Línea de producción de cereales de fabricación de hojuelas ...
PROPUESTA PARA IMPLEMENTAR UNA LÍNEA DE PRODUCCIÓN DE SACOS
EN POLIPROPILENO PARA FIBRA EMPAQUES S.A.S
ELABORADO POR:
JOHN EDWAR MONTOYA VEGA
DIEGO NORVEY RODRÍGUEZ ROMERO
DIRECTOR DE TRABAJO DE GRADO:
LEONARDO GONZALEZ
ESPECIALIZACIÓN DE INGENIERÍA DE PRODUCCIÓN Y LOGÍSTICA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS.
SANTA FE DE BOGOTÁ
2016
Tabla de contenido
Introducción ........................................................................................................................ 10
Planteamiento del problema. .............................................................................................. 11
Formulación del problema. ................................................................................................. 12
Hipótesis. ............................................................................................................................. 13
Objetivos. ............................................................................................................................. 14
Objetivo General. ............................................................................................................. 14
Objetivos Específicos. ..................................................................................................... 14
Justificación. ........................................................................................................................ 15
Alcances y limitaciones. ....................................................................................................... 17
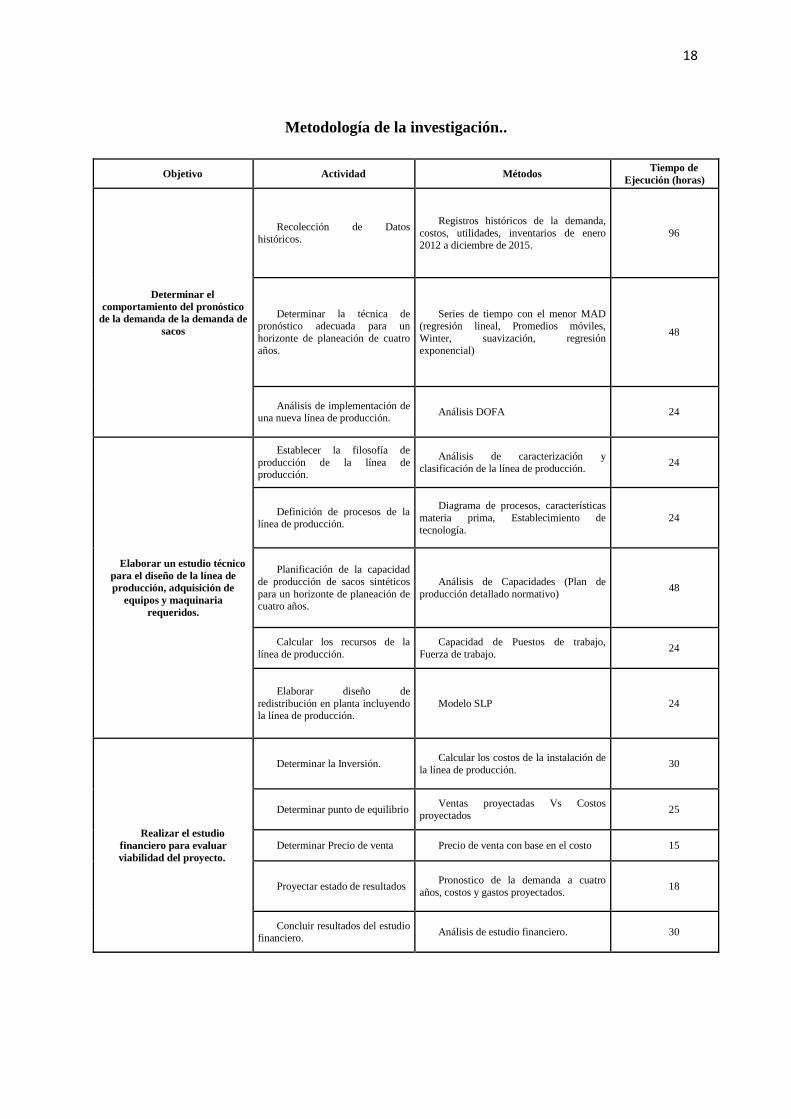
Metodología de la investigación.. ....................................................................................... 18
1. Marco teórico. ....................................................................................................... 19
1.1. Técnicas de Pronósticos ......................................................................................... 19
1.2. Pronosticos cuantitativos: Series de Tiempos ........................................................ 19
1.3. Desviacion Media Absoluta (MAD) ...................................................................... 22
1.4. Analisis DOFA. ...................................................................................................... 23
1.5. Análisis de caracterización y clasificación de la línea de producción. .................. 24
1.6. Definición de Proceso ............................................................................................ 26
1.7. Análisis de Capacidades. ....................................................................................... 27
1.8. Plan detallado de produccion. ................................................................................ 29
1.9. Distribuccion en planta-Modelo SLP ..................................................................... 31
1.10. Inversiones. ........................................................................................................ 33
1.11. Costos-por su relacion con el volumen de la actividad. ..................................... 33
1.12. Depreciaciones-metodo de linea recta ................................................................ 34
1.13. Punto de Equilibrio. ............................................................................................ 34
1.14. Precio de Venta-con base en el costo. ................................................................ 35
1.15. Estado de resultados proyectado-hotizonte de planeacion cuatro años. ............. 35
2. Descripción del negocio. ...................................................................................... 35
2.1. Reseña Histórica de Fibra Empaques S.A.S. ........................................................ 35
2.2. Producto. ................................................................................................................ 36
3. Estudio Técnico. ................................................................................................... 38
3.1. Pronostico Fibra Empaques s.a.s. .......................................................................... 38
3.2. Matriz DOFA para implementar una linea de produccion . .................................. 42
3.3. Filosofia de produccion Fibra Empaques s.a.s. ...................................................... 43
3.4. Descripcion del Proceso. ........................................................................................ 45
3.4.1. Extrusión. ........................................................................................................... 45
3.4.2. Proceso de Tejido Circular. ................................................................................ 45
3.4.3. Proceso de confeccion. ....................................................................................... 46
3.4.4. Proceso de Embalaje e Inspeccion. .................................................................... 46
3.5. Diagrama de Procesos. ........................................................................................... 46
3.6. Caracteristicas de la materia prima. ....................................................................... 47
3.6.1. Homopolimero esenttia 03H82 .......................................................................... 48
3.6.2. Hilo poliester. ..................................................................................................... 49
3.7. Establecimiento de la tecnologia. .......................................................................... 50
3.7.1. Tecnologia para el proceso de extrusion. ........................................................... 50
3.7.2. Tecnologia para el proceso de tejido. ................................................................. 52
3.7.3. Tecnologia para el proceso de confeccion. ........................................................ 53
3.7.4. Tecnologia para el proceso de prensado. ........................................................... 55
3.8. Análisis de capacidades ......................................................................................... 57
3.8.1. Capacidad Teorica. ............................................................................................. 57
3.8.2. Capacidad Instalada. ........................................................................................... 57
3.8.3. Capacidad utilizada. ........................................................................................... 58
3.9. Plan de Producción. ............................................................................................... 59
3.9.1. Plan de Producción Detallado o definitivo. ........................................................ 60
3.9.2. Costo estrategia de Produccion. ......................................................................... 64
3.10. Distribucion de la Planta FIBRA EMPAQUES SAS-Modelo SLP ................... 64
3.10.1. Analisis ........................................................................................................... 64
3.10.2. Diagrama de recorrido. ................................................................................... 65
3.10.3. Diagrama de actividades. ................................................................................ 66
3.10.4. Diagrama relacional actividades y/o recorridos. ............................................ 66
3.10.5. Diagrama relacional de espacios teoricos. ...................................................... 67
3.10.6. Diagrama relacional de espacio real. .............................................................. 68
4. Estudio Financiero. ............................................................................................... 69
4.1. Costos ..................................................................................................................... 69
4.1.1. Costo de materia prima ...................................................................................... 69
4.1.2. Costo de mano de obra directa. .......................................................................... 70
4.1.3. Costos de Funcionamiento de la nueva linea de produccion. ............................ 71
4.1.4. Costos de fabricacion de la nueva linea de produccion. .................................... 72
4.1.5. Costos unitarios. ................................................................................................. 73
4.2. Establecimiento de precio de venta. ....................................................................... 74
4.3. Estados Financieros. .............................................................................................. 75
4.3.1. Estado de costo de producto vendido. ................................................................ 75
4.3.2. Estado de resultados proyectado ........................................................................ 76
4.4. Punto de equilibrio. ................................................................................................ 77
4.5.1. Costos de Implementacion de la linea de Produccion. ....................................... 77
4.5.2. Fuentes de Financiacion. .................................................................................... 79
4.5.3. Prestamo bancario. ............................................................................................. 80
4.5.4. Flujo de caja . ..................................................................................................... 80
4.5.5. Evaluacion Financiera. ....................................................................................... 81
5. Propuesta Implementación Parcial de la línea de Producción. ......................... 82
5.1. Diagrama de procesos . .......................................................................................... 83
5.2. Analisis de capacidades. ........................................................................................ 84
5.3. Plan de produccion. ................................................................................................ 85
5.4. Plan detallado de produccion. ................................................................................ 86
5.5. Estrategia de produccion. ....................................................................................... 87
5.6. Matriz de intensidad de transportes. ...................................................................... 87
5.7. Microlocalizacion. ................................................................................................. 88
5.8. Costos ..................................................................................................................... 88
5.8.1. Costos fijos. ........................................................................................................ 89
5.8.2. Costos variables. ................................................................................................. 90
5.8.3. Costo total unitario . ........................................................................................... 91
5.9. Establecimeinto de precio de venta. ....................................................................... 91
5.10. Costos de implementacion ................................................................................. 92
5.11. Fuentes de Financiacion. .................................................................................... 94
5.12. Estados Financieros ............................................................................................ 94
5.13. Punto de equilibrio. ............................................................................................ 95
5.14. Evaluacion Financiera. ....................................................................................... 96
Conclusiones. ....................................................................................................................... 98
Bibliografía ......................................................................................................................... 100
Web grafía ......................................................................................................................... 101
ANEXOS .............................................................................................................................. 102
LISTA DE ILUSTRACIONES
Ilustración 1: Patrón aleatorio de demanda ......................................................................... 20
Ilustración 2: Ejemplo de Tendencia ................................................................................... 21
Ilustración 3: Niveles Clasificación modelos sistemas productivos. ................................... 25
Ilustración 4: Grafico funcional modelo SLP. ..................................................................... 32
Ilustración 5: Ficha técnica Saco nuevo corriente. .............................................................. 37
Ilustración 6: Patrón Demanda histórica. ............................................................................ 39
Ilustración 7: Pronostico suavización exponencial con ajuste............................................. 40
Ilustración 8: Diagrama de Procesos ................................................................................... 47
Ilustración 9: Características Homopolimero ...................................................................... 48
Ilustración 10: Homopolimero............................................................................................. 49
Ilustración 11: Hilo poliester. .............................................................................................. 50
Ilustración 12: Maquina Extrusora ...................................................................................... 51
Ilustración 13: Maquina Tejido - Telar Circular ................................................................. 52
Ilustración 14: Maquina de Confección............................................................................... 54
Ilustración 15: Maquina de Prensado .................................................................................. 56
Ilustración 16: Diagrama de actividades. ............................................................................ 66
Ilustración 17: Diagrama relacional actividades y/o recorridos. ......................................... 67
Ilustración 18: Diagrama relacional de espacios teóricos. .................................................. 67
Ilustración 19: Frente Bodega a emplear ............................................................................. 68
Ilustración 20: Perfil Bodega a emplear .............................................................................. 68
Ilustración 21: Diagrama relacional de espacio real. ........................................................... 69
Ilustración 22:Diagrama de procesos implementación parcial. ........................................... 83
LISTA DE TABLAS
Tabla 1: Clasificación del sistema productivo (parte 1) ...................................................... 25
Tabla 2: Clasificación del sistema productivo (parte 2) ...................................................... 26
Tabla 3: Demanda Histórica ................................................................................................ 38
Tabla 4: Error Total de Técnica ........................................................................................... 40
Tabla 5: Pronostico horizonte de planeación de 48 meses .................................................. 41
Tabla 6: Matriz DOFA ........................................................................................................ 42
Tabla 7: Filosofía de Producción. ........................................................................................ 43
Tabla 8: Tipo de producción ................................................................................................ 44
Tabla 9: Calculo Capacidad Teórica ................................................................................... 57
Tabla 10: Excedente de Capacidad. ..................................................................................... 58
Tabla 11: Costos Faltante y Exceso de Capacidad .............................................................. 59
Tabla 12: Plan de Producción Periodo 2016 ....................................................................... 60
Tabla 13: Tiempos Proceso (segundos/unidad) ................................................................... 60
Tabla 14: Capacidades Necesaria por Maquina. ................................................................. 61
Tabla 15: Tiempo Disponible Maquinas ............................................................................. 62
Tabla 16: Capacidad de Puestos de trabajo ......................................................................... 62
Tabla 17: Maquinas necesarias según Capacidades ............................................................ 62
Tabla 18: Matriz de Intensidad de Transporte ..................................................................... 63
Tabla 19: Número de Operarios necesarios ......................................................................... 63
Tabla 20: Costos Estrategia de Producción ......................................................................... 64
Tabla 21: Dimensiones Maquinas ....................................................................................... 66
Tabla 22: Consumo de Materia prima por Saco. ................................................................. 70
Tabla 23: Costo de mano de obra directa ............................................................................ 71
Tabla 24: Costos fijos periodo 2016 .................................................................................... 72
Tabla 25: Costos Variables periodo 2016 ........................................................................... 73
Tabla 26:Costos Unitarios ................................................................................................... 74
Tabla 27: Precio de Venta ................................................................................................... 74
Tabla 28: Proyectado de Estado de Costos de producto Vendido ....................................... 75
Tabla 29: Estado de Resultados Proyectado ........................................................................ 76
Tabla 30: Punto de Equilibrio .............................................................................................. 77
Tabla 31: Costo Adquisición de Maquinaria ....................................................................... 78
Tabla 32: Costo de Contratación ......................................................................................... 78
Tabla 33: Costos adicionales ............................................................................................... 79
Tabla 34: Fuentes de Financiación. ..................................................................................... 79
Tabla 35: Condiciones Préstamo Bancario .......................................................................... 80
Tabla 36: Flujo de Caja ....................................................................................................... 81
Tabla 37: Evaluación Financiera ......................................................................................... 81
Tabla 38:Condiciones del sistema con implementación parcial. ......................................... 84
Tabla 39: Capacidades del sistema. ..................................................................................... 84
Tabla 40: Plan de producción .............................................................................................. 85
Tabla 41:total Operario necesarios ...................................................................................... 86
Tabla 42:Estrategia de producción 2016. ............................................................................ 87
Tabla 43: Matriz de intensidad de transporte/año. .............................................................. 88
Tabla 44:Costos de mano de obra........................................................................................ 88
Tabla 45:Costos materia prima directa. ............................................................................... 89
Tabla 46:Costos de materia prima indirecta. ....................................................................... 89
Tabla 47:Costos Fijos año 2016. ......................................................................................... 90
Tabla 48: Costos variables 2016 .......................................................................................... 90
Tabla 49: Costos Unitarios 2016-2019 ................................................................................ 91
Tabla 50:Precio de venta 2016 -2019 .................................................................................. 92
Tabla 51: Costos maquinaria. .............................................................................................. 92
Tabla 52: Costos de contratación......................................................................................... 93
Tabla 53: Costos adicionales. .............................................................................................. 93
Tabla 54: Fuentes de Financiación. ..................................................................................... 94
Tabla 55:Estado de costo de producto vendido proyectado. ............................................... 94
Tabla 56:Estado de resultados proyectado. ......................................................................... 95
Tabla 57: Punto de Equilibrio 2016-2019 ........................................................................... 96
Tabla 58:Evaluación Financiera. ......................................................................................... 97
10
Introducción
El siguiente proyecto evalúa la viabilidad de implementar una línea de producción de sacos
tejidos en cintas de polipropileno para FIBRA EMPAQUES S.A.S.; Empresa ubicada en la
ciudad de Bogotá. En la actualidad tiene dos líneas de negocio, La primera consiste en la
compra, recuperación y venta de sacos usados, La segunda consiste en la compra y venta de
sacos nuevos.
La recuperación se hace a través de procesos de clasificación y embalaje, dependiendo de
las características y condiciones en las que se encuentre el saco, se estima un precio
competitivo frente a otros productos sustitutos para su posterior venta.
La compra de sacos nuevos se hace en lotes mínimos de 50.000 unidades a empresas
especializadas en la fabricación de sacos tejidos en cintas de polipropileno, esto limita la
disponibilidad de este producto, los tiempos de respuesta y genera una variación de precios.
Las crecientes exigencias del INVIMA y de otros entes de control en la manipulación e
higiene de productos, ha generado un aumento considerable en la demanda de sacos nuevos,
por tal motivo la empresa está evaluando la posibilidad de implementar una línea de
producción para aumentar la capacidad de respuesta ante la demanda, disminuir los costos y
establecer un precio de venta competitivo frente a otras empresas del sector.
11
Planteamiento del problema.
Fibra Empaques S.A.S. es una compañía que no cuenta con una línea de producción de
sacos, debido a que la naturaleza de su negocio es solamente la comercialización. En el
último año se ha evidenciado una limitación en la disponibilidad de sacos por parte de sus
proveedores, lo cual ha generado incumplimiento en los pedidos y un incremento en su costo
unitario.
Según los datos históricos reportados por Fibra Empaques S.A.S. se evidencia que por
falta de disponibilidad de producto un 17% de la cantidad a despachar se entregó tarde,
generando insatisfacción en sus clientes y disminución de sus ingresos, así mismo el costo
unitario de los sacos ha incrementado un 19% en los últimos 12 meses.
Por esta situación la empresa está considerando instalar una línea de producción de sacos.
En este contexto se requiere realizar un análisis técnico y económico para determinar la
conveniencia de implementar una línea de producción de sacos tejidos en cintas de
polipropileno que permita satisfacer la demanda de sus clientes y disminuir los costos
unitarios.
12
Formulación del problema.
Teniendo estas limitaciones surge la siguiente pregunta, ¿Es viable técnica y
financieramente la implementación de una línea de producción de sacos tejidos en cintas de
polipropileno para la empresa Fibra Empaques S.A.S?
13
Hipótesis.
La fabricación de los sacos en una nueva línea de producción es viable económicamente,
satisface la demanda y disminuye los costos unitarios de los sacos tejidos en hilos de
polipropileno de la empresa FIBRA EMPAQUES S.A.S. un 10% respecto a su costo
unitario.
Al implementar una nueva línea de producción se espera aumentar la disponibilidad de
sacos para garantizar el abastecimiento oportuno, puesto que ya no se depende de un tercero
para suplir la demanda.
Para disminuir los costos en un 10% se debe garantizar un plan de producción óptimo
que permita el máximo aprovechamiento de los recursos.
14
Objetivos.
Objetivo General.
Realizar análisis técnico y financiero para la implementación de una línea de producción
de sacos tejidos en polipropileno para la empresa Fibra Empaques S.A.S.
Objetivos Específicos.
4.2.1. Determinar el comportamiento de la tendencia de la demanda de sacos
4.2.2. Elaborar un estudio técnico para el diseño de la línea de producción, adquisición de
equipos y maquinaria requeridos.
4.2.3. Realizar el estudio financiero para evaluar viabilidad y rentabilidad del proyecto.
.
15
Justificación.
Los sacos tubulares fabricados en cintas de polipropileno son usados en sectores como
agro, minería, fertilizantes, plásticos, químicos y productos alimenticios para proteger,
identificar, conservar y transportar el producto, de ahí deriva su importancia en la cadena
de distribución , en la actualidad se puede encontrar en el mercado dos alternativas, siendo la
primera los sacos nuevos fabricados sobre medidas con tintas especiales y logos de la
compañía y la segunda los sacos usados recuperados de otro proceso productivo, La elección
de alguna de las dos depende de la naturaleza propia del producto a empacar y del rubro que
la compañía esté dispuesta a incluir en el empaque de su producto.
Fibra Empaques s.a.s. tiene dos proveedores de sacos, el proveedor principal ubicado en
la ciudad de Bogotá despacha 500000 unidades por mes, y el proveedor secundario en la
ciudad de Medellín despacha 300000 unidades por mes, cada uno realiza entregas parciales
por lotes de 50.000 unidades en el trascurso del mes, es importante aclarar que en el acuerdo
comercial el costo unitario del saco se mantiene solo por periodos de 30 días, y no permite
aumentar la cantidad del pedido.
Los ingresos reportados por Fibra Empaques S.A.S. en el año 2015 por la venta de sacos
nuevos fueron de 5.614.760.000 y el porcentaje de disminución de los ingresos por tardanzas
en las entregas es de 10 % que corresponde a un ingreso no percibido de $ 561.476.000.
Por lo expuesto anteriormente y teniendo él cuenta el aumento de 7,3% de la demanda de
sacos nuevos en el año 2015 con respecto al año 2012, Fibra Empaques S.A.S. está
evaluando el desarrollo de un proyecto con novedad de carácter local asociado a la viabilidad
de implementar una línea de producción que permita aumentar su nivel de rentabilidad y su
capacidad de respuesta ante las nuevas necesidades del mercado.
16
La globalización y la apertura de acuerdos de libre comercio con otros países ha generado
una problemática en las micro y pequeñas empresas colombianas las cuales han disminuido
su nivel de competitividad debido a las limitaciones de capital y tecnología que tienen para
hacer frente a empresas extranjeras , por tal razón es importante determinar si producir es el
mejor camino para competir con empresas nacionales e importadores, en la actualidad
FIBRA EMPAQUES S.A.S. se dedica solo a comprar y vender sacos que obtiene de
proveedores nacionales, pero considera que puede establecer un precio de venta más
competitivo si fabrica sus propios sacos.
No existen artículos ni literatura que determine cuál es la mejor opción en este nicho de
mercado, si comprar o fabricar, por lo tanto, el proyecto busca brindar herramientas para que
las directivas de FIBRA EMPAQUES S.A.S. tomen la decisión que consideren más
adecuada con base en un estudio técnico-financiero de la implementación de la nueva línea
de producción.
17
Alcances y limitaciones.
En el presente proyecto se plantea desarrollar una propuesta para la implementación de
una línea producción para la empresa Fibra Empaques S.A.S. como primer punto se debe
conocer el comportamiento de la demanda para determinar un pronóstico con horizonte de
planeación de cuatro años, luego realizar un estudio técnico-financiero para brindar
herramientas cuantitativas para evaluar la viabilidad de la implementación de la línea
estableciendo si es económica, efectiva y satisfactoria para el personal que interviene.
Este proyecto no se compromete a la instalación de la línea de producción, solamente, se
dejará por escrito el diseño de la línea y Fibra Empaques S.A.S será el que decidirá si en un
futuro lo implementará.
18
Metodología de la investigación..
Objetivo Actividad Métodos Tiempo de
Ejecución (horas)
Determinar el
comportamiento del pronóstico
de la demanda de la demanda de
sacos
Recolección de Datos
históricos.
Registros históricos de la demanda,
costos, utilidades, inventarios de enero 2012 a diciembre de 2015.
96
Determinar la técnica de pronóstico adecuada para un
horizonte de planeación de cuatro
años.
Series de tiempo con el menor MAD (regresión lineal, Promedios móviles,
Winter, suavización, regresión
exponencial)
48
Análisis de implementación de una nueva línea de producción.
Análisis DOFA 24
Elaborar un estudio técnico
para el diseño de la línea de
producción, adquisición de
equipos y maquinaria
requeridos.
Establecer la filosofía de
producción de la línea de producción.
Análisis de caracterización y
clasificación de la línea de producción. 24
Definición de procesos de la línea de producción.
Diagrama de procesos, características
materia prima, Establecimiento de
tecnología.
24
Planificación de la capacidad
de producción de sacos sintéticos
para un horizonte de planeación de cuatro años.
Análisis de Capacidades (Plan de
producción detallado normativo) 48
Calcular los recursos de la
línea de producción.
Capacidad de Puestos de trabajo,
Fuerza de trabajo. 24
Elaborar diseño de
redistribución en planta incluyendo la línea de producción.
Modelo SLP 24
Realizar el estudio
financiero para evaluar
viabilidad del proyecto.
Determinar la Inversión. Calcular los costos de la instalación de
la línea de producción. 30
Determinar punto de equilibrio Ventas proyectadas Vs Costos
proyectados 25
Determinar Precio de venta Precio de venta con base en el costo 15
Proyectar estado de resultados Pronostico de la demanda a cuatro
años, costos y gastos proyectados. 18
Concluir resultados del estudio financiero.
Análisis de estudio financiero. 30
19
1. Marco teórico.
1.1. Técnicas de Pronósticos
Existen tres categorias principales de pronosticos Cuantitativos, Cualitativos y Causales;
para las dos ultimas se requiere cierto conocimiento del mercado y/o ambiente externo,
conocimiento que para el proyecto en mencion no es muy amplio ni confiable.
“Los métodos de pronósticos cualitativos se usan cuando se dispone de pocos datos
históricos o de ninguno, también se consideran más apropiados cuando no se espera que el
patrón histórico de la serie de tiempo continúe en el futuro.
Los métodos de pronóstico causales se basan en la suposición de que la variable que se
está pronosticando exhibe una relación de causa y efecto con otra u otras variables. Éste
método relaciona la variable que se está pronosticando con otras variables que se piensa la
influyen o la explican”1.
Sin embargo los pronosticos Cuantitativos de Series de Tiempos se basan en hacer una
grafica de los datos de la demanda en una escala de tiempo, para indicar los modelos que
tienen demanda. En Fibra Empaques SAS la demanda previa tiene franca disponibilidad; por
lo anterior la tecnica de pronostico a emplear es Analisis de Series de Tiempos
1.2. Pronosticos cuantitativos: Series de Tiempos
Los pronosticos de series de tiempo se encuentran vinculados con la proyeccion de
demanda de productos.
1 Articulo -WEB Métodos Cuantitativos. Disponible desde internet en:
http://contecni.jimdo.com/metodos-cuantitativos/
20
Descripcion: “Todos ellos parten , basicamente, de un supuesto comun: que la demanda
pasada sigue cierto patron, y que si este patron puede ser analizado podra utilizarse para
desarrollar proyecciones para la demanda futura, suponiendo que el patron continua
aproximadamente de la misma forma. Por ultimo, esto implica el supuesto de que la unica
variable real independiente en el pronostico de series de tiempo es, precisamente, el tiempo.
Dado que se basan en informacion interna (ventas), en ocasiones se les denomina pronosticos
intrinsecos”.2
Los pronosticos de series de tiempo tambien son los mas utilizados cuando se tiene la
necesidad de hacer proyecciones para realizar planes de produccion razonables.
“Los modelos de pronosticos de series de tiempo intentan capturar de manera matematica
los patrones subyacentes de la demanda pasada. Uno de ellos es el patron aleatorio, que parte
del supuesto de que la demanda siempre posee un elemento aleatorio. Esto significa que la
mayoria de la gente sabe de forma intuitiva: el cliente que demanda bienes y servicios de una
compañía, no lo hace de forma completamente uniforme y predecible”.3 Ver Ilustracion1.
Ilustración 1: Patrón aleatorio de demanda
Fuente: Libro -Planificación y control de la producción
2 Libro - Planificación y control de la producción Autor: Chapman, S.N.Pearson Educación 2006; pagina23.
3 Libro - Planificación y control de la producción Autor: Chapman, S.N.Pearson Educación 2006; pagina23
21
“El segundo patron es un patron de tendencia. Las tendencias pueden ser crecientes o
decrecientes y tener naturaleza lineal o no lineal. Algunos ejemplos de tendencias se observan
en la siguiente Ilustración4”.Ver Ilustración 2.
Ilustración 2: Ejemplo de Tendencia
Fuente: Libro - Planificación y control de la producción.
Dentro de las Técnicas de Análisis de series de tiempo se encuentran:
“Regresion Lineal: Modelo que utiliza el método de los mínimos cuadrados para
identificar la relación entre una variable dependiente y una o más variables
independientes, presentes en un conjunto de observaciones históricas. En la regresión
simple, solo hay una variable independiente; en la regresión múltiple, hay más de una
variable independiente, en por ejemplo, un pronóstico de ventas, son las ventas. Una
modelo de regresión no necesariamente tiene que estar basado en una serie de tiempo,
pues en estos casos el conocimiento de los valores futuros de la variable independiente
(llamada también variable causal) se utiliza para predecir valores futuros de la variable
dependiente. Por lo general, la regresión lineal se utiliza en pronósticos a largo plazo.
Promedios Moviles: Modelos de pronósticos del tipo de series de tiempo a corto plazo
que pronostica las ventas para el siguiente periodo. En este modelo, el pronóstico
4 Libro - Planificación y control de la producción Autor: Chapman, S.N.Pearson Educación 2006; pagina23
22
aritmético de las ventas reales para un determinado número de los periodos pasados
más recientes es el pronostico para el siguiente periodo.
Suavizacion Exponencial: modelo también de pronóstico de series de tiempo a corto
plazo que pronostica las ventas para el siguiente periodo. En este método, las ventas
pronosticadas para el último periodo se modifican utilizando la información
correspondiente al error de pronóstico del último periodo. Esta modificación del
pronóstico del último periodo se utiliza como pronostico para el siguiente periodo”5.
1.3. Desviacion Media Absoluta (MAD)
Luego de realizar las tecnicas de series de tiempo mencionadas se definira el pronostico
mas acertado para realizar la planeacion de produccion requerida en la linea de produccion;
para esto de empleara uno de los metodos de Medicion del error de pronostico, que equivale a
la suma de las desviaciones absolutas de la demanda real y la pronosticada para todos los
periodos, dividida entre el numero total de periodos evaluados danomidana como Desviacion
Media Absoluto (MAD); proporciona el promedio de los errores de pronostico, sin tomar en
cuenta la direccion de los mismos.6
MAD: “Desviación media absoluta, mide la exactitud de los valores estimados de la serie
de tiempo. Expresa la exactitud en las mismas unidades de los datos”.7
Error en el pronóstico: La diferencia entre la demanda pronosticada y real.
5 Articulo –Métodos Cuantitativos. Disponible desde internet en:
https://sites.google.com/site/planmaestroitcg/5-3-metodos-cuantitativos
6 Libro- Administración de la producción y las operaciones: conceptos, modelos y funcionamiento Autor:
Adam, E.E. Ebert, R.J. Prentice Hall 1991; pagina 90.
7 Documento: Metodología de análisis con Series de tiempo; P. Reyes / Marzo 2007; pagina 5.
23
Aparte del Error absoluto de la media (MAD), existen diferentes metodos para el calculo
de error del pronostico, tales como:
Error absoluto porcentual de la media (MAPE)
Desviacion porcentual absoluta de la media (PMAD)
Error cuadratico de la media (MSE)
Raiz del error cuadratico de la media (RMSE)
1.4. Analisis DOFA.
Para la implementación de la línea de producción de sacos tejidos en polipropileno, Fibra
Empaques S.A.S. busca realizar un análisis para evaluar principalmente las amenazas que se
pueden presentar, para esto se realizara empleara la matriz DOFA (también conocida como
matriz FODA o análisis SWOT en inglés), es una herramienta utilizada para la formulación y
evaluación de estrategia.
“Su nombre proviene de las siglas: Debilidades, Oportunidades, Fortalezas y Amenazas.
Fortalezas y debilidades son factores internos a la empresa, que crean o destruyen valor.
Incluyen los recursos, activos, habilidades, etc.
24
Oportunidades y amenazas son factores externos, y como tales están fuera del control de la
empresa. Se incluyen en estos la competencia, la demografía, economía, política, factores
sociales, legales o culturales.
El proceso de crear una matriz DOFA es muy sencillo: en cada una de los cuatro
cuadrantes, se hace una lista de factores. Seguidamente, se les puede asignar un peso o
ranking, según las prioridades de la empresa o ente que se evalúa”.8
1.5. Análisis de caracterización y clasificación de la línea de producción.
Una vez se establesca el pronostico mas acertado, se requiere establecer la filosofía de
producción y realizar análisis de clasificación de producción para identificar la que mas se
ajusta al proyecto y con esto desarrollar el plan de produccion.
“Es totalmente imposible dar una visión unificada de la programación de la producción,
prescindiendo del tipo de empresa y del proceso productivo. Diferentes sistemas productivos
tienen diferentes problemas específicos y requieren distintas técnicas para resolverlos. Es
necesario, por lo tanto, realizar una clasificación de los sistemas productivos de acuerdo con
algunas características tipo, que lleve a considerar un numero razonable de casos para los que
se pueda tipificar el problema. Una clasificación conveniente se obtiene al distinguir tres
dimensiones: Variedad de productos, variedad de procesos y tipo de demanda. A cada
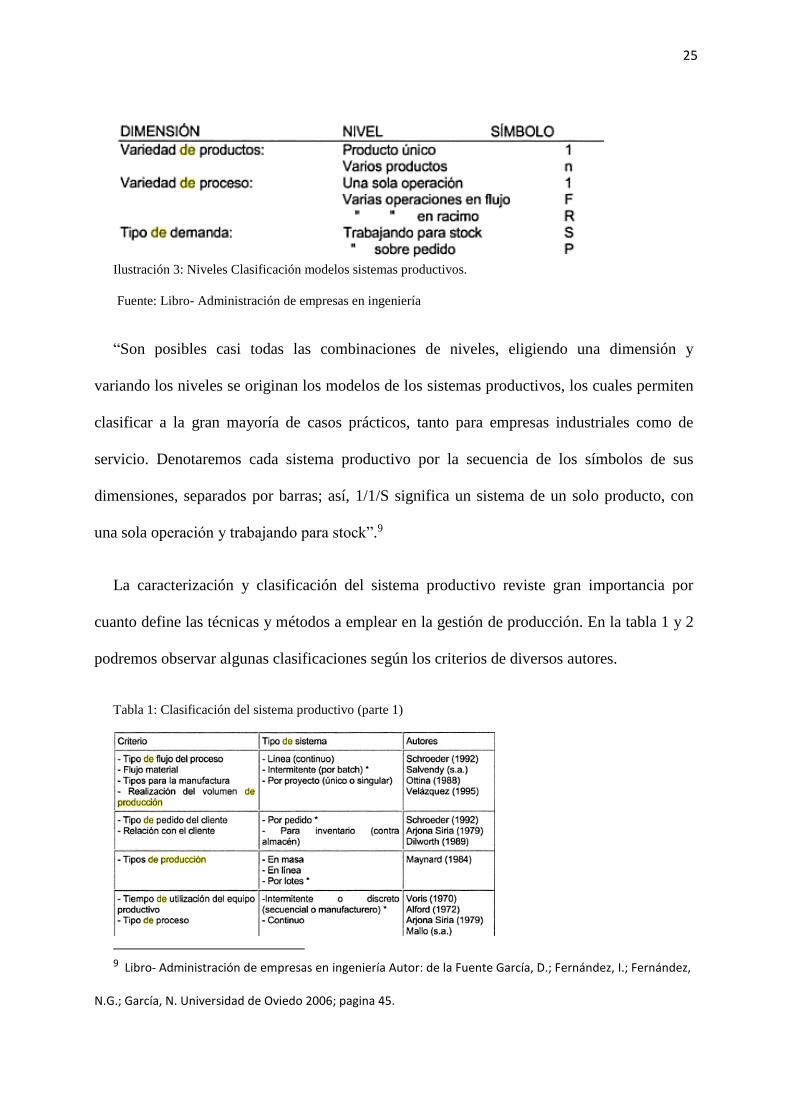
dimensión se le pueden asignar varios niveles como los siguientes”:Ver Ilustracion 3.
8 Articulo -WEB Análisis DOFA. Disponible desde internet en:
http://www.degerencia.com/tema/analisis_dofa; visita 2 de septiembre de 2015;1:26pm
25
Ilustración 3: Niveles Clasificación modelos sistemas productivos.
Fuente: Libro- Administración de empresas en ingeniería
“Son posibles casi todas las combinaciones de niveles, eligiendo una dimensión y
variando los niveles se originan los modelos de los sistemas productivos, los cuales permiten
clasificar a la gran mayoría de casos prácticos, tanto para empresas industriales como de
servicio. Denotaremos cada sistema productivo por la secuencia de los símbolos de sus
dimensiones, separados por barras; así, 1/1/S significa un sistema de un solo producto, con
una sola operación y trabajando para stock”.9
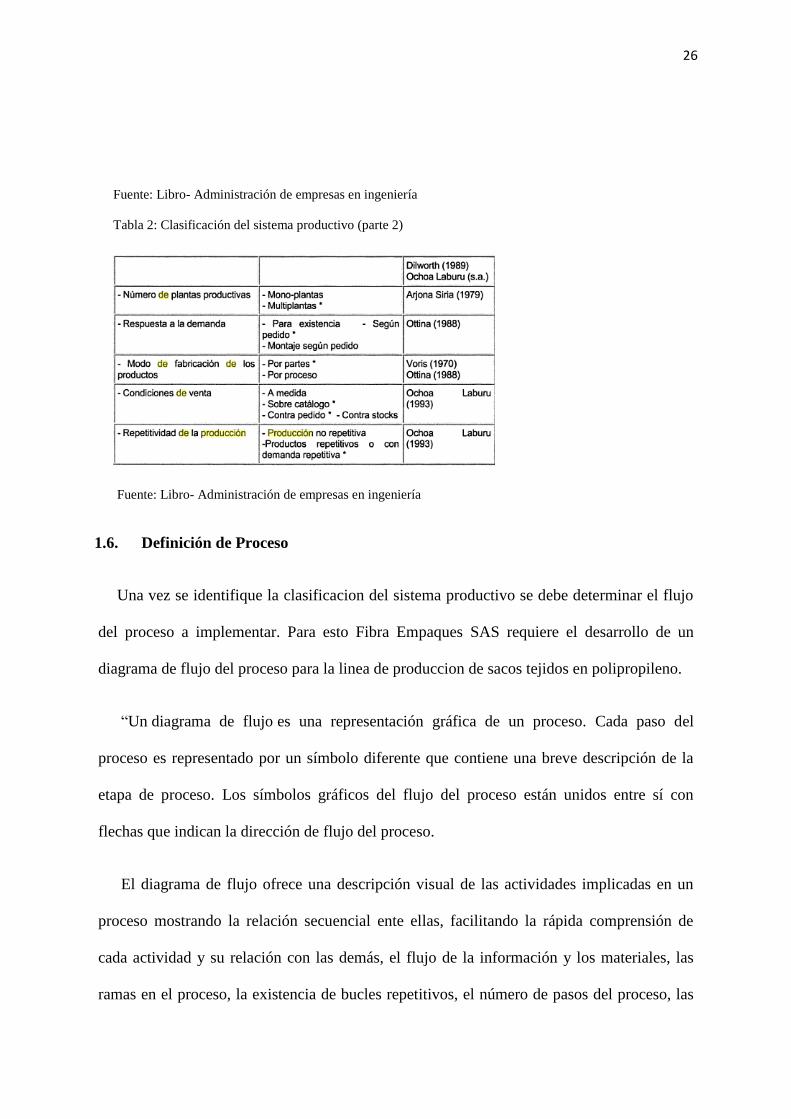
La caracterización y clasificación del sistema productivo reviste gran importancia por
cuanto define las técnicas y métodos a emplear en la gestión de producción. En la tabla 1 y 2
podremos observar algunas clasificaciones según los criterios de diversos autores.
Tabla 1: Clasificación del sistema productivo (parte 1)
9 Libro- Administración de empresas en ingeniería Autor: de la Fuente García, D.; Fernández, I.; Fernández,
N.G.; García, N. Universidad de Oviedo 2006; pagina 45.
26
Fuente: Libro- Administración de empresas en ingeniería
Tabla 2: Clasificación del sistema productivo (parte 2)
Fuente: Libro- Administración de empresas en ingeniería
1.6. Definición de Proceso
Una vez se identifique la clasificacion del sistema productivo se debe determinar el flujo
del proceso a implementar. Para esto Fibra Empaques SAS requiere el desarrollo de un
diagrama de flujo del proceso para la linea de produccion de sacos tejidos en polipropileno.
“Un diagrama de flujo es una representación gráfica de un proceso. Cada paso del
proceso es representado por un símbolo diferente que contiene una breve descripción de la
etapa de proceso. Los símbolos gráficos del flujo del proceso están unidos entre sí con
flechas que indican la dirección de flujo del proceso.
El diagrama de flujo ofrece una descripción visual de las actividades implicadas en un
proceso mostrando la relación secuencial ente ellas, facilitando la rápida comprensión de
cada actividad y su relación con las demás, el flujo de la información y los materiales, las
ramas en el proceso, la existencia de bucles repetitivos, el número de pasos del proceso, las
27
operaciones de interdepartamentales, Facilita también la selección de indicadores de
proceso”.10
Cuando se habla de un proceso se entiende como un conjunto de actividades enlazadas
entre sí, partiendo de unas entradas , que son transformadas, generando un resultado.
“Para el Diseño y Modelamiento de un proceso es necesario realizar los siguientes pasos”:
Diagrama de flujo de Procesos.
Especificaciones de Operaciones
Requerimientos de Procesamiento.
Especificaciones de Equipos.11
1.7. Análisis de Capacidades.
Definido el proceso del sistema productivo se debe proceder a realizar el analisis de
capacidades requeridas; Se entiende por capacidad el potencial de un trabajador, una
máquina, un centro de trabajo, un proceso, una planta o una organización para fabricar
productos por unidad de tiempo.
