Presentacion Concurso Saucito2.pdf
83
Fresnillo Plc http://www.fresnilloplc.com/about-fresnillo/what-we-do.aspx E
-
Upload
hhx-ya-estas-mezquite -
Category
Documents
-
view
43 -
download
2
Transcript of Presentacion Concurso Saucito2.pdf

Fresnillo Plc
http://www.fresnilloplc.com/about-fresnillo/what-we-do.aspx
E
Fresnillo Plc
http://www.fresnilloplc.com/investors/key-performance-indicators.aspx
E

Fresnillo Plc
¿Qué es la minería?
Es una actividad económica primaria (pues los minerales se toman
directamente de la Naturaleza) que se refiere a :
Exploración Explotación Concentración de los
minerales
KPIs
• % de Recuperación Ag Requerimiento del negocio
• Grado de Ag / Ton concen. Requerimiento del cliente
• Toneladas de mineral • Grado de Ag / Ton • $ / Ton
• Oz Ag equiv. Probadas • Oz Ag equiv. Probables • $ / Oz Ag
E
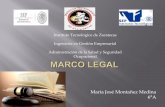
Fresnillo Plc Medición del métrico primario, secundario y consecuencial
Concentración de los
minerales
• % de Recuperación Ag Definición Operativa: Cantidad de Plata que se logra concentrar como producto terminado del total proveniente de mina y se mide en porcentaje.
• Grado de Ag Definición Operativa: Cantidad de Plata que se encuentra en el producto terminado, y es independiente a la Plata total proveniente de mina y se mide en gramos por tonelada.
22000200001800016000140001200010000
92
90
88
86
84
82
80
Grado Ag (gr/ton)
Re
c A
g (
%)
Scatterplot of Rec Ag (%) vs Grado Ag (gr/ton)
E

Minera Saucito
E

Minera Saucito
E
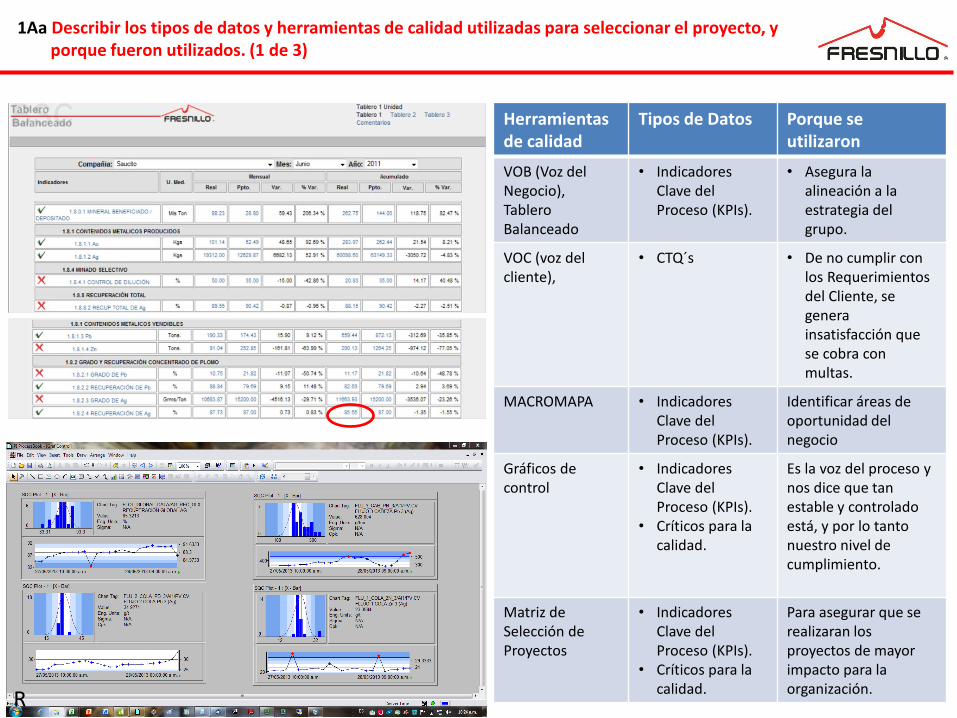
1Aa Describir los tipos de datos y herramientas de calidad utilizadas para seleccionar el proyecto, y porque fueron utilizados. (1 de 3)
Herramientas de calidad
Tipos de Datos
Porque se utilizaron
VOB (Voz del Negocio), Tablero Balanceado
• Indicadores Clave del Proceso (KPIs).
• Asegura la alineación a la estrategia del grupo.
VOC (voz del cliente),
• CTQ´s • De no cumplir con los Requerimientos del Cliente, se genera insatisfacción que se cobra con multas.
MACROMAPA • Indicadores Clave del Proceso (KPIs).
Identificar áreas de oportunidad del negocio
Gráficos de control
• Indicadores Clave del Proceso (KPIs).
• Críticos para la calidad.
Es la voz del proceso y nos dice que tan estable y controlado está, y por lo tanto nuestro nivel de cumplimiento.
Matriz de Selección de Proyectos
• Indicadores Clave del Proceso (KPIs).
• Críticos para la calidad.
Para asegurar que se realizaran los proyectos de mayor impacto para la organización.
R
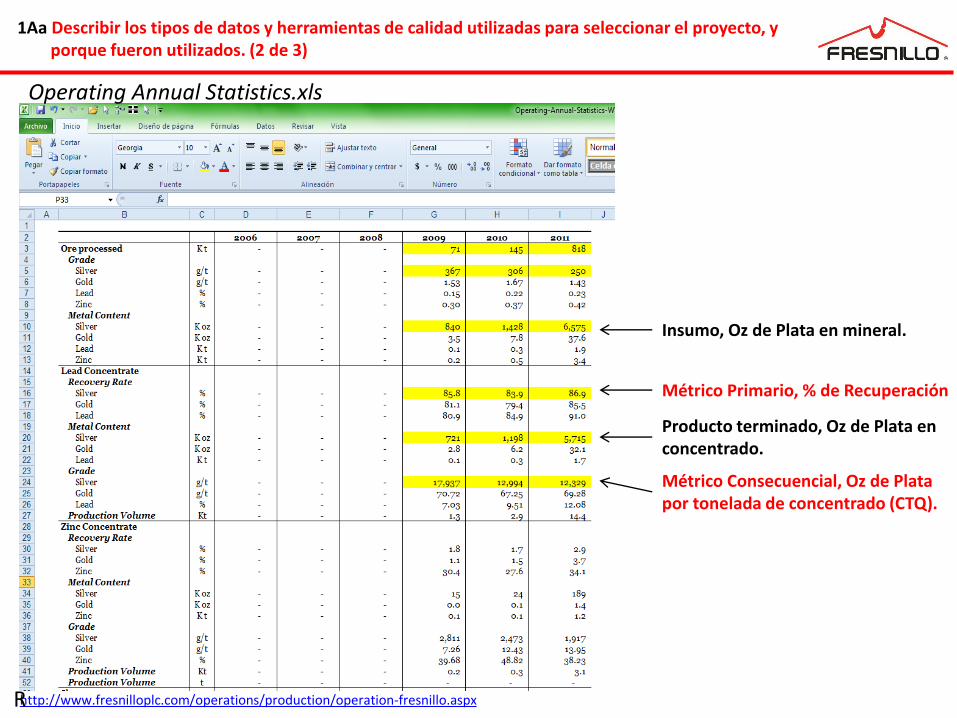
1Aa Describir los tipos de datos y herramientas de calidad utilizadas para seleccionar el proyecto, y porque fueron utilizados. (2 de 3)
http://www.fresnilloplc.com/operations/production/operation-fresnillo.aspx
Operating Annual Statistics.xls
Métrico Primario, % de Recuperación
Métrico Consecuencial, Oz de Plata por tonelada de concentrado (CTQ).
Producto terminado, Oz de Plata en concentrado.
Insumo, Oz de Plata en mineral.
R
90888684
89 9086.2
Median
Mean
898887868584
1st Q uartile 83.730
Median 86.476
3rd Q uartile 88.675
Maximum 90.491
84.703 87.767
83.838 88.598
1.818 4.185
A -Squared 0.24
P-V alue 0.720
Mean 86.235
StDev 2.535
V ariance 6.426
Skewness 0.11115
Kurtosis -1.20803
N 13
Minimum 82.765
A nderson-Darling Normality Test
95% C onfidence Interv al for Mean
95% C onfidence Interv al for Median
95% C onfidence Interv al for StDev
95% Confidence Intervals
Summary for Rec Ag (%)
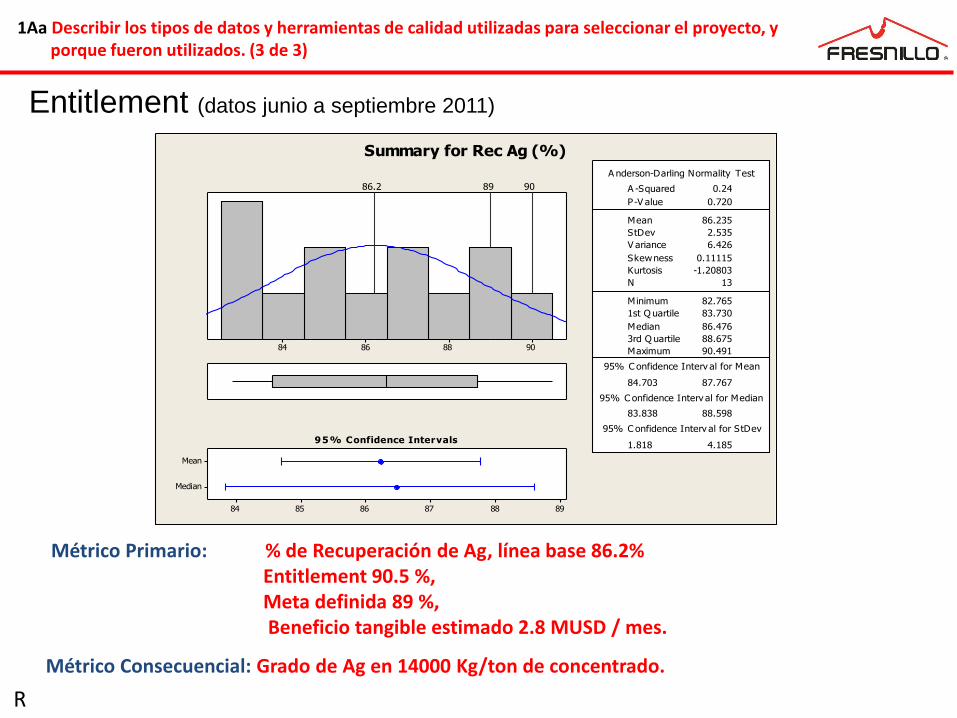
Entitlement (datos junio a septiembre 2011)
Métrico Primario: % de Recuperación de Ag, línea base 86.2% Entitlement 90.5 %, Meta definida 89 %, Beneficio tangible estimado 2.8 MUSD / mes.
Métrico Consecuencial: Grado de Ag en 14000 Kg/ton de concentrado.
1Aa Describir los tipos de datos y herramientas de calidad utilizadas para seleccionar el proyecto, y porque fueron utilizados. (3 de 3)
R
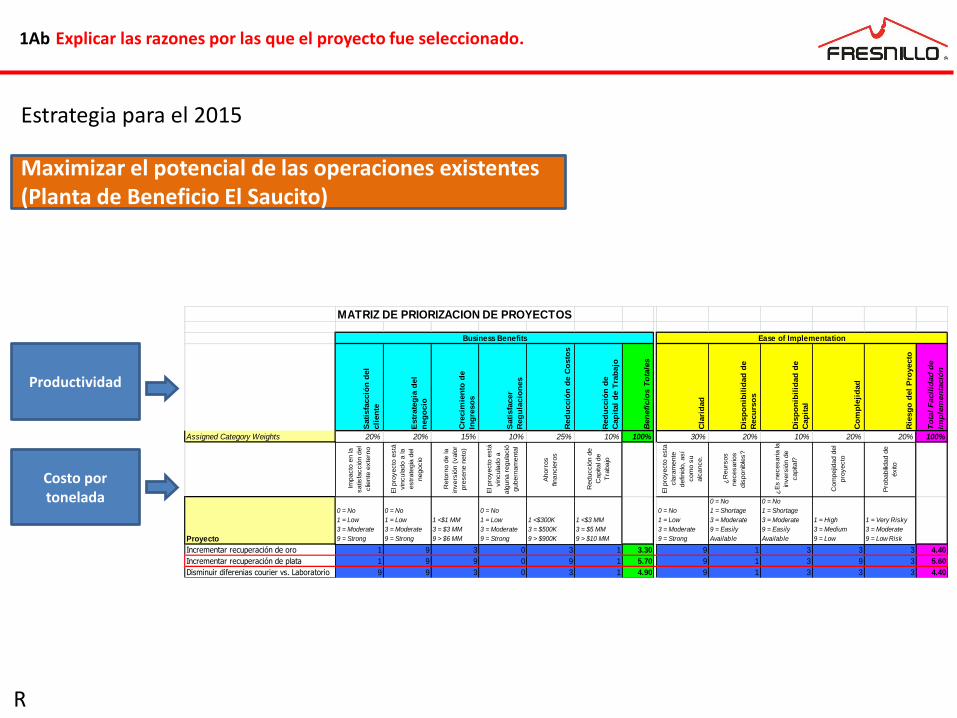
1Ab Explicar las razones por las que el proyecto fue seleccionado.
Estrategia para el 2015
Productividad
Costo por tonelada
Maximizar el potencial de las operaciones existentes (Planta de Beneficio El Saucito)
MATRIZ DE PRIORIZACION DE PROYECTOS
Sati
sfa
cció
n d
el
cli
en
te
Estr
ate
gia
del
neg
ocio
Cre
cim
ien
to d
e
Ing
reso
s
Sati
sfa
cer
Reg
ula
cio
nes
Red
ucció
n d
e C
osto
s
Red
ucció
n d
e
Cap
ital
de T
rab
ajo
Ben
efi
cio
s T
ota
les
Cla
rid
ad
Dis
po
nib
ilid
ad
de
Recu
rso
s
Dis
po
nib
ilid
ad
de
Cap
ital
Co
mp
leji
dad
Rie
sg
o d
el
Pro
yecto
To
tal
Facil
idad
de
Imp
lem
en
tació
n
Assigned Category Weights 20% 20% 15% 10% 25% 10% 100% 30% 20% 10% 20% 20% 100%
Impacto
en la
satisfa
cció
n d
el
clie
nte
exte
rno
El pro
yecto
está
vin
cula
do a
la
estr
ate
gia
del
negocio
Reto
rno d
e la
invers
ión (
valo
r
pre
sene n
eto
)
El pro
yecto
está
vin
cula
do a
alg
una r
egula
ció
gubern
am
enta
l
Ahorr
os
financie
ros
Reducció
n d
e
Capital de
Tra
bajo
El pro
yecto
esta
cla
ram
ente
definid
o, así
com
o s
u
alc
ance.
¿R
eurs
os
necesarios
dis
ponib
les?
¿E
s n
ecesaria la
invers
ión d
e
capital?
Com
pejid
ad d
el
pro
yecto
Pro
babilidad d
e
éxito
Proyecto
0 = No
1 = Low
3 = Moderate
9 = Strong
0 = No
1 = Low
3 = Moderate
9 = Strong
1 <$1 MM
3 = $3 MM
9 > $6 MM
0 = No
1 = Low
3 = Moderate
9 = Strong
1 <$300K
3 = $500K
9 > $900K
1 <$3 MM
3 = $5 MM
9 > $10 MM
0 = No
1 = Low
3 = Moderate
9 = Strong
0 = No
1 = Shortage
3 = Moderate
9 = Easily
Available
0 = No
1 = Shortage
3 = Moderate
9 = Easily
Available
1 = High
3 = Medium
9 = Low
1 = Very Risky
3 = Moderate
9 = Low Risk
Incrementar recuperación de oro 1 9 3 0 3 1 3.30 9 1 3 3 3 4.40
Incrementar recuperación de plata 1 9 9 0 9 1 5.70 9 1 3 9 3 5.60
Disminuir diferenias courier vs. Laboratorio 9 9 3 0 3 1 4.90 9 1 3 3 3 4.40
Business Benefits Ease of Implementation
R
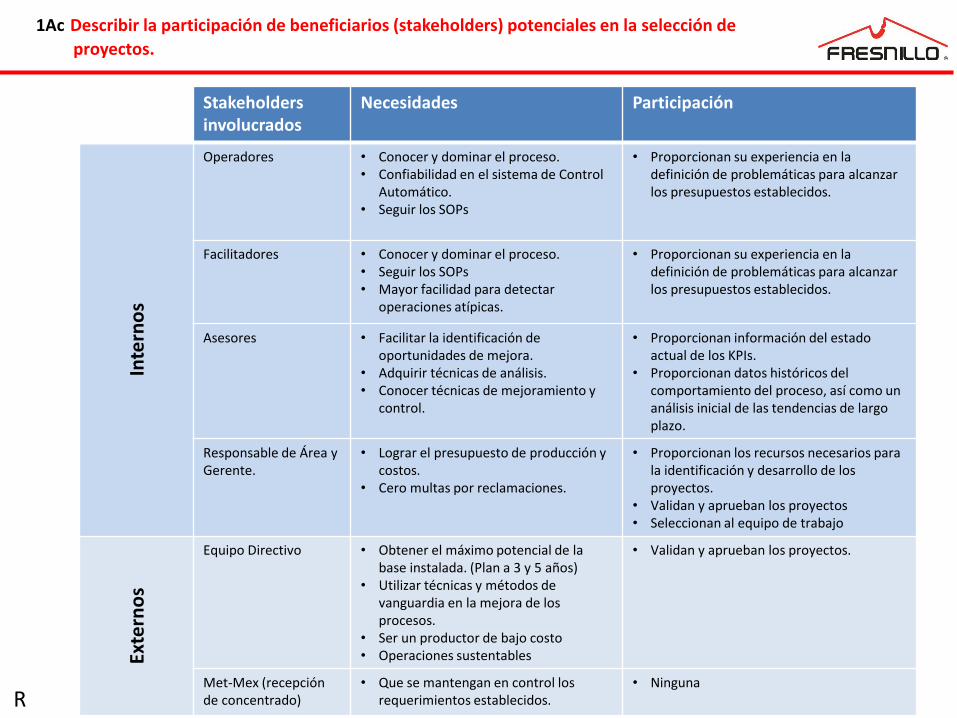
1Ac Describir la participación de beneficiarios (stakeholders) potenciales en la selección de
proyectos.
Stakeholders involucrados
Necesidades Participación
Inte
rno
s Operadores • Conocer y dominar el proceso.
• Confiabilidad en el sistema de Control Automático.
• Seguir los SOPs
• Proporcionan su experiencia en la definición de problemáticas para alcanzar los presupuestos establecidos.
Facilitadores • Conocer y dominar el proceso. • Seguir los SOPs • Mayor facilidad para detectar
operaciones atípicas.
• Proporcionan su experiencia en la definición de problemáticas para alcanzar los presupuestos establecidos.
Asesores • Facilitar la identificación de oportunidades de mejora.
• Adquirir técnicas de análisis. • Conocer técnicas de mejoramiento y
control.
• Proporcionan información del estado actual de los KPIs.
• Proporcionan datos históricos del comportamiento del proceso, así como un análisis inicial de las tendencias de largo plazo.
Responsable de Área y Gerente.
• Lograr el presupuesto de producción y costos.
• Cero multas por reclamaciones.
• Proporcionan los recursos necesarios para la identificación y desarrollo de los proyectos.
• Validan y aprueban los proyectos • Seleccionan al equipo de trabajo
Exte
rno
s
Equipo Directivo • Obtener el máximo potencial de la base instalada. (Plan a 3 y 5 años)
• Utilizar técnicas y métodos de vanguardia en la mejora de los procesos.
• Ser un productor de bajo costo • Operaciones sustentables
• Validan y aprueban los proyectos.
Met-Mex (recepción de concentrado)
• Que se mantengan en control los requerimientos establecidos.
• Ninguna
R
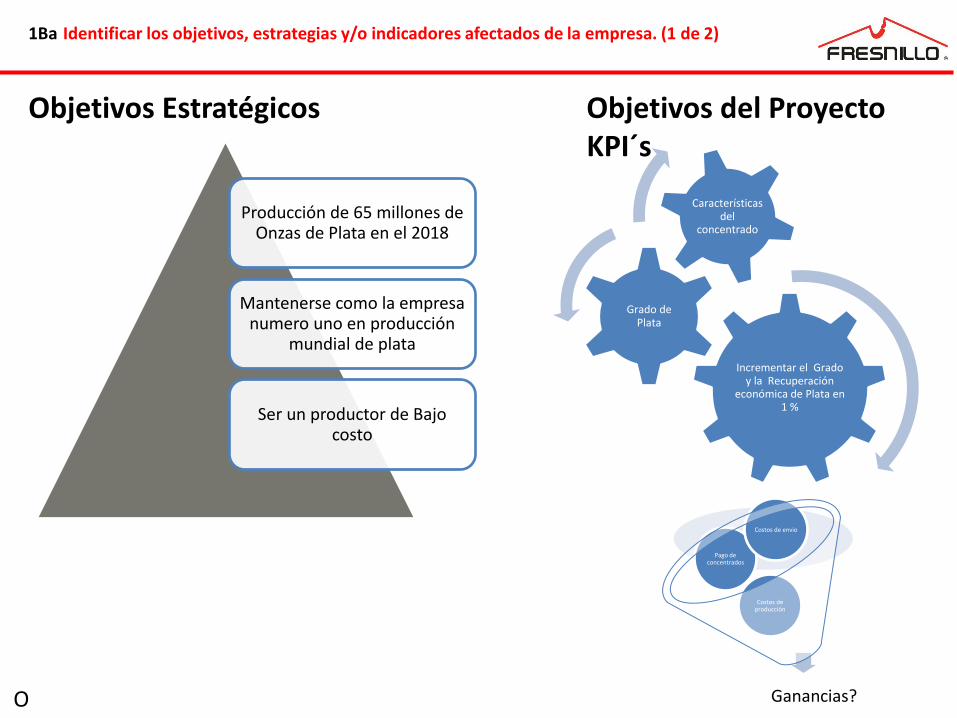
1Ba Identificar los objetivos, estrategias y/o indicadores afectados de la empresa. (1 de 2)
Ganancias?
Costos de producción
Pago de concentrados
Costos de envio
Producción de 65 millones de Onzas de Plata en el 2018
Mantenerse como la empresa numero uno en producción
mundial de plata
Ser un productor de Bajo costo
Objetivos Estratégicos
Incrementar el Grado y la Recuperación
económica de Plata en 1 %
Grado de Plata
Características del
concentrado
Objetivos del Proyecto KPI´s
O
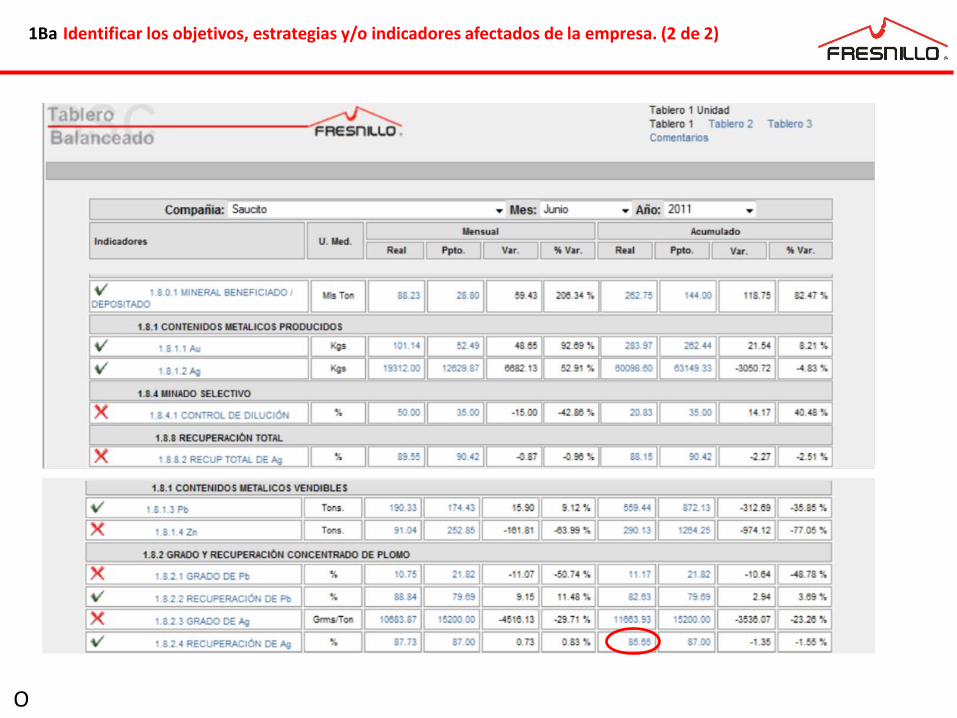
1Ba Identificar los objetivos, estrategias y/o indicadores afectados de la empresa. (2 de 2)
O

1Bb Identificar los tipos de impacto que el proyecto tendrá en cada objetivo, estrategia y/o indicador.
Objetivos estratégicos Objetivos del proyecto KPI´s
Descripción Tipo de Impacto
Producción de 65 millones de Onzas de Plata en el 2018
Mantener el grado y recuperación de plata del concentrado de Plomo por arriba de lo presupuestado
El grado de plata se mide monitoreando los kilogramos de plata por tonelada de concentrado. La recuperación de plata se puede calcular mediante el producto que es enviado a confinamiento que contiene cierta cantidad de Plata.
Obtener un pago mayor del producto terminado
Mantenerse como la empresa numero uno en producción mundial de plata
Al mantener estos parámetros de grado y recuperación por encima de lo esperado se incrementan las toneladas de plata.
Estos KPI´s se pueden monitorear en línea
Obtener un pago mayor del producto terminado Obtener mayor cantidad de Plata
Ser un productor de Bajo costo
Utilizar los mismos recursos del proceso para mantener los costos de operación
Al maximizar la recuperación de plata con los mismos equipos se logra un mayor beneficio económico
Ahorro en costos de Operación.
O
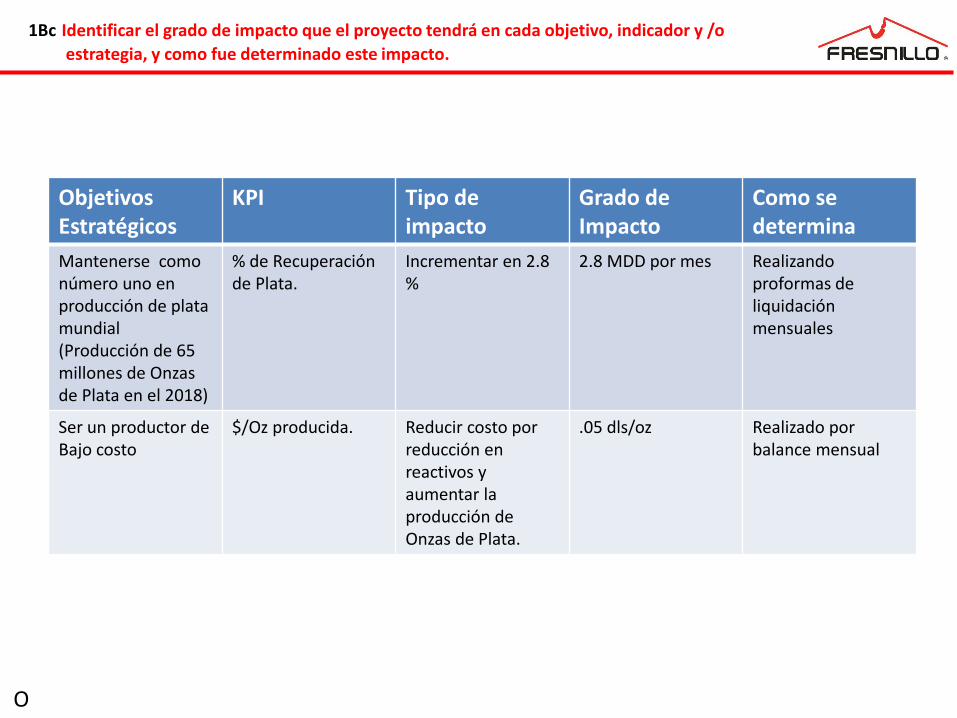
1Bc Identificar el grado de impacto que el proyecto tendrá en cada objetivo, indicador y /o
estrategia, y como fue determinado este impacto.
Objetivos Estratégicos
KPI Tipo de impacto
Grado de Impacto
Como se determina
Mantenerse como número uno en producción de plata mundial (Producción de 65 millones de Onzas de Plata en el 2018)
% de Recuperación de Plata.
Incrementar en 2.8 %
2.8 MDD por mes Realizando proformas de liquidación mensuales
Ser un productor de Bajo costo
$/Oz producida. Reducir costo por reducción en reactivos y aumentar la producción de Onzas de Plata.
