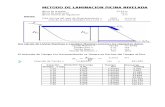
Optimizacion Proceso Produccion Cilindros Taller Laminacion Caliente
188
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA “ANTONIO JOSÉ DE SUCRE” VICE-RECTORADO PUERTO ORDAZ DEPARTAMENTO DE INGENIERÍA INDUSTRIAL TRABAJO DE GRADO OPTIMIZACIÓN DEL PROCESO DE PRODUCCIÓN DE CILINDROS DEL TALLER DE LAMINACIÓN EN CALIENTE DE SIDOR C.A Jiménez Auranita V_17.209.460 PUERTO ORDAZ, JULIO DE 2.006
-
Upload
fabian-gomez -
Category
Documents
-
view
205 -
download
0
Transcript of Optimizacion Proceso Produccion Cilindros Taller Laminacion Caliente

Dedicatoria
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
OPTIMIZACIÓN DEL PROCESO DE PRODUCCIÓN DE
CILINDROS DEL TALLER DE LAMINACIÓN EN CALIENTE DE
SIDOR C.A
Jiménez Auranita
V_17.209.460
PUERTO ORDAZ, JULIO DE 2.006

Dedicatoria
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
OPTIMIZACIÓN DEL PROCESO DE PRODUCCIÓN DE
CILINDROS DEL TALLER DE LAMINACIÓN EN CALIENTE DE
SIDOR C.A
Jiménez Auranita
V_17.209.460
Trabajo presentado ante el
Departamento de Ingeniería Industrial
de la UNEXPO Vicerrectorado Puerto Ordaz
para optar al titulo de Ingeniero Industrial
PUERTO ORDAZ, JULIO DE 2.006

Dedicatoria
OPTIMIZACIÓN DEL PROCESO DE PRODUCCIÓN DE
CILINDROS DEL TALLER DE LAMINACIÓN EN CALIENTE DE
SIDOR C.A

Dedicatoria
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO “PUERTO ORDAZ”
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
ACTA DE APROBACIÓN
Quienes suscriben, los tutores académico e industrial, para examinar el Informe del Trabajo de Grado presentado por la Br. Auranita Jiménez, portadora de la cédula de identidad Nº 17.209.460, titulado “OPTIMIZACIÓN DEL PROCESO DE PRODUCCIÓN DE CILINDROS DEL TALLER DE LAMINACIÓN EN CALIENTE DE SIDOR, C.A.”, como requisito para la aprobación del Trabajo de Grado, consideramos que dicho informe cumple con los requisitos exigidos para tal efecto y por lo tanto lo declaramos: APROBADO.
Ing. Iván Turmero MSc. Ing. Juan Soto Tutor Académico Tutor Industrial
Ing. Alí Martínez Ing. Luis Velásquez MSc. Jurado Evaluador Jurado Evaluador
PUERTO ORDAZ, JULIO DE 2.006

Dedicatoria
Auranita Jiménez Suárez
OPTIMIZACIÓN DEL PROCESO DE PRODUCCIÓN DE CILINDROS DEL
TALLER DE LAMINACIÓN EN CALIENTE DE SIDOR C.A
174 Pág. Informe de Trabajo de Grado. Universidad Nacional Experimental Politécnica “Antonio José de Sucre”. Vicerrectorado Puerto Ordaz. Departamento de Ingeniería Industrial. Departamento de Entrenamiento Industrial.
Tutor Académico: Ing. Iván Turmero MSc. Tutor Industrial: Ing. Juan Soto
Bibliografia pág.134 Anexos 136-143 1. Capacidad. 2. SIDOR C.A. 3. Cilindros. 4. Laminación en Caliente 5. Taller

Dedicatoria Dedicatoria
vi
DEDICATORIA
A mis Padres Moisés Jiménez y Alaska de Jiménez por su compresión,
apoyo y dedicación, para contribuir con el logro de mis metas
A mis hermanas Aurany y Génesis, por su cariño y apoyo incondicional
A Marcos Ortega .. Por apoyarme en todo momento tanto en mi carrera,
como en todos los momentos que ha compartido conmigo desde que te
conocí. Por tu amor, tu cariño, tu comprensión.. Simplemente Gracias
A mi familia, tíos, abuelos, primos, y todas y cada una de las personas que
contribuyeron tanto en la realización de este trabajo como en el cumplimiento
de todas mis metas, en especial a mi Tío Derio Tremaria que en vida y
ahora desde el cielo siempre ha cuidado de mí.
…..A todos Muchas Gracias

Agradecimientos
vii
AGRADECIMIENTOS
En primer lugar a Díos nuestro señor y la Virgen del Valle por iluminar mi
camino. Por ser fuente de inspiración y guía de mis pasos en todos los
caminos que me toca recorrer.
A Marcos Ortega.. Por ser la persona más especial que Dios me ha puesto
en el Camino. Por hacer mi vida más feliz desde que te conocí.
A mis amigas: Mariana, Edyuvis, Anacarla que estuvieron y compartieron
conmigo en todo momento durante toda mi carrera especialmente Corina
Flores y Keyma Vásquez.. Las Quiero Mucho Amigas
A la Universidad Nacional Experimental Politécnica „‟Antonio José de Sucre‟‟
UNEXPO por realizarme como Profesional.
A mi tutor industrial Ing. Juan Soto por brindarme su valiosa colaboración y
orientación en el desarrollo de este trabajo.
A mi tutor académico Ing. Iván Turmero, por su asesoría y apoyo en la
realización de este trabajo.
A todos los analistas del Departamento de Ingeniería Industrial de la
Gerencia Productos Planos por su ayuda y colaboración en todo momento
durante mi estadía en la empresa.
A todo el personal que labora en el Taller de Cilindros, especialmente los
Supervisores Iván Amarista y Antonio Sucre, al igual que los inspectores
Melecio Velásquez y Jean C. Pérez.

Resumen Resumen
viii
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
„‟ ANTONIO JOSÉ DE SUCRE‟‟
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
Optimización del Proceso de Producción de Cilindros del Taller
de Laminación en Caliente de Sidor C.A
Autor: Auranita Jiménez
Tutor Académico: Ing. Iván Turmero MSc.
Tutor Industrial: Ing. Juan Soto
RESUMEN
SIDOR C.A., es una empresa cuya finalidad principal es producir y comercializar productos de calidad a la industria del acero. El presente trabajo se desarrolló en el Taller de Cilindros de Laminación en Caliente; el cual estuvo orientado a optimizar el proceso de producción de cilindros; para ello se llevó a cabo la realización de un estudio de tiempo de las actividades realizadas en dicho proceso, así como los cálculos de tiempo estándar, requerimiento y carga de trabajo que presenten las máquinas. La metodología utilizada para el estudio fue del tipo aplicada-descriptiva y toda la información se obtuvo a través de las técnicas de observaciones en el área. Los resultados obtenidos permitirán obtener oportunidades de mejoras continuas en cada una de las etapas del proceso, lo que contribuirá a mantener y aumentar los niveles de producción, al menor costo posible. PALABRAS CLAVES: Optimizar, Taller, Cilindros, Proceso, Laminación, Caliente, Tren Continuo

Índice General Índice
ix
ÍNDICE GENERAL
Pág.
DEDICATORIA .............................................................................................. vi
AGRADECIMIENTOS .................................................................................. vii
RESUMEN ................................................................................................... viii
ÍNDICE GENERAL ........................................................................................ ix
ÍNDICE DE TABLAS ................................................................................... xiii
ÍNDICE DE FIGURAS ................................................................................... xv
INTRODUCCIÓN ............................................................................................ 1
CAPÍTULO I.................................................................................................... 3
EL PROBLEMA .............................................................................................. 3
1.1 PLANTEAMIENTO DEL PROBLEMA ............................................... 3
1.2 DELIMITACIÓN .................................................................................... 5
1.4 JUSTIFICACIÓN .................................................................................. 5
1.5 ALCANCE ............................................................................................ 6
1.6 OBJETIVOS .......................................................................................... 6
1.6.1 Objetivo General ............................................................................. 6
1.6.2 Objetivos Específicos...................................................................... 7
CAPÍTULO II ................................................................................................... 8
GENERALIDADES DE LA EMPRESA .......................................................... 8
2.1 LA EMPRESA ....................................................................................... 8
2.2 GENERALIDADES ................................................................................ 8
2.2.1 Misión ............................................................................................. 9
2.2.2. Visión ............................................................................................. 9
2.2.3. Ubicación Geográfica ...................................................................10

Índice General Índice
x
2.2.4. Estructura de la Empresa ............................................................10
2.2.5. Instalaciones .................................................................................13
2.3. GENERALIDADES DEL PROCESO DE FABRICACIÓN DE
PRODUCTOS PLANOS ............................................................................ 15
2.3.1 Proceso de Fabricación de Bobinas de Laminación en Caliente ...15
2.4 PRODUCTOS ..................................................................................... 18
2.4.1 Productos primarios .......................................................................18
2.4.2 Productos planos ...........................................................................19
2.4.3 Productos Largos ...........................................................................22
CAPÍTULO III ................................................................................................ 25
MARCO TEÓRICO ....................................................................................... 25
3.1 INGENIERÍA DE MÉTODOS .............................................................. 25
3.2.3 Tiempo Estándar...........................................................................27
3.2.4 Estudio de Tiempos ......................................................................28
3.2.5 Números de Ciclos a Estudiar ......................................................33
3.2.6 Diagrama de Ishikawa (Diagrama Causa-Efecto) .........................34
3.2.7 Demoras .......................................................................................36
3.2.8 Frecuencia Estándar .....................................................................37
3.2.9 Carga de Trabajo (C.T) .................................................................37
3.2.10 Porcentaje de Utilización ............................................................38
3.2.11 Requerimiento (R).......................................................................38
3.2.12 Disponibilidad de los Equipos (D.E): ...........................................39
3.2.15 Capacidad de Producción (Cp): ...................................................41
3.3 MEDICIÓN DEL TRABAJO DE MANTENIMIENTO ........................... 42
3.4 MANTENIMIENTO ............................................................................. 42
3.4.1 Costos de Mantenimiento .............................................................43
CAPÍTULO IV ............................................................................................... 45
MARCO METODOLÓGICO.......................................................................... 45
4.1 DISEÑO Y TIPO DE INVESTIGACIÓN: ............................................. 45
4.2 POBLACIÓN Y MUESTRA ................................................................. 46

Índice General Índice
xi
4.3 INSTRUMENTOS Y EQUIPOS UTILIZADOS .................................... 47
4.3.1 Instrumentos de Recolección de Datos ........................................47
4.4 PROCEDIMIENTOS ........................................................................... 49
4.4.1 Procedimiento para la obtención de datos: ...................................49
CAPÍTULO V ................................................................................................ 51
SITUACIÓN ACTUAL .................................................................................. 51
5.1 DESCRIPCIÓN DE SITUACIÓN ACTUAL .......................................... 51
5.1.4 Proceso de Producción de Cilindros: ............................................56
5.1.5 Descripción del Personal Actual: ...................................................66
5.1.6 Tiempo Estándar del Proceso: ......................................................66
5.1.7 Demoras en el Proceso de Producción de Cilindros: ....................67
CAPÍTULO VI ............................................................................................... 72
ANÁLISIS Y RESULTADOS ........................................................................ 72
6.1 ESTANDARIZACIÓN DE LAS ACTIVIDADES QUE CONFORMAN EL
PROCESO DE PRODUCCIÓN DE CILINDROS DE TRABAJO DE TREN
CONTINUO ............................................................................................... 72
6.1.1 Estudio de Tiempos de Cilindros de Trabajo de Tren Continuo ....73
6.2 DETERMINACIÓN DE LA CAPACIDAD DE PRODUCCIÓN .............. 96
Premisas a considerar: ...........................................................................96
6.2.1 Demoras en etapas de Producción ................................................97
6.2.2 Disponibilidad de Equipos ...........................................................103
6.2.3 Jornada de Trabajo .....................................................................105
6.2.4 Cálculo de la Capacidad de Producción de Cilindros de Trabajo
del Tren Continuo .................................................................................106
CAPÍTULO VII ............................................................................................ 118
SITUACIÓN PROPUESTA ......................................................................... 118
7.1 ADQUISICIÓN DE MÁQUINA RECTIFICADORA ............................ 118
7.2.1 Actividades de la Máquina Rectificadora ....................................118
7.2.2 Tiempo Promedio de Duración de las Actividades: ....................119
7.2.3 Frecuencia de las actividades realizadas por Máquina Rectificadora120

Índice General Índice
xii
7.2.4 Demoras Evitables e Inevitables Observadas en el Equipo ........121
7.2.5 Carga de Trabajo y Requerimiento .............................................122
7.2.6 Distribución de tiempos de la Máquina Rectificadora .................125
7.2 REALIZACIÓN DE LA PLANIFICACIÓN DEL TRABAJO DE LAS
GRÚAS Y RECTIFICADORAS PARA DISMINUIR LAS PARADAS
OPERATIVAS. ........................................................................................ 126
CONCLUSIONES ....................................................................................... 128
RECOMENDACIONES ............................................................................... 130
LISTA DE REFERENCIAS ......................................................................... 133
ANEXO A: Defectos en Bobinas originados por Cilindros ....................... 135
ANEXO B: Definiciones Operacionales de Los Factores de Fatiga [Método
Sistemático] ............................................................................................. 138
ANEXO C: Tabla de Suplementos o Márgenes ....................................... 141
Anexo D: Layout de Taller de Cilindros ................................................... 142
APÉNDICES ............................................................................................... 143
APÉNDICE A: Análisis de Operaciones .................................................. 144
APÉNDICE B: Diagrama Causa-Efecto en etapas de Desmontaje y
Montaje de Cilindros ................................................................................ 163
APÉNDICE C: Diagrama Causa-Efecto en etapas de Enfriamiento y
Rectificado de Cilindros ........................................................................... 164
Apéndice D: Vistas de Taller de Cilindros ............................................... 165
APÉNDICE E: Diagrama Gantt Con Tres Maquinas Rectificadoras ........ 168
APÉNDICE F: Diagrama Gantt con IV Máquinas Rectificadoras ............ 169
APÉNDICE G: Histórico de Demoras de Máquinas Rectificadoras ......... 170

Índice General Índice
xiii
ÍNDICE DE TABLAS
Pág.
Tabla N° 3.1 General Electric ....................................................................... 33
Tabla Nº 5.1 Cilindros Operativos ................................................................ 53
Tabla Nº 5.2 Cilindros Inoperativos .............................................................. 54
Tabla Nº 5.3 Clasificación de los Cilindros según el Tamaño de la Corona.. 56
Tabla Nº 5.4 Cambios Intermedios en Programas de Tren Continuo ........... 57
Tabla Nº 5.5 Clasificación por turno .............................................................. 58
Tabla Nº 5.6 Valores de Temperatura Máximos Permitidos ......................... 58
Tabla Nº 5.7 Descripción de Personal Actual ............................................... 66
Tabla Nº 6.1 Desmontaje de Cilindros de Trabajo de Tren Continuo ........... 75
Tabla Nº 6.2 Coeficiente de Velocidad del Proceso de Desmontaje ............. 77
Tabla Nº 6.3 Tiempo Normal del Proceso de Desmontaje ............................ 77
Tabla Nº 6.4 Tiempos Medios del Proceso de Enfriamiento de los Cilindros
de Trabajo de Tren Continuo ........................................................................ 79
Tabla Nº 6.5 Coeficiente de Velocidad del Proceso de Enfriamiento ............ 79
Tabla Nº 6.6 Tiempo Normal de Proceso de Enfriamiento............................ 80
Tabla Nº 6.7 Tiempo Promedio de Rectificado de Cilindros de Fundición .... 83
Tabla Nº 6.8 Tiempo Promedio de Rectificado de Cilindros de Cromo ......... 84
Tabla Nº 6.9 Coeficiente de Velocidad del Proceso de Rectificado .............. 86
Tabla Nº 6.10 Tiempo Normal de Cilindros de Fundición ............................. 86
Tabla Nº 6.11 Tiempo Normal de Cilindros de Cromo .................................. 86
Tabla Nº 6.12Tiempos Medios del Proceso de Montaje de Cilindros ........... 90
Tabla Nº 6.13 Coeficiente de Velocidad del Proceso de Montaje de Cilindros
...................................................................................................................... 91
Tabla Nº 6.14 Tiempo Normal del Proceso de Montaje de Cilindros ............ 92
Tabla Nº 6.15 Tiempo Estándar del Proceso de Producción Cilindros ......... 93
Tabla Nº 6.16 Demoras Inevitables .............................................................. 94

Índice General Índice
xiv
Tabla Nº 6.17 Tiempo Estándar del Proceso de Producción de Cilindros .... 95
Tabla Nº 6.18 Demoras Evitables ................................................................. 96
Tabla Nº 6.19 Tipo de Demoras de Máquinas desde Noviembre 2005-Abril
2006 .............................................................................................................. 98
Tabla Nº 6.20 Disponibilidades de Máquinas Nov-05 hasta Abr-06 ............ 104
Tabla Nº 6.21 Datos para Cálculo de Capacidad de Producción de
Desmontaje ................................................................................................. 106
Tabla Nº 6.22 Datos para Cálculo de Capacidad de Producción de
Enfriamiento ................................................................................................ 107
Tabla Nº 6.23 Disponibilidades de Equipos ................................................ 108
Tabla Nº 6.24 Tiempo Estándar según Tipo de Cilindro ............................. 109
Tabla Nº 6.25 Capacidad de Producción en Proceso de Rectificado ........ 110
Tabla Nº 6.26 Datos para Cálculo de Capacidad de Producción de Montaje
.................................................................................................................... 111
Tabla N° 6.27 Capacidades de Producción Total ....................................... 112
Tabla Nº 6.28 Frecuencia de Cambios ....................................................... 115
Tabla Nº 6.29 Tiempos Estándares ............................................................ 116
Tabla Nº 7.1 Tiempo Promedio de las Actividades ..................................... 119
Tabla Nº 7.2 Frecuencia de Rectificación de Cilindros de Trabajo de Tren
Continuo ..................................................................................................... 120
Tabla Nº 7.3 Demoras Evitables ................................................................. 121
Tabla Nº 7.4 Demoras Inevitables .............................................................. 122
Tabla Nº 7.5 Tiempo Total de Trabajo y Atención (T.T.T.A) ....................... 123
Tabla Nº 7.6 Carga de Trabajo y Requerimiento durante Actividades ........ 124
Tabla Nº 7.7 Distribución de Tiempos de Máquina Rectificadora ............... 125
Tabla Nº 7.8 Situación Actual Vs. Situación Propuesta .............................. 127

Índice General Índice
xv
ÍNDICE DE FIGURAS
Pág.
Figura Nº 2.1. Planta de SIDOR ............................................................................ 10
Figura Nº 2.2. Organigrama General de SIDOR C.A.. ....................................... 12
Figura N° 2.3. Vista aérea de SIDOR, Productos Planos. ................................. 13
Figura N° 2.4. Planchones ...................................................................................... 19
Figura N° 2.5. Bobina de chapas laminados en caliente ................................... 20
Figura N° 2.6. Bobinas laminadas en frío ............................................................. 22
Figura N° 2.7. Láminas recubiertas ....................................................................... 22
Figura N° 2.8. Palanquillas ..................................................................................... 23
Figura N° 2.9. Barras ............................................................................................... 24
Figura N° 2.10. Alambrón ........................................................................................ 24
Figura Nº 3.1. Elementos de un Diagrama de Causa-Efecto (Ishikawa). ....... 35
Figura Nº 5.1 Tabla de Colores ............................................................................. 53
Figura Nº 5.2Diagrama de Flujo del Proceso de Producción de Cilindros de
Trabajo de Tren Continuo ....................................................................................... 62
ÍNDICE DE GRÁFICOS
Pág.
Gráfico Nº 6.1Desmontaje de Cilindros ................................................................ 76
Gráfico Nº 6.2Rectificado de Cilindros de Fundición .......................................... 84
Gráfico Nº 6.3 Rectificado de Cilindros de Cromo ............................................. 85
Gráfico Nº 6.4 Montaje de Cilindros ...................................................................... 91
Gráfica Nº 6.5 Tipo _ Demoras RC-1 desde NOV- 05 hasta ABR -06 ........... 99
Gráfica Nº 6.6 Tipo _ Demoras RC-2 desde NOV- 05 hasta ABR -06 ......... 100
Gráfica Nº 6.7 Tipo _ Demoras RC-3 desde NOV- 05 hasta ABR -06 .......... 101
Gráfica Nº 6.8 Tipo _ Demoras RC-4 desde NOV- 05 hasta ABR -06 .......... 102
Gráfico Nº 6.10 Cilindros de Cromo Cambiados Vs Rectificados ................. 114
Gráfico Nº 6.11 Cilindros de Fundición Cambiados Vs Rectificados ............ 114
Gráfico Nº 7.1 Distribución de Tiempos de Máquina Rectificadora ............... 126

Introducción Índice
1
INTRODUCCIÓN
SIDOR C.A., es una empresa del sector productivo secundario, pues ésta se
encarga de transformar el mineral del hierro con el objeto de obtener
productos de acero semielaborados y elaborados, para satisfacer la
demanda del mercado nacional e internacional. Para esto cuenta con
importantes áreas de producción, como lo son: Plantas de Reducción
Directa, Aceración, Laminación, entre otras.
En cada una de estas áreas debe buscarse la excelencia a través de
mejoramiento continuo, lo cual constituye un requisito indispensable en cada
proceso de trabajo, para ello se cuenta con la Gerencia Ingeniería Industrial
que se encarga de suministrar servicios de asesoría y asistencia técnica en
materia de Ingeniería de Métodos e Ingeniería Económica que garantice
calidad y conlleve a la optimización en el uso de los recursos de la empresa,
así como la mejora continua de sus procesos. Dentro de sus funciones se
encuentran la medición y análisis de la productividad efectiva de cada uno de
sus procesos con el fin de reducir las demoras que puedan presentarse y
establecer un nivel óptimo de producción.
Este estudio tiene por objeto optimizar el proceso llevado a cabo en el Taller
de Cilindros de Laminación en Caliente, con el cual se pretende estandarizar
cada una de las actividades realizadas en el mismo, así como determinar la
capacidad de producción de cilindros y de esta forma detectar las fallas
existentes, para buscar oportunidades de mejoras continuas que contribuyan
al incremento de la producción.

Introducción Índice
2
El estudio fue realizado como un diseño de investigación de campo y
aplicación del método de estudio de tiempos. La metodología de evaluación y
la forma de presentación de los resultados del trabajo, sigue los lineamientos
establecidos por el Departamento de Ingeniería de Industrial de la Gerencia
Productos Planos.
El desarrollo de este trabajo de investigación se presenta a través de la
siguiente estructura: Capítulo I: se expone el problema de la investigación.
Capítulo II: se detallan los aspectos referidos a la descripción de la empresa.
Capítulo III: se definen las bases teóricas. Capítulo IV: se explican los pasos
que se llevaron a cabo para la realización del estudio. Capítulo V: se describe
y se analiza la situación actual del problema planteado. Capítulo VI: se
presentan los resultados del estudio de tiempo y análisis de las demoras
detectadas. Capítulo VII: se exponen las propuestas de mejoras. Finalmente
se presentan las conclusiones, recomendaciones y anexos.

3
CAPÍTULO I
EL PROBLEMA
1.1 PLANTEAMIENTO DEL PROBLEMA
SIDOR C.A. es una empresa dedicada básicamente a procesar mineral de
hierro con el objeto de obtener productos de acero semielaborados y
elaborados, para satisfacer la demanda del mercado nacional e
internacional. Operativamente esta planta cuenta con 2 áreas básicas, la
primera conformada por: el Terminal Portuario, TAVSA (Anteriormente
Fabrica de Tubos) y Planta de Productos Planos. Y la segunda integrada
por: Planta de Pellas, Planta de Reducción Directa, Acería Eléctrica y
Colada Continua de Planchones, Acería Eléctrica y Colada Continua de
Palanquillas, Planta de Cal y finalmente Trenes de Barra y Alambrón.
Hoy en día en algunas de estas áreas operativas, se presentan fallas en los
distintos procesos que se llevan a cabo en cada una de las mismas, y que de
corregirlos permitirán mejorar el proceso actual, agregando mayor eficiencia
a la cadena productiva y en consecuencia mayor calidad a sus productos.
En función de lo anteriormente expuesto el Departamento de Ingeniería
Industrial se encarga de realizar el seguimiento a dichos procesos de
fabricación, y evaluar entre varias la mejor alternativa para optimizar los
costos operacionales, mejorando la productividad y rentabilidad de la
empresa.

Capítulo I- El Problema
4
Actualmente el Taller de Cilindros de Laminación en Caliente adscrito a la
Gerencia de Productos Planos, se encarga de preparar los cilindros que
integran el Tren Desbastador y el Laminador Continuo para su posterior
reutilización. El proceso comienza cuando estos son extraídos tanto del Tren
Desbastador como del Laminador Continuo y son llevados en sus cajas hasta
el Taller, cuya primera etapa es realizar el desmontaje para posteriormente
ser estos sometidos a enfriamiento, una vez finalizada esta fase son
colocados en la máquina de rectificado, en donde se mide: la temperatura, la
corona, la rugosidad y la diferencia de diámetro entre cilindro. Al completarse
el paso anterior se realiza el montaje para finalmente transportarlos al área
de almacenamiento. Aunado a lo anterior se ha observado que el mismo
presenta fallas y/o defectos, tales como demoras, cuellos de botella, entre
otros, lo que trae como consecuencia la disminución de la capacidad de
producción de cilindros y por ende la cantidad bobinas fabricadas en esta
área.
En virtud de lo anteriormente expuesto el Taller de Cilindros de Laminación
en Caliente solicitó a la Gerencia Productos Planos la realización de un
estudio de métodos para determinar la capacidad del mismo y de esta forma
detectar las debilidades del sistema, así como medir si dicha capacidad
instalada soporta la proyección de producción de cinco años del Laminador
en Caliente, con base en mediciones objetivas que permitan determinar los
defectos en los procesos desarrollados en esta área, y obtener
oportunidades de mejoras continuas de los mismos, lo que trae como
beneficio mayor competitividad, posicionando mejor sus productos tanto en el
mercado nacional como Internacional.

Capítulo I- El Problema
5
1.2 DELIMITACIÓN
La investigación está enfocada al seguimiento del proceso de producción de
Cilindros de Trabajo de Tren Continuo de Laminación en Caliente en donde
se estudiará cada una de las etapas a través de las cuales son sometidos los
mismos, así como también la eficiencia actual del Taller, para de esta forma
determinar la capacidad de producción de Taller de Cilindros con la finalidad
de detectar las debilidades del proceso y aumentar la misma.
1.3 LIMITACIONES
La investigación podrá verse afectada por limitaciones de tiempo para la
ejecución de la totalidad de las actividades que implica la realización de este
estudio. Además de la disposición del personal y los recursos estudiados
para ofrecer información necesaria para la investigación. En función de lo
anterior se realizara seguimiento sólo a los Cilindros de Trabajo de Tren
Continuo y el otro grupo conformado tanto por los Cilindros de Apoyo como
los que integran el IV Reversible serán estudiados en base a datos históricos
suministrados por el Taller.
1.4 JUSTIFICACIÓN
Las principales maquinarias encargadas de la transformación de los
planchones en el proceso de Laminación en Caliente son el IV Reversible y
el Tren continuo. Dichas maquinarias están constituidas por parejas de
Cilindros de Apoyo y Trabajo, que son los que conjuntamente por medio de la
presión ejercida entre ambos y las altas temperaturas reducen el espesor del
planchón, por ende la frecuencia de preparación y producción de los mismos
llevada a cabo en el Taller de Cilindros debe ser continua y se realiza en
función de la programación del laminador. Este mantenimiento es necesario

Capítulo I- El Problema
6
realizarlo para eliminar los defectos provenientes del proceso de laminación y
estos se preparen y queden en condiciones óptimas operativas para laborar.
La realización del estudio solicitado, permite obtener beneficios que se
medirían en grandes términos en cuanto a mejora de la calidad del proceso
de producción de cilindros y el flujo de trabajo de operaciones además del
establecimiento de estándares de trabajo para de esta forma contribuir a
mantener y aumentar los niveles de producción, al menor costo posible.
1.5 ALCANCE
La investigación a realizar está destinada a determinar y evaluar todos los
recursos necesarios para efectuar las operaciones de desarme, enfriamiento,
rectificado y armado que conforman el proceso de producción de Cilindros de
Trabajo y Apoyo que integran tanto al Tren Continuo como al IV Reversible,
el cual se lleva a cabo en el Taller de Laminación en Caliente. Para ello se
realizará seguimiento aplicando un estudio de Métodos y Tiempo a los
Cilindros de Trabajo del Tren Continuo, tomando a su vez como referencia
datos históricos del taller en base al otro grupo antes mencionado, y en
función de todo lo anterior determinar la capacidad de producción actual, así
como también detectar las fallas existentes y en virtud de esto proponer
alternativas que permitan mejorar y con esto optimizar el proceso estudiado.
1.6 OBJETIVOS
1.6.1 Objetivo General
Optimizar el proceso de producción de Cilindros llevado a cabo en el Taller
de Laminación en Caliente de SIDOR C.A

Capítulo I- El Problema
7
1.6.2 Objetivos Específicos
Describir y evaluar las actividades que se realizan en el proceso de
producción de cilindros del área de Taller de Laminación en Caliente.
Realizar un estudio de tiempos para determinar el tiempo estándar del
proceso.
Analizar los procesos y operaciones para detectar defectos y/o fallas
que ocasionan retardos en el proceso y reducen la capacidad
productiva.
Determinar la capacidad de producción del Taller de Cilindros de
Laminación en Caliente.
Proponer el método optimizado y/o mejorado de producción de
cilindros que disminuyan las demoras presentadas.
Plantear y/o diseñar alternativas, tales como: realizar una
redistribución de planta; adquisición de equipos, maquinarias, o
herramientas; planes de mejora de proceso, entre otras, que permitan
evaluar y comparar los resultados para determinar la mejor opción,
que conlleve a incrementar la capacidad de producción actual.

