PROPUESTA DE MEJORAMIENTO PARA EL PROCESO DE RECEPCIÓN DE...
72
PROPUESTA DE MEJORAMIENTO PARA EL PROCESO DE RECEPCIÓN DE LA MATERIA PRIMA SEBO VACUNO EN LA EMPRESA NESTLÉ PURINA PETCARE DE COLOMBIA S.A Nira Jimena Duran Ramírez Código: 20101277049 John Hames Luna Useche Código: 20042275022 UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA Bogotá D.C. 2015
Transcript of PROPUESTA DE MEJORAMIENTO PARA EL PROCESO DE RECEPCIÓN DE...

PROPUESTA DE MEJORAMIENTO PARA EL PROCESO DE RECEPCIÓN DE
LA MATERIA PRIMA SEBO VACUNO EN LA EMPRESA NESTLÉ PURINA
PETCARE DE COLOMBIA S.A
Nira Jimena Duran Ramírez
Código: 20101277049
John Hames Luna Useche
Código: 20042275022
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
Bogotá D.C.
2015

PROPUESTA DE MEJORAMIENTO PARA EL PROCESO DE RECEPCIÓN DE
LA MATERIA PRIMA SEBO VACUNO EN LA EMPRESA NESTLÉ PURINA
PETCARE DE COLOMBIA S.A
Nira Jimena Duran Ramírez
Código: 20101277049
John Hames Luna Useche
Código: 20042275022
ÁREA TEMÁTICA: LOGÍSTICA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
Bogotá D.C.
2015

Nota de aceptación:
Firma del jurado
Firma del jurado

CONTENIDO
Pág.
INTRODUCCIÓN 11
1. GENERALIDADES 13
1.1 PROBLEMA 13
1.1.1 Descripción 13
1.1.2 Formulación 14
2. OBJETIVOS 15
2.1 OBJETIVO GENERAL 15
2.2 OBJETIVOS ESPECÍFICOS 15
2.3 DELIMITACIÓN O ALCANCE 15
2.4 METODOLOGÍA 15
3. MARCO REFERENCIAL 18
3.1 MARCO HISTÓRICO 18
3.1.1 Sector económico 18
3.1.2 Organización 19
3.2 MARCO TEÓRICO 20
3.2.1 Estructura y Características De La Cadena De Valor 20
3.2.1.1 Elementos de la cadena de Valor 21
3.2.1.2 Criterios para identificar la Cadena de Valor 22
3.2.1.3 Generadores de valor y de costo 23
3.2.1.4 Sistema de valor 24

3.2.2 Estado de la cadena de valor 25
3.2.2.1 Materias Primas Para la Producción 26
3.2.2.2 Producción de Alimento Balanceado para Animales 26
3.2.3 Cadena de Suministro 27
3.2.3.1 Fases de Decisión de una Cadena de Suministro 27
3.2.3.1.1 Diseño de la Cadena de Suministro 28
3.2.3.1.2 Planeación de la Cadena de Suministro 28
3.2.3.1.3 Operación de la Cadena de Suministro 28
3.2.3.2 Enfoque De Los Procesos De Una Cadena De Suministro 29
3.2.3.3 Procesos Macro De Una Cadena De Suministro 29
3.2.4 Lean Manufacturing o Manufactura Esbelta 30
3.2.4.1 Pilares del Lean Manufacturing 31
3.2.4.2 Herramientas de Lean Manufacturing 31
4. SITUACIÓN ACTUAL 35
4.1 PLATAFORMA ESTRATÉGICA 35
4.1.1 La misión 36
4.1.2 La visión 37
4.2 ESTRUCTURA ORGANIZACIONAL 37
4.2.1 Enfoques del proceso Supply Chain 38
4.2.2 Indicadores 39
4.3 PORTAFOLIO 40
4.4 PROCESOS 41
4.5 RECURSOS 45
5. DESARROLLO DE LA METODOLOGÍA 47
5.1 EVALUACIÓN DE LA SITUACIÓN ACTUAL 48
5.1.1 Formato 5W + 1H 49
5.1.2 Diagrama de Tiempos 50
5.1.3 Hoja Financiera 52
5.1.4 Cronograma 52
5.1.5 Objetivo SMED 53
5.2 REGISTRO DEL CAMBIO 53
5.2.1 Formato de Registro de Cambio 54
5.2.2 Diagrama Spaguetti 56
5.3 ANÁLISIS DE CAMBIO 58
5.3.1 Formato de Análisis de Cambio 58
5.3.2 Convertir actividades internas en externas 59
5.3.3 Implementar la herramienta ECRS 59
5.4 PLAN DE MEJORAS PROPUESTAS 61
6. CONCLUSIONES 64
7. RECOMENDACIONES 65
8. BIBLIOGRAFÍA 66
ANEXOS 67

LISTA DE FIGURAS
Pág.
Figura 1: Distribución de ventas por canal 18
Figura 2: Estructura Cadena de Valor 22
Figura 3: Cadena productiva de los alimentos concentrados y balanceados 25
Figura 4: Procesos Macro de la CS Tomado de: Administración de la
cadena de suministro 30
Figura 5: Síntesis etapas 5S 32
Figura 6: Mapa de Cadena de Valor Nestlé Purina PetCare de Colombia S.A. 36
Figura 7: Organigrama Proceso Supply Chain Nestlé Purina PetCare 37
Figura 8: Enfoques Supply Chain 39
Figura 9: Indicadores de Gestión SC 40
Figura 10: Portafolio de productos Nestlé Purina 40
Figura 11: Cadena de Abastecimiento Nestlé Purina PetCare de Colombia S.A. 41
Figura 12: Intersección de Procesos 42
Figura 13: Proceso de descargue de sebo vacuno 43
Figura 14: Creación de Valor compartido en Nestlé 46
Figura 15. Alineación SMED con estrategia NCE 47
Figura 16: Área de recepción de sebo vacuno y aceite de pollo 48
Figura 17: Formato 5W + 1H 49
Figura 18. Diagrama de Tiempos 50
Figura 19: Grafica Tiempo de Recepción y descarga 51
Figura 20: Cronograma SMED 53
Figura 21: Formato de Registro de Cambio 54
Figura 22: Registro del Cambio 55
Figura 23: Diagrama Spaguetti 56
Figura 24: Grafica de Recorrido 57
Figura 25: Formato de Análisis de Cambio 58
Figura 26: Registro de Análisis de Cambio 60
Figura 27: Fases de implementación del SMED 61

LISTA DE TABLAS
Pág.
Tabla 1: Producción eslabón industrial cadena (2009) 27
Tabla 2: Descripción de Actividades del proceso de Descargue
de Sebo Vacuno 44
Tabla 3: Tiempo de recepción y descarga sebo durante 2015 51
Tabla 4: Histórico de costos de funcionamiento del sistema 52
Tabla 5: Clasificación de las actividades 59
Tabla 6. Resultado de ejecutar ECRS 59
Tabla 7. Propuestas de mejora a corto plazo 62
Tabla 8. Propuestas de mejora a mediano plazo 63
Tabla 9. Propuestas de mejora a largo plazo 63

ANEXOS
Anexo 1. Modelo Carta especificaciones de entrega MP.
Anexo 2. Cronograma entrega de Materias Primas
Anexo 3. Propuesta distribución de tubería
Anexo 4. Diagrama Spaguetti a ser implementado con las mejoras

11
INTRODUCCIÓN
Todos sabemos que vivir en un mundo globalizado tiene tantas ventajas como
retos, la globalización y la información inmediata de lo que sucede en cualquier
parte del mundo, fomenta la excesiva competencia entre todos y dificulta la
integración de las buenas prácticas con la estrategia, los principios corporativos y
el logro de objetivos. Luego de reflexionar sobre esto, Nestlé Purina entendió que
para mantenerse como empresa Líder en nutrición, salud y bienestar, era
necesario encontrar la forma de sincronizar todos los conceptos y explotar el
potencial de los activos para lograr excelentes resultados. Comprendió que
necesitaba algo que pudiera trascender sin importar que los años pasaran o que la
gente cambiara. Necesitaba encontrar nuevos procesos, una forma de trabajo que,
entre otras cosas, le permitiera trabajar de una forma sincronizada, cumpliendo
con sus valores y reglas.
Fue así como surgió NCE (Nestlé Continuos Excellence) o Nestlé Excelencia
Continua.
NCE se podría describir como una interesante estrategia hacia la excelencia
continua, en la cual no hay una meta concreta sino varias metas intermedias que
se van conquistando paso a paso. No se trata de trabajo adicional sino una mejor
forma de hacer las cosas.
NCE retoma varias prácticas y herramientas que ya existían en la organización,
como Principios Corporativos y el Código de conducta, entre otros. La mejora
continua hace parte del ADN de la organización, de sus valores, de su cultura, y
se articula perfectamente con los principios de gestión y liderazgo. En ese orden
de ideas, se puede decir que NCE es la forma natural en la que algunos
programas de mejora han ido evolucionando a través del aprendizaje.
Nestlé Continuous Excellence (NCE) es una iniciativa a nivel mundial que inspira a
todos los colaboradores de Nestlé Purina a comprender y contribuir con lo que los
consumidores y clientes valoran. Eso se logra ofreciendo un conjunto de prácticas
que ayudan a eliminar lo que no agrega valor a los consumidores y clientes: Cero
Desperdicio, a estar alineados con las prioridades comunes: un sólo equipo, a
participar activamente y estar empoderados para contribuir con lo que los
consumidores y clientes valoran: 100% Compromiso.
Dentro de estas herramientas, NCE define pilares que se enfocan en solucionar
diversos problemas en la organización que deriven en mantener la mejora
continua como una forma natural de afrontar los problemas día a día.
Es así como TPM por medio de su pilar de mejora enfocada busca habilitar a la
gente en solución de problemas para alcanzar los objetivos del negocio, proveer
12
metodologías que inspiren y comprometan a identificar los problemas relevantes y
eliminar sus causas raíces.
Dentro de las principales competencias del pilar de mejora enfocada, está el
identificar, analizar y eliminar pérdidas.
Por medio de la Identificación y priorización de problemas / Pérdidas se asignan
proyectos para alcanzar las prioridades del negocio (IPA) y se construye un árbol
de perdidas (LTA).
Para Analizar y eliminar problemas / Pérdidas se utilizan herramientas que son
implementadas de acuerdo al objetivo a mejorar de forma que con una
metodología especifica se logren los mejores resultados; entonces para
• Analizar y Resolver Problemas las herramientas aceptadas son: IVPH (Ir, Ver,
Pensar, Hacer) Y Proyectos DMAIC.
• Analizar y reducir tiempos de cambio de formato (SMED – Single Minute
Exchange of Dies).
Es el desarrollo de la herramienta SMED la que permitirá desarrollar el presente
proyecto, logrando cumplir los objetivos propuestos alineados con la estrategia de
la organización y finalmente proveer un listado de propuestas y mejoras que
permitan a la alta gerencia tomar decisiones que ayuden a mejorar el proceso y
optimizar la cadena de valor.

13
1. GENERALIDADES
1.1 PROBLEMA
1.1.1 Descripción: Nestlé Purina PetCare de Colombia S.A.. dentro de su
proceso de Planificación de Suministro, tiene como objetivo “garantizar que los
productos terminados se ofrezcan lo más frescos posibles y en el lugar adecuado
para satisfacer la demanda del cliente, a la vez que se optimizan los recursos
teniendo en cuenta toda la cadena de valor”.1
Conforme a esta política, la organización cuenta con un área de Gestión de
Materiales Recibidos (IMM) que es la intersección entre fabricación, compras y la
cadena de suministro, en ésta se realiza la recepción de todas las materias primas
que intervienen en el proceso de elaboración de alimento seco balanceado para
mascotas.
Dentro de los diferentes tipos de materias primas, se identificó que en el proceso
de recepción de una de ellas, específicamente del sebo vacuno, se presentan una
serie de inconvenientes que han hecho que se retrase tanto el proceso en sí
mismo como el área de producción.
El sebo vacuno debe cumplir con una serie de propiedades físicas para poder ser
recibido y que permitan su fácil descargue, estas son: estado fluido o poco
viscoso y temperatura 45° C, además debe llegar con los documentos
correspondientes: remisión, certificado de análisis de fabricante y copia de orden
de compra.
La materia prima es comprada localmente a un proveedor ubicado en Fontibón,
que por la distancia que debe recorrer también dificulta que las condiciones del
sebo se conserven.
De acuerdo a la observación realizada en el proceso se listan a continuación las
dificultades presentadas:
Falta de elementos necesarios como acoples, bolsas, elementos de
limpieza.
Documentación incompleta; el carro puede llegar sin documentos o con
solo la remisión, motivo por el cual debe devolverse, afectando tanto a la
compañía como las condiciones de la materia prima.
Demora en el proceso de muestreo, ya que la persona requerida para ello
puede estar en otro lugar del área muestreando otras materias primas.
Si la materia prima llegara a solidificarse debe realizarse un proceso previo
a la descarga, calentamiento del tanque, el cual lleva alrededor de 1 hora.
1 CORPORATE QUALITY MANAGEMENT. Sistema de Gestión de la Calidad de Nestlé (NQMS).
Vevey: Nestec Ltd, 2014, p: 16.

