Prácticas 2ª evaluación mecanizado
46
M M A A T T E E R R I I A A L L P P R R Á Á C C T T I I C C A A S S C C O O N N C C H H A A P P A A G G A A L L V V A A N N I I Z Z A A D D A A Asignatura: TMUM Grupo: 1º FC Profesor: David Romero G GA A L L V V A A N NI I Z Z A A D D O O El galvanizado o galvanización es el proceso electroquímico por el cual se puede cubrir un metal con otro. Se denomina galvanización pues este proceso se desarrolló a partir del trabajo de Luigi Galvani, quien descubrió en sus experimentos que si se pone en contacto un metal con una pata cercenada de una rana, ésta se contrae como si estuviese viva, luego descubrió que cada metal presentaba un grado diferente de reacción en la pata de rana, por lo tanto cada metal tiene una carga eléctrica diferente, según el tipo de metal.
-
Upload
droiartzun -
Category
Education
-
view
272 -
download
0
Transcript of Prácticas 2ª evaluación mecanizado

MMAATTEERRIIAALL PPRRÁÁCCTTIICCAASS CCOONN
CCHHAAPPAA GGAALLVVAANNIIZZAADDAA
Asignatura: TMUM
Grupo: 1º FC
Profesor: David Romero
GGAALLVVAANNIIZZAADDOO
El galvanizado o galvanización es el proceso electroquímico por el cual se
puede cubrir un metal con otro. Se denomina galvanización pues este proceso se
desarrolló a partir del trabajo de Luigi Galvani, quien descubrió en sus experimentos
que si se pone en contacto un metal con una pata cercenada de una rana, ésta se
contrae como si estuviese viva, luego descubrió que cada metal presentaba un grado
diferente de reacción en la pata de rana, por lo tanto cada metal tiene una carga
eléctrica diferente, según el tipo de metal.
Más tarde ordenó los metales según su carga y descubrió que puede recubrirse
un metal con otro, aprovechando esta cualidad (siempre depositando un metal de
carga mayor sobre otro de carga menor).
De su descubrimiento se desarrolló más tarde el galvanizado, la galvanotecnia,
y luego la galvanoplastia.
Utilidad
La función del galvanizado es proteger la superficie del metal sobre el cual se
realiza el proceso.
El galvanizado más común consiste en depositar una capa de zinc (Zn) sobre
hierro (Fe); ya que, al ser el zinc más oxidable, menos noble, que el hierro y generar
un óxido estable, protege al hierro de la oxidación al exponerse al oxígeno del aire.
Se usa de modo general en tuberías para la conducción de agua cuya
temperatura no sobrepase los 60 °C ya que entonces se invierte la polaridad del zinc
respecto del acero del tubo y este se corroe en vez de estar protegido por el zinc.
Para evitar la corrosión en general es fundamental evitar el contacto entre
materiales disímiles, con distinto potencial de oxidación, que puedan provocar
problemas de corrosión galvánica por el hecho de su combinación.
Puede ocurrir que cualquiera de ambos materiales sea adecuado para un
galvanizado potencial con otros materiales y sin embargo su combinación sea
inadecuada, provocando corrosión, por el distinto potencial de oxidación comentado.
Uno de los errores que se cometen con más frecuencia es el del empleo de
tuberías de cobre combinadas con tuberías de acero galvanizado (vid. normas UNE
12502.3, UNE 112076, UNE 112081). Si la tubería de cobre, que es un material más
noble, se sitúa aguas arriba de la de galvanizado, los iones cobre, que necesariamente
existen en el agua o las partículas de cobre que se puedan arrastrar por erosión o de
cualquier otra procedencia, se cementarán sobre el zinc del galvanizado aguas abajo y
éste se oxidará por formarse una pila bimetálica local Cu/Zn en los puntos en los que
los iones cobre se hayan depositado como cobre metálico sobre el galvanizado. A
partir de ese momento se acelerará la corrosión del recubrimiento galvanizado en
todos esos puntos. Desaparecido el zinc del recubrimiento, la pila será Cu/Fe y
continuará corroyéndose hasta perforarse el tubo de acero. Como el galvanizado está
instalado anteriormente este fallo pasa desapercibido y se suele atribuir al fin de la
vida en servicio o, incluso, a la mala calidad del galvanizado. La causa sin embargo ha
sido la mala calidad del diseño: la instalación de la tubería de cobre aguas arriba, que
es la que ha provocado la corrosión del galvanizado, aguas abajo.
Por el contrario, en el caso de que las tuberías de cobre se instalen al final de
la red, es decir, aguas abajo de la tubería de galvanizado, no existe ese problema
siempre que se garantice que no haya agua de retorno que después de pasar por el
cobre pase por el galvanizado. Si existe ese riesgo se deberá colocar un sistema
antirretorno. En cualquier caso, es necesario colocar un manguito aislante entre el

acero galvanizado de la instalación general y la tubería de cobre final para evitar el
contacto galvanizado/cobre. Esta solución, sin embargo, es ineficaz en el caso
anterior, tubería general de cobre y ramales finales de acero galvanizado. Aunque se
elimine la corrosión en el punto de contacto entre ambos materiales, que es lo único
que hace el manguito, no se evitará la corrosión. Ésta se producirá debido a los iones
cobre que transporta el agua, o las partículas de cobre, que producirán picaduras
sobre toda la instalación de galvanizado aguas abajo, tal como se ha explicado.
Otros procesos de galvanizado muy utilizados son los que se refieren a piezas
decorativas. Se recubren estas piezas con fines principalmente decorativos, la
hebillas, botones, llaveros, artículos de escritorio y un sinfín de productos son bañados
en cobre, níquel, plata, oro, bronce, cromo, estaño, etc. En el caso de la bisutería se
utilizan baños de oro (generalmente de 18 a 21 quilates). También se recubren joyas
en metales más escasos como platino y rodio.
Proceso
Existen varios procesos para recubrir de zinc el acero. Los principales son:
La galvanización en caliente,
la galvanización en frío,
el metalizado por pistola,
el zincado electrolítico y
el galvanizado por laminación.
Galvanización en caliente
La galvanización es un procedimiento para recubrir piezas terminadas de
hierro/acero mediante su inmersión en un crisol de zinc fundido a 450ºC.
Tiene como principal objetivo evitar la oxidación y corrosión que la humedad y
la contaminación ambiental pueden ocasionar sobre el hierro. Esta actividad
representa aproximadamente el 50% del consumo de zinc en el mundo y desde hace
más de 150 años se ha ido afianzando como el procedimiento más fiable y económico
de protección del hierro contra la corrosión.
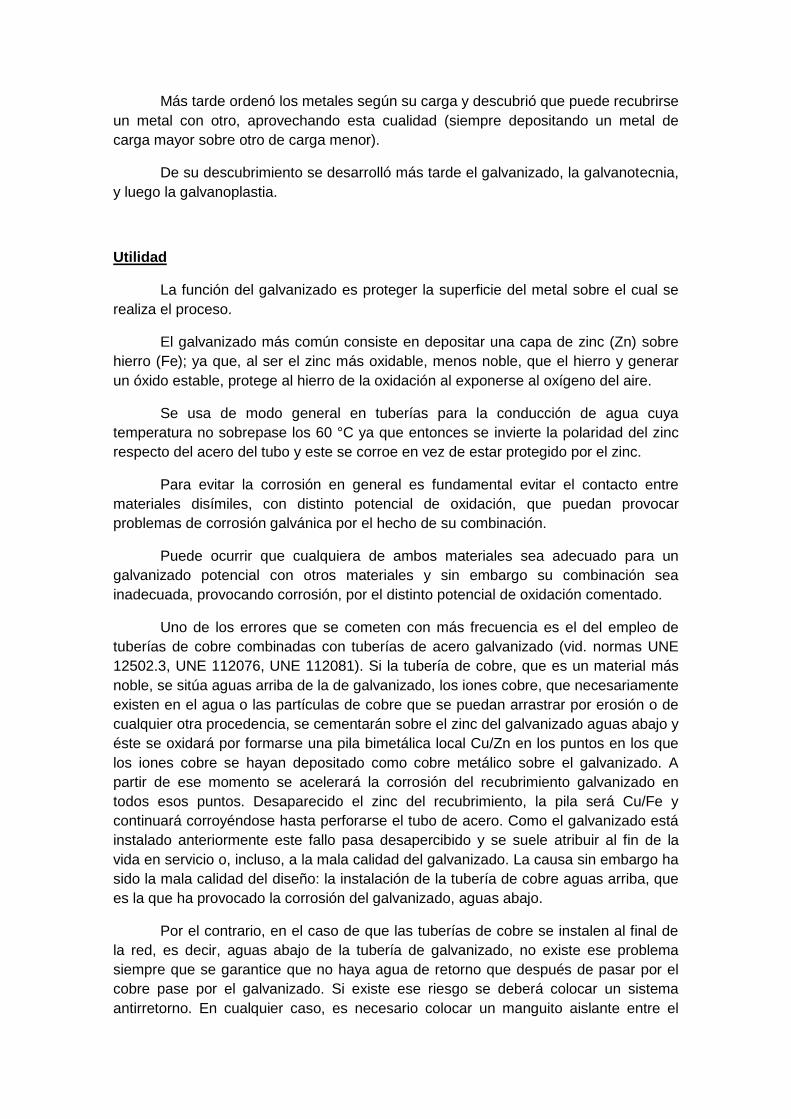
Accesorio de hierro fundido y con la superficie de galvanizado en caliente
Este proceso no consiste solo en depositar unos pocos micrómetros de zinc en
la superficie del acero. El recubrimiento de zinc se une químicamente a la base de
acero porque hay una reacción química metalúrgica de difusión entre el zinc y el hierro
o el acero a 450° C. Al retirar el acero del baño, se han formado varias capas
superficiales de aleación zinc-hierro en las que el zinc se ha solidificado. Estas
diferentes capas de aleación son más duras que la base de acero y tienen un
contenido de zinc cada vez mayor a medida que se aproximan a la superficie del
recubrimiento. El tratamiento debe ajustarse a la norma ISO 1461 (Recubrimientos
galvanizados en hierro y acero).
El hierro o acero galvanizado se usa principalmente en la construcción
(armaduras metálicas, vallas protectoras, etc.). Otros usos son: mobiliario urbano
(iluminación, señalización, barreras); las portacatenarias y diversos medios de
señalización utilizados en las piscinas o en el mar (ambiente húmedo particularmente
agresivo y/o que contienen cloro), en plantas de tratamiento de aguas residuales o en
edificios para la cría de ganado (ambiente ácido).
Galvanizado electrólítico
En los procesos de galvanizado electrolítico se utilizan los siguientes
elementos:
Fuente de alimentación: es un transformador que baja el voltaje de 380 V, 220
V o 110 V a tensiones menores (de 0,1 a 12 V). Además, estos equipos poseen
semiconductores (placas de selenio, diodos y últimamente tiristores) que
transforman la corriente alterna en corriente continua, que es la que se utiliza
para estos procesos.
Esta fuente debe tener en lo posible un sistema de regulación de voltaje,
puesto que cada proceso tiene un rango de tensión en el que el resultado es óptimo.

Electrolito: es una solución de sales metálicas, que serán las que servirán para
comenzar el proceso entregando iones metálicos, que serán reemplazados por
el ánodo.
Por ejemplo, los baños de niquelado se componen de sulfato de níquel, cloruro
de níquel y ácido bórico. Los baños de cincado contienen cianuro de sodio e hidróxido
de sodio (los alcalinos) o cloruro de cinc, cloruro de potasio y ácido bórico (los ácidos).
Además se agregan a los electrolitos sustancias orgánicas como tensoactivos,
agentes reductores y abrillantadores: sacarina sódica, trietanolamina, formalina, urea,
sulfuro de sodio, carboximetilcelulosa y varios tipos de azúcares (derivados por
ejemplo de extractos del jarabe de maíz).
Ánodos: son placas de metal muy puro, puesto que la mayoría de los procesos
no resisten las contaminaciones: níquel 99,997%; cobre 99,95%; zinc 99,98%.
Cuando un ion entrega su átomo de metal en el cátodo, inmediatamente otro lo
reemplaza desprendiéndose del ánodo y viajando hacia el cátodo. Por lo que la
principal materia prima que se consume en un proceso de galvanizado es el
ánodo.

