
Pinole informe final
23
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN CAMPO 1 LABORATORIO EXPERIMENTAL MULTIDISCIPLINARIO II REDUCCIÓN DE TAMAÑO: ELABORACIÓN DE PINOLE INFORME FINAL PROFESORAS: - Elsa Gutiérrez Cortez - Araceli Ulloa Saavedra Grupo: 1551 Quinto semestre Nave: 2000 Fecha de entrega: lunes 23 de noviembre del 2015 Ciclo 2016-1
Transcript of Pinole informe final

UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLÁN
CAMPO 1
LABORATORIO EXPERIMENTAL MULTIDISCIPLINARIO II
REDUCCIÓN DE TAMAÑO: ELABORACIÓN DE PINOLE
INFORME FINAL
PROFESORAS:
- Elsa Gutiérrez Cortez
- Araceli Ulloa Saavedra
Grupo: 1551
Quinto semestre
Nave: 2000
Fecha de entrega: lunes 23 de noviembre del 2015
Ciclo 2016-1

Tabla de contenido Resumen de contenido .................................................................................................................................................................................. 2 Introducción ................................................................................................................................................................................................... 3 MATERIALES Y MÉTODOS TABLA 1. Análisis granulométrico modelo .................................................................................................................................................... 4
FIGURA 1. Curva de distribución diferencial modelo ................................................................................................................................. 5 FIGURA 2. Grafico acumulativa modelo ..................................................................................................................................................... 5
FIGURA 3. Grafica modelo de amperaje vs tiempo .................................................................................................................................... 5 FIGURA 4. Interpolación para determinar rendimiento ............................................................................................................................. 6
Cuadro metodológico ..................................................................................................................................................................................... 7
Problema ........................................................................................................................................................................................................ 9
Hipótesis ......................................................................................................................................................................................................... 9
Objetivo general ............................................................................................................................................................................................. 9
Variables ......................................................................................................................................................................................................... 9
ACTIVIDADES PRELIMINARES
TABLA 2. Análisis granulométrico de pinole comercial ............................................................................................................................... 10 FIGURA 5. Grafico diferencial distributivo ............................................................................................................................................... 10 FIGURA 6. Grafico diferencial acumulativo .............................................................................................................................................. 10
FIGURA 7. Limpieza maíz azul .................................................................................................................................................................. 11 FIGURA 8. Limpieza maíz rojo .................................................................................................................................................................. 11
FIGURA 9. Índice de flotación maíz azul................................................................................................................................................... 11 FIGURA 10. Índice de flotación maíz rojo ................................................................................................................................................ 11
FIGURA 11. Tostado del maíz azul ............................................................................................................................................................ 12 FIGURA 12. Tostado del maíz rojo ............................................................................................................................................................ 12
FIGURA 13. Esquema planteado, dosificador de bandas transportadoras .............................................................................................. 12 FIGURA 14. Dosificador de bandas transportadoras elaborado .............................................................................................................. 12
TABLA 3. Determinación de velocidades de alimentación ......................................................................................................................... 12 FIGURA 15. Fórmula para velocidades determinadas .............................................................................................................................. 12
RESULTADOS
TABLA 4. Consumo de energía durante la molienda ................................................................................................................................... 13
FIGURA 16. Consumo de energía vs velocidad de alimentación .............................................................................................................. 13 FIGURA 17. Consumo de energía vs tamaño de abertura de criba .......................................................................................................... 13
TABLA 4.1. Rendimiento de la molienda (%) .............................................................................................................................................. 13 FIGURA 18. Rendimiento de la molienda vs velocidad de alimentación .................................................................................................. 13
FIGURA 19. Rendimiento de la molienda vs tamaño de abertura de criba .............................................................................................. 13
TABLA 5. Eficiencia de la molienda (%) ...................................................................................................................................................... 14 FIGURA 18. Eficiencia de la molienda vs velocidad de alimentación ....................................................................................................... 14 FIGURA 19. Eficiencia de la molienda vs tamaño de abertura de criba ................................................................................................... 14
TABLA 6. Gasto de potencia molino Pulvex ............................................................................................................................................... 14 FIGURA 20. Consumo de potencia vs velocidad de alimentación ............................................................................................................ 14 FIGURA 21. Consumo de potencia vs tamaño de abertura de criba ........................................................................................................ 14
INTENSIDAD DE CORRIENTE
FIGURA 22. Interacciones de intensidad de corriente maíz azul .............................................................................................................. 15 FIGURA 23. Interacciones de intensidad de corriente maíz rojo .............................................................................................................. 16
FIGURA 24. Homogeneidad de partículas maíz azul vs maíz rojo ............................................................................................................ 17 FIGURA 25. Grafico acumulativo de la molienda de maíz azul vs maíz rojo ............................................................................................ 18
ANÁLISIS DE RESULTADOS ............................................................................................................................................................................ 19
CONSTRACTACIÓN DE HIPOTESIS ................................................................................................................................................................. 20
CONCLUSIONES Y RECOMENDACIONES ....................................................................................................................................................... 20
REFERENCIAS BIBLIOGRÁFICAS ..................................................................................................................................................................... 22
ANEXOS ........................................................................................................................................................................................................ 23

RESUMEN DE CONTENIDO
Con la finalidad de establecer las mejores condiciones de procesamiento para la elaboración de pinole
a partir de dos granos de diferente dureza (maíz azul y maíz rojo), se estudió el efecto de las variables
de la operación y las variables propias de la materia prima, en el consumo de energía, eficiencia y el
rendimiento en el proceso de la molienda seca mediante un molino de martillos estriados (pulvex).
Los dos tipos de grano de maíz fueron sometidos a una molienda con diferentes velocidades de
alimentación del equipo, además de la utilización de dos diferentes aberturas de criba; utilizando
como variables independientes a la dureza de los dos diferentes granos de maíz (azul y rojo) y las dos
diferentes velocidades de alimentación (una baja y una alta) las cuales fueron controladas mediante
un dosificador de bandas transportadoras. Se utilizaron las técnicas y métodos más adecuados para
llevar a cabo el estudio, realizado una clasificación de tamaño de partícula mediante una serie de
tamices USA para posteriormente llevar acabo un tamizado mediante un agitador marca Ro-Tap. Se
utilizó un diseño experimental estadístico para corroborar que tan confiables fueron los datos
obtenidos con el fin de analizar si hay efectos entre las variables estudiadas.

INTRODUCCIÓN
En la industria alimentaria algunas materias primas que se utilizan para elaborar algún tipo de
producto suelen tener un tamaño de partícula demasiado grande como para poder ser procesados,
para esto es común que se lleve a cabo una reducción de tamaño. Así pues, la manera más empleada
para la subdivisión de partículas sólidas grandes en partículas más pequeñas es la trituración y la
molienda o molturación.
La reducción de tamaño es aquella operación unitaria en la que el tamaño medio de los alimentos
sólidos es reducido por la aplicación de fuerzas. La molienda se caracteriza por ser un proceso con
rendimientos energéticos muy bajos, ya que durante la operación solo el 2% de la energía se utiliza
para reducción de tamaño y el 98% restante se disipa en forma de calor, vibración y ruido. (Fellows 1994).
Sin embargo, pese a esto, en la industria y en especial en la industrialización de los alimentos suele
ser una necesidad frecuente desmenuzar los sólidos mediante la aplicación de fuerzas mecánicas; de
impacto, compresión, cizalla o abrasión, esto puede facilitar la extracción de un constituyente
deseado, contenido en una estructura compuesta, como sucede por ejemplo, en la obtención de
harinas a partir de granos de trigo, arroz, maíz, etc.
En el presente trabajo se exponen los resultados obtenidos de la reducción de tamaño de dos granos
de diferente dureza, en un molino de martillos estriados (pulvex) con la finalidad de analizar el efecto
de cada una de las variables involucradas en dicha operación. Por otro lado, es importante tener en
cuenta las características del grano de maíz, ya que tienen relación con algunos aspectos de
producción y rendimiento durante la molienda, mientras que su composición química y la morfología
de los gránulos de almidón, ayudan a definir la calidad nutritiva y su uso en la elaboración de
alimentos, en este caso en la elaboración de pinole.
Por lo cual, este trabajo tiene como fin reportar los resultados obtenidos durante la reducción de
tamaño, durante el plan de trabajo experimental utilizado en la elaboración de pinole a partir de maíz
azul y maíz rojo.