14
En el proceso de descargue, se puede presentar taponamientos en los
filtros, inconveniente que lleva al operador a parar el descargue, soltar los
acoples, recoger el sebo que haya quedado tanto en la manguera como en
la marmita por la que pasa antes del tanque, sacar el filtro, realizar la
limpieza, y luego de ubicar todas las piezas nuevamente continuar con el
proceso de descargue.
La disponibilidad del tanque de almacenamiento de la materia prima
también afecta la recepción, debido a que su limpieza tarda 2 días, si en el
momento en que el camión llegue no está listo hay que devolverlo o hacer
que espere, afectando de manera crítica las propiedades organolépticas de
la materia prima.
Todos estos contratiempos impactan de manera importante a las siguientes áreas:
Compras: Su lead time de abastecimiento se ve afectado en la medida en
que si se devuelve la materia prima, por el motivo que sea, el tiempo puede
ampliarse de 1 a 2 días.
Producción: si la materia prima no está en los tanques en la hora
requerida no puede ejecutarse el plan de producción, lo que lleva a tiempos
muertos y retrasos en toda la fabricación.
Costos: el desperdicio de la materia prima cuando se taponan los filtros, el
tiempo muerto del personal de producción y el tiempo requerido en la
limpieza del área, generan sobrecostos en la organización.
Calidad: El producto final puede verse afectado ya que si no se realizó un
adecuado descargue en el tanque de almacenamiento para sebo, cuando la
materia prima se libere para producción, se puede presentar una
contaminación cruzada.
Medio y Ambiente y Seguridad: por los derrames presentados en el
descargue del sebo en el piso, este queda resbaloso, generando un
potencial riesgo de accidente laboral.
1.1.2 Formulación: ¿Cómo lograr optimizar el proceso de recepción de sebo
vacuno en Nestlé Purina PetCare S.A.?

15
2. OBJETIVOS
2.1 OBJETIVO GENERAL
Establecer una propuesta de mejora para lograr reducir el tiempo de recepción de
la materia prima sebo vacuno en la empresa Purina PetCare de Colombia S.A., a
través del uso de la herramienta SMED dispuesta por la empresa.
2.2 OBJETIVOS ESPECÍFICOS:
Identificar cada una de las actividades que realiza el operador para el
proceso de descargue de la materia prima, a través de un diagrama de
bloques y la realización de un diagrama de espagueti.
Clasificar las actividades identificadas en externas e internas, así como las
que se deben eliminar, combinar, reducir o simplificar.
Establecer el plan de mejoras que la organización debe ejecutar para
optimizar el proceso de recepción de la materia prima.
2.3 DELIMITACIÓN O ALCANCE
El presente trabajo tiene como alcance realizar una propuesta de mejora a partir
de la observación en el área de recepción de materias primas, desde que el
camión anuncia su llegada, hasta el descargue en los tanques de almacenamiento
de sebo vacuno, en la empresa Nestlé Purina PetCare de Colombia S.A..
Las propuestas presentadas podrán constituir el plan de acción que ejecute la
organización para optimizar el proceso de recepción y lograr la estandarización en
sus diferentes plantas.
2.4 METODOLOGÍA
Nestlé cuenta para la optimización de la cadena de valor con dos alternativas de
gestión: TPM (Total Productive Management) para las fábricas, la cual contribuye
con la confiabilidad de las líneas en busca de mejorar las necesidades del negocio
desde la producción y LEAN con sus tres iniciativas: LEAN Value Stream, que
busca conectar eficientemente la cadena de valor desde el proveedor hasta el
consumidor, LEAN Office que contribuye principalmente en mejorar el flujo de

16
información dentro de la cadena de valor y finalmente LEAN Innovation que
promueve el pensamiento LEAN desde el desarrollo de una idea, ya sea para
nuevos productos, nuevas líneas de producción o nuevos procesos pensando
principalmente en crearlos sin desperdicio desde el principio.
En función de estas alternativas Nestlé Purina ha establecido los diferentes pilares
para el desarrollo de cada metodología así como las herramientas que el
colaborador debe manejar para aportar a la mejora continua.
Para el proceso a mejorar (recepción de sebo vacuno), el pilar sobre el cual se
orienta el análisis es el de Mejora Enfocada (FI), dentro del que se determina la
metodología SMED para analizar y reducir tiempos de cambio de formato.
Las fases que se seguirán para el desarrollo de la propuesta de mejora son:
Fase 1. Entender y Evaluar la situación actual: Esta primera fase tiene como
objetivo principal definir la oportunidad de mejora mediante un formato 5W1H para
que sea lógico definir el alcance del proyecto y poderlo ubicar en el contexto del
negocio.
Posteriormente se define un objetivo claro de la mejora a lograr y los parámetros
sobre los cuales va a ser medida; también en esta fase, se define el equipo donde
se recomienda involucrar la mayor cantidad de operadores que desarrollan la
actividad a ser mejorada, identificando el nivel de habilidad del equipo para
enfocar sobre este aspecto los entrenamientos, capacitaciones y actividades que
desarrollen la habilidad de todos aquellos que sean parte del proceso.
Finalmente en esta fase se debe realizar un cronograma claro con un horizonte
real y alcanzable.
Fase 2. Registrar el cambio de producto, formato o actividad a ser estudiada:
Esta fase tiene como objetivo entender en detalle todas las actividades y
movimientos durante el cambio de producto/formato. Mediante el uso de un video
se registrará todo el proceso en tiempo real, también se generará un diagrama
spaguetti que muestre claramente los movimientos, recorridos y distancias
cubiertas durante la operación; esta fase genera como entregable un formato de
recolección de datos diligenciado con todas las actividades, movimientos,
tiempos y distancias involucradas. Para el desarrollo de esta fase se contará con
recursos como: cámaras de video (las necesarias para identificación de cada
operación), cronómetros, cinta métrica y formatos suficientes.
Fase 3. Analizar el cambio de producto, formato o actividad a ser estudiada:
En esta tercera fase, se buscará identificar las actividades realizadas para definir
aquellas que son internas y cuales son externa teniendo en cuenta su definición:

17
Actividad Externa del cambio: Todas aquellas actividades que hacen
parte del cambio de producto/formato que pueden ser realizadas sin
interrumpir la producción.
Actividad Interna del cambio: Todas las actividades que hacen parte del
cambio y que no pueden ser realizadas sin interrumpir la producción.
Se evaluará cada actividad para identificar si efectivamente agrega valor.
De esta forma, con el formato diligenciado y mediante lluvia de ideas se procurará
buscar transformar las actividades internas en externas y se identificarán
oportunidades para eliminar, combinar, reducir y simplificar las actividades
internas.
Con el registro del cambio y la lluvia de ideas, se listarán las posibles formas en
que estas ideas se pueden implementar de forma rápida.
Normalmente, convirtiendo actividades internas en externas, es posible lograr en
promedio una reducción del 40% en el tiempo de cambio.
Finalmente, el entregable de esta fase es el plan de acción para cada actividad de
acuerdo a la evaluación efectuada.
Fase 4. Plan de Mejoras propuestas: Esta fase se consolidaran las ideas de
mejora propuestas analizando el impacto en cuanto a tiempo y costo se refiere.
Se realizará el comparativo de los tiempos con las mejoras implementadas para
evidenciar el impacto de la ejecución de la propuesta.
El entregable para esta fase será el plan completo de las mejoras con sus
respectivos costos y beneficios.

18
3. MARCO REFERENCIAL
3.1 MARCO HISTÓRICO
3.1.1 Sector económico. Las mascotas son hoy por hoy un mercado en
crecimiento que dentro del sector de alimentos para animales ha tomado una
dinámica interesante. Durante los últimos años son las mascotas caseras las que
apalancan el crecimiento del segmento de forma significativa.
En este subsector, que cuenta con 5 millones de perros y 1.3 millones de gatos, se
ha evidenciado una creciente tendencia mundial de “humanización” de las
mascotas, que se refleja a su vez con un aumento importante de cifras de ventas.
Según declaración de Carlos Díaz, gerente de marketing de consumo de Nestlé
Purina, las mascotas han tomado un rol fundamental dentro de las familias, ya que
hay quienes buscan en ellos no solo compañía sino además reemplazar a un hijo,
motivo por el que las empresas dedicadas a la fabricación de este tipo de
alimentos tienen que buscar estrategias que consigan llegar a sus amos.
Los porcentajes de distribución de las ventas en los diferentes canales para la
línea de alimentos Premium, dejan ver el nivel de importancia que para las
personas tienen sus mascotas.
Figura 1: Distribución de ventas por canal.
Fuente: Dinero. Alimentos para animales: engranaje exitoso en la cadena
Los alimentos balanceados están moviendo importantes recursos, generan
empleo y desarrollo en el sector rural, sin embargo, como ocurre en otros
sectores, entre los principales retos a superar se encuentra la infraestructura.
Según la investigación en el mercado realizada por la firma Nielsen de Colombia
para Nestlé Purina, se calcula que existen más de 100 marcas de alimentos para

19
mascotas en Colombia, entre nacionales e importadas, el liderazgo recae sobre 4
empresas que en conjunto alcanzan una participación de mercado de 76%. Nestlé
PetCare, con marcas Friskies, Ladrina, Dog Chow, Cat Chow y Pro Plan.
Todos los segmentos vienen creciendo, pero indiscutiblemente van a aumentar los
nichos de mayor valor, pues los colombianos están prefiriendo cada vez más
comida de mayor calidad para sus mascotas. Purina crecerá más que la categoría.
El año pasado el negocio total aumentó 13,9%, y Nestlé Purina 15,6%. Purina
tiene, según Nielsen, el liderazgo del mercado general con una participación de
24%. Purina planea seguir creciendo y por eso se está estudiando planes de
expansión para la fábrica a partir 2015.2
Otra empresa que ha logrado posicionarse en Colombia es Master Food con una
participación en el mercado de un 19% con marcas estadounidense Pedigree y
Whiskas.
Nestlé Purina ha manejado instalaciones de investigación y cuidado de las
mascotas durante más tiempos que ninguna otra compañía (desde 1926). Sus
científicos realizan más de 33.0000 pruebas de sabor anualmente para certificar el
excepcional sabor de sus variedades. Sus investigadores demostraron con un
revolucionario estudio de 14 años de duración que se puede ayudar a los perros a
disfrutar de hasta dos años de más vida saludable.
Nestlé Purina ha logrado todo esto y más porque cree firmemente que las
mascotas hacen nuestra vida mejor.
3.1.2 Organización: Nestlé PURINA® PetCare Company se formó en 2001, pero
sus raíces se extienden más de un siglo hacia atrás.
En 1875 Henri Nestlé desarrolla la primera fuente de nutrición infantil para madres
que no podían alimentar a sus hijos con leche materna dando comienzo a la
compañía Nestlé. Pronto después la compañía empezó a fabricar leche de
chocolate y luego siguieron muchos otros productos.
Mientras tanto en 1894 fue fundada la compañía Robinson-Danforth, como una
empresa productora de comida balanceada para animales, convirtiéndose en la
primera empresa del mundo en ofrecer dichos productos. El nombre PURINA® fue
creado gracias al slogan de la compañía de ese entonces: “Donde la pureza es
suprema”. El logo de cuadrados rojos y blancos proviene de un recuerdo de la
niñez del creador, el Sr William Danforth, donde la familia vecina, los Brown,
vestían a todos sus hijos con la peculiar trama de cuadros rojos y blancos para
identificarlos en la feria de St Louis, Missouri.
2 LA REPUBLICA. Relanzamiento de marca Proplan ayudará a Purina a facturar $161.000 millones
[en línea]. <http://www.larepublica.co/empresas/relanzamiento-de-marca-proplan-ayudar%C3%A1-purina-facturar-161000-millones_119136> [citado en 8 de octubre de 2015]