“La capacidad puede clasificarse en los siguientes tipos:”
10 Articulo -WEB Gestión de procesos. Disponible desde internet en:
http://www.aiteco.com/que-es-un-diagrama-de-flujo/, visita 8 de septiembre de 2015; 10:45pm.
11Documentoftp://ftp.unicauca.edu.co/Facultades/FIET/DEIC/Materias/Proyecto%20de%20Automatizacion
/Ingenier%EDa%20de%20Proceso.pdf, visita 8 de septiembre de 2015; 11:15pm.
28
“Aquella determinada por la potencialidad que tiene un sistema, unidad estructural,
elemento, máquina o persona para realizar una determinada producción y/o servicio en
un lapso de tiempo dado la cual se denomina capacidad técnica, es decir, el máximo
rendimiento posible que se puede obtener en su desempeño.”
“Aquella definida en relación a los costos asociados a la producción en un horizonte
temporal definido conocida como capacidad económica; en otras palabras, cuando la
organización en su conjunto obtiene los menores costos por unidad de producción y/o
servicio realizado, garantizándose así, el denominado óptimo técnico – económico.”12
“La capacidad de los medios de producción o de los insumos estructurales, en general,
puede también diferenciarse en función de la disponibilidad, requerimiento y utilización
temporal. Así, aquella que está potencial y totalmente disponible para alcanzar los resultados
productivos máximos especificados por un productor se denomina capacidad instalada”.
“La capacidad instalada es la cantidad de máquinas y equipo que una organización
productiva posee y el potencial de producción que estos permiten alcanzar. La capacidad
instalada representa la producción posible, si todas las máquinas y equipos estuvieran
trabajando al 100 % del tiempo ininterrumpido. Es habitual denominar la capacidad de
espacio físico como capacidad instalada para el almacenamiento de productos terminados,
12 Revista - Facultad de Ingeniería de la Universidad Distrital Francisco José de Caldas. Bogotá – Colombia
Ingeniería, 2009-00-00 vol:14 nro:2 pág:67-77
http://revistas.udistrital.edu.co/ojs/index.php/reving/article/view/2381/3266
29
productos en proceso y materiales, así como para la instalación de nuevos equipos y puestos
de trabajo”.13
1.8. Plan detallado de produccion.
“En el plan detallado de producción se tiene en detalle lo que se va a producir en las
próximas semanas; a partir de él se elaboran las ordenes de producción, asi como los valores
de almacén, que servirán para que los insumos sean retiraos del almacen e incorporados a la
producción. Dependiendo del tipo de manufactura, este plan detallado de producción puede
estar presentado gráficamente como graficas de Gantt, o simplemente puede consistir de una
relación de órdenes de producción, con su calendarización, fechas de inicio y terminación,
prioridad”.14
Adicional en el proceso que encierra la planificación de la producción se observan los
elementos como:
“Planificación agregada de la producción Indica el nivel agregado de decisión, en la
que se configura una mezcla de factores bajo condiciones generadas y deseables con el fin
de obtener un output de productos derivados de los procesos técnicos. Busca optimizar la
capacidad productiva teniendo en cuenta los inventarios existentes, los recursos
disponibles y la demanda prevista. Así, se convierte en un planteamiento global para una
línea de producción.
13 Revista - Facultad de Ingeniería de la Universidad Distrital Francisco José de Caldas. Bogotá – Colombia
Ingeniería, 2009-00-00 vol:14 nro:2 pág:67-77
http://revistas.udistrital.edu.co/ojs/index.php/reving/article/view/2381/3266
14 Libro- Conceptos generales de productividad, sistemas, normalización y competitividad para la pequeña y
mediana empresa; Autor: de la Torre, J.O. Universidad Iberoamericana, Dirección de Difusión Universitaria
1999; pagina 16.
30
Plan maestro de producción. Partiendo de la planificación agregada se deben
especificar los productos que serán fabricados, las cantidades y los periodos. Todos estos
datos se recogen en el plan maestro, determinando las diferentes cargas de trabajo de los
centros de coste, las horas de trabajo, materiales necesarios, etc. Para este fin se usan
modelos y técnicas operativas o cuantitativas que faciliten la articulación de la
«programación de la producción».
Planificación de la capacidad. Dada la capacidad instalada total, es preciso determinar
el conjunto de necesidades de recursos, buscando el equilibrio existente entre las líneas de
fabricación y la capacidad que ostenta cada centro de trabajo o dispositivo, haciendo que el
plan maestro cumpla su propósito y tratando de evitar incidencias negativas. En este
sentido, destacan los sistemas denominados CRP (Capacity Requirement Planning) y el
MRP II.
Planificación y control de los inventarios. Partiendo del plan maestro, se requiere la
planificación y control de las necesidades sobre los diferentes materiales, teniendo en
cuenta la minimización de los stocks y, por ende, de los costes de almacenamiento. En este
caso, los sistemas más utilizados son el EOQ, el MRP I y el JIT.
Programación de las operaciones. Se ciñe al conjunto de modelos y técnicas
operativas, analíticas y gráficas que ponen en marcha el plan maestro, tanto de forma
parcial como agregada, combinando los requerimientos de materiales y las limitaciones de
capacidad de las partes del sistema; así se asegura el siguiente paso a la formulación del
programa de producción.
Control de la producción. Actividad estrechamente vinculada a la tarea de
planificación, acaparando la labor de vigilancia del cumplimiento del plan maestro y del
control de costes además de los rendimientos del proceso productivo, complementado así
el control de calidad.
31
Control de calidad. Representa el seguimiento de las especificaciones de la
funcionalidad y atributos de los productos, siguiendo ciertos estándares de certificación,
persiguiendo el «cero defectos» y tratando de evitar los costes y daños de la «no
calidad».”15
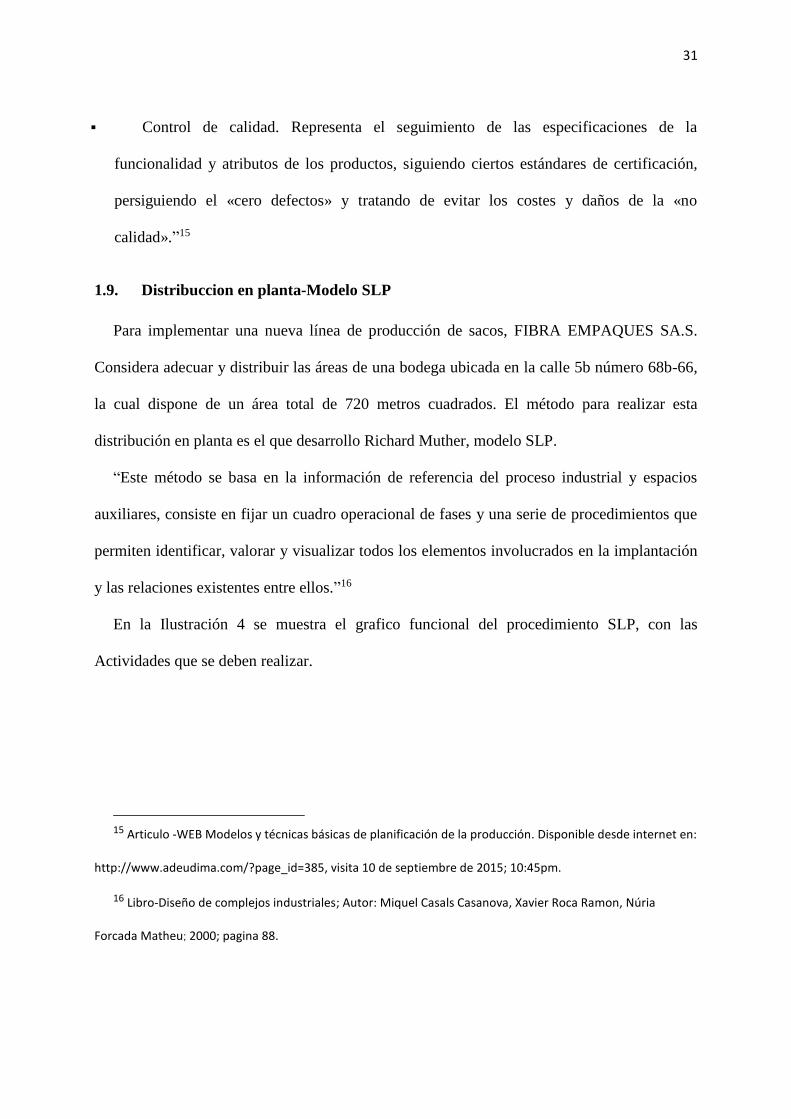
1.9. Distribuccion en planta-Modelo SLP
Para implementar una nueva línea de producción de sacos, FIBRA EMPAQUES SA.S.
Considera adecuar y distribuir las áreas de una bodega ubicada en la calle 5b número 68b-66,
la cual dispone de un área total de 720 metros cuadrados. El método para realizar esta
distribución en planta es el que desarrollo Richard Muther, modelo SLP.
“Este método se basa en la información de referencia del proceso industrial y espacios
auxiliares, consiste en fijar un cuadro operacional de fases y una serie de procedimientos que
permiten identificar, valorar y visualizar todos los elementos involucrados en la implantación
y las relaciones existentes entre ellos.”16
En la Ilustración 4 se muestra el grafico funcional del procedimiento SLP, con las
Actividades que se deben realizar.
15 Articulo -WEB Modelos y técnicas básicas de planificación de la producción. Disponible desde internet en:
http://www.adeudima.com/?page_id=385, visita 10 de septiembre de 2015; 10:45pm.
16 Libro-Diseño de complejos industriales; Autor: Miquel Casals Casanova, Xavier Roca Ramon, Núria
Forcada Matheu; 2000; pagina 88.
32
Ilustración 4: Grafico funcional modelo SLP.
Fuente: Libro- Diseno de complejos industriales
“Las fases del modelo SLP son:”
“1. Analisis Productos y Cantidades.
2.Diagrama de Recorrido (Proceso).
3.Diagrama de Actividades.
4.Diagrama Relacional Actividades y/o Recorridos.
5.Diagrama Relacional de Espacios Teorico
6.Diagrama Relacional de Espacios Real”. 17
17 Libro-Diseño de complejos industriales; Autor: Miquel Casals Casanova, Xavier Roca Ramon, Núria
Forcada Matheu; 2000; pagina 89.
33
1.10. Inversiones.
El proyecto busca estimar la viabilidad económica de la implementación de una línea de
producción de sacos, a su vez brindar herramientas claras para que las directivas de FIBRA
EMPAQUES S.A.S. Comprueben si cuentan con el capital necesario para invertir o si deben
acudir a otras líneas de financiación, por este motivo es importante que el estudio técnico
determine el valor total de la inversión.
“La inversión se refiere al empleo de capital en algún tipo de negocio con el objetivo de
incrementarlo. Dicho de otra manera, consiste en posponer al futuro un posible consumo en el
presente. Quien invierte solo cede su posibilidad de consumo de hoy a cambio de una
adecuada compensación”18
1.11. Costos-por su relacion con el volumen de la actividad.
Al implementar una línea de producción de sacos en FIBRA EMPAQUES S.A.S. los
costos se tomarán por su relación con el volumen de la actividad, y se van a clasificar Según
su naturaleza y criterio de la siguiente forma.
Costos fijos: son todos aquellos en los que incurre FIBRA EMPAQUES S.A.S. en
un periodo de tiempo, independientemente del volumen de la producción.
Costos Variables: Son Todos aquellos en los que incurre FIBRA EMPAQUES
S.A.S. y que dependen del volumen de producción.
Costos Totales: la suma de los costos fijos y los costos variables.
Costos unitarios: es el costo total dividido en el número de unidades que se van a
producir, de esta forma se espera determinar el costo de los sacos nuevos.
18 http://www.portafolio.co/opinion/blogs/su-inversion/%C2%BFque-es-inversion, visita 21 de septiembre
de 2015; 5:09 pm.
34
1.12. Depreciaciones-metodo de linea recta
El método de línea recta es la forma en que FIBRA EMPAQUES S.A.S. asigna valores de
depreciación a sus activos, es un método común y sencillo que consiste en tomar el valor del
activo y dividirlo en su vida útil, la cual se asigna según disposición del gobierno de la
siguiente forma.
Inmuebles-20 años.
Maquinaria y Equipo-10 años.
Vehículos y computadoras -5 años.
Además, el método de línea recta contempla otro valor que es el de salvamento, que
consiste en el dinero que la empresa puede obtener al vender el activo, este valor no es
obligatorio algunas empresas no lo usan.
En este contexto los activos que se deben adquirir para la implementación de una línea de
producción de sacos se van a deprecias bajo las condiciones del método de línea recta.
1.13. Punto de Equilibrio.
El punto donde los ingresos se igualan con la suma de los costos más los gastos es
considerado el punto de equilibrio, es importante que las empresas definan este punto ya que
permite determinar en qué momento un producto genera utilidad o al contrario en que
momento genera pérdida.
En este contexto al encontrar el punto de equilibrio podemos determinar si los sacos
generan utilidad o pérdida con base en el pronóstico de ventas con horizonte de planeación a
cuatro años.
35
1.14. Precio de Venta-con base en el costo.
FIBRA EMPAQUES S.A.S. Es una empresa que establece los precios de venta de sus
productos con base en el costo, por lo tanto, al determinar el costo unitario del saco que se
produce en la nueva línea de producción, ellos esperan obtener un margen de contribución del
30%, como lo hacen con el resto de sus productos.
1.15. Estado de resultados proyectado-hotizonte de planeacion cuatro años.
Con un horizonte de planeación de cuatro años, El proyecto busca determinar la situación
financiera futura de la empresa, tomando como punto de partida el pronóstico de ventas.
2. Descripción del negocio.
2.1. Reseña Histórica de Fibra Empaques S.A.S.
Al iniciarse el año 2008 dos personas de reconocida presencia comercial en la central de
abastos de Bogotá inician una empresa dedicada a la comercialización de sacos de yute fique
y polipropileno, apoyados en su vasta experiencia y conocimiento del mercado de los
empaques para productos agrícolas.
En su inicio solo ocupaba cuatro trabajadores en bodega encargados de cargue descargue
y selección de empaques, su mercado inicialmente se enfocaba en la comercialización de los
sacos de segundo uso y en ese momento solo contaba con una empresa proveedora de los
mismos, gaseosas Lux Bogotá. Aquí inicia el recorrido comercial de esta empresa bajo la
razón social Fibra Empaques.
A finales del año 2010 la sociedad se disuelve dejando a una sola persona al mando de la
misma, por lo tanto, a inicios del año 2011 la empresa se convierte en una sociedad
simplificada por acciones y adquiere el nombre de Fibra Empaques S.A.S. Razón social que
emplea como persona jurídica para licitar y efectuar contratos.
36
A inicios del año 2012 la empresa adquiere nuevos contratos con compañías dedicadas a
la producción de bebidas y productos alimenticios en Bogotá, adquiriendo el compromiso de
darle disposición nueva y segura a todos los sacos que ellos usan en su proceso productivo.
A mediados del año 2012 la empresa evidencia una oportunidad de negocio debido al
crecimiento y a las exigencias de sus clientes por lo tanto establece relaciones comerciales
con varias empresas a nivel nacional dedicadas a la producción de sacos nuevos, con la
finalidad de satisfacer la necesidad de sus clientes. Sin dejar a un lado el objeto inicial de la
empresa la comercialización de los sacos de segunda.
Actualmente la empresa tiene una nómina de 13 trabajadores en bodega y cuenta con dos
alternativas de negocio, disposición y comercialización de sacos de segunda y
comercialización de sacos nuevos. Su socio fundador es quien actualmente dirige la empresa
avalado por su experiencia y conocimiento del mercado.
2.2. Producto.
Fibra Empaques S.A.S. es una empresa dedicada a la comercialización de sacos nuevos y
recuperación y comercialización de sacos usados, garantizando su disposición segura y
responsable, contribuyendo de esta forma a la conservación del medio ambiente y la
optimización de los recursos.
La empresa cuenta con un amplio portafolio de productos, que se dividen en dos gamas,
línea de sacos nuevos y línea de sacos usados, la primera cuenta con siete referencias de
producto y la segunda con seis referencias, estas referencias se clasifican por color
dimensiones y resistencia.
37
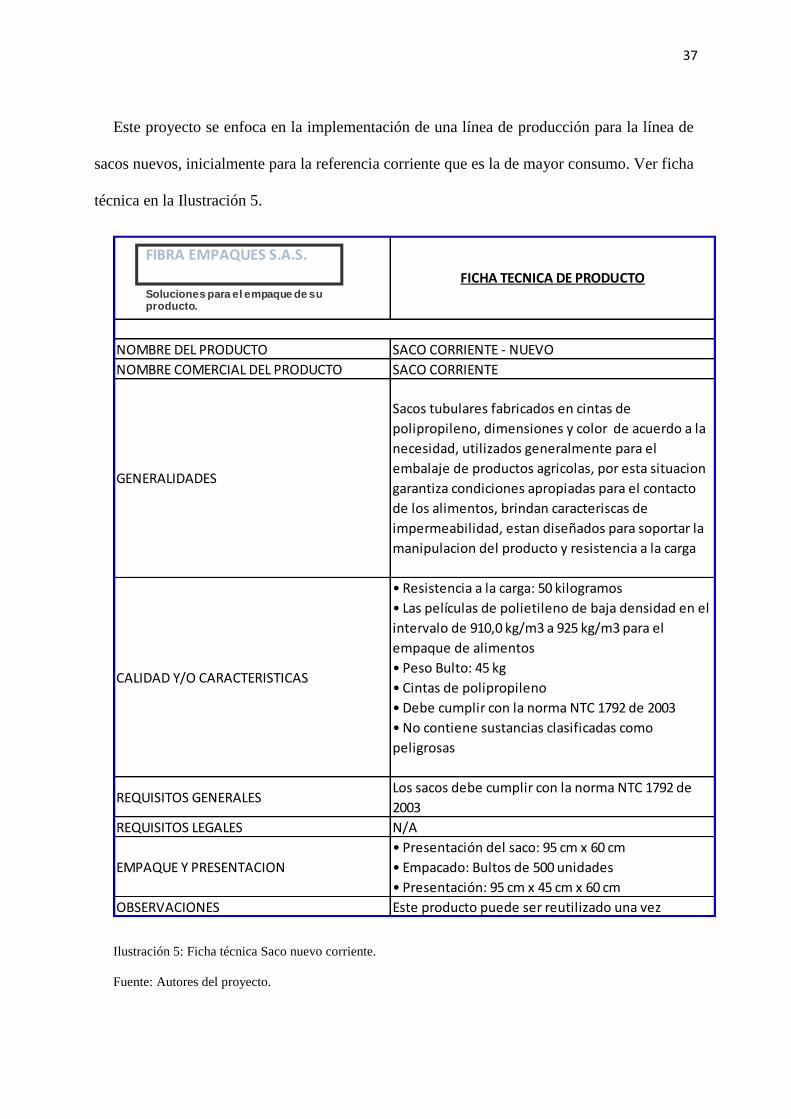
Este proyecto se enfoca en la implementación de una línea de producción para la línea de
sacos nuevos, inicialmente para la referencia corriente que es la de mayor consumo. Ver ficha
técnica en la Ilustración 5.
FICHA TECNICA DE PRODUCTO
NOMBRE DEL PRODUCTO SACO CORRIENTE - NUEVO
NOMBRE COMERCIAL DEL PRODUCTO SACO CORRIENTE
GENERALIDADES
Sacos tubulares fabricados en cintas de
polipropileno, dimensiones y color de acuerdo a la
necesidad, utilizados generalmente para el
embalaje de productos agricolas, por esta situacion
garantiza condiciones apropiadas para el contacto
de los alimentos, brindan caracteriscas de
impermeabilidad, estan diseñados para soportar la
manipulacion del producto y resistencia a la carga
CALIDAD Y/O CARACTERISTICAS
• Resistencia a la carga: 50 kilogramos
• Las películas de polietileno de baja densidad en el
intervalo de 910,0 kg/m3 a 925 kg/m3 para el
empaque de alimentos
• Peso Bulto: 45 kg
• Cintas de polipropileno
• Debe cumplir con la norma NTC 1792 de 2003
• No contiene sustancias clasificadas como
peligrosas
REQUISITOS GENERALESLos sacos debe cumplir con la norma NTC 1792 de
2003
REQUISITOS LEGALES N/A
EMPAQUE Y PRESENTACION
• Presentación del saco: 95 cm x 60 cm
• Empacado: Bultos de 500 unidades
• Presentación: 95 cm x 45 cm x 60 cm
OBSERVACIONES Este producto puede ser reutilizado una vez
Soluciones para el empaque de su producto.
FIBRA EMPAQUES S.A.S.
Ilustración 5: Ficha técnica Saco nuevo corriente.
Fuente: Autores del proyecto.
38
3. Estudio Técnico.
3.1. Pronostico Fibra Empaques s.a.s.
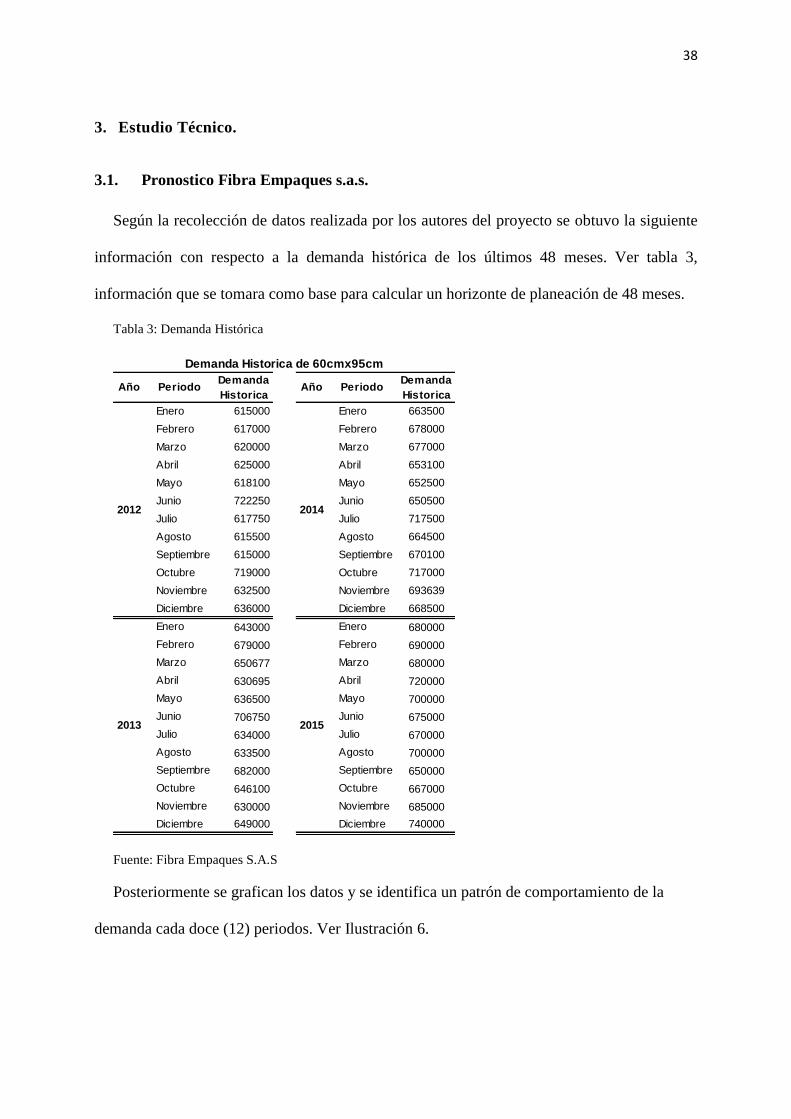
Según la recolección de datos realizada por los autores del proyecto se obtuvo la siguiente
información con respecto a la demanda histórica de los últimos 48 meses. Ver tabla 3,
información que se tomara como base para calcular un horizonte de planeación de 48 meses.
Tabla 3: Demanda Histórica
Año PeriodoDemanda
Historica Año Periodo
Demanda
Historica
Enero 615000 Enero 663500
Febrero 617000 Febrero 678000
Marzo 620000 Marzo 677000
Abril 625000 Abril 653100
Mayo 618100 Mayo 652500
Junio 722250 Junio 650500
Julio 617750 Julio 717500
Agosto 615500 Agosto 664500
Septiembre 615000 Septiembre 670100
Octubre 719000 Octubre 717000
Noviembre 632500 Noviembre 693639
Diciembre 636000 Diciembre 668500
Enero 643000 Enero 680000
Febrero 679000 Febrero 690000
Marzo 650677 Marzo 680000
Abril 630695 Abril 720000
Mayo 636500 Mayo 700000
Junio 706750 Junio 675000
Julio 634000 Julio 670000
Agosto 633500 Agosto 700000
Septiembre 682000 Septiembre 650000
Octubre 646100 Octubre 667000
Noviembre 630000 Noviembre 685000
Diciembre 649000 Diciembre 740000
2012
2013
2014
2015
Demanda Historica de 60cmx95cm
Fuente: Fibra Empaques S.A.S
Posteriormente se grafican los datos y se identifica un patrón de comportamiento de la
demanda cada doce (12) periodos. Ver Ilustración 6.
39
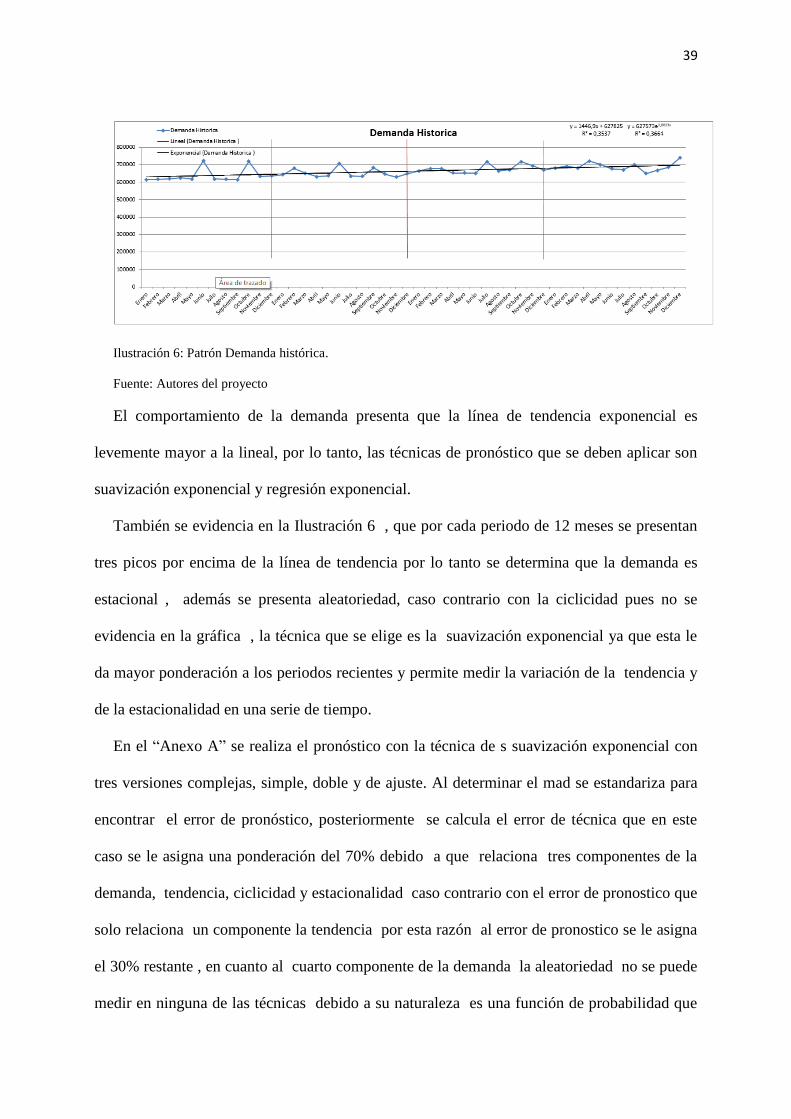
Ilustración 6: Patrón Demanda histórica.
Fuente: Autores del proyecto
El comportamiento de la demanda presenta que la línea de tendencia exponencial es
levemente mayor a la lineal, por lo tanto, las técnicas de pronóstico que se deben aplicar son
suavización exponencial y regresión exponencial.
También se evidencia en la Ilustración 6 , que por cada periodo de 12 meses se presentan
tres picos por encima de la línea de tendencia por lo tanto se determina que la demanda es
estacional , además se presenta aleatoriedad, caso contrario con la ciclicidad pues no se
evidencia en la gráfica , la técnica que se elige es la suavización exponencial ya que esta le
da mayor ponderación a los periodos recientes y permite medir la variación de la tendencia y
de la estacionalidad en una serie de tiempo.
En el “Anexo A” se realiza el pronóstico con la técnica de s suavización exponencial con
tres versiones complejas, simple, doble y de ajuste. Al determinar el mad se estandariza para
encontrar el error de pronóstico, posteriormente se calcula el error de técnica que en este
caso se le asigna una ponderación del 70% debido a que relaciona tres componentes de la
demanda, tendencia, ciclicidad y estacionalidad caso contrario con el error de pronostico que
solo relaciona un componente la tendencia por esta razón al error de pronostico se le asigna
el 30% restante , en cuanto al cuarto componente de la demanda la aleatoriedad no se puede
medir en ninguna de las técnicas debido a su naturaleza es una función de probabilidad que
40
se acomoda a una función de distribución , después de determinar el error de técnica se define
la técnica que presente el menor error total. Ver tabla 4.
Tabla 4: Error Total de Técnica
Fuente: Autores del proyecto
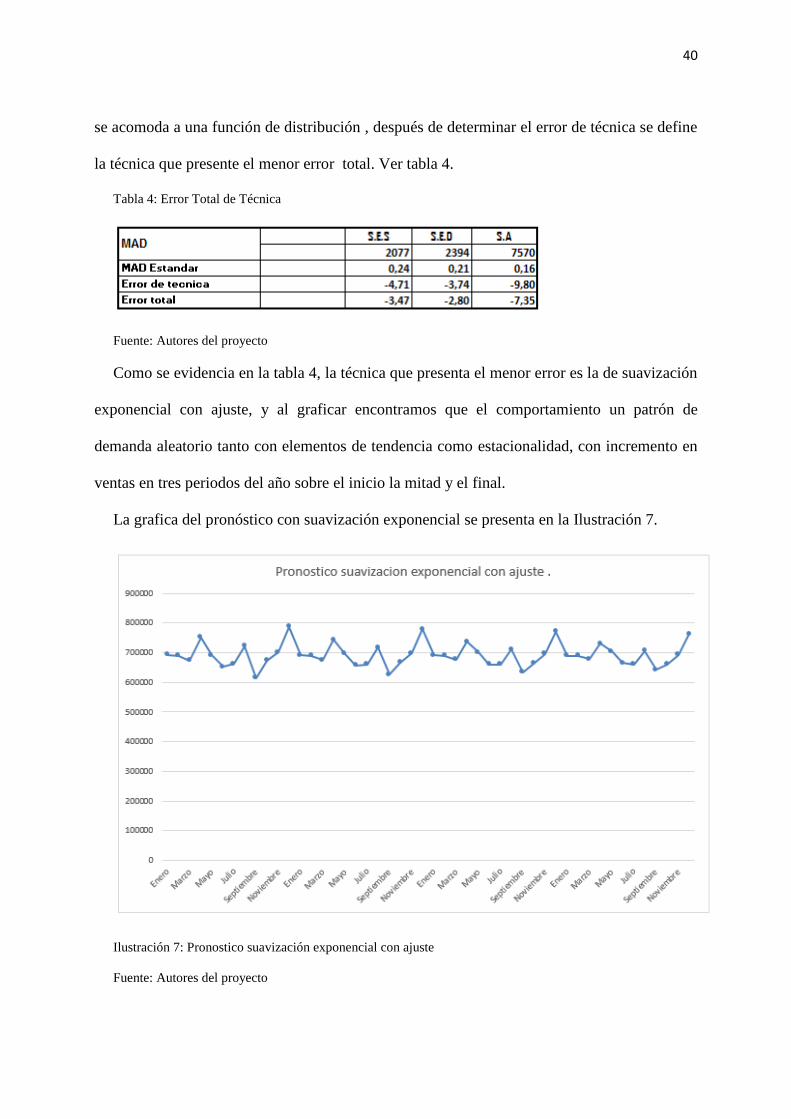
Como se evidencia en la tabla 4, la técnica que presenta el menor error es la de suavización
exponencial con ajuste, y al graficar encontramos que el comportamiento un patrón de
demanda aleatorio tanto con elementos de tendencia como estacionalidad, con incremento en
ventas en tres periodos del año sobre el inicio la mitad y el final.
La grafica del pronóstico con suavización exponencial se presenta en la Ilustración 7.
Ilustración 7: Pronostico suavización exponencial con ajuste
Fuente: Autores del proyecto
41
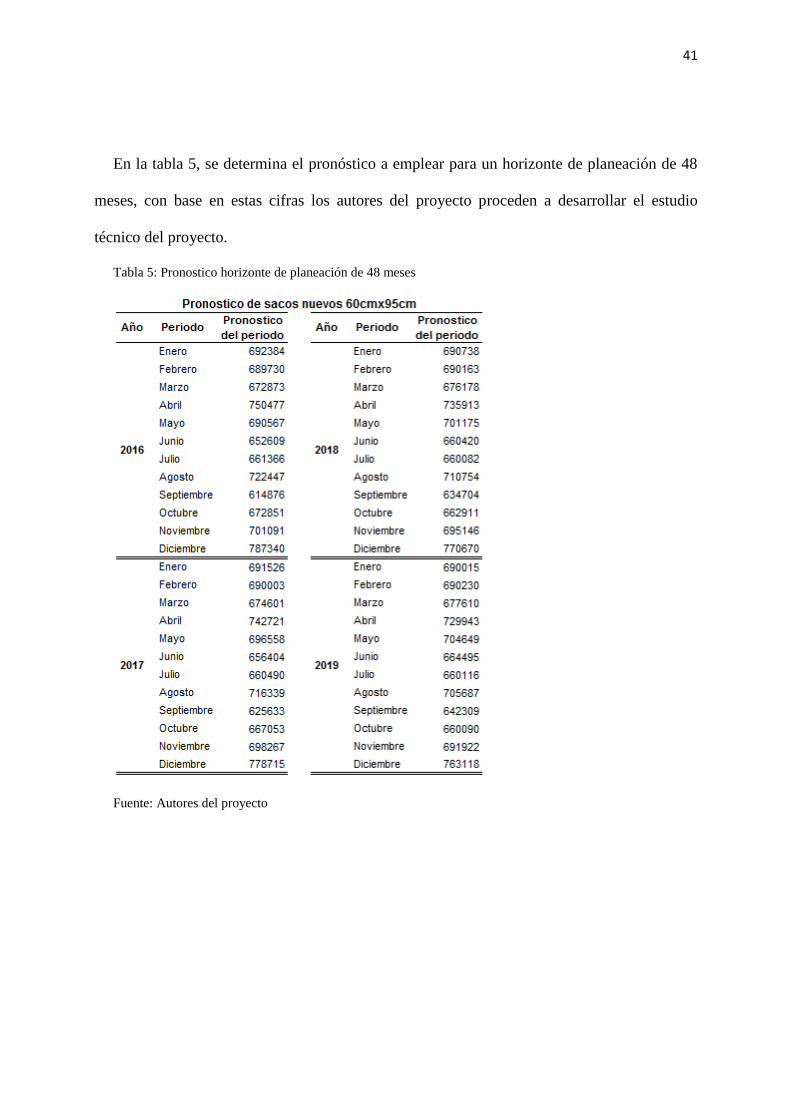
En la tabla 5, se determina el pronóstico a emplear para un horizonte de planeación de 48
meses, con base en estas cifras los autores del proyecto proceden a desarrollar el estudio
técnico del proyecto.
Tabla 5: Pronostico horizonte de planeación de 48 meses
Fuente: Autores del proyecto
42
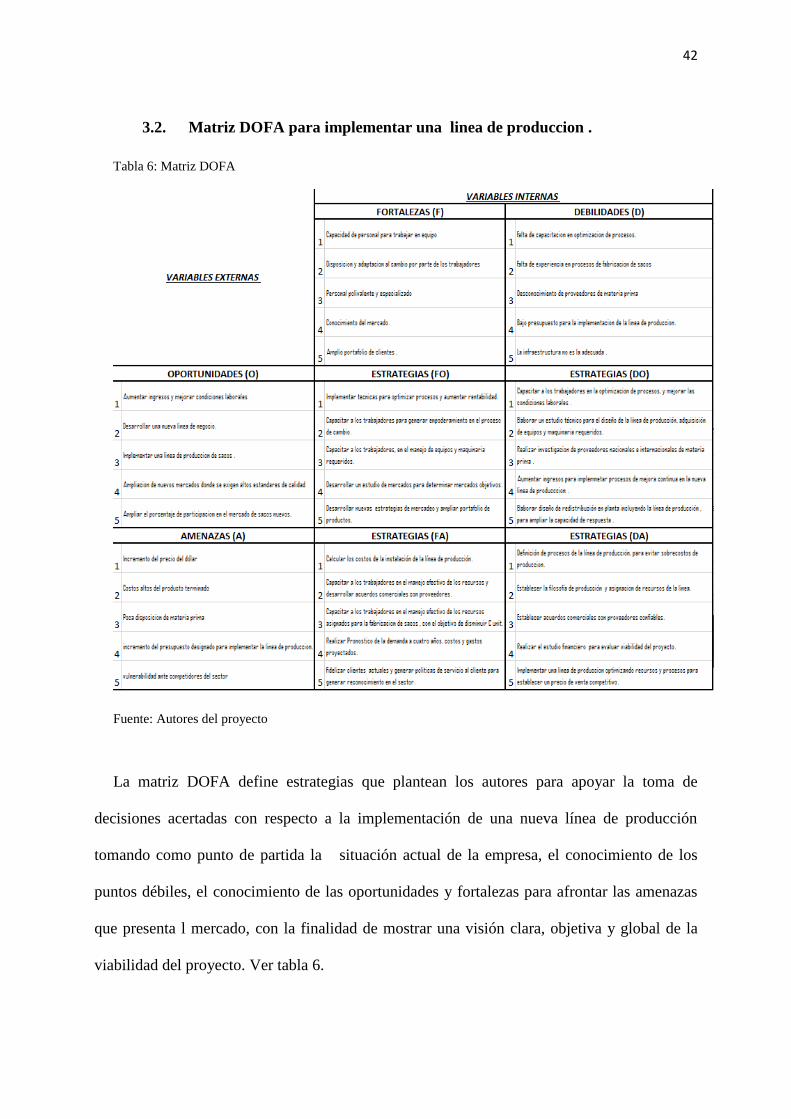
3.2. Matriz DOFA para implementar una linea de produccion .
Tabla 6: Matriz DOFA
Fuente: Autores del proyecto
La matriz DOFA define estrategias que plantean los autores para apoyar la toma de
decisiones acertadas con respecto a la implementación de una nueva línea de producción
tomando como punto de partida la situación actual de la empresa, el conocimiento de los
puntos débiles, el conocimiento de las oportunidades y fortalezas para afrontar las amenazas
que presenta l mercado, con la finalidad de mostrar una visión clara, objetiva y global de la
viabilidad del proyecto. Ver tabla 6.
43
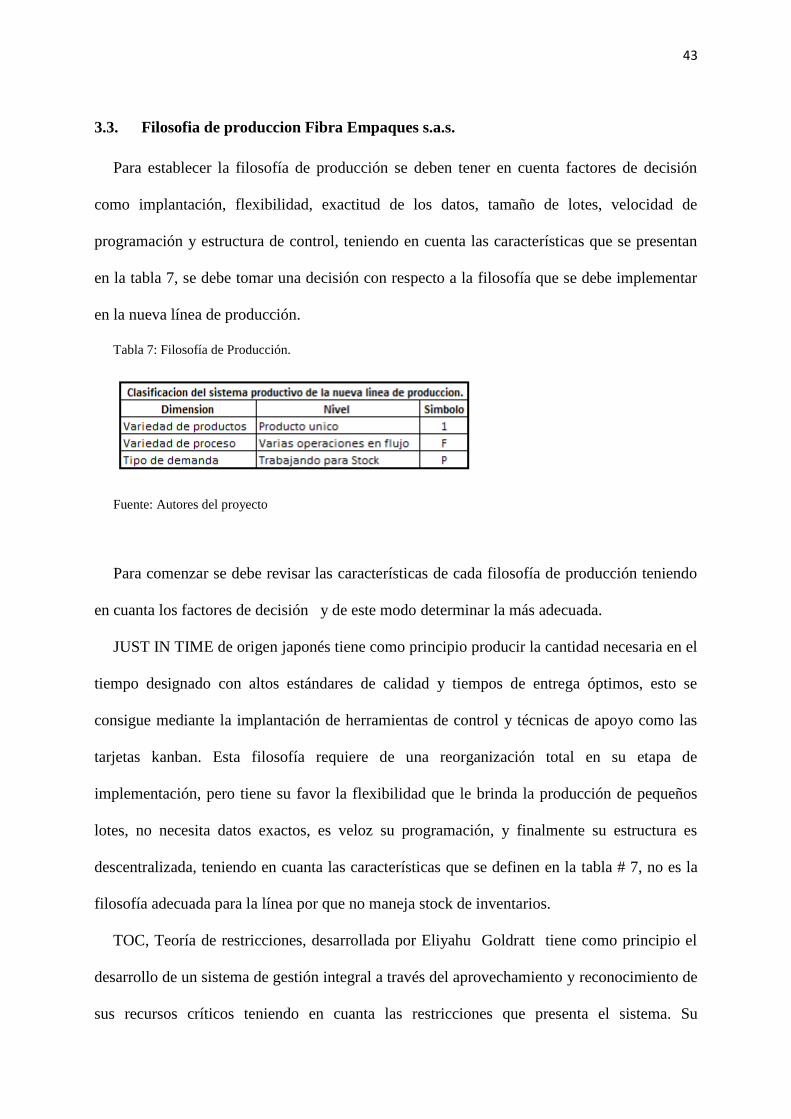
3.3. Filosofia de produccion Fibra Empaques s.a.s.
Para establecer la filosofía de producción se deben tener en cuenta factores de decisión
como implantación, flexibilidad, exactitud de los datos, tamaño de lotes, velocidad de
programación y estructura de control, teniendo en cuenta las características que se presentan
en la tabla 7, se debe tomar una decisión con respecto a la filosofía que se debe implementar
en la nueva línea de producción.