MATERIALES Y MÉTODOS
TAMIZADO Y ANÁLISIS GRANULOMÉTRICO
Se utilizó una serie no rigurosa de tamices USA para realizar el análisis. Se pesa cada uno de los tamices (limpios y sin residuos) junto con los corchos pequeños. Una vez colocados los tamices en orden ascendente en cuanto a su número de serie, dentro del Ro-Tap; se colocan 100 g de muestra obtenida de la molienda. Se programa el equipo para agitar durante 10 minutos consecutivos. Al término, se pesa cada uno de los tamices y se registran los pesos, con lo que se obtiene la masa retenida por cada uno de ellos. Posteriormente se elabora el análisis granulométrico para cada corrida experimental. La tabla 1 muestra un análisis granulométrico tabular modelo.
Tabla 1. Análisis granulométrico modelo
No. Malla
Abertura de la malla que pasa (mm)
abertura de la malla que
retiene (mm)
Dpi (mm)
Peso del
tamiz s/m (g)
peso del
tamiz c/m (g)
Peso retenido (g)
Xi FTR FTP
12 1.68 1.41 1.545 424.6 424.9 0.3 0.003 0.003 0.997
14 1.41 1.19 1.3 414.9 424.3 9.4 0.094 0.097 0.903
16 1.19 1 1.095 396.2 438 41.8 0.418 0.515 0.485
18 1 0.84 0.92 400.8 418 17.2 0.172 0.687 0.313
20 0.84 0.59 0.715 389.1 390 0.9 0.009 0.696 0.304
30 0.59 0.5 0.545 371.1 392.6 21.5 0.215 0.911 0.089
35 0.5 0.42 0.46 348.7 351.4 2.7 0.027 0.938 0.062
40 0.42 0.35 0.385 352.8 353.5 0.7 0.007 0.945 0.055
45 0.35 0.25 0.3 342 343.5 1.5 0.015 0.96 0.04
60 0.25 0.177 0.2135 340.5 342.4 1.9 0.019 0.979 0.021
80 0.177 0 0.0885 321.8 323.1 1.3 0.013 0.992 0.008 CHAROLA 0 0 316.5 317.3 0.8 0.008 1 0
TOTAL
100 0.997

El análisis se realiza con ayuda de los gráficos diferenciales y acumulativos, los cuales arrojan la distribución de
tamaños y el rendimiento de cada molienda respectivamente. La figura 1 muestra un gráfico diferencial y la
figura 2 un diagrama acumulativo modelo.
* El gráfico de la curva de distribución diferencial ilustrado en la figura 1, se obtiene tabulando en el “y” la fracción másica VS el eje “x” que es el diámetro promedio. Permitiéndonos conocer si las partículas son más finas o más gruesas.
* Del diagrama acumulativo ilustrado en la figura 2 se obtienen las frecuencias relativas o absolutas a ciertas condiciones, como por ejemplo, la cantidad o fracción de la masa total que pasa una determinada abertura de tamiz, etc.
DETERMINACIÓN DE POTENCIA Y ENERGÍA CONSUMIDA
Figura 3. Gráfico modelo de amperaje vs tiempo
Se toma lectura del amperaje cada segundo durante toda la corrida y se grafica la variación de amperaje vs tiempo.
La zona I representa el gran aumento de amperaje al encender el equipo.
La zona II representa la variación de la intensidad hasta que se mantiene constante cuando el equipo trabaja sin carga.
La zona III representa el incremento de amperaje cuando se empieza a alimentar el equipo.
Por último la zona IV representa el amperaje que registra el multímetro cuando el equipo se encuentra moliendo la muestra, hasta recibir el 80% de material
En la figura 3 muestra la variación del amperaje
de un molino “x”.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0 0.5 1 1.5 2
X i
Dpi (mm)
Figura 1. Curva de distribución diferencial modelo
0
0.2
0.4
0.6
0.8
1
1.2
0 0.5 1 1.5 2
FTR
, FTP
Abertura de la malla (mm)
Figura 2. Grafico acumulativo modelo
FTP FTR
0
0.2
0.4
0.6
0.8
1
1.2
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8
Frac
cio
ne
s To
tale
s
Abertura de malla (mm)
Figura 4. Interpolación para determinar rendimiento
FTP FTR
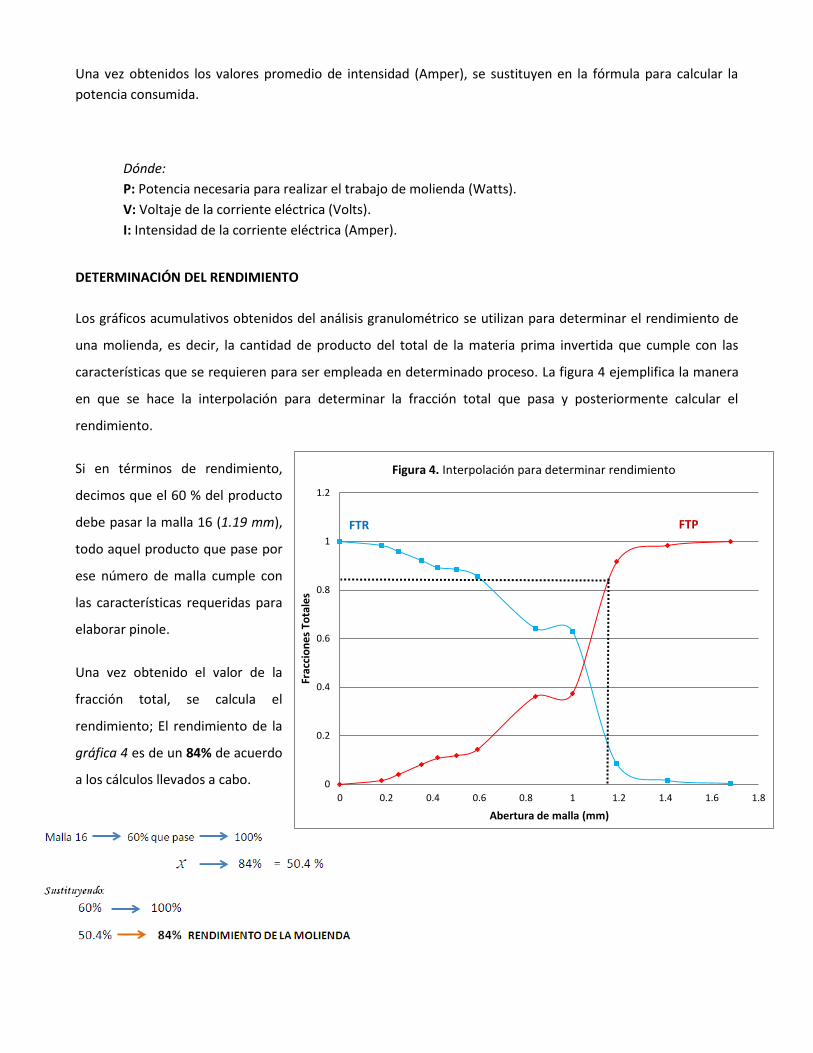
Una vez obtenidos los valores promedio de intensidad (Amper), se sustituyen en la fórmula para calcular la
potencia consumida.
Dónde:
P: Potencia necesaria para realizar el trabajo de molienda (Watts).
V: Voltaje de la corriente eléctrica (Volts).
I: Intensidad de la corriente eléctrica (Amper).
DETERMINACIÓN DEL RENDIMIENTO
Los gráficos acumulativos obtenidos del análisis granulométrico se utilizan para determinar el rendimiento de
una molienda, es decir, la cantidad de producto del total de la materia prima invertida que cumple con las
características que se requieren para ser empleada en determinado proceso. La figura 4 ejemplifica la manera
en que se hace la interpolación para determinar la fracción total que pasa y posteriormente calcular el
rendimiento.
Si en términos de rendimiento,
decimos que el 60 % del producto
debe pasar la malla 16 (1.19 mm),
todo aquel producto que pase por
ese número de malla cumple con
las características requeridas para
elaborar pinole.
Una vez obtenido el valor de la
fracción total, se calcula el
rendimiento; El rendimiento de la
gráfica 4 es de un 84% de acuerdo
a los cálculos llevados a cabo.