.05 dls/oz Realizado por balance mensual
O
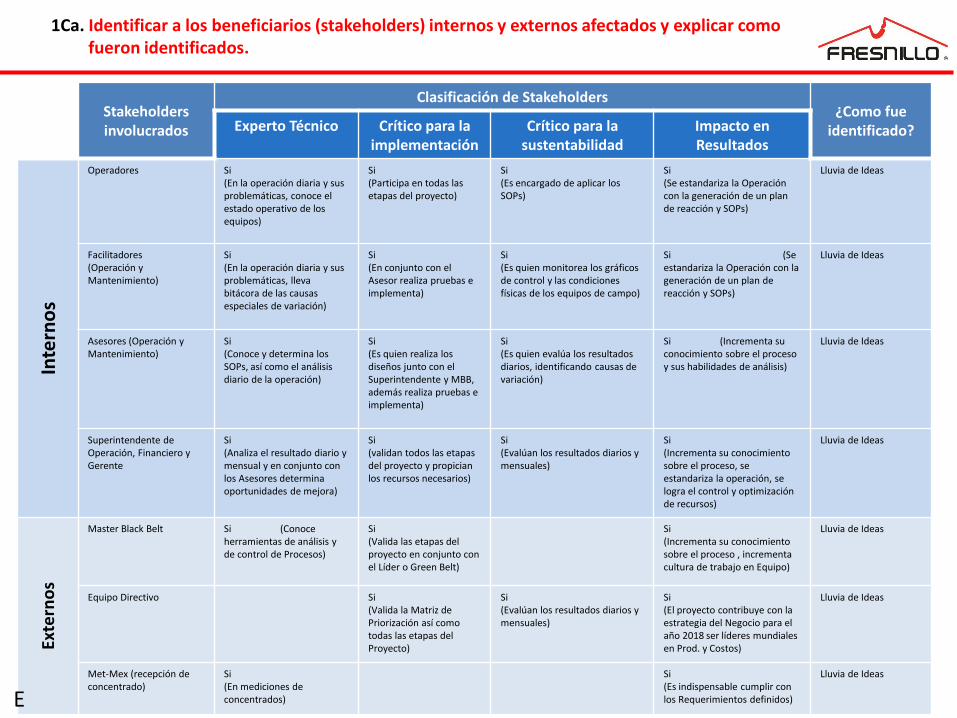
Stakeholders involucrados
Clasificación de Stakeholders ¿Como fue
identificado? Experto Técnico Crítico para la implementación
Crítico para la sustentabilidad
Impacto en Resultados
Inte
rno
s
Operadores Si (En la operación diaria y sus problemáticas, conoce el estado operativo de los equipos)
Si (Participa en todas las etapas del proyecto)
Si (Es encargado de aplicar los SOPs)
Si (Se estandariza la Operación con la generación de un plan de reacción y SOPs)
Lluvia de Ideas
Facilitadores (Operación y Mantenimiento)
Si (En la operación diaria y sus problemáticas, lleva bitácora de las causas especiales de variación)
Si (En conjunto con el Asesor realiza pruebas e implementa)
Si (Es quien monitorea los gráficos de control y las condiciones físicas de los equipos de campo)
Si (Se estandariza la Operación con la generación de un plan de reacción y SOPs)
Lluvia de Ideas
Asesores (Operación y Mantenimiento)
Si (Conoce y determina los SOPs, así como el análisis diario de la operación)
Si (Es quien realiza los diseños junto con el Superintendente y MBB, además realiza pruebas e implementa)
Si (Es quien evalúa los resultados diarios, identificando causas de variación)
Si (Incrementa su conocimiento sobre el proceso y sus habilidades de análisis)
Lluvia de Ideas
Superintendente de Operación, Financiero y Gerente
Si (Analiza el resultado diario y mensual y en conjunto con los Asesores determina oportunidades de mejora)
Si (validan todos las etapas del proyecto y propician los recursos necesarios)
Si (Evalúan los resultados diarios y mensuales)
Si (Incrementa su conocimiento sobre el proceso, se estandariza la operación, se logra el control y optimización de recursos)
Lluvia de Ideas
Exte
rno
s
Master Black Belt Si (Conoce herramientas de análisis y de control de Procesos)
Si (Valida las etapas del proyecto en conjunto con el Líder o Green Belt)
Si (Incrementa su conocimiento sobre el proceso , incrementa cultura de trabajo en Equipo)
Lluvia de Ideas
Equipo Directivo Si (Valida la Matriz de Priorización así como todas las etapas del Proyecto)
Si (Evalúan los resultados diarios y mensuales)
Si (El proyecto contribuye con la estrategia del Negocio para el año 2018 ser líderes mundiales en Prod. y Costos)
Lluvia de Ideas
Met-Mex (recepción de concentrado)
Si (En mediciones de concentrados)
Si (Es indispensable cumplir con los Requerimientos definidos)
Lluvia de Ideas
1Ca. Identificar a los beneficiarios (stakeholders) internos y externos afectados y explicar como fueron identificados.
E
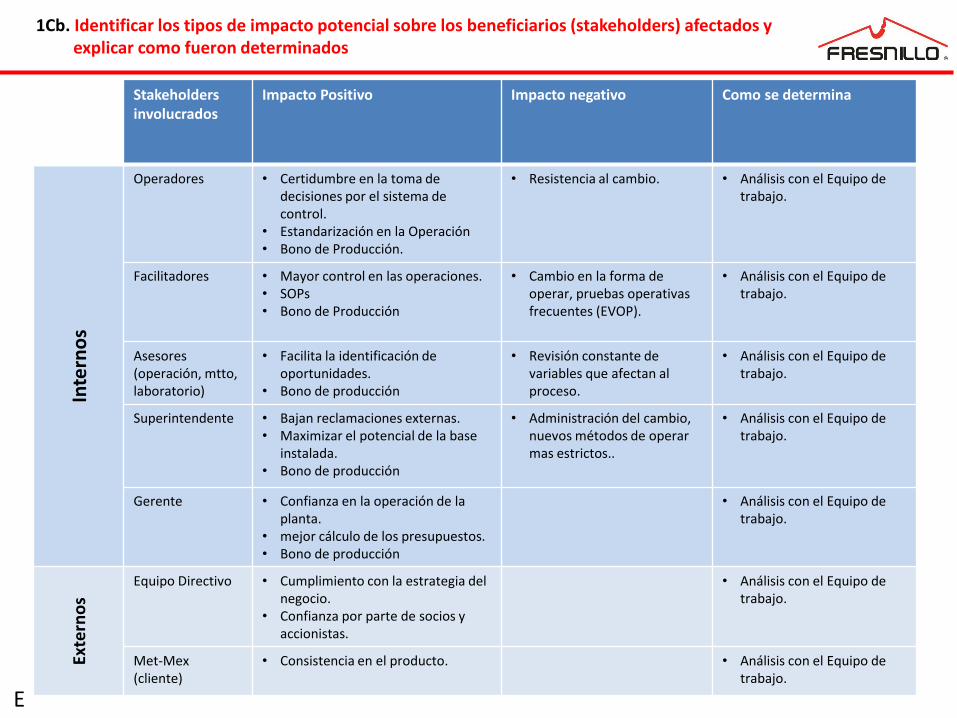
1Cb. Identificar los tipos de impacto potencial sobre los beneficiarios (stakeholders) afectados y explicar como fueron determinados
Stakeholders involucrados
Impacto Positivo Impacto negativo Como se determina In
tern
os
Operadores • Certidumbre en la toma de decisiones por el sistema de control.
• Estandarización en la Operación • Bono de Producción.
• Resistencia al cambio. • Análisis con el Equipo de trabajo.
Facilitadores • Mayor control en las operaciones. • SOPs • Bono de Producción
• Cambio en la forma de operar, pruebas operativas frecuentes (EVOP).
• Análisis con el Equipo de trabajo.
Asesores (operación, mtto, laboratorio)
• Facilita la identificación de oportunidades.
• Bono de producción
• Revisión constante de variables que afectan al proceso.
• Análisis con el Equipo de trabajo.
Superintendente • Bajan reclamaciones externas. • Maximizar el potencial de la base
instalada. • Bono de producción
• Administración del cambio, nuevos métodos de operar mas estrictos..
• Análisis con el Equipo de trabajo.
Gerente • Confianza en la operación de la planta.
• mejor cálculo de los presupuestos. • Bono de producción
• Análisis con el Equipo de trabajo.
Exte
rno
s
Equipo Directivo • Cumplimiento con la estrategia del negocio.
• Confianza por parte de socios y accionistas.
• Análisis con el Equipo de trabajo.
Met-Mex (cliente)
• Consistencia en el producto. • Análisis con el Equipo de trabajo.
E
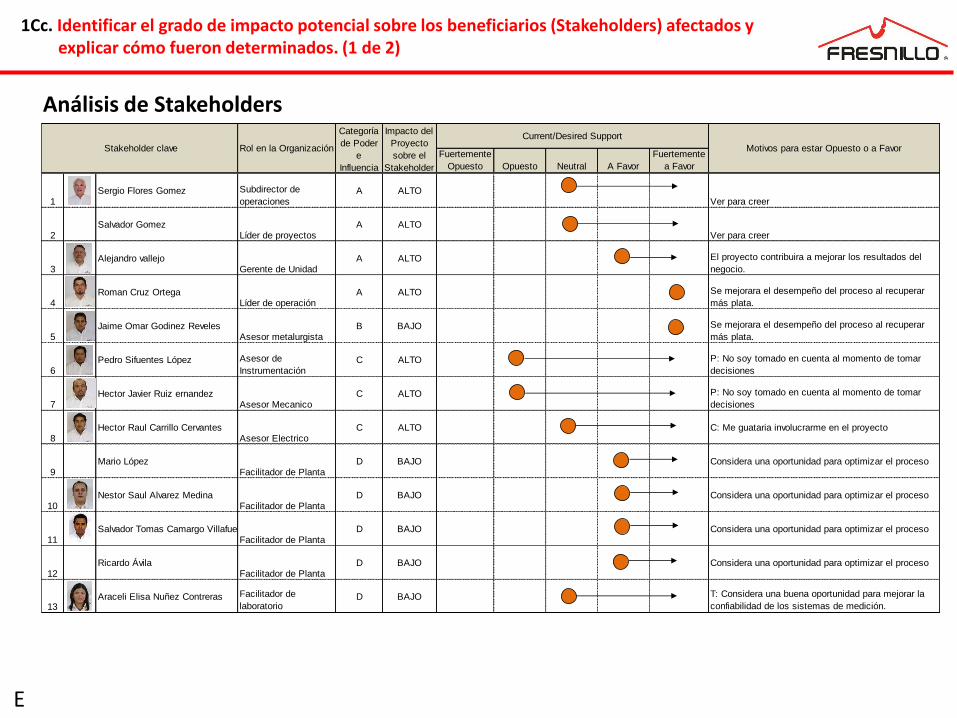
1Cc. Identificar el grado de impacto potencial sobre los beneficiarios (Stakeholders) afectados y explicar cómo fueron determinados. (1 de 2)
Análisis de Stakeholders
E
Fuertemente
Opuesto Opuesto Neutral A Favor
Fuertemente
a Favor
1Sergio Flores Gomez Subdirector de
operacionesA ALTO
Ver para creer
2Salvador Gomez
Líder de proyectosA ALTO
Ver para creer
3Alejandro vallejo
Gerente de UnidadA ALTO El proyecto contribuira a mejorar los resultados del
negocio.
4Roman Cruz Ortega
Líder de operaciónA ALTO Se mejorara el desempeño del proceso al recuperar
más plata.
5Jaime Omar Godinez Reveles
Asesor metalurgistaB BAJO Se mejorara el desempeño del proceso al recuperar
más plata.
6Pedro Sifuentes López Asesor de
InstrumentaciónC ALTO P: No soy tomado en cuenta al momento de tomar
decisiones
7Hector Javier Ruiz ernandez
Asesor MecanicoC ALTO P: No soy tomado en cuenta al momento de tomar
decisiones
8Hector Raul Carrillo Cervantes
Asesor ElectricoC ALTO C: Me guataria involucrarme en el proyecto
9Mario López
Facilitador de PlantaD BAJO Considera una oportunidad para optimizar el proceso
10Nestor Saul Alvarez Medina
Facilitador de PlantaD BAJO Considera una oportunidad para optimizar el proceso
11Salvador Tomas Camargo Villafuerte
Facilitador de PlantaD BAJO Considera una oportunidad para optimizar el proceso
12Ricardo Ávila
Facilitador de PlantaD BAJO Considera una oportunidad para optimizar el proceso
13Araceli Elisa Nuñez Contreras Facilitador de
laboratorioD BAJO T: Considera una buena oportunidad para mejorar la
confiabilidad de los sistemas de medición.
Motivos para estar Opuesto o a Favor
Current/Desired Support
Rol en la Organización
Categoría
de Poder
e
Influencia
Impacto del
Proyecto
sobre el
Stakeholder
Stakeholder clave
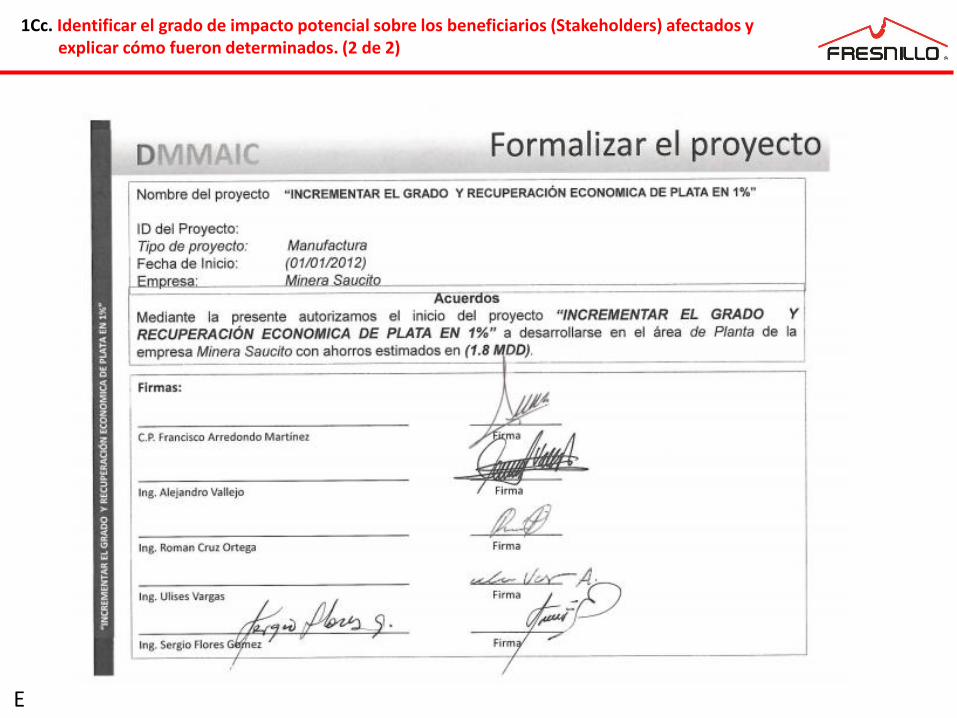
1Cc. Identificar el grado de impacto potencial sobre los beneficiarios (Stakeholders) afectados y explicar cómo fueron determinados. (2 de 2)
E
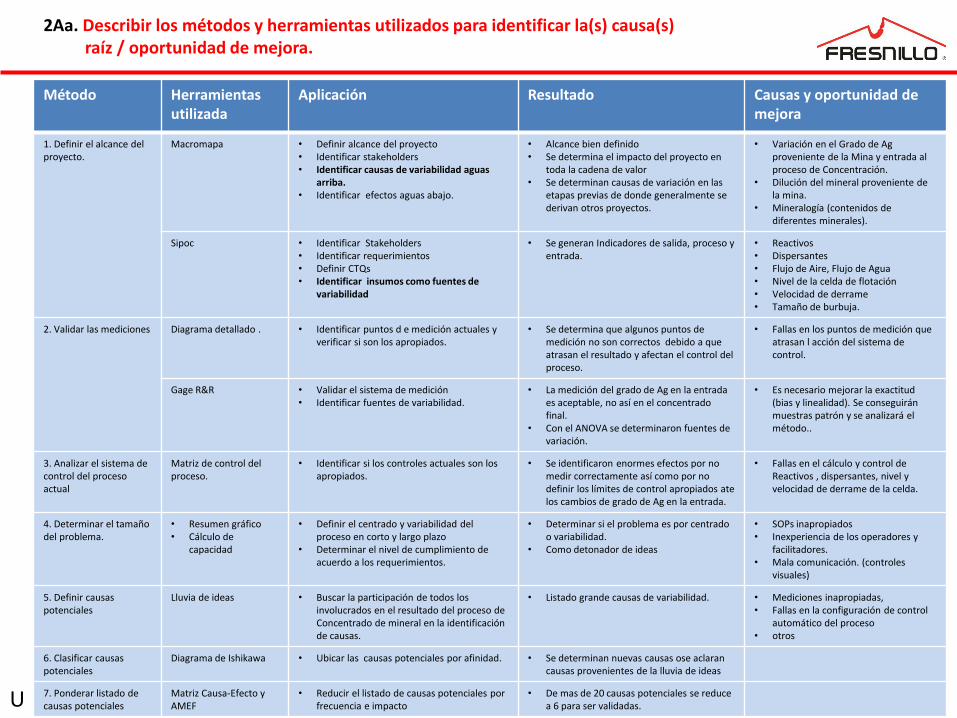
2Aa. Describir los métodos y herramientas utilizados para identificar la(s) causa(s) raíz / oportunidad de mejora.
Método Herramientas utilizada
Aplicación Resultado Causas y oportunidad de mejora
1. Definir el alcance del proyecto.
Macromapa • Definir alcance del proyecto • Identificar stakeholders • Identificar causas de variabilidad aguas
arriba. • Identificar efectos aguas abajo.
• Alcance bien definido • Se determina el impacto del proyecto en
toda la cadena de valor • Se determinan causas de variación en las
etapas previas de donde generalmente se derivan otros proyectos.
• Variación en el Grado de Ag proveniente de la Mina y entrada al proceso de Concentración.
• Dilución del mineral proveniente de la mina.
• Mineralogía (contenidos de diferentes minerales).
Sipoc • Identificar Stakeholders • Identificar requerimientos • Definir CTQs • Identificar insumos como fuentes de
variabilidad
• Se generan Indicadores de salida, proceso y entrada.
• Reactivos • Dispersantes • Flujo de Aire, Flujo de Agua • Nivel de la celda de flotación • Velocidad de derrame • Tamaño de burbuja.
2. Validar las mediciones Diagrama detallado . • Identificar puntos d e medición actuales y verificar si son los apropiados.
• Se determina que algunos puntos de medición no son correctos debido a que atrasan el resultado y afectan el control del proceso.
• Fallas en los puntos de medición que atrasan l acción del sistema de control.
Gage R&R • Validar el sistema de medición • Identificar fuentes de variabilidad.
• La medición del grado de Ag en la entrada es aceptable, no así en el concentrado final.
• Con el ANOVA se determinaron fuentes de variación.
• Es necesario mejorar la exactitud (bias y linealidad). Se conseguirán muestras patrón y se analizará el método..
3. Analizar el sistema de control del proceso actual
Matriz de control del proceso.
• Identificar si los controles actuales son los apropiados.
• Se identificaron enormes efectos por no medir correctamente así como por no definir los límites de control apropiados ate los cambios de grado de Ag en la entrada.
• Fallas en el cálculo y control de Reactivos , dispersantes, nivel y velocidad de derrame de la celda.
4. Determinar el tamaño del problema.
• Resumen gráfico • Cálculo de
capacidad
• Definir el centrado y variabilidad del proceso en corto y largo plazo
• Determinar el nivel de cumplimiento de acuerdo a los requerimientos.
• Determinar si el problema es por centrado o variabilidad.
• Como detonador de ideas
• SOPs inapropiados • Inexperiencia de los operadores y
facilitadores. • Mala comunicación. (controles
visuales)
5. Definir causas potenciales
Lluvia de ideas • Buscar la participación de todos los involucrados en el resultado del proceso de Concentrado de mineral en la identificación de causas.
• Listado grande causas de variabilidad. • Mediciones inapropiadas, • Fallas en la configuración de control
automático del proceso • otros
6. Clasificar causas potenciales
Diagrama de Ishikawa • Ubicar las causas potenciales por afinidad. • Se determinan nuevas causas ose aclaran causas provenientes de la lluvia de ideas
7. Ponderar listado de causas potenciales
Matriz Causa-Efecto y AMEF
• Reducir el listado de causas potenciales por frecuencia e impacto
• De mas de 20 causas potenciales se reduce a 6 para ser validadas.
U
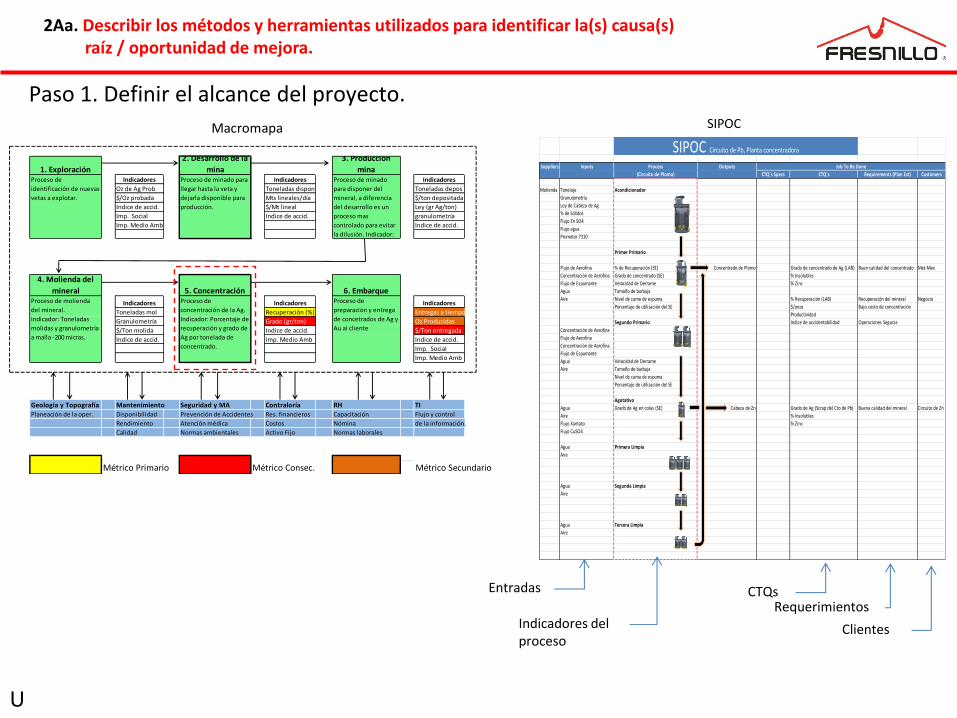
Paso 1. Definir el alcance del proyecto.
Suppliers Inputs Process Outputs
(Circuito de Plomo) CTQ´s Specs CTQ´s Requirements (Plan Est) Customers
Molienda Tonelaje Acondicionador
Granulometría
Ley de Cabeza de Ag
% de Sólidos
Flujo Zn SO4
Flujo agua
Promotor 7310
Primer Primario
Flujo de Aerofina % de Recuperación (SE) Concentrado de Plomo Grado de concentrado de Ag (LAB) Buen calidad del concentrado Met-Mex
Concentración de Aerofina Grado de concentrado (SE) % Insolubles
Flujo de Espumante Velocidad de Derrame % Zinc
Agua Tamaño de burbuja
Aire Nivel de cama de espuma % Recuperación (LAB) Recuperación del mineral Negocio
Porcentaje de utilización del SE $/onza Bajo costo de concentración
Productividad
Segundo Primario Indice de accidentabilidad Operaciones Seguras
Concentración de Aerofina
Flujo de Aerofina
Concentración de Aerofina
Flujo de Espumante
Agua Velocidad de Derrame
Aire Tamaño de burbuja
Nivel de cama de espuma
Porcentaje de utilización del SE
Agotativo
Agua Grado de Ag en colas (SE) Cabeza de Zn Grado de Ag (Scrap del Cto de Pb) Buena calidad del mineral Circuito de Zn
Aire % Insolubles
Flujo Xantato % Zinc
Flujo CuSO4
Agua Primera Limpia
Aire
Agua Segunda Limpia
Aire
Agua Tercera Limpia
Aire
SIPOC Circuito de Pb, Planta concentradora
Job To Be Done
SIPOC
Indicadores Indicadores Indicadores
Oz de Ag Prob Toneladas dispon Toneladas depos
$/Oz probada Mts lineales/día $/ton depositada
Indice de accid. $/Mt lineal Ley (gr Ag/ton)
Imp. Social Indice de accid. granulometría
Imp. Medio Amb Indice de accid.
Indicadores Indicadores Indicadores
Toneladas mol Recuperación (%) Entregas a tiempo
Granulometría Grado (gr/ton) Oz Producidas
$/Ton molida Indice de accid. $/Ton entregada
Indice de accid. Imp. Medio Amb Indice de accid.
Imp. Social
Imp. Medio Amb
Geología y Topografía Mantenimiento Seguridad y MA Contraloría RH TIPlaneación de la oper. Disponibilidad Prevención de Accidentes Res. financieros Capacitación Flujo y control
Rendimiento Atención médica Costos Nómina de la información.
Calidad Normas ambientales Activo Fijo Normas laborales
Métrico Primario Métrico Consec. Métrico Secundario
Macromapa
6. Embarque
Proceso de
identificación de nuevas
vetas a explotar.
Proceso de minado para
llegar hasta la veta y
dejarla disponible para
producción.
Proceso de minado
para disponer del
mineral, a diferencia
del desarrollo es un
proceso mas
controlado para evitar
la dilusión. Indicador:
Proceso de molienda
del mineral.
Indicador: Toneladas
molidas y granulometría
a malla -200 micras.
Proceso de
concentración de la Ag.
Indicador: Porcentaje de
recuperación y grado de
Ag por tonelada de
concentrado.
Proceso de
preparación y entrega
de concetrados de Ag y
Au al cliente
1. Exploración
2. Desarrollo de la
mina
3. Producción
mina
4. Molienda del
mineral 5. Concentración
Clientes
Requerimientos CTQs
Indicadores del proceso
Entradas
2Aa. Describir los métodos y herramientas utilizados para identificar la(s) causa(s) raíz / oportunidad de mejora.
U
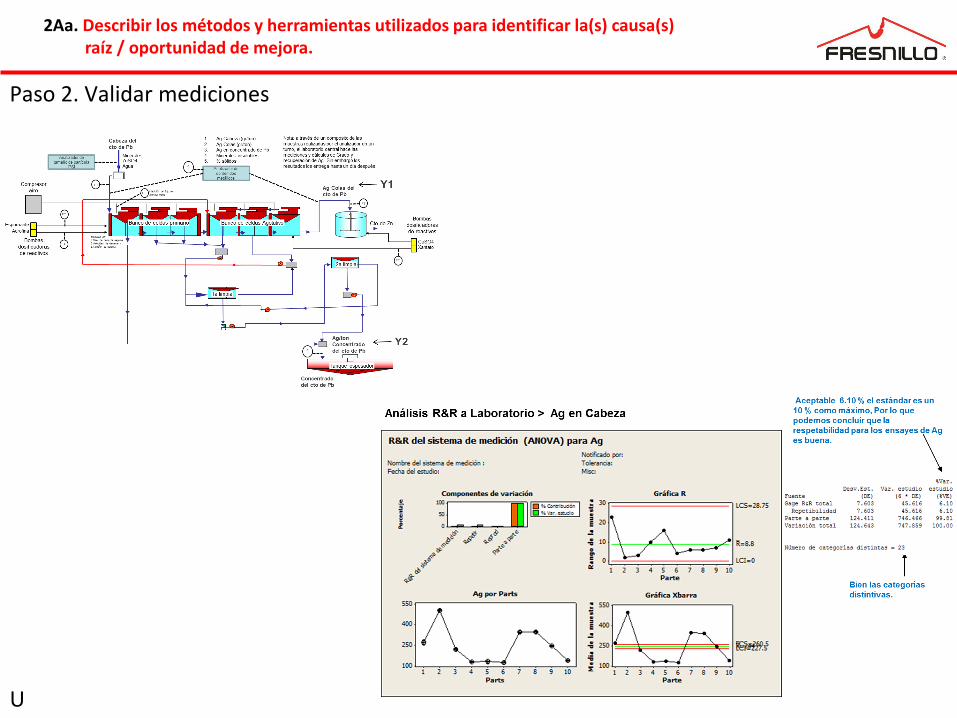
Paso 2. Validar mediciones
2Aa. Describir los métodos y herramientas utilizados para identificar la(s) causa(s) raíz / oportunidad de mejora.