Tabla 7: Filosofía de Producción.
Fuente: Autores del proyecto
Para comenzar se debe revisar las características de cada filosofía de producción teniendo
en cuanta los factores de decisión y de este modo determinar la más adecuada.
JUST IN TIME de origen japonés tiene como principio producir la cantidad necesaria en el
tiempo designado con altos estándares de calidad y tiempos de entrega óptimos, esto se
consigue mediante la implantación de herramientas de control y técnicas de apoyo como las
tarjetas kanban. Esta filosofía requiere de una reorganización total en su etapa de
implementación, pero tiene su favor la flexibilidad que le brinda la producción de pequeños
lotes, no necesita datos exactos, es veloz su programación, y finalmente su estructura es
descentralizada, teniendo en cuanta las características que se definen en la tabla # 7, no es la
filosofía adecuada para la línea por que no maneja stock de inventarios.
TOC, Teoría de restricciones, desarrollada por Eliyahu Goldratt tiene como principio el
desarrollo de un sistema de gestión integral a través del aprovechamiento y reconocimiento de
sus recursos críticos teniendo en cuanta las restricciones que presenta el sistema. Su
44
implementación es menos compleja que el JIT, es flexible debido a los pocos datos que
necesita, pero a su vez necesita de exactitud en los mismos, requiere grandes lotes de
producción, su programación es veloz por la poca cantidad de datos, y finalmente cuenta con
una estructura descentralizada.
Por ultimo encontramos la filosofía MRP I planeación de los requerimientos de materiales
y MRP II planificación de requerimiento de manufactura. de origen norteamericano su
principio fundamental es desarrollar un sistema completo de gestión de la producción
tomando como punto de partida la planificación , MRP I es una filosofía más sencilla tiene en
cuenta un pronóstico además de los tiempos de abastecimiento de materiales,, mientras que
el MRP II es un sistema más completo debido a que adiciona las demás funciones que
constituyen una cadena de suministro , buscando de este modo interrelación y coordinación
entre todas sus áreas.
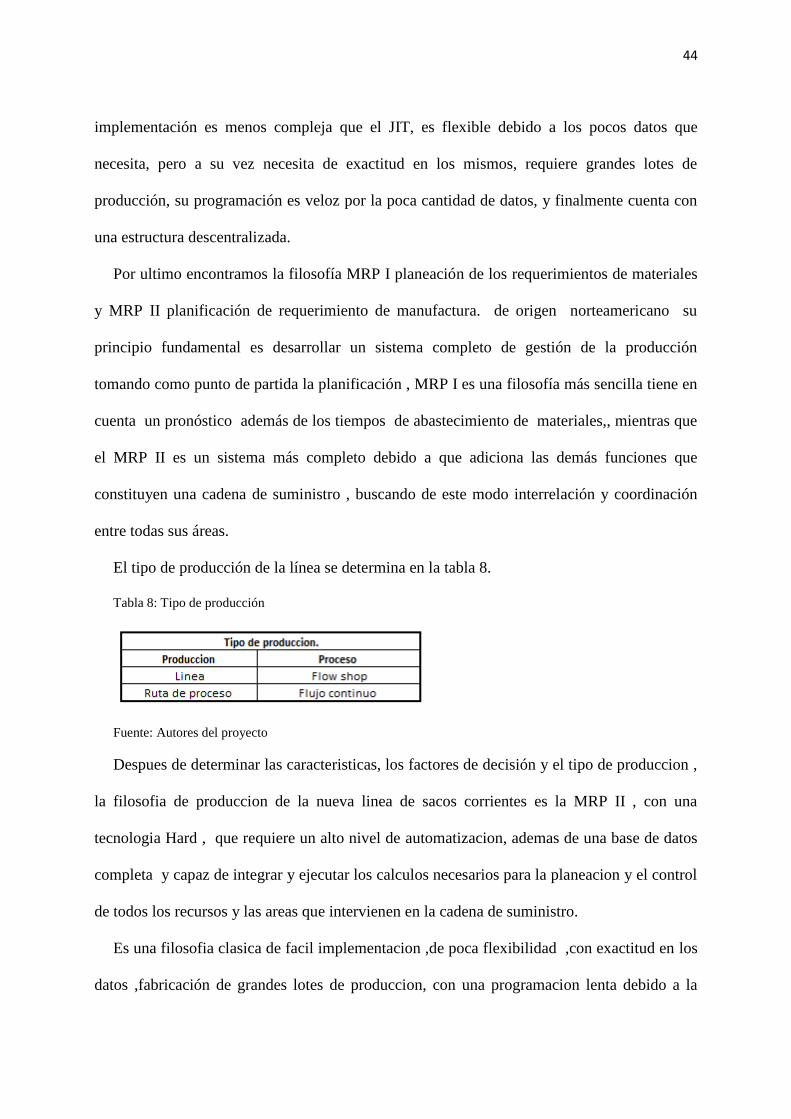
El tipo de producción de la línea se determina en la tabla 8.
Tabla 8: Tipo de producción
Fuente: Autores del proyecto
Despues de determinar las caracteristicas, los factores de decisión y el tipo de produccion ,
la filosofia de produccion de la nueva linea de sacos corrientes es la MRP II , con una
tecnologia Hard , que requiere un alto nivel de automatizacion, ademas de una base de datos
completa y capaz de integrar y ejecutar los calculos necesarios para la planeacion y el control
de todos los recursos y las areas que intervienen en la cadena de suministro.
Es una filosofia clasica de facil implementacion ,de poca flexibilidad ,con exactitud en los
datos ,fabricación de grandes lotes de produccion, con una programacion lenta debido a la
45
gran cantidad de datos que se deben realizar para los calculos y a diferencia de los demas su
estructura es centralizada. Con caracteristicas 1FP como se presenta en la tabla # 7.
3.4. Descripcion del Proceso.
Las etapas del proceso productivo para la fabricación de sacos en cintas de polipropileno
son de baja complejidad, debido a que se trabaja con una única materia prima y la variabilidad
de productos se encuentra en características fácilmente ajustables como tamaño y color; las
etapas del proceso son:
3.4.1. Extrusión.
La extrusión es un proceso industrial mecánico, en donde se realiza una acción de
moldeado del plástico a través de un flujo continuo de presión y empuje, para obtener la
forma deseada. Este proceso se realiza en una máquina que bombea el plástico a través de un
molde, en este caso los gránulos de polipropileno son la base para la obtención de la cinta, las
cuales tienen una sección con forma regular.
La máquina de extrusión también realiza otras operaciones, como moldeo por soplado o
moldeo por inyección.
3.4.2. Proceso de Tejido Circular.
El proceso de tejido es la etapa de mayor impacto durante la fabricación del saco. Consiste
en tejer la cinta de polipropileno obtenida del proceso de Extrusion formando una cuadricula
que posteriormente pasara al proceso de confeccion y asi formar sacos de polipropileno.
La ventaja de usar telares Circular es que esta máquina se integrada y opera en conjunto
con las bobinadoras, lo que no hace necesario emplear maquinas urdidoras para el
procesamiento del urdimbre. Adicional estos telares reducen el proceso de costura debido a
que la forma de tejido es tubular, el saco sale directamente del telar con la parte frontal y
46
trasera unidas por sus dos lados; Estas maquinas procesan aproximadamente 1.5 metros por
minuto de tela, y arroja rollos hasta de 1.2 metros de ancho. Permitiendo la elaboración de los
tipo de saco de polipropileno ideales.
3.4.3. Proceso de confeccion.
Debido al uso de telares circulares este proceso es más sencillo, pues se basa solamente en
cortar los rollos de tela ya plegados debido a las características de su tejido tubular y Solo se
debe coser el fondo del saco.
3.4.4. Proceso de Embalaje e Inspeccion.
Luego del proceso de Confección (Corte y Costura), si el saco cumple las especificaciones
de calidad como medidas, resistencia, roturas entre otras, esta pasa al proceso de embalaje,
proceso que no cuenta con indicaciones especiales para su transporte y embalaje, aparte de
permanecer en un lugar seco y alejado de sustancias inflamables.
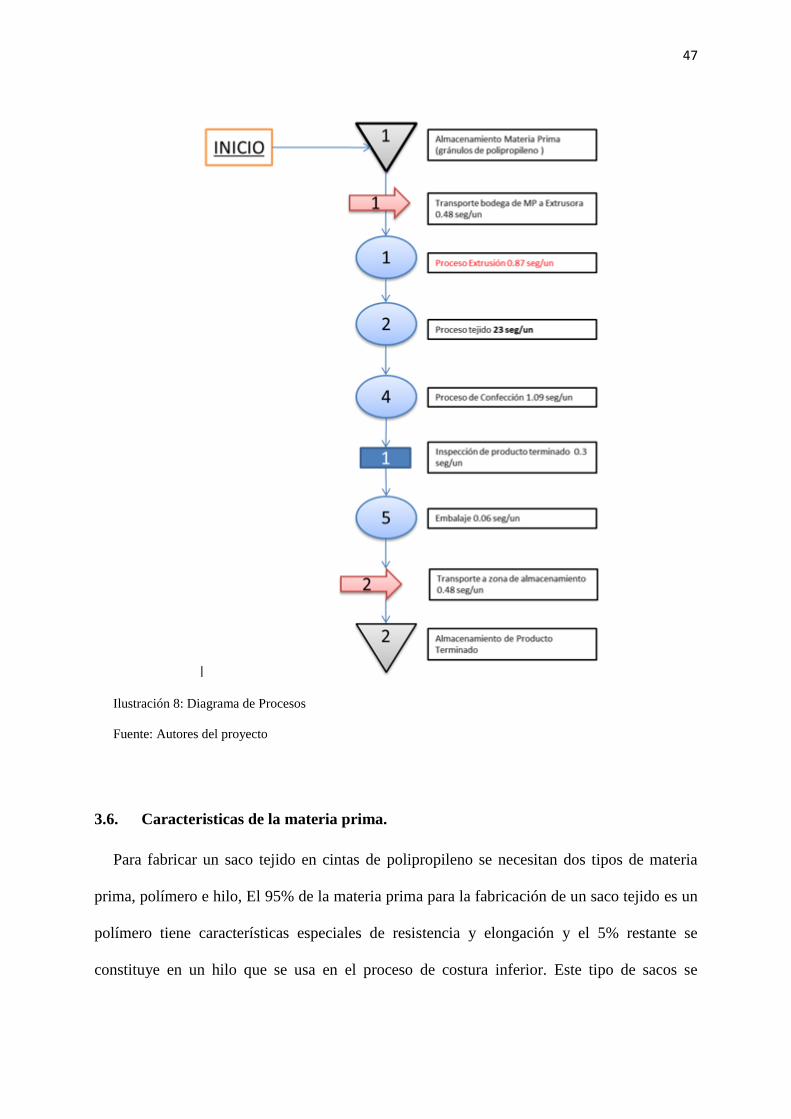
3.5. Diagrama de Procesos.
El diagrama de procesos se presenta en la Ilustración 8.
47
Ilustración 8: Diagrama de Procesos
Fuente: Autores del proyecto
3.6. Caracteristicas de la materia prima.
Para fabricar un saco tejido en cintas de polipropileno se necesitan dos tipos de materia
prima, polímero e hilo, El 95% de la materia prima para la fabricación de un saco tejido es un
polímero tiene características especiales de resistencia y elongación y el 5% restante se
constituye en un hilo que se usa en el proceso de costura inferior. Este tipo de sacos se
48
exponen a condiciones de trabajo pesado, motivo por el cual el polímero que se va a emplear
debe tener unas propiedades especiales,
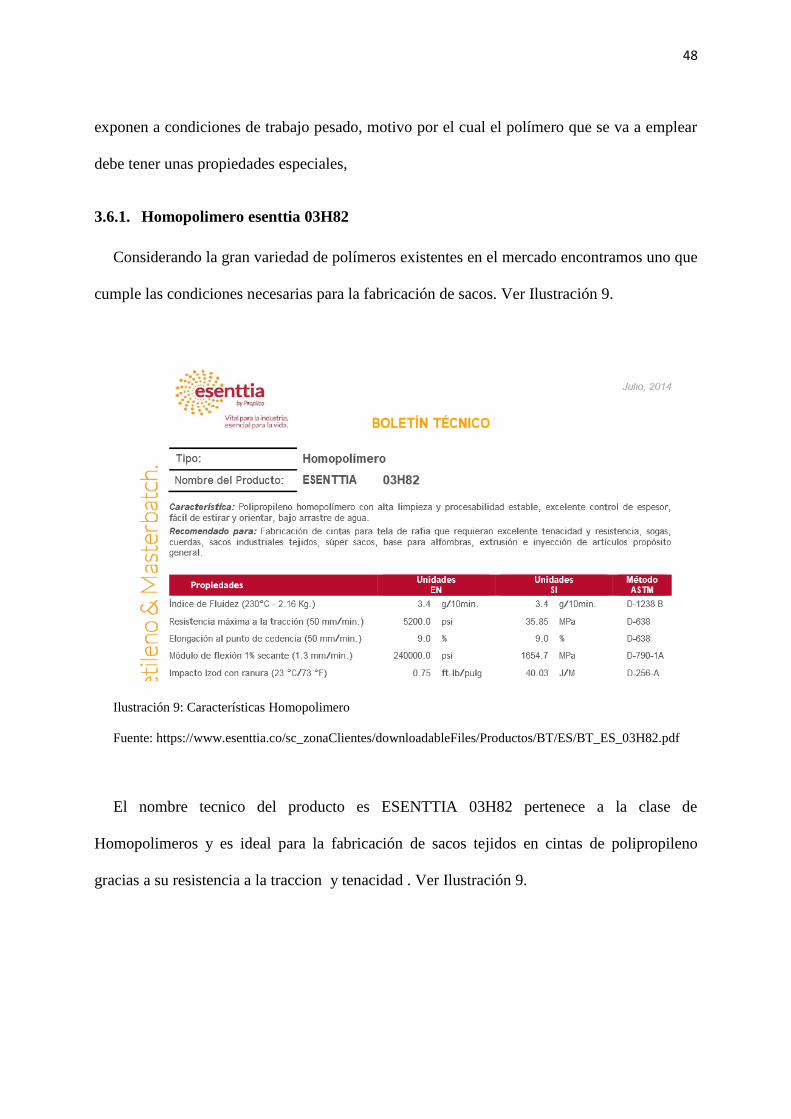
3.6.1. Homopolimero esenttia 03H82
Considerando la gran variedad de polímeros existentes en el mercado encontramos uno que
cumple las condiciones necesarias para la fabricación de sacos. Ver Ilustración 9.
Ilustración 9: Características Homopolimero
Fuente: https://www.esenttia.co/sc_zonaClientes/downloadableFiles/Productos/BT/ES/BT_ES_03H82.pdf
El nombre tecnico del producto es ESENTTIA 03H82 pertenece a la clase de
Homopolimeros y es ideal para la fabricación de sacos tejidos en cintas de polipropileno
gracias a su resistencia a la traccion y tenacidad . Ver Ilustración 9.
49
Ilustración 10: Homopolimero
Fuente:ttps://www.google.com.co/search?q=homopolimero&newwindow=1&source=lnms&tbm=isch&sa=X
&ved=0ahUKEwj_pMK6rpTLAhVHRyYKHZ55As0Q_AUIBygB&biw=1366&bih=667#imgrc=XQF16_8C2r
UMXM%3ª
El proveedor de la materia prima tiene oficina de ventas en Bogotá y la planta se encuentra
en Cartagena, es un proveedor con 27 años en el sector lo cual brinda confiabilidad y eficacia
además de productos de alta calidad para la fabricación de los sacos tejidos en cintas de
polipropileno.
Existen otros proveedores en el mercado, pero se tomaron en cuenta la confiabilidad y la
eficacia para solventar las ordenes de pedidos de materia prima y ESENTTIA tiene un
excelente canal de distribución además de posicionamiento de marca y excelentes referencias
en el sector, lo cual permite determinar a ESENTTIA como proveedor principal.
3.6.2. Hilo poliester.
El hilo que se emplea en el saco también debe cumplir unas características, debe tener
resistencia y tenacidad además de un calibre 12/4 ideal para coser sacos tejidos en cintas de
polipropileno, en el mercado existe un hilo poliéster que cumple con estas características
necesarias para soportar cargas y condiciones de trabajo pesado. Este tipo de hilo se presenta
50
en varios pesos puede ir desde 9kg hasta 1800 kg, siendo este último el necesario para el
proceso de fabricación de los sacos. Ver Ilustración 11.
Ilustración 11: Hilo poliéster.
Fuente:https:// www.koomkin.com/producto/10
Existen diversos proveedores en el mercado de hilo poliéster 12/4 por lo tanto no es
necesario determinar un proveedor principal debido a que es un producto con una amplia
oferta, lo cual permite encontrar excelentes precios en productos de alta calidad.
3.7. Establecimiento de la tecnologia.
Con la identificación del proceso y la definición de las características de la materia prima
requerida en la producción de sacos tejidos en cintas de polipropileno, se puede establecer que
la maquinaria a emplear es:
3.7.1. Tecnologia para el proceso de extrusion.
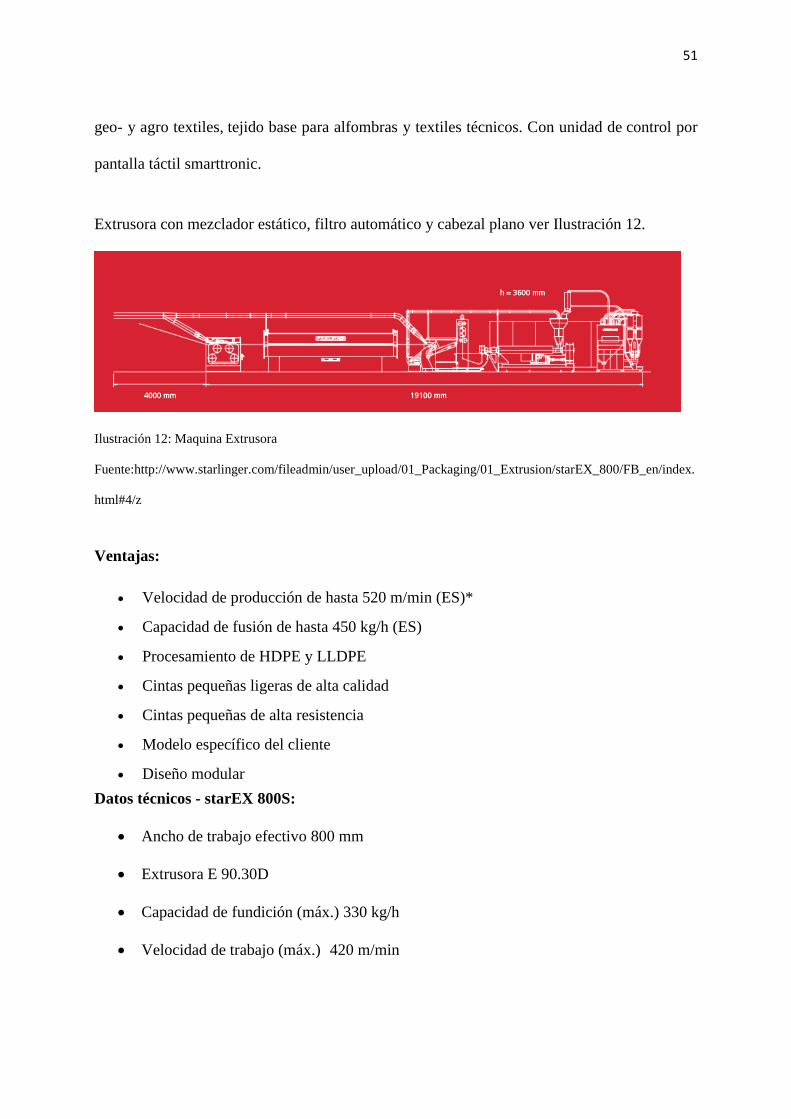
Referencia Maquina: Plantas de extrusión - starEX 800S
Descripción: Línea de extrusión para cintas de PP o HDPE/LLDPE con un ancho de trabajo
de 800 mm, velocidad de bobinado hasta 420 m/min y una capacidad de fundición hasta
330 kg/h. Las cintas de alta calidad se emplean para producir sacos tejidos, tejido para FIBC,
51
geo- y agro textiles, tejido base para alfombras y textiles técnicos. Con unidad de control por
pantalla táctil smarttronic.
Extrusora con mezclador estático, filtro automático y cabezal plano ver Ilustración 12.
Ilustración 12: Maquina Extrusora
Fuente:http://www.starlinger.com/fileadmin/user_upload/01_Packaging/01_Extrusion/starEX_800/FB_en/index.
html#4/z
Ventajas:
Velocidad de producción de hasta 520 m/min (ES)*
Capacidad de fusión de hasta 450 kg/h (ES)
Procesamiento de HDPE y LLDPE
Cintas pequeñas ligeras de alta calidad
Cintas pequeñas de alta resistencia
Modelo específico del cliente
Diseño modular
Datos técnicos - starEX 800S:
Ancho de trabajo efectivo 800 mm
Extrusora E 90.30D
Capacidad de fundición (máx.) 330 kg/h
Velocidad de trabajo (máx.) 420 m/min
52
3.7.2. Tecnologia para el proceso de tejido.
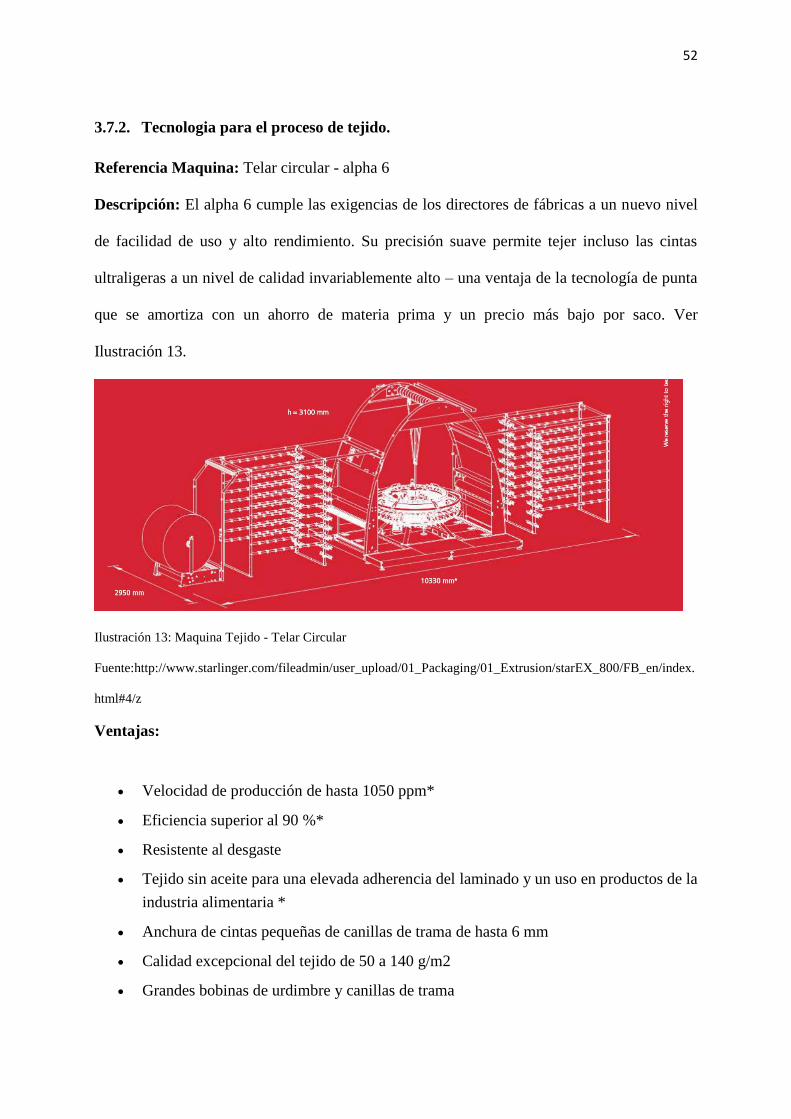
Referencia Maquina: Telar circular - alpha 6
Descripción: El alpha 6 cumple las exigencias de los directores de fábricas a un nuevo nivel
de facilidad de uso y alto rendimiento. Su precisión suave permite tejer incluso las cintas
ultraligeras a un nivel de calidad invariablemente alto – una ventaja de la tecnología de punta
que se amortiza con un ahorro de materia prima y un precio más bajo por saco. Ver
Ilustración 13.
Ilustración 13: Maquina Tejido - Telar Circular
Fuente:http://www.starlinger.com/fileadmin/user_upload/01_Packaging/01_Extrusion/starEX_800/FB_en/index.
html#4/z
Ventajas:
Velocidad de producción de hasta 1050 ppm*
Eficiencia superior al 90 %*
Resistente al desgaste
Tejido sin aceite para una elevada adherencia del laminado y un uso en productos de la
industria alimentaria *
Anchura de cintas pequeñas de canillas de trama de hasta 6 mm
Calidad excepcional del tejido de 50 a 140 g/m2
Grandes bobinas de urdimbre y canillas de trama
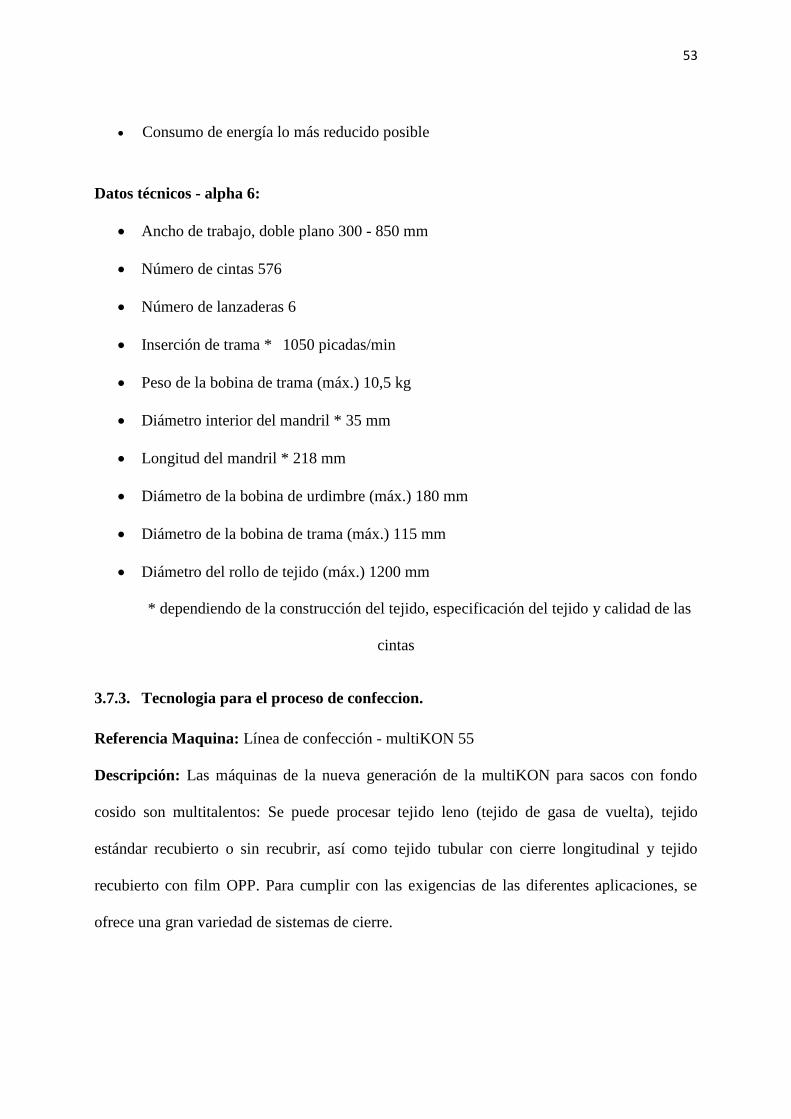
53
Consumo de energía lo más reducido posible
Datos técnicos - alpha 6:
Ancho de trabajo, doble plano 300 - 850 mm
Número de cintas 576
Número de lanzaderas 6
Inserción de trama * 1050 picadas/min
Peso de la bobina de trama (máx.) 10,5 kg
Diámetro interior del mandril * 35 mm
Longitud del mandril * 218 mm
Diámetro de la bobina de urdimbre (máx.) 180 mm
Diámetro de la bobina de trama (máx.) 115 mm
Diámetro del rollo de tejido (máx.) 1200 mm
* dependiendo de la construcción del tejido, especificación del tejido y calidad de las
cintas
3.7.3. Tecnologia para el proceso de confeccion.
Referencia Maquina: Línea de confección - multiKON 55
Descripción: Las máquinas de la nueva generación de la multiKON para sacos con fondo
cosido son multitalentos: Se puede procesar tejido leno (tejido de gasa de vuelta), tejido
estándar recubierto o sin recubrir, así como tejido tubular con cierre longitudinal y tejido
recubierto con film OPP. Para cumplir con las exigencias de las diferentes aplicaciones, se
ofrece una gran variedad de sistemas de cierre.
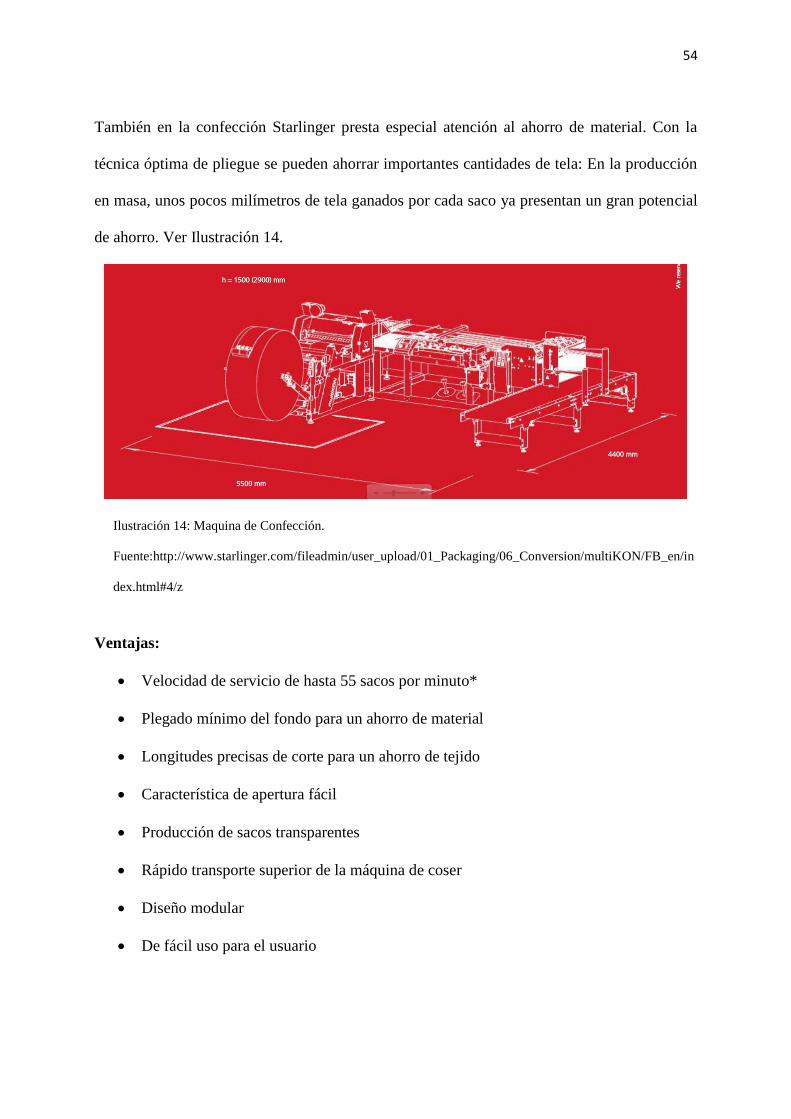
54
También en la confección Starlinger presta especial atención al ahorro de material. Con la
técnica óptima de pliegue se pueden ahorrar importantes cantidades de tela: En la producción
en masa, unos pocos milímetros de tela ganados por cada saco ya presentan un gran potencial
de ahorro. Ver Ilustración 14.
Ilustración 14: Maquina de Confección.
Fuente:http://www.starlinger.com/fileadmin/user_upload/01_Packaging/06_Conversion/multiKON/FB_en/in
dex.html#4/z
Ventajas:
Velocidad de servicio de hasta 55 sacos por minuto*
Plegado mínimo del fondo para un ahorro de material
Longitudes precisas de corte para un ahorro de tejido
Característica de apertura fácil
Producción de sacos transparentes
Rápido transporte superior de la máquina de coser
Diseño modular
De fácil uso para el usuario
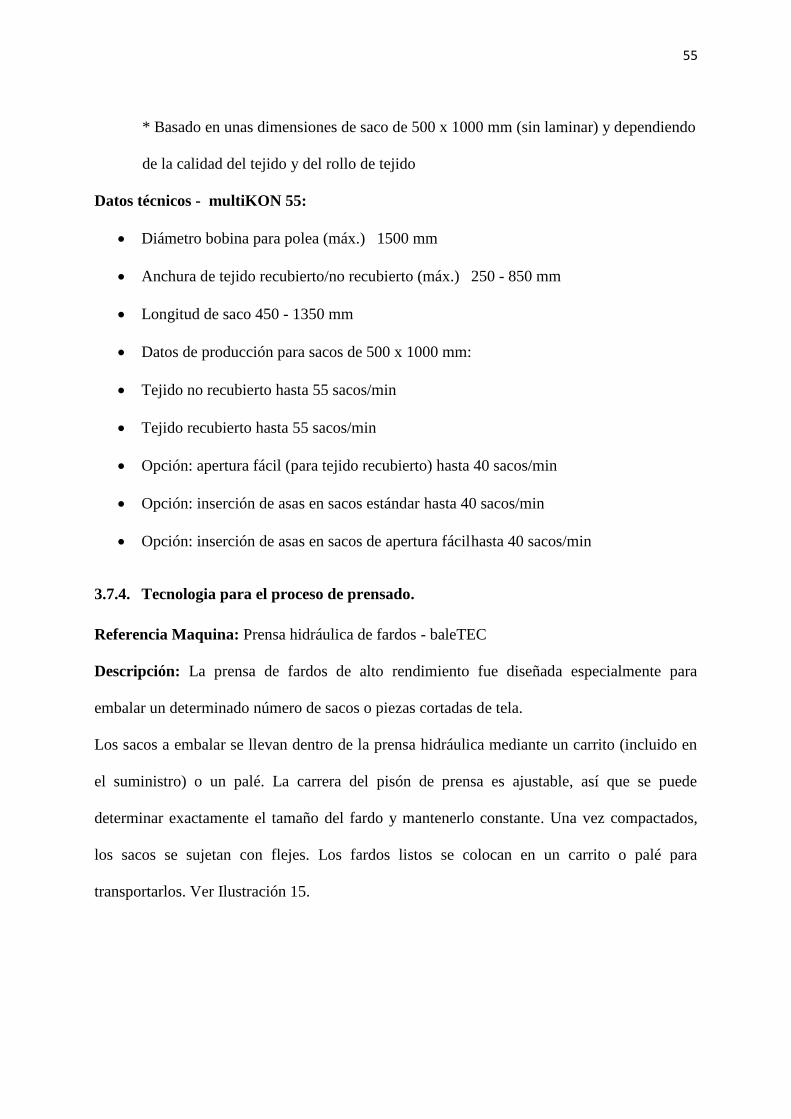
55
* Basado en unas dimensiones de saco de 500 x 1000 mm (sin laminar) y dependiendo
de la calidad del tejido y del rollo de tejido
Datos técnicos - multiKON 55:
Diámetro bobina para polea (máx.) 1500 mm
Anchura de tejido recubierto/no recubierto (máx.) 250 - 850 mm
Longitud de saco 450 - 1350 mm
Datos de producción para sacos de 500 x 1000 mm:
Tejido no recubierto hasta 55 sacos/min
Tejido recubierto hasta 55 sacos/min
Opción: apertura fácil (para tejido recubierto) hasta 40 sacos/min
Opción: inserción de asas en sacos estándar hasta 40 sacos/min
Opción: inserción de asas en sacos de apertura fácil hasta 40 sacos/min
3.7.4. Tecnologia para el proceso de prensado.
Referencia Maquina: Prensa hidráulica de fardos - baleTEC
Descripción: La prensa de fardos de alto rendimiento fue diseñada especialmente para
embalar un determinado número de sacos o piezas cortadas de tela.
Los sacos a embalar se llevan dentro de la prensa hidráulica mediante un carrito (incluido en
el suministro) o un palé. La carrera del pisón de prensa es ajustable, así que se puede
determinar exactamente el tamaño del fardo y mantenerlo constante. Una vez compactados,
los sacos se sujetan con flejes. Los fardos listos se colocan en un carrito o palé para
transportarlos. Ver Ilustración 15.
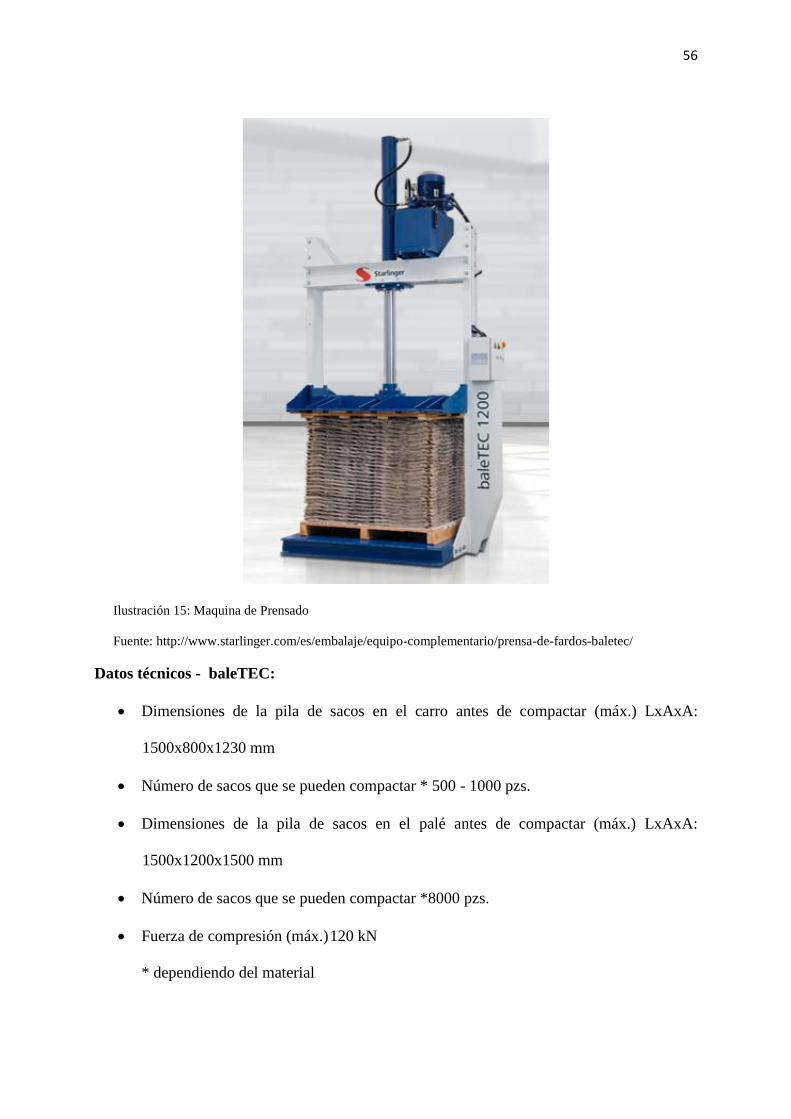
56
Ilustración 15: Maquina de Prensado
Fuente: http://www.starlinger.com/es/embalaje/equipo-complementario/prensa-de-fardos-baletec/
Datos técnicos - baleTEC:
Dimensiones de la pila de sacos en el carro antes de compactar (máx.) LxAxA:
1500x800x1230 mm
Número de sacos que se pueden compactar * 500 - 1000 pzs.
Dimensiones de la pila de sacos en el palé antes de compactar (máx.) LxAxA:
1500x1200x1500 mm
Número de sacos que se pueden compactar *8000 pzs.
