Proyecto de Grado Sello Mecanico.doc
86
MEJORA DE CONFIABILIDAD DE LA BOMBA CENTRIFUGA 166P10, ANALIZANDO FALLAS DEL SELLO MECÁNICO EN LA PRODUCCIÓN DE BIODIESEL Y GLICERINA CRUDA DE LA PLANTA BIOSC S.A.S. DAIWER JOSE TRONCOSO FREYLE ROBERTO PIMENTEL POLO
-
Upload
elio-vergara -
Category
Documents
-
view
51 -
download
1
Transcript of Proyecto de Grado Sello Mecanico.doc

MEJORA DE CONFIABILIDAD DE LA BOMBA CENTRIFUGA 166P10, ANALIZANDO FALLAS DEL SELLO MECÁNICO EN LA PRODUCCIÓN DE
BIODIESEL Y GLICERINA CRUDA DE LA PLANTA BIOSC S.A.S.
DAIWER JOSE TRONCOSO FREYLE ROBERTO PIMENTEL POLO
UNIVERSIDAD ANTONIO NARIÑOFACULTAD DE INGENIERIA MECANICA
INGENIERIA ELECTROMECANICASANTA MARTA D.T.C.H
2015

MEJORA DE CONFIABILIDAD DE LA BOMBA CENTRIFUGA 166P10, ANALIZANDO FALLAS DEL SELLO MECÁNICO EN LA PRODUCCIÓN DE BIODIESEL Y GLICERINA CRUDA DE LA PLANTA BIOSC S.A.S.
PRESENTADO PORDAIWER JOSE TRONCOSO FREYLE
ROBERTO PIMENTEL POLO
PROYECTO DE GRADO
AsesorMAIRA CECILIA GASCA MANTILLA
Magister en Mantenimiento Industrial

AGRADECIMIENTOS
Esta tesis de grado, está dedicada a Dios, por haberme concedido la sabiduría y paciencia necesaria para realizar este trabajo, por ser una guía y bendecir mi vida. A mi familia, en especial a mi esposa por su gran apoyo e infinito amor y cariño, pues son ellos quienes me han demostrado que en el camino hacia la meta se necesita de la dulce fortaleza para aceptar las derrotas y del sutil coraje para derribar miedos, a ellos quienes han sido mi gran motivación para ser todo un profesional, toda mi gratitud.
A mis estimados maestros de la Universidad Antonio Nariño de la Faculta de Ingeniería Electromecánica por infundir en mí, conocimientos y enseñanzas, apoyo y motivación a lo largo de estos años.
A la doctora, Maira Cecilia Gasca Mantilla, Asesora de nuestra tesis de grado, por su orientación y colaboración para la realización del presente trabajo.
A todos mis compañeros de Biosc que me han colaborado con su apoyo y conocimiento, para lograr este nuevo proyecto en mi vida que estoy culminando y también gracias por darme la oportunidad de hacer mi trabajo de grado. Por otra parte quiero agradecer aquellas personas que de una u otra forma participaron en esta investigación, mi más sincero agradecimiento.
DAIWER JOSE TRONCOSO FREYLE
AGRADECIMIENTOS
A mi familia, en especial a mi Padre que me apoyado y me animo a no desfallecer en los momentos
difícil, mi madre por enseñarme a creer en Dios y son ellos quienes me han mostrado que en el camino hacia el éxito, se necesita de la persistencia, constancia de lucha y
fortaleza; para aceptar las derrotas y coraje para derribar miedos, a ellos quienes han sido mi gran motivación para ser todo un profesional, toda mi gratitud.
A mis estimados maestros de la Universidad Antonio Nariño de la Faculta de Ingeniería Mecánica por su paciencia y estrategias para impartir conocimientos y enseñanzas, apoyo y motivación a lo largo de estos años.
Finalmente, a mis jefes de la Policía Nacional por darme la oportunidad de poder tener espacios para asistir a las clases, a mis amigos y compañeros de la facultad, quienes aportaron un gran apoyo y parte de sus conocimientos para la realización de este proyecto. Por otra parte quiero agradecer aquellas personas que de una u otra forma participaron en esta investigación, mi más sincero agradecimiento.
ROBERTO PIMENTEL POLO

CONTENIDO
LISTA DE TABLAS 7LISTA DE FIGURAS 8LISTA DE ANEXOS 9
TITULO 10RESUMEN 11
PALABRAS CLAVES: Centrifuga, EagleBurmann, Biodiesel, Glicerina, sello. 11ABSTRACT 12
INTRODUCCIÓN 131. PRESENTACION DEL PROYECTO 14
1.1. DESCRIPCION DEL PROBLEMA................................................................14
1.2. ESTADO DEL ARTE 151.2.1. Biodiésel....................................................................................................15
1.2.2. Proceso de biocombustible.....................................................................16
1.2.3. Referencias...................................................................................................22
1.3. JUSTIFICACIÓN..............................................................................................23
1.4. OBJETIVOS.....................................................................................................25
1.4.1 Objetivo general........................................................................................25
1.4.2. Objetivos específicos...............................................................................25
1.5. ALCANCE.........................................................................................................25
1.5.1 Limitaciones...............................................................................................25
1.6. METODOLOGÍA..............................................................................................26
1.7. CRONOGRAMA DE ACTIVIDADES.............................................................27
1.8. RECURSOS FÍSICOS....................................................................................28
1.9. PRESUPUESTOS...........................................................................................28
1.10. UBICACIÓN DENTRO DE LAS LINEAS DE INVESTIGACION DE LA FACULTAD..............................................................................................................28
1.11. USUARIOS DIRECTOS Y FORMAS DE UTILIZACION DE LOS RESULTADOS DEL PROYECTO.........................................................................28
2. MARCO TEORICO 292.1 BOMBAS CENTRIFUGAS..............................................................................29
2.2 BOMBA CETRIFUGA SIHI-166P10..............................................................30

2.3 SELLO MECÁNICO..........................................................................................31
2.3.2. Historia del sello mecánico.....................................................................32
2.3.4. Clasificación de los Sellos Mecánicos..................................................32
2.4 PLANES DE SOPORTE AL SELLO MECÁNICO........................................35
2.7 PROPIEDADES DEL BIODIESEL..................................................................42
2.7.1. Proceso de producción del biodiésel.........................................................43
3. MARCO METODOLOGICO 45a. NIVEL DE INVESTIGACION 45
d. POBLACION53La empresa Biocombustibles Sostenibles del Caribe S.A. de encuentra ubicada en la ciudad de Santa Marta (Colombia), la cual bordea el sector oriental de la bahía que lleva su nombre. Está situada entre los 11°14'50'' de latitud norte y los 74°12' 6'' de longitud occidental, a una altura de 6 metros sobre el nivel del mar. Posee un clima cálido y seco, con precipitación media anual de 362mm,humedad relativa de 77% y rango de temperatura entre los 23-32 °C (garcía, Agudelo, & Jiménez, 2006).....................................................53
La empresa se encuentra ubicada en el Km 1 Vía a Mamatoco Sector Industrial San Francisco Detrás Del Colegio Bilingüe........................................54
Características de la empresa...............................................................................54
Descripción del proceso.........................................................................................55
4. ANÁLISIS DEL NUEVO SELLO 575. CONCLUSIONES 63
6. RECOMENDACIONES ......................................................................................…. 647. BIBLIOGRAFIA…………………………………………………………………………………………………. 65

LISTA DE TABLAS
Tabla 1. Cronograma De Actividades………………. 27 Tabla 2. Presupuesto………………………………… 28Tabla 3. Especificaciones de la bomba 166P10….. 30Tabla 4. Clasificación de planes soporte para sellos Auxiliares (planes API)……………………… 35Tabla 5. Clasificación de planes soporte para sellos Auxiliares (planes API)……………………… 36Tabla 6. Propiedades…………………………………. 42Tabla 7. Comparación de distintas fuentes de materia prima Para la producción de biodiesel…………… 43Tabla 8. Historial de fallas por el sello mecánico y otros Daños de la Bomba………………………… 47Tablas 9. Informe Mensual de Laboratorio 2013 – 2014. 50Tabla 10. Costos de mantenimiento del sello DMSF… 61

LISTA DE FIGURAS
Figura 2.1. Bomba Centrifuga………………………………… 29Figura 2.2. Bomba centrifuga 166 P10 sin adaptación del Sello mecánico nuevo……………………………… 31Figura 2.3. Clasificación de los Sellos……………………….. 33Figura 2.4 Sello de fuelle metálico rolado……………………. 33Figura 2.5 Sello Mecánico en Cartucho……………………… 34Figura 2.6 Sistema auxiliar plan API 53ª…………………….. 37 Figura 2.6. Pantallazo de registro de actividades………….. 49Figura 2.7. Elaboración de registro de los mantenimientos. 49Figura 2.8. Sello Mecánico 1…………………………………. 57Figura 2.9. Partes del Sello………………………………… 57Figura 2.10 Lista de las Partes del Sello……………………. 58Figura 2.11 Sello Mecánico 2………………………………… 58Figura 2.11 Sello Mecánico 3………………………………… 58Figura 2.11 Sello Mecánico 4………………………………… 59Figura 2.11 Sello Mecánico 5………………………………… 59
LISTA DE ANEXOS

TITULO
MEJORA DE CONFIABILIDAD DE LA BOMBA CENTRIFUGA 166P10, ANALIZANDO FALLAS DEL SELLO MECÁNICO EN LA PRODUCCIÓN DE BIODIESEL Y GLICERINA CRUDA DE LA PLANTA BIOSC S.A.S.

RESUMEN
TITULO: MEJORA DE CONFIABILIDAD DE LA BOMBA CENTRIFUGA 166P10, ANALIZANDO FALLAS DEL SELLO MECÁNICO EN LA PRODUCCIÓN DE BIODIESEL Y GLICERINA CRUDA DE LA PLANTA BIOSC S.A.S.
AUTOR: Daiwer José Troncoso Freyle Roberto Pimentel Polo
DIRECTORA: MAIRA CECILIA GASCA MANTILLA
PALABRAS CLAVES: Centrifuga, EagleBurmann, Biodiesel, Glicerina, sello.
El propósito general del presente Trabajo de Grado fue evaluar el comportamiento y mejora de confiabilidad de la bomba centrifuga 166p10, y analizando fallas del sello mecánico en la producción de biodiesel y glicerina cruda de la planta BIOSC S.A.S.
Para cumplir dicho propósito se trazaron unos objetivos específicos que fueron: Crear acciones y lineamientos para la disminución de paradas no programadas en la planta. Mejorar el tiempo de disponibilidad y confiabilidad del equipo. Reducir los costos de producción ocasionados por el derrame de producto y conservar en buen estado los cimientos de la planta. Disminuir el impacto ambiental que genera el derrame de glicerina en la planta cuando se presentan fugas en el equipo. Minimizar los riesgos de accidentabilidad laboral del personal de mantenimiento durante el proceso de drenaje de la glicerina cruda.
En cuanto a la metodología se propuso la verificación de normas de calidad de este
material para el aprovechamiento como agregado en la mejora de confiabilidad de la
bomba centrifuga 166p10, y analizando fallas del sello mecánico en la producción de
biodiesel y glicerina cruda de la planta BIOSC S.A.S.
Para concluir, se cumplió el objetivo general propuesto en esta investigación

ABSTRACT
TITLE: RELIABILITY IMPROVEMENT OF CENTRIFUGAL PUMP166P10, ANALYZING MECHANICAL SEAL FAILURE IN PRODUCTION
RAW AND BIODIESEL PLANT GLICERINA BIOSC S.A.S.
AUTHOR: Daiwer José Troncoso Freyle Roberto Pimentel Polo
DIRECTORA: MAIRA CECILIA GASCA MANTILLA
KEY WORDS: Centrifuge, EagleBurmann, Biodiesel, Glycerine, stamp.
The general purpose of this work was to evaluate the behavior Grado and improving reliability of centrifugal pump 166p10, and analyzing mechanical seal failures in the production of biodiesel and crude glycerin plant BIOSC S.A.S.
Create actions and guidelines for reducing unscheduled stops on the ground : To fulfill that purpose specific objectives that were were drawn. Improve uptime and equipment reliability. Reduce production costs caused by the spill of product and keep in good condition the foundation of the plant. Reduce the environmental impact generated glycerin spill on the ground when leaks are present on the computer. Minimize the risks of labor accidents maintenance personnel during drainage crude glycerin.
In terms of methodology verification of quality standards of this material for use as aggregate in improving reliability of centrifugal pump 166p10 was proposed and analyzing mechanical seal failures in the production of biodiesel and crude glycerin plant BIOSC S.A.S.
In conclusion, the overall objective proposed in this reseach.

INTRODUCCIÓN
La alta competitividad del mercado, del biodiesel ha hecho que las empresas se interesen mucho más por la mejora continua y la disponibilidad de sus procesos y productos. A pesar de este esfuerzo las empresas presentan inconvenientes que deben estudiarse para poder tomar decisiones, este anteproyecto plantea la necesidad que tiene la empresa Biocombustibles del Caribe en clasificar los equipos más críticos de la planta y después proceder a determinar las respectivas soluciones, en este caso se tomó como equipo critico la Bomba 166P10 de la sección de purificación de Glicerina, equipo que tiene como función la destilación de la glicerina cruda obtenida como subproducto de la elaboración del Biodiesel.
Un sello mecánico es un dispositivo de sellado que se utiliza para prevenir la fuga de un líquido, sólido o gas contenido en una cámara, la cual es penetrada por un eje con movimiento rotativo.
Todos los sellos mecánicos son básicamente iguales y tienen un elemento rotatorio y uno fijo, un elemento tiene una cara selladora de contacto de un material blando para desgaste como el carbón; el otro tiene una cara de material duro, que puede ser cerámica, debido a su clasificación ya sea por su característica de diseño y/o por su disposición, existen varios tipos de sellos mecánicos, como lo son:
Simple Doble Balanceados No balanceados Sellos cartuchos Monoresortes Multiresortes entre otros tipos de sellos mecánicos en la actualidad.
Los sellos mecánicos están diseñados para no permitir fugas hasta que se gaste la cara blanda. Se ha encontrado que muchos sellos no tienen desgaste en las caras al desmontarlos de la bomba y las fugas empiezan mucho antes de que se desgasten, teniendo también muy en cuenta el producto a sellar como también si existen mezclas de varios productos, la temperatura del fluido en operación normal, también son factores que reducen la vida útil del sello mecánico ocasionando el deterioro para que luego ocurra la falla en el equipo donde trabaja el sello mecánico hasta que se presente la fuga del producto o fluido a sellar.