U
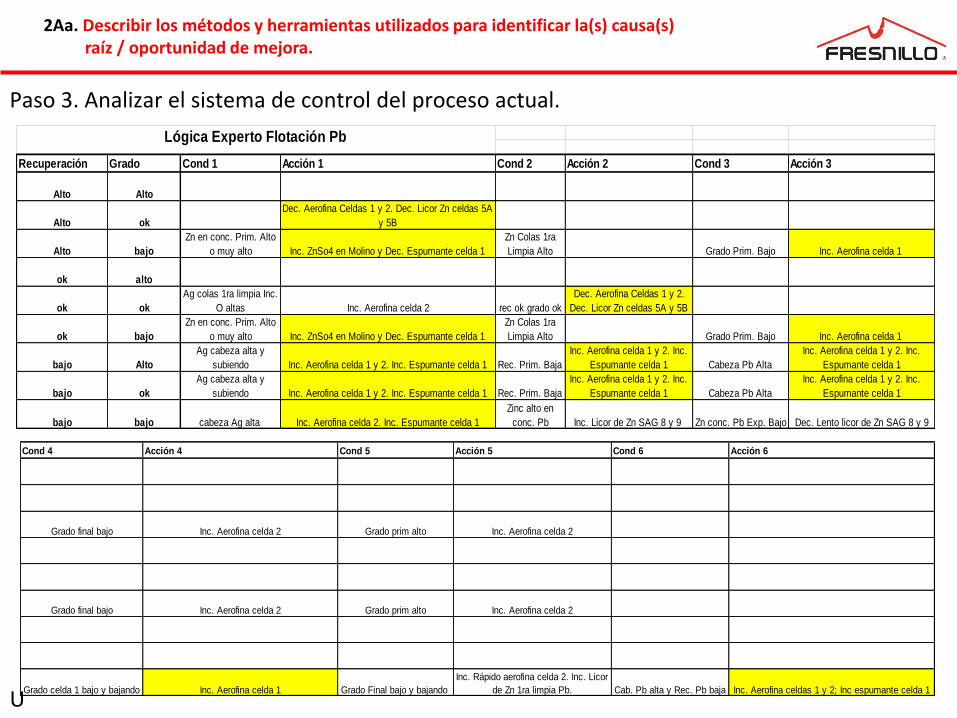
Paso 3. Analizar el sistema de control del proceso actual.
2Aa. Describir los métodos y herramientas utilizados para identificar la(s) causa(s) raíz / oportunidad de mejora.
Recuperación Grado Cond 1 Acción 1 Cond 2 Acción 2 Cond 3 Acción 3
Zn conc. Pb Exp. Bajo Dec. Lento licor de Zn SAG 8 y 9bajo bajo cabeza Ag alta Inc. Aerofina celda 2. Inc. Espumante celda 1
Zinc alto en
conc. Pb Inc. Licor de Zn SAG 8 y 9
bajo ok
Ag cabeza alta y
subiendo Inc. Aerofina celda 1 y 2. Inc. Espumante celda 1 Rec. Prim. Baja
Inc. Aerofina celda 1 y 2. Inc.
Espumante celda 1
Cabeza Pb Alta
Inc. Aerofina celda 1 y 2. Inc.
Espumante celda 1
Cabeza Pb Alta
Inc. Aerofina celda 1 y 2. Inc.
Espumante celda 1
bajo Alto
Ag cabeza alta y
subiendo Inc. Aerofina celda 1 y 2. Inc. Espumante celda 1 Rec. Prim. Baja
Inc. Aerofina celda 1 y 2. Inc.
Espumante celda 1
ok bajo
Zn en conc. Prim. Alto
o muy alto Inc. ZnSo4 en Molino y Dec. Espumante celda 1
Zn Colas 1ra
Limpia Alto Grado Prim. Bajo Inc. Aerofina celda 1
ok ok
Ag colas 1ra limpia Inc.
O altas Inc. Aerofina celda 2 rec ok grado ok
Dec. Aerofina Celdas 1 y 2.
Dec. Licor Zn celdas 5A y 5B
ok alto
Grado Prim. Bajo Inc. Aerofina celda 1
Zn en conc. Prim. Alto
o muy alto Inc. ZnSo4 en Molino y Dec. Espumante celda 1
Zn Colas 1ra
Limpia Alto
Alto ok
Alto bajo
Dec. Aerofina Celdas 1 y 2. Dec. Licor Zn celdas 5A
y 5B
Lógica Experto Flotación Pb
Alto Alto
Cond 4 Acción 4 Cond 5 Acción 5 Cond 6 Acción 6
Cab. Pb alta y Rec. Pb baja Inc. Aerofina celdas 1 y 2; Inc espumante celda 1Grado celda 1 bajo y bajando Inc. Aerofina celda 1 Grado Final bajo y bajando
Inc. Rápido aerofina celda 2. Inc. Licor
de Zn 1ra limpia Pb.
Grado final bajo Inc. Aerofina celda 2 Grado prim alto Inc. Aerofina celda 2
Grado final bajo Inc. Aerofina celda 2 Grado prim alto Inc. Aerofina celda 2
U
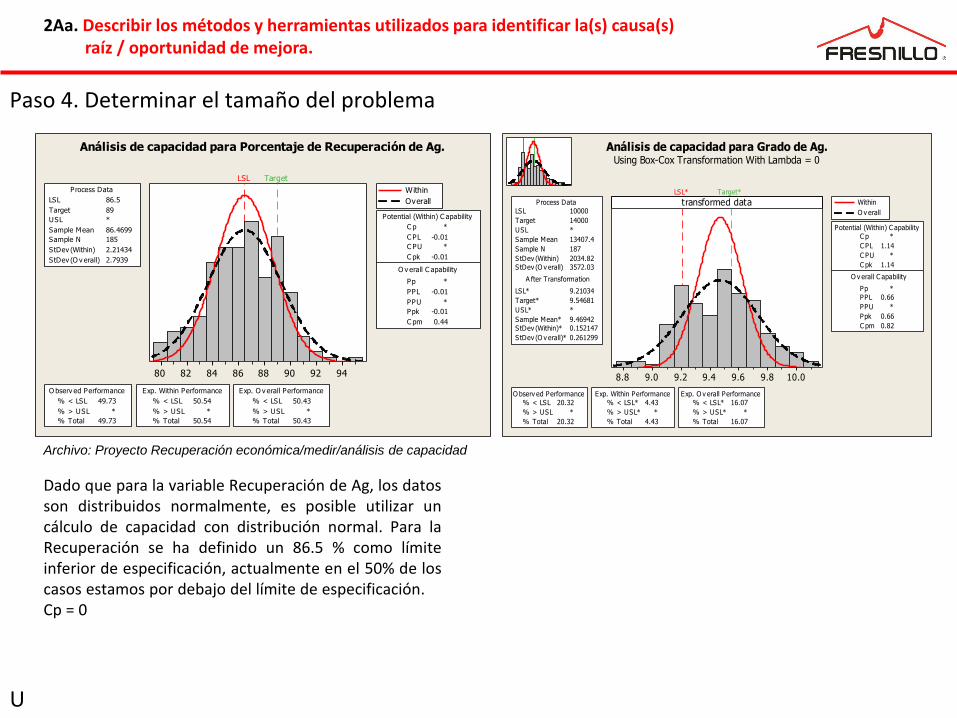
Paso 4. Determinar el tamaño del problema
Dado que para la variable Recuperación de Ag, los datos son distribuidos normalmente, es posible utilizar un cálculo de capacidad con distribución normal. Para la Recuperación se ha definido un 86.5 % como límite inferior de especificación, actualmente en el 50% de los casos estamos por debajo del límite de especificación. Cp = 0
9492908886848280
LSL Target
LSL 86.5
Target 89
USL *
Sample Mean 86.4699
Sample N 185
StDev (Within) 2.21434
StDev (O v erall) 2.7939
Process Data
C p *
C PL -0.01
C PU *
C pk -0.01
Pp *
PPL -0.01
PPU *
Ppk -0.01
C pm 0.44
O v erall C apability
Potential (Within) C apability
% < LSL 49.73
% > USL *
% Total 49.73
O bserv ed Performance
% < LSL 50.54
% > USL *
% Total 50.54
Exp. Within Performance
% < LSL 50.43
% > USL *
% Total 50.43
Exp. O v erall Performance
Within
Overall
Análisis de capacidad para Porcentaje de Recuperación de Ag.
Archivo: Proyecto Recuperación económica/medir/análisis de capacidad
10.09.89.69.49.29.08.8
transformed dataLSL* Target*
USL* *
Sample Mean* 9.46942
StDev (Within)* 0.152147
StDev (O v erall)* 0.261299
LSL 10000
Target 14000
USL *
Sample Mean 13407.4
Sample N 187
StDev (Within) 2034.82
StDev (O v erall) 3572.03
LSL* 9.21034
Target* 9.54681
A fter Transformation
Process Data
C p *
C PL 1.14
C PU *
C pk 1.14
Pp *
PPL 0.66
PPU *
Ppk 0.66
C pm 0.82
O v erall C apability
Potential (Within) C apability
% < LSL 20.32
% > USL *
% Total 20.32
O bserv ed Performance
% < LSL* 4.43
% > USL* *
% Total 4.43
Exp. Within Performance
% < LSL* 16.07
% > USL* *
% Total 16.07
Exp. O v erall Performance
Within
O v erall
Análisis de capacidad para Grado de Ag.Using Box-Cox Transformation With Lambda = 0
2Aa. Describir los métodos y herramientas utilizados para identificar la(s) causa(s) raíz / oportunidad de mejora.
U

Lluvia de ideas
Paso 5. Determinar causas potenciales.
2Aa. Describir los métodos y herramientas utilizados para identificar la(s) causa(s) raíz / oportunidad de mejora.
U
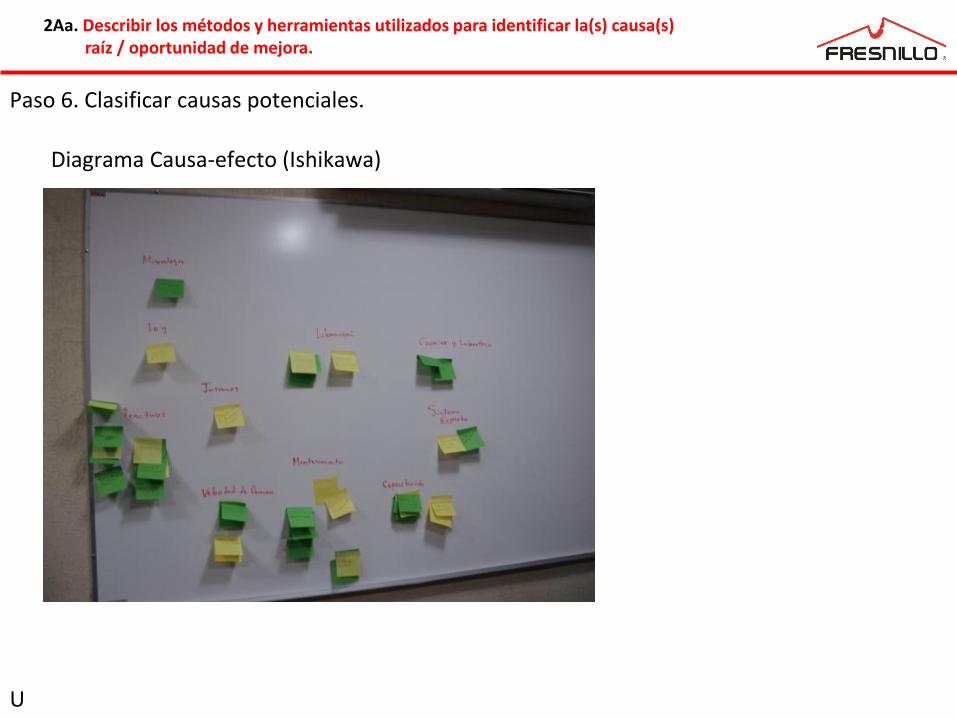
Paso 6. Clasificar causas potenciales.
Diagrama Causa-efecto (Ishikawa)
2Aa. Describir los métodos y herramientas utilizados para identificar la(s) causa(s) raíz / oportunidad de mejora.
U
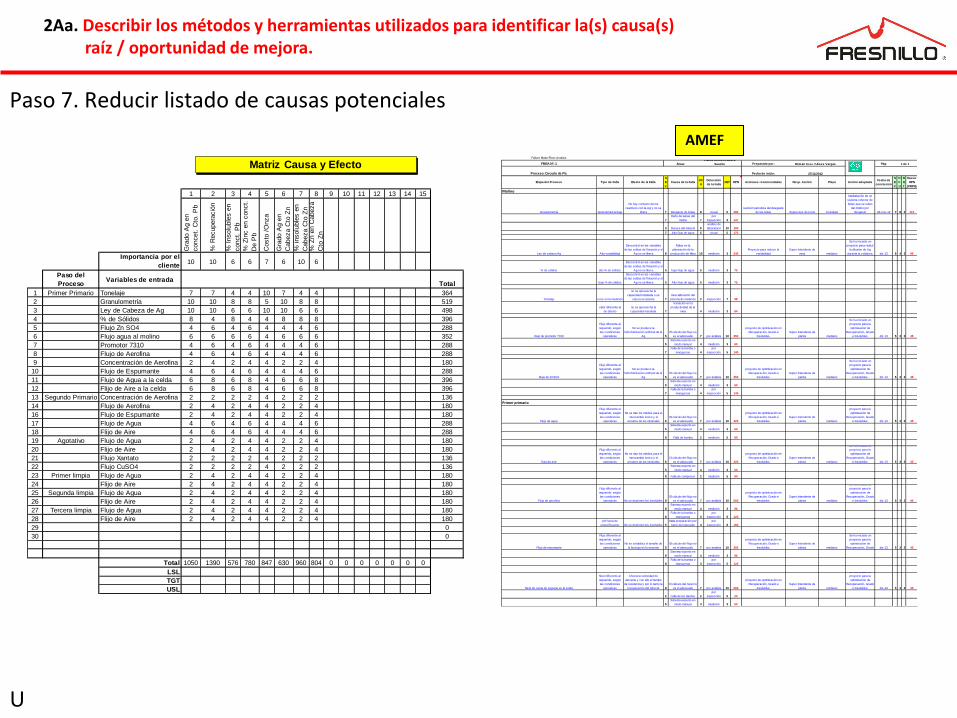
Paso 7. Reducir listado de causas potenciales
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Gra
do A
g e
n
concet.
Cto
. P
b
% R
ecupera
ció
n
% I
nsolu
ble
s e
n
conct.
Pb
% Z
inc e
n c
onct.
De P
b
Costo
/O
nza
Gra
do A
g e
n
Cabeza C
to Z
n
% insolu
ble
s e
n
Cabeza C
to Z
n%
Zn e
n C
abeza
Cto
Zn
Importancia por el
cliente10 10 6 6 7 6 10 6
Paso del
ProcesoVariables de entrada
Total
1 Primer Primario Tonelaje 7 7 4 4 10 7 4 4 364
2 Granulometría 10 10 8 8 5 10 8 8 519
3 Ley de Cabeza de Ag 10 10 6 6 10 10 6 6 498
4 % de Sólidos 8 4 8 4 4 8 8 8 396
5 Flujo Zn SO4 4 6 4 6 4 4 4 6 288
6 Flujo agua al molino 6 6 6 6 4 6 6 6 352
7 Promotor 7310 4 6 4 6 4 4 4 6 288
8 Flujo de Aerofina 4 6 4 6 4 4 4 6 288
9 Concentración de Aerofina 2 4 2 4 4 2 2 4 180
10 Flujo de Espumante 4 6 4 6 4 4 4 6 288
11 Flujo de Agua a la celda 6 8 6 8 4 6 6 8 396
12 Flijo de Aire a la celda 6 8 6 8 4 6 6 8 396
13 Segundo Primario Concentración de Aerofina 2 2 2 2 4 2 2 2 136
14 Flujo de Aerofina 2 4 2 4 4 2 2 4 180
16 Flujo de Espumante 2 4 2 4 4 2 2 4 180
17 Flujo de Agua 4 6 4 6 4 4 4 6 288
18 Flijo de Aire 4 6 4 6 4 4 4 6 288
19 Agotativo Flujo de Agua 2 4 2 4 4 2 2 4 180
20 Flijo de Aire 2 4 2 4 4 2 2 4 180
21 Flujo Xantato 2 2 2 2 4 2 2 2 136
22 Flujo CuSO4 2 2 2 2 4 2 2 2 136
23 Primer limpia Flujo de Agua 2 4 2 4 4 2 2 4 180
24 Flijo de Aire 2 4 2 4 4 2 2 4 180
25 Segunda limpia Flujo de Agua 2 4 2 4 4 2 2 4 180
26 Flijo de Aire 2 4 2 4 4 2 2 4 180
27 Tercera limpia Flujo de Agua 2 4 2 4 4 2 2 4 180
28 Flijo de Aire 2 4 2 4 4 2 2 4 180
29 0
30 0
Total 1050 1390 576 780 847 630 960 804 0 0 0 0 0 0 0
LSL
TGT
USL
Matriz Causa y EfectoFailure Mode Efect Analisis
FMEA Nº: 1 Preparado por: Pág:
Proceso: Circuito de Pb. Fecha de início:
Etapa del Proceso Tipo de Falla Efecto de la Falla
S
E
V
Causa de la FallaOC
U
Detección
de la FallaDET RPN Acciones recomendadas Resp. Acción Plazo Acción adoptada
Fecha de
conclusión
S
E
V
O
C
U
D
E
T
Nuevo
RPN
(PRPN)
Molino
Granulometría Granulometría baja
No hay contacto de los
reactivos con la Ag y no se
libera 7 Desgaste de bolas 8 visual 5 280
revisión periodica del desgaste
de las bolas Supervisor de turno inmediato
habiliatación de un
sistema colector de
bolas que se salen
del molino por
desgaste 28-nov-12 7 8 2 112
7
Daño de lainas del
molino 7
por
inspección 3 147
3 Dureza del mineral 5
análisis de
laboratorio 10 150
7 Alto f lujo de agua 5 visual 5 175
Ley de cabeza Ag Alta variabilidad
Descontrol en las variables
de las celdas de f lotación y el
Ag no se libera 8
Fallas en la
planeación de la
producción de Mina 10 medición 3 240
Proyecto para reducir la
variabilidad
Super Intendente de
mina mediano
Se ha iniciado un
proyecto para redicir
la dilusión de Ag
durante la voladura. dic-13 8 4 3 96
% de sólidos alto % de sólidos
Descontrol en las variables
de las celdas de f lotación y el
Ag no se libera 5 bajo f lujo de agua 5 medición 3 75
bajo % de sólidos
Descontrol en las variables
de las celdas de f lotación y el
Ag no se libera 5 Alto f lujo de agua 5 medición 3 75
Tonelaje error en la medición
no se aprovecha la
capacidad instalada o se
satura al sistema 7
Descalibración del
sistema de medición 2 inspección 7 98
valor diferente al
de diseño
no se aprovecha la
capacidad instalada 7
Variación en la
productividad de la
mina 4 medición 3 84
Flujo de promotor 7310
Flujo diferente al
requerido, según
las condiciones
operativas
No se produce la
hidrofobización artif icial de la
Ag 5
El cálculo del f lujo no
es el adecuado 7 por análisis 10 350
proyecto de optimización en
Recuperación, Grado e
Insolubles.
Super Intendente de
planta mediano
Se ha iniciado un
proyecto para la
optimización de
Recuperación, Grado
e Insolubles. dic-13 5 3 3 45
5
Sistema experto en
modo manual 4 medición 3 60
7
Falla de la bomba o
mangueras 4
por
inspección 5 140
Flujo de ZnSO4
Flujo diferente al
requerido, según
las condiciones
operativas
No se produce la
hidrofobización artif icial de la
Ag 5
El cálculo del f lujo no
es el adecuado 7 por análisis 10 350
proyecto de optimización en
Recuperación, Grado e
Insolubles.
Super Intendente de
planta mediano
Se ha iniciado un
proyecto para la
optimización de
Recuperación, Grado
e Insolubles. dic-13 5 3 3 45
5
Sistema experto en
modo manual 4 medición 3 60
7
Falla de la bomba o
mangueras 4
por
inspección 5 140
Primer primario
Flujo de agua
Flujo diferente al
requerido, según
las condiciones
operativas
No se dan los medios para el
intercambio ionico y el
arrastre de los minerales 6
El cálculo del f lujo no
es el adecuado 7 por análisis 10 420
proyecto de optimización en
Recuperación, Grado e
Insolubles.
Super Intendente de
planta mediano
Se ha iniciado un
proyecto para la
optimización de
Recuperación, Grado
e Insolubles. dic-13 5 3 3 45
5
Sistema experto en
modo manual 4 medición 3 60
8 Falla de bomba 2 medición 5 80
f lujo de aire
Flujo diferente al
requerido, según
las condiciones
operativas
No se dan los medios para el
intercambio ionico y el
arrastre de los minerales 6
El cálculo del f lujo no
es el adecuado 7 por análisis 10 420
proyecto de optimización en
Recuperación, Grado e
Insolubles.
Super Intendente de
planta mediano
Se ha iniciado un
proyecto para la
optimización de
Recuperación, Grado
e Insolubles. dic-13 5 3 3 45
5
Sistema experto en
modo manual 4 medición 3 60
8 Falla de compresor 2 medición 5 80
Flujo de aerofina
Flujo diferente al
requerido, según
las condiciones
operativas No se deprimen los insolubles 8
El cálculo del f lujo no
es el adecuado 7 por análisis 10 560
proyecto de optimización en
Recuperación, Grado e
Insolubles.
Super Intendente de
planta mediano
Se ha iniciado un
proyecto para la
optimización de
Recuperación, Grado
e Insolubles. dic-13 5 3 3 45
8
Sistema experto en
modo manual 4 medición 3 96
8
Falla de la bomba o
mangueras 3
por
inspección 5 120
pH fuera de
especif icación No se deprimen los insolubles 5
Mala preparación por
parte del operador 4
por
inspección 8 160
Flujo de espumante
Flujo diferente al
requerido, según
las condiciones
operativas
No se estabiliza el tamaño de
la burbuja en la espuma 5
El cálculo del f lujo no
es el adecuado 7 por analisis 10 350
proyecto de optimización en
Recuperación, Grado e
Insolubles.
Super Intendente de
planta mediano
Se ha iniciado un
proyecto para la
optimización de
Recuperación, Grado dic-13 5 3 3 45
8
Sistema experto en
modo manual 4 medición 3 96
8
Falla de la bomba o
mangueras 3
por
inspección 5 120
Nivel de cama de espuma en la celda
Nivel diferente al
requerido, según
las condiciones
operativas
Afecta la velocidad de
derrame y con ello el tiempo
de residencia y por lo tanto la
recuperación del mineral. 8
El cálculo del nivel no
es el adecuado 7 por análisis 10 560
proyecto de optimización en
Recuperación, Grado e
Insolubles.
Super Intendente de
planta mediano
Se ha iniciado un
proyecto para la
optimización de
Recuperación, Grado
e Insolubles. dic-13 5 3 3 45
2 Falla de los dardos 2
por
inspección 5 20
5
Sistema experto en
modo manual 4 medición 3 60
1 de 1Área:
Planta concentradora
Saucito Román Cruz / Ulises Vargas
27/11/2012
AMEF
2Aa. Describir los métodos y herramientas utilizados para identificar la(s) causa(s) raíz / oportunidad de mejora.
U
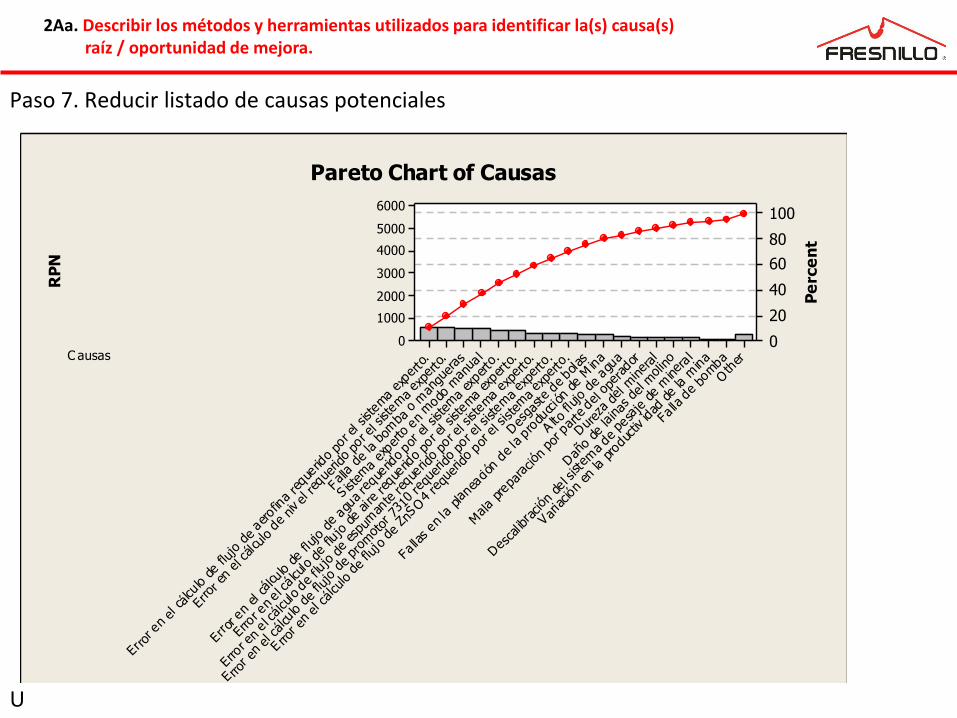
Paso 7. Reducir listado de causas potenciales
2Aa. Describir los métodos y herramientas utilizados para identificar la(s) causa(s) raíz / oportunidad de mejora.
C ausas
Oth
er
Falla
de
bomba
V ariació
n en
la pro
ductiv
idad
de
la m
ina
Des
calib
ración
del sist
ema de
pes
aje
de m
iner
al
Dañ
o de
lainas
del m
olino
Dur
eza
del m
iner
al
Mala
prep
arac
ión po
r par
te d
el o
perado
r
Alto
flujo
de a
gua
Falla
s en
la p
lane
ación
de la
pro
ducción
de M
ina
Des
gaste
de b
olas
E rror e
n el cálcu
lo de
fluj
o de
ZnS
O4
requ
erido
por e
l sist
ema ex
perto.
E rror e
n el cálcu
lo d
e flu
jo d
e pr
omot
or 7
310
requ
erido
por e
l sist
ema ex
perto.
Erro
r en el cá lcu
lo d
e flu
jo d
e es
pum
ante
req
uerid
o po
r el s
istem
a ex
perto.
Erro
r en e l cálcu
lo d
e flu
jo d
e aire req
uerid
o po
r el s
istem
a ex
perto.
Erro
r en
el cálcu
lo de
flujo
de
agua
req
uerid
o po
r el s
istem
a ex
perto.
S istem
a ex
perto
en m
odo
man
ual
Fall
a de
la b
omba
o m
angu
eras
Erro
r en
el c
álcu
lo d
e niv el
req
uerid
o po
r el s
istem
a ex
perto.
Error e
n el cálcu
lo de
flujo
de ae
rofin
a requ
erido
por e
l sist
ema
expe
rto.
6000
5000
4000
3000
2000
1000
0
100
80
60
40
20
0
RP
N
Pe
rce
nt
Pareto Chart of Causas
U
2Ab. Describir el análisis de datos utilizado para identificar la(s) causa(s) raíz potencial/ oportunidad de mejora.
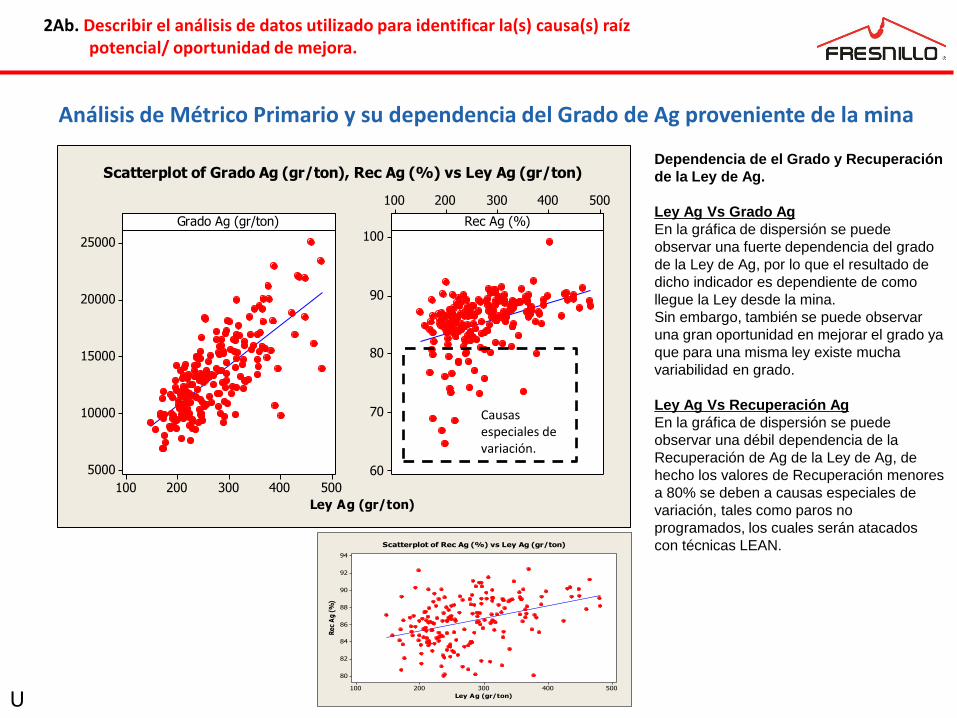
Análisis de Métrico Primario y su dependencia del Grado de Ag proveniente de la mina
Dependencia de el Grado y Recuperación
de la Ley de Ag.
Ley Ag Vs Grado Ag
En la gráfica de dispersión se puede
observar una fuerte dependencia del grado
de la Ley de Ag, por lo que el resultado de
dicho indicador es dependiente de como
llegue la Ley desde la mina.