Fuerza de compresión (máx.) 120 kN
* dependiendo del material
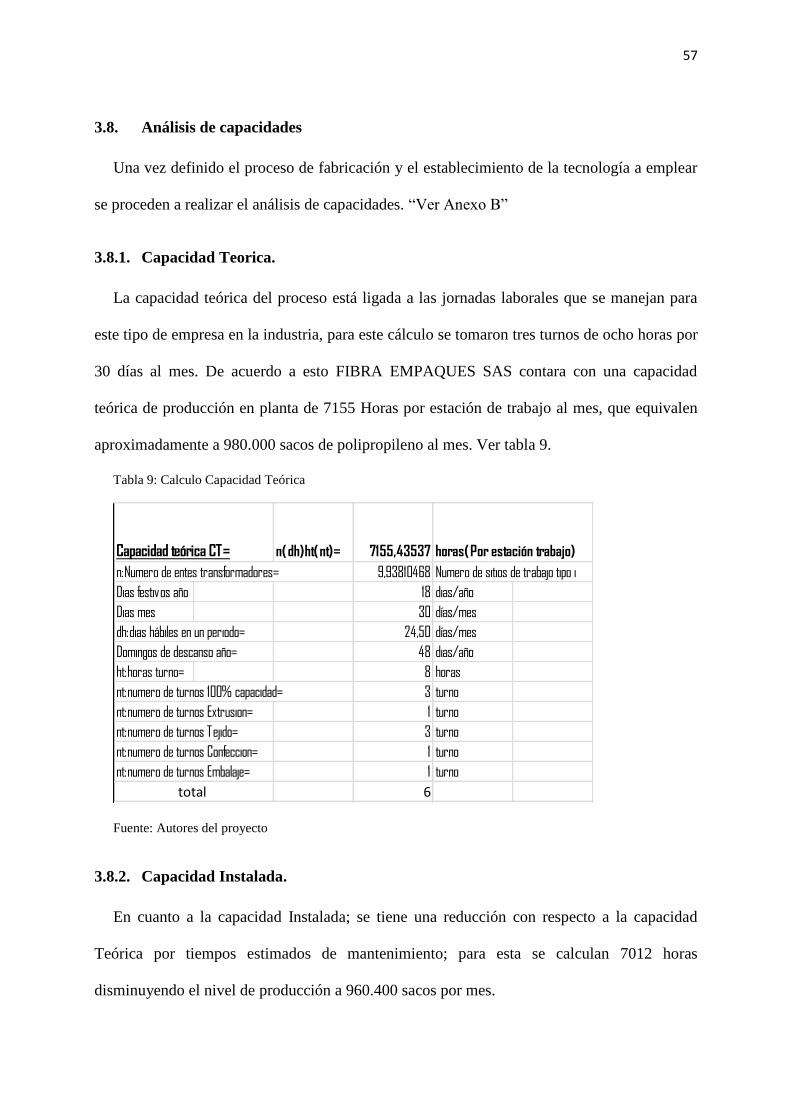
57
3.8. Análisis de capacidades
Una vez definido el proceso de fabricación y el establecimiento de la tecnología a emplear
se proceden a realizar el análisis de capacidades. “Ver Anexo B”
3.8.1. Capacidad Teorica.
La capacidad teórica del proceso está ligada a las jornadas laborales que se manejan para
este tipo de empresa en la industria, para este cálculo se tomaron tres turnos de ocho horas por
30 días al mes. De acuerdo a esto FIBRA EMPAQUES SAS contara con una capacidad
teórica de producción en planta de 7155 Horas por estación de trabajo al mes, que equivalen
aproximadamente a 980.000 sacos de polipropileno al mes. Ver tabla 9.
Tabla 9: Calculo Capacidad Teórica
Capacidad teórica CT= n(dh)ht(nt)= 7155,43537 horas(Por estación trabajo)
n:Numero de entes transformadores= 9,93810468 Numero de sitios de trabajo tipo i
Dias festivos año 18 dias/año
Dias mes 30 días/mes
dh:dias hábiles en un periodo= 24,50 días/mes
Domingos de descanso año= 48 dias/año
ht:horas turno= 8 horas
nt:numero de turnos 100% capacidad= 3 turno
nt:numero de turnos Extrusion= 1 turno
nt:numero de turnos Tejido= 3 turno
nt:numero de turnos Confeccion= 1 turno
nt:numero de turnos Embalaje= 1 turno
6total
Fuente: Autores del proyecto
3.8.2. Capacidad Instalada.
En cuanto a la capacidad Instalada; se tiene una reducción con respecto a la capacidad
Teórica por tiempos estimados de mantenimiento; para esta se calculan 7012 horas
disminuyendo el nivel de producción a 960.400 sacos por mes.
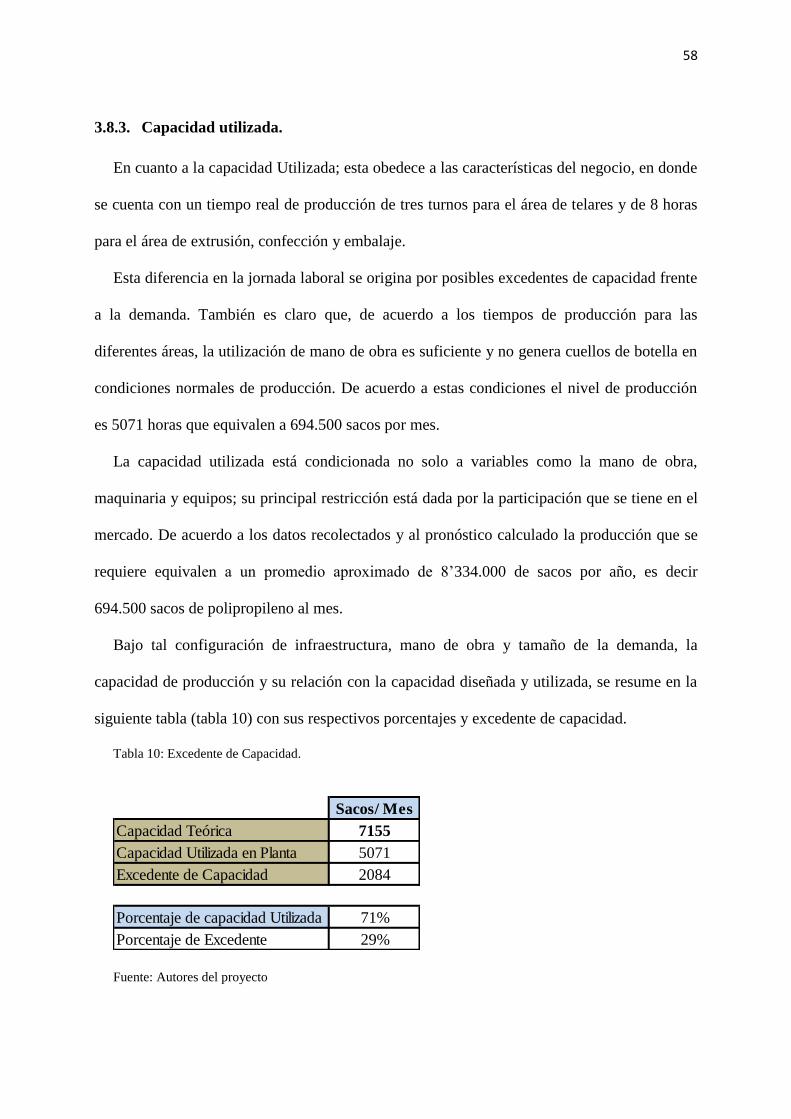
58
3.8.3. Capacidad utilizada.
En cuanto a la capacidad Utilizada; esta obedece a las características del negocio, en donde
se cuenta con un tiempo real de producción de tres turnos para el área de telares y de 8 horas
para el área de extrusión, confección y embalaje.
Esta diferencia en la jornada laboral se origina por posibles excedentes de capacidad frente
a la demanda. También es claro que, de acuerdo a los tiempos de producción para las
diferentes áreas, la utilización de mano de obra es suficiente y no genera cuellos de botella en
condiciones normales de producción. De acuerdo a estas condiciones el nivel de producción
es 5071 horas que equivalen a 694.500 sacos por mes.
La capacidad utilizada está condicionada no solo a variables como la mano de obra,
maquinaria y equipos; su principal restricción está dada por la participación que se tiene en el
mercado. De acuerdo a los datos recolectados y al pronóstico calculado la producción que se
requiere equivalen a un promedio aproximado de 8’334.000 de sacos por año, es decir
694.500 sacos de polipropileno al mes.
Bajo tal configuración de infraestructura, mano de obra y tamaño de la demanda, la
capacidad de producción y su relación con la capacidad diseñada y utilizada, se resume en la
siguiente tabla (tabla 10) con sus respectivos porcentajes y excedente de capacidad.
Tabla 10: Excedente de Capacidad.
Sacos/ Mes
Capacidad Teórica 7155
Capacidad Utilizada en Planta 5071
Excedente de Capacidad 2084
Porcentaje de capacidad Utilizada 71%
Porcentaje de Excedente 29%
Fuente: Autores del proyecto
59
Como se puede observar, la capacidad utilizada de la planta será solo del 71%
aproximadamente, es decir 694.500 sacos de polipropileno en promedio por mes, lo cual
muestra un desaprovechamiento del 29% de la capacidad instalada.
Los costos de faltantes y de exceso de capacidad se determinan en la tabla 11.
Tabla 11: Costos Faltante y Exceso de Capacidad
Cu 153 costo por unidad de t faltante de capacidad
Co 0,073 costo por unidad de t exceso de capacidad.
Costo 153,0728 costo por unidad de t
Costos de Capacidad
Fuente: Autores del proyecto
3.9. Plan de Producción.
El plan de producción está condicionado por el pronóstico de las ventas calculado, y
teniendo en cuenta a su vez la capacidad utilizada en planta, las cuales permitan producir las
siguientes cantidades (aproximado): “Ver Anexo C”
26.700 sacos de polipropileno al día
695.000 sacos/mes ≈ 700.000 metros de tela
8’334.000 sacos/año
Con lo mencionado anteriormente se especifica que los 700.000 metros de tela son la
cantidad mensual producida por ocho telares en tres turnos de 8 horas y condiciones normales
de trabajo, se pretende alcanzar una producción diaria de 26.700 sacos por día, teniendo en
cuenta que es necesario 0.97 m de tela para producir un saco y que con 26 días de trabajo
mensuales se lograría una cantidad de 8’334.000 sacos por año.
El plan de producción no está restringido por las ventas pronosticadas para FIBRA
EMPAQUES SAS, puesto se evidencia que la tasa de producción se calcula teniendo en
cuanta el máximo aprovechamiento de la capacidad disponible, por tal motivo se presentan
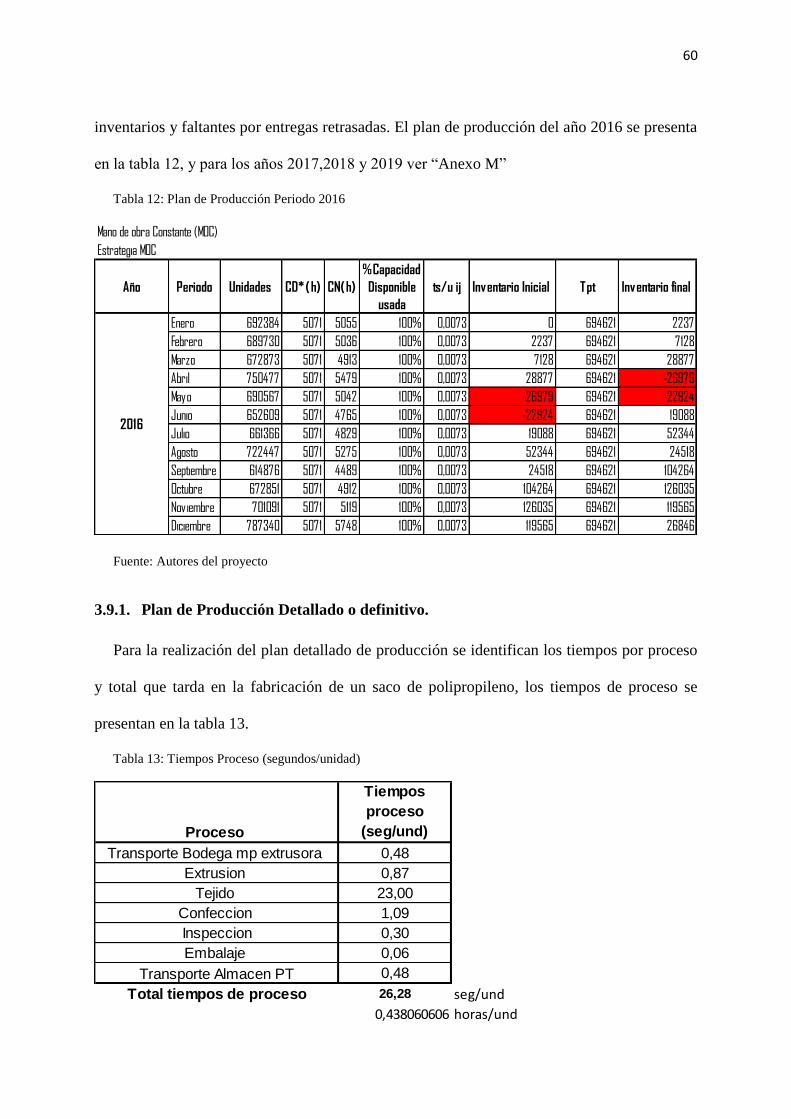
60
inventarios y faltantes por entregas retrasadas. El plan de producción del año 2016 se presenta
en la tabla 12, y para los años 2017,2018 y 2019 ver “Anexo M”
Tabla 12: Plan de Producción Periodo 2016
Mano de obra Constante (MOC)
Estrategia MOC
Año Periodo Unidades CD*(h) CN(h)
% Capacidad
Disponible
usada
ts/u ij Inventario Inicial Tpt Inventario final
Enero 692384 5071 5055 100% 0,0073 0 694621 2237
Febrero 689730 5071 5036 100% 0,0073 2237 694621 7128
Marzo 672873 5071 4913 100% 0,0073 7128 694621 28877
Abril 750477 5071 5479 100% 0,0073 28877 694621 -26979
Mayo 690567 5071 5042 100% 0,0073 -26979 694621 -22924
Junio 652609 5071 4765 100% 0,0073 -22924 694621 19088
Julio 661366 5071 4829 100% 0,0073 19088 694621 52344
Agosto 722447 5071 5275 100% 0,0073 52344 694621 24518
Septiembre 614876 5071 4489 100% 0,0073 24518 694621 104264
Octubre 672851 5071 4912 100% 0,0073 104264 694621 126035
Noviembre 701091 5071 5119 100% 0,0073 126035 694621 119565
Diciembre 787340 5071 5748 100% 0,0073 119565 694621 26846
2016
Fuente: Autores del proyecto
3.9.1. Plan de Producción Detallado o definitivo.
Para la realización del plan detallado de producción se identifican los tiempos por proceso
y total que tarda en la fabricación de un saco de polipropileno, los tiempos de proceso se
presentan en la tabla 13.
Tabla 13: Tiempos Proceso (segundos/unidad)
Proceso
Tiempos
proceso
(seg/und)
Transporte Bodega mp extrusora 0,48
Extrusion 0,87
Tejido 23,00
Confeccion 1,09
Inspeccion 0,30
Embalaje 0,06
Transporte Almacen PT 0,48
Total tiempos de proceso 26,28 seg/und
0,438060606 horas/und
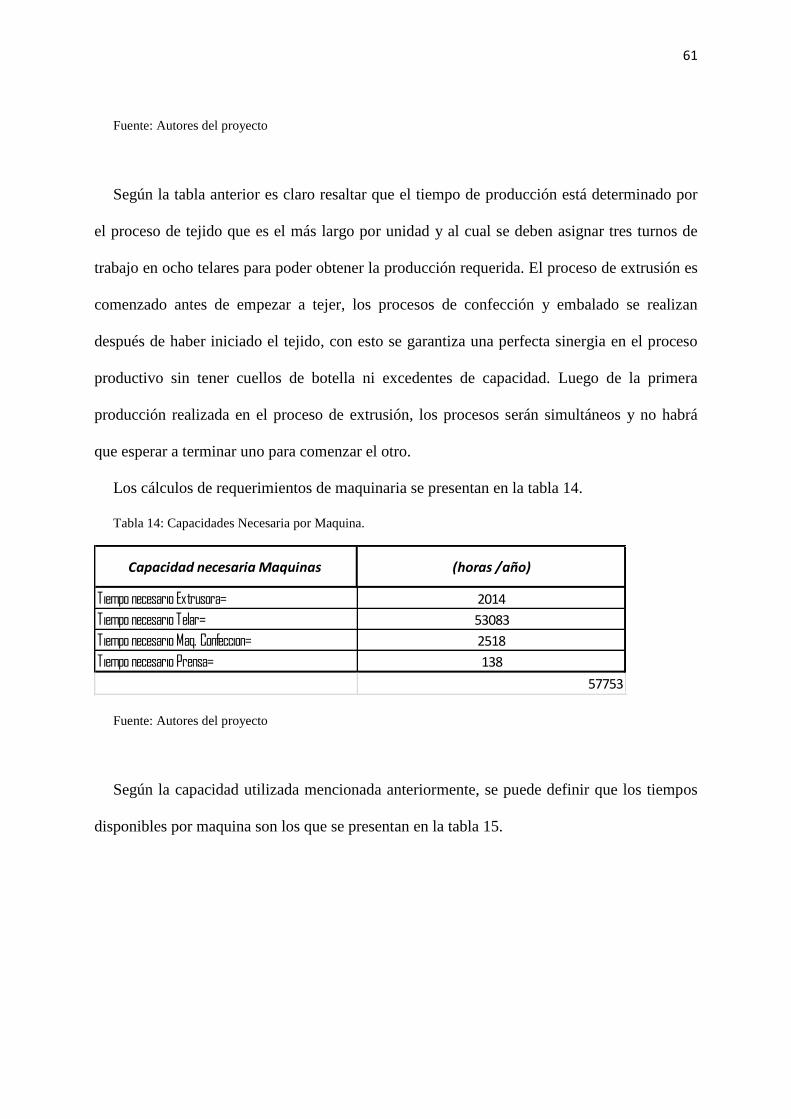
61
Fuente: Autores del proyecto
Según la tabla anterior es claro resaltar que el tiempo de producción está determinado por
el proceso de tejido que es el más largo por unidad y al cual se deben asignar tres turnos de
trabajo en ocho telares para poder obtener la producción requerida. El proceso de extrusión es
comenzado antes de empezar a tejer, los procesos de confección y embalado se realizan
después de haber iniciado el tejido, con esto se garantiza una perfecta sinergia en el proceso
productivo sin tener cuellos de botella ni excedentes de capacidad. Luego de la primera
producción realizada en el proceso de extrusión, los procesos serán simultáneos y no habrá
que esperar a terminar uno para comenzar el otro.
Los cálculos de requerimientos de maquinaria se presentan en la tabla 14.
Tabla 14: Capacidades Necesaria por Maquina.
Capacidad necesaria Maquinas (horas /año)
Tiempo necesario Extrusora= 2014
Tiempo necesario Telar= 53083
Tiempo necesario Maq. Confeccion= 2518
Tiempo necesario Prensa= 138
57753
Fuente: Autores del proyecto
Según la capacidad utilizada mencionada anteriormente, se puede definir que los tiempos
disponibles por maquina son los que se presentan en la tabla 15.
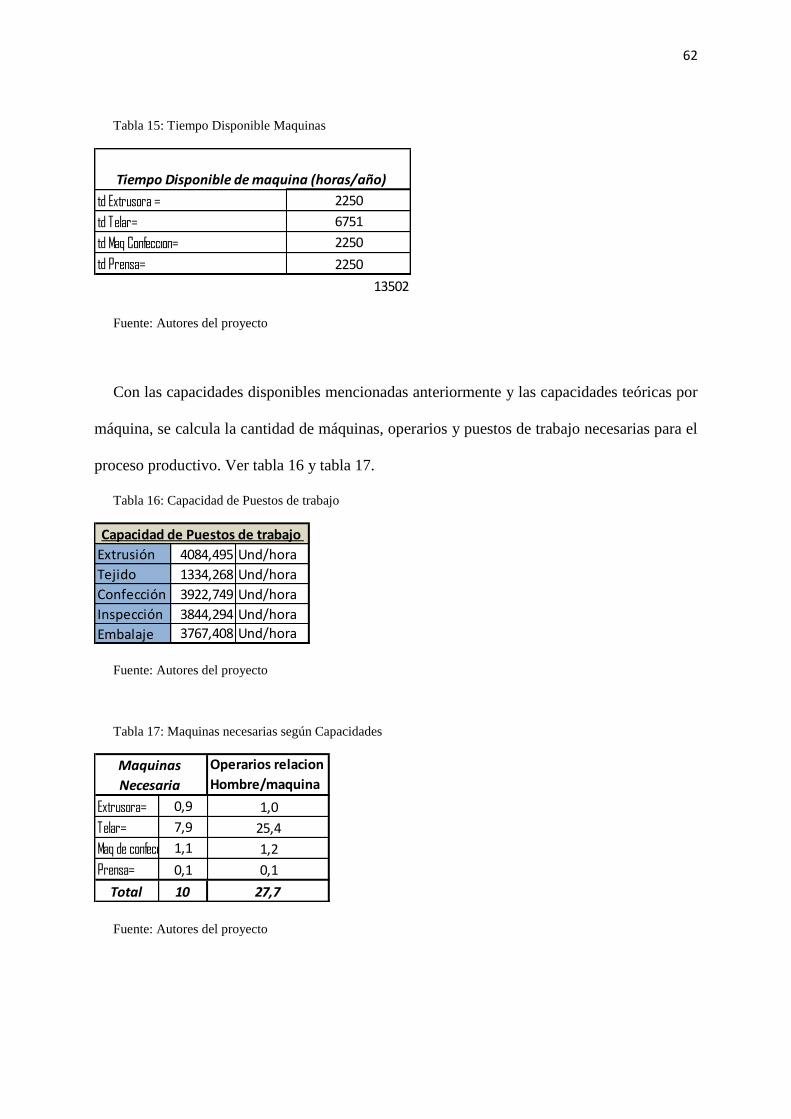
62
Tabla 15: Tiempo Disponible Maquinas
2250
6751
2250
2250
13502
Tiempo Disponible de maquina (horas/año)
td Extrusora =
td Telar=
td Maq Confeccion=
td Prensa=
Fuente: Autores del proyecto
Con las capacidades disponibles mencionadas anteriormente y las capacidades teóricas por
máquina, se calcula la cantidad de máquinas, operarios y puestos de trabajo necesarias para el
proceso productivo. Ver tabla 16 y tabla 17.
Tabla 16: Capacidad de Puestos de trabajo
Extrusión 4084,495 Und/hora
Tejido 1334,268 Und/hora
Confección 3922,749 Und/hora
Inspección 3844,294 Und/hora
Embalaje 3767,408 Und/hora
Capacidad de Puestos de trabajo
Fuente: Autores del proyecto
Tabla 17: Maquinas necesarias según Capacidades
Operarios relacion
Hombre/maquina
Extrusora= 0,9 1,0
Telar= 7,9 25,4
Maq de confeccion=1,1 1,2
Prensa= 0,1 0,1
Total 10 27,7
Maquinas
Necesaria
Fuente: Autores del proyecto
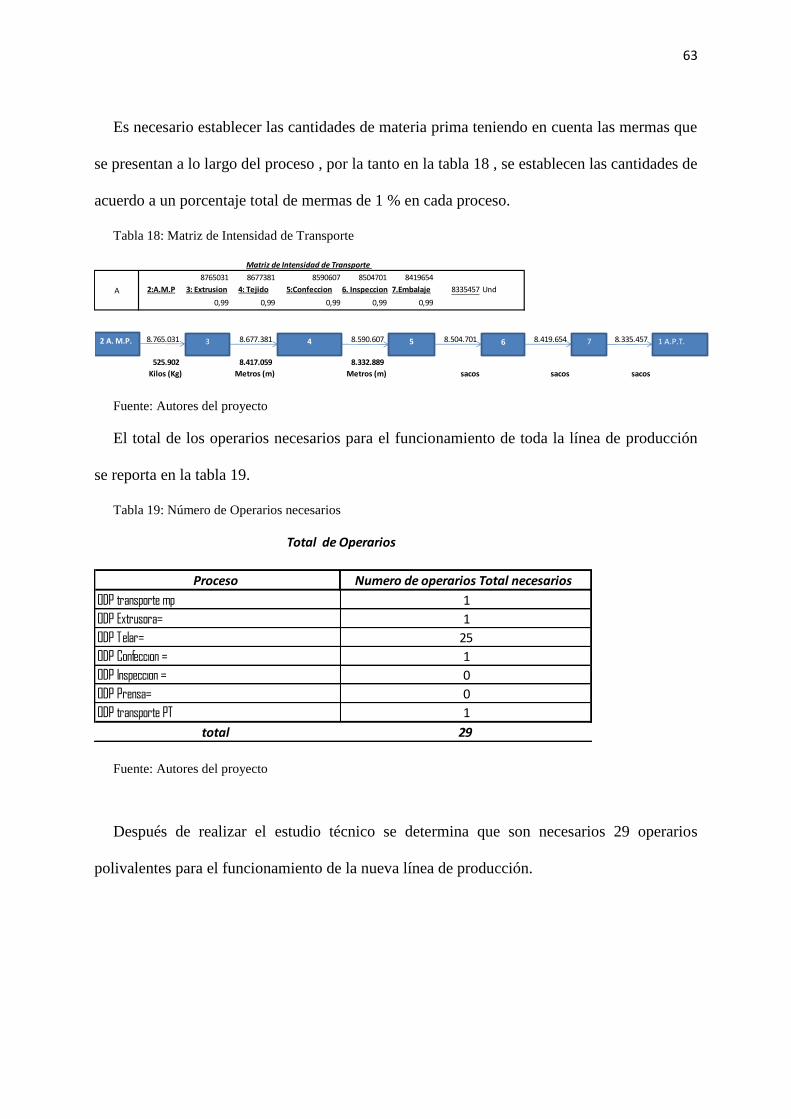
63
Es necesario establecer las cantidades de materia prima teniendo en cuenta las mermas que
se presentan a lo largo del proceso , por la tanto en la tabla 18 , se establecen las cantidades de
acuerdo a un porcentaje total de mermas de 1 % en cada proceso.
Tabla 18: Matriz de Intensidad de Transporte
8765031 8677381 8590607 8504701 8419654
2:A.M.P 3: Extrusion 4: Tejido 5:Confeccion 6. Inspeccion 7.Embalaje 8335457 Und
0,99 0,99 0,99 0,99 0,99
8.765.031 8.677.381 8.590.607 8.504.701 8.419.654 8.335.457
525.902 8.417.059 8.332.889
Kilos (Kg) Metros (m) Metros (m) sacos sacos sacos
Matriz de Intensidad de Transporte
A
2 A. M.P. 3 4 5 6 7 1 A.P.T.
Fuente: Autores del proyecto
El total de los operarios necesarios para el funcionamiento de toda la línea de producción
se reporta en la tabla 19.
Tabla 19: Número de Operarios necesarios
Proceso Numero de operarios Total necesarios
ODP transporte mp 1
ODP Extrusora= 1
ODP Telar= 25
ODP Confeccion = 1
ODP Inspeccion = 0
ODP Prensa= 0
ODP transporte PT 1
total 29
Total de Operarios
Fuente: Autores del proyecto
Después de realizar el estudio técnico se determina que son necesarios 29 operarios
polivalentes para el funcionamiento de la nueva línea de producción.
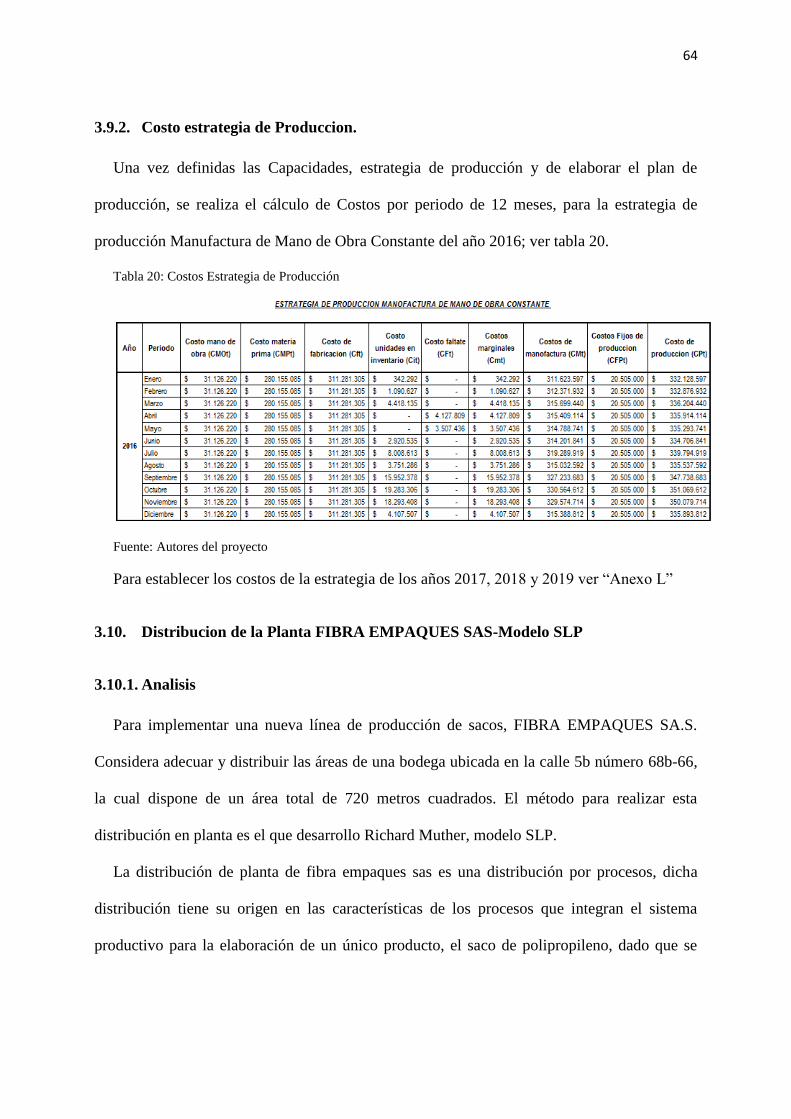
64
3.9.2. Costo estrategia de Produccion.
Una vez definidas las Capacidades, estrategia de producción y de elaborar el plan de
producción, se realiza el cálculo de Costos por periodo de 12 meses, para la estrategia de
producción Manufactura de Mano de Obra Constante del año 2016; ver tabla 20.
Tabla 20: Costos Estrategia de Producción
Fuente: Autores del proyecto
Para establecer los costos de la estrategia de los años 2017, 2018 y 2019 ver “Anexo L”
3.10. Distribucion de la Planta FIBRA EMPAQUES SAS-Modelo SLP
3.10.1. Analisis
Para implementar una nueva línea de producción de sacos, FIBRA EMPAQUES SA.S.
Considera adecuar y distribuir las áreas de una bodega ubicada en la calle 5b número 68b-66,
la cual dispone de un área total de 720 metros cuadrados. El método para realizar esta
distribución en planta es el que desarrollo Richard Muther, modelo SLP.
La distribución de planta de fibra empaques sas es una distribución por procesos, dicha
distribución tiene su origen en las características de los procesos que integran el sistema
productivo para la elaboración de un único producto, el saco de polipropileno, dado que se
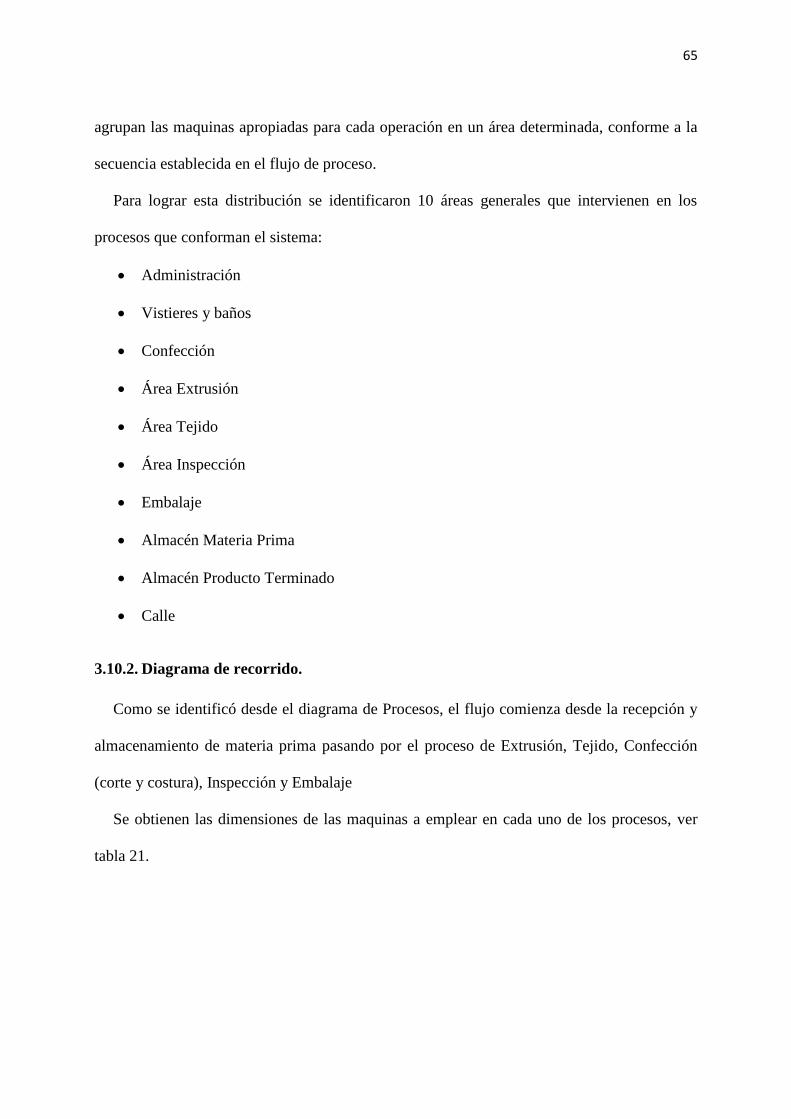
65
agrupan las maquinas apropiadas para cada operación en un área determinada, conforme a la
secuencia establecida en el flujo de proceso.
Para lograr esta distribución se identificaron 10 áreas generales que intervienen en los
procesos que conforman el sistema:
Administración
Vistieres y baños
Confección
Área Extrusión
Área Tejido
Área Inspección
Embalaje
Almacén Materia Prima
Almacén Producto Terminado
Calle
3.10.2. Diagrama de recorrido.
Como se identificó desde el diagrama de Procesos, el flujo comienza desde la recepción y
almacenamiento de materia prima pasando por el proceso de Extrusión, Tejido, Confección
(corte y costura), Inspección y Embalaje
Se obtienen las dimensiones de las maquinas a emplear en cada uno de los procesos, ver
tabla 21.
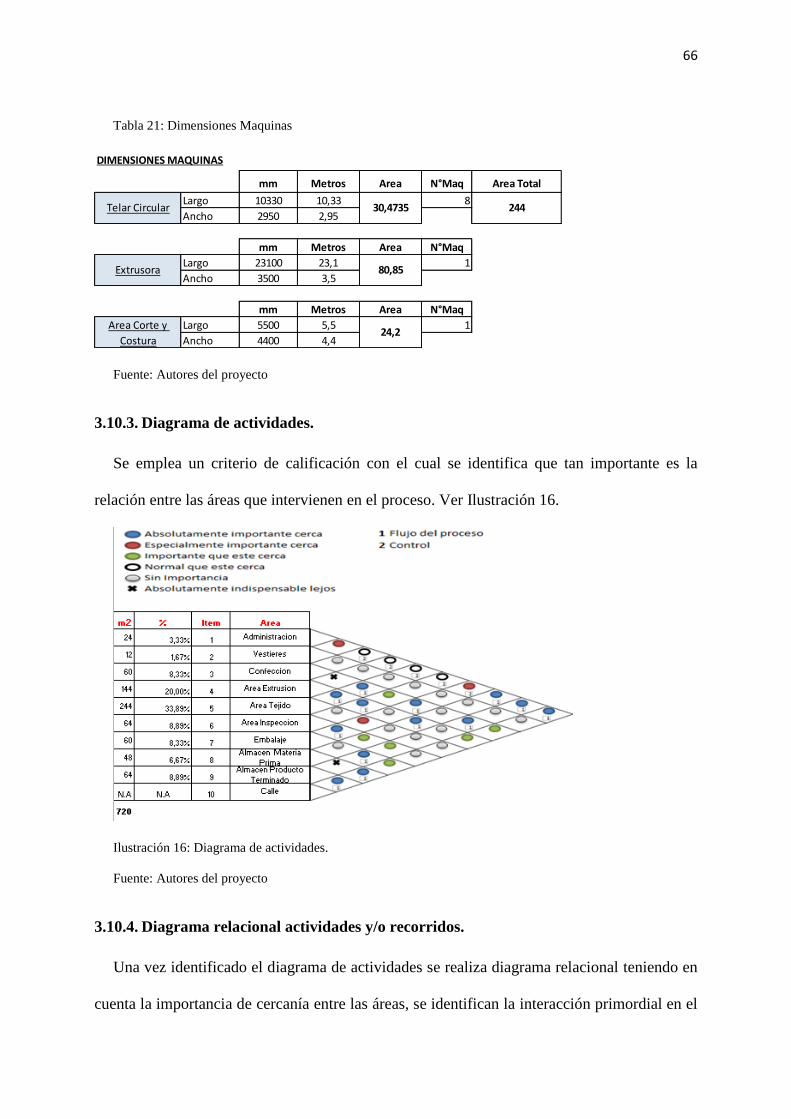
66
Tabla 21: Dimensiones Maquinas
DIMENSIONES MAQUINAS
mm Metros Area N°Maq
Largo 10330 10,33 8
Ancho 2950 2,95
mm Metros Area N°Maq
Largo 23100 23,1 1
Ancho 3500 3,5
mm Metros Area N°Maq
Largo 5500 5,5 1
Ancho 4400 4,4
Area Total
24430,4735
Extrusora 80,85
Area Corte y
Costura24,2
Telar Circular
Fuente: Autores del proyecto
3.10.3. Diagrama de actividades.
Se emplea un criterio de calificación con el cual se identifica que tan importante es la
relación entre las áreas que intervienen en el proceso. Ver Ilustración 16.
Ilustración 16: Diagrama de actividades.
Fuente: Autores del proyecto
3.10.4. Diagrama relacional actividades y/o recorridos.
Una vez identificado el diagrama de actividades se realiza diagrama relacional teniendo en
cuenta la importancia de cercanía entre las áreas, se identifican la interacción primordial en el
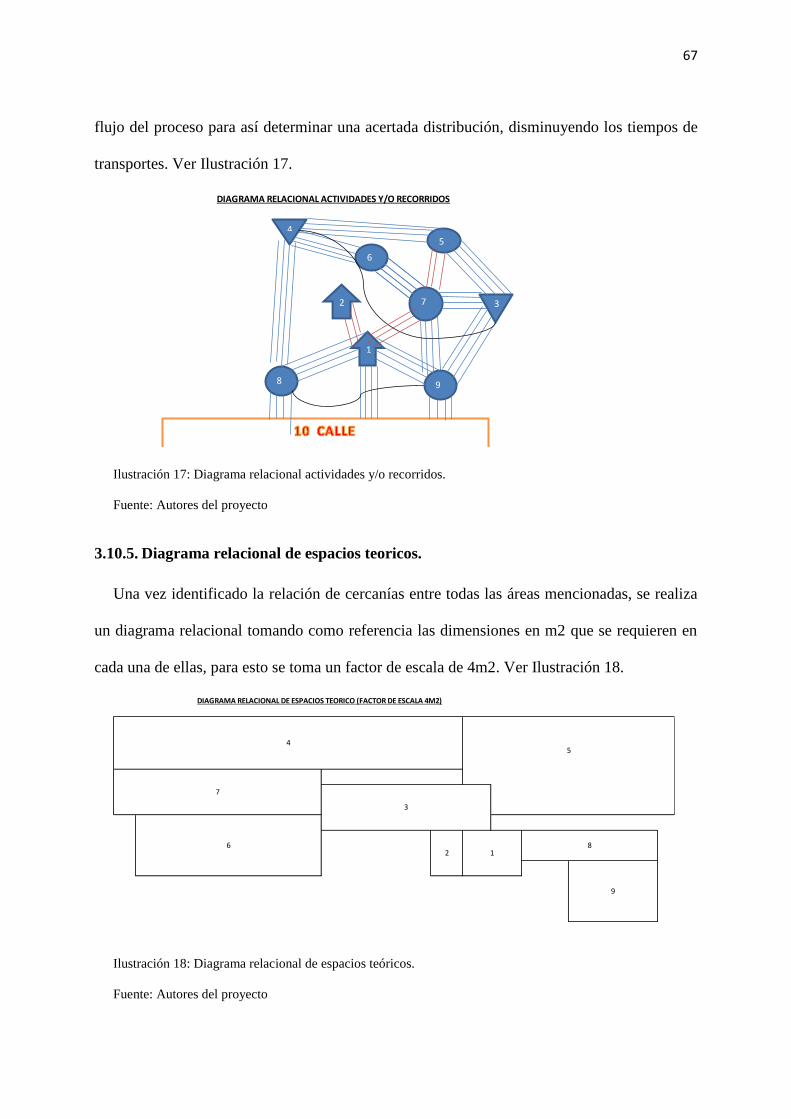
67
flujo del proceso para así determinar una acertada distribución, disminuyendo los tiempos de
transportes. Ver Ilustración 17.
