCP
Bola - Helbert
Compuerta - Red White
Compuerta - Pegler
47
apertura se presentan valores cercanos al 10% de descarga, de igual manera sucede para valores
del 50% y del 80%.
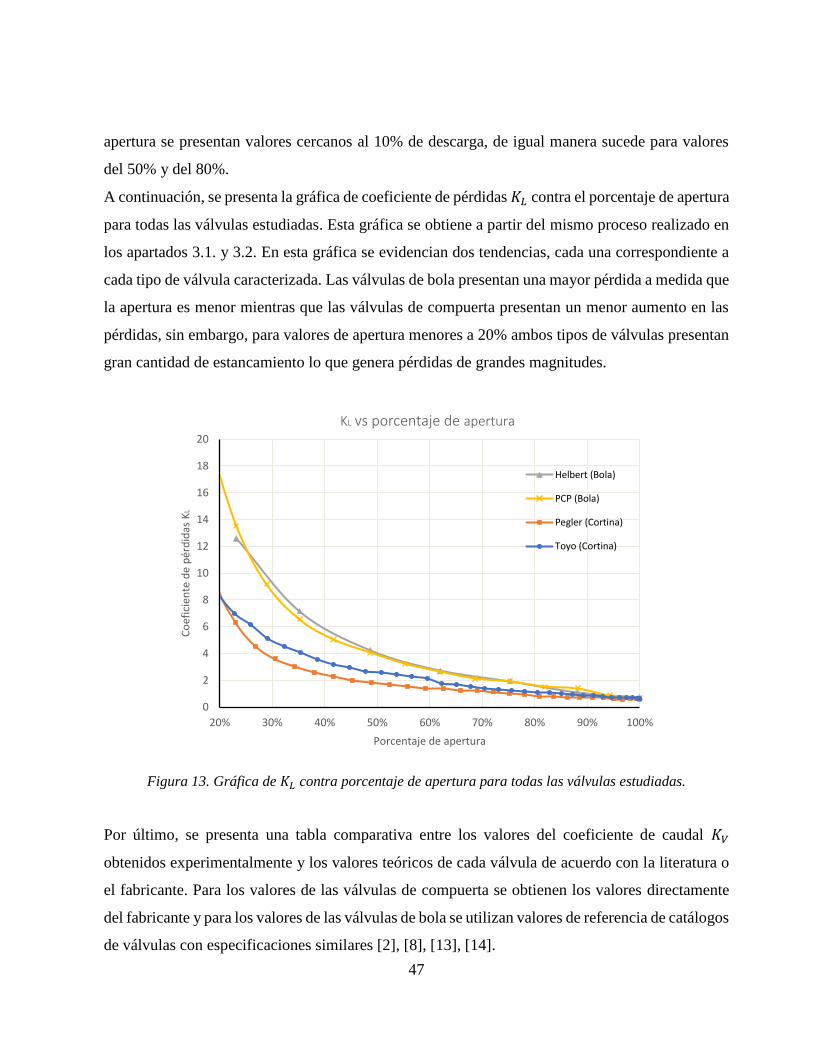
A continuación, se presenta la gráfica de coeficiente de pérdidas 𝐾𝐿 contra el porcentaje de apertura
para todas las válvulas estudiadas. Esta gráfica se obtiene a partir del mismo proceso realizado en
los apartados 3.1. y 3.2. En esta gráfica se evidencian dos tendencias, cada una correspondiente a
cada tipo de válvula caracterizada. Las válvulas de bola presentan una mayor pérdida a medida que
la apertura es menor mientras que las válvulas de compuerta presentan un menor aumento en las
pérdidas, sin embargo, para valores de apertura menores a 20% ambos tipos de válvulas presentan
gran cantidad de estancamiento lo que genera pérdidas de grandes magnitudes.
Figura 13. Gráfica de 𝐾𝐿 contra porcentaje de apertura para todas las válvulas estudiadas.