RRAADDIIAALL
Radial
Un esmeril angular, amoladora angular o radial, es una herramienta impulsada
para cortar, para esmerilar y para pulir.
Una radial se mueve a través de un motor, el cual impulsa una cabeza de
engranajes en un ángulo recto en el cual está montado un disco abrasivo o un disco
de corte más delgado los cuales pueden ser reemplazados cuando se desgastan. Las
radiales típicamente tienen un protector ajustable para su operación con cualquiera de
las dos manos. Ciertas amoladoras angulares, dependiendo de su rango de velocidad,
pueden utilizarse como lijadoras utilizando un disco lijador con un disco o almohadilla
de apoyo. El sistema protector usualmente esta hecho de un plástico duro, resina
fenólica o caucho de media dureza dependiendo de la cantidad de flexibilidad
deseada.
Usos
Varios tipos de discos
Las radiales pueden ser utilizadas o para eliminar el material de exceso en las
piezas o simplemente para cortar en pedazos. Hay muchas y diferentes clases de
discos que se usan para varios tipos de materiales y trabajos, tales como discos de
corte (hoja de diamante), discos rectificadores abrasivos, piedras demoledoras
(rectificadoras), discos lijadores, ruedas de cepillo de alambre, y almohadillas para
pulir. El esmeril angular tiene grandes cojinetes de bolas para contrarrestar fuerzas de
ladeo que se generan durante los cortes, a las fuerzas del lado de contador generadas
durante el corte, a diferencia de una taladradora, donde la fuerza es axial.
Las radiales se utilizan ampliamente para trabajos metalúrgicos y la
construcción, al igual que en rescates de emergencias. Comúnmente los encontramos
en talleres, talleres de reparación del cuerpo de los autos chapistería.
Hay una gran variedad de esmeriles angulares de donde escoger cuando se
trata de encontrar el correcto para el trabajo. El tamaño del disco y la potencia del
motor, son los factores más importantes cuando se escoge el esmeril angular
adecuado.
Otro factor es el poder de impulso (neumático o eléctrico), las rpm
(revoluciones por minuto). Usualmente el tamaño del disco y el poder de impulso
aumentan juntos. El tamaño del disco es usualmente medido en pulgadas o
milímetros. Los tamaños comunes de discos para las radiales en pulgadas son 4, 4,5,
5, 6, 7, 9 y 12. Los discos para esmeriladores neumáticos también se obtienen mucho
más pequeños. Los esmeriladores neumáticos son utilizados para trabajos más
livianos donde se precisa más precisión. Esto se debe a que los esmeriladores
neumáticos pueden ser pequeños y livianos a la par que potentes porque no contienen
un pesado motor con bobinado de cobre, mientras que es más duro para un esmeril
angular mantener el impulso adecuado si fuese más pequeño. Los esmeriles
angulares eléctricos son comúnmente más usados para trabajos más pesados y
grandes. Sin embargo, también existen esmeriles angulares eléctricos y esmeriles
angulares neumáticos más grandes.
Seguridad
Según estudios de sonido y de vibración las radiales bajo una condición sin
carga tienen un rango de 91 a 103 dBA. Se recomienda el uso de guantes de
protección mecánica, pantalla facial y protección auditiva adecuada durante el uso de
esta herramienta.
SSiieerrrraa ddee ccaallaarr
Sierra de vaivén eléctrica Bosch.
Una sierra de vaivén, sierra caladora o sierra de calar (jigsaw de los
anglosajones) es un tipo de sierra utilizada para cortar curvas arbitrarias y de
determinado radio, como diseños de plantilla u otras formas, en una pieza de madera,
enchapado, aglomerado, melamina, PVC, vidrio sintético, cartón, cuero, aluminio, zinc,
poliestireno, corcho, fibrocemento, acero, etc. Se utiliza habitualmente de una forma
más artística que otras sierras, que sólo cortan líneas rectas y existen principalmente
para cortar piezas de madera con una longitud adecuada para las estructuras de
construcción. De esta forma, es similar a la escofina y al cincel.
El tipo de corte de la sierra caladora está dado por el tipo de hoja que se
emplee. Las de dientes grandes dan un corte alternado, sirven para maderas y
derivados, en tablas de hasta 60 mm.
Dientes medianos, dan un corte preciso y fino, para todas las maderas, placas
y materiales plásticos. Una hoja ondulada, brinda un corte recto, para metales
ferrosos.
Dientes finos, dan un corte fino, para contornear curvas cerradas en madera.
Dientes muy finos: para cortar materiales blandos y no ferrosos. Dientes extra finos,
para cortar metales.
Las sierras de vaivén tradicionales son sierras de mano, consistentes en un
mando unido a una pequeña y delgada lámina. Los primeros puzzles se hicieron
usando esta clase de herramienta manual . Las sierras de vaivén más modernas son
herramientas eléctricas, fabricadas con un motor eléctrico y una lámina de sierra de
intercambio.
Fabricantes
Fabricantes de este tipo de sierras son (en orden alfabético): AEG, Black & Decker,
Bosch, CS Unitec, DeWalt, Fein, FLEX, Hilti, Makita, Mafell, Metabo.
Cómo cortar con sierra caladora
Diferentes tipos de sierras para sierra de vaivén.
Trazar la línea de corte a seguir.
Fijar la pieza para evitar su movimiento.
La cuchilla de la sierra caladora tiene dirección ascendente, por tanto, el corte
más nítido está en la zona de abajo. Por tanto, debemos poner la pieza del
revés, para asegurarnos que la pieza quede mejor acabada del derecho.
Para realizar el corte recto, podemos usar la guía paralela de la máquina, o
colocar una regla sólidamente fijada.
Para hacer cortes circulares, usamos la guía especial, o podemos ajustar una
varilla a la ranura de la guía, ligada a la varilla que está en el centro del círculo
a recortar, que sirve como compás de vara.
Siempre debe cortarse sobre la parte desechable del corte, de modo que
cualquier excedente pueda eliminarse con un cepillo, escofina o por pulido.
Para cortar plástico, emplearemos velocidad reducida, para evitar que el calor
derrita el plástico.
Para el corte, se utiliza un ritmo regular a velocidad intermedia, sin ejercer
presión, ya que esto altera el corte normal de la hoja, forzando la máquina.
Adaptar la velocidad de corte de acuerdo al material.
Emplear siempre hojas en buen estado, adecuadas al material a cortar.
Para calar superficies frágiles sin riesgo de rayarlas, colocamos cinta de
enmascarar en los pies de la sierra caladora.
El corte de cerámicas se hace con una hoja de carburo a velocidad lenta, sin
forzar la máquina.
En cortes de grandes superficies, es necesario interrumpir frecuentemente la
tarea para refrescar la hoja de la sierra.
Polígono Can Buscarons de Baix Ctra. San Adrián – La Roca, Km. 15,5 08170 Montornés del Vallés Tel. 93 568 66 10 Fax. 93 568 66 11 [email protected] www.ingalsa.net
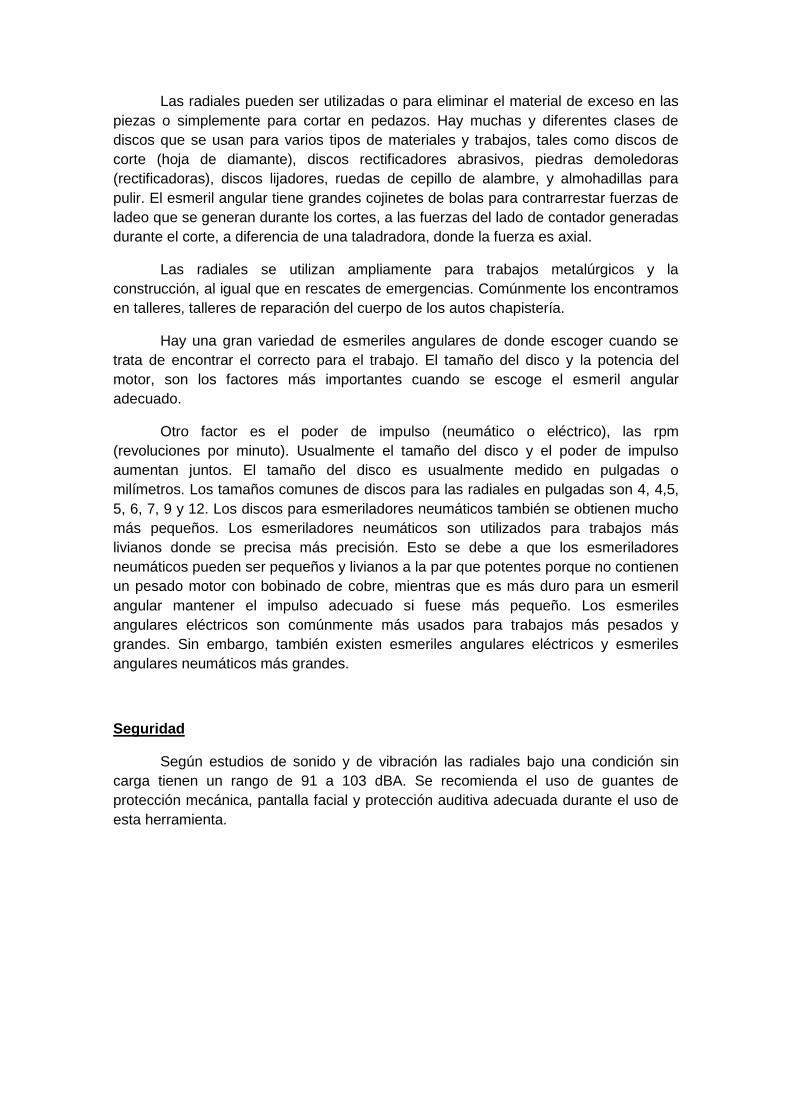
¿Qué és la Galvanización?
Introducción La galvanización en discontinuo de artículos diversos, o "galvanización general" como se la conoce comúnmente, es un procedimiento de aplicación de un recubrimiento de zinc sobre piezas de acero o fundición mediante inmersión de las mismas en un baño de zinc fundido. Para obtener buenos resultados es necesario que se verifiquen ciertas condiciones, como son: • El diseño de las piezas debe ser adecuado para la galvanización. • Las dimensiones de las piezas deben acomodarse al tamaño de los crisoles de galvanización. • El peso de las piezas está condicionado por los dispositivos de elevación y transporte existentes en el taller de galvanización.
• Utilización de aceros adecuados para galvanización. • Control del estado superficial de las piezas a galvanizar. El cumplimiento de estas condiciones depende en gran medida de los proyectistas y fabricantes de las piezas o construcciones metálicas que se vayan a galvanizar. Estos deben asegurarse que las construcciones son apropiadas para su galvanización y que están exentas de contaminantes, tales como restos de pintura, escorias de soldadura, productos antisalpicaduras (soldadura), etc. También es necesario que las piezas estén lo más limpias posibles de grasa y aceites.
Etapas del proceso La mayoría de las empresas de galvanización general de España y de Europa son empresas de servicios, que aplican los recubrimientos galvanizados a artículos diversos fabricados por terceros. Puede haber algunas diferencias entre los procedimientos que utilizan unos galvanizadores y otros. En particular, las instalaciones especializadas en la galvanización de piezas pequeñas difieren bastante del esquema indicado. En primer lugar se realiza la inspección del material, con objeto de clasificarlo con vistas a la programación del trabajo.
1 Desengrase/enjuagado Las piezas con algún resto de grasa o aceite se someten a desengrase en soluciones alcalinas o agentes desengrasantes ácidos. No se suelen utilizar desengrasantes orgánicos. Después del desengrase las piezas se enjuagan en un baño de agua para evitar el arrastre de las soluciones de desengrase a la etapa siguiente.
2 LavadoUna vez desengrasadas, las piezas se someten a un enjuague en agua. Este primer lavado solamente se utiliza en las instalaciones que poseen desengrases alcalinos.
3 Decapado El decapado sirve para eliminar el óxido y la calamina, que son los contaminantes superficiales más corrientes de los productos férreos y obtener así una superficie de acero químicamente limpia. Se realiza normalmente con ácido clorhídrico diluido y a temperatura ambiente. El tiempo de decapado depende del grado de oxidación superficial de las piezas y de la concentración de la solución de ácido.
Polígono Can Buscarons de Baix Ctra. San Adrián – La Roca, Km. 15,5 08170 Montornés del Vallés Tel. 93 568 66 10 Fax. 93 568 66 11 [email protected] www.ingalsa.net
4 LavadoUna vez desengrasadas, las piezas se someten a un enjuague en agua. Este primer lavado solamente se utiliza en las instalaciones que poseen desengrases alcalinos.
5 Fluxado El tratamiento con sales (mezcla de cloruro de zinc y cloruro amónico), tiene por objeto eliminar cualquier traza restante de impurezas y producir una limpieza intensa de la superficie metálica. Estas sales actúan como los "flux" en soldadura, esto es, favorecen la mojabilidad de la superficie del acero por el zinc fundido. Estas sales se aplican normalmente por inmersión de las piezas en una solución acuosa de las mismas. Otra forma es hacer pasar las piezas a través de una capa de sales fundidas que flota sobre la superficie del zinc. También pueden espolvorearse las sales sobre la superficie de las piezas (o rociarlas en forma de solución) antes de la inmersión de las piezas en el baño de zinc.
6 Secado Los materiales fluxados se someten a la operación de secado en un hornoestufa a una temperatura entre 60 y 100ºC . La función del sacado es, precalentar las piezas a galvanizar y eliminar la humedad superficial. Las piezas que contienen humedad ocasionan proyecciones de zinc, que pueden dar lugar a zonas desnudas y marcas de salpicaduras en la superficie del galvanizado. La capa de sales de fluxado incorporada a las piezas, impide que el oxígeno tenga acceso al acero base impidiendo su oxidación hasta el momento de la inmersión en el baño de zinc fundido .
7 Baño de zinc La operación de galvanización propiamente dicha se realiza sumergiendo las piezas en un baño de zinc fundido a temperatura comprendida entre 440ºC y 460ºC. En algunos procedimientos especiales la temperatura puede alcanzar los 560ºC. La calidad mínima del zinc a utilizar está especificada por la mayoría de las normas europeas e internacionales en zinc del 98,5%. Durante la inmersión de las piezas en el zinc fundido se produce la difusión del zinc en la superficie del acero, lo que da lugar a la formación de diferentes capas de aleaciones zinchierro de distinta composición. Cuando las piezas se extraen del baño de galvanización, éstas quedan recubiertas de una capa externa de zinc de composición similar a la del zinc del baño. El tiempo durante el que las piezas deben estar sumergidas en el baño de zinc, para obtener un recubrimiento galvanizado correcto, depende, entre otros factores, de la composición del acero, de la temperatura del baño de zinc y del espesor del acero de las piezas. En cualquier caso, las piezas deben estar sumergidas en el zinc hasta que alcance la temperatura del baño. Antes de extraer las piezas del baño de galvanización es necesario retirar de la superficie del mismo la fina capa de óxidos de zinc que se forma y que también contiene restos de sales, con objeto de que no se adhieran a la superficie de las piezas y produzcan imperfecciones superficiales en el recubrimiento.
8 Enfriamiento, repaso e inspección Una vez fuera del baño de galvanización las piezas pueden enfriarse en agua o dejarse enfriar al aire. A continuación se repasan para eliminar rebabas, gotas punzantes y adherencias superficiales de cenizas o restos de sales y, finalmente, se someten a inspección. Los recubrimientos galvanizados sobre artículos diversos deben cumplir una serie de requerimientos sobre aspecto superficial, adherencia y espesor que vienen especificados en las normas nacionales e internacionales.
En España la norma actualmente aplicable es la UNE EN ISO 1461:1999. Por último las piezas se pesan, ya que el peso de las mismas, una vez galvanizadas, es el criterio utilizado normalmente para la facturación.
Polígono Can Buscarons de Baix Ctra. San Adrián – La Roca, Km. 15,5 08170 Montornés del Vallés Tel. 93 568 66 10 Fax. 93 568 66 11 [email protected] www.ingalsa.net
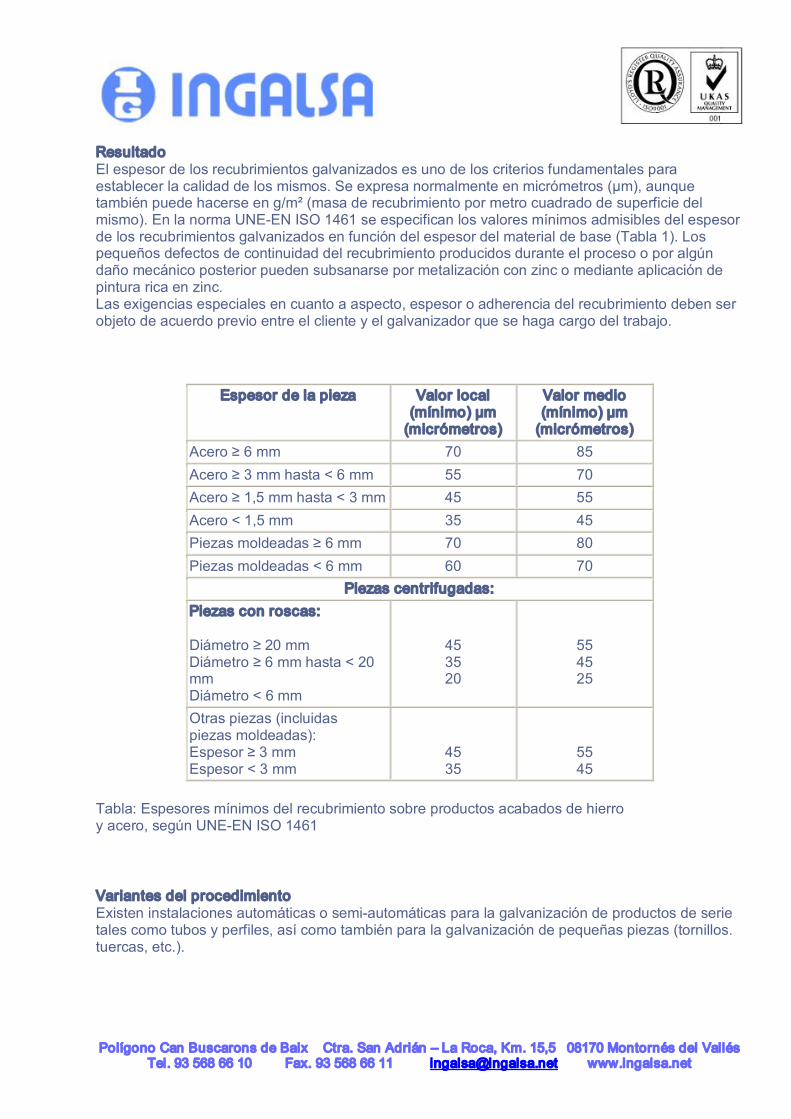
Resultado El espesor de los recubrimientos galvanizados es uno de los criterios fundamentales para establecer la calidad de los mismos. Se expresa normalmente en micrómetros (µm), aunque también puede hacerse en g/m² (masa de recubrimiento por metro cuadrado de superficie del mismo). En la norma UNEEN ISO 1461 se especifican los valores mínimos admisibles del espesor de los recubrimientos galvanizados en función del espesor del material de base (Tabla 1). Los pequeños defectos de continuidad del recubrimiento producidos durante el proceso o por algún daño mecánico posterior pueden subsanarse por metalización con zinc o mediante aplicación de pintura rica en zinc. Las exigencias especiales en cuanto a aspecto, espesor o adherencia del recubrimiento deben ser objeto de acuerdo previo entre el cliente y el galvanizador que se haga cargo del trabajo.
Espesor de la pieza Valor local (mínimo) µm (micrómetros)
Valor medio (mínimo) µm (micrómetros)
Acero ≥ 6 mm 70 85 Acero ≥ 3 mm hasta < 6 mm 55 70 Acero ≥ 1,5 mm hasta < 3 mm 45 55 Acero < 1,5 mm 35 45 Piezas moldeadas ≥ 6 mm 70 80 Piezas moldeadas < 6 mm 60 70
Piezas centrifugadas: Piezas con roscas:
Diámetro ≥ 20 mm Diámetro ≥ 6 mm hasta < 20 mm Diámetro < 6 mm
45 35 20
55 45 25
Otras piezas (incluidas piezas moldeadas): Espesor ≥ 3 mm Espesor < 3 mm
45 35
55 45
Tabla: Espesores mínimos del recubrimiento sobre productos acabados de hierro y acero, según UNEEN ISO 1461
Variantes del procedimiento Existen instalaciones automáticas o semiautomáticas para la galvanización de productos de serie tales como tubos y perfiles, así como también para la galvanización de pequeñas piezas (tornillos. tuercas, etc.).
DESCRIPTORES: Galvanizado en caliente. Recubrimientos galvanizados en caliente.
Recubrimientos galvanizados encaliente para piezas y artículosdiversos
N I 00.06.10Abril de 1999
E D I C I O N : 2ªN O R M A I B E R D R O L A
N I 00.06.10Abril de 1999
E D I C I O N : 2ªN O R M A I B E R D R O L A
Recubrimientos galvanizados en caliente parapiezas y artículos diversos
Indice
Página
0 Introducción......................................... 2
1 Objeto............................................... 2
2 Campo de aplicación.................................. 2
3 Normas para consulta................................. 3
4 Definiciones......................................... 4
4.1 Galvanización en caliente ....................... 4
4.2 Recubrimiento galvanizado en caliente ........... 4
4.3 Area de referencia .............................. 4
4.4 Espesor medio del recubrimiento ................. 4
4.5 Masa de recubrimiento ........................... 4
5 Materiales objeto de galvanización................... 4
5.1 Composición ..................................... 4
5.2 Preparación de las superficies .................. 5
6 Calidad del cinc y composición del baño de galvaniza-
ción................................................. 5
6.1 Calidad del cinc ................................ 5
6.2 Composición del baño de galvanización ........... 5
7 Características del recubrimiento.................... 6
8 Verificaciones y ensayos............................. 6
- 2 - NI 0 0 . 0 6 . 1 0 99-04
8.1 Calidad del cinc .............................. 6
8.2 Verificación del baño de galvanización ........ 6
8.3 Ensayos sobre el recubrimiento ................ 7
9 Calificación y recepción........................... 7
9.1 Calificación .................................. 7
9.2 Recepción ..................................... 8
Anexo A............................................... 11
Anexo B............................................... 22
0 Introducción
Todo lo relacionado con el galvanizado en caliente (en adelante galvani-
zado) de piezas de acero y de otros materiales férreos de Iberdrola estará
basado fundamentalmente en los establecido en las normas UNE 37 501 y UNE
37 508.
Este documento está basado por lo tanto en su mayor parte en estas normas.
Se han añadido, por su evidente interés, los Anexos informativos que deben
ayudar a realizar la inspección y el proyecto de elementos destinados a
ser galvanizados.
1 Objeto
Esta norma tiene por objeto especificar las características técnicas de
los recubrimientos galvanizados en caliente, obtenidos mediante métodos
discontinuos de galvanización, sobre piezas y artículos diversos manu-
facturados con acero u otros materiales férreos. También incluye los en-
sayos para la comprobación de las características del galvanizado así como
los procedimientos que deberán seguirse para la calificación del proceso
de galvanizado y la recepción de productos.
2 Campo de aplicación
Esta norma es de aplicación a los recubrimientos galvanizados en caliente
de elementos estructurales, artículos de calderería, fabricaciones a base
de alambre, chapa y tubo, depósitos y contenedores, piezas forjadas, es-
tampadas y moldeadas así como a cualesquiera recubrimientos galvanizados

