Procesos Extractivos II 2015
35
TOSTACIÓN DE CONCENTRADOS SULFURADOS DE COBRE En la actualidad los métodos convencionales de tratamiento de lechos de fusión de cobre o de concentrados de cobre no incluye la etapa de tostación. Muy pocas plantas en el mundo incluyen esta etapa a no ser que las cargas a los hornos de fundición liberen consigo porcentajes elevados de impurezas perjudiciales como arsénico o se traten de concentrados arseniacales del cobre con elevados contenidos de metales nobles como son Au y Ag que justifican la tostación de tales cargas. En estos casos la tostación tiene por objeto la remoción de impurezas por volatilización en forma de óxidos como SO 2 , Sb 2 O 5 , As 2 O 3 , TeO 2 , SeO 2 . La tostación es usualmente un proceso de oxidación de minerales sulfurados y el aire es universalmente usado como agente de oxidación en procesos de tostación. Prácticamente todos los minerales sulfurados son combustibles, por esta razón muchos sulfuros ricos pueden ser tostados autotérmicamente y el calor generado por la oxidación de los sulfuros es suficiente para propagar las reacciones químicas. Normalmente la temperatura de tostación del horno debe ser mayor que la temperatura de inflamación de los sulfuros para asegurar su oxidación ya que con la elevación de la temperatura el proceso de oxidación se acelera. Temperatura de Ignición de los Sulfuros en función del Tamaño (0,06 mm) malla –65 Mineral Atmósfera Temp. C FeS 2 CuFeS 2 Cu 2 S ZnS PbS MoS 2 Aire Oxígeno Aire Aire Aire Aire 360 380 435 615 705 (en O 2 554C) 490 1
-
Upload
anonymous-nzrzexj -
Category
Documents
-
view
98 -
download
0
description
procesos extractivos
Transcript of Procesos Extractivos II 2015

TOSTACIÓN DE CONCENTRADOS SULFURADOS DE COBRE
En la actualidad los métodos convencionales de tratamiento de lechos de fusión de cobre o de concentrados de cobre no incluye la etapa de tostación. Muy pocas plantas en el mundo incluyen esta etapa a no ser que las cargas a los hornos de fundición liberen consigo porcentajes elevados de impurezas perjudiciales como arsénico o se traten de concentrados arseniacales del cobre con elevados contenidos de metales nobles como son Au y Ag que justifican la tostación de tales cargas. En estos casos la tostación tiene por objeto la remoción de impurezas por volatilización en forma de óxidos como SO2, Sb2O5, As2O3, TeO2, SeO2.
La tostación es usualmente un proceso de oxidación de minerales sulfurados y el aire es universalmente usado como agente de oxidación en procesos de tostación. Prácticamente todos los minerales sulfurados son combustibles, por esta razón muchos sulfuros ricos pueden ser tostados autotérmicamente y el calor generado por la oxidación de los sulfuros es suficiente para propagar las reacciones químicas.
Normalmente la temperatura de tostación del horno debe ser mayor que la temperatura de inflamación de los sulfuros para asegurar su oxidación ya que con la elevación de la temperatura el proceso de oxidación se acelera.
Temperatura de Ignición de los Sulfuros en función del Tamaño (0,06 mm) malla –65
Mineral Atmósfera Temp. CFeS2
CuFeS2
Cu2SZnSPbSMoS2
AireOxígenoAireAireAireAire
360380435615705 (en O2 554C)490
La tostación autógena de los concentrados sulfurados depende de tres factores:
a. Del tipo de sulfuro presente en la mena o concentrado y del tamaño de partícula.
b. Del % de azufre presente en la mena o concentrado.
c. Del tipo de horno de tostación usado.
En cualquier tipo de tostador usado las partículas de sulfuro son expuestas a una corriente de aire y son quemados sin llegar al punto de fusión y la corriente de aire lleva hacia fuera al SO2.
Las reacciones de tostación se inician en la superficie de las partículas de concentrados y luego ellas se propagan continuamente formando un óxido poroso.
4 FeS2 + 11 02 2 Fe203 + 8 SO2 H = - 808 320 Kcal
2 Cu2S + 3 O2 2 Cu2O + 2 SO2 H = - 188 900 Kcal
1

Regulando la velocidad de alimentación del concentrado en el tostador es posible producir una calcina conteniéndole % de azufre deseado. Una tostación a muerte o parcialmente oxidante se define como un proceso en que todo o parte del azufre se elimina tan económicamente como sea posible.
Mecanismo del Proceso de Tostación
El propósito de la tostación es oxidar los concentrados, reducir el contenido de azufre y transformar a los sulfuros de Fe, Zn, Pb, Cu en sus óxidos respectivos.
La oxidación del sulfuro se realiza por medio del oxígeno del aire, el cual produce una capa mas o menos densa en la partícula de concentrado que es un sulfuro metálico (CuFeS2, FeS2, Cu2S); y a medida que progresa la tostación se produce un continuo cambio entre la fase sólida y gaseosa, esto es, que se produce un libre acceso de aire al sulfuro y una liberación de SO2 hacia el exterior. Este proceso de difusión se realiza a través de los poros de la partícula de concentrado y a medida que progresa la tostación la capa de óxido desarrolla en espesor y los gases como el O2 encuentran más dificultad para ingresar al núcleo de la partícula.
La tostación fue de amplio uso principalmente en las fundidoras de reverbero los cuales tenían que tratar concentrados de bajo grado ( 20% de Cu). En la actualidad, las técnicas mejoradas de beneficio de minerales han eliminado grandemente la necesidad de fundir concentrados de bajo grado y, por lo tanto, la tendencia ha sido eliminar los tostadores del circuito de fundición.
Sin embargo, el auge de la tostación eficiente en lecho fluidizado ha conducido a la reciente reintroducción de los tostadores en varias fundidoras de horno de reverbero y eléctrico como un método para incrementar la capacidad de fundición.
Las calcinas del tostador se cargan en caliente del tostador al horno de fundición.
Se necesita menor energía para fundir las calcinas del tostador en caliente, y que luego será beneficiado en:
a. Un ahorro considerable de energía.
b. Mayor velocidad de fundición; la carga de la calcina en caliente puede incrementar la velocidad de producción de un horno de reverbero hasta un 50%.
La tostación, como se realiza en la extracción del cobre, es una oxidación parcial de los concentrados de sulfuro de cobre con aire. Este proceso se lleva a cabo por dos principales razones que dependen del método de extracción del cobre que se siga posteriormente.
a. Extracción Hidrometalúrgica.- Los minerales sulfurados de cobre no se lixivian fácilmente, pero sus sulfatos son solubles en agua y sus óxidos en H2SO4 diluido. Por lo tanto, una tostación controlada de sulfuros puede producir un producto calcinado rápidamente lixiviable.
2

