Pi_02!02!01. Radiografia Industrial
24
PDVSA N° TITULO REV. FECHA DESCRIPCION PAG. REV. APROB. APROB. APROB. FECHA APROB. FECHA VOLUMEN 1 E PDVSA, 1983 PI–02–02–01 RADIOGRAFIA INDUSTRIAL APROBADA Eliecer jiménez Alejandro Newski DIC.85 DIC.85 PROCEDIMIENTO DE INSPECCION DIC.85 JUL.94 J.S. 1 0 REVISION GENERAL 23 21 E.J. A.N. MANUAL DE INSPECCION ESPECIALISTAS PDVSA
-
Upload
ivanjhernandezh -
Category
Documents
-
view
347 -
download
14
Transcript of Pi_02!02!01. Radiografia Industrial

PDVSA N° TITULO
REV. FECHA DESCRIPCION PAG. REV. APROB. APROB.
APROB. FECHAAPROB.FECHA
VOLUMEN 1
� PDVSA, 1983
PI–02–02–01 RADIOGRAFIA INDUSTRIAL
APROBADA
Eliecer jiménez Alejandro NewskiDIC.85 DIC.85
PROCEDIMIENTO DE INSPECCION
DIC.85
JUL.94 J.S.1
0
REVISION GENERAL 23
21
E.J. A.N.
MANUAL DE INSPECCION
ESPECIALISTAS
�����

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 1
�����
.Menú Principal Indice manual Indice volumen Indice norma
Indice1 ALCANCE 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 PRINCIPIO 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 LIMITACIONES 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 SEGURIDAD 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 DOCUMENTOS REQUERIDOS PARA LA INSPECCION 3. . . . . . . .
6 PROCEDIMIENTO 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.1 Procedimiento Radiográfico 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.2 Preparación de la Superficie 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3 Dirección de la Radiación 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.4 Medios de Registros, Pantallas y Películas Radiográficas 5. . . . . . . . . . . . 6.5 Calidad de las Radiografías 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.6 Densidad Radiográfica 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.7 Identificación de las Radiografías 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.8 Selección de la Energía de Radiación 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.9 Definición de la Imagen Radiográfica 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.10 Calibración 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.11 Indicadores de Calidad de Imagen ICI (penetrámetros) 10. . . . . . . . . . . . . . . 6.12 Técnicas Radiográficas 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 EVALUACION DE RADIOGRAFIAS 13. . . . . . . . . . . . . . . . . . . . . . . . . . 7.1 Observación de las Placas Radiográficas 13. . . . . . . . . . . . . . . . . . . . . . . . . . . 7.2 Interpretación de Placas Radiográficas 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 INFORME 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 2
�����
.Menú Principal Indice manual Indice volumen Indice norma
1 ALCANCEEl siguiente procedimiento tiene como objetivo guiar al inspector para que juzguelas técnicas radiográficas usadas y la aceptación de las placas radiográficas.
2 PRINCIPIOLa radiografía industrial es un ensayo no destructivo que consiste en atravesaruna radiación electromagnética ionizante (rayos � o rayos X), a través de la piezaa inspeccionar. Esta radiación es más o menos absorbida por lasdiscontinuidades internas de la pieza, llegando a la otra cara de la misma, con unaintensidad de radiación distinta, e impresiona una película radiográfica, la cual,una vez revelada, muestra variaciones de densidades, siendo más oscura en lazona de menor espesor y más clara en la zona de mayor espesor. Para lainterpretación de las placas radiográficas el inspector debe considerar lasindicaciones producidas sobre las mismas, considerando que pueden serafectadas por otras causas tales como geometría de la pieza, defecto de lapelícula.
La detección de un defecto por medio del ensayo radiográfico depende de:
– Orientación del defecto, con respecto a la dirección del haz– Espesor de la pieza– Técnica radiográfica aplicada– Selección de la película radiográfica– Procesado de la película– Selección de la fuente de emisión
3 LIMITACIONES– Los defectos cuya orientación no es favorable a la dirección de radiación no
son detectados. Aquellos defectos que se encuentren en un plano que esté enla línea del haz radiográfico no serán detectados.
– Piezas con geometría complejas dificultan, y hasta imposibilitan, la correctaaplicación de la técnica.
– No hay posibilidad de conocer la profundidad de un defecto a no ser que seemplee el procedimiento estereométrico, aunque algunos expertos ya sea pordiferencia de densidad y/o comparación con patrones la calculan en formaaproximada.
