Repositorio Digital: Página de inicio - UNIVERSIDAD CENTRAL DEL ECUADOR · 2019. 10. 31. · xxi...
211
UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE CIENCIAS ECON ´ OMICAS CARRERA DE INGENIER ´ IA ESTAD ´ ISTICA Control Estad´ ıstico del proceso de producci´ on de Embutidos en una Planta de Procesamiento. Proyecto de investigaci´ on previo a la obtenci´ on del t´ ıtulo de Ingeniero Estad´ ıstico AUTORES: Mu˜ noz Simba ˜ na Esteban Santiago Guadalupe Jarr´ ın Jemmy Alexandra TUTOR: Ing. Rody Guzm´ an Garz ´ on, MSc. MEA, MSc. MAE Quito, 2019
Transcript of Repositorio Digital: Página de inicio - UNIVERSIDAD CENTRAL DEL ECUADOR · 2019. 10. 31. · xxi...

UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE CIENCIAS ECONOMICAS
CARRERA DE INGENIERIA ESTADISTICA
Control Estadıstico del proceso de produccion de Embutidos en una
Planta de Procesamiento.
Proyecto de investigacion previo a la obtencion del tıtulo de Ingeniero
Estadıstico
AUTORES:
Munoz Simbana Esteban Santiago
Guadalupe Jarrın Jemmy Alexandra
TUTOR:
Ing. Rody Guzman Garzon, MSc. MEA, MSc. MAE
Quito, 2019

UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
ii
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
iii
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
iv
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
v
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
vi
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
vii
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
viii
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
ix
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
x
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
xiv
UNO
Texto escrito a máquina
xvii
UNO
Texto escrito a máquina
xx
UNO
Texto escrito a máquina
xxi
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
x
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
ix
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
viii
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
vii
UNO
Texto escrito a máquina
vi
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
v
UNO
Texto escrito a máquina
iv
UNO
Texto escrito a máquina
iii
UNO
Texto escrito a máquina
ii
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
xi
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
xii
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
xiii
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
xiv
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
xv
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
xvi
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
xvii
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
xviii
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
xix
UNO
Texto escrito a máquina

UNO
Texto escrito a máquina
xx
UNO
Texto escrito a máquina
UNO
Texto escrito a máquina

xxi
TÌTULO: Control Estadístico del proceso de producción de Embutidos en una Planta
de Procesamiento.
Autores: Esteban Santiago Muñoz Simbaña
Jemmy Alexandra Guadalupe Jarrín
Tutor: Eng. Rody Guzmán Garzón, MSc. MEA, MSc. MAE
RESUMEN
El presente estudio aplica la Metodología de Control Estadístico de Procesos a fin de
monitorear y predecir la variabilidad del proceso en la producción de embutidos, debido
a que existen altas variaciones en la variable peso referente a los productos terminados.
Se realizó un análisis factorial para establecer las variables de mayor incidencia en el
proceso de producción, logrando determinar las tolerancias de los parámetros de calidad
mediante la aplicación de la Metodología de Gráficos de Control en este proceso, para
evaluar el análisis del desempeño que tienen los procesos y contrastarlos con las
Especificaciones Funcionales de los productos terminados; calculando los índices de
capacidad del proceso de producción, la aplicación de la prueba de medias determino la
existencia de diferencias significativas en el peso promedio de embutición entre las dos
máquinas de procesamiento. Por último, se elaboró una propuesta de mejora del proceso
de producción en base a ciertas deficiencias que fueron evidenciadas por los gráficos de
control y los índices de capacidad, con miras de garantizar una mejora continua y metas
acordes a la eficiencia de los procesos.
PALABRAS CLAVE: CONTROL ESTADÌSTICO DE PROCESOS / SEIS SIGMA/
GRÀFICOS DE CONTROL / ÌNDICES DE CAPACIDAD / ANÀLISIS FACTORIAL

xxii
TITLE: Statistical control of the production process of sausages in a processing plant.
Authors: Esteban Santiago Muñoz Simbaña
Jemmy Alexandra Guadalupe Jarrín
Tutor: Eng. Rody Guzmán Garzón, MSc. MEA, MSc. MAE
ABSTRACT
The present study applies the Methodology of Statistical Control of Processes in order to
monitor and predict the variability of the process in the production of sausages, because
there are high variations in the variable weight relative to the finished products. A
factorial analysis was performed to establish the variables with the highest incidence in
the production process, managing to determine the tolerances of the quality parameters
by applying the Control Graphics Methodology in this process, to evaluate the
performance analysis that the processes and contrast them with the Functional
Specifications of the finished products; calculating the capacity indexes of the production
process, the application of the media test determined the existence of specific differences
in the average drawing weight between the two processing machines. Finally, a proposal
to improve the production process was developed based on certain deficiencies that were
evidenced by control charts and capacity indexes, with a view to confirming continuous
improvement and goals consistent with the efficiency of the processes.
KEY WORDS: STATISTICAL PROCESS CONTROL/ SIX SIGMA / CONTROL
GRAPHICS / CAPACITY INDEX / FACTORIAL ANALYSIS

Capítulo 1
INTRODUCCIÓN
1.1. ANTECEDENTES
En la actualidad, las empresas desarrollan sus actividades en un entorno competitivo, desarro-
llando cambios en su estructura operacional, en especial la mejora continua en sus procesos,
de esta manera el resultado ha sido positivo en trabajo, creatividad y logro de dichas empresas
ecuatorianas; por este motivo es necesario el constante crecimiento a traves de la innovacion y
controles mas estrictos en todos los departamentos y procesos que conforman a una empresa,
lo que permitira escalar posiciones en el mercado y generar valor agregado a los productos
o servicios ofrecidos, y lleguen al cliente o consumidor del cual depende su crecimiento y
liderazgo en cuanto a caracterısticas de calidad, buenas practicas de manufactura e imple-
mentacion de nuevas tecnicas para los procesos de manufactura.
Por tal motivo las empresas dedicadas al procesamiento de carnes, deben conocer las tecni-
cas mas efectivas utilizadas a nivel mundial, con el fin de optimizar sus procesos, al reducir
sus costos y minimizar la variabilidad en sus productos.
Es por esto que el control de calidad en los procesos de produccion es de gran beneficio
para las empresas, ya que permiten determinar los problemas existentes, el grado de variabi-
1

lidad y observar si el proceso esta centrado de acuerdo a las especificaciones del cliente y la
empresa.
Este estudio revisa el contexto del grado de dispersion y el desempeno del proceso por
medio de herramientas estadısticas utilizadas en el control de calidad, por medio de la aplica-
cion de graficas de control e ındices de capacidad, de igual forma abarca el analisis factorial,
con el objetivo de observar la relacion que existe entre las variables que influyen en las carac-
terısticas de calidad de los embutidos (salchichas). Posteriormente la aplicacion de la prueba
de hipotesis de medias para identificar la existencia de diferencias significativas entre los pro-
cesos existentes. Todo esto permitira plasmar las conclusiones, recomendaciones y propuestas
de mejora que se consideren necesarias conforme a los hallazgos obtenidos.
1.2. HISTORIA DE LA INDUSTRIA DE EMBUTIDOS
Los embutidos aparecen desde el siglo XV , donde el ganado se criaba fuera de las ciudades,
y se faenaba con la finalidad de vender por piezas en las carnicerıas, pero con los cerdos eran
diferente ya que ellos eran criados en villas y se mataban en las calles, la familia elaboraba
el embutido, esto aun es costumbre en algunos pueblos. Hasta la mitad del siglo XIX no se
llegaba al desarrollo de la elaboracion de productos carnicos, ya que se daba mas importancia
al comercio y a la circulacion de mercancıas [Eugster, sf].
La industria carnica se encarga de la produccion, elaboracion y la distribucion de produc-
tos, de los cuales la materia prima es la carne de animal ya sea vacuno o porcino. La cual es
uno de los sectores que mas ventas tiene en el mercado de alimentos.
En Europa se consumen grandes cantidades de carne de diferentes tipos de animales,
tales como carne de vacuno, cerdo, pollo y pavo. Estas carnes son consumidas en gran-
des cantidades en tipos de alimentos carnicos procesados, como salchichas, embutidos y
pate [Koppel, 2009].
2

La precision y la exactitud son los indicadores de rendimientos mas concluyentes, asegu-
rando resultados con los que se pueda comparar diferentes tipos de laboratorios de control.
Debido a las malas practicas de produccion en cuanto a los ingredientes y proporciones
que componen cada producto (embutidos). Un estudio realizado en Suiza por la Oficial Au-
toridad de Control de Alimentos Rene Koppel determina las proporciones adecuadas de los
diferentes tipos de ingredientes de cada salchicha.
Los valores se dan en porcentajes de peso e incluye agua y hielo.
Cuadro 1.1: Proporciones adecuadas por ingrediente
Fracción% Lyo 1 Lyo 2 MP-Lyo Ge fi Lyo 1 Ge fi Lyo 2 MP-Paté
Carne de pollo 2.3 0.8 2.4 22.5 22.5 26Piel de pollo - - - 22.5 22.5 -Carne de pavo 2.3 3.9 3.2 28 28 21Carne de cerdo 9 9 20 2.3 4 28Chicharrón - - - - - 8Manteca de cerdo 2.2 2.2 10.4 - - -Carne de res 34 34 23 - - -Agua helada 28 28 20 2.3 0.8 2Caldo de carne utilizada - - - - - 12Sal de curado 1.5 1.5 1.3 1.5 1.5 1.8Clara de huevo - - - - - 1Especias y aditivos 1.5 1.5 1 1.5 1.5 0.3
Fuente: Paper de René KoppelElaboración: Autores
Para un mejor entendimiento acerca de las nomenclaturas utilizadas referirse al Cuadro 1.2
Cuadro 1.2: Nomenclaturas para ingredientes
Nomenclatura Composición
Lyo 1 Carne de vacunoLyo 2 Carne de cerdoGe fi Lyo 1 Carne de polloGe fi Lyo 2 Carne de pavoMP-Lyo Combinación de carnes similares a Lyo 1 y Lyo 2MP-Paté Combinación de carne de cerdo pollo y pavo
Fuente: Paper de René KoppelElaboración: Autores
Al utilizar la cantidad estandarizada de cada uno de los ingredientes se optimiza el proce-
3

so de produccion, ya que se reducen costos y la variabilidad disminuye, debido a que todos
los embutidos de las mismas caracterısticas tendran el mismo contenido de componentes.
Debido a que la carne es cara, los residuos de este alimento son razonables para reducir
la perdida de este alimento durante la produccion. Ya que los procesos continuos se utilizan
cada dia mas en las industrias, esto se debe a un incremento en las plantas de fabricacion mas
grandes.
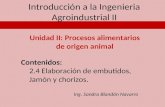
La utilizacion de la tecnica de paletas de la bomba-amoladora admite materias primas para
ser procesados en un solo paso y obtener un producto final [Weiss, 2010]. La mayorıa de las
empresas dedicadas a la fabricacion de embutidos, han optado por usar esta tecnica ya que
con ella se obtienen productos carnicos con altos estandares de higiene y calidad.
Otro de los beneficios de esta tecnologıa es el potencial enorme que ofrece con respec-
to al personal, energıa, inversion y necesidad de espacio. El diseno de esta maquina permite
multiples funciones a la vez, prescindiendo el uso de numerosas maquinas de procesamiento
de carne y equipos, como por ejemplo la tecnologıa recipiente de la picadora. Los estudios
realizados demuestran que el ahorro de costos es el 75% [Haack, 2003].
La tecnologıa de la bomba de paletas de multiples funciones fue puntualizada hace unos
veinte anos por primera vez. A partir de ese tiempo, se ha observado un rapido crecimiento
en las industrias dedicadas al procesamiento de productos carnicos. Un sistema de paletas
de la bomba-amoladora, se combina de una maquina de llenado (de vacıo) y una amoladora
posteriormente adjunta. Debido a esta composicion, los procesadores de carne existentes son
capaces de mejorar sus sistemas de llenado al ampliar estas con un componente amoladora
[Haack, 2004].
4

Figura 1.1: Maquina de paletas de bomba-amoladora
Fuente: [Haack, 2004]
1.3. TENDENCIA DE LA INDUSTRIA DE EMBUTIDOS
EN ECUADOR
En el sector de manufactura la industria de alimentos y bebidas componen el 38%, debido a
que en el ecuador se ha desarrollado una industria en esta rama. El mercado lo operaban mas
de 130 marcas, de las cuales el 60% pertenece a las empresas formales y el 40% componen
las organizaciones informales [Revista Ekos, 2018].
Segun las Cuentas Nacionales, en el 2019 el valor agregado de la industria manufacturera
en comparacion con el tercer trimestre del 2018 y el cuarto trimestre del 2017, tuvo un creci-
miento anual fue de 0,8% [Banco Central, 2019].
Debido al incremento que ha tenido este sector, la aportacion en el PIB, paso de 4,7%
en el 2008 a 6,1% en 2016 y el 6,7% en el 2018. En el sector de manufactura la fabricacion
con mayor peso fue la produccion de alimentos y bebidas con un 38%. En la composicion de
la produccion de alimentos, esta el procesamiento y conservacion de pescado, que representa
el 27% del peso total, ademas de ser una importante contribucion en las exportaciones. La
segunda actividad mas destacada es la de productos carnicos, que representa el 14%, esto se
debe al consumo que tienen los hogares, demostrando ası que este sector es fundamental en
la economıa del paıs [Revista Ekos, 2018].
5

Ecuador tiene un rol importante en el comercio internacional en cuanto a los productos
carnicos (aviar, bovino y porcino), donde el tipo de carne de clase porcina obtuvo una de-
manda de 32,6 millones de dolares, posteriormente esta la clase aviar con 11,9 millones de
dolares y la bovina de 1,65 millones de dolares en el ano 2011 [Boari, 2011].
Debido al crecimiento que tiene este sector, existen varias empresas dedicadas a la produc-
cion y distribucion de productos carnicos, las cuales se encuentran compitiendo en el mercado
en relacion al precio, calidad, publicidad y la creacion de nuevos productos, para alcanzar una
importante plaza en la industria de alimentos.
Las empresas mas importantes que compiten en esta industria son:
Embutidos Juris,
Alimentos Don Diego,
La Suiza,
Supermaxi,
La Europea,
Procesadora Nacional de alimentos C.A. PRONACA,
Otras,
1.4. ANTECEDENTES DE INVESTIGACIONES NACIO-
NALES
Naranjo Jaramillo, Israel y Salazar Gonzales, Roberto (2010) realizaron una investigacion cu-
yo objetivo fue:
6

Figura 1.2: Principales competidores en la Industria de Alimentos (Productos cárnicos)
Fuente: [Aviles, 2007]
Mejorar porcentualmente la eficiencia y calidad de los procesos de produccion de salchi-
chas Frankfurt, en la empresa Cardinem Cıa. Ltda., utilizando la metodologıa del seis sigma
(DMAIC); realizaron una descripcion breve sobre la organizacion, los productos que elaboran
y en ultimo lugar el direccionamiento estrategico que operan.
Para emplear esta metodologıa, realizaron un estudio previo de la situacion actual de la
empresa, utilizando herramientas de apoyo – Green Belt, obteniendo como resultados ciertas
pautas para mejorar los problemas en el proceso productivo.
Mediante la aplicacion de la metodologıa utilizaron herramientas estadısticas como: dia-
grama de causa y efecto, diagrama de Pareto, graficas de control, ındices de capacidad. Para
ver la mejora que obtuvieron al aplicar este metodo, realizaron una comparacion con el pro-
ceso anterior y el actual.
Entre los resultados obtuvieron que la merma despues de horneado en el proceso anterior
era de 6,12% en promedio; y los resultados obtenidos con la mejora fue una merma de 2,85%
en promedio del total del producto sometido a este proceso, resultado que demuestra que se
ha mejorado sustancialmente. Tambien enfatizaron que esta mejora representa un ahorro y a
7

la vez una ganancia para la empresa y el cliente. Ademas, lograron estandarizar el proceso,
sometiendo el producto siempre a una misma temperatura y a un mismo tiempo.
Este antecedente aporto a nuestro trabajo ya que nuestro objetivo es mejorar el desempeno
en el area productiva de la planta de elaboracion de embutidos Pronaca, para lo cual se utili-
zaran metodos estadısticos descriptivos e inferenciales, en conjunto con el control estadıstico
de procesos. Para la realizacion de este proyecto, es muy importante y se debe mencionar que
el mismo fue planteado directamente a la gerencia, quienes aprobaron esta propuesta, con la
idea de que se pueda implementar a futuro. El area de estudio, se centra en el proceso de la
produccion de embutidos, especıficamente a la lınea de salchichas, la cual fue seleccionada
conjuntamente con la empresa debido a que estas fueron las que presentaron mayor inciden-
cia de problemas que se pudieron identificar con seguimientos y levantamientos previos de
informacion obtenida del proceso establecido en la planta.
1.5. NORMAS INTERNACIONALES ISO 9000:2000
Para Alberto Servat (2005), poner en practica un sistema de gestion de calidad, en primer pun-
to es necesario conocer todas las especificaciones de la presentacion del producto o servicio
final. Todo sistema de gestion de calidad debe:
Recopilar la informacion fundamental para la fabricacion del producto o servicio.
Planificar las actividades dentro de la entidad para la correcta fabricacion del producto
o servicio.
Detallar las instrucciones precisas para llevar a cabo las actividades.
El ISO 9000:2000 es una de las mejores definiciones en el sistema de gestion para dirigir y
controlar una organizacion con respecto a la calidad. Es importante recalcar que el ISO 9000
version 2000, esta compuesto por tres documentos basicos (9000, 9001 y 9004), y por varios
8

lineamientos que se detallan en el Cuadro 1.3 [Servat, 2005].
Es un procedimiento que tiene como objetivo identificar los factores que permita medir el
desempeno de los procesos de produccion.
Para que los parametros sean efectivos, deben tener relacion con los resultados que se es-
pera que tenga el proceso. “Se entiende por proceso a una secuencia de actividades que va
anadiendo valor mientras se produce un producto o servicio a partir de determinadas apor-
taciones” [Colın, 2000, p. 184].
Para cerciorar la conformidad del Sistema de Gestion de la Calidad, la Organizacion debe
implementar un plan de seguimiento, medicion, analisis y mejora para la aprobacion del pro-
ducto terminado [Barca, 2002].
Para evaluar el desempeno de procesos la Organizacion debe aplicar cuatro puntos impor-
tantes que son:
La satisfaccion del cliente,
Control de los documentos,
Control de los registros,
Realizar auditorıas internas,
Analisis de datos y
Mejora
1.5.1. La satisfacción del cliente
La Organizacion debe realizar un seguimiento de la informacion que el cliente proporciona
sobre su perspectiva con respecto al producto terminado y si este cumple con sus requisitos.
9

Cuadro 1.3: Familia ISO 9000
Estándares y lineamientos PropósitoISO 9000:2000 Establece un punto de partida para el entendimiento del estándar y,
Sistemas de gestión de la calidad: para evitar mal entendidos define los términos y conceptosfundamentos y vocabulario usados en ISO 9000.
ISO 9001:2000 Este es el estándar requerido para evaluar la capacidad de cumplirSistemas de gestión de la calidad: con las especificaciones de los clientes y los lineamientos regulatorios.requerimientos Es el único estándar de la familia para el que se pueda solicitar la
certificación de una tercera parte.
ISO 9004:2000 Este estándar provee las directrices para la mejora continua del sistemaSistemas de gestión de la calidad: de gestión de la calidad, en beneficio de todas las partes.lineamientos para la mejora del desempeño
ISO 19011 Provee los lineamientos para la verificación de la habilidad del sistema deLineamientos en calidad y/o calidad para alcanzar objetivos definidos. Se puede usar para realizarauditoria medioambiental auditorias internas o auditar a los proveedores.
ISO 10005:1995 Provee lineamientos de apoyo para la preparación, revisión y aceptaciónGestión de calidad: de los planes de calidad.lineamientos para planes de calidad
ISO 10006:1997 Lineamientos para ayudar a asegurar la calidad, tanto del proceso delGestión de calidad:lineamientos para proyecto como de los productos.calidad en gestión de proyectos
ISO 10007:1995 Ofrece lineamientos para asegurar que un producto complejo seguiráGestión de calidad:lineamientos para la funcionando cuando se han modificado los componentes individuales.gestión de la configuración
ISO/DIS 10012 Provee lineamientos sobre las principales características de un sistema deRequerimientos para el aseguramiento de la calidad de calibración, para asegurar que las mediciones se realizan con lapara medición de equipos: Parte 1: confirmación precisión deseada.meteorológica para la medición de equipos
ISO 10012-2:1997 Provee directrices adicionales para la aplicación del control estadísticoRequerimientos para el aseguramiento de la calidad de procesospara medición de equipos: Parte 2: lineamientospara el control de mediciones de procesos
ISO 10013:1995 Proporciona lineamientos para el desarrollo y mantenimiento de manualesLineamientos para el desarrollo de calidad, confeccionados de acuerdo con necesidades especificas.de manuales de calidad
ISO/TR 10014:1998 Ofrece lineamientos sobre como alcanzar beneficios económicos a partirLineamientos para la gestión de economía de calidad de la aplicación de la gestión de calidad.
ISO 10015:1999 Provee pautas para el desarrollo, implementan, mantenimiento yGestión de calidad: mejoramiento de estrategias y sistemas de entrenamiento, que afectan la calidadlineamientos para el entrenamiento de los productos.ISO/TS 16949:1999 Lineamientos específicos para la aplicación del ISO 9001 en la
Gestión de calidad:Proveedores de la industria industria automotriz.automotriz. Requerimientos particularespara la aplicación del ISO 9001:1994
Fuente: Libro de Calidad (ISO 9000 versión 2000)Elaboración: Autores
1.5.2. Auditorías internas y externas
“Una auditorıa es un examen objetivo realizado por personal calificado independiente del
responsable de la actividad que se va a auditar” [Barca, 2002, p. 24].
Se debe realizar auditorıas internas a fases discontinuas del proceso de manera planificada,
para determinar si la Gestion de la Calidad esta conforme a la normativa ISO 9000:2000 que
10

esta enfocada a los procesos de produccion, ademas de cumplir con los objetivos de calidad
que la Organizacion ha establecido de forma eficaz.
Los resultados de la auditoria son utiles para establecer acciones correctivas y preventi-
vas en las areas donde se presentaron no conformidades. Para efectuar las auditorias se debe
tomar en cuenta, el alcance que esta va a tener, al igual que su frecuencia y metodologıa
[Barca, 2002].
Ademas la organizacion debe dar seguimiento a la calidad del producto, para esto deben
existir procedimientos escritos para la inspeccion y ensayo del producto en las distintas etapas
del proceso de produccion y salida del producto terminado, y conocer si el mismo cumple con
los requisitos establecidos [Barca, 2002].
Para determinar la conformidad deben existir criterios de aceptacion, que el personal en-
cargado con la liberacion del producto debe tomar en cuenta, para esto se toma una muestra
de un lote determinado y se realiza la inspeccion, separando los productos aceptables de los
no aceptables.
Segun Barca (2002), para los productos no aceptables se establecen tres procedimientos:
Reproceso para satisfacer los requisitos,
Reclasificado para otros usos y
Rechazo definitivo.
1.5.3. Análisis de datos
Para este paso la Organizacion debe utilizar estadısticas, que ayuda con el analisis de los da-
tos recopilados en el seguimiento y medicion de las fases del proceso, se deben establecer
procedimientos por escrito para aplicar estas tecnicas, ya que en diferentes areas del proceso
11

productivo se necesita aplicar tecnicas estadısticas, para visualizar con mayor exactitud las
no conformidades que deben ser corregidas de inmediato y obtener ası una calidad en todo el
proceso [Barca, 2002].
Para la medicion de caracterısticas de calidad es recomendable utilizar estas tres tecnicas:
Histograma,
Graficas de control y
Graficos de Pareto.
1.5.4. Mejora
Se obtiene una mejora continua cuando la Organizacion utiliza:
Polıticas de la calidad,
Objetivos de la calidad,
Resultados de la auditorıa,
Analisis de datos y
Acciones correctivas y preventivas
Para tener un mejor desempeno en los procesos y un producto o servicio de calidad, es ne-
cesario que cada uno de los pasos o procedimientos funcionen de manera conjunta y eficiente,
obteniendo un Sistema de Gestion de Calidad en la Organizacion [Servat, 2005].
12

1.6. PROBLEMA DE ESTUDIO
Actualmente el control del proceso de produccion de salchichas en la planta de procesamiento
presenta deficiencias que no permiten que se tenga un control riguroso, lo cual ha incidido en
la eficiencia del mismo, esto a ocasionado que no se cumplan con las Especificaciones Fun-
cionales establecidas, teniendo plena afectacion sobre el producto terminado, motivo por el
cual se tiene como consecuencia la presencia de elevados ındices de variabilidad en el peso,
llegando a presentarse cifras de ±3% a ±4% de sobrepeso o bajo peso en relacion al con-
tenido neto declarado (Qn), lo que representarıa una cantidad de hasta $129,948 de perdidas
anuales para la empresa. Esto dificulta alcanzar un optimo rendimiento productivo y obtener
altos estandares de calidad. Todos estos factores recaen sobre dos aspectos muy importantes
y fundamentales que son el incumplimiento de la normativa INEN 284 con los productos que
presentan pesos inferiores a lo establecido en la normativa y por otra parte la perdida de di-
nero para la empresa por los productos que presentan exceso de peso. Por tanto el problema
de investigacion se enfoca en controlar la variabilidad de los procesos de produccion de em-
butidos y que la produccion este acorde a las Especificaciones Funcionales del producto. Es
por esto que esta investigacion indaga y sugiere una metodologıa que garantice una eficiente
produccion en la empresa.
1.7. PREGUNTAS DE INVESTIGACIÓN
1.7.1. Pregunta General
¿Como monitorear adecuadamente el proceso de produccion de embutidos, tomando en cuen-
ta la capacidad instalada de la empresa y las Especificaciones Funcionales del producto, que
permita delinear ajustes y mejoras continuas oportunas?
13

1.7.2. Preguntas Específicas
¿Cual es la variabilidad de los parametros de calidad del proceso en la produccion de
embutidos dentro de la empresa?
¿Cual es la capacidad del proceso, que garantice el cumplimiento de las Especificacio-
nes Funcionales en la elaboracion de embutidos en la empresa?
¿Que variables tienen mayor incidencia, sobre el proceso de produccion de embutidos?
¿Que tipo de maquina es la mas eficiente en el proceso de embuticion de salchichas?
1.8. OBJETIVOS
1.8.1. Objetivo General
Desarrollar un Control Estadıstico del proceso de embutidos (salchichas), que permita pre-
decir la variabilidad del proceso, con mira a la toma de decisiones oportunas que faciliten el
mejoramiento continuo de la empresa.
1.8.2. Objetivos Específicos
Identificar las tolerancias de los lımites de control de los parametros de calidad de los
embutidos (salchichas), por medio de la metodologıa de graficos de control.
Determinar la capacidad del proceso de produccion referente a los parametros de ca-
lidad de los embutidos (salchichas), a fin de contrastar los indices de capacidad del
proceso frente a Especificaciones Funcionales del producto establecidas por la empre-
sa.
Mostrar la variabilidad del proceso de produccion en cada variable integrante en la
produccion de embutidos, por medio de la metodologıa ACP (Analisis de componentes
principales), que permita monitorear la produccion de forma eficaz.
14