20
En 1902 Danforth adoptó este atuendo distintivo y los alimentos para mascotas
cambiaron su nombre a Ralston PURINA®. El diseño del tablero rojo y blanco fue
el distintivo de PURINA® desde ese entonces.
En la década de 1950, PURINA® adoptó su experiencia en crear alimento para
animales de granja y localizó sus esfuerzos en crear PURINA® DOG CHOW® un
alimento para perros con los más altos estándares en nutrición, a ser vendido en
tiendas y supermercados.
En los siguientes 51 años, PURINA® siguió completando su portfolio de alimentos
balanceados desarrollando nuevos productos de alta calidad, como CAT CHOW®,
PRO PLAN®, y BENEFUL, y compró The Golden Products Company, junto con su
marca TIDY CATS, para entrar al negocio de arenas sanitarias para mascotas.
En 2002, Ralston PURINA® fue comprado por Nestlé, quien ya tenía experiencia
con el cuidado de mascotas con marcas como FRISKIES, FANCY FEAST, ALPO
y MIGHTY DOG. Los dos negocios se fusionaron bajo la marca PURINA®.3
3.2 MARCO TEÓRICO
3.2.1 Estructura y Características De La Cadena De Valor: La cadena de valor
se considera la herramienta de gestión más común para el análisis de la
competitividad de una organización; ésta identifica las principales actividades que
crean un valor para los clientes y las actividades de apoyo relacionadas.
Creada y estructurada por Michael Porter, esta herramienta permite realizar un
análisis interno de una empresa, a través de su desagregación en sus principales
actividades generadoras de valor.
Se denomina cadena de valor, pues considera a las principales actividades de una
empresa como los eslabones de una cadena de actividades (las cuales forman un
proceso básicamente compuesto por el diseño, producción, promoción, venta y
distribución del producto), que van añadiendo valor al producto a medida que éste
pasa por cada una de éstas.
Esta herramienta divide las actividades generadoras de valor de una empresa en
dos: las actividades primarias o de línea y las actividades de apoyo o de soporte.
3 PURINA® NESTLE. Historia [en línea].< http://www.proplan.com.co/purina.aspx>
[citado en 01 de octubre de 2015]

21
La cadena permite también identificar los distintos costos en que incurre una
organización a través de las distintas actividades que conforman su proceso
productivo, por lo que constituye un elemento indispensable para determinar la
estructura de costos de una compañía. Cada actividad en la cadena de valor
incurre en costos y limita activos, para lograr su debido análisis y consideración
permiten mejorar la eficiencia tecno-económica de una empresa, un grupo de
empresas o de un determinado sector industrial.
La cadena de valor proporciona:
Un esquema coherente para diagnosticar la posición de la empresa
respecto de sus competidores.
Un procedimiento para definir las acciones tendentes a desarrollar una
ventaja competitiva sostenible.
3.2.1.1 Elementos de la cadena de Valor: Una cadena de valor genérica se
constituye por tres elementos básicos:
Las Actividades Primarias, son aquellas que tienen que ver con el
desarrollo del producto, su producción, las de logística y comercialización y
los servicios de post-venta.
Las Actividades de Soporte a las actividades primarias, se componen por
la administración de los recursos humanos, compras de bienes y servicios,
desarrollo tecnológico (telecomunicaciones, automatización, desarrollo de
procesos e ingeniería, investigación), las de infraestructura empresarial
(finanzas, contabilidad, gerencia de la calidad, relaciones públicas, asesoría
legal, gerencia general).
El Margen, que es la diferencia entre el valor total y los costos totales
incurridos por la empresa para desempeñar las actividades generadoras de
valor.
Las actividades de la cadena nunca son independientes entre sí, se encuentran
relacionadas por vínculos que crean la necesidad de coordinación ya sea para
aumentar diferenciación o reducir sus costos.

22
Figura 2: Estructura Cadena de Valor
Fuente: La Ventaja Competitiva. Michael E. Porter
3.2.1.2 Criterios para identificar la Cadena de Valor: Los criterios para
identificar las actividades de una organización son:
Cada actividad tenga distinto fundamento económico.
Cada actividad tenga un fuerte impacto potencial en la diferencia
Cada actividad representa una parte significativa a la proporción creciente
del monto total.
Considerando estos criterios como base, se podrían definir las actividades
primarias del negocio, las cuales se encuentran conformadas por:
a. Logística de entrada: conformada por las actividades de recepción,
almacenaje, manipulación de materiales, inventarios, vehículos,
devoluciones, entre otros.
b. Operaciones: compuesta por la transformación del producto final
(mecanizado, montaje, etiquetado, mantenimiento, verificación y
operaciones de instalación).
c. Logística de salida: constituida por la distribución del producto
acabado (almacenaje de mercancías acabadas, manejo de
materiales, vehículos de reparto, pedidos y programación).
d. Comercialización y ventas: integra las actividades involucradas en
la inducción y fácil adquisición de los productos (publicidad, fuerza
de ventas, cuotas, selección de canales, relaciones canal, precios).

23
e. Servicio: constituida por aquellas actividades que tratan de
mantener y aumentar el valor del producto después de la venta
(instalación, reparación entrenamiento, suministro de repuestos y
ajuste del producto).
Para definir las actividades de soporte del negocio, se emplea el mismo criterio
utilizado en la definición de las acciones principales del negocio, definiéndose así
las siguientes actividades de soporte:
a. Compras: conformada por aquellas actividades involucradas en las
adquisiciones de materiales primarias, suministros y artículos
consumibles así como activos.
b. Desarrollo de la tecnología: compuesta por aquellas actividades
involucradas en el conocimiento y capacitación adquiridas,
procedimientos y entradas tecnológicas precisas para cada actividad
de la cadena de valor.
c. Dirección de recursos humanos: integrada por aquellas
actividades involucradas en la selección, promoción y colocación del
personal de la institución.
d. Infraestructura institucional: conformada por aquellas actividades
involucradas en la dirección general, planificación, sistemas de
información, finanzas, contabilidad, legal, asuntos gubernamentales
y dirección de calidad.
3.2.1.3 Generadores de valor y de costo: Definidos como un conjunto de
factores en la cadena de valor que tienen incidencia especial sobre los costos o
sobre el valor generado, estos pueden ser:
a. Generadores de Costos: Son las causas estructurales de costo de
una actividad, en la cadena de valor de una organización y pueden
estar más o menos bajo el control de la empresa.
Algunos generadores de costo de la cadena de valor podrían ser: las
economías de escala, el aprendizaje, el patrón de uso de capacidad
de capacidad, la vinculación entre las distintas actividades, vínculos
entre unidades organizacionales, grado de integración, el timing o la
actuación a tiempo, las políticas de la empresa, la localización, y
políticas gubernamentales, entre otras.
b. Generadores de Valor: Son las razones fundamentales dentro de la
cadena de una organización de porque una actividad es única

24
(exclusiva). En esta se encuentran los siguientes generadores de
valor: las políticas empresariales, los vínculos entre las actividades
de la cadena, la ubicación, el aprendizaje, las políticas públicas, entre
otros.
3.2.1.4 Sistema de valor: El sistema de valor se denomina al conjunto de
actividades en las que la organización está inmersa y que son ejecutadas por
número de actores diferentes.
Este punto de vista lleva a considerar al menos tres cadenas de valor adicionales
a la que se describen como genérica:
a. Las Cadenas de Valor de los Proveedores: Las cuales crean y le
aportan los abastecimientos esenciales a la propia cadena de valor
de la empresa. Los proveedores incurren en costos al producir y
despachar los suministros que requiere la cadena de valor de la
empresa. El costo y la calidad de esos suministros influyen en los
costos de la empresa y/o en sus capacidades de diferenciación.
b. Las Cadenas de Valor de los Canales: Son los mecanismos de
entrega de los productos por parte de la empresa al usuario final o
cliente. Los costos y márgenes de los distribuidores son parte del
precio que paga el usuario final. Las actividades desarrolladas por los
distribuidores de los productos o servicios de la empresa afectan la
satisfacción del mismo.
c. Las Cadenas de Valor de los Compradores: Que son la fuente de
diferenciación por excelencia, puesto que en ellas la función del
producto determina las necesidades del cliente.
La cadena de valor es esencialmente una forma de análisis de la actividad
empresarial mediante la cual se descompone una empresa en sus partes
constitutivas, buscando identificar fuentes de ventaja competitiva en aquellas
actividades generadoras de valor.
De esta manera, la competitividad de costos de una compañía depende no solo de
los costos de las actividades que desempeña internamente (su propia cadena del
valor), sino también de los costos en las cadenas de valor de sus proveedores y
aliados de los canales hacia delante; y comparativamente pueden analizarse las
respectivas cadenas de las inmensas competidoras en un determinado sector
industrial.

25
3.2.2 Estado de la cadena de valor: La Cámara de la Industria de Alimentos
Balanceados de la ANDI define la cadena de alimentos balanceados como: “El
eslabón agroindustrial en la cadena del sector pecuario que se encarga de
convertir las materias primas de origen agrícola como sorgo, maíz amarillo, yuca
industrial y soya, así como subproductos de la industria del azúcar como melazas
y de la molinería como los salvados y mogollas de trigo, maíz y arroz, en alimento
para la producción de carne de pollo y cerdo, huevo, leche, quesos y otros
derivados lácteos y embutidos entre otros. Estos alimentos no solo son
importantes en términos del gasto, sino también en términos nutricionales, ya que
algunos de estos alimentos son la fuente primaria de proteína animal que requiere
el organismo para su normal desarrollo.4
Esta cadena de alimentos también se encarga de abastecer el mercado de otras
especies de animales como mascotas, conejos, equinos, peces y camarones.
La cadena productiva de los alimentos concentrados y balanceados se compone
de tres eslabones, tal y como se puede observar en la figura 3g. De esta forma, el
primer eslabón son las materias primas, el segundo eslabón son bienes
intermedios y el último son bienes finales.
Figura 3: Cadena productiva de los alimentos concentrados y balanceados
Salvado de Cereales
Tortas Oleaginosas
Melazas
Mezcla para alimentos
concentrados
Harinas de matanza de
animales (Harina de
pescado, harina de carne,
harina de pollo)
Alimento para animales de cria
Alimento para mascotas (gatos y
perros)
Fuente: Ministerio de Agricultura y Desarrollo Rural. Observatorio Agrocadenas Colombia.
4 MINISTERIO DE AGRICULTURA Y DESARROLLO RURAL. Cadena productiva de alimentos
concentrados y balanceados para la industria avícola y porcina. Diagnóstico de libre competencia[en linea] http://www.sic.gov.co/drupal/sites/default/files/files/ALIMENTOS%20BALANCEADOS.pdf [citado en 10 de Octubre de 2015]

26
3.2.2.1 Materias Primas Para la Producción: Las materias primas que se utilizan
para la producción de alimentos balanceados provienen de dos grandes sectores:
Sector primario: maíz, sorgo, soya, yuca y aceite crudo de palma
Sector secundario: harina de carne, harina de pescado, salvado, tortas de
ajonjolí, afrecho de cereales, entre otros
Según la ANDI, la gran mayoría de las materias primas son importadas,
aproximadamente el 90% de las necesidades de materias primas para la
elaboración de alimentos balanceados es importado y el 10% corresponde a la
producción nacional. Este aumento en las importaciones se debe a la reducción
considerable de cultivos de los diferentes cereales en el país, por ejemplo, la
producción nacional de sorgo ha disminuyo, pasando de un valor cercano a las
750 mil toneladas en 1990, a menos de150 mil toneladas en 2010; la superficie
cultivada con soya no ha escapado a la disminución progresiva de nuestros
cultivos transitorios durante los últimos años, y por ello no alcanza a cubrir el 10%
de la demanda nacional que supera las 9 00.000 toneladas anuales. La reducción
del área de siembra ha variado en los últimos 15 años, pasando de 110.000
hectáreas, en 1989-90, a cerca de 42.000 en el 2004.5
3.2.2.2 Producción de Alimento Balanceado para Animales: De acuerdo con
Agrocadenas6, la producción de alimentos balanceados para animales en
Colombia se distribuye en seis grandes sectores, a saber: Aves con el 64.3%,
porcinos con el 15.5%, y vacunos con el 11%. El porcentaje restante se distribuye
entre la producción de alimentos para perros y gatos, peces, equinos, conejos y
preparaciones especiales.
Para el año 2005 la producción de alimentos balanceados para animales estaba
dirigida casi en su totalidad a atender el mercado interno, y no había logrado la
constitución de excedentes exportables significativos que compitan en el mercado
internacional. Adicionalmente, afirma que en el año 2000, el 51% de la cosecha
nacional de sorgo, soya y yuca era absorbida por 5 empresas, lo que a concepto
de dicho estudio, le otorga a estas cinco compañías poder de mercado.
Martínez Covaleda (2005) señala que la industria de alimentos balanceados para
animales es un oligopolio moderadamente concentrado15, ya que el 59,3% de las
ventas de toda la industria corresponde a la actividad de 4 empresas: Solla S.A,
Contegral, Italcol, y Purina Colombiana S.A.
5 CORPOICA. Variedades Mejoradas De Soya Para Zonas Productoras Actuales Y Potenciales De
Colombia. [en linea].< http://www.corpoica.org.co/sitioweb/ofertas/articulo.asp?id=1410> [citado en 10 de Octubre de 2015] 6 MINISTERIO DE AGRICULTURA Y DESARROLLO RURAL. Observatorio de Agrocadenas
Colombia. Documento de trabajo No 51. La cadena de cereales, alimentos balanceados para animales, avicultura y porcicultura en Colombia. Una mirada global de su estructura y dinámica. 1991-2005. Página 40.

