Proceso de Union y Ensamblaje

of 13
-
Upload
antony-fredy-sanchez-altamirano -
Category
Documents
-
view
4 -
download
0
description
buen documento
Transcript of Proceso de Union y Ensamblaje
Presentacin de PowerPoint
PROCESOS DE UNION Y ENSAMBLE
Es un conjunto de operaciones realizadas con la finalidad de ensamblar dos o ms piezas terminadas, provenientes de otros procesos, articulndola en una pieza ms compleja y con mayor valor agregado.La unin de las partes se puede lograr con soldadura de arco o de gas, soldadura blanda o dura o con el uso de sujetadores mecnicos o de adhesivos.
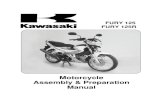
CLASIFICACION DE LOS PROCESOS DE UNION Y ENSAMBLEPROCESOS DE UNION Y ENSAMBLEENSAMBLE MECANICOADHESIONSOLDADURASOLDADURA EN ESTADO SOLIDOMECANICAQUIMICAELECTRICA SOLDADURA FUERTE Y BLANDAFUSIONELECTRICAQUIMICAGAS COMBUSTIBLE TERMITAARCO ELECTRICO RESISTENCIA HAZ DE ELCTRONES RAYO LASERRESISTENCIADIFUSION EXPLOSIONFRICCION ULTRASONICASUJECION MECANICA SELLADO PLEGADO
Soldadura Blanda
Llamada tambin soldadura con estaoconsiste en realizar uniones en las que elmaterial de aportacin tiene menor punto defusin (y distintas caractersticas qumico fsicas)que el material base, realizndose launin soldada sin fusin del material base ymediante la fusin del material de aportacin.
La soldadura blanda se distingue de lasoldadura fuerte por la temperatura de fusindel material de aporte. La soldadura blandautiliza aportaciones con punto de fusin pordebajo de los 450 C y la soldadura fuerte porencima de los 450 C.
Un factor fundamental es la calidad delestao: ste debe tener una mezcla de 60-40,es decir, una aleacin de 60% de estao y 40%de plomo
AplicacionesDesde la fabricacin de juguetes, hasta demotores de aviones y vehculos espaciales.
En general se utiliza para la unin de piezasde pequeo tamao, piezas de diferentesmateriales, donde sera muy difcil utilizarun proceso de soldadura por fusin.
La soldadura blanda se suele utilizar encomponentes electrnicos, como circuitosimpresos o transistores, piezas ornamentalesy piezas de intercambiadores de calor.
VentajasNo se alcanzan cambios fsicos en el material a soldar al no alcanzar la temperatura de fusin.
No se presentan tensiones superficiales gracias a que la temperatura alcanzada es muy baja.
Se puede conservar los recubrimientos de los materiales base.
Facilidad para obtener uniones sanas entre materiales diferentes, incluso entre materialesmetlicos y no metlicos o entre materiales de diferentes espesores.
Se pueden obtener soldaduras en piezas de precisin.
Con algunos procesos se pueden realizar soldaduras con muchas piezas al mismo tiempo,por lo que resulta muy econmico.
Se requieren bajas temperaturas, con el ahorro energtico que ello conlleva.
La apariencia de la soldadura es muy buena.
Es un proceso fcilmente automatizable.
No se necesitan medidas de proteccin especiales.
Para que el proceso pueda ser considerado como "soldadura fuerte, el material de aporte debe fundir a una temperatura superior a 450 C.El proceso por soldadura fuerte es un mtodo de soldeo verstil, que proporciona adems una gran resistencia a la unin. De hecho, si se usa el material de aporte adecuado, proporciona una unin con caractersticas resistentes incluso superior a la del metal base.En general, cuando factores como resistencia y durabilidad, conservar las propiedades metalrgicas del metal base, geometra de la unin y nivel de produccin son condicionantes importantes, el proceso por soldadura fuerte es muy recomendable.Soldadura Fuerte
En general, cuando resistencia y durabilidad son los factores determinantes, los procesos de soldadura fuerte y soldadura por fusin son los recomendados. Y cuando, o bien la resistencia en la unin no sea un factor decisivo, o que la unin pueda ser desmontada en un futuro, entonces una unin mecnica, por adhesivo o incluso por soldadura blanda, puede ser la mejor solucin.el proceso por soldadura fuerte, al emplear temperaturas menores y no producir la fusin del metal base, no distorsiona la geometra de las piezas y no crean tampoco tensiones trmicas residuales que sean peligrosas.la soldadura fuerte es especialmente recomendable para unir piezas dismiles, con distintas caractersticas mecnicas y distintos puntos de fusin, dado que en todo caso, el metal base en la soldadura fuerte no llegan a fundir.La soldadura fuerte es especialmente recomendable para soldaduras de geometra lineal, dado que el metal de aporte al fundir fluye de manera natural por entre la lnea de unin.
Uniones AdhesivasLos adhesivos son usados desde la antigedad, se tiene registros en esculturas y grabados de 3300 aos de antigedad donde ya se usaba pegamento y brocha para pegar chapas a planchas de madera. El pegado fue probablemente el primero de los mtodos de unin permanente.Los adhesivos ofrecen muchas posibilidades de unin al integrar diferentes materiales de diferente naturaleza.La unin adhesiva es un proceso de unin en el cual se usa un material de re llenador para mantener juntas 2 o ms partes muy cercanas mediante la fijacin de la superficie.
Proceso mediante el cual se modifican las propiedades fsicas del adhesivo de liquido a solido para obtener la sujecin de las superficies de las partes.