8
CAPÍTULO II
GENERALIDADES DE LA EMPRESA
2.1 LA EMPRESA
SIDOR es un complejo siderúrgico integrado, desde la fabricación de pellas
hasta productos finales largos (barras y Alambrón) y planos (láminas en
caliente, láminas en frío, y recubiertos), utilizando tecnología de reducción
directa, horno de arco eléctrico y colada continua, destinados
fundamentalmente al mercado venezolano y a la exportación. A continuación
tendrá lugar un desglose más completo sobre los objetivos, productos y
procesos que contempla la empresa para la realización de sus actividades
productivas así como la estructura necesaria para esto.
2.2 GENERALIDADES
Aunque hoy el mercado internacional del acero experimenta una situación
delicada, a cuyos efectos no escapa la empresa adquirida hace cinco años
por el Consorcio Amazonia, la Siderúrgica del Orinoco (SIDOR) se mantiene
entre las empresas con mejor desempeño en ventas del país. En este
contexto, la estrategia de la nueva gerencia apunta a reducir los costos y
elevar la eficiencia.
Entre las estrategias aplicadas destaca él haber triplicado la inversión en
capacitación del personal y aumentado el esfuerzo en la captación de

9
talentos. Por un lado, el personal técnico y obrero es llevado, bajo un
programa de formación, a visitar plantas siderúrgicas en otros países. Del
otro, han incorporado este año 25 profesionales con postgrados y otros
tantos repatriados formados en el exterior, en las áreas de ingeniería,
administración y tecnología. Al mismo tiempo, han reforzado los mandos
medios con 260 profesionales. Esto se suma, en la propuesta de transformar
la natural ventaja comparativa proporcionada por la ubicación de SIDOR en
ventajas competitivas, al desarrollo de capacidad de respuesta al cliente.
2.2.1 Misión
SIDOR C.A., es una empresa privada, dedicada a la fabricación de
productos de acero largos y planos, destinados fundamentalmente al
mercado venezolano y a la exportación.
2.2.2. Visión
Existe la convicción de que SIDOR pueda convertirse, al cabo del tiempo
más reducido posible, en una de las empresas siderúrgicas más importantes
del mundo. SIDOR tiene recursos naturales, recursos tecnológicos,
recursos humanos que hacen pensar que no tiene que estar rezagada en el
grupo de las 20 ó 25 empresas siderúrgicas. SIDOR posee el potencial para
ubicarse entre las mejores empresas del mundo, es por ello que la empresa
ha establecido la siguiente visión:
“SIDOR tendrá estándares de competitividad similares a los de los
productores de acero más eficientes y estará ubicada entre las mejores
siderúrgicas del mundo”

10
2.2.3. Ubicación Geográfica
El complejo Siderúrgico está ubicado en Ciudad Guayana, al sureste de
Venezuela, en la zona industrial Matanzas sobre la margen derecha del río
Orinoco, a 300 Km. de su desembocadura en el Océano Atlántico. Su
ubicación responde a razones económicas y geográficas, que le permite
conectarse con el resto del país por vía terrestre y por vía fluvial – marítima
con el resto del mundo.
Se abastece de la energía eléctrica generada en la zona por las represas
Guri y Macagua, ubicadas sobre el río Caroní, así como del gas natural
proveniente de los campos petroleros en la región oriental.(Ver Figura 2.1)
Figura Nº 2.1. Planta de SIDOR
Fuente: www.sidor.com
2.2.4. Estructura de la Empresa
SIDOR presenta una estructura organizacional de tipo funcional, conformada
por una presidencia, una asistencia ejecutiva y nueve direcciones
conformadas por gerencias, lo que garantiza al máximo la utilización de las

11
habilidades técnicas del recurso humano, basándose en la especialización
ocupacional. El consorcio plantea una estructura organizativa totalmente
nueva en la que se distribuyen las posiciones siguiendo en lo posible una
tendencia horizontal que centra las actividades por ambiente de
especialización y que persigue hacer una empresa más dinámica para el
alcance de los objetivos planteados a corto plazo (Ver Figura 2.2).
Una vez seleccionado y reubicado el personal, se debe enfatizar e
internalizar en la gente que el gran desafío es el sentido de urgencia en el
cambio para la transformación de SIDOR y la importancia del trabajo en
equipo, la integración de los sidoristas con los no sidoristas que han venido
de otros países a compartir responsabilidades y con los nuevos profesionales
que están ingresando.
La estructura organizativa actual de SIDOR se describe a continuación,
haciendo mención de las funciones que se desempeñan en cada Dirección:
Dirección de Finanzas: Administrar y asegurar el adecuado
rendimiento de los recursos financieros de la empresa.
Dirección de Recursos Humanos: Formular y aplicar las políticas y
estrategias corporativas en el ámbito socio-laboral, comunicacional y
de servicios al personal.
Dirección de Planificación: Formular e impulsar las políticas y
estrategias corporativas, en materia comercial, operativa, financiera y
de control de gestión.
Dirección Administrativa: Prestar los servicios de contabilidad,
auditoría y sistemas de información.
Dirección de Asuntos Legales: Garantizar la actuación de la
empresa dentro del marco legal vigente y representarla ante terceros

12
en todos los aspectos jurídicos en los que estén involucrados sus
derechos e intereses.
Dirección de Relaciones Institucionales: Promover la imagen
institucional de la Empresa ante su público y entorno relevantes.
Dirección Comercial: Comercializar y despachar los productos
siderúrgicos en condiciones de calidad y oportunidad competitivas.
Dirección Industrial: Fabricar productos siderúrgicos y prestar los
servicios industriales requeridos de manera competitiva y rentable.
Dirección de Abastecimiento: Obtener y suministrar materiales,
insumos y servicios, requeridos por la empresa para sus operaciones.
Figura Nº 2.2. Organigrama General de SIDOR C.A..

13
2.2.5. Instalaciones
Se extienden sobre una superficie de 2.838 hectáreas, cuenta con una
amplia red de comunicaciones de 74 Km de carreteras pavimentadas, 132
Km de vías férreas y acceso al mar por un terminal portuario con capacidad
para atracar simultáneamente 6 barcos de 20.000 Ton, cada uno (Ver Figura
2.3). Además de contar con edificaciones en las cuales se desarrollan las
áreas administrativas y de soporte al personal (comedores, servicio médico
y talleres centrales). Las instalaciones de producción con que cuenta SIDOR
C.A. son las siguientes:
Figura N° 2.3. Vista aérea de SIDOR, Productos Planos.
Fuente: www.sidor.com
SIDOR está compuesta por dos áreas:
El Área I, “Planta Vieja”, donde se encuentran las Instalaciones Originales
de la Planta. Estas son:

14
Terminal Portuario
TAVSA (Anteriormente Fabrica de Tubos).
Planta de Productos Planos.
El Área II a la cual también se le llama “Planta Nueva o Plan IV” y contiene
las siguientes instalaciones:
Planta de Pellas.
Planta de Reducción Directa.
Acería Eléctrica y Colada Continua de Planchones.
Acería Eléctrica y Colada Continua de Palanquillas.
Planta de Cal.
Trenes de Barra y Alambrón.
Instalaciones Auxiliares
Los servicios industriales y complementarios de la producción constituyen el
siguiente conjunto de instalaciones:
Sistema de Vapor.
Sistema Eléctrico.
Sistema de Recirculación de Agua.
Planta de Separación de Aire.
Red Ferroviaria.
Sistema Control de Contaminación Ambiental.
Plantas de Tratamiento de Aguas Negras.
Taller y Almacenes.
Centro de Investigaciones.

15
Sistema de Gas y Fuel-Oil.
Sistema de Mantenimiento.
2.3. GENERALIDADES DEL PROCESO DE FABRICACIÓN DE
PRODUCTOS PLANOS
Los planchones son cargados en Hornos de Recalentamiento y llevados a
temperaturas de laminación. Este tratamiento permite, por medio de la
oxidación que se genera, remover pequeños defectos superficiales y
ablandar el acero para ser transformado mecánicamente en el Tren de
Laminación en Caliente, en Bandas, con ancho y espesor definidos. Las
Bandas pueden ser suministradas como tales o como Bobinas o Láminas, sin
decapar o decapadas, en función de los requerimientos del cliente en el uso
y forma.
Las bandas también pueden ser sometidas a deformación a temperatura
ambiente (Laminación en Frío) para reducir el espesor y obtener Bobinas
Laminadas en Frío (LAF). Estas últimas pueden ser entregadas al
mercado como crudas (Full Hard), o continuar su procesamiento en los
Hornos de Recocido y en los Trenes de Laminación de Temple, con el
objetivo de modificar sus características metalúrgicas, mecánicas y, muy
ligeramente, las geométricas. De esta manera, se obtienen Bobinas
recocidas y/o procesadas en el Laminador de Temple, que podrán ser
proporcionadas en Bobinas, cortadas a longitudes específicas (Láminas),
o continuar procesos posteriores con recubrimiento electroquímico de
cromo o estaño.
2.3.1 Proceso de Fabricación de Bobinas de Laminación en Caliente

16
1. Recalentamiento
Los planchones son cargados a hornos de recalentamiento de
vigas galopantes, bajo condiciones controladas de atmósfera y
velocidad de calentamiento, allí alcanzan temperatura de
laminación del orden de los 1.250°C. Las características de este
calentamiento permiten desarrollar ciertos procesos metalúrgicos
que incidirán en las propiedades del producto final, eliminar
imperfecciones superficiales y laminar el planchón.
2. Descamación
Luego del calentamiento, los planchones son llevados, a través de una
vía de rodillos, al Descamador, donde a través de chorros de agua a
alta presión se remueve la cascarilla de óxido formado por efecto de la
alta temperatura. Este paso es necesario para la obtención de una
superficie libre de defectos superficiales y evitar daños a los cilindros
de laminación.
3. Desbaste
Al completarse la descamación, el planchón pasa al Tren
Desbastador, constituido por un bastidor de cuatro en alto reversible.
Allí, el espesor del planchón se reduce a un rango de 24 a 30 mm.
Durante el proceso de laminación del planchón, su longitud se
incrementa a medida que se reduce el espesor, manteniéndose un
volumen constante de material. Este planchón deformado se
denomina desbaste y alimentará al Tren Continuo.
4. Despunte
Los extremos del desbaste obtenido presentan sinuosidades y
deformaciones que deben ser eliminadas. Para esto se utilizan
cizallas instaladas en la vía de rodillos. De esta manera, se obtiene

17
una forma rectangular que facilita la laminación en el proceso
siguiente.
5. Laminador Continuo en Caliente
Luego del despunte, el desbaste pasa al Laminador Continuo, que
consta de seis bastidores de cuatro en alto cada uno. En este equipo,
el espesor se lleva a la dimensión requerida, operación realizada a
temperaturas superiores a la crítica, lo que permite la ocurrencia de
una transformación de fase necesaria para la obtención de una
microestructura de granos adecuada. En esta etapa del proceso se le
confiere al material atributos tales como dimensiones, calidad
superficial, planeza y las características mecánicas necesarias.
6. Enfriamiento
Al salir del último bastidor, la banda pasa por un sistema de
enfriamiento laminar con duchas de agua. La forma y propiedades
mecánicas de la banda son controladas, ajustando el flujo del
agua.
7. Enrolladores
Luego del enfriamiento, la banda se enrolla alrededor de un mandril,
colocándose posteriormente un volcador para su flejado e
identificación, y es transportada al área de almacenamiento.
8. Corte y Tajado
Las bandas ya producidas pueden ser cortadas transversalmente a
longitud específica y/o desbordeadas, transformándose en Bobinas.
Ambos procesos pueden ser aplicados al mismo tiempo o
separadamente en líneas posteriores de Inspección y Corte. Cuando

18
se cortan de manera transversal, se ofrecen como Láminas y el
material desbordeado se ofrece como tal o continúa al decapado como
paso previo a la Laminación en Frío.
9. Decapado
Para eliminar el óxido de laminación, las bandas se hacen pasar
de manera continua por tanques con ácido clorhídrico, bajo
condiciones controladas de concentración y temperatura.
Posteriormente, son lavadas con agua para eliminar el ácido
remanente en la superficie. Luego se protegen con aceite mineral
de fácil remoción.
2.4 PRODUCTOS
2.4.1 Productos primarios
Pella
Es un aglomerado de fino de material de hierro; de forma aproximadamente
esférica y granulometría determinada, obtenida con el agregado de
elementos aglomerantes, sometidos al final a procesos de endurecimiento.
La capacidad instalada en SIDOR para producir pellas es de 12 millones de
toneladas métricas anuales.
Hierro de Reducción Directa (HRD)
Producto poroso obtenido de la reducción directa de las pellas, que por su
grado de metalización es adecuado para emplearse, como un sustituto
parcial o total de la chatarra, directamente en los procesos de aceración.
Cal Viva

19
Producto de la calcinación a elevadas temperaturas, de caliza, cuyo
componente principal es el óxido de calcio, y se utiliza como aglutinante en
la planta de pellas y como fundente en la acería. También en el tratamiento
de aguas negras para remoción de fósforo y nitrógeno.
Cal Hidratada
Producto derivado de la hidratación de la cal viva, cuyo compuesto principal
es el hidróxido de calcio; se utiliza en la siderurgia como aglomerante en la
elaboración de pellas y en el tratamiento de aguas industriales.
2.4.2 Productos planos
Planchón
Producto semiterminado de acero; de sección rectangular; con espesor de
175 y 200 milímetros; ancho de 949 a 2.000 milímetros y longitudes entre
5.000 y 12.500 milímetros. Se obtiene por colada continua y es el insumo
principal para la fabricación de productos planos. Para producir planchones,
SIDOR cuenta con tres máquinas de colada continua con una capacidad
instalada de 4.5 millones de toneladas métricas al año.(Ver Figura 2.4)
Figura N° 2.4. Planchones
Fuente: Ing. Ray Molina.
Banda Laminada en caliente

20
Producto plano de acero que se suministra en rollos y se obtiene por
laminación en caliente de planchones. Sus espesores varían, y van desde 2
hasta 12.5 milímetros y sus anchos desde 600 hasta 1.250 milímetros. Se
utilizan para la fabricación de tubos soldados, utensilios agrícolas, piezas
automotrices y en la industria metalmecánica en general.
Bobina Laminada en Caliente
Producto plano de acero, que se suministra en bobinas. Se obtiene a partir
de bandas laminadas en caliente, a la cual se le efectúan procesos de
acondicionamiento superficial y/o dimensional. Sus espesores van desde 2
hasta 12 milímetros y sus anchos desde 600 hasta 1250 milímetros. Se
utilizan para fabricar recipientes a presión, tubería soldada, pletinas, piezas
automotrices y en la industria metalmecánica en general.(Ver Figura 2.5)
Figura N° 2.5. Bobina de chapas laminados en caliente
Fuente: Ing. Ray Molina.
Bobina Decapada
Producto plano de acero, que se suministra en rollos. Se obtiene a partir de
la banda laminada en caliente a la cual se le elimina el oxido de la superficie

21
a través de un proceso químico de ácido clorhídrico. El máximo espesor es
de 5.5 milímetros.
Lamina en Caliente
Producto plano de acero, que se obtiene por el corte de bandas y/o bobinas
a la longitud requerida. Sus espesores oscilan entre 2 y 9.5 milímetros y sus
anchos de 600 hasta 1.250 milímetros y el largo entre 1.200 y 6.000
milímetros. Se utiliza en la industria metalmecánica en general,
principalmente en la fabricación de recipientes a presión y piezas
automotrices.
Bobina Cruda
Producto plano de acero que se suministra en rollos. Se obtiene a partir de
la bobina decapada la cual se procesa en los laminadores en frío (Tandem)
y es comercializada sin ser pasadas por las líneas de recocido.
Bobina y Lámina en frío
Son productos planos de acero, que se obtienen por laminación en frío de
bobinas en caliente decapadas. Sus espesores oscilan entre 0.20 y 2
milímetros; su ancho entre 600 y 1.220 milímetros y tienen longitudes (en el
caso de las láminas) que van desde 1.000 a 3.600 milímetros. Se utilizan
para la fabricación de láminas para techos, perfiles soldados, equipos de
oficina, envases no recubiertos, etc.(Ver Figura 2.6)

22
Figura N° 2.6. Bobinas laminadas en frío
Fuente: www.sidor.com
Láminas recubiertas
Son productos laminados en frío recubiertos de estaño (hojalata) o de cromo
(hoja cromada). Sus espesores están entre de 0.20 a 0.40 milímetros; sus
anchos entre 600 hasta 950 milímetros y tienen longitudes (en el caso de las
láminas) entre 506 y 1.000 milímetros. Estos productos se utilizan
fundamentalmente en la fabricación de envases para alimentos, bebidas,
aerosoles; tapas de botellas, etc.(Ver Figura 2.7)
Figura N° 2.7. Láminas recubiertas
Fuente: www.sidor.com
2.4.3 Productos Largos

23
Palanquilla
Producto semi-terminado de acero, cuya sección transversal es menor o
igual 16.900 milímetros cuadrados. Se obtiene por colada continua y se
utiliza principalmente para fabricar barras, cabillas y Alambrón y en la
industria metalmecánica. (Ver Figura 2.8)
Figura N° 2.8. Palanquillas
Fuente: www.sidor.com
Barra
Producto de acero de sección uniforme, obtenido por laminación en caliente
de palanquillas. Su sección puede ser circular, cuadrada, rectangular
hexagonal, etc. En la actualidad SIDOR sólo fabrica barras de sección
circular (Cabilla). Se utiliza en la fabricación de ejes calibrados, piezas
forjadas, elementos estructurales, utensilios agrícolas y otros. (Ver Figura
2.9)

24
Figura N° 2.9. Barras
Fuente: www.sidor.com
Alambrón
Producto de sección circular, presentado en rollos; que se obtiene por
laminación en caliente de palanquillas. Se usa principalmente para fabricar
alambre y mallas electro soldadas.(Ver Figura 2.10)
Figura N° 2.10. Alambrón
Fuente: www.sidor.com

25
CAPÍTULO III
MARCO TEÓRICO
3.1 INGENIERÍA DE MÉTODOS
Es el conjunto de procedimientos sistemáticos para someter a todas las
operaciones de trabajo directo e indirecto a un concienzudo escrutinio, con
vistas a introducir mejoras que faciliten la realización del trabajo y que
permitan que éste se haga en el menor tiempo posible y con una menor
inversión por unidad producida, por lo tanto el objetivo final de la Ingeniería
de Métodos es el incremento en las utilidades de la empresa.
Para desarrollar un centro de trabajo, fabricar un producto o proporcionar un
servicio, el Ingeniero de Métodos debe seguir un procedimiento sistemático,
el cual comprenderá las siguientes operaciones:
Selección del proyecto.
Obtención de los hechos.
Presentación de los hechos.
Efectuar un análisis.
Desarrollo del método ideal.
Presentación del método.
Implantación del método.
Desarrollo de un análisis de trabajo.
Establecimiento de estándares de tiempo.

Capítulo III- Marco Teórico
26
Seguimiento del método
3.2 MEDICIÓN DEL TRABAJO
La medición del trabajo es la parte cuantitativa del estudio del trabajo que
indica el resultado del esfuerzo físico desarrollado en función del tiempo
permitido a un operario para terminar una tarea específica, siguiendo a un
ritmo normal un método predeterminado.
De la definición anterior se observa que el objetivo inmediato de la medición
del trabajo es la determinación del tiempo estándar, es decir, el medir la
cantidad de trabajo humano necesario para producir un artículo en términos
de un tipo o patrón que es el tiempo.
3.2.1 Diagrama de Proceso:
Contiene en general muchos mas detalles que el de operaciones. Este
diagrama es especialmente útil para poner de manifiesto: distancias
recorridas, retrasos y almacenamiento temporales. Una vez expuestos estos
periodos no productivos, el analista puede proceder a su mejoramiento.
Además de registrar las operaciones y las inspecciones, el diagrama de flujo
de proceso muestra todos los traslados y retrasos de almacenamiento con
los que tropieza un articulo en su recorrido por la planta. En el se utilizan los
símbolos además de los de operación e inspección.
3.2.2 Simbología de los Diagramas:
Existen varios símbolos usados en la elaboración de diagramas, y que
abarcan todas las posibles situaciones que pueda presentarse, estos son:

Capítulo III- Marco Teórico
27
- Operación : corresponde a una modificación intencional que se le hace
un objeto en cualquiera de sus características (físicas o químicas). También
cuando se prepara par otra operación, transporte, inspección o almacenaje;
igualmente, cuando se da o recibe información o se hace un planteamiento.
- Inspección : se da cuando se examina un objeto para su identificación o
se somete a verificación de cantidad o calidad.
-Transporte : indica movimiento de personal, materiales o equipos de un
lugar a otro, excepto cuando el movimiento forma parte de una operación o
es originado por el operario en el puesto de trabajo durante una operación o
inspección.
- Demora : ocurre cuando la planificación no permite la inmediata
ejecución de la acción planeada. Puede ser evitable (originadas por el
operario) o inevitable (propias del proceso).
- Almacenaje : ocurre cuando un objeto es protegido o guardado contra
una traslado no autorizado. Puede ser temporal (permanece un periodo
breve en el lugar y luego será utilizado) o permanente, el cual se caracteriza
con la ubicación final del producto.
- Combinado : indica operaciones realizadas conjuntamente o por el
mismo operario en el mismo puesto de trabajo.
3.2.3 Tiempo Estándar
Es el patrón que mide el tiempo requerido para terminar una unidad de
trabajo, usando método y equipo estándar, por un trabajador que posee la

Capítulo III- Marco Teórico
28
habilidad requerida, desarrollando una velocidad normal que pueda mantener
día tras día, sin mostrar síntomas de fatiga.
Existen varios tipos de técnicas empleadas para establecer un estándar,
cada una diseñada para diferentes usos y cada uso con diferentes
exactitudes y costos. Entre las principales técnicas que se emplean para la
medida del trabajo son las siguientes:
Estudio de tiempos.
Por descomposición en micro movimientos de tiempos predeterminados.
Datos estándares y fórmulas de tiempo.
Por estimación de datos históricos.
Método de las observaciones instantáneas (muestreo de trabajo)
De acuerdo con algunos estudios realizados, se dice que se utilizan
diferentes métodos para estudiar la mano de obra directa e indirecta.
Mientras que la mano de obra directa se estudia por los tres (3) primeros
métodos, la mano de obra indirecta se estudia con las dos últimas.
3.2.4 Estudio de Tiempos
Es el procedimiento utilizado para medir el tiempo requerido por un
trabajador calificado, quien trabajando a un nivel normal de desempeño
realiza una tarea dada conforme a un método especificado; el Ingeniero
Industrial tiene que observar los métodos mientras hace el estudio de
tiempos y medir la duración de las actividades.

Capítulo III- Marco Teórico
29
a) Herramientas del Estudio de Tiempos
El equipo de cronometraje utilizado para hacer un estudio de tiempos varía
ampliamente. Es necesario que el estudio sea exacto, comprensible y
verificable. Las herramientas utilizadas en el estudio de tiempos pueden
ayudar al analista en el logro de esos requisitos. Algunas de las
herramientas necesarias para el analista en la realización de un buen estudio
de tiempos, incluyen:
Reloj para estudio de tiempos, con pantalla digital (electrónico) o
cronómetro manual (mecánico).
Tablero de apoyo para sujetar los formatos utilizados en el estudio
de tiempo.
Formatos para el estudio de tiempos, que permiten apuntar las
observaciones obtenidas que deben incluirse en el estudio.
Lápiz.
Calculadora o computadora personal para hacer los cálculos
aritméticos requeridos en el estudio de tiempos.
1. Cronómetro;( Tipos Básicos)
El reloj es la herramienta más importante en el estudio de tiempos. El reloj de
pulso ordinario puede ser el adecuado para los tiempos totales y/o ciclos
largos; sin embargo el cronómetro manual (mecánico) proporciona una
exactitud y facilidad de lectura razonables (para ciclos de 0,03 minutos y
más). Hay dos técnicas de cronometraje disponibles:
Modo de Vuelta a Cero: el reloj muestra el tiempo de cada elemento y
automáticamente vuelve a cero para el inicio de cada elemento.

Capítulo III- Marco Teórico
30
Modo Acumulativo (modo continuo): el reloj muestra el tiempo total
transcurrido desde el inicio del primer elemento.
Existen algunas ventajas que tienen los cronómetros de mano mecánicos y
los relojes digitales o electrónicos. El de mano mecánica, es el que se utiliza
con mayor frecuencia y se fabrica en grandes cantidades, lo que hace que
disminuyan los costos de manufactura y los precios de venta. Los relojes
electrónicos se producen en grandes volúmenes para uso deportivo, pero en
pequeñas cantidades en modelos apropiados para uso industrial.
2. Tablero de Apoyo para Estudio de Tiempos
Es aquel cuya función radica en fijar la forma impresa especial para el
estudio de tiempos y el cronómetro. Este tablero o paleta tiene que ser ligero,
para no cansar el brazo, y suficientemente rígido y resistente para servir de
respaldo adecuado a la forma de estudio de tiempos.
3. Formatos para el Estudio de Tiempos
Existen muchos y variados formatos que se pueden adquirir y que los
mismos se ajustan a las necesidades establecidas. El formato debe proveer
espacio para la información descriptiva que deba registrarse a la hora de
hacer el estudio si se espera que tenga valor en el futuro. Esta información
cae dentro de dos categorías:
La primera categoría proporciona información preliminar básica, tal
como: producto, nombre del operador estudiado, ruta del proceso,
maquinaria utilizada, herramientas utilizadas, fecha y nombre del
observador.

Capítulo III- Marco Teórico
31
La segunda categoría describe el estudio, identifica los elementos
estudiados, pone en lista las lecturas del cronómetro, proporciona la
valoración del desempeño y cálculos de los estándares, etc.
Idealmente, la descripción narrativa de todo lo que hace el trabajador
para realizar correctamente el trabajo. (Ver Anexo E)
4. Calculadora
Por medio de la cual pueden efectuarse correcta y rápidamente operaciones
de cálculo del estudio de tiempos como multiplicación, división y
proporciones, en una pequeña fracción del tiempo que llevaría hacerlo según
los procedimientos aritméticos manuales.
b) Procedimientos del Estudio de Tiempos
Obtener y registrar toda la información posible acerca de la tarea del
operario y las condiciones que pueden influir en la ejecución del
trabajo.
Registrar una descripción completa del método descomponiendo la
operación en elementos.
Examinar su desglose para verificar si se están utilizando los mejores
métodos y movimientos y determinar el tamaño de la muestra.
Medir tiempo con un instrumento apropiado, generalmente se usa
cronómetros. Y registrar el tiempo invertido por el operario en llevar a
cabo cada elemento de la operación.
Determinar simultáneamente la velocidad de trabajo efectiva del
operario por correlación con la idea que tenga el analista de lo que
debe ser el ritmo de trabajo.
Convertir los tiempos en tiempos básicos.

Capítulo III- Marco Teórico
32
c) Selección de los Elementos
Para los propósitos del estudio de tiempos, el trabajo desempeñado por el
operario se divide en elementos. Un elemento es una parte constitutiva y
propia de una actividad o tarea específica. Puede consistir en uno o varios
movimientos fundamentales y/o de actividades de máquina o del proceso,
seleccionadas porque convienen a la observación y a la medición.
1. Reglas para seleccionar elementos:
Los elementos deberán ser de fácil identificación, con inicio y término
claramente definido. Los elementos deben ser lo más breves posible. Se ha
de separar los elementos manuales de los de máquina, durante los manuales
es el operario el que puede reducir el tiempo de ejecución según el interés y
la habilidad que tenga, puesto que dependen de las velocidades, avances,
etc. que se hayan señalado.
2. Clases de Elementos:
Elementos regulares y repetitivos: son los que aparecen una vez en cada
ciclo de trabajo.
Elementos Casuales o Irregulares: son los que no aparecen en cada ciclo
del trabajo, sino a intervalos tanto regulares como irregulares.
Elementos Extraños: son los elementos ajenos al ciclo de trabajo y en
general indeseables, que se consideran para tratar de eliminarlos.
Elementos Manuales: son los que realiza el operador.
Elementos de Máquina: son los que realiza la máquina.
Elementos Constantes: son aquellos cuyo tiempo de ejecución es siempre
igual.