b. Extracción Pirometalúrgica.- A menudo se practica la tostación previamente a la fundición en horno de reverbero o horno eléctrico. En este caso los objetivos son:
1. Utilizar el calor de tostación para secar y calentar la carga antes de ser introducida al horno de fundición.
2. Aumentar la concentración de cobre en el producto de la fundición, o sea, en la mata líquida.
Se usan tostadores de hogar y de lecho fluidizado siendo éste el mas moderno.
La temperatura de operación para la tostación esta entre 500 - 700C-
Normalmente es autógena, pero si los concentrados están excesivamente húmedos se puede requerir quemar algún hidrocarburo.
Tostación Previa a la Fundición
La tostación controlada de los concentrados de cobre da por resultado la oxidación parcial del azufre a SO2 y la oxidación parcial de los sulfuros de hierro a sulfatos y óxidos de hierro. El gas SO2 se elimina durante la tostación y los óxidos y los sulfatos de hierro se eliminan posteriormente en forma de escoria durante la fundición.
Los óxidos y sulfatos de cobre también se forman durante la tostación parcial pero se reducen de nuevo a sulfuros en el proceso de fundición. Así mismo, la velocidad de producción de cobre en los convertidores se incrementa ligeramente debido a que:
La tostación elimina parte de azufre.
La tostación / fundición elimina parte del hierro (como escoria), los cuales además tienen que ser eliminados en el proceso de conversión.
Tostación Previa a la Lixiviación
La lixiviación de calcinas casi siempre se lleva a cabo junto con la lixiviación de menas de óxidos naturales. Las calcinas contribuyen al proceso total en dos formas:
a. Proporcionan sulfatos de cobre solubles y óxidos de cobre los cuales se agregan al circuito de lixiviación.
b. El sulfato de cobre de las calcinas adiciona iones SO4-2 a la solución los cuales
conducen a la formación de H2SO4 durante la separación por electrólisis (electrodeposición) posterior del cobre, es decir:
Cu+2 + SO4-2 + H2O Cu + ½ O2 + H2SO4
2v cátodo ánodo
este ácido actúa como compensador por las pérdidas ocurridas durante la lixiviación de las menas de óxidos naturales.
3

Se ha propuesto la lixiviación de calcinas tostadas a muerte, en los cuales los sulfuros pasan totalmente a óxidos; esto en la actualidad no es un proceso comercial, el H2SO4
obtenido a partir de los gases de tostación podría ser usado como medio de lixiviación.
Procesos Químicos de la Tostación
Las reacciones principales durante la tostación son la oxidación de los sulfuros de hierro y cobre para obtener sulfatos y óxidos. Algunos ejemplos de las reacciones totales son:CuFeS2 + 4 O2 CuSO4 + FeSO4
2CuS + 7/2 O2 CuO.CuSO4 + SO2
2 CuFeS2 + 13/2 O2 2CuO + Fe2O3 + 4SO2 (oxidación completa)
Muchas otras reacciones se presentan durante la tostación parcial y es posible obtener en el producto tanto óxidos como sulfatos.
La temperatura de operación del tostador es un factor muy importante debido a que determinan el tipo de producto obtenido. Una estimación de la mejor temperatura de operación para un producto dado puede obtenerse de las composiciones de los gases de los tostadores industriales junto con las relaciones de equilibrio conocidas en los sistemas gas-sólido de Cu-O-S y Fe-O-S.
Los diagramas de equilibrio Cu-O-S indican para una temperatura dada, los sólidos que estarán en equilibrio con concentraciones de los gases O2 y SO2 dadas.
La tostación parcial no es, por su puesto, un proceso en equilibrio, sin embargo los diagramas pueden ser usados para indicar los productos que más probablemente serán formados a medida que las reacciones prosigan hasta llegar al equilibrio.
Diagramas Cu-O-S
4

TablaEjemplo pO2 pSO2 Región Fases en equilibrio
estableABC
10-4
10-5
10-5,3
110-1
101,5
Área CuSO4
Limite CuSO4/CuO.CuSO4
Punto de intersección CuO/Cu2O/CuO.CuSO4
CuSO4
CuSO4 + CuO.CuSO4
CuO + Cu2O + CuO.CuSO4
Interpretación de los diagramas:
El significado de los diagramas de equilibrio se muestra por los tres ejemplos de la tabla anterior, todos a una temperatura de 627C.
Por consiguiente, la regla general de interpretación es que los sólidos indicados por el punto pO2 y pSO2 son, de hecho, las fases en equilibrio.
Composición de los gases en los tostadores industriales
Las composiciones varían de 5 a 15% de SO2 y de 1 a 5% de O2 (más 10% de H2O y 75% de N2) las cuales son equivalentes a las presiones parciales de pSO2 = 10-1,5 a 10-0,5; pO2 = 10-2 a 10-1. Las fases sólidas en equilibrio potencial son fácilmente representadas al trazar estas presiones parciales del gas del tostador, sobre los diagramas de equilibrio Cu-O-S y Fe-O-S.
Selección de la Temperatura de Tostación
Tostación para el Proceso de Fundición:
5

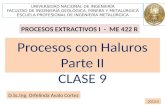
Las composiciones de los productos del tostador destinados a la fusión en H. De reverbero o eléctrico no son determinantes, pero es conveniente evitar la oxidación excesiva de los minerales de hierro. La formación de Fe3O4 y Fe2O3 conduce a lo siguiente:
En la fusión producen escorias que bajo condiciones oxidantes causan mayor pérdida de cobre en la escoria.
La formación de ferrita a una temperatura alta de fusión (por ejemplo CuFe2O4, ZnFe2O4) también se favorece por la sobreoxidación de los minerales de hierro.
La mejor forma de evitar la sobreoxidación, o sea, la formación de Fe2O3, es tostar a temperaturas relativamente bajas; la práctica actual es tostar de 500 a 600 previo a la fundición.
44
Fe2O3
Fe3O4
Fe2(SO4)3FeS
-20 -10 -5 0-15log pO2
10
5
0
-5
-10
log
pSO
2
Diagrama Fe-0-S con fases sólidas en equilibrio con gases a las pO2 y pSO2 indicadas.
Presiones parciales en tostador industrial
627°C
Tostación Previo al Proceso de Lixiviación:
Los objetivos son:
a. Producir una cantidad controlada de CuSO4, dejando el resto del cobre en la forma de óxido.
b. Producir óxidos de hierro en lugar de sulfatos de hierro solubles.
Este último objetivo es para disminuir la contaminación de las soluciones de lixiviación con hierro disuelto.
La tostación para producir un producto mezclado de CuSO4/CuO debe llevarse a cabo entre 677 y 800C, favoreciendo las temperaturas más altas una proporción más grande
6