- 3 - NI 0 0 . 0 6 . 1 0 99-04
en caliente de todo tipo de piezas o artículos manufacturados con acero u
otros materiales férreos, siempre que no sean de especificación en una
norma particular.
Esta norma no es aplicable a los recubrimientos galvanizados en caliente
de productos de acero tales como chapa, tubo y alambre, que están espe-
cificados en las normas UNE 21 005, UNE 36 130, UNE 37 505 y UNE 37 506,
respectivamente. Tampoco es aplicable a los recubrimientos galvanizados de
los tornillos y sus complementos, que están especificados en la norma UNE
37 507.
3 Normas para consulta
NI 00.08.00: Calificación de suministradores y productos tipificados.
UNE 21 005: Alambres de acero galvanizado, para conductores eléctricos.
UNE 36 130: Bandas (chapas y bobinas), de acero al carbono, galvanizadas
en continuo por inmersiónen caliente para conformación en frío. Condicio-
nes técnicas de suministro.
UNE 37 501: Galvanización en caliente. Características y métodos de en-
sayo.
UNE 37 505: Recubrimientos galvanizados en caliente sobre tubos de acero.
Características y métodos de ensayo.
UNE 37 506: Alambres de acero galvanizados en caliente para usos gene-
rales. Designación de calidades. Características generales.
UNE 37 507: Recubrimientos galvanizados en caliente de tornillería y otros
elementos de fijación.
UNE 37 508: Recubrimientos galvanizados en caliente de piezas y artículos
diversos.
UNE 66 020: Inspección y recepción por atributos. Procedimientos y tablas.
UNE EN 1179: Cinc y aleaciones de cinc. Cinc primario.
- 4 - NI 0 0 . 0 6 . 1 0 99-04
4 Definiciones
4.1 Galvanización en caliente
Procedimiento por el que se obtienen recubrimientos de cinc en productos y
artículos de acero u otros materiales férreos mediante la inmersión de los
mismos en un baño de cinc fundido.
4.2 Recubrimiento galvanizado en caliente
Capa que se obtiene mediante el método de galvanización en caliente en
proceso discontinuo.
4.3 Area de referencia
Area en el interior de la cual debe efectuarse un número especificado de
mediciones individuales.
4.4 Espesor medio del recubrimiento
Media aritmética de los valores de espesor encontrados en el interior del
área de referencia.
4.5 Masa de recubrimiento
Masa de cinc y de las aleaciones de cinc-hierro que constituyen el re-
cubrimiento galvanizado por unidad de superficie del producto. Es el valor
que se obtiene directamente mediante el método gravimétrico de medida de
masa del recubrimiento.
5 Materiales objeto de galvanización
5.1 Composición
Se consideran materiales de base adecuados para la galvanización en ca-
liente los aceros al carbono, los aceros de alta resistencia y baja alea-
ción, los aceros moldeados y las fundiciones gris, maleable y nodular.
Los aceros con elevados contenidos de carbono, silicio o fósforo pueden
dar lugar a recubrimientos de superficie rugosa y aspecto gris oscuro (que
algunas veces toman una configuración celular), que normalmente poseen es-
pesor superior al normal y que están constituidos prácticamente en su to-
talidad por capas de aleaciones cinc-hierro.
- 5 - NI 0 0 . 0 6 . 1 0 99-04
5.2 Preparación de las superficies
Las superficies de los materiales a galvanizar deben estar limpias. Como
el decapado ácido (clorhídrico o sulfúrico) es el método general de lim-
pieza superficial en los procedimientos de galvanización discontinuos, los
materiales deben estar exentos de manchas o contaminantes superficiales
resistentes a estos ácidos, tales como aceites, grasas, pinturas, residuos
de escorias de soldadura, etc.
Las piezas de fundición deben estar libres de porosidad superficial, in-
clusiones de arena y rechupes. En caso contrario, debe prepararse la su-
perficie mediante chorreo con granalla, decapado electrolítico o cualquier
otro método de preparación superficial apropiado.
Las irregularidades superficiales que pueden presentarse en los materiales
laminados, como marcas de escorias y óxidos, incrustaciones de calamina,
estrías, hojas, pliegues, etc., permanecen visibles después de la galvani-
zación e, incluso, pueden ponerse más claramente de manifiesto debido a
ella.
La textura y la rugosidad superficial del acero también influyen sobre el
espesor y la estructura de los recubrimientos galvanizados. Como regla ge-
neral, cuanto más rugosa es la superficie del acero mayor es el espesor
del recubrimiento que se obtiene. Así por ejemplo, las superficies prepa-
radas mediante chorreado con arena o granalla dan lugar a recubrimientos
sensiblemente más gruesos.
6 Calidad del cinc y composición del baño de galvanización
6.1 Calidad del cinc
El cinc a emplear en la galvanización deberá ser cinc de cualquiera de las
calidades especificadas en las norma UNE EN 1179.
6.2 Composición del baño de galvanización
Aunque en la galvanización se utilice cinc de elevada pureza, después de
algún tiempo de operación el cinc del baño de galvanización se impurifica
con hierro y otros elementos presentes en los materiales que se gal-
vanizan. Por otra parte, y por exigencias del proceso, en la galvanización
de algunos materiales es necesario añadir ciertos elementos aleantes al
- 6 - NI 0 0 . 0 6 . 1 0 99-04
baño de galvanización, frecuentemente plomo y aluminio. Por ello, no es
posible establecer límites máximos de impurezas ni de elementos aleantes
en el baño de galvanización aplicables con carácter general. No obstante,
en ningún caso, la riqueza mínima en cinc del baño de galvanización será
inferior al 98% en masa.
La toma de las muestras de cinc del baño de galvanización, para determinar
su riqueza y analizar sus impurezas o elementos aleantes, se realizará de
conformidad con las recomendaciones de la norma UNE 37 501.
7 Características del recubrimiento
Las características que definen la calidad de los recubrimientos galva-
nizados son las siguientes:
- aspecto superficial
- adherencia
- masa de recubrimiento por unidad de superficie
- espesor medio del recubrimiento
A este respecto el recubrimiento deberá cumplir con lo establecido en la
tabla 1 y en los apartados 7.1, 7.2 y 7.3 de la norma UNE 37 508.
Concretamente el espesor medio del recubrimiento o, en su caso, la masa
por unidad de superficie del mismo, cumplirá con los valores que se in-
dican en la tabla 1 para los distintos materiales de base y espesores de
los mismos, tanto en lo que se refiere al valor en cada pieza como al
valor medio de las piezas que componen la muestra para ensayo. El espesor
medio del recubrimiento se expresa normalmente en micrómetros (µm) y la
masa por unidad de superficie en gramos por metro cuadrado (g/m²).
8 Verificaciones y ensayos
8.1 Calidad del cinc
El fabricante deberá tener a disposición de Iberdrola certificados de fá-
brica justificativos de la calidad del cinc utilizado.
8.2 Verificación del baño de galvanización
Se realizará según el apartado 5.3.1 de la norma UNE 37 501.