Establecer las diferencias existentes en el proceso de embuticion de las maquinas NL y
VEMAG.
1.9. HIPÓTESIS
1.9.1. Hipótesis General
La gestion de produccion de embutidos, mediante la metodologıa de Control Estadıstico de
Procesos optimiza la capacidad instalada frente a las Especificaciones Funcionales.
1.9.2. Hipótesis Específicas
La determinacion de los lımites de control de los parametros de calidad, permite ajustar
la polıtica de produccion.
La determinacion de la capacidad de proceso, mitiga el riesgo de saturacion o subutili-
zacion de las maquinas en el proceso de produccion.
El reconocimiento de la incidencia de las variables en el proceso de produccion, contri-
buye significativamente a reorientar el proceso de produccion.
El contraste de las diferencias entre las maquinas NL y VEMAG, permite direccionar
el proceso de produccion de forma integral.
15

1.10. JUSTIFICACIÓN
La presente investigacion se plantea debido a la colaboracion con la empresa en el segui-
miento y levantamiento de informacion para la verificacion del cumplimiento de la normativa
RTE INEN 284 “cantidad de producto en preenvasados/preenpacados”, mediante lo cual se
pudo determinar que existe una alta variacion en los pesos de los productos terminados, te-
niendo una mayor incidencia en productos derivados de la lınea de produccion de embutidos,
especıficamente en las salchichas. Por este motivo productos del mismo lote no cumplen con
la normativa, mientras que otros presentan exceso de peso.
Por la informacion y datos obtenidos durante este tiempo y a la identificacion del problema se
planteo a la gerencia de la empresa esta investigacion, la misma que fue aceptada mostrando
gran interes y dispuestos a brindar todas las facilidades para la recopilacion de informacion
necesaria para la misma.
Mediante la aplicacion de la metodologıa de Control Estadıstico de Procesos se busca tener
un mejor control sobre el proceso, lo cual a largo plazo ayudara a disminuir la variacion de
los pesos en los productos terminados agregando mejoras o estableciendo lımites de control
en el proceso de produccion de embutidos (salchichas), y ası lograr que el producto se en-
cuentre dentro de los lımites de tolerancia aceptados, cumpliendo con las Especificaciones
Funcionales establecidas por la normativa, por la empresa y por el cliente. Ademas este es-
tudio potencializara un gran beneficio economico hacia la empresa al generar ahorro con los
productos que tienen exceso de peso.
Concluida la presente investigacion y entregada a la gerencia de la empresa, seran ellos quie-
nes tomen las decisiones sobre la aplicacion de las mejoras que vayan acorde a las necesidades
de la empresa.
16

1.11. ALCANCE DE LA INVESTIGACIÓN
El proyecto que se plantea se aplicara directamente a la cadena de produccion de la planta
de elaboracion de embutidos ubicada en Pifo, implementando tecnicas estadısticas aplicadas
mediante el control estadıstico de procesos que serviran para dar tratamiento a los datos e
informacion obtenida directamente de los procesos productivos, realizar diferentes pruebas y
analisis que permitan visualizar el desempeno y capacidad que tienen los procesos para cum-
plir con las especificaciones.
La mejora de los procesos se alcanza realizando un diagnostico de la situacion en que se en-
cuentran los procesos, esto servira para poder identificar en que fase o etapa existen puntos
crıticos que necesiten acciones correctivas inmediatas o que se deba dar un seguimiento con-
tinuo para asegurar su optimo funcionamiento.
17

Capítulo 2
MARCO TEÓRICO
En este capıtulo se encuentran los diferentes puntos de vista de varios autores, que nos ayu-
daran a entender el Control de calidad y el Control Estadıstico de Procesos, estas teorıas se
utilizaran en el capıtulo 3, ademas de los fundamentos cientıficos que nos ayuden con la rea-
lizacion de este proyecto.
Los principales fundamentos cientıficos son:
Teorıas sobre la calidad
Control Estadıstico de Calidad,
Control Estadıstico de Procesos (CEP),
Variabilidad,
Graficos de Control,
Capacidad de Procesos,
Seis sigma,
Analisis Factorial,
Prueba de hipotesis,
18

2.1. TEORÍAS SOBRE LA CALIDAD
Un proceso industrial tiene varios factores aleatorios que provoca que dos productos no pue-
dan ser fabricados equivalentemente iguales, lo que quiere decir que en el proceso de produc-
cion se presentara variabilidad. El objetivo de las industrias es reducirla lo mas posible o por
lo menos mantenerla dentro de los lımites.
Es por esto que la calidad se ha convertido desde hace algunos anos en una de las es-
trategias mas importantes, tanto para productores (empresas), como para consumidores; las
empresas estan conscientes que su aplicacion es esencial para ser competitivos y mantener-
se en el mercado, entregando bienes y/o servicios de calidad; por parte de los consumidores
estan interesados persistentemente en satisfacer completamente sus necesidades que se van
creando todos los dıas.
Por lo tanto, el objetivo de las industrias es obtener calidad en todo el proceso de produc-
cion y elaboracion de un bien y/o servicio, pero ¿que es calidad?.
Existen varias teorıas sobre calidad, autores clasicos y modernos han creado principios,
tecnicas y herramientas que deben seguir las empresas para obtener un producto o servicio
con calidad.
2.1.1. Teorías clásicas
2.1.1.1. William Deming
¿Que es la calidad?
Deming senala que la calidad se puede definir en funcion del sujeto, pero ¿quien juzga la
calidad?. Para el pensamiento del productor, el obtiene calidad cuando el esta satisfecho de su
trabajo, caso contrario para el la mala calidad atribuye una perdida del negocio o de su traba-
19

jo. En cambio para el gerente, la calidad es cumplir con los objetivos trazados y cumplir con
las especificaciones determinadas, ademas de mejorar continuamente los procesos. Deming
asegura que todos estos pensamientos son ciertos ya sea para empresas de servicios como en
las de fabricacion. [Deming, 1989, p. 132]
En el libro “La salida de la Crisis” de William Deming hace referencia que la calidad se
debe medir por la interaccion entre tres componentes 1) el producto mismo; 2) el usuario y
como usa el producto; 3) las instrucciones de uso. A estos tres componentes se le conoce
como triangulo de interaccion. [Deming, 1989, p. 138]
Figura 2.1: Triangulo de interacción
Fuente: [Deming, 1989]
Como se hacıa antes y como ahora.
Antes de la era industrial, el panadero, el lechero, el sastre, el zapatero, etc., conocıan a
sus clientes por nombres y conocıan si cumplıan con satisfacer las necesidades de cada uno
de ellos, al mismo tiempo de saber que mas debıan hacer para mantener a su cliente satisfecho
con el producto que ellos ofrecıan. Pero con la expansion industrial, este pensamiento es facil
de perder debido a los intermediarios que existen entre el productor y el consumidor final, lo
cual ha creado una barrera entre ellos, gracias a la ciencia esta barrera puede ser superada a
20

traves del muestreo.
Los fabricantes solıan pensar que la fabricacion constaba de tres pasos, el exito dependıa de un
trabajo de adivinacion —adivinar que tipo y diseno de producto se venderıa, cuanto fabricar. Segun la
vieja teorıa, los tres pasos son independientes. En la actualidad, la direccion introduce, generalmente
con el auxilio de la investigacion sobre los consumidores, un cuarto paso: 1) Diseno del producto. 2)
Fabricarlo; ensayarlo en la lınea de produccion y en el laboratorio. 3) Ponerlo en el mercado. 4) Ensa-
yarlo en la post-venta; descubrir que piensa el usuario de el, y por que no lo ha comprado el no-usuario.
[Deming, 1989, p. 140]
La filosofıa de William Deming para la obtencion de la calidad en un proceso es, la apli-
cacion del control estadıstico de la calidad. “En el verano de 1950 enseno en el Japon la
tecnica del control estadıstico del proceso y la filosofıa de la administracion para la calidad”
[Mendez, 2013].
El control estadıstico de procesos debe ser planificado y relacionado para conseguir los
resultados esperados. Deming plantea algunas herramientas para planificar el estudio de la
calidad en los procesos. Como se puede apreciar en la Figura 2.2.
Figura 2.2: Circulo de control de Deming
Fuente: [Deming, 1989]
21

Sus principales aportaciones fueron los 14 puntos de Deming, en los que senalan que la al-
ta direccion es la responsable de la mejora continua en la calidad. Las sugerencias de William
Deming al trazar 14 elementos cambiaron la historia y el desarrollo del Japon, incidiendo en
las teorıas de management.
Estos puntos fueron la base para la innovacion de la industria americana ya que no era
suficiente solo resolver los problemas grandes o pequenos, sino la subsistencia en el mercado,
proteger las inversiones y los puestos de trabajo. [Deming, 1989, p. 19]
2.1.1.2. Armand Feigenbaum
Control total de la calidad
Es un sistema efectivo para la integracion de los esfuerzos del desarrollo, mantenimiento
y mejoramiento que los diferentes grupos de una organizacion realizan para proporcionar un
producto o servicio en los niveles mas economicos para la satisfaccion de las necesidades del
cliente [Feigenbaum, 1994].
El Doctor Feigenbaum en su libro “Control Total de la Calidad” senala que la calidad es:
Una determinacion del cliente, o una determinacion del ingeniero, ni de Mercadeo, ni del Geren-
te General. Esta basada en la experiencia actual del cliente con productos o servicios, comparado con
sus requerimientos, establecidos o no establecidos, conscientes o inconscientes, tecnicamente operacio-
nales o enteramente subjetivos. Y siempre representando un blanco movil en un mercado competitivo.
[Feigenbaum, 1994, p. 37]
El control total de la calidad proporciona las bases fundamentales de la motivacion de
calidad positiva para todos los empleados y representantes de la companıa, desde altos eje-
cutivos hasta trabajadores de ensamble, personal de oficina, agentes y personal de servicio.
Las relaciones humanas efectivas son basicas en el control de la calidad, las cuales tienen un
22

efecto positivo sobre el operador creandole responsabilidad e interes en producir calidad.
Ademas son basicos los conocimientos tecnologicos solidos, siendo incluidos los sistemas
para la especificacion de tolerancias en terminos orientados al usuario, metodos rapidos para
la evaluacion de componentes y sistemas de confiabilidad; clasificacion de caracterısticas de
la calidad, metodos de clasificacion de vendedores, tecnicas en las inspecciones por muestreo,
tecnicas en los controles de proceso, en el diseno de equipo para mediciones en el control de
la calidad; sistemas de calibracion, establecimiento de estandares, evaluacion de la calidad de
un producto y esquemas promedio ası como la aplicacion de tecnicas estadısticas en experi-
mentos disenados por medio de graficas de X y de R, y otras muchas mas [Feigenbaum, 1994].
Papel de la estadıstica en la tarea de control de la calidad
La estadıstica se usa en los programas de control total de la calidad, cuando y donde puede
ser util. Pero la estadıstica es solamente una de las herramientas que entran como parte en el
cuadro completo del control total de la calidad; no es el patron en sı.
El punto de vista representado por estos metodos estadısticos, ha, sin embargo, producido
un fuerte efecto en todo el campo del control de la calidad. Este punto de vista esta represen-
tado por cuatro instrumentos estadısticos de trabajo, que pueden utilizarse separadamente o
en combinacion, en las tareas del control de calidad:
1. Distribucion de frecuencias. La cual consiste en una tabulacion ordenada del numero
de veces que una caracterıstica de calidad ocurre dentro de las muestras de producto
que se examina.
2. Graficas de control. Es un metodo grafico para evaluar si un proceso esta o no dentro
de un estado de “control estadıstico”.
3. Tabla de muestreo. Estas son un conjunto especifico de procedimientos que usual-
mente consiste de planes de aceptacion de muestreo con las que se relacionan tamano
23

de lote, tamano de muestra y criterio de aceptacion, o la inspeccion al 100%.
4. Metodos especiales. En los que se incluyen tecnicas tales como analisis de tolerancias,
correlacion y analisis de varianza. [Feigenbaum, 1994, p. 102]
Los puntos esenciales de Feigenbaum son:
La calidad tiene que estar definida en terminos de satisfaccion del cliente.
La calidad es multidimensional. Debe estar definida comprensivamente.
Calidad mas alla del control de fallas.
Debido a que los clientes tienen necesidades cambiantes, la calidad es dinamica.
Si la evaluacion de la calidad depende del cliente y se necesita retro alimentacion mientras
el producto se esta desarrollando, entonces se esta en capacidad de traducir dichas necesida-
des del cliente en caracterısticas del producto. Feigenbaum observa que Mercadeo evalua el
nivel de calidad que esperan los clientes, ası como lo que estarıan dispuesto a pagar. Inge-
nierıa reduce la evaluacion de Mercadeo a especificaciones exactas [Feigenbaum, 1994].
Esta necesidad de determinar lo que los clientes quisieran pagar para obtener una aproxi-
macion de su producto o servicio ideal, y luego traducir esta informacion en especificaciones
para una variedad de caracterısticas de productos y servicios, es la pesadilla que reta a todos
los expertos en gestion de calidad total.
Para feigenbaum es importante que las companıas contaran con procesos bien planeados
y documentados para:
El control de adquisiciones de materiales.
La realizacion de estudios especiales del proceso.
24

El control del producto.
El control de disenos nuevos.
Tres pasos hacia la calidad
Liderazgo en calidad
Se debe poner especial enfasis en la administracion y el liderazgo en calidad. La cali-
dad tiene que ser minuciosamente planeada en terminos especıficos. Esta propuesta esta mas
orientada a la excelencia que el tradicional enfoque hacia las fallas o defectos que puede lle-
gar a tener un producto [Feigenbaum, 1994].
Tecnicas de calidad modernas
En una empresa moderna, todos los miembros de la organizacion deben ser responsables
de la calidad de su producto o servicio. Esto significa integrar en el proceso el personal de
oficina, ası como a los ingenieros y a los operarios de planta. La meta deberıa ser una perfor-
mance libre de fallas o defectos. Las nuevas tecnicas deben ser evaluadas e implementadas
segun resulte adecuado. Lo que hoy puede ser para el consumidor un nivel aceptable de cali-
dad manana puede no serlo [Feigenbaum, 1994].
Compromiso de la organizacion
La motivacion permanente es mas que necesaria. La capacitacion que esta especıficamen-
te relacionada con la tarea es de capital importancia. Hay que considerar a la calidad como un
elemento estrategico de planificacion empresarial [Feigenbaum, 1994].
Metodologıa de feigenbaum para implantar la calidad.
25

Polıticas y objetivos de calidad definidos y especıficos.
Fuerte orientacion hacia el cliente.
Integracion de las actividades de toda la empresa.
Asignaciones claras al personal para el logro de la calidad.
Actividad especıfica del control de proveedores.
Identificacion completa del equipo de calidad.
Costo de calidad acompanado de otras mediciones y estandares de desempeno de la
calidad.
Efectividad real de las acciones correctivas.
Control continuo del sistema, incluyendo la pre alimentacion y retro alimentacion de
la informacion, ası como el analisis de los resultados y comparacion con los estandares
presentes. [Feigenbaum, 1994].
El control de la calidad requiere la integracion de actividades de un sistema. Este sistema
deberıa asignar la responsabilidad por los esfuerzos en procurar la calidad a todos los sectores
de la empresa. Lo mas importante para la filosofıa de calidad de Feigenbaum, es el cliente;
en sus propias palabras: Calidad es lo que el cliente percibe que es calidad y no lo que la
companıa cree que es [Feigenbaum, 1994].
Para poder dar un producto o servicio de calidad es necesario que toda la empresa este in-
volucrada en la busqueda constante de la calidad, no unicamente el departamento de manu-
factura.
“La calidad es una forma de vida”, quiere decir que no se consigue la calidad con efec-
tuar supervisiones al final de la produccion, sino mas bien, efectuar correctamente todos los
26

procedimientos desde el inicio. El Dr. Feigenbaum, les da importancia a los costos de cali-
dad, asegurando que el reducir estos costos es tarea importante, para poder competir en el
mercado, tanto en precio como en calidad.
2.1.1.3. Kauro Ishikawa
¿Que es la calidad?
“En Japon, ”calidad” se traduce por ”hinshitsu”, una palabra escrita con dos caracteres
chinos, una que quiere decir bienes y otra que quiere decir calidad.” [Ishikawa, 1994, p. 17]
En control de calidad, el significado de calidad no solo hace referencia a la calidad del
producto sino tambien a la calidad en general. Al inicio la palabra ”hinshitsuusarla para la
calidad de los servicio ası como para la calidad de los bienes se consideraba extrano, pero
hoy en dıa el control de calidad total esta muy desarrollado y existen varias industrias que
estan aplicando programas de Control de Calidad Total. En la actualidad en Japon utilizan
la palabra ”hinshitsu kanri”que tiene como definicion controlar la calidad de productos y de
servicios. [Ishikawa, 1994]
Ishikawa senala que no es lo mismo hacer productos de buena calidad, que productos de
la mejor calidad posible. Es por esto que, cuando se habla de calidad en control de calidad;
hace referencia al diseno, fabricacion y venta de productos con una calidad que satisfaga
las necesidades del consumidor en funcion a los factores como el coste y el uso previsto.
[Ishikawa, 1994]
Los cuatro aspectos de calidad
Si se quiere producir buena calidad para el consumidor, se debe decidir por anticipado
que calidad de producto planificar, producir y vender. Para ello se debe emplear los cuatro
aspectos siguientes:
27

1. Calidad
2. Coste
3. Entrega
4. Servicio
Figura 2.3: Aspectos de la calidad
Fuente: [Ishikawa, 1994]
“En la norma JIS (Normas Industriales Japonesas) sobre terminologıa Z8101-1981, el
control de calidad se define de la siguiente forma: ”Sistema de metodos para la provision
coste-eficaz de bienes o servicios cuya calidad es adecuada a los requisitos del comprador”
[Ishikawa, 1994, p. 2].
Para poner en practica el control de calidad de manera eficaz se requiere la participacion
y compromiso de todos los empleados que componen la empresa. A esto se le conoce como
control de calidad total (CCT).
Para Ishikawa el control de calidad “consiste en el desarrollo, diseno, produccion, comer-
cializacion y prestacion del servicio de productos y servicios con una eficacia del coste y una
28

utilidad optimas, y que los clientes compraran con satisfaccion” [Ishikawa, 1994, p. 2].
Para alcanzar estos objetivos, todas los departamentos de una empresa (alta direccion, ofi-
cina central, fabricas y departamentos individuales tales como produccion, diseno, tecnico,
investigacion, planificacion, investigacion de mercado, administracion, contabilidad, materia-
les, almacenes, ventas, servicio, personal, relaciones laborales y asuntos generales) tienen que
trabajar juntos; asimismo de crear tecnicas o sistemas que les faciliten el cumplimiento de las
polıticas internas. Esto se puede obtener mediante la utilizacion de, metodos estadısticos y
tecnicos; metodos computarizados; control automatico, de instalaciones y de medidas; inves-
tigacion operativa; ingenierıa industrial y la investigacion de mercado. [Ishikawa, 1994]
La teorıa de Ishikawa era manufacturar todo a un bajo costo, senalo que algunos de los
beneficios para las empresas implementando el control de calidad son: la reduccion de costos,
bajar los precios y mejorar la tecnica, entre otros.
Kauro Ishikawa en su libro “Guide to Quality Control” propuso las 7 herramientas basi-
cas de calidad con el fin de ayudar a que las industrias japonesas puedan tener procedimientos
muy claros para dar solucion a sus problemas referentes a la calidad, ademas de la imple-
mentacion de programas de mejoramiento continuo. Tambien senala que el operario de planta
puede utilizarlas eficazmente.
Las siete herramientas de Ishikawa son:
1. Los diagramas de Pareto
2. Los diagramas de causa-efecto (diagramas “espinas de pescado” o Ishikawa)
3. Los histogramas
4. Las hojas de control
5. Los diagramas de dispersion
29

6. Los flujogramas
7. Los cuadros de control
Ishikawa aseguro que no todos los problemas se podıan resolver aplicando estas herra-
mientas, senalo que es posible encontrar la solucion para el 95% de los casos.
2.1.2. Teorías modernas
2.1.2.1. Shigeo shingo
Es tal vez uno de los menos conocidos, pero su impacto en la industria japonesa, incluso en
la estadounidense ha sido muy grande. Junto con Taiichi Ohno, desarrollo un conjunto de
innovaciones llamadas “el sistema de produccion de Toyota”.
En cierta companıa, Shingo fue responsable de reducir el tiempo de ensamble de cascos
de cuatro meses a dos meses.
Sus contribuciones son caracterizadas por que dio un giro enorme a la administracion,
haciendo varios cambios en ella, ya que sus tecnicas eran todo lo contrario a las tradicionales.
Los que estudian sus metodos de una forma superficial, piensan que sus teorıas no son muy
correctas, pero la mejor prueba de que si lo son, es el nombre “TOYOTA” que respalda a una
de las mas grandes empresas automotrices a cargo de Shingo.[Rojas, 2003].
Aportaciones de Shigeo Shingo
“El sistema de produccion de Toyota y el justo a tiempo”: Estos sistema tienen una filo-
sofıa de “cero inventarios en proceso”. Este no solo es un sistema, sino que es un conjunto
de sistemas que nos permiten llegar a un determinado nivel de produccion que nos permita
30

cumplir el “justo a tiempo” [Shingo, 1991].
Hay varias ventajas que nos proporciona el sistema de “cero inventarios”:
Los defectos de la produccion se reducen al 0% por que al momento en que se presenta
uno, la produccion se detiene, hasta eliminar sus causas.
Al hacer esta reduccion de cero defectos, se reducen tambien los desperdicios y otros
materiales consumibles quedan tambien en ceros.
El espacio de las fabricas tambien se ve beneficiado, ya que no tiene necesidad de
almacenar productos defectuosos ni materiales desviados.
Este sistema es confiable en cuanto a la entrega justo a tiempo, ya que se obliga a tra-
bajar sin errores. [Shingo, 1991]
El sistema de “Jalar” vs “Empujar”
Este concepto, nos dice que se va a producir una pieza unicamente si la lınea siguiente lo
necesita, para eso tenemos unas tarjetas que nos indican cuando se necesita.
El sistema de justo a tiempo, es muy difıcil y constituye un reto que solo puede ser aplica-
ble en las empresas que han resuelto todos sus problemas y pueden dominar los imprevistos
que se les presenten.
Poka – Yoke
Este tambien conocido como a prueba de errores, o como “cero defectos”. Consiste en
que al momento de que se detecta algun defecto en el proceso, este se detiene y se investigan
todas las causas y las posibles causas futuras, no se utilizan las estadısticas ya que es 100%
31

inspeccion, donde pieza por pieza se verifica que no tenga ningun defecto [Shingo, 1991].
Hay dos caracterısticas muy importantes para el proceso Toyota, que son el orden y la lim-
pieza, porque es mas difıcil trabajar bien, cuando el lugar de trabajo esta desordenado y sucio,
ası que debemos de ver que es necesario y que no, poner un lugar para cada cosa, y siempre
mantener ordenado, y hacer de esto un habito para que siempre este limpio y ordenado.
Existen varios niveles de prevencion Poka – Yoke, estos se pueden poner en practica en
diferentes niveles.
Nivel cero. Este es un nivel en donde los trabajadores nunca saben cuando han contribuido
al exito de la empresa, pero por lo general siempre se les informa cuando su trabajo esta mal,
casi no recibe informacion, y solo se establecen estandares que ellos deben de seguir.
Nivel 1. Aquı por el contrario se informa a los trabajadores cada vez que su trabajo ayuda
a lograr las actividades de control, para que cada uno vea que su desempeno es necesario.
Nivel 2. En este nivel se informa al trabajador de los estandares y metodos para que cada
uno pueda identificarlos en el momento en que ocurren, ası como una lista de defectos que
pudieran surgir.
Nivel 3. Hacemos estandares dentro de su propio ambiente de trabajo, con sus propias
herramientas y materiales, se les explica cual es la mejor manera de hacer las cosas, de una
forma facil de comprender.
Nivel 4. Instalar alarmas es muy buena idea, para hacer mas rapido el tiempo que tarda
un trabajador en darse cuenta que algo anda fuera de control, ası como encenderse una luz
cuando los insumos no sean suficientes o cuando alguien necesite ayuda.
32

Nivel 5. Un sistema de control visual nos ayuda a eliminar cualquier tipo de anomalıa que
se pudiera presentar, y ası se descubren las causas y se busca la manera de impedir que se
repitan.
Nivel 6. Este nivel es a prueba de errores, se verifican los productos al 100% los productos
y se garantiza que la anomalıa no se vuelva a repetir.
Sistema de manufactura esbelta
Manufactura Esbelta son varias herramientas que le ayudara a eliminar todas las operacio-
nes que no le agregan valor al producto, servicio y a los procesos, aumentando el valor de ca-
da actividad realizada y eliminando lo que no se requiere. Reducir desperdicios y mejorar las
operaciones, basandose siempre en el respeto al trabajador. La Manufactura Esbelta nacio en
Japon y fue concebida por los grandes gurus del Sistema de Produccion Toyota: William Ed-
ward Deming, Taiichi Ohno, Shigeo Shingo, Eijy Toyoda entre algunos [Shingo, 1991].
El sistema de Manufactura Flexible o Manufactura Esbelta ha sido definido como una
filosofıa de excelencia de manufactura, basada en:
La eliminacion planeada de todo tipo de desperdicio.
El respeto por el trabajador: Kaizen.
La mejora consistente de Productividad y Calidad.
Cambio rapido de instrumento (SMED)
SMED es el acronimo de Single-Minute Exchange of Die: cambio de herramienta en un
solo dıgito de minutos. Este concepto introduce la idea de que en general cualquier cambio
de maquina o inicializacion de proceso deberıa durar no mas de 10 minutos, de ahı la frase
33

single minute. Se entiende por cambio de herramientas el tiempo transcurrido desde la fabri-
cacion de la ultima pieza valida de una serie hasta la obtencion de la primera pieza correcta
de la serie siguiente; no unicamente el tiempo del cambio y ajustes fısicos de la maquinaria
[Shingo, 1991].
Se distinguen dos tipos de ajustes:
Ajustes / tiempos internos: Corresponde a operaciones que se realizan a maquina para-
da, fuera de las horas de produccion (conocidos por las siglas en ingles IED).
Ajustes / tiempos externos: Corresponde a operaciones que se realizan (o pueden rea-
lizarse) con la maquina en marcha, o sea durante el periodo de produccion (conocidos
por las siglas en ingles OED).
2.1.2.2. Harrington H. James
La tarea de la gerencia consiste en desarrollar los procesos de la empresa y de manufactu-
ra. A medida que entramos en la decada de los anos noventa, nuestros clientes y accionistas
no buscan calidad, sino que desean la perfeccion.
Calidad es hacer bien el trabajo todas las veces
Perfeccion es hacer bien el trabajo apropiado todas las veces.
El cliente moderno es mas astuto, difıcil y menos indulgente que nunca. Hoy, el cliente
viene programado para ser cınico, desleal y simplemente ingobernable. Se le ha ensenado que
debe exigir calidad, servicio y grandeza. El escucha las palabras una y otra vez en cualquier
parte, y ha tomado esta actitud como su derecho de nacimiento [Harrington, 1998].
Esta es una nueva raza de clientes, que evalua su contacto total con la organizacion y no
simplemente el producto que recibe. La percepcion que los clientes tienen acerca de nuestra
34

organizacion orienta sus habitos de compra.
Los clientes pagarıan hasta un 30% mas por un producto promedio si recibiesen un servi-
cio excelente de la organizacion.
Mejorar los procesos de produccion, da como resultado:
Mayor confiabilidad de los procesos de la empresa.
Mejor tiempo de respuesta.
Disminucion del costo.
Reduccion de inventarios.
Mejoramiento en manufactura.
Superior participacion de mercado.
Mayor satisfaccion del cliente.
Incremento de la moral de los empleados.
Incremento de las utilidades.
Menor burocracia.
¿Por que centrarse en los procesos de la empresa?
Los japoneses fijan el benchmark en todos los detalles relacionados con la ejecucion del
producto. Debemos suministrar productos sorprendentemente buenos a nuestros clientes to-
das las veces, para que se conviertan en clientes leales [Harrington, 1998].
35