Sin embargo, también se puede observar
una gran oportunidad en mejorar el grado ya
que para una misma ley existe mucha
variabilidad en grado.
Ley Ag Vs Recuperación Ag
En la gráfica de dispersión se puede
observar una débil dependencia de la
Recuperación de Ag de la Ley de Ag, de
hecho los valores de Recuperación menores
a 80% se deben a causas especiales de
variación, tales como paros no
programados, los cuales serán atacados
con técnicas LEAN.
500400300200100
25000
20000
15000
10000
5000
500400300200100
100
90
80
70
60
Grado Ag (gr/ton)
Ley Ag (gr/ton)
Rec Ag (%)
Scatterplot of Grado Ag (gr/ton), Rec Ag (%) vs Ley Ag (gr/ton)
Causas especiales de variación.
500400300200100
94
92
90
88
86
84
82
80
Ley Ag (gr/ton)
Re
c A
g (
%)
Scatterplot of Rec Ag (%) vs Ley Ag (gr/ton)
U
2Ab. Describir el análisis de datos utilizado para identificar la(s) causa(s) raíz potencial/ oportunidad de mejora.
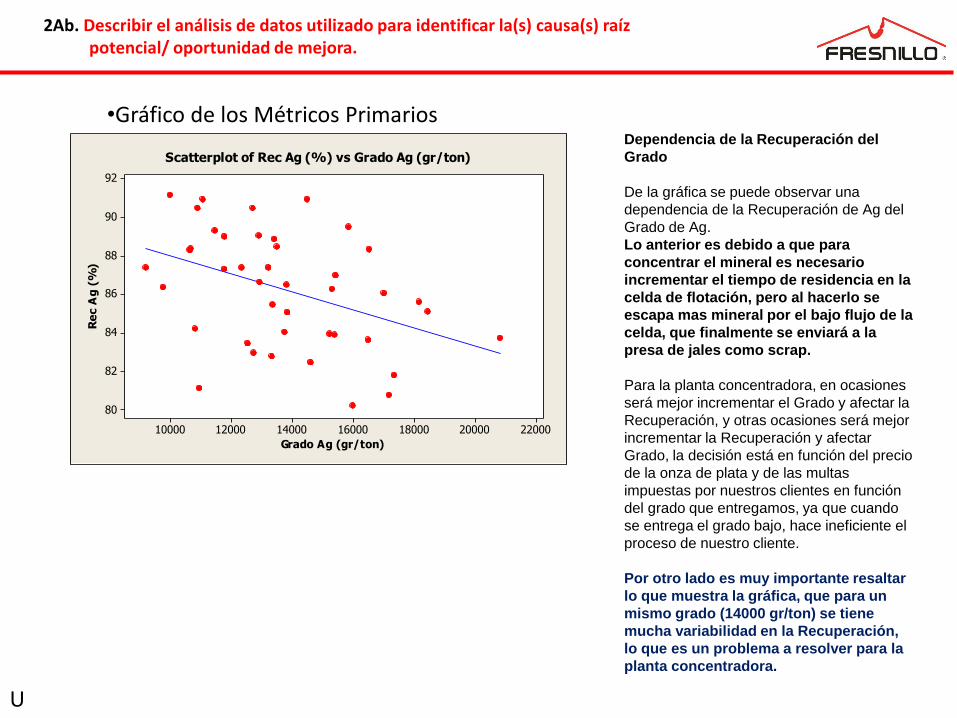
•Gráfico de los Métricos Primarios
22000200001800016000140001200010000
92
90
88
86
84
82
80
Grado Ag (gr/ton)
Re
c A
g (
%)
Scatterplot of Rec Ag (%) vs Grado Ag (gr/ton)
Dependencia de la Recuperación del
Grado
De la gráfica se puede observar una
dependencia de la Recuperación de Ag del
Grado de Ag.
Lo anterior es debido a que para
concentrar el mineral es necesario
incrementar el tiempo de residencia en la
celda de flotación, pero al hacerlo se
escapa mas mineral por el bajo flujo de la
celda, que finalmente se enviará a la
presa de jales como scrap.
Para la planta concentradora, en ocasiones
será mejor incrementar el Grado y afectar la
Recuperación, y otras ocasiones será mejor
incrementar la Recuperación y afectar
Grado, la decisión está en función del precio
de la onza de plata y de las multas
impuestas por nuestros clientes en función
del grado que entregamos, ya que cuando
se entrega el grado bajo, hace ineficiente el
proceso de nuestro cliente.
Por otro lado es muy importante resaltar
lo que muestra la gráfica, que para un
mismo grado (14000 gr/ton) se tiene
mucha variabilidad en la Recuperación,
lo que es un problema a resolver para la
planta concentradora.
U
2Ab. Describir el análisis de datos utilizado para identificar la(s) causa(s) raíz potencial/ oportunidad de mejora.
400
300
200
12986431
24000
16000
8000
96
88
80
-18
-24
-30
-15
-20
-25
6
4
2
12986431
1.5
1.0
0.5
10
5
0
12986431
10
5
0
A g g/t
Index
Grado Pb Recuperacion A g
Niv el 1er primario Niv el 2o Primario cel 1 A ire 1er Primario
A ire 2o Primario C el 1 V el Derrame 1er Prim V el Derrame 2o Prim C el 1
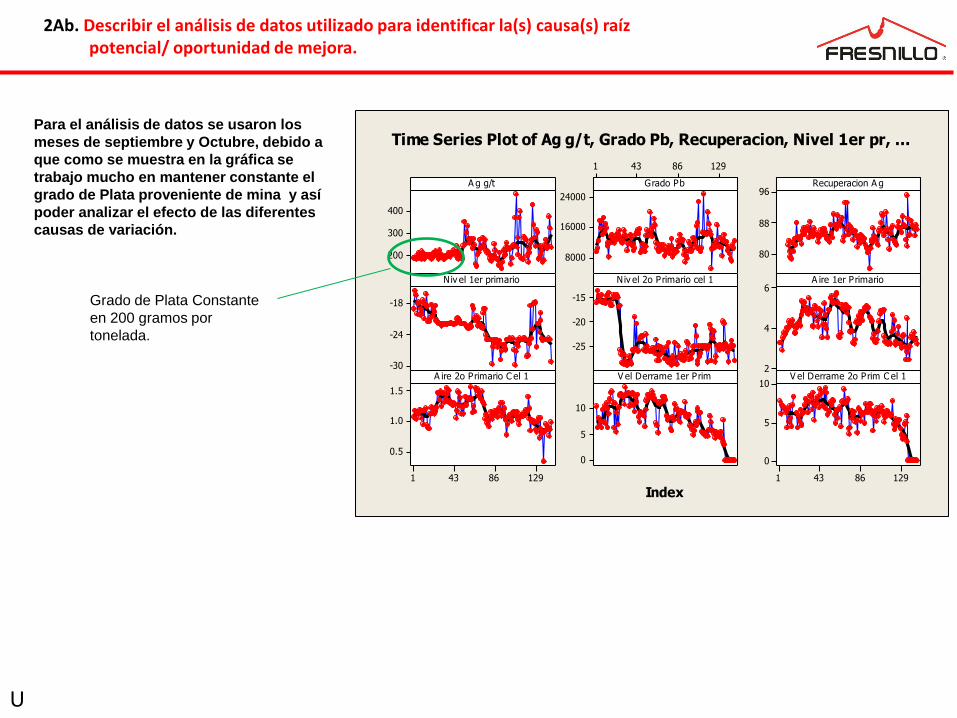
Time Series Plot of Ag g/t, Grado Pb, Recuperacion, Nivel 1er pr, ...Para el análisis de datos se usaron los
meses de septiembre y Octubre, debido a
que como se muestra en la gráfica se
trabajo mucho en mantener constante el
grado de Plata proveniente de mina y así
poder analizar el efecto de las diferentes
causas de variación.
Grado de Plata Constante
en 200 gramos por
tonelada.
U
2Ab. Describir el análisis de datos utilizado para identificar la(s) causa(s) raíz potencial/ oportunidad de mejora.
Vel Derrame 2o Prim Cel 1
Ve
l D
err
am
e 1
er
Pri
m
98765
14
13
12
11
10
9
8
7
6
>
–
–
–
–
–
–
–
–
–
<
88 89
89
80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
Ag
Recuperacion
Contour Plot of Recuperacion Ag vs Vel Derrame 1er , Vel Derrame 2o P
Aire 2o Primario Cel 1
Air
e 1
er
Pri
ma
rio
1.51.41.31.21.1
5.4
5.2
5.0
4.8
4.6
4.4
4.2
4.0
3.8
3.6
>
–
–
–
–
–
–
–
–
–
<
88 89
89
80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
Ag
Recuperacion
Contour Plot of Recuperacion Ag vs Aire 1er Primari, Aire 2o Primario
Nivel 2o Primario cel 1
Niv
el 1
er
pri
ma
rio
-15.0-17.5-20.0-22.5-25.0-27.5
-17
-18
-19
-20
-21
-22
>
–
–
–
–
–
–
–
–
–
<
88 89
89
80
80 81
81 82
82 83
83 84
84 85
85 86
86 87
87 88
Ag
Recuperacion
Contour Plot of Recuperacion Ag vs Nivel 1er primar, Nivel 2o Primari
U
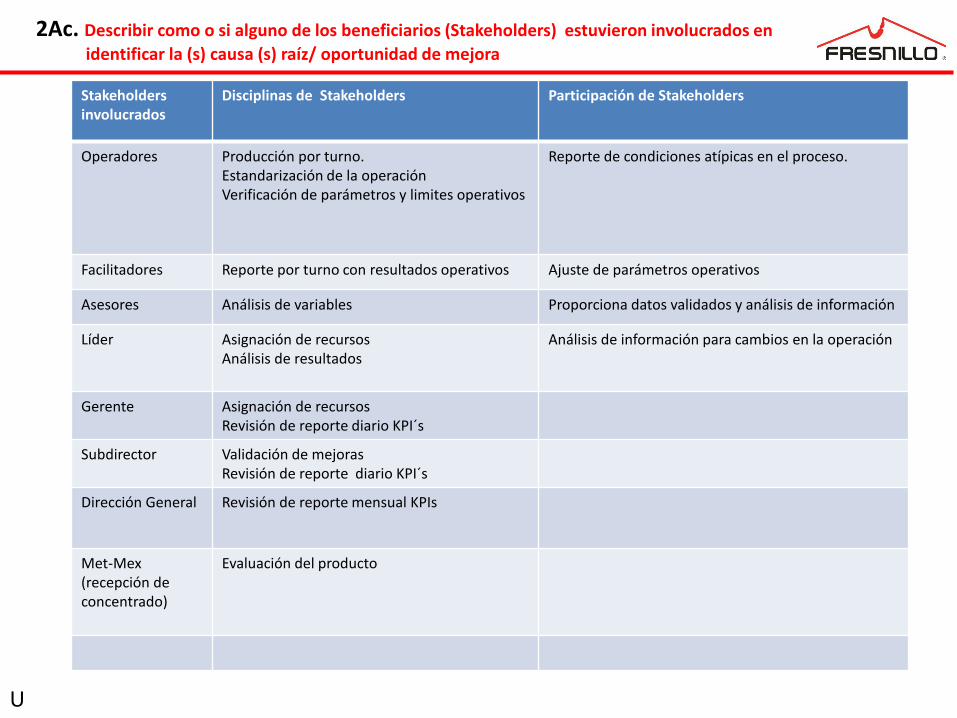
2Ac. Describir como o si alguno de los beneficiarios (Stakeholders) estuvieron involucrados en
identificar la (s) causa (s) raíz/ oportunidad de mejora
Stakeholders involucrados
Disciplinas de Stakeholders Participación de Stakeholders
Operadores Producción por turno. Estandarización de la operación Verificación de parámetros y limites operativos
Reporte de condiciones atípicas en el proceso.
Facilitadores Reporte por turno con resultados operativos Ajuste de parámetros operativos
Asesores Análisis de variables Proporciona datos validados y análisis de información
Líder Asignación de recursos Análisis de resultados
Análisis de información para cambios en la operación
Gerente Asignación de recursos Revisión de reporte diario KPI´s
Subdirector Validación de mejoras Revisión de reporte diario KPI´s
Dirección General Revisión de reporte mensual KPIs
Met-Mex (recepción de concentrado)
Evaluación del producto
U
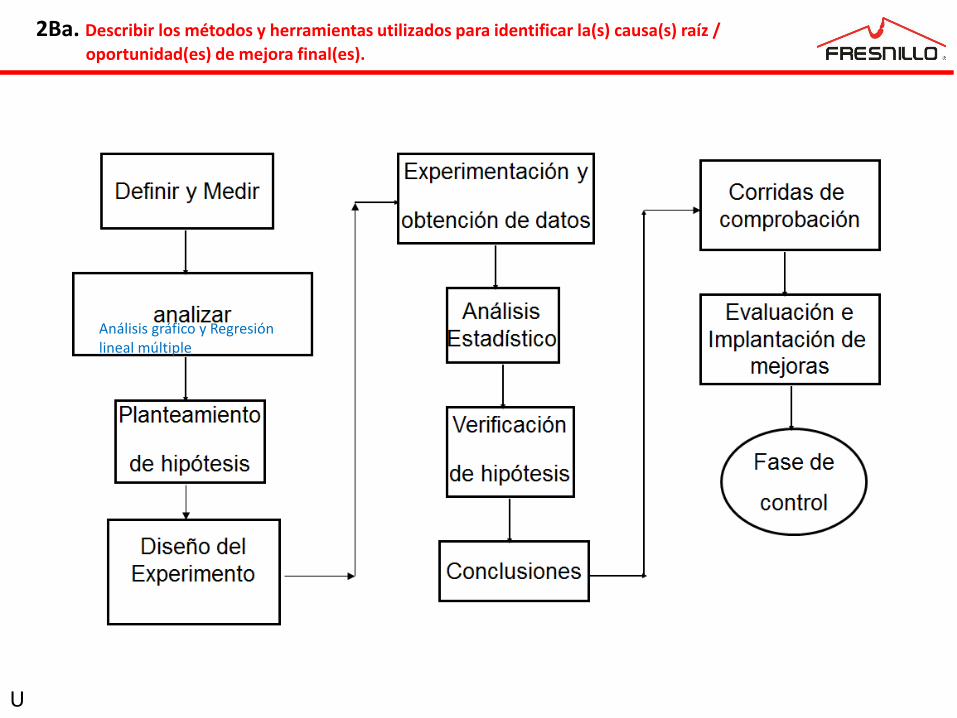
2Ba. Describir los métodos y herramientas utilizados para identificar la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
Análisis gráfico y Regresión lineal múltiple
U
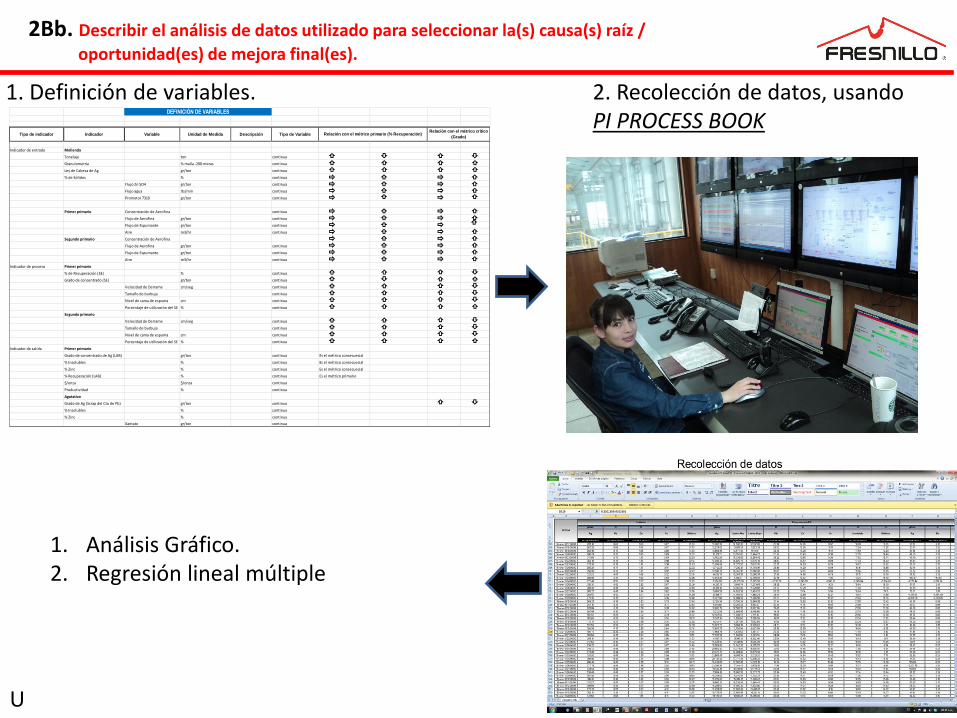
2Bb. Describir el análisis de datos utilizado para seleccionar la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
Tipo de indicador Indicador Variable Unidad de Medida Descripción Tipo de Variable
Indicador de entrada Molienda
Tonelaje ton continua
Granulometría % malla -200 micras continua
Ley de Cabeza de Ag gr/ton continua
% de Sólidos % continua
Flujo Zn SO4 gr/ton continua
Flujo agua lts/min continua
Promotor 7310 gr/ton continua
Primer primario Concentración de Aerofina continua
Flujo de Aerofina gr/ton continua
Flujo de Espumante gr/ton continua
Aire m3/hr continua
Segundo primario Concentración de Aerofina
Flujo de Aerofina gr/ton continua
Flujo de Espumante gr/ton continua
Aire m3/hr continua
Indicador de proceso Primer primario
% de Recuperación (SE) % continua
Grado de concentrado (SE) gr/ton continua
Velocidad de Derrame cm/seg continua
Tamaño de burbuja continua
Nivel de cama de espuma cm continua
Porcentaje de utilización del SE % continua
Segundo primario
Velocidad de Derrame cm/seg continua
Tamaño de burbuja continua
Nivel de cama de espuma cm continua
Porcentaje de utilización del SE % continua
Indicador de salida Primer primario
Grado de concentrado de Ag (LAB) gr/ton continua Es el métrico consecuecial
% Insolubles % continua Es el métrico consecuecial
% Zinc % continua Es el métrico consecuecial
% Recuperación (LAB) % continua Es el métrico primario
$/onza $/onza continua
Productividad % continua
Agotativo
Grado de Ag (Scrap del Cto de Pb) gr/ton continua
% Insolubles % continua
% Zinc % continua
Xantato gr/ton continua
DEFINICIÓN DE VARIABLES
Relación con el métrico primario (% Recuperación)Relación con el métrico crítico
(Grado)
1. Definición de variables. 2. Recolección de datos, usando PI PROCESS BOOK
1. Análisis Gráfico. 2. Regresión lineal múltiple
U
2Bb. Describir el análisis de datos utilizado para seleccionar la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
320300280
95
90
85
-22-24-26 5.03.52.0
5.03.52.0 1007550 15105
95
90
85
907560
95
90
85
963
A g (gr/ton) C abeza
Re
c c
alc
Niv el primario 1 de Pb (cm) A ire primario 1 de Pb (cm)
V elocidad de Derrame 1er pri C 1 gr/ton de ZnSO 4 al SA G gr/ton de Promotor 7310 al SA G
Espumante 1er Primario (gr/ton) A erofina 1er Primario (gr/ton)
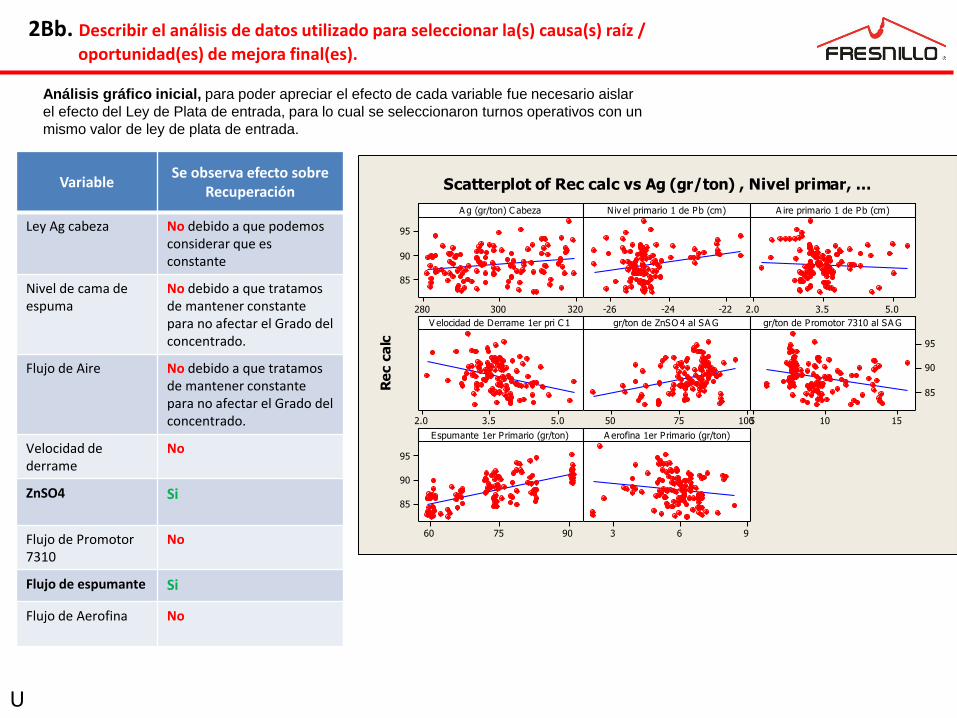
Scatterplot of Rec calc vs Ag (gr/ton) , Nivel primar, ...
Análisis gráfico inicial, para poder apreciar el efecto de cada variable fue necesario aislar
el efecto del Ley de Plata de entrada, para lo cual se seleccionaron turnos operativos con un
mismo valor de ley de plata de entrada.
Variable Se observa efecto sobre
Recuperación
Ley Ag cabeza No debido a que podemos considerar que es constante
Nivel de cama de espuma
No debido a que tratamos de mantener constante para no afectar el Grado del concentrado.
Flujo de Aire No debido a que tratamos de mantener constante para no afectar el Grado del concentrado.
Velocidad de derrame
No
ZnSO4 Si
Flujo de Promotor 7310
No
Flujo de espumante Si
Flujo de Aerofina No
U
2Bb. Describir el análisis de datos utilizado para seleccionar la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
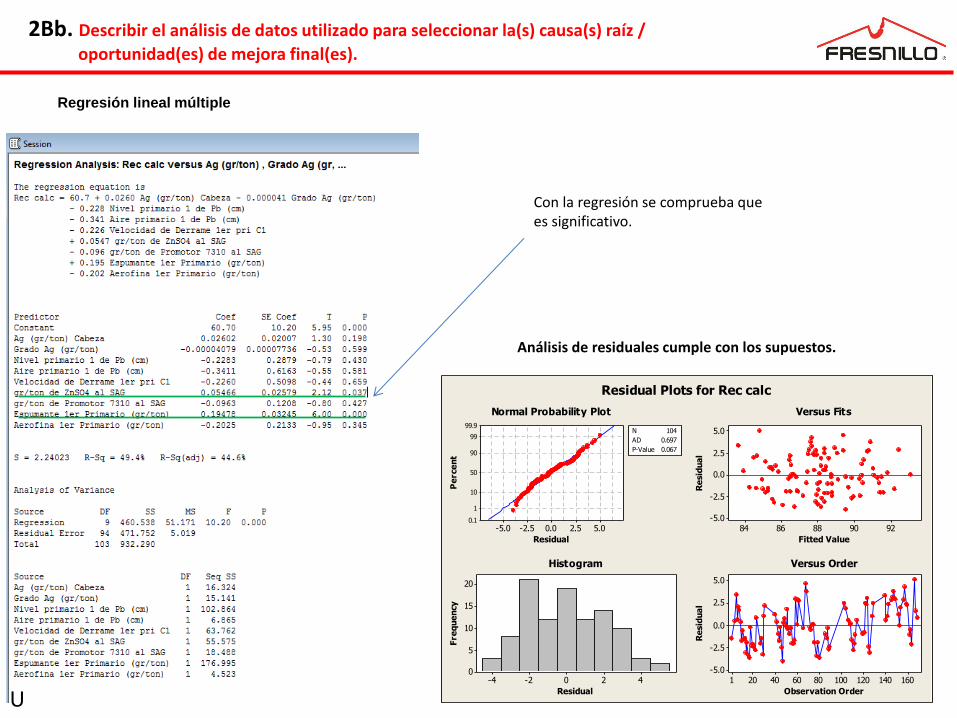
Regresión lineal múltiple
5.02.50.0-2.5-5.0
99.9
99
90
50
10
1
0.1
Residual
Pe
rce
nt
N 104
AD 0.697
P-Value 0.067
9290888684
5.0
2.5
0.0
-2.5
-5.0
Fitted Value
Re
sid
ua
l
420-2-4
20
15
10
5
0
Residual
Fre
qu
en
cy
160140120100806040201
5.0
2.5
0.0
-2.5
-5.0
Observation OrderR
esid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Rec calc
Con la regresión se comprueba que es significativo.
Análisis de residuales cumple con los supuestos.