de CuO; así mismo a este intervalo de temperatura también favorece la formación de óxidos de hierro insolubles, lo cual es el segundo objetivo del producto del tostador.
Cinética de la Tostación
La oxidación de sulfuros con aire es de naturaleza heterogénea. Las velocidades de tostación dependen, por lo tanto:
Del tamaño de partícula (área superficial).
De la intensidad del contacto aire / partícula.
De la concentración del O2 y de la temperatura del gas.
Un factor importante en la tostación es la temperatura de ignición o encendido. La cual es la temperatura más baja a la cual una partícula de mineral se oxidará lo suficientemente rápido para conservar o aumentar la temperatura del tostador. En la siguiente tabla se da las temperaturas de encendido de los sulfuros de cobre normalmente presentes durante la tostación de cobre donde indica que las operaciones del tostador pueden iniciar y mantenerse a casi 400C para concentrados secos. Las temperaturas de encendido para concentrados húmedos son más elevadas debido a que se debe suministrar calor para la vaporización del agua.
Temperatura de Ignición de los Minerales con Sulfuro de Hierro y Cobre en el Aire
Mineral Temperatura de Ignición, CCuSCu2SCuFeS2
FeS2
FeS
400450300400400
En general, se obtienen velocidades rápidas de tostación al operar a temperaturas altas (acordes con la obtención del producto deseado) y con una exposición buena de la superficie mineral a la atmósfera oxidante. Los tostadores de lecho fluidificado son particularmente ventajosos en este último aspecto.
Hornos y Métodos de Tostación
La tostación de los concentrados de cobre se lleva a cabo en tostadores de hogar múltiples, o en tostadores de lecho fluidizado; el primero es anticuado y las fundidoras nuevas tienen el tipo fluidizado debido a sus velocidades de producción altas, su excelente control de temperatura y químico ya la concentración alta de SO2 en sus gases de salida.
Tostación en Hogar Múltiple:
Es un recipiente cilíndrico revestido de material refractario (aprox. 6 m de diámetro, 15 m de altura) adaptado con 7 ó 12 hogares refractarios. Los concentrados se
7

alimentan en la parte superior del tostador y se rastrillan en cada uno de los hogares antes de caer al siguiente nivel inferior. A los rastrillos los mueve una flecha central giratoria. El aire para la tostación ingresa por el fondo del tostador y sube en contracorriente con la carga descendente hasta dejar finalmente el horno a través de un conducto de humos superior.
El tostador es calentado a una temperatura a la cual los concentrados serán encendidos por el aire. Los concentrados y el aire son introducidos en contracorriente y se lleva a cabo la combustión de los concentrados. Los dos hogares superiores normalmente se utilizan para secar y calentar los concentrados, mientras que el encendido y la oxidación ocurren en los hogares inferiores. Las principales reacciones son exotérmicas, por ejemplo:
CuFeS2 + 4 O2 CuSO4 + FeSO4 H = - 360 000 Kcal / Kg mol CuFeS2
2CuFeS2 + 13/2 O2 2CuO + Fe2O3 + 4SO2 H = - 232 000 Kcal / Kg mol CuFeS2
de tal manera que una vez que el encendido se ha llevado a cabo, el tostador funciona autógenamente.
Los tostadores de hogar procesan alrededor de 0,5 a 1,0 toneladas de carga por m2 de hogar por día, lo cual es equivalente a la eliminación de 0,1 a 0,2 toneladas de azufre por m 2 al día.
Tostación en Lecho Fluidizado:
Consiste en la oxidación de partículas de sulfuro mientras se suspenden en una corriente de aire uniformemente distribuida. Esta tostación se basa en el principio en que el aire inyectado a través del lecho de sólidos finos tiende a elevar las partículas. A velocidades moderadas, las partículas pueden estar permanentemente suspendidas en u lecho expandido o fluidificado mientras que a velocidades altas, las partículas se pueden transportar hacia fuera del tostador con los gases de salida. En ambos casos las partículas se rodean por aire de manera que las velocidades de las reacciones de tostación gas-sólido son muy rápidas.
El aire se inyecta hacia el interior del tostador por medio de una placa con toberas en el fondo y los concentrados se agregan en forma de partículas o lodo cerca de la parte superior del tostador. La operación de tostación se inicia al calentar el tostador hasta la temperatura a la cual los concentrados sean encendidos por el aire. Después se agregan los concentrados y el aire, lentamente al principio, para iniciar la tostación y hacer el proceso autógeno.
Las velocidades de reacción son rápidas y los tostadores industriales de cobre tratan del orden de 5 a 50 toneladas de concentrado por m2 de área de hogar por día.
Una consecuencia importante de las velocidades de reacción altas es la eficiencia alta en la utilización del oxígeno en las reacciones de tostación. Esto conduce a que el aire necesario exceda ligeramente al estequiométrico y esto da por resultado concentraciones elevadas de SO2
en los gases que salen del tostador. Los gases de los tostadores de lecho fluidizado contienen representativamente de 10 a 15% de SO2 en comparación de 4 a 6% en los gases de tostadores de hogar. La concentración más alta de SO2 es apropiada para la producción de ácido sulfúrico o de azufre elemental.
Control de la Temperatura:
8

El estado de fluidez se asocia con una gran agitación de las partículas dentro del lecho, lo cual da por resultado una transferencia de calor eficiente y una temperatura uniforme en todo el tostador. Esto a su vez permite un control preciso de la temperatura de tostación.
Un problema causado por la eficiencia química alta del lecho fluidizado es que el tostador tiende a estar sobrecalentado por las reacciones exotérmicas de oxidación. Como se mencionó anteriormente, no es lo mejor para la tostación del cobre debido a que ello conduce a la sobreoxidación del producto. Sin embargo, el enfriamiento se realiza rápidamente al añadir agua o fundentes inertes (para usar en la fundición posterior) con los concentrados. Las temperaturas altas en estos tostadores también puede conducir a la sinterización y aglomeración, lo cual tiende a contraer el volumen del lecho, pero esto no es un problema significativo a las temperaturas bajas de tostación del cobre de 500 a 700C.
FUNDICION DE CALCINAS Y/O CONCENTRADOS DE COBRE
La producción de mata líquida (mata fundida) y su conversión posterior a cobre blister (cobre ampollado) es, el método más importante de extracción de cobre a partir de minerales sulfurados. Las ventajas principales son:
a) Procesa cobre metálico de los minerales sulfurados de cobre con un gasto de energía relativamente bajo.
b) El cobre se produce a una velocidad alta.
La desventaja principal del método es la contaminación a la atmósfera con el gas SO2.
La fundición de matas consiste en la fusión entre 1150 y 1250C de concentrados o concentrados parcialmente tostados para producir dos fases líquidas inmiscibles: la mata rica en cobre (sulfuro) y la escoria (óxido). El producto principal del proceso de fundición es una mata de Cu-S-Fe (de 35 a 65% de Cu) la cual se dirige al proceso de conversión para la producción de cobre blister. La escoria fundida se descarga directamente o después de una etapa de recuperación de cobre, dicha escoria debe contener la menor cantidad de cobre posible.
3.1 Fisicoquímica de la fundición de mata
Los constituyentes principales de una carga de fundición son los sulfuros y óxidos de hierro y cobre. La carga también contiene óxidos como Al2O3, CaO, MgO y, principalmente, SiO2 los cuales están presentes ya sea en el concentrado original o son agregados como fundentes.
El hierro, cobre, azufre y oxígeno y dichos óxidos son los que determinan en gran parte la constitución química y física del sistema mata-escoria.
El objetivo principal de la fundición de matas es asegurar la conversión a sulfuro de todo el cobre presente en la carga con el fin de que entre a la fase de la mata. Esto se logra mediante la presencia de FeS en la mata el cual tiende a convertir en sulfuro virtualmente todo el cobre que no lo es, por reacciones del tipo:
9