Harrington (1998) establece la siguiente matriz de centrado tanto del proceso como de la
organizacion, con la finalidad de poder suministrar productos extraordinariamente buenos.
Cuadro 2.1: Matriz de centrado
Centrado en la organización| Centrado en el proceso
-Los empleados son el problema -El proceso es el problemaEmpleados Personas-Hacer mi trabajo -Ayudar a que se hagan cosas-Comprender mi trabajo -Saber que lugar ocupa mi trabajo dentro
de todo el proceso-Evaluar a los individuos -Evaluar al proceso-Cambiar a la persona -Cambiar al proceso-Siempre se puede encontrar un mejorempleo
-Siempre se puede mejorar el proceso
-Motivar a las personas -Eliminar barreras-Controlar a los empleados -Desarrollo de las personas-No confiar en nadie -Todos estamos en esto conjuntamente-¿Quien cometió el erro? -¿Que permitió que el error se cometiera?-Corregir errores -Reducir la variación-Orientado a la linea de fondo -Orientado al cliente
Elaboración: AutoresFuente: Mejoramiento de los procesos de la empresa
Manejo de los procesos de su empresa:
Los tres objetivos mas importantes del MPE son:
Hacer efectivos los procesos, generando los resultados deseados.
Hacer eficientes los procesos, minimizando los recursos empleados.
Hacer los procesos adaptables, teniendo la capacidad para adaptarse a los clientes cam-
biantes y a las necesidades de la empresa. [Harrington, 1998]
El unido enfoque que tendra efecto en la calidad es aquel que la convierta en la vida pre-
dominante de la empresa. La calidad no es solo un estilo de administracion sino tan bien una
serie de tecnicos o motivacion hacia el trabajador. Insiste en la propiedad de los procesos por
parte de la administracion cruzando barreras departamentales.
36

2.1.2.3. William E. Conway
habla de la forma correcta de administrar y de un nuevo sistema de administracion en lu-
gar de la mejorıa de la calidad. Su experiencia y su perspectiva mas amplia desde el punto de
vista de la administracion se refleja en todo su trabajo. Esta de acuerdo con los gurus en que
el problema mayor es que la alta dileccion no esta convencida de que la calidad aumenta la
productividad y disminuye los costos. Sin embargo, cambien reconoce que la administracion
quiere y necesita una ayuda real, no una crıtica destructiva [Rojas, 2003].
Centra su atencion en el sistema de administracion como el medio de lograr una mejora
continua, mas bien que sobre funciones especıficas o problemas de calidad.
Defiende los metodos estadısticos. Asegurando que la administracion contempla la cali-
dad en un sentido general.
Conway menciona que : “el uso de la estadıstica es una forma con sentido comun de
llegar a cosas especıficas”, despues anade: “la estadıstica no soluciona problemas. Identifica
donde se encuentran los problemas y le senala soluciones a los gerentes y a las personas”.
[Rojas, 2003].
Contempla las tecnicas estadısticas como herramientas de la administracion e insiste en
el uso de herramientas estadısticas sencillas que pueda aprender cualquiera con rapidez, mas
bien que las tecnicas complejas.
Las herramientas sencillas pueden ayudar a solucionar el 85% de los problemas.
Las herramientas basicas para la mejora de la calidad son:
Habilidades de relaciones humanas.
Encuestas estadısticas.
37

Tecnicas estadısticas sencillas.
Control estadıstico del proceso.
Utilizacion de la imaginacion.
Ingenierıa Industrial. [Rojas, 2003].
2.1.2.4. Richard J. Schonberger
Creo el termino “manufactura de clase mundial”. Para lograr el estatus de clase mundial,
las empresas deben cambiar los procedimientos y conceptos, lo cual a su vez conduce a trans-
formar las relaciones entre los proveedores, distribuidores, productores y clientes.
7 claves para que una empresa sea de clase mundial
Reducir los tiempos de entrega (Lead Times); En muchos mercados, la habilidad para
entregar mas rapido permitira ganarles a competidores con caracterısticas, calidad y
precio de producto similares.
Reducir los costos de operacion; Las companıas con una menor estructura de costos
operativos disfrutan de una ventaja obvia en cuanto a rentabilidad y capacidad para
ajustar precios a fin de enfrentar las presiones competitivas si es necesario y para man-
tener o conseguir una participacion en el mercado.
Reducir el tiempo de lanzamiento de los productos al mercado; Las buenas ideas no son
suficientes, se necesitan procesos eficientes de lanzamiento de productos al mercado los
cuales producen ventajas competitivas importantes.
Exceder las expectativas del cliente; Las companıas mas exitosas no solo cumplen con
las expectativas de sus clientes, las exceden y vencen a su competencia al lograr un
nivel de satisfaccion de sus clientes difıcil, sino imposible de superar.
38

Incrementar la subcontratacion de servicios de terceros; La subcontratacion de servi-
cios de terceros para las operaciones de manufactura es una practica comun hoy en dıa
debido a que ofrece flexibilidad, capacidad para cambiar productos o procesos con ra-
pidez y frecuentemente ahorrar dinero al explotar economıas de escala u otros factores
de costo favorables ofrecidos por el contratista.
Administrar la empresa global; Si los fabricantes no se expanden hacia nuevos mercados
geograficos, es probable que su participacion en el mercado se contraiga ya que nuevos
competidores entraran en su territorio y tentaran con ofertas novedosas a sus clientes
historicos.
Mejorar la visibilidad de la companıa; La visibilidad puede brindar a un mayor poder de
negociacion para las partes compradas, una gestion mas eficiente de credito, cobranza
y cuentas por pagar y oportunidades para un mejor servicio al cliente al obtener acceso
a las capacidades de produccion y los inventarios en todo el mundo. [Rojas, 2003]
La administracion de las estrategias de la calidad es un elemento central de sus escritos.
Schonberger afirma que la capacidad para responder a las cambiantes necesidades del merca-
do es un tema constante para los negocios modernos.
Proporciona lo que el denomina una “agenda de accion para la excelencia en la fabrica-
cion” de dieciseis partidas:
1. Llegue a conocer al consumidor. 2. Rebaje la produccion en proceso. 3. Rebaje los tiem-
pos de flujos. 4. Rebaje los tiempos de preparacion y de cambios. 5. Aumente la frecuencia
de hacer/entregar para cada artıculo requerido. 6. Rebaje el numero de proveedores a unos
pocos buenos. 7. Rebaje la cantidad de numeros de piezas. 8. Haga que sea facil fabricar el
producto sin errores. 9. Arregle el lugar de trabajo para eliminar tiempos de busquedas. 10.
Realice un entrenamiento cruzado para dominar mas de una tarea. 11. Registre y conserve
en el lugar de trabajo datos sobre produccion, calidad y problemas. 12. Asegurase de que el
39

personal de lınea sea el primero en intentar la solucion del problema antes que los expertos.
13. Mantenga y mejore el equipo existente y la fuerza de trabajo humano antes de pensar en
nuevos equipos. 14. Busque equipo sencillo, barato y facil de mover de lugar. 15. Busque
tener estaciones de trabajo, maquinas, celdas y lıneas multiples en lugar de unicas, para cada
producto. 16. Automatice en forma incremental, cuando no se pueda reducir de otra forma la
variabilidad del proceso. [Rojas, 2003].
2.2. CONTROL ESTADÍSTICO DE CALIDAD
En primera instancia debemos tener claro que es la calidad, para lo cual hacemos enfasis en
la siguiente definicion:
Definición 2.2.1 (Calidad). “En términos generales, calidad significa satisfacer las nece-
sidades del cliente haciendo las cosas bien a la primera y superando sus expectativas”
[Madrigal, 2018][p.12].
En base a esto podemos decir que la calidad es cumplir con los requerimientos de los
clientes ofreciendoles un producto o servicio que llene sus espectativas y que a su vez cubra
las necesidades para las cuales fue creado. Debido a esto las empresas se han visto en la
necesidad de crear departamentos especializados en controlar la calidad de sus productos, ya
que de esta depende su supervivencia en este entorno competitivo.
Definición 2.2.2 (Control de calidad). “Conjunto de técnicas y procedimientos de que se
sirve la dirección para orientar, supervisar y controlar todas las etapas mencionadas hasta
la obtención de un producto de la calidad deseada” [Hansen, 1989][p.2].
El control estadıstico de calidad es una pieza fundamental en las organizaciones, ya que
es importante ofrecer un producto o servicio de calidad. El objetivo de la gerencia de una
empresa en relacion con el producto que fabrica o servicio que presta, es cumplir con las ne-
cesidades del cliente, ademas de obtener un beneficio para su empresa al crear un producto
que cumpla con las especificaciones tanto del cliente como de la empresa, lo cual se puede
40

conseguir con la ayuda de las diferentes herramientas o metodos estadısticos que facilitan la
obtencion de resultados.
De esta manera podemos decir que “El control estadıstico de la calidad tiene un pa-
pel fundamental, pues tanto las herramientas estadısticas como las administrativas son fun-
damentales para la operacion y elaboracion de sus manuales y su diseno de indicadores”
[Madrigal, 2018, p. 338].
2.3. CONTROL ESTADÍSTICO DE PROCESOS (CEP)
Definición 2.3.1 (Proceso). “Es el conjunto de recursos y actividades interrelacionados que
posibilitan la transformación de elementos de entrada en resultados” [Camisón, 2006][p.148].
Por tanto el control estadıstico de procesos “(...) se usa para monitorear estandares, tomar
medidas y realizar acciones correctivas cuando un producto o servicio se esta produciendo”
[Render, 2014, p. 221].
Ademas es una herramienta que utilizan las empresas para tener control en un proceso
productivo, en los productos y/o servicios, esta tecnica se utiliza para verificar que el proceso
este dentro de las especificaciones que son determinadas por la empresa o por entidades de
control externo.
Definición 2.3.2 (Proceso productivo). “Un proceso de producción es un sistema de acciones
que se encuentran interrelacionadas de forma dinámica y que se orientan a la transformación
de ciertos elementos. De esta manera, los elementos de entrada (conocidos como factores)
pasan a ser elementos de salida (productos), tras un proceso en el que se incrementa su valor”
[Perez, 2008][p.1].
Para controlar los procesos productivos se utilizan herramientas estadısticas, que ayudan a
monitorear el proceso, y tomar medidas correctivas en caso de que se presenten deficiencias.
41

La empresa debe establecer normas para la realizacion del producto, a las cuales se dara un
seguimiento y saber si se esta cumpliendo con los requerimientos establecidos.
El objetivo del CEP es detectar y prevenir los problemas, a traves de la recopilacion de
datos en el transcurso del proceso y en sus diferentes etapas, se puede identificar las falencias
que tiene el proceso, y pueden afectar a la calidad del producto terminado. Con el fin de te-
ner menos rechazos y reprocesos del producto, la implementacion de un control estadıstico
es un beneficio para la empresa, ya que puede conseguir un producto de calidad y la reduc-
cion de los costos de produccion; consiguiendo evitar que los problemas lleguen a los clientes.
Sin embargo es importante que para poder realizar lo anteriormente mencionado se debe
tener un profundo conocimiento acerca de como se encuentra estructurado el proceso, para lo
cual es fundamental realizar un analisis minucioso al diagrama de flujo o mapa de proceso, es-
to con el fin de conocer cada etapa del proceso, sus caracterısticas y que variables intervienen
en las mismas.
Definición 2.3.3 (Diagrama de flujo o mapa de proceso). “Es una representación gráfica
de todos los pasos involucrados en un proceso completo o en un segmento especifico de un
proceso.” [Summers, 2006][p.214].
Por ende podemos decir que la utilidad que tiene el diagrama de flujo es que las personas
que se encargaran de mejorar el proceso tengan un mejor conocimiento de su funcionamiento
real. Una vez que se tiene pleno conocimiento de este, se debera verificar si el funcionamien-
to que tiene esta de acuerdo al establecido originalmente al momento de su creacion, y si se
encuentra apto para la realizacion de mejoras [Casadesus, 2005].
En todos los procesos productivos o de manufactura existe un grado de variabilidad, que
no son percibidos de manera inmediata, sino a traves de un control y seguimiento del proceso.
Existen dos tipos de variabilidad, la variabilidad por causas comunes y la variabilidad por
causas especiales.
42

2.4. VARIABILIDAD
Definición 2.4.1 (Variabilidad). “También llamada propagación o dispersión se refiere a có-
mo se extiende un conjunto de datos. La variabilidad brinda una manera de describir cuánto
varían los conjuntos de datos y le permite usar estadísticas para comparar sus datos con
otros conjuntos de datos” [Anónimo, sf][p.1].
Se conoce como variabilidad a las diferencias que hay entre un grupo de datos de las
mismas caracterısticas, estas diferencias se producen de la dispersion que tienen los datos con
respecto al promedio, estas diferencias se miden, entre mayor sea la distancia entre los datos
mayor sera la variabilidad, y entre menor sea la distancia menor sera la variabilidad.
2.4.1. Variabilidad en los Procesos
La variabilidad esta presente en todo proceso ya sea al crear un producto o al ofrecer un
servicio. “Todos los procesos estan sujetos a cierto grado de variabilidad” [Render, 2016,
p. 539].
Figura 2.4: Limites de especificaciones
Fuente: [Lalaleo, 2012]
Se reconoce como un problema de variacion, cuando en el proceso se encuentran datos
fuera de las especificaciones, dentro de las especificaciones el proceso tiene cero defectos.
43

La variacion afecta a la calidad del producto, entre mas alta sea la variabilidad, mayor
sera la perdida para la empresa, por esta razon el objetivo de la alta Gerencia es tener un
control de todo el proceso y obtener ası un producto que cumpla con las necesidades de cada
cliente.
Las empresas dedicadas a la manufactura, en absoluto van a lograr crear dos productos
exactamente iguales, aun utilizando el mismo proceso, la misma maquina y las mismas he-
rramientas, esto se debe a la presencia de variabilidad. Esta variabilidad se puede controlar y
obtener productos no totalmente iguales, pero sı que cumplan con las especificaciones deter-
minadas.
Existen herramientas estadısticas que ayudan a representar graficamente la condicion en
que se encuentra el proceso. Estas son:
Figura 2.5: Histograma
Fuente: [Consulting Group, sf]
En esta representacion grafica se puede observar si el proceso esta distribuido de forma
normal, ademas de observar las variaciones existentes en una misma caracterıstica del pro-
ducto. Con esta herramienta se puede percibir como esta el proceso.
Utilizando este grafico, se puede observar el comportamiento de una muestra aleatoria
tomada del total de la produccion de un cierto producto, segun el tipo de caracterıstica que
se requiera analizar. A traves de este grafico podemos comprobar que puntos se encuentran
fuera de las especificaciones, y comprobar si el proceso esta bajo control o no.
44

Figura 2.6: Gráfico de control
Fuente: [Encalda, 2014]
2.4.2. Causas de la variabilidad
“Walter Shewhart de los laboratorios Bell, mientras estudiaba los datos del proceso en la
decada de 1920, hizo la distincion entre las causas comunes y especiales de variacion”
[Render, 2016].
2.4.2.1. Causas comunes de variabilidad
Son aquellas que se presentan en un proceso que esta bajo control, estas causas son aleatorias
y controlables, y no afectan a la calidad del producto terminado.
2.4.2.2. Causas especiales de variabilidad
Estas causas al contrario de las comunes no son aleatorias, y se pueden controlar siempre y
cuando se conozca los factores que ocasionan que estas esten presentes en el proceso, dichas
causas aparecen en un proceso que no esta bajo control.
Figura 2.7: Efecto de causas especiales en el proceso
Fuente: [Paz, 2012]
45

En la Figura 2.7 se puede apreciar de que manera afectan las causas especiales de variacion
al proceso en su tendencia central y dispersion a traves del tiempo.
2.5. GRÁFICOS DE CONTROL
Definición 2.5.1 (Gráfico de control). “Un gráfico de control es una forma visual de repre-
sentar datos a través del tiempo. ” [Render, 2016][p.539]
Tal como muestra la Figura 2.8 nos permiten graficar las muestras de datos obtenidos del
proceso y examinar las caracterısticas que poseen para despues en base a esta informacion
poder observar si el proceso se encuentra dentro de los lımites de control establecidos. Las
graficas de control tienen como proposito ayudarnos a distinguir cuando un proceso esta tra-
bajando solo con variaciones naturales y cuando estan presentes variaciones provocadas por
causas asignables[Render, 2014, p. 237].
Figura 2.8: Gráfico de control
Fuente: [Gutierrez, 2009]
Un proceso puede adoptar tres tipos de resultados que los distinguen entre sı, el primero
es cuando un proceso se encuentra bajo control y tambien es capaz de producir dentro de
los lımites de control establecidos, el segundo cuando un proceso esta bajo control, pero no
es capaz de producir dentro de los lımites de control establecidos, y la tercera es cuando un
proceso se encuentra fuera de control [Render, 2014, p. 237].
46

Figura 2.9: Tipos de procesos
Fuente: [Render, 2014]
Estos graficos trabajan con lımites de control que se establecen a una distancia de ± 3 σ
por encima y debajo de la lınea central, debido a esto cuando un proceso se encuentra dentro
de los lımites de control asumimos que solo esta siendo afectado por variaciones por causas
comunes y se presentan patrones aleatorios durante todo el proceso, mientras que si obser-
vamos que uno o mas puntos sobrepasan estos lımites mayores a las tres desviaciones, esto
se debera a la aparicion de causas especiales que estan afectando al desempeno del proceso
por lo que se debera buscar la fuente de donde provienen estas causas y aplicar las acciones
correctivas inmediatas.
La potencia de los graficos se encuentra en la capacidad que tienen para dar un seguimien-
to y monitoreo de como esta trabajando el proceso en torno a su centro y cuanta variacion
presenta. Con una correcta recoleccion de datos e informacion de las diferentes etapas del
proceso se puede detectar, controlar y corregir en caso de ser necesario la aparicion de varia-
ciones que pueden afectar a la calidad del producto final.
Para que los datos que van a ser graficados sean representativos de la poblacion se debe
considerar la toma de muestras al menos de 20 a 25 subgrupos cada uno con un tamano de
muestra de 4 a 5 datos. Estos datos deben ser clasificados de manera que la dispersion presen-
47

te dentro de los subgrupos debe ser mınima, mientras que la dispersion entre subgrupos debe
ser maxima.
No obstante, no podemos asegurar que un proceso se encuentra bajo control estadıstico
solo cuando tenga presentes cusas comunes de variacion o se encuentre dentro de los lımites
de control establecidos. Para ello existen otras pruebas que ayudan a identificar la presencia
de patrones no aleatorios presentes en el proceso los cuales den indicios de que puedan existir
variaciones ocasionadas por causas especiales que deban ser controladas inmediatamente.
2.5.1. Tipos de gráficos de control
Existen dos tipos de graficos de control los cuales ayudan a monitorear la informacion cuan-
titativa y cualitativa segun las exigencias de diseno del producto o servicio, por tanto, se
clasifican en:
Graficos de control por variables: se enfocan principalmente a informacion cuantitativa
(kg, longitud, diametros, grados centıgrados, presion, temperatura, etc.) que es tomada
por algun instrumento de medicion (balanza, manometro, termometro, barometro, cinta
metrica, reloj, voltımetro, entre otros).
Graficos de control por atributos: es la informacion cualitativa caracterizada por usar
los cinco sentidos y obtener sabores, olores, colores, sonidos y texturas para verificar
si pasa o no pasa, se acepta o rechaza en virtud del atributo que se esta evaluando.
[Madrigal, 2018, p. 135]
Dentro de los graficos de control por variables se encuentran el grafico X o de promedios
que nos permite observar los cambios que pueden existir en el valor promedio de las muestras
del proceso y el grafico R o de rangos que nos permite observar los cambios que se producen
en la dispersion del proceso. Trabajan con variables cuantitativas o medibles que representan
48

a la caracterıstica de calidad de la cual se desea obtener la grafica.
2.5.2. Determinación de los límites de la gráfica X
Definición 2.5.2 (Límites de control). “Los límites de control son las líneas horizontales
ubicadas arriba y debajo de la línea central, que se utilizan para determinar si un proceso
está fuera de control. Los límites de control superior e inferior se basan en la variación
aleatoria esperada en el proceso. ” [Minitab, sf][p.2]
Por tanto los limites de control se los determina de la siguiente manera:
Sea X la caracterıstica de calidad que se esta midiendo, donde X ≈ N(µ,σ). Se toman k
muestras, cada una de tamano n. Denotaremos por Xi1,Xi2, ...,Xin a las n observaciones de la
muestra i-esima, donde i = 1,2, . . . ,k, entonces:
Por el teorema de distribucion de muestra, sabemos que:
µx = µ y σx =σ√
n
Por el teorema central del lımite:
X → N(
µ, σ√n
)
Mediante el modelo de Shewart se tiene:
(LSC) = µ +3 σ√n
(LC) = µ
49

(LIC) = µ−3 σ√n
Si µ es desconocida, se puede estimar a partir de las k muestras obtenidas, k > 25, toma-
das cuando el proceso se considera bajo control.
µ = ¯X = 1k ∑
ki=1 Xi donde Xi =
1n ∑
nj=1 Xi j
ademas, µ es estimador insesgado de µ , entonces:
E[
¯X]= 1
k ∑ki=1 E [Xi] = µxµ
Si σ es desconocida, se puede estimar a partir de los rangos de la muestra obtenida del
proceso considerando que esta bajo control.
∀i = 1,2, ...,k, sea Ri = Max
Xi j/1≤ j ≤ n
- min
Xi j/1≤ j ≤ n
se cumple que µRi = d2(n) ·σ , donde d2(n) es un valor tabulado que va a depender de n.
Cabe anotar que Rid2(n)
es un estimador insesgado de σ por:
E[
Rid2(n)
]= E[Ri]
d2(n)= d2(n)·σ
d2(n)= σ
Por lo tanto es factible utilizar como estimador de σ al promedio de los Rid2(n)
entonces, σ = 1k ∑
ki=1
Rid2(n)
= Rd2(n)
; σ es estimador insesgado de σ
Tomando en cuenta que σ = Rd2(n)
y aplicando los lımites de control de Shewart, se obtiene:
(LSC) = ¯X + 3√n ·
Rd2(n)
50

(LC) = ¯X
(LIC) = ¯X− 3√n ·
Rd2(n)
Luego, A2 =3
d2(n)√
n
Entonces, los lımites de control seran:
(LSC) = ¯X +A2R
(LC) = ¯X
(LIC) = ¯X−A2R
Donde:
R = rango promedio de las muestras
¯X = media de las medias muestrales
A2 = Constante obtenida del Apendice E.1 en la pagina 187
2.5.3. Determinación de los límites de la gráfica R
Aunque el promedio del proceso este bajo control, la dispersion podrıa no estarlo debido a
fallas en las maquinarias lo que ocasionarıa que existan grandes diferencias entre piezas fa-
bricadas lo que darıa como resultado altas variaciones en las muestras obtenidas del proceso.
Las graficas de control de rangos juegan un papel muy importante ya que permiten observar
la variabilidad dentro del proceso. Los lımites de control para la grafica de rangos estan dados
de la siguiente manera:
51

Sea X la caracterıstica de calidad que se esta midiendo, donde X ≈ N(µ,σ). Se toman k
muestras, cada una de tamano n. Denotaremos por Xi1,Xi2, ...,Xin a las n observaciones de la
muestra i-esima, donde i = 1,2, . . . ,k, entonces:
∀i = 1,2, ...,k, sea Ri = Max
Xi j/1≤ j ≤ n
- min
Xi j/1≤ j ≤ n
se cumple que µRi =
d2(n) ·σ y σRi = d3(n) ·σ , donde d2(n,)d3(n) son valores tabulados que van a depender de n.
Se cumple que, Ri→ N [d2(n) ·σ ,d3(n) ·σ ]
Mediante el modelo de Shewart se tiene:
(LSC) = d2(n) ·σ +3d3(n) ·σ
(LC) = d2(n) ·σ
(LIC) = d2(n) ·σ −3d3(n) ·σ
Si σ es desconocida, se puede estimar a partir de los Ri rangos como se demostro en el
grafico X .
σ = Rd2(n)
(σ es estimador insesgado de σ )
(LSC) = d2(n) Rd2(n)
+3d3(n) Rd2(n)
(LC) = d2(n) Rd2(n)
(LIC) = d2(n)d2(n) Rd2(n)−3d3(n) R
d2(n)
52

Si se tiene que:
D4 = 1+ 3d3(n)d2(n)
D3 = 1− 3d3(n)d2(n)
Entonces:
(LSC) = D4R
(LC) = R
(LIC) = D3R
Donde:
R = rango promedio de las muestras
D3 = Constante obtenida del Apendice E.1 en la pagina 187
D4 = Constante obtenida del Apendice E.1 en la pagina 187
2.5.4. Interpretación de los gráficos de control
Cuando se presentan puntos fuera de los lımites de control puede deberse a las altas variacio-
nes que se presentan en la media o el recorrido de las muestras tomadas del proceso a lo largo
del tiempo, mientras que en los procesos que se encuentran bajo control es mas complicado
poder identificar estos patrones que den senal de que se trata de anomalıas provocadas por
causas asignables.
Madrigal (2018) menciona que “La forma en que aparecen anomalıas puede ayudar a
identificar las causas asignables; sin embargo, no existe una regla general, debido a que
53

cada proceso posee caracterısticas particulares y cada patron de inestabilidad debe perso-
nalizarse para el proceso que se trate en cada caso” [Madrigal, 2018, p. 141].
Ademas de la existencia de puntos fuera de los lımites de control, la presencia de patro-
nes no aleatorios dentro del proceso es una clara senal de que se encuentran presentes causas
asignables de variacion que pueden ser provocadas por distintas fuentes las cuales deberan
ser identificadas y eliminadas inmediatamente para detener su afectacion al proceso.
2.5.4.1. Patrones en los gráficos de control:
Figura 2.10: Puntos fuera de control
Fuente: [Madrigal, 2018]
Cuando se produce un desplazamiento de la media del proceso se producen valores ex-
tremos en el grafico de medias, pero esto no afecta a la dispersion del proceso, debido a esto
el grafico R puede seguir bajo control. Mientras que un cambio en la variabilidad produce
valores anormales en el grafico de dispersion que tambien se pueden reflejarse en el grafico X
[Madrigal, 2018, p. 142].
Si el desplazamiento de la media o la desviacion tıpica crece o decrece a lo largo del tiem-
po, este efecto se detecta por alineamiento de los puntos. Ası, en general, seis o mas puntos
seguidos en sentido creciente o decreciente indica la presencia de algun valor que influye de
manera gradual en el proceso, lo que indica anormalidad. Las rachas se presentan cuando
existen siete o mas puntos consecutivos que se encuentran por encima o por debajo de la lınea
54