DIAGRAMA RELACIONAL ACTIVIDADES Y/O RECORRIDOS
1
2 3
5
6
7
4
8 9
Ilustración 17: Diagrama relacional actividades y/o recorridos.
Fuente: Autores del proyecto
3.10.5. Diagrama relacional de espacios teoricos.
Una vez identificado la relación de cercanías entre todas las áreas mencionadas, se realiza
un diagrama relacional tomando como referencia las dimensiones en m2 que se requieren en
cada una de ellas, para esto se toma un factor de escala de 4m2. Ver Ilustración 18.
DIAGRAMA RELACIONAL DE ESPACIOS TEORICO (FACTOR DE ESCALA 4M2)
5
3
2 18
9
7
6
4
Ilustración 18: Diagrama relacional de espacios teóricos.
Fuente: Autores del proyecto
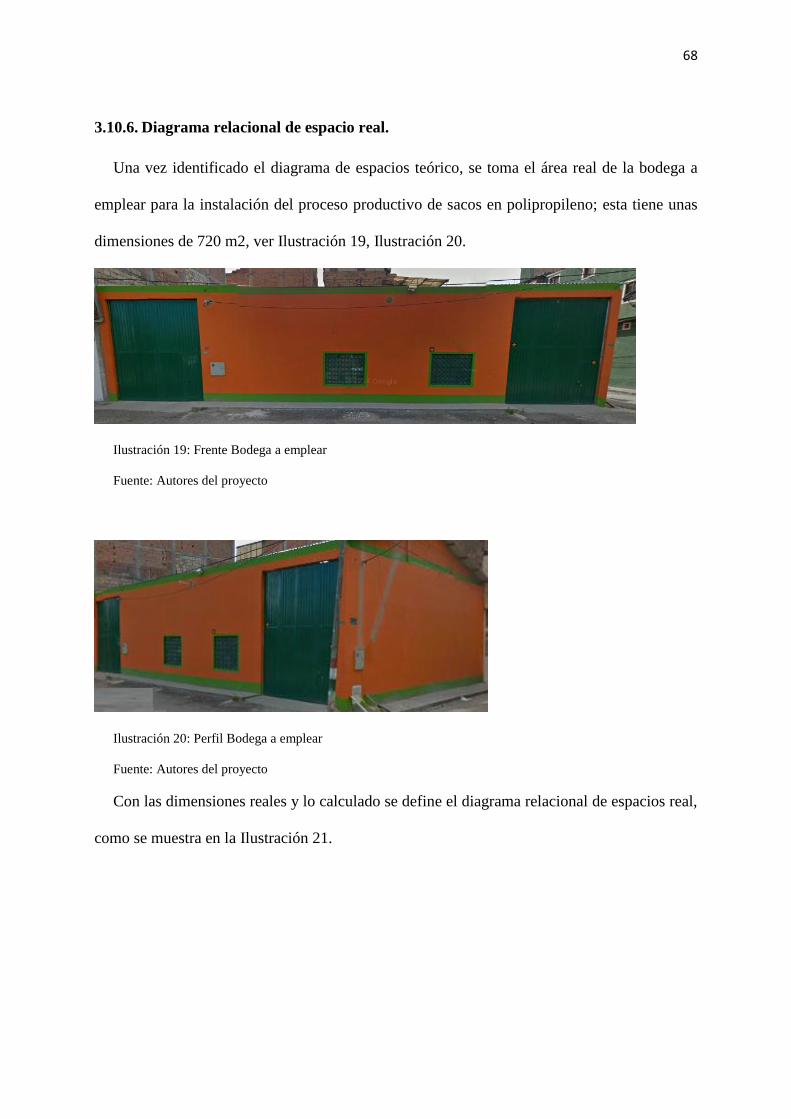
68
3.10.6. Diagrama relacional de espacio real.
Una vez identificado el diagrama de espacios teórico, se toma el área real de la bodega a
emplear para la instalación del proceso productivo de sacos en polipropileno; esta tiene unas
dimensiones de 720 m2, ver Ilustración 19, Ilustración 20.
Ilustración 19: Frente Bodega a emplear
Fuente: Autores del proyecto
Ilustración 20: Perfil Bodega a emplear
Fuente: Autores del proyecto
Con las dimensiones reales y lo calculado se define el diagrama relacional de espacios real,
como se muestra en la Ilustración 21.
69
C A L L E
PRIMER NIVEL
C
A
L
L
E
20
Plano de area disponible (Factor de Escala 4m2)
5
3
6
8
4
2 1
16
7
30
6 4
18
6
8
9
Ilustración 21: Diagrama relacional de espacio real.
Fuente: Autores del proyecto
4. Estudio Financiero.
Finalmente, para complementar el Estudio técnico, es necesario realizar un estudio
financiero que brinde herramientas a sus directivas para determinar la viabilidad y la
rentabilidad del proyecto.
4.1. Costos
4.1.1. Costo de materia prima
Los costos unitarios se definen de acuerdo a sus materiales, un saco corriente requiere de
homopolímero 03H82, hilo poliéster y zuncho para embalar, el consumo de materia prima por
70
saco se determina en la tabla 22 donde también se establecen los costos por año tomando
como incremento anual la inflación del 7% reportada para el 2016.
Tabla 22: Consumo de Materia prima por Saco.
Fuente: Autores del proyecto
Los precios del año 2016 se obtuvieron a través de cotizaciones a los proveedores, lo que
no se puede asegurar es que su incremento sea tan solo del 7% y que los precios se
mantengan por un periodo de un año, debido a la volatilidad de precios en el sector , por lo
tanto los precios del petróleo durante el último trimestre del año 2015 presentaron bajas
importantes en su cotización a nivel internacional todo esto causado por la gran oferta
mundial que se viene presentando , lo cual genero un incremento en los productos derivados
del petróleo en el país, por lo tanto el Homopolimero 03H82 y el hilo poliéster presentaron
durante el último trimestre de 2015 incrementos significativos en su precio, la situación
cambiaria si se presenta un alza en el precio del barril de petróleo a nivel internacional , pues
esto permite una estabilidad en los precios de sus derivados , pero esta situación no se puede
conocer por lo tanto se maneja como una amenaza externa para la implementación de la línea
de producción, lo que si nos aseguran los proveedores es la disposición de la materia prima .
4.1.2. Costo de mano de obra directa.
En el estudio técnico se determinó que eran necesarios (29) operarios polivalentes para el
funcionamiento de la línea de producción, (27) asignados para el manejo de las maquinas, y
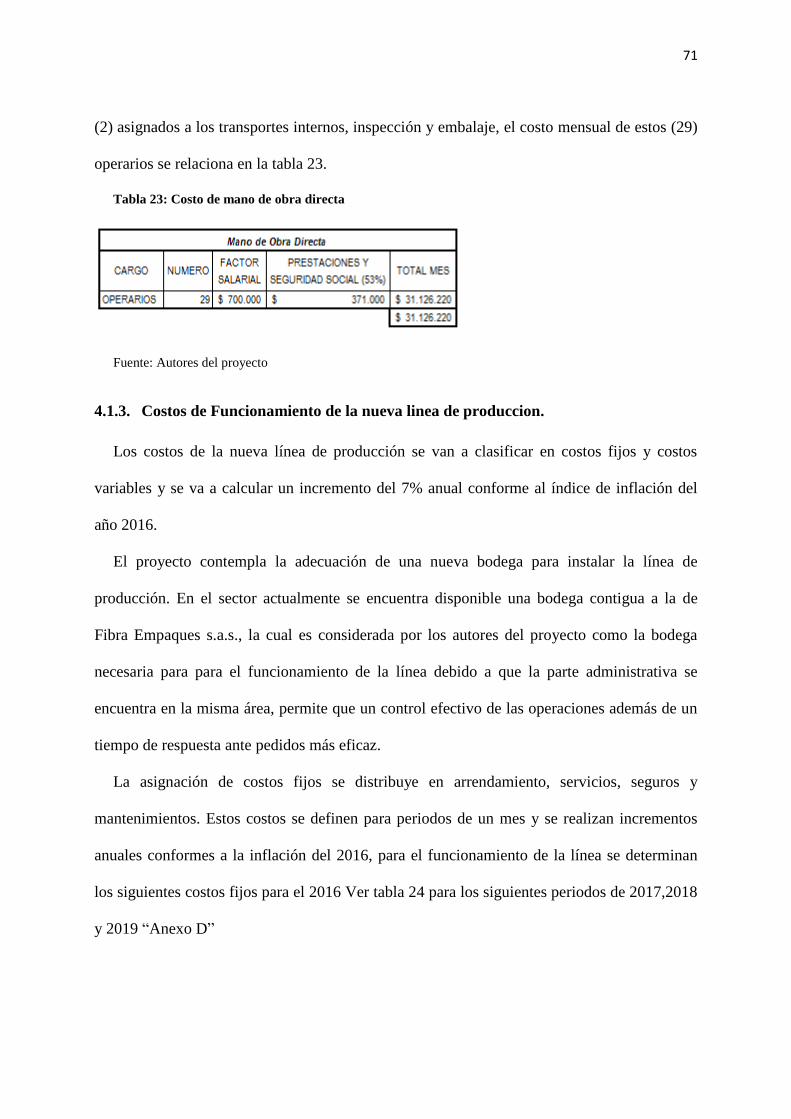
71
(2) asignados a los transportes internos, inspección y embalaje, el costo mensual de estos (29)
operarios se relaciona en la tabla 23.
Tabla 23: Costo de mano de obra directa
Fuente: Autores del proyecto
4.1.3. Costos de Funcionamiento de la nueva linea de produccion.
Los costos de la nueva línea de producción se van a clasificar en costos fijos y costos
variables y se va a calcular un incremento del 7% anual conforme al índice de inflación del
año 2016.
El proyecto contempla la adecuación de una nueva bodega para instalar la línea de
producción. En el sector actualmente se encuentra disponible una bodega contigua a la de
Fibra Empaques s.a.s., la cual es considerada por los autores del proyecto como la bodega
necesaria para para el funcionamiento de la línea debido a que la parte administrativa se
encuentra en la misma área, permite que un control efectivo de las operaciones además de un
tiempo de respuesta ante pedidos más eficaz.
La asignación de costos fijos se distribuye en arrendamiento, servicios, seguros y
mantenimientos. Estos costos se definen para periodos de un mes y se realizan incrementos
anuales conformes a la inflación del 2016, para el funcionamiento de la línea se determinan
los siguientes costos fijos para el 2016 Ver tabla 24 para los siguientes periodos de 2017,2018
y 2019 “Anexo D”
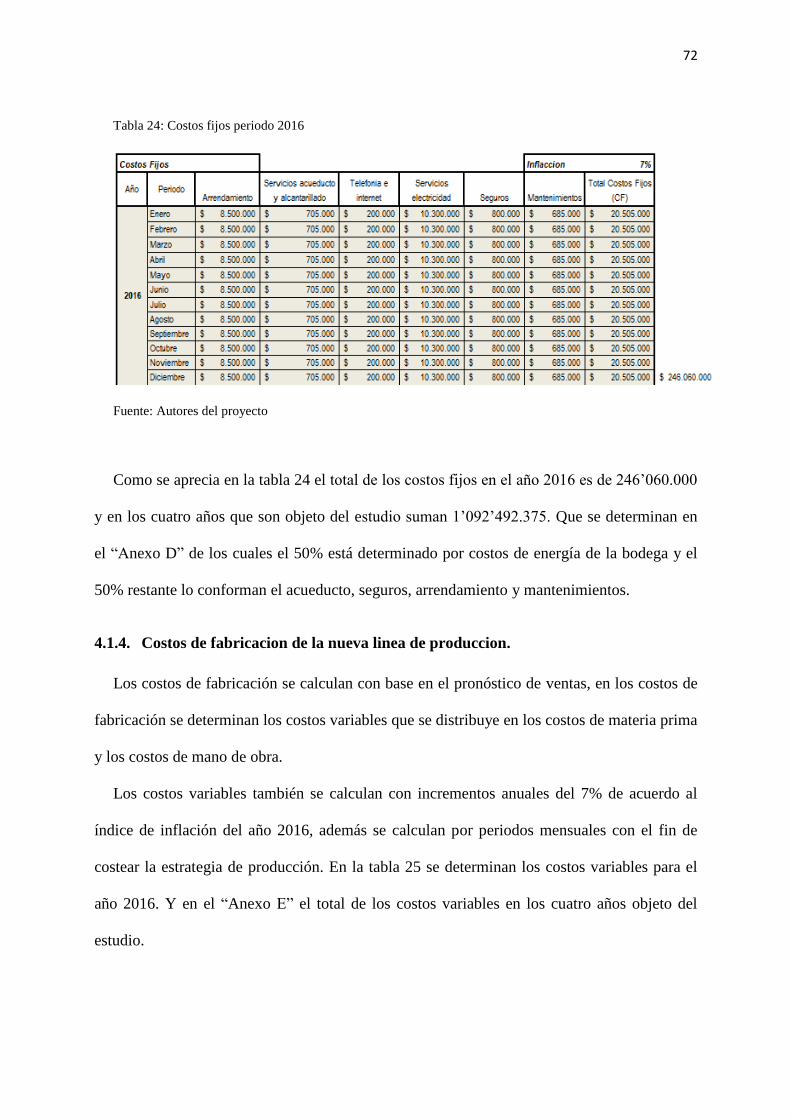
72
Tabla 24: Costos fijos periodo 2016
Fuente: Autores del proyecto
Como se aprecia en la tabla 24 el total de los costos fijos en el año 2016 es de 246’060.000
y en los cuatro años que son objeto del estudio suman 1’092’492.375. Que se determinan en
el “Anexo D” de los cuales el 50% está determinado por costos de energía de la bodega y el
50% restante lo conforman el acueducto, seguros, arrendamiento y mantenimientos.
4.1.4. Costos de fabricacion de la nueva linea de produccion.
Los costos de fabricación se calculan con base en el pronóstico de ventas, en los costos de
fabricación se determinan los costos variables que se distribuye en los costos de materia prima
y los costos de mano de obra.
Los costos variables también se calculan con incrementos anuales del 7% de acuerdo al
índice de inflación del año 2016, además se calculan por periodos mensuales con el fin de
costear la estrategia de producción. En la tabla 25 se determinan los costos variables para el
año 2016. Y en el “Anexo E” el total de los costos variables en los cuatro años objeto del
estudio.
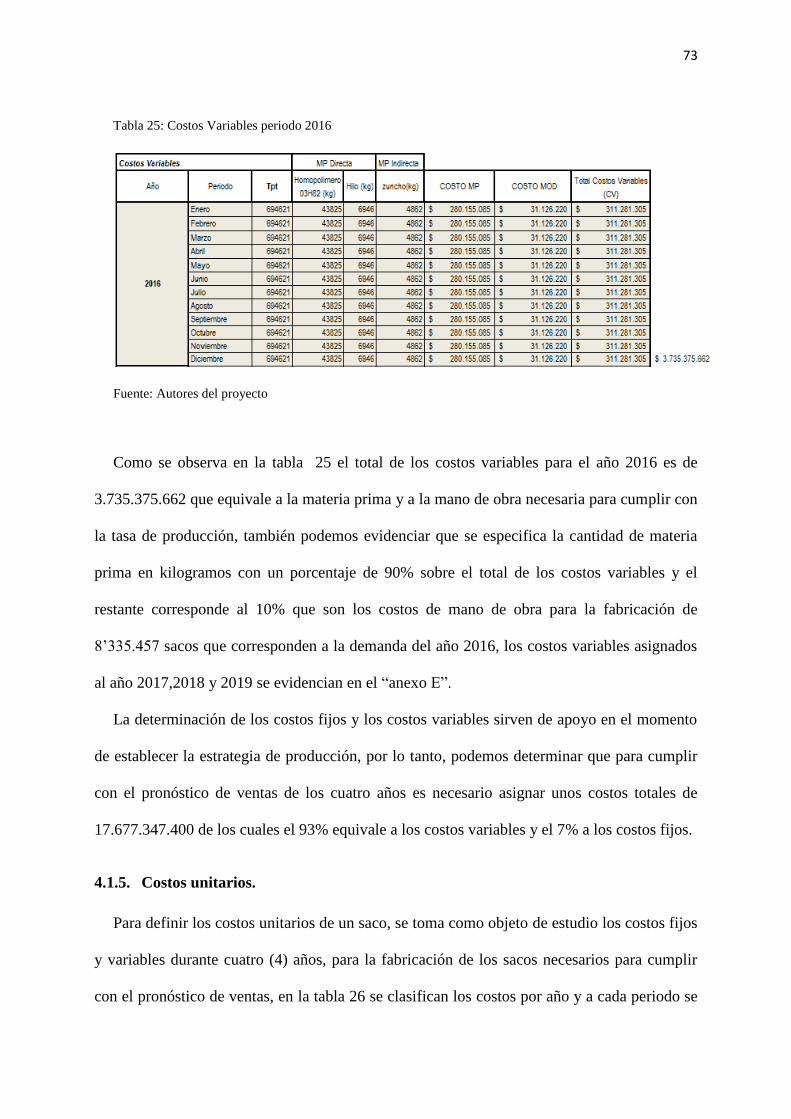
73
Tabla 25: Costos Variables periodo 2016
Fuente: Autores del proyecto
Como se observa en la tabla 25 el total de los costos variables para el año 2016 es de
3.735.375.662 que equivale a la materia prima y a la mano de obra necesaria para cumplir con
la tasa de producción, también podemos evidenciar que se especifica la cantidad de materia
prima en kilogramos con un porcentaje de 90% sobre el total de los costos variables y el
restante corresponde al 10% que son los costos de mano de obra para la fabricación de
8’335.457 sacos que corresponden a la demanda del año 2016, los costos variables asignados
al año 2017,2018 y 2019 se evidencian en el “anexo E”.
La determinación de los costos fijos y los costos variables sirven de apoyo en el momento
de establecer la estrategia de producción, por lo tanto, podemos determinar que para cumplir
con el pronóstico de ventas de los cuatro años es necesario asignar unos costos totales de
17.677.347.400 de los cuales el 93% equivale a los costos variables y el 7% a los costos fijos.
4.1.5. Costos unitarios.
Para definir los costos unitarios de un saco, se toma como objeto de estudio los costos fijos
y variables durante cuatro (4) años, para la fabricación de los sacos necesarios para cumplir
con el pronóstico de ventas, en la tabla 26 se clasifican los costos por año y a cada periodo se
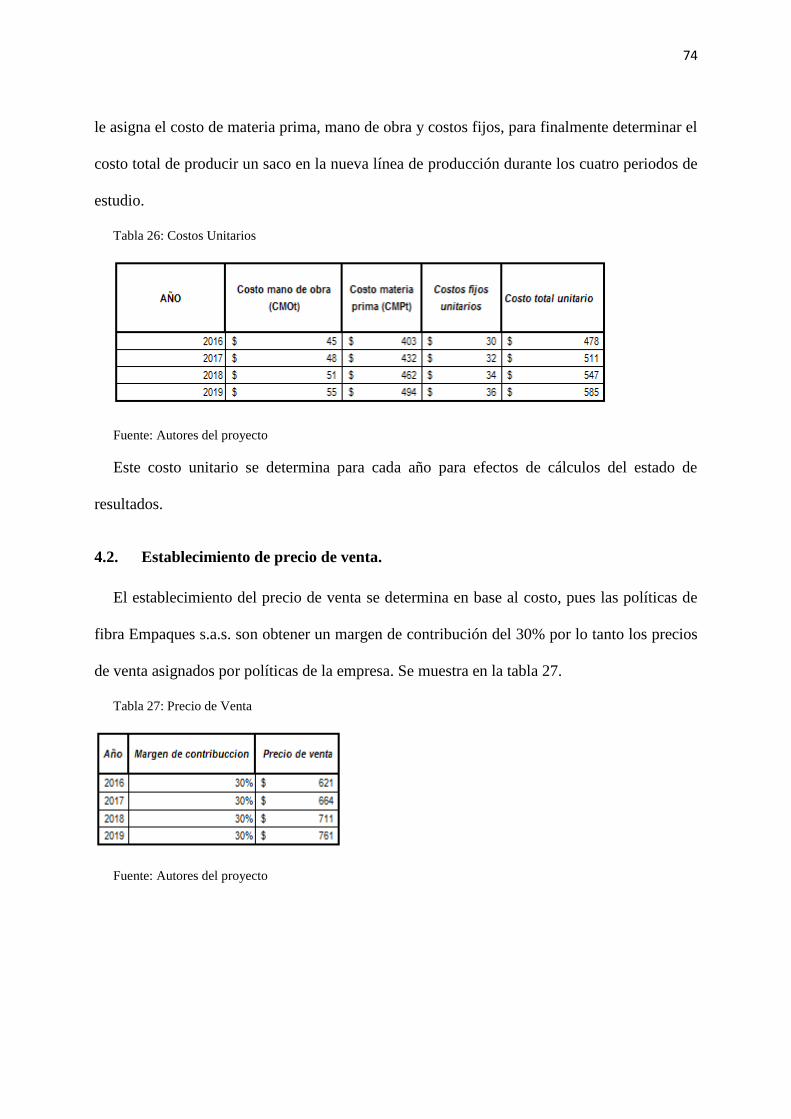
74
le asigna el costo de materia prima, mano de obra y costos fijos, para finalmente determinar el
costo total de producir un saco en la nueva línea de producción durante los cuatro periodos de
estudio.
Tabla 26: Costos Unitarios
Fuente: Autores del proyecto
Este costo unitario se determina para cada año para efectos de cálculos del estado de
resultados.
4.2. Establecimiento de precio de venta.
El establecimiento del precio de venta se determina en base al costo, pues las políticas de
fibra Empaques s.a.s. son obtener un margen de contribución del 30% por lo tanto los precios
de venta asignados por políticas de la empresa. Se muestra en la tabla 27.
Tabla 27: Precio de Venta
Fuente: Autores del proyecto
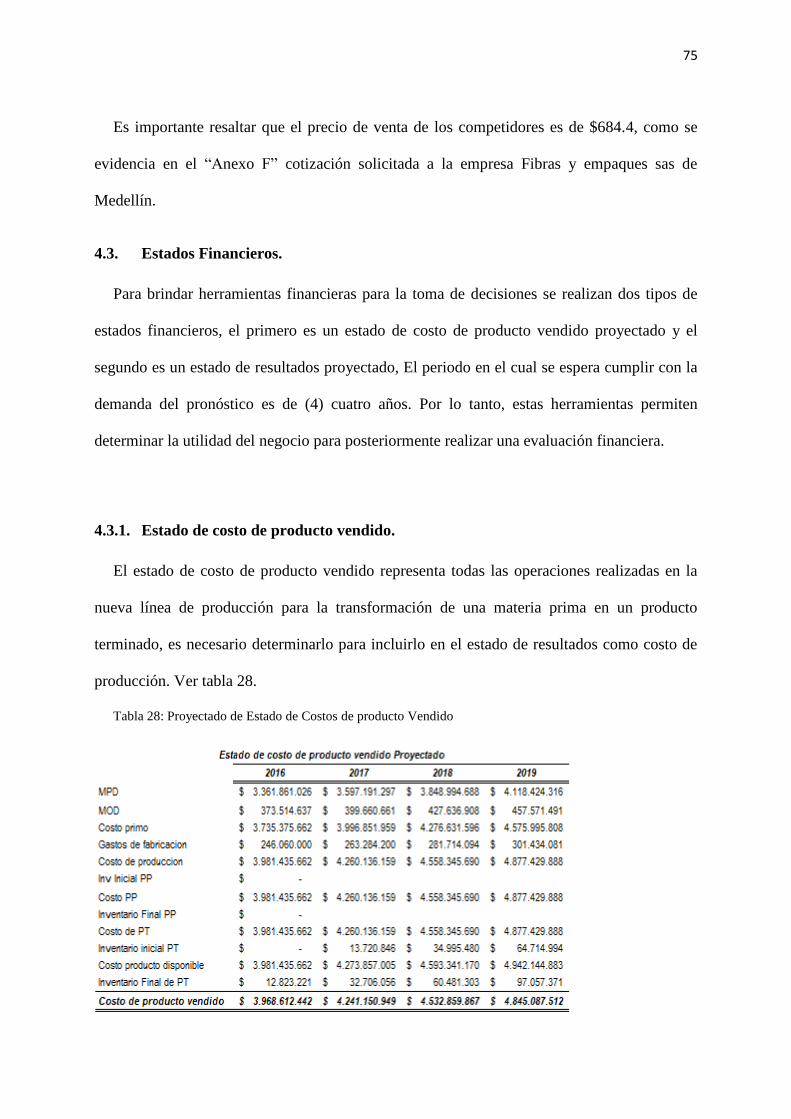
75
Es importante resaltar que el precio de venta de los competidores es de $684.4, como se
evidencia en el “Anexo F” cotización solicitada a la empresa Fibras y empaques sas de
Medellín.
4.3. Estados Financieros.
Para brindar herramientas financieras para la toma de decisiones se realizan dos tipos de
estados financieros, el primero es un estado de costo de producto vendido proyectado y el
segundo es un estado de resultados proyectado, El periodo en el cual se espera cumplir con la
demanda del pronóstico es de (4) cuatro años. Por lo tanto, estas herramientas permiten
determinar la utilidad del negocio para posteriormente realizar una evaluación financiera.
4.3.1. Estado de costo de producto vendido.
El estado de costo de producto vendido representa todas las operaciones realizadas en la
nueva línea de producción para la transformación de una materia prima en un producto
terminado, es necesario determinarlo para incluirlo en el estado de resultados como costo de
producción. Ver tabla 28.
Tabla 28: Proyectado de Estado de Costos de producto Vendido
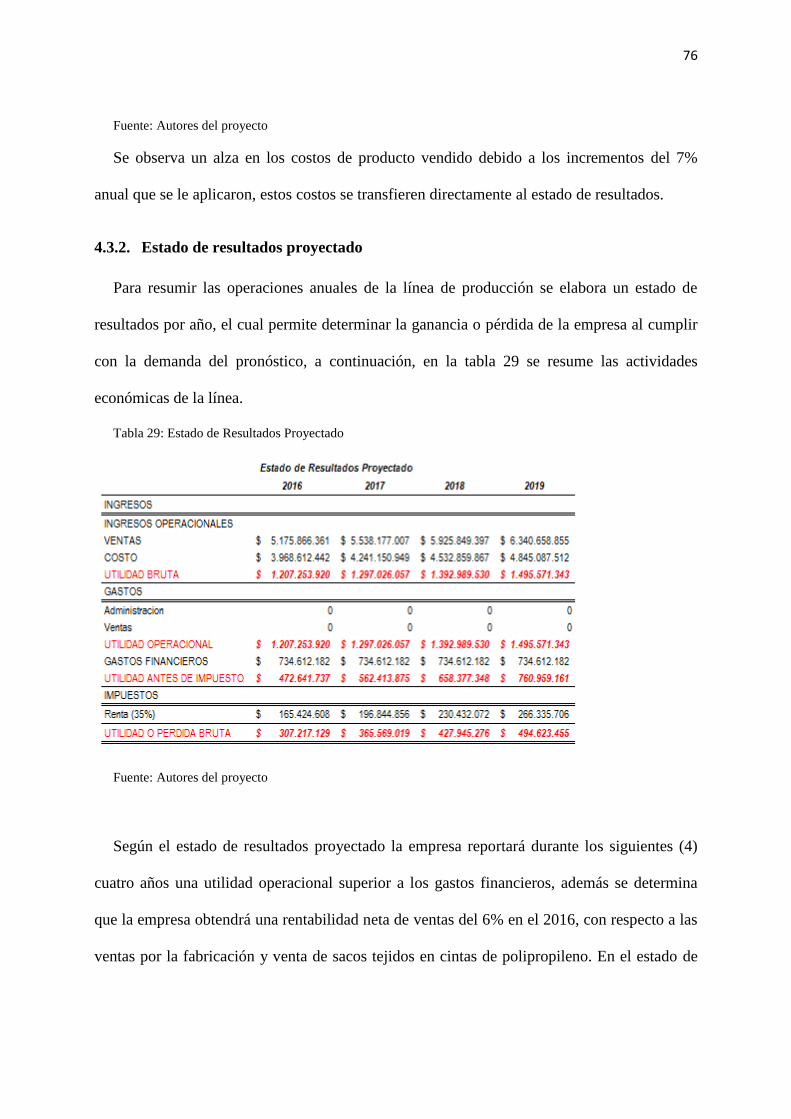
76
Fuente: Autores del proyecto
Se observa un alza en los costos de producto vendido debido a los incrementos del 7%
anual que se le aplicaron, estos costos se transfieren directamente al estado de resultados.
4.3.2. Estado de resultados proyectado
Para resumir las operaciones anuales de la línea de producción se elabora un estado de
resultados por año, el cual permite determinar la ganancia o pérdida de la empresa al cumplir
con la demanda del pronóstico, a continuación, en la tabla 29 se resume las actividades
económicas de la línea.
Tabla 29: Estado de Resultados Proyectado
Fuente: Autores del proyecto
Según el estado de resultados proyectado la empresa reportará durante los siguientes (4)
cuatro años una utilidad operacional superior a los gastos financieros, además se determina
que la empresa obtendrá una rentabilidad neta de ventas del 6% en el 2016, con respecto a las
ventas por la fabricación y venta de sacos tejidos en cintas de polipropileno. En el estado de
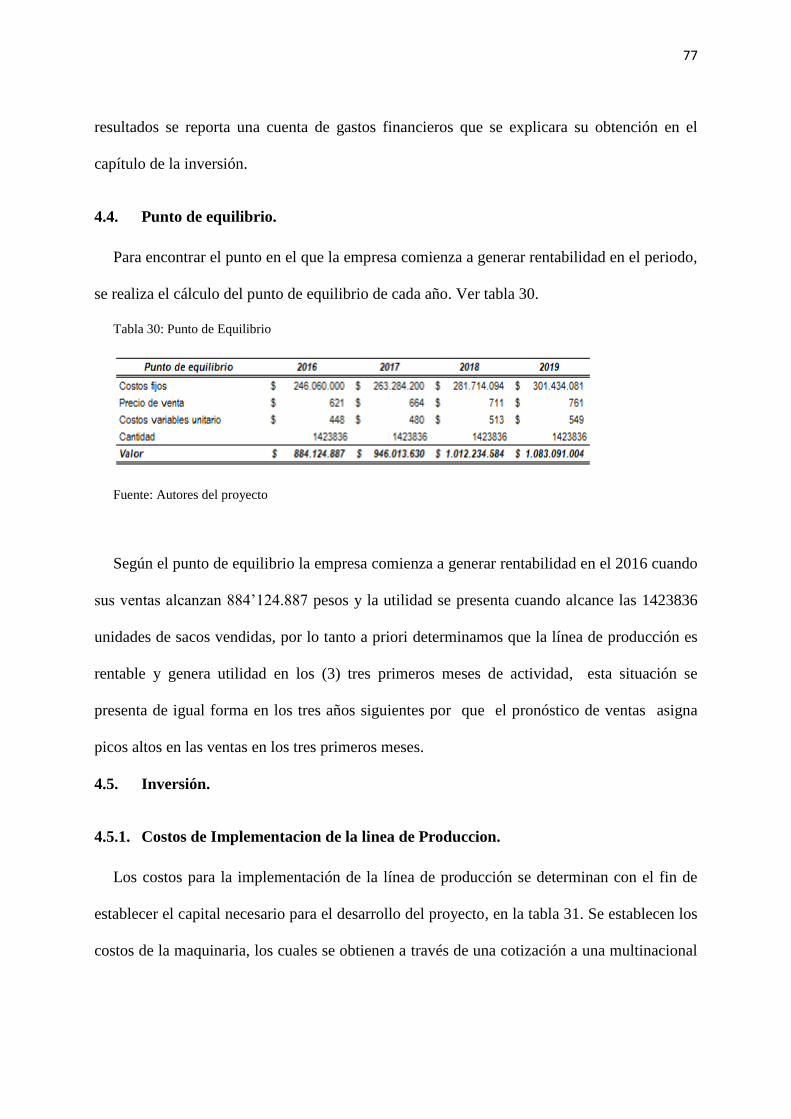
77
resultados se reporta una cuenta de gastos financieros que se explicara su obtención en el
capítulo de la inversión.
4.4. Punto de equilibrio.
Para encontrar el punto en el que la empresa comienza a generar rentabilidad en el periodo,
se realiza el cálculo del punto de equilibrio de cada año. Ver tabla 30.
Tabla 30: Punto de Equilibrio
Fuente: Autores del proyecto
Según el punto de equilibrio la empresa comienza a generar rentabilidad en el 2016 cuando
sus ventas alcanzan 884’124.887 pesos y la utilidad se presenta cuando alcance las 1423836
unidades de sacos vendidas, por lo tanto a priori determinamos que la línea de producción es
rentable y genera utilidad en los (3) tres primeros meses de actividad, esta situación se
presenta de igual forma en los tres años siguientes por que el pronóstico de ventas asigna
picos altos en las ventas en los tres primeros meses.
4.5. Inversión.
4.5.1. Costos de Implementacion de la linea de Produccion.
Los costos para la implementación de la línea de producción se determinan con el fin de
establecer el capital necesario para el desarrollo del proyecto, en la tabla 31. Se establecen los
costos de la maquinaria, los cuales se obtienen a través de una cotización a una multinacional
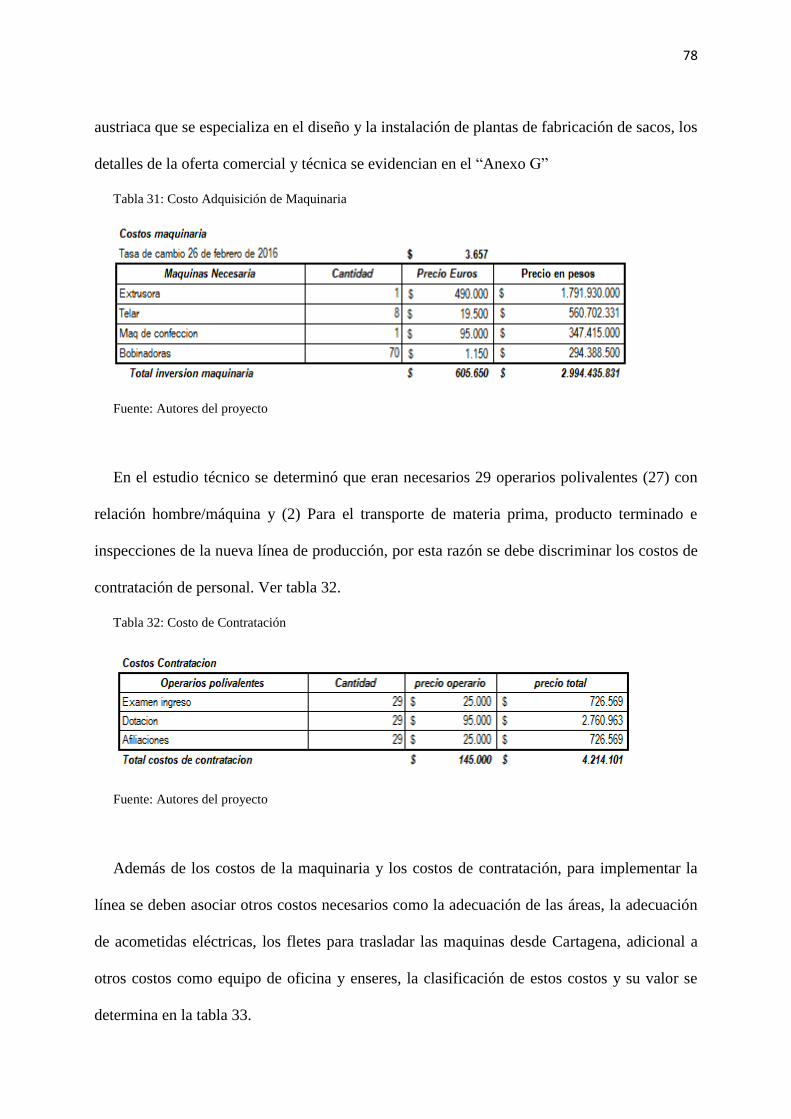
78
austriaca que se especializa en el diseño y la instalación de plantas de fabricación de sacos, los
detalles de la oferta comercial y técnica se evidencian en el “Anexo G”
Tabla 31: Costo Adquisición de Maquinaria
Fuente: Autores del proyecto
En el estudio técnico se determinó que eran necesarios 29 operarios polivalentes (27) con
relación hombre/máquina y (2) Para el transporte de materia prima, producto terminado e
inspecciones de la nueva línea de producción, por esta razón se debe discriminar los costos de
contratación de personal. Ver tabla 32.
Tabla 32: Costo de Contratación
Fuente: Autores del proyecto
Además de los costos de la maquinaria y los costos de contratación, para implementar la
línea se deben asociar otros costos necesarios como la adecuación de las áreas, la adecuación
de acometidas eléctricas, los fletes para trasladar las maquinas desde Cartagena, adicional a
otros costos como equipo de oficina y enseres, la clasificación de estos costos y su valor se
determina en la tabla 33.
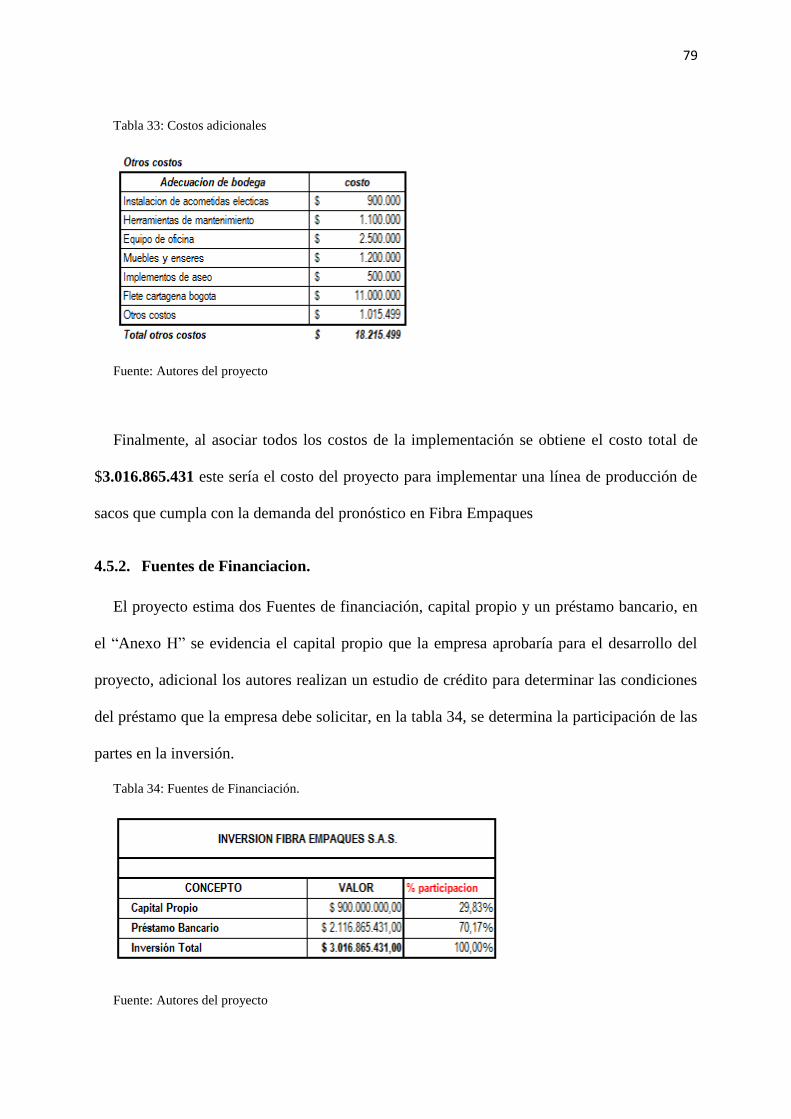
79
Tabla 33: Costos adicionales
Fuente: Autores del proyecto
Finalmente, al asociar todos los costos de la implementación se obtiene el costo total de
$3.016.865.431 este sería el costo del proyecto para implementar una línea de producción de
sacos que cumpla con la demanda del pronóstico en Fibra Empaques
4.5.2. Fuentes de Financiacion.
El proyecto estima dos Fuentes de financiación, capital propio y un préstamo bancario, en
el “Anexo H” se evidencia el capital propio que la empresa aprobaría para el desarrollo del
proyecto, adicional los autores realizan un estudio de crédito para determinar las condiciones
del préstamo que la empresa debe solicitar, en la tabla 34, se determina la participación de las
partes en la inversión.
Tabla 34: Fuentes de Financiación.