FeS(l) + Cu2O(l, escoria) = FeO(l, escoria) + Cu2S(l)
Esta reacción también se puede usar favorablemente para recuperar el cobre oxidado de las escorias de convertidor. Estas escorias a menudo se recirculan al horno de fundición donde su óxido de cobre se transforma en Cu2S, el cual se sedimenta para unirse a la fase de la mata.
El cobre oxidado puede estar presente en varias formas en la carga, por ejemplo como CuO, CuSO4, CuO.CuSO4 ó CuO.Fe2O3. Estos compuestos también reaccionan para formar Cu2S durante la fundición.
El CuS y FeS2 son inestables a altas temperaturas de fundición debido a sus presiones altas de azufre (CuS: p S2 100 atm a 600C; FeS2: p S2 = 5 atm a 700C), los cuales se descomponen durante la fusión para formar Cu2S y FeS.
3.2 Formación, constitución y características de la mata
Cuando se funde, la carga portadora de azufre forma una mata que contiene principalmente FeS y Cu2S con pequeñas cantidades de otros sulfuros, por ejemplo Co3S2, Ni3S2, PbS, y ZnS. La mata también es un excelente disolvente para los metales preciosos (Au, Ag y metales del grupo del platino) y del 95 al 99% de éstos entran a la mata junto con el As, Sb, Se y Te. La mata también contiene cerca del 3% de oxígeno disuelto.
El Sistema Cu-Fe-S:
En pocas palabras, se puede considerar que una mata líquida es una solución homogénea de Cu2S y FeS, como se indica en el diagrama de fases de la figura siguiente:
65
CuDiagrama de Fases Cu-Fe-S a 1250 °C
Cu2S
Cobre Blister Cu Líquido + Mata
Mata + Gas
Mata
Fe
Mata + Fe
Sólido
Cu Líq. + Fe Sólido
Cu Líq. + Mata + Fe Sólido
S% S
% F
e
1250 ° C
% Cu
FeS
xx
xx
Las X X indican la composición de
matas industriales
Características Físicas de la Mata:
10
Cu

Las características físicas más importantes de la mata son su alta densidad (4,4 g/cm3) y su viscosidad relativamente baja (10 centipoise), lo cual nos indica que la mata se asentará bajo una capa de escoria (escoria 3 a 3,7 g/cm3) y que fluirá más libremente que ésta ( escoria 500 a 2000 cP).
Propiedades físicas de matas, escorias y otros compuestosMaterial Temperatura
de fundición (C)
Densidad en estado líquido (1200C) (g/cm3)
Viscosidad a 1200C (cP)
Cobre blister
Cu2SFeS
Matas de Cu2S-FeS30% de Cu50% de Cu80% de Cu (metal
blanco)
FeOFe2O3SiO2
Escoria de fundiciónEscoria de convertidor
1080
11301190
105010001130
137715971723
1150 1150
7,8
5,24,0
4,14,65,2
de 5,0 a 5,5 (sólida)2,6 (sólida)
de 3,0 a 3,7de 3,2 a 3,6
3,3
10
de 500 a 2000
3.3 Formación, constitución y características de la escoria
Las escorias de fundición se forman a partir de los óxidos en la carga del horno y de los óxidos de hierro que se producen por la oxidación durante la fundición. Las escorias de fundición contienen:
Fe (como FeO, Fe3O4)………… de 30 a 40%SiO2 (de los fundentes, de la escoria de conver. reciclada) de 35 a 40%Al2O3 hasta 10%CaO hasta 10%
Las escorias deben ser:a) inmiscibles con la fase de la matab) de baja solubilidad para el Cu2Sc) suficiente fluidas para reducir el arrastre de mata y concentrado.
Es importante tener en cuenta la presencia de sílice para saturar las escorias de fundición, por su acción en la separación óptima mata/escoria que se obtienen en condiciones cercanas a la saturación. Para que suceda la separación es necesario de 35 a 40% de SiO2 para la saturación de sílice en el sistema FeO-Fe2O3-SiO2. Pero cuando existe apreciable cantidad de CaO en la escoria se necesita poco más de 40 a 42% de SiO2.En realidad, el FeS en el concentrado y la mata ejerce un potencial reductor fuerte sobre el sistema y la magnetita tiende a ser reducida por la reacción:
3Fe3O4(s) + FeS(l, mata) = 10FeO(l, escoria) + SO2(g)
11

La característica sobresaliente de las escorias es su alta viscosidad, de 500 a 2000 cP, comparadas a de las matas (10 cP) y del cobre líquido (3 cP). La presencia de magnetita sólida o sílice sólida en exceso aumenta aún más la viscosidad de la escoria.
Las escorias líquidas son iónicas. Se componen de cationes (por ejemplo Ca2+, Fe2+, Mg2+, Fe3+) y aniones (O2-, SiO4
4- y las cadenas grandes y anillos de silicato). Las escorias de fundición se clasifican en tres grupos: ácidas, básicas y neutras de acuerdo a su contenido de sílice; la estructura de las escorias básicas es simple y son fluidas. Las escorias ácidas, por otra parte, se componen por grandes iones complejos y su viscosidad es alta.
3.4 El criterio de fundición: separar mata de la escoria
Los objetivos de la fundición de mata son:
a) aislar todo el cobre de la carga en la fase de la mata, y
b) separar la mata rica en cobre de la escoria. Dichos objetivos son más fáciles de alcanzar si se logra que la escoria llegue cerca de su saturación con SiO2.
Comportamiento Sulfuro-óxido
Los óxidos y los sulfuros líquidos son altamente miscibles cuando no hay sílice en el sistema. Por ejemplo, las matas industriales de 35 a 65% de Cu (1200C), disolverán hasta un 50% de su propio peso de FeO. Por lo tanto, si no hay SiO2, el sistema sulfuro-óxido es en gran parte una sola fase y no es posible ninguna separación mata/escoria.
Es posible explicar la influencia de la cal y alúmina sobre el sistema FeO-FeS-SiO2. El CaO y el Al2O3 forman complejos con la SiO2 y, ambas tienden a disminuir la solubilidad del FeS en la escoria, mejorando de ese modo la separación mata/escoria.
Factores que determinan la separación del cobre en la mata
La eficiencia con que el cobre de la carga se separa en la mata depende de muchos factores:
Sílice en la escoria.- La sílice promueve la formación de las fases de mata y escoria separadas. Además la separación más completa de cobre en la mata se presenta en condiciones próximas a la saturación, de 35 a 40% de SiO2. Para lograr estas condiciones, la sílice se agrega directamente y en la escoria recirculada de convertidor.
Cal y alúmina.- Las adiciones de éstos óxidos tienden a estabilizar la estructura de la escoria y es benéfico hasta casi un 10% en la escoria.
Grado de mata.- Los estudios experimentales y de la industria, señalan que la concentración de cobre en la fase de la escoria es proporcional al grado de mata. Por
12