- 7 - NI 0 0 . 0 6 . 1 0 99-04
Tabla 1
Valores mínimos admisibles de la masa y del
espesor del recubrimiento galvanizado
Material
Valor medio en el conjunto de las piezas que
constituyen la muestra para ensayo
Desviación admisible
en las piezas indivi-
Espesor
µµµµmMasa
g/cm2Duales que constituyen
la muestra para ensayo
Acero de espesor:
< 1 mm 50 360 - 15%
Acero de espesor:
≥≥≥≥ 1 mm hasta < 3 mm 55 400 - 15%
Acero de espesor:
≥≥≥≥ 3 mm hasta < 6 mm 70 500 - 15%
Acero de espesor:
≥≥≥≥ 6 mm 85 610 - 10%
Piezas de fundición 70 500 - 10%
Piezas centrifuga-
das 55 400 - 10%
(*) Piezas distintas de tornillos, tuercas y arandelas, ya que los recubrimientos galvani-
zados sobre estas piezas están especificados en la norma UNE 37 507.
8.3 Ensayos sobre el recubrimiento
Se realizan de acuerdo con lo establecido en la norma UNE 37 508. Para la
comprobación de la adherencia se aplicará el ensayo de acuchillado, apartado
7.2.5 de la norma UNE 37 501, o cuando se considere conveniente el ensayo de
martillado que se describe en el apartado 7.2.6 de la misma norma.
9 Calificación y recepción
9.1 Calificación
Con carácter general, la inclusión de suministradores y productos se rea-
lizará siempre de acuerdo con lo establecido en la norma NI 00.08.00:
¨Calificación de suministradores y productos tipificados¨.
Iberdrola se reserva el derecho de repetir ciertos ensayos realizados por
el fabricante o en la fase de obtención de la marca de calidad.
El proceso de calificación incluirá la realización de los ensayos indica-
dos en el capítulo 8 de esta norma.
- 8 - NI 0 0 . 0 6 . 1 0 99-04
Una vez realizado el proceso de calificación, se elaborará, por cada fa-
bricante y modelo, un anexo de gestión de calidad a realizar por Iberdro-
la.
9.2 Recepción
Los criterios de recepción podrán variar, a juicio de Iberdrola, en fun-
ción del Control de Calidad instaurado en fábrica y de la relación Iber-
drola-Suministrador en lo que respecta a este producto (experiencia acumu-
lada, calidad concertada, etc.).
En principio se seguirá el criterio establecido en esta norma.
9.2.1 Piezas de gran tamaño
Cuando se trate de elementos de mediano o gran tamaño (estructuras, so-
portes de aparamenta, cajas, apoyos de líneas, etc.) se procederá así:
a) Verificación de aspecto
El representante de Iberdrola, inspeccionará el lote presentado ex-
tendiendo el examen hasta donde lo considere necesario para garanti-
zar su calidad.
Tendrá en cuenta para ello la Guía de Inspección, anexo A de esta
norma.
Especialmente:
Se rechazará el lote cuando se observen claramente zonas de revesti-
miento desnudas, espesores de recubrimiento excesivos que puedan in-
terferir el posterior uso del material o cuando se observe una evi-
dente discontinuidad del mismo.
No se tendrá en cuenta el exceso de revestimiento en puntos afectados
por factores tales como agujeros, juntas, etc.
Si el Inspector considera que el examen visual no es concluyente po-
drá utilizar medidores magnéticos, realizando medidas en aquellos lu-
gares donde, a su juicio, pueda existir duda.
- 9 - NI 0 0 . 0 6 . 1 0 99-04
b) Espesor medio del revestimiento
Se utilizará el método magnético. Se extraerán al azar tres piezas.
Se elegirán tres áreas de referencia en cada pieza una en cada ex-
tremo y otra en el centro de una de las piezas. Se procederá como en
el apartado 8.2 de la norma UNE 37 508. Si el resultado fuera negati-
vo en alguna de ellas se repetirá la medida sobre seis piezas más y
si otra diera su resultado no satisfactorio podrá rechazarse el lote.
c) Adherencia
Se tomarán tres piezas como muestra ejecutando en varias zonas de la
misma el ensayo de adherencia, aceptándose el lote si resulta satis-
factorio en todas ellas. De lo contrario se tomarán 6 piezas más las
cuales deberán responder al referido ensayo, pudiendo en otro caso
rechazarse el lote.
9.2.2 Piezas de tamaño pequeño
Se extenderá la recepción al aspecto, espesor y masa del recubrimiento y
la adherencia.
Para la recepción de lotes compuestos por piezas de tamaño pequeño se uti-
lizarán los planes de muestreo indicados en la tabla 2 extraída de la nor-
ma UNE 66 020 aplicando los siguientes criterios:
- NAC: 4.
- Nivel de Inspección: S-3.
- Inspección normal con posibilidad de paso a rigurosa o reducida
de acuerdo con lo establecido en la referida norma.
- Tipo de muestreo: simple hasta 150 unidades y doble para 181 en
adelante.
- 10 - NI 0 0 . 0 6 . 1 0 99-04
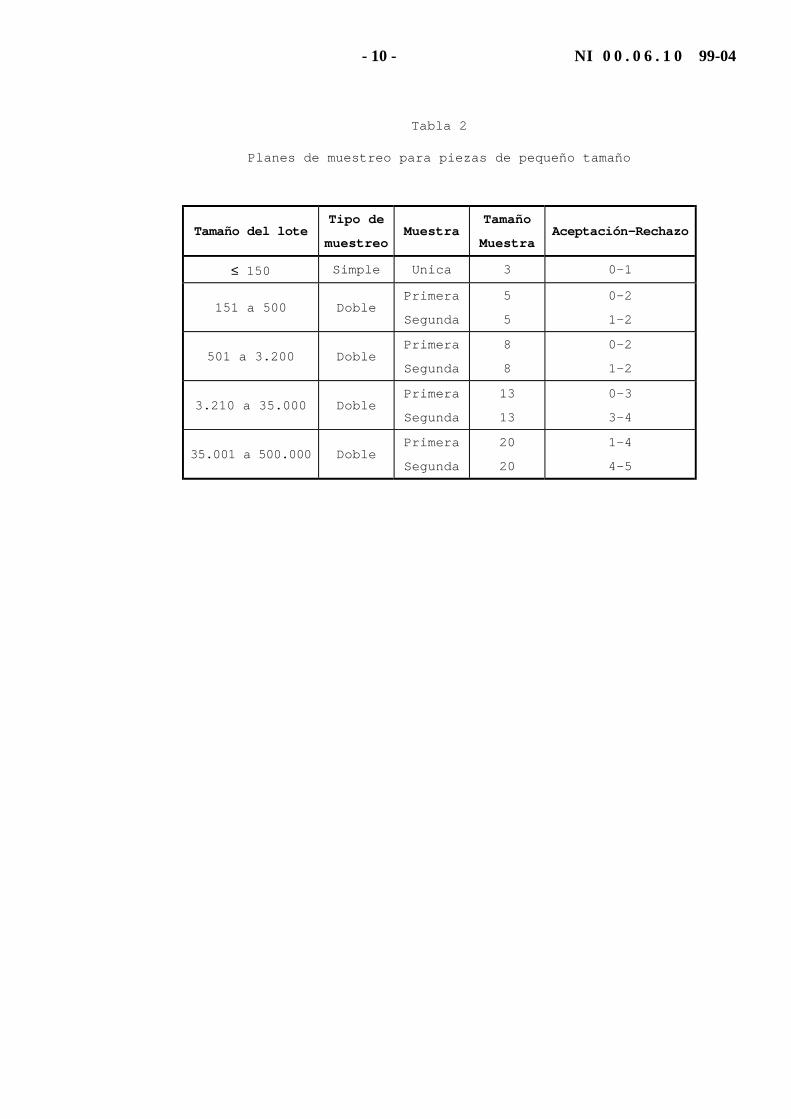
Tabla 2
Planes de muestreo para piezas de pequeño tamaño
Tamaño del loteTipo de
muestreoMuestra
Tamaño
MuestraAceptación-Rechazo
≤ 150 Simple Unica 3 0-1
151 a 500 DoblePrimera
Segunda
5
5
0-2
1-2
501 a 3.200 DoblePrimera
Segunda
8
8
0-2
1-2
3.210 a 35.000 DoblePrimera
Segunda
13
13
0-3
3-4
35.001 a 500.000 DoblePrimera
Segunda
20
20
1-4
4-5