Fuente: Autores del proyecto
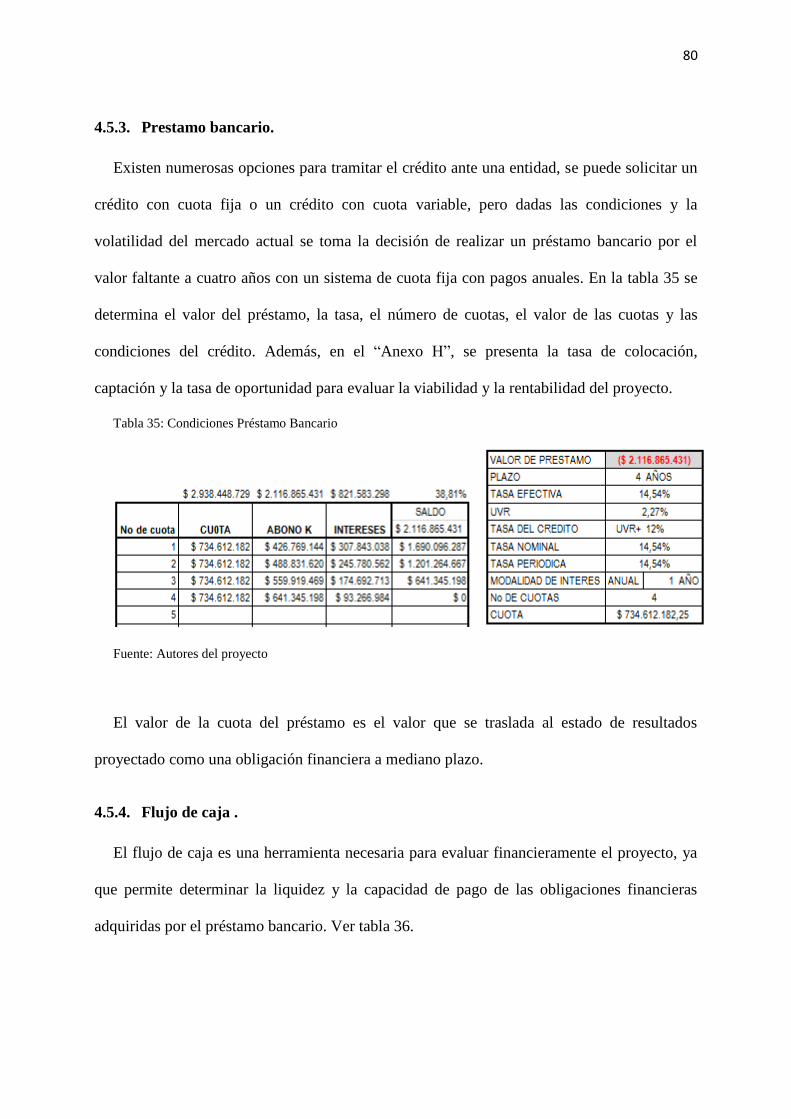
80
4.5.3. Prestamo bancario.
Existen numerosas opciones para tramitar el crédito ante una entidad, se puede solicitar un
crédito con cuota fija o un crédito con cuota variable, pero dadas las condiciones y la
volatilidad del mercado actual se toma la decisión de realizar un préstamo bancario por el
valor faltante a cuatro años con un sistema de cuota fija con pagos anuales. En la tabla 35 se
determina el valor del préstamo, la tasa, el número de cuotas, el valor de las cuotas y las
condiciones del crédito. Además, en el “Anexo H”, se presenta la tasa de colocación,
captación y la tasa de oportunidad para evaluar la viabilidad y la rentabilidad del proyecto.
Tabla 35: Condiciones Préstamo Bancario
Fuente: Autores del proyecto
El valor de la cuota del préstamo es el valor que se traslada al estado de resultados
proyectado como una obligación financiera a mediano plazo.
4.5.4. Flujo de caja .
El flujo de caja es una herramienta necesaria para evaluar financieramente el proyecto, ya
que permite determinar la liquidez y la capacidad de pago de las obligaciones financieras
adquiridas por el préstamo bancario. Ver tabla 36.
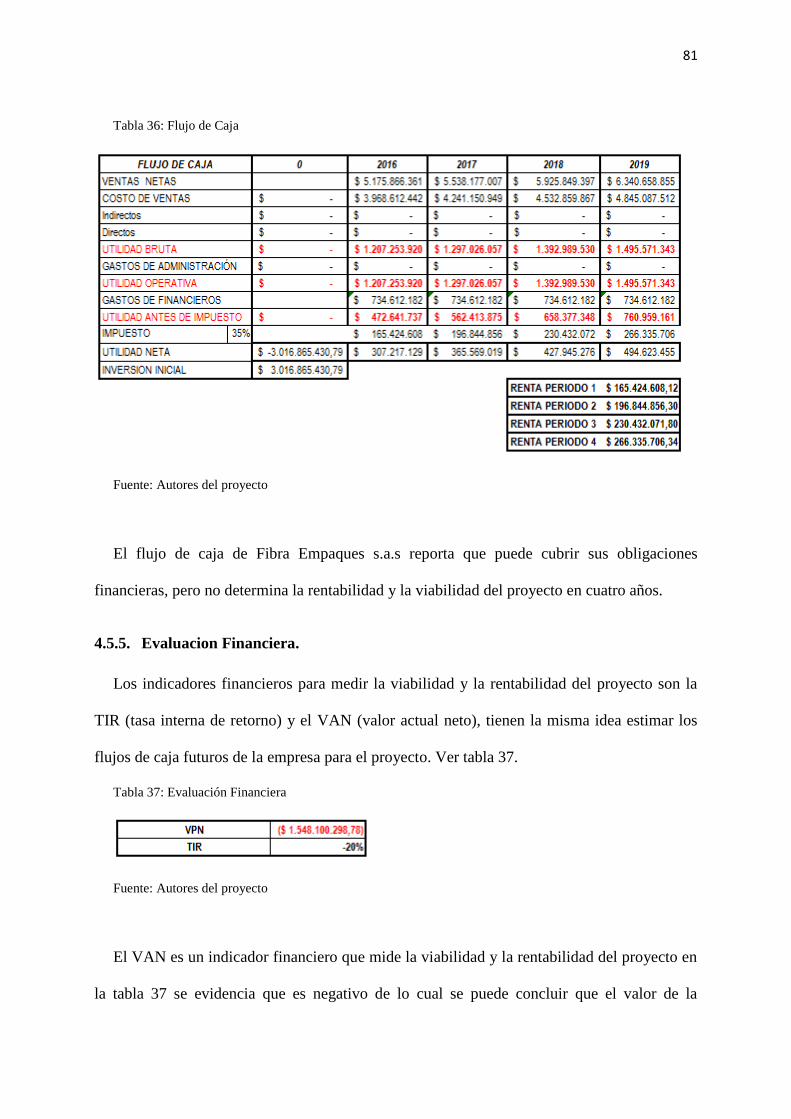
81
Tabla 36: Flujo de Caja
Fuente: Autores del proyecto
El flujo de caja de Fibra Empaques s.a.s reporta que puede cubrir sus obligaciones
financieras, pero no determina la rentabilidad y la viabilidad del proyecto en cuatro años.
4.5.5. Evaluacion Financiera.
Los indicadores financieros para medir la viabilidad y la rentabilidad del proyecto son la
TIR (tasa interna de retorno) y el VAN (valor actual neto), tienen la misma idea estimar los
flujos de caja futuros de la empresa para el proyecto. Ver tabla 37.
Tabla 37: Evaluación Financiera
Fuente: Autores del proyecto
El VAN es un indicador financiero que mide la viabilidad y la rentabilidad del proyecto en
la tabla 37 se evidencia que es negativo de lo cual se puede concluir que el valor de la
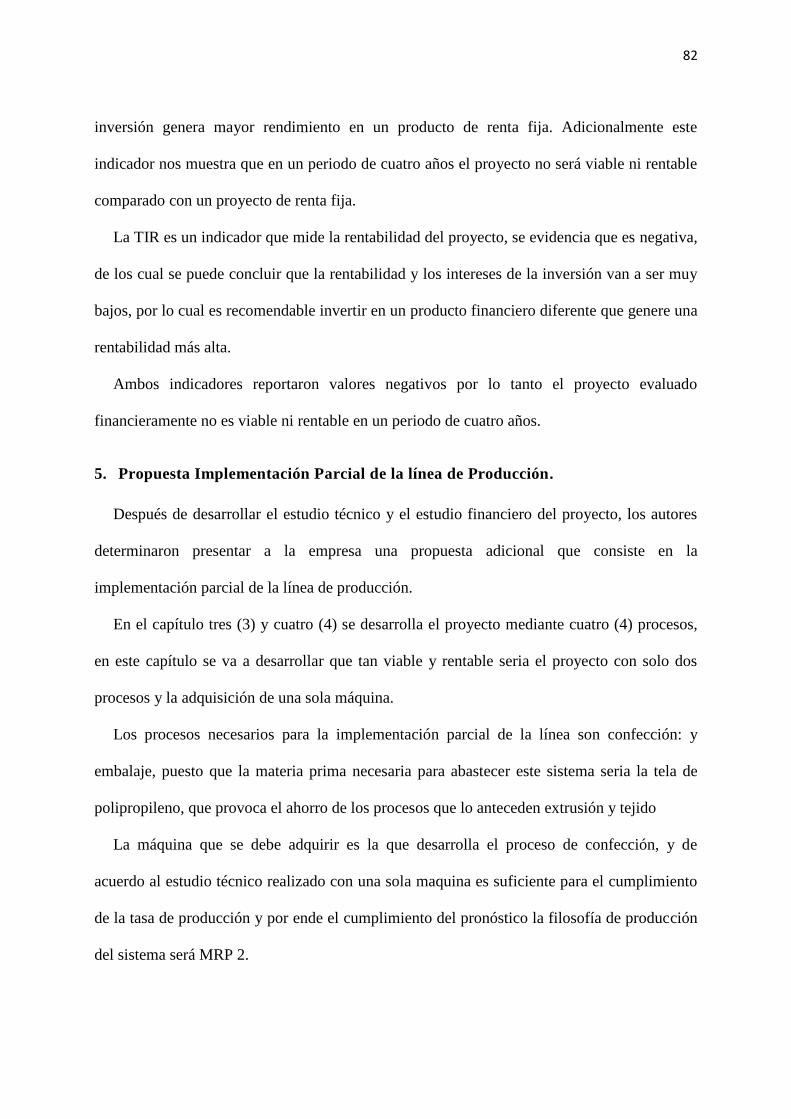
82
inversión genera mayor rendimiento en un producto de renta fija. Adicionalmente este
indicador nos muestra que en un periodo de cuatro años el proyecto no será viable ni rentable
comparado con un proyecto de renta fija.
La TIR es un indicador que mide la rentabilidad del proyecto, se evidencia que es negativa,
de los cual se puede concluir que la rentabilidad y los intereses de la inversión van a ser muy
bajos, por lo cual es recomendable invertir en un producto financiero diferente que genere una
rentabilidad más alta.
Ambos indicadores reportaron valores negativos por lo tanto el proyecto evaluado
financieramente no es viable ni rentable en un periodo de cuatro años.
5. Propuesta Implementación Parcial de la línea de Producción.
Después de desarrollar el estudio técnico y el estudio financiero del proyecto, los autores
determinaron presentar a la empresa una propuesta adicional que consiste en la
implementación parcial de la línea de producción.
En el capítulo tres (3) y cuatro (4) se desarrolla el proyecto mediante cuatro (4) procesos,
en este capítulo se va a desarrollar que tan viable y rentable seria el proyecto con solo dos
procesos y la adquisición de una sola máquina.
Los procesos necesarios para la implementación parcial de la línea son confección: y
embalaje, puesto que la materia prima necesaria para abastecer este sistema seria la tela de
polipropileno, que provoca el ahorro de los procesos que lo anteceden extrusión y tejido
La máquina que se debe adquirir es la que desarrolla el proceso de confección, y de
acuerdo al estudio técnico realizado con una sola maquina es suficiente para el cumplimiento
de la tasa de producción y por ende el cumplimiento del pronóstico la filosofía de producción
del sistema será MRP 2.
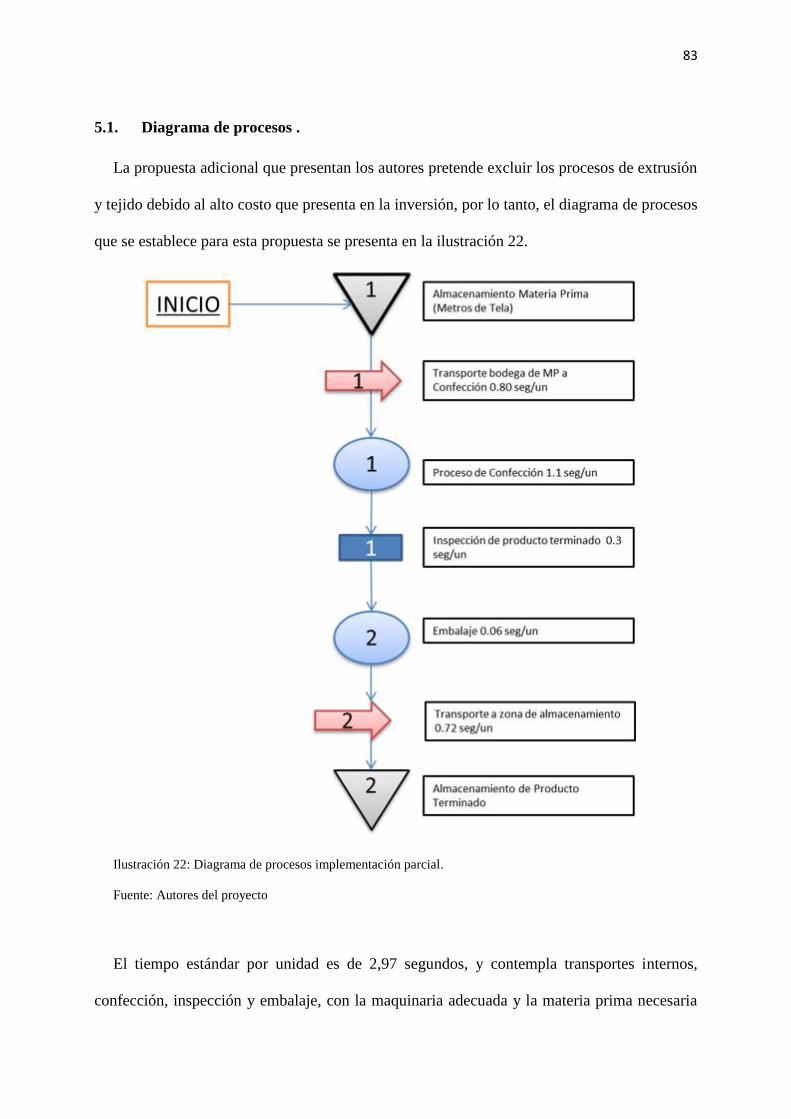
83
5.1. Diagrama de procesos .
La propuesta adicional que presentan los autores pretende excluir los procesos de extrusión
y tejido debido al alto costo que presenta en la inversión, por lo tanto, el diagrama de procesos
que se establece para esta propuesta se presenta en la ilustración 22.
Ilustración 22: Diagrama de procesos implementación parcial.
Fuente: Autores del proyecto
El tiempo estándar por unidad es de 2,97 segundos, y contempla transportes internos,
confección, inspección y embalaje, con la maquinaria adecuada y la materia prima necesaria
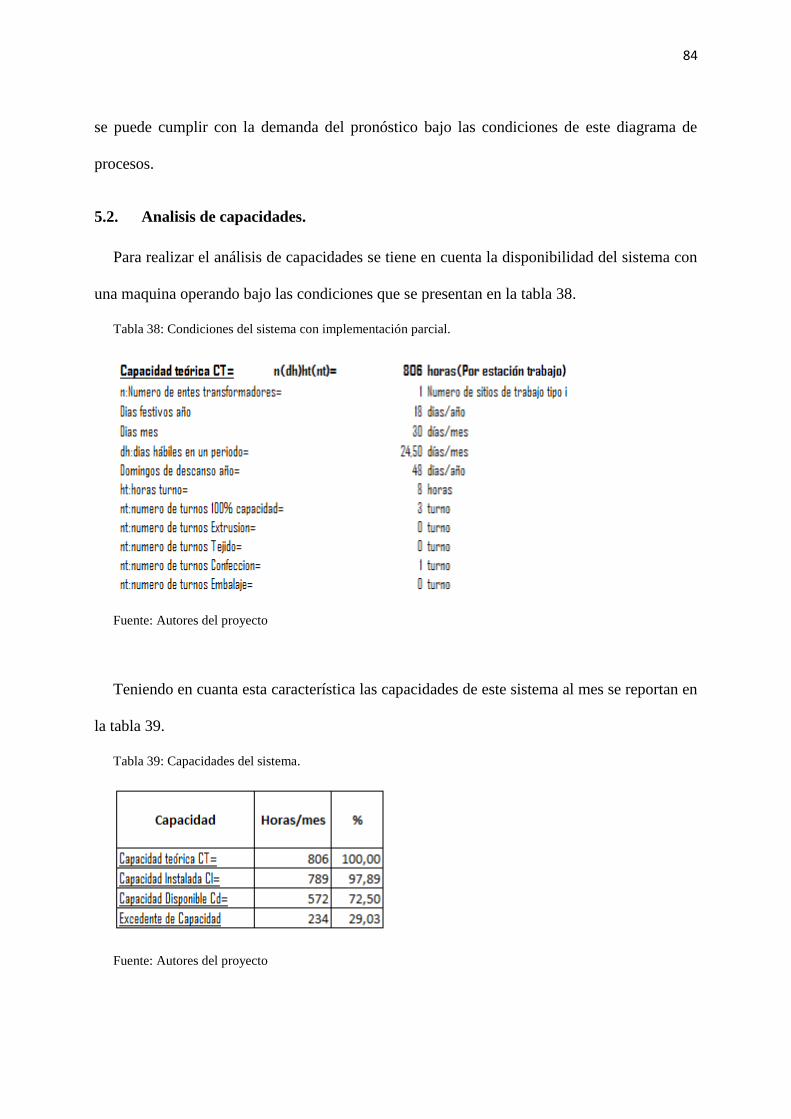
84
se puede cumplir con la demanda del pronóstico bajo las condiciones de este diagrama de
procesos.
5.2. Analisis de capacidades.
Para realizar el análisis de capacidades se tiene en cuenta la disponibilidad del sistema con
una maquina operando bajo las condiciones que se presentan en la tabla 38.
Tabla 38: Condiciones del sistema con implementación parcial.
Fuente: Autores del proyecto
Teniendo en cuanta esta característica las capacidades de este sistema al mes se reportan en
la tabla 39.
Tabla 39: Capacidades del sistema.
Fuente: Autores del proyecto
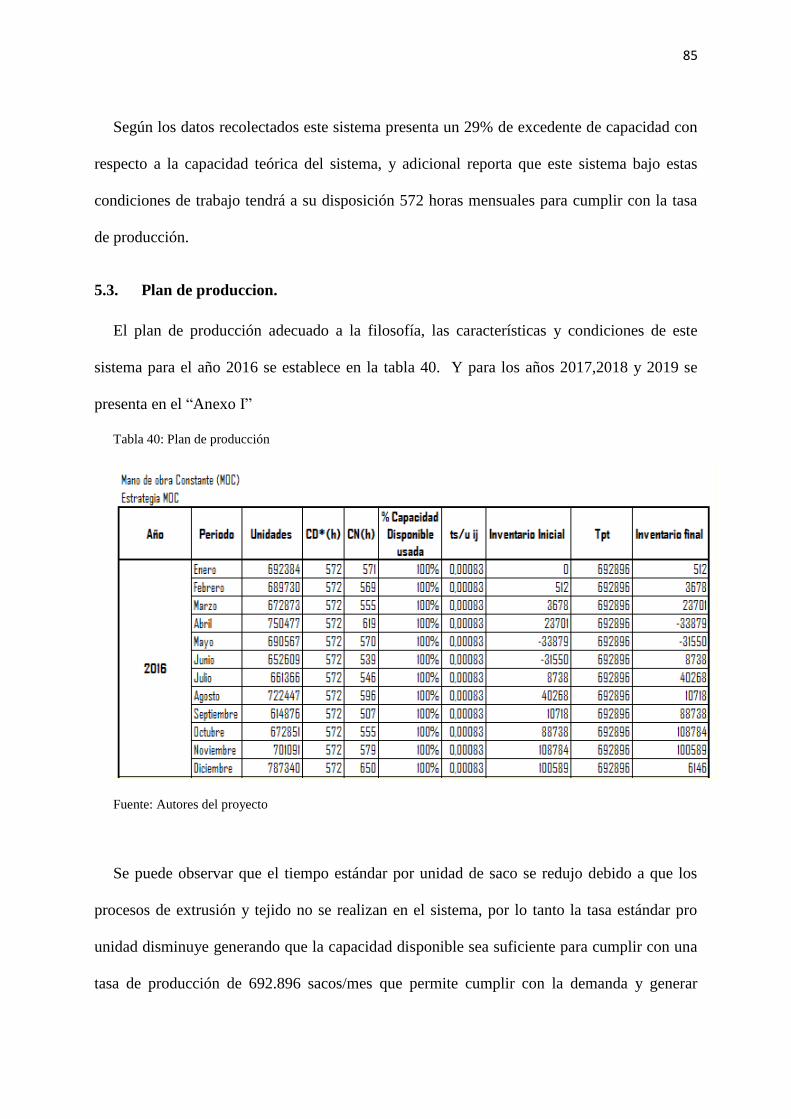
85
Según los datos recolectados este sistema presenta un 29% de excedente de capacidad con
respecto a la capacidad teórica del sistema, y adicional reporta que este sistema bajo estas
condiciones de trabajo tendrá a su disposición 572 horas mensuales para cumplir con la tasa
de producción.
5.3. Plan de produccion.
El plan de producción adecuado a la filosofía, las características y condiciones de este
sistema para el año 2016 se establece en la tabla 40. Y para los años 2017,2018 y 2019 se
presenta en el “Anexo I”
Tabla 40: Plan de producción
Fuente: Autores del proyecto
Se puede observar que el tiempo estándar por unidad de saco se redujo debido a que los
procesos de extrusión y tejido no se realizan en el sistema, por lo tanto la tasa estándar pro
unidad disminuye generando que la capacidad disponible sea suficiente para cumplir con una
tasa de producción de 692.896 sacos/mes que permite cumplir con la demanda y generar
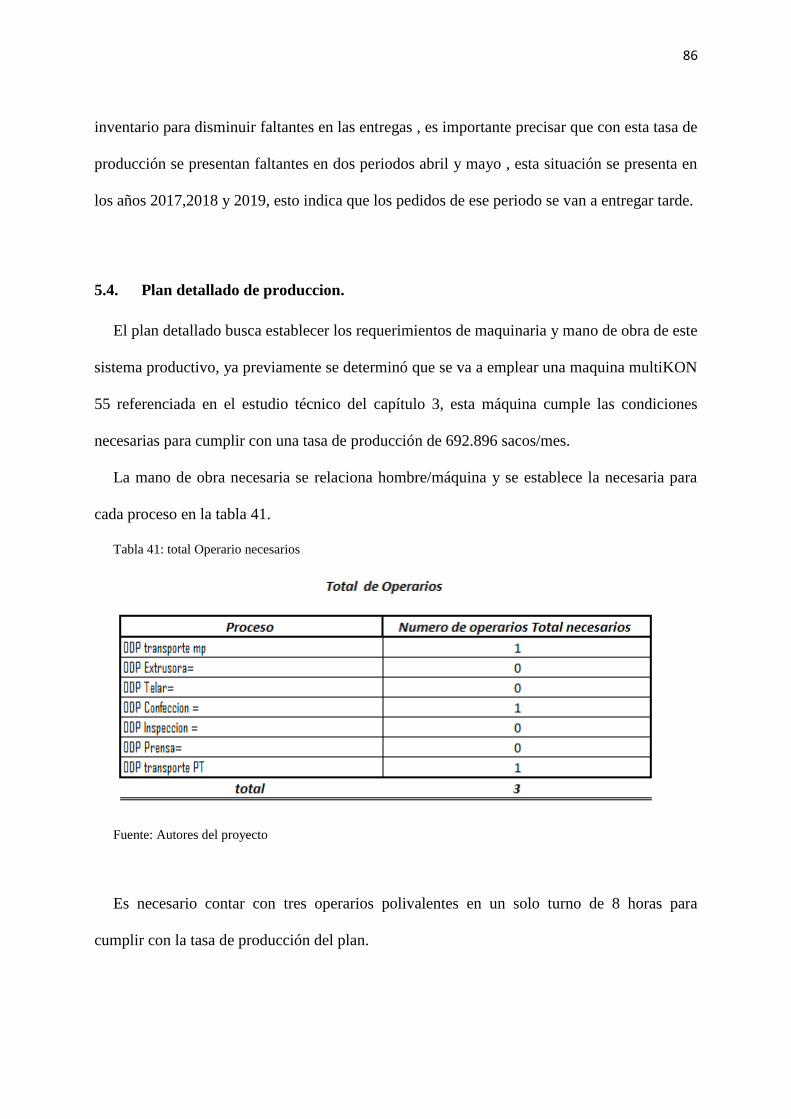
86
inventario para disminuir faltantes en las entregas , es importante precisar que con esta tasa de
producción se presentan faltantes en dos periodos abril y mayo , esta situación se presenta en
los años 2017,2018 y 2019, esto indica que los pedidos de ese periodo se van a entregar tarde.
5.4. Plan detallado de produccion.
El plan detallado busca establecer los requerimientos de maquinaria y mano de obra de este
sistema productivo, ya previamente se determinó que se va a emplear una maquina multiKON
55 referenciada en el estudio técnico del capítulo 3, esta máquina cumple las condiciones
necesarias para cumplir con una tasa de producción de 692.896 sacos/mes.
La mano de obra necesaria se relaciona hombre/máquina y se establece la necesaria para
cada proceso en la tabla 41.
Tabla 41: total Operario necesarios
Fuente: Autores del proyecto
Es necesario contar con tres operarios polivalentes en un solo turno de 8 horas para
cumplir con la tasa de producción del plan.
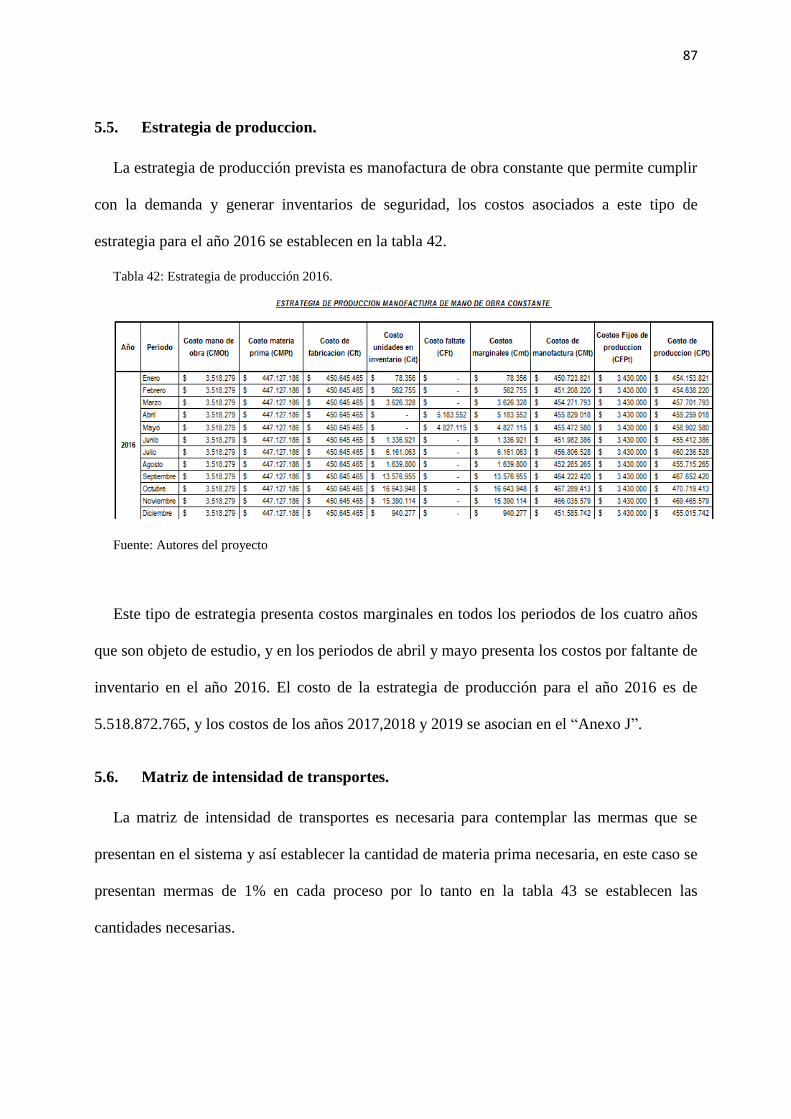
87
5.5. Estrategia de produccion.
La estrategia de producción prevista es manofactura de obra constante que permite cumplir
con la demanda y generar inventarios de seguridad, los costos asociados a este tipo de
estrategia para el año 2016 se establecen en la tabla 42.
Tabla 42: Estrategia de producción 2016.
Fuente: Autores del proyecto
Este tipo de estrategia presenta costos marginales en todos los periodos de los cuatro años
que son objeto de estudio, y en los periodos de abril y mayo presenta los costos por faltante de
inventario en el año 2016. El costo de la estrategia de producción para el año 2016 es de
5.518.872.765, y los costos de los años 2017,2018 y 2019 se asocian en el “Anexo J”.
5.6. Matriz de intensidad de transportes.
La matriz de intensidad de transportes es necesaria para contemplar las mermas que se
presentan en el sistema y así establecer la cantidad de materia prima necesaria, en este caso se
presentan mermas de 1% en cada proceso por lo tanto en la tabla 43 se establecen las
cantidades necesarias.
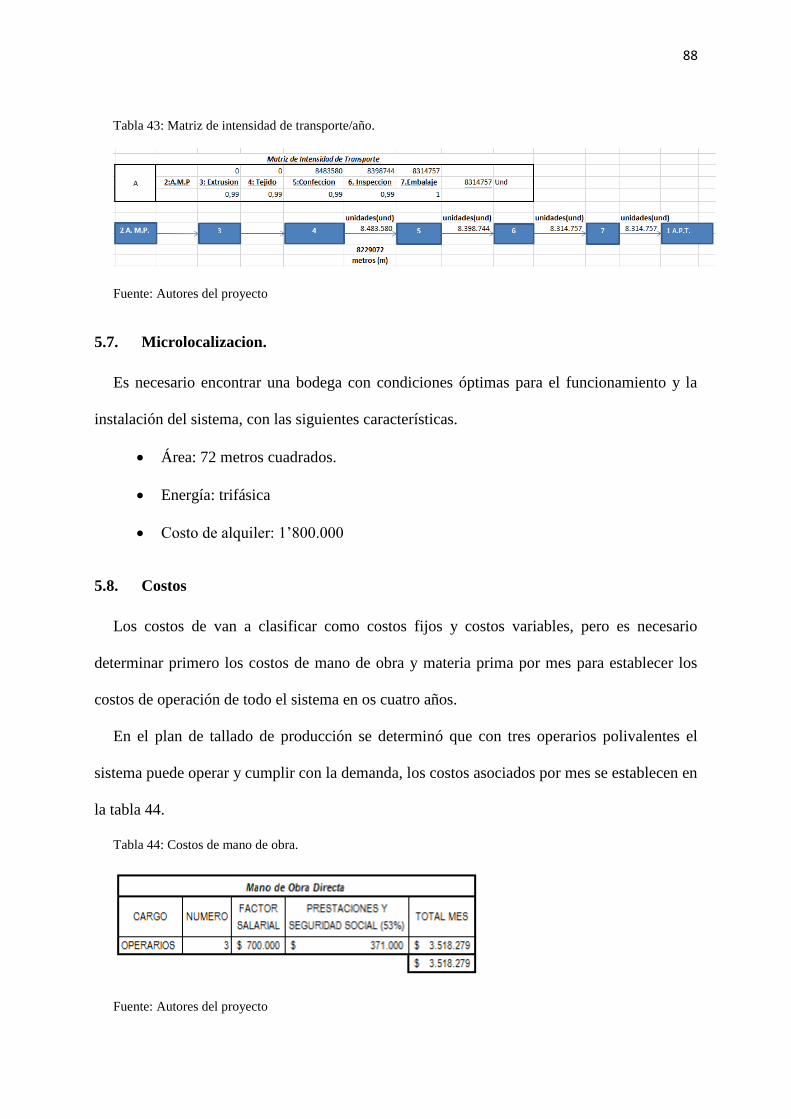
88
Tabla 43: Matriz de intensidad de transporte/año.
Fuente: Autores del proyecto
5.7. Microlocalizacion.
Es necesario encontrar una bodega con condiciones óptimas para el funcionamiento y la
instalación del sistema, con las siguientes características.
Área: 72 metros cuadrados.
Energía: trifásica
Costo de alquiler: 1’800.000
5.8. Costos
Los costos de van a clasificar como costos fijos y costos variables, pero es necesario
determinar primero los costos de mano de obra y materia prima por mes para establecer los
costos de operación de todo el sistema en os cuatro años.
En el plan de tallado de producción se determinó que con tres operarios polivalentes el
sistema puede operar y cumplir con la demanda, los costos asociados por mes se establecen en
la tabla 44.
Tabla 44: Costos de mano de obra.
Fuente: Autores del proyecto
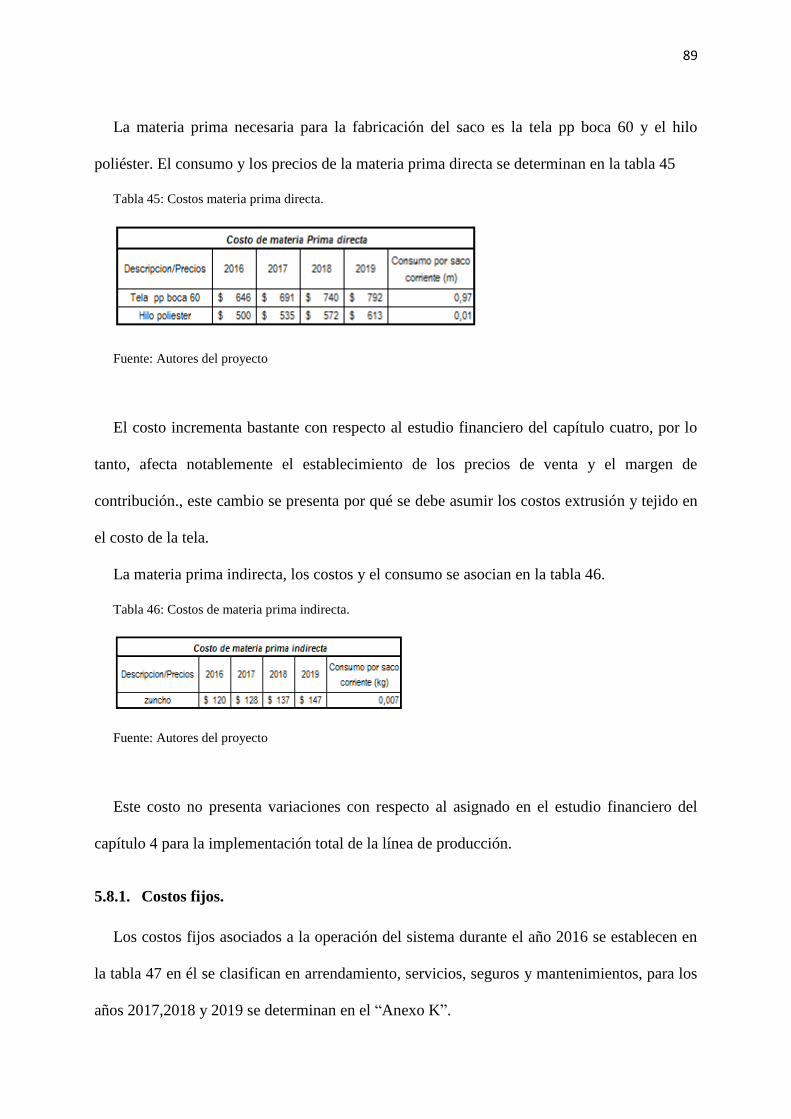
89
La materia prima necesaria para la fabricación del saco es la tela pp boca 60 y el hilo
poliéster. El consumo y los precios de la materia prima directa se determinan en la tabla 45
Tabla 45: Costos materia prima directa.
Fuente: Autores del proyecto
El costo incrementa bastante con respecto al estudio financiero del capítulo cuatro, por lo
tanto, afecta notablemente el establecimiento de los precios de venta y el margen de
contribución., este cambio se presenta por qué se debe asumir los costos extrusión y tejido en
el costo de la tela.
La materia prima indirecta, los costos y el consumo se asocian en la tabla 46.
Tabla 46: Costos de materia prima indirecta.
Fuente: Autores del proyecto
Este costo no presenta variaciones con respecto al asignado en el estudio financiero del
capítulo 4 para la implementación total de la línea de producción.
5.8.1. Costos fijos.
Los costos fijos asociados a la operación del sistema durante el año 2016 se establecen en
la tabla 47 en él se clasifican en arrendamiento, servicios, seguros y mantenimientos, para los
años 2017,2018 y 2019 se determinan en el “Anexo K”.
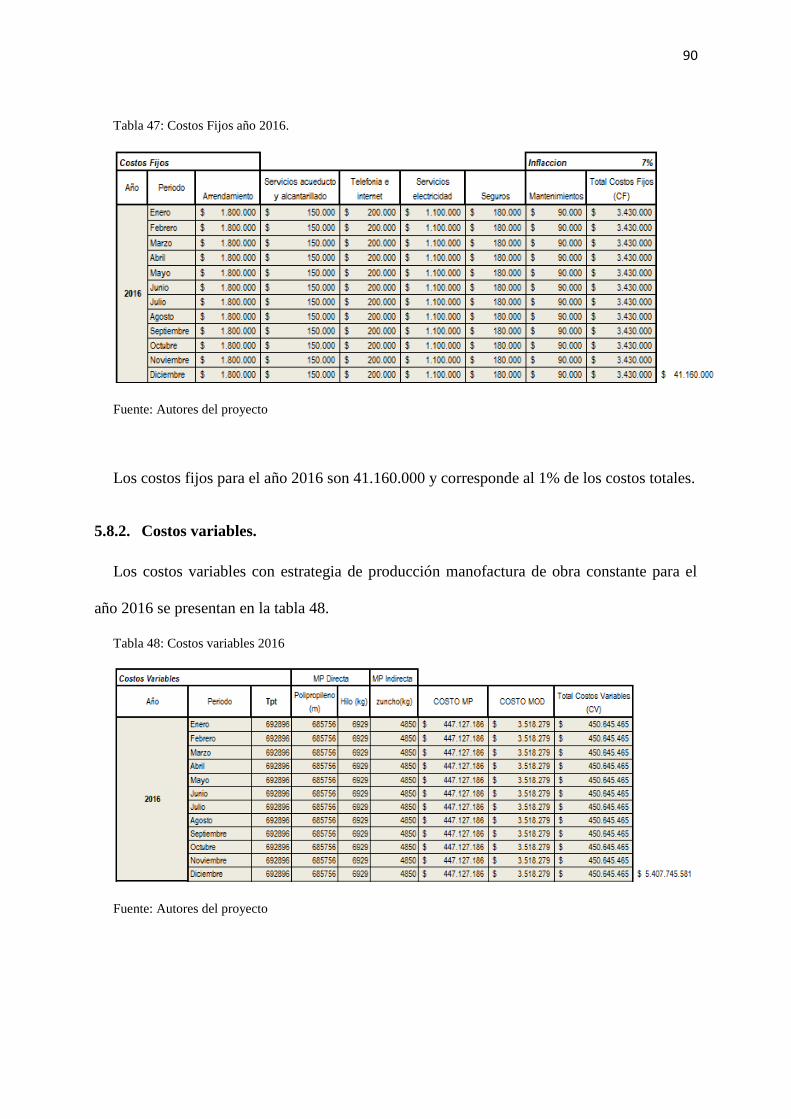
90
Tabla 47: Costos Fijos año 2016.
Fuente: Autores del proyecto
Los costos fijos para el año 2016 son 41.160.000 y corresponde al 1% de los costos totales.
5.8.2. Costos variables.
Los costos variables con estrategia de producción manofactura de obra constante para el
año 2016 se presentan en la tabla 48.
Tabla 48: Costos variables 2016
Fuente: Autores del proyecto
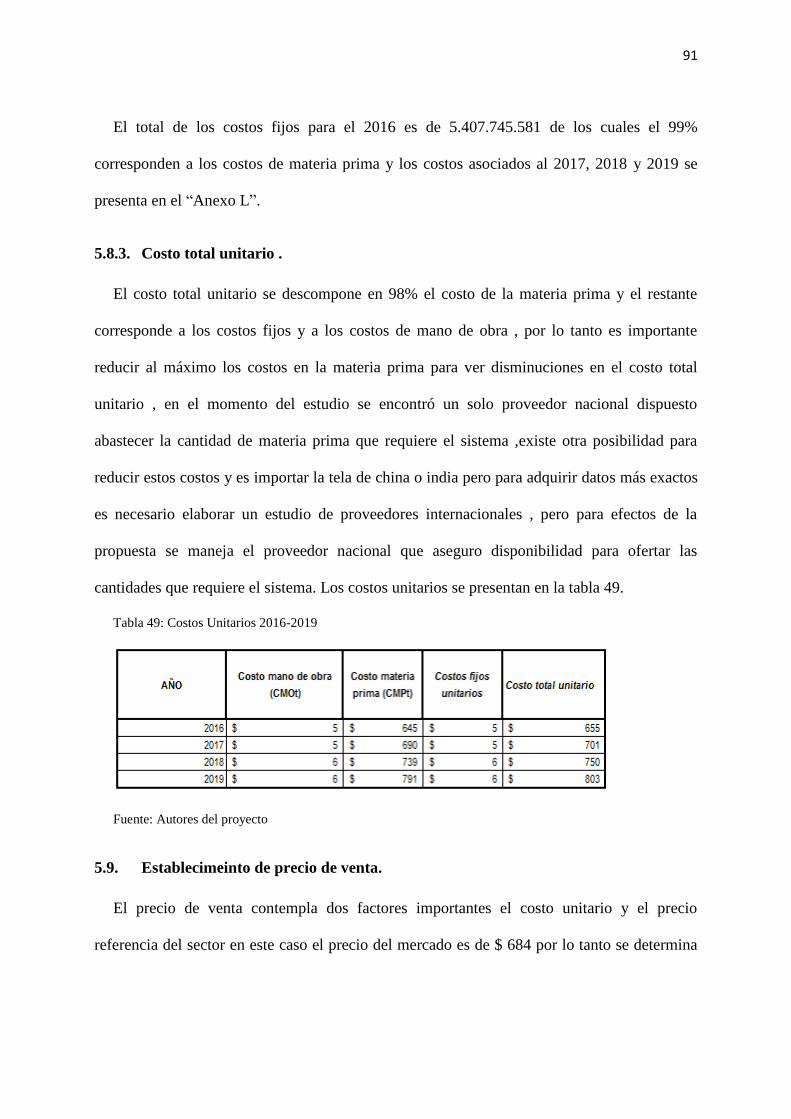
91
El total de los costos fijos para el 2016 es de 5.407.745.581 de los cuales el 99%
corresponden a los costos de materia prima y los costos asociados al 2017, 2018 y 2019 se
presenta en el “Anexo L”.