lo tanto para un peso de escoria constante, un grado alto de mata causa pérdida alta de cobre en la escoria. Esta situación se refleja en la relación:
% en peso de cobre en la escoria/% en peso de cobre en la mata
la cual es representativamente de 0,01 a 0,02 en las operaciones industriales.
Peso de la escoria.- El peso de escoria se reduce al cargar concentrados de alto grado y al evitar la recirculación de escoria de convertidor hacia el horno de fundición.
Temperatura y potencial de oxígeno.- Una temperatura alta de fusión (1200C) da una escoria fluida, separación precisa mata-escoria y pérdidas bajas de cobre en la escoria. Las condiciones altamente oxidantes (como la flama oxidante o un producto calcinado sobre oxidado) conducen a pérdidas elevadas de cobre en la escoria.
3.5 La magnetita en la fundición de la mata
La magnetita sólida se produce en la fusión y conversión por la reacción de los gases que llevan oxígeno con las escorias de óxido de hierro. También puede estar presente en los calcinados que se cargan a los hornos de fundición. La presencia de magnetita en los sistemas de fundición causa varios problemas operacionales importantes:
a) Los cristales de magnetita en las escorias de fundición las hacen viscosas, dificultando así la separación mata-escoria. Como resultado, las pérdidas de cobre por arrastre de concentrados y mata en la escoria tienden a ser altas.
b) La magnetita sólida es más densa (de 5 a 5,5 g/cm3) que la mata (4,5 g/cm3) y la escoria (3,5 g/cm3) y esto hace que tienda a asentarse y aumente su volumen en el hogar del horno, disminuyendo así el volumen de trabajo y capacidad de producción del horno de fusión.
c) La magnetita se combina con otros óxidos, particularmente el Cr2O3
(proveniente de los refractarios de cromo-magnesita), para producir sólidos de densidades intermedias entre las de la mata y escoria. Dichos sólidos forman un “falso fondo” entre las capas de mata y escoria que obstruye la separación de la carga en capas distintas de mata y escoria.
De este modo la fundición se lleva a cabo en condiciones que mantendrán en un mínimo la cantidad de magnetita sólida.
Los factores de operación más importantes para lograr esta reducción son:
a) Temperatura.- Las temperaturas altas aumentan la solubilidad de la magnetita en la escoria y mata líquida; disminuyendo así la cantidad de Fe3O4
en forma sólida.
b) Materiales de carga.- Mucha de la magnetita sólida se origina en la escoria de convertidor recirculada y en los calcinados muy tostados. La carga de
13

concentrados “verdes” (sin tostar) y si no se agrega escoria de convertidor al horno de fundición disminuyen la cantidad de magnetita sólida en cualquier operación.
La cantidad de magnetita sólida también se reduce al evitar flamas excesivamente oxidantes en el horno de fundición. Además, un grado de mata bajo (es decir, una concentración alta de FeS en la mata) promueve la reducción de la magnetita, pero esto no es parámetro flexible de control.
3.6 Comportamiento de otros metales durante la fundición
a) El oro, plata, metales del grupo del platino, cobalto y níquel entran casi completamente a la mata. Estos metales se transportan a la operación de conversión y, finalmente, se recuperan como sub-productos durante la electrorefinación de los ánodos de cobre.
b) Cantidades importantes de impurezas perjudiciales al cobre también entran a la mata; específicamente el antimonio, arsénico, bismuto, plomo, selenio y telurio. Algunos de éstos también se recuperan como sub-productos durante las operaciones posteriores de conversión y refinación.
c) Gran cantidad de zinc que se presenta en la escoria se puede recuperar por el proceso de la “escoria humeante” (reducción) si está presente en cantidades suficientes.
Distribución estimada de los elementos durante la fundición de matas
Metal Distribución
Mata Escoria Volatilizado
Metales alcalinos y metales alcalinotérreos, aluminio, titanioAu, Ag, metales del grupo del platinoAntimonioArsénicoBismutoCadmioCobaltoPlomoNíquelSelenioTelurioEstañoZinc
993035106095309840401040
1001555510105102----5050
----15108030--60--60604010
3.7 Fundición de mata en horno de reverbero
Descripción de proceso
14

El horno de reverbero es la unidad más ampliamente usada para la fusión de matas. Es un horno de hogar calentado por combustible en el cual los concentrados o calcinas se funden para producir capas separadas de mata y escoria líquidas. Las dimensiones delos hornos de reverbero varían considerablemente, pero los hornos modernos más comunes sonde 33 m de largo, 10 m de ancho y 4 m de alto (del hogar a la bóveda). Los hornos de estas dimensiones tienen una producción del orden de 500 a 800 toneladas de mata (de 35 a 45 % de Cu) y 300 a 900 toneladas de escoria, por día.
El uso extenso de los hornos de reverbero se debe a su alto grado de versatilidad. El calor para la fundición lo suministra al quemar combustible que se quema dentro del horno y el paso de los gases de combustión calientes sobre la carga. Todos los tipos de material, en trozos finos, húmedos o secos, se pueden fundir fácilmente.
En comparación con otros procesos, la fundición en reverbero usa grandes cantidades de hidrocarburos combustibles debido a que usa poco la energía potencialmente disponible de la oxidación de la carga de sulfuros. Por lo tanto, esto es una de las razones que explican el porqué mucha de la nueva capacidad de fundición recientemente instalada sea del tipo instantáneo.
La fundición en reverbero es un proceso continuo. El horno se calienta continuamente y la mata y la escoria se producen continuamente a partir de la carga sólida. Los sólidos se cargan de manera intermitente a lo largo de las paredes laterales donde se forman “bancos” que sirven como depósitos para una fundición continua.
Las dos principales funciones del proceso son: a) la fundición, en la cual la carga sólida se funde para formar mata y escoria; y b) el asentamiento, durante el cual la mata se separa de la escoria y se sedimenta. La mata se sangra por una de las caras laterales del horno. El lugar es determinante porque la capa de mata se extiende sobre la longitud del horno, pero el agujero de colada normalmente se sitúa en la zona de asentamiento. La mata se sangra en ollas individuales (6 m3, 25 t de mata) según requieran los convertidores.
La escoria se sangra en el extremo opuesto al quemador del horno. Normalmente se sangra a través de un agujero de colada sumergido para evitar que salgan accidentalmente concentrados sin fundir que estén flotando. La escoria se desecha por granulación con agua o se transporta en estado líquido para verterse a corta distancia de la fundidora.
El calor para fundir y mantener las temperaturas de los líquidos (de 1150 a 1250C) lo proporciona la combustión del petróleo, gas natural o carbón pulverizado en los quemadores situados en un extremo del horno. La flama y los gases calientes provenientes de la combustión se inyectan en toda la longitud del horno de manera que transfieran tanto calor como sea posible a la carga sólida y al baño de mata y escoria. Los gases dejan el horno a una temperatura de 1250 a 1300C y pasan por un sistema de calderas de calor residual para recuperar la energía.
Como se mencionó antes, la mayor parte de los hornos de reverbero tratan escoria reciclada de convertidores para recuperar su cobre (de 2 a 10% de Cu). La escoria de convertidor se alimenta por un extremo del quemador con el fin de proporcionar el tiempo máximo y se asiente a medida que circula a lo largo del horno hacia el agujero de colada.
15