- 11 - NI 0 0 . 0 6 . 1 0 99-04Anexo A 1999-04
Anexo A(Informativo)
Guía de inspección
Irregularidad Causas RecomendacionesVer
nota
Motivo de
rechazo
Zonas desnudas Residuos de pintura,
grasa o aceites
Revisar el proceso de
limpieza
A-1 Sí, excepto cuan-
do se deben a de-
Cascarilla o residuos
de orín
Revisar la operación de
decapado
A-1 fectos de lamina-
ción, o las zonas
Residuos de escoria
de soldadura
Limpiar las soldaduras
por chorreo
Evitar el empleo de elec-
trodos recubiertos
A-2
desnudas son pe-
queñas y pueden
retocarse (con
pintura rica en
Fallo del recubri-
miento formado por el
tratamiento previo
con flujo
Revisar las condiciones
del citado tratamiento,
así como el secado
A-3 cinc o sueldas
cadmio-cinc)
Baño con exceso de
aluminio
Regular las adiciones de
aluminio
A-4
Defectos de lamina-
ción en el acero base
Comprobar la calidad del
acero suministrado
A-5
Artículos en contacto
durante la galvaniza-
ción
Mantener separados los
artículos
A-6
Rugosidad general Rugosidad en el acero Revisar el acero suminis-
trado
B No, excepto
acuerdo previo
Decapado excesivo Reducir el tiempo de de-
capado, emplear inhibidor
B
Temperatura de galva-
nización elevada y/o
tiempo de inmersión
excesivo
Ajustar las condiciones
de galvanización
B
Granitos Partículas de matas
ocluidas
Evitar la agitación de la
capa de matas y controlar
el arrastre de las sales
de decapado
C No, a menos que
la contaminación
por las matas sea
excesiva
- 12 - NI 0 0 . 0 6 . 1 0 99-04Anexo A 2002-10
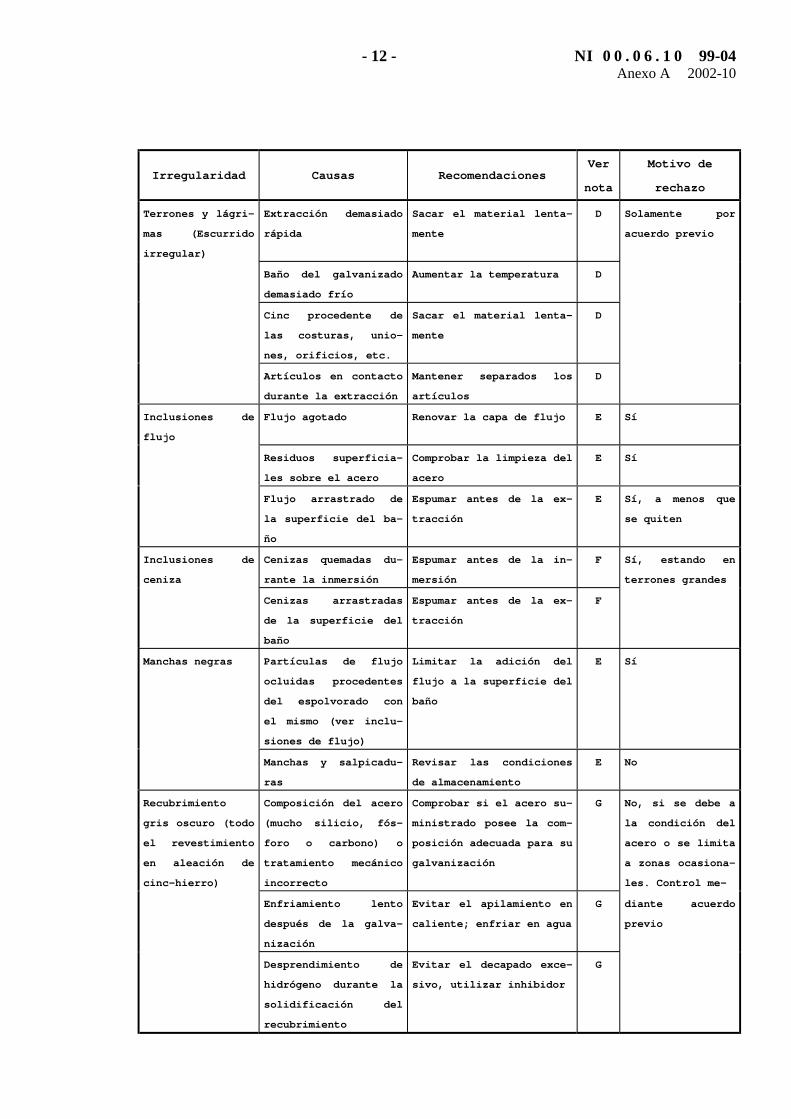
Irregularidad Causas RecomendacionesVer
nota
Motivo de
rechazo
Terrones y lágri-
mas (Escurrido
irregular)
Extracción demasiado
rápida
Sacar el material lenta-
mente
D Solamente por
acuerdo previo
Baño del galvanizado
demasiado frío
Aumentar la temperatura D
Cinc procedente de
las costuras, unio-
nes, orificios, etc.
Sacar el material lenta-
mente
D
Artículos en contacto
durante la extracción
Mantener separados los
artículos
D
Inclusiones de
flujo
Flujo agotado Renovar la capa de flujo E Sí
Residuos superficia-
les sobre el acero
Comprobar la limpieza del
acero
E Sí
Flujo arrastrado de
la superficie del ba-
ño
Espumar antes de la ex-
tracción
E Sí, a menos que
se quiten
Inclusiones de
ceniza
Cenizas quemadas du-
rante la inmersión
Espumar antes de la in-
mersión
F Sí, estando en
terrones grandes
Cenizas arrastradas
de la superficie del
baño
Espumar antes de la ex-
tracción
F
Manchas negras Partículas de flujo
ocluidas procedentes
del espolvorado con
el mismo (ver inclu-
siones de flujo)
Limitar la adición del
flujo a la superficie del
baño
E Sí
Manchas y salpicadu-
ras
Revisar las condiciones
de almacenamiento
E No
Recubrimiento
gris oscuro (todo
el revestimiento
en aleación de
cinc-hierro)
Composición del acero
(mucho silicio, fós-
foro o carbono) o
tratamiento mecánico
incorrecto
Comprobar si el acero su-
ministrado posee la com-
posición adecuada para su
galvanización
G No, si se debe a
la condición del
acero o se limita
a zonas ocasiona-
les. Control me-
Enfriamiento lento
después de la galva-
nización
Evitar el apilamiento en
caliente; enfriar en agua
G diante acuerdo
previo
Desprendimiento de
hidrógeno durante la
solidificación del
recubrimiento
Evitar el decapado exce-
sivo, utilizar inhibidor
G

- 13 - NI 0 0 . 0 6 . 1 0 99-04Anexo A 2002-10
Irregularidad Causas RecomendacionesVer
nota
Motivo de
rechazo
Manchas de orín Derrame de ácidos,
flujo, etc. de costu-
ras y pliegues
Comprobar el diseño y la
fabricación
H No
Almacenamiento junto
al material oxidado
Comprobar las condiciones
del almacenamiento
H
Manchas blancas Confinamiento de ar-
tículos en forma com-
pacta en condiciones
de humedad
Almacenamiento y expedi-
ción en seco, con buena
ventilación; separar las
piezas con espaciadores
I No, a menos que
se presente antes
de la primera ex-
pedición
Empaquetado de artí-
culos en estado húme-
do
Secar antes de empaque-
tar, incluir desecante
I El cliente tomará
precauciones du-
rante el trans-
porte y almacena-
miento
Ampollas Dilatación del hidró-
geno y de la humedad
ocluidos en grietas
Comprobar la calidad del
acero
J No
Expulsión del hidró-
geno absorbido duran-
te el decapado
Chorrear con granalla en
vez de decapado químico.
Comprobar el acero sumi-
nistrado
J
Maleabilización inco-
rrecta (solo piezas
moldeadas de hierro
maleable)
Revisar el tratamiento de
maleabilización
J
Ampollas minúscu-
las
Efecto observado, a
veces, sobre el mate-
rial enfriado rápida-
mente y, en particu-
lar, en piezas de
fundición maleable.
Puede producirse por
el desprendimiento
del hidrógeno absor-
bido o por la libera-
ción del carbono com-
binado cerca de la
superficie
Chorrear con granalla, en
vez de decapado químico.
Revisar el tratamiento de
maleabilización. No debe
existir carbono combinado
cerca de la superficie de
la pieza
K No, si se debe al
tratamiento de
maleabilización
- 14 - NI 0 0 . 0 6 . 1 0 99-04Anexo A 2002-10
Notas sobre la guía para la inspección
A Zonas desnudas
Debido al comportamiento como ánodo de sacrificio del cinc, los pequeños
fallos localizados suelen autorregenerarse de manera que ejercen escaso
efecto en el recubrimiento. En los casos en que se considera necesario,
esos espacios pueden retocarse con una capa de pintura rica en cinc de es-
pesor análogo. Si la zona desnuda es extensa, las piezas habrán de re-
chazarse sin titubear. A continuación se describen algunas de las causas a
que obedecen las zonas desnudas en el acero galvanizado.
A-1 Preparación deficiente
La causa probablemente más corriente de que existan zonas desnudas, son
los restos de pintura, aceite, grasa, cascarilla u óxido dejados sobre la
pieza a tratar a consecuencia de una limpieza o decapado insuficientes. El
cinc no moja tales residuos y, por lo tanto, se impiden las reacciones
normales del recubrimiento. La preparación perfecta del acero es el funda-
mento de un galvanizado correcto.
A-2 Escoria de soldadura
Los depósitos o capas de escoria, como resultado de la soldadura por arco,
resisten a los ácidos normales empleados en el decapado, y han de elimi-
narse completamente antes de que las piezas de sometan al proceso de gal-
vanización. Para este fin se recomienda el chorreo con granalla. Debe evi-
tarse el empleo de varillas de soldadura recubiertas.
A-3 Secado excesivo
La protección contra la corrosión atmosférica que proporciona el trata-
miento previo con flujo puede desaparecer a causa de la oxidación sub-
siguiente del acero, si se prolonga el tiempo que media entre dicho tra-
tamiento y la galvanización, o bien si la temperatura de secado es dema-
siado elevada. Lo que indica la destrucción del flujo es el aspecto de co-
lor marrón que toman las piezas. En casos extremos, el efecto sobre el re-
cubrimiento de cinc es parecido al del decapado insuficiente (A-1).

- 15 - NI 0 0 . 0 6 . 1 0 99-04Anexo A 2002-10
A-4 Exceso de Aluminio
Se puede presentar un tipo de defecto conocido como "manchas negras" cuan-
do el baño está protegido con una cubierta de flujo y el contenido en alu-
minio es demasiado elevado. No debe experimentarse ningún inconveniente si
el contenido en aluminio del baño se mantiene por debajo de 0,01 por cien-
to, aproximadamente, valor éste superior al necesario, pero al que se lle-
ga para obtener recubrimientos brillantes.
A-5 Defectos que presenta el acero laminado
En líneas generales, estos defectos pueden clasificarse como disconti-
nuidades que presenta el acero, las cuales se ha cerrado y alargado du-
rante la laminación, pero sin llegar a soldarse. Ejemplos de ello son las
hojas, solapas, pliegues e impurezas no metálicas ocluidas durante la la-
minación. La primera clase de defectos se detectan a veces antes o después
del decapado, pero en ocasiones no saltan a la vista hasta que se han
abierto por efecto del calor del baño de galvanización.
Cuando se trata de impurezas que se han mezclado con el acero laminado,
los métodos convencionales para la limpieza de la superficie suelen ser
ineficaces. Las imperfecciones menores que presenta el metal base pueden
eliminarse mediante amolado local, pero bien poco se puede ganar cuando la
superficie del acero es verdaderamente deficiente.
A-6 Artículos en contacto mutuo
Es necesario que el cinc bañe todos los puntos de la superficie a galva-
nizar. Para ello se evitará que las diferentes piezas a galvanizar puedan
permanecer en contacto durante su entrada y permanencia en el baño, dando
lugar a zonas sin protección.
B Rugosidad general
El recubrimiento rugoso es debido habitualmente a crecimiento excesivo de
la capa de aleación o a desigualdades de la misma. Sus posibles causas son
el decapado excesivo, la inmersión prolongada en el baño y la temperatura
de galvanización demasiado elevada. Sin embargo, esa condición se atribuye
con frecuencia a la composición o al estado original de la superficie del
acero. Dado que la irregularidad de la capa de aleación tiende a aumentar
con su propio espesor, es evidente que los recubrimientos gruesos son ha-