Figura 2.11: Tendencias y Rachas
Fuente: [Madrigal, 2018]
central, por lo tanto, se debe asumir que ocurre algo anormal con el proceso [Madrigal, 2018,
p. 142-143].
Figura 2.12: Periodicidad
Fuente: [Madrigal, 2018]
Se da cuando existen agrupamientos que reflejan ciclos sucesivos arriba y debajo de la
lınea central, lo que indica la presencia de efectos periodicos en el proceso [Madrigal, 2018].
Figura 2.13: Inestabilidad y Sobre-estabilidad
Fuente: [Madrigal, 2018]
La inestabilidad se presenta cuando aparecen grandes fluctuaciones que pueden producir
uno o mas puntos fuera de los lımites de control. Esta conducta puede deberse a un sobre-
55

ajuste de la maquina, o a la falta de preparacion del operario de la maquina. En la sobre-
estabilidad, se presenta una variacion mınima de las muestras en todo el proceso por lo que
los puntos se acumulan alrededor de la lınea central, y debera investigarse las causas que la
ocasionan [Madrigal, 2018].
Por otra parte, no se debe confundir a los lımites de control con los lımites de especifica-
cion ya que los lımites de control son los que se obtienen mediante la variacion que presentan
los datos obtenidos del proceso y se grafican en la carta de control, mientras que los lımites de
especificacion son aquellos que son fijados por la empresa o por el cliente como tolerancias
que debe cumplir el proceso o el producto final.
Definición 2.5.3 (Límites de especificación). “ Los límites de especificación son los valores
entre los cuales deberían funcionar los productos o servicios. Estos límites por lo general se
establecen de acuerdo con los requisitos del cliente” [Minitab, sf][p.1].
Antes de empezar a interpretar patrones en el grafico X se debe primero determinar si
el grafico R se encuentra bajo control. Por lo que si los dos graficos presentan un patron no
aleatorio, se debera eliminar primero las causas atribuibles en el grafico R. Por estas razones
jamas debemos tratar de interpretar la grafica X cuando la de R indica una condicion de fuera
de control. [Perez, 2013].
2.6. CAPACIDAD DEL PROCESO
Definición 2.6.1 (Capacidad de un proceso). “Es la habilidad de un proceso de cumplir las
especificaciones técnicas/diseño de un producto, determinada solo cuando el proceso está en
control o presenta una distribución normal” [INEN, 2015][p.3].
La capacidad de los procesos estandar o regulares que tienen la mayorıa de las empresas
es igual a 6σ , tres a cada lado de la media. Mientras que la diferencia entre las especificacio-
nes se le llama tolerancia. Cuando se establecen tolerancias sin tener en cuenta la amplitud o
56

extension del proceso, pueden resultar situaciones indeseables. Son posibles tres casos:
cuando la capacidad del proceso es menor que la tolerancia,
cuando la capacidad del proceso es igual a la tolerancia,
cuando la capacidad del proceso es mayor que la tolerancia [Besterfield, 2009, p. 220].
2.6.1. Caso I: 6σ < (límite superior de especificación — límite inferior de
especificación)
Figura 2.14: Caso I: 6σ < USL - LSL
Fuente: [Besterfield, 2009]
Esta situacion, cuando la capacidad del proceso es menor que la tolerancia, es el mas
conveniente. En el grafico se muestra la distribucion de los valores individuales X , los lımites
de la grafica de control y la distribucion de promedios (X). El proceso esta bajo control en (a).
Como la tolerancia es apreciablemente mayor que la capacidad del proceso no hay dificultad
aun cuando haya un desplazamiento apreciable en el promedio del proceso, como en (b).
Este desplazamiento ha causado una condicion de fuera de control, como indican los puntos
graficados. Sin embargo, no se produce desperdicio, porque la distribucion de los valores
57

individuales (X) no ha rebasado la especificacion superior. Se requiere accion correctiva para
llevar al proceso al control [Besterfield, 2009].
2.6.2. Caso II: 6σ = (límite superior de especificación — límite inferior
de especificación)
Figura 2.15: Caso II: 6σ = USL - LSLL
Fuente: [Besterfield, 2009]
El grafico muestra este caso, donde la capacidad del proceso es igual a la tolerancia,
La distribucion de frecuencia de las X en (a) representa un patron natural de variacion. Sin
embargo, cuando hay un desplazamiento en el promedio del proceso, como se ve en (b), los
valores individuales (X) rebasan las especificaciones, Mientras el proceso este bajo control,
no se produce producto no conforme; sin embargo, cuando el proceso sale de control, como
se indica en (b), se fabrica producto no contarme. Por lo anterior, las causas asignables de
variacion deben corregirse tan pronto se presenten [Besterfield, 2009].
2.6.3. Caso III: 6σ > (límite superior de especificación — límite inferior
de especificación)
Cuando la capacidad del proceso es mayor que la tolerancia se presenta una situacion in-
deseable. Aun cuando se forma un patron natural de variacion, como se ve en la distribucion
58

Figura 2.16: Caso III: 6σ > USL - LSL
Fuente: [Besterfield, 2009]
de las X en (a), algunos valores individuales son mayores que la especificacion superior, o
menores que la especificacion inferior. Este caso es el unico en el que el proceso esta bajo
control, como indican los lımites de control y la distribucion de frecuencias de X ′s, pero se
obtiene producto no conforme. En otras palabras, el proceso no es capaz de fabricar un pro-
ducto que cumpla las especificaciones. Cuando el proceso cambia como en (b) el problema
empeora mucho [Besterfield, 2009].
Los tres casos vistos anteriormente pueden presentarse en cualquier tipo de proceso, debi-
do a esto las personas encargadas de supervisarlos deberan tener pleno conocimiento acerca
de estas situaciones para ası poder identificarlas y actuar de manera efectiva acorde a los re-
querimientos de cada una de ellas.
De acuerdo a esto la capacidad del proceso vendrıa a ser la habilidad que tiene un proceso
para cumplir con las especificaciones (tolerancia) fijada por la empresa o los clientes.
Por tanto la capacidad de un proceso consiste en obtener la amplitud de la variacion natural
del proceso para una caracterıstica de calidad establecida previamente, esto permitira conocer
en que medida tal caracterıstica de calidad es satisfactoria (cumple con las especificaciones)
[Gutierrez, 2009, p. 18].
59

Para determinar la capacidad real de un proceso es necesario que previamente se hayan
utilizado las cartas de control X y R para conocer el estado del proceso y aplicar las medi-
das correctivas necesarias para eliminar posibles causas especiales de variacion, esto con el
fin de mejorar la calidad y tener un proceso bajo control estadıstico [Besterfield, 2009, p. 225].
Un proceso debera ser capaz de cumplir con las especificaciones o tolerancias establecidas
por la empresa o por el cliente, por lo que previamente se debe tener un proceso en condicio-
nes estables bajo control estadıstico, esto con el fin de comprobar que tan eficiente trabaja el
proceso y estimar su capacidad para cumplir las metas u objetivo funcional propuesto para las
caracterısticas de calidad requeridas.
Estimar la capacidad de un proceso no es mas que estimar la desviacion estandar σ . Una
manera rapida de hacerlo es mediante la aplicacion de la siguiente formula para la cual se
asumira que el proceso esta bajo control estadıstico:
σ0 =Rd2
(2.1)
Donde: d2 es una constante que se obtiene del Apendice E.1 en la pagina 187.
La capacidad del proceso entonces sera igual a 6σ0.
Otra manera de estimar la capacidad del proceso es con la desviacion estandar para la
cual se usa la siguiente formula, asumiendo de igual manera que el proceso se encuentra bajo
control estadıstico:
σ0 =sc4
(2.2)
Donde: c4 es una constante que se obtiene del Apendice E.1 en la pagina 187.
60

La capacidad del proceso entonces sera igual a 6σ0.
De las dos formas de estimar la capacidad del proceso, la mas exacta es con el metodo de
la desviacion estandar por lo que se usa con mayor frecuencia.
Aun cuando un proceso este bajo control estadıstico (estable), el resultado de ese proceso
podrıa no apegarse a las especificaciones. Si no es ası, los requerimientos de algunos clientes
no quedaran satisfechos. Existen dos medidas populares para determinar cuantitativamente si
un proceso es capaz: ındice de capacidad potencial del proceso (Cp) y el ındice de capacidad
real del proceso (Cpk).
2.6.4. Índice de capacidad potencial del proceso (Cp)
Para que un proceso sea capaz, sus valores deben caer dentro de las especificaciones superior
e inferior. Significa que la habilidad del proceso esta dentro de ±3 desviaciones estandar de
la media del proceso. Como este rango de valores es de 6 desviaciones estandar, las especifi-
caciones superior e inferior, debe ser mayor o igual a 6 [Render, 2014, p. 249].
El ındice de capacidad, Cp, tambien conocido como capacidad potencial del proceso se
calcula como:
Cp =especificacion superior - especificacion inferior
6σ
Donde:
σ = desviacion estandar del proceso
Los posibles valores resultantes de Cp y su interpretacion se presentan a continuacion en
el Cuadro 2.2:
Se debe tener presente que el ındice de capacidad Cp no toma en cuenta si el proceso
61

Cuadro 2.2: Valores de Cp
Valor del Índice Cp Clase o categoría del proceso Decisión (si el proceso esta centrado)
Cp ≥ 2 Clase mundial Se tiene calidad Seis Sigma.
Cp > 1.33 1 Adecuado.
1 < Cp < 1.33 2 Parcialmente adecuado, requiere de un control estricto.
No adecuado para el trabajo. Es necesario un análisis del proceso.0.67 < Cp < 1 3 Requiere de modificaciones serias para alcanzar una calidad
satisfactoria.
Cp < 0.67 4 No adecuado para el trabajo. Requiere de modificaciones muy serias.
Fuente: Control estadístico de calidad y seis sigmaElaboración: Autores
esta centrado, en otras palabras, no toma en cuenta donde esta localizada la media del proceso
respecto a las tolerancias. Este ındice evalua solamente la amplitud de las especificaciones en
comparacion con la dispersion seis sigma.
La mayorıa de las empresas han elegido como meta para sus procesos un ındice Cp de
1,33 (un estandar de 4 sigma) para lograr reducir la variabilidad. Por lo que se esperan que
solo 64 partes por millon esten fuera de los lımites de especificacion.
2.6.5. Índice de capacidad real del proceso (Cpk)
El ındice Cpk es un indicador de la capacidad real del proceso, se lo puede ver como un ajuste
del ındice Cp y es utilizado para tomar en cuenta el centrado del proceso que no era conside-
rado con el anterior ındice [Gutierrez, 2009].
La formula para su calculo es la siguiente:
Cpk = minimo[
especificacion superior - X3σ
;X- especificacion inferior
3σ
]Donde:
X = media del proceso
62

σ = desviacion estandar del proceso
Los posibles valores resultantes de Cpk y su interpretacion se presentan en la Figura 2.17:
Figura 2.17: Valores de Cpk
Fuente: [Render, 2014]
El ındice Cpk al tomar en cuenta el centrado del proceso nos muestra la magnitud de que
tan apartado del centro esta se encuentra operando el proceso. La comparacion entre el Cp y
Cpk muestran en conjunto la capacidad potencial y real que tiene el proceso para cumplir con
las especificaciones.
2.7. SEIS SIGMA
Seis Sigma es un programa desarrollado por Motorola, basado en datos para llevar la Calidad
hasta niveles proximos a la perfeccion, diferente de otros enfoques ya que tambien corrige los
problemas antes de que se presenten. Mas especıficamente se trata de un esfuerzo disciplina-
do para examinar los procesos repetitivos de las empresas [Montgomery, 2009].
63

El seis sigma utiliza herramientas estadısticas para identificar al proceso, la sigma es una
desviacion estandar, la cual mide el grado de variabilidad que hay entre los datos de una po-
blacion o muestra en un proceso. Fue creada con el proposito de reducir la variacion de tal
forma que el proceso se encuentre dentro de las especificaciones.
Cuadro 2.3: Eficiencia seis sigma
Nivel sigma % Bueno % Defectos DPMO*
±1 sigma 30.9% 69.1% 691,492
±2 sigma 69.1% 30.9% 398,538
±3 sigma 93.3% 6.7% 66,807
±4 sigma 99.38% 0.62% 6,210
±5 sigma 99.977% 0.023% 233
±6 sigma 99.9997% 0.00034% 3.4
Fuente: Principios de Administración de Operaciones
Elaboración: Autores
La probabilidad de producir un producto dentro de las especificaciones con 6σ es muy
alta. Por lo que “En un sentido estadıstico, el seis sigma describe un proceso, producto o
servicio con una capacidad extremadamente alta, precision de (99,9997%)” [Render, 2014,
p. 213].
Utilizando la herramienta seis sigma Figura 2.18 se puede reducir los defectos a un 3,4
defectos por millon al momento de producir un producto o al ofrecer un servicio, con el fin
de satisfacer las necesidades de los clientes, ademas de la reduccion de costos.
Los procesos productivos dentro de las organizaciones pueden ser de n valor de sigmas,
con esto se quiere decir que la distancia entre la media y el limites de especificacion es me-
dida en sigmas, un proceso se puede definir como 1σ , 2σ , etc. Mediante el cual aplicando la
formula de Cp, la mayorıa de los procesos productivos se encuentran en el rango de 1 a 1,33.
Es decir, estos procesos comunmente son procesos de 3σ o maximo 4σ .
64

Figura 2.18: Herramienta seis sigma
Fuente: [Madrigal, 2018]
El objetivo de este instrumento es la mejora continua, y con la ayuda del proceso DMAIC,
el cual es un modelo que ayuda a solucionar los problemas que se pueden presentar en un
proceso.
El marco DMAIC utiliza graficos de control, experimentos disenados, capacidad del pro-
ceso y otras herramientas basicas de estadıstica, las letras DMAIC representan a los cinco
pasos que componen este procedimiento [Meran, 2013].
2.7.0.1. Definir
Define el proposito, el alcance y los resultados del proyecto y despues identifica la infor-
macion del proceso requerida, manteniendo en mente la definicion de calidad del cliente
[Render, 2014].
2.7.0.2. Medir
La fase de medicion consiste en la caracterizacion del proceso identificando los requisitos
clave de los clientes, las caracterısticas clave del producto (o variables del resultado) y los
parametros (variables de entrada) que afectan al proceso y a las caracterısticas o variables
65

clave. A partir de esta caracterizacion se define el sistema de medida y se mide la capacidad
del proceso [Staudter, 2009].
2.7.0.3. Analizar
En esta fase se analiza los datos obtenidos en las fases anteriores, con el objetivo de comprobar
hipotesis [Cortes, 2009].
2.7.0.4. Mejorar
En la fase de mejora el equipo trata de determinar la relacion causa-efecto (relacion matemati-
ca entre las variables de entrada y la variable de respuesta que interese) para predecir, mejorar
y optimizar el funcionamiento del proceso. Por ultimo, se determina el rango operacional de
los parametros o variables de entrada del proceso. [Meran, 2013].
2.7.0.5. Controlar
En este paso basicamente se debe controlar el nuevo proceso, y cerciorarse que los niveles de
desempeno se mantengan, logrando un proceso estable y un producto o servicio de calidad
[Cortes, 2009].
2.8. ANÁLISIS FACTORIAL
Segun Ferrando (1993) senala que:
El analisis factorial (A.F.) es una tecnica matematica y estadıstica que se utiliza para analizar las
estructuras de interdependencia existentes en un conjunto de variables. Su finalidad es la de describir
o explicar en forma parsimoniosa la estructura de dichas relaciones, de acuerdo con un modelo previo
basado en una serie de supuestos generales [Barbero, 2013, p. xvii].
66

Con la ayuda del analisis factorial de datos, se puede determinar la relacion entre varia-
bles, indicando en un plano factorial mas reducido como intervienen dichas variables en un
fenomeno.
El objetivo del analisis factorial, es representar un conjunto de variables por una combi-
nacion lineal de factores comunes, a traves de esta tecnica se puede observar las variables que
se caracterizan con los diferentes factores que se encuentran en el plano, con el fin de obtener
las variables mas representativas para el estudio que se este realizando.
Figura 2.19: Representación gráfica de la relación de variables con los factores
Fuente: [Pérez, 2004]
2.8.1. Modelo factorial
“Consideramos las variables observables X1, X2,...,X9 como variables tipificadas (con me-
dia cero y varianza unidad) y vamos a formalizar la relacion entre variables observables y
factores definiendo el modelo factorial de la siguiente forma” [Perez, 2004][p.158].
67

X1 = l11F1 + l12F2 + ...+ l1kFk + e1
X2 = l21F1 + l22F2 + ...+ l2kFk + e2
.
.
.
Xp = lp1F1 + lp2F2 + ...+ lpkFk + ek
Donde:
F1,F2...Fk = a los factores comunes.
e1,e2...ep = a los factores unicos o factores especıficos.
l jh = peso del factor h en la variable j.
Segun Perez (2004), en la formula del modelo, cada una de las p variables estudiadas es
una combinacion lineal de k factores comunes a todas las variables (k < p) y de un factor
unico para cada variable. Tanto los factores comunes como los especıficos son variables no
perceptibles. El modelo factorial de la forma matricial se expresa:
X1
X2
.
.
.
XP
=
l11 l12 . . . l1k
l21 l22 . . . l2k
.
.
.
lp1 lp2 . . . lpk
F1
F2
.
.
.
Fk
+
e1
e2
.
.
.
ek
Que es igual a X = LF + e
Para poder aplicar la teorıa de la inferencia estadıstica en el modelo factorial es necesario formular
hipotesis estadısticas sobre los factores comunes y sobre los factores unicos. Consideraremos los fac-
tores comunes F1,F2...Fk como variables tipificadas de media cero y varianza unitaria, y que ademas
no estan correlacionadas entre sı. Segun esta condicion la matriz de covarianzas de los factores comu-
nes es la matriz identidad (E[FF ′] = I) y la esperanza del vector de factores comunes es el vector cero
68

(E[F ] = 0). Por otra parte, se supone que la matriz de covarianzas de los factores especıficos (unicos) es
una matriz diagonal, lo que implica que las varianzas de los factores unicos pueden ser distintas y que
dichos factores unicos estan incorrelacionados entre sı, es decir: E[ee′] = Ω con Ω matriz diagonal. Por
otro lado, la esperanza del vector de factores comunes se supone que es el vector cero (E[e] = 0). Por
ultimo, se tendra en cuenta que para poder realizar inferencias que permitan distinguir, para cada varia-
ble, entre los factores comunes y el factor unico, es necesario suponer que los factores comunes estan
incorrelacionados con el factor unico, es decir, que la matriz de covarianzas entre los factores comunes
y los factores unicos es la matriz cero (E[Fe′] = 0). [Perez, 2004][p.159].
Obteniendo como hipotesis resumida
Modelo = X = LF + e
Hipotesis = E[FF ′] = I,E[F ] = 0,E[ee′] = Ω,E[e] = 0,E[Fe′] = 0
2.8.2. Método de las componentes principales para obtener los factores
En el analisis de componentes principales se dispone de una muestra de tamano n acerca
de p variables X1,X2, ...,X9 (tipificadas o no) inicialmente correlacionadas, para posterior-
mente obtener a partir de ellas un numero k ≤ p de variables incorrelacionadas Z1,Z2, ...,Z9
que sean combinacion lineal de las variables iniciales y que expliquen la mayor parte de su
variabilidad. [Perez, 2004][p.167], tendremos entonces que:
Z1 = u11X1 +u12X2 + ...+u1pXp
Z2 = u21X1 +u22X2 + ...+u2pXp
.
.
.
Zp = up1X1 +up2X2 + ...+uppXp
Pero este sistema de ecuaciones es reversible, siendo posible expresar las variables X j en
funcion de las componentes principales Z j de la siguiente forma:
69

X1 = u11Z1 +u21Z2 + ...+up1Zp
X2 = u21Z1 +u22Z2 + ...+up2Zp
.
.
.
Xp = u1pZ1 +u2pZ2 + ...+uppZp
La matriz de coeficientes de esta segunda ecuacion es la matriz transpuesta de la matriz de
coeficientes del sistema anterior, pudiendo utilizarse este segundo sistema para la estimacion
de los factores. El unico problema que podrıa presentarse es que las componentes Z j no esten
tipificadas, condicion que sı se ha exigido a los factores. Este problema se salva utilizando
componentes principales tipificadas. [Perez, 2004][p.168], definidas por:
Yj =Z j√λ j
j = 1,2, ..., p
Entonces, en el segundo sistema sustituimos los Z j por Yj√
λ j , resultando la ecuacion
j-esima del sistema de la siguiente forma:
X j = u1 jY1√
λ 1 +u2 jY2√
λ 2 + ...+up jYp√
λ p
Pero, de la Teorıa de componentes principales sabemos que uh j√
λ h es el coeficiente de
correlacion entre la variable j-esima y la componente h-esima, lo que permite escribir la ecua-
cion como:
X j = r1 jY1 + r2 jY2 + ...+ rp jYp
pudiendose separar en esta ultima ecuacion sus ultimos p− k terminos, lo que permite
escribirla como:
70

X j = r1 jY1 + r2 jY2 + ...+ rk jYk +(rk+1, jYk+1 + ...+ rp jYp)
Comparando esta ecuacion con la ecuacion del modelo factorial:
X j = l j1F1 + l j2F2 + ...+ l jkFk + e j
se observa que los k factores Fh se estiman mediante las k primeras componentes princi-
pales tipificadas Yh y la estimacion de los coeficientes l jh viene dada por:
l j1 = r1 j, l j2 = r2 j, ..., l jk = rk j
pudiendose estimar la comunalidad de la variable X j como:
h2j = l2
j1 + l2j2 + ...+ l2
jk
y el factor unico e j se estimara como:
e j = rk+1, jYk+1 + rm+2, jYk+2 + ...+ rp jYp
y la especificidad o parte de la varianza debida al factor unico se estima como:
ϖ2j = 1− h2
j
2.8.3. Contrastes en el modelo factorial
Para el modelo factorial se pueden realizar varios tipos de contrastes, con los contrastes apli-
cados previamente a la extraccion de los factores trata de analizarse la eficacia de la aplica-
cion del analisis factorial a un conjunto de variables observables. Con los contrastes aplicados
despues de la obtencion de factores se tiene como objetivo evaluar el modelo factorial ya esti-
mado. Existen diferentes contrastes que se aplican previo a la extraccion de los factores, entre
los cuales tenemos el contraste de esfericidad de Barlett y la medida de adecuacion muestral
de Kaiser, Meyer y Olkin.[Perez, 2004]
71

2.8.3.1. Contraste de esfericidad de Barlett
Este contraste es util para determinar si existe una correlacion entre las p variables originales,
ya que al no existir correlacion entre ella no existirıa factores comunes, por lo que no serıa
util aplicar un analisis factorial.
La matriz de correlacion poblacional Rp recoge la relacion entre cada par de variables
mediante sus elementos pi j ubicados fuera de la diagonal principal. Los elementos de la dia-
gonal principal tienen valor de uno, ya que toda variable esta totalmente relacionada consigo
misma. En caso de que no existiese ninguna relacion entre las p variables, la matriz Rp serıa
la identidad, cuyo determinante es la unidad. Por lo tanto, para decidir la ausencia o no de
relacion entre las p variables puede plantearse el siguiente contraste: [Perez, 2004][p.175]
H0 :∣∣Rp∣∣= 1
H1 :∣∣Rp∣∣ 6= 1
2.8.3.2. Medida KMO de Kaiser, Meyer y Olkin de adecuación muestral global al mo-
delo factorial y medida MSA de adecuación individual
En un modelo con varias variables el coeficiente de correlacion parcial entre dos variables mi-
de la correlacion existente entre ellas una vez que se han descontado los efectos lineales del
resto de las variables del modelo. En el modelo factorial se pueden considerar esos efectos de
otras variables como los correspondientes a los factores comunes. Por lo tanto, el coeficiente
de correlacion parcial entre dos variables serıa equivalente al coeficiente de correlacion entre
los factores unicos de esas dos variables. Pero de acuerdo con el modelo de analisis factorial
los coeficientes de correlacion teoricos calculados entre cada par de factores unicos son nulos
por hipotesis, y como los coeficientes de correlacion parcial constituyen una aproximacion a
dichos coeficientes teoricos, deben estar proximos a cero. Kaiser, Meyer y Olkin definen la
medida KMO de adecuacion muestral global al modelo factorial basada en los coeficientes de
correlacion observados de cada par de variables y en sus coeficientes de correlacion parcial
72

mediante la expresion siguiente: [Perez, 2004][p.176]
KMO =∑ j ∑h 6= j r2
jh
∑ j ∑h 6= j r2jh+∑ j ∑h6= j a2
jh
Donde:
r jh son los coeficientes de correlacion observados entre las variables X j y Xh
a jh son los coeficientes de correlacion oparcial entre las variables X j y Xh
En el caso de que exista adecuacion de los datos a un modelo de analisis factorial, el
termino del denominador, que recoge los coeficientes a jh, sera pequeno y, en consecuencia,
la medida KMO sera proxima a la unidad. Valores de KMO por debajo de 0,5 no seran acep-
tables, considerandose inadecuados los datos a un modelo de analisis factorial. Para valores
superiores a 0,5 se considera aceptable la adecuacion de los datos a un modelo de analisis
factorial. Mientras mas cerca esten de 1 los valores de KMO mejor es la adecuacion de los
datos a un modelo factorial, considerandose ya excelente la adecuacion para valores de KMO
proximos a 0,9. Tambien existe una medida de adecuacion muestral individual para cada una
de las variables basada en la medida KMO. Esta medida se denomina MSA (Measure of Sam-
pling Adequacy), se define de la siguiente forma: [Perez, 2004][p.176]
MSA j =∑h6= j r2
jh
∑h6= j r2jh+∑h 6= j a2
jh
Si el valor de MSA j se aproxima a la unidad, la variable X j sera adecuada para su trata-
miento en el analisis factorial con el resto de las variables.
2.9. PRUEBA DE HIPÓTESIS
Las pruebas de hipotesis se utilizan principalmente para realizar estimaciones acerca de un
parametro o parametros de una poblacion y decidir si las afirmaciones que se efectuan acerca
73

de estos parametros son correctos o no.
Por tanto, en estadıstica se conoce como hipotesis a la afirmacion o aseveracion que se
realiza acerca de una propiedad de una poblacion. Mientras que una prueba de hipotesis o
tambien conocida como prueba de significancia es un procedimiento para someter a prueba
una afirmacion acerca de una propiedad de una poblacion [Triola, 2013, p. 392].
En las pruebas de hipotesis como menciona Triola (2013), “se ponen a prueba afirma-
ciones analizando datos muestrales en un intento por distinguir entre resultados que pueden
ocurrir facilmente por azar y resultados cuya ocurrencia es extremadamente improbable de-
bido al azar” [Triola, 2013, p. 393].
Los parametros de la distribucion de probabilidad de una poblacion que se utilizan para
las pruebas de hipotesis son la media, la varianza o la proporcion. Como punto inicial se debe
realizar una hipotesis sobre el parametro que se desea estudiar que se conoce como hipotesis
nula (Ho) la cual se mantendra a no ser que se presenten pruebas irrefutables en contra de
ella. Por lo tanto si se rechaza la hipotesis nula, se deberıa aceptar la segunda hipotesis la cual
se la conoce como hipotesis alternativa (H1) [Newbold, 2013, p. 354].
En las pruebas de hipotesis la distribucion muestral del estadıstico de prueba se divide en
dos regiones conocidas como: region de rechazo y region de no rechazo.
Tenemos que si el estadıstico de prueba cae dentro de la region de no rechazo, entonces no
se rechaza la hipotesis nula, mientras que si cae en la zona de rechazo se procedera a rechazar
la hipotesis nula, aceptando la hipotesis alternativa.
Ademas de existir las zonas de rechazo y no rechazo, en una prueba de hipotesis tambien
se pueden presentar dos tipos de errores que se pueden cometer, y tomar conclusiones que no
74