MATERIAS PRIMAS Y PRODUCTOS
Las materias primas principales de la fundición en reverbero son los concentrados o calcinas y fundentes de sílice. Los otros materiales como el cobre cementado hidrometalúrgico y los polvos procedentes de la combustión también se cargan. La escoria fundida del convertidor también se puede considerar como materia prima.
Los productos principales son la mata líquida (de 35 a 45% de Cu, 1150C) la cual se envía ala conversión y la escoria líquida (de 0,3 a 0,8% de Cu, 1 200 C) que se desecha.
Un tercer producto es el gas efluente (1250C) del proceso. Este gas se origina principalmente de la combustión de hidrocarburos con aire, pero también contiene SO2
(de 0,5 a 2% en volumen) proveniente de la oxidación de parte de la carga de azufre. Los gases se cargan de polvo, principalmente con partículas finas de concentrados o calcinas, estos polvos se colectan en ciclones y precipitadores electrostáticos desde los cuales se reciclan al reverbero para volverlos a fundir.
El gas del horno de reverbero representa un problema serio de contaminación porque el SO2 está demasiado diluido para su recuperación eficiente como ácido sulfúrico. Esta es una segunda razón (siendo la otra la economía del combustible) del porqué la mayor parte de la capacidad de fundición recién instalada ha sido en la forma de hornos de fundición instantánea. La fundición instantánea produce gases con concentraciones altas de SO2 (mayor 10%) desde los cuales el SO2 puede ser eficientemente eliminado.
3.8 Detalles de construcción
El horno de reverbero es esencialmente una cámara de refractario apoyado sobre una cimentación de concreto y mantenida unida mediante una superestructura de acero situada arriba del horno. Los refractarios son de magnesia (MgO) o de magnesita de cromo Cr2O3.MgO que resisten a la erosión y el deterioro a las temperaturas de fundición.
3.9 Fundición de matas en horno eléctrico
Descripción del proceso
El horno eléctrico es un horno de hogar calentado por medio de la energía eléctrica, el cual desempeña las mismas funciones que el horno de reverbero. Este horno se usa en varias localidades donde la energía eléctrica es económica y donde la formación de SO2 de la fundidora debe ser estrechamente controlada. El horno eléctrico y el de reverbero son igualmente apropiados para lograr las temperaturas relativamente bajas (1200C) de la fundición de matas de cobre.
El horno eléctrico tiene dos ventajas que no deterioran el ambiente sobre el horno de reverbero:
a) produce cantidades más pequeñas de gases efluentes, debido a la ausencia de productos gaseosos de la combustión.
16

b) las concentraciones de SO2 de sus gases efluentes son con facilidad controladas al regular la cantidad de infiltración de aire hacia el interior del horno. Con una cantidad mínima de infiltración de aire, la concentración de SO2 puede ser de 0,4%, que es un valor muy bajo, para descargarlo directamente a la atmósfera, mientras que una gran infiltración de aire y oxidación de azufre conduce a concentraciones de SO2 del orden de 5%. Este gas se mezcla con los gases del convertidor y el SO2 se extrae de ambos como ácido sulfúrico.
El horno eléctrico tiene la misma versatilidad que el horno de reverbero y este factor, más las características que no deterioran el ambiente han conducido a su adopción para la capacidad nueva de fundición en diversas áreas susceptibles a ello.
La fundición en horno eléctrico es un proceso de electrodo sumergido. El calor para la fundición se genera por el flujo de corriente eléctrica a través de una capa de escoria, entre los electrodos sumergidos. Los hornos eléctricos tienen varias formas, pero para la fundición de matas la forma predominante es rectangular, similar a la de los hornos de reverbero.
Las dimensiones de un horno eléctrico grande son del orden de 35 m de largo, 10 m de ancho y 5 m de alto, del hogar a la bóveda; un horno de este tamaño emplea seis electrodos de auto-cocción, 1,8 m de diámetro, equidistantes a lo largo del eje del horno. El flujo de corriente y tensión entre los electrodos son del orden de 30000 A y 500 V respectivamente, lo cual da una potencia nominal total (tres pares de electrodos de aproximadamente 40000 kv (35 x 10 kcal/h). Esta capacidad de potencia da una velocidad de fundición de 1500 a 2300 toneladas de carga seca (calcinas o concentrado más fundentes) por día.
3.10 Ventajas y desventajas de la fundición en horno eléctrico
Las principales ventajas del horno eléctrico para la fundición de matas son:
a) es completamente versátil y se puede usar para fundir cualquier material:
b) produce pequeños volúmenes de gas efluente (que consisten en N2
proveniente del aire infiltrado, CO y CO2 provenientes de las reacciones escoria-electrodo y SO2 de la oxidación del azufre);
c) la concentración de SO2 de su gas efluente se controla fácilmente al usar la cantidad de aire que se infiltra hacia el interior del horno;
d) hace uso de la energía eléctrica.
El uso eficiente de la energía eléctrica es una consecuencia de la cantidad pequeña de gas que se produce por el proceso y de la temperatura baja de este gas (de 500 a 700C) en relación a la de los otros procesos de fusión en hogar (de 1250 a 1300C).
Las desventajas son:
17

a) no usa la energía que está potencialmente disponible por la oxidación de los minerales de sulfuro de la carga.
b) los costos de operación tienden a ser altos debido al precio elevado de la energía eléctrica.
CAPITULO V: CONVERSION DE MATAS DE COBRE
La mata fundida proviene de la fundición, contiene cobre, hierro y azufre como sus componentes principales y hasta un 3 % de oxígeno disuelto. Además, ésta contiene cantidades menores de metales como impureza (por ejemplo As, Sb, Bi, Pb, Ni, Zn y metales preciosos) los cuales se encontraban en el concentrado original y no se eliminaron durante la fusión. Esta mata se carga en estado fundido (1 100°C) a un convertidor para su transformación a “cobre blister”.
El propósito de la conversión es eliminar el hierro, azufre y otras impurezas de la mata produciendo así un cobre metálico líquido en forma de cobre blister (no refinado 98,5 a 99,5 % de Cu). Esto se logra al oxidar la mata fundida a una temperatura elevada, de 1 150 a 1 250°C, con aire. El cobre blister producido posteriormente se refina térmicamente y se electrorefina para producir un cobre de alta pureza (mayor del 99,99% de Cu).
Tabla 5.1: Análisis Representativos de Carga y productos del Convertidor % en peso)
Cu Fe
S O2 As Bi Pb
Sb Zn
Au Ag
Mata 35-65
10-40
20-25
2-3 0-0,5
0-0,1
0-5 0-1 0-5
0-15x10-4 0,01
Cobre blister
98-99
0,1 0,02-0,1
0,5-0,8
0-0,3
0-0,01
0-0,1
0-0,3 0,005
0-100x10-4 0,01
Polvo del ppdor
5-15 5-10
10 0-1 0-2 0-30
0-1 0-15
0-6x10-4 0-0,05
18