– Los espesores de pared de la sección a inspeccionar podrían limitar su empleo.– El uso de radiografía industrial tiene un aspecto no asociado con otros métodos
de ensayos no destructivos como lo es el peligro de radiación excesiva.– Los materiales para el revelado de la placa radiográfica gradualmente pierden
sus propiedades o pueden ser manejados inadecuadamente, obteniéndosecomo resultado placas radiográficas de baja calidad.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 3
�����
.Menú Principal Indice manual Indice volumen Indice norma
– Cuando se compara el uso de rayos � con rayos X, se encuentra que los rayos� muestran menor contraste que los rayos X, sin embargo, los equipos de rayosX pueden ser dificultosos para ser transportados por su tamaño y ademásrequieren una fuente de energía adicional, y en estos casos los rayos � sonfrecuentemente preferidos.
4 SEGURIDAD– La protección personal de todas las formas de radiación es un requerimiento
esencial en el campo de radiografía industrial. Es un hecho comprobado quela radiación primaria así como la radiación secundaria tiene un efecto biológicoy físico en todas las materias vivientes. Es recomendable (generalmente es unrequerimiento legal) que todas las personas que operan o trabajan cerca defuentes de radiación lleven un registro de la dosis de radiación absorbidadiariamente, semanalmente o mensualmente con dosímetros de bolsillo ypelícula y en ningún momento se deben exceder los límites permitidos por laGuía de Seguridad para trabajos con radiación ionizante PDVSA. Asimismo,se debe tener en consideración lo establecido en el Reglamento de lasCondiciones de Higiene y Seguridad en el Trabajo, Capítulo VI (RadiacionesIonizantes).
– Usualmente, el radiólogo indica con el uso de dispositivos adecuados (comomonitores Geiger), las áreas inseguras alrededor de las fuentes de radiación.El inspector debe permanecer fuera de estas áreas mientras la exposiciónradiográfica es realizada. En ningún caso el personal (radiológico, inspectory ayudante) debe exponerse a radiaciones primarias y secundarias.
– El inspector debe velar que los procedimientos y prácticas de seguridadradioactiva recomendados sean cumplidos.
5 DOCUMENTOS REQUERIDOS PARA LA INSPECCIONLa última edición de las normas siguientes:
– ASTM E–142
– ASTM E–94
– ASME SECCION V y VIII
– DIN 54109
– API 1104
– Código o norma especificada en la orden de trabajo (COVENIN, ANSI, TEMA,AWS, etc.)
– Guía de Seguridad para trabajos con radiaciones ionizantes de PDVSA
– Nondestructive testing Handbook.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 4
�����
.Menú Principal Indice manual Indice volumen Indice norma
6 PROCEDIMIENTOLos siguientes parámetros son esenciales para realizar un buen examenradiográfico por lo cual deberán ser verificados por el inspector.
6.1 Procedimiento RadiográficoEl examen radiográfico deberá ser efectuado de acuerdo con un procedimientoescrito, el cual deberá cumplir con los requisitos establecidos en los códigos onormas aplicables. Los detalles del procedimiento radiográfico usado deberáconocerlos el inspector para poder interpretar las placas radiográficas.
Los procedimientos radiográficos deberán incluir al menos la informaciónindicada a continuación:
– Tipo de material a inspeccionar– Rango de espesores– Tipo de fuente de radiación (isótopo a usar (rango de actividad) o voltaje
máximo en rayos X)– Tamaño de la fuente– Geometría de la exposición (distancia fuente–película, condiciones de
exposición)– Tipo de película– Tipo y espesor de las pantallas intensificadoras– Indicador de calidad de imagen (penetrámetro) y espesor compensador (shim)– Marcas de identificación– Variables de la exposición– Criterios de evaluación
6.2 Preparación de la SuperficieVerificar que la superficie ha sido preparada de acuerdo a lo siguiente:
– Materiales: Las superficies deberán satisfacer los requisitos de lasespecificaciones aplicables a los materiales, con reacondicionamientoadicional si fuera necesario, por cualquier proceso adecuado a tal grado quelas irregularidades de la superficie no encubran las discontinuidades o seanconfundidas con ellas.
– Soldaduras: Las ondulaciones de soldaduras o las irregularidades en lasuperficie de la soldadura en ambos lados exterior o interior (cuando seanaccesibles) deberán ser removidas por cualquier proceso aceptable a tal gradoque la imagen radiográfica resultante debida a cualquier irregularidad nopueda encubrir o confundirse con la imagen de cualquier discontinuidad.
– Acabado de superficies: El acabado de las superficies de todas las unionessoldadas a tope podrá ser nivelado con el material base o podrá tener alturasacordes con las normas aplicables.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 5
�����
.Menú Principal Indice manual Indice volumen Indice norma
6.3 Dirección de la RadiaciónA no ser que sea especificado de otra forma, la dirección del haz central deradiación deberá ser centrado perpendicularmente al área de interés.
