
Proyecto Terminal 2011 - 148.206.53.84148.206.53.84/tesiuami/UAMI16033.pdf · Se llevó a cabo...
164
Transcript of Proyecto Terminal 2011 - 148.206.53.84148.206.53.84/tesiuami/UAMI16033.pdf · Se llevó a cabo...


Proyecto Terminal 2011 Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
RESUMEN
En este trabajo se desarrolla una metodología experimental que conduce al estudio del
comportamiento de los sistemas vibrofluidizados aplicados al secado continuo de café (Coffea
arabica). Se utilizó un secador de lecho vibrofluidizado a nivel planta piloto (marca Niro) de sección
transversal de 0.3 m2. Se llevó a cabo experimentalmente el secado y tostado del café en operación
por lotes en un intervalo de temperatura de 25 a 80°C para el secado y de 80 a 180 °C para el
tostado, con un contenido de humedad entre 1.16 y 0.08kg H20/ kg sólido seco. Se simularon
procesos de secado y tostado por lotes.
De los resultados obtenidos se pudo comprobar la mejor eficiencia de un equipo de vibrofluidizado
contra un equipo de fluidizado convencional, así como la reducción de los volúmenes de aire que se
utilizan en un vibrofluidizado contra lo que emplea el fluidizado.
De igual forma la reducción del consumo energético es evidente, pues los tiempos necesarios para
llegar a las condiciones de salida son menores.
Estas reducciones en tiempo y consumo energético, para el caso del beneficio del café, conllevan a
una mejora en el mismo, dado que el proceso productivo se reduce de más de una semana a menos
de un día, empleando la tecnología del vibrofluidizado.
También se considera la parte ecológica, pues al eliminar la fermentación del proceso, se
disminuyen las cantidades de agua que se empleaban, dando esto la no generación de efluentes
contaminantes, y por ende se crea un beneficio amigable con el medio ambiente.

Proyecto Terminal 2011 Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
Agradecimientos
Mario De Jesús Rojas
Doy gracias primeramente a Dios por permitirme concluir esta etapa tan importante en mi vida y por
nunca dejarme desistir en mi meta.
A mi familia que son mis padres, mis hermanos que siempre me apoyaron incondicionalmente, me
siento muy honrado de ser parte de esta grandiosa familia cuyo lema siempre ha sido: “Luchar
hasta lo último para llegar a la meta”.
A Yolanda Pérez por su paciencia, apoyo, compresión, ayuda; por estar incondicionalmente
conmigo, pero sobre todo por el amor que me hizo luchar por mis metas académica y emocional y le
estoy muy agradecido.
En particular agradezco a mi equipo de proyecto terminal que con sus conocimientos y aportaciones
de cada uno se concluyó este trabajo y aun más le agradezco a la UNIVERSIDAD AUTONOMA
METROPOLITANA por ser mi Alma Mater.
Proyecto Terminal 2011 Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
AGRADECIMIENTOS
Juan Antonio Patlán López
Agradezco primeramente a Dios por permitirme terminar una etapa muy importante de mi vida, así como a toda la
gente que me ha rodeado durante mi trayecto por la UAMI y la Cd. De México.
Agradezco a mis padres, el Sr. Juan Antonio Patlán y la Sra. Josefina López García, por tener la paciencia necesaria al
apoyarme en la conclusión de mis estudios. A mis hermanos Celia, Olivia, Jesús Ricardo y Blanca Maribel.
Agradezco también a la Sra. Faffie Siekman y al Mtro. Juan Carlos Romero Hicks, por el apoyo moral y económico
ofrecido para concluir mis estudios. También a todos sus hijos por ayudarme a recordar la misión de hacer bien las cosas
y ser mejor persona.
En especial agradecimiento a mis familiares de Guanajuato, Gto., a mis abuelitos Jesús López y Agustina García y a mis
tíos.
A la Sra. Lolita Cortés y a la Sra. María Rubio por haberse convertido en mis grandes mentoras y como grandes ejemplos
de disciplina y constancia.
Y a mis amigos de la UAMI: Felipe Montaño Real, Israel Gilvario, Darío González Torres, Mario de Jesús Rojas, Yolanda
Pérez (Yolis), Berenice Blanco; Luis Daniel Vera A., Ángel Huerta, Jazmín Josefina, Martha y Fortunato, Ricardo David,
Luis Noé Casas, Rubén Durán Albañil, Ricardo Castillo, Alberto Estrella, etc.
En lugar especial, agradezco al Dr. Mario Gonzalo Vizcarra Mendoza, por haberme aceptado en su proyecto terminal. A
mis profesores, el Dr. Gustavo Fuentes Zurita, Dr. Sergio Gómez Torres, Dr. José Antonio de los Reyes H., Dr. Carlos
Martínez Vera, Dr. Alberto Soria, Dr. Gustavo Pérez López, Dr. Eduardo Pérez Cisneros, Ing. Uriel Aréchiga, Dr. Rodolfo
Vázquez R., Mtra. Ana María Soto, Dr. Rubén Arroyo M., que son un buen recuerdo que me llevaré de a UAMI.
Quedan en un lugar muy importante mis profesores de la Universidad de Guanajuato: I.Q. José de Jesús Altamirano
Calvillo, Mtra. Eva González Pérez (QEPD), I.Q. Roberto Canales, Ing. Jacobo Gómez, Dra. Angélica Raya Rangel, Q.F.B.
Martín Caracheo, Q.F.B. Lulú Nieto, Dra. Rosa Angélica Rangel Porras, I.Q. Rosario Sánchez Neri, M.C. Francisco Solorza
Salas, Q.I.Teresa Betancourt, I.Q. Edmundo Hernández, Mtro. Manuel Alcaraz, Dra. Guadalupe Jiménez, I.Q. Bartolo
Caudillo, Q. Víctor Mejía Cobos, Mtra. Rosalía Balcázar, I.Q. Ismael Garnica (QEPD), Q.F.B. Francisco Ramírez Flores
(QEPD), Mtro. Juan José Guzmán, Lic. José Luis Murillo, I.Q. Manuel Cárdenas, I.Q. Juan Agustín Parra, etc.
Proyecto Terminal 2011 Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
ÍNDICE
Contenido Página
Generalidades
Definición del estado del arte del beneficio de café.
Beneficio ecológico.
Beneficio del café.
Procesamiento del café
Mercado del café.
1
Planteamiento del proceso de beneficio del café
Objetivo general
Objetivos particulares
Metas
Ubicación de la planta
36
Diagrama de la Planta de Beneficio de Café
Principales operaciones unitarias del proceso
39
Desarrollo experimental
Caracterización física del café: contenido inicial de humedad, tamaño,
densidades de los diferentes componentes del fruto
Estudio hidrodinámico del café: velocidad mínima de fluidización
Cinética de secado del café
Cinética de tostado del café
42
Requerimiento técnico de equipos y dimensionamiento 56
Distribución de equipos y servicios en planta 59
Evaluación económica del proceso 60
Análisis de Costos 66
Análisis de riesgos 71
Conclusiones 79
Proyecto Terminal 2011 Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
Bibliografía 80
Apéndices
A. Datos Experimentales
B. Gráficas
C. Memoria de Cálculo
D. Catalogo de Equipo
E. Empresas para cotizaciones
F. Glosario
83

Proyecto Terminal 2011 Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
ÍNDICE DE TABLAS
Tabla Descripción Pág.
1 Tipos de empresa y escala de producción. 2
2 Tipos de café en función de la altura. 2
3 Oferta y uso mundial de café. 31
4 Ponderación para la ubicación de la planta de café. 37
5 Aplicaciones industriales para secadores de lecho vibrofluidizado. 48
6 Condiciones de operación de los equipos de la planta de beneficio de
café.
57
7 Requerimiento técnico para la construcción de la planta de beneficio
de café.
58
8 Maquinaria y equipo a escala pequeña empresa. 63
9 Costos de Insumos. 64
10 Ventas de producto terminado. 64
11 Costos de operación. 65
12 Costos muebles e inmuebles. 65
13 Evaluación del proyecto. 67
14 Datos experimentales de la estufa con café cereza. 84
15 Datos experimentales del secador de charolas. 85
16 Datos experimentales del secador de charolas. 86
17 Datos experimentales del secador de lecho fluidizado para café
despulpado.
87
18 Datos experimentales de secador de lecho fluidizado
para café despulpado.
88
19 Datos experimentales del secador de lecho vibrofluidizado
para café despulpado.
89
20 Datos experimentales del secador de lecho vibrofluidizado
para café despulpado (continuación).
90

Proyecto Terminal 2011 Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
21 Relación en peso del mucílago y pergamino.
91
22 Datos experimentales de tostado del secador de lecho
vibrofluidizado.
91
22 A Datos experimentales de tostado por lecho vibrofluidizado 92
23 Relaciones en peso de humedad final para el café tostado. 99
24 Condiciones de operación de la etapa de secado para el lecho
vibrofluidizado.
117
25 Condiciones de enfriamiento del café verde con aire.
119
26 Condiciones de operación de la etapa de tostado de café,
PRECALENTAMIENTO DE LA MATERIA PRIMA (25 °C A 80 °C).
121
27 Condiciones de operación de la etapa de tostado de café
(80 °C A 150 °C).
123
28 Condiciones de operación de la etapa de tostado de café
(150°C A 180 °C).
125
29 PROPIEDADES DEL AIRE 132
30 Condciones del aire a 80 º C.
132
31 Condiciones de operación del calentador de aire.
137
32 Tubos alineados 139
33 Dimensiones del calentador de aire.
141

Proyecto Terminal 2011 Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
ÍNDICE DE FIGURAS
Figura Descripción Pág.
1 Diagrama de flujo del beneficio de café tradicional.
20
2 Gráfica de producción mundial de café, en miles de sacos por año. 30
3 Precio Promedio Internacional Anual del Café, 1970-2000
(Centavos de dólar U.S. por libra)
33
4 Ubicación de la planta de beneficio de café. 38
5 Diagrama de Flujo de Planta de Beneficio de Café Primera Parte. 39
6 Diagrama de Flujo Planta Beneficio de Café Segunda Parte.
40
7 Esquema del secador de charolas experimental. 44
8 Equipo Experimental de lecho fluidizado
46
9 Velocidad mínima de fluidización.
47
9 A Diagrama del equipo de lecho vibrofluidizado marca Niro (Planta P.) 49
10 Plato distribuidor multifiltro, tipo XLN. 51
11 Curvas típicas de caídas de presión de lechos vibrofluidizados. 52
12 Secador de lecho vibrofluidizado de la planta piloto. 53
13 Distribución de espacios y servicios de la planta. 59
14 Gráfica de flujo después de impuestos. 68
15 Impacto ambiental del beneficio de café. 78
16 Curva de secado para el secador de charolas 94
17 Curvas de secado para el lecho fluidizado 95
18 Curvas de secado para lecho vibrofluidizado. 96
19 Comparación de las curvas de secado de los diferentes equipos.
97

Proyecto Terminal 2011 Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
Figura Descripción Pág.
20 Comparación entre curvas de secado de los lechos fluidizados y
vibrofluidizados.
98
21 Esquema del secador de lecho vibrofluidizado. 102
22 Esquema del tostador de lecho vibrofluidizado. 105
23 Densidad del aire en función de la temperatura. 133
24 Conductividad del aire en función de la temperatura. 134
25 Viscosidad del aire en función de la temperatura. 135
26 Capacidad calorífica del aire en función de la temperatura. 136
27 Relación de h para N hileras transversales para tubos alineados. 140
28 Diagrama de banco de tubos para el calentador de aire. 141
29 Dimensiones del turboventilador. 142
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
1
GENERALIDADES
A nuestro país el café llegó en 1790 y fueron Veracruz, Morelos, Michoacán y Oaxaca los primeros
estados donde se conoció. En la actualidad en México el café se cultiva en 12 estados: Chiapas,
Veracruz, Puebla, Oaxaca, Guerrero, Hidalgo, San Luis Potosí, Nayarit, Colima, Jalisco, Querétaro,
Tabasco. La época de recolección del café inicia en promedio en el mes de septiembre y concluye
en el mes de marzo del siguiente año. Los estados productores más importantes son Chiapas,
Veracruz, Oaxaca y Puebla.
El café es un producto tropical que se cultiva en las zonas montañosas y cerca de un 60% de los
pequeños productores son indígenas.
En México contamos con granos de la más alta calidad. El café de altura, cultivado por arriba de los
900 metros sobre el nivel del mar, es de los más cotizados. Muchos factores determinan la calidad
de un buen café, como son las características del grano, la altura, humedad, suelo, vegetación,
sombra; un estricto control en las labores agrícolas y la cosecha; el control en el proceso de
industrialización (beneficio húmedo y seco), el tueste y molido adecuados y por último la
preparación en taza.
El café ocupa el primer lugar como producto agrícola generador de divisas y empleos en el medio
rural. Por las características del cultivo para sus labores de limpia, cosecha y beneficiado del grano,
emplea tanto a mujeres, hombres y niños que conforman toda la familia. En México se tiene una
producción promedio de 4 millones de sacos de café verde y ocupa el sexto lugar en la producción
mundial. Hay más de 400 mil productores de los cuales el 90% son pequeños con extensiones de
tierra menores a las 5 hectáreas y un 30 % son mujeres. Es la base económica de 3.2 millones de
personas.
De acuerdo a la capacidad de los cafetaleros, las escalas posibles de producción que se pueden
lograr son:
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
2
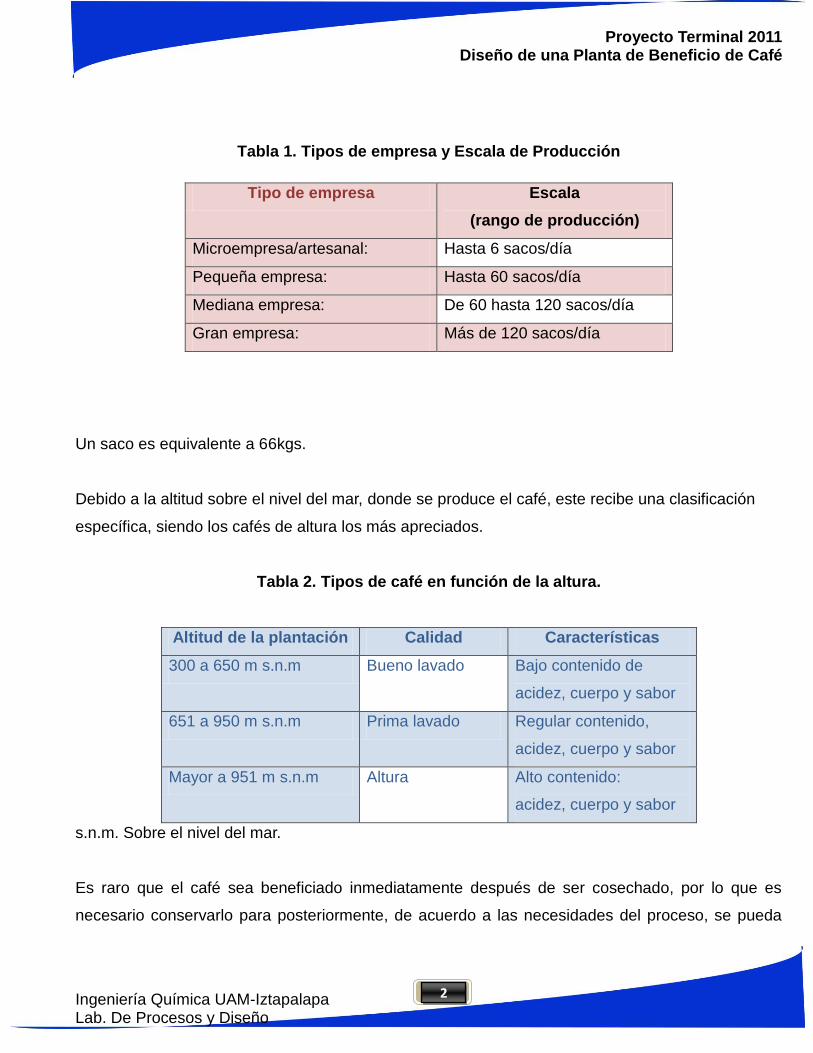
Tabla 1. Tipos de empresa y Escala de Producción
Tipo de empresa Escala
(rango de producción)
Microempresa/artesanal: Hasta 6 sacos/día
Pequeña empresa: Hasta 60 sacos/día
Mediana empresa: De 60 hasta 120 sacos/día
Gran empresa: Más de 120 sacos/día
Un saco es equivalente a 66kgs.
Debido a la altitud sobre el nivel del mar, donde se produce el café, este recibe una clasificación
específica, siendo los cafés de altura los más apreciados.
Tabla 2. Tipos de café en función de la altura.
Altitud de la plantación Calidad Características
300 a 650 m s.n.m Bueno lavado Bajo contenido de
acidez, cuerpo y sabor
651 a 950 m s.n.m Prima lavado Regular contenido,
acidez, cuerpo y sabor
Mayor a 951 m s.n.m Altura Alto contenido:
acidez, cuerpo y sabor
s.n.m. Sobre el nivel del mar.
Es raro que el café sea beneficiado inmediatamente después de ser cosechado, por lo que es
necesario conservarlo para posteriormente, de acuerdo a las necesidades del proceso, se pueda

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
3
tostar.
La conservación del café tiene por objeto preservarlo de las inclemencias del tiempo y de los
estragos por insectos, roedores y microorganismos. El café debe, en el curso de su
almacenamiento, ser mantenido con un porcentaje de humedad suficientemente bajo (~30%), con
el fin de que no sufra ningún deterioro, favorecido por humedades demasiado elevadas.
El café se cosecha normalmente con un contenido de humedad del 60% o más y cuando se seca
se reduce la humedad al 30% o menos. El beneficio debe empezar dentro de las 24 horas después
de la cosecha.
El café verde al igual que otros granos, es un material higroscópico en el que cambia el contenido
de humedad en relación con la temperatura y la humedad relativa del aire circundante. El proceso
de secado es básicamente la transferencia de calor mediante la conversión del agua del grano en
vapor y su liberación a la atmósfera. El calor se transfiere al grano mediante el proceso de
evaporación por convección, radiación o conducción. El mecanismo de convección es el que
prevalece normalmente. El secado por convección requiere calentar el aire para disminuir
suficientemente su humedad relativa para absorber la humedad del grano.
El secado debe permitir la obtención de granos que se conserven el mayor tiempo posible sin
pérdidas sensibles de substancias, sin alteración de sus componentes y de su valor nutricional, ni
transformación de calidades organolépticas.
Además, el secado debe permitir la obtención de más altos rendimientos en molinería e
industrialización y el más elevado porcentaje de granos enteros, ya que las roturas reducen el valor
comercial de los productos industrializados.
Las secadoras de flujo continuo son por lo general operaciones comerciales en las cuales se hace
pasar un gran volumen de aire caliente a través de una delgada capa de café (de 10a 25 cm de
espesor) durante cierto número de ciclos de breve duración (~15 min).
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
4
Entre cada una de las cargas, el grano se fermenta en un barril de almacenamiento durante 24
horas. El proceso artesanal de secado concluye al cabo de 3 a 6 días, pero el tiempo total durante
el cual el café se expone al aire caliente de la secadora es por lo general de 2 horas o menos.
A diferencia de la mayoría de los granos, el café se consume principalmente como grano tostado,
de manera que el valor en el mercado de estos últimos es mucho mayor que el que tiene el café
verde.
Para reducir al mínimo las pérdidas de calidad y aumentar al máximo la eficiencia del sistema debe
tenerse mucho cuidado en la selección de la temperatura del aire para el secado, la temperatura
máxima que puede tolerar el grano durante el proceso y duración de exposición del mismo a las
altas temperaturas a varios niveles de humedad del grano. La selección de las condiciones óptimas
para el secado depende también de la variedad de café, las altas temperaturas extremas
permitidas para efectuar dicho proceso y el contenido inicial de humedad del grano.
Cuando la humedad se elimina demasiado rápido, se produce tostado prematuro externo del grano.
La técnica de la fluidización es una de las más idóneas para el secado del café, debido a las altas
eficiencias de contacto sólido-gas que se alcanzan y al tratamiento térmico uniforme de los granos
derivado del comportamiento del sólido fluidizado como un fluido. De igual manera se puede
concebir una operación continua del equipo de fluidización (Kunii &Levenspiel, 1979).
De acuerdo a lo anterior, si la técnica de secado por lecho fluidizado es eficiente, esta puede ser
mejorada si además se integra al lecho un sistema de vibración, lo que contribuye a disminuir la
cantidad de aire caliente que se requiere y por lo tanto disminuyen los costos energéticos. Por todo
ello se propone estudiar la factibilidad del secado del café con aire caliente en lecho vibro-fluidizado
y aportar información sobre la cinética del secado y además datos ingenieriles necesarios para el
dimensionado y diseño de secadores industriales de este tipo.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
5
DEFINICIÓN DEL ESTADO DEL ARTE DEL BENEFICIO DE CAFÉ
Beneficio tradicional
Al proceso industrial para la transformación del café cereza a pergamino y de éste a oro “verde”, se
le conoce con el nombre de beneficio o beneficiado.
El procesamiento del grano de café empieza como un proceso después de la cosecha, y requiere
dedicación y mucho tiempo ya que éste proceso es tan importante como el cultivo en sí.
El beneficio del café se realiza en dos procesos, uno para transformarlo de cereza madura a
pergamino seco que se le llama beneficio húmedo o por vía húmeda y otro, para transformarlo de
pergamino a oro “verde”, proceso al que se le llama beneficio seco o por vía seca. Al café que se
obtiene mediante estos dos procesos completos se le conoce como “Café lavado ó suave”.
Esta fase va a comenzar específicamente desde la recolección de semillas del cafeto y seguirá
diversos pasos, entre ellos el secado y la clasificación.
En la vía seca no se utiliza agua, consiste en secar los frutos maduros o cerezas al sol para
obtener el café bola o capulín.
En la vía húmeda, el café cereza es despulpado, fermentado, oreado y secado, hasta
obtener café pergamino con 12% de humedad, que se puede almacenar.
En México, 86% del beneficio del café es por vía húmeda y 14% se beneficia por vía seca
Beneficio Ecológico
Entre los desarrollos más importantes de actualidad se encuentra la tecnología para el beneficio
ecológico del café y manejo de los subproductos, que con la filosofía de es mejor no contaminar
que descontaminar, reduce la contaminación producida en este proceso en más de un 90%. Este
desarrollo ha sido de tal impacto en la caficultura mexicana que se estima, después de varios años
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
6
de haber sido entregada a los caficultores, que el total del café procesado en México con esta
tecnología es aproximadamente 30%.
Como ya se mencionó, cuando se despulpa sin agua se evita hasta el 72% de la contaminación. El
resto de contaminación se evita con el hecho de mezclar el mucílago concentrado que se obtiene
con la pulpa. Como la única etapa donde se necesita agua es para el lavado, el consumo
específico de agua del proceso es menor de 1,0 L/kg de café pergamino seco. Para instalar este
proceso ecológico en las fincas es necesario disponer de una tolva seca que alimente frutos de
café a la despulpadora o en lugares donde no es factible, un sistema de clasificación hidráulico con
recirculación.
El proceso comprende:
Despulpado sin agua: En frutos pintones y maduros hay suficiente cantidad de mucílago para
despulparlos sin necesidad de utilizar agua. El suministro de agua al proceso de despulpado se
consideraba necesario en los sistemas de beneficio convencionales, para obtener café de buena
calidad, con capacidades de despulpado aceptables. Algunos pequeños caficultores no utilizaban
agua, pero esta técnica era considerada propia del atraso y carencia de los mínimos
requerimientos técnicos necesarios para el adecuado beneficio del café.
Estudios realizados en CMC (Consejo Mexicano del Café) y CENICAFE (Centro Nacional de
Investigación del Café, Colombia), comprobaron la posibilidad de despulpar el café sin agua,
utilizando las despulpadoras de cilindro horizontal, cilindro vertical y de disco, sin afectar la
capacidad del proceso y la calidad de los granos despulpados. Adicionalmente, otros resultados
también de Cenicafé mostraron que despulpando el café sin agua se evitaba hasta el 72% de la
contaminación.
Para liberar a los granos de su envoltura exterior (pericarpio o pulpa) es necesario romper las fibras
que la conforman por la acción de esfuerzos de tensión (longitudinales y transversales) y de
cizallamiento. Estos esfuerzos son generados al comprimir las cerezas en el espacio conformado
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
7
por una placa fija (denominada pechero) y una superficie móvil que puede ser la camisa de un
cilindro o el diente de un disco.
Los canales del pechero, se disponen de forma inclinada para permitir el transporte del café hacia
los orificios de salida y simultáneamente retirar la pulpa del flujo de los granos, por el efecto de
arrastre de los resaltos afilados de la camisa o dientes de los discos y por la acción de la fuerza
centrífuga suministrada por la rotación del cilindro.
El mantenimiento de la máquina también es importante para que esta funcione bien. La camisa es
la parte de la despulpadora que experimenta el más rápido deterioro debido a que los frutos
verdes, secos y las semillas de frutos grandes (monstruos y caracoles y en ocasiones plano-
convexos de mayor espesor) “amellan” los dientes disminuyendo su capacidad para retirar la pulpa.
Las piedras y otros objetos como partes metálicas no solamente pueden amellar muchos dientes
sino que también pueden rasgar la camisa obligando a su reposición inmediata
Remoción Mecánica de Mucílago: El mucílago cubre al pergamino y tiene un espesor que varía
desde 0,4 mm (en la cara plana del grano) hasta 2,0 mm (en la parte convexa). Representa el 22%,
en peso, del café despulpado y el 13% del peso de la cereza. El mucílago contiene agua,
sustancias pécticas, azúcares reductores y no reductores, celulosa y cenizas.
En los cafés denominados suaves el mucílago se retira antes del inicio del secado. En la mayoría
de los países productores de esta calidad de café, el mucílago se elimina por medio de la
fermentación natural y el lavado posterior. Cuando esta labor se realiza con buen control y el
secado se ejecuta bajo condiciones adecuadas se obtiene cafés con pergamino limpio y de alta
calidad en taza. Sin embargo, puede ocurrir que haya poco control en la finca, especialmente
cuando la producción es baja y el café despulpado de varios días se reúne en un mismo tanque.
Estas condiciones normalmente dan origen a cafés de mala calidad con sabor a fermento, lo cual
ocasiona importantes pérdidas económicas, porque los cafés son rechazados por los compradores.
El desmucilaginado mecánico permite obviar los problemas antes mencionados, dependiendo de la
tecnología utilizada para la eliminación y el manejo del mucílago.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
8
La tecnología del desmucilaginador, lavador y limpiador, es el producto de más de 12 años de
investigación en la disciplina de Ingeniería Agrícola de Cenicafé. Esta investigación fue basada en
equipos existentes como el desmucilaginador Fukunaga de Hawai (EEUU), el Desmucil de
Centroamérica y de algunos desarrollos nacionales como los realizados por Colmecano, que
integrados forman una tecnología que retira el mucílago del café despulpado con buenas
posibilidades de control de contaminación, manteniendo la calidad del café.
El equipo básicamente consiste de una parte fija, carcasa, y de una parte móvil, rotor. El rotor está
conformado por una serie rotores que cuando giran a más de 500 rpm crean esfuerzos cortantes a
la masa de café que remueven el mucílago que recubre los granos. Adicionalmente, el efecto de la
fuerza centrífuga generada y la adición de pequeñas cantidades de agua hacen que el mucílago y
las impurezas removidas salgan a través de las perforaciones de la malla que recubre la parte
exterior de la carcasa. Después de numerosas evaluaciones a nivel de laboratorio y en beneficios
comerciales efectuadas por CMC y Cenicafé, los nuevos equipos para retirar el mucilago han sido
modificados y optimizados
Manejo de subproductos
Una opción para darle utilidad a los subproductos pulpa y mucílago es la alimentación de lombriz
roja californiana, que convierte este material en fertilizante orgánico o para la generación de
composta. También, si se separan en el beneficio ecológico la pulpa y el mucílago, se puede
destinar el mucílago para la alimentación de cerdos reemplazando un 20% de los alimentos
concentrados comerciales.
La siguiente lista resume las ventajas de la tecnología de beneficio ecológico y manejo de
subproductos:
1. Reducción importante en el consumo específico de agua (< 1,0 L/kg de café seco).
2. Mejoramiento notorio en la conversión de cereza a seco, por la recuperación de cerezas
maduras y pintonas, que por su tamaño y/o por fallas en la calibración de las máquinas no
son despulpadas, y de cerezas con almendras normales, pero con la pulpa adherida al