Cu Fe Tot. SiO2 Fe3O4 Al2O3 CaO MgO
Escoria de conv.
2-15 35-50 20-30 15-25 0-5 0-10 0-5
La conversión de matas de cobre se lleva a cabo casi universalmente en el convertidor cilíndrico Peirce-Smith. La mata fundida se carga al convertidor por una gran abertura o “boca” y se inyecta aire al interior de la mata por toberas situadas a lo largo del convertidor. Los productos del convertidor son la escoria y el cobre blister. Esto se presenta en diferentes etapas del proceso donde la mata y escoria se descargan en forma separada por la boca del convertidor al girarlo alrededor de su eje. Durante la conversión también se producen volúmenes grandes de gases calientes que contienen SO2, los cuales se colectan por medio de una campana ajustable sobre el convertidor. Los gases contienen de 5 a 15 % de SO2 y en muchos casos el SO2 se elimina como ácido sulfúrico. Las reacciones de conversión son exotérmicas y el proceso es autógeno.
5.1 Etapas de proceso de conversión
La conversión se lleva cabo en dos etapas distintas tanto química como físicamente en las cuales se necesita la inyección de aire al interior de la fase de sulfuro fundida:
a) La etapa formadora de escoria en la cual el FeS se oxida a FeO, Fe3O4 y gas SO2. Las temperaturas de fundición de los óxidos FeO y Fe3O4 son 1 385°C y 1 597 °C, respectivamente, y el fundente de sílice se agrega durante esta etapa para que se combine con el FeO y parte del Fe3O4 como escoria líquida. La etapa formadora de escoria se termina cuando el FeS de la mata se ha oxidado casi completamente,
es decir, hasta un punto donde la mata contiene menos de 1% de FeS. La escoria líquida de fayalita (2FeO.SiO2), saturada con magnetita, se vierte
19

varias veces durante la etapa formadora de escoria. El producto principal de esta etapa es el “metal blanco”, o sea, Cu2S líquido impuro.
b) La etapa formadora de cobre en la cual el azufre remanente se oxida a SO2. El cobre no se oxida apreciablemente por el aire hasta que está casi libre del azufre y por lo tanto, el cobre blister, producto de la conversión, tiene concentraciones bajas de azufre y oxígeno (de 0,02 a 0,1 % de S, y de 0,5 a 0,8 % de O2).
En las operaciones industriales, la mata se agrega al convertidor en dos o más etapas, seguida cada etapa por la oxidación de gran parte del FeS de la carga. La escoria resultante se vierte del convertidor después de cada etapa de oxidación y se agrega nuevamente mata. En esta forma, la cantidad de cobre (como mata) dentro del convertidor aumenta poco a poco hasta que existe suficiente para una “inyección” formadora de cobre final. En este punto, el FeS en la mata se reduce hasta alrededor de 1%, se elimina una escoria final y el metal blanco resultante (Cu2S impuro) se oxida hasta cobre blister. El proceso de conversión termina cuando el óxido de cobre comienza a presentarse con el cobre líquido.
La inyección de aire en las matas fundidas Cu2S-FeS da por resultado la oxidación preferencial del FeS a FeO y Fe3O4. Cualquier Cu2O que se forme se vuelve a sulfurar hasta transformar a Cu2S Por la reacción:
FeS(l) + Cu2O(l, escoria) = FeO(l, escoria) + Cu2S(l)
∆G1200°C = - 30 000 Kcal/(Kg mol de FeS)
La constante de equilibrio de ésta reacción, o sea:
K = (aFeO . aCu2S) / (aFeS . aCu2O)
es 104 lo cual muestra que el FeS forma sulfuros con el Cu2O casi completamente. Por supuesto, cuando el FeS se elimina durante la conversión, su actividad disminuye y existe una tendencia hacia actividades (y concentraciones) del Cu2O más altas en las escorias que se producen posteriormente en la etapa formadora de escoria.
También es posible que se produzca cobre metálico líquido durante la etapa formadora de escoria, pero éste se vuelve a formar sulfuros con el FeS según la reacción:
FeS(l) + 2 Cu(l) + ½ O2 = Cu2S(l) + FeO (l, escoria)
∆G1200°C = - 43 000 Kcal/(Kg mol de FeS)
CONDICIONES FINALES DE LA ETAPA FORMADORA DE ESCORIA
Al final de la etapa formadora de escoria el convertidor contiene:
Escoria fundida: fayalita (2FeO.SiO2), con 10 a 20 % de magnetita sólida (saturada) y hasta 15% de Cu disuelto y arrastrado mecánicamente.
20

Mata fundida: principalmente Cu2S con menos de 1% de FeS
Estas dos fases son inmiscibles y la escoria se separa fácilmente de la mata al ladear cuidadosamente el convertidor.
ETAPA FORMADORA DE COBRE
El cobre metálico fundido se forma en el convertidor por una combinación de las reacciones:
Cu2S(l) + 3/2 O2 = Cu2O(s) + SO2 ∆G1200°C = - 54 500 Kcal/(Kgmol de SO2)
Cu2S(l) + 2Cu2O(s) = 6Cu(l) + SO2 ∆G1200°C = - 11 500 Kcal/(Kgmol de SO2)
Cu2S(l) + O2 = 2Cu(l) + SO2 ∆G1200°C = - 40 200 Kcal/(Kgmol de SO2)
Estas reacciones comienzan al final de la etapa formadora de escoria y probablemente exista una cantidad pequeña de cobre metálico en el fondo del convertidor antes de que la escoria final sea desechada.
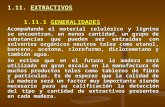
Existen tres pasos en la etapa formadora de escoria como se indica en le diagrama de fases Cu-S:
a. Cuando primeramente se inyecta aire al Cu2S, el azufre se elimina como SO2 para dar un metal blanco deficiente en azufre, pero no cobre metálico: La reacción total para este paso es:
Cu2S + xO2 → Cu2S1-x + xSO2
y tiene lugar hasta que el azufre se reduce hasta 19,4% (punto b 1 200°C). Parte de este proceso tiene lugar durante la etapa formadora de escoria.
b. La inyección de aire posterior causa la aparición de una segunda fase líquida, el cobre blister que contiene 1,2% de S (punto c). Esto se debe a que la composición de los líquidos ahora está en la región de inmiscibilidad líquido-líquido. La fase metálica de cobre blister, es más densa que el Cu2S deficiente en azufre y esto hace que se sedimente en el fondo del convertidor.
c. Con el tiempo el sistema se vuelve tan deficiente en azufre que la fase sulfuro desaparece y sólo permanece el cobre blister (1,2% de S). El azufre final se elimina por una inyección adicional y se debe tener mucho cuidado para asegurar que el cobre no sea sobre-oxidado a Cu2O. Este tratamiento es necesario porque ya no existe Cu2S para reducir el Cu2O a cobre.
El proceso de conversión se lleva a cabo hasta que no aparecen las primeras trazas de Cu2O, que es cuando el metal líquido puede contener hasta 1,8% de oxígeno. El contenido de oxígeno en el cobre blister aumenta a medida que el azufre se elimina. Las composiciones del cobre blister industrial son del orden de 0,02% de S y 0,5% de O2.
21