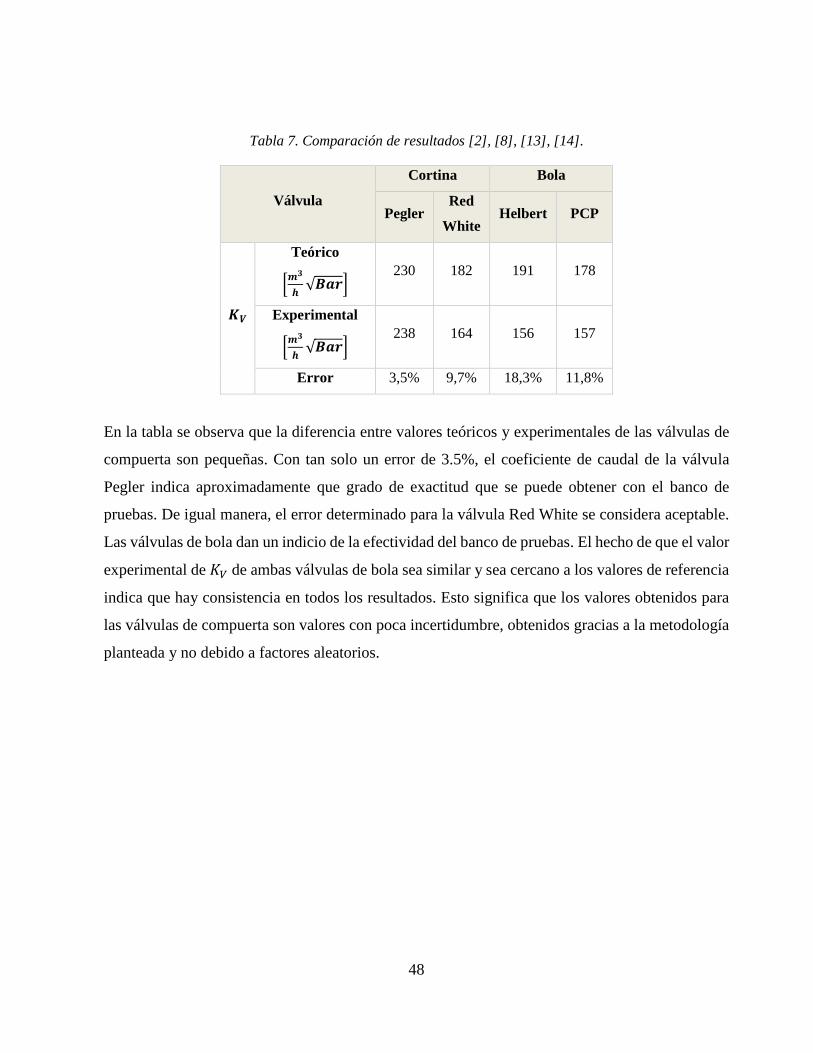
Por último, se presenta una tabla comparativa entre los valores del coeficiente de caudal 𝐾𝑉
obtenidos experimentalmente y los valores teóricos de cada válvula de acuerdo con la literatura o
el fabricante. Para los valores de las válvulas de compuerta se obtienen los valores directamente
del fabricante y para los valores de las válvulas de bola se utilizan valores de referencia de catálogos
de válvulas con especificaciones similares [2], [8], [13], [14].
0
2
4
6
8
10
12
14
16
18
20
20% 30% 40% 50% 60% 70% 80% 90% 100%
Co
efic
ien
te d
e p
érd
idas
KL
Porcentaje de apertura
KL vs porcentaje de apertura
Helbert (Bola)
PCP (Bola)
Pegler (Cortina)
Toyo (Cortina)
48
Tabla 7. Comparación de resultados [2], [8], [13], [14].
Válvula
Cortina Bola
Pegler Red
White Helbert PCP
𝑲𝑽
Teórico
[𝒎𝟑
𝒉√𝑩𝒂𝒓]
230 182 191 178
Experimental
[𝒎𝟑
𝒉√𝑩𝒂𝒓]
238 164 156 157
Error 3,5% 9,7% 18,3% 11,8%
En la tabla se observa que la diferencia entre valores teóricos y experimentales de las válvulas de
compuerta son pequeñas. Con tan solo un error de 3.5%, el coeficiente de caudal de la válvula
Pegler indica aproximadamente que grado de exactitud que se puede obtener con el banco de
pruebas. De igual manera, el error determinado para la válvula Red White se considera aceptable.
Las válvulas de bola dan un indicio de la efectividad del banco de pruebas. El hecho de que el valor
experimental de 𝐾𝑉 de ambas válvulas de bola sea similar y sea cercano a los valores de referencia
indica que hay consistencia en todos los resultados. Esto significa que los valores obtenidos para
las válvulas de compuerta son valores con poca incertidumbre, obtenidos gracias a la metodología
planteada y no debido a factores aleatorios.