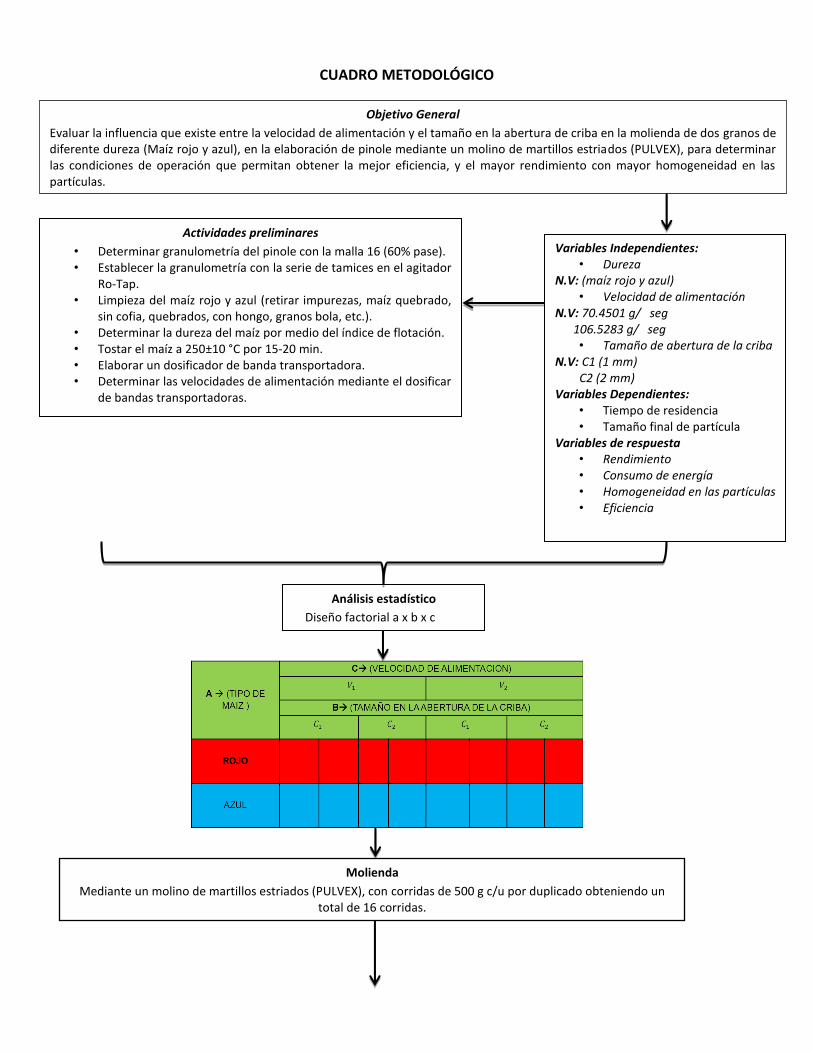
CUADRO METODOLÓGICO
P
Objetivo General
Evaluar la influencia que existe entre la velocidad de alimentación y el tamaño en la abertura de criba en la molienda de dos granos de diferente dureza (Maíz rojo y azul), en la elaboración de pinole mediante un molino de martillos estriados (PULVEX), para determinar las condiciones de operación que permitan obtener la mejor eficiencia, y el mayor rendimiento con mayor homogeneidad en las partículas.
Variables Independientes: • Dureza
N.V: (maíz rojo y azul) • Velocidad de alimentación
N.V: 70.4501 g/ seg
106.5283 g/ seg
• Tamaño de abertura de la criba
N.V: C1 (1 mm) C2 (2 mm) Variables Dependientes:
• Tiempo de residencia
• Tamaño final de partícula
Variables de respuesta
• Rendimiento
• Consumo de energía
• Homogeneidad en las partículas
• Eficiencia
Actividades preliminares
• Determinar granulometría del pinole con la malla 16 (60% pase). • Establecer la granulometría con la serie de tamices en el agitador
Ro-Tap. • Limpieza del maíz rojo y azul (retirar impurezas, maíz quebrado,
sin cofia, quebrados, con hongo, granos bola, etc.). • Determinar la dureza del maíz por medio del índice de flotación. • Tostar el maíz a 250±10 °C por 15-20 min. • Elaborar un dosificador de banda transportadora. • Determinar las velocidades de alimentación mediante el dosificar
de bandas transportadoras.
Análisis estadístico
Diseño factorial a x b x c
Molienda
Mediante un molino de martillos estriados (PULVEX), con corridas de 500 g c/u por duplicado obteniendo un total de 16 corridas.
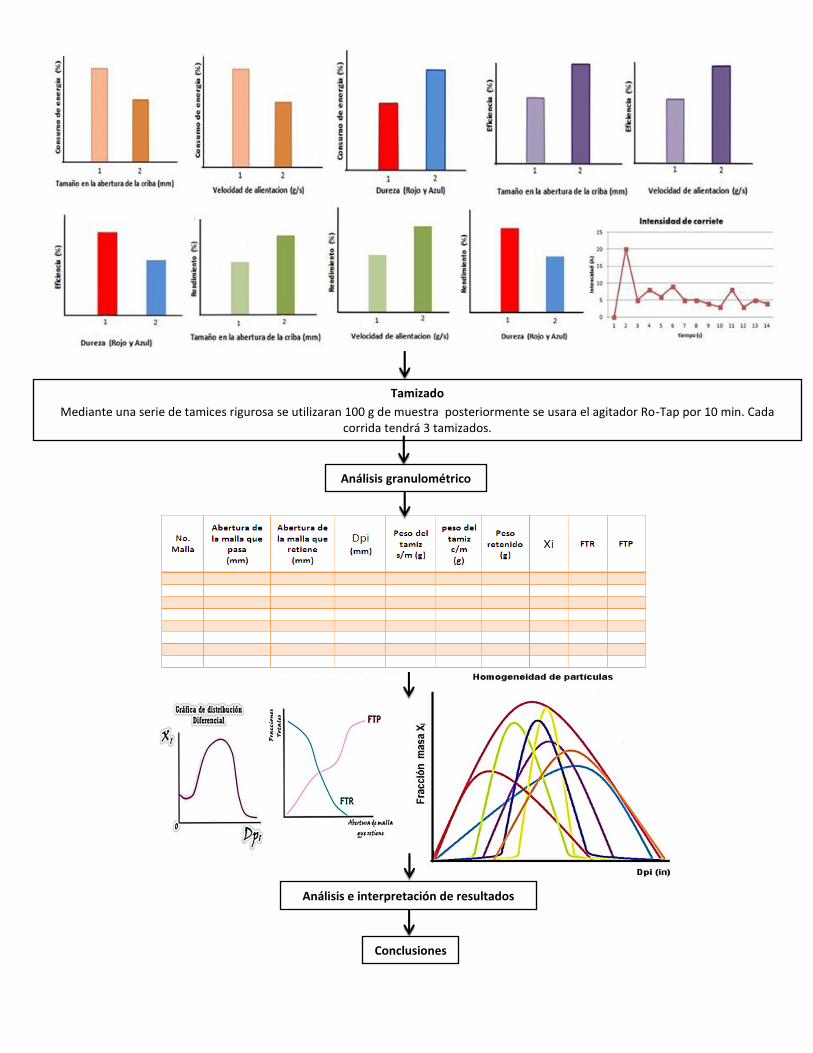
Tamizado
Mediante una serie de tamices rigurosa se utilizaran 100 g de muestra posteriormente se usara el agitador Ro-Tap por 10 min. Cada corrida tendrá 3 tamizados.