5.8.3. Costo total unitario .
El costo total unitario se descompone en 98% el costo de la materia prima y el restante
corresponde a los costos fijos y a los costos de mano de obra , por lo tanto es importante
reducir al máximo los costos en la materia prima para ver disminuciones en el costo total
unitario , en el momento del estudio se encontró un solo proveedor nacional dispuesto
abastecer la cantidad de materia prima que requiere el sistema ,existe otra posibilidad para
reducir estos costos y es importar la tela de china o india pero para adquirir datos más exactos
es necesario elaborar un estudio de proveedores internacionales , pero para efectos de la
propuesta se maneja el proveedor nacional que aseguro disponibilidad para ofertar las
cantidades que requiere el sistema. Los costos unitarios se presentan en la tabla 49.
Tabla 49: Costos Unitarios 2016-2019
Fuente: Autores del proyecto
5.9. Establecimeinto de precio de venta.
El precio de venta contempla dos factores importantes el costo unitario y el precio
referencia del sector en este caso el precio del mercado es de $ 684 por lo tanto se determina
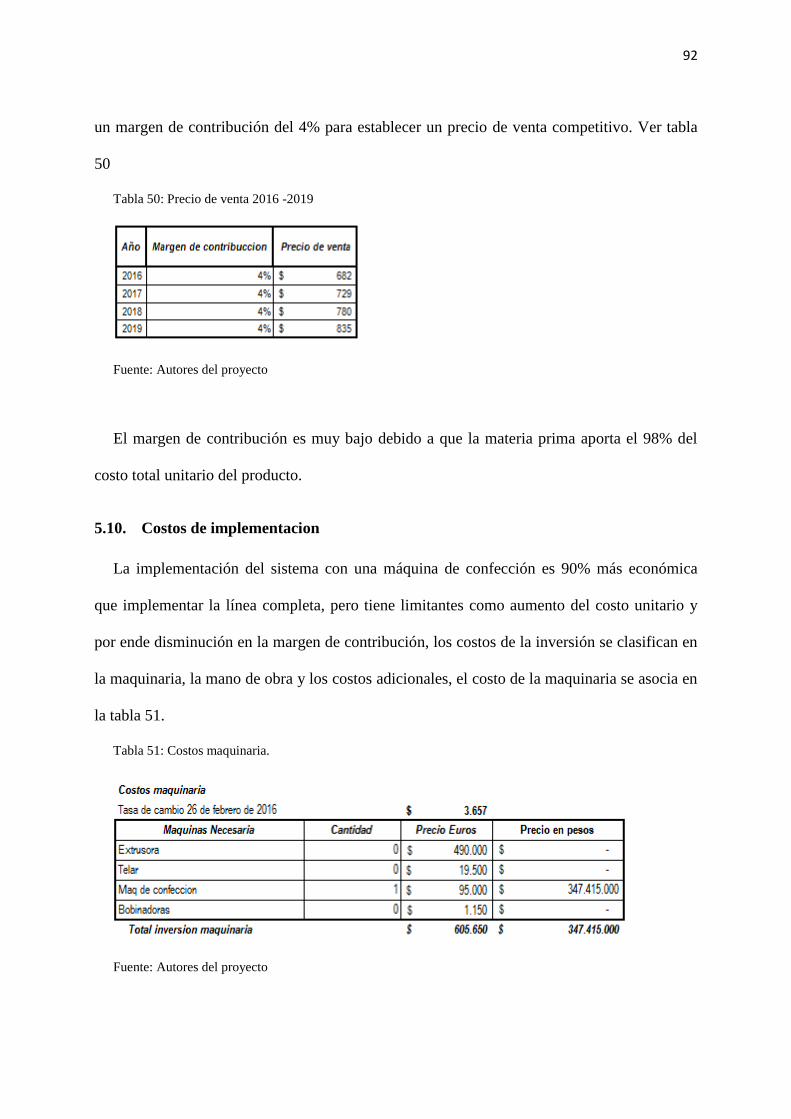
92
un margen de contribución del 4% para establecer un precio de venta competitivo. Ver tabla
50
Tabla 50: Precio de venta 2016 -2019
Fuente: Autores del proyecto
El margen de contribución es muy bajo debido a que la materia prima aporta el 98% del
costo total unitario del producto.
5.10. Costos de implementacion
La implementación del sistema con una máquina de confección es 90% más económica
que implementar la línea completa, pero tiene limitantes como aumento del costo unitario y
por ende disminución en la margen de contribución, los costos de la inversión se clasifican en
la maquinaria, la mano de obra y los costos adicionales, el costo de la maquinaria se asocia en
la tabla 51.
Tabla 51: Costos maquinaria.
Fuente: Autores del proyecto
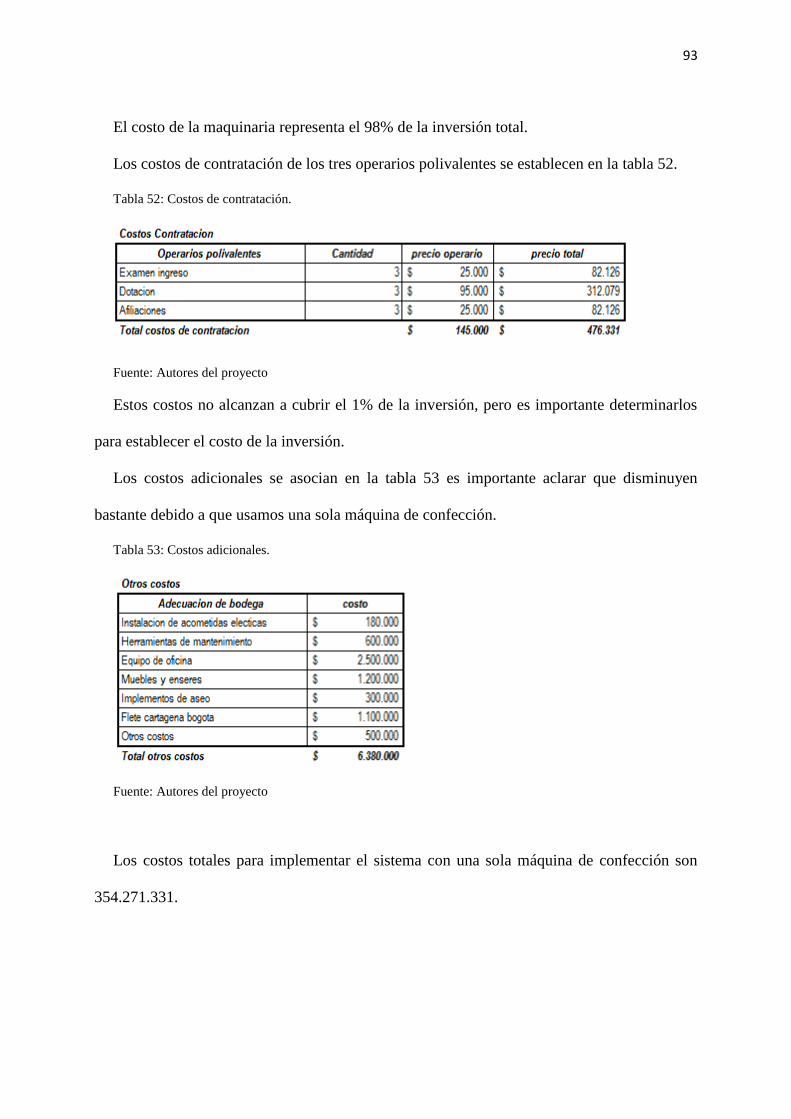
93
El costo de la maquinaria representa el 98% de la inversión total.
Los costos de contratación de los tres operarios polivalentes se establecen en la tabla 52.
Tabla 52: Costos de contratación.
Fuente: Autores del proyecto
Estos costos no alcanzan a cubrir el 1% de la inversión, pero es importante determinarlos
para establecer el costo de la inversión.
Los costos adicionales se asocian en la tabla 53 es importante aclarar que disminuyen
bastante debido a que usamos una sola máquina de confección.
Tabla 53: Costos adicionales.
Fuente: Autores del proyecto
Los costos totales para implementar el sistema con una sola máquina de confección son
354.271.331.
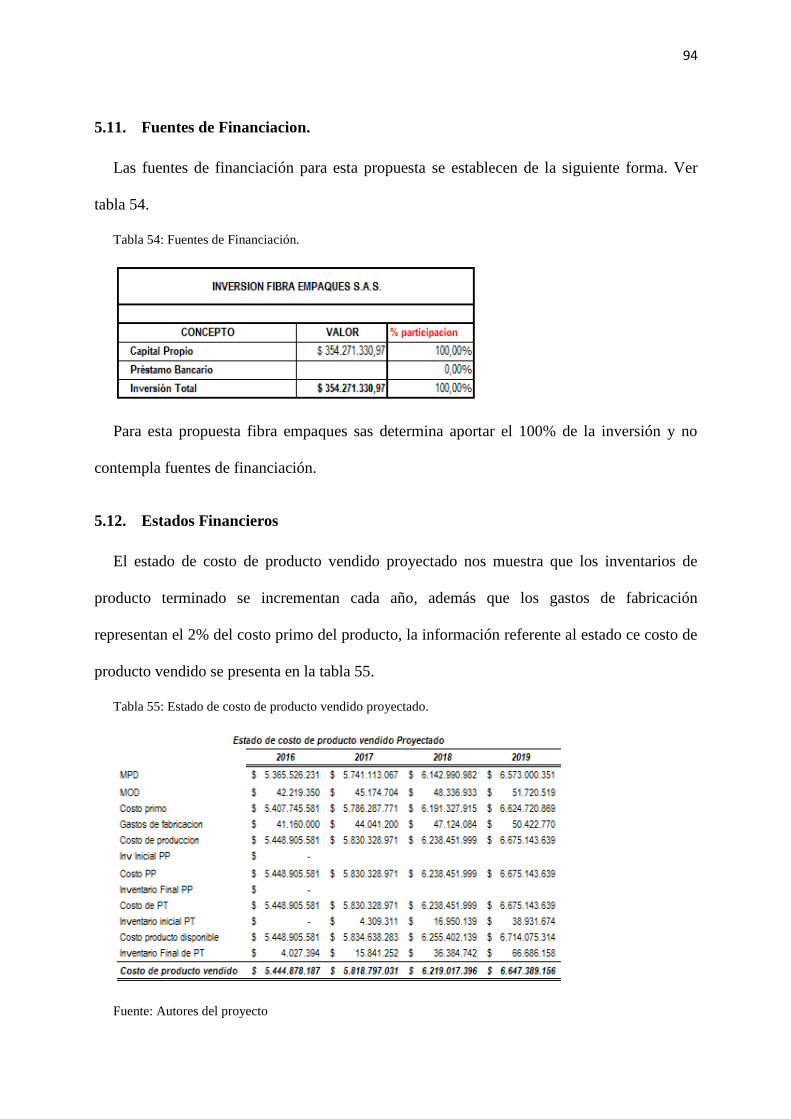
94
5.11. Fuentes de Financiacion.
Las fuentes de financiación para esta propuesta se establecen de la siguiente forma. Ver
tabla 54.
Tabla 54: Fuentes de Financiación.
Para esta propuesta fibra empaques sas determina aportar el 100% de la inversión y no
contempla fuentes de financiación.
5.12. Estados Financieros
El estado de costo de producto vendido proyectado nos muestra que los inventarios de
producto terminado se incrementan cada año, además que los gastos de fabricación
representan el 2% del costo primo del producto, la información referente al estado ce costo de
producto vendido se presenta en la tabla 55.
Tabla 55: Estado de costo de producto vendido proyectado.
Fuente: Autores del proyecto
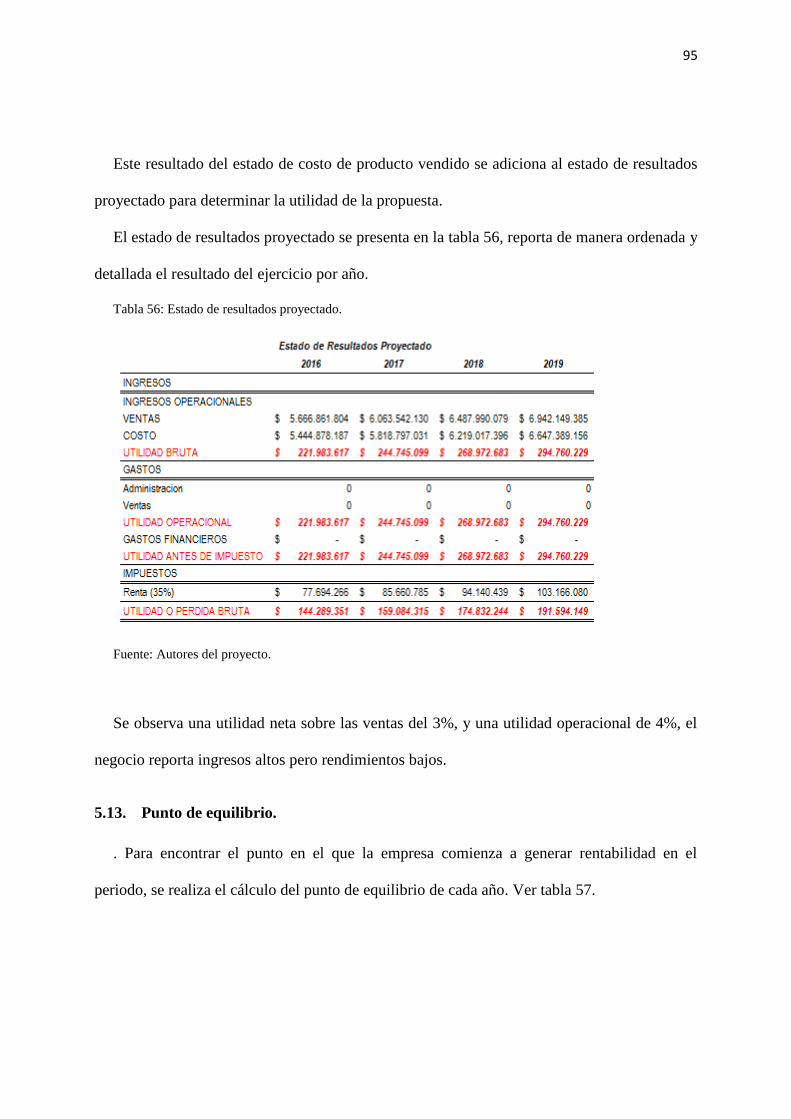
95
Este resultado del estado de costo de producto vendido se adiciona al estado de resultados
proyectado para determinar la utilidad de la propuesta.
El estado de resultados proyectado se presenta en la tabla 56, reporta de manera ordenada y
detallada el resultado del ejercicio por año.
Tabla 56: Estado de resultados proyectado.
Fuente: Autores del proyecto.
Se observa una utilidad neta sobre las ventas del 3%, y una utilidad operacional de 4%, el
negocio reporta ingresos altos pero rendimientos bajos.
5.13. Punto de equilibrio.
. Para encontrar el punto en el que la empresa comienza a generar rentabilidad en el
periodo, se realiza el cálculo del punto de equilibrio de cada año. Ver tabla 57.
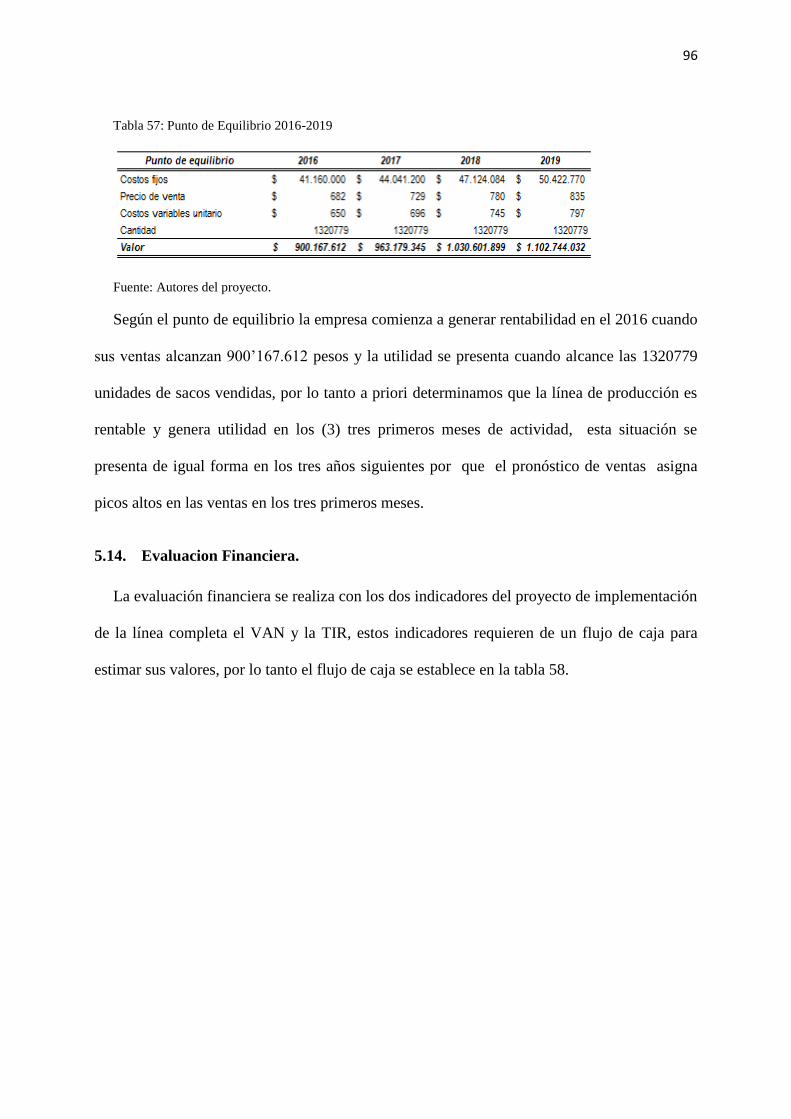
96
Tabla 57: Punto de Equilibrio 2016-2019
Fuente: Autores del proyecto.
Según el punto de equilibrio la empresa comienza a generar rentabilidad en el 2016 cuando
sus ventas alcanzan 900’167.612 pesos y la utilidad se presenta cuando alcance las 1320779
unidades de sacos vendidas, por lo tanto a priori determinamos que la línea de producción es
rentable y genera utilidad en los (3) tres primeros meses de actividad, esta situación se
presenta de igual forma en los tres años siguientes por que el pronóstico de ventas asigna
picos altos en las ventas en los tres primeros meses.
5.14. Evaluacion Financiera.
La evaluación financiera se realiza con los dos indicadores del proyecto de implementación
de la línea completa el VAN y la TIR, estos indicadores requieren de un flujo de caja para
estimar sus valores, por lo tanto el flujo de caja se establece en la tabla 58.
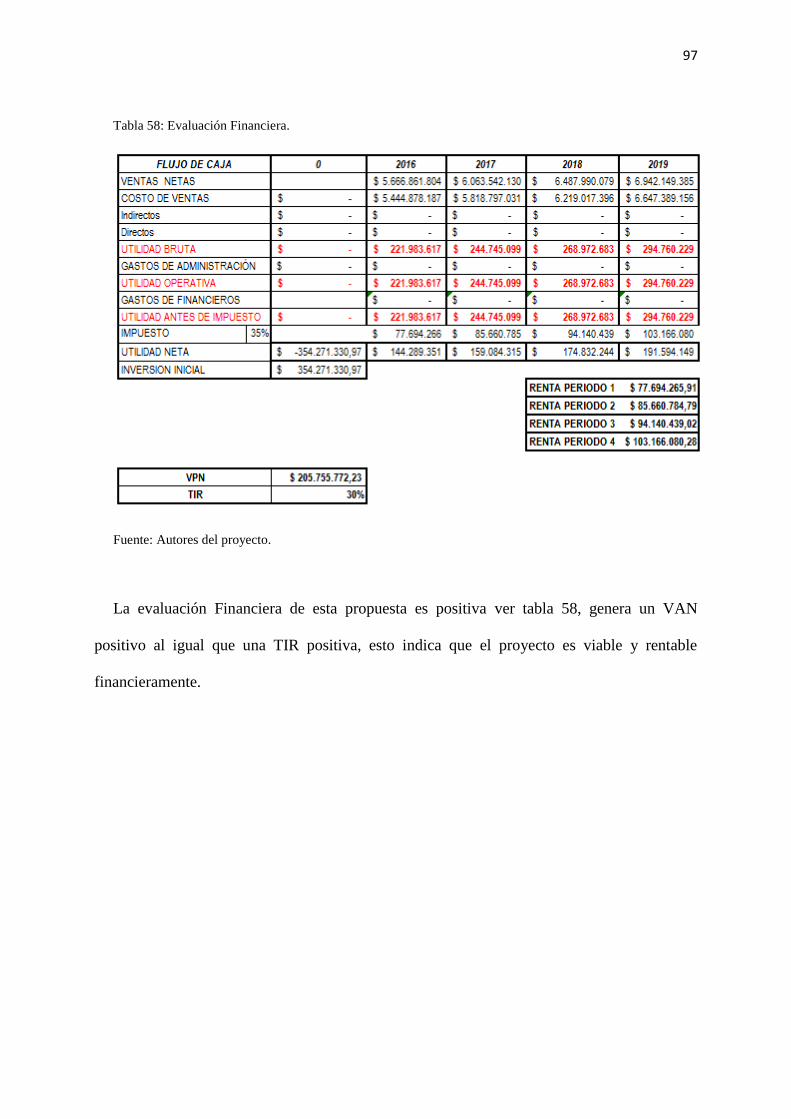
97
Tabla 58: Evaluación Financiera.
Fuente: Autores del proyecto.
La evaluación Financiera de esta propuesta es positiva ver tabla 58, genera un VAN
positivo al igual que una TIR positiva, esto indica que el proyecto es viable y rentable
financieramente.
98
Conclusiones.
La evaluación de las técnicas de pronósticos empleadas nos muestra una tendencia de
crecimiento exponencial de la Demanda, lo cual nos permite concluir que FIBRA
EMPAQUES SAS presenta una proyección favorable en el mercado de Sacos de
polipropileno, para pensar en la implementación de una línea de producción propia.
Al realizar un estudio técnico para el diseño de la línea de producción se puede determinar
que técnicamente el proyecto es viable, pues se logran a satisfacción las características
técnicas y físicas requeridas en la fabricación de sacos en cinta de polipropileno; cumpliendo
con la capacidad de producción necesaria para el cubrimiento del pronóstico de venta
establecido.
Se logra la identificación de la maquinaria requerida más acorde para la implementación de
la línea de producción, esta permite la optimización de los procesos, minimizando la perdida
de material, los tiempos muertos y garantizando una capacidad teórica amplia que permite el
desarrollo del plan de producción sin tener cuellos de botella en el proceso.
Se logra establecer el área requerida por proceso logrando una distribución en planta
acorde a la interacción entre las áreas y al espacio disponible para la implementación de la
línea de producción de sacos.
La empresa FIBRA EMPAQUES SAS tendra que asumir altos costos de inversion en
maquinaria creando una incertidumbre en la implementacion de una linea de produccion
completa a corto plazo, a pesar de que las proyecciones de crecimiento de la participacion en
el mercado.
99
Los costos unitarios de los sacos disminuyen un 10% con respecto al costo de adquisicion,
si se instala una linea de produccion de sacos tejidos en cintas de polipropileno.
Al realizar el estudio financiero se concluye que el proyecto no es atractivo para un
periodo a corto plazo, pues nos muestra que en cuatro años se tendría un VPN negativa de $
(1.548’100.298), y una TIR de -20%; por lo cual se puede concluir que el proyecto pese a ser
viable técnicamente, No es viable financieramente debido a que el VPN es menor que cero, la
TIR es menor que la tasa de oportunidad que es de 3,14%.
La implementación total de la línea de producción es necesaria si el nivel de sacos
vendidos/mes asciende a 1’000.000, de lo contrario el proyecto será no viable y poco rentable
debido a sus altos costos de inversión.
La implementación parcial de la línea de producción es viable técnicamente por que
cumple con una tasa de producción que permite satisfacer la demanda y financieramente por
que reporta indicadores positivos que determinan que el proyecto de implementar la línea
parcialmente será rentable y viable en 4 años que es el periodo objeto de estudio.
La disponibilidad de sacos aumenta si se toma la determinación de implementar parcial o
totalmente la línea de producción., lo cual indica que las pérdidas por retrasos en las entregas
se van a disminuir.
100
Bibliografía
Libro - Planificación y control de la producción Autor: Chapman, S.N. Pearson
Educación 2006
Documento: Metodología de análisis con Series de tiempo P. Reyes / Marzo 2007
Libro- Administración de la producción y las operaciones: conceptos, modelos y
funcionamiento Autor: Adam, E.E. Ebert, R.J. Prentice Hall 1991
Libro- Introducción a la estadística Autor: Ross, S.M. Reverté 2007
Documento: Metodología de análisis con Series de tiempo P. Reyes / Marzo 2007
Libro- Administración de empresas en ingeniería Autor: de la Fuente García, D.;
Fernández, I.; Fernández, N.G.; García, N. Universidad de Oviedo 2006
Revista - Facultad de Ingeniería de la Universidad Distrital Francisco José de Caldas.
Bogotá – Colombia Ingeniería, 2009-00-00 vol:14 nro:2 pág:67-77
Libro- Conceptos generales de productividad, sistemas, normalización y
competitividad para la pequeña y mediana empresa; Autor: de la Torre, J.O.
Universidad Iberoamericana, Dirección de Difusión Universitaria
Libro- Administración de la producción y las operaciones: Conceptos, modelos y
funcionamiento Autor: Everett E. Adam, Ronald J. Ebert; 1991;
Libro- planificación de los recursos humanos; Autor: Editorial Vértice; 2007;
Libro- Administración de Operaciones: Estrategia y análisis; Autor: Lee J. Krajewski,
Larry P. Ritzman; 2000;
Libro-Diseño de complejos industriales; Autor: Miquel Casals Casanova, Xavier Roca
Ramon, Núria Forcada Matheu; 2000;
101
Web grafía
http://www.petroquim.cl/que-es-el-polipropileno/
http://www.petroquim.cl/que-es-el-polipropileno/
http://www.quiminet.com/articulos/propiedades-del-polipropileno-2671066.htm
http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/pron%C3%B3stico-de-ventas/promedio-m%C3%B3vil/
http://www.aiteco.com/que-es-un-diagrama-de-flujo/
ftp://ftp.unicauca.edu.co/Facultades/FIET/DEIC/Materias/Proyecto%20de%20Automa
tizacion/Ingenier%EDa%20de%20Proceso.pdf
http://www.portafolio.co/opinion/blogs/su-inversion/%C2%BFque-es-inversion.

102
ANEXOS
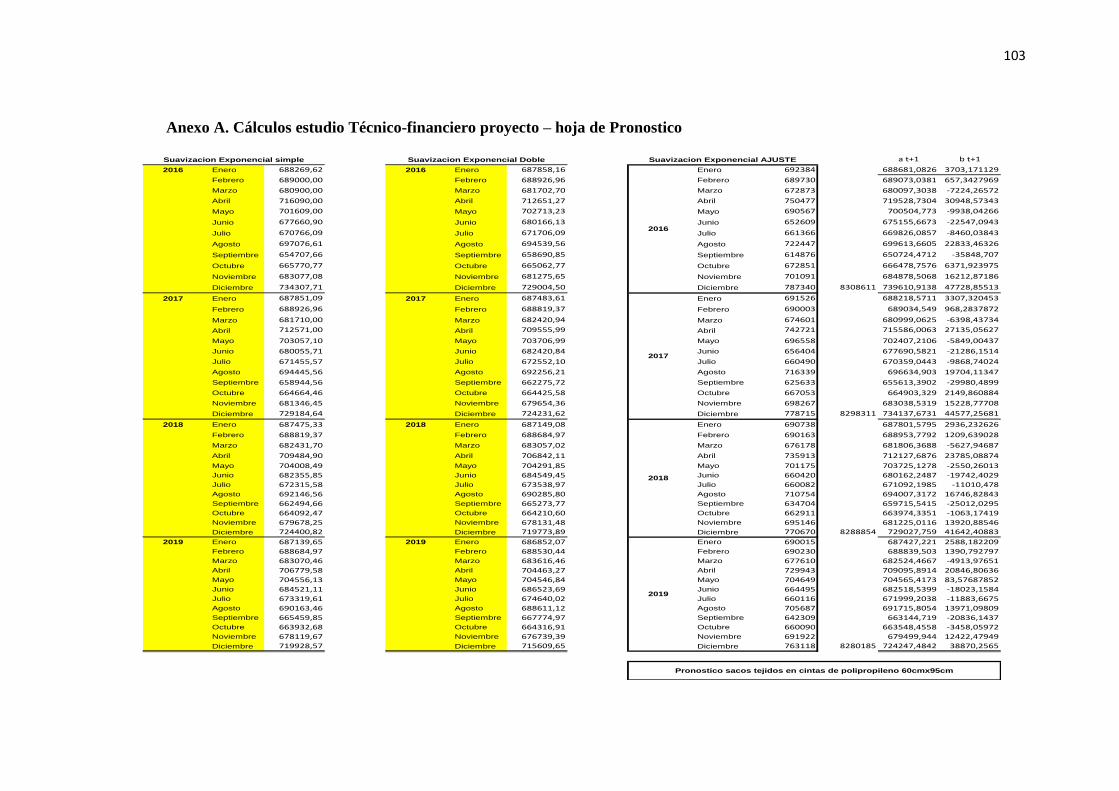
103
Anexo A. Cálculos estudio Técnico-financiero proyecto – hoja de Pronostico
a t+1 b t+1
2016 Enero 688269,62 2016 Enero 687858,16 Enero 692384 688681,0826 3703,171129
Febrero 689000,00 Febrero 688926,96 Febrero 689730 689073,0381 657,3427969
Marzo 680900,00 Marzo 681702,70 Marzo 672873 680097,3038 -7224,26572
Abril 716090,00 Abril 712651,27 Abril 750477 719528,7304 30948,57343
Mayo 701609,00 Mayo 702713,23 Mayo 690567 700504,773 -9938,04266
Junio 677660,90 Junio 680166,13 Junio 652609 675155,6673 -22547,0943
Julio 670766,09 Julio 671706,09 Julio 661366 669826,0857 -8460,03843
Agosto 697076,61 Agosto 694539,56 Agosto 722447 699613,6605 22833,46326
Septiembre 654707,66 Septiembre 658690,85 Septiembre 614876 650724,4712 -35848,707
Octubre 665770,77 Octubre 665062,77 Octubre 672851 666478,7576 6371,923975
Noviembre 683077,08 Noviembre 681275,65 Noviembre 701091 684878,5068 16212,87186
Diciembre 734307,71 Diciembre 729004,50 Diciembre 787340 8308611 739610,9138 47728,85513
2017 Enero 687851,09 2017 Enero 687483,61 Enero 691526 688218,5711 3307,320453
Febrero 688926,96 Febrero 688819,37 Febrero 690003 689034,549 968,2837872
Marzo 681710,00 Marzo 682420,94 Marzo 674601 680999,0625 -6398,43734
Abril 712571,00 Abril 709555,99 Abril 742721 715586,0063 27135,05627
Mayo 703057,10 Mayo 703706,99 Mayo 696558 702407,2106 -5849,00437
Junio 680055,71 Junio 682420,84 Junio 656404 677690,5821 -21286,1514
Julio 671455,57 Julio 672552,10 Julio 660490 670359,0443 -9868,74024
Agosto 694445,56 Agosto 692256,21 Agosto 716339 696634,903 19704,11347
Septiembre 658944,56 Septiembre 662275,72 Septiembre 625633 655613,3902 -29980,4899
Octubre 664664,46 Octubre 664425,58 Octubre 667053 664903,329 2149,860884
Noviembre 681346,45 Noviembre 679654,36 Noviembre 698267 683038,5319 15228,77708
Diciembre 729184,64 Diciembre 724231,62 Diciembre 778715 8298311 734137,6731 44577,25681
2018 Enero 687475,33 2018 Enero 687149,08 Enero 690738 687801,5795 2936,232626
Febrero 688819,37 Febrero 688684,97 Febrero 690163 688953,7792 1209,639028
Marzo 682431,70 Marzo 683057,02 Marzo 676178 681806,3688 -5627,94687
Abril 709484,90 Abril 706842,11 Abril 735913 712127,6876 23785,08874
Mayo 704008,49 Mayo 704291,85 Mayo 701175 703725,1278 -2550,26013
Junio 682355,85 Junio 684549,45 Junio 660420 680162,2487 -19742,4029
Julio 672315,58 Julio 673538,97 Julio 660082 671092,1985 -11010,478
Agosto 692146,56 Agosto 690285,80 Agosto 710754 694007,3172 16746,82843
Septiembre 662494,66 Septiembre 665273,77 Septiembre 634704 659715,5415 -25012,0295
Octubre 664092,47 Octubre 664210,60 Octubre 662911 663974,3351 -1063,17419
Noviembre 679678,25 Noviembre 678131,48 Noviembre 695146 681225,0116 13920,88546
Diciembre 724400,82 Diciembre 719773,89 Diciembre 770670 8288854 729027,759 41642,40883
2019 Enero 687139,65 2019 Enero 686852,07 Enero 690015 687427,221 2588,182209
Febrero 688684,97 Febrero 688530,44 Febrero 690230 688839,503 1390,792797
Marzo 683070,46 Marzo 683616,46 Marzo 677610 682524,4667 -4913,97651
Abril 706779,58 Abril 704463,27 Abril 729943 709095,8914 20846,80636
Mayo 704556,13 Mayo 704546,84 Mayo 704649 704565,4173 83,57687852
Junio 684521,11 Junio 686523,69 Junio 664495 682518,5399 -18023,1584
Julio 673319,61 Julio 674640,02 Julio 660116 671999,2038 -11883,6675
Agosto 690163,46 Agosto 688611,12 Agosto 705687 691715,8054 13971,09809
Septiembre 665459,85 Septiembre 667774,97 Septiembre 642309 663144,719 -20836,1437
Octubre 663932,68 Octubre 664316,91 Octubre 660090 663548,4558 -3458,05972
Noviembre 678119,67 Noviembre 676739,39 Noviembre 691922 679499,944 12422,47949
Diciembre 719928,57 Diciembre 715609,65 Diciembre 763118 8280185 724247,4842 38870,2565
2019
Pronostico sacos tejidos en cintas de polipropileno 60cmx95cm
Suavizacion Exponencial DobleSuavizacion Exponencial simple
2016
2017
2018
Suavizacion Exponencial AJUSTE
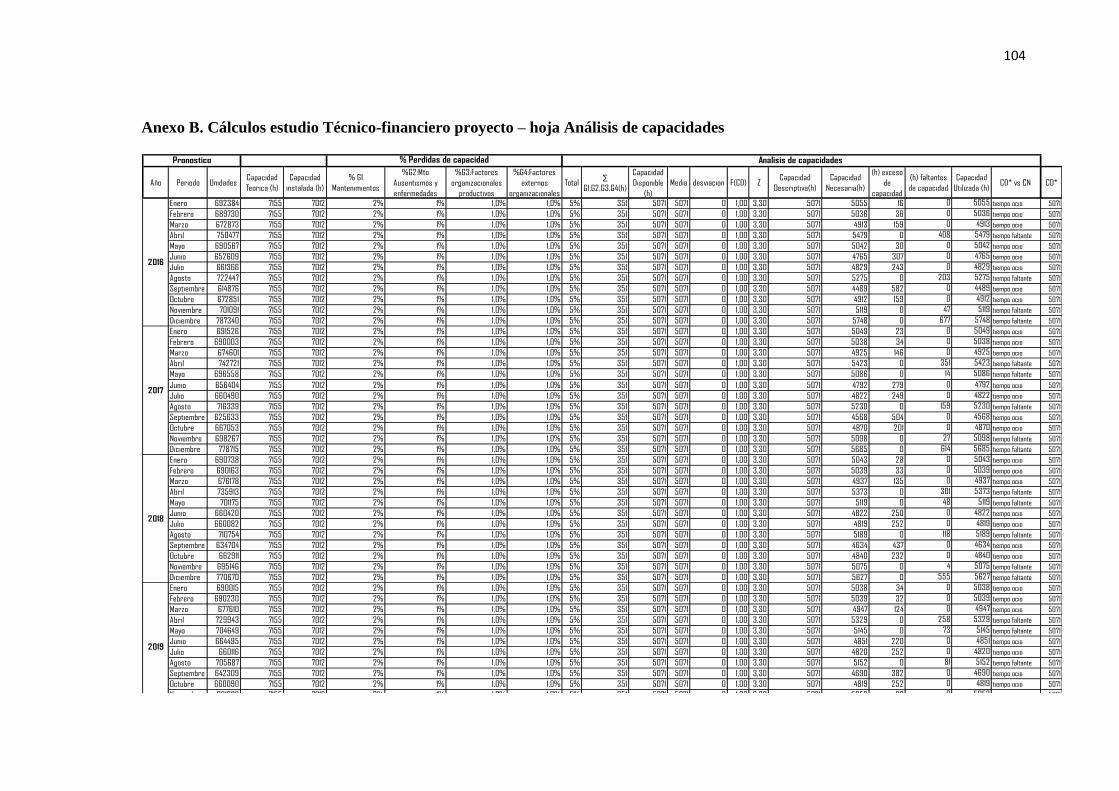
104
Anexo B. Cálculos estudio Técnico-financiero proyecto – hoja Análisis de capacidades
Año Periodo Unidades Capacidad
Teorica (h)
Capacidad
instalada (h)
% G1
Mantenimientos
%G2:Mto
Ausentismos y
enfermedades
%G3:Factores
organizacionales
productivos
%G4:Factores
externos
organizacionales
Total ∑
G1,G2,G3,G4(h)
Capacidad
Disponible
(h)
Media desviacion F(CD) ZCapacidad
Descriptiva(h)
Capacidad
Necesaria(h)
(h) exceso
de
capacidad
(h) faltantes
de capacidad
Capacidad
Utilizada (h)CD* vs CN CD*
Enero 692384 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5055 16 0 5055 tiempo ocio 5071
Febrero 689730 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5036 36 0 5036 tiempo ocio 5071
Marzo 672873 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4913 159 0 4913 tiempo ocio 5071
Abril 750477 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5479 0 408 5479 tiempo faltante 5071
Mayo 690567 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5042 30 0 5042 tiempo ocio 5071
Junio 652609 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4765 307 0 4765 tiempo ocio 5071
Julio 661366 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4829 243 0 4829 tiempo ocio 5071
Agosto 722447 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5275 0 203 5275 tiempo faltante 5071
Septiembre 614876 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4489 582 0 4489 tiempo ocio 5071
Octubre 672851 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4912 159 0 4912 tiempo ocio 5071