Capítulo III- Marco Teórico
33
Elementos Variables: son los elementos cuyo tiempo depende de una o
varias variables como dimensiones, peso, calidad, etc.
3.2.5 Números de Ciclos a Estudiar
La longitud del estudio de tiempos dependerá en gran parte de la naturaleza
de la operación individual. El número de ciclos que deberá observarse para
obtener un tiempo medio representativo de una operación determinada
depende de ciertos procedimientos, tales como: fórmulas estadísticas
(Distribución t-Student), criterio de la Tabla Westinghouse, criterio de la
General Eléctric.
Criterio General Electric
Es un método que establece el número de ciclos a estudiar en función
de la duración de los mismos y es el más recomendado cuando los
tiempos de ejecución son largos. Ver tabla N° 4
Tabla N° 3.1 General Electric
Tiempo de Ciclo en Minutos Número Recomendado de
Ciclos
0,10 200
0,25 100
0,50 60
0,75 40
1,00 30
2,00 20
2,00-5,00 15
5,00-10,00 10
10,00-20,00 8
20,00-40,00 5
40,00 o más 3

Capítulo III- Marco Teórico
34
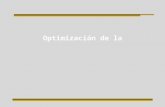
3.2.6 Diagrama de Ishikawa (Diagrama Causa-Efecto)
Es un método útil para clarificar las causas de un problema. Clasifica las
diversas causas que se piensa afectan los resultados del trabajo, señalando
con flechas la relación causa-efecto entre ellas. Entre los principales
objetivos del diagrama de causas y efectos se tienen:
Identificar potenciales causas de un problema.
Organizar las posibles causas en categorías que faciliten su análisis.
Ser utilizado conjuntamente con el diagrama de Pareto para identificar
los principales factores sobre los que se debe comenzar a trabajar.
Ampliar la visión sobre las probables causas del problema.
Agrupar todas las ideas en un solo esquema de fácil lectura.
Favorecer una comunicación racional entre los miembros del equipo.
En la Figura Nº 3.1 se muestran los elementos que conforman un diagrama
de Ishikawa, mejor conocido como diagrama causa-efecto. Se puede
observar que en el lado derecho se presenta el efecto y en el lado izquierdo
las causas. El primero debe representarse como una característica de
calidad particular o un problema de trabajo, por ejemplo: Macho desafilado,
material con puntos duros, retraso en entregas, costo excesivo, etc.. En el
lado de las causas se ubican los factores que influencian los efectos
establecidos o características.

Capítulo III- Marco Teórico
35
Figura Nº 3.1. Elementos de un Diagrama de Causa-Efecto (Ishikawa).
Las dificultades incluyen, como se aprecia en el diagrama: mano de obra,
materiales, métodos de trabajo, medio ambiente, máquinas, sistemas de
medición, etc.
El diagrama se completa agregando flechas que indican la relación entre el
efecto y los factores causales, generando de este modo, la agrupación de
causas de categorías mayores y menores o familias y sub-familias, lo cual
profundiza el análisis del problema y mejora la posterior selección de
alternativas de solución.
PROBLEMA
Medio Ambiente
Maquinas Materiales
Métodos Mediciones
Mano de Obra
EFECTO CAUSAS

Capítulo III- Marco Teórico
36
3.2.7 Demoras
Se entiende como una suspensión de la actividad normal que no ocurre en el
ciclo de trabajo. Se clasifica en dos tipos:
a. Demoras Inevitables (D.I)
Es un suceso completamente ajeno a la voluntad y control del trabajador,
el cual le impide realizar su trabajo de manera productiva; entre ellos se
pueden mencionar: la hora del almuerzo de los operarios, necesidades
personales, instrucciones de jefe, etc. Las demoras inevitables incluyen
interrupciones hechas por el Supervisor, analista de tiempos y otros,
irregularidades en los materiales, dificultad de mantener tolerancias, entre
otras.
(Ec.6)
Donde:
D.I= Demoras Inevitables
T.T.T= Tiempo total de Trabajo
b. Demoras Evitables (D.E)
Estas demoras pueden ser tomadas en cuenta por el operario a costa de
su rendimiento o productividad, pero no se proporciona ninguna tolerancia
por estas interrupciones del trabajo en la elaboración estándar. Es
cualquier tiempo asignado a una tarea, que está bajo el control del
trabajador y que ha sido gastado inactivamente o para ejecutar
%100...
%
TTT
DIDI

Capítulo III- Marco Teórico
37
operaciones innecesarias para la realización del trabajo. Entre las que se
puede mencionar: mala operación, ocio, etc.
(Ec.7)
Donde:
D.E= Demoras Evitables
T.T.T= Tiempo Total de Trabajo
3.2.8 Frecuencia Estándar
Indica el número de veces que se puede realizar una determinada actividad
para cumplir con los planes de producción establecidos, metas de trabajo,
entre otras. Para el cálculo de frecuencia se utiliza la siguiente formula:
(Ec.8)
3.2.9 Carga de Trabajo (C.T)
El grado de movilización que el individuo debe realizar para ejecutar la
tarea, los mecanismos físicos y mentales que debe poner en juego
determinará la carga de trabajo.
(Ec.9)
Donde:
C.T = Carga de Trabajo
Turno
VecesNFrecuencia
IDTTT
ATTTCT .%%100
...
....
%100...
..%
TTT
EDED

Capítulo III- Marco Teórico
38
T.T.T.A = Tiempo Total de Trabajo y Atención
T.T.T = Tiempo Total de Trabajo
D.I = Demoras Inevitables
3.2.10 Porcentaje de Utilización
Se puede definir como la cantidad de tiempo en términos porcentuales en
que una máquina u operador ejecutan una actividad en una jornada
determinada de trabajo, la cual no incluye las tolerancias por demora. El
porcentaje de utilización se calcula a través de la siguiente ecuación:
(Ec.10)
Donde:
%U : Porcentaje de Utilización
NOP: Número de observación en que el equipo u operario está
operando
NO: Número de observaciones totales, en un tiempo (t) determinado.
3.2.11 Requerimiento (R)
Es la cantidad de equipos y/o personas necesarias y suficientes para realizar
eficientemente las labores inherentes a las funciones en un área
determinada.
(Ec. 11) R = T.T.T.A TD = T.T.T-D.I
T.D
%100% NO
NOPU

Capítulo III- Marco Teórico
39
Donde:
T.D = Tiempo Disponible
T.T.T = Tiempo total de trabajo
D.I = Demoras Inevitables
Para obtener el Tiempo Total de Trabajo y Atención se procede aplicando la
siguiente ecuación:
(Ec.12)
Donde;
T.T.T.A.: Tiempo Total de Trabajo y Atención.
TE: Tiempo Estándar.
FE: Frecuencia Estándar.
3.2.12 Disponibilidad de los Equipos (D.E):
La disponibilidad de los equipos, es la relación entre el tiempo máximo
disponible para operar y el tiempo real de operación.
(Ec. 13)
TP
TTPED
1.
Donde:
TP= Tiempo Programado de Funcionamiento
T1= Tiempo de Inactividad por Falla
FETEATTT ....

Capítulo III- Marco Teórico
40
3.2.13 Estructura de Tiempos
La evaluación de los indicadores de gestión en las áreas de producción de la
empresa se basa en la siguiente estructura de tiempos:
(Ec. 14) ndarioTiempoCale
onibleTiempoDispidadDisponibil
(Ec. 15)onibleTiempoDisp
tivoTiempoEfecdEfectivida
(Ec.16)
ivasHorasEfect
oducidasToneladasdEfectivaoductivida
PrPr
Tiempo Calendario: Es el tiempo total con el que se cuenta según el
calendario (24 horas diarias)
Tiempo No Disponible: Es el tiempo de paradas programadas.
Tiempo Disponible: Es el tiempo programado de producción
Demoras: Paradas no programadas.
Tiempo Efectivo: Tiempo en el cual se esta operando.
3.2.14 Indicadores:
Los principales indicadores empleados en la empresa Sidor C.A, se muestran
a continuación:
Tiempo No Disponible
Tiempo Calendario
Tiempo No Disponible

Capítulo III- Marco Teórico
41
Disponibilidad: La disponibilidad relaciona el tiempo disponible con el
tiempo total del calendario (Días Laborales).
Efectividad: Este indicador establece la relación existente entre el
tiempo de producción y el tiempo disponible programado.
Productividad Efectiva: Vincula la cantidad de material procesado en
toneladas con el tiempo requerido para procesar dicho material.
3.2.15 Capacidad de Producción (Cp):
Es la cantidad de producto (bien o servicio) que puede elaborar un proceso
en una unidad de tiempo. El resultado de esta decisión es la denominada
capacidad instalada, la cual se puede medir de distintas formas, según el tipo
de productos a saber: Productos homogéneos, no homogéneos, servicios.
También se puede decir que es la producción máxima posible en un período
dado (o el volumen de elaboración de materia prima) en la nomenclatura y la
calidad demandados por los clientes, utilizando plenamente en
correspondencia con el régimen de trabajo normado, los equipos y las áreas
de producción disponibles.
(Ec. 17) ET
EDTJCp
.
..
Donde: Cp = Capacidad de Producción
J.T= Jornada de Trabajo
T.E= Tiempo Estándar
D.E=Disponibilidad de los Equipos

Capítulo III- Marco Teórico
42
3.3 MEDICIÓN DEL TRABAJO DE MANTENIMIENTO
La eficacia de la administración de las operaciones puede mejorar
considerablemente si se establecen e implementan metas para evaluar y
mejorar el rendimiento de tales operaciones. Un prerrequisito esencial y
necesario para evaluar la productividad y el rendimiento es contar con
normas o estándares de trabajo. Una norma de trabajo especifica la
producción esperada de un trabajador calificado con un desempeño o
rendimiento estándar. Un trabajador calificado es aquel que ha adquirido las
habilidades, los conocimientos y otros atributos necesarios para llevar a cabo
el trabajo en cuestión de acuerdo con normas satisfactorias de cantidad,
calidad y seguridad. El rendimiento estándar corresponde a la tasa de
producción que un trabajador calificado alcanzará de manera normal, sin
excesiva fatiga, como promedio de la jornada de trabajo. Las normas de
trabajo se emplean generalmente para evaluar el rendimiento de los
trabajadores y las instalaciones, y para predecir, planear, programar y
controlar el trabajo, los costos y las operaciones. Las normas de trabajo son
necesarias para planear los recursos de mantenimiento, como el personal del
departamento de mantenimiento, y no seria posible desarrollar una
programación y control eficaces sin normas de trabajo confiables. Las
normas de trabajo para mantenimiento pueden elaborarse utilizando varias
técnicas de medición del trabajo.
3.4 MANTENIMIENTO
Se refiere al uso de un conjunto de prácticas técnico – gerenciales aplicadas
a los bienes físicos, a fin de garantizar su utilización con máxima
productividad y al menor costo.

Capítulo III- Marco Teórico
43
a) Mantenimiento Preventivo
"Inspección periódica de la maquinaria, equipo e instalaciones de la
planta, para descubrir condiciones que conducen a paros imprevistos
de producción o desgaste perjudicial. Corregir dichas condiciones aún
cuando se encuentre en una fase inicial".
b) Mantenimiento Correctivo (Emergencia)
Este tipo de mantenimiento es el más usual en muchas empresas. Si
falla una máquina, se moviliza el equipo de mantenimiento para
reparar el daño.
Cada una de estas paradas deben atenderse como una organización
por "proyecto"; es decir, que generalmente cuando no es posible
trasladar la máquina o equipo al taller, sustituyéndolo por otro que
esté de reserva para dichos fines, se tiene que trabajar en el lugar de
la falla.
3.4.1 Costos de Mantenimiento
Los costos de mantenimiento es la suma de todos los gastos incurridos
para su desempeño, durante un período de tiempo (un mes, un año).
Así podemos clasificarlo en costos directos y costos indirectos.
Los costos directos son aquellos que se producen como resultado directo de
los trabajos de mantenimiento, teniendo entre estos costos los siguientes:

Capítulo III- Marco Teórico
44
Mano de obra utilizada, medida en horas-hombre y traducida a
bolívares.
Repuestos, medida en unidades y luego en bolívares.
Otros materiales, medidas en unidades y luego en bolívares.
Otros gastos generales como: energía eléctrica, administración, etc.,
también medidos en bolívares.

45
CAPÍTULO IV
MARCO METODOLÓGICO
Para el desarrollo del trabajo de investigación es preciso enmarcar el mismo
dentro de un contexto metodológico, que permita organizar las acciones para
la recolección, organización, análisis e interpretación de la realidad,
aplicando los siguientes métodos:
4.1 DISEÑO Y TIPO DE INVESTIGACIÓN:
El desarrollo de este estudio requiere la aplicación de un diseño no
experimental, dentro de la modalidad de investigación de tipo aplicada, de
campo y mixta que se puede clasificar de la manera siguiente:
Según el Propósito: Aplicada
Ya que representa una evaluación completa del proceso de producción
llevado a cabo en el Taller de Cilindros de la empresa SIDOR C.A., y aplica
modelos matemáticos que permiten obtener conclusiones válidas a
problemas planteados.
Según el Nivel de Profundidad: Descriptiva
Porque se pretendió conocer la situación y su entorno, para tener una idea
clara y objetiva de las características de la situación actual, que permitan dar

Capítulo IV- Marco Metodológico
46
respuesta a la necesidad de optimizar la gestión del proceso realizado en el
Taller de cilindros de Laminación en Caliente.
Según la Estrategia: De Campo
Dado que el estudio requiere que el investigador intervenga directamente en
las áreas involucradas, con el objetivo de obtener un mayor conocimiento
que justifique el estudio y garantice la información. Para enfatizar esto la
Universidad Nacional Abierta (1997) dice que: “La investigación es de campo,
cuando la estrategia que cumple el investigador se basa en métodos que
permiten recoger los datos en forma directa de la realidad donde se
presenta”. (P.57) [5]
Según la Fuente y Naturaleza de la Fuente: Primaria
Es una investigación de tipo primaria, puesto que la información fue recogida
por el investigador, cuyos datos se caracterizan por ser de naturaleza
objetiva.
4.2 POBLACIÓN Y MUESTRA
Para la elaboración del estudio, la población y la muestra está dada por todas
las operaciones y actividades realizadas a los Cilindros de Trabajo de Tren
Continuo llevadas a cabo en el turno laboral N° 2, es decir, el turno
comprendido de 7:00 AM a 3:00 PM, en el Taller de Cilindros de Laminación
en Caliente de SIDOR C.A.

Capítulo IV- Marco Metodológico
47
4.3 INSTRUMENTOS Y EQUIPOS UTILIZADOS
4.3.1 Instrumentos de Recolección de Datos
La información recolectada se obtuvo de dos formas, la primera, una
investigación bibliográfica basada en los componentes, equipos y procesos
que intervienen en la planta; y la segunda, interactuando directamente con el
sistema, operadores y personal que trabaja en la misma.
a) Observación Directa:
Haciendo uso de esta técnica de recolección, se podrá tener una mayor
visión de la realidad exterior que presenta el área y así lograr detectar las
posibles causas que originaron la solicitud de la inversión.
La Observación. “La observación no es solamente una actividad cotidiana
del hombre, sino una actividad fundamental en la investigación científica. Ella
nos ayuda a percibir la realidad exterior, orientando la recolección de datos,
definidos de acuerdo con el interés del investigador”. Según esta definición la
observación es de gran importancia para recolectar los datos de los equipos
en cuanto a su funcionamiento, así como también las actividades
desempeñadas en el área de trabajo.
b) Entrevista No Estructurada:
A través de esta técnica se pretende conseguir información, opiniones,
referencias y conocimientos técnicos especializados provenientes de los
trabajadores, relacionada con los procesos productivos y actividades de la

Capítulo IV- Marco Metodológico
48
empresa, asociadas al estudio. Cervo (1980) se refiere a las entrevistas
como “Es una conversación orientada hacia un objetivo definido: Recoger, a
través de preguntas al informante, datos para la investigación”. (P.93)[1]
La Entrevista. “Es en cierta manera una forma verbal de cuestionario, y
consiste en que el individuo proporciona la información directamente al
investigador o entrevistador, en una relación personal, a través del diálogo y
en una interacción con el entrevistado”. Esta técnica de recolección de
información fue de gran utilidad ya que se realizaron entrevistas al personal
que trabaja diariamente en la planta como operarios, especialistas y al
personal de las áreas involucradas en general.
4.3.2 Equipos y Recursos Utilizados
a) Recursos Humanos:
Personal bibliotecario
Personal del área del Taller de Cilindros
Analistas del Departamento de Ingeniería Industrial
Operadores de los equipos
Tutor Industrial
Tutor Académico
b) Equipos de Protección Personal:
Botas de Seguridad
Lentes de Seguridad
Casco
Protector Respiratorio

Capítulo IV- Marco Metodológico
49
Camisa (tela de jeans)
Pantalón (tela de jeans)
c) Materiales:
Informes técnicos
Prácticas Operativas
Calculadora
Computadora / Impresora
Cronómetro
Tablero de Madera
Hoja de seguimiento
Papel Bond
Lápices y bolígrafos
4.4 PROCEDIMIENTOS
4.4.1 Procedimiento para la obtención de datos:
1. Se efectúo una investigación bibliográfica de la información referente
al proceso de producción de cilindros en el área de Laminación en
Caliente, considerando: actividades que a realizar, antecedentes del
problema, tiempos del proceso, personal o mano de obra
involucrados, productividad, entre otros.
2. Se realizaron entrevistas al personal que interviene en el proceso de
fabricación de los cilindros pertenecientes al área de Laminación en
Caliente.

Capítulo IV- Marco Metodológico
50
3. Se llevó a cabo un recorrido por las áreas o zonas para conocer a
detalle el proceso de producción de cilindros
4. Se realizó el estudio de métodos (seguimiento y medición de las
actividades) para realizar los posteriores cálculos y determinar la
frecuencia y los tiempos para realizar las actividades.
5. Se analizaron todos los defectos y/o fallas que presenta el sistema
(demoras, cuellos de botella, etc) que retrasan el proceso productivo.
6. Se determinó la capacidad del Taller de Cilindros de Laminación en
Caliente.
7. Finalmente y en función de los resultados se obtuvieron y formularon
las conclusiones y recomendaciones que permitiran mejorar, aumentar
y optimizar la capacidad del Taller de Cilindros de Laminación en
Caliente.

51
CAPÍTULO V
SITUACIÓN ACTUAL
5.1 DESCRIPCIÓN DE SITUACIÓN ACTUAL
El proceso de Laminación en Caliente comienza con la entrada del planchón
al horno, en el cual este se calienta y alcanza temperaturas superiores a los
1500 °C, una vez calentado y teniendo una temperatura óptima, este se
somete al proceso de descamación para eliminar todos los residuos
generados por la acción del calor en el horno. Finalizado este paso, el
planchón recibe su primera transformación, cuando este pasa a través del IV
Reversible, y es reducido su espesor de 175 mm a un rango comprendido
entre 24 y 30 mm aproximadamente. El nombre que recibe el producto
obtenido de esta fase es llamado Desbaste, y pasa a través de la etapa de
enfriamiento y el tren térmico para mantener la temperatura requerida y este
sufra su Segunda transformación por medio del tren continuo en el cual, el
producto obtenido es denominado banda cuyo espesor oscila 1,8 y 12,5 mm
Culminada esta fase la banda pasa a través de los enrrolladores en donde
finalmente se obtiene la bobina en caliente; que es la materia prima del
proceso de Laminación en Frío.
Como se mencionó anteriormente las principales maquinarias encargadas de
la transformación de los planchones; son el IV Reversible y el Tren continuo,
estos para realizar la reducción de espesor, utilizan cilindros en cada uno de
los bastidores. El tren continuo está compuesto por seis (6) bastidores, en

Capítulo V-Situación Actual
52
cada uno de los cuales se encuentra una pareja de cilindros de apoyo y una
de trabajo, que son los que conjuntamente por medio de la presión ejercida
entre ambos y las altas temperaturas reducen el espesor del planchón,
conservando el ancho y aumentando el largo de los mismos
En virtud de lo anteriormente expuesto, se observa que los cilindros es una
herramienta primordial e imprescindible en el proceso de Laminación y por
ende la frecuencia de preparación y producción de los mismos llevada a cabo
en el Taller de Cilindros debe ser continua y se realiza en función de la
programación del laminador.
Este mantenimiento es necesario realizarlo para eliminar los defectos
provenientes del proceso de laminación, ya sean grietas, zonas de presión
entre otros, que surgen como consecuencia de paradas de material, toberas
obstruidas (mal enfriamiento), sobrelaminación, encalles, etc.
Por lo antes expuesto se requiere que los cilindros sean sometidos a dicho
proceso y estos se preparen y queden en condiciones óptimas operativas
para laborar, es decir, cero defectos. De no ocurrir esto, y se lamina con
cilindros que presenten defectos, debido a la acción del calor y la falla
presentada durante el proceso se originan unas huellas a lo largo de la
banda, lo que causaría que la bobina se fabrique defectuosa y no con las
normas de calidad exigidas y requeridas por los clientes.
5.1.1 Identificación de Cilindros
Dentro del taller de cilindros utilizan una forma determinada de clasificar e
identificar los cilindros de acuerdo al bastidor.
A continuación se muestra en la Figura Nº 5.1 una tabla de colores
enumerando a cada bastidor con el con el color al que le corresponde según
el tipo de cilindro.

Capítulo V-Situación Actual
53
Figura Nº 5.1 Tabla de Colores
Fuente: Suministrado por personal de Taller de Cilindros
Los cilindros en los extremos poseen una espiga identificada con el color que
le corresponde de acuerdo al Número de Bastidor. A su vez estos poseen
características diferentes de acuerdo al material, corona y diámetro con que
están elaborados.
Actualmente la cantidad de cilindros existentes en el taller y que integran
tanto el Tren Continuo como el IV Reversible sobrepasan los 270. Estos se
encuentran clasificados en operativos e inoperativos, y su distribución por
número de bastidor y tipo de material se puede observar en las tablas Nº 5.1
y Nº 5.2 que se muestran a continuación:
Tabla Nº 5.1 Cilindros Operativos
Total
Bastidor 1 32
Cromo Bastidor 2 16 64
Trabajo Tren
Bastidor 3 16
Continuo Bastidor 4 23
Fundición Bastidor 5 14 52
Bastidor 6 15
Bastidor 1 4
Cromo Bastidor 2 5 13
Apoyo Tren Bastidor 3 4
Continuo Bastidor 4 4
Fundición Bastidor 5 5 13
Bastidor 6 4
Trabajo 9 9
IV Reversible
Cromo
Apoyo IV 5 5
Reversible
156 Fuente: Seguimiento a las actividades realizadas al Taller de Cilindros
1 2 3 4 5 6

Capítulo V-Situación Actual
54
Tabla Nº 5.2 Cilindros Inoperativos
Inoperativos por Defectos
Solos Total
Trabajo Tren Cromo 10 37
Continuo Fundición 35 36 118
Trabajo IV Cromo 2 ******
Reversible Fundición ****** ****** 2
Apoyo Tren Cromo ****** ******
Continuo Fundición ****** ****** 0
Apoyo IV Cromo 1 ******
Reversible Fundición ****** ****** 1
121 Fuente: Seguimiento a las actividades realizadas al Taller de Cilindros
Tal como se observa en la tabla Nº 5.1 la cantidad total de cilindros
operativos pertenecientes al Tren Continuo está constituida por 156, cuyo
porcentaje representado por 64 corresponde a los llamados Cilindros de
Cromo y 52 los de Fundición. Estos cilindros nombrados anteriormente
representan la muestra a la cual se le efectuará seguimiento, para
posteriormente realizar determinados cálculos y obtener la capacidad actual
del taller.
5.1.3 Clasificación de los Cilindros:
a. Clasificación de Cilindros según tipo de Material con que están
elaborados:
Los cilindros colocados en los bastidores 1,2 y 3 son elaborados a base de
Cromo por tal motivo son muy resistentes y están localizados en estos
bastidores específicos puesto que su función principal es la de desbastar es
decir, reducir el espesor de la banda. Mientras que los cilindros colocados en
los bastidores 4,5 y 6 son hechos a base de una aleación de metales, y se
Cilindros

Capítulo V-Situación Actual
55
les denomina Cilindros de Fundición. Esta última clasificación tiene como
función dar el acabado final a la banda y por ende son los llamados cilindros
terminadores. Por esto su mantenimiento es mucho más riguroso que los de
cromo, y todo su proceso de producción específicamente la etapa del
rectificado debe cumplir con las normas de calidad exigidas por proceso de
Laminación en Caliente que a su vez tiene como primera prioridad la
satisfacción del cliente. Por todo lo anteriormente explicado, el tiempo de
rectificación es mayor, lo que ocurre a consecuencia de que el proceso no
puede ser concluido, hasta que se eliminen todos los defectos que presenten
los cilindros cuando estos salen del tren continuo, ya que de no llevarse a
cabo dicha rectificación las bobinas pueden presentar defectos tales como
huellas, marcas, entre otros (Ver Anexo A).
b. Clasificación de los Cilindros según tamaño de la Corona del
Bastidor
Otra de las características que presentan los cilindros es la llamada corona,
el valor de esta varía de acuerdo al número de bastidor y por ende los
cilindros pertenecientes a cada uno de estos también deben poseer el mismo
tamaño de corona.
Este factor es importante tomarlo en cuenta en la etapa del rectificado puesto
que dependiendo de la dimensión de esta, es necesario ajustar la máquina al
tamaño de la misma para poder llevar a acabo el proceso de rectificación de
cilindros.
A continuación se muestra en la tabla Nº 5.3 el valor numérico
correspondiente a la corona según el tipo de bastidor.

Capítulo V-Situación Actual
56
Tabla Nº 5.3 Clasificación de los Cilindros según el Tamaño de la Corona
Bastidores Corona (mm)
B1 0,17
B2 0,15
B3 0,12
B4 0,10
B5 0,05
B6 0,05
Fuente: Prácticas Operativas de Taller de Cilindros
c. Clasificación de los Cilindros según el Diámetro de cada
Bastidor:
La clasificación de los cilindros según el diámetro va a variar de acuerdo a la
línea de laminación que presente el programa del tren continuo. Los cilindros
cuando son adquiridos nuevos, estos son comprados con un diámetro
estándar de 645 mm y cuya vida útil termina cuando estos alcanzan 585 mm
de diámetro final.
5.1.4 Proceso de Producción de Cilindros:
En la actualidad el proceso de producción de cilindros está compuesto por
seis (6) etapas, las cuales se describen a continuación:
1. Cambio de Cilindros
Al inicio de todos los programas de producción se requiere realizar cambio de
cilindro de trabajo total, es decir en todos los bastidores. Algunos productos

Capítulo V-Situación Actual
57
requieren cambio de cilindros intermedios, los cuales se rigen según la tabla
Nº 5.4 que se muestra a continuación:
Tabla Nº 5.4 Cambios Intermedios en Programas de Tren Continuo
CAMBIO DE CILINDRO
INTERMEDIO BASTIDORES
BASTIDORES
PRODUCTO B1 B2 B3 B4 B5 B6
HN X X O O
LAC-DEC X X O O *
LB O O * *
X Obligatorio
O Opcional, según inspección visual de los
cilindros del técnico principal con apoyo
del técnico de calidad
* Revisar cilindros antes de introducirlo.
Fuente; Prácticas Operativas de Gerencia de Laminación en Caliente
Para llevar a cabo la etapa de cambio de cilindros se detiene temporalmente
el tren continuo, luego por medio de un sistema eléctrico accionado por un
técnico-mecánico se activan los gatos hidráulicos que extraen los cilindros
del laminador. Estando afuera los cilindros, el inspector de turno
perteneciente al Taller toma la temperatura con un instrumento llamado
Pirómetro de Contacto, esto se realiza para saber que condiciones
presentan los cilindros al momento de entrar al taller. La temperatura de los
cilindros de trabajo del tren continuo se debe medir dentro de un periodo de
tiempo de 10 y 20 minutos después del cambio, siempre y cuando los
cilindros hayan laminados por lo menos 15 piezas. La medición y registro se
realiza de acuerdo a la siguiente metodología:
Medir la Temperatura en el centro del cilindro en dos cambios de
cilindros por turno.

