
RECICLADO DE ESCORIA DE ALTO HORNO PARA …€¦ · existen diferencias bien marcadas entre la...
14
RECICLADO DE ESCORIA DE ALTO HORNO PARA LA PRODUCCIÓN DE LOSETA VITROCERAMICA Juan Genaro Osuna Alarcón, Rosa Alicia Pérez Guzmán Elia Martha Múzquiz Ramos U. A. de C. Facultad de Ciencias Químicas, Depto. Cerámica, Blvd. V. Carranza y J. Cárdenas Valdés s/n, 25280, Saltillo, Coah., Méx. Tel (844) 430-86-71; e-mail: [email protected] RESUMEN La creciente necesidad de reciclar los desechos producidos por las diferentes ramas industriales, ha hecho que algunos residuos despierten el interés científico, tal como el caso de residuos ricos en sílice, ceniza volante y escorias de alto horno, para la producción de nuevos productos vitrocerámicos, siendo estos algunos residuos que despiertan el interés científico. Esta investigación se enfoca al reciclado de la escoria de origen de alto horno en procesos siderúrgicos para producir losetas vitrocerámicas, donde se sustituye escoria por caolín, materia prima utilizada en pastas cerámicas, donde en las formulaciones se va incrementando desde un 5% hasta 60%, sustituyendo por completo al caolín. La técnica empleada para producir vitrocerámicos es a través de prensado unidireccional, cuyo empleo está justificado para características inherentes al proceso. Los resultados obtenidos en pruebas físicas y mecánicas muestran el peso específico de la escoria, además de las fases importantes que se forman al sinterizar las diversas formulas a 1100 °C , En la caracterización térmica y microestructural existen diferencias bien marcadas entre la formula con caolín y las que contiene escoria de alto horno de forma ascendente con incrementos de 5% . En conclusiones se enfatiza la opción de poder utilizar la escoria de alto horno para producir materiales vitrocerámicos para pisos y muros sin problema de propiedades debido a que éstas son superiores con escoria. INTRODUCCIÓN La producción de desechos tóxicos es común en el desarrollo y operación de diferentes ramas industriales en México (3.705,846 Ton/año), esto genera grandes problemas relativos a su confinamiento o reutilización, por lo que la colocación de estos desechos industriales es un problema a nivel mundial, ya que, aunque mucho de los desechos producidos por la industria van a parar a contenedores especiales, no siempre es así, lo cual con el tiempo constituye un problema de tipo ambiental 1 . Como consecuencia de estas consideraciones ambientales hay una creciente demanda de que estos residuos sean re- usados o reciclados. Como ejemplo, el uso de residuos ricos en sílice para la producción de vitrocerámicos es una de las propuestas que hoy en día son de interés; así el desarrollo de nuevos productos de vitrocerámicos por el re-uso de residuos de origen metalúrgico, escorias de alto horno y ceniza volante han sido algunos residuos que despiertan el interés científico 2 .
Transcript of RECICLADO DE ESCORIA DE ALTO HORNO PARA …€¦ · existen diferencias bien marcadas entre la...
RECICLADO DE ESCORIA DE ALTO HORNO PARA LA PRODUCCI ÓN
DE LOSETA VITROCERAMICA
Juan Genaro Osuna Alarcón, Rosa Alicia Pérez Guzmán Elia Martha Múzquiz Ramos
U. A. de C. Facultad de Ciencias Químicas, Depto. Cerámica, Blvd. V. Carranza y J. Cárdenas Valdés s/n, 25280, Saltillo, Coah., Méx.
Tel (844) 430-86-71; e-mail: [email protected] RESUMEN La creciente necesidad de reciclar los desechos producidos por las diferentes ramas industriales, ha hecho que algunos residuos despierten el interés científico, tal como el caso de residuos ricos en sílice, ceniza volante y escorias de alto horno, para la producción de nuevos productos vitrocerámicos, siendo estos algunos residuos que despiertan el interés científico. Esta investigación se enfoca al reciclado de la escoria de origen de alto horno en procesos siderúrgicos para producir losetas vitrocerámicas, donde se sustituye escoria por caolín, materia prima utilizada en pastas cerámicas, donde en las formulaciones se va incrementando desde un 5% hasta 60%, sustituyendo por completo al caolín. La técnica empleada para producir vitrocerámicos es a través de prensado unidireccional, cuyo empleo está justificado para características inherentes al proceso. Los resultados obtenidos en pruebas físicas y mecánicas muestran el peso específico de la escoria, además de las fases importantes que se forman al sinterizar las diversas formulas a 1100 °C , En la caracterización térmica y microestructural existen diferencias bien marcadas entre la formula con caolín y las que contiene escoria de alto horno de forma ascendente con incrementos de 5% . En conclusiones se enfatiza la opción de poder utilizar la escoria de alto horno para producir materiales vitrocerámicos para pisos y muros sin problema de propiedades debido a que éstas son superiores con escoria. INTRODUCCIÓN La producción de desechos tóxicos es común en el desarrollo y operación de diferentes ramas industriales en México (3.705,846 Ton/año), esto genera grandes problemas relativos a su confinamiento o reutilización, por lo que la colocación de estos desechos industriales es un problema a nivel mundial, ya que, aunque mucho de los desechos producidos por la industria van a parar a contenedores especiales, no siempre es así, lo cual con el tiempo constituye un problema de tipo ambiental1. Como consecuencia de estas consideraciones ambientales hay una creciente demanda de que estos residuos sean re-usados o reciclados. Como ejemplo, el uso de residuos ricos en sílice para la producción de vitrocerámicos es una de las propuestas que hoy en día son de interés; así el desarrollo de nuevos productos de vitrocerámicos por el re-uso de residuos de origen metalúrgico, escorias de alto horno y ceniza volante han sido algunos residuos que despiertan el interés científico2.