6.4 Medios de Registros, Pantallas y Películas Radiográficas
6.4.1 Control de la película: Verificar que las películas radiográficas han sidoseleccionadas de acuerdo al documento de referencia aplicable.
6.4.2 Pantallas intensificadoras: Comprobar si es permitido el uso de pantallasintensificadoras por el código o norma aplicable. Las pantallas deberán estarexentas de rayaduras u otros imperfecciones que puedan producir efectosperturbadores sobre las radiografías, (como dobleces, abombamientos por haberestado sometida a altas temperaturas, etc.).
6.4.3 Procesamiento de películas: Las películas deberán ser procesadas de acuerdocon el Capítulo III de la norma ASTM E–94 y/o instrucciones del fabricante depelícula.
6.5 Calidad de las RadiografíasTodas las placas radiográficas deberán estar libres de marcas o de cualquier tipode daño mecánico, a tal grado que no puedan ocultar o ser confundidas con laimagen de cualquier discontinuidad en el objeto que está siendo radiografiado,tales marcas o manchas incluyen, pero no están limitadas a:
– Aspecto difuso (nebuloso, borroso)– Defectos de procesado tales como rayas, marcas de agua o manchas
químicas– Raspaduras, marcas de huellas de dedos, dobleces, marcas estáticas,
manchas o rupturas– Pérdidas de detalles debido a un pobre contacto entre la película y la pantalla– Indicaciones falsas debido a pantallas defectuosas o fallas internas.Toda placa radiográfica que presente marcas o manchas deberá ser rechazaday tomada nuevamente, de acuerdo con las normas aplicables.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 6
�����
.Menú Principal Indice manual Indice volumen Indice norma
6.6 Densidad Radiográfica
6.6.1 La densidad de la imagen radiográfica, del Indicador de Calidad de Imagen (ICI)apropiado y del área de interés, será de un mínimo de 1,8 para tomas sencillasen radiografías hechas con una fuente de rayos–X y de un mínimo de 2,0 pararadiografías hechas con fuente de rayos gamma. Para tomas compuestas deexposiciones múltiples, la densidad mínima será de 1,3. La máxima densidadserá 4,0 tanto para toma sencilla como para toma compuesta. Se permite unatolerancia de 0,05 en densidad por variaciones entre lecturas de densitómetros.Cuando se presentan diferencias de densidad entre las diferentes áreas aexaminar se deberá aplicar lo establecido en la norma o código especificado enla orden de compra.
6.6.2 Comprobación de la densidad de radiografías: Deberá usarse un medidor dedensidad de película por comparación o un densitómetro para asegurar elcumplimiento de los requisitos de densidad de la placa radiográfica y usar unapelícula de calibración escalonada para comprobar la calibración deldensitómetro y/o calibrar directamente el densitómetro portátil sobre la pantalladel negastoscopio en el cual su escala registra el cero y proceder a lacomprobación de la densidad en las películas.
6.6.3 Verificación de la radiación de retrodispersión: Como una comprobación de laposible existencia de radiación de retrodispersión, se debe colocar un símbolo deplomo (B), con dimensiones mínimas de 13 mm (1/2”) de alto y 1,6 mm (1/16”) deespesor en la parte de atrás del porta–película. Si la imagen de la letra “B” apareceen la placa radiográfica, significará que la protección contra la radiación deretrodispersión no es suficiente y en consecuencia la radiografía deberá serconsiderada inaceptable. Cualquier desviación de las dimensiones indicadaspara la letra “B” antes mencionada debe ser reportada.
6.7 Identificación de las Radiografías
6.7.1 Sistema de identificación: Se debe utilizar un sistema de identificaciónpermanente en la radiografía con la cual se pueda localizar el No. de contrato,componente, soldadura o cordón de soldadura y número de parte,apropiadamente. Además el símbolo del fabricante o nombre y la fecha en quefue tomada la radiografía deberá incluirse total y permanentemente en laradiografía. Este sistema de identificación no necesariamente requiere que lainformación aparezca como una imagen radiográfica. En cualquier caso, estainformación no deberá interferir con el área de interés.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 7
�����
.Menú Principal Indice manual Indice volumen Indice norma
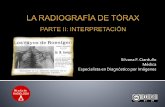
6.7.2 Localización (Ver Fig. 1.). Las marcas para localización que deban aparecer comoimágenes radiográficas en la película, deberán colocarse sobre la pieza (no enel porta película) y su localización deberá ser marcada sobre la superficie de lapieza que está siendo radiografiada o sobre un plano, de tal manera que permitaque el área de interés sobre la radiografía sea exactamente ubicada sobre lapieza.