Capítulo V-Situación Actual
58
Medir una vez por turno el perfil térmico en 15 puntos de acuerdo a la
tabla Nº 5.5 que se muestra a continuación:
Tabla Nº 5.5 Clasificación por turno
Turno Bastidor
1 B1-B2
2 B3-B4
3 B5-B6
Fuente: Prácticas Operativas de SIDOR C.A.
Los valores máximos admisible de temperatura del Cilindros para cada
bastidor del tren continuo se presentan en la siguiente tabla, si la
medición superar estos valores, el inspector de cilindros deberá
notificar de inmediato al técnico principal de laminación a fin de
coordinar las revisión y corrección del sistema de enfriamiento. A
continuación tabla Nº 5.6 donde se muestran los valores máximos
permitidos de temperatura:
Tabla Nº 5.6 Valores de Temperatura Máximos Permitidos
Bastidor Temperatura Máxima
1 90+2
2 90+2
3 90+2
4 85+2
5 80+2
6 70+2
Fuente: Prácticas Operativas de SIDOR C.A.
Finalizado la toma de temperatura, la mesa transportadora ubicada delante
de los bastidores rueda y los gatos hidráulicos introducen los cilindros de

Capítulo V-Situación Actual
59
reserva al tren continuo, para de esta forma continuar con el proceso de
laminación.
2. Traslado de Cilindros Quemados a Taller
Una vez extraídos los cilindros del laminador estos son colocados por medio
de la grúa puente en el carro porta cilindros el cual los transporta hasta el
taller. Estando ahí, estos son llevados a través de la grúa puente a la zona de
montaje y desmontaje. Aquí el personal conformado por cuatro (4) Técnicos-
Mecánicos, se encargan de realizar el desarme de las cajas que se
encuentran colocadas en los extremos de los cilindros.
3. Desmontaje de las Cajas
Luego de trasladarse los cilindros a la zona de desmontaje, se procede a
realizar el desarme de las cajas; el cual comienza con el traslado de la pareja
de cilindros por medio de la grúa puente hasta el estante, en donde se retira
el porta-trineo sobre el cual se apoyan los mismos. Una vez retirado el trineo,
la grúa puente procede a desmontar la pareja de cilindros cada uno de ellos
sobre carros desmontadores diferentes. Finalizado lo anterior se aflojan y se
retiran los anillos de seguridad de cada cilindro, para luego proceder a retirar
las cajas, lo cual se realiza accionando un sistema eléctrico que es operado
por un técnico-mecánico, para luego de concluir esta fase transportar los
cilindros hasta la zona de enfriamiento.
4. Enfriamiento

Capítulo V-Situación Actual
60
Concluida la etapa anterior, los cilindros son trasladados a la zona de
enfriamiento, en donde permanecen un tiempo temporal. Los mismos son
colocados en estantes por pareja, en los cuales se encuentran instaladas
mangueras que le suministran agua, la cual le permite adquirir una
temperatura adecuada, para luego ser transportados por medio de la grúa
puente hasta la zona de rectificado.
5. Rectificado
Luego de que los cilindros obtienen una temperatura adecuada, estos son
trasladados por medio de la grúa puente hasta la máquina rectificadora. Para
realizar el rectificado se realizan los siguientes pasos:
a. Preparar y colocar cilindros de trabajo de tren continuo
b. Alinear cilindros, tanto horizontal y longitudinalmente
c. Inspeccionar Cilindros:
Aquí se inspecciona la superficie de la tabla del cilindro con el
sistema llamado Rollscan Sarclad, buscando defectos superficiales
(grietas, zonas de presión) y se ingresa todos los campos solicitados
en la pantalla del mismo.
d. Rectificar cilindros de trabajo:
Fase 1: Desbaste
Medir el desgaste
Iniciar el desbaste hasta que la muela comience a tocar en la
zona de mayor desgaste, retirar la muela al otro extremo
repitiendo la operación hasta eliminar el desgaste.
Fase 2: Semiacabado
Dar concluido el desbaste cuando la inspección indique que el
cilindro esta libre de defectos.

Capítulo V-Situación Actual
61
Continuar con el semiacabado bajo los parámetros indicados
tomando como referencia el amperaje de la muela a lo largo de
la tabla.
Fase 3: Acabado
Dar concluido el semiacabado cuando se cumplan las
especificaciones de maquinado (corona, diámetro, conicidad).
Continuar con el acabado bajo los parámetros indicados por la
práctica operativa.
6. Montaje de las Cajas
Una vez finalizado el rectificado de lo cilindros estos son trasladados por
medio de la grúa puente a la zona de montaje de cajas. Este proceso
comienza con la colocación de cada uno de los cilindros en los carros
desmontadores, para la instalación de las cajas. Culminado este paso se
procede a colocar los anillos de seguridad que sujetan las cajas a los
cilindros, para posteriormente trasladar los cilindros al estante (burro) y
colocar el trineo, sobre el cual se apoyan. Finalmente se traslada la pareja
de cilindros hasta el carro porta cilindros, cuyo fin es transpórtalos hasta la
zona de reserva de los bastidores del tren continuo, en donde permanecen
temporalmente hasta ser introducidos y así continuar con el proceso de
laminación.
A continuación se muestra en la Figura Nº 5.2 el diagrama de flujo de
proceso de producción de Cilindros del Tren Continuo de Laminación en
Caliente.

Capítulo V-Situación Actual
62
Cilindros
1 Cambio de Cilindros
1 Inspección
1 Traslado a Taller
1 Demora por Espera de Grúa
2 Traslado a Zona de Montaje
2 Retiro de Trineo
2 Inspección
3 Desmontaje de Pareja de Cilindros
3 Inspección
3 4 Aflojo y Retiro de
Anillos de Seguridad
5 Retiro de Cajas
5 Inspección
2 Demora por
Espera de Grúa
3 Traslado a
Zona de Enfriamiento
1
Figura Nº 5.2Diagrama de Flujo del Proceso de Producción de Cilindros de Trabajo de
Tren Continuo
1
3 Demora por Enfriamiento
6 Inspección de Temperatura
4 Demora por Espera de Grúa
4 Traslado a Zona de Rectificado
3 6 7
7 Alinear Horizontal y Longitudinalmente
8 Inspección (Alineación, Defectos Superficiales)
8
Medición de Desgaste
9 Inicio de Desbaste
9 Inspección (Diámetro, Defectos)
10 Inicio de Semiacabado
10
Inspección (Diámetro, Defectos)
11
Inicio de Acabado
11
Inspección (Diámetro, Corona, Conicidad)
2

Capítulo V-Situación Actual
63
Fuente: Seguimiento a las actividades realizadas al Taller de Cilindros
2
6
12
12
5
Demora por Espera de Grúa
Traslado a Zona De Montaje
Instalación de Cajas
Inspección
13 Colocación de Anillos de Seguridad
13 Inspección
14 Instalación de Trineo
14 Inspección
6 Demora por
Espera de Grúa
6 Traslado a Carro Porta Cilindros
7 Espera de Programación
De Laminador
7 Traslado a Zona
De reserva de tren continuo
T Zona de reserva
14 14 7 7 1
43

Capítulo V-Situación Actual
64
5.1.4 Análisis de las Causas de la Situación Actual
Mediante la observación directa de la situación actualmente existente y
aplicando un análisis de operaciones (Ver Apéndice A) al proceso antes
descrito llevado a cabo en el Taller de Cilindros, se logró la identificación de
las causas principales del problema de investigación. Toda la información
contenida en este capítulo, referida al diagnóstico de la situación actual,
puede resumirse en una lista de problemas que generan la no conformidad
en las distintas etapas que comprenden el proceso, los cuales se traducen en
demoras que por ende influyen significativamente en la capacidad de
producción de cilindros, generando con esto la disminución de la misma. Las
causas específicas de dicha no conformidad son las siguientes:
A. Montaje y Desmontaje
1. Almacenamiento inapropiado
2. Falta de Incentivos
3. Distintos niveles de fatiga
4. Excesivo tiempo de ocio en programas gruesos
5. Escasez de carros cambiadores
6. Demoras por grúa
7. Falta de resguardo adecuado para herramientas
8. Algunas herramientas en malas condiciones
9. Mal manejo de inventario de cilindros
10. condiciones inseguras
11. Desorden y suciedad
12. Excesivo calor

Capítulo V-Situación Actual
65
B. Enfriamiento y Rectificado
1. Deficiencia en distribución de materiales e Insumos
2. Deficiencia en métodos de trabajo
3. Falta de incentivos al personal
4. Falta de fuerza laboral (ayudante u otro maquinista)
5. Insuficiencia de máquinas rectificadoras
6. Fallas en inspección en operación de rectificado
7. Deficiente mantenimiento preventivo de maquinas
8. Falta de tanques de enfriamiento
9. Demoras al inicio y final del turno
10. Condiciones inseguras
11. Excesivo calor
12. Desorden y Suciedad
13. Demoras por grúa
A partir de esta lista de causas se elaboraron diagramas causa-efecto (Ver
Apéndice B y C) con la finalidad de esquematizar toda la información
presentada en este capítulo como diagnóstico del problema existente. Esta
herramienta permite visualizar las causas principales clasificadas en
categorías, con sus respectivas causas secundarias generadas a partir de
una tormenta de ideas.

Capítulo V-Situación Actual
66
5.1.5 Descripción del Personal Actual:
Actualmente el personal de taller de cilindros, cumplen una jornada laboral de
8 horas por turno. Existen tres (3) turnos conformados cada uno por una
cuadrilla, más una (1) cuadrilla adicional. La descripción del personal
conformado por cada cuadrilla, se describe en la tabla Nº 5.7 que se muestra
a continuación:
Tabla Nº 5.7 Descripción de Personal Actual
Cargo Cantidad
Supervisor 1
Inspector 1
Técnicos-Maquinistas 4
Técnicos-Mecánicos 4
Operadores de Grúa 2
Total 12
Fuente: Suministrado por Taller de Cilindros
5.1.6 Tiempo Estándar del Proceso:
El Taller de Cilindros del área de Laminación en Caliente, no posee una
estandarización de los tiempos de cada actividad del proceso de preparación
de los mismos, es por esto el motivo del estudio debido a que se obtendrá
una herramienta fuerte y de esta forma poder optimizar el proceso. Además,
también se dispondrá de las bases para que los operadores y demás
personal del taller conozca el tiempo real que deben emplear para la
producción de cilindros, los cuales son instrumentos imprescindibles en el
proceso de elaboración de productos planos de Laminación en Caliente.

Capítulo V-Situación Actual
67
5.1.7 Demoras en el Proceso de Producción de Cilindros:
En el proceso de preparación de cilindros se presentan demoras en la etapa
de Desmontaje y Montaje, Rectificado, además de la zona de
almacenamiento de cilindros.
A. Etapa de rectificado
1. Cambio de Muela: La muela constituye uno de las herramientas
primordiales en el rectificado, ya que su función es la de desbastar la
tabla del cilindro eliminando todo el desgaste o defectos con que este
venga del proceso de laminación. La vida útil de la muela va a
depender de la frecuencia de rectificado que se realice con esta. Es
por ello que cuando esta llega a su fin se hace necesario el cambio de
la misma, para poder así continuar con el proceso de rectificación.
2. Eléctricas: Estas constituyen el tiempo en que se encuentra
inoperativa la máquina como consecuencia de fallas eléctricas.
3. Esperando Grúas: El tiempo de demora por espera de grúa,
constituye el periodo en que la máquina esta detenida y sin poder
rectificar, esperando que la grúa retire el cilindro listo, o por el
contrario, que la misma se encuentre realizando otras actividades.
4. Falta de cilindro a rectificar: Esta demora constituye el tiempo que
se pierde cuando no hay cilindros (quemados) por rectificar.
5. Falta de operador: Actualmente el personal encargado de rectificar
los cilindros está conformado por cuatro (4) técnicos –maquinistas
cada uno asignado a las distintas máquinas. Cuando uno de estos
falta a su jornada de trabajo o se ausenta por algún motivo, la
máquina queda detenida hasta que el mismo se reincorpore a sus
labores como maquinista.

Capítulo V-Situación Actual
68
6. Inspeccionando cilindro por ultra_sonido: Una de las herramientas
utilizadas como medio de inspección para el rectificado de cilindros, es
el ultra_sonido. Este se realiza para detectar si los cilindros presentan
defectos tales como grietas o zonas de presión, y el nivel de
profundidad que estos tengan. Este tiempo es el que constituye la
demora por inspección, puesto que la máquina permanece detenida,
hasta que la misma finaliza.
7. Inspeccionando con el Rollscan: Al igual que lo expuesto
anteriormente, esta constituye una demora por inspección. El Rollscan
Sarclad, es un equipo diseñado para detectar defectos pero a nivel
más superficial que el ultra_sonido.
8. Limpieza de Máquina: Esta demora constituye el tiempo en el cual se
le realiza limpieza a la máquina. Durante este período se lava con
detergentes la rectificadora, para retirarle la grasa que se genera por
la mezcla de la viruta, el aceite y el líquido refrigerante.
9. Limpieza de Pozo: Para llevar a cabo la limpieza del pozo, es
necesario detener la máquina durante algunas hora. Durante este
tiempo se vacía el pozo, que no es más que el lugar donde
desembocan las tuberías por donde circula el agua con el líquido
refrigerante.
10. Mecánica: Estas constituyen el tiempo en que permanece inoperativa
la máquina como consecuencia de fallas mecánicas.
11. Parada de Mantenimiento: La parada de mantenimiento consiste en
el tiempo en que permanece inoperativa la máquina por concepto de
mantenimiento programado de la misma.
12. Paro Sindical: Este tipo de demora ocurre muy eventualmente, y
constituye el tiempo en que la máquina esta operativa pero detenida
temporalmente, en virtud de que el operador no puede ejecutar sus
funciones por impedimento del sindicato.

Capítulo V-Situación Actual
69
13. Preparando maquina: Este lapso esta compuesto por el tiempo en
cual el técnico maquinista arregla y acondiciona la máquina para que
esta quede en condiciones óptimas operativas. Generalmente esta
demora ocurre al inicio de cada turno de trabajo.
14. Prueba de Líquido Penetrante: Este tiempo lo constituye el período
en el cual se le aplica a los cilindros un líquido que revela si el mismo
presenta en determinada zona de la tabla grieta. Generalmente esta
operación se realiza cuando la grieta es muy pequeña y esta no se
logra distinguir.
B. Zona de Montaje y Desmontaje:
En la zona de montaje y desmontaje las demoras son ocasionadas debido a
la insuficiencia de cajas existentes en el taller, lo que trae como
consecuencia que una vez rectificados los cilindros, no se pueda realizar el
montaje de los mismos. Esto genera un tiempo perdido, y para poder realizar
el armado, se espera el cambio de cilindro programado por el personal del
proceso de laminación en caliente. Esto ocurre, ya que con la entrada de
cilindros quemados al taller se realiza el proceso desmontaje, y se utilizan las
cajas provenientes de estos para instalárselas a los cilindros en espera de
ser montados; esta demora se presenta durante toda la jornada.
Además de la demora planteada anteriormente, se genera otra debido a la
insuficiencia de carros desmontadores, y esto a su vez es consecuencia del
reducido espacio del taller.
La escasez de carros desmontadores genera un tiempo perdido, ya que
cuando hay tanto entrada de cilindros para desmontar, y a su vez salida de
estos cilindros rectificados a montar, por no existir lugar donde armar y
desarmar, ocurre el mismo caso anteriormente planteado; puesto que hasta

Capítulo V-Situación Actual
70
que no exista cambios de cilindros en los bastidores, y se trasladen los
cilindros de reserva de taller hasta zona de reserva de los bastidores, y se
desocupen los estantes (burros), el proceso de armado y desarme de las
cajas se detiene y por ende se produce un cuello de botella dentro del
proceso.
C. Zona de Almacenamiento:
Aunado a las demoras generadas en el proceso de montaje y desmontaje, se
presenta otras debido al poco espacio correspondiente al área de
almacenamiento de cilindros.
Años atrás la capacidad instalada del taller de cilindros fue diseñada para
una menor producción de bobinas y por ende dicho almacenamiento fue
adecuado para esta, el cual estaba compuesto por estantes de distintos
colores correspondiente a cada uno de los bastidores.
Con el transcurso del tiempo y muy específicamente con la privatización de
SIDOR, la producción de laminación en caliente aumento considerablemente
y por ende automáticamente la producción de cilindros se incremento, lo que
trajo como consecuencia que el espacio anteriormente diseñado y
adecuando para una menor producción, actualmente resulte insuficiente para
la creciente producción en el proceso de laminación, puesto que existe
escasez tanto de espacio físico, como de estantes (burros) donde almacenan
los cilindros, ya sean que estén rectificados, fríos, quemados, con defectos
(Zona de presión, grietas), o estén fuera de servicio en espera de ser
trasladados a otra área donde se utiliza como material chatarra para otros
procesos de producción.
En virtud de lo anteriormente expuesto se genera un retardo en el proceso de
preparación y mantenimiento de los cilindros, ya que por no existir

Capítulo V-Situación Actual
71
almacenamiento suficiente, se detiene en muchas ocasiones el proceso de
armado y desarme de cajas, además de producirse demoras en el rectificado
y enfriamiento de los mismos. Esto ocurre, porque el proceso de preparación
es continuo, y se siguen todas las etapas, y por no tener cada área del
proceso su espacio de almacenamiento estos son agrupados sin ningún
orden y clasificación, y por el contrario se colocan en donde exista espacio o
en lugares que no están adecuados para almacenarlos, como por ejemplo la
zona de enfriamiento.

72
CAPÍTULO VI
ANÁLISIS Y RESULTADOS
6.1 ESTANDARIZACIÓN DE LAS ACTIVIDADES QUE CONFORMAN EL
PROCESO DE PRODUCCIÓN DE CILINDROS DE TRABAJO DE TREN
CONTINUO
En este capítulo se exponen los resultados obtenidos del análisis del estudio
de métodos, los cuales fueron adquiridos a través del seguimiento de las
actividades realizadas en el Taller de Cilindros de Laminación en Caliente
Se realiza la estandarización tomando como base todas las actividades
realizadas en este Taller durante sus operaciones de mantenimiento a los
Cilindros de Trabajo de Tren Continuo
Para realizar el estudio se consideraron los siguientes aspectos:
Descripción de las actividades realizadas por los operadores.
Tiempo Promedio de Duración de las actividades.
Frecuencia de cada actividad.
Tiempo Normal y Estándar de las actividades
Carga de Trabajo y Requerimiento de Máquinas Rectificadoras.
Para llevar a cabo el estudio de tiempos se considero el tiempo que le toma
al Operador y a los equipos realizar los elementos para la producción de
cilindros. Estos elementos componen las fases de fabricación que son:
Desmontaje de Cajas, Enfriamiento, Rectificado y Montaje de Cilindros

Capítulo VI-Análisis y Resultados
73
además de los traslados de estos para cada una de estas etapas. Para la
recopilación de los tiempos, se utiliza el formato de toma de tiempos; con el
cual se permite estandarizar el proceso de producción de cilindros.
Premisas a considerar en el proceso:
El Tren Laminador esta compuesto por seis bastidores, cada uno
conformado por dos parejas de cilindros, una de trabajo y otra de
apoyo.
Cada bastidor esta representado por un color diferente, el cual a su
vez se encuentra en la espiga de cada cilindro. Esto es una forma de
identificación utilizado por el personal del taller, para saber a que
bastidor le corresponde cada pareja de cilindros, y por ende las
características en cuanto a diámetro, corona, entre otras; que estos
presentan.
El tiempo de rectificado varía dependiendo del material con que esté
elaborado el cilindro. En el taller de cilindros se manejan dos tipos de
material, el primero representado por alto cromo y el segundo
representado por fundición.
El personal que labora en el taller de cilindros está conformado por: 4
Técnicos-Maquinistas, 4 Mecánicos, 2 Operadores de Grúas, 1
Inspector y 1 Supervisor de Turno, los cuales trabajan por turno y
cumplen una jornada laboral de ocho (8) horas.
6.1.1 Estudio de Tiempos de Cilindros de Trabajo de Tren Continuo
Los cilindros de trabajo de tren continuo están formados por una pareja de
cilindros superior e inferior, los cuales están ubicados en seis bastidores
integrando del 1 al 4 los llamados cilindros desbastadores encargados de
reducir espesor de la banda y del 4 al 6 terminadores, los cuales le

Capítulo VI-Análisis y Resultados
74
proporcionan el acabado final a la misma. Estos pasan por las cuatro (4)
fases antes mencionadas durante su proceso de producción, las cuales son:
Desmontaje de Cajas, Enfriamiento, Rectificado y Montaje. Para determinar
el número de ciclos que se cronometraron se basó en la guía convencional
establecida por la General Electric, mostrada en el capítulo III Tabla Nº 3.1.
a. Desmontaje de Cilindros:
En el proceso de Desmontaje el tiempo que se toma para que los técnicos
mecánicos desmonten el subconjunto y revisen todos los accesorios
(mangueras, anclaje del trineo, anillo reten, chavetas, conectores, acoples
rápidos, deslizaderas, pistón de balanceo, suplementos del alojamiento del
pistón de balanceo, etc.) se dividió en tres (3) elementos, los cuales son:
Elemento 1: Traslado de Cilindros Quemados
Esta actividad consiste en trasladar los cilindros quemados por medio de la grúa
puente desde carro de transferencia hasta el portatrineo del montador de
cilindros.
Elemento 2: Desarme de Mangueras
Esta etapa se inicia cuando los técnicos mecánicos desconectan las mangueras
de los cilindros quemados y sueltan las cuñas de anclaje de los cilindros
quemados.
Elemento 3: Desmontaje de Cilindro Superior
Se inicia con el Traslado de la pareja de cilindros quemados para el montador
de cilindros. Luego proceden a quitar guayas de pareja de cilindros y colocar
guayas en cilindro superior para finalmente realizar su desmontaje.

Capítulo VI-Análisis y Resultados
75
Elemento 4: Retiro de Cajas
Esta actividad consiste en sacar anillos de retén y chavetas (cuñas) de los
anillos para posteriormente proceder a retirar las cajas de cilindros quemados.
A continuación se muestran en la tabla Nº 6.1 los tiempos medios de los
elementos encontrados en el proceso de desmontaje de cilindros:
Tabla Nº 6.1 Desmontaje de Cilindros de Trabajo de Tren Continuo
DESARME Tamaño de
Muestra Promedio (Min)
Transportar cilindros quemados desde carro de transferencia hasta el portatrineo del montador de cilindros.
15 1,00
Desconectar mangueras de los cilindros quemados y Soltar cuñas de anclaje de los cilindros quemados.
15 1,01
Transportar pareja de cilindro quemados para el montador de cilindros. Quitar guayas de pareja de cilindros y colocar guayas en cilindro superior y desempilar cilindro superior.
15 0,48
Sacar anillos de retén y chavetas (cuñas) de los anillos Retirar caja de cilindros quemados.
15 2,14
TOTAL 4,63 Fuente: Seguimiento a las Actividades realizadas en Taller de Cilindros de Laminación en Caliente
El tiempo medio calculado es de 4,63 por ciclo en el proceso de desmontaje por
lo que según el Método General Electric, este valor se encuentra en el rango
comprendido entre 2,00-5,00 minutos por ciclos, por lo que el número de ciclos
recomendados para el estudio de tiempos es de 15, siendo aceptada la muestra
tomada.
En la gráfica que se muestra a continuación se observa que la operación que
representa mayor número de tiempo es la de extraer los anillos de seguridad
para posteriormente realizar el retiro de las cajas teniendo un tiempo de 2,14
min.

Capítulo VI-Análisis y Resultados
76
Desmontaje de Cilindros
1,00 1,01
0,48
2,14
0,00
0,50
1,00
1,50
2,00
2,50
1 2 3 4
N° Actividad
Tie
mp
o (
Min
)
Promedio (Min)
Gráfico Nº 6.1Desmontaje de Cilindros
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros
Los Tiempos Normales se obtienen con la siguiente fórmula:
iaConsistencsCondicioneEsfuerzoHabilidadVC 1
Donde;
:TN Tiempo Normal
:TM Tiempo Medio
:VC Coeficiente de Velocidad
Para establecer el coeficiente de velocidad de los elementos se basó en el
sistema desarrollado por Westinghouse Electric Corporation (Ver Anexo B).
Este sistema establece cuatro factores que son: Habilidad, Esfuerzo,
Condiciones de Trabajo y Consistencia. El coeficiente de Velocidad de cada
elemento se muestra en la tabla Nº 6.2, a continuación:
VCTMTN

Capítulo VI-Análisis y Resultados
77
Tabla Nº 6.2 Coeficiente de Velocidad del Proceso de Desmontaje
Elementos Habilidad Esfuerzo Condiciones de Trabajo
Consistencia CV
1 Bueno C1
+0,05 Excelente B2
+0,08 Buenas C
+0,02 Buena C
+0,01 1,16
2 Excelente B2
+0,08 Excelente B2
+0,08 Buenas C
+0,02 Excelente B
+0,03 1,21
3 Excelente B2
+0,08 Excelente B2
+0,08 Buenas C
+0,02 Excelente B
+0,03 1,21
4 Excelente B2
+0,08 Excelente B2
+0,08 Buenas C
+0,02 Excelente B
+0,03 1,21
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros
Los tiempos normales para cada elemento se pueden observar en la tabla Nº
6.3:
Tabla Nº 6.3 Tiempo Normal del Proceso de Desmontaje
Elementos CV T Medio
(Min.) T Normal
(Min.)
1 1,16 1,00 1,16
2 1,21 1,01 1,22
3 1,21 0,48 0,58
4 1,21 2,14 2,59
Total 5,55
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros
Para determinar la evaluación de los suplementos o tolerancias se basó en
los efectos de las condiciones laborales establecido por la Oficina
Internacional del Trabajo que se muestra en el Anexo C :
%
A. Tolerancias Constantes:
1. Tolerancia personal 5
2. Tolerancia básica por fatiga 4
B. Tolerancias Variables:
1. Tolerancia por estar de pie 2
2. Tolerancia por Posición no normal:
a. Ligeramente molesta 0
3. Condiciones atmosféricas (calor y humedad) variables 6

Capítulo VI-Análisis y Resultados
78
4. Atención estricta
b. Trabajo fino o de gran cuidado 2
5. Nivel de ruido:
b. Intermitente-fuerte 2
6. Esfuerzo mental:
b. Proceso complicado o que requiere amplia atención 4
7. Monotonía:
b. Moderada 1
TOTAL: 26%
El tiempo estándar del proceso de desmontaje de cilindros esta dado por:
TE= T Normal+Tolerancias (%T Normal)
TE= 5,55 + (5,55 * 0,26) = (5,55 + 1,44) min =
TE= 6,99 min 7 min.
b. Enfriamiento
En la etapa de enfriamiento el tiempo que se toma para que los cilindros se
enfríen y adquieran una temperatura adecuada se divide en dos (2)
elementos. Dichos elementos se describen a continuación:
Elemento 1: Traslado de cilindros desde Zona de Desmontaje hasta
Tanques de Enfriamiento
Comienza con el traslado de los cilindros desde la zona de desmontaje por
medio de la grúa puente hasta los tanques de enfriamiento.
Elemento 2: Enfriamiento de Cilindros
Una vez colocados en la zona de enfriamiento, los cilindros como se nombro
anteriormente son colocados en uno estantes, los cuales tienen instalados

Capítulo VI-Análisis y Resultados
79
unas mangueras encargadas de suministrarle agua. Estas tienen como
función enfriar los cilindros, ya que los mismos una vez que son extraídos del
tren continuo vienen con temperaturas muy elevadas que oscilan entre 62 y
88 °C según el programa que se esté laminando, y antes de pasar a la
siguiente etapa que sería el rectificado, estos deben adquirir una temperatura
adecuada para de esta forma ser transportados hasta las máquinas
rectificadoras y continuar su proceso de producción.
Tabla Nº 6.4 Tiempos Medios del Proceso de Enfriamiento de los Cilindros de Trabajo
de Tren Continuo
Actividad Tamaño de
muestra Promedio
(Min)
Traslado a Enfriamiento 5 0,83
Enfriamiento 5 22,58
Total 23,41
Fuente: Seguimiento a las actividades realizadas al Taller de Cilindros
El tiempo medio calculado es de 23,41 por ciclo en el proceso Enfriamiento
por lo que según el Método General Electric, este valor se encuentra en el
rango comprendido entre 20,00-40,00 minutos por ciclos, por lo que el
número de ciclos recomendados para el estudio de tiempos es de 5, siendo
aceptada la muestra tomada.
El coeficiente de Velocidad de cada elemento se muestra en la tabla Nº 6.5
Tabla Nº 6.5 Coeficiente de Velocidad del Proceso de Enfriamiento
Elementos Habilidad Esfuerzo Condiciones de Trabajo
Consistencia CV
1 Bueno C1
+0,06 Bueno C1
+0,05 Buenas C
+0,02 Buena C
+0,01 1,14
2 Excelente B1
+0,11 Excelente B2
+0,08 Buenas C
+0,02 Excelente B
+0,03 1,24
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros

Capítulo VI-Análisis y Resultados
80
Los tiempos normales para cada elemento se pueden observar en la tabla Nº
6.6:
Tabla Nº 6.6 Tiempo Normal de Proceso de Enfriamiento
Elementos CV Tmedio (Min.) TNormal
(Min.)
1 1,14 0,83 0,95
2 1,24 22,58 27,99
Total 28,94
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros
Para determinar la evaluación de los márgenes o tolerancias de cada
elemento se tiene lo siguiente:
%
1. Tolerancias Constantes:
1. Tolerancia personal 5
2. Tolerancia básica por fatiga 4
2. Tolerancias Variables:
i. Tolerancia por estar de pie 2
ii. Tolerancia por Posición no normal:
a. Ligeramente molesta 0
iii. Condiciones atmosféricas (calor y humedad) variables 5
iv. Atención estricta
a. Trabajo moderadamente fino 0
v. Nivel de ruido:
a. Continuo 0
6. Esfuerzo mental:
a. Proceso moderadamente complicado 1
7. Monotonía:
b. Moderada 1
TOTAL: 18%

Capítulo VI-Análisis y Resultados
81
El tiempo estándar del proceso de enfriamiento de cilindros esta dado por:
TE= T Normal+Tolerancias (%T Normal)
TE= 28,94+ (28,94 * 0,18) = (28,94+5,21) min =
TE= 34,15 min
c. Rectificado de Cilindros
En el proceso de Rectificado el tiempo que se toma para que los técnicos
maquinistas rectifiquen los cilindros, se divide en siete (7) elementos que
incluye entre otras fases lo que es el desbaste, semiacabado y acabado de los
mismos. Dichos elementos se describen a continuación:
Elemento 1: Traslado de Cilindro de Enfriamiento a Máquina Rectificadora
Esta actividad consiste en trasladar los cilindros quemados por medio de la grúa
puente desde tanque de enfriamiento hasta la máquina rectificadora.
Elemento 2: Preparar y Colocar el Cilindro
Una vez trasladado el cilindro a la máquina, el maquinista se encarga en
primera parte de colocarle el perno de arrastre cuya función es la de acoplar el
cilindro al plató de la rectificadora, para luego proceder a colocarlo en dicha
máquina y ajustar las aceiteras, para finalmente seguir con la siguiente etapa de
alineación.
Elemento 3: Alineación
a. Alineación Horizontal:
Esta actividad comienza cuando el técnico maquinista selecciona la función
nivelación del Rollscand Sarclad. Luego de esto, el maquinista verifica el rango
del cilindro, si el mismo se encuentra comprendido entre (-25 y +25 mm) se dice

Capítulo VI-Análisis y Resultados
82
que esta dentro del rango permitido, de pasar lo contrario estarían fuera el
intervalo aceptado y el técnico en este caso alinea ajustando los babits según la
indicación de la flecha del Rollscand.
b. Alineación Longitudinal:
Primeramente el maquinista desplaza el carro rectificador hasta el centro del
cilindro colocar corona con registro cóncavo, cilíndrico o convexo según
corresponda. Luego se desplaza el carro hasta los extremos del cilindro fijando
los fines de carrera que permita que la muela este 50% fuera de la tabla y luego
regular el corte automático. Una vez culminado el paso anterior se acerca la
muela unos 2 mm aproximadamente del cilindro con pulsador de movimiento
rápido. Se continúa activando la muela y el líquido refrigerante, acercándola
hasta que haga contacto con el extremo de la tabla. Luego se retrocede el
volante unos 3 o 4 giros para finalmente llevar el carro al extremo opuesto de la
tabla del cilindro y acercar la muela los 3 o 4 giros retrocedidos. Si coinciden
los valores de amperaje en ambos extremos de la tabla (20-30), entonces el
cilindro esta alineado.
Elemento 3: Desbaste
Primeramente el maquinista mide el desgaste con que viene el cilindro del
laminador, luego se inicia el desbaste hasta que la muela comience a tocar en
la zona de mayor desgaste, retirar la muela al otro extremo repitiendo la
operación hasta eliminar el desgaste.
Elemento 4: Semiacabado
Una vez concluido el desbaste cuando la inspección indique que el cilindro esta
libre de defectos. El maquinista continúa con el semiacabado bajo los
parámetros indicados por la práctica operativa tomando como referencia el
amperaje de muela a lo largo de la tabla.