U
2Bb. Describir el análisis de datos utilizado para seleccionar la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
1009080706050
99.9
99
95
90
80
7060504030
20
10
5
1
0.1
Data
Pe
rce
nt
88.83 2.589 90 0.159 0.948
74.94 7.137 74 0.767 0.044
Mean StDev N AD P
Rec calc
Espumante 1er Primario (gr/ton)
V ariable
Probability Plot of Rec calc, Espumante 1er Primario (gr/ton)Normal - 95% CI
5.02.50.0-2.5-5.0
99.9
99
90
50
10
1
0.1
Residual
Pe
rce
nt
N 73
AD 0.317
P-Value 0.533
908886
5.0
2.5
0.0
-2.5
-5.0
Fitted Value
Re
sid
ua
l
420-2-4
16
12
8
4
0
Residual
Fre
qu
en
cy
1101009080706050403020101
5.0
2.5
0.0
-2.5
-5.0
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Rec calc
9590858075706560
94
92
90
88
86
84
82
Espumante 1er Primario (gr/ton)
Re
c c
alc
S 2.13913
R-Sq 23.1%
R-Sq(adj) 22.0%
Fitted Line PlotRec calc = 76.26 + 0.1636 Espumante 1er Primario (gr/ton)
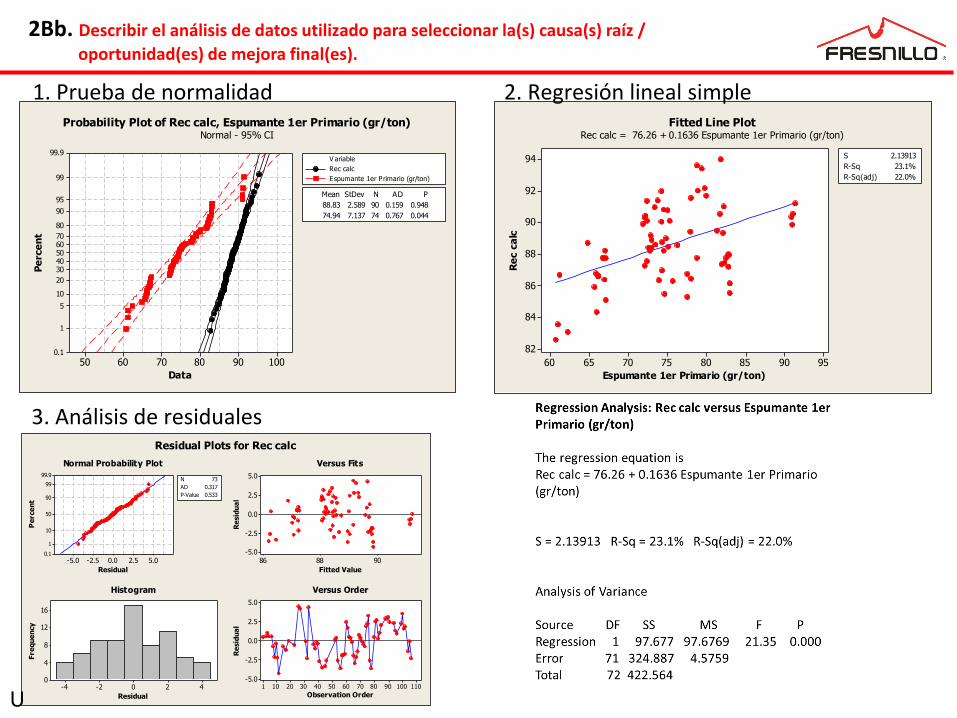
3. Análisis de residuales
1. Prueba de normalidad 2. Regresión lineal simple
U
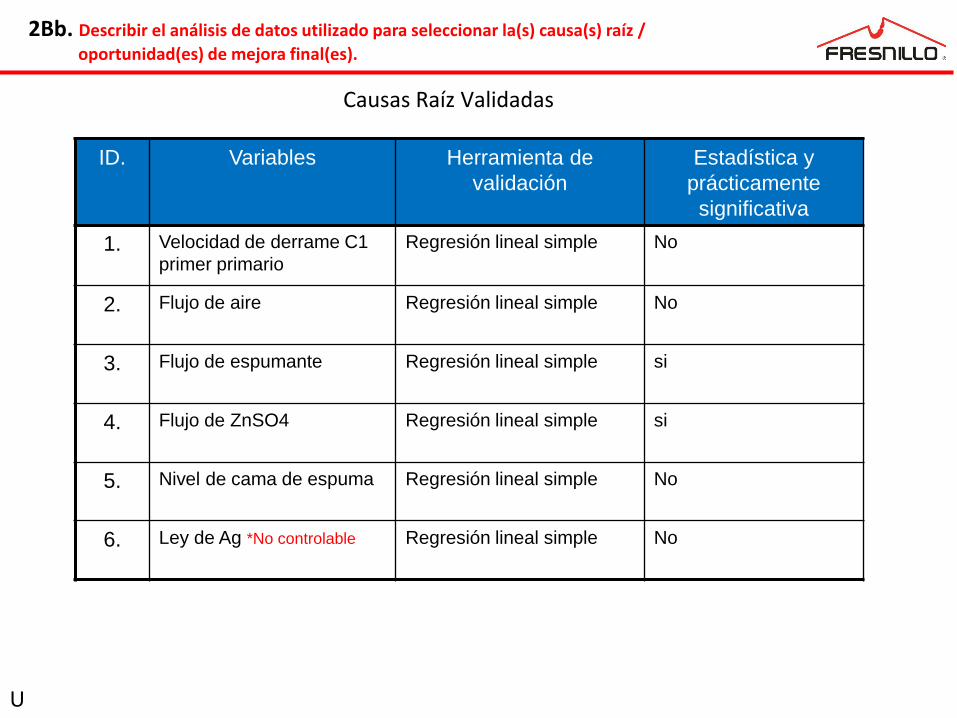
Causas Raíz Validadas
ID. Variables Herramienta de
validación
Estadística y
prácticamente
significativa
1. Velocidad de derrame C1
primer primario
Regresión lineal simple No
2. Flujo de aire Regresión lineal simple No
3. Flujo de espumante Regresión lineal simple si
4. Flujo de ZnSO4 Regresión lineal simple si
5. Nivel de cama de espuma Regresión lineal simple No
6. Ley de Ag *No controlable Regresión lineal simple No
2Bb. Describir el análisis de datos utilizado para seleccionar la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
U
2Bc. Identificar la(s) causa(s) raíz y explicar cómo validaron la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
ID. Variables Stakeholders que
participan en el análisis
Oportunidad final de mejora
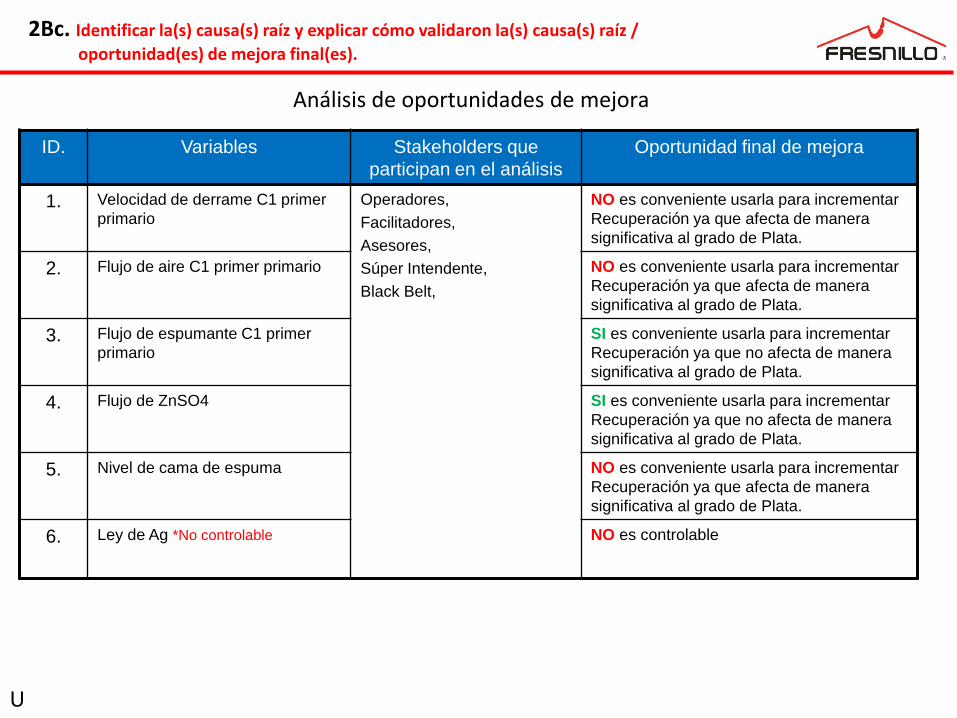
1. Velocidad de derrame C1 primer
primario
Operadores,
Facilitadores,
Asesores,
Súper Intendente,
Black Belt,
NO es conveniente usarla para incrementar
Recuperación ya que afecta de manera
significativa al grado de Plata.
2. Flujo de aire C1 primer primario NO es conveniente usarla para incrementar
Recuperación ya que afecta de manera
significativa al grado de Plata.
3. Flujo de espumante C1 primer
primario
SI es conveniente usarla para incrementar
Recuperación ya que no afecta de manera
significativa al grado de Plata.
4. Flujo de ZnSO4 SI es conveniente usarla para incrementar
Recuperación ya que no afecta de manera
significativa al grado de Plata.
5. Nivel de cama de espuma NO es conveniente usarla para incrementar
Recuperación ya que afecta de manera
significativa al grado de Plata.
6. Ley de Ag *No controlable NO es controlable
Análisis de oportunidades de mejora
U
2Bc. Identificar la(s) causa(s) raíz y explicar cómo validaron la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
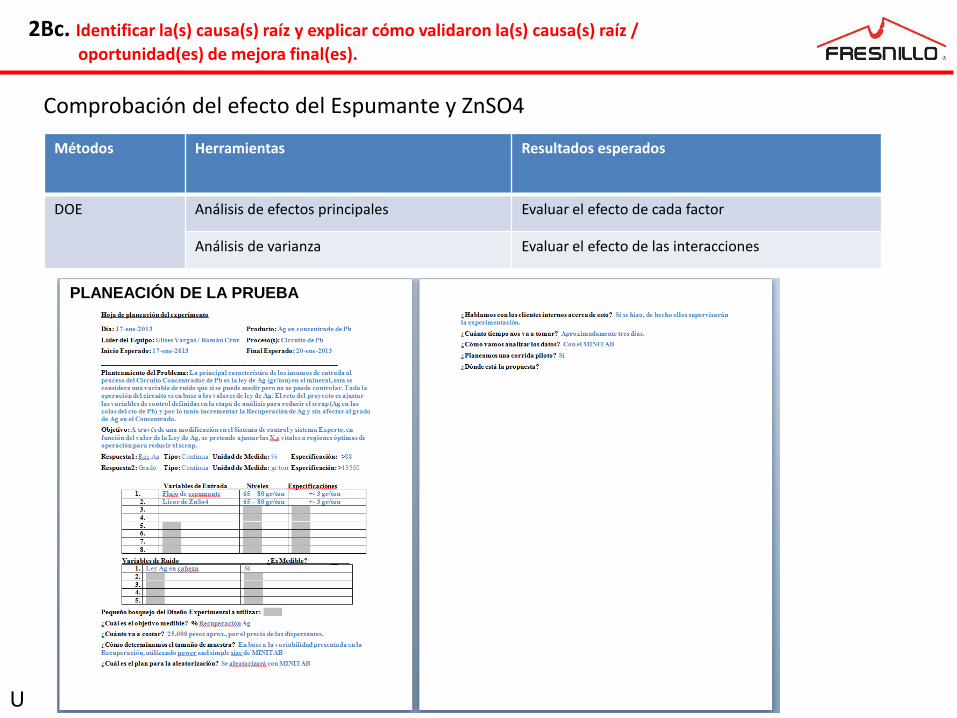
Métodos Herramientas Resultados esperados
DOE Análisis de efectos principales Evaluar el efecto de cada factor
Análisis de varianza Evaluar el efecto de las interacciones
Comprobación del efecto del Espumante y ZnSO4
PLANEACIÓN DE LA PRUEBA
U
2Bc. Identificar la(s) causa(s) raíz y explicar cómo validaron la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
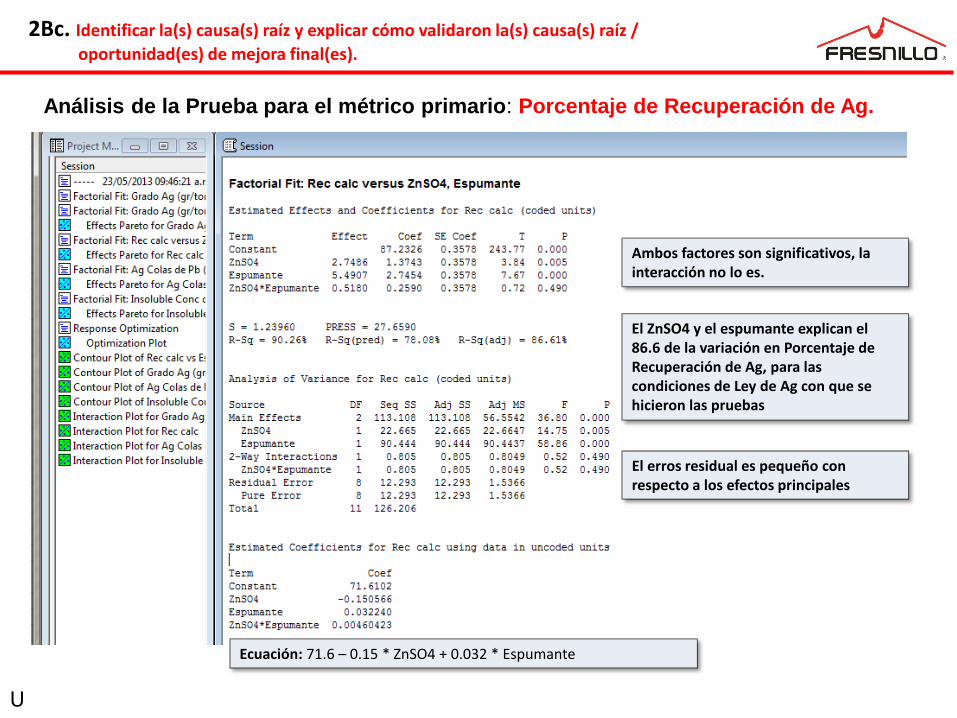
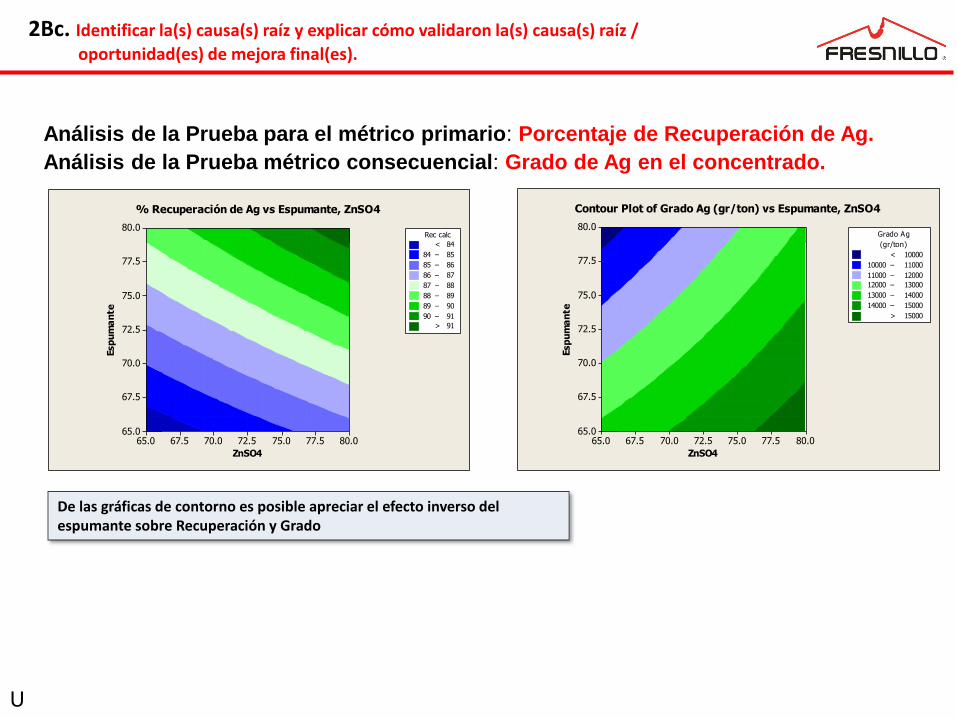
Análisis de la Prueba para el métrico primario: Porcentaje de Recuperación de Ag.
Ecuación: 71.6 – 0.15 * ZnSO4 + 0.032 * Espumante
Ambos factores son significativos, la interacción no lo es.
El erros residual es pequeño con respecto a los efectos principales
El ZnSO4 y el espumante explican el 86.6 de la variación en Porcentaje de Recuperación de Ag, para las condiciones de Ley de Ag con que se hicieron las pruebas
U
2Bc. Identificar la(s) causa(s) raíz y explicar cómo validaron la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
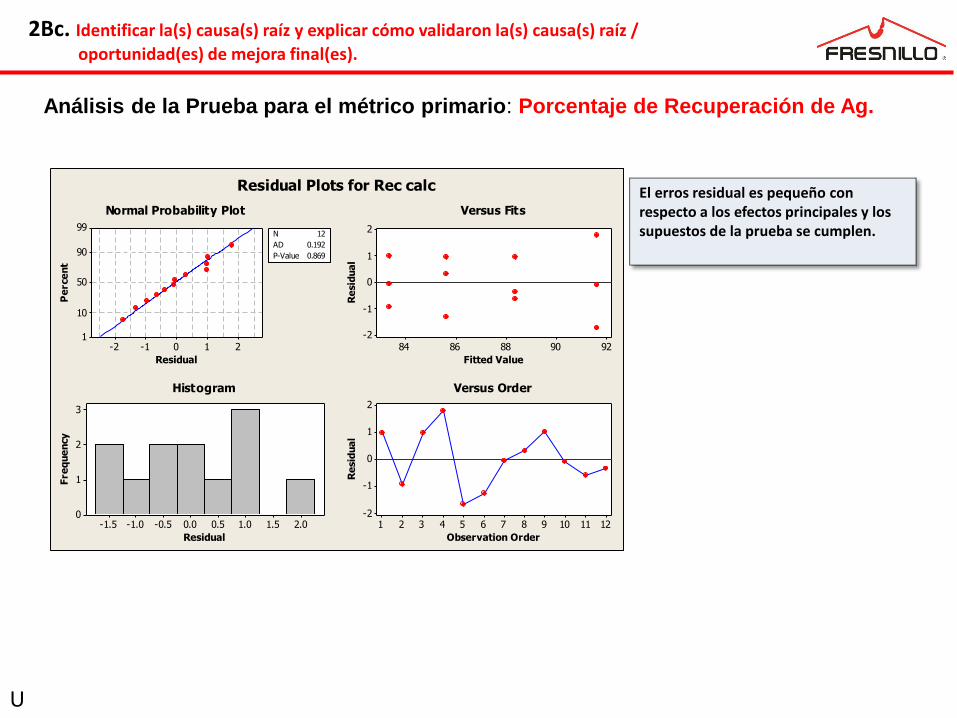
Análisis de la Prueba para el métrico primario: Porcentaje de Recuperación de Ag.
El erros residual es pequeño con respecto a los efectos principales y los supuestos de la prueba se cumplen.
210-1-2
99
90
50
10
1
Residual
Pe
rce
nt
N 12
AD 0.192
P-Value 0.869
9290888684
2
1
0
-1
-2
Fitted ValueR
esid
ua
l
2.01.51.00.50.0-0.5-1.0-1.5
3
2
1
0
Residual
Fre
qu
en
cy
121110987654321
2
1
0
-1
-2
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Rec calc
U
2Bc. Identificar la(s) causa(s) raíz y explicar cómo validaron la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
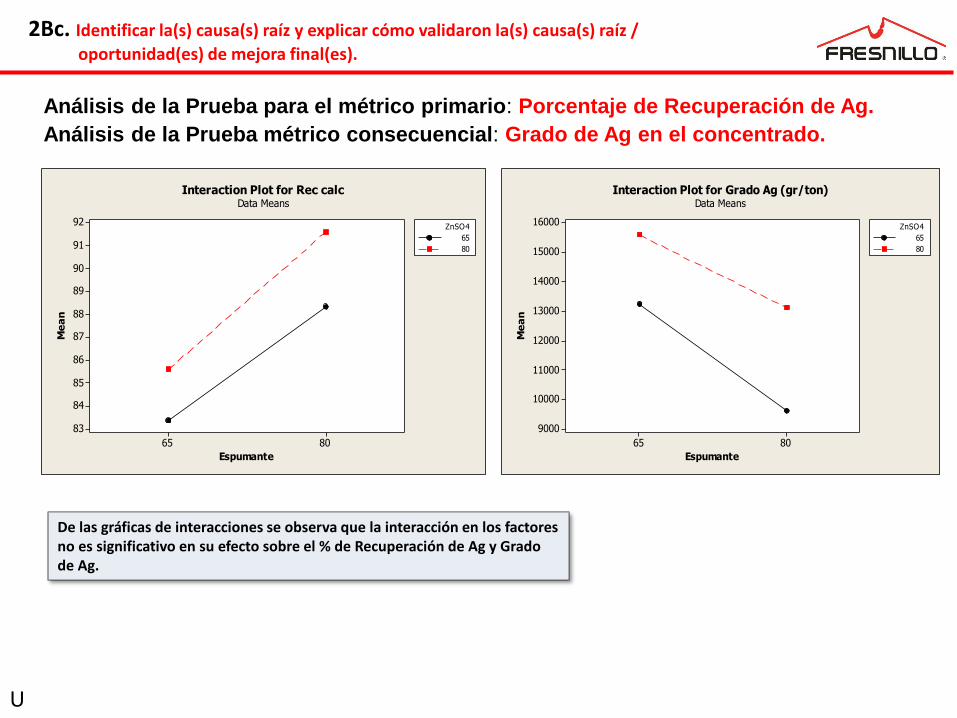
Análisis de la Prueba para el métrico primario: Porcentaje de Recuperación de Ag.
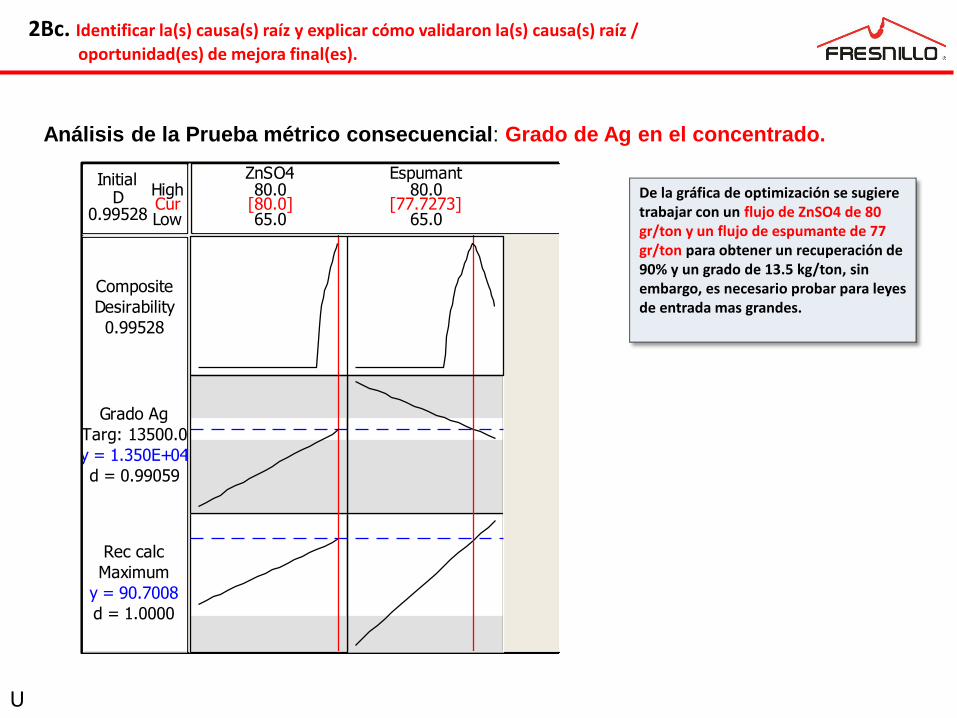
Análisis de la Prueba métrico consecuencial: Grado de Ag en el concentrado.
De las gráficas de interacciones se observa que la interacción en los factores no es significativo en su efecto sobre el % de Recuperación de Ag y Grado de Ag.
8065
92
91
90
89
88
87
86
85
84
83
Espumante
Me
an
65
80
ZnSO4
Interaction Plot for Rec calcData Means
8065
16000
15000
14000
13000
12000
11000
10000
9000
Espumante
Me
an
65
80
ZnSO4
Interaction Plot for Grado Ag (gr/ton)Data Means
U
2Bc. Identificar la(s) causa(s) raíz y explicar cómo validaron la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
Análisis de la Prueba para el métrico primario: Porcentaje de Recuperación de Ag.
Análisis de la Prueba métrico consecuencial: Grado de Ag en el concentrado.
ZnSO4
Esp
um
an
te
80.077.575.072.570.067.565.0
80.0
77.5
75.0
72.5
70.0
67.5
65.0
>
–
–
–
–
–
–
–
< 84
84 85
85 86
86 87
87 88
88 89
89 90
90 91
91
Rec calc
% Recuperación de Ag vs Espumante, ZnSO4
De las gráficas de contorno es posible apreciar el efecto inverso del espumante sobre Recuperación y Grado
ZnSO4
Esp
um
an
te
80.077.575.072.570.067.565.0
80.0
77.5
75.0
72.5
70.0
67.5
65.0
>
–
–
–
–
–
< 10000
10000 11000
11000 12000
12000 13000
13000 14000
14000 15000
15000
(gr/ton)
Grado Ag
Contour Plot of Grado Ag (gr/ton) vs Espumante, ZnSO4
U
2Bc. Identificar la(s) causa(s) raíz y explicar cómo validaron la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
De la gráfica de optimización se sugiere trabajar con un flujo de ZnSO4 de 80 gr/ton y un flujo de espumante de 77 gr/ton para obtener un recuperación de 90% y un grado de 13.5 kg/ton, sin embargo, es necesario probar para leyes de entrada mas grandes.
Análisis de la Prueba métrico consecuencial: Grado de Ag en el concentrado.
CurHigh
Low0.99528D
Initial
d = 0.99059
Targ: 13500.0
Grado Ag
y = 1.350E+04
d = 1.0000
Maximum
Rec calc
y = 90.7008
0.99528
Desirability
Composite
65.0
80.0
65.0
80.0EspumantZnSO4
[80.0] [77.7273]
U
2Bc. Identificar la(s) causa(s) raíz y explicar cómo validaron la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
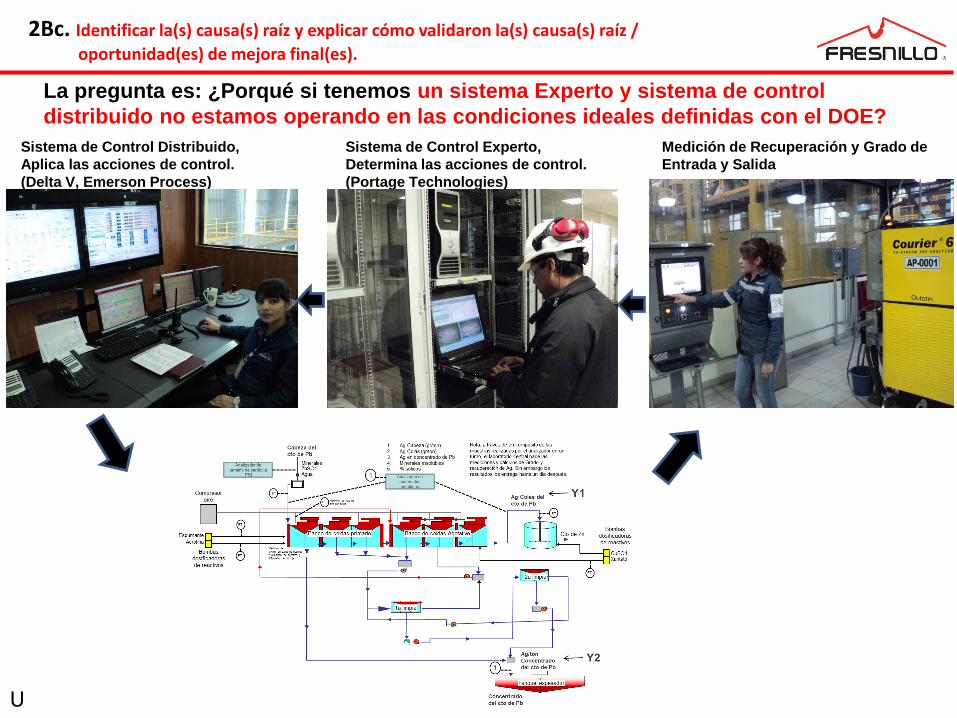
La pregunta es: ¿Porqué si tenemos un sistema Experto y sistema de control
distribuido no estamos operando en las condiciones ideales definidas con el DOE?
Medición de Recuperación y Grado de
Entrada y Salida
Sistema de Control Experto,
Determina las acciones de control.
(Portage Technologies)
Sistema de Control Distribuido,
Aplica las acciones de control.
(Delta V, Emerson Process)
U

2Bc. Identificar la(s) causa(s) raíz y explicar cómo validaron la(s) causa(s) raíz /
oportunidad(es) de mejora final(es).
La pregunta es: ¿Porqué si tenemos un sistema Experto y sistema de control
distribuido no estamos operando en las condiciones ideales definidas con el DOE?
U
Sistema de control que opera en base a reglas predefinidas.
Recuperación = BAJA
Grado = ALTO Grado = OK Grado = BAJO
Plata en cabeza = ALTA e INCREMENTANDO
Incrementar aerofina en
celda primaria
Incrementar aerofina en
celda secundaria
Incrementar espumante en celda primaria
Recuperación en celda primaria = BAJA
Pb en cabeza = ALTA
Incrementar aerofina en
celda primaria
Incrementar aerofina en
celda secundaria
Incrementar espumante en celda primaria
Incrementar aerofina en
celda primaria
Incrementar aerofina en
celda secundaria
Incrementar espumante en celda primaria
Plata en cabeza = ALTA
Incrementar aerofina en
celda primaria
Incrementar aerofina en
celda secundaria
Incrementar espumante en celda primaria
Zinc en conc. De Pb = ALTO
Incrementar ZnSO4 en
molino
Decrementar ZnSO4 en
molino
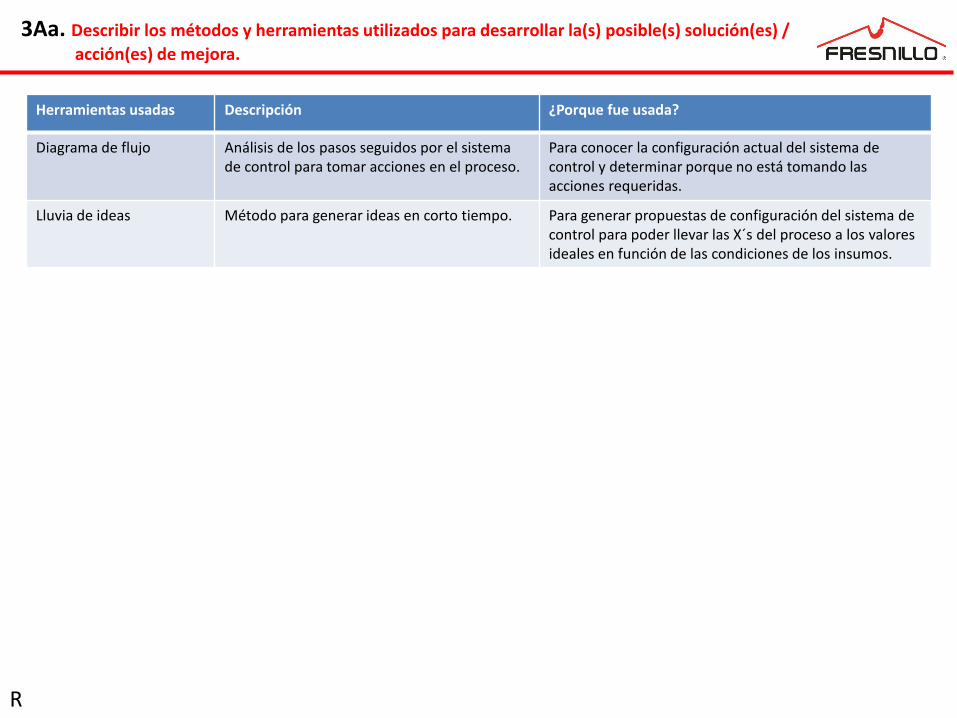
3Aa. Describir los métodos y herramientas utilizados para desarrollar la(s) posible(s) solución(es) /
acción(es) de mejora.
Herramientas usadas Descripción ¿Porque fue usada?
Diagrama de flujo Análisis de los pasos seguidos por el sistema de control para tomar acciones en el proceso.
Para conocer la configuración actual del sistema de control y determinar porque no está tomando las acciones requeridas.