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
9
pergamino debido a problemas fitosanitarios, como la mancha de hierro. En evaluaciones de
los equipos se ha observado conversiones de cereza a seco en el rango de 3,8 a 4,5
mientras que con la fermentación natural las conversiones fueron superiores a 4,4.
3. Manejo de más del 50% de la contaminación generada por las mieles resultantes del
proceso gracias a la retención de más del 50% de estos efluentes al mezclarlos con la pulpa.
Si el despulpado y el transporte de la pulpa hasta los sitios de transformación se realizan sin
agua se puede evitar más del 90% de la contaminación que tradicionalmente ha ocasionado
el beneficio húmedo del café.
4. Reducción importante en el tamaño y en el costo de los edificios requeridos para el
procesamiento húmedo del café.
5. Con el módulo móvil, se pueden obtener ingresos adicionales por la reducción en el costo
del transporte, pues la pulpa y el mucílago pueden quedar localizados en los lotes para su
posterior manejo ecológico y únicamente se transportaría el café despulpado a los
secadores.
6. Simplificación del proceso de beneficio húmedo del café. Cuando la cereza es de buena
calidad (menos del 5% de cerezas verdes y secas) se puede obtener café pergamino con
menos del 2,0% de pulpa y media cara (granos con más de la mitad de la pulpa adherida a
su superficie) y menos del 0,5% de impurezas listo para el secado. Cuando la cereza no es
de buena calidad, situación que normalmente se presenta en México en épocas fuera de la
cosecha principal, se puede limpiar el café lavado, utilizando dispositivos como un
hidrociclón con recirculación de agua, o en el estado de pergamino seco, utilizando zarandas
circulares con aberturas de 4,1 a 4,3 mm.
Café Orgánico
Un café orgánico, son aquellos granos de café que se cultivan sin el uso de pesticida o
fertilizantes, utilizando solo métodos naturales. La teoría detrás de todo esto es que la producción
de café orgánico contamina menos que el cultivo de café normal. El cultivo del café orgánico es
similar al que tradicionalmente se realizaba. Antes de la introducción de los fertilizantes, el cafeto
se solía sembrar a la sombra, intercaladas entre árboles tales como el naranjal, el platanero, el
limonero, etc.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
10
Con este sistema se evitaba la contaminación del agua y mantenía la riqueza del suelo. Además
los pájaros que tenían como hábitat los árboles que daban sombra al café, mantenían a raya las
distintas alimañas e insectos dañinos del cafeto
Con el tiempo sin embargo, se abandono este sistema de producción y se introduce el sistema
actual de extensivo al sol, en donde el uso de insecticida y fertilizante es necesario.
El café orgánico es hoy en día más caro que el café normal, porque los costos de producción
son superiores a los del sistema de cultivo tradicional. A esto se añade que la producción de café
orgánico se realiza a pequeña escala.
El cultivo de café orgánico se rige por normas internacionales de producción e industrialización que
son vigiladas bajo un sistema de certificación que nos garantiza el consumo de café de alta calidad
sin insumos de síntesis química y la protección del medio ambiente
El cultivo de café orgánico aumenta la productividad de la planta y los ingresos económicos en la
venta del café, al mismo tiempo que contribuye a la protección de los recursos naturales para
futuras generaciones. La demanda del café orgánico está en constante crecimiento y constituye
una fuente de ingresos, para las organizaciones campesinas que lo producen.
La producción orgánica constituye una alternativa sostenible. Tal es así, que el cultivo de café
orgánico es una fuente de generación de recursos para muchos productores campesinos de
algunas zonas marginales de los estados de México.
Son las organizaciones campesinas, las que producen la mayor parte de la producción nacional y
mundial de café orgánico. Las prácticas orgánicas aumentan la productividad de la planta y los
ingresos económicos en la venta del café, al mismo tiempo que contribuyen a la protección de los
recursos naturales para futuras generaciones.
La producción del café orgánico es muy provechosa para el productor en términos económicos, a
pesar de la inversión en mano de obra que implica, ya que la producción orgánica aumenta la
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
11
cantidad y el peso de los granos producidos por cafetos orgánicos. Por otra parte, en comunidades
de pocas alternativas de empleo, se aprovechan mejor los recursos locales.
La agricultura orgánica se rige bajo los principios de una producción:
Ambientalmente amigable: Respetar y proteger el ambiente utilizando técnicas de
producción en equilibrio y armonía con la naturaleza, evitando la destrucción de los recursos
naturales en las zonas tropicales y subtropicales.
Económicamente factible: dirigida a mejorar el ingreso del productor a través del
sobreprecio que se paga por el café orgánico.
Socialmente justa: orientada a mejorar la calidad de vida de los productores y de los
consumidores.
BENEFICO DEL CAFÉ
Beneficio Húmedo o Por Vía Húmeda
En el beneficio húmedo convertimos el café cereza en café pergamino.
El beneficio del café por vía húmeda es un conjunto de operaciones realizadas para transformar el
café cereza en pergamino seco, minimizando las incidencias frente al medio ambiente,
conservando la calidad exigida por las normas de comercialización, evitando pérdidas del producto
y eliminando procesos innecesarios, como el consumo excesivo de agua, logrando así, el
aprovechamiento de sus subproductos.
En el beneficio húmedo se establece la calidad definitiva del café, conservando las cualidades
obtenidas en el campo, sin embargo, existe el riesgo de deteriorar esa calidad en las etapas de
beneficio.
El beneficio húmedo requiere grandes cantidades de agua en las etapas de despulpado y lavado
del café, lo que ha provocado la contaminación de los ríos en las zonas cafetaleras.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
12
Por lo que actualmente, existe maquinaria que utiliza menos agua y disminuye la contaminación.
Etapas del beneficio húmedo
1.- Cosecha: se deben recoger, sólo los frutos maduros. Esto se traduce en las siguientes
ventajas: aumento de ingresos por venta de mayor cantidad de café (mejor conversión de café
cereza en café pergamino seco), reducción de re-infestaciones de broca (plaga) y eliminación de
pérdidas hasta por el 10%, debidas a frutos no recolectados o que caen al suelo.
2.- Recepción y clasificación del café cereza: En esta etapa se registra el peso (kilogramos) o
volumen (cajas, costales) del café cosechado durante el día. El registro reporta las cantidades
recibidas, descontando el peso de los costales o envases.
Las equivalencias de peso y volúmenes promedio más utilizados en esta etapa son:
Un quintal de café cereza = 245 kilogramos.
Una caja de café cereza = 65 kilogramos.
Un costal de café cereza = 66 kilogramos
Cuando al beneficio llegan cerezas de varios cafetales no es recomendable despulpar todo el café
junto. Es mejor separar el café según la zona: alta, media o baja. Esto ayudará a mejorar la calidad
del café.
Antes de despulpar el café es preferible separar las cerezas verdes, brocadas, frutos secos, hojas y
palos. Esta separación se puede realizar a mano o en sifones con agua. En los sifones con agua,
los frutos secos son vanos y se deben separar.
La calidad del café se debe garantizar en la etapa de recolección desarrollando adecuadamente las
actividades cotidianas del proceso.
Los canastos y los sacos que se utilizan en el corte deben estar siempre limpios, libres de malos
olores.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
13
El fruto debe ser cortado completamente maduro. La recolección de granos verdes causa deterioro
en el sabor de la bebida.
Al cortar el fruto, debe desgranarse y no rasgar las ramas porque destruye las yemas florales de
dichas ramas.
Los frutos verdes o secos deben ser separados; si llegan a mezclarse, pueden afectar la intensidad
del aroma, acidez y cuerpo del café.
El mismo día se entregará el café cosechado para evitar la fermentación.
Se debe verificar, que el vehículo utilizado para el transporte del café esté limpio y evitar que éste
se mezcle con otros materiales que puedan provocar mal sabor y mal olor.
Anotar toda la información de la cosecha: fecha, hora de envío, tablón y nombre de la finca con el
objetivo de llevar un mejor control y evitar que el producto se confunda con otro.
Lo ideal es que se reciba sólo fruto maduro, pero si esto no se puede, se aconseja que al momento
de recibir el café, tome una muestra para analizar la cantidad de granos verdes, semimaduros,
sobre maduros y brocado y no pase del 5% Esto debe registrarse por cada entrega que llegue al
beneficio.
No se deben mezclar partidas de diferentes días de corte porque el café retenido se fermenta y
dañaría la partida fresca.
Debe procesar el café, el mismo día del corte para evitar fermentación y que la cáscara se pegue al
grano.
3.- Despulpado del grano de café: Consiste en separar la pulpa o cáscara del grano de café
mediante las máquinas despulpadoras, las que funcionan con base en la presión y la fricción que
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
14
se ejerce sobre las cerezas por medio de dos superficies, una fija y otra móvil. La finalidad es
obtener café sin cáscara.
En esta etapa se pueden causar daños físicos al grano con las despulpadoras, como: quebrar,
morder o pelar los granos; lo que afecta la calidad del café procesado. El despulpado debe
realizarse el mismo día de la cosecha, máximo de 8 a 12 horas después de ésta, para evitar la
fermentación del grano.
La operación está influenciada por la calidad del café cereza y la disposición de equipo para la
clasificación de la misma. Hay diferencias de calidad de la cereza en la parte inicial, central y final
de la cosecha.
Para realizar el despulpado hay tres tipos de despulpadoras: despulpadora de discos,
despulpadora de cilindro y despulpadora cónica vertical.
Estudios de Cenicafé (Centro Nacional de Investigaciones de Café, Colombia) han comprobado
que se puede despulpar el café sin agua, sin afectar la capacidad del proceso y la calidad de los
granos. Esta práctica evita la contaminación producida en un 72%.
4.- Remoción de mucílago. Después del despulpado el grano queda envuelto por el endocarpio o
pergamino, al cual queda adherida una parte del mesocarpio llamada mucílago, goma o baba.
La eliminación del mucílago del café es una operación cuidadosa y su importancia radica en la
operación del proceso de fermentación natural o desmucilaginado mecánico, ya que una deficiente
remoción del mucílago puede deteriorar la calidad del grano o crear retardos en las etapas
siguientes del beneficio, causando saturación de la capacidad de las máquinas y reducción de su
eficiencia.
Se han evaluado diferentes maneras de acelerar la fermentación por medios químicos, enzimáticos
y con agua caliente en los tanques. Éste último es el que de manera más natural ayuda a disminuir

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
15
el tiempo de proceso. El desmucilaginado y el secado son las etapas consideradas cuellos de
botella del beneficio húmedo (que ocupan el mayor tiempo).
En el caso del desmucilaginado mecánico, se deben evitar daños al grano por efecto de la fricción,
por las superficies de que está compuesto el desmucilaginador y por la presión ejercida entre los
mismos granos.
El mucílago, higroscópico y rico en pectina, es un obstáculo para el secado y la conservación de
los granos, y se elimina por procedimientos que tienen como base:
Acciones bioquímicas o de fermentación: Este sistema se basa en la solubilización del mucílago
por descomposición de las materias pécticas del mesocarpio, bajo la influencia de fermentos
solubles o diastasas. Estos fermentos solubles son la pectosinasa y la pectasa, que existen
normalmente en la cereza madura, obran como catalizadores y son capaces de solubilizar toda la
materia péctica, independientemente de toda fermentación que implique la acción de
microorganismos.
Los microorganismos que provocan la fermentación microbiana, presente también en las pilas,
ejercen indirectamente una acción favorable en la solubilización del mucílago porque toda
fermentación microbiana va acompañada siempre de una elevación de la temperatura, y está
incrementa la acción de las diastasas.
Las fermentaciones que se suceden, por orden cronológico, en el interior de una pila, son las
siguientes:
Fermentación alcohólica, que se da durante el transcurso de las dos primeras horas de
depositado el café. Es muy activa y llega a su máximo a la octava o décima hora, mucho antes
del tiempo que requiere el café para dar punto.
Fermentación láctica, se inicia después de dos o tres horas de estar el café en las pilas, y se
prolonga por 20 o 24 horas.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
16
Fermentación acética, se produce alrededor de la octava hora de estar el café en las pilas,
siempre y cuando la cereza sea fresca.
En condiciones normales, la fermentación acética es muy activa desde la octava a la décima
segunda hora, y prosigue hasta el final de la operación, pero cada vez con menor fuerza.
Fermentación butírica, es la última que ocurre en las pilas de café. Esta fermentación se inicia
cuando los granos han perdido gran parte del mucilago y se aglomeran en el fondo de las
pilas, formando una masa compacta que impide la circulación del aire y que favorece el trabajo
de los fermentos anaeróbicos. La fermentación butírica es la fase pútrida del fenómeno y
prosigue su curso en las aguas del lavado; ello da origen a las emanaciones nauseabundas de
los beneficios.
De lo anterior se desprende que la solubilización del mucílago es la resultante de una acción
distásica y otra microbiana, la primera más importante que la segunda. En la práctica cafetalera, a
esta sucesión de procesos se le llama fermentación, o sea al número de horas requeridas por una
partida de café para llegar al "punto de lavado" o "corte de baba".
Es muy importante señalar que los fermentos solubles o diastasas inician su actividad desde el
fruto y que, en particular, la pectosinasa transforma la pectina en pectosa y azúcares, mientras que
la pectasa transforma constantemente la pectosa en ácido péctico; además de que los diversos
microorganismos causantes de la fermentación microbiana entran en acción tan pronto como las
cerezas son cortadas, y con mayor fuerza al ser despulpadas.
La fermentación se inicia entre 21 y 23°C, y cuando el café da "punto", la temperatura de la masa
alcanza 27-28°C.
El pH disminuye desde que se inicia la fermentación, porque hay formación de ácido. Esta
fermentación es tanto más rápida cuanto más elevada es la temperatura en el momento en que se
llena la pila con café despulpado.
Acciones químicas. Estas acciones comprenden el uso de productos como el hidróxidos de sodio,
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
17
potasio o calcio, que debidamente dosificados se aplican a las pilas. Los excesos son también
neutralizados con productos químicos. Los cafés obtenidos por este sistema y catados por
profesionales no han mostrado diferencias importantes en relación con los preparados por el
sistema tradicional de fermentación. Sin embargo, se ha observado que dichos cafés generalmente
son menos ácidos.
Acciones mecánicas. En este caso, se usa un despulpador-desmucilaginador. Este aparato,
compuesto esencialmente por una larga envoltura cilíndrica perforada, recorrida por una corriente
de agua a presión en la cual gira rápidamente un cilindro acanalado, efectúa simultáneamente el
despulpado, la desmucilaginación y el lavado.
5.- Lavado. Tiene por objetivo separar de los granos de café pergamino los productos originados
durante la fermentación (mucílago y microorganismos).
En estas parte del proceso de beneficio húmedo, se utilizan volúmenes considerables de agua; en
algunos casos se reportan alrededor de 6 000 lt. por quintal, lo que representa un fuerte problema
de contaminación de las aguas de los arroyos y ríos.
Esta operación requiere de un cuidado especial porque si los granos quedan rodeados de materia
orgánica y microorganismos, éstos continúan su acción y originan las fases nocivas del proceso de
fermentación del café puesto a secar, durante todo el tiempo en que la humedad sea suficiente
para que aquéllos puedan seguir viviendo.
6. Escurrido. Consiste en dejar drenar el agua excedente después del lavado, se realiza en
depósitos que tienen una malla en el fondo por donde escurre el agua, aunque también se realiza
en patios de concreto de 2 a 3% de pendiente y formando montículos.
7. Oreado. Proceso conocido también con el nombre de presecado del grano, se lleva a cabo en
patios de concreto si las condiciones climáticas lo permiten, o bien se procede al oreado de café
escurrido en máquinas llamadas "guardiolas". En este procedimiento el grano debe alcanzar de 11
a 12% de humedad situación que requiere de 24 a 30 horas.
El oreado también se puede llevar a cabo en oreadoras mecánicas de cascada, donde el grano

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
18
circula a contracorriente de aire caliente entre 60 y 70° C, durante un periodo que va de 4 a 6
horas.
8. Secado. Consiste en eliminar toda la humedad que le queda al café pergamino después del
oreado. El más primitivo y generalizado de los sistemas para secar el café, es el patio, conocido
con el nombre de asoleadero o planilla. La operación consiste en exponer los cafés a los rayos
directos del sol por capas delgadas de 5 cm, cuando están muy húmedas, y cada vez más gruesas
a medida que progresa el secado.
Si las condiciones del tiempo y del lugar son favorables, es decir, si no hay nubosidad o lluvia, y las
sombras de los árboles no se proyectan sobre los patios, entonces el fenómeno físico del secado
puede realizarse para las distintas zonas del país como sigue:
Zonas bajas (hasta 600 m) 4-6 días
Zonas medias (600-1000mts.) 6-8 días
Zonas altas (más de 1 000 m) 8-10 días
9. Morteado. Consiste en eliminar la pajilla del café por fricción o desgarramiento.
10. Pulido. Eliminación del epidermio o película plateada del grano. Este procedimiento está casi
en desuso porque el grano está más expuesto a absorber olores y humedad del medio.
11. Selección. Implica varias etapas: primero se hace una separación por formas y tamaños en
una mesa vibradora, con tres tipos de mallas: una para separar granos machos o cerezas que
pasaron el beneficio húmedo sin ser despulpadas, otra para eliminar café "caracol" y la última para
recibir grano superior. La segunda clasificación es por peso o densidad utilizando unas máquinas
numéricas denominadas catadores, las cuales mediante aire a contracorriente separan el café en
tres clases: caracol, grano superior de primera y café de segunda.
12. Envasado y Almacenamiento. Una vez clasificado el café oro, se envasa en sacos de ixtle
nuevos de 66 kg netos, los cuales se numeran y estiban por lotes, normalmente de 50 sacos.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
19
Algunas de las precauciones que se deben de tener al almacenar café son:
La humedad promedio para almacenar el café es entre 10.5 a 12% de humedad en grano oro.
Mantener una temperatura ambiente de 26 °C (ideal) y humedad relativa de 65%.
La bodega debe estar limpia o libre de contaminación (por ejemplo, evitar residuos de
gasolina, jabón e insecticidas) porque el grano absorbe cualquier mal olor.
Utilizar tarimas para evitar la humedad del piso y que se afecte el grano almacenado
Las bodegas deben tener como mínimo 50 centímetros de separación entre las paredes y los
sacos de café para evitar que la humedad afecte el producto.
El volumen de café en pilas no debe ser mayor a un metro
Una buena ventilación entre estibas y techo de la bodega, ayuda a mantener las condiciones
propicias de un buen almacenaje.
Beneficio seco o por vía seca
En el beneficio seco se elimina la utilización del agua en el proceso, lo que aumenta
el tiempo de este, pero disminuye la generación de contaminantes.
1.- Clasificación primaria del café: La primera etapa consiste en separar el café pergamino de
todo tipo de impurezas, como de café capulín de tal manera que se procesará únicamente el de
mejor calidad, esto se hace mediante una clasificadora de cribas, la cual solo permite la salida a
proceso de los granos de forma plano - convexa (café pergamino).
2.- Descascarillado o morteado: El siguiente paso es descascarar el producto, es decir
desprender la capa conocida como pergamino; tal proceso se conoce como morteo o retrilla y se
hace en maquinas conocidas como morteadoras.
3.- Clasificación secundaria del café o zarandeo: Habiéndose efectuado el morteo o retrilla, se
lleva a cabo la clasificación por tamaño y forma; ésta se efectúa mediante clasificadoras de

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
20
zaranda o también en maquinas, en ambos casos las ranuras tanto de zaranda como de cribas,
únicamente permiten el paso de los granos plano-convexos y en diferentes tamaños, separando los
cafés de forma irregular que generalmente son producto de un deficiente proceso, de ésta forma se
ha separado y clasificado el café de mejor calidad.
Figura 1. Diagrama de flujo del beneficio de café tradicional.
PROCESAMIENTO DEL CAFÉ
Torrefacción o Tostado del café
La finalidad de producir café tostado, molido y envasado es venderlo a un precio tal que sea más
redituable que venderlo en pergamino, es decir, darle valor agregado.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
21
La torrefacción consiste en tostar el café por medio del calor, las técnicas usadas tratan de que en
este proceso se realice el mínimo deterioro, tanto del aroma como en el sabor, así como en el
cuerpo del café.
El café al tostarse pierde peso y se debe en parte a la pérdida de humedad y a la descomposición y
volatilidad de varios componentes químicos de los cuales está constituido el grano.
Durante el proceso de torrefacción ocurren transformaciones importantes debido a las
temperaturas alcanzadas progresivamente al llegar a 100 ºC se pierde humedad y su color cambia
lentamente a un color amarillo intenso, entre los 150 ºC y 180 ºC los granos adquieren tonalidades
como el pardo claro al marrón y es cuando los granos se hinchan y de la ranura brotan aceites
volátiles, un aroma bastante agradable emana de los granos que justamente empiezan a crepitar,
en este punto los granos han desarrollado el color marrón oscuro.
Una vez logrado el punto de tostado deseado el café pasa de la tostadora aun plato de
enfriamiento que mediante un muy eficiente aspirador de aire logra bajarle al grano la temperatura
niveles muy cercanos a la temperatura ambiente para que luego se almacene en silos con el fin de
que termine de refrescar.
Concluido este proceso queda en espera de ser empacado directamente en grano, o ser enviado a
los molinos. Durante este proceso el tostador debe mantener una constante supervisión del grano
que no tolera ningún tipo de error ni distracción.
Con el tostado resaltan las cualidades del café, por eso debemos tener mucho cuidado antes,
durante y después de tostar el café.
Las recomendaciones a seguir en el proceso de tostado del café son:
Antes del tostado:
Precalentar la tostadora para que el tueste sea parejo
Qué el café verde tenga la humedad entre el 12 y el 20%
Que sean granos sanos y del mismo tamaño; de no ser así, se tostarán disparejos
Tener bien claro el tipo de bebido que se quiere obtener para regular el tostado.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
22
Durante el tostado:
Todas las cargas deben tostarse a la misma temperatura
Tomar muestras constantemente hasta que veamos que alcanza el tueste deseado
Controlar el tiempo de tostado, la temperatura y la velocidad del aire interior de la tostadora.
Incluso poner atención en el tronido del grano
Después de tostar:
Debemos enfriar poco a poco los granos recién tostados, pues si se pasan de inmediato al
molino, la fricción o choque entre los granos provoca calor y puede quemar el café.
Limpiar el equipo después de que se terminó de tostar el café de otra calidad.
Para saber si un café fue bien tostado se observa su apariencia, ésta debe ser:
Granos de color uniforme, es decir, que la gran mayoría de los granos tengan un mismo
color
La expansión del grano. Cuando el grano se tiesta comienza a inflarse
En un buen tostado casi todos los granos deben inflarse igual.
La ranura del grano del café debe estar abierta pero no rota
El grano de café debe estar arrugado
Existen varios tipos o grados de tostado que el mercado pide según el gusto de los consumidores
de café. Estos son:
Grado 1. Tueste claro, también conocido como tueste a la canela.
Grado 2. Tueste regular, llamado también tueste americano, medio o rápido.
Grado 3. Tueste fuerte, le dicen continental, francés y oscuro.
Grado 4. Tueste extra fuerte, conocido como expreso, exprés o muy oscuro.
Grado 5. Tueste turco, también llamado árabe, griego o mediterráneo.
Aunque mucho depende de la técnica del tostado (y de los granos), generalmente, los tostados
más ligeros tienen más acidez y son de mucho cuerpo, mientras que los tostados más obscuros
tienen poca acidez y son ligeros de cuerpo. Los tostados obscuros tienen un ahumado e intenso
sabor que los tostados ligeros no tienen.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
23
Mientras que el tostado de café en grandes compañías comerciales es una simple ciencia, los
tostadores de café especial utilizan el arte y la ciencia para lograr conseguir el punto óptimo de
tostado.
El café de especialidad es tostado en pequeñas hornadas, los granos verdes son colocados en una
tolva la cual los vierte en un cilindro situado en el interior de un tostador. El tostador es
precalentado alrededor de los
205 °C con flamas producidas por gas.
Después de cinco a siete minutos, los granos se ponen amarillos, indicando que han perdido el
12% de su humedad, posteriormente comienzan a crujir que nos recuerda el sonido que producen
las palomitas de maíz, es un indicativo de que el grano esta reventando, lo cual causa que los
granos doblen su tamaño.
Los productores del café comercial tuestan su café en un período de tiempo corto, de ocho a nueve
minutos (resulta económico en cuanto a gas y mano de obra) en este período de tiempo al tostado
obtenido es el llamado “canela” dado por el color de los granos, algunas veces es denominado
como tostado “institucional” el sabor de los granos obtenido a un bajo tostado no es desarrollado en
su totalidad, típicamente los cafés comerciales utilizan mezclas de granos arábigos y robustas de
baja calidad.
Los tostadores de café especial utilizan un tostado estándar llamado de la ciudad, donde el café es
tostado de 10 a 11 minutos y del cual se obtienen un tostado uniforme de color café ligero, este es
utilizado por la mayoría de las compañías de cafés especiales, algunos tostadores de café especial
utilizan un largo periodo de tostado de 11 a 15 minutos, los granos obtienen un rico color café
castaño, este tipo de tostado permite que el sabor potencial de grano sea alcanzado.
Otros tipos de tostado como el italiano y el francés en donde el color de los granos va de café
chocolate a casi negro respectivamente, el período de tostado puede ir tan alto considerando un
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
24
rango de 20 minutos. En el tostado fuerte se queman parte de los ácidos grasos y en el tostado
ligero no se expresan todos los componentes del aroma. El mejor es el tostado medio.
Los tostadores de café de calidad producen pequeñas hornadas y utilizan un sistema de envase en
bolsas herméticas con válvulas adaptadas las cuales permiten al dióxido de carbono escapar pero
no le permiten al oxígeno entrar.
Otro proceso utilizado es el de colocar el café en tolvas en las cuales se bombea gas de nitrógeno
para reemplazar al oxigeno, el gas de nitrógeno es inerte, por lo tanto no ocasiona daño a los
granos de café tostado.
Mediante este proceso el café debe reposar de 6 a 8 horas suficiente para que sea liberado en su
mayoría el dióxido de carbono y pueda ser envasado sin ningún problema.
El café tostado, en tanto no sobrepase un contenido de humedad de 6 por ciento, no presenta
problemas de deterioro o descomposición, no obstante, dado que algunos de sus componentes son
volátiles los expertos recomiendan que de preferencia se consuma recién tostado o se adquiera
solamente la cantidad que utiliza en períodos cortos (de dos a tres semanas).
Molido del Café
El molido es una combinación de partículas de varios tamaños, producto de la trituración del café
tostado en un molino.
Grados de Molido
Molidos gruesos requieren de mayor tiempo de contacto con el agua caliente para la extracción
adecuada, molidos finos de menor tiempo.
Desde este punto de vista se debe calibrar el molido de acuerdo al equipo de extracción
(percoladores, etc.) con que se cuente. Un estándar de tiempo es el siguiente: para molido fino de
1-4 minutos, para molido de goteo de 4-6 minutos, para molido regular de 6-8 minutos.
A través de estos parámetros se debe controlar la amargura y la astringencia de la bebida. Molidos
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
25
más finos permiten mayor extracción de los ácidos lácticos, cloragénico y la cafeína que dan origen
a la amargura en el café.
Una vez tostado, el grano también se muele a diferente granulometría, dependiendo del tipo de
cafetera que se utilice para preparar la bebida.
Los tres grados de molienda comercial son: grueso, medio y fino.
Los productores recomiendan un molido grueso para cafetera percoladora, molido medio para
cafeteras de filtro, y el molido fino para preparar café tipo exprés.
En el mercado convencional existe bastante café molido. Hay café para cafeteras, café soluble,
café descafeinado y mezclas de café con otros productos.
Existen de igual forma distintos tipos de molido de los granos de café para cada cafetera en
particular, esto ayuda a lograr obtener el punto exacto y asegurar un exquisito sabor:
Molido grueso, café exclusivamente para hervir.
Molido regular, utilizado en cafeteras percoladoras, eléctricas o a la lumbre.
Molido fino, para cafeteras que utilicen filtros de papel.
Molido extra fino, usado en cafeteras para café expreso, así como para preparar capuchino y
expreso.
Molido turco, este café se muele tanto hasta obtener un punto similar a la consistencia del
talco, procesándose especialmente, ya que se prepara en cafeteras tipo tetera.
Envasado
El envasado permite mantener a los alimentos limpios, secos, evita que se contaminen con otros
elementos, hace fácil el transporte y ayuda a preservar los alimentos al protegerlos de agentes
ambientales dañinos como el agua, el aire o la luz. El envasado es una técnica fundamental para

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
26
conservar la calidad de los alimentos, reducir al mínimo su deterioro y limitar el uso de aditivos.
Envases
El envase cumple diversas funciones de gran importancia: contener los alimentos, protegerlos del
deterioro químico y físico, y proporcionar un medio práctico para informar a los consumidores sobre
los productos.
Cualquier tipo de envase, ya sea una lata, una botella o un frasco de cristal, o un envase de cartón,
contribuye a proteger los alimentos de la contaminación por microorganismos, insectos y otros
agentes contaminantes. Asimismo, el envase preserva la forma y la textura del alimento que
contiene, evita que pierda sabor o aroma, prolonga el tiempo de almacenamiento y regula el
contenido de agua o humedad del alimento.
En algunos casos, el material seleccionado para el envase puede afectar a la calidad nutricional del
producto. Por ejemplo, los envases opacos como los cartones en los que se envasan los productos
lácteos evitan que se pierda riboflavina, una vitamina fotosensible, por exposición del producto a la
luz solar.
El envase permite asimismo a los fabricantes ofrecer información sobre las características del
producto, su contenido nutricional y su composición.
Los envases de alimentos eran esencialmente rígidos (frascos, latas, bidones, barriles); y se
fabricaban básicamente apelando al uso de metales (predominantemente acero) y vidrio.
Actualmente, los envases flexibles deben cumplen la misión fundamental: preservar el producto en
su interior desde el momento en que es envasado, durante el transporte, almacenamiento,
distribución y exhibición, hasta el momento en que es abierto por el consumidor.
Muchas de las propiedades deseables obtenibles de los envases flexibles están íntimamente
relacionadas con las propiedades de los plásticos (desde el punto de vista de sus aplicaciones a
los empaques).
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
27
La inmensa variedad y disponibilidad de materiales con diversas propiedades permite al fabricante
de envolturas flexibles "confeccionar a medida" un tipo de material de envase para cada aplicación.
Algunos de los principales materiales: Papel, Celofán, Polietileno. El de uso más difundido es el
polietileno de baja densidad (LDPE). La lámina hecha de este material es suave al tacto, flexible y
fácilmente estirable, tiene buena claridad, provee una barrera al vapor de agua pero es una pobre
barrera al oxígeno. No tiene olor o sabor que pueda afectar el del producto empacado, y es
fácilmente sellable por calor.
Seguridad alimentaria: El envasado contribuye a garantizar la seguridad y calidad de los alimentos.
La seguridad alimentaria es la identificación de los productos que puedan haberse manipulado de
forma inadecuada o dañado involuntariamente durante su producción o transporte. Algunos
fabricantes utilizan un tipo de envase que permite detectar si un envase ha sido dañado o abierto,
como cierres sellados al vacío y sellos especiales. Los alimentos contenidos en latas abolladas o
envoltorios rotos no deben consumirse ya que pueden estar contaminados por microorganismos
perjudiciales.
Recomendaciones para el envasado del café
Cuando el café se tuesta empieza a perder sus cualidades como el aroma y sabor. Esta pérdida de
aroma y sabor aumenta cuando se muele. Por eso es muy importante que el café se empaque en
seguida de ser tostado o molido.
Para el café es recomendable tome en cuenta lo siguiente:
Se requiere en el envase de láminas que eviten la migración de los constituyentes
aromáticos del producto, que también son sensibles al oxígeno.
Tanto para el café tostado como para el molido, es recomendable que los empaques tengan
una válvula que permita salir de la bolsa a los gases que suelta el café, de lo contrario el
café perderá muy rápido sus cualidades.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
28
El café en granos se envasa en bolsas de papel con recubrimiento interior de cera, LDPE o
PET.
El café molido es normalmente envasado en laminados de PET/foil/LDPE, haciendo vacío
en el interior de modo que quede un paquete compacto en forma de ladrillo. El café molido
libera CO2, de modo que se deben tomar precauciones en el procesamiento anterior al
envasado para asegurarse que el producto haya liberado gran parte de este gas y evitar
inflar el paquete herméticamente cerrado.
Se recomienda que el café tostado sea conservado en envases herméticos, que no puedan
ser alcanzados por la luz y la humedad ya que estos dos elementos son perjudiciales para la
calidad del café tostado.
Una recomendación para envasar café es el envasado al vacío, que consiste en introducir el
producto en una bolsa de plástico o papel de aluminio y extraer la mayor parte del aire. El
envase que envuelve a un producto permite que se mantenga la atmósfera interna y, así, el
alimento se conserva fresco y seguro.
Para ello se requiere de seleccionar un nombre para el producto, lo quesería propiamente la marca,
y una etiqueta en donde aparezca la marca y alguna identificación adicional para el producto. El
nombre lo puede seleccionar la organización, es un nombre arbitrario que se le da al producto. El
nombre puede ser una palabra o una frase.
Mercado del café
México produce cafés de excelentes calidades, ya que su topografía, altura, climas y suelos le
permiten cultivar y producir variedades clasificadas dentro de las mejores del mundo, la variedad
genérica que se produce en México es la "arábiga", que se clasifica dentro del grupo de "otros
suaves". Destacan por su calidad las variedades Coatepec, Pluma Hidalgo, Jaltenango, Marago y
Natural de Atoyac, sólo por citar algunas. Como productor de café México ocupa el quinto lugar a
nivel mundial, después de Brasil, Colombia, Indonesia y Vietnam, México es el primer productor
mundial de café orgánico, y uno de los primeros en cafés "Gourmet".
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
29
El café se produce sobre una superficie de 761 mil hectáreas en doce estados de la República
Mexicana, situados en la parte centro-sur del país. Estos estados son: Colima, Chiapas, Guerrero,
Hidalgo, Jalisco, Nayarit, Oaxaca, Puebla, Querétaro, San Luis Potosí, Tabasco y Veracruz. El
sistema de cultivo del café se hace bajo sombra.
En la cosecha 99-00 la producción ascendió a 6 millones 192 mil sacos de 60 kilos, de los cuales
se exportaron 5 millones 137 mil sacos de 60 kilos a 52 países, es decir el 83% de la producción
nacional de café se exporta y únicamente el 17% restante se destina al mercado doméstico.
En el ámbito nacional Chiapas es el primer productor de café con una participación de 34.8%,
Veracruz con 25.2%, Oaxaca y Puebla con un 28%, por lo que 4 estados aportan el 88% del total
nacional.
Producción de café
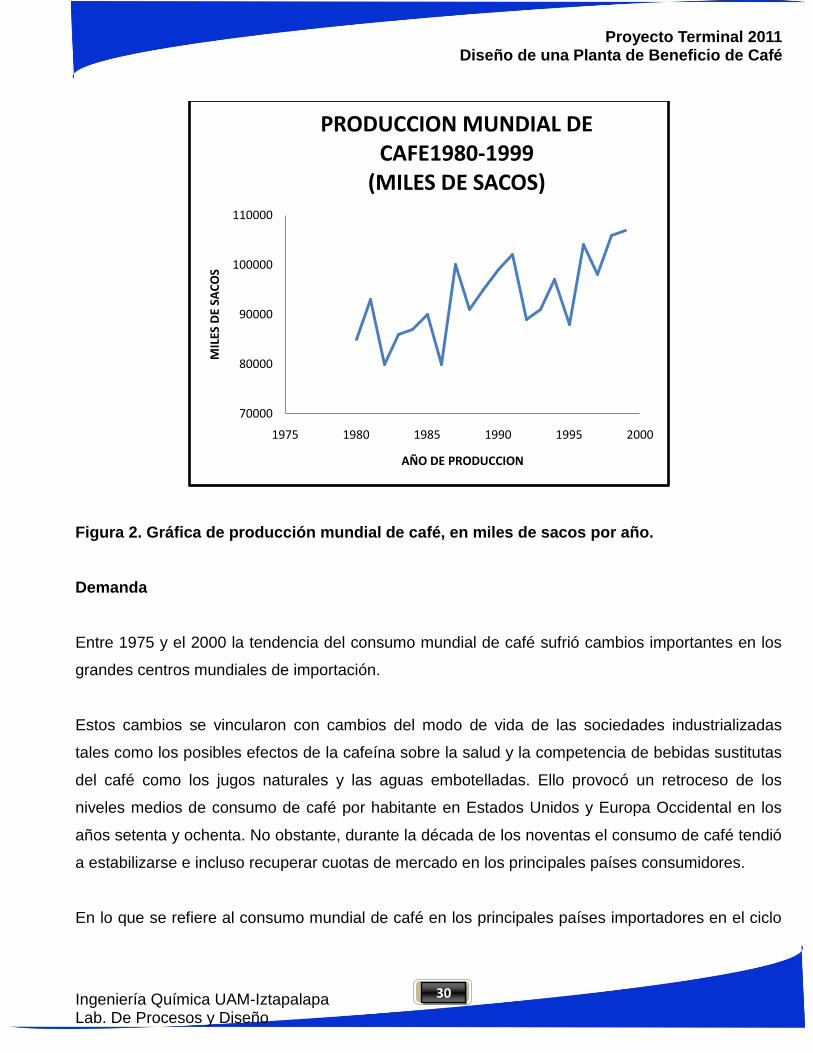
Actualmente la producción mundial de café es 24.7% mayor que la de principios de la década de
los ochenta. Entre 1980 y 2000 la producción cafetalera mundial mostró una tendencia creciente,
aún cuando comparada con otros productos agropecuarios, la expansión promedio de la
producción cafetalera fue relativamente baja, particularmente en los ciclos agrícolas 1980/81 y
1999/00.
La distribución de la producción por grandes regiones en el ciclo 1999/2000 muestra que tres
quintas partes del volumen mundial de la producción de café se cosechó en el continente
americano y el resto, en proporciones casi similares en África, Asia y Oceanía, por su parte América
del Sur generó el 40 por ciento del volumen mundial de café, siendo por ello la principal región
productora de café en el mundo, mientras que los países de América Central produjeron el 13 por
ciento del total mundial, monto que equivale a dos terceras partes de la producción cafetalera de
toda África y más de la mitad de lo que producen juntos Asia y Oceanía.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
30
Figura 2. Gráfica de producción mundial de café, en miles de sacos por año.
Demanda
Entre 1975 y el 2000 la tendencia del consumo mundial de café sufrió cambios importantes en los
grandes centros mundiales de importación.
Estos cambios se vincularon con cambios del modo de vida de las sociedades industrializadas
tales como los posibles efectos de la cafeína sobre la salud y la competencia de bebidas sustitutas
del café como los jugos naturales y las aguas embotelladas. Ello provocó un retroceso de los
niveles medios de consumo de café por habitante en Estados Unidos y Europa Occidental en los
años setenta y ochenta. No obstante, durante la década de los noventas el consumo de café tendió
a estabilizarse e incluso recuperar cuotas de mercado en los principales países consumidores.
En lo que se refiere al consumo mundial de café en los principales países importadores en el ciclo
70000
80000
90000
100000
110000
1975 1980 1985 1990 1995 2000
MIL
ES D
E SA
CO
S
AÑO DE PRODUCCION
PRODUCCION MUNDIAL DE CAFE1980-1999
(MILES DE SACOS)