Capítulo VI-Análisis y Resultados
83
Elemento 4: Acabado
Finalizado el semiacabado y cuando se cumplan las especificación de
maquinado (Corona, diámetro, diferencia de diámetro del par, conicidad.) e
inspección indicadas para cada tipo de cilindro, el maquinista continua con el
acabado bajo los parámetros indicados por la práctica operativa.
Elemento 5: Traslado de Cilindro a Zona de Montaje
Esta actividad consiste es trasladar el cilindro a través de la grúa puente a la
zona de montaje, donde finalmente se armará para ser llevada al proceso de
laminación y continuar así dicho proceso.
A continuación se muestran en la Tabla Nº 6.7 y en la Tabla Nº 6.8 los tiempos
medios de los elementos encontrados en el proceso de rectificación de
cilindros:
Tabla Nº 6.7 Tiempo Promedio de Rectificado de Cilindros de Fundición
Cilindros de Fundición Tiempo de Rectificado
Actividad Tamaño de la Muestra
Promedio (Min)
Traslado de Cilindro a Máquina Rectificadora 5 1,02
Preparar y Colocar del Cilindro en Máquina Rectificadora
5 1,01
Alineación 5 1,08
Inicio de Desbaste 5 16,10
Semiacabado 5 10,00
Acabado 5 6,54
Finalización de Rectificado y Traslado de cilindro a Zona de Montaje
5 3,01
TOTAL
38,76
Fuente: Seguimiento a las Actividades realizadas en el Taller de Cilindros de Laminación en Caliente
En la gráfica que se muestra a continuación se observa que la operación que
representa mayor número de tiempo es la fase del desbaste, que consiste en

Capítulo VI-Análisis y Resultados
84
eliminar todo el desgaste proveniente del proceso de laminación con un tiempo
de 16,10 min.
Cilindros de Fundición
1,02 1,01 1,08
16,10
10,00
6,54
3,01
0,00
5,00
10,00
15,00
20,00
1 2 3 4 5 6 7
N° Actividad
Tie
mp
o (
Min
)
Promedio (Min)
Gráfico Nº 6.2Rectificado de Cilindros de Fundición
Tabla Nº 6.8 Tiempo Promedio de Rectificado de Cilindros de Cromo
Cilindros de Cromo Tiempo de Rectificado
Actividad Tamaño de la Muestra
Promedio (Min)
Traslado de Cilindro a Máquina Rectificadora
5 1,16
Preparar y Colocar del Cilindro en Máquina Rectificadora
5 1,31
Alineación 5 0,66
Inicio de Desbaste 5 10,20
Semiacabado 5 7,54
Acabado 5 5,82
Finalización de Rectificado y Traslado de cilindro a Zona de Montaje
5 3,02
TOTAL
29,71
Fuente: Seguimiento a las Actividades realizadas en el Taller de Cilindros de Laminación en Caliente
El tiempo medio calculado es de 38,76 para Cilindros de Fundición y 29,71
para Cilindros de Cromo por ciclo en el proceso rectificado por lo que según
el Método General Electric, este valor se encuentra en el rango comprendido

Capítulo VI-Análisis y Resultados
85
entre 20,00-40,00 minutos por ciclos, por lo que el número de ciclos
recomendados para el estudio de tiempos es de 5, siendo aceptada la
muestra tomada.
En la gráfica que se muestra a continuación se observa que la operación que
representa mayor número de tiempo es la fase del desbaste, que consiste en
eliminar todo el desgaste proveniente del proceso de laminación con un
tiempo de 10,20 min.
Cilindros de Cromo
1,16 1,310,66
10,20
7,54
5,82
3,02
0,00
2,00
4,00
6,00
8,00
10,00
12,00
1 2 3 4 5 6 7
N° Actividad
Tie
mp
o (
Min
)
Promedio (Min)
Gráfico Nº 6.3 Rectificado de Cilindros de Cromo
Para establecer el coeficiente de velocidad de los elementos al igual que en
la etapa anterior se basó en el sistema desarrollado por Westinghouse
Electric Corporation. El coeficiente de Velocidad de cada elemento se
muestra a continuación en la tabla Nº 6.9:

Capítulo VI-Análisis y Resultados
86
Tabla Nº 6.9 Coeficiente de Velocidad del Proceso de Rectificado
Elementos Habilidad Esfuerzo Condiciones de Trabajo Consistencia CV
1 Bueno C1
+0,06 Bueno C1
+0,05 Buenas C
+0,02 Buena C
+0,01 1,14
2 Excelente B1
+0,11 Excelente B2
+0,08 Buenas C
+0,02 Excelente B
+0,03 1,24
3 Excelente B2
+0,08 Excelente B2
+0,08 Buenas C
+0,02 Excelente B
+0,03 1,21
4 Excelente B1
+0,11 Excelente B1
+0,10 Buenas C
+0,02 Excelente B
+0,03 1,26
5 Excelente B1
+0,11 Excelente B1
+0,10 Buenas C
+0,02 Excelente B
+0,03 1,26
6 Excelente B2
+0,08 Excelente B2
+0,08 Buenas C
+0,02 Perfecta A
+0,04 1,27
7 Bueno C1
+0,06 Bueno C1
+0,05 Buenas C
+0,02 Buena C
+0,01 1,14
Fuente: Método Westinghouse
Los tiempos normales para cada elemento se pueden observar en las tablas
Nº 6.10 y Nº 6.11
Tabla Nº 6.10 Tiempo Normal de Cilindros de Fundición
Elementos CV Tmedio (Min.) TNormal
(Min.)
1 1,14 1,02 1,16
2 1,24 1,01 1,25
3 1,21 1,08 1,31
4 1,26 16,10 20,29
5 1,26 10,08 12,70
6 1,27 6,54 8,31
7 1,14 3,01 3,43
Total 48,45
Fuente: Seguimiento a las actividades realizadas en el taller de cilindros
Tabla Nº 6.11 Tiempo Normal de Cilindros de Cromo
Elementos CV Tmedio (Min.) TNormal (Min.)
1 1,14 1,16 1,32
2 1,24 1,31 1,62
3 1,21 0,66 0,8
4 1,26 10,20 12,85
5 1,26 7,54 9,50
6 1,27 5,82 7,39
7 1,14 3,02 3,44
Total 36,92 Fuente: Seguimiento a las actividades realizadas en el taller de cilindros

Capítulo VI-Análisis y Resultados
87
Para determinar la evaluación de los suplementos o tolerancias para el
rectificado tanto de cilindros de fundición como de cromo se basó en los
efectos de las condiciones laborales establecido por la Oficina Internacional
del Trabajo:
%
ii. Tolerancias Constantes:
1. Tolerancia personal 5
2. Tolerancia básica por fatiga 4
a. Tolerancias Variables:
i. Tolerancia por estar de pie 2
ii. Tolerancia por Posición no normal:
1. Ligeramente molesta 0
iii. Condiciones atmosféricas (calor y humedad) variables 6
iv. Atención estricta
b. Trabajo fino o de gran cuidado 2
v. Nivel de ruido:
b. Intermitente-fuerte 2
7. Esfuerzo mental:
b. Proceso complicado o que requiere amplia atención 4
8. Monotonía:
b. Moderada 1
TOTAL: 26%
El tiempo estándar del proceso de rectificado de cilindros de trabajo tanto de
fundición como de cromo esta dado por:
Cilindros de Fundición:
TE= T Normal+Tolerancias (%T Normal)
TE= 48,45 + (48,45* 0,26) = (48,45+ 12,60) min =

Capítulo VI-Análisis y Resultados
88
TE= 61,05 min
Cilindros de Cromo:
TE= T Normal+Tolerancias (%T Normal)
TE= 36,92 + (36,92* 0,26) = (36,92+ 9.60) min =
TE= 46,52 min
d. Montaje de Cilindros:
En el proceso de Montaje el tiempo que se toma para que los técnicos
mecánicos monten el subconjunto y revisen todos los accesorios (mangueras,
anclaje del trineo, anillo reten, chavetas, conectores, acoples rápidos,
deslizaderas, pistón de balanceo, suplementos del alojamiento del pistón de
balanceo, etc) se dividió en cuatro (4) elementos, los cuales son:
Elemento 1: Traslado de Cilindros Rectificados a Zona de Montaje
Esta actividad consiste en trasladar la pareja de cilindros rectificados con la
espiga en posición vertical hasta la zona de montaje. Este traslado se realiza a
través de la grúa puente desde la máquina rectificadora hasta los carros
montadores de cilindros para su posterior armado, el cual se va a realizar de
acuerdo a las prioridades que defina el supervisor o inspector de cilindros en
base a la secuencia de laminación.
Elemento 2: Armado de Cajas
Para llevar a cabo esta actividad los técnicos mecánicos primeramente retiran
las cajas de los cilindros quemados, las cuales luego le son colocadas a los
cilindros rectificados. Una vez realizado el paso anterior les son instaladas las
cuñas (chavetas) de los anillos para finalmente colocarles los anillos de retén.

Capítulo VI-Análisis y Resultados
89
Elemento 3: Limpieza y Lubricación de Cilindros
Para ejecutar esta actividad el mecánico debe lubricar los cojinetes con grasa
Hidrófuga C (100 gramos/punto) y las placas laterales, espiga y pista interna del
rodamiento con grasa G011.
Elemento 4: Armado de Pareja de Cilindros
Para realizar actividad es necesario la intervención de dos mecánicos y el
operador de grúa, puesto que los mecánicos son los encargados de colocar las
guayas en cada uno de los extremos de las cajas del cilindro superior para que
el operador luego se encargue de apilarlo al cilindro inferior, y de esta forma
finalmente trasladar la pareja hasta el carro porta trineo.
Elemento 5: Armado de Trineo
Esta actividad consiste en trasladar la pareja de cilindros rectificados para el
porta trineo, una vez realizado esto le son colocadas las cuñas de anclaje a las
cajas para luego realizar el acople de mangueras. Para ejecutar esta actividad
el mecánico debe limpiar los conectores, mangueras, acoples rápidos, anillos
retén, placas laterales, espiga, entre otros previo al armado del subconjunto
trineo-cojinete en los cilindros. Después del armado el mecánico debe
inspeccionar el subconjunto y garantizar que las espigas estén en posición
vertical.
Elemento 6: Traslado de Pareja de Cilindros a Carro Transferidor
Para llevar a cabo esta actividad los mecánicos les colocan las guayas a los
extremos del conjunto de cilindros, trineo-cojinete. Luego de este paso el
operador de grúa se encarga de trasladar la pareja hasta el carro transferidor
que finalmente transportara las seis parejas de cilindros hasta la zona de
reserva del tren continuo.

Capítulo VI-Análisis y Resultados
90
A continuación se muestran en la Tabla Nº 6.12 los tiempos medios de los
elementos encontrados en el proceso de Montaje de cilindros:
Tabla Nº 6.12Tiempos Medios del Proceso de Montaje de Cilindros
ARMADO Tamaño de
Muestra Promedio
(Min)
Traslado de Cilindros Rectificados a Zona de Montaje
10 0,81
Armado de Cajas 10 2,76
Limpieza y Lubricación de cilindros 10 3,06
Armado de Pareja de Cilindros 10 1,27
Armado de Trineo 10 0,90
Traslado de Pareja de Cilindros a Carro Transferidor
10 0,70
TOTAL 7,50
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros de Laminación en Caliente
El tiempo medio calculado es de 7,50 por ciclo en el proceso Montaje por lo
que según el Método General Electric, este valor se encuentra en el rango
comprendido entre 5,00-10,00 minutos por ciclos, por lo que el número de
ciclos recomendados para el estudio de tiempos es de 10, siendo aceptada la
muestra tomada.
En la gráfica que se muestra a continuación se observa que la operación que
representa mayor número de tiempo es la de la limpieza y lubricación, teniendo
un tiempo de 3,06 min.

Capítulo VI-Análisis y Resultados
91
Montaje de Cilindros
0,81
2,763,06
1,270,90 0,70
0,00
1,00
2,00
3,00
4,00
1 2 3 4 5 6
N° Actividad
Tie
mp
o (
Min
)
Promedio (Min)
Gráfico Nº 6.4 Montaje de Cilindros
El coeficiente de Velocidad de cada elemento se muestra en la tabla Nº 6.13
Tabla Nº 6.13 Coeficiente de Velocidad del Proceso de Montaje de Cilindros
Elementos Habilidad Esfuerzo Condiciones de Trabajo Consistencia CV
1 Bueno C1
+0,06 Bueno C1
+0,05 Buenas C
+0,02 Buena C
+0,01 1,14
2 Excelente B2
+0,08 Excelente B2
+0,08 Buenas C
+0,02 Excelente B
+0,03 1,21
3 Bueno C1
+0,06 Bueno C1
+0,05 Buenas C
+0,02 Buena C
+0,01 1,14
4 Excelente B2
+0,08 Excelente B2
+0,08 Buenas C
+0,02 Excelente B
+0,03 1,21
5 Excelente B1
+0,11 Excelente B1
+0,10 Buenas C
+0,02 Excelente B
+0,03 1,26
6 Bueno C1
+0,06 Bueno C1
+0,05 Buenas C
+0,02 Buena C
+0,01 1,14
Fuente: Método Westinghouse
Los tiempos normales para cada elemento se pueden observar en la tabla Nº
6.14:

Capítulo VI-Análisis y Resultados
92
Tabla Nº 6.14 Tiempo Normal del Proceso de Montaje de Cilindros
Elementos CV Tmedio (Min.) TNormal
(Min.)
1 1,14 0,81 0,92
2 1,21 2,76 3,34
3 1,14 1,06 1,21
4 1,21 1,27 1,54
5 1,26 0,9 1,13
6 1,14 0,7 0,80
TOTAL 8,94
Fuente: Seguimiento a alas actividades realizadas en el Taller de Cilindros de Laminación en caliente
Para determinar la evaluación de los márgenes o tolerancias de cada
elemento se tiene lo siguiente:
%
i. Tolerancias Constantes:
1. Tolerancia personal 5
2. Tolerancia básica por fatiga 4
b. Tolerancias Variables:
i. Tolerancia por estar de pie 2
ii. Tolerancia por Posición no normal:
1. Ligeramente molesta 0
iii. Condiciones atmosféricas (calor y humedad) variables 7
iv. Atención estricta
a. Trabajo moderadamente fino 0
v. Nivel de ruido:
b. Intermitente-fuerte 2
8. Esfuerzo mental:
a. Proceso moderadamente complicado 1
9. Monotonía:
b. Moderada 1
TOTAL: 22%

Capítulo VI-Análisis y Resultados
93
El tiempo estándar del proceso de Montaje de Cilindros esta dado por:
TE= T Normal+Tolerancias (%T Normal)
TE= 8,94 + (8.94* 0,22) = (8.94+1.97) min =
TE= 10,91 min
A continuación se muestra en la tabla Nº 6.15 el tiempo estándar de todo el
proceso de producción de cilindros de trabajo de tren continuo. El tiempo
estándar total mostrado es el seguimiento a una pareja de cilindros.
Tabla Nº 6.15 Tiempo Estándar del Proceso de Producción Cilindros
FASES TIEMPO ESTÁNDAR
Cilindros Fundición(Min) TIEMPO ESTÁNDAR Cilindros Cromo(Min)
Desmontaje 7 7
Enfriamiento 34,15 34,15
Rectificado 61,05 46,52
Montaje 10,91 10,91
TOTAL 113,11 98,58
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros de Laminación en Caliente
6.1.2 Demoras Inevitables
Inspección con Perfilómetro: Es una demora que consiste en
realizar un diagnóstico de la corona, para así determinar que no esté
cónica sino cilíndrica. Esta inspección la realiza el inspector de la
cuadrilla de turno, y se hace una vez terminado el rectificado del
cilindro. Si este determina que está pareja la rectificación, el cilindro es
desmontado de la máquina y llevado hasta la zona de armado, si
sucede lo contrario, el técnico maquinista deberá continuar
rectificando hasta que la conicidad desaparezca.

Capítulo VI-Análisis y Resultados
94
Inspección con Micrómetro: Es una demora que consiste en realizar
un diagnóstico del diámetro del cilindro, esta inspección la realiza el
técnico maquinista, y se hace antes de iniciar el proceso del rectificado
para así determinar el nivel de desgaste que presenta el mismo,
cuando este es transportado desde el tren continuo del laminador en
caliente hasta el taller. El maquinista continúa con la inspección
durante todo el proceso de rectificación, específicamente durante las
tres (3) etapas, las cuales son: desbaste, semiacabado y acabado.
Espera de Grúa: Esta demora es inevitable, puesto que el taller tiene
solamente dos (2) grúas tipo puente, y las mismas se encargan de
transportar los cilindros de un sitio a otro. Muchas veces estas se
encuentran en una de las áreas, y por ende se tardan para realizar las
actividades en las otras.
A continuación se muestra en la tabla Nº 6.16 los tiempos medios de
las demoras inevitables observadas durante el proceso de producción
de cilindros.
Tabla Nº 6.16 Demoras Inevitables
Demoras Tiempo Medio
(Min)
Inspección con Micrómetro 3,48
Inspección con Perfilómetro 5,09
Demora por Espera de Grúa 12,44
Total 21,01
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros
El promedio de las demoras inevitables presentadas durante el proceso se le
suman al tiempo estándar para establecer el tiempo estándar total de
producción de Cilindros de Trabajo Continuo del Tren Continuo, los cuales se
presentan a continuación en la tabla Nº 6.17:

Capítulo VI-Análisis y Resultados
95
Tabla Nº 6.17 Tiempo Estándar del Proceso de Producción de Cilindros
Fases Tiempo estándar
Cilindros Fundición(Min)
Tiempo estándar Cilindros
Cromo(Min)
Tiempo Estándar 113,11 98,58
Demoras Inevitables 21,01 21,01
Total Tiempo Estándar 134,12 119,59
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros
6.1.3 Demoras Evitables
Durante el estudio de tiempo realizado también se detectaron demoras e
inconvenientes que produjeron retrasos en la producción de cilindros, las
cuales se presentan a continuación:
Cambio de Turno: Esta demora se presenta al finalizar la jornada
laboral, puesto que una vez terminadas todas las actividades
planificadas, el personal saliente requiere un tiempo para entregar el
turno al personal entrante. En este instante se genera un tiempo
perdido, en el cual tanto las maquinas, como todas las etapas del
producción de cilindros quedan inoperativas, es decir detenidas, hasta
que los trabajadores ocupan nuevamente sus puestos y continúan de
esta forma su jornada de trabajo.
Falla Mecánica de Rectificadora: Esta demora se presenta por la
falta de mantenimiento preventivo a las máquinas. Lo que genera que
las mismas durante la jornada laboral no trabajen de forma total, ya
que ocurren fallas en las mismas, que originan que el técnico
maquinista tenga que detenerla y colocarla fuera de servicio hasta que
el personal de mantenimiento la repare y esta pueda continuar con sus
labores de rectificado. La duración de esta demora va a depender de
la gravedad del daño que presente la rectificadora.

Capítulo VI-Análisis y Resultados
96
A continuación se presenta en la tabla Nº 6.18 los tiempos medios de
las demoras evitables localizadas en el proceso de producción de
cilindros.
Tabla Nº 6.18 Demoras Evitables
Demoras Tiempo Medio
(Min)
Cambio de Turno 33,18
Falla Mecánica de Rectificadora 34,74
Total 67,92
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros
6.2 DETERMINACIÓN DE LA CAPACIDAD DE PRODUCCIÓN
Para determinar la capacidad de producción del Taller de Cilindros de
Laminación en Caliente se dividió el proceso en elementos a fin de obtener
los tiempos estándares de producción en cada uno de ellos, utilizando la
técnica del cronometraje. Aunado a lo anterior, también se consideró en cada
uno de los elementos la calificación de la velocidad del operador, las
demoras que afectan el proceso y la disponibilidad de los equipos.
Premisas a considerar:
• Para obtener las disponibilidades de las máquinas sólo se
consideraron la RC-1, RC-2 Y RC-4, puestos que estas son las que
rectifican los cilindros de trabajo del tren continuo.
• La producción de cilindros se va a obtener en función de turnos de
trabajo equivalentes a 8 horas.
• Las demoras sobre las cuales se trabajó, fue de un histórico
proporcionado por el personal de taller de cilindros de los meses
comprendido por un intervalo de 6 meses, comenzando por el Mes de
Noviembre del pasado 2005 y finalizando en Abril del presente año.

Capítulo VI-Análisis y Resultados
97
• Para determinar la capacidad de producción en la etapa del rectificado
se toman en cuenta los dos tipos de cilindros puesto que presentan
tiempos estándares diferentes según su tipo de material.
6.2.1 Demoras en etapas de Producción
En las distintas etapas que constituyen el proceso de producción de cilindros
se presentan diferentes demoras que reducen la capacidad de producción, y
que de eliminarlas o disminuirlas se incrementaría, logrando así elevar la
eficiencia y eficacia del Taller de Laminación en Caliente. Específicamente
en la etapa de rectificación es que se toma en cuenta esto retardos, puesto
que es la única etapa del proceso que utiliza máquinas, y por lo tanto es
necesario realizarle seguimiento, puesto que una falla de alguna de estas
retrasa y afecta considerablemente el proceso.
1. Rectificado
Durante la etapa de rectificación se presentan retardos algunos evitables
otros inevitables que disminuyen considerablemente la disponibilidad de las
máquinas, lo que da origen a menos producción de cilindros y por ende
menos efectividad del proceso. A continuación se muestra la tabla Nº 6.19
con las demoras presentadas desde el Mes de Noviembre del año 2005
hasta el Mes de Abril del presente año en las distintas máquinas
rectificadoras.

Capítulo VI-Análisis y Resultados
98
Tabla Nº 6.19 Tipo de Demoras de Máquinas desde Noviembre 2005-Abril 2006
Tipo _ demora RC-1 RC-2 RC-3 RC-4 Total
General
Esperando grúas 22949 26465 12758 24727 86899
Falta de cilindro a rectificar 18367 19265 13597 15833 67062
Falta de Operador 17595 17219 18418 15678 68910
Otras Demoras 14027 11546 12882 9815 48270
Eléctricas 4592 4257 8245 7480 24574
Mecánica 3971 2560 4479 12385 23395
Preparando Maquina 3611 2508 12317 1193 19629
Parada de Mantenimiento 3588 9500 540 6740 20368
Prueba de L /Penetrante 3274 1159 500 3028 7961
Cambio de muela 2078 2295 1690 1519 7582
Inspeccionando con el Roll Scan
1848 764 125 1054 3791
Limpieza de Pozo 1442 1774 2200 1182 6598
Limpieza de Maquina 1120 120 595 650 2485
Inspeccionando cilindro por ultra_sonido
695 292 3260 364 4611
Paro Sindical 415 155 115 440 1125
Total General 99572 99879 91721 102088 393260 Fuente: Suministrado por personal de Taller de Cilindros
En la tabla mostrada anteriormente se observan todas las demoras
presentadas en las distintas máquinas, aunado a los tiempos
correspondientes a cada una de ellas, dichas demoras se encuentran
explicadas en el capítulo anterior.
En la gráfica Nº 6.5 que se muestra a continuación se observan las demoras
presentadas en la Máquina RC-1 desde el Mes de Noviembre 2005-Abril
2006.

Capítulo VI-Análisis y Resultados
99
22949
1836717595
14027
45923971 3611 3588 3274
2078 18481442 1120
695 415
0
5000
10000
15000
20000
25000
Esp
eran
do g
ruas
Falta
de
cilin
dro
a
rect
ifica
r
Falta
de
Ope
rado
r
Otra
s D
emor
as
Elé
ctric
as
Mec
ánic
a
Pre
para
ndo
Maq
uina
Par
ada
de
Man
teni
mie
nto
Pru
eba
de L
/Pen
etra
nte
Cam
bio
de m
uela
Insp
ecci
onan
do c
on e
l
Rol
l Sca
n
Lim
piez
a de
Poz
o
Lim
piez
a de
Maq
uina
Insp
ecci
onan
do c
ilind
ro
por u
ltra_
soni
do
Par
o S
indi
cal
Tipo_Demora
Tiem
po (
Min
)
RC-1
Gráfica Nº 6.5 Tipo _ Demoras RC-1 desde NOV- 05 hasta ABR -06
En la gráfica que se mostró anteriormente se observa que la demora que
presenta mayor cantidad de tiempo de retardo ante todas las demás es la
espera por grúa, y le sigue paralelamente a esta la falta de cilindro a rectificar
así como la falta de operador. La eliminación o disminución en primera
instancia de estas demoras es una importante oportunidad de mejora como
parte del proceso de optimización del proceso de rectificación y por ende
producción de cilindros del área de Laminación en Caliente.
En la gráfica Nº 6.6 se muestra al igual que la anterior las demoras desde
Nov-05 hasta Dic-06 pero de la máquina RC-2, en donde se observa que de
nuevo la espera por grúa ocupa el primer lugar en tiempo de retardo entre
todos las demás restantes. Y paralelo a esto la falta de cilindro a rectificar y
la falta de operador representan el 2do y 3er lugar consecutivamente.

Capítulo VI-Análisis y Resultados
100
26465
19265
17219
11546
9500
4257
2560 2508 22951774
1159 764292 155 120
0
5000
10000
15000
20000
25000
30000
Esp
era
nd
o g
rua
s
Fa
lta d
e c
ilin
dro
a
rect
ifica
r
Fa
lta d
e O
pera
do
r
Otr
as
De
mo
ras
Pa
rad
a d
e
Man
ten
imie
nto
Elé
ctrica
s
Mecá
nic
a
Pre
pa
ran
do M
aq
uin
a
Ca
mbio
de
mu
ela
Lim
pie
za d
e P
ozo
Pru
eb
a d
e L
/Pe
ne
tra
nte
Insp
ecc
iona
nd
o c
on e
l
Ro
ll S
can
Insp
ecc
iona
nd
o c
ilin
dro
por
ultr
a_so
nid
o
Pa
ro S
indic
al
Lim
pie
za d
e M
aqu
ina
Tipo_Demora
Tie
mp
o
(Min
)
RC-2
Gráfica Nº 6.6 Tipo _ Demoras RC-2 desde NOV- 05 hasta ABR -06
En la Gráfica Nº 6.7 se muestra al igual que en la anteriores las demoras
desde Nov-05 hasta Dic-06 pero de la máquina RC-3, en donde se observa
que a diferencia de las graficas mostradas inicialmente el retardo que
presenta mayor tiempo de demora es la falta de operador, seguidamente de
la falta de cilindro a rectificar.