27
Tabla 1. Producción eslabón industrial cadena (2009)
Fuente: DNP (2010)
3.2.3 Cadena de Suministro:
Una cadena de suministro está formada por todas aquellas partes involucradas de
manera directa o indirecta en la satisfacción de una solicitud de un cliente. La
cadena de suministro incluye no solamente al fabricante y al proveedor, sino
también a los transportistas, almacenistas, vendedores al detalle (o menudeo) e
incluso a los mismos clientes. Dentro de cada organización, como la del
fabricante, abarca todas las funciones que participan en la recepción y el
cumplimiento de una petición del cliente. Estas funciones incluyen, pero no están
limitadas al desarrollo de nuevos productos, la mercadotecnia, las operaciones, la
distribución, las finanzas y el servicio al cliente.
La cadena de suministro tiene como objetivo maximizar el valor entre lo que vale
el producto final para el cliente y los costos en que la cadena incurre, esto es, la
diferencia entre los ingresos generados por el cliente y el costo total de la cadena
de suministro. Mientras más alta sea la rentabilidad de la cadena de suministro,
más exitosa será ésta. Una eficaz administración de la cadena de suministro
comprende la administración de los activos y de los flujos de productos,
información y fondos de la cadena para maximizar la rentabilidad total de la
misma.
3.2.3.1 Fases de Decisión de una Cadena de Suministro:
La administración exitosa de la cadena de suministro requiere tomar muchas
decisiones relacionadas con el flujo de información, productos y fondos. Cada una
de ellas debe tomarse para incrementar el superávit de la cadena de suministro.
Estas decisiones se clasifican en tres categorías o fases, dependiendo de la
frecuencia de cada decisión y el periodo durante el cual tiene impacto una fase de
decisión. Como resultado, cada categoría de decisiones debe considerar la
incertidumbre en el horizonte de decisión.
ESLABÓN Valor Producción (millones de pesos)
Participación (%)
Alimentos para animales de cría $ 3.381.641.958 85
Alimentos para mascotas (perros y gatos) $ 228.356.318 5,7
Harinas de la matanza de animales $ 80.334.252 2
Mezclas para alimentos concentrados $ 195.629.308 4,9
Sal mineralizada $ 93.340.568 2,4
Total Cadena $ 3.979.302.404 100

28
3.2.3.1.1 Diseño de la Cadena de Suministro: en esta fase la organización
deberá establecer la cadena de suministro en función del marketing del producto y
los precios del mismo para los siguientes años.
Decidirá la configuración de la cadena en cuanto a:
Tipo de distribución
Procesos de cada etapa
Capacidad de producción
Instalaciones de almacenaje
Medios de transporte
Rutas de transporte
Tipo de sistema de información
En esta fase se debe asegurar que la cadena este enfocada en el cumplimiento de
los objetivos estratégicos de la compañía y el aumento de rentabilidad de la
misma.
3.2.3.1.2 Planeación de la Cadena de Suministro: en esta fase las decisiones
serán para el periodo de tres meses a un año. La meta es maximizar la
rentabilidad de la cadena de suministro que se puede generar durante el horizonte
de planeación, dadas las restricciones que se establecieron durante la fase
estratégica o de diseño.
La planeación incluye tomar decisiones respecto a:
Mercado objetivo
Políticas de inventario
Puntos de despacho
Promociones de marketing
Precios
En la fase de planeación, las compañías deben incluir en sus decisiones la
incertidumbre en la demanda, las tasas de cambio de divisas y la competencia
durante este horizonte de tiempo.
Como resultado de la fase de planeación, las compañías definen un grupo de
políticas de operación que gobiernan las operaciones a corto plazo.
3.2.3.1.3 Operación de la Cadena de Suministro: en esta etapa el horizonte de
planeación es semanal o diario, y durante esta fase las compañías toman
decisiones respecto a los pedidos de cada cliente. Al nivel de la operación, la
configuración de la cadena de suministro se considera fija y las políticas de
planeación ya se han definido.
El objetivo de las operaciones de la cadena de suministro es manejar los pedidos
entrantes de los clientes de la mejor manera posible. Durante esta fase, las
compañías distribuyen el inventario o la producción entre cada uno de los pedidos,

29
establecen una fecha en que debe completarse el pedido, generan listas de
surtido en el almacén, asignan un pedido a un modo particular de transporte y
envío, establecen los itinerarios de entrega de los camiones y colocan órdenes de
reabastecimiento. Debido a que las decisiones de operación se toman a corto
plazo (minutos, horas, días) hay menos incertidumbre acerca de la información de
la demanda. Dadas las restricciones establecidas por la configuración y las
políticas de planeación, la meta durante esta fase es explotar la reducción de la
incertidumbre y optimizar el desempeño.
El diseño, la planeación y la operación de una cadena de suministro tienen un
fuerte impacto en la rentabilidad y en el éxito.
3.2.3.2 Enfoque De Los Procesos De Una Cadena De Suministro: Una cadena
de suministro es una secuencia de procesos y flujos que tienen lugar dentro y
entre diferentes etapas y se combinan para satisfacer la necesidad que tiene el
cliente de un producto.
Existen dos diferentes formas de ver los procesos realizados en una cadena de
suministro.
Enfoque de ciclo: Los procesos se dividen en series de ciclos, cada uno
realizado en la interface entre dos etapas sucesivas de una cadena de
suministro.
Enfoque de empuje/tirón: Los procesos se dividen en dos categorías
dependiendo de si son ejecutados en respuesta a un pedido del cliente o en
anticipación a éste. Los procesos de tirón se inician con el pedido del
cliente, mientras que los de empuje comienzan y se realizan en anticipación
a los pedidos del cliente.
3.2.3.3 Procesos Macro De Una Cadena De Suministro: Todos los procesos de
la cadena de suministro que se han tratado en los dos enfoques de procesos se
clasifican en los siguientes tres procesos macro.
1. Administración de la relación con el cliente (ARC): Todos los procesos que
se centran en la interacción de la compañía con sus clientes.
2. Administración de la cadena de suministro interna (ACSI): Todos los
procesos internos de la empresa.
3. Administración de la relación con el proveedor (ARP): Todos los procesos
que se centran en la interacción de la compañía con sus proveedores.
Los tres procesos macro administran el flujo de información, productos y fondos
requeridos para generar, recibir y cumplir la petición del cliente. El proceso macro
ARC apunta a generar demanda por parte del cliente y a facilitar la colocación y el
seguimiento de los pedidos. Incluye procesos como los de marketing, fijación de

30
precios, ventas, administración de pedidos y administración del centro de atención
telefónica.
El proceso macro ACSI apunta a satisfacer la demanda generada por el proceso
ARC de manera oportuna y al menor costo posible. El proceso macro ACSI incluye
la planeación de la capacidad interna de producción y almacenamiento, la
preparación de los planes de demanda y oferta y el surtido de los pedidos reales.
El proceso macro ARP apunta a conseguir y administrar las fuentes de suministro
de varios bienes y servicios. Incluye la evaluación y la selección de proveedores,
negociación de los términos del suministro y la comunicación respecto a nuevos
productos y órdenes para los proveedores.
Figura 4: Procesos Macro de la Cadena de Suministro
Fuente: Administración de la cadena de suministro. Sunil Chopra
3.2.4 Lean Manufacturing o Manufactura Esbelta: se considera al conjunto de
herramientas desarrolladas en Japón e inspiradas en gran parte en los principios
de William Edwards Deming, su objetivo primordial es la eliminación del despilfarro
o desperdicio de todas aquellas acciones que no generan valor al producto
mediante la utilización de una serie de técnicas y metodologías.
ARP
•Fuente
•Negociación
•Compra
•Colaboración para el diseño
•Colaboración para el suministro
ACSI
•Planeación Estratégica
•Planeación de la Demanda
•Cumplimiento
•Servicio de Campo
ARC
•Mercado
•Precio
•Venta
•Centro de LLamadas
•Administración de los pedidos

31
El punto de partida de la producción esbelta es la producción en masa. Durante la
primera mitad del siglo XX se contagió a todos los sectores de la producción en
masa, inventada y desarrollada en el sector del automóvil. Luego de la crisis de los
modelos como el fordismo y el taylorismo, que producían objetos en grandes
cantidades y con todo un sistema de tecnologías, de mercados, economías de
escalas y reglas rígidas, que colisionaban con la idea de flexibilidad que se impone
en la actualidad, fue necesaria una adaptación cuyas innovaciones se incorporan
en el toyotismo.
Este modelo se resume en los siguientes puntos:
1. Eliminación del despilfarro y suministro Just-in-time de los materiales.
2. La relación, basada en la confianza y la transparencia, con los proveedores
elegidos en función de su grado compromiso en la colaboración a largo
plazo.
3. Una importante participación de los empleados en decisiones relacionadas
con la producción: parar la producción, intervenir en tareas de
mantenimiento preventivo, aportar sugerencias de mejora, etc.
4. El objetivo de la calidad total, es decir, eliminar los posibles defectos lo
antes posible y en el momento en el que se detecten, incluyendo la
implementación de elementos para certificar la calidad en cada momento.
3.2.4.1 Pilares del Lean Manufacturing: para el éxito en la implementación de
Lean Manufacturing en una organización es importante que todos sus integrantes
conozcan los conceptos, las herramientas y las técnicas para así alcanzar tres
objetivos: rentabilidad, competitividad y satisfacción de todos los clientes.
Los pilares son:
Mejora Continua: Kaizen
Control Total de la Calidad
El Just in Time
3.2.4.2 Herramientas de Lean Manufacturing
Después de un análisis del estado de cadena de valor, la organización deberá
escoger as herramientas que le permitan enfocar los esfuerzos a la mejora
continua.
Las herramientas de las cuales pueden apoyarse en función de los recursos,
capacidades y habilidades son:
Herramienta de las 5S: esta técnica es un programa de trabajo que consiste en
desarrollar actividades de orden y limpieza y detección de anomalías en el puesto
de trabajo, permite la participación de todo el personal y mejora el ambiente
laboral, la seguridad de las personas y equipos y la productividad.

32
Las 5S son cinco principios japoneses cuyos nombre comienzan por S y que van
todos en la dirección de conseguir un puesto de trabajo limpio y ordenado.
1. Seiri: Organizar y seleccionar
2. Seiton: Ordenar
3. Seiso: Limpiar
4. Seiketsu: Mantener la limpieza
5. Shitsuke: Rigor en la aplicación de consignas y tareas
A continuación se muestra en síntesis el proceso que nos lleva al puesto de
trabajo ideal:
Figura 5: Síntesis etapas 5S
Fuente: Las 5S: orden y limpieza en el puesto de trabajo. Francisco Rey
Dentro de las ventajas que permite la aplicación de esta técnica se encuentran:
Permite involucrar a todos los trabajadores en el proceso de mejora
fomentando el trabajo en equipo. Los trabajadores se comprometen. Se
① ② ③ ④
Limpieza inicial Optimización Formalización Continuidad
Organización
y Selección
Separar lo que
sirve de lo que
no sirve
Clasificar lo que
sirve
Implantar
normas de
orden en el
puesto
Estabilizar y
mantener lo
alcanzado en
las etapas
anteriores
OrdenTirar lo que no
sirve
Definir la
manera de dar
un orden a los
objetos
Colocar a la
vistalas normas
así definidas
Practicar la
mejora
Limpieza
Limpiar las
instalaciones/m
aquinas/equipo
s
Identificar focos
de suciedad y
localizar lugares
dificiles de
limpiar y buscar
una solución
Buscar las
causas de
suciedad y
poner remedio
para evitarlas
Cuidar el nivel
de referencia
alcanzado
Mantener la
Limpieza
Eliminar todo lo
que no sea
higienico
Determinar las
zonas sucias
Implantar y
aplicar las
gamas de
limpieza
Evaluar
(Auditoría 5S)
Rigor en la
Aplicación
Hacia el puesto
de trabajo ideal
Acostumbrarse a aplicar las 5S en el seno del
puesto de trabajo y respetar los procedimientos en
vigor en el lugar del trabajo.