Las marcas de localización deberán ser colocadas como se indica a continuación:
– Técnica de pared sencilla
a. Sectores del lado de la fuente:
Las marcas de identificación se colocarán del lado de la fuente en lossiguientes casos:
– En componentes planos o uniones longitudinales de componentescilíndricos.
– En componentes curvados o esféricos, cuya cara cóncava estéhacia el lado de la fuente, siendo la distancia fuente–objeto menorque el radio interior del componente.
– En componentes curvados o esféricos cuya cara convexa esté haciael lado de la fuente.
b. Sectores del lado de la película:
– Las marcas de identificación se colocarán del lado de la película encomponentes curvados o esféricos cuya cara cóncava esté hacia ellado de la fuente, siendo la distancia fuente–objeto mayor que elradio interior del componente.
c. Sectores del lado de la fuente o película indistintamente:
– Las marcas de identificación pueden ser colocadas en el lado de lafuente o película indistintamente en componentes curvados oesféricos cuya cara cóncava esté hacia el lado de la fuente y ladistancia fuente–objeto es igual al radio interior del componente.
– Técnica de doble–pared
Se deberá colocar al menos una marca de identificación en la superficieexterna adyacente a la soldadura o en el material en el área de interés paracada exposición.
6.7.3 Marcas de localización en un plano / dibujo. Cuando existan problemas deaccesibilidad o de otro tipo que impidan la colocación de las marcas como seestipula en el punto 6.7.2, es conveniente realizar un plano dimensional de losarreglos geométricos, que incluya las marcas de identificación, de modo quepermita la localización de la zona en cualquier momento y demuestre que se hacubierto toda la zona a inspeccionar.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 8
�����
.Menú Principal Indice manual Indice volumen Indice norma
6.8 Selección de la Energía de Radiación
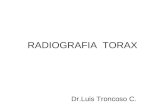
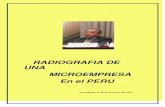
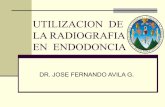
6.8.1 Radiación X
Excepto como se estipula en el párrafo 6.8.3, el voltaje máximo a usar en unexamen radiográfico no deberá exceder lo establecido en las Figs. 2. 3. ó 4. segúncorresponda. Para materiales diferentes a los indicados en las figuras, losrequerimientos deberán cumplir con lo especificado en el párrafo 6.8.3.
6.8.2 Radiación gamma
Excepto como se estipula en el párrafo 6.8.3, el espesor mínimo para el cual losisótopos radioactivos pueden ser usados es como se indica a continuación:
ESPESORES MINIMOS RECOMENDADOS (*)MATERIAL
IRIDIO–192 COBALTO–60Acero (0,75”) (1,50”)
Cobre y Níquel (0,65”) (1,30”)
Aluminio (2,5”) –––
(*) La sensibilidad radiográfica total está influenciada principalmente por losfactores: Selección de la película, Penumbra geométrica y Densidad depelícula.
Los espesores máximos para el uso de isótopos radioactivos sonfundamentalmente establecidos por el tiempo de exposición, por lo que los límitessuperiores no son especificados. La limitación del espesor mínimo recomendadopuede ser reducido cuando se demuestre que la sensibilidad radiográficarequerida ha sido obtenida.
6.8.3 Condiciones especiales
Cuando no sea práctico llevar a cabo la radiografía dentro de los límitesestablecidos en 6.8.1 ó 6.8.2 o cuando otros isótopos radioactivos diferentes aliridio–192 o cobalto–60 vayan a ser utilizados, deberá demostrarse que elprocedimiento es satisfactorio mediante la resolución del ICI sobre el espesormínimo del material que va a ser radiografiado.
6.9 Definición de la Imagen Radiográfica
6.9.1 Limitaciones de la penumbra geométrica:
Los diferentes códigos o normas aplicables especifican la máxima penumbrageométrica permisible. A manera de ejemplo se citará la norma API 1104 y elASME Sección V.
a. API 1104: La máxima penumbra geométrica será de 0,5 mm,determinándose a partir de ella, la distancia fuente–objeto mínima deacuerdo con la expresión dada en 6.9.2.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 9
�����
.Menú Principal Indice manual Indice volumen Indice norma
b. La penumbra geométrica, según ASME Sección V, no debe exceder lo siguiente:
ESPESOR DEL MATERIAL MAXIMA PENUMBRA GEOMETRICA
mm pulg mm pulgmenos 50,8 2 0,508 0,020
50,8 a 76,2 2 a 3 0,762 0,030
76,2 a 101,6 3 a 4 1,016 0,040
mayor 101,6 4 1,778 0,070
6.9.2 Determinación de la penumbra geométrica
La penumbra geométrica es igual al tamaño de la fuente por el espesor sobre ladistancia fuente–objeto. Se determina usando la fórmula:
Ug �F x e
D
donde:
Ug = Penumbra geométrica
F = Tamaño de la fuente. La dimensión máxima efectiva de la fuente deradiación (o punto local) en el plano perpendicular de la distancia D desdela soldadura o el objeto radiográfico
D = Distancia desde la fuente de radiación a la soldadura u objeto que estásiendo radiografiado
e = Espesor de la soldadura o del objeto a ser radiografiado, asumiendo que lapelícula está junto a la soldadura u objeto. De otra manera será la suma delespesor de la soldadura u objeto a radiografiar y la distancia entre la películay la soldadura u objeto.