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
31
1998/99, éste fue de 75.4 millones de sacos. Estados Unidos conserva el primer lugar con 18
millones 538 mil sacos (24 por ciento), aunque se observó un descenso de –1.5 por ciento respecto
al ciclo precedente debido a que paulatinamente el consumo se está dirigiendo hacia las llamadas
bebidas “suaves”, razón por la cual acumuló una baja de 5 por ciento en los últimos cinco años.
Después de Estados Unidos le siguen en importancia Alemania (13.5 por ciento); Japón (7.6 por
ciento); Francia (6.8 por ciento); e Italia (6.5 por ciento).
Los 15 países de la Unión Europea importan aproximadamente el 45 por ciento del total mundial,
por lo que es evidente que en el caso del café, los grandes centros consumidores como Estados
Unidos, la Unión Europea y Japón, son los que ejercen una influencia determinante en la dinámica
de este producto.
Tabla 3. Oferta y uso mundial de café, 1996 / 97 - 1998 / 99
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
32
PRECIOS DEL CAFÉ
Precios Nacionales
A partir del ciclo 1990/1991, el precio del café en México se rige por las cotizaciones de la Bolsa de
Nueva York, así como por los vaivenes que origina la oferta y la demanda, propiciando que el
precio de café se modifique constantemente. Otro aspecto que también influye son las diferencias
que existen en las diversas zonas productoras durante la comercialización, ya que se considera
que el 48% del total de los productores se desenvuelven como productores cereceros, es decir,
venden el fruto del cafeto, mientras que el 52% venden café pergamino.
En los últimos 10 años la tendencia del precio internacional del café mexicano llegó a su máximo
nivel en 1995 con 160.75 centavos de dólar por libra, y su nivel mínimo fue en 1992 con 46.65
centavos, para el año 2000 el precio fue de 64.08 centavos de dólar por libra, precio menor al
pagado por el café Colombiano y Brasileño.
Precios Internacionales
Una de las características más importantes del mercado mundial del café es la alta volatilidad de
los precios. Esta característica afecta particularmente a los productores directos y sus beneficios
generalmente son capitalizados por los intermediarios, los cuales especulan acumulando
existencias cuando los precios bajan, y las colocan en el mercado durante los períodos de alza de
las cotizaciones.
En algunos casos la actividad de los especuladores promueve o acelera la caída o la elevación de
los precios, como sucedió entre 1989 y 1993 cuando los precios registraron una tendencia a la
baja. En 1997 se registraron importantes alzas en los precios mundiales del café, resultado de la
caída en la producción mundial, ocasionada, a su vez, por diversos factores atribuidos al fenómeno
climatológico conocido como el “Niño”, entre los que destacaron las heladas en Brasil (el principal
productor de café en el mundo), la sequía en Colombia y los huracanes en México y Guatemala,
además de la sequía e incendios en Indonesia y los problemas socio-políticos en Kenia y Etiopía.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
33
Sin embargo, en 1998 nuevamente los precios del café comenzaron a descender, el café arábiga
descendió 50 por ciento entre enero y octubre de ese año al pasar de 1.80 dólares U.S. por libra a
cerca de 0.90 dólares U.S. por libra, iniciando una ligera recuperación a partir de noviembre.
Ese comportamiento tuvo dos causas fundamentales que lo explican: la primera es la repercusión
de la crisis financiera de los países asiáticos en 1998, caracterizada por una devaluación
generalizada de sus monedas respecto al dólar, lo que implicó mayores costos para los países
importadores de café de ese continente, que se reflejaron en alzas de los precios al menudeo, los
cuales combinados con menores ingresos reales resultaron en una baja del consumo, mientras que
los principales países exportadores asiáticos (Indonesia y Tailandia) prefirieron exportar su
producción de café que venderlo al interior de su propio mercado, lo que provocó una mayor oferta
de café en los mercados mundiales, y una menor demanda del mismo en los países asiáticos; la
segunda causa fue la abundante cosecha de Brasil que generó mayores exportaciones que las
previstas y comprometidas ante la Asociación de Países Productores de Café para ese año.
Figura 3. Precio Promedio Internacional Anual del Café, 1970-2000
(Centavos de dólar U.S. por libra)
0
50
100
150
200
250
300
1970 1975 1980 1985 1990 1995 2000
CEN
TAV
OS
DE
DO
LAR
USA
AÑO
PRECIO PROMEDIO INTERNACIONAL ANUAL DE CAFÉ 1970-2000(POR
LIBRA)
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
34
Oferta y Demanda del Café
El consumo interno de café en el año 2000 fue de un millón 31 mil sacos de 60 kilogramos,
equivalente a 640 gramos de consumo per cápita. Dicho consumo es bajo si se compara con el de
Estados Unidos (3.72 Kg), Francia (5.7 Kg), Alemania (8.5 Kg) o Suecia (11 Kg).
A pesar de que México es el quinto país productor de café más importante a nivel mundial, el
consumo del grano en nuestro país es sumamente bajo. De acuerdo con los niveles de consumo el
principal competidor del café son los refrescos, que prácticamente se han posesionado del
mercado de las bebidas.
De su producción total, México exportó alrededor de 84.5% en 1999 con especificaciones sobre la
calidad del producto (café verde u oro). El 25.5% restante es consumido por la industria nacional
productora de cafeína, de café soluble, tostado y molido.
Así, la planta industrial absorbe un promedio de 1.3 millones de sacos (de 60 Kg) de café verde al
año, del que se destinó en la década pasada alrededor de 45% a la fabricación de cafés solubles;
18.3% a la torrefacción y 36.7% se convirtió en café tostado y molido mezclado con azúcar.
El café molido mezclado con azúcar se compone del remanente del café de exportación y su
abasto en el mercado nacional depende de las cotizaciones internacionales: si son elevadas se
exporta mayor cantidad, si son bajas hay más café para el mercado nacional.
Cabe señalar que en la mayoría de esas industrias no se cuida la calidad del grano, pues la
exigencia del consumidor mexicano no se refleja en la elaboración de cafés tostados, molidos y
solubles. Además, la normatividad legal no establece exigencia alguna, por el contrario, permite la
inclusión de adulterantes en la producción. La materia prima principal, el café verde u oro, dirigida a
la industria torrefactora (tostadora), no tiene ninguna norma, por lo tanto es el de peor calidad
desde su origen. Se consume "mancha" de cafés naturales, con diferentes grados de daño, pues
durante la industrialización son mezclados con cafés buenos y se amortigua el sabor y el cuerpo
propios del café dañado.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
35
El 91.77% de los cafeticultores tienen menos de 5 hectáreas de cafetal, normalmente con poco o
ningún apoyo económico ni técnico, por lo que México tiene uno de los niveles de productividad
más bajo: una media de 11.9 quintales por hectárea en el periodo 1981-1990, y de 10.4 en el
periodo 1991-2000, en comparación con los 34 quintales de Costa Rica, uno de los países con más
alta productividad en el mundo. Además, los costos de producción en México son 27.5% superiores
a los brasileños y 22.6% mayores a los de El Salvador.
En el año 2000 México ocupó el quinto lugar como país productor en el ámbito internacional,
participando con 4.6 millones de sacos después de Brasil, que produjo el 32.0 millones, Colombia
12.0, Vietnam 11.6, Indonesia 6.6 e India con 5 millones. Los principales puntos de embarque del
café de exportación mexicano son Nuevo Laredo por vía terrestre (72.3%), y por vía marítima, los
puertos de Veracruz (22.8%) y Salina Cruz (4.9%).

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
36
PLANTEAMIENTO DEL PROCESO DE BENEFICIO DEL CAFÉ
Objetivo general
Diseñar una planta ecológica para el beneficio de café que emplee lechos vibrofluidizados
en las etapas de secado y tostado.
Objetivos particulares
Analizar alternativas de secado y tostado a las tradicionales. Particularmente la
vibrofluidización.
Considerar la reducción y tratamiento de desechos aprovechando los subproductos como
materia prima de otros procesos.
Determinar si dicha planta es factible para pequeños productores.
Metas
Caracterizar física e hidrodinámicamente los granos de café en sus diferentes estados:
cereza, pergamino, verde, oro, etc.
Hacer un estudio de la cinética de secado y tostado, utilizando diferentes tecnologías:
secado en estufa, en charolas, por fluidización tradicional y en lecho vibrofluidizado.
Realizar los cálculos derivados de los balances de materia y energía conforme al diseño y
escalamiento de una planta ecológica de beneficio.
Adecuar el diagrama de flujo del proceso, conforme las necesidades del proyecto.
Determinar si la planta que se diseña, es factible para pequeños cafetales.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
37
Ubicación de la planta
Para la ubicación de la planta, se consideraron varios aspectos, entre ellos el clima, la producción
anual, la disponibilidad de servicios, la oferta y la demanda, entre otros. Con estos datos se
selecciono el lugar que mejor se presta para la planta, sin embargo, ésta se puede ubicar en
cualquier sitio cercano a las zonas de cafetales.
Tabla 4. Ponderación para la ubicación de la planta de beneficio de café.
CONDICIÓNES Ponderación
Máxima
Coatepec
Veracruz
Xonocusco
Chiapas
Xicotepec
Puebla
Comala
Colima
Clima 5 4 4 4 5
Disponibilida
d
de servicios
5 4 4 4 4
Materia prima 5 5 5 5 5
Transporte 5 4 3 3 5
Fertilidad
de suelos
5 4 4 5 4
Sombra 5 5 5 5 5
Oportunidad
de mercado
5 4 5 4 5
Nivel del mar 5 5 4 4 5
Relieve 5 5 4 4 5
Total 40 38 38 43
De los datos anteriores deducimos lo siguiente:
La planta será ubicada en el municipio de Cómala, en el estado de Colima, debido a que es una
zona cafetalera; cuenta con vías de acceso y comunicación, recursos materiales y humanos así
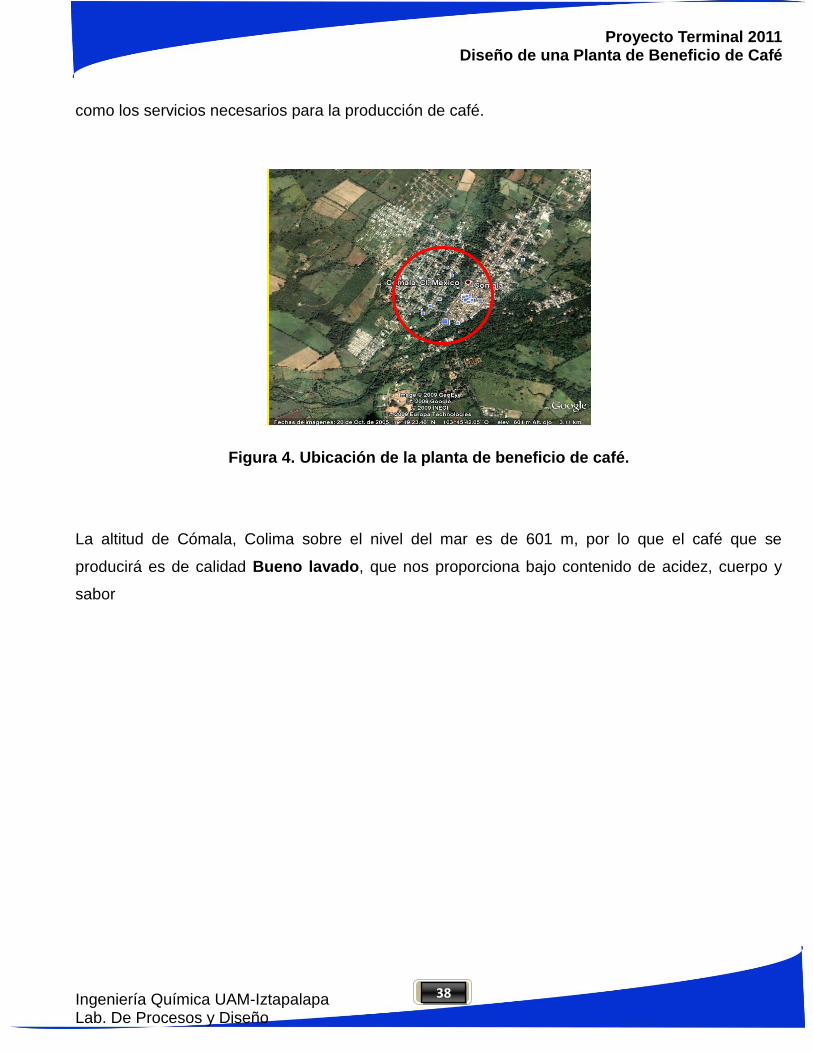
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
38
como los servicios necesarios para la producción de café.
Figura 4. Ubicación de la planta de beneficio de café.
La altitud de Cómala, Colima sobre el nivel del mar es de 601 m, por lo que el café que se
producirá es de calidad Bueno lavado, que nos proporciona bajo contenido de acidez, cuerpo y
sabor
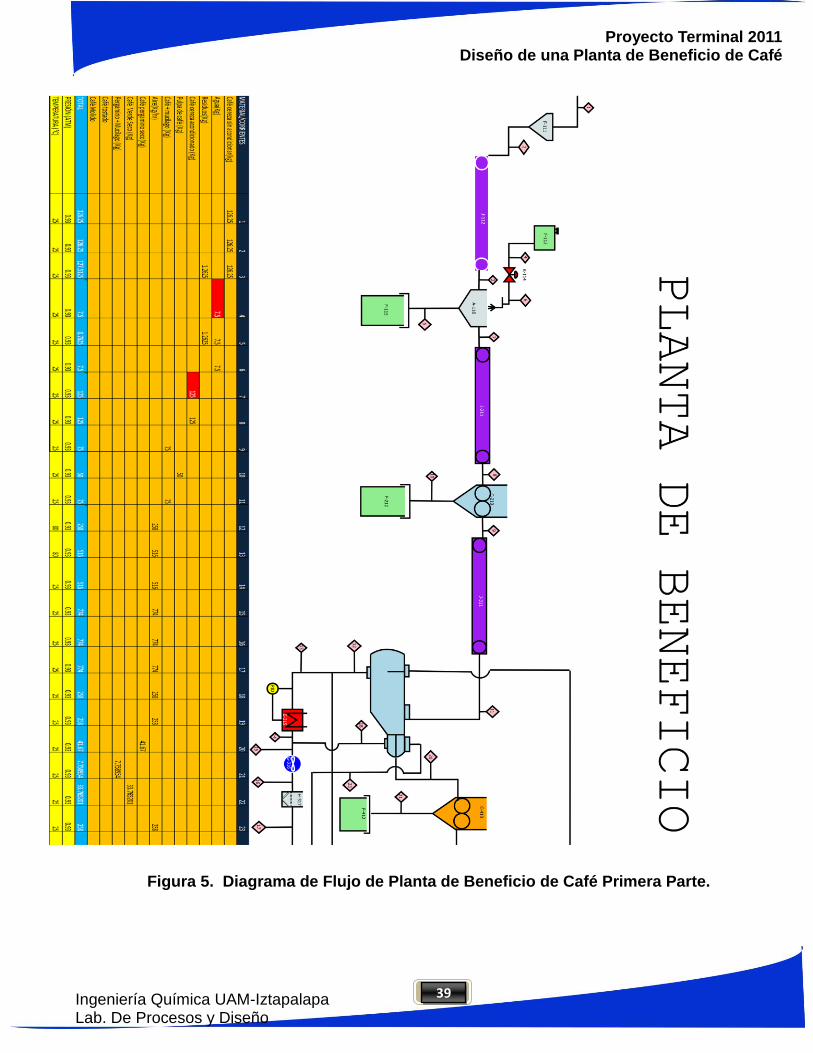
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
39
Figura 5. Diagrama de Flujo de Planta de Beneficio de Café Primera Parte.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
40
Figura 6. Diagrama de Flujo Planta Beneficio de Café Segunda Parte.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
41
PRINCIPALES OPERACIONES UNITARIAS EN EL PROCESO
Dentro del proceso del beneficio del café, se emplean algunas operaciones unitarias, las cuales
son:
Lavado: esta operación se realiza con un sistema de aspersión, donde se eliminan las impurezas
que contengan los granos de café, cuando han sido cosechados y transportados al beneficio.
Despulpado: esta operación se realiza en un equipo denominado despulpadora, donde se
desprende la capa exterior del grano de café fresco, mediante el uso de equipos que consisten en
discos, uno de los cuales esta fijo, y el otro en movimiento, que mediante fricción, se desgarra y
retira la cascar exterior y la pulpa.
Secado y tostado: estas operaciones se realizan en un equipo de lecho vibrofluidizado, ahí se
retira la humedad que contienen los granos de café, aplicando una corriente de aire caliente
mientras que el sólido se somete a un movimiento forzado por un vibrador.
Morteado: esta operación que se realiza en un molino, es para desprender por desgarre y fricción
la capa que cubre directamente al grano de café, esta operación se realiza calibrando la abertura
del molino para evitar el deterioro del grano.
Molido: esta operación se realiza en un molino, donde se reduce el tamaño de partícula de los
granos del café, a fin de que cuando se realice una infusión se desprendan los sabores y aromas
característicos, esta operación se realiza calibrando la abertura del molino para determinar el grado
de molienda del grano.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
42
DESARROLLO EXPERIMENTAL
Para el desarrollo de este proyecto se emplearon diferentes técnicas y equipos para el secado del
café, las cuales se describen a continuación.
Determinación de masa seca (Estufa)
Para la determinación de la masa seca se aplica el procedimiento que indica la NMX-F-176-SCFI-
2008, Café verde – Determinación de la pérdida de masa a 105 °C – Método de prueba.
Nos especifica que para obtener la masa seca, una muestra se calienta a 105 ºC, por 16 horas a
presión atmosférica.
Para realizar la determinación de la masa seca se emplea una estufa, recipientes metálicos para
colocar la muestra, termómetro y balanza analítica.
Se pesa la muestra fresca y se mete a la estufa por espacio de 16 horas con una tolerancia de
más/menos media hora.
Pasado este tiempo se saca la muestra, se deja enfriar y se pesa nuevamente.
La pérdida de masa (en base húmeda) ω se expresa como un porcentaje y es igual a:
(1)
Donde:
m0es la masa en gramos, del recipiente.
m1es la masa en gramos, del recipiente y la muestra al tiempo t.
m2es la masa en gramos, del recipiente y la muestra seca.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
43
Equipo de Secado de Charolas
Un secador de charolas es un equipo totalmente cerrado y aislado en el cual los sólidos se colocan
en charolas. La transmisión de calor puede ser directa del gas a los sólidos, utilizando la circulación
de grandes volúmenes de gas caliente, o indirecta, utilizando repisas o bases calentadas,
serpentines de radiador o paredes refractarias al interior de la cubierta. En unidades de calor
indirecto, exceptuando los equipos de repisas al vacío, casi siempre se necesita la circulación de
una pequeña cantidad de gas para eliminar el vapor de humedad del compartimiento y evitar la
saturación y condensación del gas. Las unidades de compartimientos se emplean para calentar y
secar madera, cerámica, materiales en hojas (sostenidas en postes), objetos pintados y metálicos,
y todas las formas de sólidos particulados (granos).
Equipo Experimental (Manual Armfield).
El equipo de laboratorio consta de un ducto de aire montado sobre una armazón (Figura 7). El aire
es suministrado por medio de un ventilador cuya velocidad puede ser controlada, en un rango de
velocidades de aire hasta 1.7 m/s, en el ducto. El aire se calienta por medio de un banco de
resistencias eléctricas controladas por medio de un regulador de potencia para proporcionar una
variación en la temperatura del aire de hasta un máximo de 80 ºC. El aire pasa dentro de la sección
central del ducto, donde 4 charolas de acero inoxidable con el material a secar son suspendidas en
la corriente de aire. Las charolas están levantadas por un soporte, el cual está conectado a una
balanza digital montada encima del ducto y donde el peso total está continuamente indicándose.
Las charolas son insertadas o removidas del ducto a través de una puerta lateral con un panel de
vidrio. Después de pasar por las charolas, el aire es descargado a la atmósfera y por medio de un
anemómetro de aspa se mide la velocidad de aire.
Las temperaturas de bulbo húmedo y bulbo seco son medidas usando un Higrométro aspirado que
está montado sobre el ducto.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
44
Dimensiones del equipo:
Altura 1.40 m
Largo 2.95 m
Ancho 0.73 m
Figura 7. Esquema del secador de charolas experimental
Material y reactivos
1 Cronómetro
1 Flexómetro
2 Termómetros de 100 ºC
1 Anemómetro digital
2 Bandejas o recipientes donde se colocará el material a secar
2 Franelas
4 Probetas de 50 ml
Procedimiento experimental
1. Colocar el control de velocidad del ventilador a la mitad de su posición.
2. Colocar el control de temperatura a su máxima posición.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
45
3. Determinar las temperaturas a la entrada y a la salida de la zona de secado hasta
alcanzar las condiciones de estado estacionario (Aproximadamente se tarda 30 min en
estabilizarse el equipo)
4. Pesar cada una de las charolas.
5. Agregar el material a secar a cada una de las charolas.
6. Humedecer las muestras con 50 ml. de agua (si las muestras no contienen agua).
7. Llenar cada una de las charolas teniendo 0.200-0.250 Kg. de muestra húmeda en cada
charola e introducirlas al secador.
8. Hacer una tabla midiendo tiempo, peso del material a secar, temperaturas de bulbo
húmedo y seco del aire, flujo del aire, etc.
9. Cada 5 min medir las temperaturas de bulbo húmedo y bulbo seco en la zona de secado.
10. Cada 5 min medir el flujo de aire a la salida del túnel por medio del anemómetro digital.
11. Medir el área de secado.
12. Medir el área de salida del flujo de aire.
Resultados a reportar y discutir
1. Hacer una gráfica X vs t
2. Identificar cuántos y cuáles periodos de secado se encuentran en el proceso
3. Mencionar finalmente a que contenido de humedad en el equilibrio se llego, y cuál es su
significado físico, o bien, su importancia.
4. Si existe un periodo de secado constante, determinar la tasa de secado durante este
periodo.
Equipo de lecho fluidizado (Kunii & Levenspiel, 1979)
El lecho fluidizado consiste en una columna vertical llena de material granular y un fluido (gas o
líquido) que se bombea hacia arriba a través de un distribuidor. Cuando la fuerza de fricción del
fluido provocada por la pérdida de carga de éste, se iguala al peso de las partículas, todas las
partículas se encuentran suspendidas sobre el flujo. La cama comienza a fluidizar y aunque se
comporta como un fluido, sólo se está realizando un mezclado moderado de partículas. En este
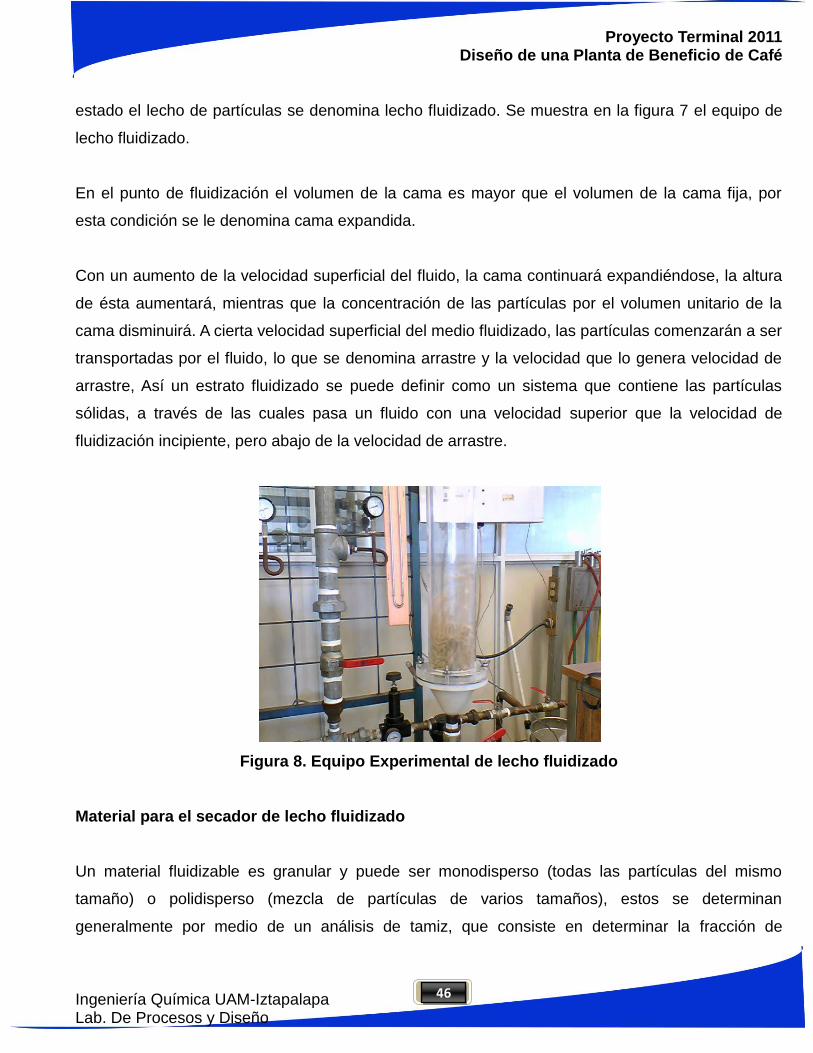
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
46
estado el lecho de partículas se denomina lecho fluidizado. Se muestra en la figura 7 el equipo de
lecho fluidizado.
En el punto de fluidización el volumen de la cama es mayor que el volumen de la cama fija, por
esta condición se le denomina cama expandida.
Con un aumento de la velocidad superficial del fluido, la cama continuará expandiéndose, la altura
de ésta aumentará, mientras que la concentración de las partículas por el volumen unitario de la
cama disminuirá. A cierta velocidad superficial del medio fluidizado, las partículas comenzarán a ser
transportadas por el fluido, lo que se denomina arrastre y la velocidad que lo genera velocidad de
arrastre, Así un estrato fluidizado se puede definir como un sistema que contiene las partículas
sólidas, a través de las cuales pasa un fluido con una velocidad superior que la velocidad de
fluidización incipiente, pero abajo de la velocidad de arrastre.
Figura 8. Equipo Experimental de lecho fluidizado
Material para el secador de lecho fluidizado
Un material fluidizable es granular y puede ser monodisperso (todas las partículas del mismo
tamaño) o polidisperso (mezcla de partículas de varios tamaños), estos se determinan
generalmente por medio de un análisis de tamiz, que consiste en determinar la fracción de

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
47
partículas retenidas entre dos tamices sucesivos de diámetros D1 y D2.
El comportamiento de las partículas en el fluido depende no solamente de su tamaño, sino además
de su peso específico y forma. La forma de las partículas es expresada por el factor de forma y la
esfericidad, entre otros.
Velocidad mínima de fluidización
Como se muestra en la figura 8, ésta se determina al hacer fluir el aire a través de una cama de
sólidos granulares, variando sistemáticamente el flujo de aire y midiendo la caída de presión que
sufre el aire al atravesar el lecho.
Figura 9.- Velocidad mínima de fluidización.
Al graficar estos valores, como se muestraen la figura 6, la relación lineal que se observa
corresponde al comportamiento de los sólidos como lecho fijo y en la intersección entre esta línea y
la línea horizontal, se localiza la velocidad mínima de fluidización. A partir de este punto, la zona
correspondiente a las condiciones de fluidización, se caracterizarán por que la caída de presión de
matiene relativamente constante, hasta alcanzar el otro extremo, en que los solidos empiezan a ser
arrastrado fuera del recipiente, esta velocidad corresponde a la velocidad terminal.
Log PL
Log Uo
Umf
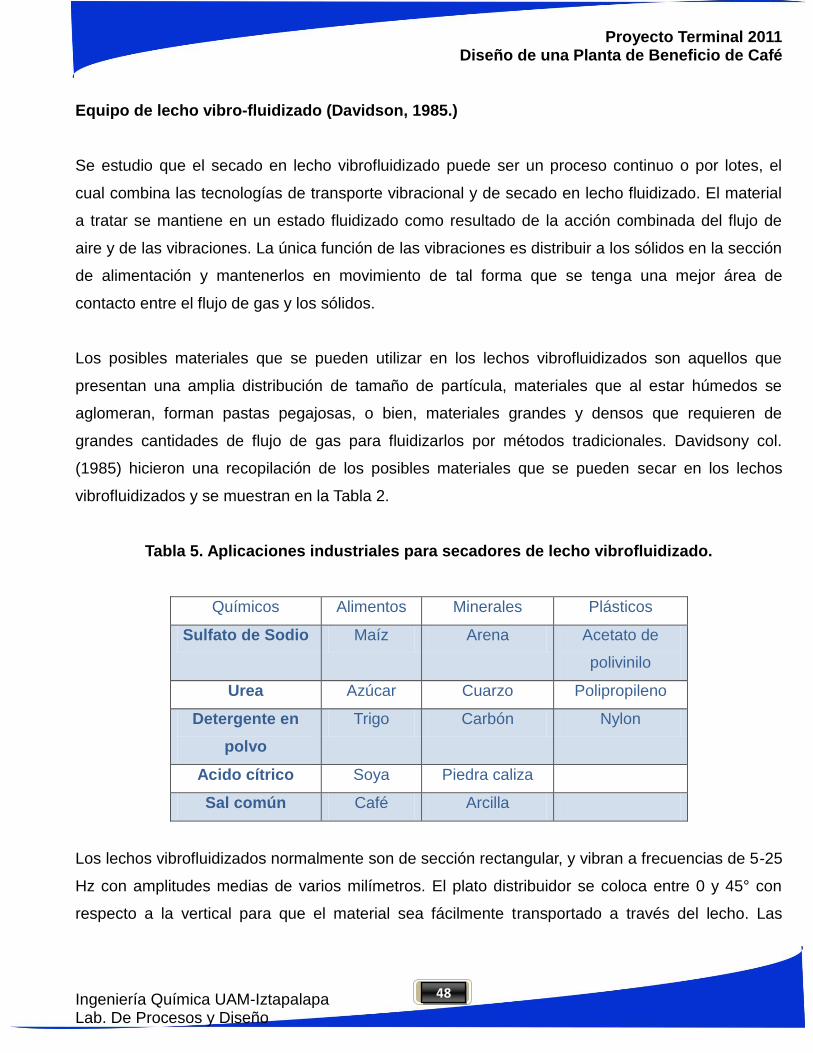
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
48
Equipo de lecho vibro-fluidizado (Davidson, 1985.)
Se estudio que el secado en lecho vibrofluidizado puede ser un proceso continuo o por lotes, el
cual combina las tecnologías de transporte vibracional y de secado en lecho fluidizado. El material
a tratar se mantiene en un estado fluidizado como resultado de la acción combinada del flujo de
aire y de las vibraciones. La única función de las vibraciones es distribuir a los sólidos en la sección
de alimentación y mantenerlos en movimiento de tal forma que se tenga una mejor área de
contacto entre el flujo de gas y los sólidos.
Los posibles materiales que se pueden utilizar en los lechos vibrofluidizados son aquellos que
presentan una amplia distribución de tamaño de partícula, materiales que al estar húmedos se
aglomeran, forman pastas pegajosas, o bien, materiales grandes y densos que requieren de
grandes cantidades de flujo de gas para fluidizarlos por métodos tradicionales. Davidsony col.
(1985) hicieron una recopilación de los posibles materiales que se pueden secar en los lechos
vibrofluidizados y se muestran en la Tabla 2.
Tabla 5. Aplicaciones industriales para secadores de lecho vibrofluidizado.
Químicos Alimentos Minerales Plásticos
Sulfato de Sodio Maíz Arena Acetato de
polivinilo
Urea Azúcar Cuarzo Polipropileno
Detergente en
polvo
Trigo Carbón Nylon
Acido cítrico Soya Piedra caliza
Sal común Café Arcilla
Los lechos vibrofluidizados normalmente son de sección rectangular, y vibran a frecuencias de 5-25
Hz con amplitudes medias de varios milímetros. El plato distribuidor se coloca entre 0 y 45° con
respecto a la vertical para que el material sea fácilmente transportado a través del lecho. Las