El vulcanizado se provoca frecuentemente mediante calor o un catalizador y en ocasin se aplica presin entre las dos partes para activar el proceso de unin. Si se requiere calor, las temperaturas son muy bajas por lo que no se afectan los materiales que se unen, lo cual es una ventaja del pegado. Adems el vulcanizado requiere de un tiempo determinado llamada tiempo de vulcanizado o tiempo de estabilizado, a veces este tiempo es importante y es una desventaja en la manufactura.
La resistencia de la unin en la sujecin adhesiva est determinada por la fortaleza del adhesivo mismo. La resistencia de la adhesin proviene de varios mecanismos y todos ellos dependen del adhesivo y las partes adheridas particulares:
1) Unin qumica, el adhesivo se une a las partes y forma una unin qumica primaria tras el endurecimiento.2) Interacciones fsicas, se producen fuerzas de unin secundarias entre los tomos de las superficies opuestas.3) Entrelazado mecnico, la dureza de las superficies provoca que el adhesivo endurecido se enrede o atrape en sus asperezas de superficie microscpica.
Para que estos mecanismos de adhesin operen con mejores resultados deben predominar las siguientes condiciones:
1) Las superficies adheridas deben estar limpias y libres de partculas de suciedad.2) El adhesivo en su forma lquida inicial debe conseguir una humidificacin completa de la superficie de la parte adherida.3) Es til que las superficies no estn perfectamente lisas.
Curvado o Galvanizado
Diseo de uniones.Las uniones con adhesivos no son tan fuertes como las hechas con soldadura, por lo que debe considerarse el diseo de las uniones adhesivas, aplicando ciertos principios:
1) Maximizar el rea de contacto de la unin.2) Los pegados son ms fuertes en cizalla y tensin y deben disearse para aplicar tensin de estos tipos.3) Los pegados son dbiles en hendiduras o desprendimientos y deben disearse para evitar este tipo de tensiones.
Adems de la configuracin mecnica de la unin, la aplicacin debe seleccionarse para que las propiedades fsicas y qumicas del adhesivo y las partes adheridas sean compatibles bajo las condiciones de servicio a las que est sujeto el ensamble.
Tipos de adhesivos.Se clasifican en 3 categoras:1) Naturales.2) Inorgnicos.3) Sintticos
Adhesivos naturales.Son materiales derivados de fuentes naturales. Esta categora por lo general se limita a aplicaciones de baja tensin, o donde estn implcitas reas de superficies grandes.
Adhesivos inorgnicos.Se basan principalmente en el silicato de sodio y el oxicloruro de magnesio. Tienen un costo bajo, as como baja resistencia, lo cual es una seria limitacin.Adhesivos sintticosEs la categora ms importante en la manufactura. Se vulcanizan mediante diversos mecanismos, entre los que se encuentran:1) Mezcla de un catalizador o un ingrediente reactivo con el polmero inmediatamente antes de aplicarlo.2) Calentamiento para iniciar una reaccin qumica.3) Vulcanizacin con radiacin o luz ultravioleta.4) Vulcanizacin mediante evaporacin.
Aplicaciones.Preparacin de la superficie.La resistencia de la unin depende del grado de adhesin entre el adhesivo y las partes adheridas, y en consecuencia tambin de la limpieza de la superficie.
Para partes metlicas.Se usa el desengrasado con vapor o la limpieza con solventes y el desgaste de la superficie mediante el pulido y otros procesos, esto mejora la adherencia.
Para partes no metlicas.Se usa algn limpiador solvente y en ocasiones las superficies se desgastan en forma mecnica o se atacan qumicamente para aumentar la aspereza.
Es deseable realizar el proceso de pegado lo ms pronto posible despus de realizar estos tratamientos, ya que mientras transcurre el tiempo aumentan la oxidacin de las superficies y la acumulacin de impurezas.
Mtodos de aplicacin.El adhesivo se puede aplicar en una o ambas superficies de diversas formas.
Aplicacin con brocha: se ejecuta de forma manual usando una brocha de cerdas duras. Los recubrimientos resultantes con frecuencia no son uniformes.Rodillos manuales: son similares a los rodillos de pintura, se aplica el adhesivo desde un contenedor plano.Serigrafa: el adhesivo solo cubre reas seleccionadas de la superficie de la parte a travs de reas abiertas en la pantalla.Por flujo: se utilizan manualmente pistolas de flujo alimentadas a presin para tener un mejor control que con la brocha.Por aspersin o atomizacin: se usa una pistola de aspersin impulsada por aire para una aplicacin rpida sobre reas grandes o difciles de alcanzar.Con aplicadores automticos: se hace con despachadores y boquillas automticas, se usan en produccin a velocidad media y alta.Recubrimiento mediante rodillo: es una forma mecanizada del rodillo, pero en ves aplicar adhesivo para unir se usa para recubrir la superficie.
Ventajas de las uniones adhesivas.
1) Es un proceso aplicable a una amplia gama de materiales.2) Se pueden unir partes de tamaos diferentes y secciones diferentes.3) La adhesin ocurre sobre al rea completa de la unin y no en puntos separados.4) Algunos adhesivos son flexibles despus de la unin por lo que tolera cargas y expansin trmica de las partes.5) El vulcanizado a baja temperatura evita daos a las partes que se unen.6) Es posible obtener un sellado al mismo tiempo que la adhesin.7) Se simplifica el diseo de las uniones.
Limitaciones de las uniones adhesivas.
1) Las uniones no son tan fuertes como en otros mtodos.2) El adhesivo debe ser compatible con los materiales que se van a unir.3) Su temperatura de servicio es limitada.4) La limpieza y preparacin de las superficies antes de la aplicacin del adhesivo es muy importante.5) Los tiempos de vulcanizacin pueden imponer un lmite sobre las velocidades de produccin.6) La inspeccin de la unin adherida es difcil de realizar.