Monclova es una localidad básicamente industrial, condición que adquirió con la implantación de los Altos Hornos de México: se dedica a la fundición de hierro y acero a partir del mineral de hierro de Cerro Mercado y el carbón de la cuenca de Sabinas. La escoria de alto horno en Monclova producida por Altos Hornos se ha considerado en miles de toneladas las cuales se encuentran formando cerros inmensos de este material, después de todo, al menos un 10% de lo que es producido en el acero y en el proceso de fabricación del hierro es la escoria. Altos Hornos de México es una de las compañías, que producen una gran cantidad de escorias con características específicas, debido a las materias primas utilizadas según el tipo de proceso; en el presente trabajo se utilizaron escorias de esta compañía3. El volumen de escorias varía de acuerdo con las materias primas usadas en la producción de arrabio de alto horno. El uso de este material es un asunto que concierne tanto por razones económicas como ecológicas. En la actualidad se ha encontrado solo una referencia bibliográfica, pero con el conocimiento de esta escoria se considera que se puede obtener una muy buena opción para reducir el costo en la producción de gres cerámico; pretendiendo con lo anterior apoyar a las industrias productoras de cerámica nacional4. Aunque el proceso para producir vitrocerámicos ya es conocido desde hace tiempo, sigue siendo relevante el estudio de diferentes escorias. El uso de esta escoria de origen metalúrgico resulta en propiedades como alta resistencia a la flexión, dureza y resistencia al desgaste, siendo estas características esenciales para que un vitrocerámico tenga un éxito comercial. Actualmente la escoria de alto horno se esta utilizando en construcción para relleno, en bardas, concretos y sobre todo la importancia es en el uso del cemento5. PARTE EXPERIMENTAL Materiales y equipos Materias primas