Análisis granulométrico
Análisis e interpretación de resultados
Conclusiones
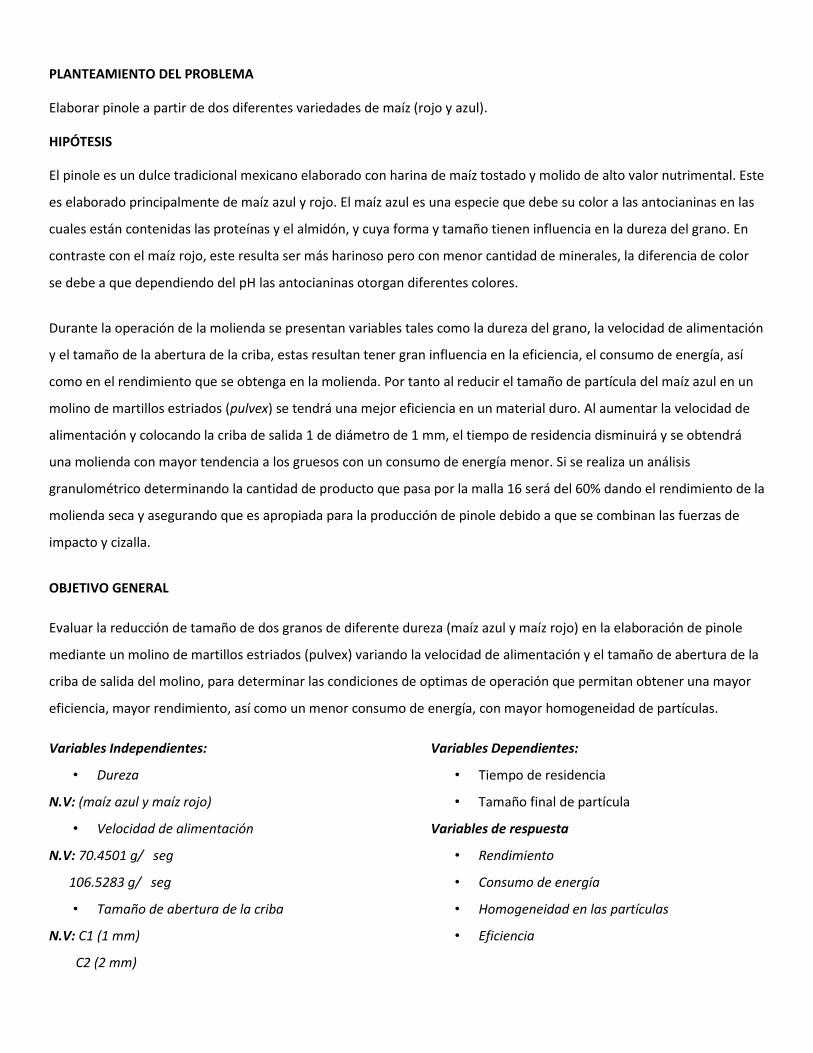
PLANTEAMIENTO DEL PROBLEMA
Elaborar pinole a partir de dos diferentes variedades de maíz (rojo y azul).
HIPÓTESIS
El pinole es un dulce tradicional mexicano elaborado con harina de maíz tostado y molido de alto valor nutrimental. Este
es elaborado principalmente de maíz azul y rojo. El maíz azul es una especie que debe su color a las antocianinas en las
cuales están contenidas las proteínas y el almidón, y cuya forma y tamaño tienen influencia en la dureza del grano. En
contraste con el maíz rojo, este resulta ser más harinoso pero con menor cantidad de minerales, la diferencia de color
se debe a que dependiendo del pH las antocianinas otorgan diferentes colores.
Durante la operación de la molienda se presentan variables tales como la dureza del grano, la velocidad de alimentación
y el tamaño de la abertura de la criba, estas resultan tener gran influencia en la eficiencia, el consumo de energía, así
como en el rendimiento que se obtenga en la molienda. Por tanto al reducir el tamaño de partícula del maíz azul en un
molino de martillos estriados (pulvex) se tendrá una mejor eficiencia en un material duro. Al aumentar la velocidad de
alimentación y colocando la criba de salida 1 de diámetro de 1 mm, el tiempo de residencia disminuirá y se obtendrá
una molienda con mayor tendencia a los gruesos con un consumo de energía menor. Si se realiza un análisis
granulométrico determinando la cantidad de producto que pasa por la malla 16 será del 60% dando el rendimiento de la
molienda seca y asegurando que es apropiada para la producción de pinole debido a que se combinan las fuerzas de
impacto y cizalla.
OBJETIVO GENERAL
Evaluar la reducción de tamaño de dos granos de diferente dureza (maíz azul y maíz rojo) en la elaboración de pinole
mediante un molino de martillos estriados (pulvex) variando la velocidad de alimentación y el tamaño de abertura de la
criba de salida del molino, para determinar las condiciones de optimas de operación que permitan obtener una mayor
eficiencia, mayor rendimiento, así como un menor consumo de energía, con mayor homogeneidad de partículas.
Variables Independientes:
• Dureza
N.V: (maíz azul y maíz rojo)
• Velocidad de alimentación
N.V: 70.4501 g/ seg
106.5283 g/ seg
• Tamaño de abertura de la criba
N.V: C1 (1 mm)
C2 (2 mm)
Variables Dependientes:
• Tiempo de residencia
• Tamaño final de partícula
Variables de respuesta
• Rendimiento
• Consumo de energía
• Homogeneidad en las partículas
• Eficiencia

ACTIVIDADES PRELIMINARES
ANÁLISIS GRANULOMÉTRICO AL PINOLE COMERCIAL
Para llevar a cabo el tamizado del pinole comercial se hicieron varias pruebas para determinar los tamices a ocupar. Se
utilizó una serie de tamices serie USA equivalente a la serie Tayler. Considerando que por la malla 16 debe pasar el 60%
del total del pinole.
Tabla 2. Análisis granulométrico al pinole comercial
No. de
malla
USA
Abertura
(mm)
Dpi
(mm)
Peso del
tamiz s/m
(g)
Peso del
tamiz c/m
(g)
Peso retenido Fracción de peso
retenido (Xi)
Fracción de peso retenido
acumulado (FTR)
Fracción de peso retenido
que pasa (FTP)
14 1.41 1.545 413.7 414.5 0.8 0.008 0.008 0.992
16 1.19 1.3 392.9 394 1.1 0.011 0.019 0.981
18 1 1.095 397.3 406.5 9.2 0.092 0.111 0.889
20 0.84 0.92 398.7 401 2.3 0.023 0.134 0.866
30 0.59 0.715 369.5 401.5 32 0.32 0.454 0.546
35 0.5 0.545 347.5 371.5 24 0.24 0.694 0.306
40 0.42 0.46 351.5 353 1.5 0.015 0.709 0.291
45 0.35 0.385 339.5 348 8.5 0.085 0.794 0.206
60 0.25 0.29 339 348.3 9.3 0.093 0.887 0.113
70 0.21 0.23 339.5 345 5.5 0.055 0.942 0.058
80 0.177 0.1935 320 323.8 3.8 0.038 0.98 0.02
Charola
0.0 335 336.3 1.3 0.013 0.993 0.007
La figura 5 grafico diferencial distributivo indica que la
harina de pinole comercial tiene un tamaño de partícula
en un intervalo de entre 0.5 a 1.0 mm con tendencia a los
gruesos.
La figura 6 grafico acumulativo indica que más del 60%
de la muestra pasó por la malla 16 (1.19 m).
0
0.2
0.4
0.6
0.8
1
1.2
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
Frac
cio
ne
s to
tale
s
Abertura de la malla (mm)
Figura 6. Gráfico diferencial acumulativo
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0 0.5 1 1.5 2
Frac
cio
n d
e p
eso
re
ten
ido
(X
i)
Dpi (mm)
Figura 5. Gráfico diferencial distributivo
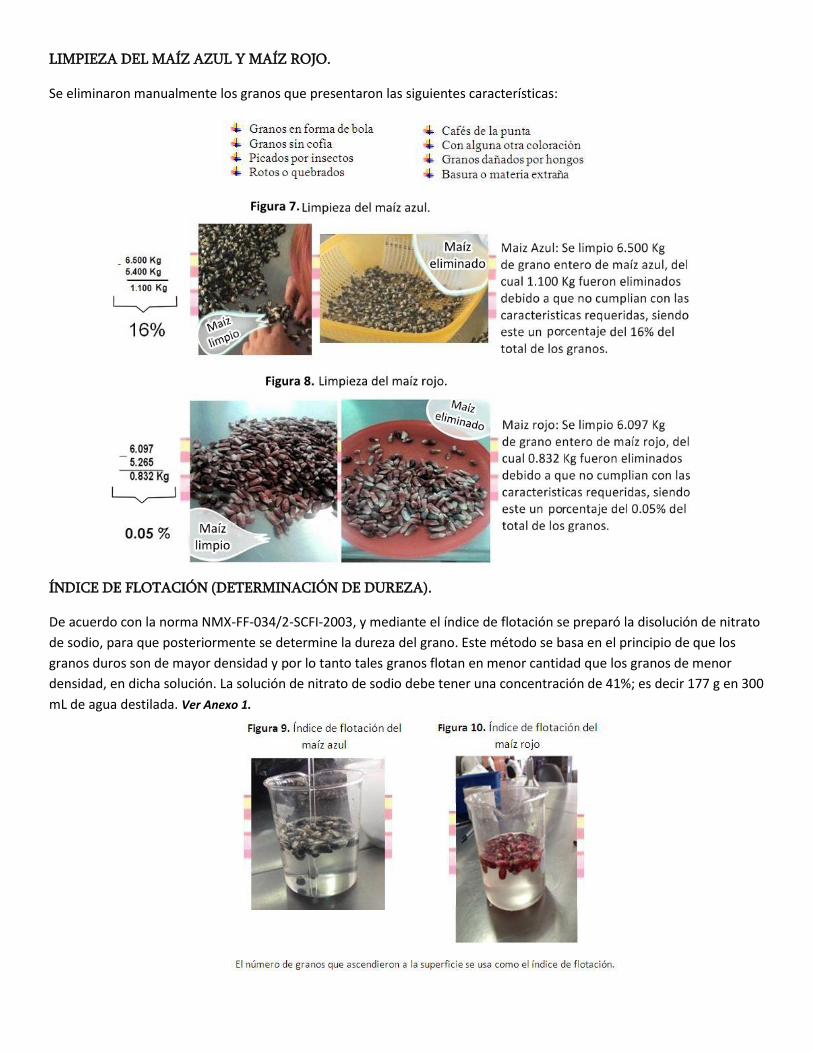
LIMPIEZA DEL MAÍZ AZUL Y MAÍZ ROJO.