Noviembre 701091 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5119 0 47 5119 tiempo faltante 5071
Diciembre 787340 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5748 0 677 5748 tiempo faltante 5071
Enero 691526 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5049 23 0 5049 tiempo ocio 5071
Febrero 690003 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5038 34 0 5038 tiempo ocio 5071
Marzo 674601 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4925 146 0 4925 tiempo ocio 5071
Abril 742721 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5423 0 351 5423 tiempo faltante 5071
Mayo 696558 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5086 0 14 5086 tiempo faltante 5071
Junio 656404 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4792 279 0 4792 tiempo ocio 5071
Julio 660490 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4822 249 0 4822 tiempo ocio 5071
Agosto 716339 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5230 0 159 5230 tiempo faltante 5071
Septiembre 625633 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4568 504 0 4568 tiempo ocio 5071
Octubre 667053 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4870 201 0 4870 tiempo ocio 5071
Noviembre 698267 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5098 0 27 5098 tiempo faltante 5071
Diciembre 778715 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5685 0 614 5685 tiempo faltante 5071
Enero 690738 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5043 28 0 5043 tiempo ocio 5071
Febrero 690163 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5039 33 0 5039 tiempo ocio 5071
Marzo 676178 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4937 135 0 4937 tiempo ocio 5071
Abril 735913 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5373 0 301 5373 tiempo faltante 5071
Mayo 701175 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5119 0 48 5119 tiempo faltante 5071
Junio 660420 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4822 250 0 4822 tiempo ocio 5071
Julio 660082 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4819 252 0 4819 tiempo ocio 5071
Agosto 710754 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5189 0 118 5189 tiempo faltante 5071
Septiembre 634704 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4634 437 0 4634 tiempo ocio 5071
Octubre 662911 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4840 232 0 4840 tiempo ocio 5071
Noviembre 695146 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5075 0 4 5075 tiempo faltante 5071
Diciembre 770670 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5627 0 555 5627 tiempo faltante 5071
Enero 690015 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5038 34 0 5038 tiempo ocio 5071
Febrero 690230 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5039 32 0 5039 tiempo ocio 5071
Marzo 677610 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4947 124 0 4947 tiempo ocio 5071
Abril 729943 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5329 0 258 5329 tiempo faltante 5071
Mayo 704649 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5145 0 73 5145 tiempo faltante 5071
Junio 664495 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4851 220 0 4851 tiempo ocio 5071
Julio 660116 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4820 252 0 4820 tiempo ocio 5071
Agosto 705687 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5152 0 81 5152 tiempo faltante 5071
Septiembre 642309 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4690 382 0 4690 tiempo ocio 5071
Octubre 660090 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 4819 252 0 4819 tiempo ocio 5071
Noviembre 691922 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5052 20 0 5052 tiempo ocio 5071
Diciembre 763118 7155 7012 2% 1% 1,0% 1,0% 5% 351 5071 5071 0 1,00 3,30 5071 5572 0 500 5572 tiempo faltante 5071
2017
2018
2019
% Perdidas de capacidadPronostico
2016
Analisis de capacidades
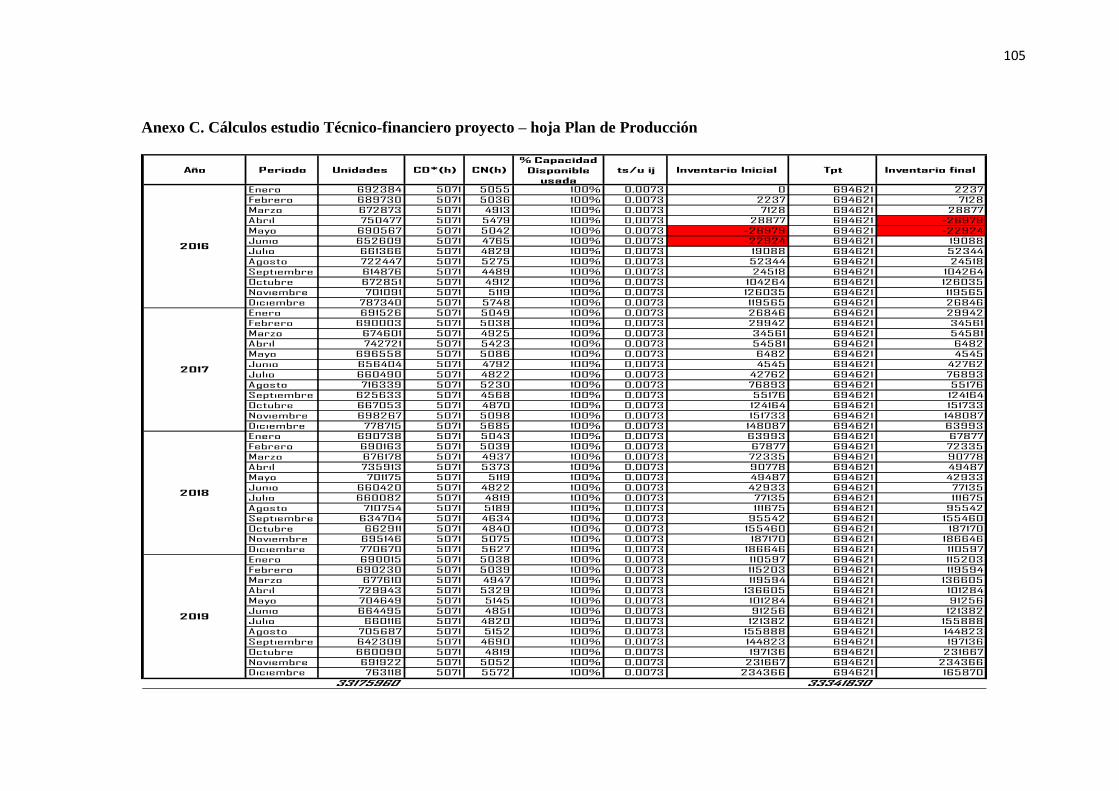
105
Anexo C. Cálculos estudio Técnico-financiero proyecto – hoja Plan de Producción
Año Periodo Unidades CD*(h) CN(h)
% Capacidad
Disponible
usada
ts/u ij Inventario Inicial Tpt Inventario final
Enero 692384 5071 5055 100% 0,0073 0 694621 2237
Febrero 689730 5071 5036 100% 0,0073 2237 694621 7128
Marzo 672873 5071 4913 100% 0,0073 7128 694621 28877
Abril 750477 5071 5479 100% 0,0073 28877 694621 -26979
Mayo 690567 5071 5042 100% 0,0073 -26979 694621 -22924
Junio 652609 5071 4765 100% 0,0073 -22924 694621 19088
Julio 661366 5071 4829 100% 0,0073 19088 694621 52344
Agosto 722447 5071 5275 100% 0,0073 52344 694621 24518
Septiembre 614876 5071 4489 100% 0,0073 24518 694621 104264
Octubre 672851 5071 4912 100% 0,0073 104264 694621 126035
Noviembre 701091 5071 5119 100% 0,0073 126035 694621 119565
Diciembre 787340 5071 5748 100% 0,0073 119565 694621 26846
Enero 691526 5071 5049 100% 0,0073 26846 694621 29942
Febrero 690003 5071 5038 100% 0,0073 29942 694621 34561
Marzo 674601 5071 4925 100% 0,0073 34561 694621 54581
Abril 742721 5071 5423 100% 0,0073 54581 694621 6482
Mayo 696558 5071 5086 100% 0,0073 6482 694621 4545
Junio 656404 5071 4792 100% 0,0073 4545 694621 42762
Julio 660490 5071 4822 100% 0,0073 42762 694621 76893
Agosto 716339 5071 5230 100% 0,0073 76893 694621 55176
Septiembre 625633 5071 4568 100% 0,0073 55176 694621 124164
Octubre 667053 5071 4870 100% 0,0073 124164 694621 151733
Noviembre 698267 5071 5098 100% 0,0073 151733 694621 148087
Diciembre 778715 5071 5685 100% 0,0073 148087 694621 63993
Enero 690738 5071 5043 100% 0,0073 63993 694621 67877
Febrero 690163 5071 5039 100% 0,0073 67877 694621 72335
Marzo 676178 5071 4937 100% 0,0073 72335 694621 90778
Abril 735913 5071 5373 100% 0,0073 90778 694621 49487
Mayo 701175 5071 5119 100% 0,0073 49487 694621 42933
Junio 660420 5071 4822 100% 0,0073 42933 694621 77135
Julio 660082 5071 4819 100% 0,0073 77135 694621 111675
Agosto 710754 5071 5189 100% 0,0073 111675 694621 95542
Septiembre 634704 5071 4634 100% 0,0073 95542 694621 155460
Octubre 662911 5071 4840 100% 0,0073 155460 694621 187170
Noviembre 695146 5071 5075 100% 0,0073 187170 694621 186646
Diciembre 770670 5071 5627 100% 0,0073 186646 694621 110597
Enero 690015 5071 5038 100% 0,0073 110597 694621 115203
Febrero 690230 5071 5039 100% 0,0073 115203 694621 119594
Marzo 677610 5071 4947 100% 0,0073 119594 694621 136605
Abril 729943 5071 5329 100% 0,0073 136605 694621 101284
Mayo 704649 5071 5145 100% 0,0073 101284 694621 91256
Junio 664495 5071 4851 100% 0,0073 91256 694621 121382
Julio 660116 5071 4820 100% 0,0073 121382 694621 155888
Agosto 705687 5071 5152 100% 0,0073 155888 694621 144823
Septiembre 642309 5071 4690 100% 0,0073 144823 694621 197136
Octubre 660090 5071 4819 100% 0,0073 197136 694621 231667
Noviembre 691922 5071 5052 100% 0,0073 231667 694621 234366
Diciembre 763118 5071 5572 100% 0,0073 234366 694621 165870
33175960 33341830
2016
2017
2018
2019
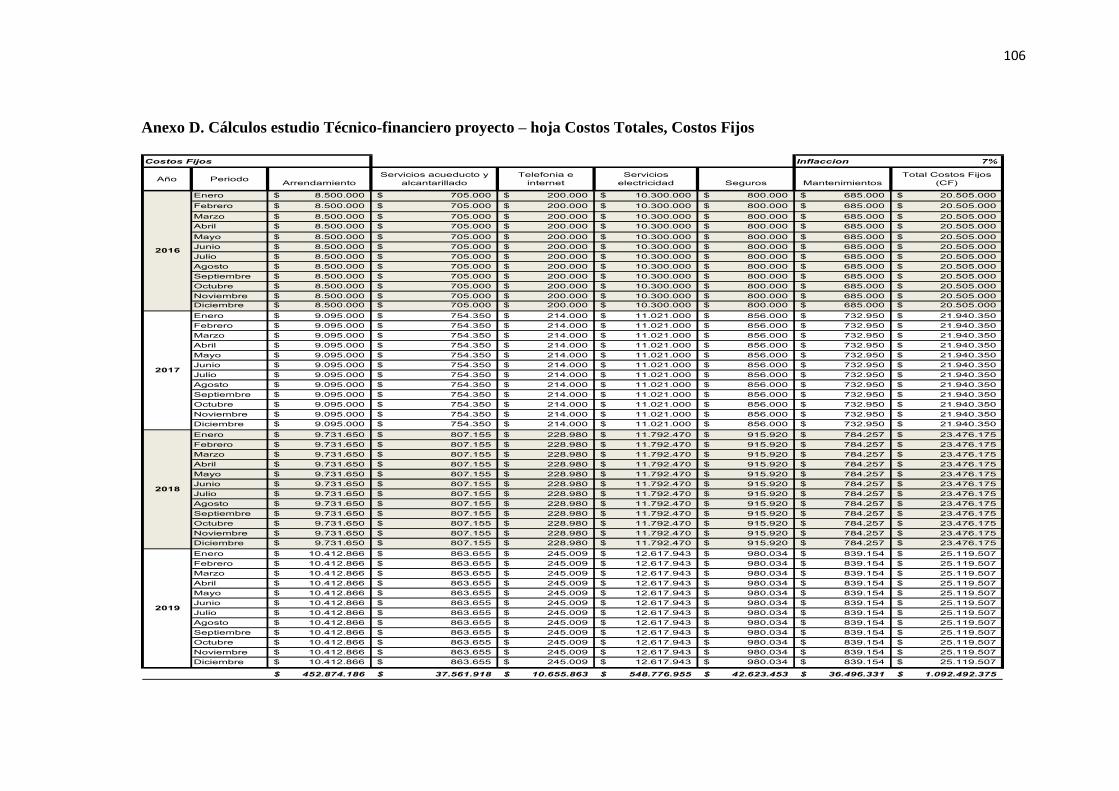
106
Anexo D. Cálculos estudio Técnico-financiero proyecto – hoja Costos Totales, Costos Fijos
Costos Fijos Inflaccion 7%
Año PeriodoArrendamiento
Servicios acueducto y
alcantarillado
Telefonia e
internet
Servicios
electricidad Seguros Mantenimientos
Total Costos Fijos
(CF)
Enero 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Febrero 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Marzo 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Abril 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Mayo 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Junio 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Julio 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Agosto 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Septiembre 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Octubre 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Noviembre 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Diciembre 8.500.000$ 705.000$ 200.000$ 10.300.000$ 800.000$ 685.000$ 20.505.000$
Enero 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Febrero 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Marzo 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Abril 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Mayo 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Junio 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Julio 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Agosto 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Septiembre 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Octubre 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Noviembre 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Diciembre 9.095.000$ 754.350$ 214.000$ 11.021.000$ 856.000$ 732.950$ 21.940.350$
Enero 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Febrero 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Marzo 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Abril 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Mayo 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Junio 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Julio 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Agosto 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Septiembre 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Octubre 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Noviembre 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Diciembre 9.731.650$ 807.155$ 228.980$ 11.792.470$ 915.920$ 784.257$ 23.476.175$
Enero 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
Febrero 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
Marzo 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
Abril 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
Mayo 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
Junio 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
Julio 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
Agosto 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
Septiembre 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
Octubre 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
Noviembre 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
Diciembre 10.412.866$ 863.655$ 245.009$ 12.617.943$ 980.034$ 839.154$ 25.119.507$
452.874.186$ 37.561.918$ 10.655.863$ 548.776.955$ 42.623.453$ 36.496.331$ 1.092.492.375$
2016
2017
2018
2019
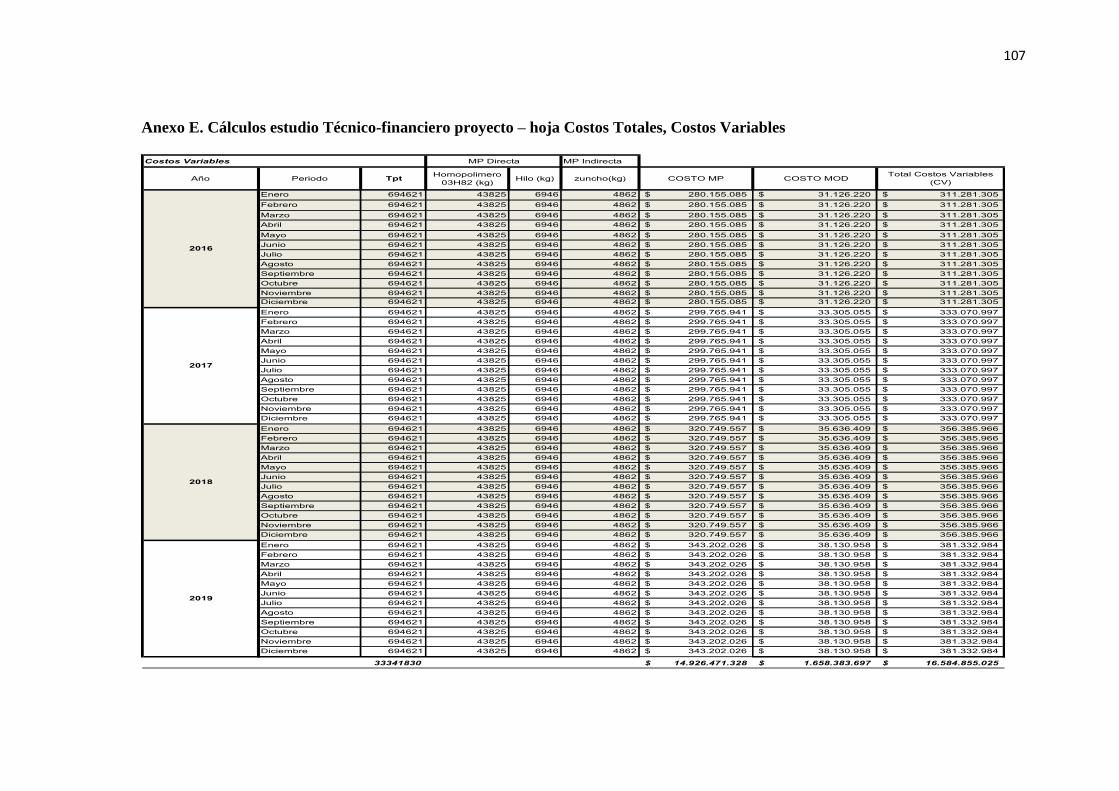
107
Anexo E. Cálculos estudio Técnico-financiero proyecto – hoja Costos Totales, Costos Variables
Costos Variables MP Indirecta
Año Periodo TptHomopolimero
03H82 (kg)Hilo (kg) zuncho(kg) COSTO MP COSTO MOD
Total Costos Variables
(CV)
Enero 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Febrero 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Marzo 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Abril 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Mayo 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Junio 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Julio 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Agosto 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Septiembre 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Octubre 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Noviembre 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Diciembre 694621 43825 6946 4862 280.155.085$ 31.126.220$ 311.281.305$
Enero 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Febrero 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Marzo 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Abril 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Mayo 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Junio 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Julio 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Agosto 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Septiembre 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Octubre 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Noviembre 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Diciembre 694621 43825 6946 4862 299.765.941$ 33.305.055$ 333.070.997$
Enero 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Febrero 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Marzo 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Abril 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Mayo 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Junio 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Julio 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Agosto 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Septiembre 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Octubre 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Noviembre 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Diciembre 694621 43825 6946 4862 320.749.557$ 35.636.409$ 356.385.966$
Enero 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
Febrero 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
Marzo 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
Abril 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
Mayo 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
Junio 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
Julio 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
Agosto 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
Septiembre 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
Octubre 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
Noviembre 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
Diciembre 694621 43825 6946 4862 343.202.026$ 38.130.958$ 381.332.984$
33341830 14.926.471.328$ 1.658.383.697$ 16.584.855.025$
2016
2017
2018
MP Directa
2019
108
Anexo F. Cotización solicitada a la empresa Fibras y empaques SAS de Medellín.
Medellín, 8 de Marzo de 2.016 Señores: Fibra Empaques S.A.S
Bogotá Ref. Cotización de sacos de Polipropileno Les estamos ofreciendo empaques de polipropileno con las siguientes especificaciones:
Producto Medida del Producto
Tipo Tela. Precio por Unidad.
Sacos en polipropileno tela color Blanco
Sacos en polipropileno tela color
Blanco
Sacos en polipropileno tela color Blanco
Tela pp boca 60
60 X 92 cms
60 X 95 cms
70 X 105 cms
Liviana
Liviana
Liviana
Liviana
$ 570 + IVA c/u
$ 590 + IVA c/u
$ 757 + IVA c/u
557 + IVA c/u
Iva 16% CONDICIONES COMERCIALES Lugar de Entrega: Sus instalaciones Forma de pago: Contado, mientras establecemos relación comercial Tiempo de Entrega: Sacos 8 días después de la confirmación del pedido
109
Cantidades: Saco 10.000 cada referencia und para el despacho o recoger
en nuestra bodega Quedo atenta a sus inquietudes y comentarios, Cordialmente, Sonia Hernández G. Gerente Comercial Cel. 318 370 66 56 - 316 233 68 52
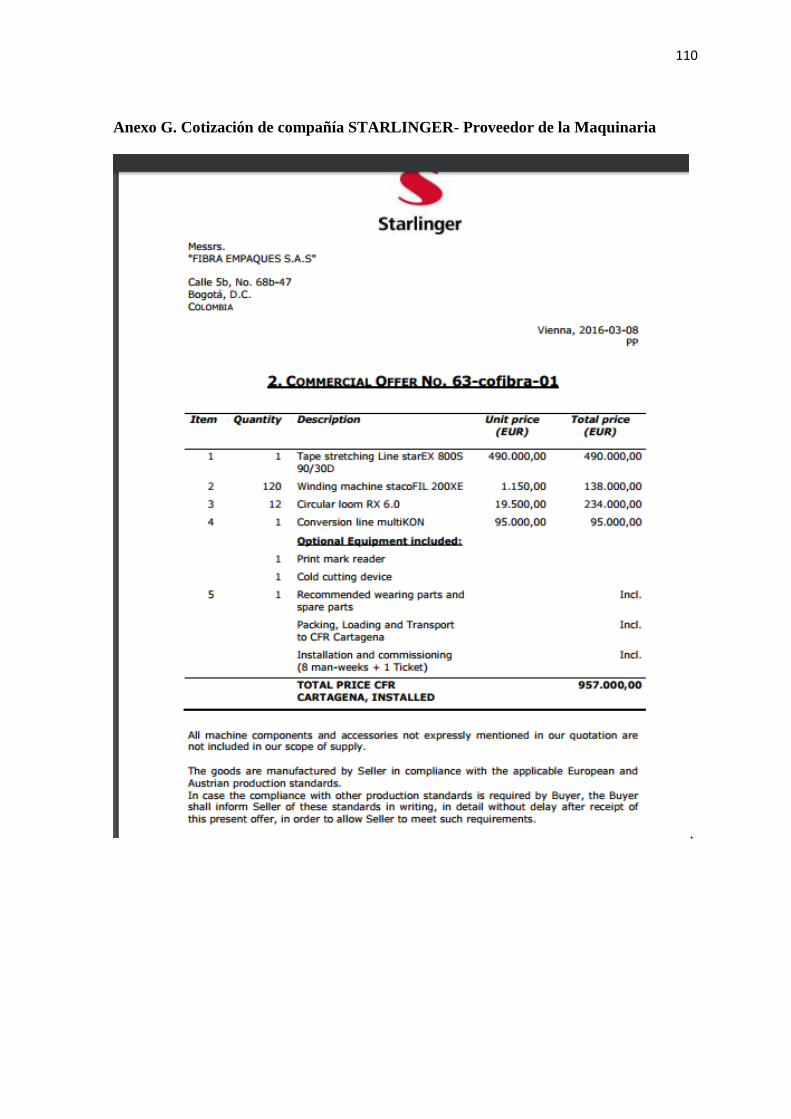
110
Anexo G. Cotización de compañía STARLINGER- Proveedor de la Maquinaria
.
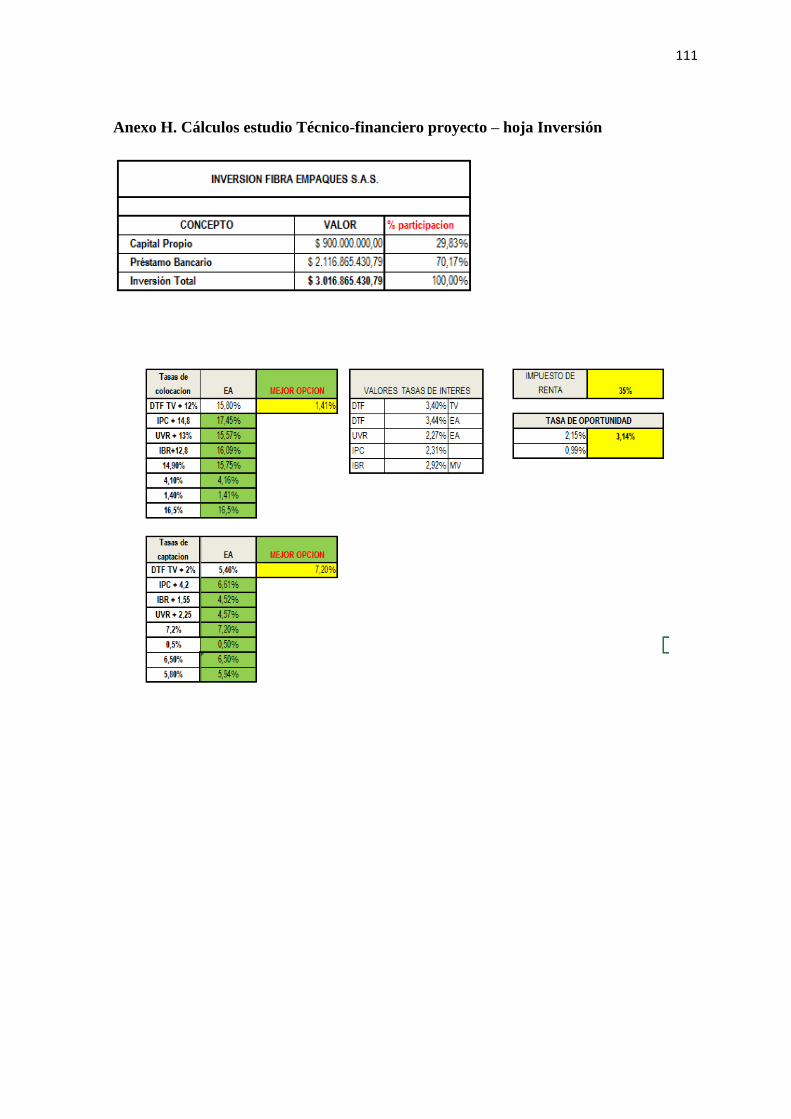
111
Anexo H. Cálculos estudio Técnico-financiero proyecto – hoja Inversión
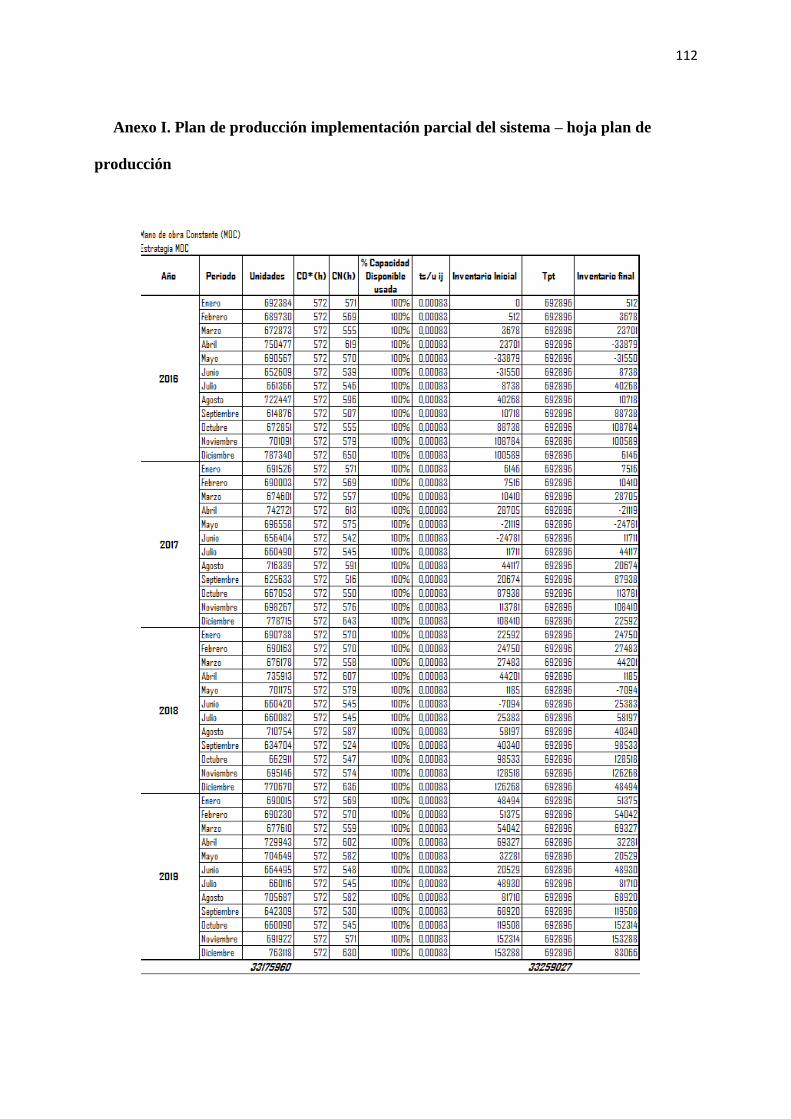
112
Anexo I. Plan de producción implementación parcial del sistema – hoja plan de
producción
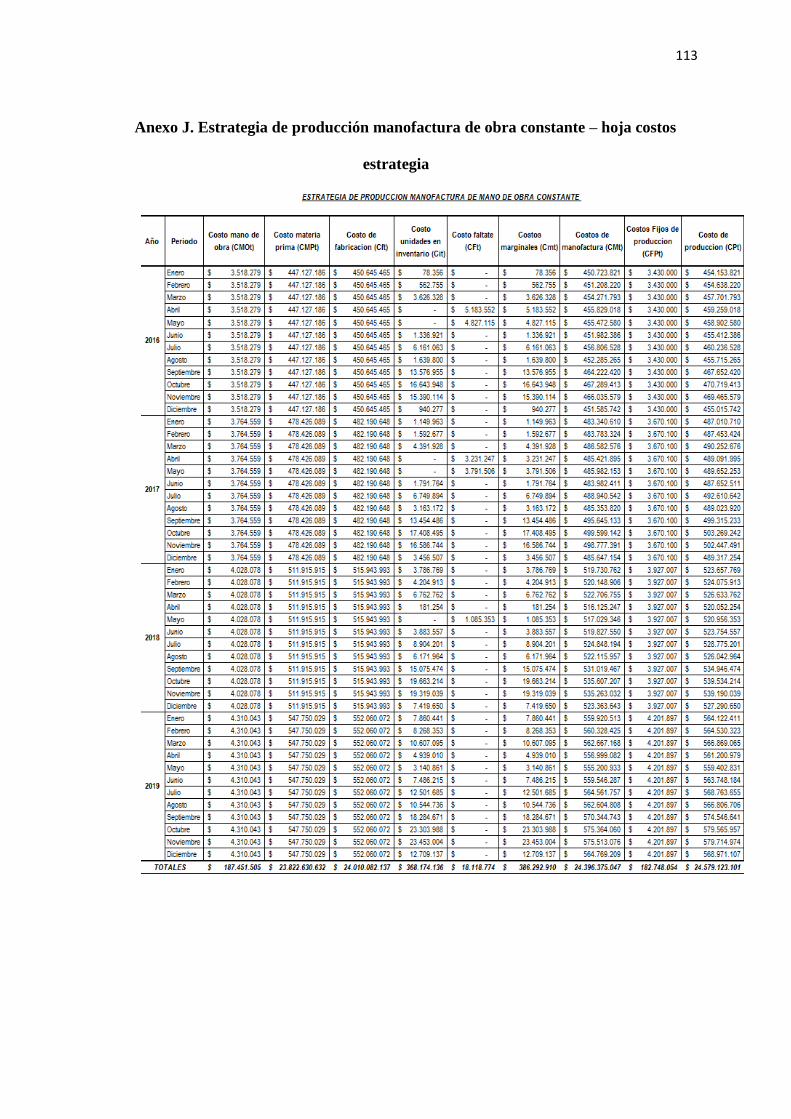
113
Anexo J. Estrategia de producción manofactura de obra constante – hoja costos
estrategia
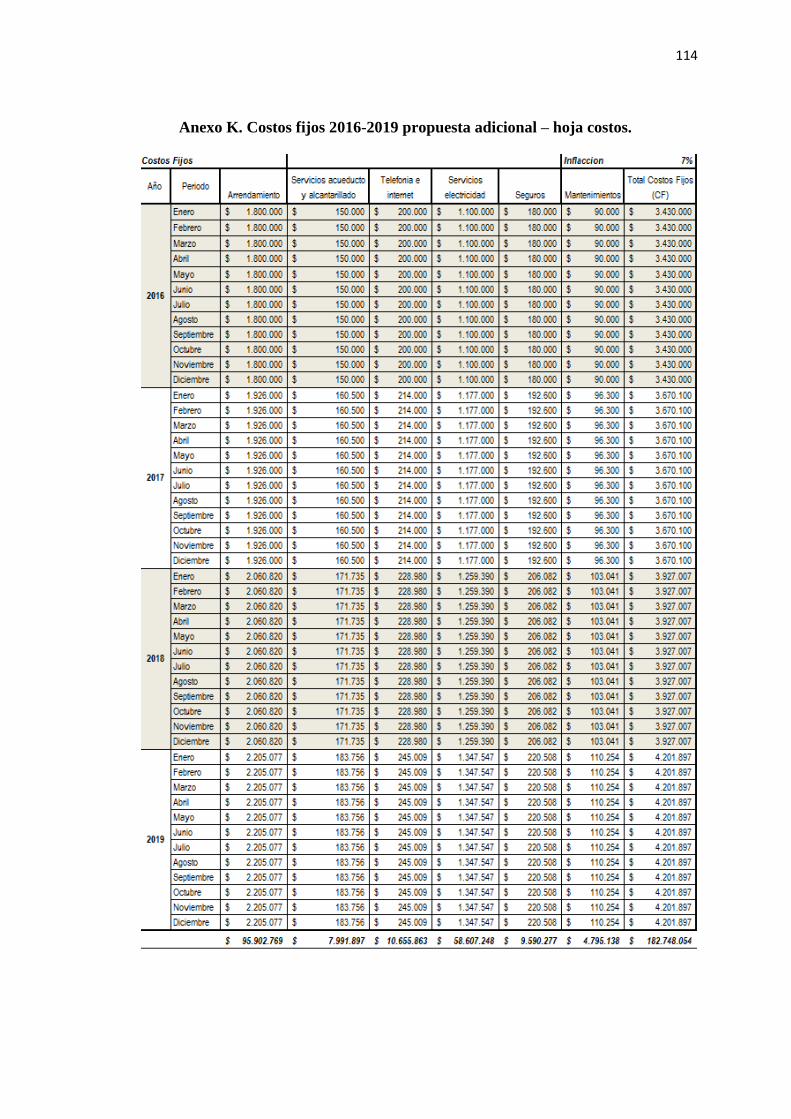
114
Anexo K. Costos fijos 2016-2019 propuesta adicional – hoja costos.
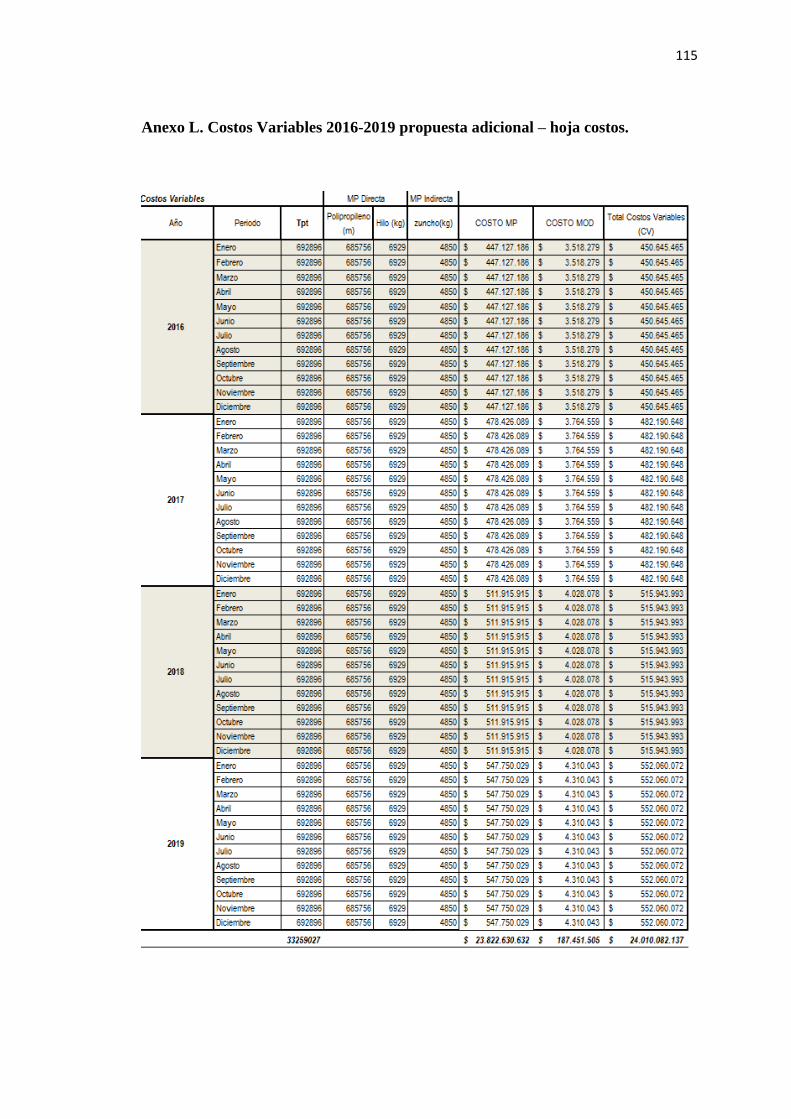
115
Anexo L. Costos Variables 2016-2019 propuesta adicional – hoja costos.
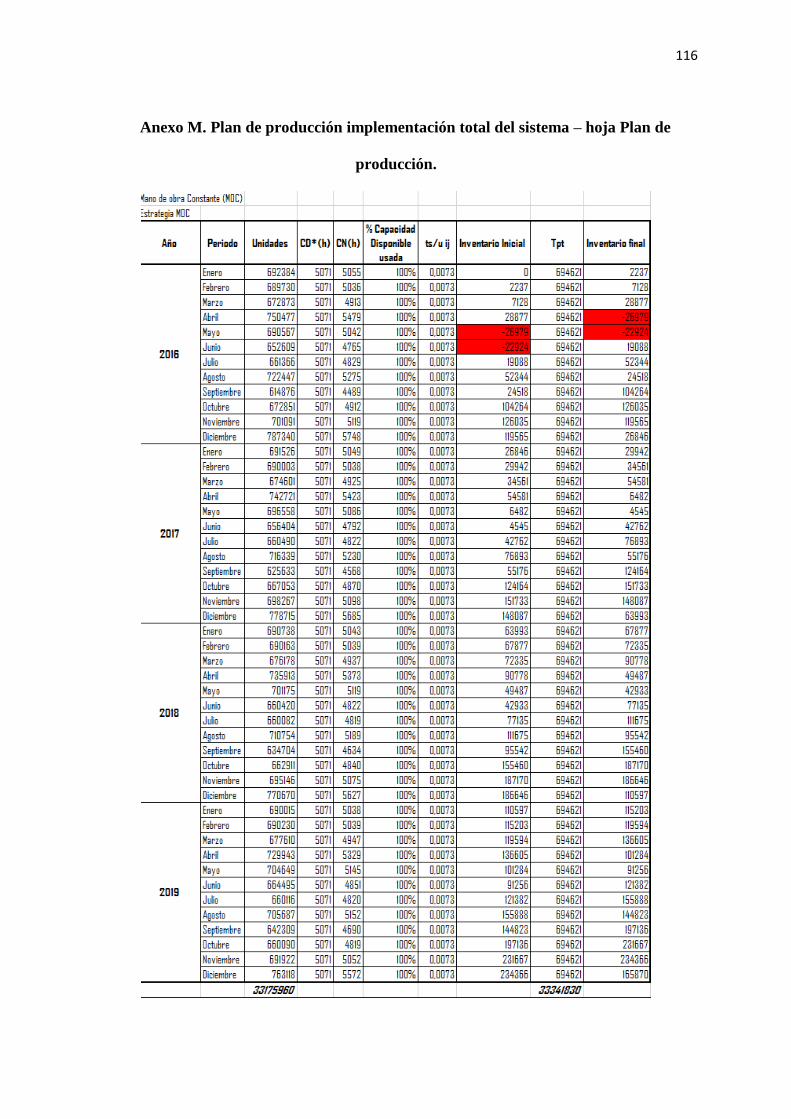
116
Anexo M. Plan de producción implementación total del sistema – hoja Plan de
producción.
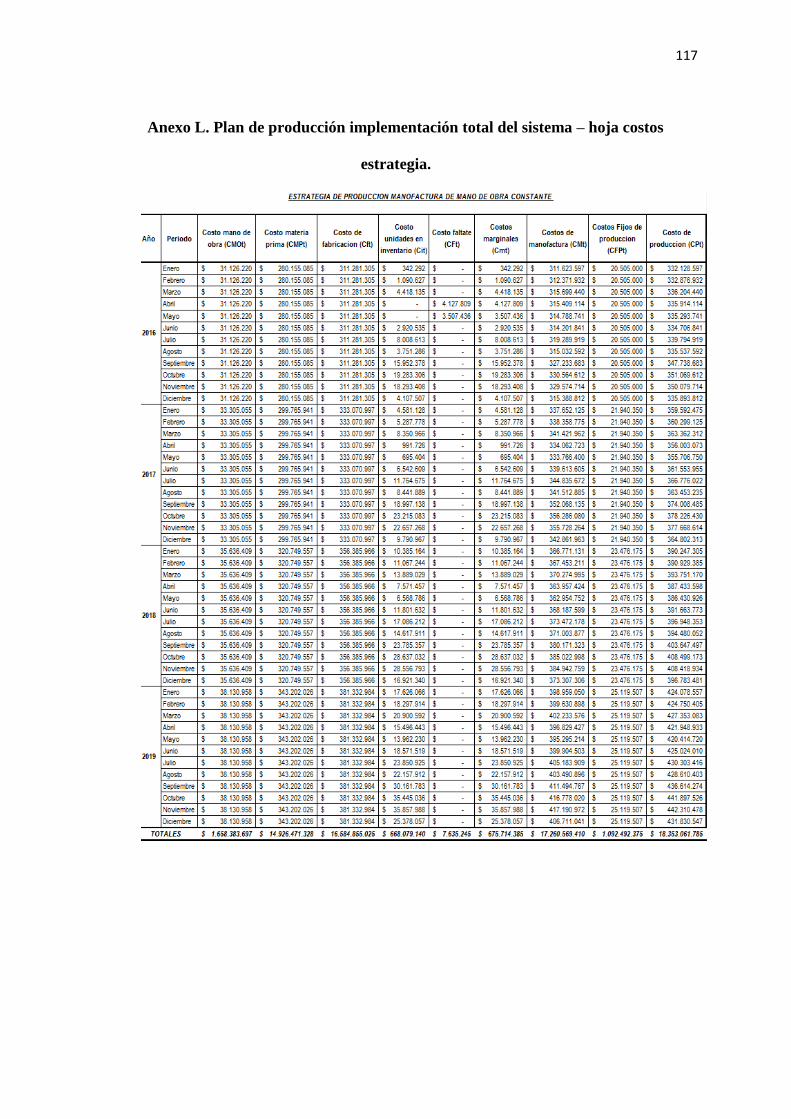
117
Anexo L. Plan de producción implementación total del sistema – hoja costos
estrategia.