
Platica Cabinas de Pintado
45
CABINAS DE PINTADO Y EL PROCESO DE DETACTIFICACION DE LA PINTURA.
-
Upload
marco-antonio-hernandez-hernandez -
Category
Documents
-
view
396 -
download
28
Transcript of Platica Cabinas de Pintado
CABINAS DE PINTADO
Y EL PROCESO DE
DETACTIFICACION DE LA
PINTURA.

CABINAS DE PINTADO
El proceso de pintado de automóviles, partes automotrices y electronicas, envuelve varias aplicaciones de capas de pintura, horneado y otras operaciones finales.
Los métodos de pintado varían desde una forma simple hasta una compleja aplicación de multicolores al azar o programada.
La transferencia de pintura puede variar
desde un 30 hasta un 90 % de eficiencia,
dependiendo del tipo de pintura y del
método de aplicación, por lo que se hace
necesario aplicar programas de
detactificado y remosión de lodo de pintura

Las cabinas de pintado por pulerización para
Automóviles son alimentadas de manera
Uniforme con aire seco o a una humeded
Relativa, temperatura y velocidad contro-
Ladas, donde operarios y/o robots pulveriza
La pintura sobre la superficie a ser pintada.
El piso de éstas cabinas es un emparrillado
Sobre un contenedor de agua, donde la pintura
Sobreespesada es colectada.

Consta de otras secciones como la cortina de agua, antes de la chimenea de extracción
donde pulverizadores de agua lavan el aire Antes de descargarlo a la atmósfera.En cierta manera estas cabinas son una Lavadora de aire, ya que el agua de pulveri-Zación puede evaporarse y causar la concen-Tración de solidos disueltos o bien el agua Puede condensarse del aire pudiendo haberUna dilución contínua del agua del colector.
Por ello se debe de monitorear y controlar los
Siguientes parámetros:
- SOLIDOS DISUELTOS TOTALES
- Ph
- ALCALINIDAD
- CONTEO TOTALES
- ESPUMA
- TURBIDEZ
- NIVEL DE LODOS
- RESIDUAL DE PRODUCTO.
Generalmente los volumenes de agua que se
manejan en una cabina son del orden de los
10,000 GPM, con un tiempo de retención
relativamente corto de alrededor de 2 a 3
minutos.
Por ello, para evitar ensuciamiento, el agua
debe ser debidamente tratada para colectar
la pintura, el solvente, el lodo, etc. Acondi-
cionandolos para que no sea pegajosa,
produciendo un lodo de facil manejo sin que se
pegue a las herramientas de remosión y manos.

Si el agua no es debidamente tratada, las partículas que penetran la cortina de agua en
las secciones posteriores o laterales,pueden llegar a salir por la chimenea de
extracción como emisiones de partículasy solventes, representando esto un fuerteproblema de contaminación atmosférica,requiriendo de altos costos de mantenimientopara quitar los depositos en chimeneas, aspas de los ventiladores, eliminadores y tanquecolector debajo del emparillado.
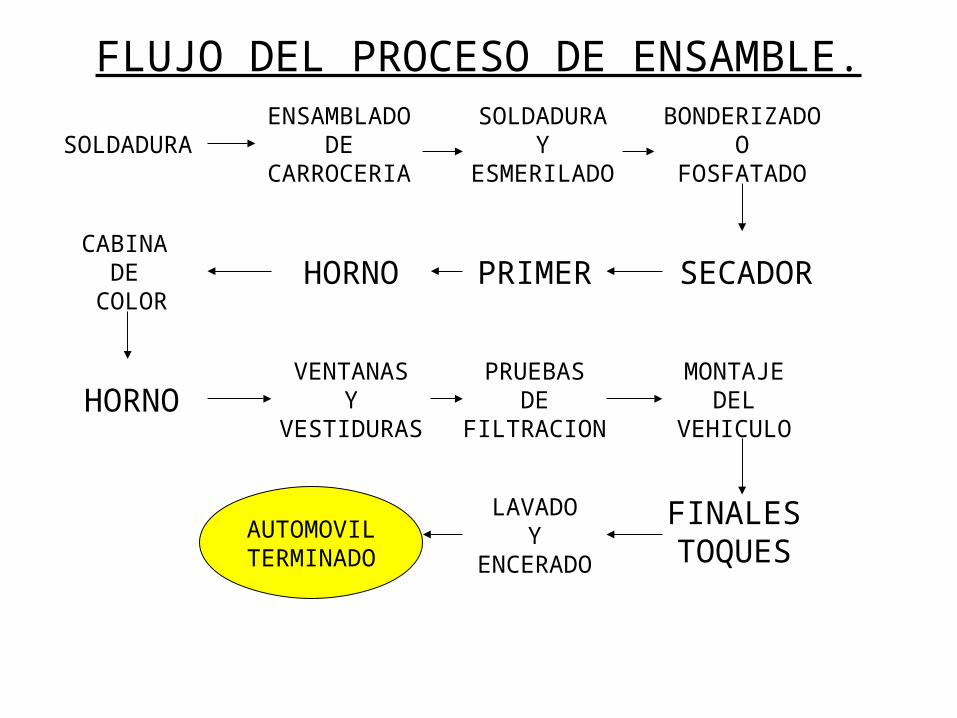
FLUJO DEL PROCESO DE ENSAMBLE.
SOLDADURAENSAMBLADO
DECARROCERIA
SOLDADURAY
ESMERILADO
BONDERIZADOO
FOSFATADO
SECADORPRIMERHORNOCABINA
DE COLOR
HORNOVENTANAS
YVESTIDURAS
PRUEBASDE
FILTRACION
MONTAJEDEL
VEHICULO
FINALESTOQUES
LAVADOY
ENCERADO
AUTOMOVILTERMINADO