• Escoria de Alto Horno • Caolín • Feldespato • Arcilla • Carboximetilcelulosa (CMC) • Agua potable de la red municipal
Equipos
• Molino de bolas marca Gewis • Rotap modelo RX-29 • Balanza marca explorer OHAUS • Agitador de aspas EUROSTAR • Estufa Fihser Scientific • Mezcladora Hobart modelo C-100 • Prensa ENERPAC • Horno Thermolyne • Prensa marca Tinius Olsen • Analizador Termogravimétrico, TGA-50 Shimadzu • Analizador Térmico Diferencial, DTA-50 Shimadzu
• Difractómetro de Rayos X marca Phillips modelo XPert • Microscopio Electrónico de Barrido FEI QUANTA 200
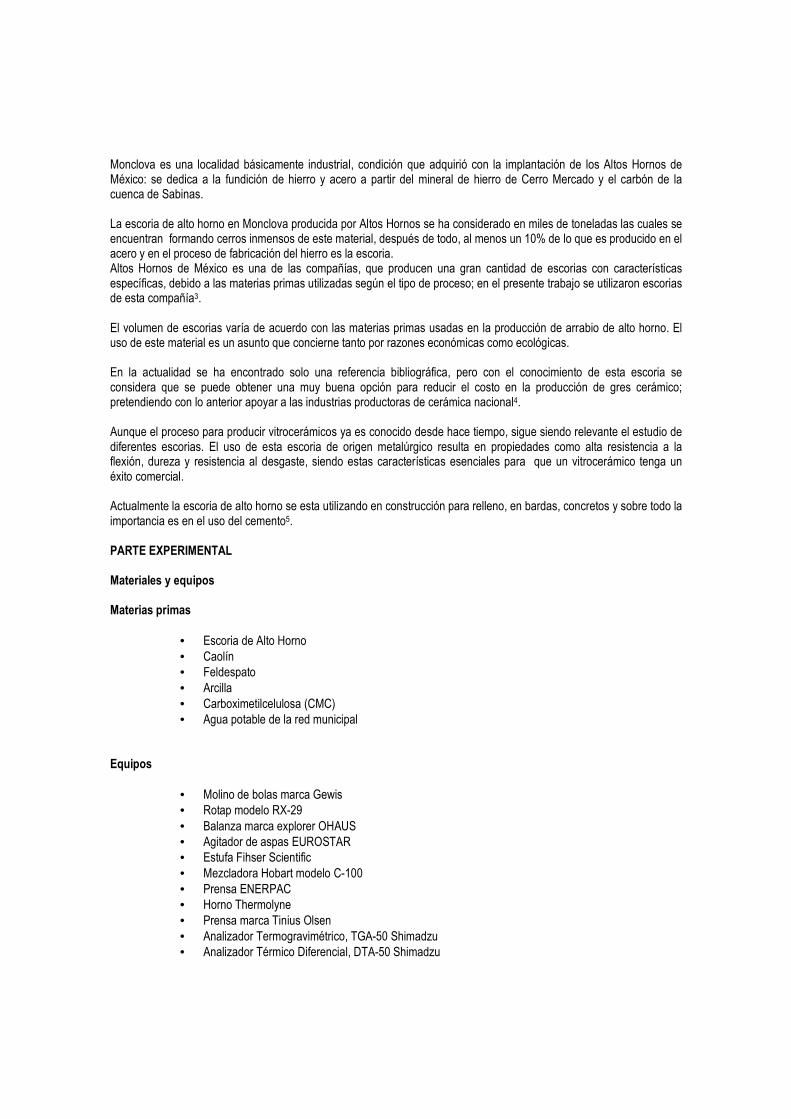
Desarrollo de fórmulas
Tabla 1 Desarrollo de Fórmulas Fórmula Caolín % Feldespato
% Arcilla % Escoria % H2O ppc
Blanco 60 20 20 0 100
1 55 20 20 5 100
2 50 20 20 10 100
3 45 20 20 15 100
4 40 20 20 20 100
5 35 20 20 25 100
6 30 20 20 30 100
7 25 20 20 35 100
8 20 20 20 40 100
9 15 20 20 45 100
10 10 20 20 50 100
11 5 20 20 55 100
12 0 20 20 60 100
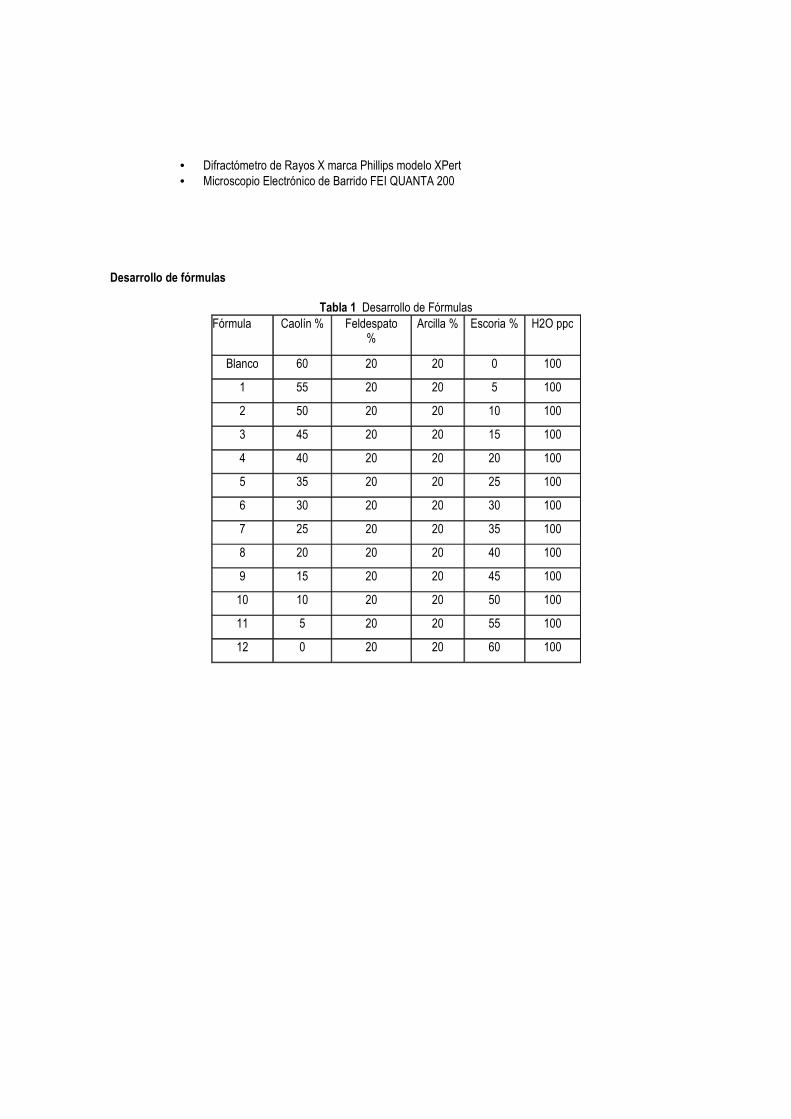
Metodología
Molienda de Escoria
Tamizado Pesado de materias primas
Pulverizado
Mezclado (2)
Mezclado (1) Secado
Sinterizado Prensado
Caracterización

RESULTADOS Y DISCUSIONES
A continuación se presentan los resultados obtenidos en pruebas físicas, mecánicas, térmicas y microestructurales de las formulas establecidas
Densidad Aparente En la Tabla 2 se puede observa que la fórmula 0 “el blanco” presenta la menor densidad, se visualiza, a medida que se sustituyó escoria por el caolín en las formulaciones aumenta la densidad, aunque en algunos casos no es clara la tendencia en la fórmula 12 presenta la mayor densidad con una cantidad de escoria del 60%.