Capítulo VI-Análisis y Resultados
101
18418
1359712882 12758
12317
8245
4479
3260
22001690
595 540 500125 115
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
Falta
de O
pera
dor
Falta
de c
ilindro
a
rect
ifica
r
Otr
as
Dem
ora
s
Esp
era
ndo g
ruas
Pre
para
ndo M
aquin
a
Elé
ctrica
s
Mecá
nic
a
Insp
ecc
ionando c
ilindro
por
ultr
a_so
nid
o
Lim
pie
za d
e P
ozo
Cam
bio
de m
uela
Lim
pie
za d
e M
aquin
a
Para
da d
e
Mante
nim
iento
Pru
eba d
e L
/Penetr
ante
Insp
ecc
ionando c
on e
l
Roll
Sca
n
Paro
Sin
dic
al
Tipo_Demora
Tie
mp
o (M
in)
RC-3
Gráfica Nº 6.7 Tipo _ Demoras RC-3 desde NOV- 05 hasta ABR -06
En la Gráfica Nº 6.8 se muestra al igual que en la anteriores las demoras
desde Nov-05 hasta Dic-06 pero de la máquina RC-4, en donde se observa
que al igual que en las Máquinas RC-1 Y RC-2 el retardo que presenta
mayor tiempo de demora es la espera por grúa, a la cual le sigue
consecutivamente la falta de cilindro a rectificar así como la falta de
operador.

Capítulo VI-Análisis y Resultados
102
24727
15833 15678
12385
9815
74806740
3028
1519 1193 1182 1054 650 440 364
0
5000
10000
15000
20000
25000
30000
Esp
era
ndo g
ruas
Falta
de c
ilindro
a
rect
ifica
r
Falta
de O
pera
dor
Mecá
nic
a
Otr
as
Dem
ora
s
Elé
ctrica
s
Para
da d
e
Mante
nim
iento
Pru
eba d
e L
/Penetr
ante
Cam
bio
de m
uela
Pre
para
ndo M
aquin
a
Lim
pie
za d
e P
ozo
Insp
ecc
ionando c
on e
l
Roll
Sca
n
Lim
pie
za d
e M
aquin
a
Paro
Sin
dic
al
Insp
ecc
ionando c
ilindro
por
ultr
a_so
nid
o
Tipo_Demora
Tie
mp
o (M
in)
RC-4
Gráfica Nº 6.8 Tipo _ Demoras RC-4 desde NOV- 05 hasta ABR -06
Como se pudo notar en las gráficas anteriormente presentadas
específicamente en las máquinas RC-1, RC-2 y RC-4, las demoras que se
repiten en los mismos lugares de jerarquía son la espera por grúa, la falta de
cilindro a rectificar y la falta de operador. En estas rectificadoras
mencionadas inicialmente se rectifican los cilindros de trabajo que
constituyen el Tren Continuo, los cuales como se ha explicado a lo largo de
los capítulos son cambiados cuando finaliza cada programa de laminación
para posteriormente iniciar uno nuevo, por ello la frecuencia de rectificación
de estos es periódica y constante ya que dicha actividad se realiza a diario.
Por lo explicado primeramente el uso que se les da a estas máquinas es
mayor y por ende su desgaste también, lo que trae como consecuencia que
presenten las mayores cantidades de fallas.

Capítulo VI-Análisis y Resultados
103
6.2.2 Disponibilidad de Equipos
Como se explico anteriormente la disponibilidad de los equipos es la relación
entre el tiempo máximo disponible para operar, que para efecto de la
investigación esta representado por 480 min, correspondiente a un turno de
trabajo de 8 horas; y el tiempo real de operación, este último se obtiene al
restar las demoras ocurridas durante ese día.
Desmontaje:
En el proceso de desmontaje los equipos están conformados por cuatro (4)
carros cambiadores, los cuales tienen como disponibilidad de uso el 100 %,
puesto que estos no presentan demoras.
Enfriamiento:
Para llevar a cabo el proceso de enfriamiento de cilindros, se utiliza como
equipo un tanque de enfriamiento con capacidad para 6 parejas. Este equipo
al igual que el anterior, presenta un porcentaje de disponibilidad del 100 %,
ya que el mismo no presenta demoras.
Rectificado:
Para realizar la operación de rectificado el taller de cilindros consta de cuatro
(4) máquinas rectificadoras, de las cuales tres (3) están destinadas a
rectificar cilindros de trabajo del tren continuo, y la restante tiene como
función rectificar los cilindros de Apoyo del Tren Continuo, además de los de
Apoyo y Trabajo de IV Reversible. Las mismas debido a su porcentaje de
uso, aunado a que están constituidas de sistemas eléctricos y mecánicos, no
presentan una disponibilidad del 100 % como los equipos nombrados
anteriormente, en su lugar ocurre todo lo contrario puesto que cada una de
ellas presenta una disponibilidad distinta. Esto se obtuvo luego de realizar un

Capítulo VI-Análisis y Resultados
104
análisis al histórico de demoras ocurridas desde el mes de Noviembre de
2005 hasta Abril de 2006, a través de los cuales se logra tener dichos valores
mostrados en el Apéndice G, aunado a la tabla resumen Nº 6.20 que se
expone a continuación:
Tabla Nº 6.20 Disponibilidades de Máquinas Nov-05 hasta Abr-06
Máquina Nov-05 Dic-05 Ene-06 Feb-06 Mar-06 Abr-06 Total General
RC-1 0,65 0,62 0,60 0,59 0,58 0,66 0,62
RC-2 0,68 0,67 0,59 0,53 0,61 0,62 0,62
RC-3 0,66 0,49 0,64 0,74 0,67 0,69 0,65
RC-4 0,56 0,56 0,64 0,63 0,68 0,56 0,61
Total General 0,64 0,59 0,62 0,62 0,64 0,63 0,62
Fuente: Seguimiento a Histórico de Demoras
Se observa según la Tabla Nº 6.20 que los valores promedios
correspondientes a cada una de las máquinas oscilan entre 0,61 y 0,65;
equivalentes a 61% y 65% de disponibilidad de uso de las mismas. Lo que
indica que supera el 50%, sin embargo no son las disponibilidades más
óptimas esperadas, ya que esos tiempos de demoras le restan tiempo
efectivo a la máquina y por tanto menos producción de cilindros rectificados.
A continuación se muestra la gráfica Nº 6.9 en la cual se expone las
disponibilidades presentadas en la tabla anterior.

Capítulo VI-Análisis y Resultados
105
0,650,62
0,60 0,590,58
0,660,68 0,67
0,59
0,53
0,61 0,62
0,66
0,49
0,64
0,74
0,670,69
0,56 0,56
0,64 0,63
0,68
0,56
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
Nov-05 Dic-05 Ene-06 Feb-06 Mar-06 Abr-06
Mes
Dis
po
nib
ilid
ad
es
RC-1
RC-2
RC-3
RC-4
Promedio de Disponibilidad Promedio
Fecha
Máquina
Gráfica Nº 6.9 Disponibilidades de Máquinas
Montaje:
Para efectuar el proceso de montaje el taller consta de cuatro (4) carros
cambiadores, lo cual representa la misma capacidad correspondiente la
etapa de desmontaje. Estos tienen como porcentaje de disponibilidad el
100%, ya que en los mismos no ocurren demoras.
6.2.3 Jornada de Trabajo
La Jornada de Trabajo utilizada para realizar el seguimiento a las
actividades, y posteriormente efectuar los respectivos cálculos se presenta a
continuación:
Turno
Min
Turno
Hora
Hora
MinTTT 480860..

Capítulo VI-Análisis y Resultados
106
El período tomado para la jornada laboral es de 480 Min/Turno, en virtud de
que es lapso durante el cual se le realizo el estudio de tiempos al proceso de
producción de cilindros, aunado a que el proyecto requería determinar la
capacidad real del taller en función de turnos de trabajo.
6.2.4 Cálculo de la Capacidad de Producción de Cilindros de Trabajo
del Tren Continuo
Capacidad de Producción en la etapa de Desmontaje
Para determinar la capacidad de producción en la etapa de desmontaje se
obtienen inicialmente una serie de datos, los cuales se muestran en la tabla
resumen Nº 6.21 que sigue a continuación:
Tabla Nº 6.21 Datos para Cálculo de Capacidad de Producción de Desmontaje
Capacidad por Equipo (Parejas)
Disponibilidad de Equipo
Tiempo Estándar (Min/Pareja)
Jornada de Trabajo (Min/Turno)
2 1 7 480
Fuente: Seguimiento a actividades realizadas a taller de cilindros
Finalmente se determina cuál es la capacidad de producción en el proceso
de desmontaje; aplicando la ecuación siguiente:
Pareja
MinTurno
Min
ET
EDTJCp
7
1480
.
..
Turno
ParejasCp 69
La capacidad de producción en la etapa de desmontaje dio como resultado
69 parejas/turno, sin embargo hay que considerar que el taller esta dispuesto

Capítulo VI-Análisis y Resultados
107
para desarmar 2 parejas de cilindros, puesto que ese es el número de
equipos existentes para ejecutar esa tarea. Por lo tanto la capacidad total por
turno en esta etapa viene dada por:
Capacidad de Producción en la etapa de Enfriamiento
Para determinar la capacidad de producción en la etapa de enfriamiento se
obtienen inicialmente una serie de datos, los cuales se muestran en la tabla
resumen Nº 6.22 que sigue a continuación:
Tabla Nº 6.22 Datos para Cálculo de Capacidad de Producción de Enfriamiento
Capacidad por Equipo (Cilindros)
Disponibilidad de Equipo
Tiempo Estándar (Min/Cilindro)
Jornada de Trabajo (Min/Turno)
12 1 23,41 480
Fuente: Seguimiento a actividades realizadas a Taller de Cilindros
Finalmente y aplicando el procedimiento anterior, tenemos que la capacidad
de producción en esta etapa, viene dada por:
Turno
Cil
Cilindro
MinTurno
Min
Cp 21
41,23
1480
Como se puede observar la capacidad de producción del proceso de
enfriamiento da como resultado 21 Cilindros por Turno, sin embargo el taller
se encuentra condicionado para enfriar 12 cilindros, pues esta es la
capacidad del tanque. Por lo tanto la capacidad total en esta etapa es:
Turno
Parejas
Turno
ParejasCp 137269

Capítulo VI-Análisis y Resultados
108
Turno
Cil
Turno
CilCp 2521221
Turno
Parejas
Turno
CilCp 126252
Capacidad de Producción en la etapa de Rectificado
Para obtener la capacidad de producción al igual como se realizo en las
etapas anteriores se determina la disponibilidad de los equipos utilizados, en
este caso ese porcentaje es variable en cada una de las máquinas
rectificadoras y va a depender del tiempo real en que estuvieron operativas.
A continuación se muestra la tabla resumen Nº 6.23 en la cual se observan
los valores correspondientes a las disponibilidades de cada una de las
rectificadoras:
Tabla Nº 6.23 Disponibilidades de Equipos
Máquina Disponibilidades
RC-1 0,62
RC-2 0,62
RC-3 0,65
RC-4 0,61
Promedio 0,62
Fuente: Seguimiento a Demoras de Máquinas
Por otro lado además de obtener el porcentaje de disponibilidades de las
máquinas, hay que considerar para el cálculo de la capacidad de producción
que existen dos (2) tiempos estándares según el tipo de cilindro que se
rectifique, puesto que existen como se ha mencionado a lo largo del trabajo
dos tipos de material con estos se encuentran elaborados, y en función de
esto varía el tiempo de rectificado.

Capítulo VI-Análisis y Resultados
109
A continuación se muestra la tabla Nº 6.24 con los tiempos estándar según el
tipo de cilindro:
Tabla Nº 6.24 Tiempo Estándar según Tipo de Cilindro
Tipo_Cilindro Tiempo Rectificado
(Min) Tipo_Material
Trabajo Tren Continuo 29,71 Cromo
Trabajo Tren Continuo 38,76 Fundición
Fuente: Seguimiento a las actividades realizadas en Taller de Cilindros
Capacidad de Producción RC-1: Cilindros de Cromo
Turno
Cil
Cil
MinTurno
Min
Cp 1002,10
71,29
62,0480
Cilindros de Fundición
Turno
Cil
Cil
MinTurno
Min
Cp 868,7
76,38
62,0480
Capacidad de Producción RC-2:
Cilindros de Cromo
Turno
Cil
Cil
MinTurno
Min
Cp 1002,10
71,29
62,0480

Capítulo VI-Análisis y Resultados
110
Cilindros de Fundición
Turno
Cil
Cil
MinTurno
Min
Cp 868,7
76,38
62,0480
Capacidad de Producción RC-4:
Cilindros de Cromo
Turno
Cil
Cil
MinTurno
Min
Cp 1086,9
71,29
61,0480
Cilindros de Fundición
Turno
Cil
Cil
MinTurno
Min
Cp 855,7
76,38
61,0480
A continuación se muestra la tabla Nº 6.25 en la cual se pueden observar los
valores correspondientes a las capacidades de producción en la etapa de
rectificado según el tipo de cilindro:
Tabla Nº 6.25 Capacidad de Producción en Proceso de Rectificado
Capacidad de Producción (Cil/Turno)
Máquina Cilindros de Cromo Cilindros de Fundición
RC-1 10 8
RC-2 10 8
RC-4 10 8
Total 30 24
Fuente: Seguimiento a actividades realizadas por Taller de Cilindros

Capítulo VI-Análisis y Resultados
111
De la tabla anterior se puede notar que por máquina existe un máximo de 10
cilindros (5 parejas) a rectificar si estos son de cromo, y 8 cilindros (4
parejas) si son de fundición, dando un total por turno de 30 y 24
respectivamente. Todas las máquinas están diseñadas para rectificar
cualquiera de los dos tipos de cilindros y no uno en particular, por lo tanto por
turno en cada rectificadora pueden rectificarse cilindros de los dos tipos de
material, y para poder determinar una capacidad única de este proceso se
promedian el número de parejas de ambos cilindros, dando como resultado:
ParejasParejasParejasCp 945
Turno
MáquinaporParejasParejasCp 55,4
2
9
Como el taller consta de tres (3) máquinas para rectificar los cilindros de
trabajo del tren continuo, finalmente la capacidad de producción de esta
etapa se muestra a continuación:
Turno
Parejas
Turno
ParejasCp 1535
Capacidad de Producción en la etapa de Montaje:
Para determinar la capacidad de producción en la etapa de Montaje se
obtienen inicialmente una serie de datos, los cuales se muestran en la tabla
resumen Nº 6.26 que sigue a continuación:
Tabla Nº 6.26 Datos para Cálculo de Capacidad de Producción de Montaje
Capacidad por Equipo (Parejas)
Disponibilidad de Equipo
Tiempo Estándar (Min/Pareja)
Jornada de Trabajo (Min/Turno)
2 1 10,91 480
Fuente: Seguimiento a actividades realizadas a Taller de Cilindros

Capítulo VI-Análisis y Resultados
112
Finalmente y aplicando el procedimiento anterior, tenemos que la capacidad
de producción en esta etapa, viene dada por:
Turno
Parejas
Pareja
MinTurno
Min
Cp 4499,43
91,10
1480
Como se puede observar la capacidad de producción del proceso de Montaje
da como resultado 44 Parejas por Turno, sin embargo el taller se encuentra
condicionado para armar 2 parejas, por lo tanto la capacidad total en esta
etapa viene dada por:
Turno
Parejas
Turno
ParejasCp 88244
A continuación se muestra la tabla Nº 6.27 en la cual se observan los
valores correspondientes a las capacidades de las etapas que conforman el
proceso de producción de cilindros de trabajo del tren continuo.
Tabla N° 6.27 Capacidades de Producción Total
Etapa Capacidad de
Producción(Parejas/turno)
Desmontaje 137
Enfriamiento 126
Rectificado 15
Montaje 88
Total 366
Fuente: Seguimiento a las actividades realizadas en Taller de Cilindros
De la tabla anterior se observa que la etapa que presenta menor producción
de cilindros durante un turno es la de rectificación, esto se debe a la cantidad
de demoras que ocurren en cada una de las máquinas durante la jornada

Capítulo VI-Análisis y Resultados
113
laboral, lo que da origen a que la disponibilidad de estas disminuya aunque
se encuentre operativa, y por tanto la cantidad de cilindros rectificados sea
menor.
La condición anterior le resta producción al taller de cilindros, generando que
la cantidad que se rectifican durante la jornada de trabajo se han solo para
abastecer la demanda que el laminador requiera por turno en cada uno de
sus programas, lo que trae como consecuencia no tener un stock de cilindros
rectificados en caso de presentarse algún accidente en el proceso de
laminación que amerite cambios imprevistos no programados, lo que daría
origen a paradas de proceso por causa de taller, ocasionando pérdidas
millonarias a la empresa.
A continuación se muestran las graficas Nº 6.10 y Nº 6.11 en las cuales se
observan que los cilindros cambiados se encuentran en promedio por debajo
que los rectificados, sin embargo es de notar que los valores están muy
cercanos uno del otro, por lo tanto se comprueba que el taller solo produce lo
exacto para lo que requiere el laminador, y actualmente no tiene la capacidad
de tener un stock de seguridad que solvente cambios imprevistos durante el
proceso.

Capítulo VI-Análisis y Resultados
114
Cilindros de Fundición Cambiados Vs Rectificados
926967 959
713
992
866
10111055
993
764
1088
940975
954
0
200
400
600
800
1000
1200
Nov-05 Dic-05 Ene-06 Feb-06 Mar-06 Abr-06
Meses
Ca
nti
da
d
Cilindros Cambiados Cilindros Rectificados Promedio C. Rectificado Promedio C. Cambiado
Cilindros Cambiados 926 967 959 713 992 866
Cilindros Rectificados 1011 1055 993 764 1088 940
Promedio C. Rectificado 975 975 975 975 975 975
Promedio C. Cambiado 954 954 954 954 954 954
Nov-05 Dic-05 Ene-06 Feb-06 Mar-06 Abr-06
Gráfico Nº 6.10 Cilindros de Cromo Cambiados Vs Rectificados
Gráfico Nº 6.11 Cilindros de Fundición Cambiados Vs Rectificados

Capítulo VI-Análisis y Resultados
115
6.4 CILINDROS DE APOYO Y TRABAJO DEL IV REVERSIBLE Y APOYO
DEL TREN CONTINUO
Los cilindros de apoyo y trabajo del IV Reversible y Apoyo del Tren continuo
no se consideran para realizar seguimiento y por lo tanto el estudio de
métodos y tiempo ya que son cilindros que no se cambian periódicamente
dependiendo del tipo de programa. La razón a la cual se debe su cambio va
a depender directamente de la cantidad de toneladas laminadas en el
proceso, o si hubo algún accidente grave que lo amerite, tal como sucede
cuando ocurre un encalle. A continuación se muestra la tabla Nº 6.28 en la
cual se encuentran las frecuencias de cambios de los cilindros antes
mencionados:
Tabla Nº 6.28 Frecuencia de Cambios
Tipo_Cilindro Frecuencia de
Cambios
Apoyo Tren Continuo Cada 21 Días
Apoyo IV Reversible Cada 21 Días
Trabajo IV Reversible Cada 7 Días
Fuente: Suministrado por personal de taller de cilindros
En virtud de lo explicado anteriormente la frecuencia de producción de estos
tipos de cilindros no es diaria, su preparación representa un período de
tiempo superior a los cilindros de trabajo del tren continuo, puesto que la
realización de todas las operaciones que conforman dicho proceso se
ejecutan en más de un turno de trabajo. Sin embargo el personal de taller de
cilindros suministro tiempos aproximados de las cuatro (4) etapas que
conforman sus fases de producción. A continuación se muestra la tabla Nº
6.29 en la cual se observan los tiempos que conforman dichas etapas:

Capítulo VI-Análisis y Resultados
116
Tabla Nº 6.29 Tiempos Estándares
Tipo_Cilindro Etapa Tiempo (Min)
ATC
Desmontaje Superior 47,92
Inferior 54,93
Enfriamiento 1440
Rectificado 360
Montaje Superior 73,47
Inferior 96,63
Total General 2072,95
TIVR
Desmontaje Superior 75,22
Inferior 82,12
Enfriamiento 1440
Rectificado 1440
Montaje Superior 123,49
Inferior 134,82
Total General 3295,65
AIVR
Desmontaje Superior 90,12
Inferior 63,08
Enfriamiento 1440
Rectificado 1920
Montaje Superior 138,17
Inferior 94,63
Total General 3746
Fuente: Suministrado por personal de Taller de Cilindros
De la tabla anterior se observa que los tiempos para llevar a cabo el proceso
de producción de estos tipos de cilindros sobrepasan las 24 horas ya que las
dimensiones que estos tienen son muy grandes y el tiempo que pasan
laminando también, sin embargo como su frecuencia de cambio no es diaria,
esta producción no presenta dificultades puesto que se tiene holgura para el
proceso de preparación de los mismos antes de que ingresen de nuevo al
proceso de laminación en caliente.
A continuación se muestran las Figuras Nº 6.12 Y Nº 6.13 de los cilindros
antes mencionados:

Capítulo VI-Análisis y Resultados
117
Figura Nº 6.12 Apoyo IV Reversible
Figura Nº 6.13 Apoyo Tren Continuo

118
CAPÍTULO VII
SITUACIÓN PROPUESTA
7.1 ADQUISICIÓN DE MÁQUINA RECTIFICADORA
7.2.1 Actividades de la Máquina Rectificadora
Para realizar la descripción de las actividades de rectificado de cilindros tanto
de cromo como de fundición, se considera las siguientes premisas:
- El seguimiento se realizó sólo a aquellas máquinas dedicadas a la
producción de Cilindros de Trabajo de Tren Continuo, en este caso sólo tres
(3) máquinas: RC-1, RC-2 y RC-4. La máquina RC-3 se encuentra
actualmente destinada a rectificar sólo aquellos cilindros de trabajo que
presenten defectos como: grietas o zonas de presión, así como también los
que integran el IV Reversible y los de Apoyo del Tren Continuo.
- Las actividades de rectificado de cilindros de cromo y fundición son
operaciones que se evalúan por separado, ya que el tiempo empleado para
ejecutar estos dos tipos de rectificado es distinto. Los cilindros de cromo
como se ha mencionado a lo largo de todo el trabajo, son elaborados con un
material más resistente y por ende el tiempo que se emplea es menor.
Aunado a esto el tiempo que se invierte para rectificar la clasificación
restante es mayor a la anterior, esto ocurre porque el material con que estos
se encuentran fabricados es más delicado por ser una aleación de metales,
lo que genera que su producción sea de más cuidado, ya que no admite que
tenga defectos.

Capítulo VII - Situación Propuesta
119
1) Rectificado de Cilindros de Cromo:
Para llevar a cabo esta actividad se traslada el cilindro de cromo por medio
de la grúa puente hasta la máquina rectificadora, aquí el técnico maquinista
se encarga de desmontar el cilindro de la grúa y colocarlo en la rectificadora,
en donde primeramente se alinea, luego se mide el nivel de desgaste que
presenta para luego dar inicio al rectificado, cuyo fin es eliminar los defectos
provenientes del proceso de laminación, para que finalmente quede
nuevamente en condiciones operativas y pueda ser reutilizado.
2) Rectificado de Cilindros de Fundición:
Para realizar esta actividad se realiza el procedimiento explicado
anteriormente, la única variante de esta operación es que el cilindro que se
rectifica es de fundición y no de cromo.
7.2.2 Tiempo Promedio de Duración de las Actividades:
Se ha determinado estableciendo un promedio de tiempo (en minutos) a
través de las mediciones obtenidas del estudio de métodos realizado durante
tres (3) semanas a las actividades de las máquinas rectificadoras, las cuales
fueron clasificadas según el criterio General Electric, dando esto como
resultado el tamaño de la muestra y el tiempo promedio de las actividades;
un resumen de estos resultados se muestran en la Tabla Nº 7.1
Tabla Nº 7.1 Tiempo Promedio de las Actividades
Actividades de Rectificadora Tiempo Promedio
(Min) Tamaño de la
Muestra
Rectificación de Cilindros de Fundición 38,76 5
Rectificación de Cilindros de Cromo 29,71 5
Fuente: Seguimiento a las actividades por la Máquina Rectificadora

Capítulo VII - Situación Propuesta
120
7.2.3 Frecuencia de las actividades realizadas por Máquina
Rectificadora
La frecuencia de las actividades se ha calculado a partir del seguimiento
realizado a las máquinas rectificadoras durante tres (3) semanas
consecutivas, así como de las entrevistas no estructuradas llevadas a cabo al
personal que realiza el trabajo, registros, reportes, planes, etc.; cuyos
resultados se muestran a continuación. Para ello se han considerado una
cantidad de cilindros que van a variar de acuerdo al plan de laminación que
este programado y se esté ejecutando durante el turno en estudio. Es
necesario recalcar que la muestra tomada para la realización del estudio fue
sólo los Cilindros de Trabajo del Tren Continuo, los demás restantes son los
que pertenecen al Cuarto Reversible tanto de Apoyo como de Trabajo y los
Cilindros de Apoyo del Tren Continuo. A estas últimas clasificaciones, no se
le realizó un seguimiento debido a la escasez de tiempo de duración del
Trabajo de Grado, así como el tiempo de permanencia diario en la planta.
A continuación se muestra en la Tabla Nº 7.2 la frecuencia de rectificación de
cilindros por turno de acuerdo al tipo de programa de laminación.
Tabla Nº 7.2 Frecuencia de Rectificación de Cilindros de Trabajo de Tren Continuo
Programa Cilindros Fundición
Cilindros Cromo
Total (Cil/Máquina)
Grueso 5 4 9
Fino/HN 6 5 11
Lac-Dec 4 5 9
Fino 5 5 10
Fino/LB 4 4 8
Promedio 5 5
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros

Capítulo VII - Situación Propuesta
121
7.2.4 Demoras Evitables e Inevitables Observadas en el Equipo
a) Demoras Evitables
En este renglón se consideran como demoras evitables, Falla mecánica de la
máquina y el tiempo inactivo por culminación prematura de las actividades
antes de finalizar la jornada laboral, ya que son tiempos de trabajo
interrumpidos y gastados inactivamente, que se encuentran bajo el control
del trabajador y que pueden ser disminuidos, para de esta forma
aprovecharlo y hacer mas productiva y eficiente la jornada de trabajo. Estas
demoras evitables observadas son las mismas que se presentan en el
seguimiento realizado al proceso de producción de cilindros explicado
anteriormente en el punto 6.1.3 (Ver Tabla Nº 7.3)
Tabla Nº 7.3 Demoras Evitables
Demoras Tiempo
Medio (Min) % Demoras Evitables
Finalización de la Jornada Laboral (Cambio de Turno)
33,18 6,91
Falla Mecánica de Rectificadora 34,74 7,23
Total 67,92 14,14
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros
b) Demoras Inevitables
Preparación e Instrucciones al Personal: Esto se realiza a diario al
inicio de la jornada; en la cual el Supervisor le comunica y da las
instrucciones a los técnicos-maquinistas, técnicos-mecánicos y
operadores de grúa acerca de las operaciones, el orden y el lugar en
que se desarrollarán las mismas durante el turno, aunado a la charla
de seguridad que ofrece el mismo a sus trabajadores para garantizar
que el trabajo realizado se ejecute con una conducta segura.

Capítulo VII - Situación Propuesta
122
Finalización de Rectificado: Este paso es inevitable en la realización
de la rectificación de los cilindros, sin embargo la máquina durante
este tiempo permanece detenida hasta que la grúa puente traslada un
nuevo cilindro hasta ella, y de esta forma continuar con el proceso.
Esta demora comienza en el momento en que el técnico-mecánico
termina de realizar la inspección correspondiente al cilindro, y es
parada la rectificadora, para la colocación de los datos de rectificación
tanto en el Sistema de Control de Cilindros (SICOTCIL) como en el
propio cilindro, aunado al tiempo de espera de grúa y traslado de
nuevo cilindro a máquina rectificadora.
Otras demoras: Al igual que en el seguimiento realizado al proceso de
producción de cilindros, se consideran como otras demoras inevitables
causadas a la máquina, la inspección tanto con perfilómetro como con
el micrómetro realizado a los cilindros, aunado al tiempo que pierde la
máquina mientras espera a la grúa a que traslado el cilindro
previamente rectificado, dichos valores son tomados del punto 6.1.2
calculado anteriormente. Ver tabla Nº 7.4
Tabla Nº 7.4 Demoras Inevitables
Demoras Tiempo Medio
(Min) % Demoras Inevitables
Inspección con Micrómetro 3,48 0,73
Inspección con Perfilómetro 5,09 1,06
Espera de Grúa 12,44 2,59
Preparación e Instrucciones al Personal 27,58 5,75
Finalización de Rectificado 5,01 1,04
Total 53,6 11,17
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros
7.2.5 Carga de Trabajo y Requerimiento
A continuación se realizan los cálculos correspondientes a la carga de trabajo
y el requerimiento de la máquina rectificadora.