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
49
velocidades de aire requeridas para tener un buen movimiento de sólidos están por abajo del 20%
de la velocidad mínima de fluidización.
Secador de lecho vibrofluidizado (marca Niro)
En la figura 9 se esquematiza el equipo experimental de lecho vibrofluidizado donde se llevo a cabo
el secado y tostado del café.
El secador es un aparato comercial a nivel planta piloto que tiene una área de sección transversal
de 0.30 m2. En la parte inferior del secador se localiza un motor centrífugo de 1 hp, en el eje del
rotor se encuentran incrustadas unas poleas concéntricas que pueden colocarse en cincos
posiciones diferentes, lo que permite tener cinco intensidades vibracionales distintas en el lecho.
En cada costado del secador se tiene un resorte de acero que tiene la función de amortiguar el
efecto de las vibraciones.
El flujo de aire se obtiene de un turboventilador integrado al equipo. El turboventilador puede
suministrar un flujo de aire de hasta 0.35 m3/s. el flujo de aire al secador es regulado por medio de
una válvula de mariposa.
Figura 9 A Diagrama del equipo de lecho vibrofluidizado marca NIro (Planta
Piloto).
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
50
Tablero de Control
1. Flujo de aire a la entrada
2. Caída de presión en el lecho
3. Caída de presión en el ciclón
4. Temperatura de aire a la entrada
5. Temperatura de aire a la salida
6. Ventilador
7. Vibrador
8. Interruptor principal
El calentamiento del aire se lleva a cabo por medio de un calentador que se controla
utilizando un sistema on-off, con una variación de ± 1°C. Tambien se tiene un ciclón
donde se almacenan los materiales finos o basuras en el lecho. Existe un sistema de
recirculación de aire (by pass) que se puede utilizar para optimizar la operación de
secado. Hay un extractor que es el dispositivo que elimina el aire humedo del sistema y
lo lleva al medio ambiente.
Finalmente, el equipo cuenta con un tablero de control donde se registra el flujo de aire,
la temperatura del aire a la entrada y a la salida del secador, la caida de presión en el
ciclon, en el lecho e interruptores de encendido y apagado del turboventilador, del
motor que induce las vibraciones. Ademas en el tablero de control hay cinco botones
que controlan el calentamiento del aire, pudiendo calentar éste hasta los 300°C.
El secador de lecho vibrofluidizado tiene un plato distribuidor de tipo comercial
conocido como plato flexible tipo XLN. En la figura 8 se muestra este tipo de
dsitribuidor, que es conocido en la industria como plato multifiltro, el cual da una mejor
distribución del aire en comparación con las platos comunmente usados, como los
platos multiorificios o sinterizados.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
51
Figura 10. Plato distribuidor multifiltro, tipo XLN.
Velocidad mínima de vibrofluidización
Gupta y Mujumdar (1980) clasificaron tres tipos de curvas de caída de presión del lecho
en función de la velocidad del gas. Esta variedad de curvas aparece dependiendo de la
amplitud y de la frecuencia angular de las vibraciones, de la altura del lecho y de la
densidad del lecho. En la Figura 9se muestran estas curvas, que son similares a la
exhibida en los lechos fluidizados normales.
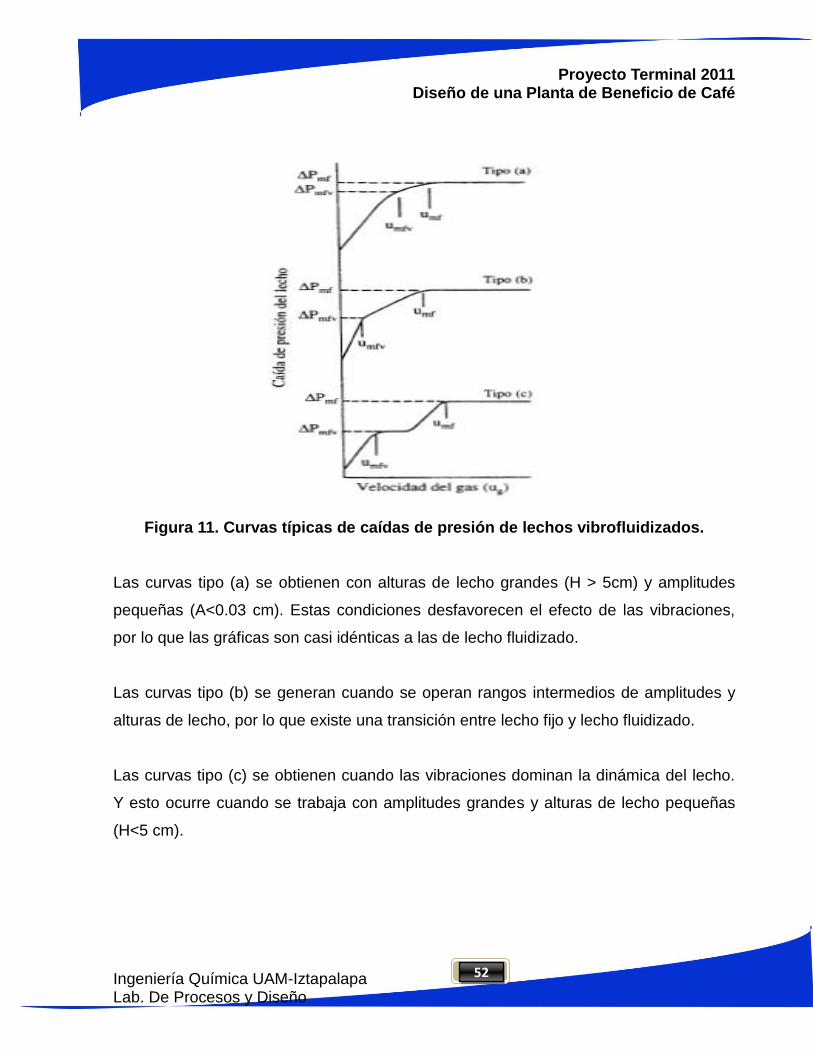
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
52
Figura 11. Curvas típicas de caídas de presión de lechos vibrofluidizados.
Las curvas tipo (a) se obtienen con alturas de lecho grandes (H > 5cm) y amplitudes
pequeñas (A<0.03 cm). Estas condiciones desfavorecen el efecto de las vibraciones,
por lo que las gráficas son casi idénticas a las de lecho fluidizado.
Las curvas tipo (b) se generan cuando se operan rangos intermedios de amplitudes y
alturas de lecho, por lo que existe una transición entre lecho fijo y lecho fluidizado.
Las curvas tipo (c) se obtienen cuando las vibraciones dominan la dinámica del lecho.
Y esto ocurre cuando se trabaja con amplitudes grandes y alturas de lecho pequeñas
(H<5 cm).
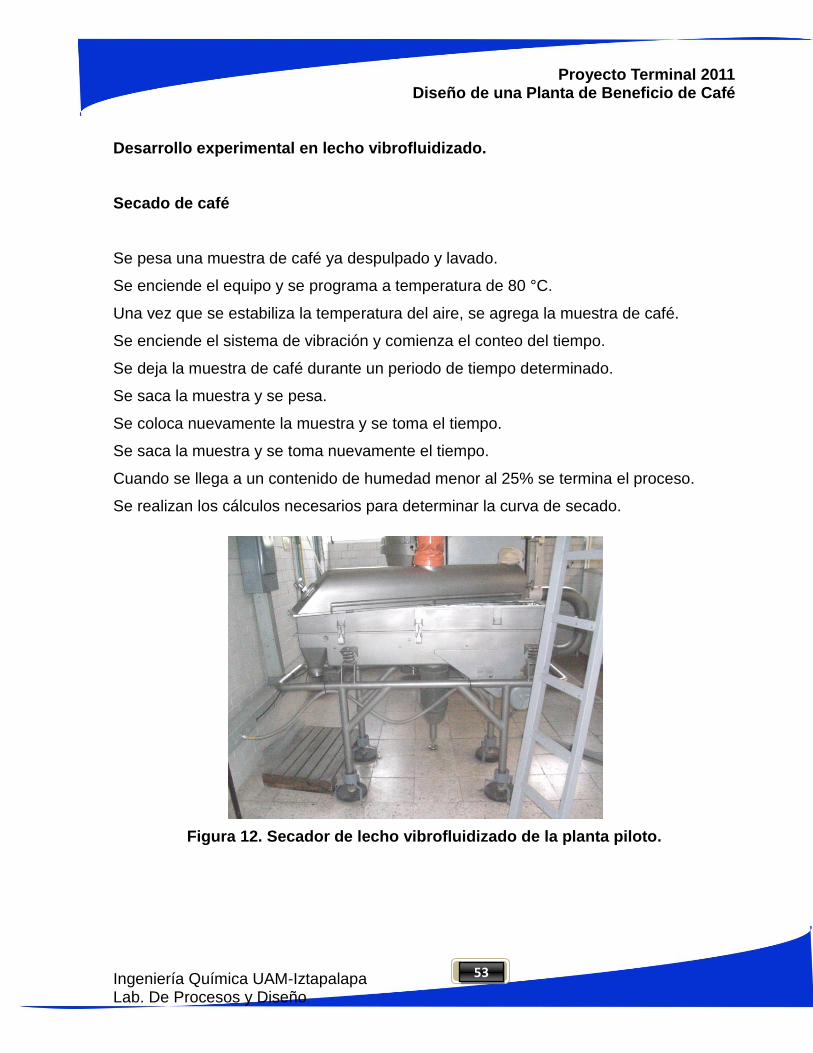
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
53
Desarrollo experimental en lecho vibrofluidizado.
Secado de café
Se pesa una muestra de café ya despulpado y lavado.
Se enciende el equipo y se programa a temperatura de 80 °C.
Una vez que se estabiliza la temperatura del aire, se agrega la muestra de café.
Se enciende el sistema de vibración y comienza el conteo del tiempo.
Se deja la muestra de café durante un periodo de tiempo determinado.
Se saca la muestra y se pesa.
Se coloca nuevamente la muestra y se toma el tiempo.
Se saca la muestra y se toma nuevamente el tiempo.
Cuando se llega a un contenido de humedad menor al 25% se termina el proceso.
Se realizan los cálculos necesarios para determinar la curva de secado.
Figura 12. Secador de lecho vibrofluidizado de la planta piloto.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
54
Eliminación de mucílago y pergamino.
Una vez que se tiene el café seco, se procede a eliminar las capas de mucílago y
pergamino, para esto se emplea un molino o morteador y se pasa el grano seco, una
vez que se paso a través del molino se realiza la separación física del café y la
cascarilla, para ello se hace uso del aire del vibrofluidizador y una vez que está limpio
se toma el peso del café para conocer la cantidad de masa retirada.
Tostado de café
Para el tostado del café, se pesa una muestra de café seco y se coloca en el equipo, se
controla la temperatura para que está aumente paulatinamente hasta alcanzar 180 °C,
y se mantiene el equipo funcionando durante 20 minutos, transcurrido este tiempo se
saca el café, se deja enfriar y se pesa la muestra.
Determinación de la densidad empacada.
Para determinar la densidad empacada, se procede de la siguiente manera:
Se toma una muestra de café despulpado.
Se pesa en una balanza analítica y se registra el valor.
Se agrega a un recipiente graduado para conocer el volumen que ocupa la
muestra, y se registra dicho valor.
Se repite para el café verde.
Determinación de la velocidad mínima de fluidización.
Para determinar la velocidad mínima de fluidización, se procede de la siguiente
manera:

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
55
Se enciende el compresor de aire.
Se cierran las válvulas y se adapta el equipo.
Se coloca una muestra de café despulpado en el equipo de lecho fluidizado
Se procede a abrir poco a poco el rotámetro
Cuando se visualice que el sólido comienza a moverse, se registra el valor que
indica el rotámetro.
Se mide el diámetro del equipo de fluidizado.
Con estos datos se calcula la velocidad mínima de fluidización.
Se procede de igual manera para el café verde.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
56
REQUERIMIENTO TÉCNICO DE EQUIPOS Y
DIMENSIONAMIENTO
En función de los balances de materia y energía
realizados para el proyecto, se hace el
requerimiento de las siguientes unidades de
proceso.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
57
Tabla 6. Condiciones de operación de los equipos de la planta de beneficio de
café.
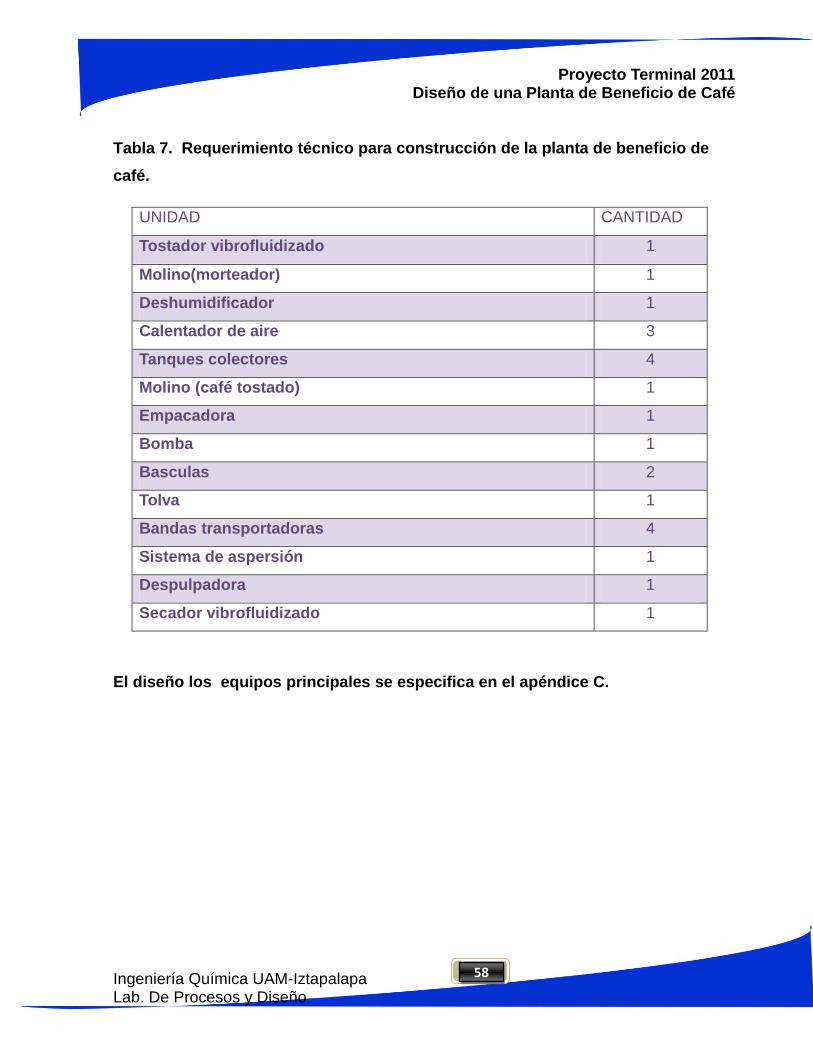
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
58
Tabla 7. Requerimiento técnico para construcción de la planta de beneficio de
café.
UNIDAD CANTIDAD
Tostador vibrofluidizado 1
Molino(morteador) 1
Deshumidificador 1
Calentador de aire 3
Tanques colectores 4
Molino (café tostado) 1
Empacadora 1
Bomba 1
Basculas 2
Tolva 1
Bandas transportadoras 4
Sistema de aspersión 1
Despulpadora 1
Secador vibrofluidizado 1
El diseño los equipos principales se especifica en el apéndice C.
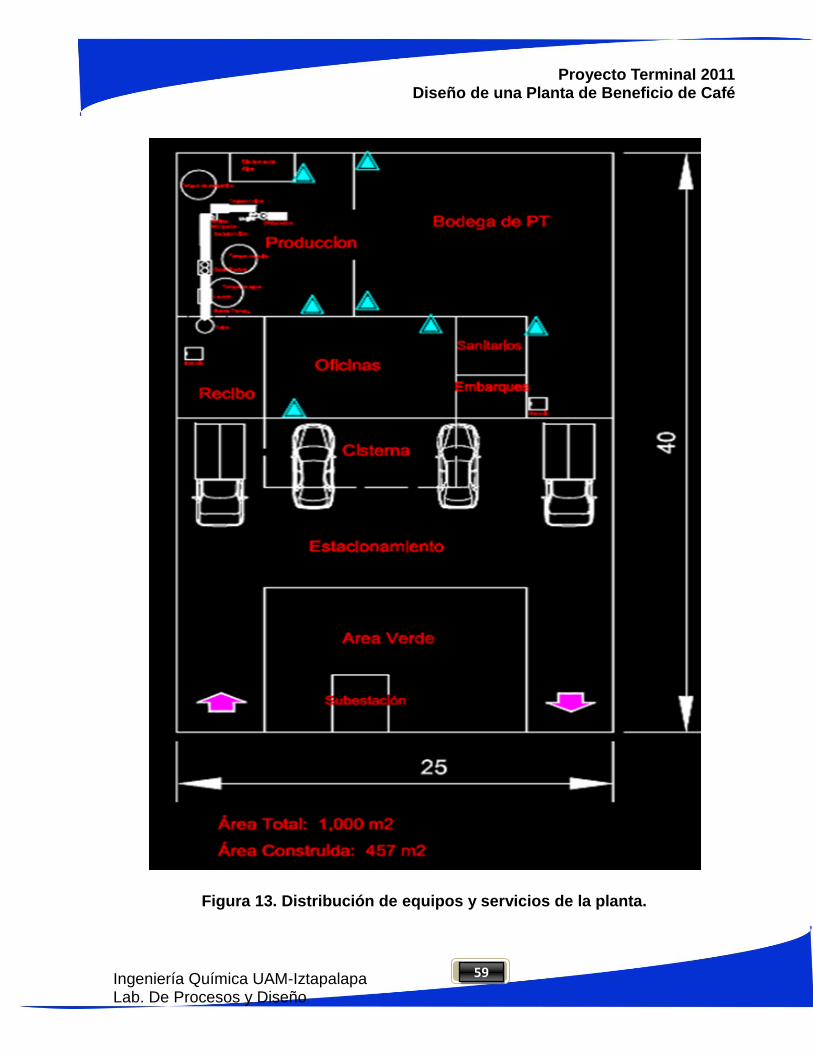
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
59
Figura 13. Distribución de equipos y servicios de la planta.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
60
EVALUACIÓN ECONÓMICA DEL PROCESO
Monto de inversión y proceso administrativo
Para dar inicio a un negocio del giro hay que tomar en cuenta diversidad de
inversiones necesarias, como la inversión por conceptos de terreno, construcción e
instalación de servicios.
Para la elección del sitio exacto de localización de la planta se deberán considerar los
siguientes factores sobre el terreno elegido: ubicación, extensión, topografía,
posibilidad de ampliaciones, requisitos legales, molestia a terceros, etcétera.
Actualmente los pequeños empresarios se encuentran ubicados en las cercanías de las
zonas cafetaleras, localizadas fundamentalmente en los estados de Chiapas, Veracruz,
Puebla, Oaxaca, San Luis Potosí, Guerrero, Nayarit y Colima.
Elementos a considerar para la ubicación del giro:
El aspecto más importante a considerar en este tipo de plantas es la cercanía con las
zonas productoras de café cereza, que es la materia prima fundamental para el
proceso de beneficiado.
Región y entidades federativas en particular:
Vías de comunicación y disponibilidad de medios de transporte.
Disponibilidad de servicios públicos y privados
Condiciones climáticas favorables
Mano de obra adecuada.
Escala de salarios competitivos.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
61
El común denominador en la determinación del tamaño de una planta pequeña es la
flexibilidad y adaptabilidad en el diseño inicial, de manera que pueda hacerse frente a
las condiciones fluctuantes del mercado y de los procesos de producción. Un factor
importante para definir el tamaño de la planta es el relativo a la inversión inicial
prevista.
Para la empresa se considera un área total de 1000 m2.
La inversión inicial, incluyendo los conceptos de terreno, construcciones e instalación
de servicios es:
Terreno: $ 350,000
Construcciones e instalación de servicios: $ 1’000,000
Nota: Los valores consignados corresponden al segundo semestre del 2007. Se estimó
un valor aproximado para el terreno de $350 por m2.
Dentro de este rubro de inversión no se considera el capital de trabajo necesario, que
dependerá del nivel de operaciones previsto para la empresa.
Es necesario evaluar las opciones de arrendar o comprar desde el punto de vista
financiero. Para ello es conveniente verificar el valor actual de comprar frente al valor
de arrendamiento.
Para este análisis se tomaron en consideración los pagos involucrados en cada una de
las opciones, la vida útil de las instalaciones y el costo de oportunidad del capital. La
decisión de rentar o comprar podrá variar de acuerdo con el giro y las instalaciones
involucradas.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
62
Maquinaria y Equipo:
Una de las primeras decisiones al elegir el equipo, se relaciona con el grado de
flexibilidad o adaptación deseada. Las máquinas y herramientas se pueden clasificar
como de propósito general y de propósito especial. Las máquinas de propósito general
son las más flexibles y constituyen la mayoría de las máquinas y herramientas que se
utilizan en la actualidad. Tales máquinas tienen, por lo general, la ventaja de efectuar
operaciones específicas, de manera más rápida y a mayor escala que las máquinas de
propósito general.
Sin embargo, se caracterizan por su falta de flexibilidad ya que un cambio en el diseño
del producto puede requerir su acoplamiento, desecho o cambio total.
Con relación al equipo específico para el giro, a continuación se realiza una descripción
del mismo para cada una de las etapas del flujo de producción.
La tabla 8 nos da la relación de los equipos que se van a utilizar en la planta de
beneficio de café, incluyendo la capacidad del mismo y el costo, ya sea por diseño para
el caso del secador y el tostador, o por compra.
Los costos de la maquinaria y equipo se cotizaron con diferentes proveedores, los
datos de los mismos se pueden consultar en el Apéndice E.
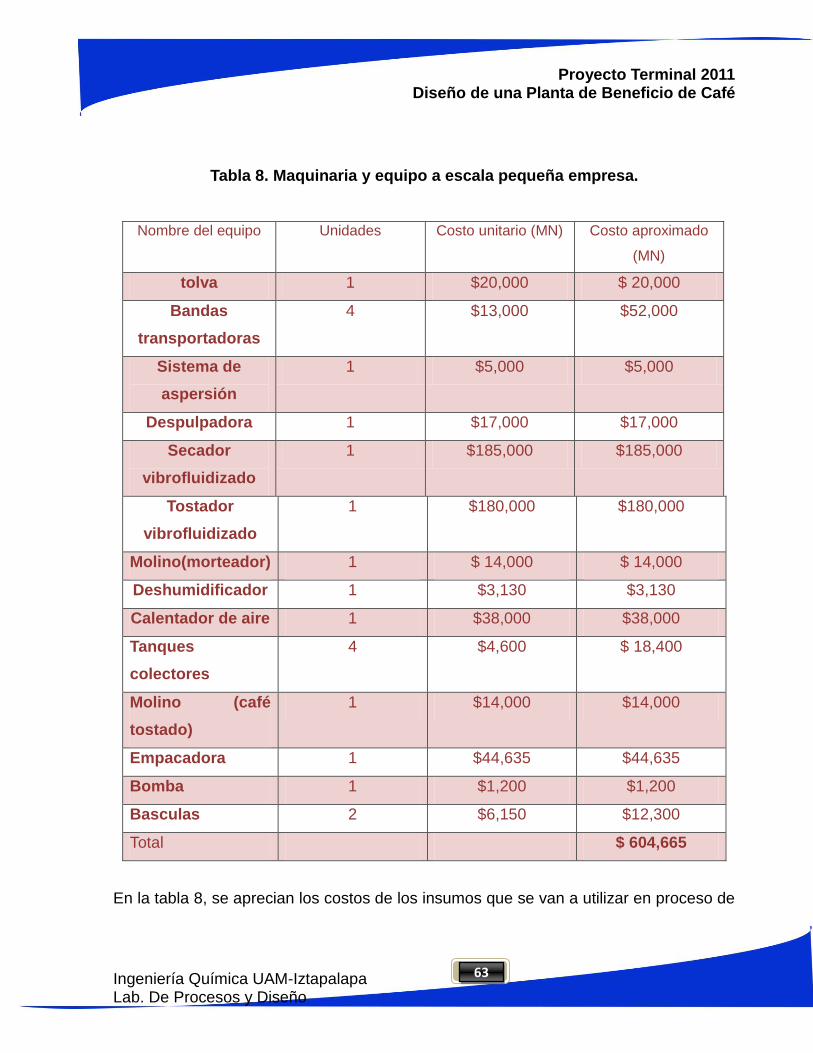
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
63
Tabla 8. Maquinaria y equipo a escala pequeña empresa.
Nombre del equipo Unidades Costo unitario (MN) Costo aproximado
(MN)
tolva 1 $20,000 $ 20,000
Bandas
transportadoras
4 $13,000 $52,000
Sistema de
aspersión
1 $5,000 $5,000
Despulpadora 1 $17,000 $17,000
Secador
vibrofluidizado
1 $185,000 $185,000
Tostador
vibrofluidizado
1 $180,000 $180,000
Molino(morteador) 1 $ 14,000 $ 14,000
Deshumidificador 1 $3,130 $3,130
Calentador de aire 1 $38,000 $38,000
Tanques
colectores
4 $4,600 $ 18,400
Molino (café
tostado)
1 $14,000 $14,000
Empacadora 1 $44,635 $44,635
Bomba 1 $1,200 $1,200
Basculas 2 $6,150 $12,300
Total $ 604,665
En la tabla 8, se aprecian los costos de los insumos que se van a utilizar en proceso de
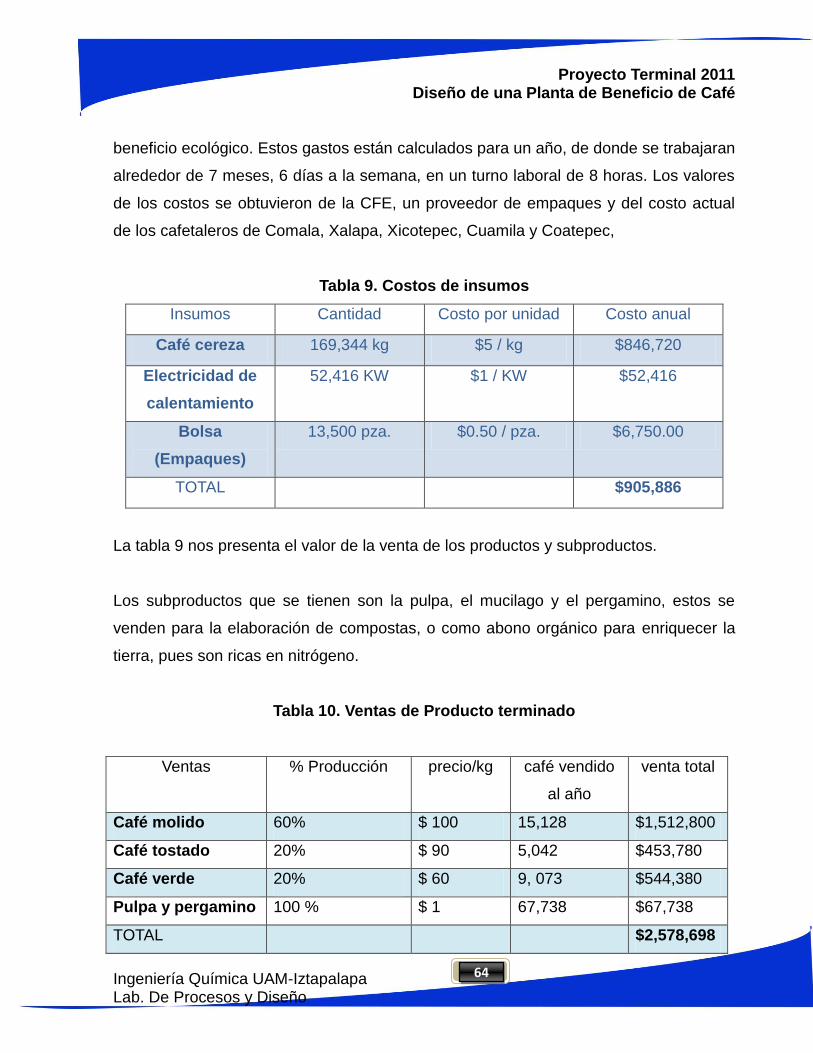
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
64
beneficio ecológico. Estos gastos están calculados para un año, de donde se trabajaran
alrededor de 7 meses, 6 días a la semana, en un turno laboral de 8 horas. Los valores
de los costos se obtuvieron de la CFE, un proveedor de empaques y del costo actual
de los cafetaleros de Comala, Xalapa, Xicotepec, Cuamila y Coatepec,
Tabla 9. Costos de insumos
Insumos Cantidad Costo por unidad Costo anual
Café cereza 169,344 kg $5 / kg $846,720
Electricidad de
calentamiento
52,416 KW $1 / KW $52,416
Bolsa
(Empaques)
13,500 pza. $0.50 / pza. $6,750.00
TOTAL $905,886
La tabla 9 nos presenta el valor de la venta de los productos y subproductos.
Los subproductos que se tienen son la pulpa, el mucilago y el pergamino, estos se
venden para la elaboración de compostas, o como abono orgánico para enriquecer la
tierra, pues son ricas en nitrógeno.
Tabla 10. Ventas de Producto terminado
Ventas % Producción precio/kg café vendido
al año
venta total
Café molido 60% $ 100 15,128 $1,512,800
Café tostado 20% $ 90 5,042 $453,780
Café verde 20% $ 60 9, 073 $544,380
Pulpa y pergamino 100 % $ 1 67,738 $67,738
TOTAL $2,578,698

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
65
Los gastos de operación que se requieren para el funcionamiento de la planta,
considerando las tablas de salarios de la STPS, de acuerdo a la región y al puesto.
Estos valores se presentan en la tabla 10.
Tabla 11. Costos de Operación
Mano de obra Cantidad Pago(mensual) Anual
Operario 5 $ 3,500 $210,000
Administrativos 4 $ 6,000 $288,000
Gerente 1 $ 9,000 $108,000
Nomina anual $606,000
La inversión inicial que se tiene para la planta de beneficio de café, incluyen la
instalaciones físicas como nave industrial, instalaciones eléctricas, hidráulicas y
sanitarias, mobiliario de oficinas y equipo de computo, además del terreno.
Tabla 12. Costos muebles e inmuebles.
Concepto Costo
Instalaciones(incluye mano
de obra, materiales,
mobiliario general,
instalaciones eléctricas,
hidráulicas y sanitarias)
$1,000,000
Terreno $350,000
Total $1,350,000