Se eliminaron manualmente los granos que presentaron las siguientes características:
ÍNDICE DE FLOTACIÓN (DETERMINACIÓN DE DUREZA).
De acuerdo con la norma NMX-FF-034/2-SCFI-2003, y mediante el índice de flotación se preparó la disolución de nitrato
de sodio, para que posteriormente se determine la dureza del grano. Este método se basa en el principio de que los
granos duros son de mayor densidad y por lo tanto tales granos flotan en menor cantidad que los granos de menor
densidad, en dicha solución. La solución de nitrato de sodio debe tener una concentración de 41%; es decir 177 g en 300
mL de agua destilada. Ver Anexo 1.
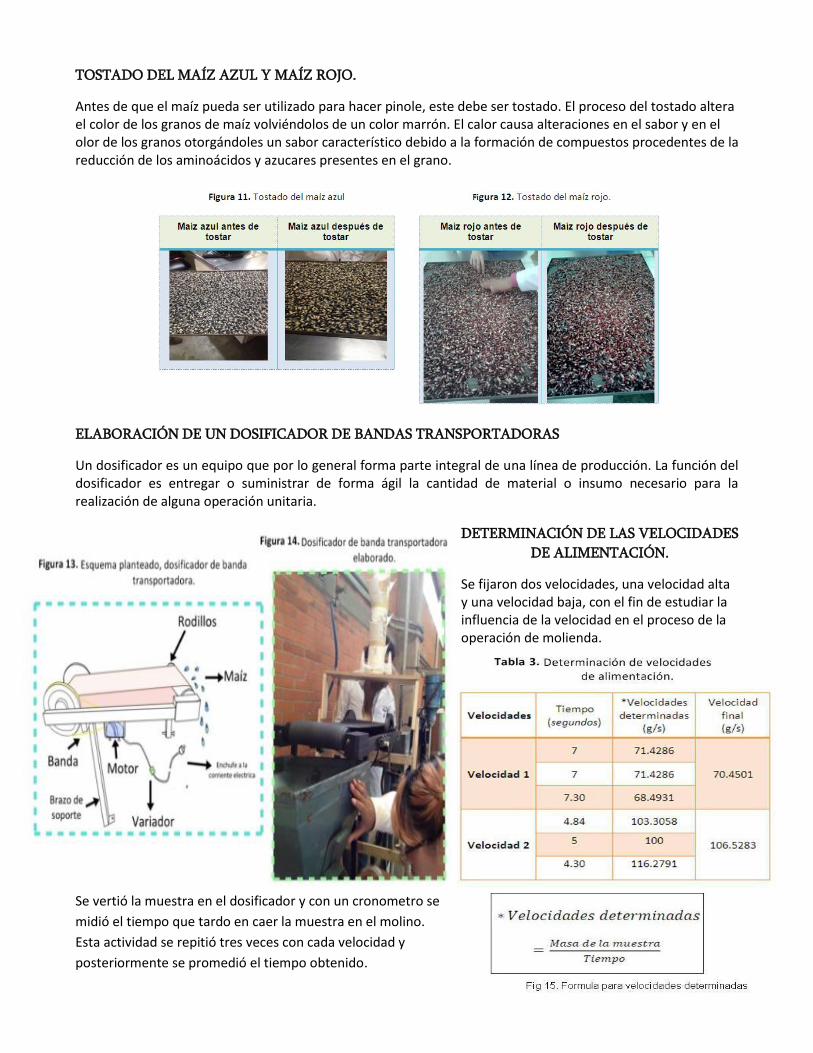
TOSTADO DEL MAÍZ AZUL Y MAÍZ ROJO.
Antes de que el maíz pueda ser utilizado para hacer pinole, este debe ser tostado. El proceso del tostado altera el color de los granos de maíz volviéndolos de un color marrón. El calor causa alteraciones en el sabor y en el olor de los granos otorgándoles un sabor característico debido a la formación de compuestos procedentes de la reducción de los aminoácidos y azucares presentes en el grano.
ELABORACIÓN DE UN DOSIFICADOR DE BANDAS TRANSPORTADORAS
Un dosificador es un equipo que por lo general forma parte integral de una línea de producción. La función del dosificador es entregar o suministrar de forma ágil la cantidad de material o insumo necesario para la realización de alguna operación unitaria.
DETERMINACIÓN DE LAS VELOCIDADES
DE ALIMENTACIÓN.
Se fijaron dos velocidades, una velocidad alta y una velocidad baja, con el fin de estudiar la influencia de la velocidad en el proceso de la operación de molienda.
Se vertió la muestra en el dosificador y con un cronometro se
midió el tiempo que tardo en caer la muestra en el molino.
Esta actividad se repitió tres veces con cada velocidad y
posteriormente se promedió el tiempo obtenido.

RESULTADOS
Tabla 4. Consumo de energía durante la molienda (Hp*s/g). Tabla 4.1. Rendimiento (%)
1.05
1.1
1.15
1.2
1.25
1.3
1.35
1.4
1.45
C 1 C 2
C. P
(H
p)
Tamaño en la abertura de la criba (mm)
Fig 21. Consumo de Potencia (Hp)
V 1 (g/s) azul
V 2 (g/S) azul
V 1 (1mm) Rojo
V 2 (g/S) Rojo
1.05
1.1
1.15
1.2
1.25
1.3
1.35
1.4
1.45
V 1 V 2
C.P
(H
p)
Velocidad de Alimentación (g/s)
Fig 20. Consumo de Potencia (Hp)
C 1 (1mm) azul
C 2 (2mm) azul
C 1 (1mm) Rojo
C2 (2mm) Rojo
36
38
40
42
44
46
48
50
V 1 V 2
E (%
)
Velocidad de Alimentación (g/s)
Fig 18. Eficiencia de la Molienda (%)
C 1 (1mm) azul
C 2 (2mm) azul
C 1 (1mm) Rojo
C2 (2mm) Rojo
36
38
40
42
44
46
48
50
C 1 C 2
E (%
)
Tamaño en la abertura de la criba (mm)
Fig 19. Eficiencia de la Molienda (%)
V 1 (g/s) azul
V 2 (g/S) azul
V 1 (1mm) Rojo
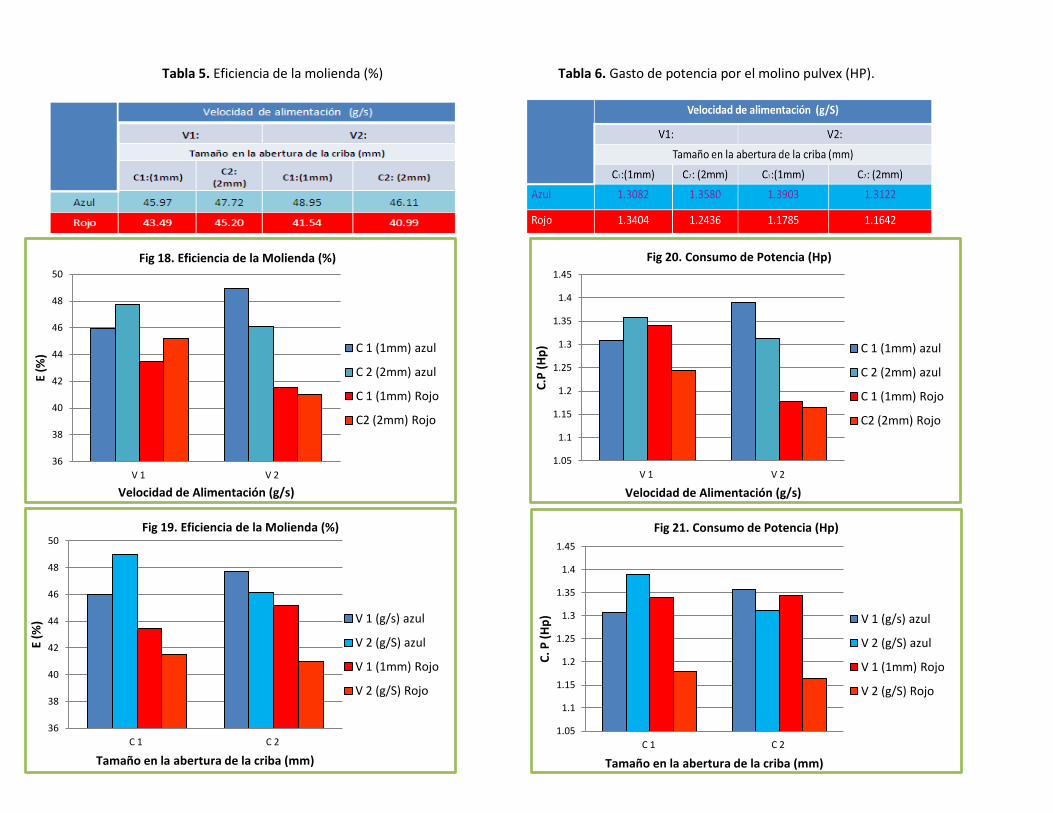
V 2 (g/S) Rojo
Tabla 5. Eficiencia de la molienda (%) Tabla 6. Gasto de potencia por el molino pulvex (HP).