Capítulo VII - Situación Propuesta
123
Para este fin se emplea en primer lugar el tiempo promedio de duración, al
igual que la frecuencia por turno de cada actividad, para seguidamente
calcular el Tiempo Total de Trabajo y Atención (T.T.T.A) de la máquina
durante sus operaciones de rectificado. (Ver Tabla Nº 7.5)
Tabla Nº 7.5 Tiempo Total de Trabajo y Atención (T.T.T.A)
Actividades Frecuencia Tiempo Promedio
(Min) T.T.T.A
(Min/Turno)
Rectificación Cil. De Fundición 5 38,76 193,8
Rectificación Cil. De Cromo 5 29,71 148,55
Total 342,35 Fuente: Seguimiento a las actividades realizada por las Máquinas Rectificadoras
Se procede a determinar el Tiempo Total de Trabajo (T.T.T), que no es más
que el tiempo de la jornada de uso de la máquina rectificadora, el cual está
dado por la relación siguiente:
Min/Turno 480Min/hr 60hr/Turno 8 T.T.T.
Carga de Trabajo
Con los datos presentados en la Tabla Nº 7.5, puede calcularse la Carga de
Trabajo (C.T) de la Máquina Rectificadora utilizando la ecuación que se
muestra a continuación:
Carga de Trabajo = T.T.T.A
X 100% + % DI.
T.T.T.
Carga de Trabajo = 342,35 min./turno
X 100% + 11,17 % = 82,49 % 480 min./turno

Capítulo VII - Situación Propuesta
124
Requerimiento
Finalmente se determina cuál es el Requerimiento (R) de la máquina
rectificadora tomando en cuenta el Tiempo Total Inactivo correspondiente a
todas las demoras inevitables; aplicando la ecuación siguiente:
Requerimiento = T.T.T.A
T.T.T. – D.I.
Requerimiento = 342,35 min./turno
= 0,80 (480 –53,6) min./turno
En la Tabla Nº 7.6 se puede observar un cuadro resumen con los resultados
obtenidos del cálculo de la Carga de Trabajo (C.T) y Requerimiento (R).
Tabla Nº 7.6 Carga de Trabajo y Requerimiento durante Actividades
T.T.T.A
(min/turno)
T.T.T
(min/turno) % D.I % C.T T.D R
342,35 480 11,17 82,49 426.4 0,80
Fuente: Seguimiento a las actividades realizadas por la Máquina Rectificadora
C.T = 82,49%
Req = 0,80 1 Máquina Rectificadora

Capítulo VII - Situación Propuesta
125
De acuerdo a los resultados obtenidos se puede observar que las actividades
realizadas con la máquina rectificadora presenta una carga de trabajo
aceptable con un 82,49% dando por consiguiente un requerimiento de equipo
de 0,80; es decir, un (1) máquina rectificadora, para que el mismo satisfaga
las operaciones de producción de cilindros y con esto incrementar la
eficiencia y productividad de la misma.
7.2.6 Distribución de tiempos de la Máquina Rectificadora
Seguidamente se presenta la distribución de los tiempos de la máquina
rectificadora (Ver Tabla Nº 6.26) especificando el Tiempo Total de Trabajo y
Atención, el tiempo en que esta detenida a causa de demoras evitables e
inevitables del personal que la utiliza, y el tiempo muerto, es decir, inactivo
siendo relevante el Tiempo Total de Trabajo y Atención comprendido por las
actividades que el equipo realiza
Tabla Nº 7.7 Distribución de Tiempos de Máquina Rectificadora
Descripción Tiempo Promedio
(min/turno) % Porcentaje
Tiempo Total de Trabajo y Atención (T.T.T.A)
342,35 71,32
Demoras Evitables (D.E) 67,92 14,15
Demoras Inevitables (D.I) 53,6 11,17
Tiempo Muerto 16,13 3,36
Tiempo Total de Trabajo (T.T.T) 480 100
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros de Laminación en Caliente
En la Figura Nº 7.1 se presenta la distribución de tiempos encontrado del
estudio realizado a la máquina rectificadora.

Capítulo VII - Situación Propuesta
126
72%
14%
11% 3%
Tiempo Total de Trabajo y Atención (T.T.T.A)
Demoras Evitables (D.E)
Demoras Inevitables (D.I)
Tiempo Muerto
Gráfico Nº 7.1 Distribución de Tiempos de Máquina Rectificadora
7.2 REALIZACIÓN DE LA PLANIFICACIÓN DEL TRABAJO DE LAS
GRÚAS Y RECTIFICADORAS PARA DISMINUIR LAS PARADAS
OPERATIVAS.
Como se observo en gráficas anteriores, la demora que representa mayor
tiempo de parada operativa, es la espera por grúa puesto que no existe
coordinación y planificación por parte de los operadores de grúas y técnicos
maquinistas en el momento de cargar y descargar el cilindro de las
rectificadoras. En el Apéndice E se muestra la distribución de tiempos en
función de la planificación de actividades de carga y descarga de cilindros en
cada una de las máquinas actualmente existentes. El mismo fue realizado en
el Programa Microsoft Project, y se presenta el diagrama de Gantt de un
turno completo de trabajo, mediante el cual se muestra que no existen
demoras por espera de grúa si se sigue dicho plan.
Por otro lado en el Apéndice F se muestra al igual que la anterior los
gráficos de Gantt con la planificación de las actividades pero incorporando
una máquina más, tomando en cuenta la propuesta anterior. Pero con la
inclusión de una rectificadora adicional la grúa encargada de transportar los

Capítulo VII - Situación Propuesta
127
cilindros no cubre la carga de trabajo de cuatro (4) equipos, por lo tanto se
realiza la planificación de dichas operaciones en función de las dos grúas
existentes, puesto que la zona de montaje y desmontaje de la cual esta
encargada una de de estas le queda tiempo disponible para atender el
requerimiento de la nueva rectificadora y con esto incrementar la producción
de cilindros rectificados por turno y a su vez no generar demoras por la
instalación del nuevo equipo.
A continuación se muestra la Tabla Nº 7.8 en la cual se observa los
resultados de la situación actual Versus la Situación propuesta:
Tabla Nº 7.8 Situación Actual Vs. Situación Propuesta
Situación Actual Situación Propuesta
Máquina Cilindros por Turno Máquina Cilindros por Turno
RC-1 10 RC-1 10
RC-2 10 RC-2 10
RC-3 10 RC-3 10
Total 30 RC-4 10
Total 40
Fuente: Seguimiento a las actividades realizadas en el Taller de Cilindros
De la tabla anterior se observa que con la incorporación de una nueva
máquina rectificadora, se incrementa en diez la producción de cilindros
rectificados por turno, lo que se traduce en un 33,33 %, aumentando por
ende su capacidad, y a su vez disminuyendo y/o eliminando las demoras por
grúa, que representan el retardo operativo con mayor numero de tiempo y
frecuencia en cada una de las máquinas.

Conclusiones
128
CONCLUSIONES
Tras la realización de este estudio de optimización del proceso de producción
de cilindros del taller de Laminación en Caliente de SIDOR, se pueden
formular las siguientes conclusiones:
1. La etapa más crítica que presenta menos capacidad de producción
durante un turno es la de rectificación con sólo 15 parejas/turno.
2. La baja disponibilidad que presentan las máquinas durante las
jornadas de trabajo es la causa que influye directamente en la baja
producción de cilindros.
3. Las demoras que presentan mayor tiempo de retardo en las máquinas
rectificadoras lo constituyen la espera por grúa, la falta de cilindro a
rectificar y falta de operador.
4. La falta de planificación y coordinación de actividades entre
operadores de grúa y técnicos maquinistas es el motivo fundamental
por la cual se genera la demora de espera por grúa.
5. Con la incorporación de un nuevo maquinista o ayudante de estos
disminuiría la fatiga de estos en su jornada de trabajo, aunado a que
disminuiría la demora por falta de operador en las máquinas.
6. La falta de almacenamiento adecuado de materiales y herramientas
genera desorden y suciedad en las distintas áreas de producción.

Conclusiones
129
7. A través del análisis de operación realizado a cada una de las etapas
se comprueba que no es posible eliminar ni combinar ninguna de
estas etapas, por lo tanto no es posible rediseñar un nuevo diagrama
de proceso.
8. La capacidad actual del proceso de rectificado abastece solamente la
demanda inmediata del proceso de laminación, el taller por las
diversas demoras presentadas en las máquinas y la falta de
planificación interna no tiene la capacidad actualmente de tener un
stock de seguridad en caso de cambios imprevistos en el proceso
antes mencionado.
9. Con la adquisición de la máquina rectificadora y una mejor
planificación entre operadores de grúas y maquinistas la producción
de cilindros rectificados aumentaría en un 33,33 % por turno.

Recomendaciones
130
RECOMENDACIONES
Basándose en el estudio realizado a todas las etapas que comprenden el
proceso de producción de cilindros llevado a cabo en el Taller de Laminación
en Caliente y en las conclusiones obtenidas se recomienda las siguientes
alternativas:
1. Realizar un estudio de fuerza laboral en el área de rectificado, ya sea
contratar un ayudante y/u otro maquinista auxiliar.
2. Reorganizar inventario de cilindros ya sea operativos, con defectos,
sin pareja entre otros, que contribuya al aumento de almacenamiento
de los mismos.
3. Mejorar programas de limpieza en el área, sobre todo zona de montaje
y desmontaje, por presentar condiciones inseguras al personal que
labora por la grasa existente.
4. Realizar planificación interna del proceso de rectificado en función de
los programas de laminación, que permita abastecer la demanda
actual y al mismo tiempo asegurar un stock de seguridad en caso de
ocurrir cambios de cilindros imprevistos.
5. Programar planes de rectificación de cilindros inoperativos en
programas en donde el número de piezas a laminar sea considerable,
lo que permita incrementar los cilindros operativos y que estos se han
supervisados para velas por el cumplimiento de dichas actividades.

Recomendaciones
131
6. Ejercer un mayor control por parte de los supervisores con la
asistencia y cumplimiento de las actividades que realiza el personal,
ya sean mecánicos, maquinistas y operadores de grúa.
7. Mejorar las condiciones de trabajo en todas las áreas que conforman
el proceso de producción de cilindros, tomando como prioridad la
ventilación.
8. Diseñar un nuevo modelo de estante de forma tal que almacene la
mayor cantidad de cilindros.
9. Realizar un estudio de factibilidad para ver si es rentable desde el
punto de vista económico la incorporación de una nueva máquina
rectificadora.
10. Retomar el almacenamiento que se la hacia anteriormente a los
cilindros, colocando cada tipo en el estante de color que le
corresponda según el bastidor al cual pertenezca, para que de esta
forma exista un orden y control de estos con una mayor facilidad, y
que los inspectores y/o supervisores velen porque el personal cumpla
con dichas instrucciones.

Glosario de Términos
132
GLOSARIO DE TÉRMINOS
Cilindros: Son los encargados de efectuar el conformado de la banda
y distribuir las presiones de laminación, para lograr la conformación
plana de los aceros laminados en caliente.
Cilindros de Apoyo: Son los que están en contacto directo con los
cilindros de trabajo y se encargan de distribuir las presiones de
laminación en toda la parte central del cilindro de trabajo, evitando de
esta manera que estos sufran flexión debido a las grandes presiones
de laminación.
Cilindros de Trabajo: Son los que están en contacto directo con la
banda, siendo ellos los que realizan la laminación e imprimen el
acabado.
Rectificación: Es una operación que se efectúa en general con
piezas ya trabajadas anteriormente por otras máquinas- herramientas,
hasta dejar un pequeño exceso de metal respecto a la dimensión
definitiva. Este tiene por objeto alcanzar en las dimensiones
tolerancias muy estrictas y una elevada calidad de acabado
superficial.
T.T.T.A : Es el Tiempo Total de Trabajo y Atención. Es la suma de
todos los tiempos promedios por las frecuencias estándar de las
operaciones realizadas.
T.T.T : Es el Tiempo Total del Turno. Es el tiempo que dura la jornada
de trabajo.

Lista de Referencias
133
LISTA DE REFERENCIAS
[1]. CERVO A. ALCINO P. “Metodología Científica”. Mc Graw – Hill.
México. 1.980
[2]. GARCÍA, Rafael. “Estudio del Trabajo”.Segunda Edición. Mc Graw –
Hill. México.
[3]. NIEBEL, Benjamín, FREIVALDS Andris. „‟Ingeniería Industrial:
Métodos, Estándares y Diseño del trabajo‟‟. Décima Edición.
Alfaomega. Mexixo,D.F. 2001
[4]. ROJAS, Rosas. „‟Orientaciones Prácticas para la elaboración de
informes de investigación‟‟. UNEXPO. Tercera edición. (1996).
[5]. UNIVERSIDAD NACIONAL ABIERTA. “Metodología Científica”.
Caracas, Venezuela. (1997)
[6]. TERNIUM SIDOR: http://www.Sidornet

134
ANEXOS

135
ANEXO A: Defectos en Bobinas originados por Cilindros
a. Huellas
Se le llama huellas a aquellas marcas en alto o bajo relieve sobre la superficie de la banda,
de forma irregular, y que se presenta repetitivamente a lo largo de la misma. La distancia
entre dos impresiones dependerá del Ø del cilindro o rodillo- generador., el cual clasificará la
huella como: huellas fuertes, zona de presión y huellas de impulsor.
Detección: A simple vista sobre la superficie de la banda bien sea en la
cara superior , inferior o en ambas caras.
Posibles Confusiones: No hay posible confusión.
Causas de Origen Acciones Correctivas
-Incorporación de elementos extraños en la
superficie de los rodillos, motrices, de
arrastre o de cilindros de trabajo.
-Cambio de cilindro defectuoso o limpieza de
cilindro afectado.
-Desprendimiento de un pedazo de cilindro
de trabajo del tren laminador
-Empleo de cilindros que tenga la dureza
superficial adecuada
-Sobrelaminación en tren LSCC -Inspección y control frecuente del estado
superficial de cilindros o rodillos de proceso.
-Adecuada refrigeración de los cilindros
durante la laminación.
Huellas producidas en Bobinas

136
b. Poros de Cascarilla
Son pequeñas cavides, abiertas a la superficie, de distribución irregular. Muchas veces
aparecen alrededor de las escoria de cascarilla muy adherentes, que se ponen de manifiesto
al desprenderse éstas.
Detección: A simple vista al realizar inspección durante prueba larga
Con ayuda de piedra esmeril o con decapado con HCl.
Posibles Confusiones: Falla de Descamación / Escoria laminada
Causas de Origen Acciones Correctivas
Sobrelaminación de cascarilla generada por:
Atmósfera reductora en hornos
Sobrecalentamiento
Elevadas temperaturas de
laminación.
Fuertes reducciones por pasadas.
Grietas en los cilindros.
Falta de enfriamiento de los cilindros.
Deficiencia en sistemas de
descamación.
Rugosidad en los cilindros.
Control de temperatura en la
superficie del material.
Control de velocidades de
laminación.
Evitar reducciones inadecuadas por
pasadas.
Revisión periódica del sistema de
enfriamiento de cilindros, con
énfasis en: dispersión y geometría
de rociado, limpieza de toberas y
filtros, presión y caudal de agua.
.Procesamiento de material en
atmósfera oxidante.
Poro de Cascarilla

137
c. Cascarilla Roja
Son finas capas superficiales adheridas al metal sólido o incrustaciones de restos de óxido
de hierro de color rojizo; producidas durante el proceso de laminación, que se presenta en
todo lo ancho y largo de la banda en forma irregular.
Detección: A simple vista durante, durante la inspección de la prueba larga o durante el
decapado.
Posibles Confusiones: No hay confusión.
Causas de Origen Acciones Correctivas
Tiempos excesivos de permanencia en
el horno y atmósferas inadecuadas en
hornos de calentamiento.
Aceros con altos contenidos en Si/Mn.
Mala eliminación de cascarilla formada
en los hornos por incorrecto
funcionamiento de los sistemas
descamadores: difusores cegados, mal
alineados, presiones de agua
incorrectas.
Mantener un buen control de la
atmósfera y calentamiento de hornos.
Control de contenido de Si y relación
Mn/Si.
Garantizar un buen contacto entre los
raspadores y cilindros de trabajo de
manera que no pueda llegar agua de
forma incontrolable a la superficie del
desbaste o de la banda.
Revisión y control de lo sistemas
descamadores.
Control de presiones de laminación.
Usar irrigador de aire a la entrada de
la cizalla.

138
Bobinas presentando Cascarilla Roja
ANEXO B: Definiciones Operacionales de Los Factores de Fatiga
[Método Sistemático]

139

140

141
ANEXO C: Tabla de Suplementos o Márgenes

142
AREA DEL LAMINADOR TREN CONTINUO
P
U
E
R
T
A
H
-
16
EDIFICI
O TO
RN
O
TC
-1
M
AQ
RC
-1
M
AQ
RC
-2
M
AQ
RC
-3
MA
Q
RC-
4
EST
ANT
E
BA
ÑO
S
D
EP
OSI
T
O
EST
ANT
E
EST
ANT
E
EST
ANT
E
EST
ANT
E
EST
ANT
E
EST
ANT
E
CAMBIADORE
S
DE CAJAS
EST
ANT
E
PANELES
ELECTRICOS
ZONA DE
MONTAJE APOYO
DEPOSITO
ZONA
MANTTO.
PREVENTI
VO
C
O
ME
D
O
R
S
U
PER
VI
S
O
R
BAÑ
O
CARRO
TRANFERIDOR
E
N
F
RI
A
DO
R
D
EP
O
SI
T
O
ZONA
MANTTO
CORRECTIVO
PANEL
ELECTRDICO
BASCULANT
E
G-
36
G-
35
G-
34
G-
33
G-
32
G-
31
G-
30
G-
29
G-
28
G-
26
G-
27
D
E
P
D
EP
SOTAN
O SOTAN
O
AIRE
PRESURIZADO AIRE
PRESURIZADO
OFIC.
MANTTO.
F-
36 F-
35
F-
34
F-
33
F-
32 F-36
F-
31
F-30 F-
29
F-
28
F-
27
F-
26
EXTRACTO
R
EST
ANT
E
EST
ANT
E
E
S
T
AN
T
E
E
S
T
AN
T
E
VIA FERREA
VIA
FERREA
V
I
A
F
E
R
R
E
A CARRO TRANFERIDOR DE CILINDROS
SUPERINTENDENCIA DE CILINDROS
EQUIPO
OXI-
CORTE EQUIPO
OXI-
CORTE
Anexo D: Layout de Taller de Cilindros

144
APÉNDICES

144
APÉNDICE A: Análisis de Operaciones
Análisis de Operación: Etapa de Desmontaje
Preguntas Análisis
1. Objetivo de la Operación
¿Qué propósito tiene la operación? *El desmontaje de los cojinetes (cajas) a los Cilindros Inferior y Superior, provenientes de los bastidores del Tren Continuo.
¿Es necesario el resultado que se obtiene con ella? *Si es necesario puesto que si no se realiza el desmontaje de las cajas se hace imposible el rectificado del cilindro, debido a las dimensiones que presenta la máquina
¿Es posible lograr mejores resultados de otra manera? *No es posible
¿Se puede eliminar la operación analizada? *No es posible
¿Podría combinarse la operación con una operación anterior ó posterior? *No, puede combinarse
¿Es la secuencia de operaciones la mejor posible? *Actualmente es la mejor posible
¿Podría adelantarse alguna parte de la operación siguiente? *No podría adelantarse, si se combina con la operación anterior
¿Podrían eliminarse o reducirse las interrupciones? *No se pueden eliminar demoras por grúa, puesto que las máquinas rectificadoras tienen prioridad, sin embargo se puede buscar la manera de reducirlas.
2. Diseño de la Pieza

145
¿Puede modificarse el modelo para simplificar o eliminar la operación?
* No se puede modificar el diseño de los cilindros, sin embargo se ha pensado modificar los cojinetes de tal forma de logar una adaptación del anillo de retén a éste y con esto evitar que el mecánico este quitando o colocando el anillo cada vez que realice el desmontaje.
¿Se pueden reducir el número de operaciones y las distancias recorridas en la fabricación, ensamblando mejor las partes y facilitando el maquinado?
*No se pueden reducir, sin embargo existen en la actualidad algunos cojinetes que no necesitan lubricación, ya que utilizan rodamientos sellados, lo que conlleva a reducir el tiempo de desmontaje. A estos se les esta estudiando el rendimiento de tal forma que sean igual o más duraderos que el otro tipo.
3. Tolerancias y Especificaciones
¿La tolerancia, acabados y otros requisitos son necesarios? *Si, son necesarias ya que estas nos ayudan en el desarme de las cajas, aunado a que tienen que cumplir con las normas de calidad exigidas.
¿Es efectivo y eficiente el proceso de inspección? *Si es eficiente.
¿Deben mejorarse las herramientas, patrones y aditamentos?
*Si, puesto que ha ocurrido incidentes de trabajo por no utilizar herramientas adecuadas en el desempeño de las actividades que involucran esta operación.
¿Deben comprobarse el conocimiento y condiciones de trabajo?
*Si, es necesario para corroborar los conocimientos que tenga el personal (técnicos-mecánicos) de cómo es el procedimiento para realizar esta operación.
4. Material
¿Considerar el tamaño, en uso apropiado y las condiciones y características adecuadas?
*Si, se consideran las características de los materiales, ya que para realizar el cambio de alguno de estos deben ser semejantes las características al original.
¿Puede emplearse material de más bajo costo? *Si, se pueden utilizar siempre y cuando cumpla con las especificaciones requeridas, aunado a que presenten las condiciones de seguridad establecidas.

146
¿Se utilizan completamente los materiales? *No se utilizan completamente, el aceite recircula, y tanto el desengrasante como la grasa generalmente no se terminan y siempre ahí.
5. Proceso de Manufactura
¿Puede hacerse en máquina un trabajo manual pesado? *No hay forma de realizar el proceso automatizado.
¿Puede mecanizarse operaciones lentas? *No aplica
6. Preparación de Herramientas y Patrones
¿Las herramientas que se emplean son las más adecuadas para el trabajo que se realiza? *Sí, son las más adecuadas.
¿Se proporcionan herramientas eléctricas, herramientas especiales, plantillas prensas, sujetadores especiales y dispositivos múltiples o dobles? *No se proporciona, ya que no lo requiere.
¿Están todas las herramientas en buenas condiciones de utilización? *Si, todas se encuentran en buenas condiciones para laborar.
¿Se podrían cambiar por otras las herramientas y otros accesorios para disminuir el esfuerzo? *No, no se pueden cambiar.
¿Podría hacerse algún cambio técnico importante para simplificar la forma proyectada para la ejecución del trabajo? *No puede hacerse ningún cambio.
7. Condiciones de Trabajo
¿Son adecuadas para el trabajo la iluminación, la calefacción y la ventilación?
*No son las más adecuadas con excepción de la iluminación que se encuentra óptima, puesto que la ventilación, la temperatura, el ruido, entre otras presentan de forma deficiente.
¿Son apropiados los cuartos de aseo, armarios, entre otros? *Si son apropiados los cuartos de aseo y armarios (vestidores).

147
¿Hay algún riesgo innecesario en el trabajo?
* Si existe riesgos motivado a la existencia de grasa en el piso, representando esto una condición insegura, puesto que existe la posibilidad de resbalarse ocasionando un incidente o en el peor de los casos un accidente.
¿Se ha previsto lo conveniente para que el obrero pueda trabajar indistintamente de pie o sentado? *No se ha previsto, puesto que el trabajo debe ser realizado de pie.
¿La jornada de trabajo y los períodos de descanso son los más económicos?
*Son los más adecuados, pero se observa que el personal que labora en esta área tiene periodos de descanso extras a los que debería tener, ya que los mismos sólo laboran cuando existe cambio de cilindros, una vez desmontados y montados estos, el personal se queda sin actividades por hacer creando un tiempo de ocio y a su vez tiempo de producción perdido.
¿Existe confort en el área de trabajo? *No existe confort en el área
¿Son apropiados los estantes para guardar las herramientas? *No son apropiados, se pueden modificar.
¿Existe limpieza en el área de trabajo? *Si existe, pero se puede mejorar puesto que existen todavía elementos deficientes en esta área, sobre todo generados por la grasa.
¿Existe seguridad para que el obrero realice su trabajo adecuadamente?
*Si existe seguridad, aunque se presenta una condición de riesgo generada por la grasa.
8. Manejo de Materiales
¿Podría reducirse el número de manipulaciones a que están sometidos los materiales? *No pueden disminuirse.
¿Podría acortarse las distancias por recorrer? *No pueden acortarse.
¿Se reciben, mueven y almacenan los materiales en depósitos adecuados y limpios? *No se encuentra lugar adecuado para almacenar materiales.
¿Podría relevarse a los obreros del transporte de materiales usando transportadores? *No aplica

148
¿Se pueden usar señales tales como luces o campanas para indicar a quienes manejan el material que está listo para moverse?
*No aplica para el tipo de materiales utilizados en esta operación, y los cilindros para trasladarlo de aquí hacia otra área, el técnico-mecánico se lo indica con las manos al operador de grúa.
¿Deben usarse grúas, transportadores o carros especiales? *Para los materiales no se utilizan ningún medio de transporte en especial, sin embargo para transportar lo cilindros de está área a otra se utiliza la grúa puente.
9. Distribución de máquinas y equipo
¿Los equipos se encuentran ubicados a alcance del o los operadores? *Si se encuentran ubicados
¿Los centros de servicio están ubicados cerca de las áreas e producción de tal forma que sean acceso para todos?
*En cuanto a los centros de servicio, es de notarse que los sanitarios se encuentran cerca de en esta área, sin embargo los termos con agua se localizan alejados del personal y tienen que desplazarse varios metros hasta a estos.
¿Las áreas de almacenamiento se encuentran arregladas y distribuidas e tal forma que reduzcan al mínimo la búsqueda y el manejo de materiales?
*No se encuentran arregladas y distribuidas, y por ende no reducen la búsqueda.
¿Es suficiente el número de maquinas y equipos existentes en el área?
*No son suficientes, es necesaria la adquisición de carros cambiadores como mínimo para completar las seis (6) parejas de cilindros puesto que actualmente sólo se encuentran cuatro (4), aunado la posibilidad de incorporar un equipo adicional de lubricación.
10. Principio de economía de movimientos
¿Sigue el método las leyes de la economía de movimientos? *Si sigue el método.
¿Está acondicionada el área de trabajo? *No se encuentra acondicionada.
¿Hay un lugar fijo para cada herramienta? *No existe un lugar fijo para cada herramienta.
¿Existen aditamentos que liberen las manos de sostener las herramientas? *No existen aditamentos.
¿Están los materiales y herramientas en posición previa a su uso? *Si se encuentran en posición previa a su uso.

149
Análisis de Operación: Etapa de Enfriamiento
Preguntas Análisis 1. Objetivo de la Operación
¿Qué propósito tiene la operación? *Enfriar los cilindros para disminuir la temperatura con que estos salen del Tren Continuo.
¿Es necesario el resultado que se obtiene con ella? *Si es necesario puesto que se hace imprescindible que estos adquieran una temperatura óptima antes de ser rectificados.
¿Es posible lograr mejores resultados de otra manera? *No es posible
¿Se puede eliminar la operación analizada? *No es posible
¿Podría combinarse la operación con una operación anterior ó posterior? *No podría combinarse
¿Es la secuencia de operaciones la mejor posible? *Actualmente es la mejor posible
¿Podría adelantarse alguna parte de la operación siguiente? *No, no podría adelantarse.
¿Podrían eliminarse o reducirse las interrupciones? *No aplica
2. Diseño de la Pieza
¿Puede modificarse el modelo para simplificar o eliminar la operación?
*No podría modificarse el modelo de los cilindros, sin embargo se puede modificar el enfriamiento y adaptar estos a un nuevo sistema en el cual las mangueras se encuentran incorporadas al los carros cambiadores del proceso de desmontaje.
¿Se pueden reducir el número de operaciones y las distancias recorridas en la fabricación, ensamblando mejor las partes y facilitando el maquinado? *No aplica
3. Tolerancias y Especificaciones
¿La tolerancia, acabados y otros requisitos son necesarios? *Si, son necesarias ya que aminora el margen de defectos y equivocaciones
¿Es efectivo y eficiente el proceso de inspección? *Si es efectivo y eficiente.