49
Capítulo 5
Conclusión
5.1. Conclusiones
Se pudo determinar que se mejoró la exactitud del banco de pruebas. Por medio de la
caracterización de la válvula de compuerta Pegler se observó una disminución en el error de 𝐾𝐿; el
error máximo de la curva 𝐾𝐿 contra apertura paso de ser 1600% a 260% con respecto a la línea
teórica. Esto es más visible mediante la figura 6. donde se presentan valores experimentales que
no divergen del valor teórico a medida que disminuye la apertura. Adicionalmente se evidencia
una mejora en la estimación de la curva 𝐾𝐿 contra apertura, ya que los valores actuales son más
continuos cuando antes eran significativamente discretos.
Gracias a que durante la toma de datos los resultados muestran poca dispersión y gracias a la
resolución manejada por los instrumentos de medición, se considera que los resultados
experimentales son precisos. Por otro lado, se evidenciaron fenómenos en el flujo que se asume se
deben a la transición de régimen de laminar a turbulento. Estas variaciones afectan directamente
los resultados obtenidos por lo cual se concluye que ameritan mayor investigación.
Se evidenció un aumento en la robustez del montaje. Gracias a la implementación de la torre de
soporte, el sistema se sostiene sobre una estructura que le brinda mayor inercia. lo que lo hace
menos susceptible a las vibraciones. Como resultado, es posible implementar el instrumento de
presión Comark C9555, cuya alta resolución permite mediciones con mayor precisión. Con base
en el proceso de ensamble y de toma de datos se considera que la implementación de la torre fue
exitosa y se garantizó que el acople de esta al sistema fuese práctico.
Se logró mayor independencia del laboratorio de dinámica de fluidos. Gracias a la implementación
del tanque y la bomba centrífuga al sistema ya no se encuentra necesario el uso del banco de
pruebas Armfield f1-10 para el bombeo de agua hacia la red de tuberías. El sistema se implementó
50
y caracterizado con éxito. Sin embargo, el sistema amerita mejoras, especialmente en la resolución
del volumen marcado en el interior del tanque.
5.2. Recomendaciones y trabajos futuros
A partir del trabajo realizado se formuló un conjunto de recomendaciones para trabajos futuros
que se desarrollen con base en este proyecto o que presenten objetivos similares.
Se recomienda mayor experimentación sobre el rango de apertura de 1% a 15% con el
objetivo de responder con mayor claridad a la inconsistencia en el valor de la presión debido
a los fenómenos del flujo en transición.
Investigar e implementar diferentes formas de disminuir más eficazmente la variación de
la lectura de presión debido a la presencia de burbujas en cercanía de los racores del
instrumento de presión.
Se sugiere caracterizar válvulas de mariposa debido a que en la literatura existe gran
variedad de información con gran nivel de detalle sobre su comportamiento y su coeficiente
de pérdidas. También se sugiere investigar y caracterizar válvulas elastoméricas debido a
que la información encontrada en la literatura es poca y falta de detalle.
Se exhorta a seguir el proceso de toma de datos y en especial el proceso de ensamble
presentado en este documento para evitar incidentes que afecten la integridad del sistema.
El uso incorrecto de herramientas y la falta de planificación a la hora de realizar el ensamble
o cambio de válvulas genera el riesgo de fallas y averíos en el sistema.
51
6. Lista de referencias
[1] F. M. White, Fluid mechanics, 5th ed. Boston: McGraw-Hill, 2003.
[2] Numar Felipe Ortega, «ANÁLISIS Y DESARROLLO DE UN SISTEMA DE
CARACTERIZACIÓN DE VÁLVULAS COMERCIALES DE 2 PULGADAS.», Los Andes,
Bogotá D.C., 2018.
[3] Phillip L Skousen, Valve Handbook, 3.a ed. New York, NY: McGraw-Hill, 2012.
[4] H. Boysen, «kV: what, why, how, whence?», p. 4.
[5] J. D. B. Jaime Lobo-Guerrero Uscátegui, Bombas rotodinámicas y de desplazamiento positivo,
3.a ed. Santafé de Bogotá: Uniandes, 1999.
[6] Brian Nesbitt, Handbook of Valves and Actuators, 1.a ed. Oxford: Elsevier, 2007.
[7] «F1 : Banco de Hidráulica y Accesorios - F1-10». [En línea]. Disponible en:
http://armfieldonline.com/products/view/f1/banco-de-hidraulica-y-accesorios-f1-
10?url=es/products/view/f1/banco-de-hidraulica-y-accesorios-f1-10. [Accedido: 23-jul-2019].