33
valoran sus aportes y conocimientos; la mejora continua se hace una tarea
de todos
Se consigue una mayor productividad
Con un mejor lugar de trabajo se consigue más espacio, satisfacción por el
lugar en el que se trabaja, mayor cooperación y trabajo en equipo.
Herramienta SMED
SMED (Single Minute Exchange Die - Cambio de Matriz en Solo un Minuto) es una
de las técnicas más exitosas en la reducción de los tiempos perdidos por
preparación y/o alistamiento. Esta metodología desarrollada por Shigeo Shingo es
de origen japonés, y fue implementada por primera vez para Toyota en la década
de los setenta. La hipótesis en que se fundamenta el SMED supone que una
reducción de los tiempos de preparación nos permite trabajar con lotes más
reducidos, es decir, tiempos de fabricación más cortos, lo cual redunda en una
mejora sustancial de tiempos de entrega y de niveles de producto en tránsito.
La aplicación del método SMED consiste en el desarrollo de cinco fases:
1. Observar y comprender el proceso de cambio de lote. El proceso de cambio
de lote discurre desde última pieza correcta del lote anterior, hasta la
primera pieza correcta del lote siguiente. En este primer paso, se realiza la
observación detallada del proceso con el fin de comprender cómo se lleva a
cabo éste y conocer el tiempo invertido. Son 3 las actividades principales:
Filmación completa de la operación de preparación. Se presta especial
atención a los movimientos de manos, cuerpo y ojos. Cuando el
proceso de cambio se lleva a cabo por varias personas, todas ellas
deben ser grabadas de forma simultánea.
Creación de un equipo de trabajo multidisciplinar, en el que deben
figurar los protagonistas de la grabación, personal de producción,
encargados, personal de mantenimiento, calidad, etc. En esta fase se
aclaran dudas y se recopilan ideas.
Elaboración del documento de trabajo, donde se resumirán de forma
sencilla las actividades realizadas y los tiempos que comprenden.
2. Identificar y Separar las operaciones internas y externas. Se entiende por
operaciones internas aquéllas que se deben realizar con la máquina
parada. Las operaciones externas son las que pueden realizarse con la
máquina en funcionamiento. Inicialmente todas las operaciones se hallan
mezcladas y se realizan como si fuesen internas, por eso es tan importante
la fase de identificación y separación. Por ejemplo: transportar el molde,
que se utilizará en el siguiente lote, hasta la máquina es una operación
34
externa, ya que se puede realizar al margen de que la máquina esté
funcionando. Limpiar el tamiz en un molino de pintura debe realizarse con la
máquina parada y por eso se considera una operación interna.
3. Convertir las operaciones internas en externas En esta fase las operaciones
externas pasan a realizarse fuera del tiempo de cambio, reduciéndose el
tiempo invertido en dicho cambio
4. Refinar todos los aspectos de la preparación: En este punto se busca la
optimización de todas las operaciones, tanto internas como externas, con el
objetivo de acortar al máximo los tiempos empleados. Los tiempos de las
operaciones externas se reducen mejorando la localización, identificación y
organización de útiles, herramientas y resto de elementos necesarios para
el cambio. Para la reducción de los tiempos de las operaciones internas se
llevan a cabo operaciones en paralelo, se buscan métodos de sujeción
rápidos y se realizan eliminaciones de ajustes.
5. Estandarizar el nuevo procedimiento: La última fase busca mantener en el
tiempo la nueva metodología desarrollada. Para ello se genera
documentación sobre el nuevo procedimiento de trabajo, que puede incluir
documentos escritos, esquemas o nuevas grabaciones de vídeo

35
4. SITUACIÓN ACTUAL
4.1 PLATAFORMA ESTRATÉGICA
Nestlé Purina PetCare de Colombia S.A. es una empresa dedicada a la fabricación
y comercialización de alimento balanceado para mascotas (perros y gatos), cuenta
con un modelo de gestión del negocio basado en la mejora continua llamado NCE
(Nestlé Continuos Excellence). Su Sistema de Gestión Integrado de Calidad
comprende todas las actividades desde la concepción del producto hasta su
consumo, y que tienen un impacto en los productos y servicios que ofrece a sus
clientes y consumidores.
Este sistema se cimenta en cuatro principios fundamentales:
Cultura de calidad
Cumplimento de estándares internacionales
Mejora continua
Importancia del modelo de gestión del negocio NCE
Con tres elementos principales:
Estándares de calidad
Ciclo de gestión
Sistema de gestión por procesos
Su cadena de valor está compuesta por procesos vinculados a la satisfacción del
consumidor y del cliente, en la que está identificada cada una de las actividades,
sus requisitos obligatorios y los clientes internos.
La aplicación del ciclo de gestión es una de sus políticas más importantes en
cuanto aseguran el funcionamiento eficaz de cada proceso.
Toda su estrategia de negocio se fundamenta en comprender las necesidades de
las mascotas y sus dueños para garantizar la satisfacción total de los
consumidores.
Nestlé Continuous Excellence (NCE) es una iniciativa que cobija todas las plantas
y fábricas de Nestlé a nivel mundial, y está diseñada para inspirar a sus
colaboradores a comprender y contribuir con lo que los consumidores y clientes
valoran. Esto lo logran a través de la implementación de prácticas que ayudan a
eliminar lo que no agrega valor, desarrollando una cultura de cero desperdicios, y
empoderando a sus colaboradores para contribuir con el objetivo principal: 100%
Compromiso.
NCE se compone de 3 Módulos Fundacionales: Cumplimiento, Desarrollo de
Liderazgo y Alineación de Metas y son el punto de partida de NCE, ya que

36
garantizan que sean brillantes en lo básico. Integran la mejora continua en sus
actividades y conductas, al tiempo que garantizan el cumplimiento de las normas
internas y externas.
Figura 6: Mapa de Cadena de Valor Nestlé Purina PetCare de Colombia S.A..
Fuente: Guía De Viaje Nestlé Continuos Excellence
4.1.1 La misión: La misión de Nestlé Purina PetCare es dar una mejor vida a los
que nos hacen mejores personas, las mascotas, a través de una correcta nutrición
y unos excelentes cuidados, innovación en productos, nuevas tecnologías y
servicios, para mejorar relaciones entre propietario y su mascota. Nestlé Purina
PetCare se preocupa por conocer a fondo las necesidades tanto de las mascotas
como de sus dueños, por ello realiza investigaciones tanto en centros
especializados, en hogares con animales de compañía, así como en los lugares
en los que se produce la compra de este tipo de productos. Realiza estudios de
nutrición, crecimiento, hábitos, posesión, consumo y todo aquello que es relevante
en la relación entre un dueño y su mascota. Nestlé Purina PetCare por medio de
su gama de productos expone productos de la más completa para el cuidado de
nuestras mascotas, cuenta con el respaldo de sus centros de investigación en
Francia y Estados Unidos, los cuales están especializados en nutrición animal.
Nestlé Purina PetCare garantiza en sus productos ingredientes naturales sales
minerales y vitaminas.

37
4.1.2 La visión: Como empresa líder mundial en alimentación, los esfuerzos de la
compañía se orientan a estar siempre a la vanguardia de la industria de alimentos.
A partir de esa premisa, el objetivo es cumplir con las exigencias de una sociedad
que avanza hacia una vida más saludable, creando valor a largo plazo para
nuestros accionistas, colaboradores, consumidores y las sociedades donde
operamos.
4.2 ESTRUCTURA ORGANIZACIONAL
A continuación se describe la estructura organizacional del área encargada del
proceso Supply Chain.
Figura 7: Organigrama Proceso Supply Chain Nestlé Purina PetCare
Fuente: Nestlé Purina PetCare S.A.

38
El proceso de Supply Chain basa su gestión en 4 pilares principales:
Enfoque al cliente interno & externo
Detectar variaciones en la Demanda y cierre del Gap.
El compromiso es lograr abastecimiento continuo, disponibilidad de
producto On time, In full de impo y expo.
Identificar nuevas oportunidades de análisis y desarrollo de demanda.
Planeación de la capacidad
Maximizar recursos disponibles para la fabricación de acuerdo a las
restricciones de capacidad en fábrica.
Garantizar asertividad y cumplimiento en programación de la producción,
para satisfacción de la demanda.
Adherencia a modelos de Nestlé respecto a las eficiencias y programación
de fábrica.
Suministro
Sinergia con proveedores, como desarrollo de aliados logísticos.
Maximizar asertividad en la planeación para minimizar costos y maximizar
eficiencias en el WC.
Participación en la elaboración del Master Plan de fábrica para mapeo de
necesidades.
Compliance
Garantizar el cumplimiento de las políticas de inventarios de PT y
materiales.
Lograr los Targets propuestos.
Adherencia al plan y la metodología de NCE.
Desarrollo e implementación de Key Iniciatives.
Cumplimiento P2P.
4.2.1 Enfoques del proceso Supply Chain: Para dirigir todos los esfuerzos de
los colaboradores hacia el cumplimiento de los objetivos estratégicos de la
organización cada proceso establece sus enfoques.

39
Figura 8: Enfoques Supply Chain
Fuente: Nestlé Purina PetCare
4.2.2 Indicadores: Para evaluar el nivel de cumplimiento del área se establecieron
los siguientes indicadores de gestión:
CFR (Case Fill Rate): Nivel de Cumplimiento en la entrega de pedidos
DPAs: Porcentaje de asertividad en el pronóstico de la demanda
STOCK COVER MP Y ME: Niveles óptimos de stock de materia prima y
material de empaque y envase.
STOCK COVER PT: Niveles óptimos de stock de producto terminado.

40
Figura 9: Indicadores de Gestión SC
Fuente: Nestlé Purina PetCare S.A.
4.3 PORTAFOLIO
Nestlé Purina produce y comercializa la más amplia línea de productos
balanceados para mascotas con sus diferentes marcas en los distintos segmentos:
Súper Premium: Purina Pro Plan Dog - Purina Pro Plan Cat - Purina
Excellent.
Premium: Purina Dog Chow. - Purina Cat Chow.
Mainstream: Ladrina Salsa – Gatsy.
Economy: Kanina.
Figura 10. Portafolio de productos Nestlé Purina
Fuente: Tomado de www.nestle.com.ve
Su planta de fabricación ubicada en Mosquera – Cundinamarca, cuenta con 3.000
m2 de depósito de producto terminado. Desde allí se despachan pedidos a todo el
41
país y a países limítrofes. Cuenta con una planta de Efluentes con aprobación de
calidad de vertido, emitido por la CAR – Cundinamarca
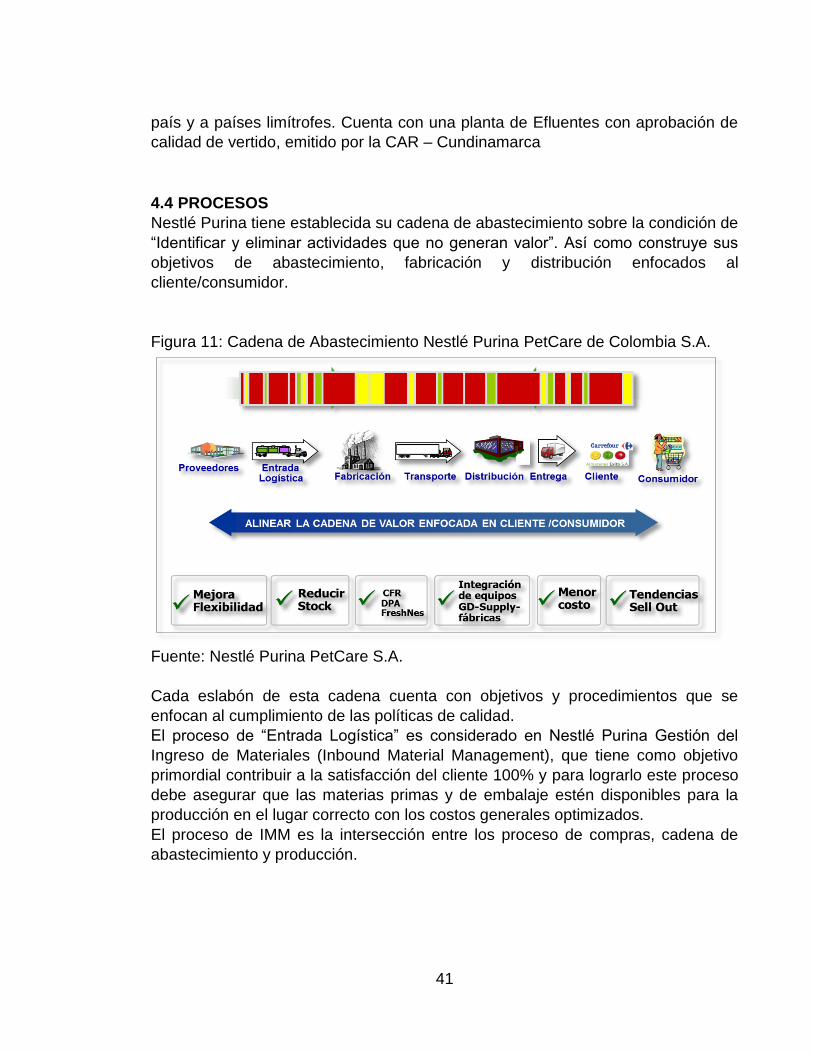
4.4 PROCESOS
Nestlé Purina tiene establecida su cadena de abastecimiento sobre la condición de
“Identificar y eliminar actividades que no generan valor”. Así como construye sus
objetivos de abastecimiento, fabricación y distribución enfocados al
cliente/consumidor.
Figura 11: Cadena de Abastecimiento Nestlé Purina PetCare de Colombia S.A.
Fuente: Nestlé Purina PetCare S.A.
Cada eslabón de esta cadena cuenta con objetivos y procedimientos que se
enfocan al cumplimiento de las políticas de calidad.
El proceso de “Entrada Logística” es considerado en Nestlé Purina Gestión del
Ingreso de Materiales (Inbound Material Management), que tiene como objetivo
primordial contribuir a la satisfacción del cliente 100% y para lograrlo este proceso
debe asegurar que las materias primas y de embalaje estén disponibles para la
producción en el lugar correcto con los costos generales optimizados.
El proceso de IMM es la intersección entre los proceso de compras, cadena de
abastecimiento y producción.