Lluvia de ideas Método para generar ideas en corto tiempo. Para generar propuestas de configuración del sistema de control para poder llevar las X´s del proceso a los valores ideales en función de las condiciones de los insumos.
R
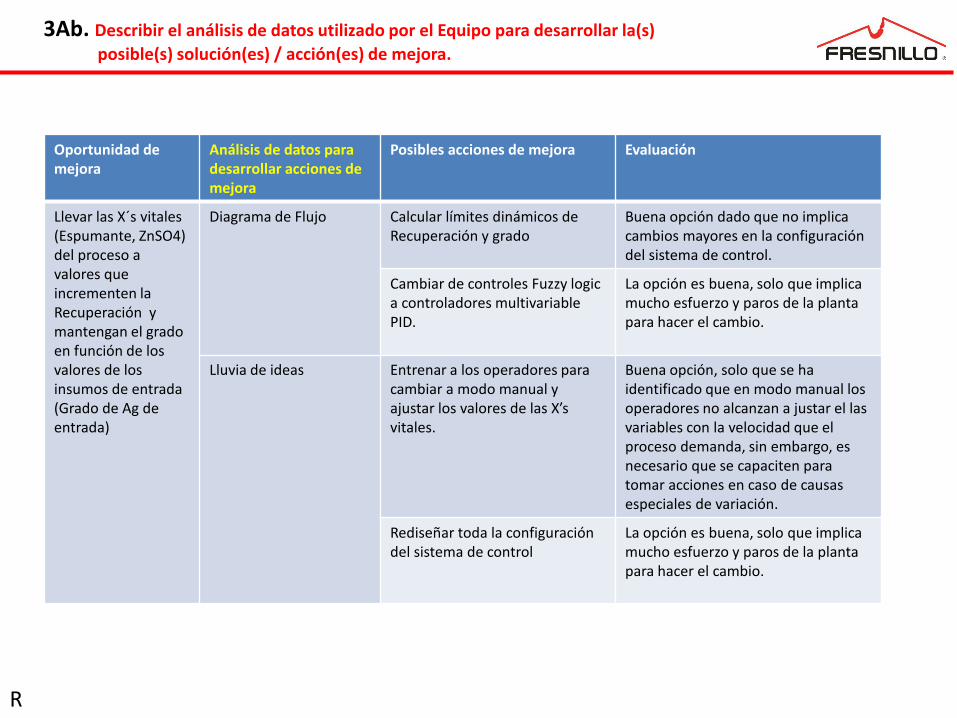
3Ab. Describir el análisis de datos utilizado por el Equipo para desarrollar la(s)
posible(s) solución(es) / acción(es) de mejora.
Oportunidad de mejora
Análisis de datos para desarrollar acciones de mejora
Posibles acciones de mejora Evaluación
Llevar las X´s vitales (Espumante, ZnSO4) del proceso a valores que incrementen la Recuperación y mantengan el grado en función de los valores de los insumos de entrada (Grado de Ag de entrada)
Diagrama de Flujo Calcular límites dinámicos de Recuperación y grado
Buena opción dado que no implica cambios mayores en la configuración del sistema de control.
Cambiar de controles Fuzzy logic a controladores multivariable PID.
La opción es buena, solo que implica mucho esfuerzo y paros de la planta para hacer el cambio.
Lluvia de ideas Entrenar a los operadores para cambiar a modo manual y ajustar los valores de las X’s vitales.
Buena opción, solo que se ha identificado que en modo manual los operadores no alcanzan a justar el las variables con la velocidad que el proceso demanda, sin embargo, es necesario que se capaciten para tomar acciones en caso de causas especiales de variación.
Rediseñar toda la configuración del sistema de control
La opción es buena, solo que implica mucho esfuerzo y paros de la planta para hacer el cambio.
R
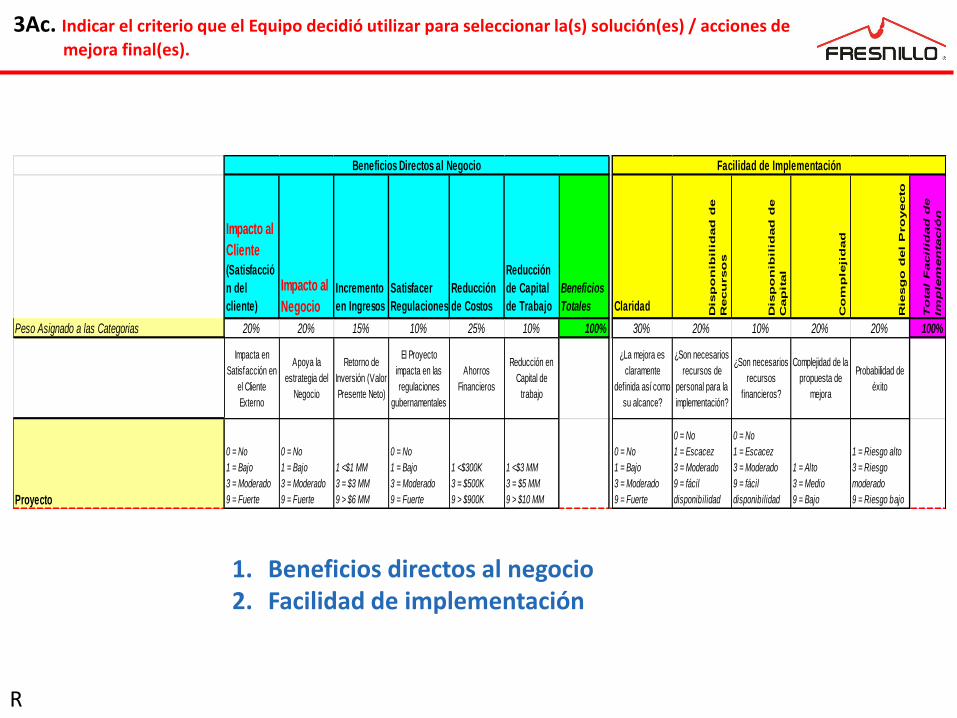
3Ac. Indicar el criterio que el Equipo decidió utilizar para seleccionar la(s) solución(es) / acciones de
mejora final(es).
Impacto al
Cliente
(Satisfacció
n del
cliente)
Impacto al
Negocio
Incremento
en Ingresos
Satisfacer
Regulaciones
Reducción
de Costos
Reducción
de Capital
de Trabajo
Beneficios
Totales Claridad
Disp
on
ib
ilid
ad
d
e
Recu
rso
s
Disp
on
ib
ilid
ad
d
e
Cap
ital
Co
mp
lejid
ad
Riesg
o d
el P
ro
yecto
To
tal F
acilid
ad
d
e
Im
plem
en
tació
n
Peso Asignado a las Categorias 20% 20% 15% 10% 25% 10% 100% 30% 20% 10% 20% 20% 100%
Impacta en
Satisfacción en
el Cliente
Externo
Apoya la
estrategia del
Negocio
Retorno de
Inversión (Valor
Presente Neto)
El Proyecto
impacta en las
regulaciones
gubernamentales
Ahorros
Financieros
Reducción en
Capital de
trabajo
¿La mejora es
claramente
definida así como
su alcance?
¿Son necesarios
recursos de
personal para la
implementación?
¿Son necesarios
recursos
f inancieros?
Complejidad de la
propuesta de
mejora
Probabilidad de
éxito
Proyecto
0 = No
1 = Bajo
3 = Moderado
9 = Fuerte
0 = No
1 = Bajo
3 = Moderado
9 = Fuerte
1 <$1 MM
3 = $3 MM
9 > $6 MM
0 = No
1 = Bajo
3 = Moderado
9 = Fuerte
1 <$300K
3 = $500K
9 > $900K
1 <$3 MM
3 = $5 MM
9 > $10 MM
0 = No
1 = Bajo
3 = Moderado
9 = Fuerte
0 = No
1 = Escacez
3 = Moderado
9 = fácil
disponibilidad
0 = No
1 = Escacez
3 = Moderado
9 = fácil
disponibilidad
1 = Alto
3 = Medio
9 = Bajo
1 = Riesgo alto
3 = Riesgo
moderado
9 = Riesgo bajo
Beneficios Directos al Negocio Facilidad de Implementación
R
1. Beneficios directos al negocio 2. Facilidad de implementación
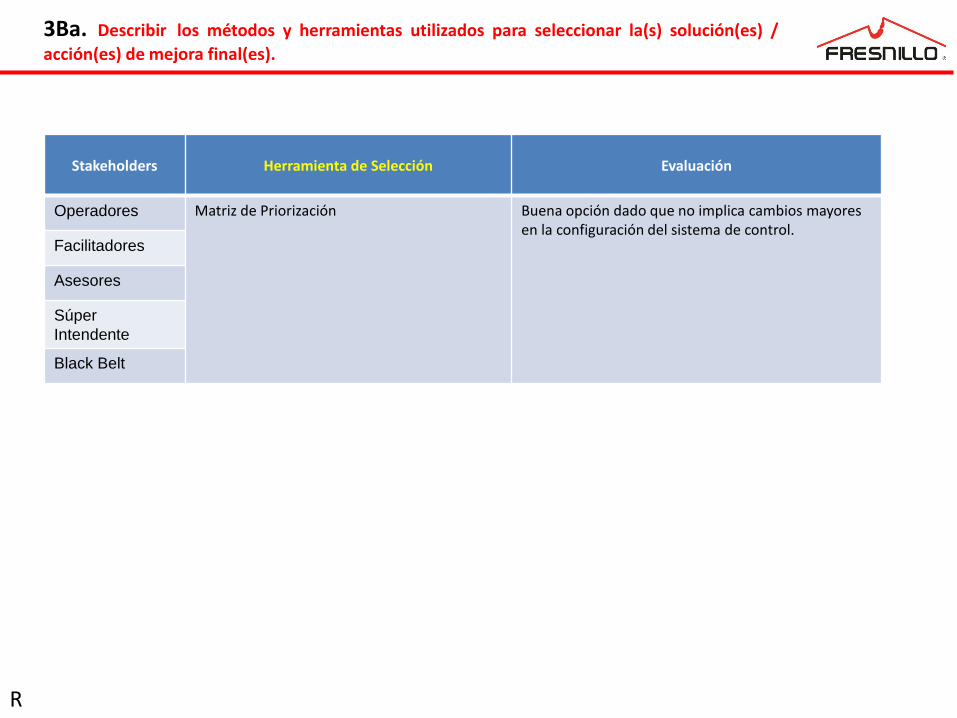
3Ba. Describir los métodos y herramientas utilizados para seleccionar la(s) solución(es) /
acción(es) de mejora final(es).
Stakeholders Herramienta de Selección Evaluación
Operadores Matriz de Priorización Buena opción dado que no implica cambios mayores en la configuración del sistema de control.
Facilitadores
Asesores
Súper
Intendente
Black Belt
R
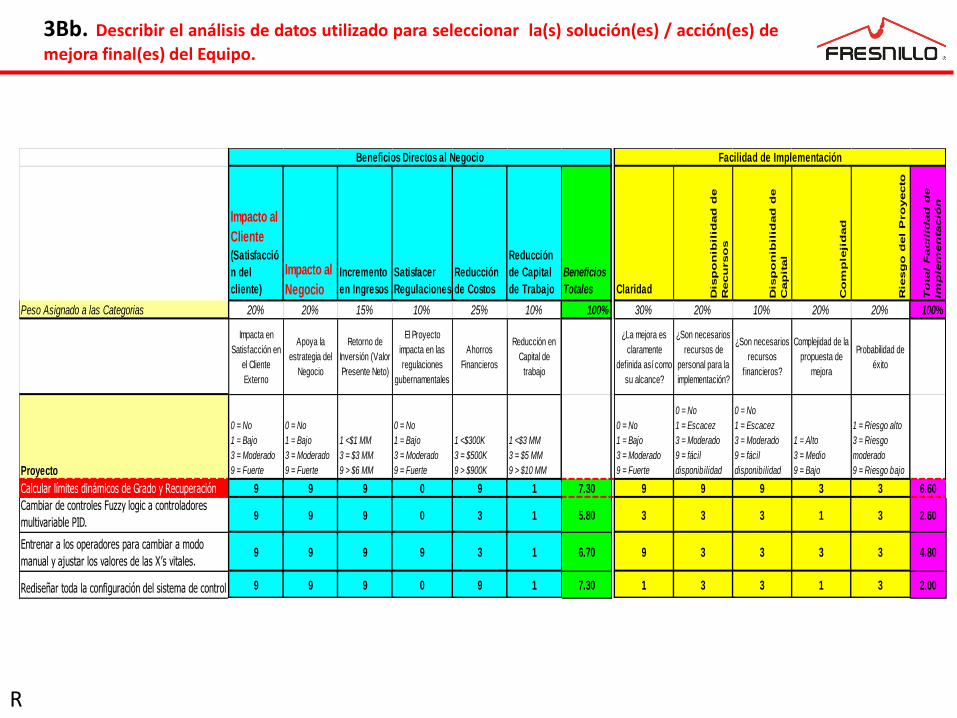
3Bb. Describir el análisis de datos utilizado para seleccionar la(s) solución(es) / acción(es) de
mejora final(es) del Equipo.
Impacto al
Cliente
(Satisfacció
n del
cliente)
Impacto al
Negocio
Incremento
en Ingresos
Satisfacer
Regulaciones
Reducción
de Costos
Reducción
de Capital
de Trabajo
Beneficios
Totales Claridad
Dis
po
nib
ilid
ad
de
Recu
rso
s
Dis
po
nib
ilid
ad
de
Cap
ital
Co
mp
leji
dad
Rie
sg
o d
el
Pro
yecto
To
tal
Facil
idad
de
Imp
lem
en
tació
n
Peso Asignado a las Categorias 20% 20% 15% 10% 25% 10% 100% 30% 20% 10% 20% 20% 100%
Impacta en
Satisfacción en
el Cliente
Externo
Apoya la
estrategia del
Negocio
Retorno de
Inversión (Valor
Presente Neto)
El Proyecto
impacta en las
regulaciones
gubernamentales
Ahorros
Financieros
Reducción en
Capital de
trabajo
¿La mejora es
claramente
definida así como
su alcance?
¿Son necesarios
recursos de
personal para la
implementación?
¿Son necesarios
recursos
f inancieros?
Complejidad de la
propuesta de
mejora
Probabilidad de
éxito
Proyecto
0 = No
1 = Bajo
3 = Moderado
9 = Fuerte
0 = No
1 = Bajo
3 = Moderado
9 = Fuerte
1 <$1 MM
3 = $3 MM
9 > $6 MM
0 = No
1 = Bajo
3 = Moderado
9 = Fuerte
1 <$300K
3 = $500K
9 > $900K
1 <$3 MM
3 = $5 MM
9 > $10 MM
0 = No
1 = Bajo
3 = Moderado
9 = Fuerte
0 = No
1 = Escacez
3 = Moderado
9 = fácil
disponibilidad
0 = No
1 = Escacez
3 = Moderado
9 = fácil
disponibilidad
1 = Alto
3 = Medio
9 = Bajo
1 = Riesgo alto
3 = Riesgo
moderado
9 = Riesgo bajo
Calcular límites dinámicos de Grado y Recuperación 9 9 9 0 9 1 7.30 9 9 9 3 3 6.60
Cambiar de controles Fuzzy logic a controladores
multivariable PID.9 9 9 0 3 1 5.80 3 3 3 1 3 2.60
Entrenar a los operadores para cambiar a modo
manual y ajustar los valores de las X’s vitales.9 9 9 9 3 1 6.70 9 3 3 3 3 4.80
Rediseñar toda la configuración del sistema de control 9 9 9 0 9 1 7.30 1 3 3 1 3 2.00
Beneficios Directos al Negocio Facilidad de Implementación
R
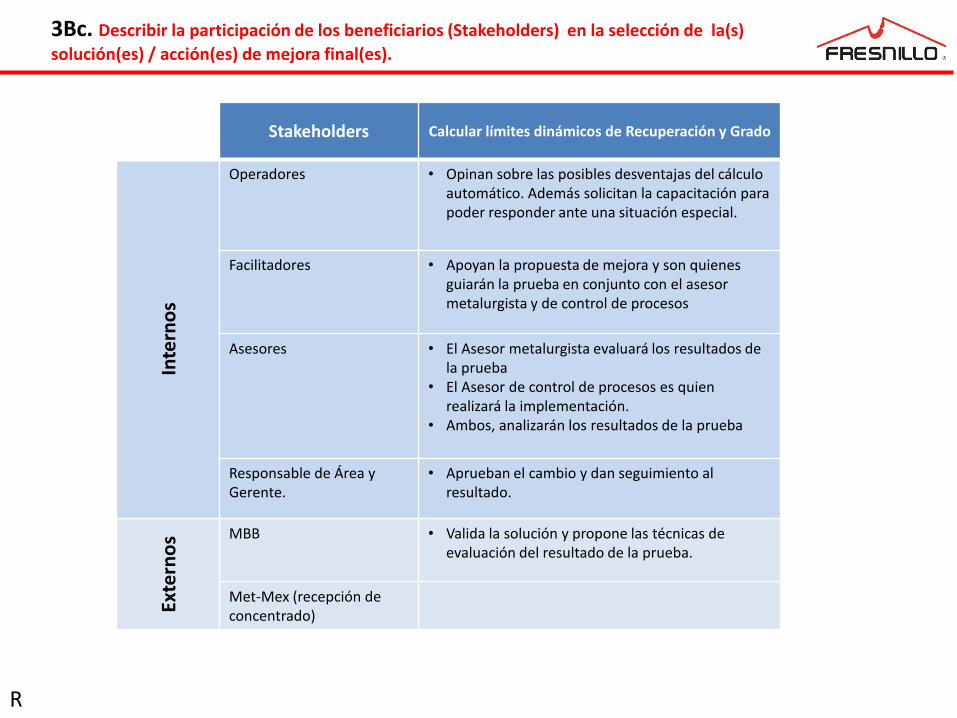
3Bc. Describir la participación de los beneficiarios (Stakeholders) en la selección de la(s)
solución(es) / acción(es) de mejora final(es).
Stakeholders Calcular límites dinámicos de Recuperación y Grado
Inte
rno
s Operadores • Opinan sobre las posibles desventajas del cálculo
automático. Además solicitan la capacitación para poder responder ante una situación especial.
Facilitadores • Apoyan la propuesta de mejora y son quienes guiarán la prueba en conjunto con el asesor metalurgista y de control de procesos
Asesores • El Asesor metalurgista evaluará los resultados de la prueba
• El Asesor de control de procesos es quien realizará la implementación.
• Ambos, analizarán los resultados de la prueba
Responsable de Área y Gerente.
• Aprueban el cambio y dan seguimiento al resultado.
Exte
rno
s MBB • Valida la solución y propone las técnicas de evaluación del resultado de la prueba.
Met-Mex (recepción de concentrado)
R
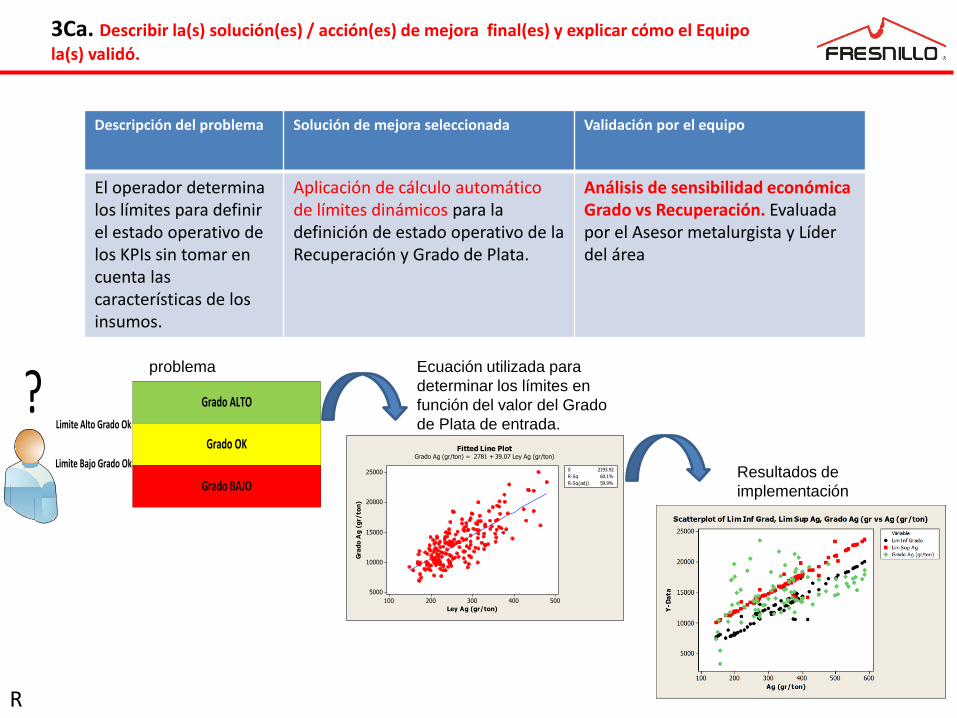
3Ca. Describir la(s) solución(es) / acción(es) de mejora final(es) y explicar cómo el Equipo
la(s) validó.
Descripción del problema Solución de mejora seleccionada Validación por el equipo
El operador determina los límites para definir el estado operativo de los KPIs sin tomar en cuenta las características de los insumos.
Aplicación de cálculo automático de límites dinámicos para la definición de estado operativo de la Recuperación y Grado de Plata.
Análisis de sensibilidad económica Grado vs Recuperación. Evaluada por el Asesor metalurgista y Líder del área
Grado ALTO
Grado OK
Grado BAJO
?Limite Alto Grado Ok
Limite Bajo Grado Ok
R
500400300200100
25000
20000
15000
10000
5000
Ley Ag (gr/ton)
Gra
do
Ag
(g
r/to
n)
S 2193.92
R-Sq 60.1%
R-Sq(adj) 59.9%
Fitted Line PlotGrado Ag (gr/ton) = 2781 + 39.07 Ley Ag (gr/ton)
Ecuación utilizada para
determinar los límites en
función del valor del Grado
de Plata de entrada.
Resultados de
implementación
problema
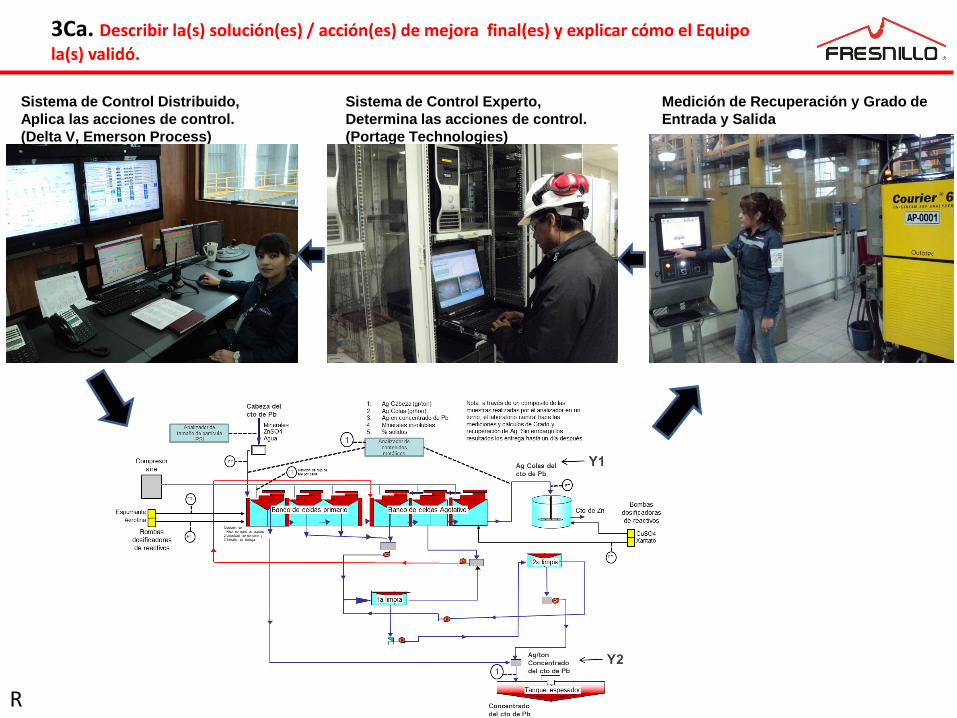
3Ca. Describir la(s) solución(es) / acción(es) de mejora final(es) y explicar cómo el Equipo
la(s) validó.
Medición de Recuperación y Grado de
Entrada y Salida
Sistema de Control Experto,
Determina las acciones de control.
(Portage Technologies)
Sistema de Control Distribuido,
Aplica las acciones de control.
(Delta V, Emerson Process)
R
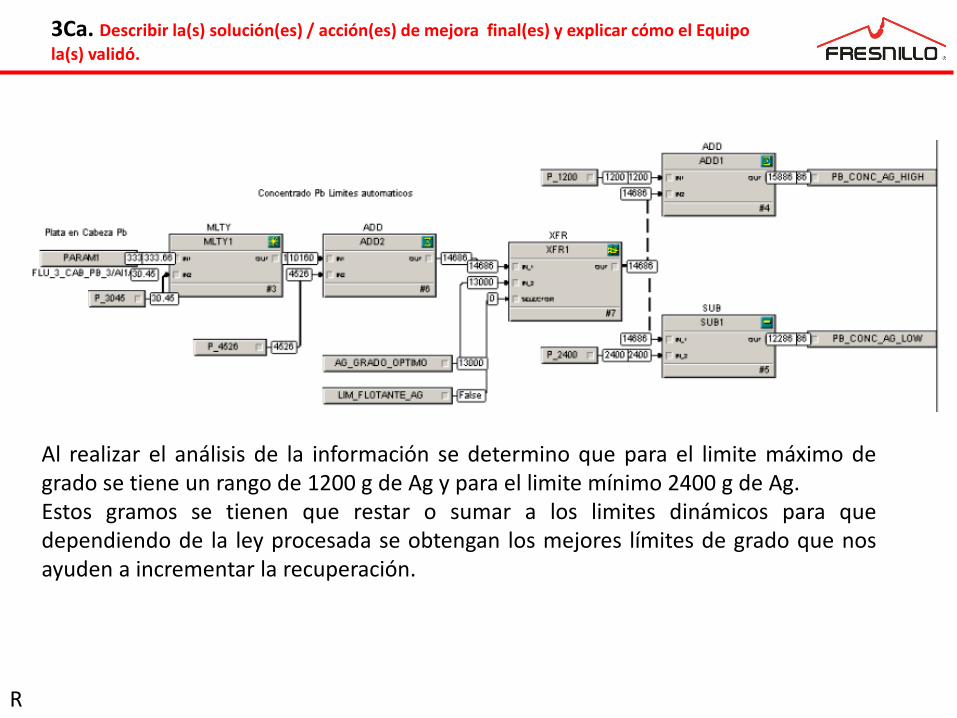
Al realizar el análisis de la información se determino que para el limite máximo de grado se tiene un rango de 1200 g de Ag y para el limite mínimo 2400 g de Ag. Estos gramos se tienen que restar o sumar a los limites dinámicos para que dependiendo de la ley procesada se obtengan los mejores límites de grado que nos ayuden a incrementar la recuperación.
3Ca. Describir la(s) solución(es) / acción(es) de mejora final(es) y explicar cómo el Equipo
la(s) validó.
R
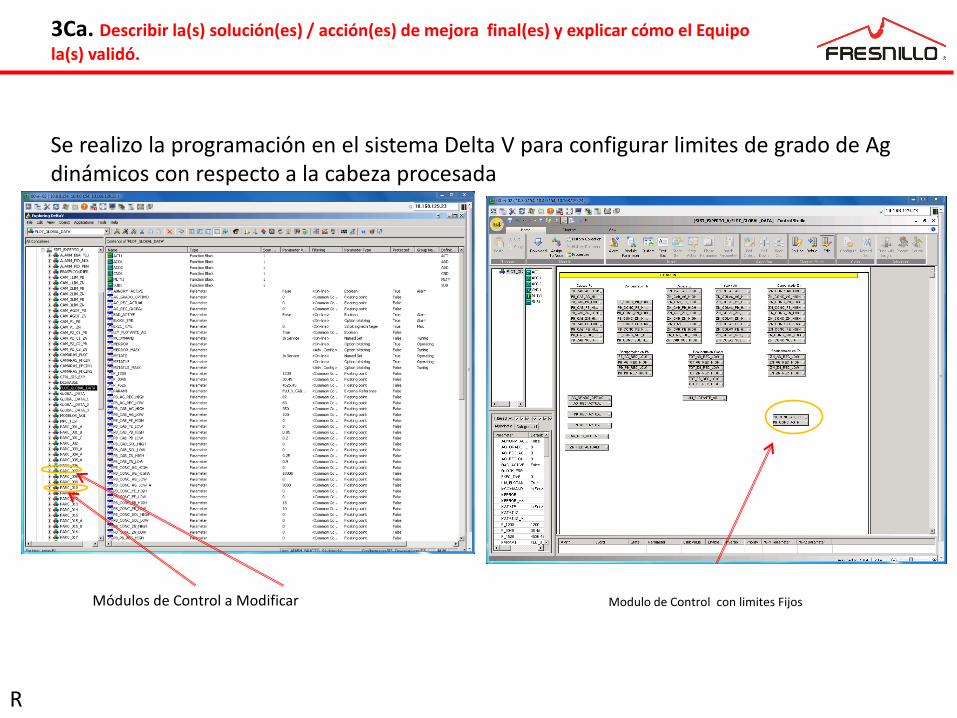
Modulo de Control con limites Fijos Módulos de Control a Modificar
Se realizo la programación en el sistema Delta V para configurar limites de grado de Ag dinámicos con respecto a la cabeza procesada
3Ca. Describir la(s) solución(es) / acción(es) de mejora final(es) y explicar cómo el Equipo
la(s) validó.