1. PRESENTACION DEL PROYECTO
1.1. DESCRIPCION DEL PROBLEMA
Desde la puesta en marcha de la planta para el proceso de producción de Biodiesel (B100) en la empresa Biocombustibles del Caribe en el año 2009, luego de meses de estabilizar la planta , logrando un equilibrio en sus procesos productivos se evidencian paradas de mantenimiento no programados en una de las bombas del proceso de purificación de glicerina. Debido a esto se intenta minimizar o en su defecto corregir paradas no programadas por la bomba 166P10 y así poder trabajar al 100% la capacidad de producción de la planta Como resultado de esto la planta no puede trabajar al 100% de la capacidad de producción. Esto conlleva a la realización de diferentes análisis para poder identificar cual es la falla que este equipo está presentando, el trabajo que debe ejecutar la bomba en el proceso consiste en la recirculación por calentamiento del producto para así hacer la destilación del metanol y trazos de agua existentes en la glicerina luego de haber pasado por todo el proceso de purificación.
Se puede observar de una manera muy considerable la falta de disponibilidad de la bomba, y el aumento de las paradas no programadas que generan grandes pérdidas a la empresa, empezando por las toneladas de Biodiesel que se dejan de producir anualmente, así como también se ve afectado el incremento de las horas de paradas de producción y horas hombre ya que el mantenimiento correctivo que se encontraba estipulado normalmente alrededor en 4 horas en el desmonte del equipo y su respectivo cambio aumento alrededor de 6 horas.
De igual forma se ve el aumento de los costos de los mantenimientos preventivos y correctivos, ejecutados al equipo (mano de obra, repuestos, desperdicios de materia prima, altos costos en arranques, entre otros).Estas fallas traen otras consecuencias al sistema de la bomba entre ellos, los rodamientos cambios prematuros, debido a la contaminación con producto, debido a la fuga del producto recirculado en este caso glicerina y algunas veces también afecta el eje central ya que se evidencia desgate o ralladura del eje en la sección de la posición donde va instalado el sello mecánico referencia (GNZ 32, EagleBurmann), utilizado en el sistema de sellado original de la bomba de referencia tipo ZNLD 150200 AB X2A 4B 2
Además otra consecuencia que afecta la seguridad del personal de mantenimiento encargado de realizar la reparación del equipo de bombeo, teniendo en cuenta esto se elaboró un procedimiento para el desmonte del equipo para realizarle el mantenimiento correctivo que como primera medida del procedimiento se desenergizaba el equipo y luego se procedía a drenar el 100% de la columna de glicerina (caliente con 160 ºC), evacuándolo hacia la

planta de tratamiento de aguas residuales P-TAR, para su respectivo tratamiento. Generando grandes probabilidades de riesgo en el personal que realiza dicha actividad ya que este procedimiento maneja material a temperaturas elevadas de alrededor de 160°, la cual puede producir en caso de accidente quemaduras de primer y hasta de segundo grado, arriesgando la vida y seguridad del personal. Así como también se genera un incremento en los insumos químicos utilizados para el tratamiento de la glicerina.
Las pérdidas por paradas para el mantenimiento correctivo de la bomba también incrementaban los costos de mantenimiento ya que cada sello mecánico GNZ 32 está alrededor de $ 1´903.000, y en cada reparación del equipo se debía realizar el cambio de este, ya que se evidenciaba, incrustaciones de sólidos en la caras estacionaria, rotativas, resorte ecualizador y elastómeros que comprenden las partes del sello mecánico, que cuando sucedían estos daños se producía la fuga de producto (Glicerina Cruda) ocasionando así, él para del equipo y continuamente la parada general de la planta o del proceso de producción de Biodiesel, para realizar el respectivo mantenimiento correctivo no programado. Agregando a esto también los costos de las horas dejadas de producir, el costo de la hora hombre, el sobre costos de los insumos de los químicos utilizados en la P-TAR para el tratamiento, y sumándole también el metanol dejado de recuperar con este reparación no programada,
Con base en la anterior problemática se realiza el siguiente cuestionamiento¿Cómo mejorar la confiabilidad de la bomba centrifuga 166P10 minimizando fallas del sello mecánico y garantizando continuidad en la producción de biodiesel y glicerina cruda de la planta Biocombustible S.A.S.?
1.2. ESTADO DEL ARTE
1.2.1. Biodiésel
El biodiésel es un biocombustible sintético líquido que se obtiene a partir de lípidos naturales como aceites vegetales o grasas animales, nuevas o utilizadas, mediante procesos industriales de esterificación y transesterificación, y transformarse en un combustible más ecológico y biodegradable.
El uso de combustibles vegetales es tan antiguo como la existencia del motor. En el año 1900, Rudolf Diesel, el inventor del motor, utilizó aceite de maní en un ensayo para demostrar la adaptabilidad del mismo. A partir de este momento se han realizado numerosos experimentos sobre el uso de combustibles vegetales y con el tiempo ha venido tomando fuerza, sobre todo frente al aumento de la incertidumbre de lo que se podría presentar con los recursos no renovables y sus derivados en los próximos años. Actualmente, estos combustibles han pasado de ser experimentales, a formar parte del paquete de combustibles habituales en algunos países.
Como ventajas el uso del biodiésel disminuye la contaminación y alarga la vida del motor de los vehículos. Su característica principal es que no emite CO2, causante del efecto invernadero y no contiene hidrocarburos aromáticos poli cíclicos, que son elementos cancerígenos, como también la dependencia energética del petróleo.
En Bogotá desde el pasado 17 de agosto del presente año, se empezaron a realizar pruebas de uso del biodiésel con los buses del sistema Transmilenio. En Colombia el biodiesel es hecho a partir del aceite de palma, el cual según varias investigaciones del Instituto Colombiano del Petróleo (ICP) y el Centro de Palma de Aceite (Cenipalma) tiene resultados muy positivos para el ambiente, pues es un combustible renovable y sin contenidos de azufre. A partir de enero del 2008, según el Gobierno Nacional todos los vehículos de transporte público tendrán que implementar una mezcla del 5% de biodiesel y a partir del 2010 esta cantidad tendrá que aumentar. Además de ser un aporte fundamental para el desarrollo ambiental, el uso del biodiésel en Colombia significaría reducir la dependencia del diesel importado pues aproximadamente 6 mil barriles de ese combustible llegan al país diariamente.
El biodiésel puede mezclarse con gasóleo procedente del refino de petróleo en diferentes cantidades. Se utilizan notaciones abreviadas según el porcentaje por volumen de biodiésel en la mezcla: B100 en caso de utilizar sólo biodiésel, u otras notaciones como B5, B15, B30 o B50, donde la numeración indica el porcentaje por volumen de biodiésel en la mezcla.
El biodiésel descompone el caucho natural, por lo que es necesario sustituir éste por elastómeros sintéticos en caso de utilizar mezclas de combustible con alto contenido de biodiésel.
1.2.2. Proceso de biocombustible
La transesterificación. La reacción de transesterificación se lleva a cabo en continuo, usando tres reactores en serie (163 V1 / V2 y 163 A1) que opera en condiciones suaves, (es decir: Temperatura = 55 ° C y presión atmosférica).
El calor de reacción es insignificante, y un suministro de calor desde el exterior es necesario a fin de mantener la mezcla de reacción a la temperatura requerida. La materia prima (aceite vegetal refinado) se alimenta continuamente desde el sistema de depuración de ventilación (163V10, 163P12) al primer ciclo de reacción formado por la bomba 163P2, en el reactor 163V1 recipiente de reacción y de la tubería correspondiente, con un calentador de tubo doble, en donde el metanol y el catalizador se dosificado continuamente.
En el tanque pulmón 163V10 el aceite en bruto se recupera la pequeña cantidad de metanol todavía presente en la corriente de ventilación.

El metanol se alimenta a la unidad de reacción en un exceso adecuado con respecto a la cantidad estequiométrica con el objetivo de maximizar el rendimiento de transesterificación y limitar tanto como sea posible la reacción secundaria de saponificación.
El bajo de la alta tasa de cabeza / caudal de la bomba de reciclaje 163P2 permite mantener el grado de mezcla requerida dentro del ciclo de reacción.
La glicerina obtenida separado se descarga desde la parte inferior del reactor 163V1 este flujo, relativamente rica en jabón se envía directamente a la unidad de tratamiento de glicerina 166 por el tanque contenedor 163V8 hasta la bomba de alimentación 163P6B.
La fase de la luz saliente de la parte superior del reactor 163V1, se transfiere al segundo ciclo de reacción (reactor 163V2), después de la adición de metanol y catalizador (Metilato Sódico). Las condiciones de trabajo y el volumen de reacción del segundo reactor son idénticos a la primera 163V1 reactor.
La fase de luz procedente de la parte superior de la segunda 163V2 reactor se transfirió al tercer reactor, 163A1, la adicción anterior de metanol y catalizador. El tercer reactor de transesterificación es un recipiente agitado sin reciclado externo.
La glicerina separada en la parte inferior del separador de 163V2, relativamente rica en metanol y el catalizador, se recicla a la unidad de transesterificación por medio de la bomba 163P3.
La mezcla de reacción que sale del reactor 163A1, que contiene el producto (Metiléster), el exceso de metanol y la glicerina (subproducto de la reacción) y una cantidad limitada de jabones se envía a la sección de purificación Metiléster.
La mayor parte del exceso de metanol, después de haber sido separados de ambos las corrientes de producto de flash y la destilación atmosférica se recicla directamente a la unidad de transesterificación.
Metiléster / Separación de Glicerina. La mezcla de reacción procedente de la tercer reactor 163A1 y que contiene el producto (Metiléster), el exceso de metanol y la glicerina (subproducto de la reacción), así como una cantidad limitada de jabones, formado por la reacción de la saponificación de Metiléster, se transfiere al separador 163S1 de gravedad después de un flash parcial del metanol contenido.
Antes de entrar en el separador de la Metiléster se calienta por medio de la 163EA intercambiador de recuperación de calor y el intercambiador 163E1 para luego ser enviados al tanque de evaporación 163V4, donde aproximadamente el 60% del metanol contenido se evapora haciendo más fácil la operación sucesiva de la separación de la glicerina de Metiléster.

La glicerina (fase pesada) se instaló en la parte inferior de 163S1 (que contiene glicerina, parte del exceso de metanol y casi la cantidad total de jabones) se envía finalmente a la unidad de tratamiento de glicerina 166, por medio del tanque 163V8 hasta la bomba 163P6B.
El metanol que se evaporó procedente de la 163V4 se envía a la unidad de rectificación de metanol 160.
La fase Metiléster procedentes del 163S1 separador contiene trazas de glicerina, jabones y catalizador; estas impurezas se eliminan a través de 2 lavados con agua añadida con ácido cítrico en la succión de la bomba de 163P7.
El éster metílico lavado se envió, anteriormente por medio de un calentamiento parcial dentro del intercambiador de calor 163E3A, al separador centrífugo 163S2.
De la fase de glicerina el agua procedente de separador centrífugo se envía a la unidad de tratamiento de glicerina 166 por el tanque 163V8 y la bomba 163P6B en caso de centrífuga errores del control de la presión de la máquina cambiará automáticamente la fase de glicerina y el agua al tanque 163V9, por medio de una válvula On/Off, y luego por medio de la bomba de 163P10 se recuperará en el tanque 163V7.
Del éster metílico procedente de la separadora centrífuga, libre de glicerina, catalizador y jabón tiene que ser secado para eliminar el agua restante y metanol. Este éster metílico se calienta a través de intercambio de calor con la corriente de Metiléster seca, el interior del intercambiador de recuperación 163E4 y con vapor de agua en el interior del intercambiador de calor 163E5, antes de ir al tanque 163V5, (las condiciones de trabajo 110 ° C aprox. 0,1 y Bar) donde se eliminan el agua contenida y metanol.
Se requiere que el contenido de agua debería bajar, un vacío operativo superior debe llegar al 163V5 y en consecuencia una unidad de enfriamiento adicional 163X2, es necesario para condensar el agua y metanol en el condensador 163E6.
La unidad de enfriamiento adicional 163X2 tiene que ser instalado también si la temperatura del agua de refrigeración es demasiado alta para alcanzar el vacío necesario en 163V5.
Del éster metílico procedente del tanque de evaporación se transfiere hacia el tanque de almacenamiento a través de la bomba de 163P8, después de haber sido enfriado a 30 ° - 40 ° C por medio de la recuperación térmica en los intercambiadores de 163E4, 163E3A y refrigeración por agua final en intercambiador de calor 163E3B.

El metanol que se evaporó húmedo en el interior del tanque de vaporización instantánea 163V5 se condensa a través del condensador 163E6 y se envía a la unidad de rectificación de metanol 160.
Unidad venteo condensación y unidad de recuperación. La unidad está diseñada con el fin de condensar todos los conductos de ventilación de emergencia de la unidad de producción aguas arriba.
La cabecera de ventilación recoge todos los orificios de ventilación procedentes de la planta para ser enviados al condensador 163E7.
El metanol condensado se recoge en el 163V6 depósito de inercia y luego enviado a la unidad 160.
Con el fin de reducir el contenido de metanol de los efluentes gaseosos a la atmósfera a niveles mínimos los gases ventilados desde el tanque de 163V6 se envían al lavador 163V10 donde se adsorben por medio del aceite entrante enfriado (antes de ir en la unidad de transesterificación).
Este aceite se enfría por medio del intercambiador de recuperación de calor 163E9 y el enfriador final de 163E8.
Unidad 166: purificación y concentración de glicerina. El propósito del tratamiento es la acidificación de la corriente de glicerina en bruto, por lo que para neutralizar el catalizador residual y para dividir los jabones formados durante la transesterificación. Posteriormente, la división forma jabón de ácidos grasos derivados que se separó y el pH de la glicerina purificada se ajustó finalmente.
La corriente de la glicerina en bruto procedente de la bomba de alimentación 163P6B se envía al tanque de expansión súbita 166V1 para separar el metanol anterior de una etapa de calentamiento por medio del intercambiador de calor 166E1 y el intercambiador de calor de recuperación de 166E2.
El metanol se evapora en el tanque de evaporización instantánea 166V1 se envía a la unidad de rectificación de metanol.
La glicerina procedente del ta de vaporización instantánea 166V1 se envía, por medio de la bomba de transferencia 166P1, a la 166MX1 mezclador estático, donde se mezcla con ácido clorhídrico.
La corriente acidificada se alimenta al reactor separador 166V2, equipado con una recirculación externa a través de la bomba de 166P2. La cantidad de ácido clorhídrico se controla con un controlador automático de pH con el objetivo de garantizar un pH inferior a 5 en el interior del reactor 166V2.
Desde la línea de suministro de la bomba de recirculación 166P2 la mezcla ácido glicerina / graso se envía bajo control de nivel para el separador 166S1.

La corriente de glicerina separada de ácido graso (que contiene metanol y agua), se alimenta al recipiente de neutralización 166A1, donde el pH se ajusta al valor de la neutralidad por adición de una solución de sosa cáustica al 50%.
La corriente de ácido graso procedente de la parte superior de la 166S1 se recicla a la unidad de esterificación 191 por medio de la bomba de alimentación 166P4.
La corriente de glicerina neutralizada procedente del recipiente de neutralización 166A1 se envía a la siguiente etapa para eliminar el metanol residual todavía presente.
Glicerina Purificación - Separación metanol. La corriente de glicerina neutralizada procedente de la sección división de jabones se envía al circuito de metanol destilación instantánea que consta de los siguientes equipos:
Columna de concentración 166C1 166E3 glicerina precalentador Calentador de glicerina 166E4 166E6 condensador 166P8 bomba de alimentación de glicerina 166P9 bomba de transferencia de glicerina 166P10 bomba de recirculación
La corriente de glicerina se envía, mediante 166P8 bomba de alimentación, a la recuperación precalentador 166E3, donde es pre-calentado por el libre flujo de metanol glicerina que está saliendo, y luego enviado a la columna de la concentración 166 C1.
La corriente se recircula por medio de la bomba 166P10 a través de intercambiador de 166E4, donde se calienta.
El metanol y la humedad se evaporan en la columna 166C1 y se condensa parcialmente en el condensador 166E6.
El condensado se envía a la columna 166C1 como reflujo mientras que los vapores restantes se envían a metanol columna de destilación 160C1.
El saliente de glicerina purificada y concentrada se transfiere bajo nivel de control a través de la bomba de 166P9 al tanque de almacenamiento.
Unidad 600: ácido preparación cítrico. Esta unidad permitirá la preparación de la solución mezcla de agua con ácido cítrico para ser utilizado en la unidad 163 (sección de separación Metiléster / glicerina) la utilización de las aguas residuales procedentes de la unidad de rectificación de metanol.