Figura 2.20: Regiones bajo la curva normal
Fuente: [Levine, 2014]
son las correctas. Estos dos tipos de errores se los conoce como Error tipo I y Error tipo II:
Error tipo I ocurre cuando se rechaza la hipotesis nula Ho cuando esta es verdadera y
no deberıa rechazarse. Un error tipo I es una “falsa alarma”. La probabilidad de que
ocurra un error tipo I es α .
Un error tipo II ocurre cuando no se rechaza la hipotesis nula Ho, cuando esta es
falsa y deberıa rechazarse. Un error tipo II representa una “oportunidad perdida” de
tomar alguna accion correctiva. La probabilidad de que ocurra un error tipo II es β .
[Levine, 2014, p. 298]
Cuadro 2.4: Decisión estadística
Decisión estadística H0 verdadera H0 falsa
No se rechaza H0 Decisión correcta Error tipo IIConfianza = (1-α) P(Error tipo II) = β
Se rechaza H0 Error tipo I Decisión correctaP(Error tipo I) = α Potencia = (1-β )
Fuente: Estadística para administraciónElaboración: Autores
Una manera de disminuir la probabilidad de cometer un error tipo II consiste en aumentar
el tamano de la muestra. Por lo general, cuando se trabaja con muestras mas grandes se pue-
de detectar inclusive diferencias muy pequenas entre los valores hipoteticos y los parametros
75

poblacionales reales. Para un nivel dado de α , aumentar el tamano de la muestra reduce β y,
por lo tanto, se incrementara la potencia de la prueba estadıstica para detectar que la hipotesis
nula, Ho, es falsa.[Levine, 2014, p. 300]
Los niveles de significancia utilizados en las pruebas de hipotesis son diferentes, no existe
un nivel de significancia que se aplique a todas las pruebas. Por lo general en la mayorıa de
las investigaciones se suele utilizar el nivel de 0,05, mientras que para los proyectos de ase-
guramiento de la calidad se utiliza el nivel de 0,01 y en los estudios o encuestas polıticas se
utiliza a menudo el nivel de significancia de 0,1. Cabe recalcar que el nivel elegido queda a
decision propia de cada investigador dependiendo de sus propositos o resultados que desea
obtener.
2.9.1. Prueba de hipótesis de las medias de dos muestras
La prueba de hipotesis de medias de dos muestras es utilizada con el fin de determinar si las
medias que se obtienen de dos poblaciones son iguales.
Consideremos que se toma una muestra de una poblacion y despues se divide aleatoriamente dicha
muestra en dos partes. Podrıamos esperar que las dos partes de la muestra pareciera similares, pero no
exactamente iguales. Supongamos ahora que tomamos muestras de dos poblaciones. Si las dos muestras
parecen bastante similares entre si, podrıamos inferir que las dos poblaciones son identicas. Si las mues-
tras parecen bastante diferentes, podrıamos inferir que las poblaciones son diferentes. La pregunta es:
¿Como deben ser de diferentes las dos muestras para inferir que las poblaciones que las generaron son
realmente diferentes?. Una forma de resolver esta cuestion es comparar las dos medias muestrales y ver
cuanto se diferencian en comparacion con la cantidad de diferencia que esperarıamos ver debida al azar.
[Samuels, 2012, p. 221]
Las pruebas de hipotesis de dos muestras son usadas frecuentemente para realizar la com-
76

paracion en la aplicacion de dos metodos diferentes de trabajo, de estudio, alguna caracterısti-
ca medible de dos productos similares, etc.
Supongamos que tenemos muestras aleatorias independientes de nx y ny observaciones procedentes
de distribuciones normales que tienen las medias ux y uy y las varianzas σ2
x y σ2
y , respectivamente. Si las
medias muestrales observadas son x e y , entonces los siguientes contrastes tienen un nivel de significa-
cion σ . [Newbold, 2013, p. 404]
El planteamiento de las hipotesis son las siguientes:
Hipotesis nula:
H0 = ux - uy = 0
Hipotesis alternativa:
H1 = ux - uy < 0 ; H1 = ux - uy > 0
Mientras que la regla de decision es:
Rechazar H0 si:
x−y√σ2xnx +
σ2yny
> Zα2
o
x−y√σ2xnx +
σ2yny
< Zα2
Cabe acotar que si los tamanos de las muestras son grandes (n > 100), se puede obtener
una buena aproximacion al nivel de significacion si se sustituyen las varianzas poblacionales
77

por las varianzas muestrales. Ademas, el teorema del lımite central permite obtener buenas
aproximaciones, aunque las poblaciones no sigan una distribucion normal. Los p-valores de
todos estos contrastes son la probabilidad de obtener un valor al menos tan extremo como el
obtenido, dada la hipotesis nula.[Newbold, 2013, p. 404]
2.10. CADENA DE PRODUCCIÓN
Dentro de la planta de embutidos se manejan diferentes procesos que conforman la cadena
productiva para la elaboracion de salchichas, que son los siguientes:
Recepcion de materias primas
Despiece, clasificacion y molienda
Seleccion de materia prima y mezclado
Embuticion
Coccion u horneado
Enfriamiento del producto
Cortado y pelado del producto
Empaquetado del producto
Almacenamiento de producto terminado
2.10.1. Procesos de la cadena productiva para la elaboración de salchi-
chas
A continuacion, se realizara una rapida explicacion de cada uno de los procesos que intervie-
nen en la elaboracion de las salchichas con el fin de a conocer y comprender en que consiste
cada uno de ellos.
78

2.10.1.1. Recepción de materias primas:
Se reciben todas las materias primas ya sean los diferentes tipos de carnes que son principal-
mente de res, pollo y cerdo, ademas de los diferentes condimentos u especias y tripas para la
embuticion.
2.10.1.2. Despiece, clasificación y molienda:
La materia prima carnica que viene congelada en bloques grandes, es despiezada y clasificada
en diferentes tamanos que se colocan en los coches para posteriormente ser trasladados al
proceso de molido.
2.10.1.3. Selección de materia prima y mezclado:
Una vez que ha sido molida se la selecciona de acuerdo a la orden de trajo o receta depen-
diendo del tipo de salchicha a elaborar, se procede a pesar y mezclar junto a los condimentos
y otras materias primas.
2.10.1.4. Embutición:
Las materias primas que han sido mezcladas dan como resultado un tipo de pasta carnica
la cual es enviada hacia las maquinas encargadas de embutirla en las diferentes tripas que
son seleccionadas de igual manera de acuerdo a las especificaciones o al producto que se
esta elaborando.
2.10.1.5. Cocción u horneado:
El producto ya embutido es apilado en los coches para luego ser transportado a los hornos
donde se hornearan durante un tiempo determinado segun las especificaciones para el tipo de
producto.
79

2.10.1.6. Enfriamiento del producto:
El producto que sale de los hornos se lleva al area de enfriamiento donde reposa un tiempo
determinado bajo un sistema de duchado con temperaturas controladas.
2.10.1.7. Cortado y pelado del producto:
Una vez que el producto ha cumplido su tiempo y temperatura de enfriamiento se procede a
cortarlo o pelarlo de acuerdo a los requerimientos para su presentacion final.
2.10.1.8. Empaquetado del producto:
El producto pelado o cortado es llevado a las maquinas empacadoras donde son empacadas al
vacıo y en sus diferentes presentaciones establecidas por la empresa o el cliente.
2.10.1.9. Almacenamiento de producto terminado:
El producto que cumple con todas las especificaciones tanto de elaboracion como de empa-
cado es enviado al area de almacenamiento de producto terminado donde permanece a cierta
temperatura para su correcta conservacion hasta ser despachado hacia los diferentes centros
de distribucion.
Los centros de distribucion son los encargados de recibir los productos terminados para
posteriormente hacer llegar los pedidos a los diferentes clientes.
En el capitulo referente a la metodologıa y resultados se dara una descripcion mas deta-
llada para las fases mas relevantes del proceso de elaboracion de salchichas.
2.10.2. Materia prima
A continuacion, se menciona los insumos principales que son necesarios para la elaboracion
de las salchichas, los cuales varıan de acuerdo al tipo de salchicha que se requiere.
80

Carne de pollo
Carne de cerdo
Grasa de res
Agua
Condimentos: Fosfato, conservante, sales nitrificantes, antioxidante, almidones.
Cabe acotar que para todo lo referente a materias primas carnicas la temperatura debe estar
entre −2 hasta 7 ya que si la temperatura es superior a los 7 se empieza a desarrollar
crecimiento bacteriologico.
2.11. CARACTERÍSTICAS DE LOS PRODUCTOS ELA-
BORADOS EN LAS DOS LÍNEAS DE EMBUTICIÓN
VEMAG Y NL
2.11.1. Caracterización embutidora VEMAG
La maquina embutidora V EMAG encargada de embutir salchicha lınea diaria codigos 40422
y 40459 y Salchipollo codigo 4504 tiene establecidos los siguientes parametros:
81

Cuadro 2.5: Parámetros embutidora VEMAG
calibreVEMAG
Codigo sauciso Cadena Tubo Labios Torsión Velocidad Peso empaque
mm cm cm cm mm % g
4504 Salchipollo 100 16 12 10 10 2.5 90 25
40459 Salchicha Línea Diaria 175 16 12 10 10 2.5 90 25
40422 Salchicha Línea Diaria 1000 20 14 11 11 2.5 90 41.7
Fuente: Planta de procesamiento
Elaboración: Autores
2.11.2. Caracterización embutidora NL
La maquina embutidora NL de igual manera se encarga de embutir las presentaciones antes
mencionadas, aunque mayormente es utilizada para embutir Salchipollo codigo 4504, tiene
establecidos los siguientes parametros:
Cuadro 2.6: Parámetros embutidora NL
calibreNL
Codigo sauciso Cabezal Tubo Mandril Torsión Velocidad Peso empaque
mm cm cm cm mm % g
4504 Salchipollo 100 16 12 12 18 2.5 90 25
40459 Salchicha Línea Diaria 175 16 12 12 18 2.5 90 25
40422 Salchicha Línea Diaria 1000 20 14 12 18 2.5 90 41.7
Fuente: Planta de procesamiento
Elaboración: Autores
2.11.3. Especificaciones de pesos de embutición
Los pesos de embuticion que deben tener las salchichas varıan de acuerdo al tipo o presenta-
cion de cada una, para la comprobacion de pesos los operarios de las maquinas embutidoras
cortan cada cierto tiempo cuatro salchichas y las pesan en una balanza digital y verifican que
82

se encuentre dentro del rango establecido en la tabla de especificaciones.
Cuadro 2.7: Pesos en embutición
Codigo Peso empaque Peso inferior Peso superior
gramos gramos gramos
4504 Salchipollo 100 25 107 109
40459 Salchicha Línea Diaria 175 25 108 110
40422 Salchicha Línea Diaria 1000 41.7 180 182
Fuente: Planta de procesamiento
Elaboración: Autores
2.11.4. Características dimensionales y especificaciones del producto ter-
minado
Para las caracterısticas dimensionales y demas especificaciones para los diferentes tipos de
presentacion de salchichas no se pudo conseguir la informacion completa, debido a que el
departamento de control de calidad no tenıa actualizada esta informacion, como se puede
apreciar en la tabla existen valores con una (X) que quiere decir que no existe levantada la
informacion correspondiente.
Cuadro 2.8: Especificaciones Producto Terminado
Uni.x
Longitud Diametro
Peso Peso Peso Peso Peso Peso
x paquete Paq. Paq. Paq. Uni. Uni. Uni.
Cod Objetivo Objetivo Objetivo Min. Objetivo Max. Min. Objetivo Max.
Unid cm mm g g g g g g
4504 4 11.8 17 98 100 102 26 26 26
40459 7 X X 171.5 175 178.5 26 X 26
40422 24 14 20 980 1000 1020 42 X 44
Fuente: Planta de procesamiento
Elaboración: Autores
83

Por lo tanto, esta informacion faltante se la completara con los datos que se levantaron
durante esta investigacion, tratando de dar ası las especificaciones que deberıan tener estos
productos y de igual manera comprobar si se corresponde con la informacion que tiene ac-
tualmente la empresa.
Por otra parte, con relacion al peso neto del producto terminado el INEN ha establecido
un reglamento en el cual determina las tolerancias permitidas que deben tener los productos
preenvasados/preempacados, todo esto con el fin de proteger al consumidor haciendo que
reciban el contenido neto justo y tal como este declarado en el empaque.
Definición 2.11.1 (Contenido neto nominal (Qn)). “Cantidad de producto en un preenva-
se/preempaque declarado en la etiqueta del envase” [INEN, 2015][p.3].
Para esto es importante conocer algunas definiciones que se utilizan en la aplicacion de
esta normativa.
Definición 2.11.2 (Preenvase/ preempaque). “Combinación de un producto y el material de
empaque en el cual este es preempacado/preenvasado” [INEN, 2015][p.5].
Definición 2.11.3 (Producto preenvasado/preempacado de contenido neto constante). “Pro-
ducto presentado con rótulos o etiquetas y solo en ciertas cantidades específicas, por ejem-
plo presentaciones de preempacados/preenvasados con determinada masa: 250g, 500g, etc”
[INEN, 2015][p.5].
En la Figura 2.21 se detallan las tolerancias permitidas por el INEN con respecto al peso
neto de los productos terminados:
Definición 2.11.4 (Deficiencia tolerable o Tolerancia (T)). “También llamado error negativo
tolerable. Cantidad o porcentaje máximo permitido de desviación en la unidad de producto
respecto al contenido neto nominal” [INEN, 2015][p.3].
Respecto a la tabla de deficiencias tolerables se tendrıa que para las presentaciones de
salchichas que se estudian en esta investigacion serıan las mostradas en el Cuadro 2.9:
84

Figura 2.21: Deficiencias tolerables
Fuente: [INEN, 2015]
Cuadro 2.9: Tolerancias
Peso Deficiencia Error Error
Código Producto Neto Tolerable T T1 T2
g g /% g g
4504 Salchipollo 100 4.5 95.5 91
40459 Salchicha LD 175 4.5% 167.12 159.25
40422 Salchicha LD 1000 15 985 970
Fuente: Planta de procesamiento
Elaboración: Autores
Definición 2.11.5 (Error T1). “Se llama error T1 a un preenvase/preempaque inadecuado pa-
ra el cual el contenido neto real es menor que el contenido neto nominal menos la deficiencia
tolerable permitida para el contenido neto nominal” [INEN, 2015][p.5].
Definición 2.11.6 (Error T2). “Se llama Error T2 a un preenvase/preempaque inadecua-
do para el cual se determina que el contenido neto real es menor al contenido neto no-
minal menos dos veces la deficiencia tolerable permitida para el contenido neto nominal”
85

[INEN, 2015][p.5].
Por tanto los errores T 1 y T 2 muestran los limites en cuanto al peso permitido para que
cierta cantidad de elementos de un lote puedan estar dentro de los mismos lo cual depen-
dera del tamano del lote que sera producido o que sera inspeccionado.
Definición 2.11.7 (Lote). “Cantidad determinada de unidades de productos, con caracterís-
ticas similares, obtenidas en un mismo ciclo de fabricación, bajo condiciones de producción
uniformes, que se someten a inspección como un conjunto unitario y que se identifican por
tener un mismo código o clave de producción” [INEN, 2015][p.4].
Definición 2.11.8 (Lote de inspección). “Conjunto de unidades de productos preenvasa-
dos/preempacados del cual se toma la muestra para inspección y determinación de la con-
formidad del criterio de aceptación” [INEN, 2015][p.4].
2.12. MARCO REFERENCIAL
Arrieta E. y Romero A. (2008) realizaron un estudio en una micro empresa del sector carnico
de la ciudad de Cartagena “ALIPROCAR” sobre la “Aplicacion de un procedimiento para
la gestion del proceso de elaboracion de embutidos”, con la finalidad de desarrollar un pro-
cedimiento para la gestion del proceso de elaboracion de embutidos, con el fin de proponer
medidas que contribuyan a la mejora de la productividad y la calidad de la empresa para el
logro de los objetivos.
La metodologıa aplicada es un proceso de investigacion y la aplicacion de tecnicas es-
tadısticas y de Ingenierıa Industrial, para ello se estudio los procesos que intervienen en el
desarrollo de la actividad de la empresa, disenando un mapa de procesos de la empresa con el
objetivo de identificar los procesos clave y establecer los controles de calidad practicos dentro
del proceso de elaboracion de la butifarra.
86

Los hallazgos del estudio aplicando la herramienta DMAIC como un procedimiento para
la gestion del proceso de elaboracion de embutidos, ha permitido examinar, evaluar y estable-
cer mejoras en el desempeno de los procesos de manera objetiva. Ademas, se comprobo su
eficacia y factibilidad al proponer acciones orientadas a su mejora.
Los planes de mejora que fueron elaborados en este estudio contienen medidas que ayudan
a eliminar las deficiencias actuales en el proceso de elaboracion de la butifarra, asegurando un
total alineamiento con los requerimientos estrategicos de la empresa. Por ultimo, la aplicacion
del procedimiento contribuyo al trabajo en equipo en todo el personal de la empresa, debido
a la interaccion durante la elaboracion del estudio.
Las variables que se estudiaron en esta investigacion por etapa fueron:
1. Materia prima (carne de segunda, hielo, condimentos e insumos y tripa)
Variables. – Temperatura, PH, Color, Olor, Textura, Peso y Corte mm.
2. Mezclado
Variables. – Tiempo de mezclado, Higiene, Sentido de giro, Temperatura final y pasta.
3. Embutido y amarre
Variables. – Higiene, Presion de vacıo, embutidora, Presion de amarre y Ausencia de
oclusion de aire.
4. Coccion
Variables. – Temperatura, Tiempo, Humedad Relativa y Temperatura interior final.
5. Secado
Variables. – Temperatura del H2O y Tiempo.
Benalcazar J. y Wilches P. (2010) realizaron una investigacion en la fabrica de embutidos “La
Italiana” en la ciudad de Cuenca, sobre el “Analisis del trabajo en la fabrica de embutidos
87

“La Italiana” aplicado a las lıneas de produccion de embutidos”, con el proposito de aportar
con informacion para mejorar la planificacion y desarrollo de actividades en la planta de pro-
duccion, ademas que la informacion recolectada en este estudio dara a conocer las diferentes
actividades dentro de la produccion.
La tecnica empleada es la observacion directa y el estudio del tiempo con cronometro para
el estudio de tiempos, se aplica esta ultima tecnica debido a que refleja el tiempo exacto para
cumplir una tarea. En esta investigacion emplearon 6 pasos para este metodo.
Seleccionar el trabajo que debe mejorarse.
Registrar los detalles del trabajo.
Analizar los detalles del trabajo.
Desarrollar un nuevo metodo para hacer el trabajo.
Adiestrar a los operarios en el nuevo metodo de trabajo.
Aplicar el nuevo metodo de trabajo.
Los hallazgos de la investigacion fueron que la implementacion de estudios de tiempos,
es una herramienta util para el control del desempeno de actividades. En vista que la empresa
persigue la reduccion de costes, estos se podıan eliminar o simplificar mediante la reorganiza-
cion de equipos o maquinas, debido a que los retrocesos representan costes para una empresa.
El conocimiento y manejo correcto de los tiempos de produccion en embutidos, es un pilar
fundamental en la empresa, consiguiendo con esto el mejoramiento continuo.
Se identificaron cuellos de botella a traves del estudio de tiempos, se podıa reducirlos
mediante un balance entre las 4 lıneas de produccion que tiene la empresa, debido a que los
88

tiempos de las estaciones de trabajo no eran constantes, y la relacion de tiempos entre esta-
ciones era demasiado dispersa.
Las variables estudiadas en esta investigacion fueron:
1. Materia prima.
2. Mezclado.
3. Emulsificado.
4. Embuticion.
5. Coccion.
6. Enfriamiento.
7. empaquetado.
Naranjo y Salazar (2010) realizaron un estudio sobre un “Plan de mejoramiento en el pro-
ceso productivo de la salchicha Frankfuter de la empresa Carnidem Cia. Ltda., utilizando la
metodologıa Seis Sigma.” Con el fin de mejorar porcentualmente la eficiencia y calidad de
los procesos de la cadena de produccion de salchichas Frankfuter, reduciendo la variabilidad
de los procesos y productos, mediante la utilizacion de herramientas de la metodologıa Seis
Sigma.
La metodologıa utilizada para esta investigacion se baso en el Metodo exploratorio como
punto inicial que, a traves de visitas a la planta, entrevistas con empleados y directivos permi-
tieron tener la primera idea aproximada de la magnitud del problema a resolver. Mediante el
metodo descriptivo se logro recolectar los datos, la informacion y especificar propiedades, ca-
racterısticas y rasgos del proceso a analizar. Ademas de la utilizacion de la Metodologıa Seis
Sigma que tiene como principal meta la reduccion de la variabilidad y eliminar los defectos
89

existentes dentro de los procesos. Se utilizo el Metodo DMAIC: definir, medir, analizar, me-
jorar y controlar, el cual es muy util para proyectos de mejoramiento continuo.
Primero se realizo un mapeo del proceso (diagrama SIPOC) para visualizar de forma de-
tallada el flujo del proceso e identificar con mayor precision las salidas crıticas que seran
medidas.
Se definieron las variables a ser medidas las cuales son:
Cantidad de unidades en paquete.
Peso de paquete con producto.
Peso de producto a empacar.
Longitud de producto a empacar.
Peso de material carnico.
Posteriormente se realizo una evaluacion del sistema de medicion a traves de la grafica
isoplot con el fin de determinar si el sistema utilizado es el correcto. De la cual se obtuvo que
el sistema de medicion utilizado en el proceso queda absolutamente valido.
Se determino la estabilidad y capacidad del proceso para lo cual se tomaron 5 muestras
diarias durante una semana y fueron analizados mediante la utilizacion de software estadısti-
cos con el fin de analizar la distribucion de los datos del proceso y obtener las graficas de
control, para determinar si el proceso se encuentra bajo control estadıstico. Posterior a esto
se analizan los datos para determinar la capacidad del proceso y su estabilidad de lo cual
se obtuvo que existe clara normalidad en la distribucion del peso unitario de cada salchicha,
aunque el proceso puede ser inestable a lo largo del tiempo.
90

En las graficas de control se obtuvo que el grafico de rangos se encuentra bajo control,
mientras que el grafico de medias presento ciertos patrones no aleatorios. El test de inestabili-
dad dio como resultado 12% el cual supera el criterio establecido del 8% lo cual define como
un proceso inestable.
Mediante la aplicacion de un arbol de causas y efectos se determino las causas que provo-
can la inestabilidad en el proceso siendo estas la perdida de peso por temperaturas variables,
demasiado tiempo en coccion, ajuste de temperatura incorrecto y peso y cantidades incorrec-
tas.
Se utilizo el diseno de experimentos factorial 22 para controlar las variables temperatura
y tiempo del proceso de coccion y horneado (factores) siendo la merma la variable de salida.
De lo cual se concluyo que la mejor combinacion es de temperatura 135C y de 28 minutos lo
cual tendrıa una merma de 2,85kg de cada 100kg de producto que entre al proceso de coccion
y horneado.
De esta manera una de las conclusiones fundamentales es que por mas que en la practica
el tiempo y la temperatura parecieran tener relacion, esto se descarto con certeza mediante
el uso de la estadıstica. De igual manera gracias a los analisis estadısticos y las herramien-
tas estadısticas se logro identificar los puntos optimos para obtener la menor merma posible
en el proceso de horneado. Luego del proceso de investigacion, uso e implementacion de
las herramientas propuestas, se mejoro porcentualmente la eficiencia y calidad en el proceso
productivo de salchichas pasando de ser del 6,12% al 2,85% lo cual representa un ahorro y
ganancia para la empresa.
Guzman Natalia (2010) realizo un estudio sobre “Estandarizacion y caracterizacion de proce-
sos en alimentos FRIKO S.A” con el fin de controlar y revisar los procesos de produccion y
empaque que mejoren la calidad del producto y ayuden a reducir costos producidos por segun-
das, re proceso, paros, entre otros tantos recurrentes de una empresa de embutidos carnicos.
91

Teniendo como objetivo principal Estandarizar los procesos de produccion en etapas de em-
butido, coccion, empaque y marinacion.
La metodologıa usada para este estudio empieza organizando y actualizando las fichas
tecnicas con los proveedores de materias primas carnicas, para posteriormente proceder a la
revision de parametros de proceso en el area de embutido, coccion y empaque por medio de
seguimientos una vez conocidos los parametros de embutido y empaque con el fin de lograr
un control mas estricto del proceso y definir estandares de segundas de los productos al mo-
mento del empaque, simultaneamente se seleccionan las unidades para pesar acorde con los
baches de produccion y se hace el seguimiento del peso hasta la zona de tuneles, el cual es
usado para disminuir la temperatura de los productos y de esta manera sacar las mermas de
coccion por productos y hornos.
Se tomo nota de los resultados a los ensayos y seguimientos en el trabajo dıa a dıa y se dio
un diagnostico de los resultados con una grafica que muestra las diferencias de mermas entre
hornos.
En la tabla de especificaciones de embutido, donde se mencionan el diametro, unidades
por paquete entre otros parametros importantes para el producto, no se encuentra en esta tabla
el numero de torsiones que debe tener cada producto ni la longitud, solo en las mortadelas
aparece la longitud como un parametro de embutido.
Por este motivo las variables a estandarizar son:
La torsion.
La longitud.
Diametro.
Peso.
92