DETEACTIFICACION DE PINTURA
QUE ES DETACTIFICACION :
Es un proceso químico de eliminación de
adherencia de la pintura y una remosión
subsecuente del lodo de la pintura
detactificada del sistema del agua de la
cabina.

Para lograr un buen detactificado de pintura
se requiere: --
1.- Una eficiente y efectiva medida de la
cantidad de pintura sobreespreada en las
cabinas de pintado.
2.- Un programa químico correcto.
3.- Un método capaz de remover el lodo de la
pintura detactificada del sistema de agua
recirculante.
Secciones de una cabina de pintado.
• Sección posterior
• Eliminadores de aire
• Cortina de agua
• Pared húmeda
• Colectores de agua
• Tanque de lodos


El grado d e detactificación de la pintura
puede variar desde un estado pegajoso
inaceptable hasta un estado de detactificación
granular; entre esos límites el programa
puede producir un lodo sólido de pintura el
cual variará en grado de adhesión y cohesión.
ADHESION - COHESION
1.- Un lodo adhesivo es el que se pegará en
áreas de la cabina y es generalmente no
deseable
2.- Un lodo cohesivo es el que se pegará a si
mismo y es deseable para incrementar la
remosión de lodo en los sistemas de
flotación o sedimentación.

La determinación del programa de
detactificación será en función del tipo de
pintura espreada y del sistema de remosión el
cual puede ser diseñado para flotación o para
precipitación.

METODOS DE SELECCIÓN DE PROGRAMA DE DETACTIFICACION
• LA PRUEBA OSTERIZER:
Consiste en simular dinamicidad del
Sistema con una licuadora.
• LA PRUEBA DE RECIRCULADOR DE
ROCIO:
Es el mas seguro y simula más exactamente las condiciones de pintado en la cabina.
FACTORES QUE AFECTAN LA DETACTIFICACION
• Programas de limpieza o masking
• Remosión de pintura
• Solventes (ejm. Cloruro de metileno)

EFECTOS DE UNA MALA DETACTIFICACION
1.- Exceso de Solventes:• Aumentan la espuma, disminuye la claridad
del agua y el lodo puede hundirse.
2.- Programa de limpieza:
El no retiro adecuado de las natas, lodos y
adhesiones en las paredes y estructuras crean
un aumento en sólidos, lodos y disminución de la
detactificación.
EL TANQUE DE LODOS
Es un sistema colector y separador de
lodos de pintura a donde confluye el agua
de toda la cabina.
- Quimicamente recibe altos valores de sólidos
Disueltos totales y/o bajos ph que fomentaran la
corrosión.
- Recibe altos solidos suspendidos, creando
ensuciamiento.
- Altos ph promueven la espuma.
- Altos conteos totales crean olores fetidos, ensuciamiento y corrosión bajo depositos por anaerobias

RESUMEN• Las metas u objetivos principales del programa de
tratamiento de agua en una planta automotriz son:
- mantener el circuito de agua libre de depositos
- Hacer que el exceso de pintura colectada en el agua no sea pegajosa y facilemnte separable.
- Minimizar los depositos en la sección posterior de las cabinas para prevenir un flujo obstruccionante de aire cargado de pintura en la cabina.
- Minimizar los contaminantes en el aire descargado al exterior para que no creen un problema de contaminación del medio ambiente.
- Minimizar el mantenimiento de las cabinas.