La preparación de la solución se realiza de forma automática por lotes por los CCS en el tanque de dilución 600A1 y después se descarga a la bodega hasta el tanque 600V2. La solución de ácido cítrico obtenida se dosifica a la unidad 163 por medio de la bomba de dosificación 600P2.
Unidad 180: secado de aceite. Esta unidad no es estrictamente necesario por el proceso si el contenido de agua en el aceite es la especificación requerida.
La unidad de secado de aceite está diseñada, sólo en caso de un mayor contenido de agua, para mantener baja la humedad del aceite que se alimenta a la unidad de transesterificación.
El aceite a ser deshidratado es alimentado al recipiente de secado anterior una etapa de precalentamiento en el intercambiador de recuperación de calor 180E1 utilizando el aceite se seco.
Se envía sucesivamente al intercambiador de calor 180E2 y desde aquí, a través de boquillas atomizadoras, en el recipiente de secado 180V1 mantenido bajo condiciones de vacío por la bomba de vacío de anillo líquido 166P11. Los vapores de agua se condensan en el condensador 180E3 y pueden ser recuperados en la unidad 600.
El aceite deshidratado, obtenido a partir de la parte inferior del recipiente de secado 180V1, se envía a la recuperación de calor 180E1 por medio de la bomba centrífuga 180P1, lo que permite la recuperación de parte del calor, y luego se alimenta al reactor de transesterificación 163V1.
Unidad 191: esterificación ácida. El alcance de la unidad de esterificación es reducir el contenido de ácidos grasos en los aceites y/o grasas de acidez recuperados.
La reacción se lleva a cabo continuamente en el reactor 191A1, a una temperatura de 110/130 ° C y 7/9 bares por adición de metanol, utilizando ácido sulfúrico como catalizador.
Los aceites recuperados o grasas con alta acidez se mezclan con los ácidos grasos recuperados procedentes de la división de glicerina en el tanque de mezcla 191A2. El propósito de esta etapa de mezcla es homogeneizar las 2 alimentaciones diferentes y para reducir la acidez total del aceite.
El reactor de esterificación 191A1 se alimenta continuamente por los siguientes flujos:
- De aceite vegetal recuperado / alta acidez grasas mixtas alimentando 191P1 bomba.
- Metanol (para esterificar el exceso de ácido oleico contenida en la interface aceite / grasas). El metanol se alimenta a temperatura ambiente en exceso a la

cantidad necesaria para la reacción por la alimentación de 191P4 bomba (junto con el ácido sulfúrico). - Ácido sulfúrico (catalizador de la reacción de esterificación) en solución de metanol
El triglicéridos, ácidos grasos libres, metanol y ácido sulfúrico reaccionan en el reactor de tubo de esterificación continua durante aproximadamente dos horas a 110 ÷ 130 ° C y 7 ÷ 9 bares. Estos se convierten en éster metílico dentro del reactor. Una mezcla de reacción de triglicéridos, éster metílico, glicerina, metanol en exceso y el exceso de ácido sulfúrico de salida del reactor a través de una válvula de contrapresión y el aerosol en la cámara de flash 191V3. En la cámara de flash, la mayoría del exceso de metanol se evapora rápidamente y enfría la corriente restante a aproximadamente 80 ÷ 90 ° C al mismo tiempo.
La corriente restante de triglicéridos, éster metílico, glicerina, ácido sulfúrico y metanol fluyen al tanque 191V2. La mezcla de reacción se separa en una fase ligera y una fase pesada. La fase ligera es principalmente triglicéridos y ésteres de metilo con un poco de metanol y se desborda una presa al receptor y desde allí se bombea a la unidad de transesterificación 163. La fase pesada es principalmente de glicerina con un poco de ácido sulfúrico y metanol. Esta fase de subdesbordamientos y una porción se recicla al tanque de catalizador de esterificación 191V1 para hacer uso de exceso de ácido sulfúrico, mientras que la parte restante se envía a la unidad de purificación de glicerina 166 para eliminar el metanol.
1.2.3. Referencias
Entre los antecedentes de algunos estudios de equipos se encuentran a nivel nacional:
1. Se realizó un trabajo de proyecto de grado en la Universidad Autónoma de Occidente Santiago de Cali en el año 2013, con el título de “Análisis Energético de los Sistemas de Bombeo del Molino Uno de Cartón Colombia para una Posible Mejora de su Eficiencia”. De este proyecto voy a utilizar todo el estudio realizado sobre las propiedades físicas de los fluidos para seleccionar el tipo de sello mecánico que se va a implementar.
2. Trabajo de grado en la Universidad Industrial de Santander (Bucaramanga) en el año 2008, con título “Desarrollo de una Base de Datos Documental en Sellos Mecánicos y Planes Auxiliares de Sellado de Respaldo al Departamento de Apoyo Técnico a la Producción (ATP) Gerencia Complejo Barrancabermeja (GCB)”. De este trabajo voy a tomar lo relacionado en cuanto a lo ejecutado en la base de datos de sellos mecánicos y los tipos de planes que pueden ayudar en el buen desempeño del sistema de sellado que se utilizara para realizar este proyecto.
3. Trabajo de grado en la Universidad Industrial de Santander (Bucaramanga) en el año 2007, que tiene por título “Selección Confiable de Sellos Mecánicos JHON CRANE Tipo 32 y 7700 para Agitadores, Mezcladores y Reactores en la Industria Petroquímica en Colombia”. Aparte de aprovechar todo lo relacionado en sello mecánico que se encuentra en este trabajo de grado voy a tomar algo muy importante que son las pautas para la implementación de selección que realizaron.
A nivel internacional los trabajos relacionados con estudios con sellos mecánicos, relacionados con su diseño, efectividad total y análisis de fiabilidad son:
1. Trabajo de Grado en la Universidad de Oriente Núcleo de Anzoátegui en Abril del año 2009, con título “Análisis de Fallas de los Sellos Mecánicos en las Bombas de una Planta Cervecera”. De este trabajo de Grado utilizare el Análisis usado para las fallas en Sellos Mecánicos, análisis de Causa – Raíz, clasificación de las bombas y tipos de elementos de sellado y sus componentes.
2. Monografía realizada en la Universidad Veracruzana en Septiembre del año 2011, con el nombre de “Propuesta del Sistema de Sellado en la Bomba BA-3002 del Complejo Procesador de Gas Área Coatzacoalcos, Ver”. Esta monografía realizada en la Universidad Veracruzana utilizare definiciones e información sobre la clasificación de Sellos Mecánicos sus dispositivos y sus componentes básicos entre otros.
3. Estudio realizado en la Universidad Veracruzana en Marzo del año 2011, con el titulo “Descripción y Análisis de Fallas Presentadas en Sellos Mecánicos de Bombas Centrífugas.” Aprovechare el estudio realizado sobre todo lo relacionado con el Análisis de los Sellos Mecánicos y Bombas Centrifugas.
1.3. JUSTIFICACIÓN
El estudio detallado de las condiciones actuales del proceso de biodiésel como de las fallas presentadas en el sistema de sellado de las bombas, adicionando sus causas y costos asociados a las reparaciones permitirá proponer el cambio de partes (sellos mecánicos) a través de una argumentación completa que nos lleve a la realización de un diagnóstico confiable y tomar las decisiones más adecuadas. La modificación del sistema de sellado de las bombas por uno que se amolde de una manera satisfactoria a las condiciones actuales del proceso de la planta productora de biodiésel se podrá hacer de los equipos de bombeo unos equipos de alta confiabilidad y de gran disponibilidad, disminuyendo así los costos de mantenimiento y a su vez aumentar las horas de operación reduciendo los tiempos de paradas no programadas por reparaciones en los sellos mecánicos.

Se trabaja con uno de los proveedores de sellos mecánicos de la empresa AESSEAL Colombia S.A, y teniendo en vista de que el diseño original de la bomba 166P10, si se adaptaba a las condiciones del proceso, luego siendo que éstas condiciones fueron las que cambiaron perjudicando así el correcto funcionamiento de este equipo. Llegando a la conclusión se definió que entre la posible opción para la solución del problema, es realizar unas modificaciones a la bomba para realizarle la sustitución del sello mecánico original EagleBurgmann MF95N (GNZ 32) es lo más conveniente teniendo en cuenta las variables de costos y tiempos de producción. Una solución para esta falla, es la implementación de un nuevo sistema de sellado actual que ha determinado, un sello mecánico doble monolítico balanceado tipo DMSF mas sistema de soporte plan API 53 A con agua como fluido de barrera ideal para obtener una mayor confiabilidad del equipo en el proceso productivo con una seguridad industrial y ambiental mucho mayor, evitando derrames de glicerina los cuales ocasionan sobrecostos de producción, y logrando así disminuir los costos de tiempo y consumo de la planta que reflejan beneficios económicos para la empresa.
Este tipo de sello mecánico ha sido recomendado debido a su aplicación que es Glicerina a 160 ºC cubriendo las necesidades de sellado requeridas por el proceso, además es necesario adicionar un soporte de plan con agua fría que va hacer nuestro fluido barrera para este caso sería el plan API 53A, logrando un sistema de sellado muy seguro y confiable para la producción.
Un sello mecánico es un dispositivo de sellado que se utiliza para prevenir la fuga de un líquido, sólido o gas contenido en una cámara, la cual es penetrada por un eje con movimiento rotativo.
Se utilizara datos históricos, fallas ocurridas en la bomba para determinar que está ocasionando el problema y análisis del fluido que es bombeado.
El éxito de la implementación de este sello mecánico no solo mejorara la rapidez en el nivel de producción, también acortara los turnos del personal de mantenimiento, lo que le permite a estos utilizar ese tiempo libre en su entorno personal y/o familiar.

1.4. OBJETIVOS
1.4.1 Objetivo general
Crear confiabilidad de la bomba centrifuga 166P10, a través de mejoras en el sello mecánico, para optimizar la producción de biodiesel y glicerina cruda en la planta BIOSC S.A.S.
1.4.2. Objetivos específicos
1. Crear acciones y lineamientos para la disminución de paradas no programadas en la planta.
2. Mejorar el tiempo de disponibilidad y confiabilidad del equipo.
3. Reducir los costos de producción ocasionados por el derrame de producto y conservar en buen estado los cimientos de la planta.
4. Disminuir el impacto ambiental que genera el derrame de glicerina en la planta cuando se presentan fugas en el equipo.
5. Minimizar los riesgos de accidentabilidad laboral del personal de mantenimiento durante el proceso de drenaje de la glicerina cruda.
1.5. ALCANCE
El alcance de este proyecto es la modificación o sustitución definitiva del sistema de sellado de la bomba 166P10 de la Planta de productora de biodiésel Biocombustibles del Caribe S.A.S, por un sistema de sellado que sea lo suficientemente confiable y se adapte de la manera más satisfactoria a las condiciones del proceso actuales eliminando así la fuga de fluidos y los altos costos de mantenimiento asociados. Todo esto luego de un estudio detallado de la falla presentada y el análisis técnico de la información que valida el cambio de los sellos.
1.5.1 Limitaciones
Entre las limitaciones que podemos encontrar se pueden mencionar las dificultades para obtener el análisis de las muestras del fluido de trabajo de las bombas debido a la poca disponibilidad de tiempo de los operadores de la
planta y los compañeros del laboratorio de la compañía al tener estos una gran cantidad de labores por cumplir.
1.6. METODOLOGÍA
La metodología que se va implementar para cumplir con los objetivos del proyecto es:
Se utilizará datos históricos de la planta con respecto al trabajo desempeñado por la bomba y para poder proponer acciones y los lineamientos para la disminución de paradas no programadas en la planta.
Se analizaran las fallas ocurridas en el equipo y estudiar que está ocasionando el problema para poder, mejorar el tiempo de disponibilidad y confiabilidad del equipo.
Se recolectaran los datos existentes sobre la compra de repuestos para la reparación de la Bomba 166P10 así como también se tomaran datos del Biodiesel dejado de producir en el momento de la falla para poder determinar costos de producción en este caso perdidas, ocasionados por el derrame de producto. Se utilizara el sistema de Gestión Ambiental (SGA), que es la parte del sistema general de gestión de calidad que incluye la estructura organizativa, las actividades de planificación, las responsabilidades, las prácticas, los procedimientos, los procesos y los recursos para desarrollar, aplicar, alcanzar, revisar y mantener la política ambiental de la compañía y poder, disminuir el impacto ambiental que genera el derrame de glicerina en la planta cuando se presentan fugas en el equipo.
.
1.7. CRONOGRAMA DE ACTIVIDADES
ACTIVIDAD A DESARROLLAR
SEMANAS1 2 3 4 5 6 7 8 9 1
011
12
13
14
15
16
17
18
19
20
21
22
23
24
Investigación bibliográfica preliminar sobre el tema, consultas a tesis, artículos y base de datos.Organización y estructuración de la información recolectada.Análisis de los datos obtenidosDesarrollo detallado de los objetivosPlanteadosAnálisis de resultadosRedacción del informe Final de trabajo de gradoSustentación del trabajo de grado

1.8. RECURSOS FÍSICOS
1. Equipos de Cómputos2. Insumos y Papelería3. Personal4. Transporte5. Bibliografías
1.9. PRESUPUESTOS
DescripciónFuentes
TotalRecursos propios Entidad externa UAN
Gastos de Personal $ 1.000.000 $ 2.000.000 Docente $ 3.000.000Gastos de Operación $ 350.000 $ 0 $ 0 $ 350.000Impresiones y papelería $ 25.000 $ 0 $ 0 $ 25.000
Adquisición de servicios $ 200.000 $ 0 $ 0 $ 200.000
Refrigerios $ 80.000 $ 0 $ 0 $ 80.000Otros $ 0 $ 0 $ 0
TOTAL $ 1’575.000 $ 2’000.000 $ 0 $ 3’575.000
1.10. UBICACIÓN DENTRO DE LAS LINEAS DE INVESTIGACION DE LA FACULTAD
El desarrollo de este proyecto se encuentra enfocado en el Diseño Electromecánico, utilizando los conceptos de Mantenimiento Industrial.
1.11. USUARIOS DIRECTOS Y FORMAS DE UTILIZACION DE LOS RESULTADOS DEL PROYECTO
La Empresa Biocombustibles Sostenibles Del Caribe S.A.S en la ciudad de Santa Marta es el usuario directo por la implementación y cumplimiento satisfactorio de este proyecto.