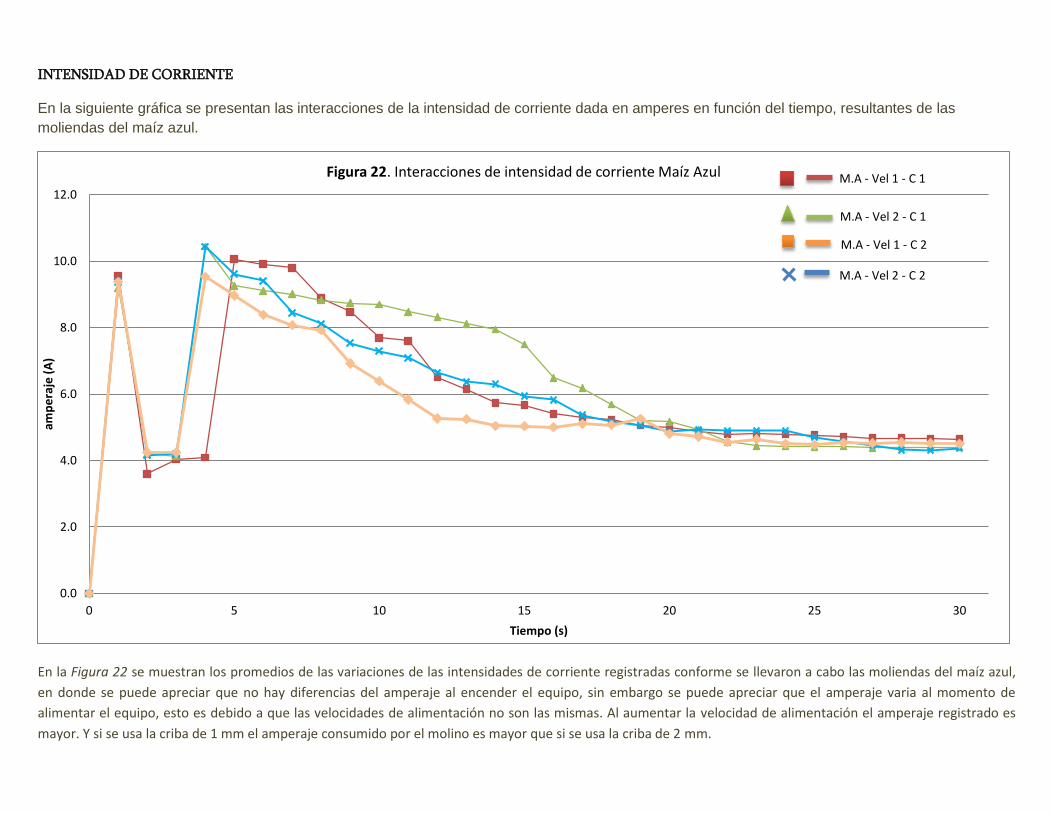
INTENSIDAD DE CORRIENTE
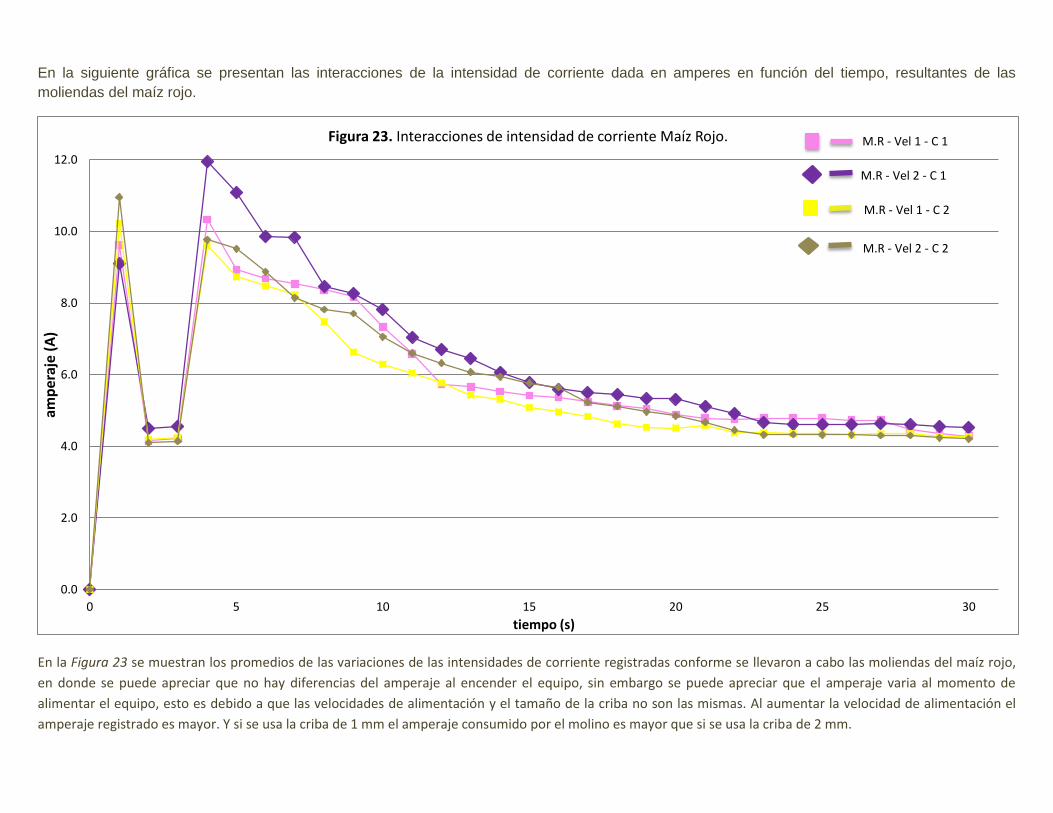
En la siguiente gráfica se presentan las interacciones de la intensidad de corriente dada en amperes en función del tiempo, resultantes de las
moliendas del maíz azul.
En la Figura 22 se muestran los promedios de las variaciones de las intensidades de corriente registradas conforme se llevaron a cabo las moliendas del maíz azul,
en donde se puede apreciar que no hay diferencias del amperaje al encender el equipo, sin embargo se puede apreciar que el amperaje varia al momento de
alimentar el equipo, esto es debido a que las velocidades de alimentación no son las mismas. Al aumentar la velocidad de alimentación el amperaje registrado es
mayor. Y si se usa la criba de 1 mm el amperaje consumido por el molino es mayor que si se usa la criba de 2 mm.