El producto el cual se quiere controlar es un tipo de salchichas llamado “salchipapa” el
cual presento problemas de producto expuesto en las puntas que no esta siendo separado en el
area de empaque. Para lo cual se realizo un muestreo de paquetes de salchipapa con producto
expuesto el cual fue elaborado con una torsion de 3.5.
De los constantes seguimientos se deduce que la torsion que tenia no era suficiente para
este tipo de producto, por lo que se sugirio aumentar la torsion a 4.5 - 5.0, programando un
ensayo. Haciendo algunas modificaciones al equipo se logro aumentar la torsion a 4.25, sin
embargo, se precisa programar otro ensayo para aumentar a 4.5 la torsion con las debidas
modificaciones al equipo.
En el ultimo ensayo realizado para aumentar la torsion de la salchicha se logro aumentar
la salchicha a 5 torsiones, ya que en busca de una torsion menor como 4.5 esta muestra una
gran variacion dentro del mismo tubular de 3.5 a 5 torsiones. Mientras que los parametros
estandarizados para la maquinaria deben ser los siguientes: tubo de embutido 14, retorcedor
22, cadena 25, los parametros del producto deben ser: diametro de embutido de 22-23mm,
longitud de 24-25cm, peso de 502-506 gramos (5 salchichas) y el numero de vueltas o torsion
entre 4.5-5,25 vueltas.
Se observo al inicio y termino del embutido, el sobrepeso o bajo peso de las salchichas lo
que genera aumento en el numero de segundas y re proceso. El problema radica en la efica-
cia y conocimiento que posea el operario para calibrar el equipo, ya que necesariamente este
tiene que ser manipulado dada las variables mecanicas y las que presenta la mezcla como la
densidad, la temperatura, entre otras, al momento de embutir.
En la revision al cumplimiento de las especificaciones de embutido se encontro que aun-
que todas las especificaciones se cumplen, incluso cuando la presion del empujador es la
adecuada, salen con frecuencia salchichas mas largas y pequenas, lo que genera aumento en
los costos de produccion y todo lo que ello conlleva.
93

La longitud de las salchichas es otorgada por la cadena de manera que esta es la forma
mas adecuada de detectar cuando una cadena esta con problemas, una razon mas que se suma
a la importancia de agregar la longitud como una especificacion de embutido.
En la zona de empaque este producto no esta teniendo la adecuada separacion de segundas
por lo que no se corroboran datos estadısticos, dado lo observado se evidencia que incluso las
salchichas que se pasan de largo para empacar, las estan juntando con el resto de las segundas,
ademas de que las salchichas con producto expuesto no esta siendo separadas como segundas.
Esta separacion de las segundas es necesaria para llevar una trazabilidad del proceso que
favorezca la calidad del producto y la reduccion de costos para la empresa, ya que esto impli-
ca aumento en costos de produccion, material de empaque, entre otros.
Otro factor importante para corregir es que cuando estan cerca de terminar el turno, los
empaques que vienen de la zona de embalaje como reempaque, los juntan con las segundas.
Jimenez y Carballo (2000) realizaron un estudio sobre “Principios basicos de elaboracion de
embutidos” en el cual describen todo el procedimiento para la elaboracion de estos de los
cuales recogen tecnicas muy antiguas para su elaboracion.
Por lo cual mencionan que La elaboracion de embutidos de forma natural, que tradicional-
mente se ha venido realizando y que da lugar a productos muy apreciados por su gran calidad,
esta sujeta a las variaciones climaticas habituales, lo que determina cierta dificultad para ga-
rantizar las caracterısticas del producto final. Esto resulta problematico, porque la sociedad
actual demanda alimentos con una calidad definida y constante. Es por ello por lo que pau-
latinamente, a nivel industrial, se van desarrollando tecnologıas que permiten sustituir etapas
del procedimiento de elaboracion que escapan al control del hombre por procesos en los que
los parametros de interes puedan ser regulados a voluntad.
94

Los componentes que se emplean en la elaboracion de embutidos son muy variables, pu-
diendose englobar en dos grupos, como son: ingredientes y aditivos. Los ingredientes que
constituyen los embutidos son, por una parte, las materias primas y, por otra, los condimentos
y especias.
Las caracterısticas de las materias primas son de gran importancia en cuanto a que condi-
cionan los procesos de elaboracion y la calidad del producto final.
Uno de los principales factores que determina la aptitud de la carne para ser transformada
en este tipo de productos es el pH, es decir, el grado de acidez, que influye en las propiedades
funcionales de la carne, tales como capacidad de retencion de agua, solubilizacion de pro-
teınas, etc.; en el color, y la susceptibilidad de la carne al ataque microbiano.
En condiciones normales, inmediatamente despues del sacrificio el musculo presenta va-
lores de pH proximos a 7. A medida que avanzan los procesos posmortem el glucogeno se
va degradando dando lugar a la formacion de acido lactico, acidificandose de este modo la
carne. El pH final va a depender de numerosos factores, tales como especie, tratamientos ante-
mortem, temperatura, etc. En productos crudos, valores de pH de 5.4-5.8 resultan adecuados;
niveles superiores a 6.2 suponen que la carne no debe destinarse a la elaboracion de estos
embutidos, ya que son mas facilmente atacables por microorganismos y, ademas, tienen peor
consistencia.
La sal comun es el ingrediente no carnico mas empleado en embutidos. Cumple una triple
funcion: contribuye al sabor, actua como conservador retardando el desarrollo microbiano,
fundamentalmente porque reduce la disponibilidad de agua en el medio (actividad de agua)
para el desarrollo de reacciones quımicas y enzimaticas, y, por ultimo, ayuda a la solubiliza-
cion de las proteınas.
95

La masa carnica se embute en tripas que, ademas de determinar el tamano y la forma del
producto, condicionan aspectos tecnologicos y el desarrollo de determinados procesos fısico
quımicos que tienen lugar en estos productos, por lo que propiedades como uniformidad de
llenado, resistencia a la contraccion o expansion, permeabilidad, etc., son muy importantes.
Las tripas pueden ser naturales y artificiales. Las naturales son las procedentes de los intesti-
nos delgado y grueso de las especies bovina, ovina, caprina, porcina y equina y los esofagos
y vejigas de bovino y porcino. Las artificiales pueden ser de celulosa, colageno (comestible o
no) o de plastico.
Proceso de elaboracion
E1 picado de la materia prima se efectua en picadoras, compuestas fundamentalmente por
una tolva de carga, un tornillo sin fin que empuja a los productos hacia las cuchillas giratorias
que lo cortan y lo envıan hacia un disco perforado con orificios de diversos diametros, o bien
en trituradoras del tipo cutter compuestas por un plato y cuchillas giratorias.
Este proceso se debe llevar a cabo con la materia prima refrigerada o congelada, a tempe-
raturas inferiores a 7C y vigilando que las cuchillas tengan un filo adecuado.
Mezclado y amasado
Posteriormente al picado de la materia prima se procede a su mezcla y amasado con el
resto de los ingredientes (condimentos y especias) y los aditivos.
Este proceso se realiza en maquinas mezcladoras-amasadoras provistas con paletas gira-
torias, a fin de conseguir una masa uniforme. Ha de realizarse al vacıo, eliminando el aire
ocluido en la masa para evitar alteraciones posteriores en el producto como decoloraciones,
mayor desarrollo de microorganismos, etc. y manteniendo la temperatura de la masa por de-
bajo de 4C, para evitar que se embarre.
96

Embutido
Una vez preparada la masa se procede a llenar, embutir, las tripas con ella. Para ello se
emplean embutidoras provistas con boquillas lisas y no excesivamente largas que impidan el
calentamiento de la masa.
Coccion y ahumado
La coccion se realiza, dependiendo del tipo de embutido, a temperaturas comprendidas
entre 75C− 80C, durante perıodos de tiempo variables (10 a 120 minutos) y con humeda-
des relativas altas (98-100 por 100). El ahumado se puede realizar en frıo o en caliente (entre
20C y 80C) con perıodos de tiempo tambien variables, de 30 minutos a 48 horas dependien-
do del tipo de embutido y con humedades relativas comprendidas entre el 60 y el 70 por 100.
Maduracion y desecacion
Esta etapa es crıtica dentro del proceso de fabricacion de embutidos, ya que la masa fresca
es muy susceptible al deterioro puesto que constituye un excelente medio de cultivo para el
desarrollo microbiano, favorecido por el estado fısico de las materias primas (picada) y por
los elevados niveles de contaminacion que tienen lugar cuando no se guardan las debidas con-
diciones higienicas durante la manipulacion de los diferentes ingredientes.
EI desarrollo de todos estos fenomenos va a estar determinado por las condiciones en las
que tengan lugar dichos procesos. La temperatura a la que se desarrolla la maduracion se con-
sidera baja, entre 5C y 15C; temperaturas medias entre 15C y 22C, o alta entre 22C y
27C. Cuanto mas elevada sea la temperatura, con mayor rapidez se producira la maduracion,
al acelerarse los procesos quımicos y microbianos.
97

La desecacion ha de ser gradual y uniforme para evitar que se formen cavidades en el
interior del embutido o que se presenten putrefacciones acidas en la masa. Las temperaturas
en los secaderos de embutidos oscilan entre 10C y 17C y la humedad relativa entre el 65-80
por 100, segun el tipo de embutido, teniendose que proceder de manera continuada a la reno-
vacion del aire en el secadero.
Conservacion
En funcion de las caracterısticas del embutido, estos requieren distintas condiciones de
conservacion con objeto de asegurar su calidad durante perıodos de tiempo mas o menos pro-
longados. Ademas de la temperatura, han de tenerse en cuenta otros factores de conservacion
tales como la humedad relativa, la presencia de luz, oscilaciones de temperatura, el perıodo
de tiempo de conservacion, etc., que pueden conducir a la aparicion de proliferaciones bacte-
rianas, desecaciones excesivas, endurecimientos, arrugado de la tripa, enranciamiento, deco-
loracion u otras alteraciones.
Rompiche Ana (2018) realizo un estudio en Guatemala sobre ”Estandarizacion de los parame-
tros de calidad para el procesamiento de una lınea de productos carnicos embutidos”, tuvo
como objetivo estandarizar los parametros de calidad para el procesamiento de salchichas en
una lınea de productos carnicos embutidos. Los alcances de esta investigacion son elaborar
un modelo sistematico, para estandarizar los parametros de calidad de la salchicha tipo pollo
1 y un enfoque de calidad orientado hacia el cumplimiento de las caracterısticas sensoriales
de la lınea de salchichas.
La metodologıa utilizada fue la herramienta Seis Sigma, para esta investigacion aplicaron
tecnicas estadısticas utilizadas en la calidad; diagrama de flujo de proceso, hoja de recogida
de datos electronicos, diagrama de causa-efecto, despliegue de la funcion de calidad y analisis
de modos y efectos de falla; ademas se utilizo el diseno experimental. Las unidades de anali-
sis fueron; el proceso de elaboracion de salchichas de tipo “Pollo 1.”, las especificaciones
98

sobre las caracterısticas sensoriales del producto y las hojas electronicas donde constaban los
incumplimientos de las especificaciones de la lınea de produccion.
Los hallazgos del estudio fueron que, el 95% de las salchichas estudiadas en cuanto a
la dureza en Newton se encuentran entre dentro del intervalo permitido que es (0.367N a
0.659N).
Existe incumplimiento de las especificaciones con respecto al color, textura y apariencia
general, teniendo como mayor relevancia el color y textura, ya que solo en estos dos parame-
tros existe el 84% de incumplimiento. Las causas de inconformidades relacionadas al color
fueron el error de adicion de ingredientes y la falta de homogeneizacion de colorantes.
Las etapas del proceso que mas incidıan en las inconformidades son: mezclado, pesaje,
emulsionado, control de materias primas y coccion. Finalmente, la aplicacion de la herramien-
ta Seis Sigma permitio, establecer los lımites de tolerancia para el control de las variables,
evaluar la capacidad y estabilidad del proceso para determinar si el proceso esta bajo control
o no.
Las variables estudiadas en esta investigacion fueron:
Variables independientes: Frecuencias de no conformidades, Frecuencia de causas de
no conformidades, Severidad de no conformidades, Deteccion de causas de no confor-
midades, Orden de adicion de los ingredientes, Pesaje de ingredientes, pH de la pasta,
Temperaturas en formacion de la pasta.
Variables dependientes: Clasificacion de no conformidades, Clasificacion de causas de
no conformidades, Importancia Relativa Total del DFC, Numero de Prioridad de Ries-
go, Color de la salchicha, Textura de la salchicha.
99

Capítulo 3
METODOLOGÍA Y RESULTADOS
En este capıtulo se detalla la metodologıa utilizada para alcanzar el desarrollo de las tecnicas
aplicadas para el control estadıstico de procesos de produccion de embutidos, que tendra como
fin la propuesta de mejora de los procesos ante la variabilidad existente en los productos
terminados, consiguiendo ası un proceso mas centrado.
100

Para el desarrollo de la misma se tiene un enfoque cuantitativo, ademas de tener un alcance
descriptivo/explicativo analizando las variables que intervienen en la calidad del proceso de
produccion de salchichas. Es tambien de fuente primaria, ya que para la construccion de la
base de datos se recolectara informacion durante los procesos de produccion.
3.1. OBJETIVO DEL CONTROL ESTADÍSTICO DE PRO-
CESOS
Realizar un control estadıstico de procesos integrando herramientas estadısticas (graficos de
control, ındices de capacidad, analisis factorial y prueba de medias); que sirvan de apoyo
para reflejar el estado actual del proceso de produccion de embutidos, con el fin de plantear
propuestas que permitan tener un mayor control sobre la variabilidad y ası obtener un proceso
mas centrado segun especificaciones.
3.2. NORMATIVA
Las normas establecidas deben estar previamente validadas por estudios tecnicos o cientıficos
de los cuales se obtuvieron resultados favorables que tengan pleno beneficio para la sociedad,
es por esto que las normas tienen gran utilidad e importancia ya que ayudan a la implementa-
cion de las polıticas o reglamentos establecidos por los entes reguladores de cada paıs.
LEY ORGANICA DE SALUD Ley 67
Registro Oficial Suplemento 423 - 22 de diciembre del 2006 de los alimentos
Art. 145. “Es responsabilidad de los productores, expendedores y demas agentes que in-
tervienen durante el ciclo produccion-consumo, cumplir con las normas establecidas en esta
Ley y demas disposiciones vigentes para asegurar la calidad e inocuidad de los alimentos
para consumo humano”[MSP, 2006, p. 26]
101

Las normas son muy estrictas cuando se tratan de productos alimenticios o de ingesta hu-
mana, por lo que las empresas deben apegarse estrictamente a las disposiciones de los entes
reguladores, con la finalidad de obtener productos de buena calidad y que no ocasionen danos
perjudiciales para la salud de las personas.
NORMA TECNICA ECUATORIANA NTE INEN 1338:2012
Carne y productos carnicos. Productos carnicos crudos, productos carnicos curados - madu-
rados y productos carnicos pre cocidos - cocidos. Requisitos.
“Esta norma establece los requisitos que deben cumplir los productos carnicos crudos,
los productos carnicos curados - madurados y los productos carnicos pre cocidos - cocidos a
nivel de expendio y consumo final” [INEN, 2012, p. 2]
REGLAMENTO TECNICO ECUATORIANO RTE INEN 284 “CANTIDAD DE PRODUC-
TO EN PREENVASADOS/PREEMPACADOS”
“Este Reglamento Tecnico establece los requisitos metrologicos, metodos de prueba y
procedimientos para la verificacion de los contenidos netos de productos preenvasados/preempacados
y los planes de muestreo usados para la verificacion de productos que declaran su contenido
neto en unidades de masa o volumen, expresadas en unidades del Sistema Internacional; con
la finalidad de evitar practicas que puedan inducir a error o engano a los consumidores. ”
[INEN, 2015, p. 1]
Normativa que entro en vigencia en el ano 2015, con la cual se busca proteger al cliente o
consumidor. Mediante la aplicacion de esta normativa se controla que el peso neto declarado
en los empaques de los productos terminados sea igual al peso neto del producto que contiene
una vez que a sido retirado de su respectivo empaque o envase. Con la verificacion de con-
tenido neto las empresas que incumplan esta normativa se les da un plazo determinado para
102

que puedan corregir sus procesos para posteriormente realizar una nueva verificacion, en el
caso de que la empresa reincida en el incumplimiento sera sancionada o en algunos casos se
pedira el cese de sus operaciones.
3.3. ANÁLISIS DE VARIABLES
Para el analisis de variables, primero se ha optado por identificar y conocer el proceso pro-
ductivo de salchichas, con el fin de conocer los puntos crıticos en cada fase y determinar
las variables a estudiarse. Para evitar la ambiguedad es esencial considerar las variables que
nos ayudaran a responder los objetivos establecidos para esta investigacion. Posteriormente
se identificara que tipo de variables son, si es cualitativa o cuantitativa, y el tipo de escala
de cada una de ellas. Despues se establecera de que manera seran medidas, para realizar el
analisis estadıstico y alcanzar el cumplimiento de todos los objetivos.
3.3.1. Diagrama de flujo de elaboración de salchichas
De acuerdo a la Definicion 2.3.3 planteada en el capitulo anterior, para la planta de proce-
samiento, el diagrama de flujo de elaboracion de salchichas esta esquematizado en la Figura
3.1, las fases en las cuales se centra esta investigacion son: Embuticion, Ahumado, Coccion
en hornos, Enfriamiento en duchado, Cortado y Pelado y Recepcion en empaque.
Para la aplicacion del CEP en el proceso de elaboracion de salchichas, en primer lugar,
se realizo el diagrama SIPOC mostrado en la Figura 3.2 con la finalidad de representar las
diversas unidades funcionales del proceso para facilitar la identificacion de las variables crıti-
cas.
El diagrama SIPOC a nivel macro nos ayuda a reflejar de forma sintetica las relaciones
que existen entre los proveedores,entradas, actividades, salidas y los clientes de un proceso.
103

Figura 3.1: Diagrama de flujo de elaboración de salchichas
104

Figura 3.2: SIPOC del proceso (S=Suppliers, I=Inputs, P=Process, O=Outputs, C=Customers,R=Requirements)
Para tener exito en esta fase, es muy importante desarrollar y posteriormente documentar,
dando una forma visual y de forma detallada el flujo del proceso bajo analisis, con el fin de
asegurar el entendimiento completo y homegeneo del equipo sobre el proceso, e identificar
con mayor precision las salidas criticas que seran medidas.
Para lo cual se elabora el Diagrama SIPOC a nivel detallado. El cual indica que hay que
seguir el siguiente procedimiento para su construccion:
Listar las salidas del proceso.
Listar los clientes de las salidas del proceso.
Listar las entradas del proceso.
Listar los proveedores del proceso.
Entonces seguidos los pasos anteriores se tiene el siguiente Diagrama SIPOC mostrado en
la Figura 3.3.
105

Figura 3.3: SIPOC detallado del proceso
106

3.3.2. Descripción de las etapas del proceso de elaboración de salchichas
3.3.2.1. Embutición
Las maquinas encargadas de la embuticion son la V EMAG y NL las cuales se ajustan con
sus respectivos parametros de embuticion que varıan dependiendo del tipo de masa y del
tipo de producto que se vaya a elaborar, previamente se elige el tipo de Sauciso o tripa que
se usara para la embuticion el cual posee su respectivo codigo. La masa es inyectada en
los saucisos dando forma a las salchichas lo cual depende de la velocidad de embuticion, la
torsion de la maquina y el calibre del Sauciso. El operario recorta cuatro salchichas y las pesa,
dependiendo del peso y si se encuentra o no dentro de los lımites establecidos la maquina se
calibra automaticamente para corregir en caso de que exista bajo peso o sobrepeso.
3.3.2.2. Ahumado
Las salchichas ya embutidas son transportadas hacia la maquina de ahumado el cual mediante
un sistema de chorro bana a las salchichas con humo lıquido el cual debe poseer una acidez
entre 1,8 y 2,2 para estar en buenas condiciones lo cual es verificado constantemente por
personal del laboratorio, el tiempo de recorrido del ahumado desde que ingresa a la maquina
hasta que salen las salchichas es de 20 a 30 segundos aproximadamente.
3.3.2.3. Cocción en hornos
Los coches con las salchichas previamente ahumadas son transportadas hacia al area de hor-
nos los cuales depende de la capacidad con la que se encuentren se comienzan a calentar entre
20 a 24, una vez que ya estan llenos en su capacidad se cierran las puertas y la temperatura
se aumenta dando lugar a la primera etapa que es la de secado en la cual el horno esta a 64
para que la salchicha pierda un poco de humedad, posterior a esto la temperatura aumenta a
72 para entrar en la segunda etapa de secado, finalmente la temperatura aumenta hasta apro-
ximadamente 78 para alcanzar la ultima etapa de coccion, el tiempo estimado de coccion es
de 50 minutos hasta una hora maximo, transcurrido este tiempo se extrae todo el vapor de
107

la camara por unos tres minutos aproximadamente antes de abrir las puertas y proceder a la
evacuacion de las salchichas.
3.3.2.4. Enfriamiento en duchado
Las salchichas que cumplen su tiempo de horneado son sacadas de los hornos y llevadas al
area de enfriamiento en duchado, en donde dependiendo del tipo de salchicha permanecen
diferentes tiempos dentro del duchado, el tiempo aproximado esta entre 30 y 50 minutos.
El agua es normal adicionada con cloro y debe estar a una temperatura entre 1 a 5 como
maximo, las salchichas deben alcanzar una temperatura de maximo 10 antes de ser retiradas
del duchado.
3.3.2.5. Cortado y pelado
Las salchichas que han sido enfriadas y se encuentran a una temperatura de 10 son transpor-
tadas al area de corte y pelado en donde una persona se encarga de ponerlas en la maquina
peladora la cual retira la envoltura de cada salchicha las cuales pasan por unas cuchillas redon-
das que desprenden la envoltura. La salchicha ya pelada es arrojada por el final de la maquina
hacia una java quedando ası listas para ser trasportadas a las maquinas empacadoras.
3.3.2.6. Recepción en empaque
Una vez que las salchichas han sido cortadas o peladas caen en javas que se encuentran en
el area de empaque donde son recibidas por el personal que se encarga de apilarlas en javas
que son identificadas con sus respectivos brazaletes y codigos de cada producto o tipo de
salchicha.
3.3.3. Descripción de la etapa de cocción en hornos
La etapa de coccion es considerada como una etapa critica ya que dentro de ella existen va-
riables que influyen directamente sobre la calidad del producto terminado es por esto que es
108

necesario conocer con mas detalle su funcionamiento.
Para salchichas existe un programa pre establecido, el cual es el programa 10 que consiste
en cinco pasos que son los siguientes:
Secado (primera etapa). - En este paso entran en funcionamiento cuatro elementos del
horno los cuales son la turbina de alta velocidad, compuerta aire salida, extractor, com-
puerta aire entrada. En este paso la temperatura del horno debe alcanzar los 60, un
porcentaje de humedad relativa de 0% y temperatura en Termocupla de 0. El tiempo
establecido para este paso es de 15 minutos.
Secado (segunda etapa). - En este paso al igual que el anterior entran en funcionamiento
los mismos elementos con la diferencia de que en este paso la temperatura del horno
debe alcanzar los 72, un porcentaje de humedad relativa de 0% y temperatura en Ter-
mocupla de 0. El tiempo establecido para este paso es de 15 minutos.
Coccion. - Para la etapa de cocinado solo permanece en funcionamiento la turbina de
alta velocidad, la temperatura del horno debe alcanzar los 78, una humedad relativa de
100% y la temperatura en Termocupla de 0. El tiempo establecido para este paso es de
20 minutos.
Enfriamiento. - Una vez que se ha cumplido con la finalizacion del cocinado llega el
cuarto paso que es el enfriamiento del horno en el cual la temperatura del horno debe
descender hasta los 0, humedad relativa de 0% y temperatura en Termocupla de 0. El
tiempo establecido para este paso es de 3 minutos.
Extraccion. - Por ultimo, se procede a extraer todo el vapor generado en la camara para
poder abrir las puertas del horno y sacar las salchichas. El tiempo establecido para este
paso es de 1 minuto.
Ya transcurridos los pasos anteriores se procede a retirar de los hornos los coches con las
salchichas las cuales deben estar en una temperatura de 70 a 73 antes de ser dirigidas al
109

area de duchado en donde deben permanecer por aproximadamente 30 minutos como maxi-
mo hasta que las salchichas alcancen una temperatura de 10.
Despues de observar el proceso de produccion de salchichas, identificamos las siguientes
variables presentadas en el Cuadro 3.1 y 3.2, las cuales pueden influir directamente en la
variacion del peso, longitud y diametro de las salchichas.
Cuadro 3.1: Parámetros clave de operación (KOP)
Variables Medida Tipo de variable Tipo de escala
Peso de embutición Gramos Variable cuantitativa RazónVelocidad de embutición Porcentaje Variable cuantitativa RazónTorsión Número de vueltas Variable cuantitativa RazónCalibre de sauciso Milímetros Variable cuantitativa RazónTemperatura de cocción Grados centígrados Variable cuantitativa RazónTiempo de cocción Minutos Variable cuantitativa RazónTemperatura de enfriamiento en duchado Grados centígrados Variable cuantitativa RazónTiempo de enfriamiento en duchado Minutos Variable cuantitativa Razón
Fuente: Planta de procesamientoElaboración: Autores
Cuadro 3.2: Variables críticas de salida (KPI)
Variables Medida Tipo de variable Tipo de escala
Peso Gramos Variable cuantitativa RazónLongitud Centímetros Variable cuantitativa RazónDiámetro Milímetros Variable cuantitativa Razón
Fuente: Planta de procesamientoElaboración: Autores
Los parametros clave de operacion son variables obtenidas de las mediciones del proceso,
mientras que las variables crıticas de salida son obtenidas de las mediciones del producto ter-
minado.
Para tener una idea clara de cada una de las caracterısticas de las variables, se realizara un
analisis descriptivo, con el fin de observar el comportamiento de cada una de ellas y obtener
las medidas de tendencia central y de dispersion.
Se utilizaran las herramientas estadısticas apropiadas, dependiendo del tipo de variable
que se va a analizar.
110

3.4. RECOPILACIÓN DE LA INFORMACIÓN
Los datos se obtuvieron del seguimiento realizado al proceso de produccion de salchichas en
sus diferentes etapas durante un mes, empezando en la semana numero 45 hasta la semana
49 (semanas correspondientes al ano), con fecha desde el 5 de Noviembre hasta el 8 de Di-
ciembre. Lo cual genera suficiente informacion que permitira mediante su analisis la toma de
decisiones.
Para realizar el levantamiento de informacion primero era necesario contar con la progra-
macion de la produccion la cual se realizaba semanalmente, esto era muy importante debido
a que permitıa saber en que dıa se iban a producir las salchichas objeto de estudio.
Esta informacion era proporcionada por el personal encargado de realizar la planificacion,
la cual tenia el siguiente formato como se lo puede apreciar en las Figuras 3.4 y 3.5:
Una vez que se conocıa los dıas y las cantidades tanto en numero de paquetes como en
kilos que se producirıan los diferentes tipos de salchichas se preparaba todos los materiales e
implementos necesarios para empezar con la recopilacion de los datos del proceso.
Hay que aclarar que la produccion de los tres tipos de salchichas estudiadas se la realizaba
solamente dos o tres dıas a la semana como maximo, los cuales variaban entre cada semana
(no eran dıas fijos) por tal motivo para obtener la informacion correspondiente a una semana
completa se procedio a realizar dos o tres tomas de muestra en un mismo dıa de la semana
pero con horas de diferencia entre muestras.
111