2. MARCO TEORICO
2.1 BOMBAS CENTRIFUGAS
La bomba centrífuga es un equipo o máquina hidráulica que cumple la función de transformar la energía mecánica que proviene de un impulsor rotatorio en energía cinética, y luego convertirla en energía de presión. Básicamente la bomba centrifuga se encuentra constituida por un elemento giratorio que se encuentra conformado por un impulsor o rodete y un eje o flecha, como son conocidos respectivamente, la bomba centrifuga cuenta también de un elemento estacionario compuesto por una carcasa que es conocida como voluta, otros elementos que son, estoperas o cámara de sellado y chumaceras.
La energía mecánica de la bomba es transmitida por medio de un eje que al girar conjuntamente con el impulsor transfiere dicha energía a través de álabes del impulsor, el fluido que entra axialmente al ojo del impulsor. Logrando así que esta energía sea transformada en energía cinética por medio del aprovechamiento de la acción centrífuga, para luego posteriormente convertirse en energía de presión al disminuir la energía cinética, ya sea por la expansión del fluido en la tobera de descarga o por el paso del mismo a través de difusores estacionarios ubicados en la carcasa de la bomba. En la figura 2.1 se muestran tres puntos fundamentales de un bomba centrifuga que son la succión o entrada, la descarga o salida y el impulsor o rodete.
Figura 2.1. Bomba Centrifuga.
Fuente. http://epsem.upc.edu/~bombacentrifuga/castella/flash/bomba_cas.swf
2.2 BOMBA CETRIFUGA SIHI-166P10
El equipo en el que está basado este proyecto es una bomba centrifuga marca SIHI que es de aspiración axial y que tiene como ITEM 166P10, su tipo es ZLND 150200 AB X2A 4B 2, y sus especificaciones las podemos ver en la figura 2.8
SIHI SuperNova Bombas de aspiración axial según DIN 24255 / EN 733 e ISO 9908. Pos: ITEM 166P10 – Tipo ZLND 1500200 AB X2A 4B 2
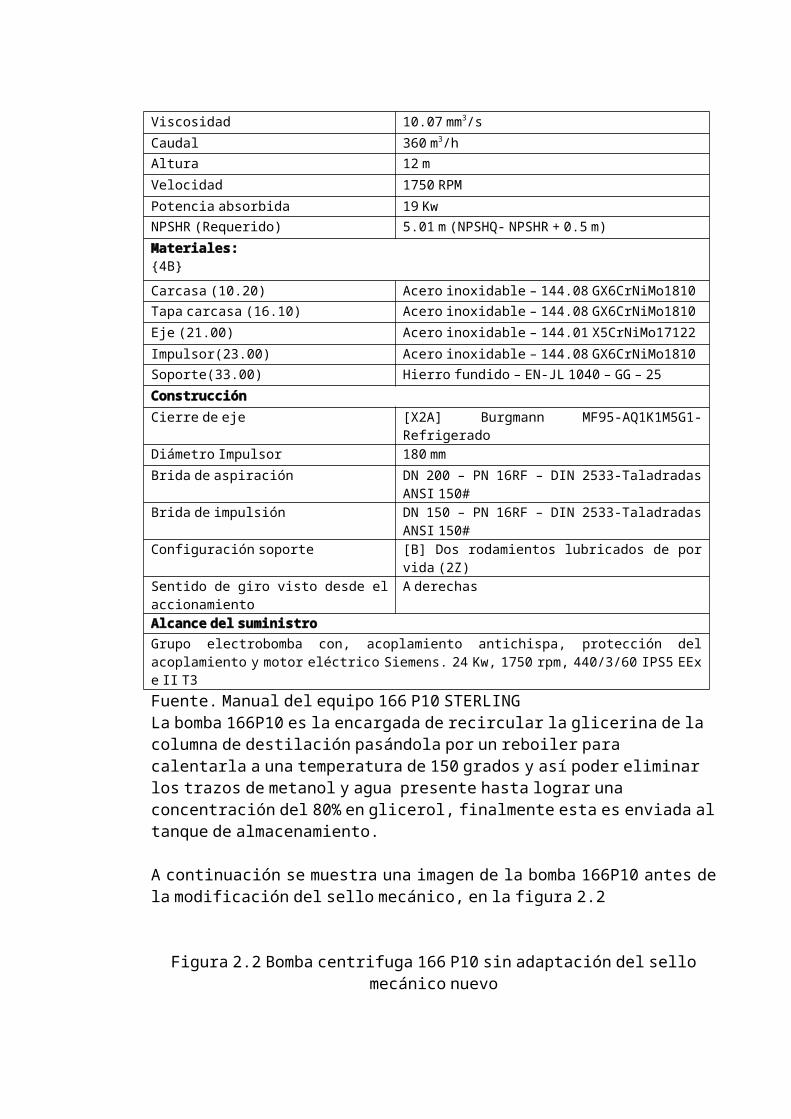
Tabla 1. Especificaciones de la bomba 166P10Condiciones de trabajo:Fluido Glicerina Temperatura 150oCDensidad 1190 kg/m3
Viscosidad 10.07 mm3/sCaudal 360 m3/hAltura 12 m
Velocidad 1750 RPMPotencia absorbida 19 KwNPSHR (Requerido) 5.01 m (NPSHQ- NPSHR + 0.5 m)
Materiales:{4B}
Carcasa (10.20) Acero inoxidable – 144.08 GX6CrNiMo1810Tapa carcasa (16.10) Acero inoxidable – 144.08 GX6CrNiMo1810Eje (21.00) Acero inoxidable – 144.01 X5CrNiMo17122
Impulsor(23.00) Acero inoxidable – 144.08 GX6CrNiMo1810Soporte(33.00) Hierro fundido – EN-JL 1040 – GG – 25Construcción Cierre de eje [X2A] Burgmann MF95-AQ1K1M5G1-RefrigeradoDiámetro Impulsor 180 mmBrida de aspiración DN 200 – PN 16RF – DIN 2533-Taladradas ANSI
150#Brida de impulsión DN 150 – PN 16RF – DIN 2533-Taladradas ANSI
150#Configuración soporte [B] Dos rodamientos lubricados de por vida (2Z)
Sentido de giro visto desde el accionamiento
A derechas
Alcance del suministro Grupo electrobomba con, acoplamiento antichispa, protección del acoplamiento y motor eléctrico Siemens. 24 Kw, 1750 rpm, 440/3/60 IPS5 EEx e II T3
Fuente. Manual del equipo 166 P10 STERLING

La bomba 166P10 es la encargada de recircular la glicerina de la columna de destilación pasándola por un reboiler para calentarla a una temperatura de 150 grados y así poder eliminar los trazos de metanol y agua presente hasta lograr una concentración del 80% en glicerol, finalmente esta es enviada al tanque de almacenamiento. A continuación se muestra una imagen de la bomba 166P10 antes de la modificación del sello mecánico, en la figura 2.2
Figura 2.2 Bomba centrifuga 166 P10 sin adaptación del sello mecánico nuevo
Fuente Propia
2.3 SELLO MECÁNICO
Es un dispositivo de sellado que se encarga de evitar y prevenir el escape del fluido de un equipo, el cual atraviesa un eje rotativo y realiza el sellado del fluido por contacto axial de sus caras las cuales se encuentran perpendiculares al eje y en movimiento relativo una respecto a la otra, en resumen la función específica del sello mecánico es la de no permitir la salida del fluido o producto que requiere ser bombeado ya sea agua, gasolina, aceite, químicos entre otros..
Refrigeración original de la Bomba

2.3.2. Historia del sello mecánico.
El sello mecánico fue desarrollado al comienzo del siglo pasado, su desarrollo concomito con la invención del motor eléctrico, la turbina de vapor y el dínamo. En 1919 se logró una de las primeras patentes, para diseñar un sello mecánico con un resorte el cual compensaba el movimiento axial del eje.1
Prácticamente hasta el momento aún no existe una situación de operación o líquido que no se pueda sellar con un sello mecánico. Los sellos mecánicos fueron avanzando de forma paralela con la tecnología del caucho, más específicamente los (O´ rings), aumentando la duración del almacenamiento, temperaturas máximas y mínimas, la compatibilidad química como también las presiones elevadas de los sellos mecánicos.
Hasta el momento, los sellos mecánicos balanceados con O rings son la norma de la industria. Los sellos mecánicos han continuado una evolución permanente en la tecnología de las caras de sellado, el análisis del elemento finito, los diseños de sellos de cartucho, sellos partidos, sellos dobles, y la tecnología de los sellos secos de gas.
2.3.4. Clasificación de los Sellos Mecánicos.
Sin considerar las diferentes características de los diferentes tipos de sellos mecánicos, éstos se pueden contener en determinadas categorías por lo que se pueden clasificar por características de diseño o por su arreglo posicional como muestra el esquema de la figura 2.3
Figura 2.3. Clasificación de los sellos mecánicos
1 Bombas Centrifugas, Todo lo que Necesitas Saber Sobre Ellas. Larry Bachus & Ángel Custodio.

Fuente. Propia
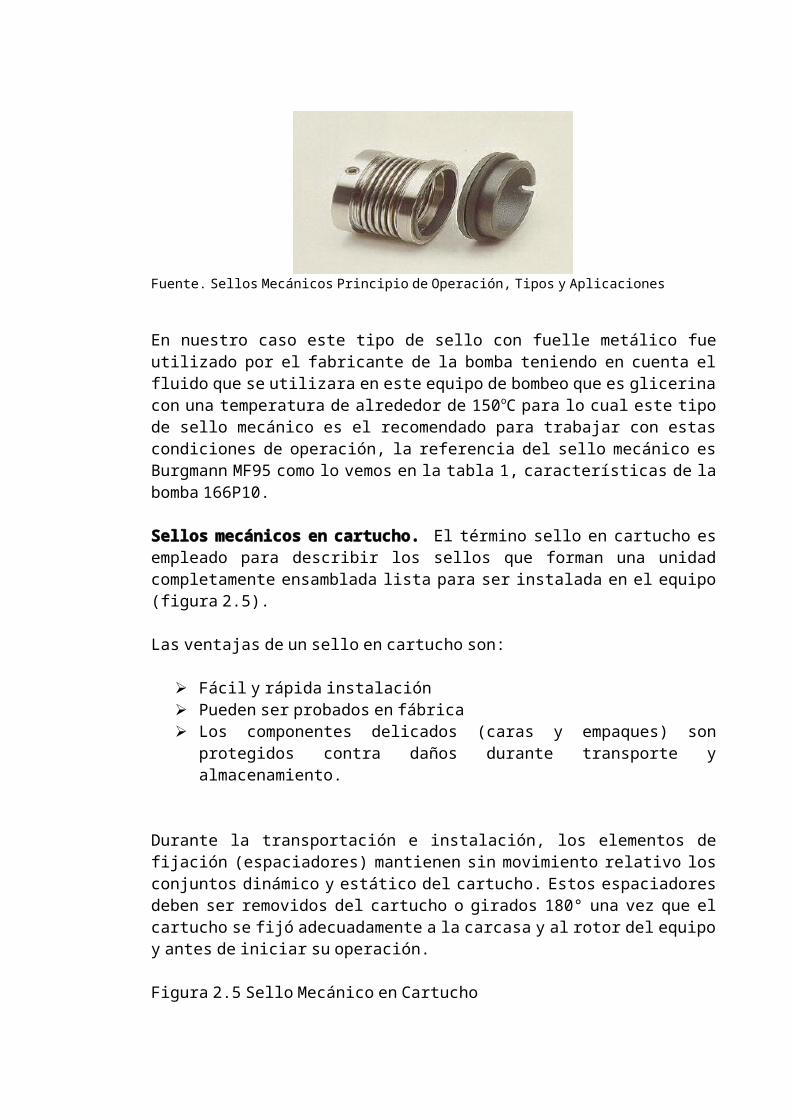
Sellos de fuelle metálico. La figura 2.4 muestra el sello mecánico de fuelle metálico rotatorio utilizado originalmente en la bomba 166P10 y el cual presentaba muchas anomalías en su funcionamiento normal, el fuelle metálico actúa como un resorte.
Estos tipos de sellos mecánicos son aplicados en servicios donde los sellos de fuelle de elastómero no son recomendables, tales como temperaturas extremas.
Figura 2.4 Sello de fuelle metálico rolado.
Fuente. Sellos Mecánicos Principio de Operación, Tipos y Aplicaciones

En nuestro caso este tipo de sello con fuelle metálico fue utilizado por el fabricante de la bomba teniendo en cuenta el fluido que se utilizara en este equipo de bombeo que es glicerina con una temperatura de alrededor de 150 oC para lo cual este tipo de sello mecánico es el recomendado para trabajar con estas condiciones de operación, la referencia del sello mecánico es Burgmann MF95 como lo vemos en la tabla 1, características de la bomba 166P10.
Sellos mecánicos en cartucho. El término sello en cartucho es empleado para describir los sellos que forman una unidad completamente ensamblada lista para ser instalada en el equipo (figura 2.5).
Las ventajas de un sello en cartucho son:
Fácil y rápida instalación Pueden ser probados en fábrica Los componentes delicados (caras y empaques) son protegidos contra
daños durante transporte y almacenamiento.
Durante la transportación e instalación, los elementos de fijación (espaciadores) mantienen sin movimiento relativo los conjuntos dinámico y estático del cartucho. Estos espaciadores deben ser removidos del cartucho o girados 180° una vez que el cartucho se fijó adecuadamente a la carcasa y al rotor del equipo y antes de iniciar su operación.
Figura 2.5 Sello Mecánico en Cartucho
Fuente. Sellos Mecánicos Principio de Operación, Tipos y Aplicaciones
Para obtener una mayor confiabilidad y un excelente desempeño en este dispositivo, se ve la necesidad de instalarle un plan de soporte auxiliar para los diferentes tipos de sello mecánico de cartucho teniendo en cuenta la norma del Instituto Americano de Petróleo (API).
A continuación se explica la función y tipos de estos planes auxiliares

2.4 PLANES DE SOPORTE AL SELLO MECÁNICO
Generalmente el contacto de las caras de los sellos mecánicos produce una fricción que debería ser minimizada para evitar recalentamiento y desgaste de las mismas, para lograr esto la solución es proveer una película de lubricación entre las caras que evite el contacto directo. Esta película debe ser renovada constantemente mediante circulación, para poder realizar dos funciones muy importantes que son la lubricación y el enfriamiento.
Dependiendo del tipo de fluido que está operando, de sus características y de las condiciones del equipo (Bomba), influirá en el sistema auxiliar de soporte que utilizaremos para garantizar que se produzca la presión proceso barrera atmosfera y a su vez una adecuada lubricación y enfriamiento de las caras del sello mecánico. Con base a lo anterior, el American Petroleum Institute (API) ha establecido los distintos sistemas auxiliares de soporte llamados planes API que los encontraremos detallados en las siguientes tablas.
Tabla 2. Clasificación de planes soporte para sellos auxiliares (planes API)
FLUIDO ACCION REQUERIDA SELECCIÓN PLAN API
Fluidos Limpios Recirculación
PLAN 1 Circulación IntegralPLAN 11 RecirculaciónPLAN 12 Recirculación con FiltroPLAN 13 Recirculación InversaPLAN 14 Recirculación con Retorno
Fluidos a Temperatura Enfriamiento
PLAN 2 Enfriamiento IntegralPLAN 21 Recirculación con EnfriadorPLAN 22 Recirculación con Enfriador y FiltroPLAN 23 Circuito Cerrado con Enfriador
Fluidos Abrasivos LubricaciónPLAN 31 Recirculación con SeparadorPLAN 32 Inyección Fuente Externa
Fluidos Abrasivos a Temperatura
Enfriamiento y Lubricación
PLAN 41 Recirculación con Separador y Enfriador
Fuente. Tesis “Selección Confiable de Sellos Mecánicos John Crane Tipo 32 y 7700 para Agitadores, Mezcladores y Reactores en la Industria Petroquímica Colombiana”.
Específicamente los tipos de fluidos que se encuentran en la industria para los sellos principales son clasificados como: Fluidos Limpios, Fluidos a Temperatura, Fluidos Abrasivos y Fluidos Abrasivos a Temperatura, en la tabla

2 se encadenan de acuerdo al tipo de fluido que acción se requiere en el sello mecánico y que plan API se debe elegir e instalar.
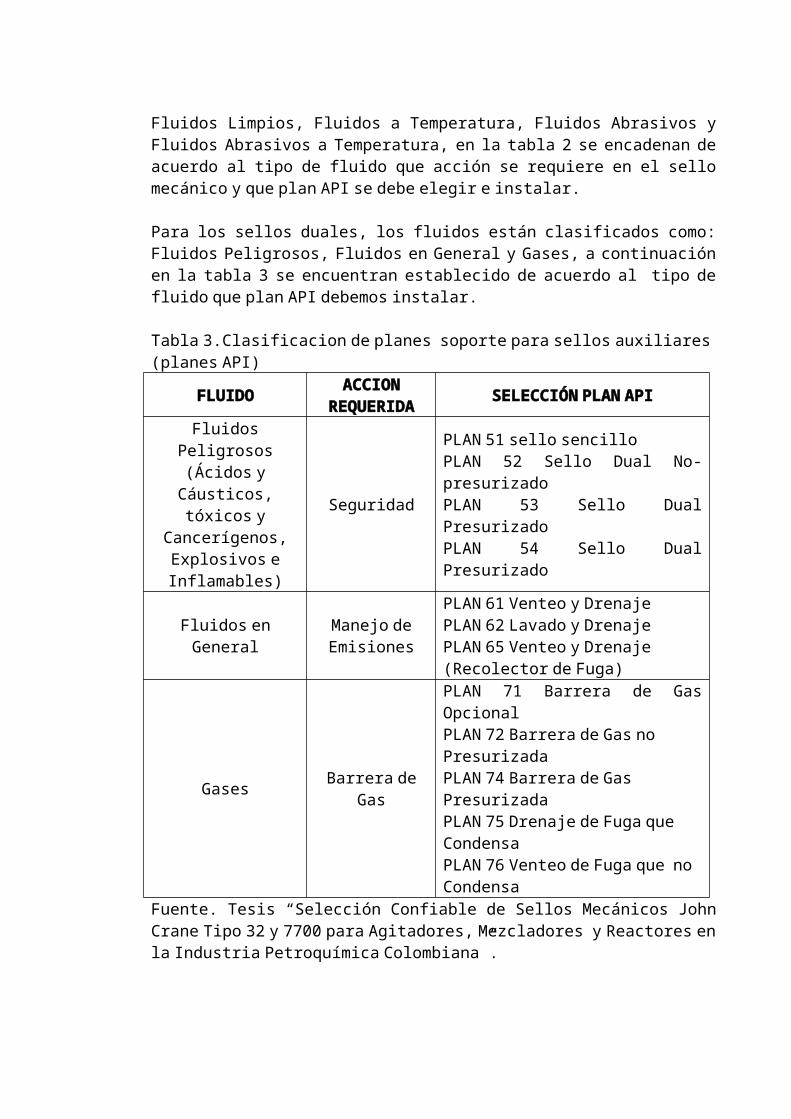
Para los sellos duales, los fluidos están clasificados como: Fluidos Peligrosos, Fluidos en General y Gases, a continuación en la tabla 3 se encuentran establecido de acuerdo al tipo de fluido que plan API debemos instalar.
Tabla 3.Clasificacion de planes soporte para sellos auxiliares (planes API)
FLUIDO ACCION REQUERIDA SELECCIÓN PLAN API
Fluidos Peligrosos (Ácidos y Cáusticos,
tóxicos y Cancerígenos, Explosivos e Inflamables)
Seguridad
PLAN 51 sello sencilloPLAN 52 Sello Dual No-presurizadoPLAN 53 Sello Dual PresurizadoPLAN 54 Sello Dual Presurizado
Fluidos en General Manejo de Emisiones
PLAN 61 Venteo y DrenajePLAN 62 Lavado y DrenajePLAN 65 Venteo y Drenaje (Recolector de Fuga)
Gases Barrera de Gas
PLAN 71 Barrera de Gas OpcionalPLAN 72 Barrera de Gas no PresurizadaPLAN 74 Barrera de Gas PresurizadaPLAN 75 Drenaje de Fuga que CondensaPLAN 76 Venteo de Fuga que no Condensa
Fuente. Tesis “Selección Confiable de Sellos Mecánicos John Crane Tipo 32 y 7700 para Agitadores, Mezcladores y Reactores en la Industria Petroquímica Colombiana”.
En la figura 2.6 se ve el plan de soporte para sello, (plan API) que utilizaremos en nuestro sello mecánico teniendo en cuenta el fluido que necesitamos sellar que es clasificado como peligroso debido a su alta temperatura y su contenido de metanol.