R
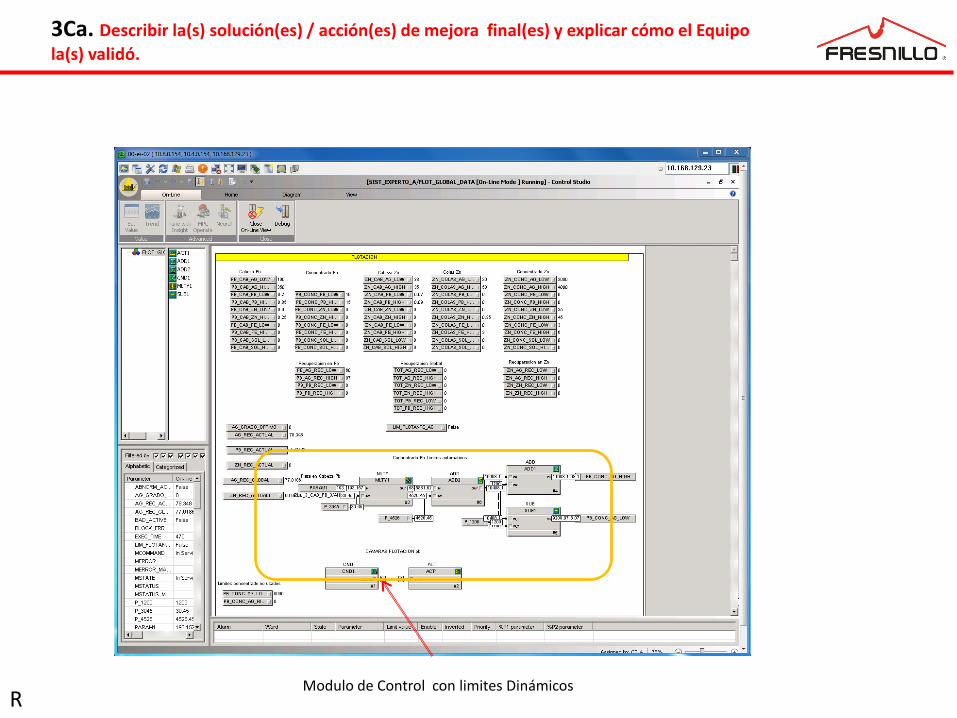
Modulo de Control con limites Dinámicos
3Ca. Describir la(s) solución(es) / acción(es) de mejora final(es) y explicar cómo el Equipo
la(s) validó.
R
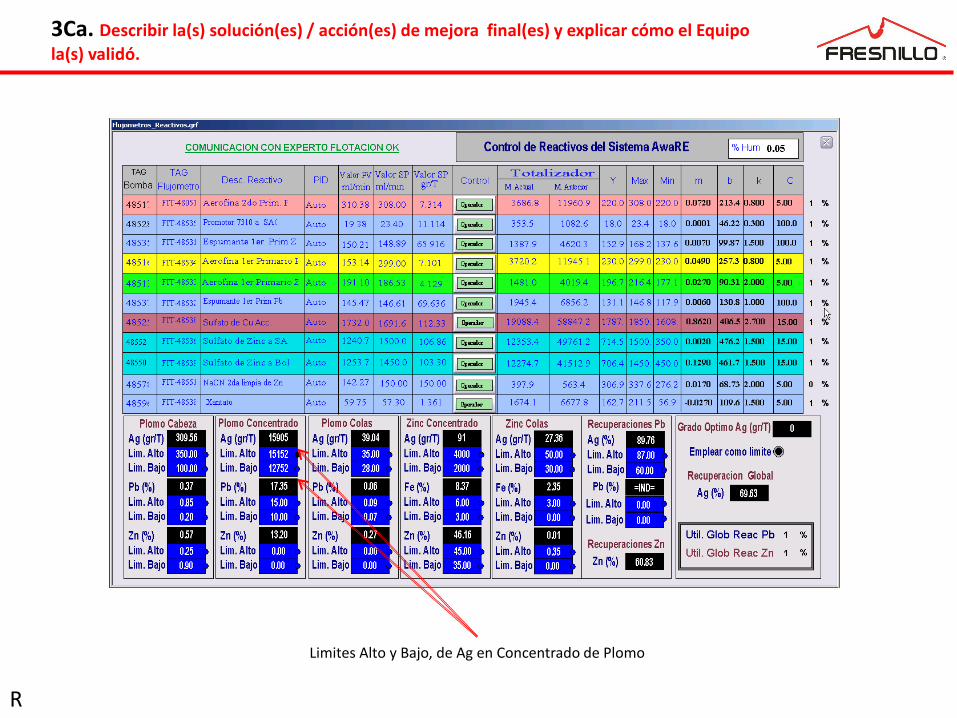
Limites Alto y Bajo, de Ag en Concentrado de Plomo
3Ca. Describir la(s) solución(es) / acción(es) de mejora final(es) y explicar cómo el Equipo
la(s) validó.
R
3Cb. Indicar los beneficios tangibles e intangibles esperados al implementar la(s)
solución(es) / acción(es) de mejora final(es).
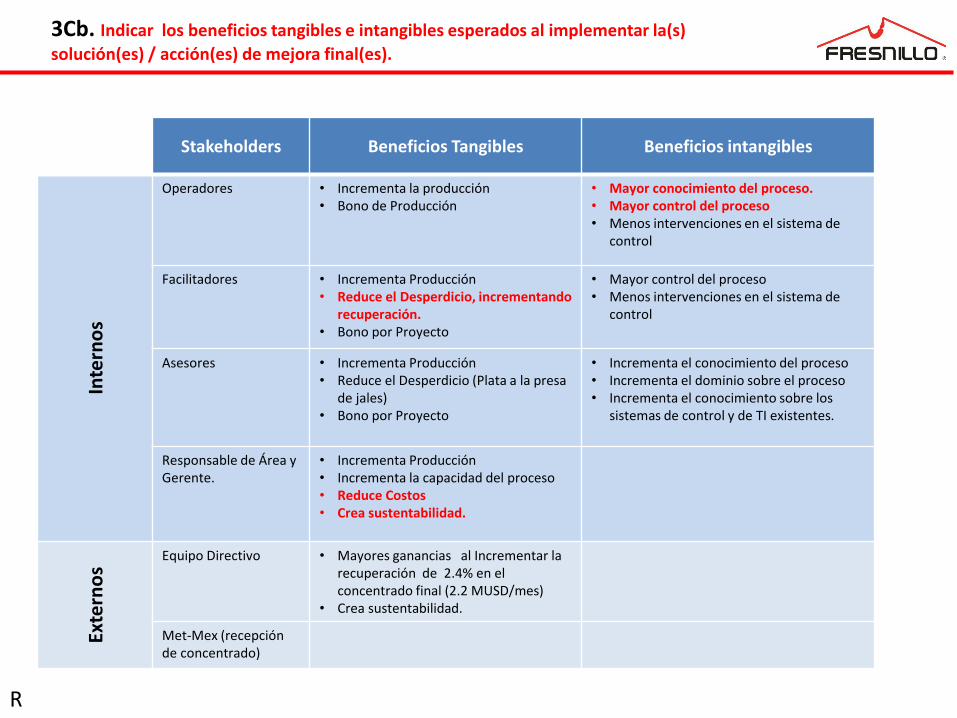
Stakeholders Beneficios Tangibles Beneficios intangibles
Inte
rno
s
Operadores • Incrementa la producción • Bono de Producción
• Mayor conocimiento del proceso. • Mayor control del proceso • Menos intervenciones en el sistema de
control
Facilitadores • Incrementa Producción • Reduce el Desperdicio, incrementando
recuperación. • Bono por Proyecto
• Mayor control del proceso • Menos intervenciones en el sistema de
control
Asesores • Incrementa Producción • Reduce el Desperdicio (Plata a la presa
de jales) • Bono por Proyecto
• Incrementa el conocimiento del proceso • Incrementa el dominio sobre el proceso • Incrementa el conocimiento sobre los
sistemas de control y de TI existentes.
Responsable de Área y Gerente.
• Incrementa Producción • Incrementa la capacidad del proceso • Reduce Costos • Crea sustentabilidad.
Exte
rno
s
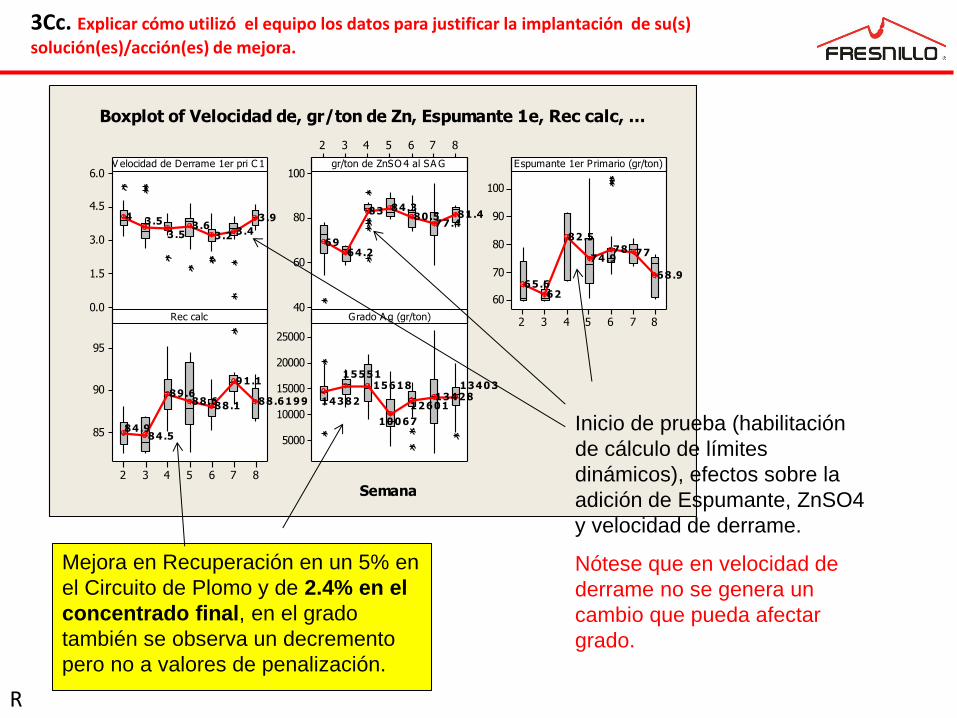
Equipo Directivo • Mayores ganancias al Incrementar la recuperación de 2.4% en el concentrado final (2.2 MUSD/mes)
• Crea sustentabilidad.
Met-Mex (recepción de concentrado)
R
6.0
4.5
3.0
1.5
0.0
8765432
100
80
60
40
8765432
100
90
80
70
60
8765432
95
90
85
25000
20000
15000
10000
5000
V elocidad de Derrame 1er pri C 1
Semana
gr/ton de ZnSO 4 al SA G Espumante 1er Primario (gr/ton)
Rec calc Grado A g (gr/ton)
3.9
3 .43 .23 .6
3 .5
3 .54 81.477 .4
80 .584 .383
64.269
68.9
777874.9
82 .5
6265.6
88 .6199
91.1
88 .188 .689 .6
84 .584 .9
1340313428
12601
10067
1561815551
14382
Boxplot of Velocidad de, gr/ton de Zn, Espumante 1e, Rec calc, ...
Inicio de prueba (habilitación
de cálculo de límites
dinámicos), efectos sobre la
adición de Espumante, ZnSO4
y velocidad de derrame.
Nótese que en velocidad de
derrame no se genera un
cambio que pueda afectar
grado.
3Cc. Explicar cómo utilizó el equipo los datos para justificar la implantación de su(s)
solución(es)/acción(es) de mejora.
Mejora en Recuperación en un 5% en
el Circuito de Plomo y de 2.4% en el
concentrado final, en el grado
también se observa un decremento
pero no a valores de penalización.
R
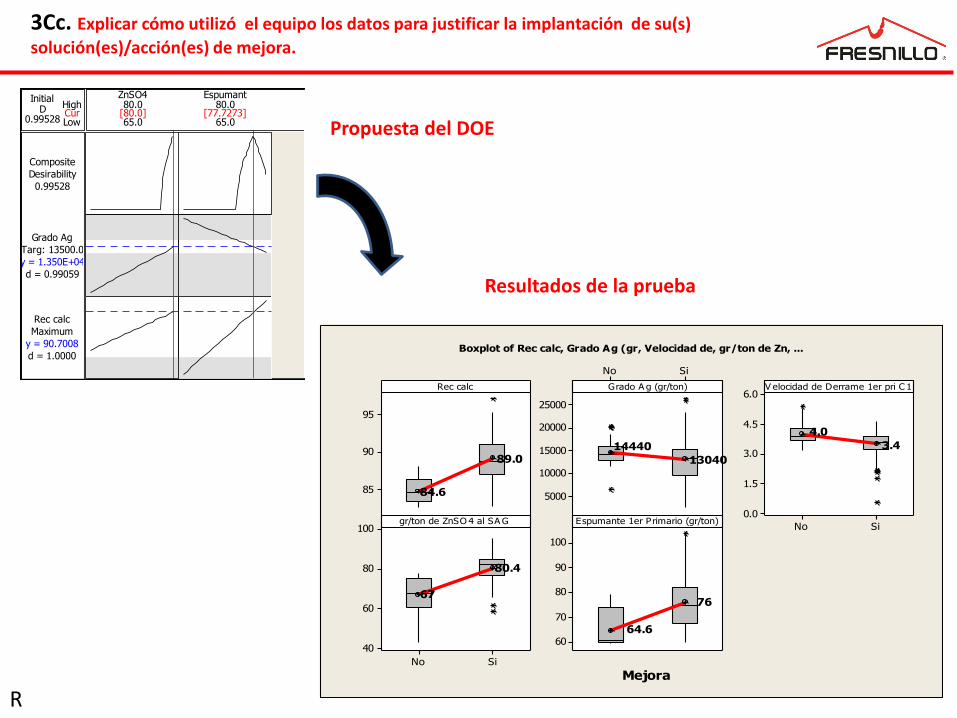
3Cc. Explicar cómo utilizó el equipo los datos para justificar la implantación de su(s)
solución(es)/acción(es) de mejora.
95
90
85
SiNo
25000
20000
15000
10000
5000
SiNo
6.0
4.5
3.0
1.5
0.0
SiNo
100
80
60
40
100
90
80
70
60
Rec calc
Mejora
Grado A g (gr/ton) V elocidad de Derrame 1er pri C 1
gr/ton de ZnSO 4 al SA G Espumante 1er Primario (gr/ton)
89.0
84.6
13040
14440 3.4
4.0
80.4
6776
64.6
Boxplot of Rec calc, Grado Ag (gr, Velocidad de, gr/ton de Zn, ...
CurHigh
Low0.99528D
Initial
d = 0.99059
Targ: 13500.0
Grado Ag
y = 1.350E+04
d = 1.0000
Maximum
Rec calc
y = 90.7008
0.99528
Desirability
Composite
65.0
80.0
65.0
80.0EspumantZnSO4
[80.0] [77.7273]
Propuesta del DOE
R
Resultados de la prueba
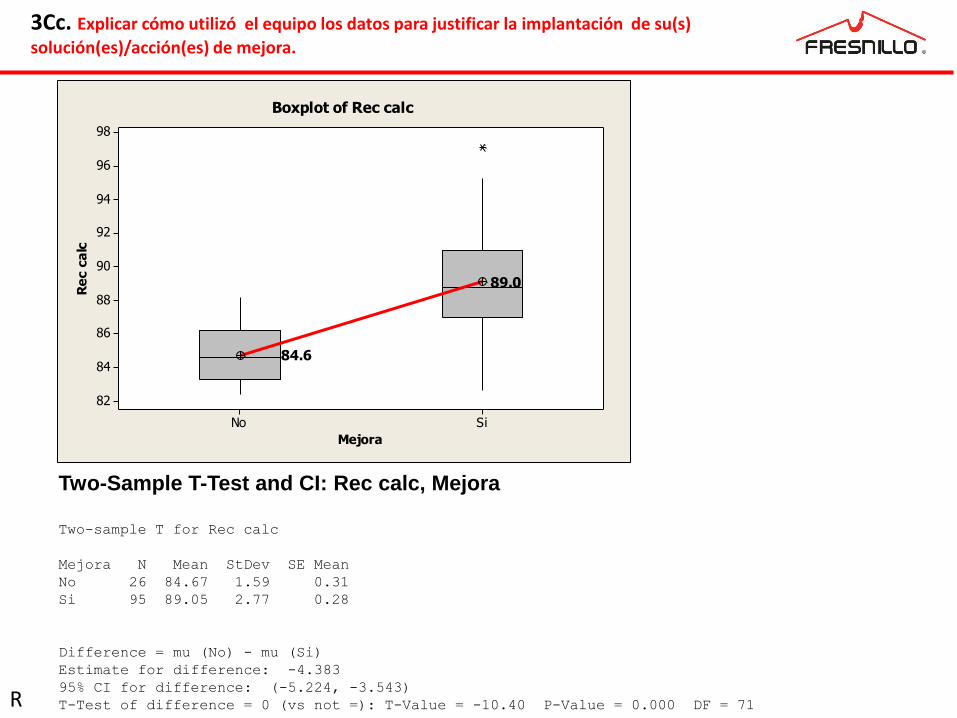
3Cc. Explicar cómo utilizó el equipo los datos para justificar la implantación de su(s)
solución(es)/acción(es) de mejora.
Two-Sample T-Test and CI: Rec calc, Mejora
Two-sample T for Rec calc
Mejora N Mean StDev SE Mean
No 26 84.67 1.59 0.31
Si 95 89.05 2.77 0.28
Difference = mu (No) - mu (Si)
Estimate for difference: -4.383
95% CI for difference: (-5.224, -3.543)
T-Test of difference = 0 (vs not =): T-Value = -10.40 P-Value = 0.000 DF = 71
SiNo
98
96
94
92
90
88
86
84
82
Mejora
Re
c c
alc
89.0
84.6
Boxplot of Rec calc
R
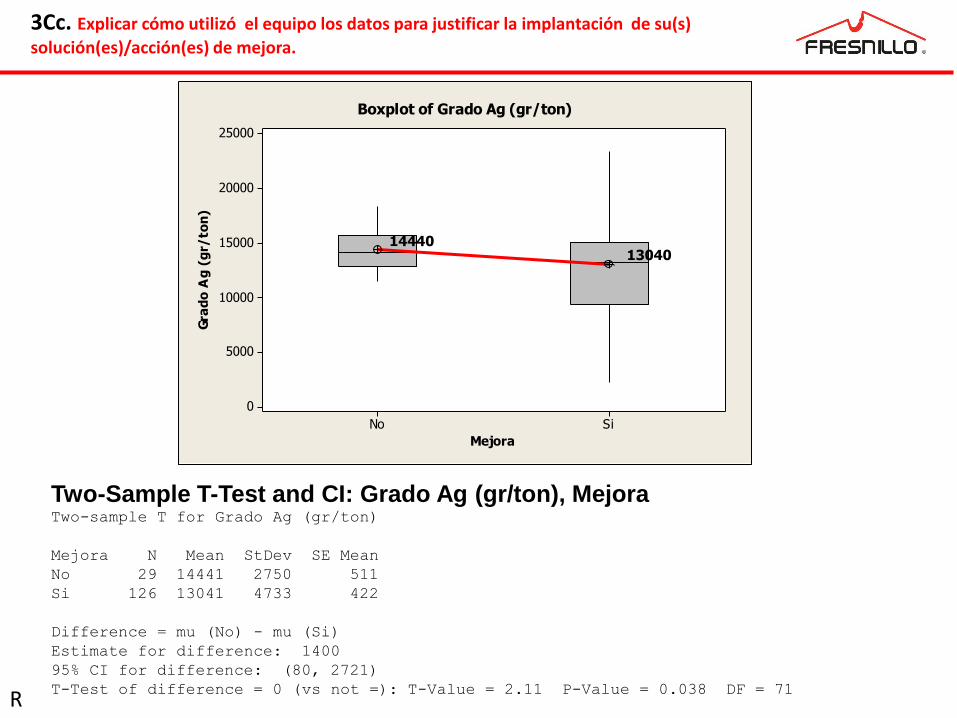
3Cc. Explicar cómo utilizó el equipo los datos para justificar la implantación de su(s)
solución(es)/acción(es) de mejora.
Two-Sample T-Test and CI: Grado Ag (gr/ton), Mejora Two-sample T for Grado Ag (gr/ton)
Mejora N Mean StDev SE Mean
No 29 14441 2750 511
Si 126 13041 4733 422
Difference = mu (No) - mu (Si)
Estimate for difference: 1400
95% CI for difference: (80, 2721)
T-Test of difference = 0 (vs not =): T-Value = 2.11 P-Value = 0.038 DF = 71
SiNo
25000
20000
15000
10000
5000
0
Mejora
Gra
do
Ag
(g
r/to
n)
1304014440
Boxplot of Grado Ag (gr/ton)
R
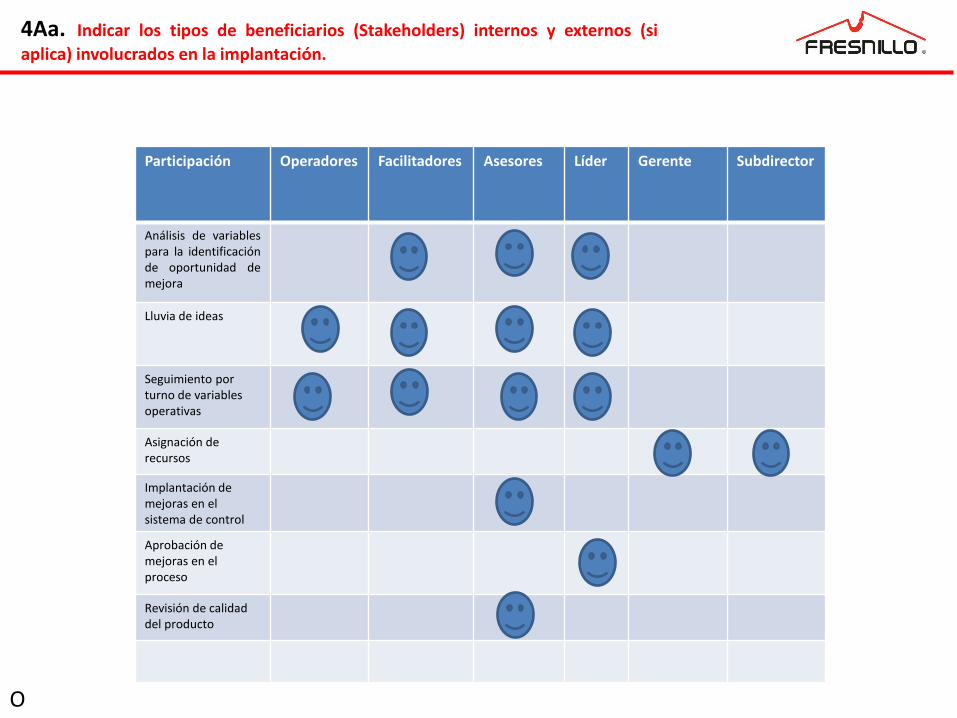
4Aa. Indicar los tipos de beneficiarios (Stakeholders) internos y externos (si
aplica) involucrados en la implantación.
Participación Operadores Facilitadores Asesores Líder Gerente Subdirector
Análisis de variables para la identificación de oportunidad de mejora
Lluvia de ideas
Seguimiento por turno de variables operativas
Asignación de recursos
Implantación de mejoras en el sistema de control
Aprobación de mejoras en el proceso
Revisión de calidad del producto
O
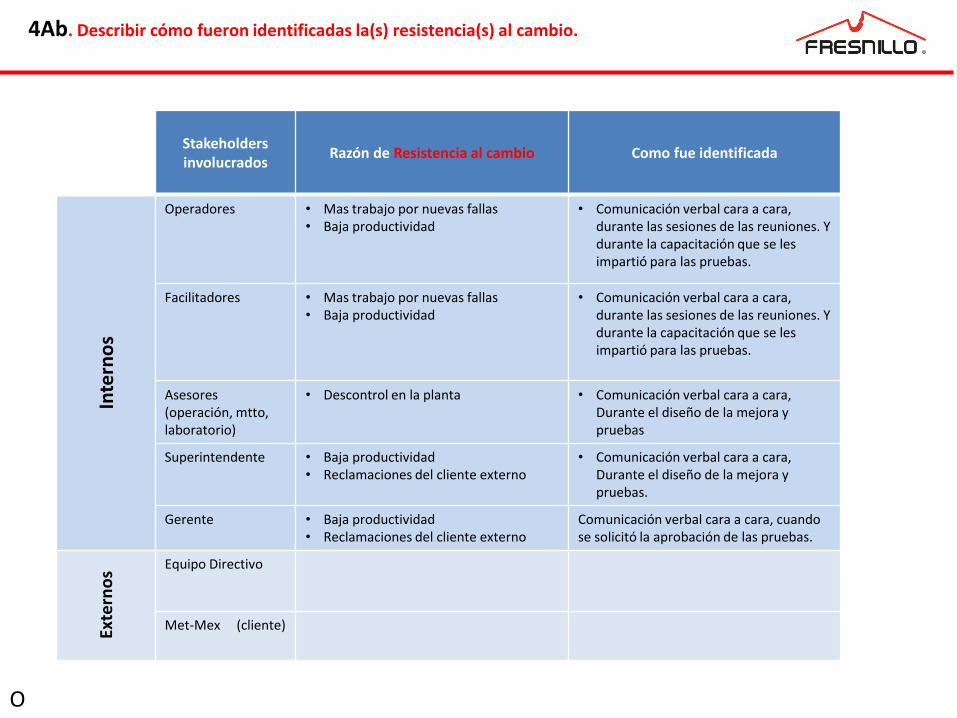
4Ab. Describir cómo fueron identificadas la(s) resistencia(s) al cambio.
Stakeholders involucrados
Razón de Resistencia al cambio Como fue identificada
Inte
rno
s
Operadores • Mas trabajo por nuevas fallas • Baja productividad
• Comunicación verbal cara a cara, durante las sesiones de las reuniones. Y durante la capacitación que se les impartió para las pruebas.
Facilitadores • Mas trabajo por nuevas fallas • Baja productividad
• Comunicación verbal cara a cara, durante las sesiones de las reuniones. Y durante la capacitación que se les impartió para las pruebas.
Asesores (operación, mtto, laboratorio)
• Descontrol en la planta • Comunicación verbal cara a cara, Durante el diseño de la mejora y pruebas
Superintendente • Baja productividad • Reclamaciones del cliente externo
• Comunicación verbal cara a cara, Durante el diseño de la mejora y pruebas.
Gerente • Baja productividad • Reclamaciones del cliente externo
Comunicación verbal cara a cara, cuando se solicitó la aprobación de las pruebas.
Exte
rno
s
Equipo Directivo
Met-Mex (cliente)
O
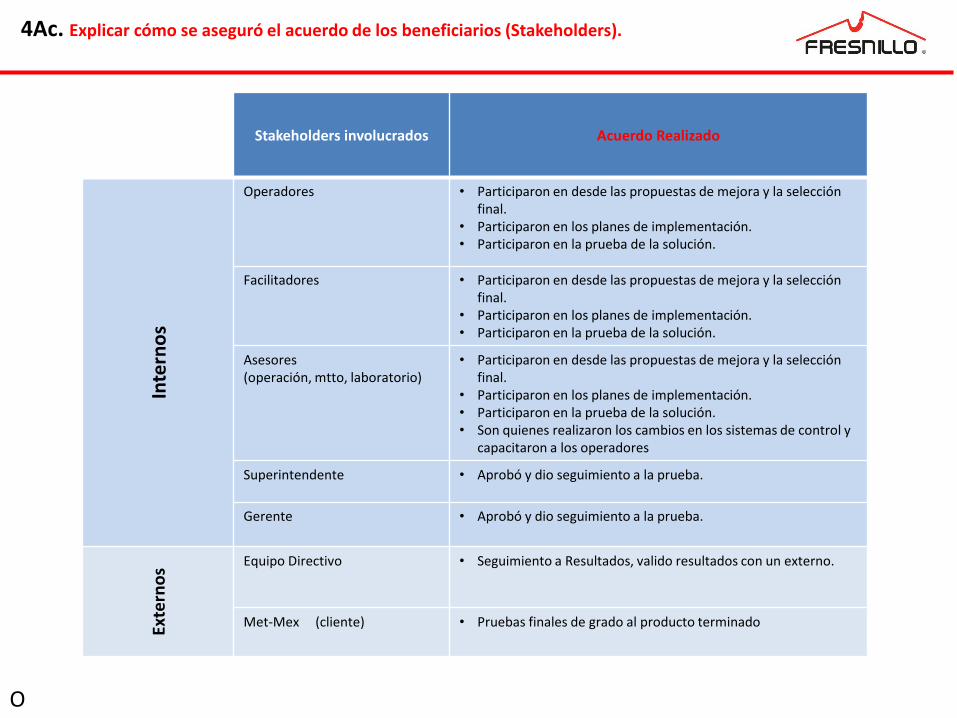
4Ac. Explicar cómo se aseguró el acuerdo de los beneficiarios (Stakeholders).