Tabla 2 Densidad Aparente
Fórmula Densidad Aparentes
(g/cm3)
0 1,693
1 1,781
2 1,746
3 1,794
4 1,796
5 1,830
6 1,868
7 1,875
8 1,874
9 1,890
10 1,938
11 2.001
12 2.002
Absorción de agua Generalmente se puede decir que conforme aumenta la densidad se tiene menor absorción de agua para una fórmula base definida, pero en este caso no se observa dicha tendencia por la diferencia en escoria, aun cuando se observa en la Tabla 3, muestra que la fórmula 0 tiene el mayor porcentaje de absorción de agua y la menor densidad según Tabla 2, esto no es el caso en las demás formulaciones; se observa que la de menor porosidad es la formula No 1 con 5% de escoria en sustitución de caolín según formula, le siguen la formula 2, 12, 4 y 10 y así sucesivamente con 10, 60, 20 y 50% de escoria en sustitución de caolín respectivamente.
Tabla 3. Absorción de agua
Formula Absorción de agua (%) 0 17,909 1 11,055 2 14,311
3 15,257 4 14,785 5 16,725 6 16,318 7 15,736 8 16,819 9 16,492 10 14,974 11 16,709 12 14,706
Resistencia Mecánica (Rc y Rf) Las pruebas de resistencia mecánica normalmente requeridas son la resistencia a la compresión y a la flexión por el soporte de carga y ruptura respectivamente, en estas pruebas se observa que la mejor es la formula 4 con resistencia a la compresión de 472 Kg/cm2 y flexión de 106.9 Kg/cm2 y posteriormente la formula 1 con resistencias muy buenas de 445 Kg/cm2 en compresión y de 91 Kg/cm2 en flexión, si se analizan estas dos formulas, son las que presentaron baja absorción de agua o sea cuentan con menor porosidad, por lo tanto, existe mayor unión entre las fases formadas por el sinterizado. El resto de las fórmulas no están relacionadas con las propiedades obtenidas y en general en todas las formulaciones se observan mayores resistencias que en la formula 0 (Tabla 4).
Tabla 4. Resistencia a la Compresión y Flexión Formula Resistencia a la
Compresión (Kg/cm2) Resistencia a la Flexión (Kg/cm2)
0 274,958 45,186 1 445,794 91.157 2 304,731 85,52 3 268,116 67,666 4 472,263 106.949 5 194,083 51,402 6 362,962 77,599 7 315,609 56,965 8 310,246 41,966 9 312,019 61,181
10 310,607 62,595 11 229,862 55,163 12 339,955 60,367
Análisis Térmicos (DTA y TGA) A continuación se presentan los resultados obtenidos en análisis térmicos del total de las fórmulas establecidas.
Análisis Térmico Diferencial El total de las fórmulas se presentan en dos gráficas; en la Figura 1 se observan las formulas de la 0 a la 6, y en la Figura 2 las formulas 7 a la 12.

ANÁLISIS TÉRMICO DIFERENCIAL
Figura 1. Representación gráfica de análisis térmico diferencial Fórmulas de la 0 a la 6
En la Figura 1 el Análisis Térmico Diferencial de la fórmula 0 se puede observar que después de los 500 °C se empieza a formar fases nuevas y con esto otros tipos de compuestos, en la fórmula 1 se observa una tendencia parecida a la de la fórmula 0 no teniendo modificaciones definidas al sustituir 5 % de caolín por escoria. En la fórmulas 2 a 6 se aprecia una descomposición y seguida de una fusión de componentes producto de los elementos contenidos en la escoria como fierro y álcalis.