Figura 2.6 Sistema auxiliar plan API 53A
Fuente. Catalogo AESSEAL ENVIRONMENTAL TECHNOLOGY
Descripción. En este sistema existe una circulación del fluido barrera a presión en sello mecánico externo de configuración dual a través de un depósito. La circulación es mantenida, usando un anillo de bombeo en la condición corriente y con el efecto termosifón en posición de condición contraria.
Características importantes.
1. Limpia la formación de película de líquido entre las caras de los sellos interiores dando mejor vida del sello mecánico.
2. Si se trabaja como un arreglo de Plan 52 se pierde la presión del fluido de barrera dejando sin protección al sello mecánico.
Usos.
1. Es utilizado donde ninguna fuga de producto a la atmósfera se puede tolerar por ejemplo, peligrosos, tóxicos, medios inflamables.

2. Donde los productos sucios, abrasivos no son adecuados como lubricante de las caras del sello inferiores.
Precaución
1. Siempre existirá alguna fuga del fluido barrera hacia el producto, se es necesario verificar la compatibilidad del fluido de barrera con el producto.
2. Asegurar siempre que la fuente de presión se mantiene en caso de que se requiera una mayor presión en la olla.
3. Verificar y purgar el sistema correctamente antes de la puesta en marcha.
4. La calidad del producto puede deteriorarse debido a la contaminación del fluido barrera.
2.5 ANÁLISIS DE FALLAS
Normalmente el término de falla se aborda cuando un componente o equipo ha perdido la capacidad de satisfacer un criterio de funcionamiento deseado, ya sea en cantidad o calidad.
Las fallas son la razón de ser del mantenimiento, debido a que a éste le corresponde prevenirlas y corregirlas para aumentar la disponibilidad del equipo.También se tienen que tener en cuenta que los defectos, en apariencia insignificante, en la instalación o en el diseño de los sellos o la contaminación anormal del líquido pueden ocasionar directamente fallas en los sellos.
A lo largo de los años, las fallas de los sellos mecánicos producen costos de mantenimiento y a su vez pérdidas de producción por miles de millones de pesos los cuales se ven reflejados en el costo final del producto. Las causas básicas de las fallas de los sellos y los métodos principales para evitarlas.Regularmente las fallas suelen ser por:
Problemas por el diseño básico del sello mecánico; Errores en la instalación; Contaminación anormal del líquido.
A continuación se detallaran algunas de las fallas que ocurren en los sellos mecánicos y sus razones.
2.5.1. Manipulación Impropia de los Componentes del Sello

Principalmente esta viene siendo una de las causas principales de fallas prematuras. Las caras del sello primario vienen con un acabado de precisión y están producidas con materiales de cerámica, carburo de tungsteno y carburo de silicio los cuales son frágiles y fácilmente se astillan, se agrietan, se quiebran o se rayan y se convierten directamente en una causa inmediata de falla.
Tener un buen hábito de limpieza también es algo importante, debido a que la suciedad o partículas extrañas en las caras, en los elementos del sellado secundario o en los alojamientos y ejes ocasionan una falla prematura o causan un daño suficiente que acorta directamente la vida del sello mecánico.
2.5.2. Montaje Incorrecto del Sello
En el montaje de un sello es importante colocar en la posición o la altura de trabajo, particularmente la altura-carga-velocidad, como en los resortes ondulados y fuelles, son empleados para cargar mecánicamente las caras.
Cuando se da una altura de trabajo mal dada, ocasiona una fuerza de cierre muy baja ocasionando una falla de contacto entre ellas, o si por lo contrario cuando la altura es mayor a la especificada provocará una carga mayor produciendo una fractura de los componentes del sello o un desgaste prematuro debido al aumento de la fuerza de cierre en las caras, y otro tipo de falla ocurrida en el montaje del sello es no ajustar bien los prisioneros de fijación del mismo.
2.5.3. Selección Impropia del Diseño
Cuando se realiza una selección de materiales o diseños inapropiados, para las presiones, temperaturas, velocidad angular y productos químicos en una aplicación determinada. Cuando se produce el ataque químico al sellado primario o secundario (o-ring) y el excesivo desgaste de las caras son las causas de fallas más frecuentes. Normalmente las fallas por extrusión del sellado secundario ocurren cuando los límites de presión, temperatura o ambos son excedidos en la operación del equipo.
2.5.4. Procedimientos Impropios de Arranque y de Operación
Según el medio en el cual trabajan los sellos mecánicos se consideran dos objeciones básicas:
a. Lubricación de las caras de contactob. Disipación del calor generado por ellas

El arranque inicial de la bomba con la succión de la bomba cerrada o sin producto a bombear, ocasiona que la bomba trabaje en vacío reduciendo enormemente el enfriamiento del sello, provocando que el sello gire en seco, sin lubricación entre sus caras de sellado la rotativa y la estacionaria, requiriendo estos casos de un equipo adicional.
2.5.5. Contaminantes dentro del fluido
Son causas muy comunes de una falla inicial en los sellos, especialmente en los arranques de nuevas plantas o sistemas donde el fluido está contaminado con materiales de construcción, tales como arena, escorias de soldaduras o productos contaminantes corrosivos en general.
2.5.6. Malas condiciones del equipo
Este tipo de falla sucede cuando el eje o los rodamientos (chumaceras) del eje permiten un movimiento axial o radial mayor al permitido de acuerdo al diseño del sello, ocasionando así un funcionamiento anormal que permite la fuga inmediata o acorta la vida del sello.
2.6 CONFIABILIDAD
Gutiérrez M. Alberto lo describe o define como:
La confiabilidad se define como la probabilidad de que un equipo se desempeñe satisfactoriamente las funciones para las cuales se diseña durante un periodo de tiempo específico y bajo condiciones normales de operación, ambientales y del entorno.
La confiabilidad de un equipo es la frecuencia con la cual ocurren las fallas en el tiempo (ESReDa, 1998). Si no hay fallas, el equipo es 100% confiable; si la frecuencia de fallas es muy baja, la confiabilidad del equipo es aceptable, pero si es muy alta el equipo es poco confiable.
Un equipo con un muy buen diseño, con excelente montaje, con adecuadas pruebas de trabajo en campo y con un apropiado mantenimiento nunca de fallar (en teoría); sin embargo, la experiencia demuestra que incluso los equipos con mejores diseños, montajes y mantenimientos fallan alguna vez (Bazovky, 2004)2.
2 GUTIERREZ M. Alberto. Mantenimiento estratégico para empresas industriales o de servicios. Colombia: AMG. 2005.
2.6.1. Curva de confiabilidad
Para expresar la forma gráfica de la confiabilidad depende de su formulación matemática. La probabilidad de ocurrencia de un evento se define mediante la expresión:
a) Probabilidades de ocurrencia de un evento (de falla) y confiabilidadDónde: n es (son) el(los) evento(s) de falla (en confiabilidad) por estudiar; N= es el número total de eventos posibles; Pf es la probabilidad de falla.
Pf se define como la probabilidad de que ocurra un evento n ante una serie grande o infinita N, de eventos posibles.
La curva de confiabilidad se utiliza para la representación gráfica del funcionamiento después que ha transcurrido un tiempo t en un periodo T total. La podemos entender de dos maneras: la primera consiste en la representación de la probabilidad de confiabilidad o supervivencia que tiene un elemento, maquina o sistema después de que transcurre un tiempo determinado t; y la otra forma la podemos interpretar cuando se analizan varios o múltiples elementos (no reparables, normalmente) en este caso expresa el porcentaje de ellos que aun funcionan después de un tiempo t.
b) Representación matemática de la función de confiabilidadDónde: R (t) es la función de confiabilidad o supervivencia, la cual decrece en la medida en que se incrementa el tiempo, igual R (0)=1 ósea que siempre la confiabilidad de cualquier elemento antes de iniciar su funcionamiento es máxima del ciento por ciento (100%); t es el tiempo determinado para evaluar el funcionamiento.
Expresa que todo elemento o máquina, siempre entra en estado
de falla, así sea en un tiempo grande o infinito (Leemis, 1995).
Complementando lo que tiene que ver con el biodiesel veremos sus propiedades como también el subproducto principal que es la glicerina obtenida por medio el proceso de transesterificacion.

2.7 PROPIEDADES DEL BIODIESEL
El Biodiesel es el único combustible alternativo que puede usarse directamente en cualquier motor diesel, sin ser necesario ningún tipo de modificación. Como sus propiedades son similares al combustible diesel de petróleo, se pueden mezclar ambos en cualquier proporción, sin ningún tipo de problema (Portal Oro Verde, 2002). Las propiedades del biodiesel varían según la materia prima a partir de la cual se le obtuvo (aceites vegetales nuevos o usados de distinto origen o grasas animales). Es por ello, que las normas indican un rango admisible en el valor de las propiedades ( Romano & Blangino, 2004)
En la Tabla 4 se encuentran los parámetros que debe cumplir el Biodiesel (B100) en Colombia basados en la norma NTC 5444 y especifica las propiedades de calidad de FAME para que pueda ser utilizado como componente en la mezcla con el combustible Diésel (García Camús & García Laborda, 2006).
Tabla 4. Propiedades
PROPIEDAD UNIDAD REQUISITOApariencia Visual ReportarDensidad a 15 °C kg/m3 860 – 900Gravedad API a 60 °F °API ReportarHumedad Karl Fischer mg/kg 500 máx.Numero Acido mg KOH /g 0,5 máx.Punto de Fluidez °C ReportarGlicerina Libre % m/m 0,02 máx.Glicerina Total % m/m 0,25 máx.Contenido de Metanol / Etanol % m/m 0,2 máx.Contenido de FAME % m/m 96,50 mín.Viscosidad a 40 °C mm2/s 1,9 - 6,0Destilación (Punto final de ebullición)
°C 360 máx.
Contaminación total mg/kg 24 máx.Índice de Yodo g Iodo / 100 g 120 máx.
Fuente: Wearcheckiberica. Boletín Mensual, septiembre 2004
Este combustible puede utilizarse puro (B100, conocido como “gasoil verde”), o en mezclas de diferentes concentraciones con el diesel de petróleo. La mezcla más utilizada en nuestros días es al 20%, es decir 20 partes de éter vegetal y 80 partes de petrodiesel. Cuando es utilizado como aditivo, sus concentraciones normalmente no superan el 5% (Stratta, 2000)
2.7.1. Proceso de producción del biodiéselLa materia prima utilizada para el proceso de fabricación del biodiesel es muy variada (distintos tipos de aceites vegetales y grasas animales, aceites reciclados, etc.), (IICA, 2009). Entre los cuales se destacan (Castaño, 2010):
Aceites de semillas oleaginosas: girasol, colza, soja y coco. La fuente de aceite vegetal suele ser aceite de colza, ya que es una especie con alto contenido de aceite, que se adapta bien a los climas fríos.
Aceites de frutos oleaginosos: palma. Aceites de semillas oleaginosas alternativas: Brassica carinata,
Camelina sativa, Pogianus. Aceites de semillas oleaginosas modificadas genéticamente: Aceite de
girasol de alto oleico. Aceites vegetales de final de campaña: aceite de oliva de alta acidez. Aceites de fritura usados. Grasas animales (Sebo de distintas calidades).
En la Tabla 5 se relacionan las características de las distintas materias primas para la producción de biodiesel.
Tabla 5. Comparación de distintas fuentes de materia prima para la producción de biodiesel.
OrganismoRendimiento del aceite
(L/ha)Productividad del
biodiesel (L/ha/año)Superficie equivalente
requerida (ha x 106)
Palmaa 2400 5950 3.972Jatrophaa 1300 1892 12.490Colzaa 1100 1190 19.859Girasola 690 952 24.823Sojaa 400 446 52.986Microalgab 18750 12000 1.969Microalgac 58760 - -Fuente. a (Schenk, y otros, 2008)., b Phaeodactylumtriconutum, 20% aceite (% peso) en biomasa a 5 g lípidos/m2
día., c 30% aceite (% peso) en biomasa (Chisti, 2007).
Este biocombustible se obtiene mediante un proceso químico llamado transesterificación, en el cual los aceites orgánicos son combinados con un alcohol y alterados químicamente para formar un éster etílico o metílico, el cual recibe finalmente el nombre de biodiésel. Estas moléculas resultantes están compuestas por un ácido graso de cadena larga y un alcohol (Castro, Coello, & Castillo, 2007). El primer paso es la conversión de triglicéridos a diglicéridos, mientras es seguido por la conversión de diglicéridos a monoglicéridos y de

monoglicéridos a glicerol produciendo una molécula de metil éster de cada glicérido por paso (Freedman & Mounts, 1986).
2.8 SUBPRODUCTOS
El principal subproducto del proceso del biodiesel es la glicerina. Los otros subproductos que se obtienen de la reacción y el refinamiento del biodiesel son: el agua con jabón, el metanol y los ácidos grasos libres (AGL). A continuación se explican las posibles aplicaciones de cada subproducto.
2.8.1. GlicerinaLa glicerina (glicerol o glicol) es la cadena de 3 alcoholes más simple. Esta aparece cuando los triglicéridos de los aceites vegetales se rompen en ácidos grasos libres y la molécula de la glicerina. Los ácidos grasos reaccionan con el metanol para formar el biodiesel. La glicerina es un líquido muy viscoso y de densidad alta (1,26 Kg/l). El nombre proviene de la palabra griega glykys que significa “dulce”.
La cantidad de glicerina que se forma en la reacción depende de la cantidad de AGL que tiene el aceite que se usa en el proceso. Esta varía entre un 10% y 30% de la cantidad de dicho aceite utilizado.3
3 http://biodieselq2.blogspot.com/2012/07/subproductos.html
3. MARCO METODOLOGICO
a. NIVEL DE INVESTIGACION
El presente proyecto de grado tiene como estrategia de investigación tipo descriptivo y de campo, descriptivo porque es una forma de estudio para saber cómo, donde, cuando, quien y porqué del objeto de estudio.
En otras palabras la información obtenida en un estudio descriptivo, explica la funcionalidad de un producto que es la bomba centrifuga 166P10, una organización en este caso nos permitió analizar la efectividad total del sistema de optimización de la producción biodiesel tomando como parte principal el mejoramiento de los sellos mecánicos.
Además la realización de este proyecto fue gracias a la información recolectada de las bases de datos de la empresa. También es una investigación de campo porque son estudios que se limitan a describir situaciones, estos se basan en la observación, la cual se realiza en el ambiente natural donde se producen las deficiencias del sello. Los datos pueden ser de naturaleza cuantitativa o cualitativa y los datos de interés son recopilados en forma directa de la realidad.
El proyecto de grado se realiza con el propósito de destacar los aspectos fundamentales de una problemática determinada, en este caso, la baja producción de la bomba centrifuga 166P10, a demás las fallas presentadas en el sistema de sellado de las bombas, adicionando sus causas y costos asociados a las reparaciones permitirá proponer el cambio de partes (sellos mecánicos).
Es así como se busca especificar cuál es la efectividad total de la del sello mecánico con el fin de definir cuál es la mejor opción, reemplazar el equipo actual o de repotenciar el existente.
b. DISEÑO DE LA INVESTIGACIÓN