42
Figura 12: Intersección de Procesos
Fuente: Nestlé Purina PetCare S.A.
Es dentro de este proceso, y en función de su objetivo que se realiza la
identificación del problema de recepción de la materia prima sebo vacuno.
A continuación se describe el proceso de recepción y descargue:

43
Figura 13. Proceso descargue de sebo vacuno
Proceso de Descargue de Sebo Vacuno
Analista de CalidadProveedor Operador Planeador
Llegada e ingreso del vehículo
Muestreo de materia prima
Se aprueba? SIDescargue de la materia prima
Ingreso logístico
Generación de numero Oficial de
recibo de la Materia Prima
(MIGO)
FIN
NO
Poner sello de calidad para
autorizar salida
INICIO
Fuente: Autores

44
Tabla 2: Descripción de Actividades del proceso de Descargue de Sebo Vacuno
Cod. Actividad
Actividad Descripción de la Actividad
1 Llegada e ingreso del vehículo
El conductor debe presentarse en portería para revisión de documentos donde verifican que el material para descargar o solicitud de cargue es dirigido a Nestlé Purina. Los vehículos que vienen a descargar Materias primas deben presentar la Orden de Compra y el Certificado de Calidad del ingrediente para su ingreso obligatoriamente, de no traerlos se debe comunicar con el encargado de Compras o Aseguramiento de Calidad respectivamente para su autorización, luego de verificada la documentación debe ubicarse en la báscula y allí es sometido a una inspección física, previo al ingreso. La persona encargada de báscula es quien llama al área correspondiente para comunicar la llegada de los vehículos. Ejemplo materia prima comunicarse al LAB central, si es equipo o repuesto, comunicarse con el almacén del departamento técnico. Todo camión que llegue a la fábrica debe quedar registrado en los reportes diario de servicio de cargue o descargue. En el caso de materia prima, únicamente debe ingresar a la zona de descargue el número de Vehículos que se puedan descargar de acuerdo con la disponibilidad de muelles de descargue. Por ningún motivo debe haber Vehículos esperando turno cerca de la zona de descargue. (No. Muelles descargue en bultos 2, No. Muelles descargue Sebo 1 y No. Muelles descargue a granel 1)
2 Muestreo de materia prima
Para el muestreo de ingredientes líquidos que llegue en carro tanque se debe introducir el muestreador en cada uno de los compartimientos del carro-tanque y tomar una muestra representativa a lo largo y ancho de cada uno de ellos. Cada vez que se va tomando la muestra se debe ir pasando a un recipiente plástico que es el que finalmente irá al laboratorio para su análisis. Se realiza el análisis de su aspecto físico, observando si está libre de infestación y cualquier tipo de contaminación. Además se analizan las características organolépticas. La muestra es llevada al laboratorio, se diligencia el correspondiente tiquete de calidad con la fecha, el nombre del ingrediente, el proveedor, la placa del vehículo de transporte, así como el nombre de quien realizó el muestreo. Luego se entrega al laboratorio para que se le realicen los análisis establecidos en el QMS.

45
3 Se aprueba? La materia prima se aprueba? SI: Si la materia prima cumple con los análisis realizados y es aprobada por Control de Calidad pasa al área de descargue. NO: De ser rechazada, la materia prima debe ser devuelta al proveedor.
4 Descargue de la materia prima
El operador realiza las siguientes actividades: Alistar bolsas de papel, llaves, herramientas,
abrir válvulas. Limpieza de filtros. Posicionamiento del camión. Buscar acoples y conectar manguera al camión. Enrutamiento, apertura de válvulas, purga de la
bomba. Descargue. Cierre de válvulas. Limpieza del área.
5 Ingreso logístico Ingresar con usuario clave a la transacción en SAP para recepción de materia Prima. Diligenciar los campos requeridos.
6 Poner sello de calidad para autorizar salida
El analista de calidad deberá poner el sello y firma en la remisión que certifica el descargue de la materia prima.
7 Generación de número oficial de recibo de la materia prima (MIGO)
El planeador reporta en el sistema SAP el ingreso según requisición, genera el número oficial y envía código al proveedor para posterior facturación.
Fuente: Autores
4.5 RECURSOS
El crecimiento económico de Nestlé de los últimos años ha permitido mejorar la
vida de millones de personas gracias a los productos y servicios que proporciona.
Mediante la generación de empleo, las redes de proveedores y contribución a la
economía de todo el mundo, 4,1 millones de familias se ganan la vida con Nestlé,
entre ellas numerosos minifundistas rurales de países en desarrollo. En 2014,
695.500 granjeros trabajaban de forma directa con Nestlé y dieron empleo directo
a 339.456 personas.
En la figura 12 se resume los recursos con los que Nestlé crea valor compartido.

46
Figura 14: Creación de Valor compartido en Nestlé
Fuente: Creación de valor Compartido y cumplimiento de nuestros compromisos
2014. Nestlé Purina PetCare S.A

47
5. DESARROLLO DE LA METODOLOGÍA
Como se ha venido dando a conocer en diferentes apartes de este trabajo, la
herramienta seleccionada por la compañía dentro de su modelo de operaciones
NCE para reducir los tiempos en las actividades es el SMED, de esta forma, se
desarrollarán las tres primeras fases el SMED ya que el alcance es presentar a la
alta gerencia un compilado de ideas a implementar a corto, mediano y largo plazo
con el objetivo primordial de mitigar el impacto en una de las perdidas más
relevantes por ser transversal a la cadena de abastecimiento y a producción.
Se incluirán dentro del desarrollo del SMED las actividades correspondientes a la
parte operativa ya que son los aspectos más relevantes donde se presentan los
mayores impactos, toda vez que es el proceso más susceptible de mejora y que
es donde se quiere agregar valor.
Como beneficios esperados del desarrollo de este SMED, se pretende buscar la
alineación con el modelo de gestión así:
Figura 15. Alineación SMED con estrategia NCE
Fuente: Quick Changeover for Operators: the SMED system” Productivity Press
Finalmente, la seguridad es la base de todos los procesos ya que cambios y/o
alistamientos más simples resultan en actividades más seguras y el tener menos

48
inventarios significa menos desorden en las áreas lo cual hace la producción en si
misma más segura.
Obviamente, dentro de las propuestas de mejoras, se incluirán los aspectos a ser
tenidos en cuenta en la parte administrativa ya que es el inicio del proceso y
también se pueden implementar cambios a muy corto plazo y con una inversión
mínima que seguramente de ser implementadas redundarán en la reducción de
tiempos muertos en el proceso.
5.1 EVALUACIÓN DE LA SITUACIÓN ACTUAL
En esta primera fase se definió el problema; durante la visita al área de recepción
de sebo se logró establecer mediante la observación una serie de detalles que a
simple vista parecen obvios pero que a los ojos de las personas que hacen la
labor día a día no son visibles y pasan desapercibidas.
Las imágenes muestran situaciones que deben ser mejoradas de manera
inmediata y que representan riesgos tanto ambientales como de seguridad y
hacen que el SMED tome valor de forma urgente.
Figura 16: Área de recepción de sebo vacuno y aceite de pollo
Fuente: Autores

49
Con esta premisa se inicia el proceso de desarrollo del SMED ya no solo con el
objetivo de reducir tiempos de preparación sino que cobra valor el aseo, la
seguridad y el cuidado y preservación del medio ambiente.
5.1.1 Formato 5W + 1H: Bajo las condiciones de trabajar hacia las cero (0)
pérdidas y consolidar una cultura de seguridad, salud y medio ambiente se
desarrolló el formato dando como resultado la identificación de cada aspecto que
deriva en definir el problema, su entorno y su alcance, además facilita la ubicación
de los aspectos a mejorar dando foco a los requerimientos de mejoras.
Figura 17: Formato 5W+1H
Fuente: Autores
WHAT / QUE? WHY / POR QUE?
WHO / QUIEN? WHERE / DONDE?
WHEN / CUANDO? HOW / COMO?
Paros no planeados en la
producción
Demora en el proceso de
recepción de sebo en
NPPC
Desde el ingreso a las
instalaciones de la
fabrica hasta los tanques
de sebo y aceite de pollo
Integrantes del proceso de
compra/liberación/recepción
de la materia prima
Con desorden y con falta
de un procedimiento
claro para realizar el
proceso
Todos los días que llega esta
materia prima

50
5.1.2 Diagrama de Tiempos: Es importante conocer el esquema de los tiempos
durante la operación estudiada independientemente del detalle de cada actividad,
de forma que se pueda visualizar el proceso de forma macro y así tener un
concepto primario global de toda la situación. En la gráfica se evidencia que una
pérdida de inicio, fin y ajustes es una pérdida causada por la parada debido a
cambios de formato/producto, inicios y fin de ciclos rutinarios y el tiempo de
cambio es el periodo durante el cual la operación es detenida para preparar la
producción siguiente.
Figura 18: Diagrama de Tiempos
Fuente: Autores
Después de revisar los históricos de los tiempos invertidos durante las actividades
de recepción y descarga se logra graficar la tendencia de estos tiempos
mostrando el comportamiento durante el 2015 en minutos; es importante resaltar
que hay una llegada de producto el primer día hábil de cada semana y las
semanas marcadas como paradas corresponden a aquellas donde no hay
fabricación programada tales como la primera semana de enero y la semana
santa.
51
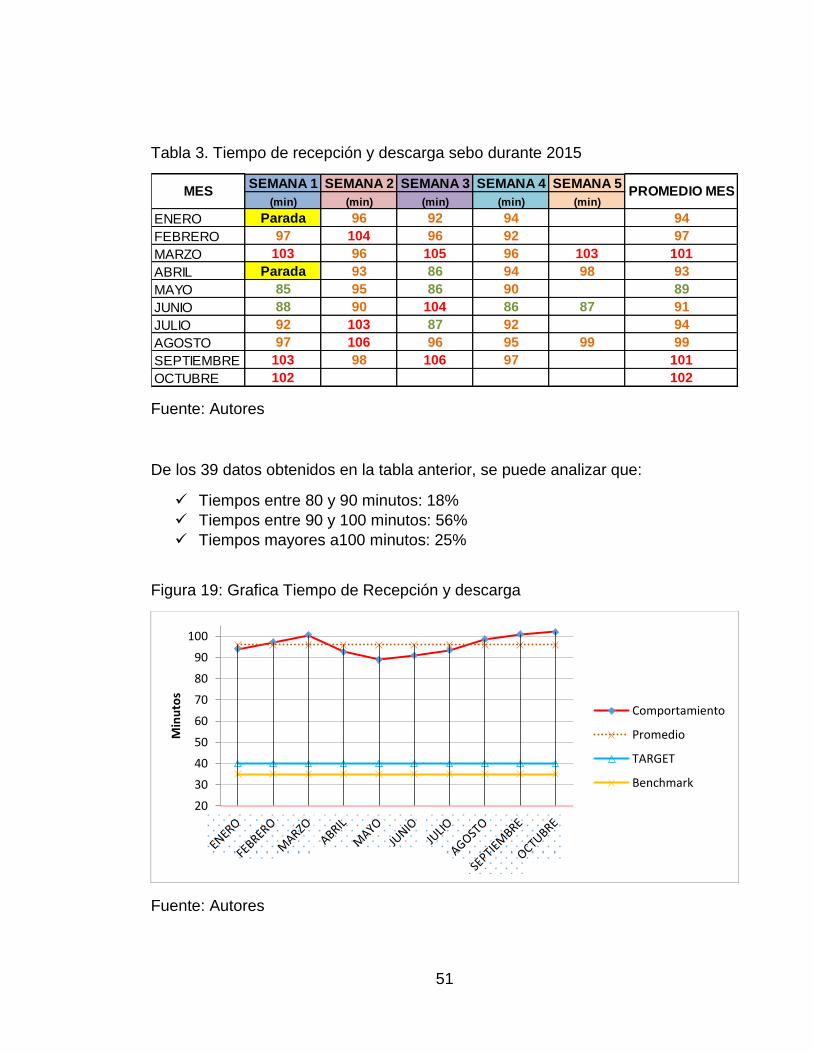
Tabla 3. Tiempo de recepción y descarga sebo durante 2015
Fuente: Autores
De los 39 datos obtenidos en la tabla anterior, se puede analizar que:
Tiempos entre 80 y 90 minutos: 18%
Tiempos entre 90 y 100 minutos: 56%
Tiempos mayores a100 minutos: 25%
Figura 19: Grafica Tiempo de Recepción y descarga
Fuente: Autores
SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 SEMANA 5
(min) (min) (min) (min) (min)
ENERO Parada 96 92 94 94
FEBRERO 97 104 96 92 97
MARZO 103 96 105 96 103 101
ABRIL Parada 93 86 94 98 93
MAYO 85 95 86 90 89
JUNIO 88 90 104 86 87 91
JULIO 92 103 87 92 94
AGOSTO 97 106 96 95 99 99
SEPTIEMBRE 103 98 106 97 101
OCTUBRE 102 102
PROMEDIO MESMES
20
30
40
50
60
70
80
90
100
Min
uto
s
Comportamiento
Promedio
TARGET
Benchmark