0.0
2.0
4.0
6.0
8.0
10.0
12.0
0 5 10 15 20 25 30
amp
era
je (
A)
Tiempo (s)
Figura 22. Interacciones de intensidad de corriente Maíz Azul
M.A - Vel 2 - C 2
M.A - Vel 1 - C 2
M.A - Vel 1 - C 1
M.A - Vel 2 - C 1
En la siguiente gráfica se presentan las interacciones de la intensidad de corriente dada en amperes en función del tiempo, resultantes de las
moliendas del maíz rojo.
En la Figura 23 se muestran los promedios de las variaciones de las intensidades de corriente registradas conforme se llevaron a cabo las moliendas del maíz rojo,
en donde se puede apreciar que no hay diferencias del amperaje al encender el equipo, sin embargo se puede apreciar que el amperaje varia al momento de
alimentar el equipo, esto es debido a que las velocidades de alimentación y el tamaño de la criba no son las mismas. Al aumentar la velocidad de alimentación el
amperaje registrado es mayor. Y si se usa la criba de 1 mm el amperaje consumido por el molino es mayor que si se usa la criba de 2 mm.
0.0
2.0
4.0
6.0
8.0
10.0
12.0
0 5 10 15 20 25 30
amp
eraj
e (A
)
tiempo (s)
Figura 23. Interacciones de intensidad de corriente Maíz Rojo. M.R - Vel 1 - C 1
M.R - Vel 2 - C 1
M.R - Vel 1 - C 2
M.R - Vel 2 - C 2

GRÁFICOS DIFERENCIALES DE LA REDUCCIÓN DE TAMAÑO
A continuación se presentan las interacciones entre las curvas de distribución diferencial de las moliendas de maíz azul y de maíz rojo; la cual nos muestra la
homogeneidad de las partículas.
La figura 24 indica que la harina de maíz azul y rojo tiene un tamaño de partícula en un intervalo de entre 0.5 a 1.3 mm con tendencia a los gruesos. También se
puede observar que el punto más alto corresponde a la molienda de maíz rojo - velocidad alta - criba de 2 mm, esta curva al tener el punto más alto y ser la más
estrecha nos indica que hay más partículas homogéneas durante la molienda a comparación de las demás moliendas.
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
Xi
Dpi (mm)
Fig 24. Homogeneidad de las particulas maíz azul VS maiz rojo
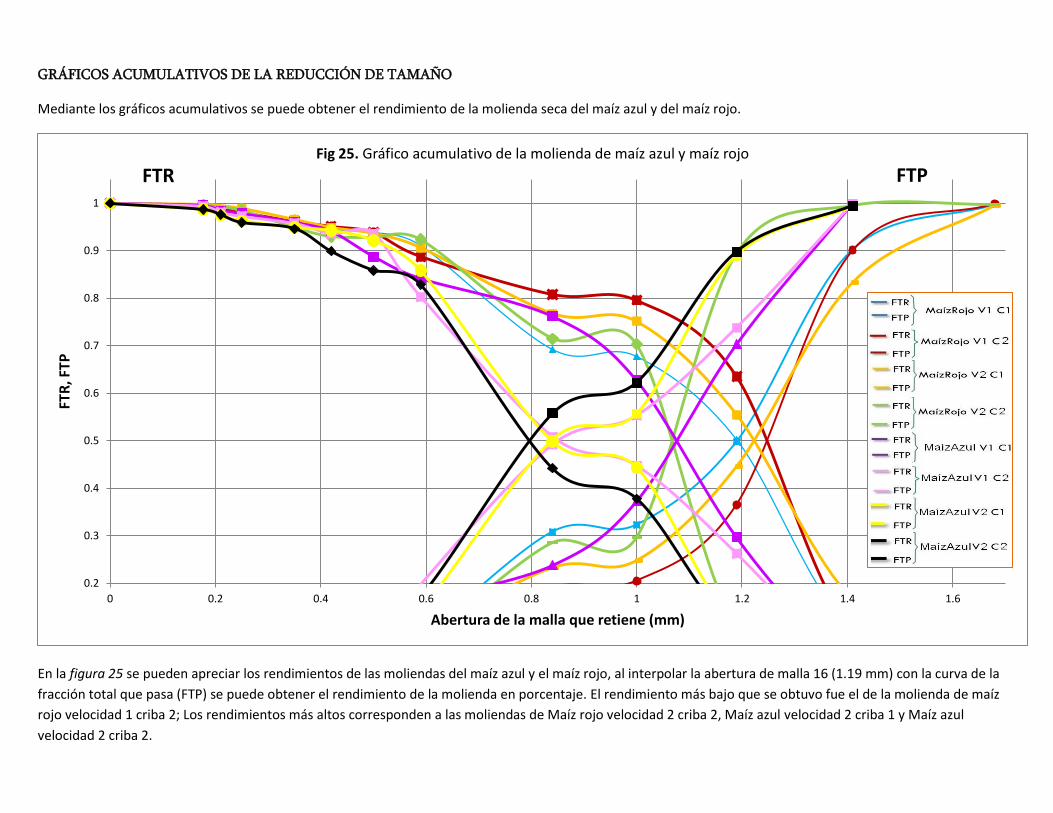
GRÁFICOS ACUMULATIVOS DE LA REDUCCIÓN DE TAMAÑO
Mediante los gráficos acumulativos se puede obtener el rendimiento de la molienda seca del maíz azul y del maíz rojo.
En la figura 25 se pueden apreciar los rendimientos de las moliendas del maíz azul y el maíz rojo, al interpolar la abertura de malla 16 (1.19 mm) con la curva de la
fracción total que pasa (FTP) se puede obtener el rendimiento de la molienda en porcentaje. El rendimiento más bajo que se obtuvo fue el de la molienda de maíz
rojo velocidad 1 criba 2; Los rendimientos más altos corresponden a las moliendas de Maíz rojo velocidad 2 criba 2, Maíz azul velocidad 2 criba 1 y Maíz azul
velocidad 2 criba 2.
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6
FTR
, FTP
Abertura de la malla que retiene (mm)
Fig 25. Gráfico acumulativo de la molienda de maíz azul y maíz rojo
FTP FTR

ANÁLISIS DE RESULTADOS
Se utilizó el Software MINITAB para las muestras tamizadas y un análisis en la comparación de las interacciones entre las velocidades de
alimentación, el tamaño de las cribas y la dureza de los dos tipos de maíz. Obteniéndose los siguientes resultados:
Fig. 26 y 27. Gráficas de interacción para Consumo de Energía Velocidad 1 y 2.
Como podemos observar la velocidad 1 requirió mayor energía con respecto al tamaño de abertura de las cribas específicamente la 2, en la
velocidad 2 se requirió de menor energía independientemente del tamaño de abertura de la criba. Por otro
lado el material que requirió mayor energía fue el maíz azul, necesitando mayor energía al usar la velocidad 1 y la criba 2.
Lo cual significa que la reducción de tamaño de maíz rojo velocidad 2 con la abertura de criba 2 tiene un menor consumo de energía con
respecto al maíz azul.
Fig. 28 y 29. Gráficas de interacción para Consumo de Potencia Velocidad 1 y 2.
Podemos observar que la velocidad 2 requirió mayor potencia con respecto al tamaño de abertura de las cribas específicamente la 1, en la
velocidad 1 se requirió de menor energía con el tamaño de abertura de la criba 2. Siendo el maíz azul el material que requirió mayor potencia al
usar la velocidad 2 y la criba 1.
El maíz rojo y el azul necesitaron de la misma potencia en la velocidad 1 criba 2, lo cual significa que para obtener el menor consumo de potencia
la velocidad 2 con la abertura de criba 2 tiene un menor consumo de potencia con respecto a las demás interacciones, aunque la diferencia de
consumo de potencia entre las cribas es mínima.