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
66
ANÁLISIS DE COSTOS
Se considera un periodo de 6 años para la observación de las ganancias netas de la
planta, durante este tiempo, se consideran los cambios en los costos de los intereses,
las variaciones de la tasa de cambio, la inflación, así como la variación del mercado
durante el año, también se consideran las ventas anuales de acuerdo a la presentación
de producto vendido, ya que esta puede variar dependiendo del mercado de consumo.
Los costos de materia prima se obtienen directamente de los productores cafetaleros,
los salarios son proporcionados por las tablas de la STPS de acuerdo a la zona
económica. Y se asignan conforme al puesto.
El valor de la maquinaria y equipo se cotizó con diferentes proveedores, por lo que los
costos son actuales y vigentes.
El costo de las instalaciones se obtiene de las estadísticas de PYME, para la
construcción de una nave industrial de entre 800 y 1,200 m2, este valor considera mano
de obra y materiales, permisos y excedentes.
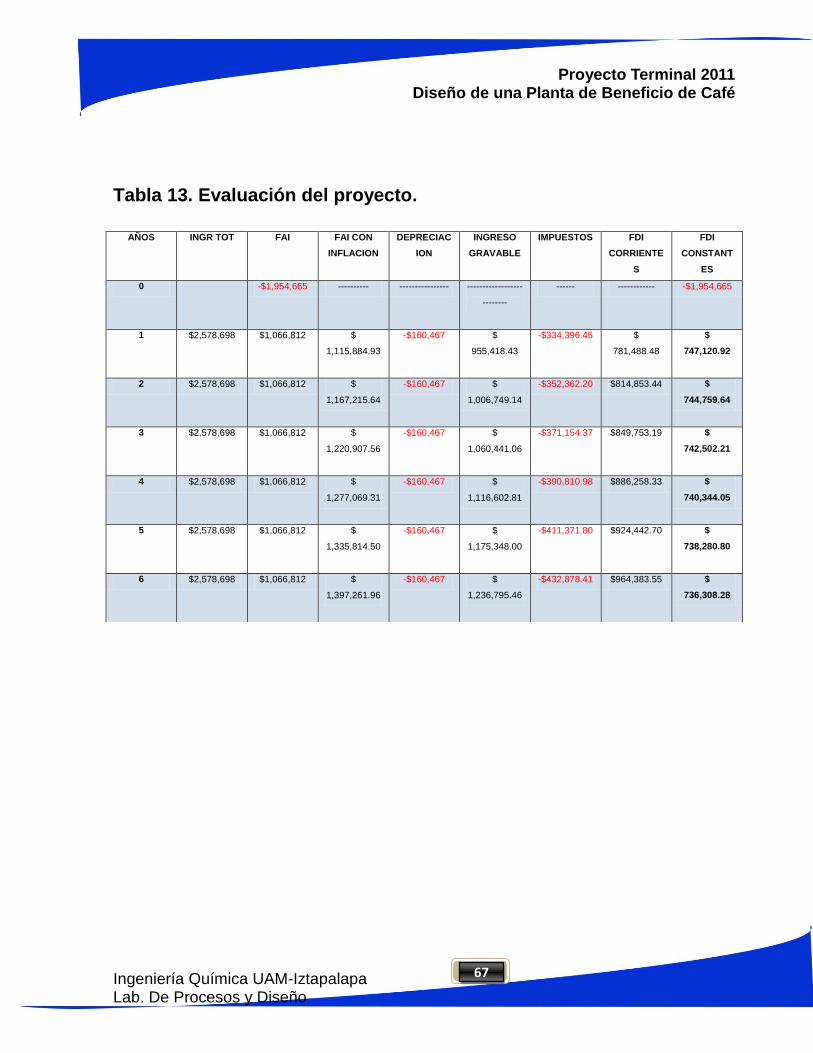
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
67
Tabla 13. Evaluación del proyecto.
AÑOS INGR TOT FAI FAI CON
INFLACION
DEPRECIAC
ION
INGRESO
GRAVABLE
IMPUESTOS FDI
CORRIENTE
S
FDI
CONSTANT
ES
0 -$1,954,665 ---------- ---------------- ------------------
--------
------ ------------ -$1,954,665
1 $2,578,698 $1,066,812 $
1,115,884.93
-$160,467 $
955,418.43
-$334,396.45 $
781,488.48
$
747,120.92
2 $2,578,698 $1,066,812 $
1,167,215.64
-$160,467 $
1,006,749.14
-$352,362.20 $814,853.44 $
744,759.64
3 $2,578,698 $1,066,812 $
1,220,907.56
-$160,467 $
1,060,441.06
-$371,154.37 $849,753.19 $
742,502.21
4 $2,578,698 $1,066,812 $
1,277,069.31
-$160,467 $
1,116,602.81
-$390,810.98 $886,258.33 $
740,344.05
5 $2,578,698 $1,066,812 $
1,335,814.50
-$160,467 $
1,175,348.00
-$411,371.80 $924,442.70 $
738,280.80
6 $2,578,698 $1,066,812 $
1,397,261.96
-$160,467 $
1,236,795.46
-$432,878.41 $964,383.55 $
736,308.28
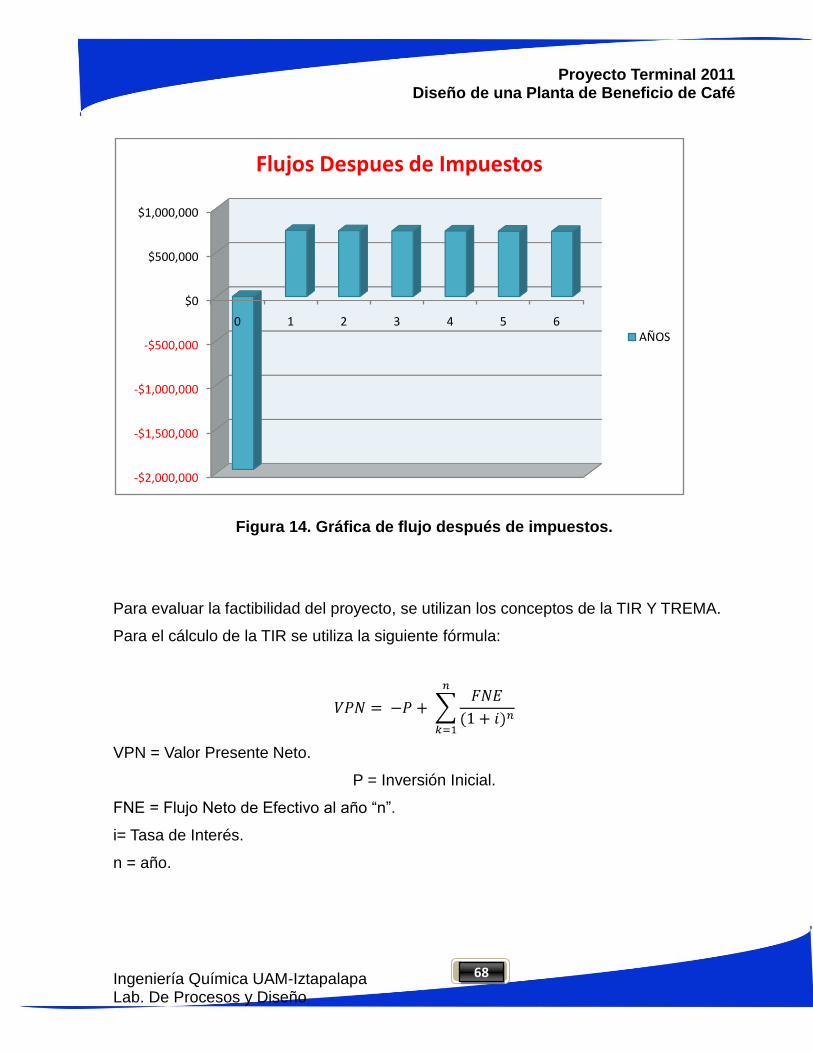
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
68
Figura 14. Gráfica de flujo después de impuestos.
Para evaluar la factibilidad del proyecto, se utilizan los conceptos de la TIR Y TREMA.
Para el cálculo de la TIR se utiliza la siguiente fórmula:
VPN = Valor Presente Neto.
P = Inversión Inicial.
FNE = Flujo Neto de Efectivo al año “n”.
i= Tasa de Interés.
n = año.
-$2,000,000
-$1,500,000
-$1,000,000
-$500,000
$0
$500,000
$1,000,000
0 1 2 3 4 5 6
Flujos Despues de Impuestos
AÑOS

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
69
Cuando el VPN = 0, se calcula el valor de la TIR.
Para el cálculo de la TREMA se usa la siguiente fórmula:
TREMA = Tasa de Inflación + Premio al riesgo
Sustituyendo datos en las dos últimas fórmulas, se tiene:
TREMA = 0.046 + 0.2 = 0.246
TREMA = 0.246
TIR = 0.3
TIR > TREMA. Por consiguiente, el proyecto es rentable y se acepta la inversión.
Mantenimiento y depreciación:
La depreciación se refiere al cargo contable periódico que es necesario realizar con el
propósito de establecer una reserva que permita reponer el valor del equipo. En rigor, la
reserva se constituye de conformidad con la pérdida de valor del equipo a
consecuencia de su desgaste u obsolescencia. La depreciación se estima conforme a
criterios contables o al desgaste real.
Así mismo, cuando se habla de depreciación fiscal se hace referencia al hecho de que
el gobierno, a través de la Secretaría de Hacienda y Crédito Público (SHCP), permite a
cualquier empresa legalmente constituida recuperar la inversión hecha en sus activos
fijo y diferido, vía un mecanismo fiscal, que responde a varios objetivos
Para el caso particular del giro en los artículos 44 y 45 de la Ley del Impuesto Sobre la
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
70
Renta los porcentajes máximos autorizados para la depreciación de la maquinaria y
equipo son:
10% para maquinaria
25% para vehículos de transporte
30% para equipo de cómputo electrónico
10% para mobiliario y equipo de oficina
Los sistemas de manufactura modernos establecen como esencial para incrementar la
competitividad de los bienes industriales, el establecimiento de programas de
mantenimiento preventivo y predictivo elaborados con base en el análisis del
comportamiento y desempeño de los mismos para evitar cualquier problema de
descomposturas. En el caso particular de este giro se debe prestar atención a los
siguientes aspectos:
El mantenimiento preventivo de los equipos y accesorios del proceso de beneficiado de
café es muy importante, ya que debido a la composición química de la cereza esta
representa un medio propicio para la reproducción de microorganismos que pueden
afectar el olor, el color y el sabor del producto final.
Después de cada operación el equipo se debe someter a un proceso de limpieza
profunda, en donde intervienen de forma fundamental el empleo de detergentes y en
algunos casos bicarbonato de sodio al 2% para asegurar las condiciones sanitarias que
se requieren en los equipos del proceso como tolva, despulpadoras, entre otras.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
71
ANÁLISIS DE RIESGOS
De acuerdo con la Legislación y normatividad vigente en la República Mexicana, el giro
de la empresa requiere el cumplimiento de normas de las siguientes instancias
gubernamentales.
Secretaría del Trabajo y Previsión Social (STPS)
NOM-002-STPS-2000, Condiciones de Seguridad – Prevención, Protección y Combate
de Incendios en los Centros de Trabajo.
Establecer las condiciones de seguridad para la prevención contra incendio en los
centros de trabajo y protección de los trabajadores.
NOM-004-STPS-1999, Sistemas de Protección y Dispositivos de Seguridad en la
Maquinaría y Equipo, que se utilice en los Centros de Trabajo.
Establecer las condiciones de seguridad y los sistemas de protección y dispositivos
para prevenir y proteger a los trabajadores contra los riesgos de trabajo que genere la
operación y mantenimiento de la maquinaria y equipo.
NOM-006-STPS-2000, Manejo y Almacenamiento de Materiales – Condiciones y
Procedimientos de Seguridad.
Establecer las condiciones y procedimientos de seguridad para evitar riesgos de
trabajo, ocasionados por el manejo de materiales en forma manual y mediante el uso
de maquinaria.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
72
NOM-015-STPS-2001, Condiciones Térmicas Elevadas o Abatidas – Condiciones de
Seguridad e Higiene.
Establecer las condiciones de seguridad e higiene, los niveles y tiempos máximos
permisibles de exposición a condiciones térmicas extremas, que por sus
características, tipo de actividades, nivel, tiempo y frecuencia de exposición, sean
capaces de alterar la salud de los trabajadores.
NOM-017-STPS-2008, Equipo de Protección Personal - Selección, Uso y Manejo en los
Centros de Trabajo.
Establecer los requisitos para la Selección, Uso y Manejo de Equipo de Protección
Personal, para proteger a los trabajadores de los agentes del medio ambiente de
trabajo que puedan dañar su salud.
NOM-022-STPS-1999, Electricidad Estática en los Centros de Trabajo – Condiciones
de Seguridad e Higiene.
Establecer las Condiciones de Seguridad en los Centros de Trabajo para prevenir los
riesgos por Electricidad Estática.
NOM-025-STPS-2008, Condiciones de Iluminación en los Centros de Trabajo.
Establecer las características de iluminación en los centros de trabajo, de tal forma que
no sea un factor de riesgo para la salud de los trabajadores al realizar sus actividades
NOM-026-STPS-2008, Colores y Señales de Seguridad e Higiene, e identificación de
Riesgos por Fluidos Conducidos en Tuberías.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
73
Definir los requerimientos en cuanto a los colores y señales de seguridad e higiene y la
identificación de riesgos por fluidos conducidos en tuberías.
NOM-029-STPS-2005, Mantenimiento de las Instalaciones eléctricas en los Centros de
Trabajo – Condiciones de Seguridad.
Establecer las condiciones de seguridad para las actividades de mantenimiento en las
instalaciones eléctricas de los centros de trabajo, a fin de evitar accidentes al personal
responsable de llevar a cabo dichas actividades y a personas ajenas a ellas que se
pudieran exponer
Secretaria del Medio Ambiente y Recursos Naturales (SEMARNAT)
De acuerdo a las normas emitidas por esta instancia, se requiere el cumplimiento de
las siguientes:
NOM-001-SEMARNAT-1996. Límites máximos permisibles de contaminantes en las
descargas de aguas residuales en aguas y bienes nacionales.
NOM-002-SEMARNAT-1996. Límites máximos permisibles de contaminantes en las
descargas de aguas residuales a los sistemas de alcantarillado urbano o municipal
NOM-085-SEMARNAT-1994. Fuentes fijas que utilizan combustibles fósiles sólidos,
líquidos o gaseosos o cualquiera de sus combinaciones. Niveles máximos permisibles
de emisión a la atmósfera de humos, partículas suspendidas totales, bióxido de azufre
y óxidos de nitrógeno. Requisitos y condiciones para la operación de los equipos de
calentamiento indirecto por combustión, así como niveles máximos permisibles de
emisión de bióxido de azufre en los equipos de calentamiento directo por combustión.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
74
Sin embargo, al ser un beneficio ecológico y que el uso del agua se reduce al mínimo,
utilizando 1 litro de agua por cada 17 kilogramos de café cereza. No es necesario el
cumplimiento de las normas, ya que las cantidades de agua residuales que se generan,
provienen principalmente de los servicios sanitarios, y el agua que procede del proceso
es para el lavado del café cereza antes de entrar al beneficio, por lo que no contiene
contaminantes.
Impacto ambiental.
La crisis ambiental es la crisis de nuestro tiempo. No es una catástrofe ecológica
resultante de la evolución de la naturaleza, sino producida por el pensamiento con el
que hemos construido y destruido nuestro mundo. Esta crisis civilizatoria se nos
presenta como un límite en lo real que significa y reorienta el curso de la historia: límite
del crecimiento económico y poblacional; límite de los desequilibrios ecológicos y de las
capacidades de sustentación de la vida; límite de la pobreza y la desigualdad social.
Algunos de los impactos ambientales que se produce en el cultivo y procesamiento del
café son:
Deforestación: Es el reemplazo de las plantaciones de café bajo sombra por una
producción intensiva resistente al sol ha producido la deforestación tropical. Los
bosques de montaña han venido siendo cortados a un ritmo alarmante y reemplazados
por plantaciones de monocultivos de café. Dichos bosques juegan un importante papel
ecológico al proteger la dinámica atmosférica, la calidad del agua y las especies
silvestres.
Pérdida de biodiversidad: La deforestación y el monocultivo conllevan mayores
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
75
pérdidas de hábitat y una reducción de la biodiversidad de insectos, animales y plantas.
Por ejemplo, estudios realizados en México y Colombia por el Smith sonian Migratory Bird
Centre, indican que en los cultivos con exposición solar se presenta un 90% menos de
especies de pájaros con relación a las plantaciones bajo sombra.
Contaminación agroquímica: Comparado con los sistemas tradicionales de cultivo de
café bajo sombra, el cultivo de café con exposición solar depende de una creciente
utilización de pesticidas y fertilizantes químicos. En un número considerable de áreas
de producción intensiva de café, de Jamaica a Indonesia, se ha documentado la
presencia de contaminación.
Algunos de los químicos utilizados en la producción intensiva de café, tales como el
DDT, el Lindano y el Paraquat, han sido proscritos en los países industriales dado su
potencial cancerígeno o su prolongada persistencia en el medio ambiente. La
utilización de agroquímicos afecta directamente la salud de los agricultores y los
pobladores rurales, así como la calidad del suelo y del agua y sus habitantes.
Erosión del suelo: El monocultivo de café puede causar un significante deterioro de la
calidad del suelo y una creciente erosión. Las áreas montañosas constituyen entornos
particularmente frágiles. Se ha documentado que en áreas de alta precipitación pluvial
se pierde cerca de tres veces más de nitrógeno del suelo en plantaciones sin sombra
comparativamente a aquellas áreas bajo sombra.
Café genéticamente modificado: Las amenazas ambientales desconocidas están
poniendo en peligro los ecosistemas del café. Las variedades de café genéticamente
modificadas han sido patentadas por la compañía Café Integrado "Integrated Coffee
Technologies Inc.". Esta firma, con sede en Hawai, ha desarrollado plantas de café
descafeinadas, así como una nueva variedad con un proceso especial de maduración,
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
76
que hace que todas las bayas del café maduren al mismo tiempo, reduciendo así la
cantidad de trabajo requerido para la cosecha. El proceso natural de maduración es
"desconectado" hasta que el cultivo es fumigado con etileno. Esta nueva variedad de
café no solamente incrementa la dependencia de los químicos por parte de los
cultivadores, sino que, como otros organismos genéticamente modificados, los efectos
a largo plazo sobre la salud humana y el medio ambiente permanecen desconocidos.
Una vez liberados en el medio ambiente, los organismos genéticamente modificados no
pueden ser "embotellados" nuevamente. El planeta llega a ser así un laboratorio global
incontrolado.
Las actividades ligadas al procesamiento del café que generan afectaciones al medio
ambiente, son en síntesis las siguientes:
Uso del agua: El beneficio del café que requiere el empleo de beneficio tradicional se
estima el uso de entre 40 y 60 litros de agua para la obtención de 1 Kg. de café
pergamino seco en los volúmenes importantes de agua. Con los métodos de
actividades de transporte, despulpe, fermentación, clasificación y lavado.
En cuanto al cultivo del café, es imperativa la adopción de tecnologías que minimicen el
uso del agua en los procesos de beneficio, tales como las que viene desarrollando
actualmente el país como el llamado "beneficio ecológico" que según los resultados
hasta ahora obtenidos logran bajar el consumo desde 40-60 litros por kilogramo de café
pergamino seco hasta menos de 1 litro.
Con relación al vertimiento de las aguas de beneficio a las corrientes de agua, se ha
planteado la filosofía de que "la disminución en los volúmenes de agua vertida equivale
a una disminución en la contaminación generada".
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
77
Existen otras opciones que favorecen a la disminución del consumo de agua en las
plantas de beneficios de café, como es la recirculación del agua en el propio beneficio y
purificación de las aguas residuales por diferentes métodos ya sea para su vertimiento
como para la recirculación, entre otras.
El país procesa actualmente aproximadamente 64 mil toneladas (261 mil quintales, 970
mil sacos) del fruto del café por zafra cafetalera lo que representa, teniendo en cuenta
el alto por ciento del fruto que no se utiliza, altos volúmenes de residuos sólidos
generados, y su uso se limita fundamentalmente a la obtención de una pequeña
cantidad de abono orgánico.
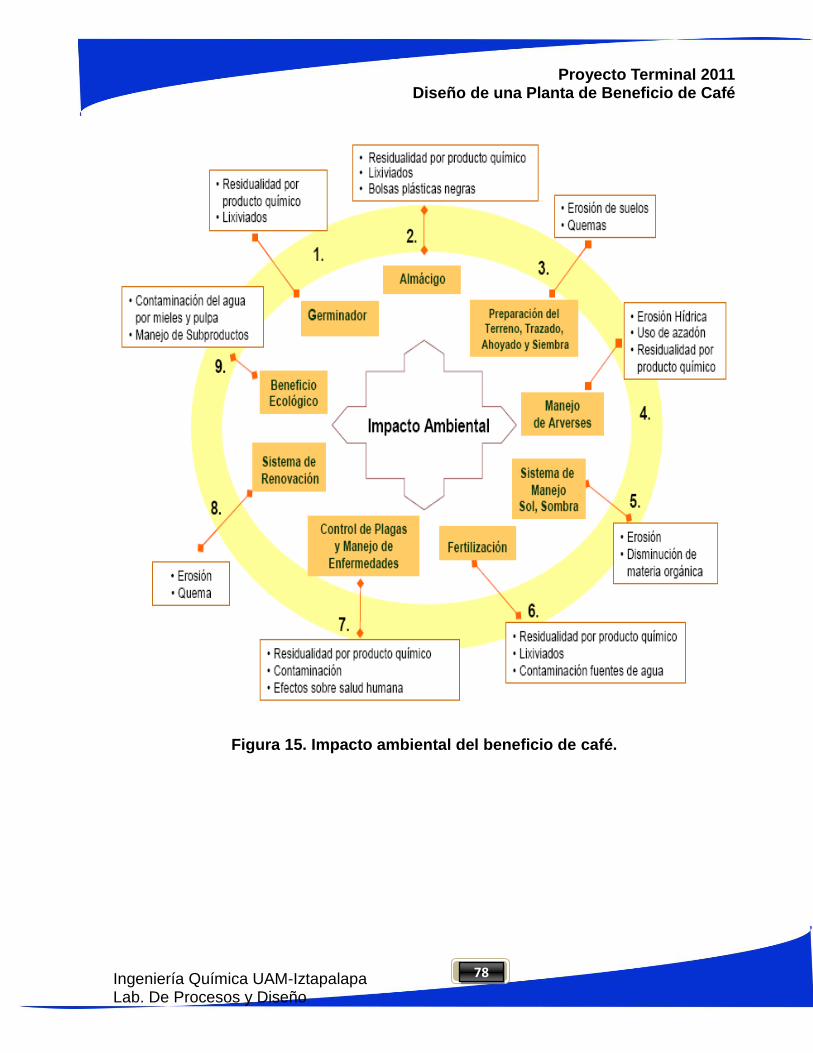
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
78
Figura 15. Impacto ambiental del beneficio de café.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
79
CONCLUSIONES
Se comprueba que los sistemas de lecho fluidizado son mejores para llevar a cabo el
secado de café, ya que los tiempos de secado se acortan sensiblemente. El secador de
lecho vibrofluidizado es superior al secador de lecho fluidizado convencional, ya que
además del mecanismo convectivo de transferencia de calor se tiene la contribución del
mecanismo conductivo debido al mayor contacto relativo de los sólidos con el plato
distribuidor. La aplicación de la vibrofluidización permite ahorrar cantidades importantes
de aire y por lo tanto de energía.
De los productos obtenidos, se pudo observar que el café tostado a 180°C tuvo un
aroma y sabor fuerte, debido a que el tostado se realizó de forma brusca al agregarlo al
equipo; mientras que en la segunda la temperatura de tueste se llevó de forma
paulatina, lo que originó que el sabor y aroma fueran suaves. También el color en
ambos casos fue distinto, en el primero se observó un café obscuro intenso, mientras
que en el segundo es café obscuro.
El proyecto que asocia las ventajas del beneficio ecológico con las de los lechos
vibrofluidizados, implica una reducción notable en los tiempos de proceso del café,
además de que se reducen los contaminantes y residuos al considerarlos como
subproductos.
El uso de lechos vibrofluidizados conlleva un ahorro considerable en los flujos de aire y
de energía que se requiere para que el proceso se lleve a cabo de manera
satisfactoria.
De acuerdo a la evaluación económica que se realizó, el proyecto es factible, ya que la
recuperación de la inversión inicial, se lleva a cabo en un tempo de 3 años.
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
80
BIBLIOGRAFÍA
------ "Café mexicano: exportaciones por 768 millones de dólares", en Negocios
Internacionales Bancomext No. 60; marzo de 1997.
CENICAFE, Centro Nacional de Investigación del Café, Colombia.
Consejo Mexicano del Café; Crónica cafetalera, Varios números.
CONOCER. Universidad Autónoma Chapingo. Manual de operación y control del
beneficiado húmedo del café.
Curso de capacitación. Café de México: cuidando y conservando su calidad.
Cuadernillo del participante. SAGARPA, Consejo Mexicano del Café, INCA. 129 pp.
El mercado del café en México, Centro de Estudios de Finanzas Publicas, Cámara de
Diputados, CEFP/054/2001.
"La labor del Consejo Mexicano del Café", en Agro Negocios en México No. 20,
julio/agosto 1996.
NMX-F-013-SCFI-2000. Café puro tostado, en grano o molido, sin descafeinar o
descafeinado - Especificaciones y métodos de prueba.
NMX-F-176-SCFI-2008. Café verde – Determinación de la pérdida de masa a 105 ºC –
Método de prueba.
PRONADER. Manual de Manejo Post-cosecha de café por vía húmeda. Ecuador.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
81
Carsen, Laura; "Cambios en efervescencia. El sector cafetalero se adapta a una
participación menor del Estado", en Business México; abril de 1991.
Castro, Alfredo; "Un aroma que se esfuma: desarrollo y perspectivas del café", en
Comercio Exterior No. 7; julio de 1986.
Davidson J. F., Clift R. y Harrison D., 1985, Fluidization, 2nd. Edition, Edit.
Flores Martínez, Oscar; "El néctar negro de los sueños blancos", en Agro Negocios en
México No. 20, julio/agosto 1996.
Gómez, Gabriel; Cultivo y Beneficio del Café; México; Publicaciones Camacho, 1998;
edición original de 1894.
Kunii, D. y O. Levenspiel (1969). Fluidization Engineering. John Wiley. New York, USA.
Pérez Grovas, Víctor et. al; El café en México, Centroamérica y el Caribe. Una salida
sustentable a la crisis; México; Oxfam, 2002.
Sinclair, Kristin. Estudio Ganándose la vida con el café. Lima, Perú.
Villaseñor Luque, Andrés; Caficultura moderna en México; México; Agrocomunicación
Saenz Colín y Asociados, 1987.
Zepeda, Mario; Memoria del primer simposio internacional del café; México; 1988.
"Agromercados S.A.", en http://www.agromercados.org

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
82
http://www.contactopyme.gob.mx/guiasempresariales/guias.asp?s=14&guia=3&giro=1&
ins=143
"FO-Licht's International Coffee Report", en http://www.fo-licht.com/
http://www.google.com.mx/imgres?imgurl=http://www.xico.com.mx/photos/xicocafe/Proc
eso%2520del%2520cafe%2520desde%2520la%2520mata2.JPG&imgrefurl=http://www.
xico.com.mx/8es.htm&h=569&w=683&sz=139&tbnid=7ucfl06twT1_4M:&tbnh=116&tbn
w=139&prev=/images%3Fq%3Dproceso%2Bdel%2Bcafe&hl=es&usg=__JXwnekIZMzn
u5Cbrkfv77uBYmlw=&ei=8XzWSuOCDYiqtgfW3bWBBw&sa=X&oi=image_result&resnu
m=6&ct=image&ved=0CBgQ9QEwBQ
http://www.redcafe.org/cafeenmexico.html
"Specialty Coffee Association of America", en http://www.scaa.org/
http://www.turevista.uat.edu.mx/Volumen%203%20numero%201/cafeina-
produccion.htm
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
83
APÉNDICE

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
84
APÉNDICE A. DATOS EXPERIMENTALES
Determinación de la masa seca (Estufa)
Se colocaron en la estufa varias muestras de café cereza del mismo peso y se tomo el
valor promedio.
Tabla 14. Datos experimentales de la estufa con café cereza.
Parámetro Valor
Tiempo de secado (hr.) 16.25
Temperatura de secado (oC) 105 ± 1
Peso promedio inicial de la muestra (g) 60.3200 ± 0.0001
Peso promedio final de la muestra (g) 27.9103 ± 0.0001
Equipo de Secado de charolas
Se utilizaron 4 charolas para la experimentación, y el café despulpado se distribuyó
uniformemente sobre cada una de ellas.
Temperatura promedio: 51.5 °C
Velocidad promedio del aire: 1.60 m/s
Masa de sólido seco contenida en la muestra: 296.59 g

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
85
Tabla 15. Datos experimentales del secador de charolas.
Tiempo (min) Masa
cargada (g)
Temperatura
Bulbo
Húmedo (°C)
Temperatura
Bulbo Seco
(°C)
0 641 27 50
15 609 25 47
30 587 28 50
45 570 28 50.5
60 558 28 51
75 547 28.5 51.7
90 538 29 52
105 530 28.5 51.5
120 522 28.5 51.5
135 515 28.5 51.5
150 509 28.5 51.5
165 501 28.5 51.5
180 496 28.5 51.5
195 488 27 50
210 481 28 51
225 475 28.5 51.5
240 470 28.5 51.5
270 455 28.5 51.5
300 444 28.5 51.5
330 433 29.5 54.5
360 420 29.5 54.5