[8] TOYO Valve CO., LTD., «Bronze, Brass & Cast Iron Valves».
[9] COMARK INSTRUMENTS, «Dry Use Pressure Meter 0-to-±2100mbar - Dry Use Manometer
- C9555», Tech Specs - Pressure Meter 0 - 2100 mBar C9555, 2019. [En línea]. Disponible en:
https://www.comarkinstruments.net/product/dry-use-pressure-meter-0-to-2100mbar/.
[Accedido: 23-jul-2019].
[10] WIKA Alexander Wiegand SE & Co. KG, «WIKA data sheet CT 91.06 - Hand test pump,
pneumatic Model CPP30». jul-2017.
[11] Ignacio Gomez IHM SAS, «Data Sheet - Bomba centrífuga 1A -3/4W». .
[12] Autodesk Inc, Autodesk Inventor. San Rafael, CA: Autodesk Inc, 2016.
[13] Fisher Controls Company, Control Valve Handbook, 4.a ed. Marshalltown, Iowa U.S.A.,
1999.
[14] Metso Flow Control INC, «Control Valve Sizing Coefficients». Ismo Niemelä, 2015.
52
7. Apéndice
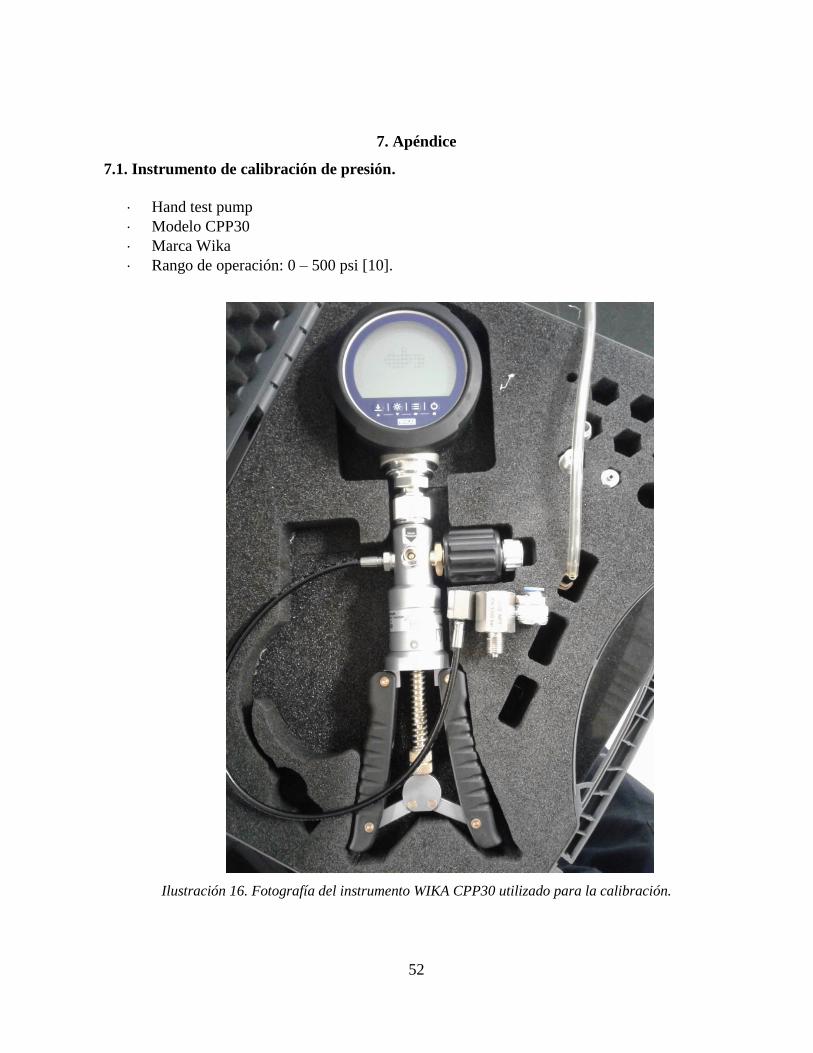
7.1. Instrumento de calibración de presión.
Hand test pump
Modelo CPP30
Marca Wika
Rango de operación: 0 – 500 psi [10].
Ilustración 16. Fotografía del instrumento WIKA CPP30 utilizado para la calibración.


