52
5.1.3 Hoja Financiera: en conjunto con contraloría de fábrica se revisaron los
costos en que se incurre para el funcionamiento actual del sistema y se
determinaron valores que aumentan el costo debido a regueros, reboses,
disposición final por tratarse de residuos contaminantes del medio ambiente,
limpiezas y obviamente paradas de fábrica causadas por falta de materia prima.
A continuación se listan estos costos y se plantea un ahorro teniendo en cuenta el
objetivo propuesto de reducir los tiempos eliminando reboses, aseos y disposición
final de residuos.
Tabla 4. Histórico de costos de funcionamiento del sistema
Fuente: Autores
De acuerdo a los datos de la tabla 4 se puede determinar que en términos de
dinero y aumento de tiempo disponible para producción, el desarrollo de este
trabajo podrá ser respaldado por la gerencia de fábrica ya que el impacto
económico es evidentemente favorable.
5.1.4 Cronograma: Para la ejecución de las cuatro fases de este SMED se toma
como referencia 8 semanas que es el tiempo estipulado por la compañía para dar
trámite a todas las actividades necesarias para obtener claridad en las mejoras y
los beneficios que esto podría traer a la organización.
2015
Descripción Costo Relacionado (Ene-Sep)
Costos de disposición
final de residuos$1.500 / Kilo 1.850.000$ 2.100.000$ 2.350.000$ 1.960.000$ 900.000$
Costos en aseos y
limpiezas derivados de
regueros y reboses
$350.000 por aseo
semanal durante 48
semanas (incremento
del 5% anual)
16.800.000$ 17.640.000$ 18.522.000$ 12.965.400$ 4.500.000$
Costos de variaciones
por desajuste de
inventarios
Consolidados
anualmente por
inventarios
14.000.000$ 12.650.000$ 15.680.000$ 12.310.000$ 10.000.000$
Costos de horas de
fabrica parada por
demoras en recibo.
Costo total de 48
semanas al año184.800.000$ 199.200.000$ 202.080.000$ 139.200.000$ 100.000.000$
217.450.000$ 231.590.000$ 238.632.000$ 166.435.400$ 115.400.000$ TOTAL
AÑO2012 2013 2014 Propuesta de ahorro

53
Figura 20: Cronograma SMED
Fuente: Autores
5.1.5 Objetivo SMED: Continuando con la metodología, una vez cumplidos los
pasos de esta fase, se genera el objetivo principal del SMED.
“Reducción del 50% en el tiempo de recepción y descarga de sebo
garantizando la seguridad alimentaria, la salud de las personas y el
cumplimiento de los estándares de calidad de Nestlé Purina”
5.2 REGISTRO DEL CAMBIO
Durante este proceso el objetivo principal es entender en detalle cada una de las
actividades y movimientos durante la tarea a estudiar.
Para lograr este objetivo se deben registrar todas y cada una de las actividades
desarrolladas durante el cambio mediante el uso del formato de recolección de
datos estandarizado por la herramienta y registrar todos los movimientos de los
operadores, analista y personal técnico usando un diagrama spaguetti.
Una herramienta vital para el desarrollo de esta fase del SMED es el uso de video
cámaras para registrar el cambio, el video ayuda a asegurar un objetivo y
entendimiento común de la situación actual del proceso. En el caso de la
recepción y descarga, este permite capturar cada actividad que se lleva a cabo
1 2 3 4 5 6 7 8
Evaluación de la situación actual
•Definir el alcance del proyecto en el área de Grasas
•Generar grafica de serie de tiempos (Datos históricos)
•Definición del Target
•Evaluar pérdidas actuales (impacto financiero)
Registro del Cambio
•Registrar en detalle todas las actividades desarrolladas durante el tiempo de cambio de
producto/formato
•Registrar en video el cambio de formato a ser analizado
•Registrar todos los movimientos realizados por los operadores durante el tiempo de cambio de
producto/Formato
•Realizar el Diagrama Spaguetti
Analizar el cambio de producto/formato
•Analizar cada actividad y clasificarlas como actividades internas o externas
•Definir nuevos estándares / acciones para transformar actividades internas en externas
•Definir acciones para eliminar, combinar, reducir o simplificar actividades internas/externas
Establercer Plan de Propuestas de mejora
•Definir acciones, responsabilidades y costo estimado para la ejecución de las soluciones
ACTIVIDADSEMANA

54
(operadores y máquina) basada en hechos, y ayuda al mapeo en detalles,
incluyendo tiempos y distancias.
Por otro lado, el uso de cronómetros es importante para lograr cuantificar el tiempo
requerido por cada actividad y finalmente una cinta métrica para determinar las
distancias recorridas durante la ejecución de la recepción y descargue del sebo.
5.2.1 Formato de Registro de Cambio: En la gráfica se enumeran las
características del formato y los tips para que su diligenciamiento sea correcto y se
garantice que los datos obtenidos sean la base para la toma de decisiones que
deriven en mejoras.
Figura 21: Formato de Registro de Cambio
Fuente: Sistemas de Gestión Nestlé Purina Petcare
Para el proceso de registro del cambio se usaron 2 video cámaras, una que se
ubicó en una posición elevada donde se logró tener toda la visual del área en la
que se realiza el descargue de sebo, y otra siguiendo el operador registrando en
detalle cada actividad; a partir de esta observación se obtuvieron los siguientes
datos:
Número de actividades: 9
Tiempo Total: 77 minutos
Distancia recorrida: 463.5 metros
2 operadores.
Ver figura 22.
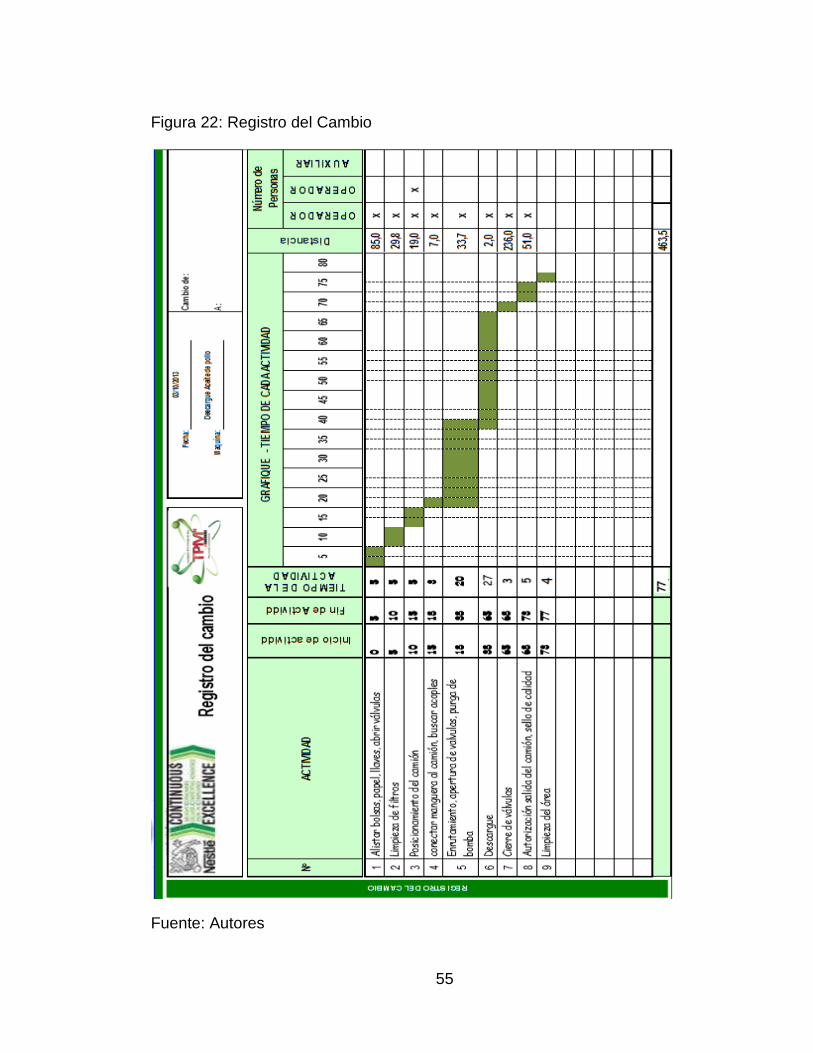
55
Figura 22: Registro del Cambio
Fuente: Autores

56
5.2.2 Diagrama Spaguetti: Una vez diligenciado el formato de registro de cambio
y con ayuda del video se genera el diagrama spaguetti, herramienta que permite la
visualización de los movimientos que realiza cada operador durante las
actividades del cambio. Esto ayudará a identificar actividades que no agregan
valor, que se pueden volver externas o que se pueden simplificar y además
permite tomar decisiones que permitan lograr disminución de tiempo de descargue
y recepción.
Figura 23: Diagrama Spaguetti
Fuente: Autores

57
Posteriormente se toman las medidas correspondientes en metros para
contemplar las distancias y seguir juntando argumentos para la definición de
posibles mejoras.
Figura 24: Grafica de Recorrido
Fuente: Autores

58
De esta forma se logra el objetivo específico de esta fase que es obtener un
Formato de recolección de datos diligenciado con todas las actividades,
movimientos, tiempos y distancias involucradas.
5.3 ANÁLISIS DE CAMBIO
Una vez la fase 2 se ha culminado, se inicia el análisis del cambio y es la fase
donde aparecen las propuestas que al ser implementadas, darán como resultado
la disminución de los tiempos en el proceso que es el objetivo principal del SMED.
5.3.1 Formato de Análisis de Cambio: Este formato es el corazón del proceso
SMED ya que es este documento donde se consigan los tiempos utilizados por
cada actividad, se clasifica cada actividad como interna o externa, se propone la
mejora con la herramienta ECRS (Eliminar, Combinar, Reducir, Simplificar) y se
plantean las mejoras propuestas para cada actividad. La grafica muestra una
imagen del formato que se utilizará para el desarrollo de esta fase del proceso
Figura 25: Formato Análisis de Cambio
Fuente: Sistemas de Gestión Nestlé Purina PetCare S.A

59
5.3.2 Convertir actividades internas en externas: El proceso consiste en
identificar las actividades internas y externas, validar cuales agregan o no valor,
analizar a detalle cada una de estas actividades y por medio de una lluvia de ideas
se generan las propuestas para la implementación de algún cambio, herramienta o
accesorio que pueda convertir una tarea interna en externa.
Tabla 5. Clasificación de las actividades
CARACTERÍSTICA Cantidad Tiempo (min) % Tiempo
Actividades Internas 4 55 71%
Actividades Externas 5 22 29%
TOTAL 9 77 100%
Fuente: Autores
5.3.3 Implementar la herramienta ECRS: Para identificar cuales actividades
pueden ser Eliminadas, Combinadas, Reducidas o Simplificadas se utiliza esta
herramienta que permitirá eliminar las actividades que no agregan valor, combinar
otras buscando aumentar el número de actividades externas para reducir el
número de internas y finalmente tratar de simplificar al máximo las actividades que
deban ser internas para obtener el máximo ahorro de tiempo en el nuevo proceso.
Inicialmente se separan las actividades internas y externas.
Después de implementar la herramienta ECRS, se obtienen los siguientes
resultados:
Tabla 6. Resultado de ejecutar ECRS
CARACTERÍSTICA # De actividades Tiempo a Reducir (min)
Eliminar 3 15
Combinar 0 0
Reducir 6 20
Simplificar 0 0
TOTAL 9 35
Fuente: Autores

60
Figura 26: Registro de Análisis de Cambio
Fuente: Autores

61
Después de registrar la totalidad del formato, se hace el análisis del cambio y
aprovechando la reunión para lluvia de ideas también se consolidan las
propuestas de mejora y se documentan, esto implica tener mente abierta y
apalancarse de otras herramientas de la metodología TPM tales como 5S,
centerlines, controles visuales, ECRS y otras herramientas que buscan eliminar en
lo posible las tareas de apretamiento por acoplamiento rápido, el uso de poleas
cambiándolas por carros de alturas variables, cambiando las tuercas por perillas y
mariposas, utilizar topes mecánicos, estandarizando elementos y validando la
posibilidad de mantener las herramientas y accesorios cerca del lugar donde son
utilizados.
Posteriormente se contemplan y se ajustan las actividades para consolidar el
formato definitivo e iniciar con la declaración oficial de las mejoras propuestas.
5.4 PLAN DE MEJORAS PROPUESTAS:
Una vez realizada la lluvia de ideas se obtuvo un listado de mejoras específicas
para la actividad del descargue de sebo que se agruparon e incluyeron en el
listado general de mejoras, consolidando así las oportunidades de mejora de todas
las áreas involucradas en el proceso.
Finalmente, se dividieron en soluciones a corto, mediano y largo plazo, teniendo
en cuenta el costo. Normalmente con una mínima inversión en la implementación
de las mejoras a corto plazo se obtienen las más mayores reducciones de tiempo
generando así la mayor cantidad de beneficios
Figura 27: Fases de implementación del SMED
Fuente: Entrenamiento SMED Nestlé Purina PetCare S.A