ANÁLISIS TÉRMICO DIFERENCIAL
F O
F 1
F 2
F 3
F 4
F 5
T e m p e r a tu r a º C
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0 1 2 0 0 1 4 0 0
F 6
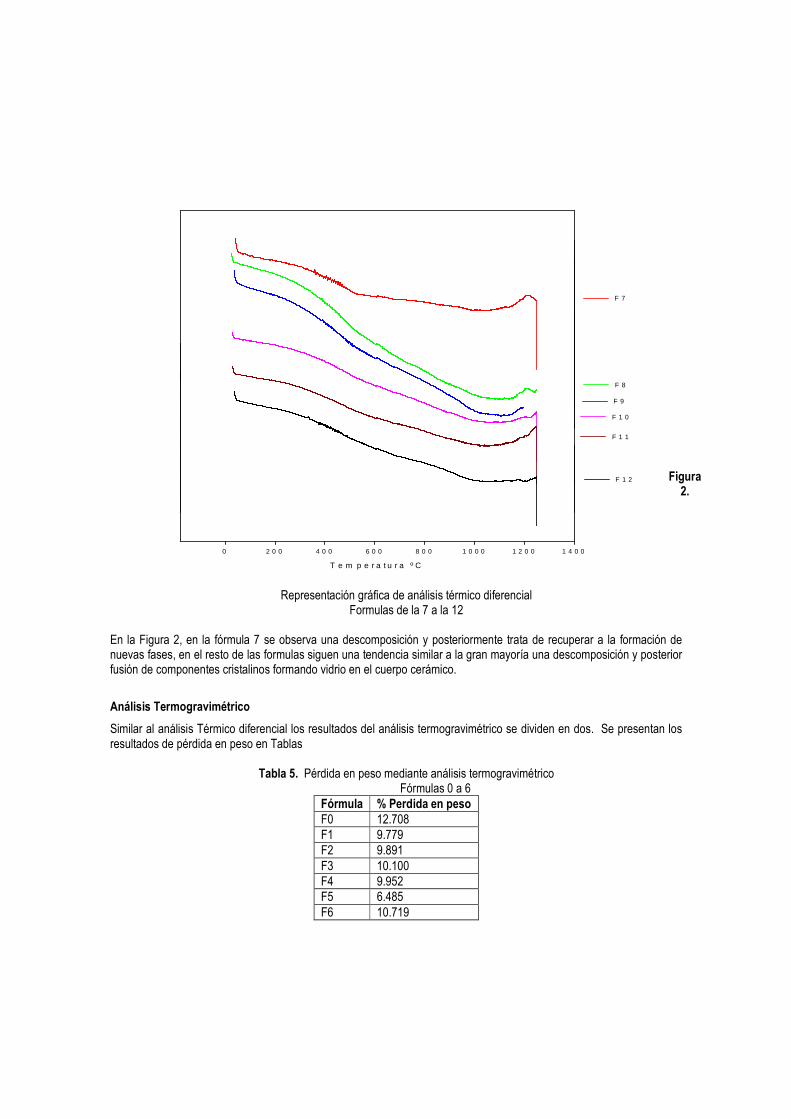
Figura 2.
Representación gráfica de análisis térmico diferencial Formulas de la 7 a la 12
En la Figura 2, en la fórmula 7 se observa una descomposición y posteriormente trata de recuperar a la formación de nuevas fases, en el resto de las formulas siguen una tendencia similar a la gran mayoría una descomposición y posterior fusión de componentes cristalinos formando vidrio en el cuerpo cerámico.
Análisis Termogravimétrico
Similar al análisis Térmico diferencial los resultados del análisis termogravimétrico se dividen en dos. Se presentan los resultados de pérdida en peso en Tablas
Tabla 5. Pérdida en peso mediante análisis termogravimétrico Fórmulas 0 a 6
Fórmula % Perdida en peso F0 12.708 F1 9.779 F2 9.891 F3 10.100 F4 9.952 F5 6.485 F6 10.719
F 7
F 8
F 9
F 1 0
F 1 1
T e m p e r a t u r a º C
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0 1 2 0 0 1 4 0 0
F 1 2

En Tabla 5 se puede observar que la formula 0 es la que tiene mayor pérdida de producto de la materia orgánica y agua de hidratación del caolín, al sustituir escoria de alto horno por caolín disminuye, pero no existe una tendencia definida, incluso la fórmula 5 es la que presenta menor perdida, pero después en la fórmula siguiente aumenta. Analizando la Figura 3 se observa que en las formulas 0 a la 6 presenta una pequeña pérdida hasta 400 °C, posteriormente a esta temperatura existe una deflexión hasta 650 °C y después permanece casi constante el peso de la muestra.