Para el desarrollo de este proyecto de grado las estrategias de investigación de tipo cuantitativo, la cual usa la recolección de datos para probar hipótesis, con base en la medición numérica y el análisis estadístico, para establecer patrones de comportamiento y probar teorías.
La recolección de datos se fundamenta en la medición de variables para este caso tiempos de producción planeados y no planeados, calidad entre otros.
Esta recolección se llevó a cabo realizando encuesta a las personas que utilizan el producto, lo cual permite decir que este método nos lleva a tener identificado las principales situaciones plasmadas por personas que utilizan bomba centrifuga 166P10.
Además estos datos son analizados a través de métodos estadísticos, de tal manera que las situaciones descritas en la encuesta se transforman en valores numéricos los cuales son analizados de manera cuantificable ya que generan una predicción de los estudios previos.
El análisis cuantitativo se basa en el hecho de privilegiar el dato como una esencia sustancial de su argumentación, esta afirmación se sustenta en el principio de que lo que no se puede medir no es digno de credibilidad.
Para lograr el cumplimiento de los objetivos del proyecto de grado, se realiza el diseño de investigación, que es el plan de acción o la planeación que se usó para recopilar y analizar los datos.
Donde se indica la secuencia de los pasos a seguir, en la realización del proyecto de grado.
Los pasos a seguir para la realización del proyecto de grado, en búsqueda de que el trabajo sea preciso, rápido, con la mayor objetividad y claridad posible son: 1. Analizar y ordenar la información recolectada para la realización del proyecto.
La recolección de datos fue la herramienta base del proyecto y está definida en las diferentes formas y técnicas de conseguir la información, y son las siguientes:
Observación Directa: Sabino (1992) nos presenta la siguiente definición: “La observación consiste en el uso sistemático de los sentidos orientados a la captación a la realidad que queremos estudiar”14. Esta forma de conseguir la información se realizó con el objeto de conocer las características y particularidades en el funcionamiento de los equipos que componen la línea de bomba centrifuga 166P10.

Entrevista no estructurada: Son preguntas sin ningún orden preestablecido, abiertas, con características de una conversación. Las entrevistas se realizaran al personal del equipo como operarios, supervisor, mecánico y ingeniero de la empresa de la sección de mantenimiento y maquinaria.
Con el fin de obtener la información necesaria de estos equipos acerca de: los funcionalidad, rendimiento, duración, planeación de producción, mantenimientos preventivos y correctivos realizados y tener conocimiento de las deficiencias de estos equipos.
Tabla 6. Historial de fallas por el sello mecánico y otros daños de la Bomba
EQUIPO OBSERVACION ORDEN No.B 166P10 Revisión de la bomba por fuga en sello mecánico MTO004167PB 166P10 Se desmonta bomba encontrando eje, rodamientos y
sello mecánico en mal estadoMTO003998P
B 166P10 Se desmonta bomba sello en buen estado y se opta por cambiar los rodamientos
MTO003962P
B 166P10 Se baja bomba encontrando sello en mal estado MTO003702PB 166P10 Se revisa sello mecánico y se encontraron O-rings
en mal estado.MTO003484P
B 166P10 Se revisa sello mecánico encontrándolo incrustado con sales del proceso
MTO002347P
B 166P10 Se encontró sello mecánico sucio de glicerina quemada lo que impedía que el sello ecualizara bien.
MTO002237P
B 166P10 El equipo se interviene en compañía de los proveedores de SIHI PUMPS
MTO002101P
B 166P10 Se desmonta bomba se cambian rodamientos y sello mecánico por encontrar desgaste en la cara de la estacionaria
MTO001407P
B 166P10 Se desmonta bomba por mantenimiento encontrando estacionaria partida y cara rotativa desgastada se le cambian rodamientos, retenedores y sellos mecánico
MTO001320P
B 166P10 Se desmonta bomba encontrando rodamientos en mal estado como también el sello mecánico
MTO000839P
B 166P10 Se le realiza mantenimiento mayor a la bomba encontrando sello en buen estado se limpia y se monta quedando bien sin problemas.
MTO000859P
B 166P10 Se baja bomba encontrando sello en mal estado MTO000441P
Las etapas para la completa elaboración de este análisis y buscando la precisión, objetividad y claridad son las siguientes:
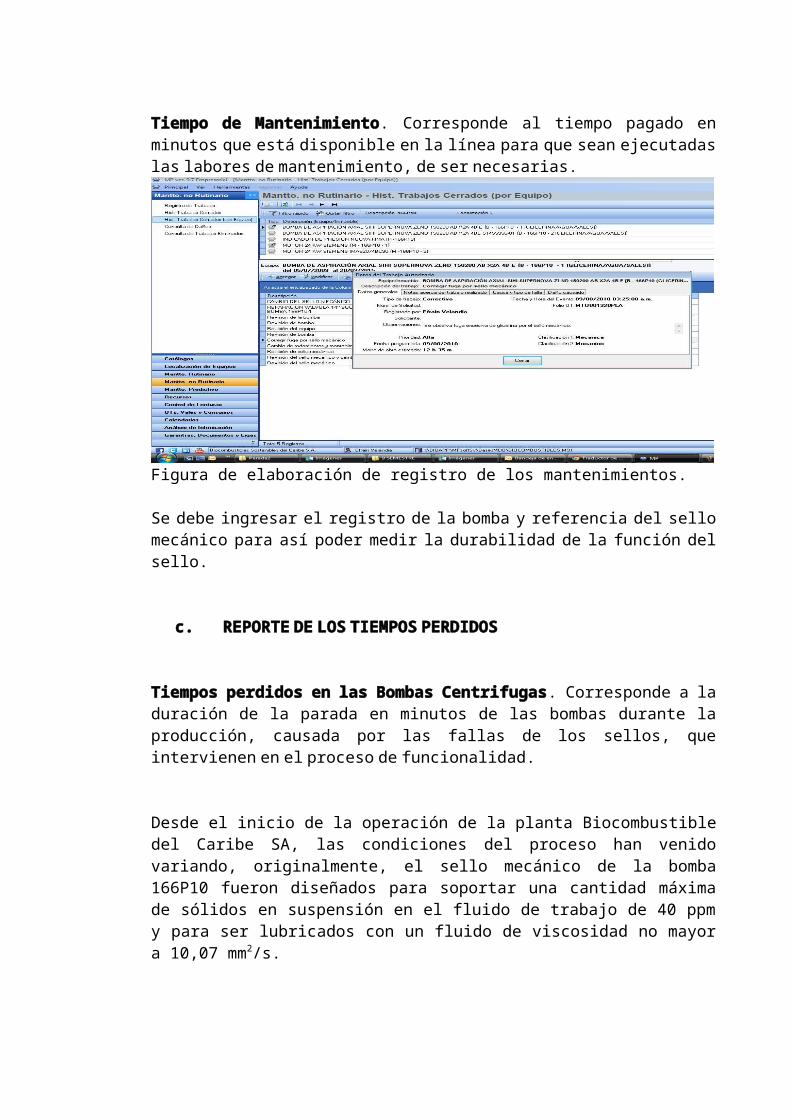
Etapa 1. Se realizó un recorrido por la empresa; a través de la observación directa se logró el reconocimiento de los equipo y se pudo conocer en sus procesos particulares y en la continuidad lógica del proceso productivo.
Etapa 2. Después de conocer la bomba centrifuga 166P10 se empezó a determinar las fallas que están ocurriendo y los mantenimientos que se están implementado tanto preventivos como correctivos en los equipos, por medio de entrevistas abiertas a operarios, mecánicos, ingenieros y supervisores, se dio profundidad al conocimientos sobre estos aspectos.
Etapa 3. Con el equipo de operarios y de mantenimiento se establecieron los puntos principales para el estudio y conocimiento de la bomba centrifuga 166P10 y son:
Información Técnica de los equipos constitutivos de la bomba centrifuga 166P10.
Se basó en el manual del fabricante EagleBurgmann Sellos Mecánicos, describiendo y analizando las partes del despiece de los componentes del equipo constitutivo de la línea para Bomba Centrifuga 166P10, que entrega el fabricante del equipo con datos técnicos y tecnología utilizada, modo de instalación, descripción de los procesos, capacidades, características técnicas de cada componente.
Procedimientos del ingreso de información a la encuesta. Sobre los registros y reportes de los tiempos de resistencia y producción del sello mecánico en la bomba centrifuga 166P10.
El reporte de los tiempos en producción se clasifica en tiempos pagados y tiempos perdidos.
El reporte de los tiempos pagados debe realizarse por línea y presentación al final del turno de producción.
En cada uno de los días hábiles debe reportarse como mínimo el tiempo correspondiente a los turnos autorizados.
El reporte de los tiempos perdidos debe realizarse en lo posible cada hora de producción o como máximo al final del turno de producción.
El reporte se debe realizar a través de avisos de mantenimiento, creando un aviso por cada motivo de parada y para la orden de producción correspondiente.
Se debe optimizar la programación de las actividades de producción, mantenimiento y seguridad industrial de manera que se disponga del tiempo requerido para cada una estas.
No se debe programar ni ejecutar en el tiempo del turno autorizado, seguridad industrial y mantenimientos inferiores a 240 minutos (0,5 turnos). Previo al

inicio de producción se debe realizar el cargue del envase y el alistamiento de la bomba centrifuga en la funcionalidad del sello mecánico.
Para esto sólo debe citarse al personal requerido y no a todos los operarios de la línea. Este tiempo de alistamiento no debe reportarse en el registro del sistema de la empresa, como tiempo pagado debido a que no participan todos los operarios de línea.
El reporte del tiempo pagado para las labores de producción, se debe empezar a contar desde la hora en que se programa iniciar la producción en la Bomba Centrifuga 166P10.
Tiempo de Seguridad Industrial. Corresponde al tiempo pagado en minutos que fue utilizado para realizar las actividades establecidas de seguridad industrial y en las cuales está presente todo el turno de operarios de la línea de producción. El tiempo utilizado en las actividades diarias de seguridad en la línea después del tumo de producción, así como mantenimiento correctivo y preventivo diaria en los equipos de la Bomba Centrifuga 166P10.
Las actividades de seguridad industrial son de mayor énfasis en los mantenimientos preventivos, en donde se dedica un mayor tiempo y se requiere del turno completo de operarios de la línea de producción.
Figura pantallazo de sistema de registro de actividades realizadas en la empresa.

Tiempo de Mantenimiento. Corresponde al tiempo pagado en minutos que está disponible en la línea para que sean ejecutadas las labores de mantenimiento, de ser necesarias.
Figura de elaboración de registro de los mantenimientos.
Se debe ingresar el registro de la bomba y referencia del sello mecánico para así poder medir la durabilidad de la función del sello.
c. REPORTE DE LOS TIEMPOS PERDIDOS
Tiempos perdidos en las Bombas Centrifugas. Corresponde a la duración de la parada en minutos de las bombas durante la producción, causada por las fallas de los sellos, que intervienen en el proceso de funcionalidad.
Desde el inicio de la operación de la planta Biocombustible del Caribe SA, las condiciones del proceso han venido variando, originalmente, el sello mecánico de la bomba 166P10 fueron diseñados para soportar una cantidad máxima de sólidos en suspensión en el fluido de trabajo de 40 ppm y para ser lubricados con un fluido de viscosidad no mayor a 10,07 mm2/s.
Igualmente, el sello mecánico de la bomba 166P10 puede trabajar según diseño con un máximo de 100 ppm de sólidos en suspensión y deben ser lubricados con un fluido con viscosidad no mayor a 10,07 mm2/s. La temperatura normal de operación del sello es de 150°C.
En la tabla 7 muestra los resultados de laboratorios realizados a la glicerina en la descarga de la bomba 166P9. Los valores se obtienen de los reportes mensuales tomados desde enero del 2013 hasta diciembre de 2014.

Tabla 7, Informe Mensual de Laboratorio 2013 - 2014166P9
Fecha: 01/02/2013-01/03/2013
PARAMETRO UNIDADES REQUISITO SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 PROMEDIO
Humedad % * * 9,54 9,120 9,77 9,48Glicerol % * * 83,36 84,810 83,05 83,74Metanol % * * 0,03 0,037 0,034 0,03Cenizas % * * * * 4,25 4,25
166P9Fecha: 01/03/2013-29/03/2013
PARAMETRO UNIDADESREQUISIT
OSEMANA
1SEMANA
2SEMANA
3SEMANA
4PROMEDI
O
Humedad % * 9,366 7,67 8,65 9,26 8,74Glicerol % * 82,82 84,06 84,40 83,9 83,80Metanol % * 0,046 0,03 0,03 0,02 0,03Cenizas % * 4,41 4,3 4,47 4,37 4,39
166P9Fecha: 29/03/2013-26/04/2013
PARAMETRO UNIDADES REQUISITO SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 PROMEDIO
Humedad % * 9,35 9,61 9,46 Glicerol % * 82,49 82,68 83,44 Metanol % * 0,03 0,03 0,03 Cenizas % * 4,43 4,39 4,58
166P9 Fecha: 31/05/2013-27/06/2013
PARAMETRO UNIDADES REQUISITO SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 PROMEDIO
Humedad % * 8,29 8,78 8,24 8,8 8,53Glicerol % * 85,05 82,76 84,71 83,42 83,99Metanol % * 0,05 0,03 0,03 0,13 0,06Cenizas % * 4,38 4,58 4,68 4,43 4,52
166P9Fecha: 28/06/2013-25/07/2013
PARAMETRO UNIDADES REQUISITO SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 PROMEDIO
Humedad % * 7,59 9,06 8,33Glicerol % * 84,7 82,30 83,50Metanol % * 0,05 0,16 0,11Cenizas % * 4,32 4,27 4,30
166P9 Fecha: 30/08/2013-26/09/2013
PARAMETRO UNIDADES REQUISITO SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 PROMEDIO
Humedad % * 9,25 8,27 7,94 10,48 8,99Glicerol % * 83,98 82,51 81,70 80,84 82,26Metanol % * 0,14 0,10 0,06 0,05 0,09Cenizas % * 4,56 4,44 5,00 4,64 4,66