62
Con las propuestas de corto y mediano plazo presentadas se estima tener una
reducción de cerca del 50% del tiempo que actualmente tarda el proceso de
recepción y descargue del sebo vacuno.Los recorridos del operador se reducirán
en un 55% gracias a la ubicación de los elementos requeridos para el proceso en
el mismo lugar, cumpliendo así con los estándares de calidad, seguridad y medio
ambiente exigidos por la organización.
Tabla 7. Propuestas de mejora a corto plazo
Fuente: Autores
Proceso
ResponsableOportunidad de Mejora Resultado Esperado Costo Estimado
Incluir en el procedimiento “Ingreso de vehículos a la
fábrica para el cargue y descargue” los parámetros
de:
● Documentación requerida para el ingreso:
Remisión de entrega, Certificado de Calidad de
Fabricante y copia de Orden de Compra
● Horarios de servicio de bascula y muestreo y del
personal que realiza los proceso de descargue,
análisis y de bodega.
● Condiciones físicas del vehículo
Establecer un cronograma de llegada materias
primas en el que se indique:
● Proveedor
● Materia Prima a recibir
● N° orden de Compra
● Día de llegada
● Cantidad solicitada
Ver Modelo de Cronograma Anexo 2.
Se plantea modelo de carta en la que se
especifiquen las condiciones y documentos para la
aceptación de la materia prima. Este documento
deberá enviarse siempre con la orden de compra al
proveedor.
Ver modelo de carta Anexo 1.
Aseguramiento de
Calidad
Definir dentro del procedimiento “Muestreo de
Ingredientes”, el uso de un recipiente de muestreo
para cada tipo de materia prima (sebo, aceites,
acido, etc).
Eliminar el tiempo de limpieza de un
solo recipiente que se usa para todas
las materias primas liquidas.
$ -
Departamento
Técnico
Generar un plan de mantenimiento de frecuencia
quincenal, para limpieza y lubricación de válvulas.
Desarrollar un estándar LIL
(Limpieza, Inspección y Lubricación) $ -
Aseguramiento de
Calidad
Se propone eliminar el sello que el responsable de
control de calidad pone en los documentos al
finalizar el proceso de descargue.
Eliminar tiempos que no generan
valor dentro del proceso $ -
Señalizar accesos, uso obligatorio de implementos
de protección personal, válvulas y bombas.
Demarcación de áreas resbalosas e instalación de
superficies antideslizantes.
Departamento
Técnico
Mejorar la iluminación en el dique de contención y
el área de acople de mangueras del vehículo a los
tanques.
0 accidentes laborales $ 470.000
Departamento
Técnico
Compra de accesorios, acoples, mangueras,
herramientas de acuerdo a los tipos de boquilla de
los vehículos.
Reducir tiempo de proceso de
descargue $ 1.000.000
$ 1.790.000
Propuestas de Mejora a corto plazo (Etapa 1)
SHE (Safety,
Health,
enviroment)
0 accidentes laborales
TOTAL COSTO MEJORAS A CORTO PLAZO
$ -
$ -
$ -
$ 320.000
Compras
Agilizar el proceso de entrada del
vehículo a la planta, asegurando las
condiciones de seguridad y calidad
exigidas por la organización.
Compras
Programar al personal de muestreo,
análisis y recepción para optimizar
las actividades de cada proceso.
Compras
Asegurar el envío de la
documentación necesaria desde la
solicitud de la materia prima.

63
Tabla 8. Propuestas de mejora a mediano plazo.
Fuente: Autores
Tabla 9. Propuestas de mejora a largo plazo.
Fuente: Autores
El total de la implementación de las mejoras propuestas de corto, mediano y largo
plazo tendría un valor aproximado de $96.720.000. Costo que según la proyección
de ahorros mostrada en la hoja financiera tendría un retorno en aproximadamente
un mes.
Proceso
ResponsableOportunidad de Mejora Resultado Esperado Costo Estimado
Adecuación de mueble que permita la ubicación y
organización de:
● Acoples
● Elementos de aseo
● Elementos de protección personal
● Bolsas
Departamento
Técnico
Construcción de desnivel en el área de descargue
para la ubicación del vehículo en el proceso.
Eliminación del tiempo de
posicionamiento del vehículo en el
área.
$ 2.500.000
Departamento
Técnico
Eliminación de marmita reemplazándola por un
sistema de By-pass con cambia vías.
Reducción en los tiempos de
limpieza y de materia prima
derramada y se evita parar el
proceso de descargue por saturación
de los filtros.
$ 3.170.000
Independizar sistema de descargue.
Ver propuesta Anexo 3
Para esto se requerirá la compra e instalación de:
Bomba de desplazamiento positivo
Dique antiderrames y caseta para bombas y
valvulas
Aislamiento térmico y tuberías
Departamento
Técnico
Diagrama con esquema de válvulas para definir
operaciones
Asegurar que el proceso de
descargue se haga de la manera
correcta para evitar contaminaciones
y/o derrames
$ 720.000
24.930.000$
Propuestas de Mejora a mediano plazo (Etapa 2)
Departamento
Técnico
Esta independización permitira
optimizar tiempos de limpieza ya que
se evitara limpiar cada vez que se
quiera descargar sebo o aceite de
pollo.
Se duplicará la capacidad de
recepcion, ya que se pasaría de
$ 15.730.000
TOTAL COSTO MEJORAS A MEDIANO PLAZO
Departamento
Técnico
Eliminación de recorridos en el área
garantizando los materiales en el
tiempo y espacio requeridos.
$ 2.810.000
Proceso
ResponsableOportunidad de Mejora Resultado Esperado Costo Estimado
Departamento
Técnico
Instalación de un segundo tanque de
almacenamiento de sebo
De acuerdo a la observación
realizada este segundo tanque
permitiría mejor trazabilidad de los
lotes de sebo, ampliación de la
capacidad de almacenamiento y de
recepción.
$ 70.000.000
70.000.000$ TOTAL COSTO MEJORAS A MEDIANO PLAZO
Propuestas de Mejora a largo plazo (Etapa 3)

64
6. CONCLUSIONES
La aplicación de la herramienta SMED permite la reducción de tiempos de
inicios y fin de ciclos y cambios de producto/formato y la identificación de
actividades que agregan o no valor, para así incrementar el ritmo de trabajo
y optimizar los recursos del proceso.
El análisis detallado de las actividades involucradas en el cambio de
formato/producto, recurriendo a la toma de tiempos y la grabación del video,
suministró un panorama claro del proceso y permitió la definición de los
factores críticos en los que centró el proyecto de reducción.
Con la clasificación de las actividades del proceso en internas y externas y
la utilización de la herramienta ECRS (Eliminar, Combinar, Reducir,
Simplificar), se logró determinar una reducción en el 67% de las actividades
y la eliminación del 33% de las actividades que el operador realizaba,
obteniendo así una reducción en tiempo del 45%. (Ver Tabla 6)
Con la implementación de las mejoras propuestas como son: compra de
acoples, herramienta y elementos requeridos, la instalación de un mueble
para su almacenamiento se lograría una reducción en tiempo por
desplazamiento de 35 minutos. (Ver tabla 6)

65
7. RECOMENDACIONES
Implementar de forma inmediata las mejoras propuestas a corto plazo ya
que con una muy baja inversión se puede llevar a cabo un plan de choque
logrando mejorar de forma rápida y eficaz los indicadores afectados en la
cadena de abastecimiento.
Generar un proceso con gerencia de fábrica para demostrar los beneficios
que traería al proceso el obtener los recursos para implementar las mejoras
propuestas a mediano plazo teniendo en cuenta el ahorro potencial con la
ejecución de estas.
Garantizar el entrenamiento continuo del personal a cargo de la operación
para minimizar problemas derivados prácticas equivocadas en la
manipulación de equipos, herramientas y accesorios.
Asegurar la inclusión en el presupuesto del año siguiente las partidas para
implementar las mejoras a largo plazo garantizando su ejecución en el
primer trimestre del año.
Garantizar que las mejoras implementadas queden documentadas,
divulgadas y cumplan totalmente con el proceso de control de cambio
interno.

66
8. BIBLIOGRAFIA
ALONSO GARCIA, Ángel. Conceptos de Organización Industrial. 1 ed. Barcelona:
Marcombo S.A, 1998. p.141.
CHOPRA, Sunil y MEINDL, Peter. Administración de la cadena de suministro. 3
ed. México: Pearson Educación, 2008. p. 3.
EQUIPO NCE NESTLÉ COLOMBIA. Ruta a la Excelencia: Guía de Viaje. 1 ed.
Bogota D.C: Nestlé de Colombia, 2014.
RAJADELL, Manuel y CARRERAS, José Luis. Lean Manufacturing: La Evidencia
de una Necesidad. 2 ed. Madrid: Ediciones Díaz de Santos, 2010. p.11.
REY Sacristán, Francisco. Las 5S: Orden y Limpieza en el puesto de trabajo. 5 ed.
Madrid: FC Editorial, 2005. p. 17.

67
ANEXOS

Anexo 1: Envió orden de compra, especificaciones de entrega Señores XXXXXXXX Favor encontrar adjunto la orden de compra correspondiente a su propuesta. Tramitar bajo el Pedido número xxxxxxxxxx; y mencionarlo en toda correspondencia relacionada a este tema. Es muy importante nos informen vía mail la fecha estimada para la entrega de los equipos, repuestos, insumos o la prestación del servicio. Adicional a esto, el vehículo se debe presentar con los siguientes documentos:
Certificado de calidad
Remisión La entrega se debe realizar en: Kilometro 18 vía Mosquera – Madrid Las facturas deberán ser enviadas directamente a: Diagonal 92 # 17ª – 42, Piso 11, a la Recepción de Facturas de Nestlé de Colombia S.A. en Bogotá. El proveedor deberá enviar sin excepción el original de la Factura. Incluida una copia de la Factura y de la Orden de Compra. La Factura debe traer escrito el número del Proveedor SAP, número de la Orden de Compra, nombre del Comprador y número de Entrada de Mercancías o de Servicios SAP. El Proveedor antes de facturar debe garantizar que: La persona de Nestlé que solicitó el bien o servicio objeto de este Pedido, reciba a satisfacción el bien o servicio. Favor abstenerse de emitir facturas sin haber entregado a satisfacción los bienes o servicios a Nestlé. No incluir diferentes Órdenes de Compra en una sola Factura. No facturar por partes o por ítems (parciales), facturar por completo el Pedido. La Factura deberá contener exactamente la misma cantidad de unidades y valores del Pedido, en caso de tener diferencias o desacuerdos comuníquese con el Comprador Operacional. Se hará devolución de documentos que no cumplan los requisitos previamente establecidos. Si se hace el envío de facturación por correo certificado, favor indicar en el sobre que el contenido del mismo son facturas; se deberá también incluir una relación con las mismas.

Para información en pagos y facturas favor consultar el Centro de Atención al Proveedor: 01800-9-156510, horario de atención de lunes a viernes de 8:00 AM a 6:00 PM, o el sitio Web: https://www.nestle.biz/supplierportal. Para más información a Proveedores Nestlé visitar: http://www.nestle.com/AllAbout/Suppliers/Introduction.htm Los pagos se realizaran los días martes, tomando las facturas que tengan vencimiento de pago hasta el viernes de la semana inmediatamente anterior. Reciban de antemano nuestro cordial saludo y agradecimientos por la atención que puedan prestar a estas especificaciones.
Anexo 2
Lunes Martes Miércoles Jueves Viernes Sábado
12/10/2015 13/10/2015 14/10/2015 15/10/2015 16/10/2015 17/10/2015Código Proveedor Orden de compra
CRONOGRAMA DE ENTREGA DE MATERIAS PRIMASNestlé Purina Petcare de Colombia S.A

Anexo 3. Propuesta de Distribución de tubería y nuevo tanque de sebo
TANQUE ACEITE DE POLLO 1
TANQUE ACEITE DE POLLO 2
TANQUE SEBO
1
CALENTADOR
BODEGA DE MATERIA PRIMA
BAÑOS
CALDERA
COMPRESORES
LABORATORIO CENTRAL|
Up
Up
RESIDUOS
Tab.
ELECTRICO
A PRODUCCIÓNA PRODUCCIÓN
TUBERÍA RECIBO
TUBERÍA ACEITE DE POLLO
TUBERÍA SEBO
TUBERÍA A PROCESO
DIQUE CONTENCIÓN
TANQUE SEBO
2
ELEMENTOS
DE ASEO -
ACCESORIOS
MANGUERAS

Anexo 4: Diagrama de Spaguetti esperado después de implementación
Fuente: Autores