- 16 - NI 0 0 . 0 6 . 1 0 99-04Anexo A 2002-10
bitualmente más rugosos que los delgados. Cuando se aplican recubrimientos
de fuerte espesor, es inevitable cierto grado de rugosidad. En la mayor
parte de los casos una rugosidad moderada no tiene importancia si la adhe-
rencia es buena, y el material debe aceptarse.
C "Granitos"
Estos pueden ser debidos a la inclusión de matas en el recubrimiento como
resultado de haber agitado la capa del fondo del baño. Alternativamente,
las matas pueden provenir de las sales de hierro arrastradas del tanque de
decapar con las propias piezas, sales que quedan retenidas en la superfi-
cie del recubrimiento.
Como las matas tienen un grado de corrosión parecido al del cinc, afectan
muy escasamente a la duración normal del recubrimiento, de manera que su
presencia en forma de granitos muy finos no es un motivo serio de obje-
ción. Ahora bien, las inclusiones de matas gruesas son normalmente justi-
ficación suficiente para rechazar el artículo, ya que tienden a hacer que-
bradizo el recubrimiento y pueden ser causa de que la superficie se ponga
prematuramente amarillenta cuando éste se deja a la intemperie.
D Terrones y lágrimas
La uniformidad de la superficie del recubrimiento se consigue mediante un
escurrido correcto de la pieza. El recubrimiento aterronado y desigual
obedece a que el material se retira del baño con demasiada rapidez o a que
la temperatura del baño es demasiado baja para permitir que el cinc so-
brante escurra debidamente hacia el baño. Las lágrimas pueden también pro-
ducirse por el derrame del cinc retenido en los orificios, pliegues, cos-
turas y otros huecos en que el cinc tiende a acumularse, y son una conse-
cuencia directa del diseño del artículo. Este exceso de cinc, no es perju-
dicial, excepto en aquellos casos en que se requiera un acabado liso. El
mismo fenómeno se produce cuando se retiran del baño artículos que se ha-
llan en contacto mutuo.
E Inclusiones de flujo
Las inclusiones de flujo originan invariablemente el rechazo de artículos,
debido a la tendencia del flujo a descomponerse por absorción de la hume-
dad atmosférica, provocando soluciones fuertemente ácidas.
- 17 - NI 0 0 . 0 6 . 1 0 99-04Anexo A 2002-10
Estas inclusiones se producen por la tendencia del flujo agotado a per-
manecer adherido a la superficie del acero, en lugar de separarse a medida
que las piezas se sumergen en el baño. En ocasiones las inclusiones se
producen incluso con flujo fresco si sobre la superficie del acero existen
residuos de grasa, escamas u otros contaminantes resistentes a la acción
del flujo. Tanto en un caso como en el otro, tales inclusiones suelen dar
lugar a las zonas desnudas que se aprecian en el recubrimiento. Las man-
chas negras que forman las partículas de flujo que han quedado incluidas
en el galvanizado, se distinguen de las manchas de suciedad, señales de
salpicaduras y otras clases menos perjudiciales de contaminación por su
tendencia característica a absorber humedad.
La presencia de flujo en la superficie de la pieza, arrastrado del baño
cuando se extrae el material, no justifica el rechazo si se elimina este
flujo y el recubrimiento subyacente es bueno.
F Inclusión de cenizas
Lo mismo que ocurre con el flujo, las cenizas, pueden adherirse al acero
durante la inmersión o la extracción de las piezas. Dado que las inclu-
siones que se originan en la inmersión interfieren la formación del re-
cubrimiento, son causa suficiente para que el trabajo se rechace. Sin em-
bargo, esto no se aplica a la película de óxido que a veces se forma en la
superficie del baño de galvanización. Estas películas son inevitables
cuando se tratan piezas muy voluminosas que requieren una retirada lenta
del baño. No afectan a la duración del recubrimiento.
Los grumos de óxido debidos a un espumado descuidado de la superficie de
salida del baño, pueden reducir el grosor efectivo del recubrimiento, y no
son aceptables.
G Recubrimiento gris oscuro
El tono grisáceo que se produce mientras se enfrían las piezas, se debe a
la difusión de la fase aleación hierro-cinc en la superficie del recu-
brimiento. Se presenta habitualmente como una mancha oscura, local, en una
superficie que, por lo demás, es normal, pero que en ciertos aceros puede
llegar a extenderse por toda la pieza.
Lo más frecuente es hallar ese defecto en estructuras pesadas que se en-
frían lentamente y en ciertas clases de acero, tales como los que pre-
- 18 - NI 0 0 . 0 6 . 1 0 99-04Anexo A 2002-10
sentan un contenido relativamente elevado de silicio o fósforo, o en ace-
ros muy deformados en frío, todos los cuales acusan un crecimiento de
aleación anormalmente rápido. Otras causas que producen recubrimientos
grises son el apilamiento de piezas calientes, el empleo de temperaturas
de baño excesivas, y el que, durante la galvanización, se libere hidrógeno
absorbido por el acero durante la operación de decapar.
Cuando este estado de cosas obedece a la naturaleza del acero base, el
galvanizador puede hacer poco para evitarlo. Una temperatura baja de gal-
vanización y una inmersión breve, seguida (si la clase de producto se
presta a ello) de un enfriamiento rápido en agua para detener el creci-
miento de la aleación, puede tener éxito en algunos casos. También puede
conseguirse alguna ventaja mediante extracción y enfriamiento rápidos, con
lo que se logra que el recubrimiento tenga una capa de cinc gruesa y pura.
Sin embargo, cuando se trata de aceros más reactivos, tales medidas no son
siempre eficaces, siendo inevitables esas zonas oscuras en el recubrimien-
to.
H Manchas de orín
Estas manchas pueden ser originadas por el ácido o el agua que rezuma en
las uniones y pliegues después de la galvanización, o por el almacena-
miento de las piezas en contacto con acero oxidado.
Las manchas de orín de esta clase son superficiales y no deben confundirse
con el fallo del recubrimiento subyacente. Estas manchas pueden ser indi-
cio de ulteriores complicaciones, capaces de perjudicar seriamente la vida
del recubrimiento (el líquido corrosivo ocluido continúa actuando), siendo
preciso en este caso una modificación del diseño.
I Manchas blancas. Manchas por almacenamiento húmedo
Se denominan manchas por almacenamiento húmedo, a los depósitos blancos o
grises que se forman por corrosión acelerada del recubrimiento cuando los
artículos galvanizados se almacenan en íntimo contacto y en un ambiente
húmedo y sin ventilación adecuada.
El ataque proviene de la retención de películas de agua (por haber estado
expuestas las piezas a la intemperie, o por condensación) entre su-
perficies que se tocan y entre las cuales la circulación de aire es muy
limitada. El daño que pueda sufrir la capa inferior del recubrimiento de-
- 19 - NI 0 0 . 0 6 . 1 0 99-04Anexo A 2002-10
pende del tiempo de exposición pero es evidente que el perjuicio puede ser
mayor si hay residuos de flujo, o ambiente ácido o salino.
Aunque en casos extremos el valor protector del recubrimiento puede re-
sultar seriamente quebrantado, el ataque es frecuentemente superficial a
pesar del volumen que presenta el producto de la corrosión. Se pueden ha-
cer objeciones a la admisión de los artículos basándose principalmente en
su aspecto.
Si las manchas son ligeras, pueden quitarse cepillándolas o bien tratando
la superficie con una solución acuosa de ácido tartárico y carbonato amó-
nico, frotando seguidamente con una esponja impregnada en blanco de Espa-
ña. Si se trata de manchas de cierto grosor, es preferible efectuar un ce-
pillado con una pasta de sosa cáustica y polvos de talco. Si se emplean
los productos citados, es preciso enjuagar la superficie tratada y a con-
tinuación secarla correctamente.
Para impedir la formación de manchas blancas, los artículos galvanizados
se almacenarán bajo techado, en ambiente seco y bien ventilado. Cuando se
hace necesario apilar a la intemperie, se evitará que el material esté en
contacto con el suelo; conviene además separar las piezas con listones se-
paradores para que el aire pueda circular por todos los puntos de la su-
perficie. Las piezas pequeñas, enfriadas rápidamente por inmersión en
agua, después de galvanizadas y almacenadas en recipientes, han de hallar-
se completamente secas, antes de ser embaladas. Si el recipiente está ce-
rrado, se recomienda la inclusión de un desecante. Mediante un tratamiento
químico adecuado, tal como la cromatación, se puede conseguir una protec-
ción adicional contra las manchas blancas.
La mejor protección se logra con soluciones concentradas de cromatación
que dan a la superficie un color amarillo y con muy eficaces. Sin embargo,
las soluciones diluidas conservan el aspecto original del recubrimiento,
pero su valor de protección es proporcionalmente menor.
J Ampollas
Las ampollas que se forman durante la galvanización en caliente están casi
siempre asociadas con los defectos que existen debajo de la superficie del
acero base, tales como hojas, sopladuras y otras discontinuidades. Durante
el decapado, el hidrógeno puede acumularse en esas cavidades y la expan-
sión del gas durante la galvanización da origen a que en la superficie

- 20 - NI 0 0 . 0 6 . 1 0 99-04Anexo A 2002-10
aparezcan ampollas. El defecto se debe principalmente a la calidad del
acero. Las ampollas, una vez formadas, no pueden eliminarse mediante una
nueva galvanización. Las ampollas pueden obedecer también a hidrógeno ab-
sorbido durante el decapado y expelido a la temperatura de galvanización.
Esto se puede evitar, seleccionando un acero que por su composición re-
sulte menos susceptible a la absorción de hidrógeno. Como hemos dicho, una
vez que las ampollas se han formado, no pueden eliminarse aunque se proce-
da a una regalvanización.
K Ampollas minúsculas en piezas de fundición maleable
En determinadas circunstancias, se encuentran casualmente ampollas muy pe-
queñas en recubrimientos obtenidos sobre fundición maleable. Algunas de
estas ampollas pueden darnos la impresión de granitos producidos por las
matas, pero mediante microsecciones, se observa que tienen ocluidas burbu-
jas de gas. Esto puede ser debido, ya sea a hidrógeno absorbido en la ope-
ración de decapado (cosa que se corrige utilizando un inhibidor y redu-
ciendo el tiempo y la temperatura de éste), o bien a gas formado en la li-
beración del carbono combinado cerca de la superficie de la pieza. El re-
medio, en el segundo caso, es cambiar el tratamiento de maleabilización,
impidiendo que el carbono combinado se encuentre en la proximidad de la
superficie.
L Alabeado y deformación
El proceso de galvanización en caliente implica la inmersión de las piezas
en cinc fundido a unos 440-460º C. A causa de esto, algunos materiales
compuestos de varias piezas soldadas o remachadas pueden alabearse o de-
formarse durante la galvanización.
Las dos causas principales son:
- tensiones térmicas producidas en el material, debidas a la dis-
tinta dilatación y concentración, a causa de la combinación de par-
tes de diferente espesor o por el uso de secciones no simétricas en
el conjunto
- liberación de las tensiones residuales internas producidas du-
rante la fabricación

- 21 - NI 0 0 . 0 6 . 1 0 99-04Anexo A 2002-10
Para reducir al mínimo los alabeos y deformaciones, se deben observar en
las fases de proyecto y fabricación del artículo, las recomendaciones si-
guientes:
- limitar las estructuras compuestas de varias piezas a las dimen-
siones que permitan tratarlas en una sola inmersión
- conformar los compuestos de un conjunto con la máxima exactitud
para que no haga falta forzarlos, torcerlos o comprimirlos durante
la soldadura
- disminuir las tensiones producidas en las soldaduras, si es po-
sible, mediante un tratamiento térmico a baja temperatura
- diseñar, en lo posible, las piezas de un conjunto a base de es-
pesores iguales y con secciones simétricas
M Superficies deterioradas
Las pequeñas zonas desnudas o deterioradas, a causa de la soldadura o por
un manejo excesivamente descuidado, pueden restaurarse con facilidad. Sin
embargo, sólo se conseguirá una adecuada resistencia a la corrosión si se
vuelve a depositar un peso equivalente de cinc, empleando una de las téc-
nicas siguientes:
- chorreo con granalla de acero sobre el área afectada y metali-
zación con cinc. Un espesor medio de 0,1 mm de cinc dará una re-
sistencia a la corrosión equivalente a 600 g/m² de recubrimiento
galvanizado
- eliminar completamente la escoria de soldadura y después aplicar
chorro de granalla, decapar mecánicamente o cepillar a fondo con ce-
pillo de alambre y aplicar un número apropiado de capas de pintura
rica en cinc. Normalmente, con estas pinturas se obtienen depósitos
de cinc de, aproximadamente, 150 g/m² por capa
- eliminar completamente la escoria de soldadura, calentar la zona
desnuda con un soplete, a unos 300º C, cepillar con cepillo de alam-
bre y después frotar la superficie caliente con una aleación cadmio-
cinc en forma de polvo o varilla