ANÁLISIS TERMOGRAVIMÉTRICO
Figura 3. Representación gráfica de análisis termogravimétrico Formulas del 0 a 6
F0
F1
F2
F3
F4
F5
Temperatura ºC
0 200 400 600 800 1000 1200 1400
mg
F6

Tabla 6. Pérdida en peso mediante análisis termogravimétrico Fórmulas 7 a 12
Fórmula % Perdida en peso
F7 8.328
F8 8.168
F9 7.680
F10 7.078
F11 9.526
F12 6.669
En la Tabla 6 se presentan los resultados de las pérdidas en peso en muestras de cada formula, de nuevo no presenta una continuidad o una tendencia al sustituir escoria por caolín, estando fuera la fórmula 11.
Al analizar la Figura 4 se puede observar comportamientos muy semejantes a las fórmulas de la Figura 3. El mayor porcentaje de perdida está entre 400 a 650 °C en el cual puede ser descomposiciones de sulfatos, fosfatos o nitratos.
ANÁLISIS TERMOGRAVIMÉTRICO
Figura 4. Representación gráfica de análisis termogravimétrico
Formulas de la 7 a 12
F 7
F 8
F 1 0
F 1 1
T e m p e ra tu ra ºC
0 2 0 0 4 0 0 6 0 0 8 0 0 1 0 0 0 1 2 0 0 1 4 0 0
mg
F 1 2
F 9
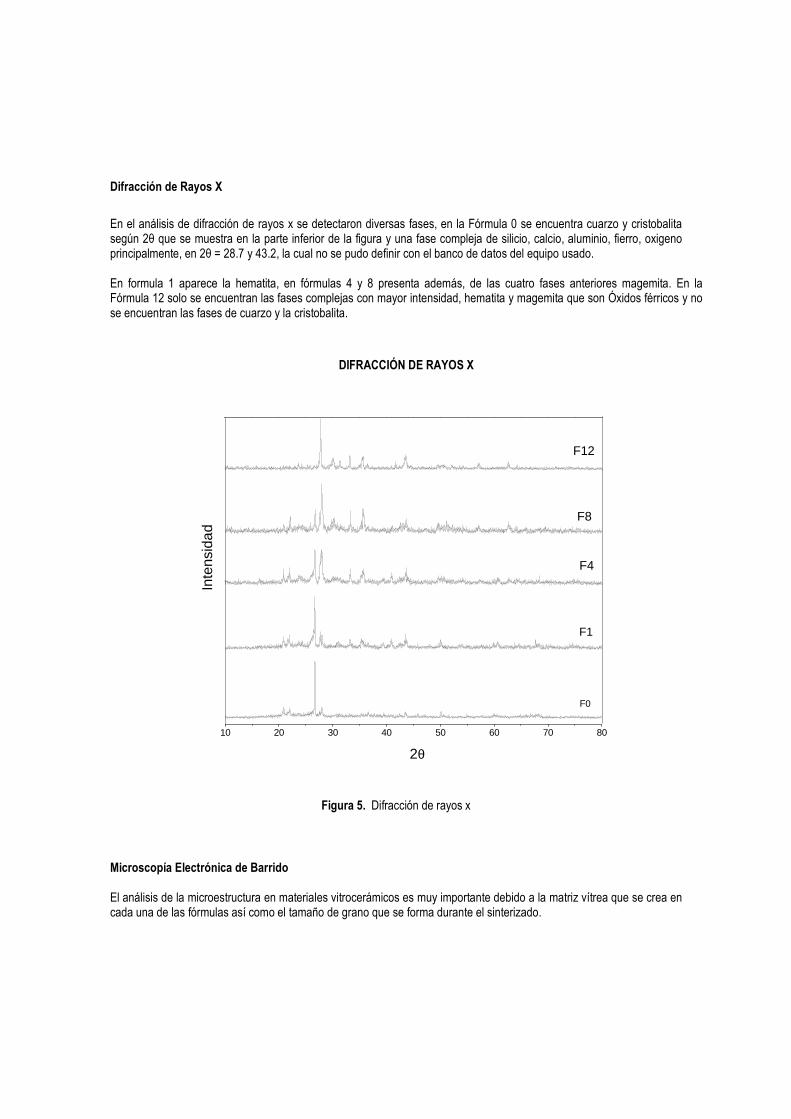
Difracción de Rayos X
En el análisis de difracción de rayos x se detectaron diversas fases, en la Fórmula 0 se encuentra cuarzo y cristobalita según 2θ que se muestra en la parte inferior de la figura y una fase compleja de silicio, calcio, aluminio, fierro, oxigeno principalmente, en 2θ = 28.7 y 43.2, la cual no se pudo definir con el banco de datos del equipo usado. En formula 1 aparece la hematita, en fórmulas 4 y 8 presenta además, de las cuatro fases anteriores magemita. En la Fórmula 12 solo se encuentran las fases complejas con mayor intensidad, hematita y magemita que son Óxidos férricos y no se encuentran las fases de cuarzo y la cristobalita.