Nota:
Refiérase a la práctica recomendada ASTM E–94, Sección 10, para el métodoque determina la penumbra geométrica. Alternativamente puede ser utilizado elmonograma mostrado en la práctica recomendada ASTM E–94.
6.10 Calibración
6.10.1 Certificación del tamaño de la fuente: Se aceptará la certificación del fabricanteen relación al tamaño máximo efectivo de la fuente.
6.10.2 Determinación del tamaño de la fuente: en el caso que la certificación delfabricante no sea accesible, el tamaño de la fuente deberá determinarsemediante una radiografía hecha por el método del agujero (pinhole). Referencia:Nondestructive Testing Handbock Volume I. Measuring Focal–Spot Size.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 10
�����
.Menú Principal Indice manual Indice volumen Indice norma
6.11 Indicadores de Calidad de Imagen ICI (penetrámetros)
6.11.1 General
Diferentes indicadores de calidad de imágenes han sido desarrollados por variasorganizaciones de normalización. Indiferentemente del diseño, los indicadoresde calidad de imagen tienen en común lo siguiente:
a. El material del ICI debe ser del mismo material que la pieza a radiografiar,o debe tener las mismas características de absorción.
b. La radiografía debe ser ejecutada utilizando una técnica lo suficientementesensible para mostrar la imagen del ICI y el tamaño del detalle más pequeñodel mismo (bien sea un agujero o un alambre) conocido como el nivel decalidad radiográfica, los cuales son indicaciones esenciales de la calidad dela imagen radiográfica. La selección del nivel de calidad radiográfica se basaen los requerimientos del servicio del producto. La placa radiográfica deberáademás mostrar los números y letras de identificación.
c. Los penetrámetros nunca son usados como comparadores de tamaño delos defectos encontrados.
6.11.2 Diseño y selección del ICI
a. Diseño: los ICI deben ser fabricados e identificados según losrequerimientos o alternativas permitidas en las Normas ASTM E–142,ASME Sección V, API 1104, DIN 54109 de acuerdo a lo estipulado en elcódigo o norma especificada en la orden de trabajo.
b. Selección: el ICI debe ser seleccionado de acuerdo al código o normaespecificada en la orden de trabajo según lo siguiente:
CODIGO O NORMA TABLAASME SECCION V Tabla 1 ó 2, según corresponda.
API 1104 Tabla 3
DIN 54109 Tabla 4
ASTM El42 Tabla 5
c. Para soldaduras, el espesor en el cual se basa el ICI es el espesor nominalde pared más el refuerzo permitido por los códigos o normas de referencia.Los anillos de respaldo o tiras en la soldadura no son consideradas comoparte de la soldadura o refuerzo para la selección del penetrámetro.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 11
�����
.Menú Principal Indice manual Indice volumen Indice norma
6.11.3 Colocación de los ICI
a. Los ICI se deben colocar adyacentes al cordón de soldadura sobre lasuperficie más próxima a la fuente de radiación, excepto en los casos dondeel metal base no es radiográficamente similar al metal de aporte o desoldadura o la configuración geométrica hace esto impráctico, en tal casopuede ser colocado sobre el metal soldado.
b. Para diferentes materiales de soldadura, el ICI debe colocarse en el área deinterés del lado de la fuente.
c. Donde la accesibilidad o el tamaño impida la colocación del ICI del lado dela fuente, el mismo será colocado del lado de la película de la pieza y unaletra de plomo “F”, de la misma altura que los números de identificación delICI, será ubicada adyacente al ICI con el fin de que sirva de evidencia de talcircunstancia. La selección del ICI tomará en cuenta esta limitación.
d. Cuando la configuración o el tamaño impida la colocación del ICI sobre elobjeto a radiografiar, éste puede ser colocado en un bloque separado comose estipula en la práctica recomendada ASTM E–142.
6.11.4 Cantidad de ICI
a. Excepto lo indicado en los puntos b. c. y d. se utilizará un ICI para cadaradiografía.