- 22 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
Anexo B(Informativo)
Instrucciones para el diseño de elementos y con-juntos que deban ser galvanizados en calienteB.1 Objeto
Este Anexo tiene por objeto orientar a los proyectistas en la resolución
de los problemas que frecuentemente se presentan en el diseño y cons-
trucción de piezas y elementos que han de someterse a galvanizado en ca-
liente.
Van encaminadas a la obtención de un recubrimiento de buena calidad.
Para la resolución de casos especiales es aconsejable consultar al Ser-
vicio de Protección Anticorrosiva y, si fuera necesario, al propio gal-
vanizador.
B.2 Tamaño de las piezas
Cuando se trate de galvanizar conjuntos de tamaño o forma fuera de lo nor-
mal es muy conveniente consultar al galvanizador sobre las dificultades
que puedan presentarse y sus posibles soluciones. En ocasiones será preci-
so proyectar el conjunto descomponiéndolo en elementos cuyo galvanizado no
entrañe complicaciones.
Es muy conveniente que, a ser posible, el galvanizado de cada elemento se
realice de forma total en una inmersión.
B.3 Limpieza
Es indispensable que las piezas a galvanizar estén limpias de:
- aceite
- grasa
- cales
- pinturas
- barnices
- otros revestimientos sintéticos
- 23 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
Estas sustancias no desaparecen durante el decapado y como consecuencia
impiden un buen galvanizado. Es muy frecuente encontrar:
- piezas con señales y marcas pintadas
- depósitos con fondos grasientos
- codos, bridas, etc. con un baño de barniz
Normalmente el fabricante dispone de una instalación de desengrasado en
caliente.
A excepción de la grasa, cualquier limpieza adicional en el taller de gal-
vanizado encarece innecesariamente esta operación.
La limpieza de trozos de pintura o grasa puede realizarse con tricloroe-
tileno u otro producto adecuado.
El barniz de codos y bridas se elimina por quemado. La grasa de depósitos
o cuerpos huecos puede eliminarse sumergiéndolos en una solución de fosfa-
to trisódico.
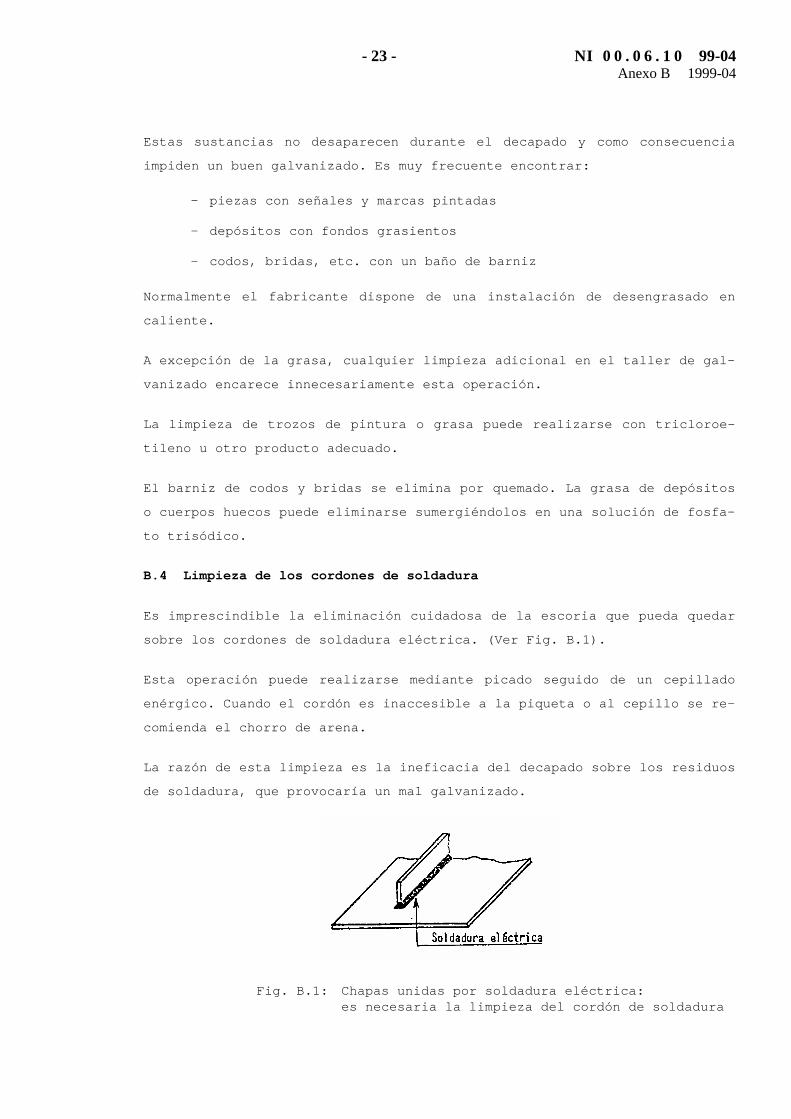
B.4 Limpieza de los cordones de soldadura
Es imprescindible la eliminación cuidadosa de la escoria que pueda quedar
sobre los cordones de soldadura eléctrica. (Ver Fig. B.1).
Esta operación puede realizarse mediante picado seguido de un cepillado
enérgico. Cuando el cordón es inaccesible a la piqueta o al cepillo se re-
comienda el chorro de arena.
La razón de esta limpieza es la ineficacia del decapado sobre los residuos
de soldadura, que provocaría un mal galvanizado.
Fig. B.1: Chapas unidas por soldadura eléctrica:es necesaria la limpieza del cordón de soldadura
- 24 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
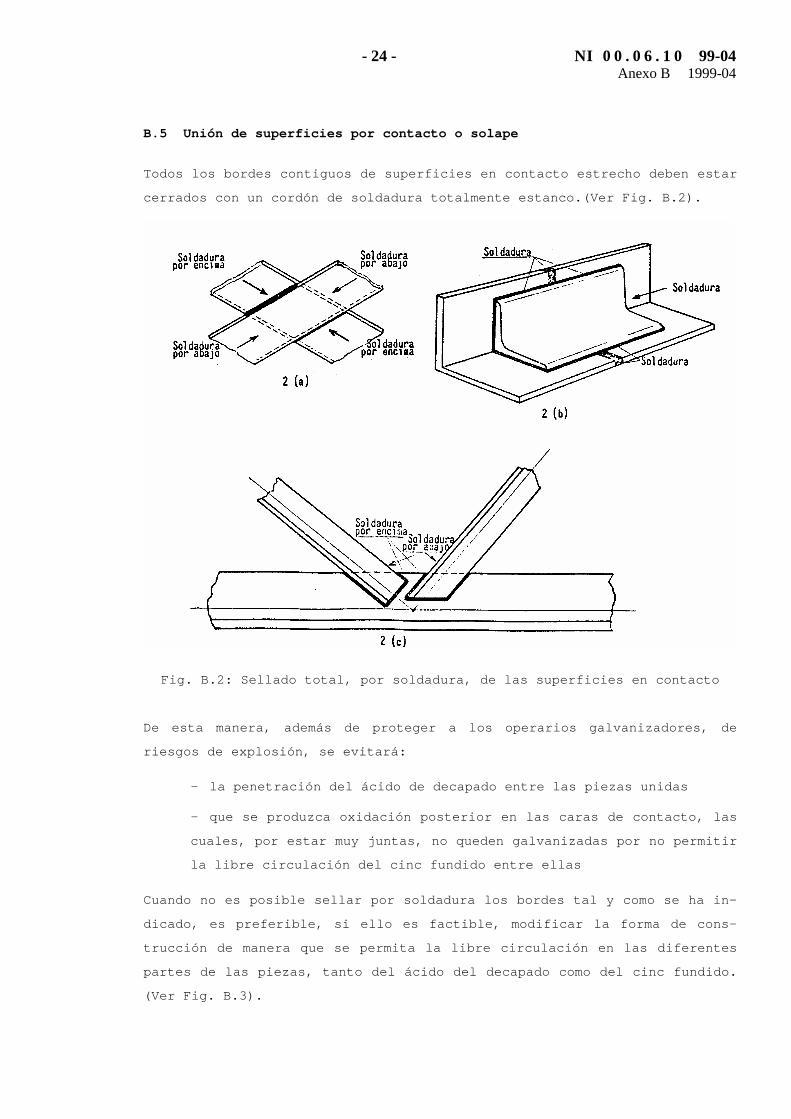
B.5 Unión de superficies por contacto o solape
Todos los bordes contiguos de superficies en contacto estrecho deben estar
cerrados con un cordón de soldadura totalmente estanco.(Ver Fig. B.2).
Fig. B.2: Sellado total, por soldadura, de las superficies en contacto
De esta manera, además de proteger a los operarios galvanizadores, de
riesgos de explosión, se evitará:
- la penetración del ácido de decapado entre las piezas unidas
- que se produzca oxidación posterior en las caras de contacto, las
cuales, por estar muy juntas, no queden galvanizadas por no permitir
la libre circulación del cinc fundido entre ellas
Cuando no es posible sellar por soldadura los bordes tal y como se ha in-
dicado, es preferible, si ello es factible, modificar la forma de cons-
trucción de manera que se permita la libre circulación en las diferentes
partes de las piezas, tanto del ácido del decapado como del cinc fundido.
(Ver Fig. B.3).

- 25 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
M A L B I E N
Las flechas indican los puntos Las flechas indican las variaciones
por donde el cinc no podrá realizadas para permitir un galva-
penetrar libremente nizado total y correcto
Fig. B.3: Ejemplos de modificaciones en la forma de construcción de manera que se permita la libre circulación en las diferentes partes de las piezas

- 26 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
B.6 Construcciones tubulares
Las uniones entre tubos se realizarán, tal como se ve en la Figura B.4,
practicando orificios que permitan la libre circulación de los ácidos y
del cinc.
Fig. B.4: Ejemplos de uniones entre tubos
Las construcciones tubulares no deben tener un ningún caso partes cerra-
das. En efecto, la menor fuga de solución de decapado en la tubería pro-
vocaría en la inmersión en el cinc una vaporización instantánea del ácido
con el consiguiente peligro de explosión. En la Fig. B.5 se muestra la
disposición correcta de los orificios en diversas construcciones tubula-
res.
ACONSEJABLE NO ACONSEJABLE
Las flechas indican el emplazamiento de los agujeros de circulación del
ácido y del cinc en fusión
Fig. B.5: Disposición correcta de los orificios en diversas construccio- nes tubulares

- 27 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
B.7 Galvanizado de superficies heterogéneas
B.7.1 Conjuntos de acero moldeado y acero laminado
Todos los conjuntos formados por acero moldeado y acero laminado, (Ver
Fig. B.6) deben someterse al chorro de arena una vez hayan sido montados y
antes de proceder a su decapado.
En efecto, los materiales moldeados necesitan un decapado más ligero que
los laminados. Por ello si se decapan en iguales condiciones cabe el ries-
go de obtener un galvanizado irregular y sin uniformidad.
Fig. B.6: Conjunto formado por acero moldeado y acero laminado
B.7.2 Aceros laminados parcialmente mecanizados
También en el galvanizado de productos de acero laminado parcialmente me-
canizados, (Ver Fig. B.7) pueden originarse faltas de homogeneidad. En
efecto, la frecuencia de una gruesa capa de calamina en las superficies no
mecanizadas puede hacer necesario un decapado más enérgico que perjudique
a la parte mecanizada. Por ello es conveniente en este tipo de piezas so-
meterlas al chorro de arena de su mecanizado, pasando después a galvani-
zarlas.
Fig. B.7: Galvanizado de productos de acero laminado parcialmentemecanizados