Stakeholders involucrados Acuerdo Realizado
Inte
rno
s
Operadores • Participaron en desde las propuestas de mejora y la selección final.
• Participaron en los planes de implementación. • Participaron en la prueba de la solución.
Facilitadores • Participaron en desde las propuestas de mejora y la selección final.
• Participaron en los planes de implementación. • Participaron en la prueba de la solución.
Asesores (operación, mtto, laboratorio)
• Participaron en desde las propuestas de mejora y la selección final.
• Participaron en los planes de implementación. • Participaron en la prueba de la solución. • Son quienes realizaron los cambios en los sistemas de control y
capacitaron a los operadores
Superintendente • Aprobó y dio seguimiento a la prueba.
Gerente • Aprobó y dio seguimiento a la prueba.
Exte
rno
s
Equipo Directivo • Seguimiento a Resultados, valido resultados con un externo.
Met-Mex (cliente) • Pruebas finales de grado al producto terminado
O
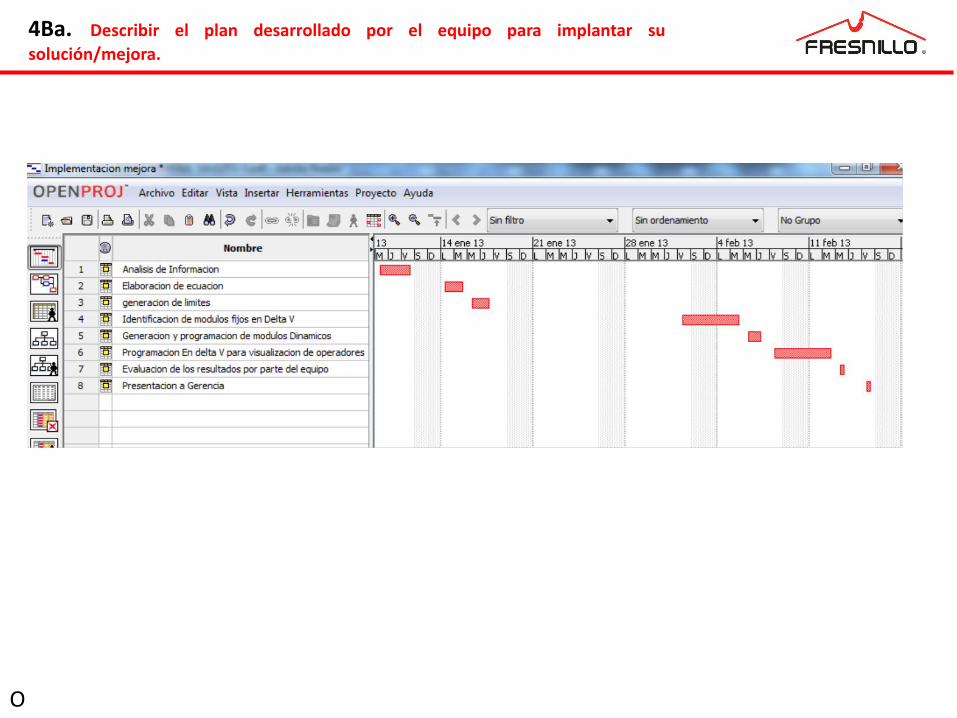
4Ba. Describir el plan desarrollado por el equipo para implantar su
solución/mejora.
O

4Bb. Describir el procedimiento, sistema u otros cambios realizados para
implantar la solución/mejora y sostener los resultados.
Se realizo la capacitación para el uso y aplicación de los planes de reacción.
O
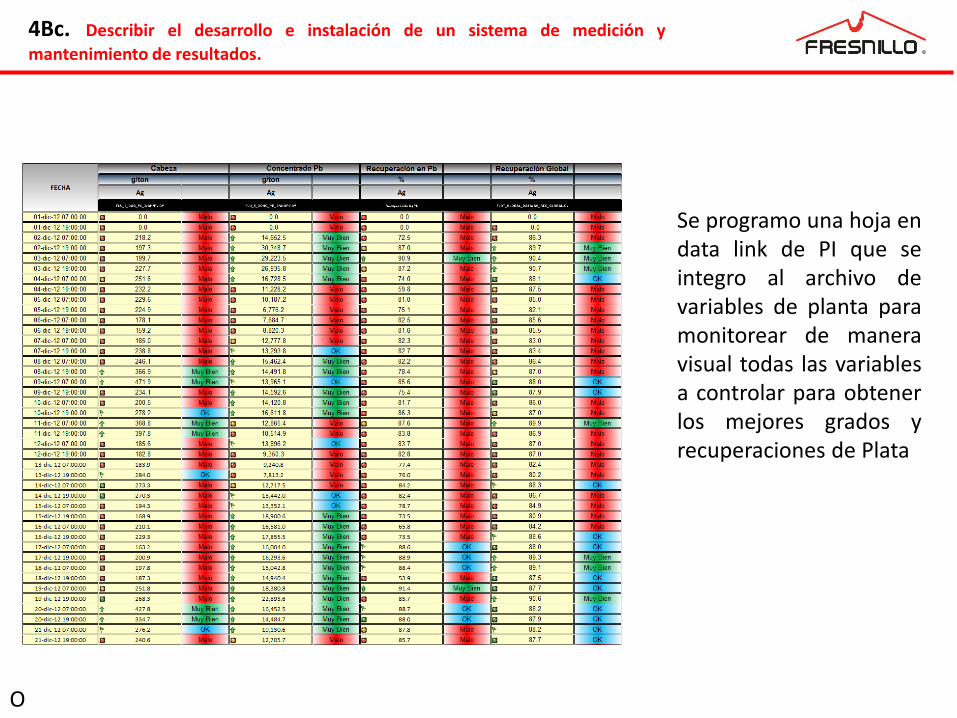
4Bc. Describir el desarrollo e instalación de un sistema de medición y
mantenimiento de resultados.
Se programo una hoja en data link de PI que se integro al archivo de variables de planta para monitorear de manera visual todas las variables a controlar para obtener los mejores grados y recuperaciones de Plata
O

4Bc. Describir el desarrollo e instalación de un sistema de medición y
mantenimiento de resultados.
O
Combinación Ley Grado Recuperación Accion a realizar por el supervisor
1 Muy bien Muy Bien Muy bien Continuar con la operación sin cambios de Set Point
2 Muy bien Muy Bien Ok Validar limites de velocidad de Derrame de celdas
3 Muy bien Muy Bien Malo Validar limites de velocidad de Derrame de celdas
4 Muy bien Ok Muy bien Validar limites de velocidad de Derrame de celdas
5 Muy bien Ok Ok Validar limites de velocidad de Derrame de celdas y revisar
dosificaciones de reactivos
6 Muy bien Ok Malo Validar limites de velocidad de Derrame de celdas
7 Muy bien Malo Muy bien Validar limites de velocidad de Derrame de celdas
8 Muy bien Malo Ok revisar nivel de cama de espuma y velocidades de derrame
9 Muy bien Malo Malo revisar nivel de cama de espuma y velocidades de derrame
10 Ok Muy Bien Muy bien Continuar con la operación sin cambios de Set Point
11 Ok Muy Bien Ok revisar velocidad de derrame
12 Ok Muy Bien Malo revisar camas de espuma
13 Ok Ok Muy bien Continuar con la operación sin cambios de Set Point
14 Ok Ok Ok Continuar con la operación sin cambios de Set Point
15 Ok Ok Malo revisar velocidad de derrames
16 Ok Malo Muy bien revisar limites de velocidad de Derrame de celdas
17 Ok Malo Ok Continuar con la operación sin cambios de Set Point
18 Ok Malo Malo revisar limites de velocidad de Derrame de celdas
19 Malo Muy Bien Muy bien Continuar con la operación sin cambios de Set Point
20 Malo Muy Bien Ok revisar camas de espuma
21 Malo Muy Bien Malo revisar camas de espuma
22 Malo Ok Muy bien Continuar con la operación sin cambios de Set Point
23 Malo Ok Ok Continuar con la operación sin cambios de Set Point
24 Malo Ok Malo revisar camas de espuma
25 Malo Malo Muy bien Continuar con la operación sin cambios de Set Point
26 Malo Malo Ok Continuar con la operación sin cambios de Set Point
27 Malo Malo Malo verificar dosificaciones de reactivos
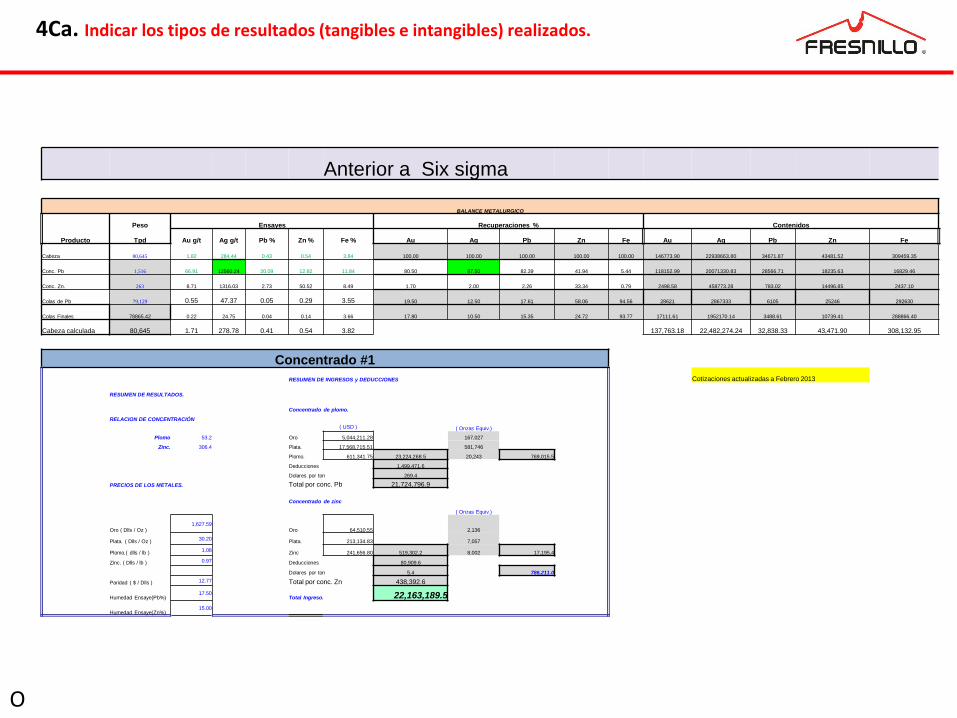
4Ca. Indicar los tipos de resultados (tangibles e intangibles) realizados.
Anterior a Six sigma
BALANCE METALURGICO
Peso Ensayes Recuperaciones % Contenidos
Producto Tpd Au g/t Ag g/t Pb % Zn % Fe % Au Ag Pb Zn Fe Au Ag Pb Zn Fe
Cabeza 80,645 1.82 284.44 0.43 0.54 3.84 100.00 100.00 100.00 100.00 100.00 146773.90 22938663.80 34671.87 43481.52 309459.35
Conc. Pb 1,516 66.91 12560.24 20.09 12.82 11.84 80.50 87.50 82.39 41.94 5.44 118152.99 20071330.83 28566.71 18235.63 16829.46
Conc. Zn. 263 8.71 1316.03 2.73 50.52 8.49 1.70 2.00 2.26 33.34 0.79 2498.58 458773.28 783.02 14496.85 2437.10
Colas de Pb 79,129 0.55 47.37 0.05 0.29 3.55 19.50 12.50 17.61 58.06 94.56 28621 2867333 6105 25246 292630
Colas Finales 78865.42 0.22 24.75 0.04 0.14 3.66 17.80 10.50 15.35 24.72 93.77 17111.61 1952170.14 3488.61 10739.41 288866.40
Cabeza calculada 80,645 1.71 278.78 0.41 0.54 3.82 137,763.18 22,482,274.24 32,838.33 43,471.90 308,132.95
Concentrado #1
RESUMEN DE INGRESOS y DEDUCCIONES Cotizaciones actualizadas a Febrero 2013
RESUMEN DE RESULTADOS.
Concentrado de plomo.
RELACION DE CONCENTRACIÓN
( USD ) ( Onzas Equiv.)
Plomo 53.2 Oro 5,044,211.28 167,027
Zinc. 306.4 Plata. 17,568,715.51 581,746
Plomo. 611,341.75 23,224,268.5 20,243 769,015.5
Deducciones 1,499,471.6
Dolares por ton 269.4
PRECIOS DE LOS METALES. Total por conc. Pb 21,724,796.9
Concentrado de zinc
( Onzas Equiv.)
Oro ( Dlls / Oz ) 1,627.59
Oro 64,510.55 2,136
Plata. ( Dlls / Oz ) 30.20
Plata. 213,134.83 7,057
Plomo.( dlls / lb ) 1.08
Zinc 241,656.80 519,302.2 8,002 17,195.4
Zinc. ( Dlls / lb ) 0.97 Deducciones 80,909.6
Dolares por ton 5.4 786,211.0
Paridad ( $ / Dlls ) 12.77 Total por conc. Zn 438,392.6
Humedad Ensaye(Pb%) 17.50
Total Ingreso. 22,163,189.5
Humedad Ensaye(Zn%) 15.00
O

4Ca. Indicar los tipos de resultados (tangibles e intangibles) realizados.
Posterior a Six Sigma
BALANCE METALURGICO
Peso Ensayes Recuperaciones % Contenidos
Producto Tpd Au g/t Ag g/t Pb % Zn % Fe % Au Ag Pb Zn Fe Au Ag Pb Zn Fe
Cabeza 80,645 1.82 284.44 0.43 0.54 3.84 100.00 100.00 100.00 100.00 100.00 146773.9 22938663.8 34671.9 43481.5 309459.4
Conc. Pb 1,516 66.91 14000.24 20.09 12.82 11.84 80.50 89.90 82.39 41.94 5.44 118152.99 20621858.76 28566.71 18235.63 16829.46
Conc. Zn. 263 8.71 1316.03 2.73 50.52 8.49 1.70 2.00 2.26 33.34 0.79 2498.58 458773.28 783.02 14496.85 2437.10
Colas de Pb 79,129 0.6 20.8 0.1 0.3 3.5 19.50 10.10 17.61 58.06 94.56 28621 2316805 6105 25246 292630
Colas Finales 78865.42 0.22 18.75 0.04 0.14 3.66 17.80 8.10 15.35 24.72 93.77 17111.6 1478977.6 3488.6 10739.4 288866.4
Cabeza calculada 80,645 0.02 2.80 0.41 0.54 3.82 137,763.18 22,559,609.67 32,838.33 43,471.90 308,132.95
Concentrado #2
RESUMEN DE INGRESOS y DEDUCCIONES
RESUMEN DE RESULTADOS.
Concentrado de plomo.
RELACION DE CONCENTRACIÓN
( USD ) ( Onzas Equiv.)
Plomo 53.2 Oro 5,044,211.28 167,027
Zinc. 306.4 Plata. 19,582,924.94 648,441
Plomo. 611,341.75 25,238,478.0 20,243 835,711.2
Deducciones 1,372,372.3
Dolares por ton 295.9
PRECIOS DE LOS METALES. Total por conc. Pb 23,866,105.6
Concentrado de zinc
( Onzas Equiv.)
Oro ( Dlls / Oz ) 1,627.59
Oro 64,510.55 2,136
Plata. ( Dlls / Oz ) 30.20 Plata. 213,134.83 7,057
Plomo.( dlls / lb ) 1.08 Zinc 241,656.80 519,302.2 8,002 17,195.4
Zinc. ( Dlls / lb ) 0.97 Deducciones 176,363.6
Dolares por ton 4.3 852,906.6
Paridad ( $ / Dlls ) 12.77 Total por conc. Zn 342,938.6
Humedad Ensaye(Pb%) 17.50
Total Ingreso. 24,209,044.3
Humedad Ensaye(Zn%) 15.00
Ganancia
Mensual 2,045,854.7 USD
O
4Ca. Indicar los tipos de resultados (tangibles e intangibles) realizados.
O
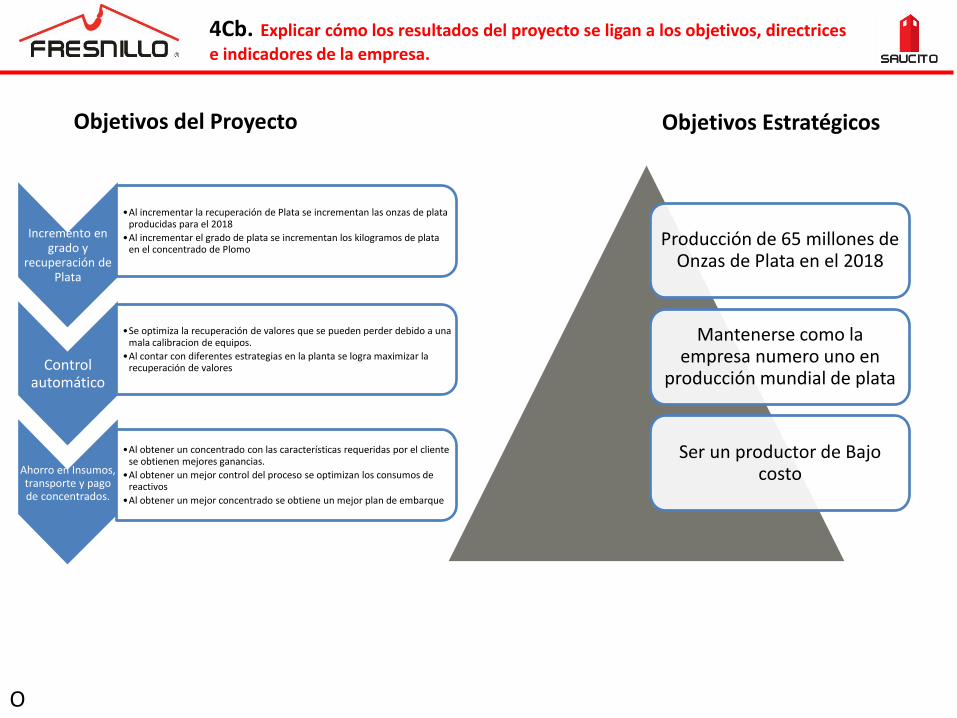
4Cb. Explicar cómo los resultados del proyecto se ligan a los objetivos, directrices
e indicadores de la empresa.
Producción de 65 millones de Onzas de Plata en el 2018
Mantenerse como la empresa numero uno en
producción mundial de plata
Ser un productor de Bajo costo
Incremento en grado y
recuperación de Plata
•Al incrementar la recuperación de Plata se incrementan las onzas de plata producidas para el 2018
•Al incrementar el grado de plata se incrementan los kilogramos de plata en el concentrado de Plomo
Control automático
•Se optimiza la recuperación de valores que se pueden perder debido a una mala calibracion de equipos.
•Al contar con diferentes estrategias en la planta se logra maximizar la recuperación de valores
Ahorro en Insumos, transporte y pago de concentrados.
•Al obtener un concentrado con las características requeridas por el cliente se obtienen mejores ganancias.
•Al obtener un mejor control del proceso se optimizan los consumos de reactivos
•Al obtener un mejor concentrado se obtiene un mejor plan de embarque
Objetivos Estratégicos Objetivos del Proyecto
O
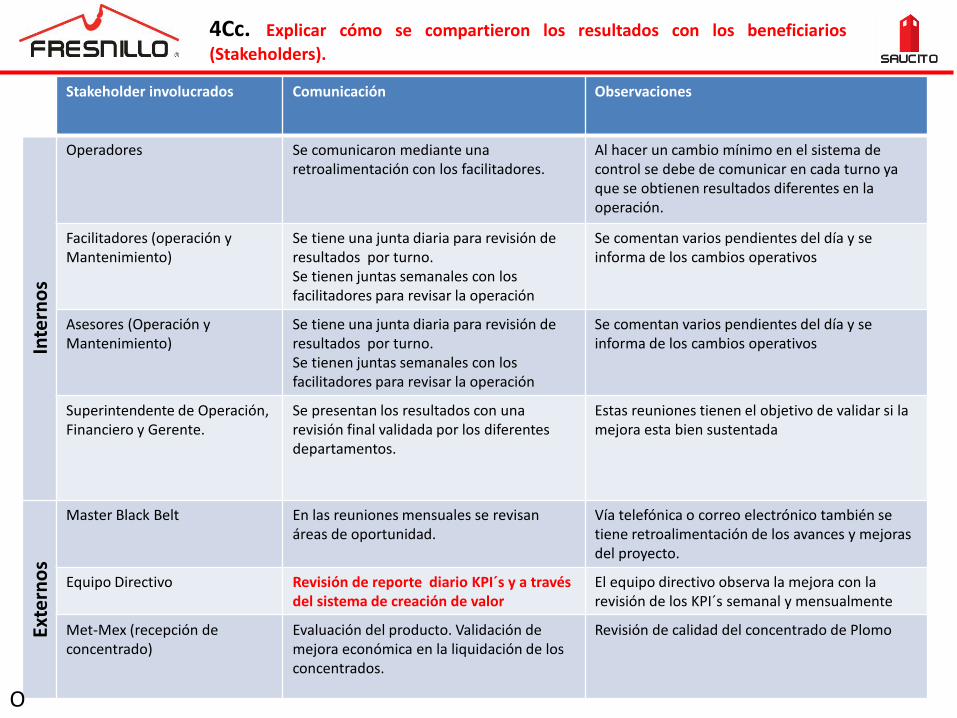
4Cc. Explicar cómo se compartieron los resultados con los beneficiarios
(Stakeholders).
Stakeholder involucrados Comunicación Observaciones
Inte
rno
s
Operadores Se comunicaron mediante una retroalimentación con los facilitadores.
Al hacer un cambio mínimo en el sistema de control se debe de comunicar en cada turno ya que se obtienen resultados diferentes en la operación.
Facilitadores (operación y Mantenimiento)
Se tiene una junta diaria para revisión de resultados por turno. Se tienen juntas semanales con los facilitadores para revisar la operación
Se comentan varios pendientes del día y se informa de los cambios operativos
Asesores (Operación y Mantenimiento)
Se tiene una junta diaria para revisión de resultados por turno. Se tienen juntas semanales con los facilitadores para revisar la operación
Se comentan varios pendientes del día y se informa de los cambios operativos
Superintendente de Operación, Financiero y Gerente.
Se presentan los resultados con una revisión final validada por los diferentes departamentos.
Estas reuniones tienen el objetivo de validar si la mejora esta bien sustentada
Exte
rno
s
Master Black Belt En las reuniones mensuales se revisan áreas de oportunidad.
Vía telefónica o correo electrónico también se tiene retroalimentación de los avances y mejoras del proyecto.
Equipo Directivo Revisión de reporte diario KPI´s y a través del sistema de creación de valor
El equipo directivo observa la mejora con la revisión de los KPI´s semanal y mensualmente
Met-Mex (recepción de concentrado)
Evaluación del producto. Validación de mejora económica en la liquidación de los concentrados.
Revisión de calidad del concentrado de Plomo
O

5A. Explicar cómo fueron seleccionados los miembros del Equipo y cómo se
involucraron durante el proyecto.
Stakeholder Rol en el equipo
Función Razón para la selección (Por su expertíz)
Participación
Sergio Flores Patrocinador Subdirector de Operaciones Experto en minas Aprobación de proyecto y apoyo en autorizaciones
Alejandro Vallejo Champion Gerente de Unidad Saucito Manejo de los diferentes departamentos involucrados en la extracción y beneficio de Minerales
Apoyo en mejoras de la planta
Ulises Vargas Master BlacK Belt
Líder Corporativo de Procesos de Mejora
Experto en metodologías Evaluaciones periódicas en resultados operativos
Román Cruz Líder de Equipo (Green Belt)
Líder de Planta Concentradora Conocimientos para la operación y administración de la planta
Lograr que se apliquen las mejoras en el proceso.
Jesús Hurtado Miembro Ingeniero de Sistemas (TI) Experto en manejo de software Apoyar en la programación y adquisición de software utilizado en la mejora
Rosa María Méndez
Miembro Área de relaciones Industriales
Cuenta con conocimientos para la administración de proyectos
Asegurar la recopilación de entregables y programación de juntas.
Víctor Ríos Miembro Asesor de Presa de jales Experto en operación de presas de jales
Evaluar la operación de la planta con los residuos enviados a Presa de jales.
Javier Ruiz Miembro Asesor de mantenimiento mecánico
Conocimiento en el área mecánica para equipos de minería
Apoyar en las evaluaciones para los cambios de equipos que ayuden a obtener mejores resultados
R

5A. Explicar cómo fueron seleccionados los miembros del Equipo y cómo se
involucraron durante el proyecto.
Stakeholder Rol en el equipo
Función Razón para la selección (Por su expertíz)
Participación
Pedro Sifuentes Miembro Asesor de Instrumentación Conocimiento en el área de instrumentación para equipos de minería
Interacción con los miembros del equipo para implementar cambios en el sistema de control.
Raúl Carrillo Miembro Asesor Eléctrico Conocimiento en el área eléctrica para equipos de minería
Definir las mejoras implementadas para mantener los equipos e instrumentos críticos con suministro de energía
Ricardo Ávila Miembro Facilitador de Operación Supervisor de turno con experiencia en concentración de minerales
Supervisar las mejoras implementadas y aportar nuevas ideas.
Alfonso Guerra Miembro Facilitador de Operación Supervisor de turno con experiencia en concentración de minerales
Supervisar las mejoras implementadas y aportar nuevas ideas.
Omar Godínez Miembro Asesor Metalúrgico Evalúa las mejoras mediante pruebas metalúrgicas para maximizar resultados
Evaluar metalúrgicamente las mejoras planteadas.
Oscar Ramírez Miembro Asesor de Control Cuenta con conocimientos para desarrollar nuevas lógicas de control que impacten en los resultados.
Realizar los cambios necesarios en las lógicas de control y sistemas expertos de la planta.
R

5B. Explicar cómo se preparó el Equipo para trabajar en conjunto.
R
Leadership Plus, Con Thierry Brunet.

5C. Explicar cómo el Equipo administró su funcionamiento para asegurar su
efectividad. (1 de 2)
Desde hace 9 años Fresnillo Plc, utiliza el Sistema de Proyectos de Creación de Valor Fresnillo (SPCVF).
R
Administradora del sistema de proyectos (RH evalúa la efectividad del equipo)
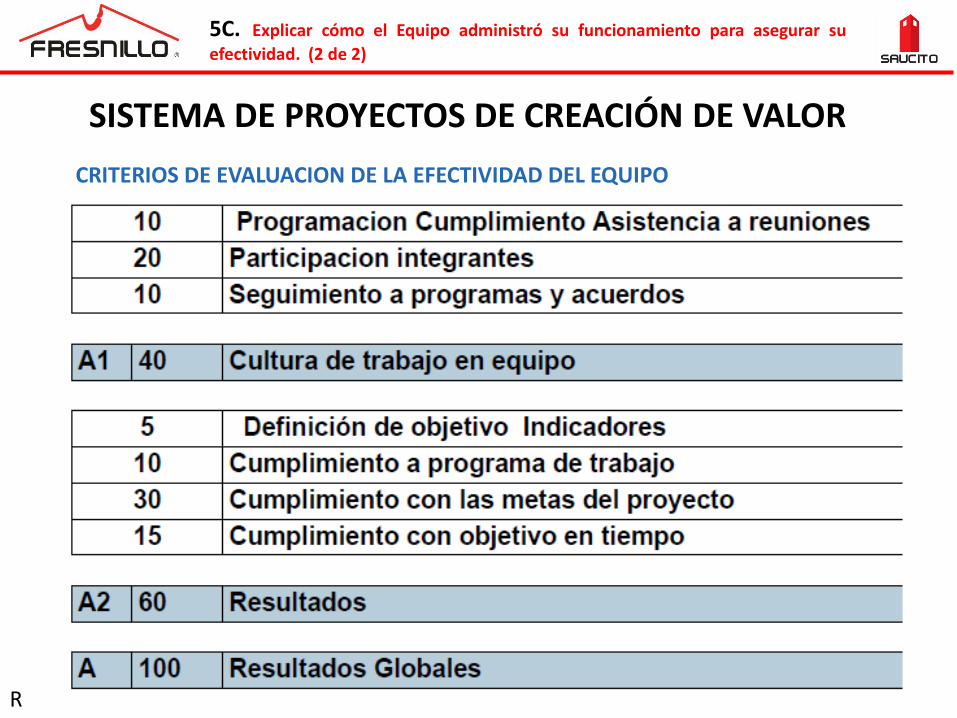
5C. Explicar cómo el Equipo administró su funcionamiento para asegurar su
efectividad. (2 de 2)
R
SISTEMA DE PROYECTOS DE CREACIÓN DE VALOR
CRITERIOS DE EVALUACION DE LA EFECTIVIDAD DEL EQUIPO
5C. Explicar cómo el Equipo administró su funcionamiento para asegurar su
efectividad. (2 de 2)
R
Muchas gracias.