Cada ICI representará un área de densidad radiográfica uniforme,esencialmente tal como lo dictamina un medidor de densidad de película porcomparación o un densitómetro. En el caso de que la densidad a través delárea de interés en cualquier lugar de la radiografía varíe entre el –15% al30% de la densidad a través del ICI, entonces un ICI adicional debe serutilizado por cada área o áreas de densidad y la radiografía será tomadanuevamente.
Cuando se calcule la variación en densidad permitida, los cálculos debenser redondeados al 0,1 dentro de los rangos especificados en el punto 6.6.1.
b. Si se utiliza más de un ICI uno deberá representar el área más clara y otroel área más oscura. Las densidades que intervienen en la radiografíadeberán ser consideradas como aceptables.
c. Para recipientes cilíndricos o componentes planos donde una o más de unapelícula es usada para una exposición completa, la imagen de un ICI deberáaparecer en cada radiografía excepto cuando la fuente es colocada sobreel eje de una pieza y se radiografía una circunferencia completa con una solaexposición, en cuyo caso deberán ser usado un mínimo de 3 penetrámetrosespaciados a 120 grados. En el caso de soldaduras longitudinalesadyacentes a soldaduras circunferenciales que vayan a ser examinadossimultáneamente se deberán colocar ICI adicionales en los extremos de la

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 12
�����
.Menú Principal Indice manual Indice volumen Indice norma
sección de la soldadura longitudinal que va a ser radiografiada. Cuando unconjunto de objetos colocados en circulo son radiografiados, deberánaparecer como mínimo un ICI en cada imagen de cada objeto.
d. En recipientes esféricos, donde la fuente es colocada en el centro delrecipiente y una o más películas son usadas, deberá utilizarse un mínimode 3 ICI espaciados a 120 grados para la soldadura circunferencial más unICI adicional para cualquier otra soldadura (1 por cada soldadura adicional).
e. Si al realizar una radiografía mediante la técnica de doble película noaparece la imagen en una sola de las películas pero si se ve en una vistacompuesta (dos películas), la interpretación se efectuará únicamenteobservando las dos películas.
6.11.5 Espesor de compensación bajo los ICI (Shims)
a. Si el refuerzo de la soldadura o anillo de respaldo de la soldadura no sonremovidos, un refuerzo (Shim) de material radiográficamente similar almaterial de soldadura debe ser colocado bajo el ICI.
b. El espesor de compensación (Shim) deberá ser seleccionado de tal formaque el espesor total que está siendo radiografiado bajo el ICI seaesencialmente el mismo que el espesor total de soldadura más el anillo derespaldo de la soldadura, si es usado y no removido, así como otras posiblesvariaciones de espesor tales como la geometría de las boquillas.
c. Cuando se utilizan compensadores (Shims) de un espesor mayor que elrequerido, se puede exceder la restricción de más de 30% de variación dedensidad establecida en 6.11.4.a. siempre y cuando los requerimientos desensibilidad del penetrámetro y las limitaciones de densidad dadas en 6.6.1no sean excedidas.
d. Las dimensiones de los espesores (Shims) deberán ser mayores que lasdimensiones del ICI por lo menos en 3,2 mm (1 /8”) en sus tres lados.
6.12 Técnicas Radiográficas6.12.1 Técnica de pared sencilla
a. Cuando sea posible las radiografías, independientemente de laconfiguración del material, serán hechas usando una técnica radiográfica devista de pared sencilla. El tamaño del ICI y su colocación será según loestablecido en el punto 6.11.2 y Tabla 1.
b. Cuando se ubique la película dentro del objeto y la fuente radioactiva fuerade él, se requerirá un mínimo de (4) exposiciones separadas a 90° paracubrir el radiografiado completo de las soldaduras circunferenciales.
6.12.2 Técnica de doble pared
a. Vista de doble pared: a menos que se especifique de otra manera, paramateriales y soldaduras en tuberías y tubos de 89 mm (3 1/2”) o menor en

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 13
�����
.Menú Principal Indice manual Indice volumen Indice norma
diámetro exterior nominal, se debe utilizar una técnica en la cual la radiación pasaa través de dos paredes y la soldadura. En este caso ambas paredes son vistaspara aceptación en una misma película. Para soldaduras, el haz de radiaciónestará desalineado del plano de la soldadura, en un ángulo suficiente paraseparar las imágenes de las proyecciones de la soldadura del lado de la fuentey del lado de la película de tal forma que no haya sobreposición de las áreas a serinterpretadas, en cuyo caso, un mínimo de dos exposiciones tomadas a 90° unade la otra serán hechas para cada junta. Como una alternativa, la soldadurapuede ser radiografiada con el haz de radiación colocado tal que las imágenesde ambas paredes queden sobrepuestas, en cuyo caso, se harán un mínimo detres exposiciones a 60°. Para vista de doble pared se usará un ICI del lado de lafuente y se colocará como se indica en 6.11.3.
b. Vista de pared sencilla– Para materiales y soldaduras en tubos y tuberías con un diámetro exterior
nominal mayor que 89 mm (3 1/2”), el examen radiográfico serádesarrollado por vistas de pared sencilla únicamente. Se tomará un mínimode tres exposiciones para asegurar la completa aplicación.