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
86
Tabla 16. Datos experimentales del secador de charolas.
Tiempo (min) % de masa Temperatura
Bulbo
Húmedo (°C)
Temperatura
Bulbo Seco
(°C)
0 1 27 50
15 0.950078 25 47
30 0.91575663 28 50
45 0.88923557 28 50.5
60 0.87051482 28 51
75 0.85335413 28.5 51.7
90 0.83931357 29 52
105 0.82683307 28.5 51.5
120 0.81435257 28.5 51.5
135 0.80343214 28.5 51.5
150 0.79407176 28.5 51.5
165 0.78159126 28.5 51.5
180 0.77379095 28.5 51.5
195 0.76131045 27 50
210 0.75039002 28 51
225 0.74102964 28.5 51.5
240 0.73322933 28.5 51.5
270 0.70982839 28.5 51.5
300 0.69266771 28.5 51.5
330 0.67550702 29.5 54.5
360 0.65522621 29.5 54.5
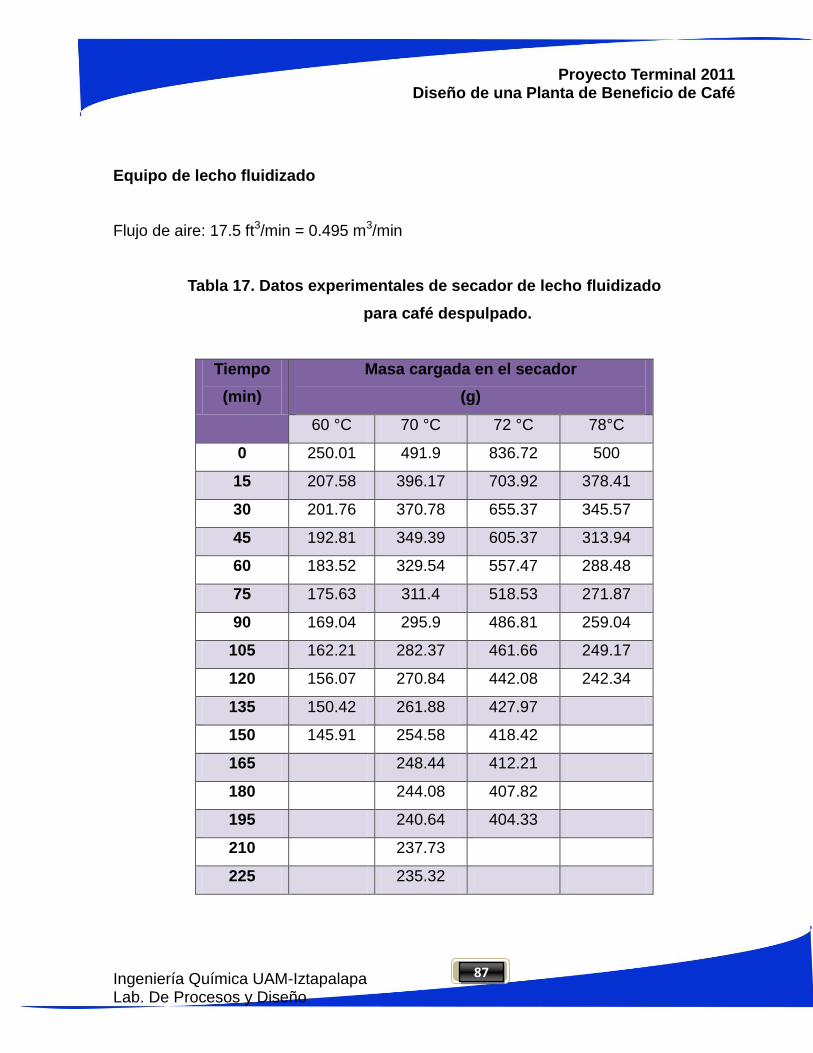
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
87
Equipo de lecho fluidizado
Flujo de aire: 17.5 ft3/min = 0.495 m3/min
Tabla 17. Datos experimentales de secador de lecho fluidizado
para café despulpado.
Tiempo
(min)
Masa cargada en el secador
(g)
60 °C 70 °C 72 °C 78°C
0 250.01 491.9 836.72 500
15 207.58 396.17 703.92 378.41
30 201.76 370.78 655.37 345.57
45 192.81 349.39 605.37 313.94
60 183.52 329.54 557.47 288.48
75 175.63 311.4 518.53 271.87
90 169.04 295.9 486.81 259.04
105 162.21 282.37 461.66 249.17
120 156.07 270.84 442.08 242.34
135 150.42 261.88 427.97
150 145.91 254.58 418.42
165 248.44 412.21
180 244.08 407.82
195 240.64 404.33
210 237.73
225 235.32
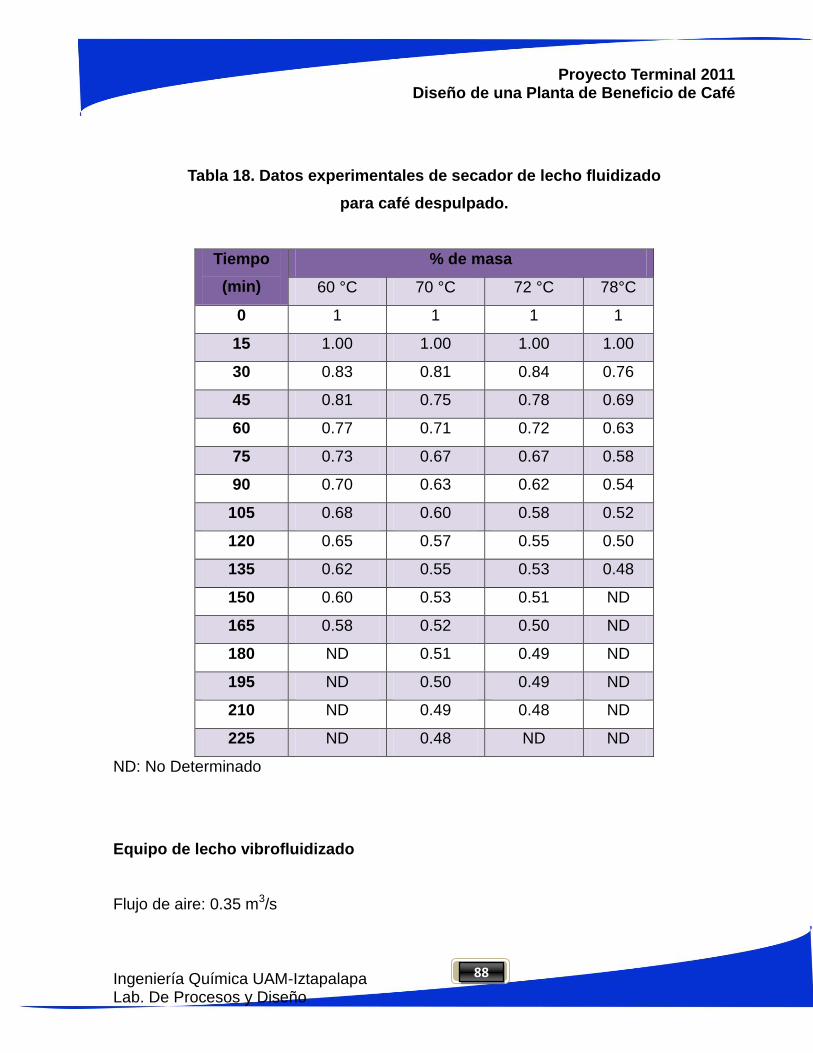
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
88
Tabla 18. Datos experimentales de secador de lecho fluidizado
para café despulpado.
Tiempo
(min)
% de masa
60 °C 70 °C 72 °C 78°C
0 1 1 1 1
15 1.00 1.00 1.00 1.00
30 0.83 0.81 0.84 0.76
45 0.81 0.75 0.78 0.69
60 0.77 0.71 0.72 0.63
75 0.73 0.67 0.67 0.58
90 0.70 0.63 0.62 0.54
105 0.68 0.60 0.58 0.52
120 0.65 0.57 0.55 0.50
135 0.62 0.55 0.53 0.48
150 0.60 0.53 0.51 ND
165 0.58 0.52 0.50 ND
180 ND 0.51 0.49 ND
195 ND 0.50 0.49 ND
210 ND 0.49 0.48 ND
225 ND 0.48 ND ND
ND: No Determinado
Equipo de lecho vibrofluidizado
Flujo de aire: 0.35 m3/s
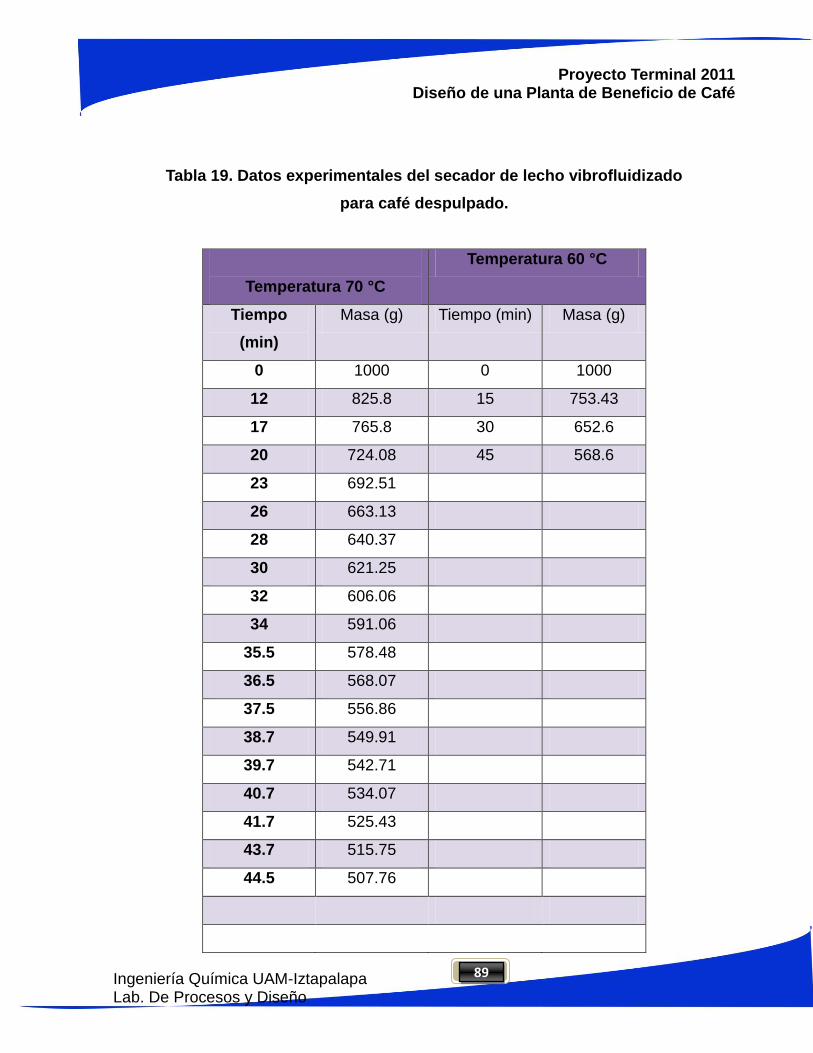
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
89
Tabla 19. Datos experimentales del secador de lecho vibrofluidizado
para café despulpado.
Temperatura 70 °C
Temperatura 60 °C
Tiempo
(min)
Masa (g) Tiempo (min) Masa (g)
0 1000 0 1000
12 825.8 15 753.43
17 765.8 30 652.6
20 724.08 45 568.6
23 692.51
26 663.13
28 640.37
30 621.25
32 606.06
34 591.06
35.5 578.48
36.5 568.07
37.5 556.86
38.7 549.91
39.7 542.71
40.7 534.07
41.7 525.43
43.7 515.75
44.5 507.76

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
90
Tabla 20. Datos experimentales del secador de lecho vibrofluidizado
para café despulpado (continuación).
Temperatura 70 °C Temperatura 60 °C
Tiempo
(min)
Porcentaje Tiempo (min) Porcentaje
0 1.00 0 1.00
12 0.83 15 0.75
17 0.77 30 0.65
20 0.72 45 0.57
23 0.69
26 0.66
28 0.64
30 0.62
32 0.61
34 0.59
35.5 0.58
36.5 0.57
37.5 0.56
38.7 0.55
39.7 0.54
40.7 0.53
41.7 0.53
43.7 0.52
44.5 0.51
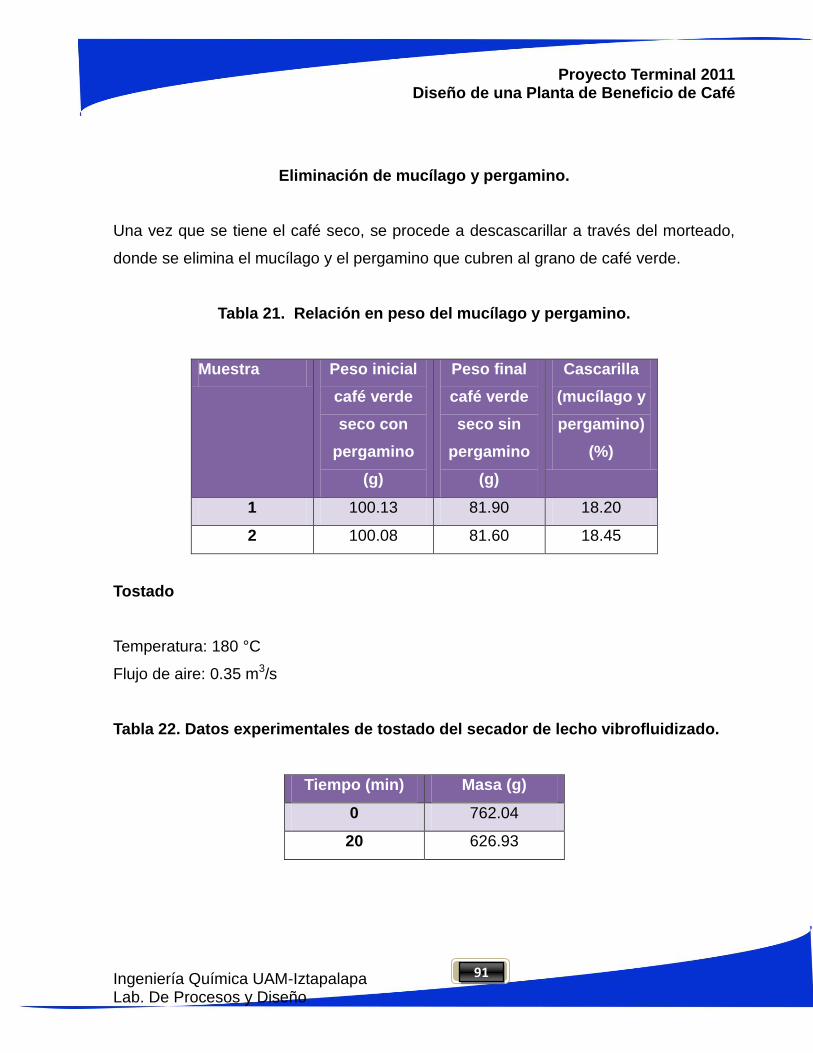
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
91
Eliminación de mucílago y pergamino.
Una vez que se tiene el café seco, se procede a descascarillar a través del morteado,
donde se elimina el mucílago y el pergamino que cubren al grano de café verde.
Tabla 21. Relación en peso del mucílago y pergamino.
Muestra Peso inicial
café verde
seco con
pergamino
(g)
Peso final
café verde
seco sin
pergamino
(g)
Cascarilla
(mucílago y
pergamino)
(%)
1 100.13 81.90 18.20
2 100.08 81.60 18.45
Tostado
Temperatura: 180 °C
Flujo de aire: 0.35 m3/s
Tabla 22. Datos experimentales de tostado del secador de lecho vibrofluidizado.
Tiempo (min) Masa (g)
0 762.04
20 626.93

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
92
Temperatura: 200 °C
Flujo de aire: 0.35 m3/s
Tabla 22A. Datos experimentales de tostado por lecho vibrofluidizado.
Tiempo (min) Masa (g)
0 322.78
20 300.00

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
93
APÉNDICE B. GRAFICAS DE CINÉTICA DE SECADO
Con los datos experimentales, se determinó la fracción de la masa seca en el grano y
empleando los intervalos de tiempo, se obtuvieron las curvas de secado. Así mismo se
tomaron los datos experimentales para realizar los balances de masa de las diferentes
etapas del proceso.
Para obtener las fracciones masa se obtiene el peso de la muestra y posteriormente se
calcula la fracción en base seca.
…………… ec (1)
Donde:
X: fracción masa en base seca.
Para conocer el peso de la masa seca para cada una de las muestras y para cada uno
de los valores experimentales, se realiza una regla de tres, considerando los valores
obtenidos de la determinación de la masa seca con la estufa.
Estos cálculos se realizaron para cada uno de los experimentos realizados con los
difrentes equipos.
Con los valores obtenidos se realizaron las curvas de secado considerando la fracción
de humedad en base seca y el tiempo de secado.
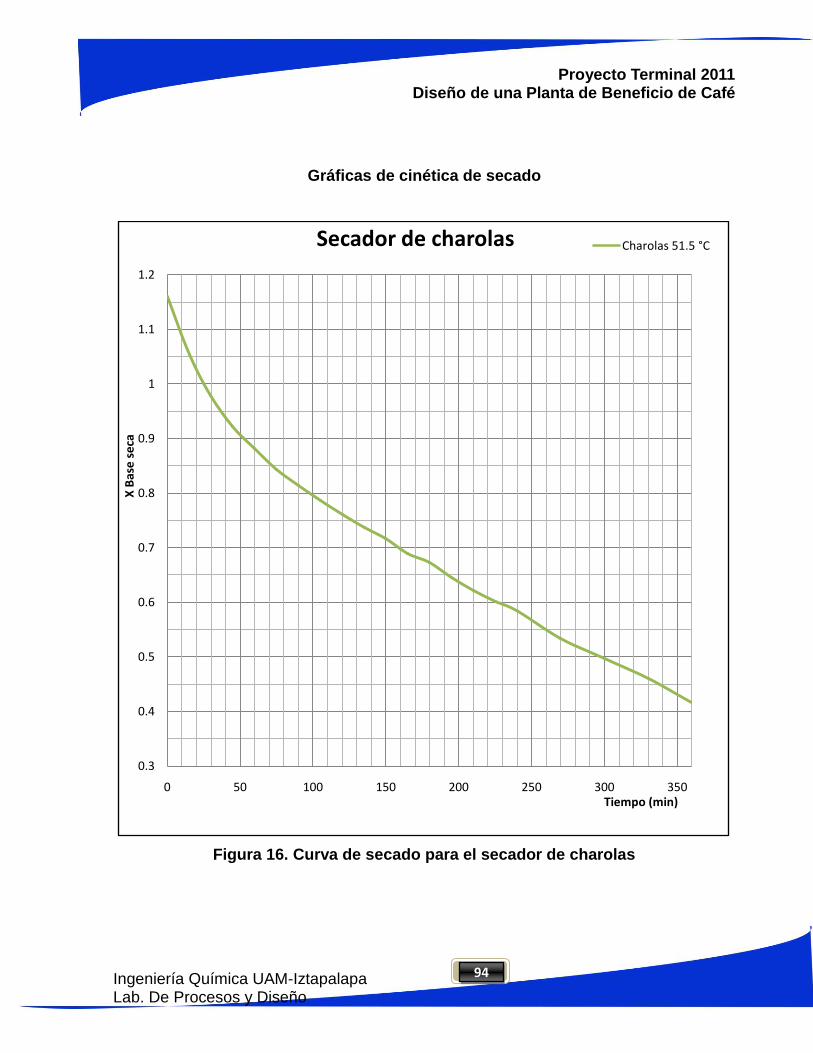
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
94
Gráficas de cinética de secado
Figura 16. Curva de secado para el secador de charolas
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
0 50 100 150 200 250 300 350
X B
ase
se
ca
Tiempo (min)
Secador de charolas Charolas 51.5 °C

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
95
Figura 17. Curvas de secado para el lecho fluidizado
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
0 50 100 150 200 250
X B
ase
se
ca
Tíiempo (min)
Secado en Lecho Fluidizado
Fluidizado 60 °C
Fluidizado 72 ° C
Fluidizado 70 °C
Fluidizado 78 °C
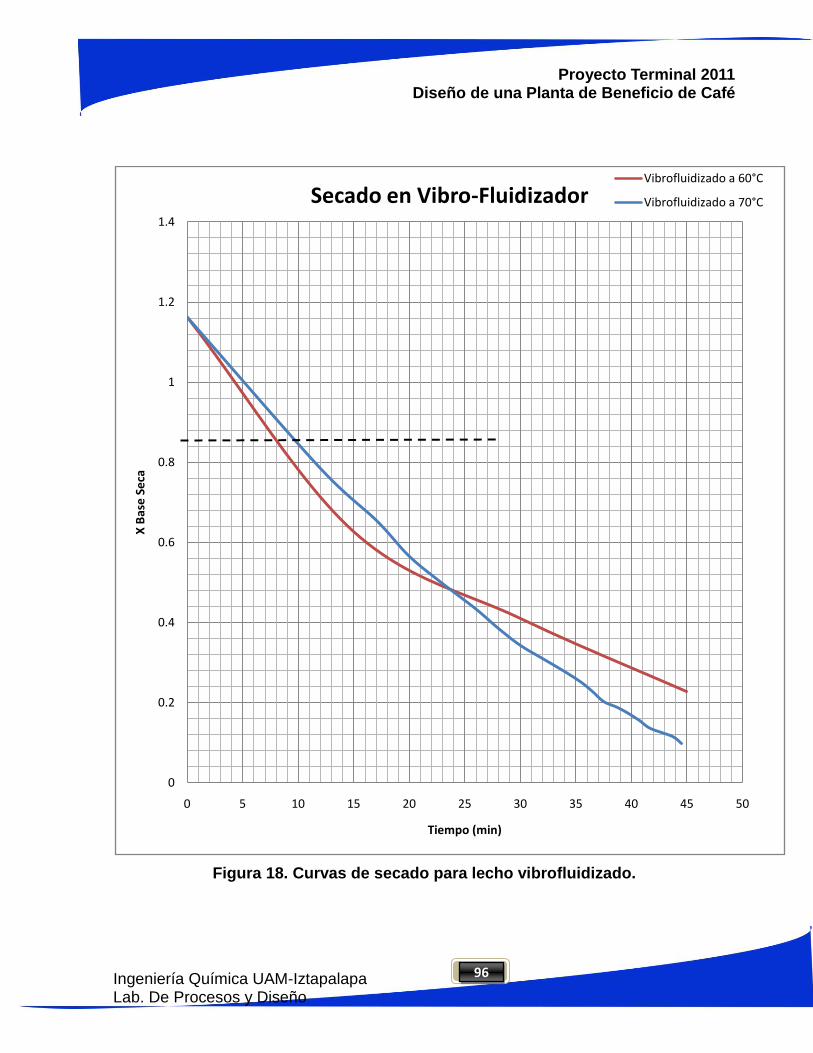
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
96
Figura 18. Curvas de secado para lecho vibrofluidizado.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 5 10 15 20 25 30 35 40 45 50
X B
ase
Se
ca
Tiempo (min)
Secado en Vibro-FluidizadorVibrofluidizado a 60°C
Vibrofluidizado a 70°C

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
97
Figura 19. Comparación de las curvas de secado de los diferentes equipos
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
0 50 100 150 200 250 300 350
X B
ase
se
ca
Tíiempo (min)
Curvas de Secado
Charolas 51.5 °C
Fluidizado 78 °C
VibroFluidizado 88 °C

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
98
Figura 20. Comparación entre curvas de secado de los lechos fluidizados y
vibrofluidizados.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
0 50 100 150 200 250
X B
ase
se
ca
Tíiempo (min)
Curvas de Secado
Fluidizado 70 °C
VibroFluidizado 70 °C

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
99
En todas las gráficas presentadas, se puede observar que el lecho fluidizado es más
eficiente que el secador de charolas, lo cual era de esperar debido a que el contacto
entre el sólido y el aire se optimiza con esta tecnología. Además, con el lecho
vibrofluidizado, las condiciones de secado son aún mejores que en el caso del secador
convencional y eso se puede deber a que además del mecanismo convectivo de
transferencia de calor, también se transmite calor al sólido por un mecanismo
conductivo a través del contacto del mismo con el distribuidor.
Para el tostado, se debe perder una cantidad de humedad de entre el 15 y el 20% del
peso del grano seco, para alcanzar una humedad final menor al 6 %, lo cual se
presenta en la tabla 1.
Tabla 23. Relaciones en peso de humedad final para el café tostado.
Peso de la
muestra
seca (g)
Humedad de
la muestra
(%)
Peso de la
muestra
tostada (g)
Humedad
perdida (%)
Humedad
final (%)
762.04 23 626.43 18 5
322.78 11 300.00 7 4

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
100
APÉNDICE C. MEMORIA DE CÁLCULO.
DIMENSIONAMIENTO DE LOS EQUIPOS Y SERVICIOS
Escalamiento del equipo
Existe una gran variedad de equipos y accesorios, que llegan a cumplir con los
requerimientos de diseño arrojados por los balances de materia y energía, por lo tanto
solo se realizara el diseño sobre los equipos de secado y tostado por lecho
vibrofluidizado, y para los demás equipos se utilizaran aquellos que mejor se adapten,
de los múltiples distribuidores y proveedores que existen en el país
Cálculos en base húmeda para el secado en el vibrofluidizado
Se va a utilizar como medio de calentamiento aire a 80°C
Capacidad de la Despulpadora = 125 Kg café cereza/h
Capacidad del equipo de Vibrofluidizado = 75 Kgsh/h
Base húmeda del café = 0.537 kgH20 / kgsh
Velocidad mínima de fluidización del café despulpado= 1.19 m/s
Cálculo de la cantidad de café alimentado al equipo:
) = 35
Dimensiones del secador de lecho vibrofluidizado (SLVF).

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
101
De pruebas en laboratorio (Apéndice B), se encontró que se requieren 45 minutos para
disminuir el contenido de humedad del café despulpado y 7 minutos más en la cámara
de enfriamiento antes de que salga del equipo, por lo tanto el tiempo total es 52
minutos de 1.16 a 0.2 kg H2O/kgss. Esto fija el tiempo de residencia que el sólido debe
permanecer en el secador continuo. Para calcular la cantidad de masa de café que
debe permanecer continuamente en el lecho del secador, se hace el siguiente cálculo:
Donde es el tiempo de residencia.
A partir de esta relación, la masa de sólidos presente en el secador, Mss, es de 31 kgss.
La densidad empacada del café en base seca, determinada por el método de la
probeta, se determinó:
Donde Mss es la masa de café seco
Con este valor, se puede calcular el volumen ocupado por el sólido en el SLVF.
VSLVB = Masa/Densidad = 31 kgss/356 kg/m3 = 0.087m3
Considerando que el secador es un paralelepípedo, y tomando como referencia las
dimensiones del secador de la planta piloto de la UAMI, se puede hacer el siguiente
cálculo:
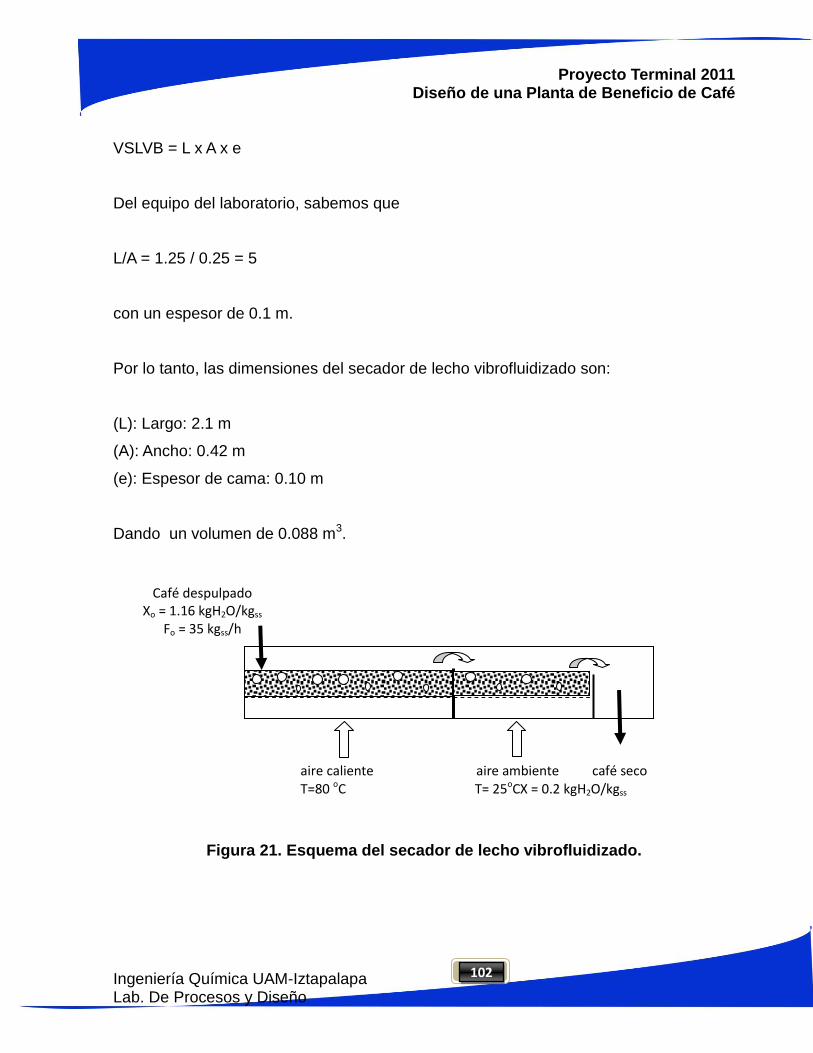
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
102
VSLVB = L x A x e
Del equipo del laboratorio, sabemos que
L/A = 1.25 / 0.25 = 5
con un espesor de 0.1 m.
Por lo tanto, las dimensiones del secador de lecho vibrofluidizado son:
(L): Largo: 2.1 m
(A): Ancho: 0.42 m
(e): Espesor de cama: 0.10 m
Dando un volumen de 0.088 m3.
Figura 21. Esquema del secador de lecho vibrofluidizado.
Café despulpado Xo = 1.16 kgH2O/kgss
Fo = 35 kgss/h
aire caliente aire ambiente café seco T=80 oC T= 25oCX = 0.2 kgH2O/kgss
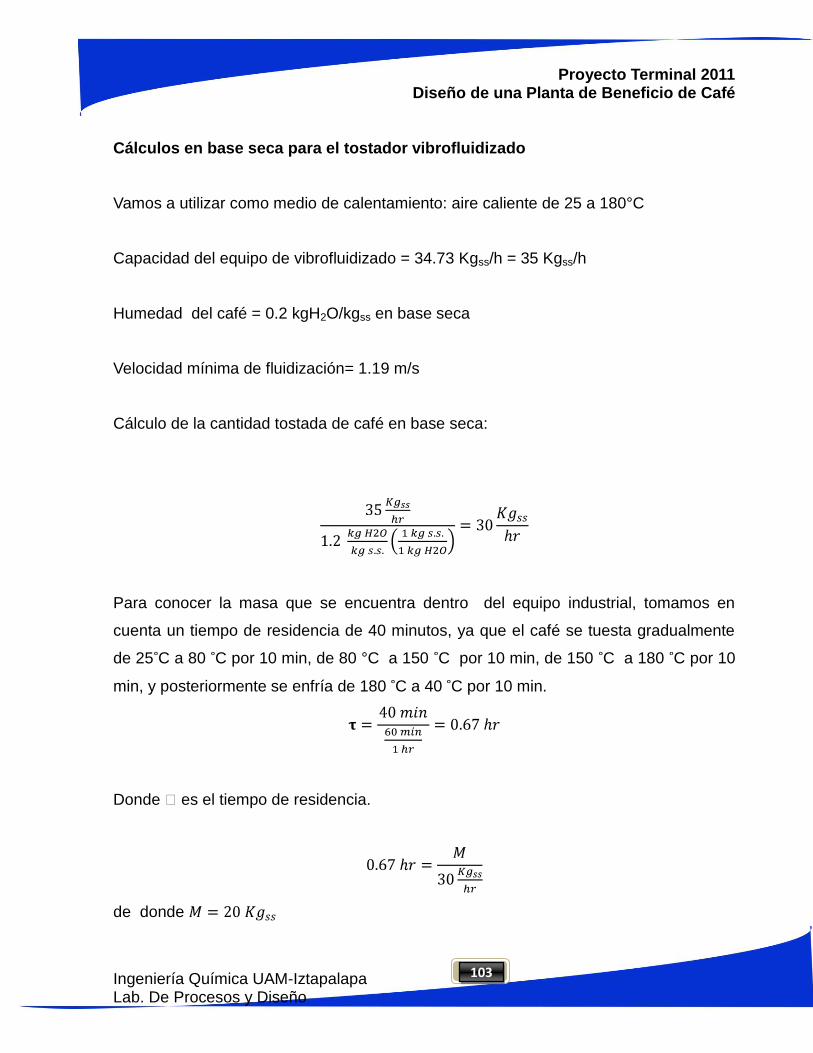
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
103
Cálculos en base seca para el tostador vibrofluidizado
Vamos a utilizar como medio de calentamiento: aire caliente de 25 a 180°C
Capacidad del equipo de vibrofluidizado = 34.73 Kgss/h = 35 Kgss/h
Humedad del café = 0.2 kgH2O/kgss en base seca
Velocidad mínima de fluidización= 1.19 m/s
Cálculo de la cantidad tostada de café en base seca:
Para conocer la masa que se encuentra dentro del equipo industrial, tomamos en
cuenta un tiempo de residencia de 40 minutos, ya que el café se tuesta gradualmente
de 25 C a 80 C por 10 min, de 80 °C a 150 C por 10 min, de 150 C a 180 C por 10
min, y posteriormente se enfría de 180 C a 40 C por 10 min.
Donde es el tiempo de residencia.
de donde
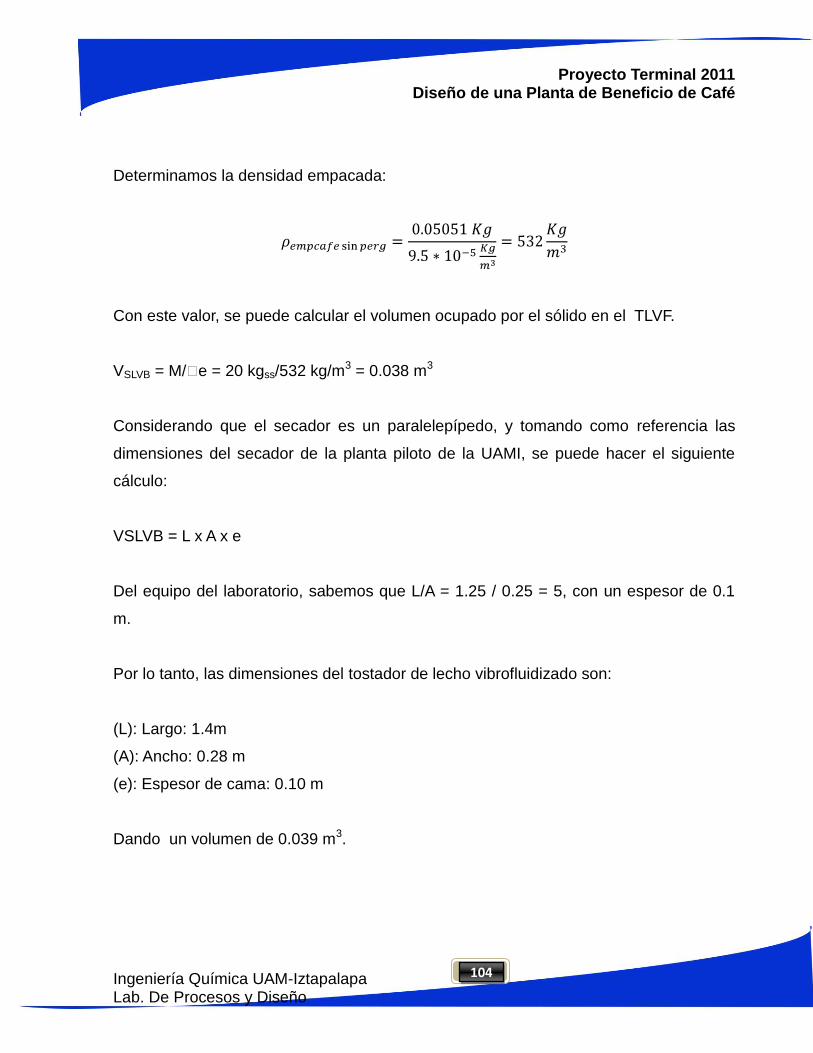
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
104
Determinamos la densidad empacada:
Con este valor, se puede calcular el volumen ocupado por el sólido en el TLVF.
VSLVB = M/e = 20 kgss/532 kg/m3 = 0.038 m3
Considerando que el secador es un paralelepípedo, y tomando como referencia las
dimensiones del secador de la planta piloto de la UAMI, se puede hacer el siguiente
cálculo:
VSLVB = L x A x e
Del equipo del laboratorio, sabemos que L/A = 1.25 / 0.25 = 5, con un espesor de 0.1
m.
Por lo tanto, las dimensiones del tostador de lecho vibrofluidizado son:
(L): Largo: 1.4m
(A): Ancho: 0.28 m
(e): Espesor de cama: 0.10 m
Dando un volumen de 0.039 m3.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
105
Figura 22. Esquema del tostador de lecho vibrofluidizado.
Café verde Xo = 0.2 kgH2O/kgss
Fo = 30 kgss/h
Aire ambiente
T= 25°C
Aire caliente
T= 80°C
Aire caliente
T= 150°C
Aire caliente
T= 180°C
Café seco X = 0.08 kgH20/kgss