Figura 3.4: planificación producción semanal
(Continúa)
Figura 3.5: planificación producción semanal
Fuente: Planta de procesamiento
Los datos obtenidos se los presenta como muestra el Cuadro 3.3. Donde las columnas M1
a M5 representan el numero de sub muestras, mientras que las filas representan los dıas de la
semana en que se obtuvieron las muestras.
Para visualizar las tablas con los datos utilizadas en este estudio dirigirse a la seccion de
apendices.
3.5. TRATAMIENTO DE LA INFORMACIÓN
Las tecnicas estadısticas aplicadas mediante el control estadıstico de procesos serviran para
dar tratamiento a los datos e informacion obtenida directamente de los procesos productivos,
112

Cuadro 3.3: Tabla de datos
SUB MUESTRASM1 M2 M3 M4 M5
Martes 25,2 25,8 25,9 25,5 25,7Martes 25,4 25,8 25,7 24,6 25,4
SEMANA 45 Del 5 al 10 de Noviembre Martes 25,2 24,6 25,5 25,9 26Jueves 25,9 25,6 25,7 25,4 24,9Jueves 25,1 25,4 25,6 26 26,3
Martes 24,5 25,4 25,4 26 25,3Martes 25 26,1 24,5 25,5 26
SEMANA 46 Del 12 al 17 de Noviembre Martes 25,9 26,1 25,2 23,7 26,6Jueves 26 25,7 25,5 25,6 25,8Jueves 26,2 25,2 25,8 26 26,1
Martes 26 25,4 25,8 27,1 25,6Martes 25,6 25,3 25,6 25,3 25,4
SEMANA 47 Del 19 al 24 de Noviembre Jueves 26,1 26,6 25,9 25,3 25Jueves 25,2 26,1 25,7 26,3 25,3Viernes 25,7 26,4 25,3 25,1 25,4
Lunes 25,4 25,8 25,4 25,7 25,7Lunes 26,1 26,2 25,6 24,9 25,8
SEMANA 48 Del 26 al 1 de Diciembre Miércoles 25,9 26,1 26 25,6 25,4Miércoles 25 25,7 27 25,1 25,7Viernes 25,4 25,2 25,6 26,5 26,3
Martes 25,7 25,4 26,1 26 25,4Martes 25 25,7 24,4 25,7 25,7
SEMANA 49 Del 3 al 8 de Diciembre Jueves 25,6 25,7 25,6 25,7 25,3Jueves 25,9 25,1 25,5 25,2 25,8Viernes 25,3 24 25,2 25,4 24,8
Fuente: Planta de procesamientoElaboración: Autores
realizar diferentes pruebas y analisis que permitan visualizar el desempeno y capacidad que
tienen los procesos para cumplir con las especificaciones.
Las dimensiones a analizar son: longitud y diametro, asimismo el peso de cada embutido,
datos que fueron tomados de los diferentes lotes de las ordenes de produccion programadas
durante la semana, que seran utilizados para construir los graficos de control.
La evaluacion de la capacidad del proceso se realizara a traves de los ındices de capacidad,
para determinar si el proceso se encuentra centrado, y cumple con las especificaciones de la
empresa.
Para determinar las variables que inciden en las altas variaciones del proceso de produc-
cion de embutidos, se usara el analisis factorial, lo que permitira observar como intervienen
en el proceso.
113

Ademas, se realizara una prueba de medias para comparar el desempeno de las maqui-
nas embutidoras NL y V EMAG para cumplir con las especificaciones estandarizadas por la
empresa en cuanto al peso de los embutidos.
3.6. DETERMINAR LOS LÍMITES DE CONTROL
En este modulo se determinaran los lımites de control, descritos en el capıtulo 2 concernien-
te al marco teorico, se lo realizara para cada una de las muestras obtenidas del proceso de
produccion de salchichas en diferentes dıas. Con el fin de observar si el proceso se encuentra
bajo control.
Las muestras tomadas hacen referencia a las caracterısticas dimensionales de las salchi-
chas como son: el diametro y longitud, ademas del peso de las salchichas, al final de todo el
proceso de produccion y cuando el producto ya esta terminado.
3.6.1. Salchipollo código 4504
3.6.1.1. Peso individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice A.1 en la pagina 180.
En la Figura 3.6, se puede observar en el grafico de rangos la existencia de un punto
fuera del lımite de control superior correspondiente al punto numero ocho, lo que denota una
alta variacion en el rango de la tercera muestra del dıa martes de la semana 46, siendo que
fue tomada en el mismo dıa que las dos muestras anteriores, se asume que en el transcurso
final de la jornada hubo la presencia de una causa asignable provocada por el desajuste de
parametros de embuticion. Si se elimina esta muestra la variacion del peso entre subgrupos
para salchipollo 4504 se encuentra bajo control.
114

Figura 3.6: Gráfico de rangos para peso 4504
Fuente: Elaboración propia
Figura 3.7: Gráfico de promedios para peso 4504
Fuente: Elaboración propia
En el grafico de promedios Figura 3.7, no existe la presencia de puntos fuera de los limites
de control por lo que el peso promedio de las muestras varıa dentro de los limites de control.
Por otra parte no se evidencia la presencia de patrones no aleatorios
Tambien se puede apreciar que existe una mayor variabilidad en los rangos de las mues-
tras, mientras que los pesos promedios tienden a variar mas cerca de la linea central.
115

3.6.1.2. Longitud individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice A.2 en la pagina 181.
Figura 3.8: Gráfico de rangos para longitud 4504
Fuente: Elaboración propia
En la Figura 3.8, se puede observar en el grafico de rangos la existencia de un punto fuera
del lımite de control superior correspondiente al punto numero 24, lo que denota una alta
variacion en el rango de la segunda muestra del dıa jueves de la semana 49, siendo que fue
tomada en el mismo dıa que la muestra anterior, se asume que en el transcurso final de la
jornada hubo la presencia de una causa asignable provocada por el desajuste de parametros
de embuticion. Si se elimina esta muestra la variacion de la longitud entre subgrupos para
salchipollo 4504 se encuentra bajo control.
En el grafico de promedios Figura 3.9, existe la presencia de un punto fuera de los lımites
de control correspondiente al punto 16 (primera muestra del dıa lunes de la semana 48), pro-
vocada por la calibracion de la maquinaria, si se elimina esta muestra el proceso se encuentra
bajo control. De igual manera se observan patrones no aleatorios, formando ciclos entre las
muestras de cada semana llegando a tener demasiados puntos en un solo lado de la linea cen-
tral.
116

Figura 3.9: Gráfico de promedios para longitud 4504
Fuente: Elaboración propia
Tambien se puede apreciar que existe alta variabilidad tanto en los rangos como tambien
en los promedios de las muestras obtenidas para este producto.
3.6.1.3. Diámetro individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice A.3 en la pagina 181.
Figura 3.10: Gráfico de rangos para diámetro 4504
Fuente: Elaboración propia
117

En la Figura 3.10, se puede observar en el grafico de rangos la existencia de dos puntos
fuera de los lımites de control, correspondientes al punto 3, (tercera muestra del dıa martes
de la semana 45), el punto 8 (tercera muestra del dıa martes de la semana 46) y el punto 25
(muestra del dıa viernes de la semana 49), lo que denota una alta variacion en los rangos de
estas muestras, siendo que fueron tomadas en el mismo dıa que otras muestras, se asume que
en el transcurso final de la jornadas existe la presencia de causas asignables provocadas por el
ajuste de parametros de embuticion y mayor tiempo en duchado. si se eliminan estas muestras
la variacion del diametro entre subgrupos para salchipollo 4504 se encuentra bajo control.
Figura 3.11: Gráfico de promedios para diámetro 4504
Fuente: Elaboración propia
En el grafico de promedios Figura 3.11, no existe la presencia de puntos fuera de los lımi-
tes de control por lo que el diametro promedio de las muestras varıa dentro de los lımites de
control. Por otra parte se evidencia que existen altas variaciones en el promedio de las mues-
tras tomadas de cada semana.
3.6.2. Salchicha línea diaria código 40459
3.6.2.1. Peso individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice B.1 en la pagina 182.
118

Figura 3.12: Gráfico de rangos para peso 40459
Fuente: Elaboración propia
En la Figura 3.12, se puede observar en el grafico de rangos la existencia de un punto
fuera del lımite de control superior correspondiente al punto numero 13, lo que denota una
alta variacion en el rango de la tercera muestra del dıa lunes de la semana 47, siendo que
fue tomada en el mismo dıa que las dos muestras anteriores, se asume que en el transcurso
final de la jornada hubo la presencia de una causa asignable provocada por un mayor tiempo
de permanencia en el area de duchado. Si se elimina esta muestra la variacion del peso entre
subgrupos para salchicha lınea diaria 40459 se encuentra bajo control.
Figura 3.13: Gráfico de promedios para peso 40459
Fuente: Elaboración propia
119

En el grafico de promedios Figura 3.13, no existe la presencia de puntos fuera de los
lımites de control por lo que el peso promedio de las muestras varıa dentro de los lımites de
control. Por otra parte se evidencia que a partir del punto 19 correspondiente a la semana 48
el proceso empieza a tener una tendencia decreciente con la presencia de patrones no aleato-
rios que se comprueba en la ultima muestra, donde se aprecia un grupo de 2 de 3 puntos mas
alla de 2 sigma, todos en el mismo lado de la lınea central.
Tambien se puede apreciar que existe una mayor variabilidad en los rangos de las mues-
tras, mientras que los pesos promedios tienden a variar mas cerca de la linea central.
3.6.2.2. Longitud individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice B.2 en la pagina 183.
Figura 3.14: Gráfico de rangos para longitud 40459
Fuente: Elaboración propia
En la Figura 3.14, se puede observar en el grafico de rangos la existencia de dos puntos
fuera de los lımites de control, correspondientes al punto 1, (primera muestra del dıa lunes de
la semana 45) y el punto 23 (tercera muestra del dıa lunes de la semana 49), lo que denota una
alta variacion en los rangos de estas muestras, siendo que fueron tomadas en el mismo dıa
120

que otras muestras, se asume que en el inicio como al final de la jornadas existe la presencia
de desajustes de parametros. Si se eliminan estas muestras la variacion de la longitud entre
subgrupos para salchicha lınea diaria 40459 se encuentra bajo control.
Figura 3.15: Gráfico de promedios para longitud 40459
Fuente: Elaboración propia
En el grafico de promedios Figura 3.15, existe la presencia de dos puntos fuera de los lımi-
tes de control correspondiente al punto 12 y 13 (segunda y tercera muestra del dıa lunes de la
semana 47 respectivamente), provocadas por la falla del horno, si se eliminan estas muestras
el proceso se encuentra bajo control. De igual manera se observan patrones no aleatorios, for-
mando ciclos entre las muestras de cada semana.
Tambien se puede apreciar que existe alta variabilidad tanto en los rangos como tambien
en los promedios de las muestras obtenidas para este producto.
3.6.2.3. Diámetro individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice B.3 en la pagina 183.
En la Figura 3.16, se puede observar en el grafico de rangos la existencia de dos puntos
fuera de los lımites de control, correspondientes al punto 1, (primera muestra del dıa lunes de
121

la semana 45) y el punto 7 (segunda muestra del dıa lunes de la semana 46), lo que denota una
alta variacion en el rango de estas muestras, siendo que fueron tomadas en el mismo dıa que
otras muestras, se asume que tanto al inicio como al final de la jornadas existe la presencia
de causas asignables provocadas por el cambio de parametros de embuticion. Si se eliminan
estas muestras la variacion del diametro entre subgrupos para salchicha lınea diaria 40459 se
encuentra bajo control.
Figura 3.16: Gráfico de rangos para diámetro 40459
Fuente: Elaboración propia
Figura 3.17: Gráfico de promedios para diámetro 40459
Fuente: Elaboración propia
122

En el grafico de promedios Figura 3.17, existe la presencia de un punto fuera de los lımites
de control correspondiente al punto 3 (primera muestra del dıa miercoles de la semana 45),
por lo que el diametro promedio de las muestras no varıa dentro de los lımites de control. Si
se elimina esta muestra con causa asignable provocada por ajuste de parametros para estabi-
lizar el proceso el proceso se encuentra bajo control. De igual manera existe la presencia de
patrones no aleatorios en las demas semanas.
Tambien se puede apreciar que existe alta variabilidad tanto en los rangos como tambien
en los promedios de las muestras obtenidas para este producto.
3.6.3. Salchicha línea diaria código 40422
3.6.3.1. Peso individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice C.1 en la pagina 184.
Figura 3.18: Gráfico de rangos para peso 40422
Fuente: Elaboración propia
En la Figura 3.18, se puede observar en el grafico de rangos que no existen puntos fuera de
los lımites de control, por lo que la variacion entre subgrupos se encuentra bajo control, pero
123

se puede apreciar la existencia de altas variaciones en los rangos de las muestras, de igual
manera en las muestras de la ultima semana (semana 49) se visualiza un patron no aleatorio.
Figura 3.19: Gráfico de promedios para peso 40422
Fuente: Elaboración propia
En el grafico de promedios Figura 3.19, existe la presencia de cuatro puntos fuera de los
lımites de control correspondientes al punto 11 (primera muestra del dıa miercoles de la sema-
na 47), punto 20 (segunda muestra del dıa jueves de la semana 48), punto 23 (tercera muestra
del dıa lunes de la semana 49) y el punto 24 (primera muestra del dıa miercoles de la semana
49), provocados por desajustes de parametros al inicio y final del proceso, si se eliminan estas
muestras el peso promedio para salchicha lınea diaria 40422 se encuentra bajo control.
Tambien se puede apreciar que existe alta variabilidad tanto en los rangos como tambien
en los promedios de las muestras obtenidas para este producto.
3.6.3.2. Longitud individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice C.2 en la pagina 185.
124

Figura 3.20: Gráfico de rangos para longitud 40422
Fuente: Elaboración propia
En la Figura 3.20, se puede observar en el grafico de rangos que no existen puntos fuera
de los lımites de control, pero se puede apreciar la existencia te altas variaciones en los rangos
de las muestras de todas las semanas.
Figura 3.21: Gráfico de promedios para longitud 40422
Fuente: Elaboración propia
En el grafico de promedios Figura 3.21, existe la presencia de cuatro puntos fuera de los
limites de control correspondientes a los puntos 11, 12 y 15 (muestras de la semana 47), por
lo que se evidencia claramente que en esta semana hay una caıda drastica en el promedio de
todas sus muestras debido a causas asignables y el punto 20 (segunda muestra del dıa jueves
125

de la semana 48), provocadas por una falla en la embutidora, deteniendo el proceso, por lo
que la media de las muestras no varıa dentro de los lımites de control. Si se eliminan estas
muestras la longitud promedio para salchicha lınea diaria 40422 se encuentra bajo control.
Tambien se puede apreciar que existe alta variabilidad tanto en los rangos como tambien
en los promedios de las muestras obtenidas para este producto.
3.6.3.3. Diámetro individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice C.3 en la pagina 185.
Figura 3.22: Gráfico de rangos para diámetro 40422
Fuente: Elaboración propia
En la Figura 3.22, se puede observar en el grafico de rangos que no existen puntos fuera
de los lımites de control, por lo que la variacion del diametro entre subgrupos para salchicha
linea diaria 40422 se encuentra bajo control aunque en la semana 48 se puede apreciar una
ligera tendencia creciente en los rangos de las muestras de esa semana.
En el grafico de promedios Figura 3.23, tampoco existe la presencia de puntos fuera de los
lımites de control, por lo que la media de las muestras varıa dentro de los limites de control.
Aunque de igual manera existe la presencia de patrones no aleatorios y una tendencia crecien-
te en los promedios de la semana 46 provocando altas variaciones en esta semana. Por lo cual
126

Figura 3.23: Gráfico de promedios para diámetro 40422
Fuente: Elaboración propia
al no existir puntos fuera de los lımites de control podemos decir que el diametro promedio
para salchicha lınea diaria 40422 se encuentra bajo control a pesar de que se puede evidenciar
la presencia de patrones no aleatorios en los datos.
3.6.4. Resumen de resultados
Una vez realizadas las graficas de control para el peso, longitud y diametro de los tres tipos
de salchichas, en los Cuadros 3.4 y 3.5 se presenta un resumen de los principales resultados
obtenidos de los graficos de promedios y de rangos para un mejor entendimiento.
Cuadro 3.4: Resumen resultados gráficas de control X
Salchipollo 4504 Salchicha LD 40459 Salchicha LD 40422
Peso Longitud Diámetro Peso Longitud Diámetro Peso Longitud Diámetro
LCS 26.26 11.94 16.55 26.17 11.85 16.43 44.82 14.28 19.52LCI 24.91 11.48 16.01 24.80 11.34 15.88 43.59 13.66 18.85PROMEDIO 25.58 11.71 16.28 25.48 11.59 16.15 44.20 13.97 19.19RANGO 1.35 0.46 0.54 1.37 0.51 0.55 1.23 0.62 0.67PUNTOS ANORMALES 0 1 0 0 2 1 4 4 0
Fuente: Planta de procesamientoElaboración: Autores
Para salchipollo 4504 se puede apreciar que el peso promedio se encuentra bajo control
debido a la ausencia de puntos anormales, sin embargo en los resultados del grafico de rangos
127

Cuadro 3.5: Resumen resultados gráficas de control R
Salchipollo 4504 Salchicha LD 40459 Salchicha LD 40422
Peso Longitud Diámetro Peso Longitud Diámetro Peso Longitud Diámetro
LCS 2.48 0.84 0.99 2.51 0.94 1.01 2.27 1.14 1.23LCI 0 0 0 0 0 0 0 0 0PROMEDIO 1.17 0.40 0.47 1.19 0.44 0.48 1.07 0.54 0.58PUNTOS ANORMALES 1 1 2 1 2 2 0 0 0
Fuente: Planta de procesamientoElaboración: Autores
se evidencia la presencia de un punto fuera de los limites de control lo que indica que existe
una alta dispersion entre las muestras tomadas. En la longitud promedio y en la dispersion
existe la presencia de puntos anormales por lo que esta variable no se encuentra bajo con-
trol. El diametro promedio se encuentra bajo control ya que no existen puntos anormales sin
embargo en la dispersion existen dos puntos anormales que indican altas diferencias entre las
muestras.
Para salchicha linea diaria 40459 se puede apreciar que el peso promedio se encuentra
bajo control debido a la ausencia de puntos anormales, sin embargo en los resultados del
grafico de rangos se evidencia la presencia de un punto fuera de los limites de control lo que
indica que existe una alta dispersion entre las muestras tomadas. En la longitud promedio y
en la dispersion existe la presencia de dos puntos anormales respectivamente por lo que esta
variable no se encuentra bajo control. El diametro promedio y la dispersion no se encuentran
bajo control ya que existen puntos anormales que indican altas diferencias entre las muestras.
Para salchicha linea diaria 40422 se puede apreciar que el peso promedio no se encuentra
bajo control debido a la presencia de cuatro puntos anormales, sin embargo en los resultados
del grafico de rangos no se evidencian puntos fuera de los limites de control lo que indica
una baja dispersion entre las muestras tomadas. En la longitud promedio existen cuatro pun-
tos anormales por lo cual no se encuentra abajo control mientras que en la dispersion no se
encuentran puntos anormales lo que indica una baja dispersion entre las muestras para esta
variable. El diametro promedio y la dispersion se encuentran bajo control ya que no existen
puntos anormales lo que indica que la diferencia entre las muestras para esta variable es mıni-
128

ma.
Por tanto podemos decir que el peso promedio se encuentra bajo control estadıstico en
los procesos para salchipollo 4504 y salchicha linea diaria 40459, contrario al proceso de sal-
chicha linea diaria 40422 que tiene el mayor numero de puntos anormales por lo cual no se
encuentra bajo control.
La longitud promedio en los tres procesos no se encuentra bajo control siendo la salchicha
linea diaria 40422 la que presenta mayor numero de puntos anormales seguido por la salchi-
cha linea diaria 40459.
El diametro promedio del proceso salchicha linea diaria 40459 es el unico que no se en-
cuentra bajo control debido a la presencia de un punto anormal.
En cuanto a la presencia de puntos anormales reflejados en los rangos o dispersion po-
demos decir que todas las variables de los tres procesos los tienen con la excepcion de la
variable diametro del proceso salchicha linea diaria 40422 siendo la unica que se encuentra
bajo control estadıstico tanto en promedios como en dispersion.
3.7. EVALUACIÓN DEL DESEMPEÑO
Con la evaluacion del desempeno lo que se busca es determinar si el proceso de produccion
de salchichas tiene la habilidad real o potencial para cumplir con las tolerancias del producto,
es decir si se encuentra dentro de los lımites de especificacion establecidos, produciendo ele-
mentos de buena calidad.
Para realizar el analisis de capacidad el proceso necesita estar bajo control y para usar los
ındices de capacidad sin alteraciones se debe comprobar la normalidad del proceso.
129

Con los resultados obtenidos en el modulo anterior referente a los graficos de control se pu-
do apreciar que en su mayorıa estos procesos no se encuentran bajo control, por lo que para
proceder con este modulo se descartaran todos los puntos fuera de los limites de control. Una
vez realizado esto podemos continuar con el analisis de capacidad.
Debido a que el problema son las altas variaciones en el proceso de produccion de embutidos,
el estudio se centrara en el diametro, longitud y peso de las salchichas.
El tipo de salchichas segun las muestras son:
4504 Salchipollo 100g
40459 Salchicha lınea diaria 175g
40422 salchicha lınea diaria 1000g
Lo primero que obtendremos son las medidas de tendencia central, para determinar si el pro-
ceso esta centrado con respecto a las especificaciones, tambien se calculara las medidas de
dispersion para observar la variabilidad del proceso.
Para la capacidad del proceso, se debe tomar en cuenta que la especificacion de cada una de
las caracterısticas de las salchichas, fueron determinados de los datos obtenidos en la recolec-
cion de informacion.
Para los lımites de especificacion, las polıticas de la empresa son, del valor objetivo en cuanto
a diametro, longitud y peso se tolera ±2%, los cuales vendrıan a ser los lımites de especifica-
cion establecidos por la empresa.
Es importante senalar que, para la capacidad del proceso no se tomaron en cuenta las especifi-
caciones del peso de las salchichas de las muestra 4504 y 40459 determinadas por la empresa,
debido a que la especificacion y los lımites de control superior e inferior son iguales, lo cual
no permite hacer un analisis de capacidad.
130

Cuadro 3.6: Límites de especificación
Producto Diámetro Longitud PesoObjetivo LES LEI Objetivo LES LEI Objetivo LES LEI
4504 Salchipollo 100g 17 17.34 16.66 11.8 12.04 11.56 26 26.5 25.540459 Salchicha línea diaria 175g 17 17.34 16.66 11.8 12.04 11.56 26 26.5 25.540422 Salchicha línea diaria 1000g 20 20.4 19.6 14 14.28 13.72 43 44 42
Fuente: Planta de procesamientoElaboración: Autores
3.7.1. Medidas de tendencia central y dispersión
En base a los resultados obtenidos en el Cuadro 3.7, para las muestras referentes al peso,
longitud y diametro respectivamente, podemos observar que la media, mediana y moda son
casi identicas para cada una de ellas, lo que indica que los procesos son simetricos. Sin em-
bargo, los tres procesos no se encuentran centrados segun las especificaciones determinadas
por la empresa para cada tipo de salchicha.
Cuadro 3.7: Tendencia central y dispersión
Salchipollo 4504 Salchicha línea diaria 40459 Salchicha línea diaria 40422
Peso Longitud Diámetro Peso Longitud Diámetro Peso Longitud Diámetro
Media 25.6 11.7 16.3 25.5 11.5 16.2 44.3 14.1 19.2Desviación Estándar 0.5 0.2 0.18 0.5 0.2 0.18 0.5 0.3 0.26Varianza 0.2 0.0 0.034 0.3 0.0 0.032 0.2 0.1 0.067Mínimo 24.5 11.3 16.0 23.9 11.1 15.8 43.0 13.5 18.7Primer cuartil 25.4 11.4 16.2 25.1 11.4 16.1 43.9 13.9 19.4Mediana 25.6 11.7 16.3 25.6 11.5 16.2 44.3 14.0 19.2Tercer cuartil 25.9 11.8 16.4 25.9 11.7 16.3 44.6 14.2 19.3Máximo 27.1 12.2 16.7 26.4 12.0 16.5 44.5 14.8 19.8Moda 25.6 11.8 16.3 25.8 11.5 16.3 44.6 14.0 19.0
Fuente: Planta de procesamientoElaboración: Autores
La desviacion estandar entre las muestras 4504 y 40459, no difieren, por lo que podemos
decir que existe la misma variabilidad en sus tres caracterısticas que son de 0,5, 0,2, 0,18 res-
pectivamente en ambos procesos. A diferencia de la desviacion estandar de la muestra 40422
que presenta una mayor variabilidad en la longitud y diametro.
En cuanto al peso de las salchichas de los tres procesos, nos muestran que la media,
mediana y moda son casi identicas. La desviacion estandar entre las muestras 4504, 40459 y
40422, no difieren, por lo que podemos decir que existe la misma variabilidad de 0,5 en los
131

tres procesos.
3.7.2. Salchipollo código 4504
3.7.2.1. Peso individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice A.1 en la pagina 180.
Figura 3.24: Capacidad de proceso para peso 4504
Fuente: Elaboración propia
La Figura 3.24 muestra el calculo de varios ındices de capacidad para resumir la compa-
racion de la distribucion ajustada con las especificaciones. En este caso, Pp y Cp son igual
a 0,36, lo que generalmente se considera que no es bueno ya que el proceso no es capaz de
cumplir con las especificaciones. Los ındices Ppk y Cpk que reflejan el centrado del proceso
son igual a 0,08. La diferencia bastante grande entre Cp y Cpk es una senal de que la distri-
bucion no esta bien centrada entre los lımites de especificacion.
Puesto que el ındice de descentralizacion K es igual a −0,77, la media se ubica en 77%
desde el centro de las especificaciones hacia el lımite inferior de especificacion.
132

En cuanto a la estimacion de la proporcion de la poblacion de la que provienen los datos
que cae fuera de los lımites de especificacion se tienen que 42,9948% de la distribucion
ajustada se encuentra fuera de los lımites de especificacion. Lo que es igual a tener 429948
defectos por millon de unidades producidas.
3.7.2.2. Longitud individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice A.2 en la pagina 181.
Figura 3.25: Capacidad de proceso para longitud 4504
Fuente: Elaboración propia
La Figura 3.25 muestra el calculo de varios ındices de capacidad para resumir la compa-
racion de la distribucion ajustada con las especificaciones. En este caso, Pp igual a 0,39 y Cp
igual a 0,47, lo que generalmente se considera que no es bueno ya que el proceso no es capaz
de cumplir con las especificaciones. Los ındices Ppk igual a 0,28 y Cpk igual a 0,36 que
reflejan el centrado del proceso. La diferencia bastante grande entre Cp y Cpk es una senal de
que la distribucion no esta bien centrada entre los lımites de especificacion.
Puesto que el ındice de descentralizacion K es igual a −0,29, la media se ubica en 29%
desde el centro de las especificaciones hacia el lımite inferior de especificacion.
133