- 28 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
B.7.3 Conjuntos de aceros nuevos y usados
Se evitará en lo posible el empleo de acero muy oxidado o picado con acero
nuevo, (Ver Fig. B.8) laminado tanto en caliente como en frío.
El galvanizado no cubrirá las irregularidades ni proporcionará una su-
perficie uniforme.
En realidad se presenta el mismo inconveniente que en los casos anterio-
res, esto es, la necesidad de una decapado diferente para cada material.
Fig. B.8: Conjunto de acero muy oxidado o picado con acero nuevo
B.7.4 Observaciones
En general los riesgos expuestos para los anteriores casos particulares se
presentan siempre que se galvanicen conjuntos integrados por materiales
diferentes o de superficies en diferente estado. Particularmente, no es
aconsejable soldar acero semiduros con aceros dulces cuando el conjunto
haya de galvanizarse.
B.8 Cuerpos huecos, piezas cerradas, depósitos
B.8.1 Galvanizado interior y exterior
En la construcción de estos productos ha de evitarse los interiores gra-
sientos o barnizados o las chapas con marcas de pintura o barnizadas.
Ciertos barnices con más resistentes al decapado a 150º C que a la tem-
peratura ambiente. La casi imposibilidad de observación del interior de
los depósitos y piezas cerradas puede dar origen a un mal galvanizado in-
terior aunque su aspecto exterior sea impecable.
- 29 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
Una forma sencilla y práctica de eliminar la grasa es, como ya se ha ci-
tado anteriormente, sumergir el depósito en una solución de fosfato tri-
sódico.
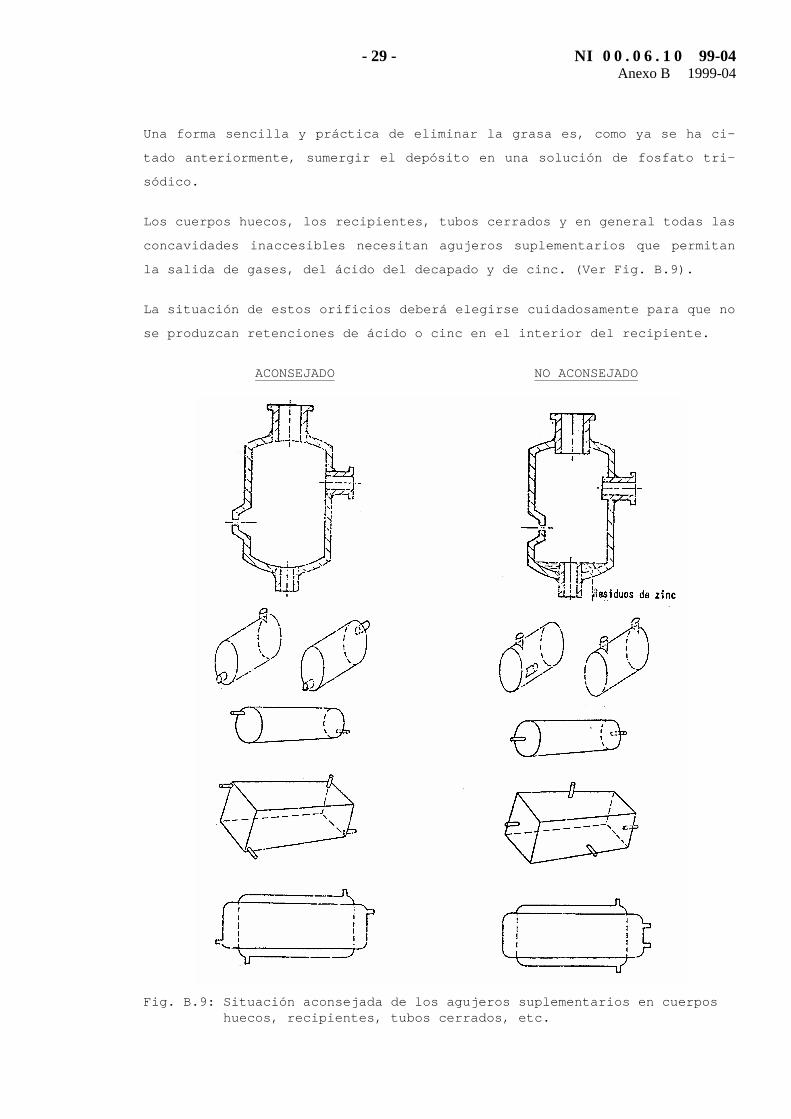
Los cuerpos huecos, los recipientes, tubos cerrados y en general todas las
concavidades inaccesibles necesitan agujeros suplementarios que permitan
la salida de gases, del ácido del decapado y de cinc. (Ver Fig. B.9).
La situación de estos orificios deberá elegirse cuidadosamente para que no
se produzcan retenciones de ácido o cinc en el interior del recipiente.
ACONSEJADO NO ACONSEJADO
Fig. B.9: Situación aconsejada de los agujeros suplementarios en cuerpos huecos, recipientes, tubos cerrados, etc.
- 30 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
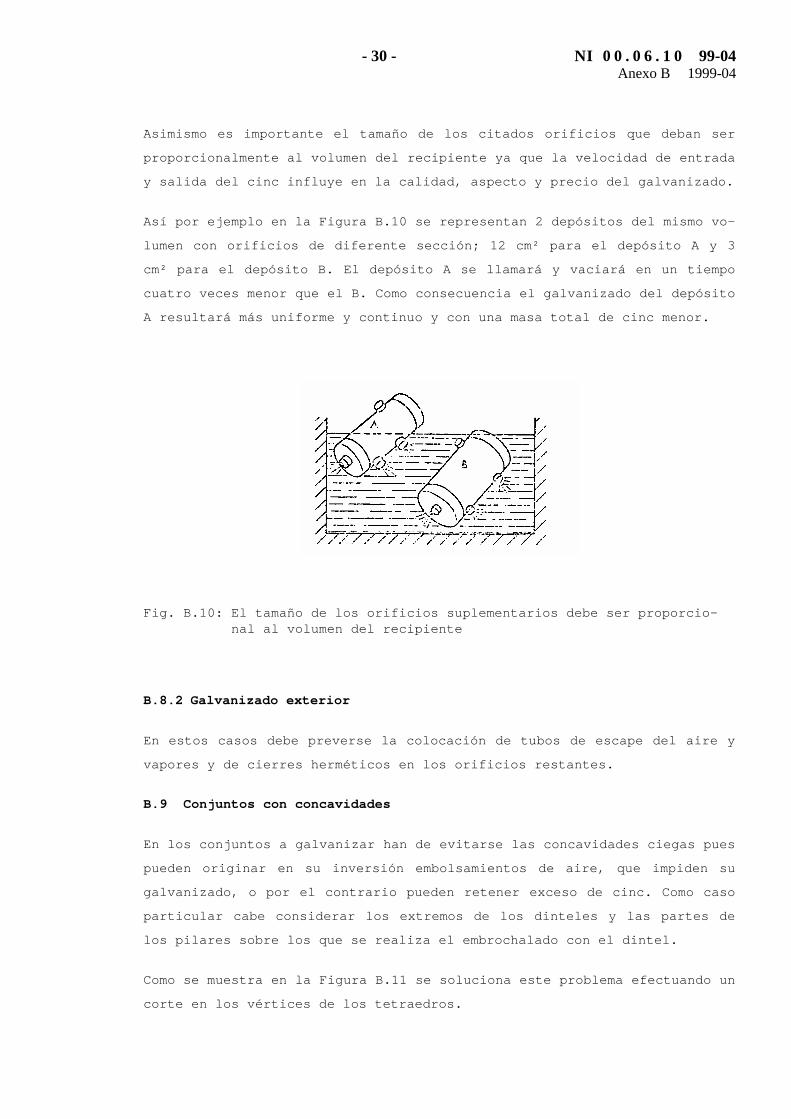
Asimismo es importante el tamaño de los citados orificios que deban ser
proporcionalmente al volumen del recipiente ya que la velocidad de entrada
y salida del cinc influye en la calidad, aspecto y precio del galvanizado.
Así por ejemplo en la Figura B.10 se representan 2 depósitos del mismo vo-
lumen con orificios de diferente sección; 12 cm² para el depósito A y 3
cm² para el depósito B. El depósito A se llamará y vaciará en un tiempo
cuatro veces menor que el B. Como consecuencia el galvanizado del depósito
A resultará más uniforme y continuo y con una masa total de cinc menor.
Fig. B.10: El tamaño de los orificios suplementarios debe ser proporcio- nal al volumen del recipiente
B.8.2 Galvanizado exterior
En estos casos debe preverse la colocación de tubos de escape del aire y
vapores y de cierres herméticos en los orificios restantes.
B.9 Conjuntos con concavidades
En los conjuntos a galvanizar han de evitarse las concavidades ciegas pues
pueden originar en su inversión embolsamientos de aire, que impiden su
galvanizado, o por el contrario pueden retener exceso de cinc. Como caso
particular cabe considerar los extremos de los dinteles y las partes de
los pilares sobre los que se realiza el embrochalado con el dintel.
Como se muestra en la Figura B.11 se soluciona este problema efectuando un
corte en los vértices de los tetraedros.
- 31 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
Fig. B.11: Galvanizado de dinteles y pilares
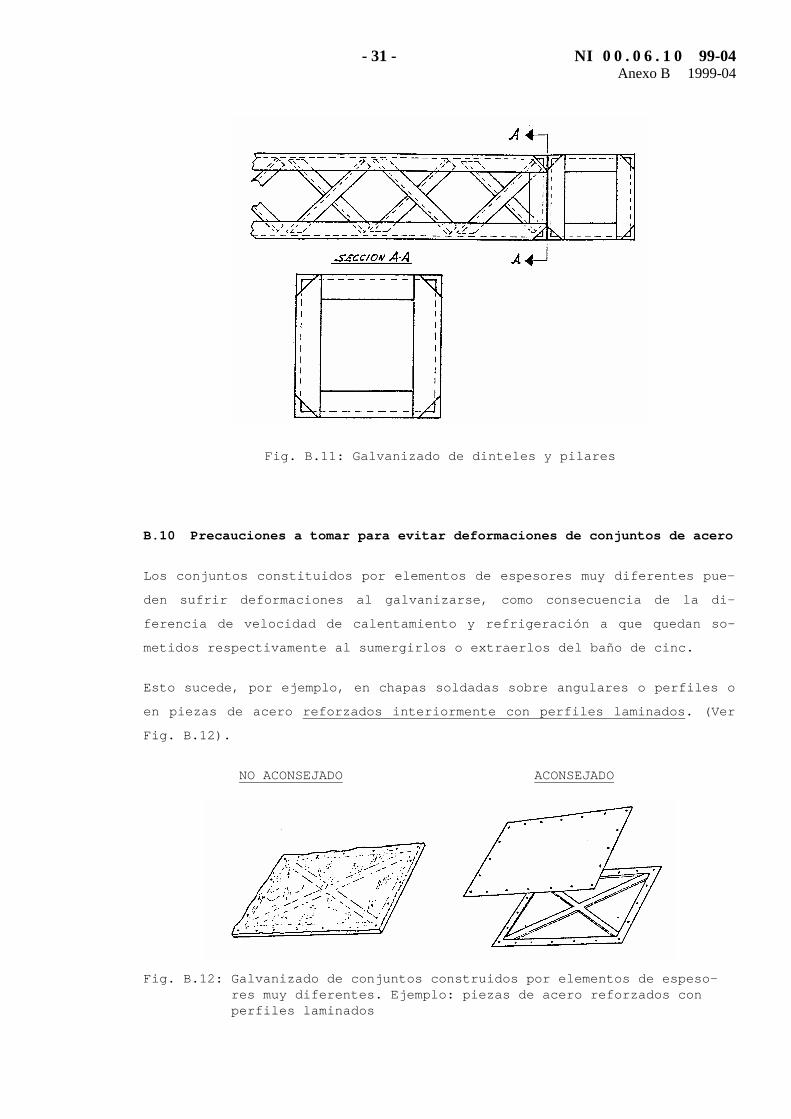
B.10 Precauciones a tomar para evitar deformaciones de conjuntos de acero
Los conjuntos constituidos por elementos de espesores muy diferentes pue-
den sufrir deformaciones al galvanizarse, como consecuencia de la di-
ferencia de velocidad de calentamiento y refrigeración a que quedan so-
metidos respectivamente al sumergirlos o extraerlos del baño de cinc.
Esto sucede, por ejemplo, en chapas soldadas sobre angulares o perfiles o
en piezas de acero reforzados interiormente con perfiles laminados. (Ver
Fig. B.12).
NO ACONSEJADO ACONSEJADO
Fig. B.12: Galvanizado de conjuntos construidos por elementos de espeso- res muy diferentes. Ejemplo: piezas de acero reforzados con perfiles laminados

- 32 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
En general se evitará en lo posible estas diferencias de espesor. Si son
inevitables podrá optarse por efectuar su montaje después del galvanizado.
La unión posterior de los elementos podrá realizarse mediante soldadura,
con remaches o tornillos galvanizados.
Se puede reparar el revestimiento protector sobre la soldadura o sobre re-
maches no galvanizados por varios procedimiento de garantía tales como:
pinturas ricas en cinc, metalización por proyección de cinc o mediante fu-
sión sobre esta zona de una aleación eutéctica cinc-cadmio.
En general se recomienda el empleo de perfiles simétricos y curvaturas de
gran diámetro en los angulares.
B.11 Refuerzos alrededor de aberturas
Cuando en paredes de cuerpos cilíndricos o esféricos haya de proyectarse
agujeros de entrada de hombre, de puño, para tapones, etc., la colocación
de los refuerzos de realizará en la forma que se indica en la Figura
B.13.2. Se observa como el buen método consiste en separar el esfuerzo de
la unión del cuello y el cuerpo cilíndrico. De esta manera la ejecución
del cordón de soldadura S se hace más sencilla y se independiza de la sol-
dadura del cuello H. En estas condiciones el riesgo es mucho menor.
Fig. B.13: Situación correcta de refuerzos alrededor de aberturas
- 33 - NI 0 0 . 0 6 . 1 0 99-04Anexo B 1999-04
B.12 Manutención de materiales galvanizados
Es conveniente que los productos de mediano tamaño tengan previsto al me-
nos un agujero de 4 mm como mínimo para poderlo sujetar antes de su inmer-
sión en el cinc. Esto no incumbe a materiales tales como tornillería.
Para elementos de grandes dimensiones: cubas, cisternas, etc., se reco-
mienda soldar anillos de elevación que pueden ser aserrados fácilmente
después del galvanizado.
B.13 Marcas
Para indicar sobre los productos a galvanizar los datos necesarios como
dirección, nomenclatura, etc., se recomienda utilizar etiquetas metálicas
atadas mediante alambres.
Pueden también hacerse marcas mediante punzonado en frío antes del gal-
vanizado.