PROGRAMA DE DETACTIFICACION EN CABINAS DE PINTADO
PARAMETROS UNIDAD CABINA CABINA CABINA CABINA CABINA OBJETIVO ACCION A TOMAR
NUEVA PRIMER COFRES ESMALTESRETOQUE POR RANGOS FUERA
Volumen M3 90 12 12 47 47
>8.0 agregar acido
<7.0 agregar sosa
Conductividad micromhos 1,500 - 3,000 purgar agua
Turbidez NTU < 200 agregar coagulante
Nivel de Lodos % <20% fondo fosa extraer lodos
Nivel de Espuma % >20% espejo agua usar antiespumante
Conteo Total org/ml < 100,000 usar biocida
Res. Producto ppm 200 - 400 ajustar dosis B.100
Dosis B-100 lto./día NA aplicar/unidad pintada
Dosis B-416 lto./día NA aplicar/unidad pintada
ph 7.0 - 8.0

TRATAMIENTO DE AGUA DE DESECHO
• CONTAMINANTES TIPICOS:- sólidos de pintura- Aceite- DBO- Sólidos suspendidos- Zinc- Cromo- Fosfatos- Jabones- Detergentes- Agentes humectantes, etc.
PRODUCTOS QUIMICOS
• Los productos que funcionan en forma efectiva son:
- Cogulantes
- Rompedores de emulsión, Aceite/Agua

Productos químicos tipicos usados para el tratamiento de aguas de desecho.
PRODUCTO FORMULA %CONCENTRACION
Acido sulfúrico H2SO4 93.0 Mínimo
Hidróxido de sodio NaOH 50.0
Cloruro férrico FeCl3 40.0
Metabisulfito de sodio
Na2S2O5 *****
Bisulfito de sodio NaHSO3 *****
Cloruro de calcio CaCl2 *****
Sulfato de amonio (NH4)2SO4 *****
Polímeros aniónicos y catiónicos
***** *****

Periodicamente el agua de enjuague concentrada del recubrimiento electrolíticose envia a la planta tratadora, causando dificultad, maxime si el ph de esta aguasesta por debajo de 4.0, forma gomas que tapan líneas y bombas.Los contaminantes de metales pesados (zinc,cromo,niquel y plomo) junto a fosforosY solidos colidales suspendidos, son tratadosCon estos químicos.

El proceso genera lodos donde predomina
el cloruro férrico, que también contiene los
hidróxidos precipitados de metales pesados
y sólidos suspendidos y coloidales.

USOS Y EFECTOS DEL CLORURO FERRICO
• Es un material coagulante que forma un
precipitado cuando se alcaliniza con la
sosa o la cal, formando un precipitado en
su mayoría es hidróxido férrico, sin embargo también reacciona con los
detergentes, emulsificadores y dispersantes
que se usan en el proceso.
el exceso de aplicación del cloruro férrico causa un exceso de lodos y costos.

AGUAS CONTAMINADAS CON FOSFATOS.
• Provenientes del proceso de fosfatados,
•
generalmente requieren de muy fuertes dosis
de cloruro férrico, inclusive 10 veces
más que la requerida en un agua sin fosfatos

AGUAS CONTAMINADAS CON CROMATOS.
• Proveniente de la etapa de lavado con ácido
crómico en el proceso de fosfatado y en los
enjuagues, detectandose como cromo
hexavalente, el cual es modificado químicamente (reducción) a cromo trivalente, manteniendo un ph de 0 – 3 (usualmente de 1.5 –2.5) y agregando un agente reductor como el dióxido de azufre o metabisulfíto de sodio, requiriendo teóricamente de 3.0 libras de bisulfíto de sodio, para la reducción.



• El material férrico junto con los
contaminantes de metales pesados como
zinc, plomo,níquel y cromo trivalente, son
insolubles en el agua y por lo tanto forman
un lodo de precipitación cuando el ph del
agua residual se eleva a un nivel alcalino
de aprox. 9.0

• El cromo trivalente empieza a precipitar en el rango de ph de 6.5 – 8.0
• El zinc precipita en valores de ph entre 8.5 – 9.0
• El niquel y el plomo precipitan entre un ph de 9.5 – 10.0

PROBLEMAS TIPICOS EN EL TRATAMIENTO DE AGUAS DE
DESECHO• Los polímeros catiónicos pueden emplearse
como complemento del cloruro férrico y en algunas ocasiones hasta lo desplazan.
• Los polímeros catiónicos reducen grandemente la formación de lodos.
• La aplicación de estos polímeros debe ser cuidadosa ya que inactivan la acción de los surfactantes y emulsificantes inclusive el aceite presente en el agua se absorbe en el lodo y flota o se suspende en el agua siendo necesario aplicar más dosis de cloruro férrico

RESUMEN
• El proposito primordial de las instalaciones
para tratamientos de aguas residuales, es
satisfacer los requerimeintos federales de
cumplimientos de normas sobre desechos
de efluentes, para evitar contaminación
ambiental y problemas de tipo ecológico.

