102
.
Cu Cu2S
Temperatura de Conversión
1105 C
1067 C
2 Líquidos
Líquido + Cu2S
Cu + Cu2S
Tem
pera
tura
C
1400
900
LL
1129
% S
19.8% S1.0% S
0.8% S
0 20
Diagrama de equilibrio de fases Cu-S
1200 abcd
5.2 Formación de la Magnetita en el Convertidor
La fase de óxido de hierro estable proveniente de la oxidación del FeS con aire es la magnetita sólida. Aunque se desea algo de magnetita como depósito sobre las paredes del convertidor para proteger los refractarios, una cantidad excesiva conduce a escorias viscosas y al arrastre de cantidades grandes de mata. La tendencia de la formación o reducción de magnetita dentro de los convertidores se indica por la reacción:3Fe3O4(s) + FeS(l, mata) = 10FeO(l, escoria) + SO2(g)
∆G° = 162 000 – 92,1 T°K
para la cual la constante de equilibrio:
K = (aFeO)10 pSO2 / (aFe3O4)3 aFeS
es 10-4 a 1200°C. La formación de magnetita se reduce al disolverse el FeO en una escoria de silicato, lo cual disminuye la aFeO, causando así que la reacción anterior proceda a la derecha. Por lo tanto es necesario reducir la actividad del FeO para evitar la formación de magnetita sólida. Esto se logra con una escoria que contenga de 20 a 30% de SiO2, y de 70 a 80% de FeO.
La formación de la magnetita se vuelve particularmente aguda al final de la etapa formadora de escoria. A estas alturas solamente existe una cantidad pequeña de FeS (y su actividad es baja) y no puede reducir la magnetita como explica la reacción anterior. Por lo tanto, estas escorias finales contienen arriba de 10 a 20% de su peso en magnetita sólida. La mejor práctica del convertidor para reducir la formación de magnetita es mantener la mata tan concentrada como sea posible en FeS hasta el final de la etapa formadora de escoria al oxidar sólo parcialmente la mata después de cada
22

adición de cucharón. Esto asegura que una cantidad considerable de magnetita sólida sea reducida por el FeS.
La reducción de formación de magnetita sólida también se favorece por una temperatura alta de conversión la cual: i) causa la combinación rápida del FeO y SiO2 para formar escoria, ii) aumenta la solubilidad de la magnetita sólida en la escoria y iii) tiende a promover la reducción del Fe3O4 por el FeS (reacc. anterior).
5.3 Operaciones de Conversión Industriales
Los convertidores industriales Peirce-Smith son de aproximadamente de 4 m de diámetro y 9 m de longitud (interior de la coraza). Se construyen de una coraza de acero de 4 a 5 cm de espesor, revestidos con ladrillo térmico de magnesita o cromo magnesita de 25 a 75 cm.
Los convertidores de estas dimensiones tratan de 300 a 500 toneladas de mata por día para producir de 100 a 200 toneladas de cobre. Una fundidora tiene normalmente de tres a seis convertidores (uno o más en espera o en reparación, dependiendo de la capacidad del horno de fundición.
El aire se inyecta al interior de los convertidores (de 500 a 700 m3N/min, 1 atm manométrica) a través de una sola línea de toberas de 4 a 6 cm de diámetro. Existen de 40 a 50 toberas por convertidor, dependiendo del diámetro y tamaño del mismo.
Las toberas son tubos de acero empotrados en el refractario y se conectan al tubo distribuidor lineal del convertidor. Las toberas requieren limpieza periódica (punzonado) para eliminar las incrustaciones que se forman en la punta de la tobera y obstruyen el flujo de aire.
Se instala en el convertidor un mecanismo rotatorio que permite que sea colocado correctamente para la carga, inyección y extracción. Esta capacidad rotacional también permite: a) sacar las toberas de los líquidos en el caso de una falla al inyectar y b) sumergir las toberas hasta la profundidad deseada en los mismos. Esta última facilidad hace posible al operador dirigir el aire hacia el metal blanco (Cu2S) y no hacia el cobre blister durante la etapa formadora de cobre. Las toberas normalmente se sumergen de 20 a 30 cm en la mata.
El revestimiento refractario de un convertidor dura de 100 a 200 días después de lo cual el convertidor se retira de servicio para revestirlo nuevamente. Los refractarios se gastan más severamente detrás de las toberas y esta región es la que limita la vida útil del convertidor. En general, una inyección fuerte del convertidor para lograr una productividad alta conduce a una vida corta.
5.4 Productividad del Convertidor
Los factores principales que determinan la producción de cobre en los convertidores son: a) el grado de mata y b) la velocidad de inyección de aire. La cantidad de aire necesario para la producción de cobre decrece drásticamente con un grado creciente de mata. Esto es, por su puesto, porque existe mucho menos FeS para ser oxidado. De este modo, la conversión de la mata (y producción de cobre, en toneladas por día) pueden aumentar apreciablemente al cargar una mata de grado alto.
23

Las productividades del convertidor también aumentan al elevar la velocidad de inyección del aire. Sin embargo, existe un límite superior para la velocidad de inyección arriba del cual los líquidos se expulsan en gran cantidad del convertidor. En general, las velocidades de inyección se mantienen por debajo de 700 m3N7min.
Eficiencia del oxígeno
La productividad del convertidor también depende de la eficiencia con que el aire se utiliza para la oxidación del hierro y azufre. Las eficiencias de oxígeno de los convertidores industriales son del orden de 50 a 75% para el proceso de conversión total donde:
Eficiencia de O2 = (O2 medio estequiométricamente / O2 usado) 100
La eficiencia del oxígeno se eleva al mantener las toberas sumergidas tan profundamente como sea posible en la mata, lo cual proporciona un tiempo de residencia máximo para el oxígeno.
5.5 Balance de Calor y Temperatura
Todas las reacciones del convertidor son exotérmicas y el convertidor se calienta poco a poco durante el proceso. La mata se agrega a una temperatura cercana a los 1 100°C y al final de la conversión el Cu blister alcanza de 1200 a 1250°C. Las adiciones de fundentes, polvos que regresan de los procesos y precipitados hidrometalúrgicos de cobre tienden a mantener frío el convertidor. A menudo se agrega cobre de desecho durante la etapa formadora de cobre para: a) fundir el desecho en preparación para la refinación posterior y b) para evitar las temperaturas excesivas y el desgaste alto de refractario al final del ciclo de conversión.
El calor de las reacciones de conversión también se puede utilizar para fundir y convertir cantidades considerables de concentrados. Sin embargo, en la práctica de conversión normal, el exceso de calor se compensa al agregar cobre de desecho al convertidor o, en sitios remotos, al reciclar especialmente cobre blister colado.
5.6 Pérdidas de Cobre en las Escorias de Convertidor
Las escorias de convertidor contienen de 2 a 15% de Cu lo cual significa que deben sufrir un tratamiento posterior para recuperar el cobre.
Los grandes contenidos de cobre de las escorias de convertidor se deben a:
a) la agitación violenta de la mata y escoria lo cual causa un excesivo arrastre de mata, especialmente cuando las escorias son viscosas debido a la presencia de magnetita sólida;
b) el potencial alto de oxígeno del convertidor, el cual tiende a causar la formación de óxido de cobre. Esto es especialmente cierto cuando en la mata se merma el FeS de manera que ya no se pueda reducir el Cu2O.
5.7 Innovaciones recientes en la conversión de cobre
Las innovaciones recientes más importantes en la conversión de cobre han sido:
24

a) la implantación del control automático por computadora;
b) el avance en los sistemas de colección de gas, particularmente por medio del convertidor tipo Hoboken o de sifón;
c) el uso de la flotación en espuma para recuperar el cobre a partir de las escorias del convertidor solidificadas;
d) el enriquecimiento del aire inyectado con oxígeno y la fundición de concentrados dentro del convertidor.
25