166P9Fecha: 27/09/2013-31/10/2013
PARAMETRO
UNIDADES
REQUISITO
SEMANA 1
SEMANA 2
SEMANA 3
SEMANA 4
SEMANA 5
PROMEDIO
Humedad % * 10,84 7,94 8,66 8,13 9,41 9,00Glicerol % * 80,73 83,42 83,42 84,33 83,21 83,02Metanol % * 0,034 0,024 0,03 0,026 0,044 0,031Cenizas % * 4,58 4,58 4,30 3,78 4,02 4,25
166P9Fecha: 1/11/2013-28/11/2013
PARAMETRO UNIDADES REQUISITO SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 PROMEDIO
Humedad % * 11,86 12,43 9,27 10,84 11,10Glicerol % * 80,75 79,68 83,18 82,48 81,52Metanol % * 0,07 0,03 0,03 0,06 0,05Cenizas % * 4,31 4,21 4,52 4,32 4,34
166P9Fecha: 29/11/2013-26/12/2013
PARAMETRO UNIDADES REQUISITO SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 PROMEDIO
Humedad % * 11,62 11,7 11,18 9,34 10,96Glicerol % * 79,91 82,24 81,41 83,68 81,81Metanol % * 0,084 0,044 0,025 0,02 0,043Cenizas % * 4,43 4,3 4,61 4,39 4,43
166P9Fecha: 27/12/2013-31/01/2014
PARAMETRO
UNIDADES
REQUISITO
SEMANA 1
SEMANA 2
SEMANA 3
SEMANA 4
SEMANA 5
PROMEDIO
Humedad % * 10,02 10,67 9,89 11,45 12,62 10,93Glicerol % * 82,51 80,86 82,61 82,24 80,37 81,72Metanol % * 0,020 0,022 0,030 0,030 0,030 0,026Cenizas % * 4,54 4,48 4,49 4,45 4,26 4,44
166P9Fecha: 01/02/2014-28/02/2014
PARAMETRO UNIDADES REQUISITO SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 PROMEDIO
Humedad % * 9,74 8,35 9,83 9,81 9,43Glicerol % * 81,78 74,16 81,9 82,31 80,04Metanol % * 0,03 0,08 0,05 0,05 0,053Cenizas % * 4,5 3,6 4 3,89 4,00
166P9Fecha: 29/02/2014-27/03/2014
PARAMETRO UNIDADES REQUISITO SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 PROMEDIO
Humedad % * 9,69 10,15 10,06 10,48 10,10Glicerol % * 81,78 81,3 82,6 81,9 81,90Metanol % * 0,03 0,03 0,03 0,03 0,030Cenizas % * 4,5 4,8 4,9 5,2 4,85
166P9Fecha: 28/03/2014-29/04/2014
PARAMETRO
UNIDADES
REQUISITO
SEMANA 1
SEMANA 2
SEMANA 3
SEMANA 4
SEMANA 5
PROMEDIO
Humedad % * 10,8 7,92 10,9 11,38 10,14 10,23Glicerol % * 81,78 83,91 81,57 80,88 82,88 82,20Metanol % * 0,020 0,030 0,030 0,028 0,020 0,026Cenizas % * 4,7 3,7 4,2 4,6 4,5 4,34
166P9Fecha: 30/04/2014-29/05/2014
PARAMETRO UNIDADES REQUISITO SEMANA 1 SEMANA 2 SEMANA 3 SEMANA 4 PROMEDIO
Humedad % 7%-13% 11,85 11,73 11,63 10,97 11,55Glicerol % min 80 % 78,01 81,62 80,37 80,67 80,17Metanol % * 0,024 0,024 0,070 0,025 0,036Cenizas % * 4,6 4,9 4,7 4,9 4,8
166P9Fecha: 30/05/2014-28/06/2014
PARAMETRO UNIDADES REQUISITO SEMANA
1SEMANA
2SEMANA
3SEMANA
4PROMEDIO MENSUAL
Humedad % 7%-13% 10,93 11,20 11,04 13,69 11,72Metanol % 0,10% 0,030 0,028 0,027 0,077 0,041
Glicerol % min 80 %
80,57
81,39 81,59 78,3
8 80,48
Cenizas % * 4,7 4,9 4,9 4,5 4,8
166P9Fecha: 29/06/2014-30/07/2014
PARAMETRO
UNIDADES
REQUISITO
SEMANA 1
SEMANA 2
SEMANA 3
SEMANA 4
SEMANA 5
PROMEDIO MENSUAL
Humedad % 7% - 13% 11,34 9,76 9,88 12,19 12,34 11,10Metanol % 0,10% 0,045 0,023 0,022 0,020 0,020 0,026Glicerol % min 80 % 80,22 84,13 83,44 79,78 79,93 81,50Cenizas % * 4,6 4,5 4,2 4,4 4,6 4,5
Tiempos Perdidos en Producción no Autorizados. Corresponde a la duración de la parada en minutos de las bombas durante la producción, causada por fallas humanas. Estos tiempos perdidos se les llama no autorizados porque no está contemplado que se presenten y deben evitarse para no afectar la eficiencia de producción.

d. POBLACION
La empresa Biocombustibles Sostenibles del Caribe S.A. de encuentra ubicada en la ciudad de Santa Marta (Colombia), la cual bordea el sector oriental de la bahía que lleva su nombre. Está situada entre los 11°14'50'' de latitud norte y los 74°12' 6'' de longitud occidental, a una altura de 6 metros sobre el nivel del mar. Posee un clima cálido y seco, con precipitación media anual de 362mm,humedad relativa de 77% y rango de temperatura entre los 23-32 °C (garcía, Agudelo, & Jiménez, 2006)
La empresa se encuentra ubicada en el Km 1 Vía a Mamatoco Sector Industrial San Francisco Detrás Del Colegio Bilingüe.
Características de la empresaEl 3 de Febrero de 2009, fue inaugurada la Empresa Biocombustibles Sostenibles del Caribe S.A. iniciándose su entrada al mercado nacional el 1 de abril de ese mismo año, previa autorización en el registro nacional de productores por parte del Ministerio de Minas y Energía. BIOSC S.A. se encuentra vinculado a la RSPO (Mesa Redonda de Aceite de Palma Sostenible), la cual es una Iniciativa mundial sobre aceite de palma sostenible, que se estableció formalmente bajo el artículo 60 del Código Civil Suizo, en abril de 2004.
Esta organización sin ánimo de lucro cuenta con representantes de los más importantes participantes en la cadena del suministro de aceite de palma: cultivadores, procesadores, comercializadores, fabricantes de productos de consumo, distribuidores, bancos, inversionistas y organizaciones no gubernamentales defensoras del medio ambiente, conservación de la naturaleza y desarrollo social. La RSPO es una plataforma única para una cooperación pragmática que contribuya a incrementar el uso y producción sostenible de aceite de palma (BioSC, 2007).
TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN DE DATOS
Figura xxx. Empresa biocombustibles sostenibles del caribe S.A
Las técnicas empleadas para el desarrollo de la
presente investigación se indican a continuación:
Observación Directa: Esta se empleará en las visitas de campo realizadas en la que se encuentra en la ciudad de Santa Marta, empresa Biocombustibles Sostenibles del Caribe S.A. en la cual se desarrollará la encuesta en su modalidad de entrevista, realizada a diferentes personas de la empresa que tengan la capacidad para responder las inquietudes.
Análisis documental: También llamada observación indirecta, esta se realiza a través de la “consulta a fuentes documentales que recogen evidencia de los hechos”. En esta investigación se realiza a través de una revisión de material bibliográfico relacionado con el tema, documentos técnicos de la empresa, reportes de mantenimiento, informes de la oficina de recursos humanos, informes de productividad, catálogos y manuales de equipos.
La técnica más utilizada en esta investigación es el análisis documental, de los registros de funcionamiento y operación de la empresa, porque permite obtener un registro completo de los avances de los sellos mecánicos.
Descripción del proceso
La planta se diseña para la producción de ÉSTERES METILICOS que se originan por la mezcla de aceites vegetales y metanol, en presencia de un catalizador alcalino, produciéndose una reacción de transesterificación. La glicerina se obtiene como subproducto, siendo inmiscible en la fase de metiléster.
Para aumentar al máximo la conversión de la reacción, el metanol se alimenta con un exceso molar que va de 1,7 a 4 con respecto a la cantidad estequiometria. El metanol que no reacciona se reparte entre el metiléster y la glicerina. Con la reacción principal, ocurren también algunas reacciones dentro del sistema, que reduce el rendimiento y aumenta el consumo del catalizador, a saber:
La saponificación de ácidos grasos libres que contiene. La hidrólisis de éster del metilo y la saponificación subsecuente.
Es muy importante que la reacción se produzca con un aceite tan seco como sea posible para evitar reacciones paralelas no deseadas. Normalmente, el aceite procedente de la planta de pre tratamiento suministrada por DeSmet Ballestra, almacenado correctamente, contiene un contenido en humedad reducido y aceptable para su procesamiento en la planta de biodiesel sin previo secado. El metanol en exceso (separado y recuperado al final de la reacción de transesterificación) se somete a rectificación antes de reciclarse al proceso.
La corriente de éster metílico que viene de la unidad de transesterificación está sujeta a un proceso de purificación para quitar el exceso de metanol, humedad e impurezas; la purificación de metiléster consiste en:
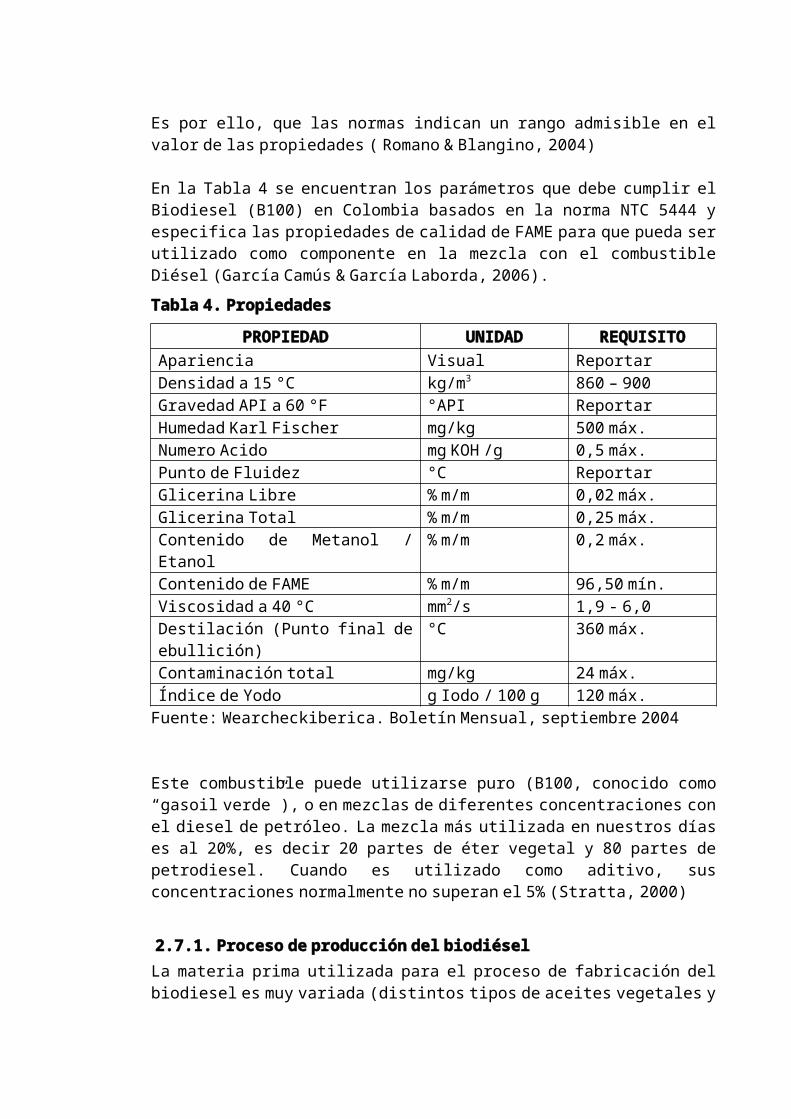
Flash del metanol Lavado con agua ácida y centrifugación Secado flash final.
El flujo de glicerina separada del éster metílico, se somete a un proceso de purificación, que consiste también en eliminar el metanol disuelto y las impurezas (principalmente jabones) incorporados durante la reacción de transesterificación. Consiste en:
Flash del metanol Acidificación para romper los jabones y separar los ácidos grasos. Decantación glicerina-ácido graso, seguido por una neutralización de
glicerina. Concentración de glicerina para eliminar las últimas trazas de metanol y
humedad.
El exceso de metanol usado en la unidad de transesterificación se recupera en la unidad de rectificación
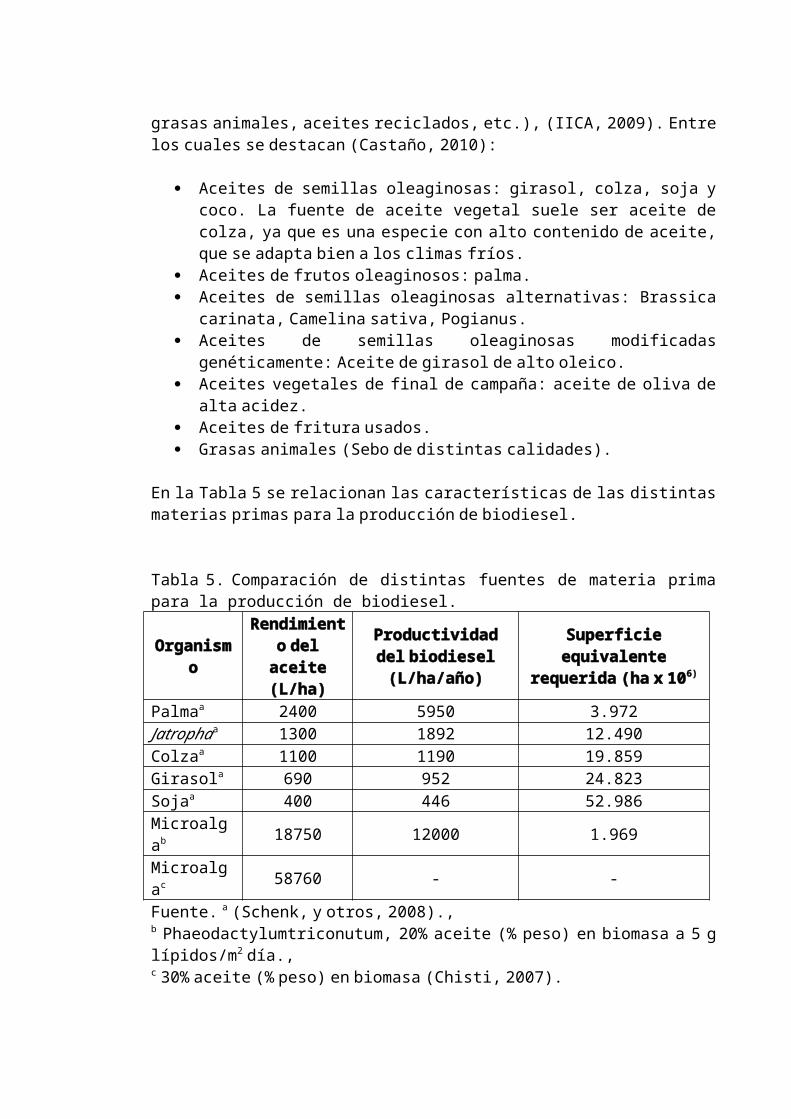
CAPITULO 4. ANÁLISIS DEL NUEVO SELLO
Para toda la bomba 166P10 se está proponiendo el sello mecánico referencia (Sello doble DMSF con anillo de bombeo, monolítico), utilizado en el sistema de sellado original de la bomba de referencia tipo ZNLD 150200 AB X2A 4B 2, el cual tiene las siguientes características:
Sello interno rotativo carbón
Sello interno estacionario carburo de silicio
Sello externo rotativo carbón
Sello externo estacionario carburo de silicio
Elastómero para ambos sellos doble DMSF con anillo de bombeo, monolitíco.
Sistema de soporte plan API 53 A, tanque SS 10 litros, Flow Fuse, manómetro de presión, Thermal Fuse, Filtro en línea y conexiones.
Diseño con resorte helicoidal único externo de mayor sección transversal y por lo tanto más robusto, lo cual no dificulta el atascamiento por presencia de sólidos.
Sello tipo de empuje cuya área de desplazamiento del anillo tipo “O” (o’ring) para compensar el desgaste del anillo primario se encuentra fuera del contacto con el producto.
Cantidad máxima de crudo a manejar 100%.
Cantidad máxima de sólidos en el producto a manejar 15%.
BENEFICIOS DEL SELLO.
Este tipo de sellos es utilizado con resultados satisfactorios por La empresa Biocombustibles Sostenibles del Caribe S.A. los utiliza en aplicaciones en donde el sello doble con sistema de soporte plan API 53A, recomendación que será el tipo SWFF-TF con tanque de 10 litros en acero inoxidable, regulador de flujo y agua como fluido de barrera, elemento indispensable en el proceso de asistencia al sello con el cual trabajará independiente del fluido que se está bombeando.