– Para soldaduras en tubos y tuberías con un diámetro exterior nominal de89 m (3 1/2”) o menor, la vista de pared sencilla puede ser usada siempreque la fuente esté desalineada de la línea central (plano) de la soldadura.Un mínimo de tres exposiciones separadas a 120° serán requeridas. Seutilizará un ICI del lado de la película y colocado según lo indicado en6.11.3.c. y 6.11.3.d.
c. Selección de ICI. Para exposiciones utilizando técnica de doble–pared, elespesor del ICI a seleccionar de la Tabla 2. deberá estar basado en el espesornominal de una pared. Para soldaduras, se usaran los refuerzos establecidos en6.11.2.c.
7 EVALUACION DE RADIOGRAFIAS
7.1 Observación de las Placas RadiográficasLas facilidades de observación de placas radiográficas estarán suministradas porun iluminador de luz atenuada, de una intensidad tal que no cause problemas dereflejo sobre la película radiográfica.
El equipo usado para la observación e interpretación de placas radiográficas,estará provisto de una fuente de luz de alta intensidad variable, suficiente parahacer visible el agujero esencial del ICI dentro de un rango de densidadespecífico.
7.2 Interpretación de Placas Radiográficasa. Para una correcta interpretación de las placas radiográficas es necesario
contar con los detalles del procedimiento radiográfico utilizado para hacer

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 14
�����
.Menú Principal Indice manual Indice volumen Indice norma
cada radiografía o grupo de radiografías. La mínima información requeridaes:
– Número de películas– Los datos especificados en los puntos 6.7.1 y 6.7.3 según sea
aplicable.
b. Aceptación / rechazo: El criterio de aceptación/rechazo de los defectosencontrados se hará de acuerdo al código o norma especificada en la ordende trabajo.
8 INFORMESe deberá realizar un reporte de inspección en el cual se indique la interpretaciónde las radiografías, orden de trabajo, disposición del material examinado, etc.

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 15
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 1. REQUERIMIENTOS DEL ICI, ESPESOR DEL MATERIAL YAGUJERO ESENCIAL PARA LA TECNICA RADIOGRAFICA DE PARED
SENCILLA SEGUN ASME SECCION V
INDICADOR DE LA CALIDAD DE IMAGEN
ESPESOR NOMINAL DE PARED (Rango de espesores, pulg)
LADO DE LA FUENTE
LADO DE LA PELICULA(Rango de espesores, pulg)
Designación AgujeroEsencial Designación Agujero
Esencial
hasta 0,25 12 2T 10 2T
mayor 0,25 hasta 0,375 15 2T 12 2T
” 0,375 ” 0,50 17 2T 15 2T
” 0,50 ” 0,75 20 2T 17 2T
” 0,75 ” 1,00 25 2T 20 2T
” 1,00 ” 1,50 30 2T 25 2T
” 1,50 ” 2,00 35 2T 30 2T
” 2,00 ” 2,50 40 2T 35 2T
” 2,50 ” 4,00 50 2T 40 2T
” 4,00 ” 6,00 60 2T 50 2T
” 6,00 ” 8,00 80 2T 60 2T
” 8,00 ” 10,00 100 2T 80 2T
” 10,00 ” 12,00 120 2T 100 2T
” 12,00 ” 16,20 160 2T 120 2T
” 16,00 ” 20,00 200 2T 160 2T

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 16
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 2. REQUERIMIENTOS DEL ICI, ESPESOR DEL MATERIAL YAGUJERO ESENCIAL PARA LA TECNICA RADIOGRAFICA D
DOBLE PARED SEGUN ASME SECCION V
ICI AGUJERO ESENCIALESPESOR NOMINAL DE PARED
(Rango de espesores, pulg) Designación Espesor (pulg) Designación Diámetro
(pulg)
0 hasta 0,375 10 0,010 4T 0,048
mayor 0,375 ” 0,625 12 0,012 4T 0,048
” 0,625 ” 0,875 15 0,015 4T 0,060
” 0,875 ” 1,00 17 0,017 4T 0,068
” 1,00 ” 1,50 25 0,025 2T 0,050
” 1,50 ” 2,50 30 0,030 2T 0,060
” 2,50 ” 3,00 35 0,035 2T 0,070
” 3,00 ” 4,00 40 0,040 2T 0,080
” 4,00 ” 6,00 50 0,050 2T 0,100

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 17
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 3. SELECCION DE INDICADORES DE CALIDAD DE IMAGENSEGUN API 1104
ESPESOR DE LA PARED ODE
LA SOLDADURA mm
ESPESORDEL I.C.I.