DIFRACCIÓN DE RAYOS X
Figura 5. Difracción de rayos x Microscopía Electrónica de Barrido El análisis de la microestructura en materiales vitrocerámicos es muy importante debido a la matriz vítrea que se crea en cada una de las fórmulas así como el tamaño de grano que se forma durante el sinterizado.
10 20 30 40 50 60 70 80
F0
2θ
Inte
nsid
ad
F1
F8
F12
F4
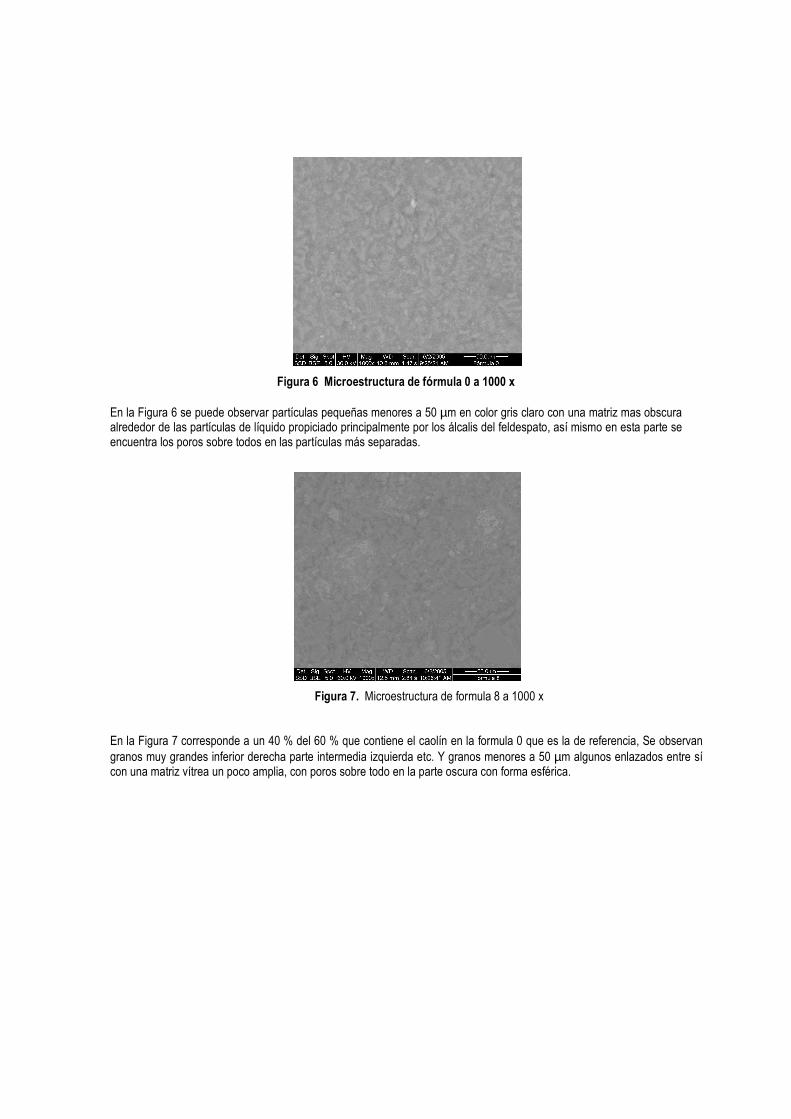
Figura 6 Microestructura de fórmula 0 a 1000 x En la Figura 6 se puede observar partículas pequeñas menores a 50 µm en color gris claro con una matriz mas obscura alrededor de las partículas de líquido propiciado principalmente por los álcalis del feldespato, así mismo en esta parte se encuentra los poros sobre todos en las partículas más separadas.
Figura 7. Microestructura de formula 8 a 1000 x
En la Figura 7 corresponde a un 40 % del 60 % que contiene el caolín en la formula 0 que es la de referencia, Se observan granos muy grandes inferior derecha parte intermedia izquierda etc. Y granos menores a 50 µm algunos enlazados entre sí con una matriz vítrea un poco amplia, con poros sobre todo en la parte oscura con forma esférica.