Las características de funcionamiento de los nuevos sellos buscan garantizar una operación limpia y libre de fallas de los equipos bajo las actuales condiciones del proceso a las que están sometidas las bombas en donde serán instalados.
Deben ofrecer las ventajas comparativas que les permiten solucionar de manera exitosa los
problemas que presentan los actuales sellos y que fueron mencionados en el capítulo anterior.
Se recomienda el SELLO TIPO DMSF-ANSI por ser un diseño más resistente que el anterior.
A continuación se explica con detalle los cambios que presenta este nuevo sello en comparación con los anteriores y que le permitirán solventar los problemas de funcionamiento presentados en los equipos actualmente.
En la figura 2.12 se puede observar un arreglo típico de este modelo de sello junto con sus principales componente.
Este sello puede trabajar y ser lubricado con fluidos con una viscosidad entre el rango de 0,424 cP como mínimo y 1994 cP como máximo, en cuanto a la concentración de sólidos en suspensión, admite hasta el 15 % del caudal de fluido de trabajo de concentración en ppm.
SELLO DOBLE DMSF CON ANILLO DE BOMBEO, MONOLÍTICO
El sello Sello doble DMSF con anillo de bombeo, monolítico, cuenta con dos características únicas que lo hacen más confiable, a saber:
Cuenta con menos partes móviles y con un elemento de compensación y de empuje más robusto (resorte helicoidal único).
En la figura 2.11 se contrastan las estructuras de ambos sellos, en el detalle (a) se muestran los sistemas de arrastre de cada modelo.
Se puede observar como en el sello tipo DMSF ya no existe la banda de arrastre perteneciente al sello anterior. Remplazado por un sistema mucho más robusto y resistente conformado por el conjunto de elementos mostrados en el detalle anterior de la imagen xx.
Ahora el arrastre de la cara rotatoria es realizado por la acción conjunta del resorte helicoidal, el sistema adaptador del resorte y el buje de restricción, elementos
que garantizan una mayor y más efectiva transmisión de altos torques. Tanto el resorte helicoidal como su sistema adaptador son piezas elaboradas en acero AISI-316.
El resorte de ondas al poseer una sección transversal más pequeña, se encarga Únicamente de mantener en contacto las caras

del sello, siendo la banda de arrastre la encargada de transmitir el movimiento de rotación.
El resorte helicoidal además de producir el empuje necesario para mantener las caras en contacto cumple con la función de transmitir el arrastre a la cara rotatoria. Su sección transversal es mucho más grande y el cambio en el valor de su carga por pérdida de material debido a la corrosión es irrelevante en
comparación con uno de sección transversal pequeña como el resorte de onda sinusoidal.
En caso de que se llegue a acumular producto dentro de las cavidades del sello, el resorte helicoidal, al ser más robusto genera más fuerza que el resorte de onda evitando así posibles atascamientos del sistema.
VENTAJAS DEL SELLO.
Las caras de cierre monolíticas proporcionan máxima estabilidad en aplicaciones de alta temperatura, mejorando la vida útil del cierre.
Caras de roce del cierre con una amplia zona de contacto, lo que evita daños producidos en las caras de roce en aplicaciones de parada/arranque y con líquidos viscosos.
Incorpora un anillo de bombeo bidireccional de gran eficacia para maximizar el flujo de barrera y aumentar la vida útil del cierre.
Conexiones NPT de brida de cierre anchas, de 3/8”, para maximizar el potencial de refrigeración y aumentar la vida útil del cierre.
El deflector integral guía el líquido de barrera de refrigeración hasta las zonas más esenciales y aumenta la vida útil del cierre.
Carga entre las caras del cierre por multi-muelle con presión hidráulica equilibrada para mejorar la fiabilidad y el rendimiento del cierre.
Diseño anti desgaste del eje para reducir el coste en las revisiones del sello.Diseño independiente de las caras del cierre para mejorar la contención del fluido de proceso en caso de averías en cualquier elemento individual del cierre.

Elastómero anti desgaste del eje para camisa y transmisión de eje con tornillo de ajuste positivo.
Características de diseño de transmisión de alta integridad para mejorar la fiabilidad y la vida útil del cierre.
Se suministran con conexiones de lavado, refrigeración y drenaje como estándar de calidad.
El anillo de restricción modular opcional (SISR™) conforme al Plan 53, lo que permite el control del entorno del cierre para maximizar su vida útil.
Tecnología de las caras de cierre con doble equilibrado hidráulico para un consumo de energía reducido y con capacidad para soportar fluctuaciones de presión.
El diseño estacionario es adecuado para aplicaciones de alta velocidad
El eficiente anillo de bombeo bidireccional hace circular el líquido de barrera proporcionando una refrigeración eficaz de las caras del cierre y aumentando la vida útil del cierre.
Las características del diseño de transmisión de alta integridad mejoran la fiabilidad y la vida útil del cierre.
Las caras radiales delgadas reducen generación de calor comparadas con diseños alternativos de doble equilibrado del Sello doble DMSF con anillo de bombeo, monolítico.
Se suministran con conexiones de lavado, refrigeración y drenaje.
Fáciles de instalar gracias a su ajuste predefinido
No es necesario realizar modificaciones en la bomba.
No se requieren accesorios de ajuste especiales
Sin piezas plásticas.
Piezas metálicas en acero inoxidable.
Muchos cierres de la gama utilizan caras de cierre monolíticas
Posibilidad de una considerable reducción de gastos.
PRESUPUESTO DE MANTENIMIENTO PREVENTIVO Y CORRECTIVO

La información del presupuesto de gastos de mantenimiento de la línea de producción utilizando el Sello doble DMSF con anillo de bombeo, monolítico, es suministrada por el departamento de maquinaria, la fuente es de los registros del reporte mensual del presupuesto de todos los equipos industriales de la empresa.
MES FALLAS PRESENTADAS COSTO TOTALSept. 2014 Sin registro de fallas en el mes $0Octubre 2014 Costo de mantenimiento preventivo $2.300.000Nov. 2014 Costo de mantenimiento preventivo $2.450.000
Dic. 2014Registro de una falla de cara rotativa desgastada se le cambian rodamientos. Registro del mantenimiento preventivo
$ 3.000.000
Enero 2015 Costos de mantenimiento correctivo $2.100.000Feb. 2015 Costo de mantenimiento Correctivo $2.450.000
ANALISIS DEL RENDIMIENTO DEL SELLO DOBLE DMSF.
Desde el inicio de la operación de la bomba con el sello doble DMSF con anillo de bombeo, monolítico, las condiciones del proceso han venido variando, de forma positiva ya que los cierres tienen mejor contención de fluido ya que fueron diseñados para soportar una cantidad máxima de sólidos en suspensión, esto ha bajado las fallas que continuamente se presentaban en la Bomba.
5. CONCLUSIONES
La mayor cantidad de fallas y costos asociados a reparaciones en sellos mecánicos se han presentado en las bombas 166P10. Desde la instalación de los equipos, de un total de 14 fallas por sellos mecánicos, Igualmente concentran mayores costos por reparaciones asociadas a dichas fallas.
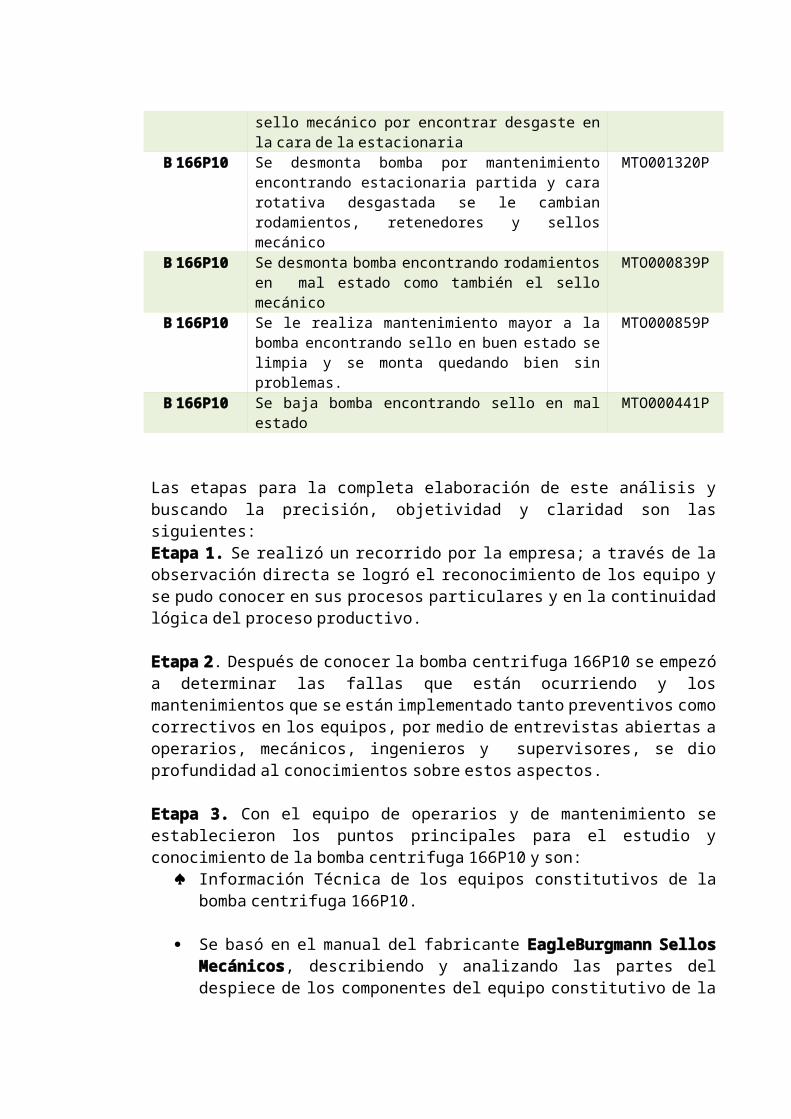
El monto total de las reparaciones asociadas a las fallas de los sellos mecánicos de la bomba asciende a 109 millones de pesos. de un total de 127 millones gastados en todas las bombas. Es decir, el 86 % de los costos se ha destinado a las bombas 166P10.
La causa principal de falla se debe a incrementos en la cantidad de crudo y sólidos presentes en la mezcla del fluido de trabajo de las bombas, aumentando los valores de la viscosidad sobre los niveles aceptados por los sellos tipo EagleBurgmann MF95N (GNZ 32).
Actualmente las bombas trabajan con un fluido con viscosidades por el orden de los 2 cP, valor superior a 0,45 cP, máximo valor aceptado por diseño de los sellos mecánicos modelo EagleBurgmann MF95N (GNZ 32). Los valores máximos de concentración de sólidos en suspensión (TSS) aceptados por las bombas, son 40 ppm y 100 ppm respectivamente. En la actualidad, el fluido de trabajo de las bombas 166P10, presenta valores de TSS superiores a los 100 ppm llegando incluso a superar los 300 ppm. En el caso del fluido de trabajo de las bombas 166P10, los valores de TSS sobrepasan los 200 ppm, llegando a superar los 1300 ppm.
La característica común de la falla de estos sellos es la ruptura de las caras en Sus puntos de sujeción por atascamiento debido a la presencia de gran cantidad de crudo y sólidos, además de una lubricación deficiente.
Las características de funcionamiento de los sellos DMSF los hacen aptos para operar satisfactoriamente bajo las actuales condiciones del proceso. Están en capacidad de trabajar con fluidos con altas concentraciones de sólidos en suspensión (hasta el 15% del caudal de trabajo) además, pueden manejar fluidos de alta viscosidad, incluso 100 % de crudo. Estos sellos requieren de un sistema sencillo de lubricación ya que pueden ser lubricados con el mismo fluido de trabajo.
Las características de funcionamiento de los nuevos sellos buscan garantizar una operación limpia y libre de fallas de los equipos bajo las actuales condiciones del proceso a las que están sometidas las bombas en donde serán instalados.
4. RECOMENDACIONES.
Instalar el sello de nuevo diseño modelo según la propuesta en la bomba 166P10 del plan API 53 A, debido a que ésta es la que ha presentado el menor número de fallas en los sellos mecánicos y el menor costo asociado a las reparaciones de los mismos.
Se establecería unos planes de manejo ambiental a fin de colocar el sello a manera de prueba, tomando un período de tiempo de tres meses para el monitoreo de su funcionamiento.
De obtenerse resultados satisfactorios, se instalarían definitivamente en las demás bombas, en caso contrario se procedería a la elaboración de una propuesta diferente.
A modo de referencia se anexa la cotización hecha por el ING. RAFAEL NAVARRO con el precio de los sellos propuestos, la cotización corresponde al sello propuesto para la bomba 166P10 del Plan API 53 A, del sello Sello doble DMSF con anillo de bombeo, monolítico, éste sería el que se instalaría para la prueba.
BIBLIOGRAFIA
1. Bombas Centrifugas “Todo lo que necesita sobre ellas” – Larry Bachus y Angel Custodio.
2. BOMBAS Selección, uso y mantenimiento – Kenneth J., McGRAW-HILL.
3. Catalogo AESSEAL ENVIRONMETAL TECHNOLOGY- API PIPING PLANS.

4. Sellos Mecánicos Principio de Operación Tipos y Aplicaciones. – Burgmann México / Septiembre 2004.
5. Análisis Energético de los Sistemas de Bombeo del Molino Uno de Cartón Colombia para una Posible Mejora de su Eficiencia. – Proyecto de grado en la Universidad Autónoma de Occidente Santiago de Cali en el año 2013.
6. Diseño de un anillo de presurización para pruebas neumáticas estáticas en sellos mecánicos de bombas centrífugas. – Trabajo de grado presentado ante la universidad de oriente Junio en el año 2010.
7. Selección confiable de sellos mecánicos JOHN CRANE tipo 32 y 7700 para agitadores, mezcladores y reactores en la industria petroquímica Colombiana. – Monografía de Grado en la Universidad Industrial de Santander Bucaramanga en el año 2007.
8. Modificación del sistema de sellado de las Bombas P-3930 A/B y P-3900 A/B de la planta de agua de SINCOR. – Informe de pasantías ante la Universidad Simón Bolívar, Sartenejas en Septiembre del año 2007.
9. Análisis de fallas de los sellos mecánicos en las bombas de proceso de una planta cervecera. – Trabajo de grado presentado a la Universidad de Oriente Núcleo de Anzoátegui, Barcelona en el mes de Abril en el año 2009.
10.L-UK- PLANES AMBIENTALES. AESSEAL
11.DESCRIPCIÓN Y ANÁLISIS PRESENTADAS EN SELLOS MECANICOS TESINA PARA ACREDITAR LA EXPERIENCIA EDUCATIVA DE EXPERIENCIA RECEPCIONAL (MARZO 2011).
12. .http://fluidos.eia.edu.co/hidraulica/articuloses/maquinashidraulicas/seleccionbombascentrifugas/seleccionbombascentrifugas.html
13. .http://www.unet.edu.ve/~maqflu/doc/LAB-1-95.htm
14.principios_sellos-mecanicos (Sellos Mecánicos Principio de Operación, Tipos y Aplicaciones) pdf.
15.L-UK- PLANES AMBIENTALES. AESSEAL
16.DESCRIPCIÓN Y ANÁLISIS PRESENTADAS EN SELLOS MECANICOS TESINA PARA ACREDITAR LA EXPERIENCIA EDUCATIVA DE EXPERIENCIA RECEPCIONAL (MARZO 2011).
17. http://biodieselq2.blogspot.com/2012/07/subproductos.html