N� DE IDENTIFICACION
TALADROESENCIAL
Hasta 6,35 0,12 5 2T
> 6,35 � 9,52 0,19 7 2T
> 9,52 � 12,70 0,25 10 2T
> 12,70 � 15,80 0,31 12 2T
> 15,80 � 19,05 0,38 15 2T
> 19,05 � 22,20 0,44 17 2T
> 22,20 � 25,40 0,50 20 2T
> 25,40 � 31,70 0,63 25 2T
> 31,70 � 38,10 0,76 30 2T
> 38,10 � 50,80 0,88 35 2T

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 18
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 4. SELECCION DE INDICADORES DE CALIDAD DE IMAGENSEGUN DIN
ESPESOR DECATEGORIA 1
SENSIBILIDAD ALTACATEGORIA 2
SENSIBILIDAD NORMALPARED O DE LASOLDADURA
mmN� DE
ALAMBREBZ
SENSIBILIDADEQUIVALENTE
%
N� DEALAMBRE
BZ
SENSIBILIDADEQUIVALENTE
%
> 0, � 6 16 1,7 min 14 2,7 min
> 6, � 8 15 2,0–1,6 13 3,3–2,5
> 8, � 10 14 2,0–1,6 12 3,1–2,5
> 10, � 16 13 2,0–1,3 11 3,2–2,0
> 16, � 25 12 1,6–1,0 10 2,5–1,6
> 25, � 32 11 1,3–1,0 9 2,0–1,6
> 32, � 40 10 1,3–1,0 8 2,0–1,6
> 40, � 50 9 1,3–1,0 7 2,0–1,6
> 50, � 80 8 1,3–0,8 6 2,0–1,3
> 80, � 200 7 1,0–0,4 – –
> 80, � 150 – – 5 1,6–0,8
> 150, � 170 – – 4 1,1–0,9
> 170, � 180 – – 3 1,2–1,1
> 180, � 190 – – 2 1,4–1,3
> 190, � 200 – – 1 1,7–1,6

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 19
�����
.Menú Principal Indice manual Indice volumen Indice norma
TABLA 5. EJEMPLOS DE SELECCION DE ICISEGUN ASTM E 142
�ESPESOR DEL ICI MINIMO ESPESOR DE LA PIEZA pulg/(mm)
N� DE IDENTIFICACION pulg (mm) Nivel 2–1T, 2–2T
y 2–4TNivel 1–1T y
1–2T Nivel 4–2T
5 0,005 (0,127) 1/4 (3,18) 1/2 (12,7) 1/8 (3,18)
6 0,006 (0,152) 5/16 (7,94) 5/8 (15,9) – ––
8 0,008 (0,203) 3/8 (9,53) 3/4 (19,1) 3/16 (4,76)
9 0,009 (0,229) 7/16 (11,11) 7/8 (22,2) – ––
10 0,010 (0,254) 1/2 (12,7) 1 (25,4) 1/4 (6,35)
11 0,011 (0,279) 9/16 (14,3) 1 1/8 (28, 6) – ––
12 0,012 (0,305) 5/8 (15,9) 1 1/4 (31,8) – ––
20 0,020 (0,508) 1 (25,4) 2 (50,8) 1/2 (12,7)
100 0,100 (2,540) 5 (127) 10 (254) 21/2 (63,5)
150 0,150 (3,810) 71/2 (191) 15 (381) 3 1/4 (95,2)

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 20
�����
.Menú Principal Indice manual Indice volumen Indice norma
Fig 1. ESQUEMA DE LOCALIZACION DE MARCAS
e
e
(e)

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 21
�����
.Menú Principal Indice manual Indice volumen Indice norma
Fig 2. VOLTAJE MAXIMO PARA ACERO

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 22
�����
.Menú Principal Indice manual Indice volumen Indice norma
Fig 3. VOLTAJE MAXIMO PARA ALEACIONES DE COBRE Y/O ALTO NIVEL

REVISION FECHA
PROCEDIMIENTO DE INSPECCION
RADIOGRAFIA INDUSTRIAL JUL.941
PDVSA PI–02–02–01
Página 23
�����
.Menú Principal Indice manual Indice volumen Indice norma
Fig 4. MAXIMO VOLTAJE PERMITIDO PARA ALUMINIO YALEACIONES DE ALUMINIO