Figura 8. Microestructura de formula 12 a 1000 x
En la Figura 8 corresponde a 60 % de escoria sustituyendo la totalidad del caolín en la formula original, observamos granos grandes alrededor de 50 µm y partículas pequeñas aglomeradas con matriz amplia y poros circulares en oscuro.
CONCLUSIONES
Analizando los resultados obtenidos en el desarrollo de este trabajo se puede concluir lo siguiente:
1.- Se logra producir materiales vitrocerámicos al sustituir caolín por escoria de alto horno de la formula original. 2.- La densidad aumentó al sustituir el caolín por la escoria en la formula patrón, no existe una continuidad con el incremento de la escoria pero si se detecta que al incrementar el porciento de está aumenta la densidad. 3.- Con respecto a la propiedad de absorción de agua, la formula 0 contiene la máxima absorción ligeramente superior a 17% mientras que la formula 1 la mínima ligeramente arriba de 11%, el resto fluctúa entre superior a 14% y menor de 17%, en conclusión al sustituir caolín por escoria si existe mayor reacomodo y beneficia el sinterizado. 4.- En relación a la resistencia a la flexión y compresión las formulas 1 y 4 presentan propiedades de resistencia entre 445 a 472 kg/cm2 a la compresión y de 91.15 a 106.94 kg/cm2 en flexión siendo inversamente proporcional a la absorción de agua menor en ésta propiedad mayor resistencia. 5.- En el análisis termogravimétrico en todas las formulas existe la máxima pérdida entre 400 y 650 °C motivo de la trasformación de la materia orgánica contenida en las materias primas naturales. 6.- En análisis térmico diferencial la formula 0 y 1 después de 400 °C inicia una exotérma que es la trasformación de fases principalmente de α cuarzo a β cuarzo y posteriormente a cristobalita, mientras que en el resto de las formulas solo existen endotérmas producto de la descomposición y fusión de fases. 7.- En difracción de rayos x se detectan las fases de α cuarzo, cristobalita y fase compleja de Si, Al, Ca, Fe y O en formula sin escoria, mientras que al incrementar la escoria aparece hematita y magemita.

REFERENCIAS BIBLIOGRÁFICAS
1. A. Paul, Chemistry of Glasses, segunda edición, Edit. Chapman and Hall, p. 1. 2. I.De Vicente-Mingarro, P. Callejas, J. Ma. Rincón, Materiales Vitrocerámicos: El Proceso Vitrocerámico,
Instituto de cerámica y Vidrio C.S.I.C., Arganda del Rey, Madrid, 157-156, 1993.
3. Jose. Ma. Fernández Navarro. “El vidrio” Fundación Centro Nacional del Vidrio, 2da. Ed., Madrid España,
pag.52,114,121, 1997.
4. Vogel. “Controlled Crystallization”. Chemistry of Glass, 224-225, 1993.
5. G. H. Beall. “Design of Glass Ceramics”. Reviews of Solid State Science. Vol. 3 pag.333-354, 1989.
6. A. Karamanov, P. Pisciella and M Pelino. The Effect of Cr2O3 as nucleating agent in iron-rich glass-ceramics.
Journal of the European Ceramic Society 19 (2641-2645) 1999.
7. J. M. Navarro, El Vidrio, Constitución, Fabricación, Propiedades, Edit. C.S.C.I. , Madrid 1985.
8. Tamman, G. Der Glaszustand. Edit. L. Voss, Leipizg 1993.
9. Beall, G. H. Structure, Properties and Applications of Glass-Ceramics. Edit. Hench and Freiman in Adv. In Nuc.
And Cryst. Of Glass, Am. Cer. Soc. 1971.
10. Z. Strand, Glass-Ceramic Materials, Edit. Elsevier, praga 1986.
11. M. W. Davies, B. Kerrison, W.E. Gross, M.J. Robson, D.F. Wichall, Crystallization mechanism and properties of
a blast furnace slag glass. Journal of non-Crystalline Solids 273 (64-75) 2000.
12. L. J. Shelestak, R.A. Chavez, J.D. Mackenzie, B. Dunn, Crystallization mechanism and properties of a blast
furnace slag glass. Journal of non-Crystalline Solids 273 (64-75) 2000.
13. A.R. Boccaccini, M. Petitmermet, E. Wintermantel. Glass Ceramics from municipal Incinerator Fly Ash.
American Ceramic Society Bulletin 76(11) 75-78 November 1997.
14. A.Francis, Conversion of blast furnace slag into new glass-ceramics material. Journal of the European Ceramic
Society 19 (2819-2854) 2004.
15. C.Díaz, S. Salgado, R. Jordan, E. Cruz, M.E. Zayas, Glass Ceramics made form anodizing plant industrial
waste. American Ceramic Society Bulletin. September 2003.


