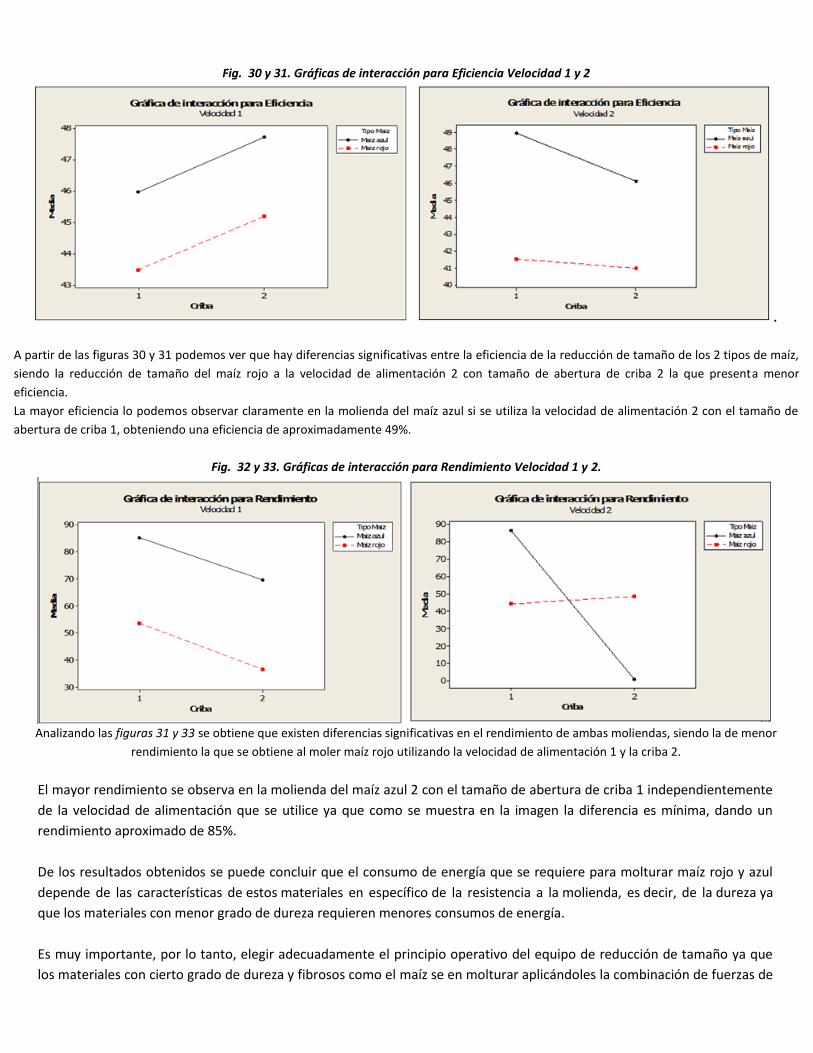
Fig. 30 y 31. Gráficas de interacción para Eficiencia Velocidad 1 y 2
.
A partir de las figuras 30 y 31 podemos ver que hay diferencias significativas entre la eficiencia de la reducción de tamaño de los 2 tipos de maíz,
siendo la reducción de tamaño del maíz rojo a la velocidad de alimentación 2 con tamaño de abertura de criba 2 la que presenta menor
eficiencia.
La mayor eficiencia lo podemos observar claramente en la molienda del maíz azul si se utiliza la velocidad de alimentación 2 con el tamaño de
abertura de criba 1, obteniendo una eficiencia de aproximadamente 49%.
Fig. 32 y 33. Gráficas de interacción para Rendimiento Velocidad 1 y 2.
Analizando las figuras 31 y 33 se obtiene que existen diferencias significativas en el rendimiento de ambas moliendas, siendo la de menor
rendimiento la que se obtiene al moler maíz rojo utilizando la velocidad de alimentación 1 y la criba 2.
El mayor rendimiento se observa en la molienda del maíz azul 2 con el tamaño de abertura de criba 1 independientemente
de la velocidad de alimentación que se utilice ya que como se muestra en la imagen la diferencia es mínima, dando un
rendimiento aproximado de 85%.
De los resultados obtenidos se puede concluir que el consumo de energía que se requiere para molturar maíz rojo y azul
depende de las características de estos materiales en específico de la resistencia a la molienda, es decir, de la dureza ya
que los materiales con menor grado de dureza requieren menores consumos de energía.
Es muy importante, por lo tanto, elegir adecuadamente el principio operativo del equipo de reducción de tamaño ya que
los materiales con cierto grado de dureza y fibrosos como el maíz se en molturar aplicándoles la combinación de fuerzas de

impacto y cizalla como el que presenta el molino Pulvex obteniéndose productos homogéneos, finos y con bajos consumos
de energía.
Definiendo la eficiencia de molienda con respecto a la obtención de productos homogéneos y bajo costo de potencia, el
molino Pulvex es el que cumple con estos parámetros para ambos materiales, siendo también favorables la velocidad de
alimentación 2 y la criba 2 .
CONTRASTACIÓN DE HIPÓTESIS
Con la variedad de maíz azul a una velocidad de alimentación alta en un molino de martillos estriados empleando una
abertura de criba de 1 mm se obtendrá la mayor eficiencia y el mayor rendimiento, sin embargo, se obtendrá un alto
consumo de energía y por ende un mayor consumo de potencia.
La hipótesis que se planteó fue correcta en cuanto; a la eficiencia y el rendimiento ya que fueron los resultados esperados,
sin embargo, el consumo de potencia y consumo de energía fueron diferentes a lo deseado, obteniendo los mejores
resultados la molienda de maíz rojo empleando una abertura de criba de 2mm y una velocidad de alimentación alta.
El mejor rendimiento se obtuvo empleando un maíz azul utilizando una velocidad alta, así como la criba de 2 mm
cumpliendo esta con el porcentaje requerido que se planteó inicialmente.
CONCLUSIONES Y RECOMENDACIONES
Para concluir al utilizar una velocidad alta en la molienda se obtienen los mejores resultados tales como el menor consumo
de potencia, la mayor eficiencia, así como el mejor rendimiento, y si se trabaja con la abertura de la criba de 1 mm resulta
un mayor rendimiento y una mejor eficiencia cabe mencionar que el tipo de grano es un factor importante puesto que tiene
gran influencia en los resultados obtenidos.
Es importante tener en cuenta que algunos factores afectan la reducción de tamaño como la presencia de humedad en el
medio, la vibración del molino etc.
Elaborar un dosificador que controle eficientemente la velocidad de alimentación, en tiempo y forma.
Tomar encuentra que la presencia de humedad en el medio puede afectar el producto de la molienda, se
recomienda secarlo de 10 a 15 min en la estufa para que no se presenten aglomeración en los tamices.
Mejor organización al momento de planear el desarrollo del proyecto durante el tiempo establecido.
Trabajar de forma colaborativa y dispuesta para evitar inconvenientes en la realización del proyecto.

REFERENCIAS BIBLIOGRÁFICAS:
A. Castañeda Sánchez. (2011). Propiedades nutricionales y antioxidante del maíz azul (Zea mays L.)
Departamento de ingeniería química, alimentos y ambiental, Cholula Puebla. Temas selectos de ingeniería de
Alimentos Vol.5 Núm. 2. 75 - 83
Brenan J.G. (1998). Las operaciones de la ingeniería de los alimentos. Cap. 4. En: Reducción de tamaño y
Tamizado de los sólidos. Ed. Acribia. España. 2da Edición. 61-83.
Earle, .L. Ingeniería de los alimentos, las operaciones básicas aplicadas a la tecnología de los alimentos. Cap. 8. En:
Reducción de tamaños. Ed. Acribia. España. 277-290.
Fellows, P. (1994). Tecnología del procesado de los alimentos, principios y prácticas. Cap. 3. En: Reducción de
tamaño. Ed. Acribia. España. 73-94.
García Torres, E. M., Diseño y construcción del sistema de dosificación: Dosificadores. Capitulo IV. Universidad
Politécnica Salesina.
(http://dspace.ups.edu.ec/bitstream/123456789/1902/5/04%20Diseno%20construccion%20dosificadores.pdf).
Olaydes L. A., Esteban S. V., Irma B. L., Hugo R.R., Carmen J.H. (2008). “Pinole” de alto valor nutricional obtenido a
partir de cereales y leguminosas. Universidad autónoma indígena de México. Mochicahui. El Fuerte, Sinaloa. Ra
Ximhai. Vol. 4 Núm. 2. 283 – 294
Véles, M. J. J. 2000: Elaboración y caracterización de harinas para productos de maíz tipo botanas. Querétaro,
México: Facultad de Química. Universidad Autónoma de Querétaro. Tesis para obtener el título de Químico en
Alimentos. 123 p.
Zazueta, M. 2003. Extrusión de maíz azul: efecto del hidróxido de calcio sobre las propiedades fisicoquímicas y
funcionales. Querétaro, México: Facultad de Química. Universidad Autónoma de Querétaro. 169 p. Tesis para
obtener el grado de doctor en ciencias.


