150
¿Deben mejorarse las herramientas, patrones y aditamentos?
*Las herramientas y patrones utilizados actualmente son adecuados al trabajo que se ejecuta, aunque podrían mejorarse.
¿Deben comprobarse el conocimiento y condiciones de trabajo? *No aplica
4. Material
¿Considerar el tamaño, en uso apropiado y las condiciones y características adecuadas?
*Si, se consideran adecuadas las características de los materiales, ya que para realizar el cambio de alguno de estos deben ser semejantes las características al original.
¿Puede emplearse material de más bajo costo? *Si, se pueden utilizar siempre y cuando cumpla con las especificaciones requeridas y exigidas.
¿Se utilizan completamente los materiales? *Sí, se utilizan completamente los materiales.
5. Proceso de Manufactura
¿Puede hacerse en máquina un trabajo manual pesado? *No puede cambiarse el método, sin embargo puede modificarse el diseño de los tanques de tal forma que sea más eficiente el proceso de enfriamiento.
¿Puede mecanizarse operaciones lentas? *Si pudiera hacerse la operación con mayor rapidez, siempre y cuando se modificara el diseño de los estantes, y estos tengan un sistema más moderno que permita enfriar los cilindros de forma más rápida.
6. Preparación de Herramientas y Patrones
¿Las herramientas que se emplean son las más adecuadas para el trabajo que se realiza? *Sí, las herramientas son las más adecuadas.
¿Se proporcionan herramientas eléctricas, herramientas especiales, plantillas prensas, sujetadores especiales y dispositivos múltiples o dobles? *No se proporciona, puesto que no son necesarias.
¿Están todas las herramientas en buenas condiciones de utilización? *Si se encuentran todas las herramientas en buenas condiciones.
¿Se podrían cambiar por otras las herramientas y otros accesorios para disminuir el esfuerzo? *No, no podrían cambiar.
¿Podría hacerse algún cambio técnico importante para simplificar la forma proyectada para la ejecución del trabajo? *No aplica.

151
7. Condiciones de Trabajo
¿Son adecuadas para el trabajo la iluminación, la calefacción y la ventilación?
*Las condiciones de trabajo no son las más óptimas, con excepción de la iluminación, todos los demás factores, como ventilación, ruido, temperatura, entre otros, se encuentran deficientes en el área.
¿Son apropiados los cuartos de aseo, armarios, entre otros? *Si, son apropiados.
¿Hay algún riesgo innecesario en el trabajo? *No existen riesgos.
¿Se ha previsto lo conveniente para que el obrero pueda trabajar indistintamente de pie o sentado? *No Aplica
¿La jornada de trabajo y los períodos de descanso son los más económicos? *No Aplica
¿Existe confort en el área de trabajo? *No Aplica
¿Son apropiados los estantes para guardar las herramientas? *Si son apropiados
¿Existe limpieza en el área de trabajo? *Si existe limpieza.
¿Existe seguridad para que el obrero realice su trabajo adecuadamente? *Si existe seguridad.
8. Manejo de Materiales
¿Podría reducirse el número de manipulaciones a que están sometidos los materiales? *No se pueden reducir.
¿Podría acortarse las distancias por recorrer? *No se pueden reducir distancias.
¿Se reciben, mueven y almacenan los materiales en depósitos adecuados y limpios?
*El agua es suministrada a través de tuberías, y el líquido refrigerante esta contenido en tambores, los cuales no tienen un lugar fijo de almacenamiento.
¿Podría relevarse a los obreros del transporte de materiales usando transportadores? *No aplica
¿Se pueden usar señales tales como luces o campanas para indicar a quienes manejan el material que está listo para moverse?
*No aplica para el manejo de materiales, sin embargo para el traslado de cilindros los maquinistas indican al operador de grúa que cilindro es el que va a trasladar hasta la zona de rectificado.

152
¿Deben usarse grúas, transportadores o carros especiales? *Para transportar a los cilindros es necesario el uso de la grúa puente. La mezcla de líquido refrigerante junto el agua, proviene directamente de las tuberías.
9. Distribución de máquinas y equipo
¿Los equipos se encuentran ubicados a alcance del o los operadores? *Si se encuentran al alcance de los operadores.
¿Los centros de servicio están ubicados cerca de las áreas e producción de tal forma que sean acceso para todos? *No se encuentran cerca.
¿Las áreas de almacenamiento se encuentran arregladas y distribuidas e tal forma que reduzcan al mínimo la búsqueda y el manejo de materiales?
*No existe área de almacenamiento para el líquido refrigerante lo que genera un desorden.
¿Es suficiente el número de maquinas y equipos existentes en el área?
*No es suficiente, el número de estantes es reducido, puesto que sólo se encuentra un tanque de enfriamiento.
10. Principio de economía de movimientos
¿Sigue el método las leyes de la economía de movimientos? *Si sigue el método.
¿Está acondicionada el área de trabajo? *Si se encuentra acondicionada.
¿Hay un lugar fijo para cada herramienta? *No aplica.
¿Existen aditamentos que liberen las manos de sostener las herramientas? *No aplica.
¿Están los materiales y herramientas en posición previa a su uso? *No aplica.

153
Análisis de Operación: Etapa de Rectificado
Preguntas Análisis 1. Objetivo de la Operación
¿Qué propósito tiene la operación? *Rectificar los cilindros provenientes del proceso de laminación.
¿Es necesario el resultado que se obtiene con ella?
*Si es necesario puesto con la operación se logra eliminar tanto el desgaste como los defectos (grietas, zonas de presión) con que vienen del laminador.
¿Es posible lograr mejores resultados de otra manera?
*No es posible
¿Se puede eliminar la operación analizada?
*No se puede eliminar.
¿Podría combinarse la operación con una operación anterior ó posterior?
*No, no podría combinarse.
¿Es la secuencia de operaciones la mejor posible?
*Si es la mejor posible
¿Podría adelantarse alguna parte de la operación siguiente?
*No, no podría adelantarse.
¿Podrían eliminarse o reducirse las interrupciones?
*Si podrían reducirse, una de las medidas sería una adecuada planificación de mantenimiento para las máquinas, puesto que debido a las constantes fallas que estas presentan se generan el mayor número de demoras. Esto se origina en virtud de que el mantenimiento realizado es correctivo, ya que cuando ocurre un problema la máquina es detenida por un mayor número de tiempo, que van de minutos, horas y hasta días. Debido a lo anterior se genera retrasos en la producción puesto que el número de máquinas se reducen. Aunado a esto existe una deficiencia en los repuestos de las máquinas lo que conlleva a que cuando se dañe una pieza, a veces lo repuestos que son extraídos como dañados de las máquinas, son los mismos que utilizan y no son sustituidos por nuevos por falta de estos, lo que trae como consecuencia que la máquina no sea reparada y que más adelante se tenga que volver a detener, a veces hasta por daño total.

154
2. Diseño de la Pieza
¿Puede modificarse el modelo para simplificar o eliminar la operación?
*No podría modificarse el modelo de los cilindros, sin embargo se le pueden realizar mejoras al modelo de la máquina, entre ellas automatizarla y actualizarla un poco más.
¿Se pueden reducir el número de operaciones y las distancias recorridas en la fabricación, ensamblando mejor las partes y facilitando el maquinado?
*Si se pueden reducir, incorporando al personal un nuevo maquinista auxiliar el cual se encargaría de desmontar y montar el cilindro de la máquina rectificadora. Actualmente existen cuatro (4) técnicos- maquinistas los cuales se encargan de realizar el rectificado. Cada uno de estos están asignados a una máquina, pero los mismos resultan insuficientes puesto que al montar y desmontar los cilindros, cada técnico tiene que bajar y subir de la máquina para hacer cada una de las operaciones antes nombradas, y aquí se generan tiempo perdido, aunado a la fatiga causada al personal que labora en esta área.
3. Tolerancias y Especificaciones
¿La tolerancia, acabados y otros requisitos son necesarios?
*Si, son necesarias ya que los cilindros deben cumplir especificaciones, en cuanto a calidad para satisfacer las necesidades de nuestros clientes, que en este caso sería el laminador.
¿Es efectivo y eficiente el proceso de inspección?
*No es efectivo puesto que el principal instrumento de inspección es el sistema integrado por el equipo Rollscan Sarclad, y este presenta muchas fallas durante sus labores, dando origen a que el proceso de rectificado no se realice de la mejor manera posible generando inconvenientes tanto al maquinista como al resto del personal del taller, entre ellos el Inspector y Supervisor de Turno.
¿Deben mejorarse las herramientas, patrones y aditamentos?
*Las herramientas y patrones utilizados actualmente son adecuados al trabajo que se ejecuta, aunque podrían mejorarse.
¿Deben comprobarse el conocimiento y condiciones de trabajo?
*Si deben comprobarse el conocimiento de los maquinistas y capacitarlos aún más para que desempeñen su labor con mayor perfección. Aunado a lo anterior las condiciones de trabajo existentes presentan debilidades puesto que existen condiciones inseguras para el técnico maquinista, lo cual debe mejorarse para disminuir estos riesgos.
4. Material

155
¿Considerar el tamaño, en uso apropiado y las condiciones y características adecuadas?
*Si, se consideran adecuadas las características de los materiales, ya que para realizar el cambio de alguno de estos deben ser semejantes las características al original, sin embargo podrían mejorarse, en especial la muela abrasiva.
¿Puede emplearse material de más bajo costo?
*Si, se pueden utilizar siempre que cumplan con las especificaciones requeridas y no afecte la calidad del rectificado.
¿Se utilizan completamente los materiales?
*Depende del material, el liquido refrigerante recircula, la muela se utiliza completamente.
5. Proceso de Manufactura
¿Puede hacerse en máquina un trabajo manual pesado?
*No es posible.
¿Puede mecanizarse operaciones lentas?
*Si podría realizarse en otro tipo de máquina más moderna y avanzada.
¿Puede hacerse la operación más automática?
*Si podría realizarse de forma más automática. Específicamente en la actividad que consiste en corregir la conicidad de los cilindros.
¿Puede la máquina ser operada con más efectividad?
*Si puede operarse con mayor efectividad, esto va a depender en gran parte de la forma en como realizan la actividad los maquinistas, aunado al mantenimiento que se le practique a cada una de las máquinas rectificadoras.
6. Preparación de Herramientas y Patrones
¿Las herramientas que se emplean son las más adecuadas para el trabajo que se realiza?
*Depende de la herramienta, algunas son adecuadas y otras no. Por lo tanto las que son consideradas no adecuadas debe buscarse la forma de cambiarlas o mejorar el diseño.
¿Se proporcionan herramientas eléctricas, herramientas especiales, plantillas prensas, sujetadores especiales y dispositivos múltiples o dobles?
*No se proporciona, puesto que no son necesarias.
¿Están todas las herramientas en buenas condiciones de utilización?
*No todas se encuentran en buenas condiciones de utilización.

156
¿Se podrían cambiar por otras las herramientas y otros accesorios para disminuir el esfuerzo?
*Si podrían cambiarse para disminuir el esfuerzo del maquinista.
¿Podría hacerse algún cambio técnico importante para simplificar la forma proyectada para la ejecución del trabajo?
*Ya los cambios se realizaron, como lo fue el gancho que utiliza la grúa para extraer el cilindro de la máquina y la instalación de las computadoras en cada una de las máquinas rectificadoras.
7. Condiciones de Trabajo
¿Son adecuadas para el trabajo la iluminación, la calefacción y la ventilación?
*Las condiciones de trabajo no son las más óptimas, con excepción de la iluminación, todos los demás factores, como ventilación, ruido, temperatura, entre otros, se encuentran deficientes en el área.
¿Son apropiados los cuartos de aseo, armarios, entre otros?
*Si son apropiados los cuartos de aseo y armarios (vestidores).
¿Hay algún riesgo innecesario en el trabajo?
*Si existen riesgos en el proceso de rectificado. Entre los principales podemos nombrar: Ø El piso, puesto que el líquido refrigerante salpica tanto adentro de la máquina como afuera de esta, cuando es accionada la llave que le suministra agua al cilindro durante su desbaste, dicho liquido es resbaloso y crea una condición insegura tanto para el maquinista, como para las personas que transitan alrededor de la rectificadora, ya que la unión del refrigerante con la grasa existente crea el riesgo de que estas resbalen y caigan.Ø Protección de la Muela, ya que las tapas que cubren a estas no se encuentran en buenas condiciones, lo que puede ocasionar que se desprenda la muela, explote, entre otros; lo que puede dar origen a que el maquinista o cualquier otro trabajador resulte afectado dependiendo de la gravedad del daño.
¿Se ha previsto lo conveniente para que el obrero pueda trabajar indistintamente de pie o sentado?
*Si se ha previsto, el trabajo se puede realizar durante el rectificado por períodos de pie o sentado.
¿La jornada de trabajo y los períodos de descanso son los más económicos?
*Si son los más adecuados
¿Existe confort en el área de trabajo? *No existe confort en el área
¿Son apropiados los estantes para guardar las herramientas?
*No son apropiados los estantes para guardar las herramientas, ya que como tal no existe un lugar de almacenamiento donde colocar las mismas, puesto que tanto las llaves como el micrómetro, entre otros, se localizan sobre la misma máquina y no en un sitio determinado.

157
¿Existe limpieza en el área de trabajo?
*No existe limpieza. Debido a que el aceite que utiliza la máquina, aunado al polvo, el agua y la viruta hace que se forme una mezcla oscura que mantiene sucia a la máquina y sus alrededores. Además de lo anteriormente expuesto, se observa la presencia de desperdicios de comida, trapos manchados con grasa, entre otros, los cuales se encuentran en el interior de la rectificadora dándole a esta un aspecto de desaseo.
¿Existe seguridad para que el obrero realice su trabajo adecuadamente?
*Si existe seguridad, aunque existen algunas condiciones inseguras que podrían mejorarse.
8. Manejo de Materiales
¿Podría reducirse el número de manipulaciones a que están sometidos los materiales?
*No se pueden reducir.
¿Podría acortarse las distancias por recorrer?
*No se pueden reducir distancias.
¿Se reciben, mueven y almacenan los materiales en depósitos adecuados y limpios?
*Los materiales como el aceite y líquido refrigerante no se encuentran almacenados en depósitos adecuados y limpios, puesto que los mismos se encuentran en tambores, los cuales se encuentran distribuidos por todo el taller y no tienen un lugar específico donde ser colocados. Esta condición presentada genera un desorden, aunado de crear condiciones inseguras, puesto que en muchos casos se localizan en zonas por donde transita el personal, y por estos encontrarse mal ubicados reduce el área del taller y por ende el espacio por donde caminar, lo que puede dar origen a que los trabajadores tropiecen y caigan, y con esto resultar lastimados. Además de lo anterior, es necesario recalcar que el almacenamiento de las muelas abrasivas no es el más indicado, ya que estos resultan insuficientes, y por no existir lugar donde almacenarlas son colocadas en el piso.
¿Podría relevarse a los obreros del transporte de materiales usando transportadores?
*No aplica
¿Se pueden usar señales tales como luces o campanas para indicar a quienes manejan el material que está listo para moverse?
*No aplica para el manejo de materiales, sin embargo para el traslado de cilindros los maquinistas indican al operador de grúa que cilindro es el que va a trasladar hasta la zona de desmontaje.

158
¿Deben usarse grúas, transportadores o carros especiales?
*Para trasladar las muelas abrasivas como los cilindros cuando ya se encuentran rectificados se utiliza la grúa puente.
9. Distribución de máquinas y equipo
¿Los equipos se encuentran ubicados a alcance del o los operadores?
*Si se encuentran al alcance de los operadores.
¿Los centros de servicio están ubicados cerca de las áreas e producción de tal forma que sean acceso para todos?
*No se encuentran cerca.
¿Las áreas de almacenamiento se encuentran arregladas y distribuidas e tal forma que reduzcan al mínimo la búsqueda y el manejo de materiales?
*Para el proceso de rectificado entre los distintos materiales y herramientas existentes, las muelas abrasivas son las únicas que poseen un lugar específico de almacenamiento, a pesar de no ser este el más adecuado, el mismo se encuentra cercano sólo a la máquina rectificadora RC-1.
¿Es suficiente el número de maquinas y equipos existentes en el área?
*No es suficiente el número de máquinas, es necesario estudiar la posibilidad de incorporar una máquina adicional o repotenciar las existentes, puesto que las que se encuentran actualmente presentan un elevado porcentaje de fallas durante la jornada de trabajo.
10. Principio de economía de movimientos
¿Sigue el método las leyes de la economía de movimientos?
*Si sigue el método.
¿Está acondicionada el área de trabajo?
*No se encuentra acondicionada.
¿Hay un lugar fijo para cada herramienta?
*No existe un lugar fijo para cada herramienta.
¿Existen aditamentos que liberen las manos de sostener las herramientas?
*Si existen aditamentos.
¿Están los materiales y herramientas en posición previa a su uso?
*Si se encuentran en posición previa a su uso.

159
Análisis de Operación: Etapa de Montaje
Preguntas Análisis 1. Objetivo de la Operación
¿Qué propósito tiene la operación? *Realizar el montaje de cilindros para su posterior traslado al proceso de laminación.
¿Es necesario el resultado que se obtiene con ella? *Si es necesario puesto que con la operación se preparan finalmente los cilindros para ser utilizados por el laminador.
¿Es posible lograr mejores resultados de otra manera? *No es posible
¿Se puede eliminar la operación analizada? *No se puede eliminar
¿Podría combinarse la operación con una operación anterior ó posterior? *No, no podría combinarse.
¿Es la secuencia de operaciones la mejor posible? *Si actualmente es la mejor posible.
¿Podría adelantarse alguna parte de la operación siguiente? *No, no podría adelantarse.
¿Podrían eliminarse o reducirse las interrupciones? *Si podrían reducirse. Las principales demoras generadas en esta fase son generadas por las grúas. Sin embargo son demoras que se pueden reducir más no eliminar ya que las máquinas tienen prioridad.
2. Diseño de la Pieza
¿Puede modificarse el modelo para simplificar o eliminar la operación?
*No podría modificarse el modelo de los cilindros, ni tampoco los equipos cambiadores en donde se realiza el montaje.
¿Se pueden reducir el número de operaciones y las distancias recorridas en la fabricación, ensamblando mejor las partes y facilitando el maquinado? *No aplica.
3. Tolerancias y Especificaciones
¿La tolerancia, acabados y otros requisitos son necesarios? *Si, son necesarias ya que los cilindros deben cumplir especificaciones, en cuanto a calidad para satisfacer las necesidades de nuestros clientes, que en este caso sería el laminador.
¿Es efectivo y eficiente el proceso de inspección? *Si es efectivo y eficiente.
¿Deben mejorarse las herramientas, patrones y aditamentos?
*Las herramientas y patrones utilizados actualmente son adecuados al trabajo que se ejecuta, aunque podrían mejorarse.

160
¿Deben comprobarse el conocimiento y condiciones de trabajo?
*Si deben comprobarse para mejorar el desempeño de los trabajadores en sus labores de montaje.
4. Material
¿Considerar el tamaño, en uso apropiado y las condiciones y características adecuadas?
*Si, se consideran adecuadas las características de los materiales, ya que para realizar el cambio de alguno de estos deben ser semejantes las características al original.
¿Puede emplearse material de más bajo costo? *Si, se pueden utilizar siempre que cumplan con las especificaciones requeridas y no afecte la calidad del rectificado.
¿Se utilizan completamente los materiales? *No se utilizan completamente generalmente siempre queda material en este proceso, que posteriormente se vuelven a utilizar.
5. Proceso de Manufactura
¿Puede hacerse en máquina un trabajo manual pesado? *No aplica.
¿Puede mecanizarse operaciones lentas?
*Ya se mecanizo, puesto que anteriormente el montaje y desmontaje se realizaba en la propia grúa, en virtud de que no existían los carros cambiadores, por ende el tiempo que se llevaba realizar esta operación era mucho mayor al actual.
6. Preparación de Herramientas y Patrones
¿Las herramientas que se emplean son las más adecuadas para el trabajo que se realiza? *Si son las más adecuadas.
¿Se proporcionan herramientas eléctricas, herramientas especiales, plantillas prensas, sujetadores especiales y dispositivos múltiples o dobles? *No se proporciona, ya que no lo requiere.
¿Están todas las herramientas en buenas condiciones de utilización? *Si, todas se encuentran en buenas condiciones para laborar.
¿Se podrían cambiar por otras las herramientas y otros accesorios para disminuir el esfuerzo? *No, no se pueden cambiar.
¿Podría hacerse algún cambio técnico importante para simplificar la forma proyectada para la ejecución del trabajo? *No puede hacerse ningún cambio.
7. Condiciones de Trabajo

161
¿Son adecuadas para el trabajo la iluminación, la calefacción y la ventilación?
*No son las más adecuadas con excepción de la iluminación que se encuentra óptima, puesto que la ventilación, la temperatura, el ruido, entre otras presentan de forma deficiente.
¿Son apropiados los cuartos de aseo, armarios, entre otros? *Si son apropiados los cuartos de aseo y armarios (vestidores).
¿Hay algún riesgo innecesario en el trabajo?
*Si existen riesgos, debido a la grasa existente en el piso, aunado a que por el deterioro que presentan las grúas, se ha originado que de estas se desprendan tornillos, creando una condición insegura para el personal que labora en esta área, ya que podría ocasionar alguna lesión a los trabajadores si estos los llegara a golpear en alguna de las partes del cuerpo. Otro de los riesgos existentes es el desnivel existente en la superficie del suelo, ya que esto y la grasa pueden ocasionar caídas de un nivel a otro.
¿Se ha previsto lo conveniente para que el obrero pueda trabajar indistintamente de pie o sentado? *El trabajo requiere que se efectué de pie.
¿La jornada de trabajo y los períodos de descanso son los más económicos?
*Si son los más adecuados. Aunque presentan descansos adicionales a los que deben tener.
¿Existe confort en el área de trabajo? *No existe confort en el área
¿Son apropiados los estantes para guardar las herramientas? *No son apropiados, se pueden modificar.
¿Existe limpieza en el área de trabajo? *Si existe, pero se puede mejorar puesto que existen todavía elementos deficientes en esta área, sobre todo generados por la grasa.
¿Existe seguridad para que el obrero realice su trabajo adecuadamente?
*Si existe seguridad, aunque existen algunas condiciones inseguras que podrían mejorarse motivadas a la grasa existente en el piso.
8. Manejo de Materiales
¿Podría reducirse el número de manipulaciones a que están sometidos los materiales? *No pueden disminuirse.
¿Podría acortarse las distancias por recorrer? *No pueden acortarse.
¿Se reciben, mueven y almacenan los materiales en depósitos adecuados y limpios? *No son depósitos adecuados y limpios.

162
¿Podría relevarse a los obreros del transporte de materiales usando transportadores? *No aplica
¿Se pueden usar señales tales como luces o campanas para indicar a quienes manejan el material que está listo para moverse?
*No aplica para el manejo de materiales, sin embargo para el traslado de cilindros los mecánicos indican al operador de grúa que cilindro es el que va a trasladar hasta carro transferidor.
¿Deben usarse grúas, transportadores o carros especiales? *Para trasladar a los materiales si es necesario el uso de la grúa.
9. Distribución de máquinas y equipo
¿Los equipos se encuentran ubicados a alcance del o los operadores? *Si se encuentran al alcance de los operadores.
¿Los centros de servicio están ubicados cerca de las áreas e producción de tal forma que sean acceso para todos?
*En cuanto a los centros de servicio, es de notarse que los sanitarios se encuentran cerca de en esta área, sin embargo los termos con agua se localizan alejados del personal y tienen que desplazarse varios metros hasta a estos.
¿Las áreas de almacenamiento se encuentran arregladas y distribuidas e tal forma que reduzcan al mínimo la búsqueda y el manejo de materiales?
*No se encuentran arregladas y distribuidas, y por ende no reducen la búsqueda.
¿Es suficiente el número de maquinas y equipos existentes en el área?
*No es suficiente el número de carros cambiadores, aunado a la falta de un equipo adicional de lubricación así como la escasez de cajas y trineos. Puesto que las cajas y trineos utilizadas son las provenientes directamente de lo cilindros quemados por el laminador, y adicionales a las cajas de la reserva del tren y del taller, no existen más para realizar el montaje de los mismos, esto genera demoras ya que hasta que no se realice el cambio, según la programación del laminador, no se puede proceder a realizar el montaje de los mismos.
10. Principio de economía de movimientos
¿Sigue el método las leyes de la economía de movimientos? *Si sigue el método.
¿Está acondicionada el área de trabajo? *No se encuentra acondicionada.
¿Hay un lugar fijo para cada herramienta? *No existe un lugar fijo para cada herramienta.
¿Existen aditamentos que liberen las manos de sostener las herramientas? *No existen aditamentos.
¿Están los materiales y herramientas en posición previa a su uso?
*Si se encuentran en posición previa a su uso.

163
APÉNDICE B: Diagrama Causa-Efecto en etapas de Desmontaje y Montaje de Cilindros

164
APÉNDICE C: Diagrama Causa-Efecto en etapas de Enfriamiento y Rectificado de Cilindros

165
Apéndice D: Vistas de Taller de Cilindros
Vistas General de Taller de Cilindros
Etapa de Desmontaje

166
Etapa de Enfriamiento
Etapa de Rectificado

167
Etapa de Montaje
Almacenamiento

168
APÉNDICE E: Diagrama Gantt Con Tres Maquinas Rectificadoras

169
APÉNDICE F: Diagrama Gantt con IV Máquinas Rectificadoras

170
APÉNDICE G: Histórico de Demoras de Máquinas Rectificadoras
Maquina Tipo_Demora Nov-05 Dic-05 Ene-06 Feb-06 Mar-06 Abr-06 Total
general
RC-1 Cambio de muela 365 300 360 213 321 519 2078
Eléctricas 110 1321 836 810 320 1195 4592
Esperando gruas 4116 4135 3423 3490 3930 3855 22949
Falta de cilindro a rectificar 2133 1766 3552 4205 4130 2581 18367
Falta de Operador 3300 2795 3010 2308 3409 2773 17595
Inspeccionando cilindro por
ultra_sonido 113 80 40 100 162 200 695
Inspeccionando con el Roll Scan 143 167 111 75 1125 227 1848
Limpieza de Maquina 10 60 100 680 270 1120
Limpieza de Pozo 345 280 95 205 287 230 1442
Mecánica 840 660 1498 720 163 90 3971
Otras Demoras 1942 2376 1904 1594 3913 2298 14027
Parada de Mantenimiento 1850 1365 373 3588
Paro Sindical 90 120 65 100 40 415
Preparando Maquina 667 1274 245 585 531 309 3611
Prueba de L /Penetrante 1091 1493 232 60 127 271 3274
Total RC-1 15265 16827 17256 16475 18891 14858 99572

171
RC-2 Cambio de muela 335 345 415 220 460 520 2295
Eléctricas 10 950 1785 595 593 324 4257
Esperando gruas 4905 4738 3961 2644 4710 5507 26465
Falta de cilindro a rectificar 2835 2464 4482 1689 4180 3615 19265
Falta de Operador 2578 2868 3543 2134 3081 3015 17219
Inspeccionando cilindro por
ultra_sonido 55 35 95 12 95 292
Inspeccionando con el Roll Scan 290 107 85 35 66 181 764
Limpieza de Maquina 120 120
Limpieza de Pozo 400 349 15 270 520 220 1774
Mecánica 30 565 770 220 820 155 2560
Otras Demoras 1747 1646 2031 1510 2080 2532 11546
Parada de Mantenimiento 375 8945 180 9500
Paro Sindical 95 60 155
Preparando Maquina 480 324 213 660 511 320 2508
Prueba de L /Penetrante 210 531 45 70 153 150 1159
Total RC-2 13970 14922 17840 19087 17366 16694 99879

172
RC-3 Cambio de muela 190 270 235 260 395 340 1690
Eléctricas 155 6265 490 140 855 340 8245
Esperando gruas 2111 1891 1837 1485 2374 3060 12758
Falta de cilindro a rectificar 2455 3930 1930 1235 2977 1070 13597
Falta de Operador 3496 2148 3785 2251 3840 2938 18458
Inspeccionando cilindro por
ultra_sonido 625 475 740 570 155 695 3260
Inspeccionando con el Roll Scan 125 125
Limpieza de Maquina 450 30 115 595
Limpieza de Pozo 580 480 420 720 2200
Mecánica 625 3575 59 125 95 4479
Otras Demoras 2175 2211 3655 1576 1828 1437 12882
Parada de Mantenimiento 60 480 540
Paro Sindical 115 115
Preparando Maquina 1730 1487 2275 2785 1520 2520 12317
Prueba de L /Penetrante 100 100 180 30 90 500
Total RC-3 14867 22732 15586 10637 14519 13420 91761

173
RC-4 Cambio de muela 214 290 325 160 270 260 1519
Eléctricas 5185 500 555 530 365 345 7480
Esperando gruas 4149 3778 4411 4122 4446 3921 24827
Falta de cilindro a rectificar 1463 2372 4491 3032 2312 2163 15833
Falta de Operador 2572 2601 2791 2479 3093 2192 15728
Inspeccionando cilindro por
ultra_sonido 140 50 40 120 14 364
Inspeccionando con el Roll Scan 304 40 115 75 445 75 1054
Limpieza de Maquina 425 225 650
Limpieza de Pozo 302 225 320 335 1182
Mecánica 977 6727 138 1530 109 2904 12385
Otras Demoras 1571 1216 1526 1364 2210 1968 9855
Parada de Mantenimiento 480 480 145 960 4675 6740
Paro Sindical 150 130 45 115 440
Preparando Maquina 299 137 271 260 226 1193
Prueba de L /Penetrante 1157 1205 173 110 265 118 3028
Total RC-4 18963 19751 15411 14742 14215 19196 102278
Total general 63065 74232 66093 60941 64991 64168 393490