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
106
Balance de Materia en el secador
Balance de energía
Las entalpias se calculan con:
G 16
T2 C
M2o=45.11 kgsh/h
M2o=34.72kgss/hr
X2o=0.3kgH2O/kgss
G12
M11=75kgsh/hr
M11=34.72kgss/hr
X11=1.16 kgH2O/kgss

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
107
donde
Las entalpias especificas:
(AIRE-AGUA)
Calor especifico:
(AIRE-AGUA)
Las entalpias del solido a la entrada y salida son:
La entalpia del aire a la entrada es:

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
108
258 kg/hr
Calculo de la densidad del airea 80 C
Considerando R constante:
; ;
Despejando : ; Si :
Calculo del gasto de aire:
Balance de materia en el secador:

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
109
Balance Global:
G2 ,Y2 ,T2
G1 ,Y1,T1 M ,X ,T

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
110
Balance de energía:
Entalpias del aire:
Entalpias del solido:
Donde: es el calor integral de mezcla del sólido en el H2O referido a 0 C
Donde:

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
111
Donde:
;
Si
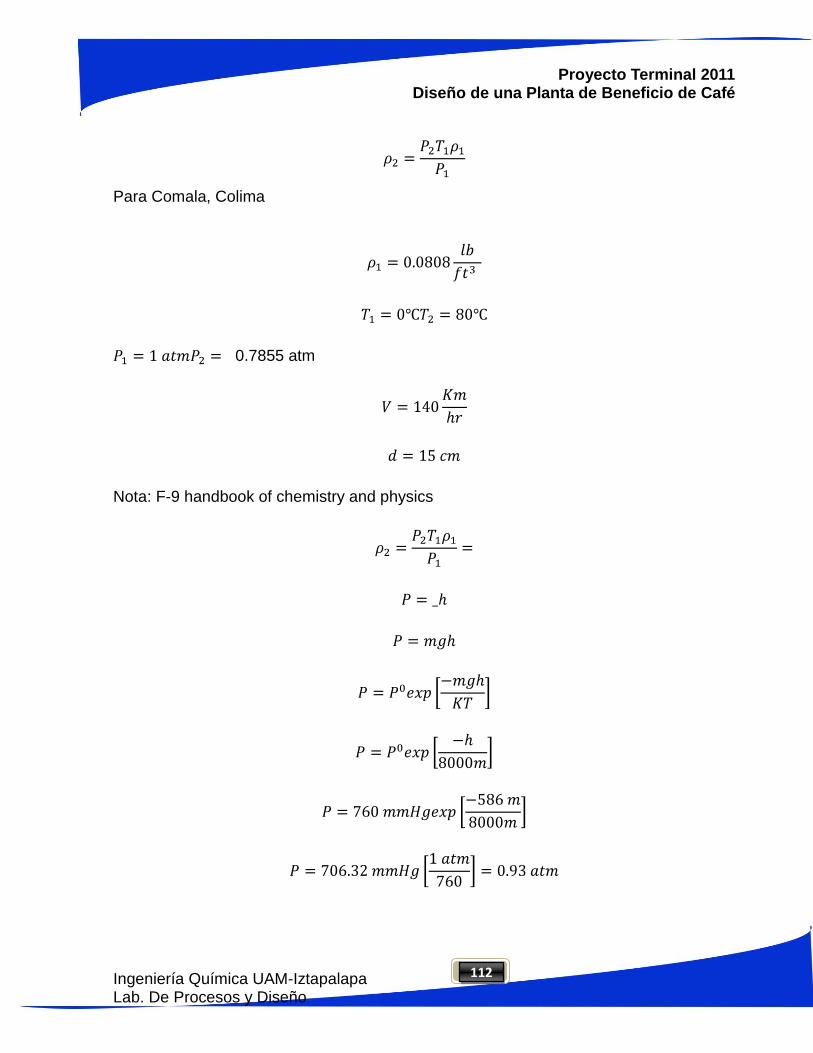
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
112
Para Comala, Colima
0.7855 atm
Nota: F-9 handbook of chemistry and physics

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
113
Donde:
Cp café:

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
114
+ 29.8592
DEL TREYBAL
Disminuir el efecto de pared
calor sensible = calor latente

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
115
CÁLCULO DE HUMEDAD A LA SALIDA DEL VIBROFLUDIZADO
SISTEMA DE ECUACIONES RESUELTO EN POLYMATH
Los resultados de los balances de materia y energía de los equipos de secado y
tostado fueron calculados en base a un algoritmo escrito en el programa POLYMATH;
como ejemplo se ilustra lo siguiente:
POLYMATH Results
POLYMATH Report 07-17-2010, Rev5.1.225
NLE Solution
Variable Value f(x) Ini Guess
y2 0.0149561 -4.163E-11 0.05
TA1 80
TA2 62
T1 25
CL 4.187
X1 1.16
X2 0.2
T2 62
H1 181.673
y1 0.008
H2 201.3388
M 34.72

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
116
h1 101.62416
h2 101.48166
G 4791.6448
NLE Report (safebroydn)
Nonlinear equations
[1] f(y2) = y2-((X1-X2)/(H2-H1))*(h1-h2)-y1 = 0
Explicit equations
[1] TA1 = 80
[2] TA2 = 62
[3] T1 = 25
[4] CL = 4.187
[5] X1 = 1.16
[6] X2 = 0.2
[7] T2 = 62
[8] H1 = (2.41+X1*CL)*T1
[9] y1 = 0.008
[10] H2 = (2.41+X2*CL)*T2
[11] M = 34.72
[12] h1 = ((1005+1884*y1)*TA1 +2502300*y1)/1000
[13] h2 = ((1005+1884*y2)*TA2+2502300*y2)/1000
[14] G = M*(H2-H1)/(h1-h2)

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
117
ETAPA DE SECADO POR VIBROFLUIDIZADO
Tabla 24. Condiciones de operación de la etapa de secado para el lecho
vibrofluidizado.
G(KgAire/hr) 258
Y2(KgAire/Kg) 0.015
T(°C) 62
h2(J/Kg) 98977.512
h2(KJ/Kg) 98.978
ENTRADA
MATERIA PRIMA
M(Kg) 75
M(Kg) 41.667
X 1.160
X 0.200
H1(KJ/Kg) 181.673
H2(KJ/Kg) 201.339
MASA
SÓLIDO
SECO 34.722
Tentrada(°C) 25
Tsalida
(°C) 62
Y1(KgAire/Kg AS) 0.008
T1(°C) 80
G(Kg/hr) 258.002
h1(J/Kg) 101624.160
h1(KJ/Kg) 101.624
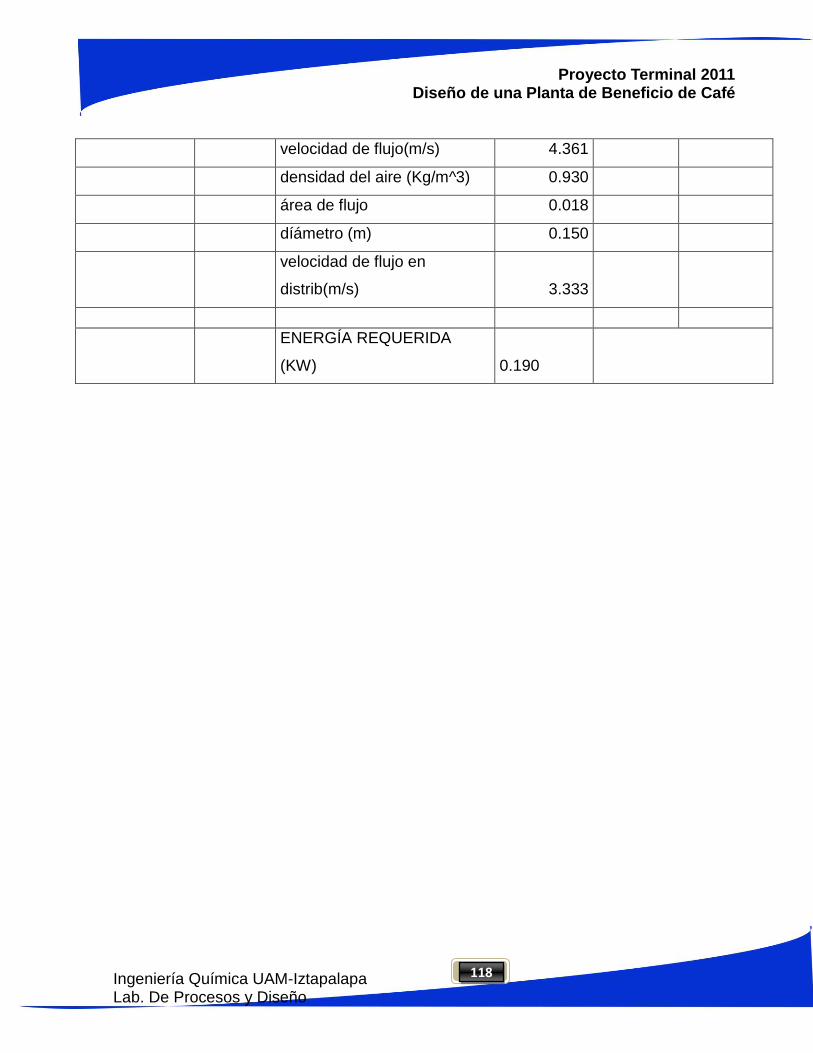
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
118
velocidad de flujo(m/s) 4.361
densidad del aire (Kg/m^3) 0.930
área de flujo 0.018
díámetro (m) 0.150
velocidad de flujo en
distrib(m/s) 3.333
ENERGÍA REQUERIDA
(KW) 0.190

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
119
ENFRIAMIENTO CON AIRE
Tabla 25. Condiciones de enfriamiento del café verde con aire.
G(KgAire/hr.) 230.306
Y2(KgAire/Kg) 0.008
T(°C) 37
h2(J/Kg) 57761.064
h2(KJ/Kg) 57.761
ENTRADA
MATERIA PRIMA
M(Kg) 41.670
M(Kg) 41.670
X 0.200
X 0.200
H1(KJ/Kg) 201.339
H2(KJ/Kg) 120.154
MASA
SÓLIDO
SECO 34.725
Tentrada(°C) 62
Tsalida
(°C) 37
Y1(KgAire/Kg AS) 0.008
T1(°C) 25
G(Kg/hr.) 230.306
h1(J/Kg) 45520.200
h1(KJ/Kg) 45.520
velocidad de
flujo(m/s) 3.893
densidad del aire 0.930

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
120
(Kg/m^3)
área de flujo 0.018
díámetro (m) 0.150
ENERGÍA LIBERADA (KW) -0.783

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
121
TOSTADO DEL CAFÉ
Tabla 26. Condiciones de operación de la etapa de tostado de café,
PRECALENTAMIENTO DE LA MATERIA PRIMA (25 °C A 80 °C)
G(KgAire/hr.) 273.705
Y2(KgAire/Kg) 0.008
T(°C) 62
h2(J/Kg) 83262.864
h2(KJ/Kg) 83.263
ENTRADA
MATERIA PRIMA
M(Kg) 33.765
M(Kg) 33.765
X 0.200
X 0.200
H1(KJ/Kg) 81.185
H2(KJ/Kg) 259.792
MASA
SÓLIDO
SECO 28.138
Tentrada(°C) 25
Tsalida
(°C) 80
Y1(KgAire/Kg AS) 0.008
T1(°C) 80
G(Kg/hr.) 273.705
h1(J/Kg) 101624.160
h1(KJ/Kg) 101.624
velocidad de flujo(m/s) 4.626
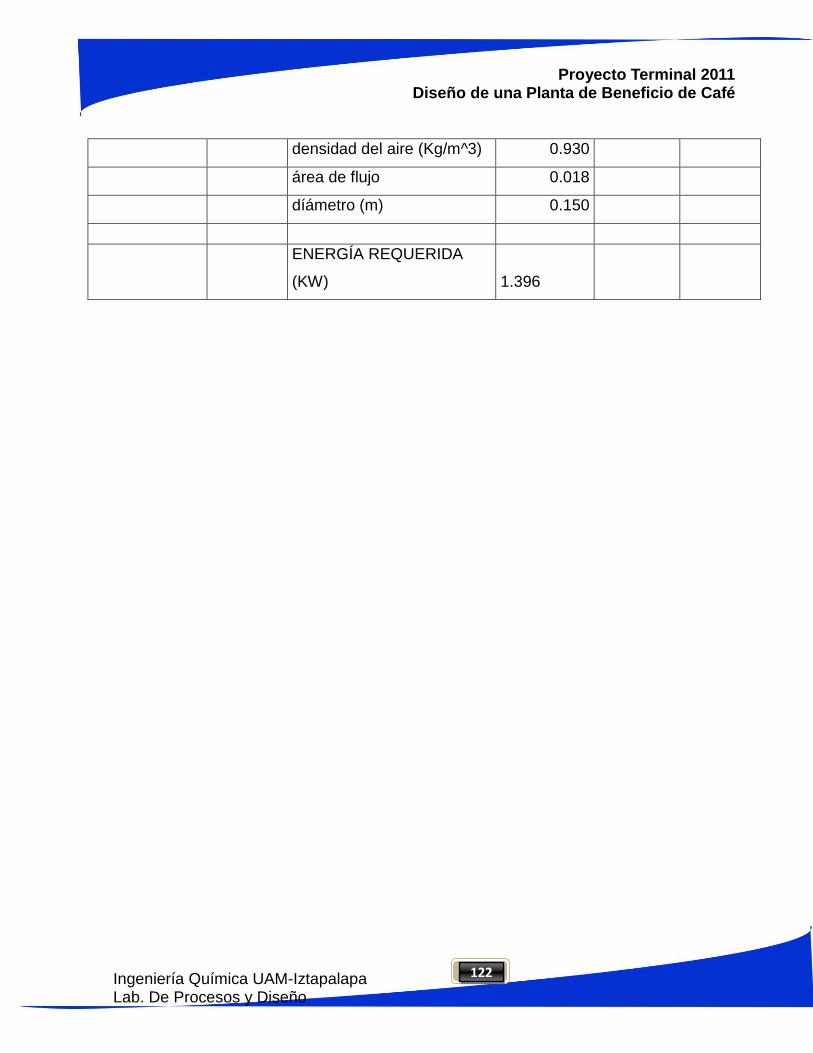
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
122
densidad del aire (Kg/m^3) 0.930
área de flujo 0.018
díámetro (m) 0.150
ENERGÍA REQUERIDA
(KW) 1.396
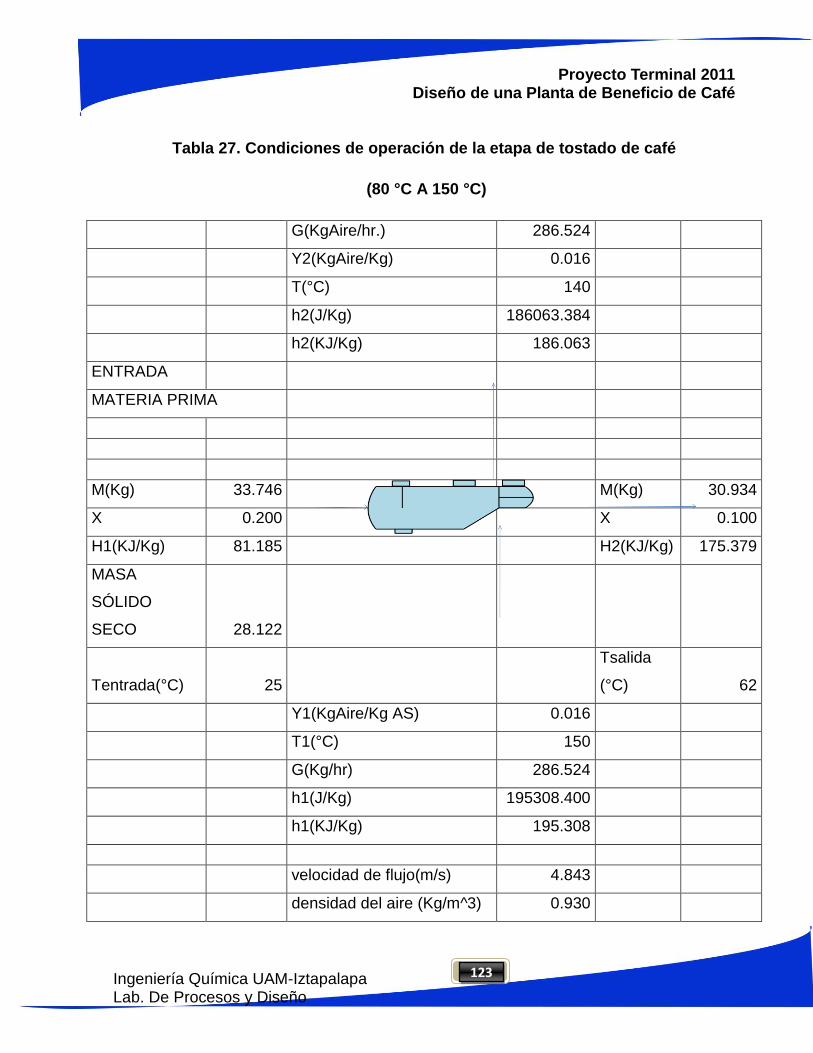
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
123
Tabla 27. Condiciones de operación de la etapa de tostado de café
(80 °C A 150 °C)
G(KgAire/hr.) 286.524
Y2(KgAire/Kg) 0.016
T(°C) 140
h2(J/Kg) 186063.384
h2(KJ/Kg) 186.063
ENTRADA
MATERIA PRIMA
M(Kg) 33.746
M(Kg) 30.934
X 0.200
X 0.100
H1(KJ/Kg) 81.185
H2(KJ/Kg) 175.379
MASA
SÓLIDO
SECO 28.122
Tentrada(°C) 25
Tsalida
(°C) 62
Y1(KgAire/Kg AS) 0.016
T1(°C) 150
G(Kg/hr) 286.524
h1(J/Kg) 195308.400
h1(KJ/Kg) 195.308
velocidad de flujo(m/s) 4.843
densidad del aire (Kg/m^3) 0.930

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
124
área de flujo 0.018
díámetro (m) 0.150
ENERGÍA REQUERIDA
(KJ/hr.) 0.736
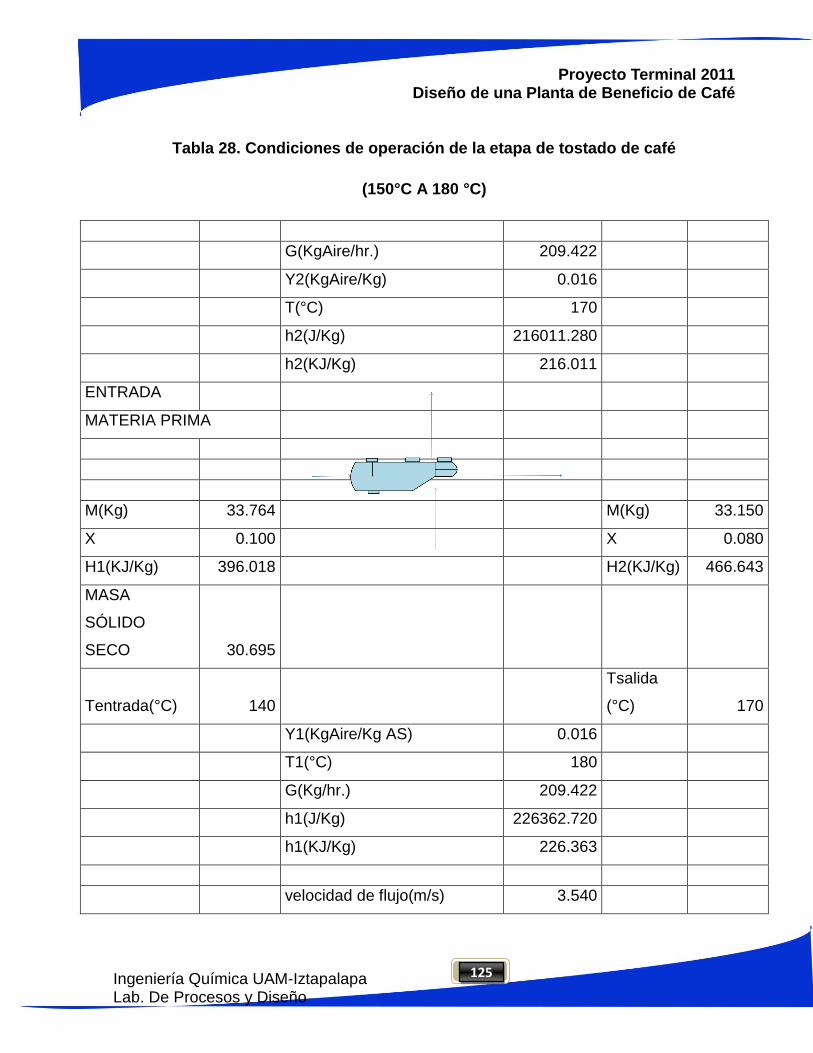
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
125
Tabla 28. Condiciones de operación de la etapa de tostado de café
(150°C A 180 °C)
G(KgAire/hr.) 209.422
Y2(KgAire/Kg) 0.016
T(°C) 170
h2(J/Kg) 216011.280
h2(KJ/Kg) 216.011
ENTRADA
MATERIA PRIMA
M(Kg) 33.764
M(Kg) 33.150
X 0.100
X 0.080
H1(KJ/Kg) 396.018
H2(KJ/Kg) 466.643
MASA
SÓLIDO
SECO 30.695
Tentrada(°C) 140
Tsalida
(°C) 170
Y1(KgAire/Kg AS) 0.016
T1(°C) 180
G(Kg/hr.) 209.422
h1(J/Kg) 226362.720
h1(KJ/Kg) 226.363
velocidad de flujo(m/s) 3.540
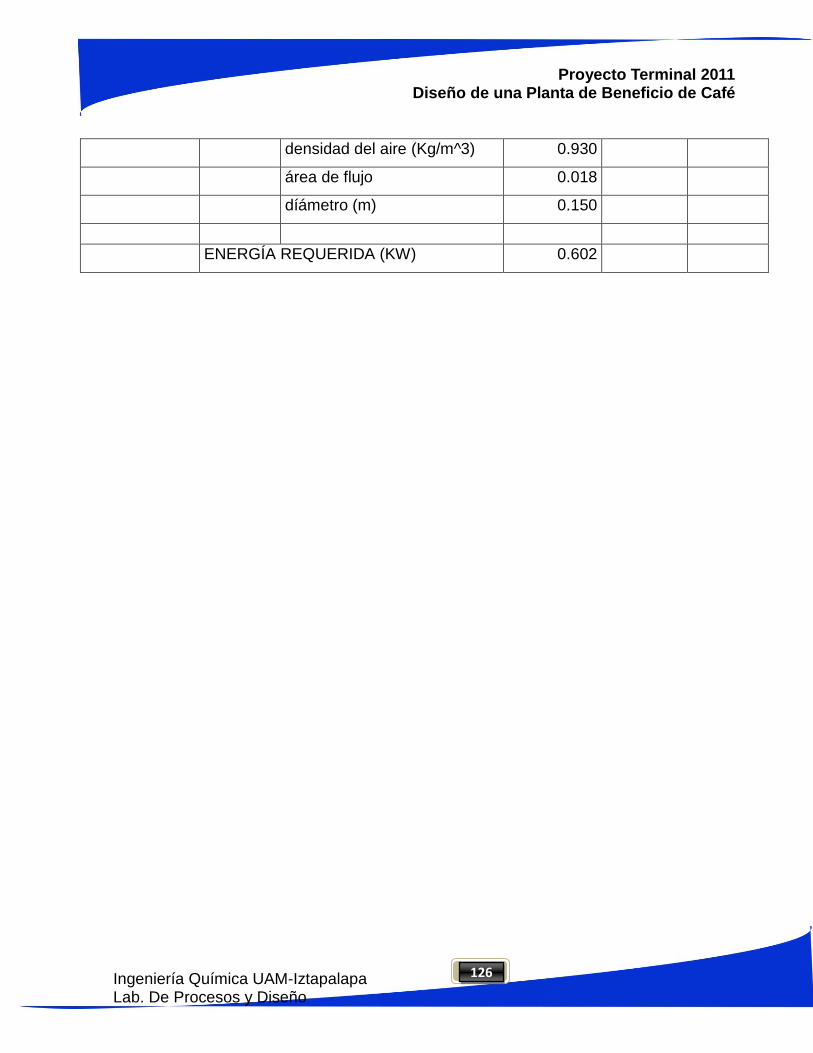
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
126
densidad del aire (Kg/m^3) 0.930
área de flujo 0.018
díámetro (m) 0.150
ENERGÍA REQUERIDA (KW) 0.602
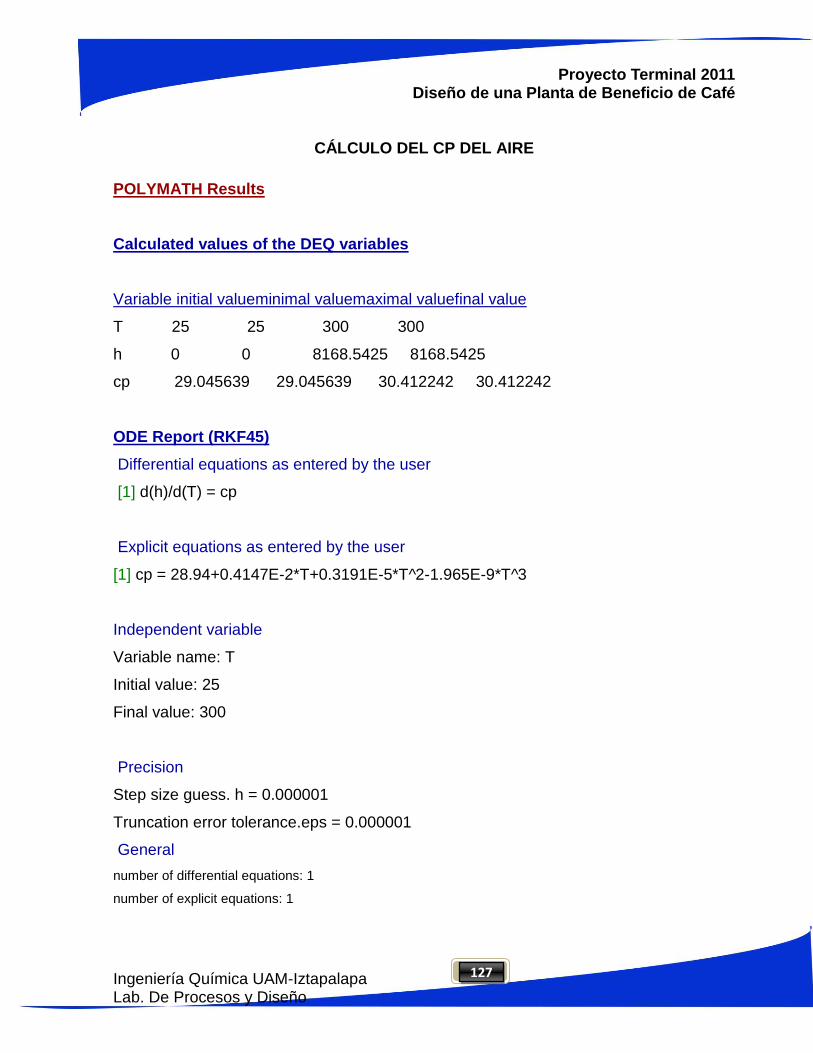
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
127
CÁLCULO DEL CP DEL AIRE
POLYMATH Results
Calculated values of the DEQ variables
Variable initial valueminimal valuemaximal valuefinal value
T 25 25 300 300
h 0 0 8168.5425 8168.5425
cp 29.045639 29.045639 30.412242 30.412242
ODE Report (RKF45)
Differential equations as entered by the user
[1] d(h)/d(T) = cp
Explicit equations as entered by the user
[1] cp = 28.94+0.4147E-2*T+0.3191E-5*T^2-1.965E-9*T^3
Independent variable
Variable name: T
Initial value: 25
Final value: 300
Precision
Step size guess. h = 0.000001
Truncation error tolerance.eps = 0.000001
General
number of differential equations: 1
number of explicit equations: 1

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
128
DISEÑO DEL CALENTADOR DE AIRE
Suposiciones:
Superficie Del intercambiador
1.
2.
Pa.s
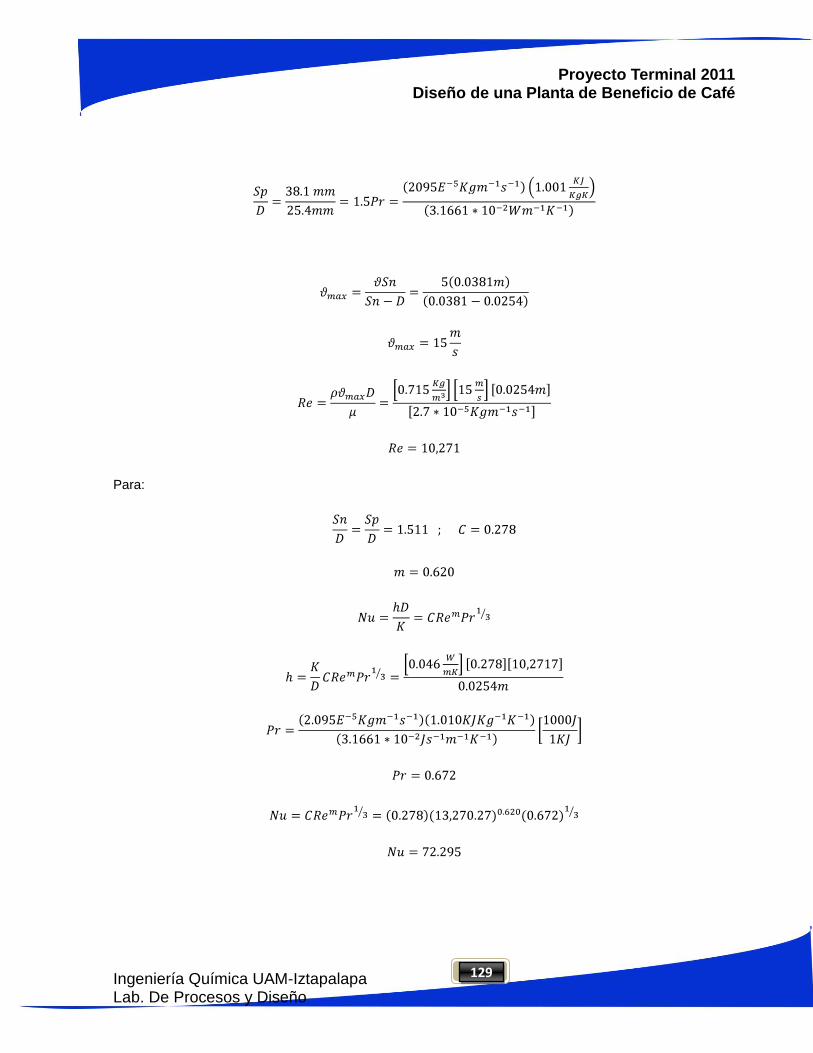
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
129
Para:

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
130
Para 4 tubos:
Calor transferido:
41055.549
El área frontal de la batería de 10 hileras con longitud de 0.305m cada uno es:
La densidad del aire a la entrada a 25 es:
El valor medio de Cp del aire a es:

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
131
58.830

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
132
Tabla 29. PROPIEDADES DEL AIRE
T °C T (K) Densidad
(kg/m^3)
Cp
(X10^-3
J/kgK)
mu
(x10^5
Pa.S)
K
(10^2
W/mK)
26.85 300 1.1769 1.0063 1.8464 2.624
46.85 320 1.1032 1.0073 1.9391 2.7785
66.85 340 1.0382 1.0085 2.03 2.9282
86.85 360 0.9805 1.01 2.1175 3.0779
126.85 400 0.8822 1.0142 2.2857 3.3651
166.85 440 0.8021 1.0197 2.4453 3.6427
206.85 480 0.7351 1.0263 2.5963 3.9107
246.85 520 0.6786 1.0339 2.7422 4.169
Tabla 30. Condciones del aire a 80 º C.
FUNCIONES CON LOS DATOS ANTERIORES
T Densidad K Viscosidad Cp
80 1.025 3.0156 2.021 1.0088464
FUENTE: WELTY
APENDICE I
PROPIEDADES FÍSICAS DE GASES Y LÍQUIDOS
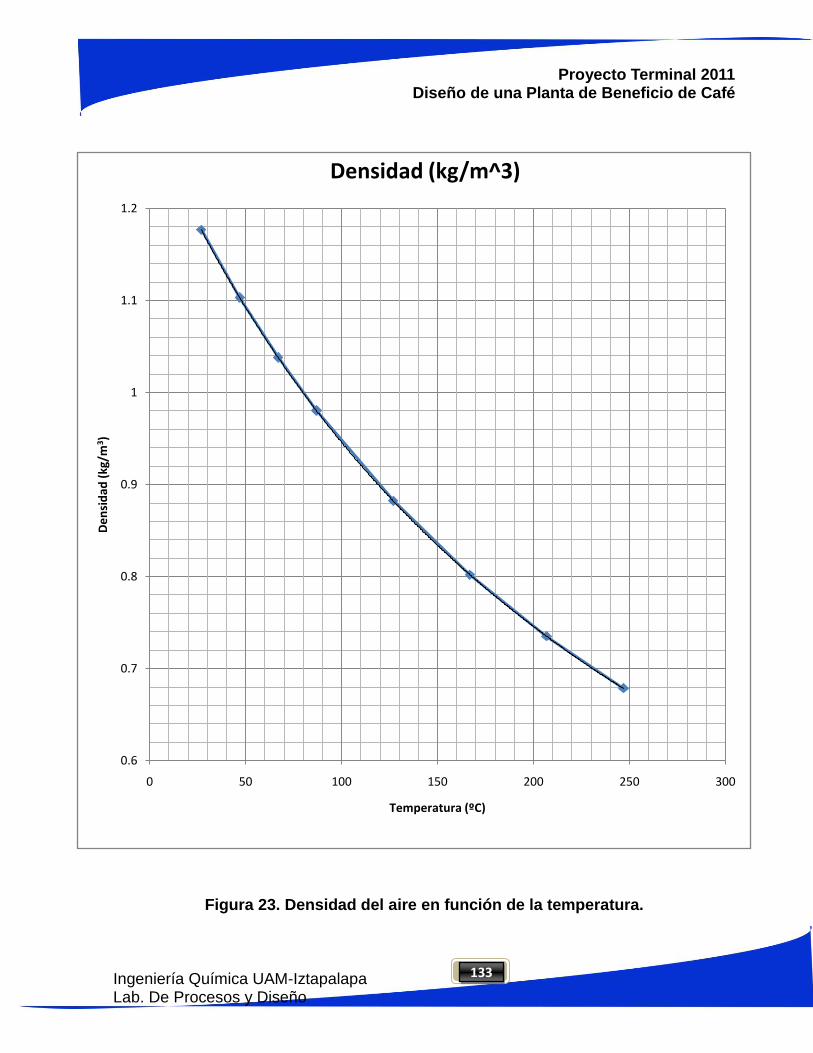
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
133
0.6
0.7
0.8
0.9
1
1.1
1.2
0 50 100 150 200 250 300
De
nsi
dad
(kg
/m3)
Temperatura (ºC)
Densidad (kg/m^3)
Figura 23. Densidad del aire en función de la temperatura.
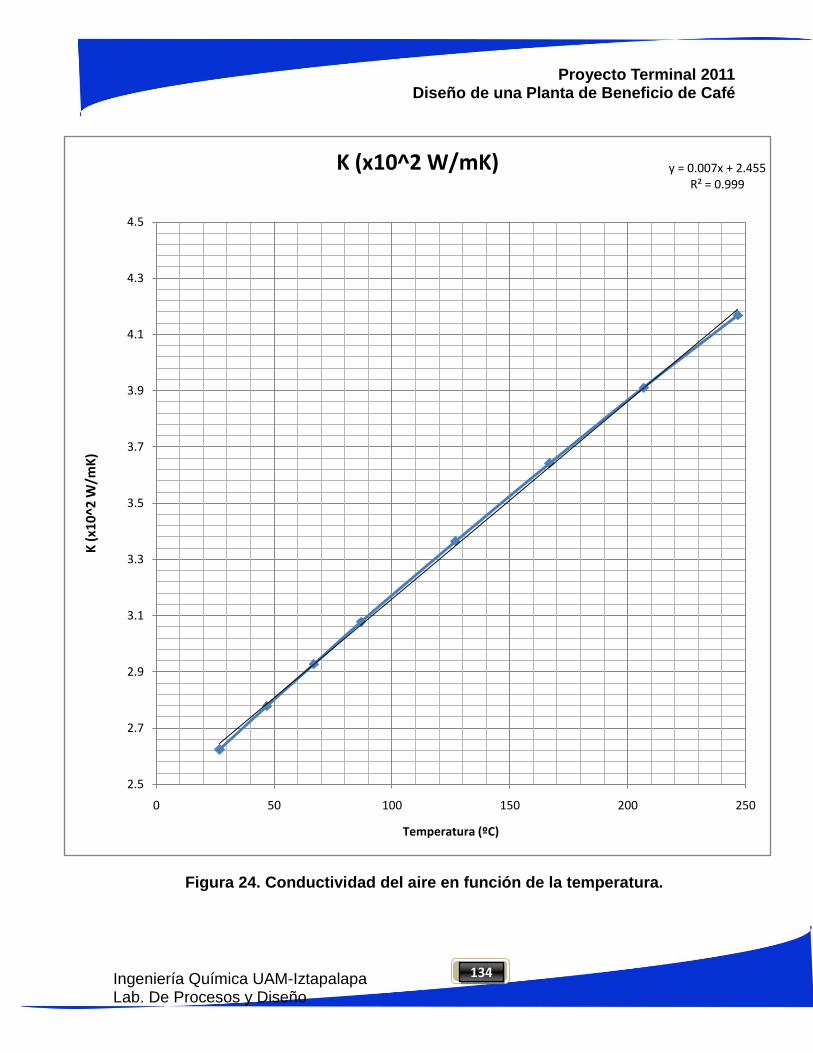
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
134
y = 0.007x + 2.455R² = 0.999
2.5
2.7
2.9
3.1
3.3
3.5
3.7
3.9
4.1
4.3
4.5
0 50 100 150 200 250
K (
x10
^2 W
/mK
)
Temperatura (ºC)
K (x10^2 W/mK)
Figura 24. Conductividad del aire en función de la temperatura.
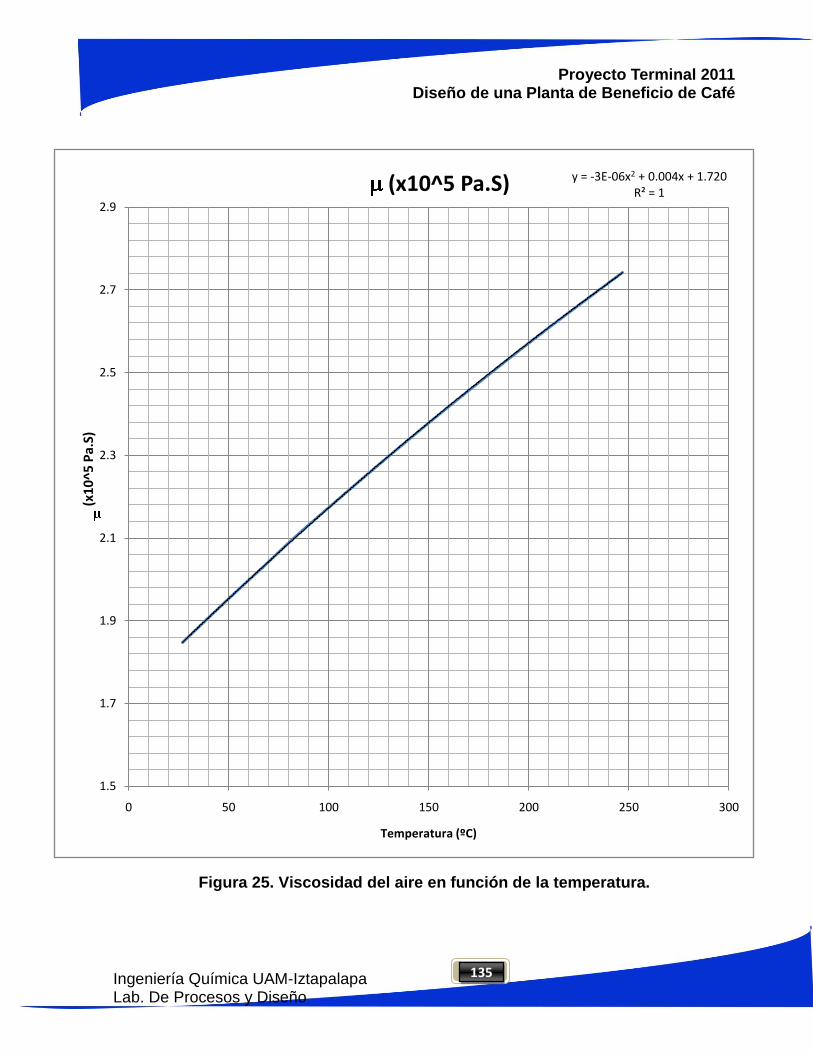
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
135
y = -3E-06x2 + 0.004x + 1.720R² = 1
1.5
1.7
1.9
2.1
2.3
2.5
2.7
2.9
0 50 100 150 200 250 300
(x1
0^5
Pa.
S)
Temperatura (ºC)
(x10^5 Pa.S)
Figura 25. Viscosidad del aire en función de la temperatura.

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
136
Figura 26. Capacidad calorífica del aire en función de la temperatura.
y = -3E-10x3 + 5E-07x2 + 8E-06x + 1.005R² = 1
1
1.005
1.01
1.015
1.02
1.025
1.03
1.035
1.04
0 50 100 150 200 250 300
Cp
(x1
0-3
J/K
gK)
Temperatura (ºC)
Cp (x10-3 J/KgK)

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
137
DISEÑO DEL INTERCAMBIADOR DE TUBOS
Tabla 31. Condiciones de operación del calentador de aire.
ENTRADA
T(CELSIUS) 140
P(ATM) 1
v(m/s) 3.5
ρ(kg/m^3) 0.895
LONGITUD DE CADA TUBO (m) 0.305
SALIDA
T GENERAL SUPUESTA A LA SALIDA (CELSIUS) 180
T SUPUESTA DE LA SUPERFICIE(CELSIUS) 400
Tb (T DEL VOLUMEN PROMEDIO DEL FLUIDO)
CELSIUS
160
Tf(T DE LA PELÍCULA CELSIUS) 280.000
DATOS DE AIRE A LA Tf CALCULADA 280.000
k(W/mK) 0.044
Cp (J/kgK) 1040.654
Pr 0.614
ρ(kg/m^3) 0.730
µ(Pa.s) 0.000026
VELOCIDAD MÁXIMA EN LA BATERÍA DE TUBOS (m/s) 10.5
NÚMERO DE REYNOLDS 7479.231
VALORES DEL BANCO DE TUBOS ALINEADOS
C 0.278
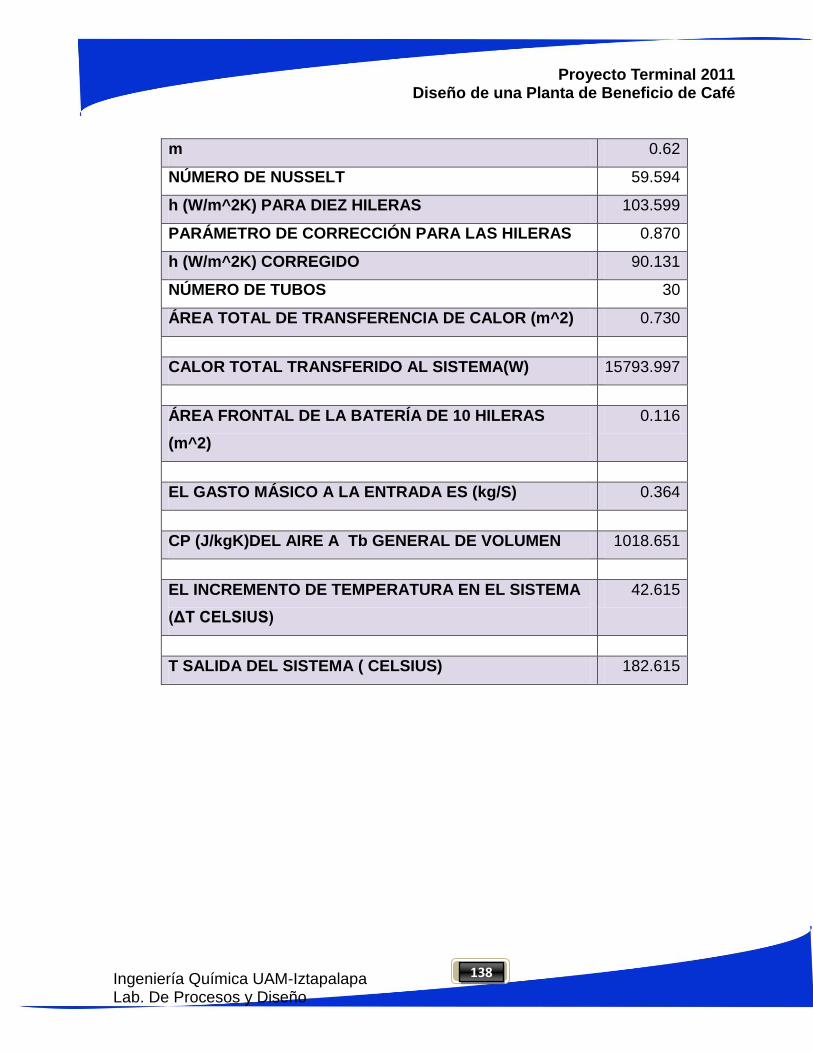
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
138
m 0.62
NÚMERO DE NUSSELT 59.594
h (W/m^2K) PARA DIEZ HILERAS 103.599
PARÁMETRO DE CORRECCIÓN PARA LAS HILERAS 0.870
h (W/m^2K) CORREGIDO 90.131
NÚMERO DE TUBOS 30
ÁREA TOTAL DE TRANSFERENCIA DE CALOR (m^2) 0.730
CALOR TOTAL TRANSFERIDO AL SISTEMA(W) 15793.997
ÁREA FRONTAL DE LA BATERÍA DE 10 HILERAS
(m^2)
0.116
EL GASTO MÁSICO A LA ENTRADA ES (kg/S) 0.364
CP (J/kgK)DEL AIRE A Tb GENERAL DE VOLUMEN 1018.651
EL INCREMENTO DE TEMPERATURA EN EL SISTEMA
(ΔT CELSIUS)
42.615
T SALIDA DEL SISTEMA ( CELSIUS) 182.615

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
139
Tabla 32. Tubos alineados
TUBOS ALINEADOS
N VALOR
1 0.64
2 0.8
3 0.87
4 0.9
5 0.92
6 0.94
7 0.96
8 0.98
9 0.99
10 1

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
140
Figura 27. Relación de h para N hileras transversales para tubos alineados.
y = 7E-07x6 + 3E-05x5 - 0.001x4 + 0.020x3 - 0.135x2 + 0.442x + 0.313R² = 1
0.6
0.65
0.7
0.75
0.8
0.85
0.9
0.95
1
0 2 4 6 8 10 12
h(W
/m2K
)
N hileras
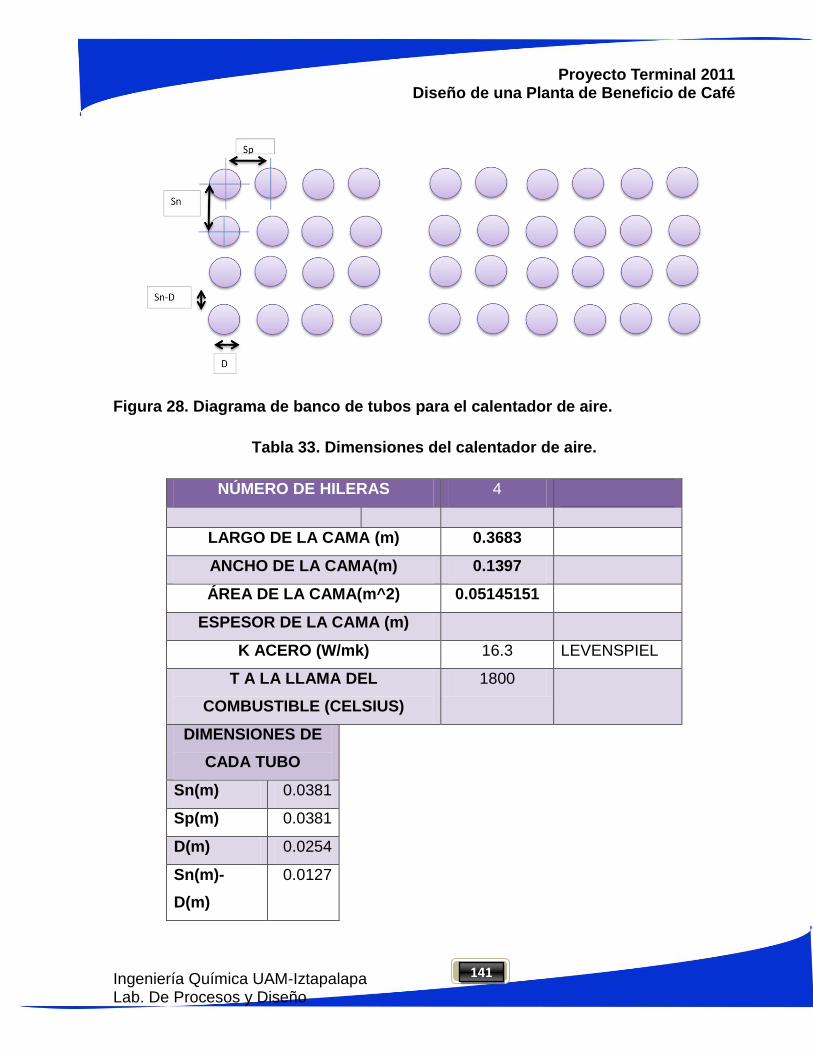
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
141
Figura 28. Diagrama de banco de tubos para el calentador de aire.
Tabla 33. Dimensiones del calentador de aire.
NÚMERO DE HILERAS 4
LARGO DE LA CAMA (m) 0.3683
ANCHO DE LA CAMA(m) 0.1397
ÁREA DE LA CAMA(m^2) 0.05145151
ESPESOR DE LA CAMA (m)
K ACERO (W/mk) 16.3 LEVENSPIEL
T A LA LLAMA DEL
COMBUSTIBLE (CELSIUS)
1800
DIMENSIONES DE
CADA TUBO
Sn(m) 0.0381
Sp(m) 0.0381
D(m) 0.0254
Sn(m)-
D(m)
0.0127

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
142
JJ + 1/4
1 3/8 ‘’ JJ
1 1/8 ‘’
H
JJ HOUSING WIDTH 14P-22P -6 ¼ ´´ 23P-26P-5 ¼ ‘’
A
NN
DIMENSIONES DE LA BASE
S
U
U
T
T
R
9/16 ‘’ DIA HOLES
E C
E
DD
B
F
DISEÑO DEL TURBOVENTILADOR
Considerando un flujo de entrada de aire de en cada uno de los
calentadores de aire, se recomienda el siguiente diseño de turboventilador con sus
correspondientes dimensiones de la misma según el Bulletin 663-R of New York Blower
Company Type P Arrangement 4.
Figura 29. Dimensiones del turboventilador.
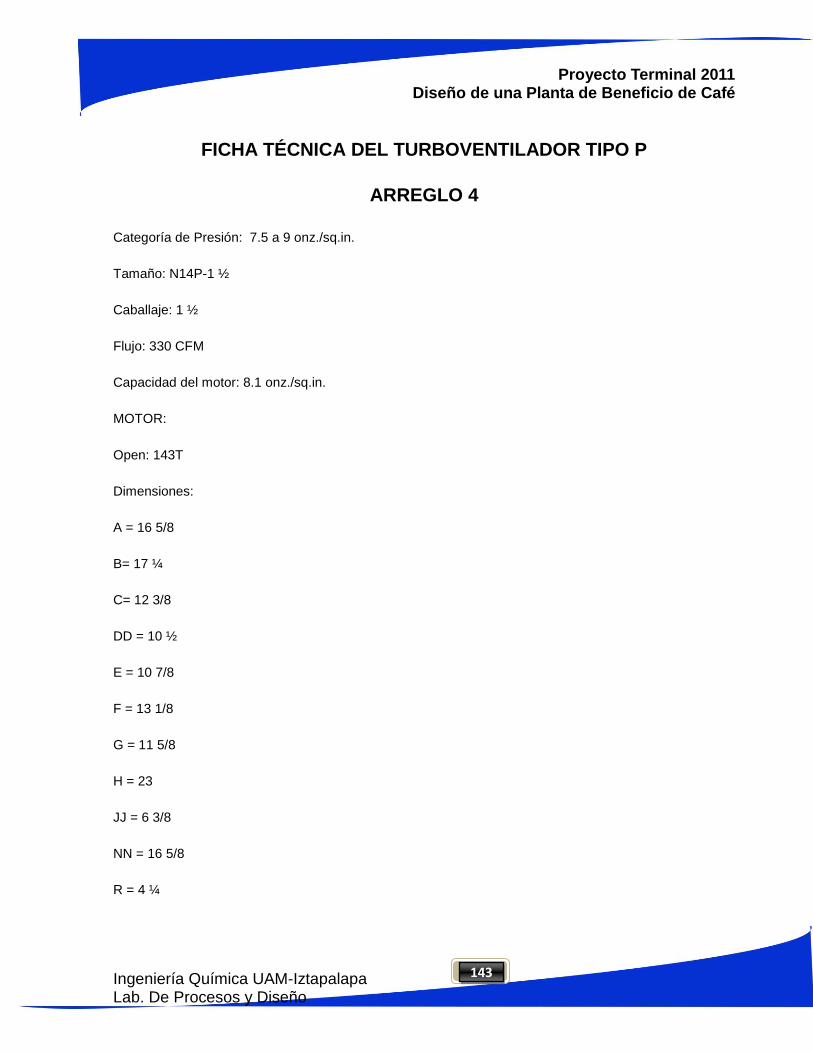
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
143
FICHA TÉCNICA DEL TURBOVENTILADOR TIPO P
ARREGLO 4
Categoría de Presión: 7.5 a 9 onz./sq.in.
Tamaño: N14P-1 ½
Caballaje: 1 ½
Flujo: 330 CFM
Capacidad del motor: 8.1 onz./sq.in.
MOTOR:
Open: 143T
Dimensiones:
A = 16 5/8
B= 17 ¼
C= 12 3/8
DD = 10 ½
E = 10 7/8
F = 13 1/8
G = 11 5/8
H = 23
JJ = 6 3/8
NN = 16 5/8
R = 4 ¼

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
144
S = 11 ¼
r = 8 ¾
U = 9 5/8
Flanges: Outlet = 4 ; Inlet = 6
CÁLCULO DE LA TEMPERATURA DE SALIDA EN UNA MEZCLA DE CORRIENTES
POLYMATH Results
NLE Solution
Variable Value f(x) Ini Guess
T3 76.010771 -3.562E-08 162.5
T1 101.2067
T2 25
CP3 29.27279
CP1 29.390352
CP2 29.045639
G1 516
G2 258
G3 774
NLE Report (safenewt)
Nonlinear equations
[1] f(T3) = G1*CP1*T1+G2*CP2*T2-G3*CP3*T3 = 0

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
145
Explicitequations
[1] T1 = 101.2067
[2] T2 = 25
[3] CP3 = 28.94+0.4147E-2*T3+0.3191E-5*T3^2-1.965E-9*T3^3
[4] CP1 = 28.94+0.4147E-2*T1+0.3191E-5*T1^2-1.965E-9*T1^3
[5] CP2 = 28.94+0.4147E-2*T2+0.3191E-5*T2^2-1.965E-9*T2^3
[6] G1 = 516
[7] G2 = 258
[8] G3 = 774
Settings
Max iterations = 150
Tolerance F = 0.0000001
Tolerance X = 0.0000001
Tolerance min = 0.0000001
General
Search range: 300 > T3 > 25
number of implicit equations: 1
number of explicit equations: 8
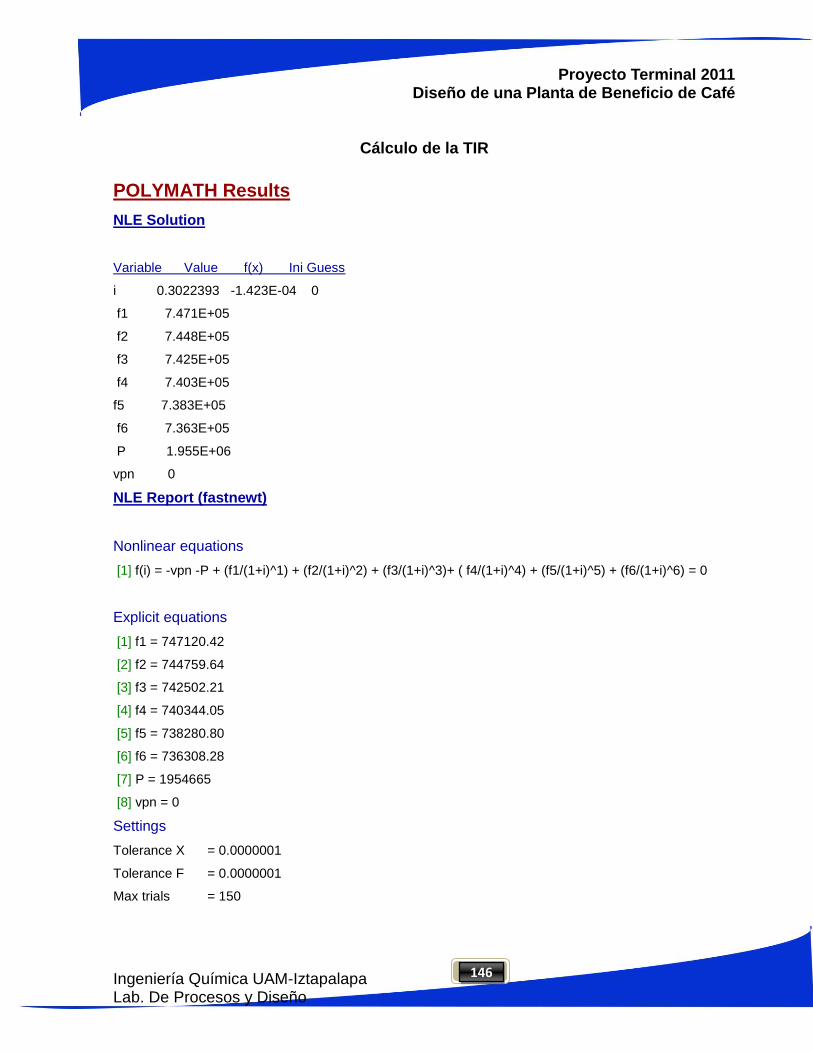
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
146
Cálculo de la TIR
POLYMATH Results
NLE Solution
Variable Value f(x) Ini Guess
i 0.3022393 -1.423E-04 0
f1 7.471E+05
f2 7.448E+05
f3 7.425E+05
f4 7.403E+05
f5 7.383E+05
f6 7.363E+05
P 1.955E+06
vpn 0
NLE Report (fastnewt)
Nonlinear equations
[1] f(i) = -vpn -P + (f1/(1+i)^1) + (f2/(1+i)^2) + (f3/(1+i)^3)+ ( f4/(1+i)^4) + (f5/(1+i)^5) + (f6/(1+i)^6) = 0
Explicit equations
[1] f1 = 747120.42
[2] f2 = 744759.64
[3] f3 = 742502.21
[4] f4 = 740344.05
[5] f5 = 738280.80
[6] f6 = 736308.28
[7] P = 1954665
[8] vpn = 0
Settings
Tolerance X = 0.0000001
Tolerance F = 0.0000001
Max trials = 150

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
147
APENDICE D. CATOLOGO DE EQUIPO
Bascula
tolva

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
148
Banda transportadora
Bomba de agua de 1 hp

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
149
Sistema de lavado por aspersión
Despulpadora

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
150
Deshimidificador de aire

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
151
Calentador de aire con ventilador centrifugo integrado
Molino ó Morteador
Empacadora

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
152
Contenedores de desechos

Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
153
APÉNDICE E. COTIZACIONES
Los precios de los equipos se obtuvieron con las siguientes empresas.
Molinos Micrón S.A. de C.V.
Calle Marcos N. Méndez No. 32, Col. Santa Martha Acatitla.
C.P. 09510, México, D.F.
Tel. 5732 9913, 5738 2374, 5733 6838
Corporación de Maquinaria S.A.
Calle Prolongación Atenco # 11, Col. La Perla Industrial
C.P. 53348, Naucalpan, Estado de México.
Tel. 5560 6576
Basculas industriales Ballesteros S.A. de C.V.
Calle Teotihuacán # 22, Col. Poder de Dios
C.P. 54150, Tlalnepantla, Estado de México.
Tel. 5389 6497, 5367 7790
Consejo Mexicano del Café
Lope de Vega 125, Piso 1
Col. Chapultepec Morales
Tel. 254-23-34, 254-61-63 y 250-79-73
Confederación Mexicana de Productores de Café
Av. Coyoacán 952
Col. del Valle
Tel. 575-08-66, 575-59-19 y 559-06-91
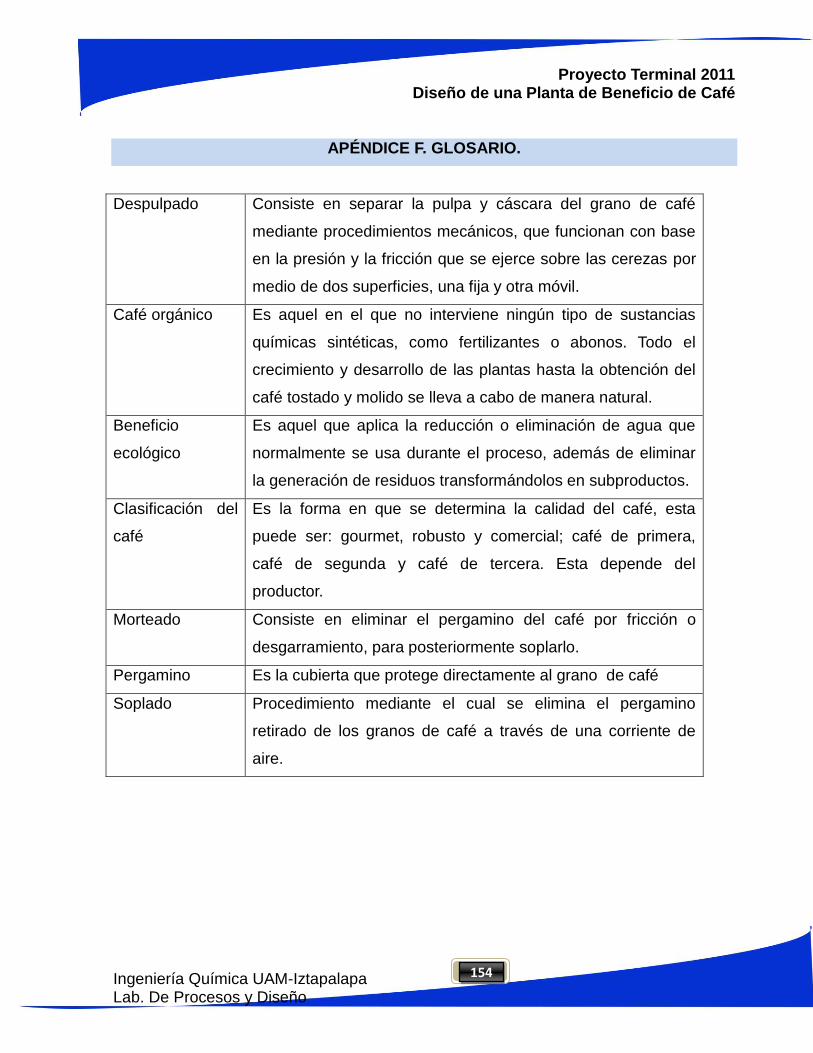
Proyecto Terminal 2011
Diseño de una Planta de Beneficio de Café
Ingeniería Química UAM-Iztapalapa Lab. De Procesos y Diseño
154
APÉNDICE F. GLOSARIO.
Despulpado Consiste en separar la pulpa y cáscara del grano de café
mediante procedimientos mecánicos, que funcionan con base
en la presión y la fricción que se ejerce sobre las cerezas por
medio de dos superficies, una fija y otra móvil.
Café orgánico Es aquel en el que no interviene ningún tipo de sustancias
químicas sintéticas, como fertilizantes o abonos. Todo el
crecimiento y desarrollo de las plantas hasta la obtención del
café tostado y molido se lleva a cabo de manera natural.
Beneficio
ecológico
Es aquel que aplica la reducción o eliminación de agua que
normalmente se usa durante el proceso, además de eliminar
la generación de residuos transformándolos en subproductos.
Clasificación del
café
Es la forma en que se determina la calidad del café, esta
puede ser: gourmet, robusto y comercial; café de primera,
café de segunda y café de tercera. Esta depende del
productor.
Morteado Consiste en eliminar el pergamino del café por fricción o
desgarramiento, para posteriormente soplarlo.
Pergamino Es la cubierta que protege directamente al grano de café
Soplado Procedimiento mediante el cual se elimina el pergamino
retirado de los granos de café a través de una corriente de
aire.


