En cuanto a la estimacion de la proporcion de la poblacion de la que provienen los datos
que cae fuera de los lımites de especificacion se tienen que 26,8264% de la distribucion
ajustada se encuentra fuera de los lımites de especificacion. Lo que es igual a tener 268264
defectos por millon de unidades producidas.
3.7.2.3. Diámetro individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice A.3 en la pagina 181.
Figura 3.26: Capacidad de proceso para diámetro 4504
Fuente: Elaboración propia
La Figura 3.26 muestra el calculo de varios ındices de capacidad para resumir la compa-
racion de la distribucion ajustada con las especificaciones. En este caso, Pp igual a 0,63 y Cp
igual a 0,68, lo que generalmente se considera que no es bueno ya que el proceso no es capaz
de cumplir con las especificaciones. Los ındices Ppk igual a −0,65 y Cpk igual a −0,71 que
reflejan el centrado del proceso. La diferencia bastante grande entre Cp y Cpk es una senal de
que la distribucion no esta bien centrada entre los lımites de especificacion, ademas el valor
negativo indica que el promedio esta fuera de los mismos.
Puesto que el ındice de descentralizacion K es igual a −2,04, la media se ubica en 204%
desde el centro de las especificaciones hacia el lımite inferior de especificacion.
134

En cuanto a la estimacion de la proporcion de la poblacion de la que provienen los datos
que cae fuera de los lımites de especificacion se tienen que 97,4725% de la distribucion
ajustada se encuentra fuera de los lımites de especificacion. Lo que es igual a tener 974725
defectos por millon de unidades producidas.
3.7.3. Salchicha línea diaria código 40459
3.7.3.1. Peso individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice B.1 en la pagina 182.
Figura 3.27: Capacidad de proceso para peso 40459
Fuente: Elaboración propia
La Figura 3.27 muestra el calculo de varios ındices de capacidad para resumir la compa-
racion de la distribucion ajustada con las especificaciones. En este caso, Pp igual a 0,32 y
Cp igual a 0,35, lo que generalmente se considera que no es bueno ya que el proceso no es
capaz de cumplir con las especificaciones. Los ındices Ppk y Cpk que reflejan el centrado
del proceso son igual a −0,01. La diferencia bastante grande entre Cp y Cpk es una senal de
que la distribucion no esta bien centrada entre los lımites de especificacion, ademas el valor
135

negativo indica que el promedio esta fuera de los mismos.
Puesto que el ındice de descentralizacion K es igual a −1,02, la media se ubica en 102%
desde el centro de las especificaciones hacia el lımite inferior de especificacion.
En cuanto a la estimacion de la proporcion de la poblacion de la que provienen los datos
que cae fuera de los lımites de especificacion se tienen que 53,2261% de la distribucion
ajustada se encuentra fuera de los lımites de especificacion. Lo que es igual a tener 532261
defectos por millon de unidades producidas.
3.7.3.2. Longitud individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice B.2 en la pagina 183.
Figura 3.28: Capacidad de proceso para longitud 40459
Fuente: Elaboración propia
La Figura 3.28 muestra el calculo de varios ındices de capacidad para resumir la compa-
racion de la distribucion ajustada con las especificaciones. En este caso, Pp igual a 0,42 y Cp
igual a 0,49, lo que generalmente se considera que no es bueno ya que el proceso no es capaz
de cumplir con las especificaciones. Los ındices Ppk igual a −0,04 y Cpk igual a −0,05 que
reflejan el centrado del proceso. La diferencia bastante grande entre Cp y Cpk es una senal de
136

que la distribucion no esta bien centrada entre los lımites de especificacion, ademas el valor
negativo indica que el promedio esta fuera de los mismos.
Puesto que el ındice de descentralizacion K es igual a −1,10, la media se ubica en 110%
desde el centro de las especificaciones hacia el lımite inferior de especificacion.
En cuanto a la estimacion de la proporcion de la poblacion de la que provienen los datos
que cae fuera de los lımites de especificacion se tienen que 55,4373% de la distribucion
ajustada se encuentra fuera de los lımites de especificacion. Lo que es igual a tener 554373
defectos por millon de unidades producidas.
3.7.3.3. Diámetro individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice B.3 en la pagina 183.
Figura 3.29: Capacidad de proceso para diámetro 40459
Fuente: Elaboración propia
La Figura 3.29 muestra el calculo de varios ındices de capacidad para resumir la compa-
racion de la distribucion ajustada con las especificaciones. En este caso, Pp igual a 0,63 y Cp
igual a 0,69, lo que generalmente se considera que no es bueno ya que el proceso no es capaz
de cumplir con las especificaciones. Los ındices Ppk igual a −0,86 y Cpk igual a −0,94 que
137

reflejan el centrado del proceso. La diferencia bastante grande entre Cp y Cpk es una senal de
que la distribucion no esta bien centrada entre los lımites de especificacion, ademas el valor
negativo indica que el promedio esta fuera de los mismos.
Puesto que el ındice de descentralizacion K es igual a −2,37, la media se ubica en 237%
desde el centro de las especificaciones hacia el lımite inferior de especificacion.
En cuanto a la estimacion de la proporcion de la poblacion de la que provienen los datos
que cae fuera de los lımites de especificacion se tienen que 99,5147% de la distribucion
ajustada se encuentra fuera de los lımites de especificacion. Lo que es igual a tener 995147
defectos por millon de unidades producidas.
3.7.4. Salchicha línea diaria código 40422
3.7.4.1. Peso individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice C.1 en la pagina 184.
Figura 3.30: Capacidad de proceso para peso 40422
Fuente: Elaboración propia
138

La Figura 3.30 muestra el calculo de varios ındices de capacidad para resumir la compa-
racion de la distribucion ajustada con las especificaciones. En este caso, Pp igual a 0,67 y Cp
igual a 0,75, lo que generalmente se considera que no es bueno ya que el proceso no es capaz
de cumplir con las especificaciones. Los ındices Ppk igual a −0,19 y Cpk igual a −0,21 que
reflejan el centrado del proceso. La diferencia bastante grande entre Cp y Cpk es una senal de
que la distribucion no esta bien centrada entre los lımites de especificacion, ademas el valor
negativo indica que el promedio esta fuera de los mismos.
Puesto que el ındice de descentralizacion K es igual a 1,28, la media se ubica en 128%
desde el centro de las especificaciones hacia el lımite superior de especificacion.
En cuanto a la estimacion de la proporcion de la poblacion de la que provienen los datos
que cae fuera de los lımites de especificacion se tienen que 71,1916% de la distribucion
ajustada se encuentra fuera de los lımites de especificacion. Lo que es igual a tener 711916
defectos por millon de unidades producidas.
3.7.4.2. Longitud individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice C.2 en la pagina 185.
La Figura 3.31 muestra el calculo de varios ındices de capacidad para resumir la compa-
racion de la distribucion ajustada con las especificaciones. En este caso, Pp igual a 0,37 y Cp
igual a 0,40, lo que generalmente se considera que no es bueno ya que el proceso no es capaz
de cumplir con las especificaciones. Los ındices Ppk igual a 0,29 y Cpk igual a 0,32 que
reflejan el centrado del proceso. La diferencia bastante grande entre Cp y Cpk es una senal de
que la distribucion no esta bien centrada entre los lımites de especificacion.
Puesto que el ındice de descentralizacion K es igual a 0,21, la media se ubica en 21%
desde el centro de las especificaciones hacia el lımite superior de especificacion.
139

Figura 3.31: Capacidad de proceso para longitud 40422
Fuente: Elaboración propia
En cuanto a la estimacion de la proporcion de la poblacion de la que provienen los datos
que cae fuera de los lımites de especificacion se tienen que 28,5419% de la distribucion
ajustada se encuentra fuera de los lımites de especificacion. Lo que es igual a tener 285419
defectos por millon de unidades producidas.
3.7.4.3. Diámetro individual de salchichas después de cocción
Para la revision de los datos utilizados en este calculo vease el apendice C.3 en la pagina 185.
La Figura 3.32 muestra el calculo de varios ındices de capacidad para resumir la compa-
racion de la distribucion ajustada con las especificaciones. En este caso, Pp igual a 0,52 y Cp
igual a 0,53, lo que generalmente se considera que no es bueno ya que el proceso no es capaz
de cumplir con las especificaciones. Los ındices Ppk igual a −0,54 y Cpk igual a −0,55 que
reflejan el centrado del proceso. La diferencia bastante grande entre Cp y Cpk es una senal de
que la distribucion no esta bien centrada entre los lımites de especificacion, ademas el valor
negativo indica que el promedio esta fuera de los mismos.
Puesto que el ındice de descentralizacion K es igual a −2,04, la media se ubica en 204%
desde el centro de las especificaciones hacia el lımite inferior de especificacion.
140

Figura 3.32: Capacidad de proceso para diámetro 40422
Fuente: Elaboración propia
En cuanto a la estimacion de la proporcion de la poblacion de la que provienen los da-
tos que cae fuera de los lımites de especificacion se tienen que 94,6527% de la distribucion
ajustada se encuentra fuera de los lımites de especificacion. Lo que es igual a tener 946527
defectos por millon de unidades producidas.
3.7.5. Resumen de resultados
Cuadro 3.8: Resumen resultados capacidad de procesos
Salchipollo 4504 Salchicha LD 40459 Salchicha LD 40422
Peso Longitud Diámetro Peso Longitud Diámetro Peso Longitud Diámetro
CP 0.36 0.47 0.68 0.35 0.49 0.69 0.75 0.40 0.53CPK 0.08 0.36 -0.71 -0.01 -0.05 -0.94 -0.21 0.32 -0.55K -0.77 -0.29 -2.04 -1.02 -1.10 -2.37 1.28 0.21 -2.04DPM 429948 268264 974725 532261 554373 995147 711916 285419 946527
Fuente: Planta de procesamientoElaboración: Autores
Una vez realizadas el analisis de capacidad de proceso para el peso, longitud y diametro
de los tres tipos de salchichas,en el Cuadro 3.8 se presenta un resumen de los principales
resultados para un mejor entendimiento.
141

En relacion al peso se puede observar que los tres procesos no son capaces de cumplir
con las especificaciones debido a que el ındice Cp es menor a 1, de igual manera el ındice
Cpk menor a 1 refleja que los procesos no se encuentran centrados entre los lımites de espe-
cificacion. Mientras que el proceso para salchicha lınea diaria codigo 40422 es el que genera
mayor numero de defectos por millon en comparacion a los otros dos procesos.
En cuanto a la longitud se puede apreciar de igual manera que los tres procesos no son
capaces de cumplir con las especificaciones debido a que el ındice Cp es menor a 1, de igual
manera el ındice Cpk menor a 1 refleja que los procesos no se encuentran centrados entre los
lımites de especificacion. Mientras que el proceso para salchicha lınea diaria codigo 40459 es
el que genera mayor numero de defectos por millon en comparacion a los otros dos procesos.
Por ultimo en el diametro se puede apreciar que los tres procesos no son capaces de cum-
plir con las especificaciones debido a que el ındice Cp es menor a 1, de igual manera el ındice
Cpk menor a 1 refleja que los procesos no se encuentran centrados entre los lımites de espe-
cificacion. Mientras que el proceso para salchicha lınea diaria codigo 40459 es el que genera
mayor numero de defectos por millon en comparacion a los otros dos procesos, aunque en los
tres casos este numero es muy elevado.
3.8. IDENTIFICACIÓN DE VARIABLES INCIDENTES EN
LA VARIACIÓN DEL PROCESO
Para determinar las variables mas incidentes en la variacion del proceso, se procedera a rea-
lizar un analisis multivariante (analisis factorial), este consiste en la reduccion de datos, es
usado para explicar las correlaciones entre las variables observadas en terminos de un numero
menor de variables no observadas llamadas factores.
142

Mediante esta aplicacion se podra observar las diferentes relaciones entre variables (corre-
lacion), y sobre todo poder ver las variables que tienen mayor relevancias para el estudio del
proceso de produccion de embutidos, y la aportacion de cada una de ellas para la construccion
del respectivo analisis.
3.8.1. Test de esfericidad de Bartlett / Índice Kaiser-Meyer-Olkin (KMO)
Previo a realizar el analisis factorial, se demostrara con estos dos indicadores la factibilidad
de los dos modelos, esto con la finalidad de ver si son relevantes y con esto lograr explicar
las variables que tienen mayor incidencia en las variaciones del proceso de produccion de
embutidos, mismas que afectan la calidad del producto terminado.
El Indice Kaiser-Meyer-Olkin mide la adecuacion de la muestra. Indica que tan apropiado
es aplicar el Analisis Factorial, contrasta si las correlaciones parciales entre las variables son
pequenas para esto los valores entre 0,5 y 1 indican que es apropiado aplicarlo.
Mientras que el test de esfericidad de Bartlett se utiliza para probar la Hipotesis Nula
que afirma que las variables no estan correlacionadas en la poblacion. Es decir, comprueba
si la matriz de correlaciones es una matriz de identidad. Se puede dar como validos aquellos
resultados que nos presenten un valor elevado del test y cuya fiabilidad sea menor a 0,05. En
este caso se rechaza la Hipotesis Nula y se continua con el Analisis.
3.8.1.1. Formulación de hipótesis
H0 = P.Bartlett > 0,05; Se acepta H0
H0 = P.Bartlett < 0,05; Se rechaza H0
H0: La matriz de correlaciones es una identidad, es decir que no hay correlacion significativa
en los datos.
143

Ha: La matriz de correlaciones no es una identidad, es decir que si hay correlacion significa-
tiva en los datos.
3.8.1.2. Criterio de decisión
El criterio de evaluacion, nos dice que si el Sig (p−valor)> 0,5; aceptamos la hipotesis nula,
caso contrario, se aceptara la hipotesis alternativa la cual nos dice, que existe una correlacion
significativa en los datos.
Cuadro 3.9: Test de Bartlett y KMO
Bartlett test of sphericity
Chi-square = 81.580Degrees of freedom = 28p-value = 0.000H0: variables are not intercorrelated
Kaiser-Meyer-Olkin Measure of Sampling AdequacyKMO = 0.578
Fuente: Planta de procesamientoElaboración: Autores
En base a los resultados obtenidos en el Cuadro 3.9, para el test de Bartlett y el ındice
KMO podemos decir que al tener un valor de KMO de 0,578 el cual se encuentra entre 0,5
y 1, el analisis factorial es adecuado y es apropiado aplicarlo. Mientas que para el test de la
esfericidad de Bartlett, se obtuvo un valor Sig (p−valor) de 0,000 que es menor a 0,05, por
lo que se procede a rechazar H0 y decimos que la matriz de correlaciones no es una identidad,
es decir que si hay correlacion significativa en los datos.
3.8.2. Análisis factorial
Para el analisis factorial se tomaran en cuenta todas las variables mencionadas en modulos
anteriores sin exclusion, las mismas que intervienen a lo largo de todo el proceso de produc-
cion de embutidos.
144

Cuadro 3.10: Sumario de estadísticas
Variable Muestras Media Desviación estándar Mínimo Máximo
Peso de embutición 25 108.76 0.75 107.6 110.6Velocidad 25 89.12 4.69 79 98Torsión 25 2.68 0.33 2.2 3.5Calibre sauciso 25 16.48 1.33 16 20Temperatura de cocción 25 78.68 1.03 75.3 80.5Tiempo de cocción 25 52.56 1.50 50 55Temperatura de duchado 25 8.68 1.03 6 11Tiempo de duchado 25 43.88 9.56 33 66
Fuente: Planta de procesamientoElaboración: Autores
En el Cuadro 3.10, se presentan las estadısticas descriptivas de las variables de estudio,
para las cuales se tomaron 25 muestras para cada una de ellas. se puede apreciar los valores
obtenidos para cada una, como en el caso de la variable peso de embuticion que tiene un
promedio de 108,76, una desviacion estandar de 0,75, un valor mınimo de 107,6 y un valor
maximo de 110,6, lo que quiere decir que todos los valores de las muestras obtenidas se en-
cuentran dentro de este rango de valores.
De esta manera tenemos la descripcion para todas las demas variables lo cual es muy
importante para conocer los estadısticos que representan cada una de ellas.
3.8.2.1. Matriz de Correlaciones
Para la aplicacion del analisis factorial se requiere inicialmente de una matriz de datos, tam-
bien conocida como matriz de datos original, la cual sera transformada en una matriz de
correlaciones.
La matriz de correlaciones es una tabla de doble entrada donde se representan las relacio-
nes que existen entre variables, esta matriz puede representar datos en forma horizontal tanto
como en forma vertical.
A traves de la matriz de correlaciones, que se calcula con todas las variables independien-
tes para utilizarse como un input, se indica el grado de las intercorrelaciones. Para llevar a
145

cabo esta tarea, se recomienda efectuar un analisis de esta matriz con el fin de verificar si sus
caracterısticas responden a las exigencias del analisis factorial.
Cuadro 3.11: Matriz de correlación
Peso de Calibre Temperatura Tiempo Temperatura Tiempoembutición Velocidad Torsión sauciso de cocción de cocción de duchado de duchado
Peso de embutición 1.00Velocidad 0.189 1.00Torsión 0.048 -0.715 1.00Calibre sauciso -0.128 -0.759 0.796 1.00Temperatura de cocción 0.126 0.119 -0.432 -0.310 1.00Tiempo de cocción -0.095 0.179 -0.065 -0.308 -0.030 1.00Temperatura de duchado 0.013 -0.319 0.360 0.483 -0.273 -0.095 1.00Tiempo de duchado -0.344 0.117 0.090 0.044 -0.674 0.011 0.131 1.00
Fuente: Planta de procesamientoElaboración: Autores
En la matriz del Cuadro 3.11, podemos observar que existe una mayor correlacion entre
las variables calibre sauciso y la torsion con un valor de 0,796; cabe acotar que el sauciso es
la tripa en la cual se embuten las salchichas, estas pueden ser de material organico o sintetico
por ende dependiendo de las propiedades fısicas, quımicas y de la calidad que estas posean
tenderan a influir de manera directa sobre la torsion, debido a que este va a permitir una mejor
manipulacion o versatilidad al momento del proceso de embuticion haciendo que las maqui-
nas tengan mayor facilidad para trabajar y por ende la torsion sera mas precisa dependiendo
de los parametros establecidos.
De igual manera se debe aclarar que la torsion (o retorsion) son las vueltas que la maquina
embutidora da al sauciso (tripa) para formar cada una de las salchichas.
Otra correlacion importante que se puede apreciar es la que ocurre entre la temperatura
de duchado y el calibre de sauciso, con un valor de 0,483; esto se debe a que dependiendo
del calibre que se utilice o el grosor que tenga la tripa, ayudara a que las salchichas se vean
afectados con mayor facilidad por la temperatura del duchado siendo que las tripas con menor
calibre perderan temperatura mas facilmente.
146

La correlacion que les sigue a las anteriores en grado de importancia es la que existe entre
temperatura de duchado y la torsion, con un valor de 0,360; esto debido a que a mayor torsion
la materia prima carnica tendra una mayor concentracion en cada salchicha, debido a esto
la cantidad de masa o volumen cedera con menor rapidez ante la temperatura del duchado a
diferencia de las que se encuentren n poco mas sueltas o posean menos torsion.
Por Ultimo podemos apreciar la existencia de una relacion muy fuerte aunque negativa
(inversamente proporcional), entre la velocidad de embuticion y el calibre del sauciso, con
un valor de −0,759; esto debido a que el grosor del sauciso hara que sea este sea menos
maniobrable al momento de dar forma a las salchichas por lo que la velocidad de embuticion
se vera afectada y viceversa.
3.8.2.2. Factores
Para la eleccion de los factores para el estudio, debemos tomar en cuenta la varianza que po-
see cada uno de ellos y la contribucion que tienen hacia la misma.
Cuadro 3.12: Varianza total explicada
Factor Eigenvalue Porcentaje Porcentaje acumulado
Factor1 3.037 37.95 37.95Factor2 1.722 21.52 59.48Factor3 1.033 12.91 72.39Factor4 0.955 11.94 84.33Factor5 0.716 8.95 93.29Factor6 0.224 2.80 96.09Factor7 0.199 2.48 98.58Factor8 0.113 1.41 100.00
Fuente: Planta de procesamientoElaboración: Autores
Para una correcta seleccion de los factores, en el analisis factorial, existe la regla que
establece escoger aquellos que son mayores a 1; por lo que se procedera a escoger los tres
primeros factores, tal como se aprecia en el Cuadro 3.12, estos recogen el 72,39% de la va-
rianza total del modelo aplicado, este porcentaje es mayor al 50% por lo que es suficiente
para proyectar los resultados.
147

De igual manera realizamos una grafica de sedimentacion para estar mas seguros de el
numero de factores que debemos escoger.
Figura 3.33: Scree plot
Fuente: Elaboración propia
Como se puede observar en la Figura 3.33, en el eje Y tenemos los auto valores, mientras
que trazamos una linea horizontal en el valor 1 del eje esto para referenciar y tomar aquellos
que se encuentren por encima de esta, que este caso serian tres factores.
Cuadro 3.13: Matriz de componentes
Variables Factor 1 Factor 2 Factor 3
Peso de embutición -0.173 -0.454 0.787Velocidad -0.795 0.353 0.342Torsión 0.872 -0.135 0.032Calibre sauciso 0.915 -0.221 -0.069Temperatura de cocción -0.543 -0.679 -0.299Tiempo de cocción -0.246 0.295 -0.323Temperatura de duchado 0.596 -0.001 0.280Tiempo de duchado 0.258 0.881 0.134
Fuente: Planta de procesamientoElaboración: Autores
Para ver que variables se agrupan en cada componente (factor) hay que observar las varia-
bles cuyas cargas sean altas en un factor y bajas en los otros (valores menores que 0,25 suelen
considearse bajos).
148

Como se puede apreciar en el Cuadro 3.13, de contribucion de factores en el primer factor
esta representado claramente la variable calibre del sauciso y en el segundo factor tiempo de
duchado (sus valores en la matriz de componentes son muy altos). Velocidad de embuticion
y temperatura de coccion estan representadas en las tres componentes. Peso de embuticion
y tiempo de coccion estan representadas en la segunda y tercera componentes. Torsion esta
representado en la primera componente y tiempo de duchado en la primera y segunda com-
ponente.
Se observa entonces que es difıcil agrupar las variables en componentes con lo que se
proceder a realizar una rotacion, que se realizara posteriormente.
A continuacion en el Cuadro 3.14 se analiza la comunalidad de cada variable (suma de
los cuadrados de sus cargas factoriales definidas en la matriz de componentes) despues de la
extraccion de los factores (componentes). La comunalidad es la parte de variabilidad de cada
variable explicada por los factores. Antes de la extraccion de los factores la comunalidad de
cada variable es la unidad, e interesa que despues de la extraccion siga siendo alta.
Cuadro 3.14: Comunalidades
Variables Inicial Extracción
Peso de embutición 1.000 0.855Velocidad 1.000 0.874Torsión 1.000 0.780Calibre sauciso 1.000 0.891Temperatura de cocción 1.000 0.845Tiempo de cocción 1.000 0.252Temperatura de duchado 1.000 0.434Tiempo de duchado 1.000 0.861
Fuente: Planta de procesamientoElaboración: Autores
Los valores despues de la extraccion son muy cercanos a la unidad a excepcion de las
variables tiempo de coccion y temperatura de duchado.
Cuando se realizo el analisis de la matriz de componentes se observo que es difıcil agrupar
las variables en componentes, con lo que procederıa realizar una rotacion. Realizaremos una
149

rotacion Varimax que tiene la propiedad de que los factores siguen siendo incorrelados.
Cuadro 3.15: Matriz de componentes rotados
Variables Factor 1 Factor 2 Factor 3
Peso de embutición -0.170 -0.149 0.897Velocidad -0.916 0.139 0.124Torsión 0.847 0.217 0.125Calibre sauciso 0.933 0.121 0.072Temperatura de cocción -0.233 -0.889 -0.006Tiempo de cocción -0.259 0.038 -0.428Temperatura de duchado 0.500 0.324 0.281Tiempo de duchado -0.063 0.894 -0.241
Fuente: Planta de procesamientoElaboración: Autores
La matriz de componentes rotados, Cuadro 3.15, muestra como la variable peso de em-
buticion y tiempo de coccion se situan en la tercera componente, la variable velocidad de
embuticion, torsion, calibre del sauciso, y temperatura de duchado se situan en la primera
componente y las variables temperatura de coccion y tiempo de duchado se situa en la prime-
ra componente.
El grafico de componentes en el espacio rotado Figura 3.34 no ayuda mucho a la deteccion
de los grupos de variables. En este grafico, dos variables correladas positivamente forman un
angulo desde el origen de 0 grados, de 180 si lo estan negativamente y de 90 si estan incorre-
ladas.
Para poder apreciar de mejor manera se descompondra en graficos bidimensionales.
3.8.2.3. Nube de Puntos
La nube de puntos o tambien conocida como diagrama de dispersion consiste en la represen-
tacion de cada par de valores de las variables en un sistema de coordenadas cartesianas en el
que los ejes X e Y representan las variables de la distribucion bidimensional.
150

Figura 3.34: Gráfico de componente en espacio rotado
Fuente: Elaboración propia
Para representar el dato correspondiente al par (xi,y j), se dibuja un punto en las mismas
coordenadas. Mientras que si se desea representar la frecuencia correspondiente a estos valo-
res de las variables, se debe escribir dicha frecuencia al lado del punto.
Para identificar los factores se utiliza la matriz de componentes rotados vista anterior-
mente, en conjunto con las Figuras 3.35 y 3.36 que nos permite apreciar los coeficientes de
correlacion de cada uno de los tres factores con las ocho variables. El factor 1 lo formaran las
variables que tengan correlacion mas fuerte con dicho factor, para el cual tenemos que son las
variables velocidad de embuticion, torsion, calibre del sauciso y temperatura de duchado.
El factor 2 lo formaran las variables con correlacion mas fuerte con dicho factor que son
las variables temperatura de coccion y tiempo de duchado. Mientras que el factor 3 esta for-
mado por las variables peso de embuticion y tiempo de coccion.
151

Figura 3.35: Gráfico de componente bidimensional (1-2)
Fuente: Elaboración propia
Figura 3.36: Gráfico de componente bidimensional (1-3)
Fuente: Elaboración propia
Dada la naturaleza de las variables, podemos decir que el primer factor (velocidad de
embuticion, torsion, calibre de sauiso y temperatura de duchado) es un factor relativo a los
152

parametros iniciales y finales del proceso, el segundo factor (temperatura de coccion y tiempo
de duchado) es un factor relativo a parametros de control del producto y el tercer factor (peso
de embuticion y tiempo de coccion) es un factor relativo a la transformacion del producto.
Como resultado del analisis factorial se a logrado determinar que las variables que tienen
mayor influencia sobre las variaciones del proceso son las variables que poseen mayor peso
en cada uno de los factores las cuales son: velocidad de embuticion, calibre del sauciso y peso
de embuticion. De las cuales dependera en mayor medida la calidad del producto terminado.
3.9. DETERMINAR DIFERENCIAS SIGNIFICATIVAS EN
EL PROCESO
En primer lugar se obtuvieron las medidas de tendencia central media, mediana y moda ası co-
mo tambien los datos de desviacion estandar para analizar la variabilidad del proceso.
Para la revision de los datos utilizados en este calculo vease el apendice D.1 en la pagina 186.
Cuadro 3.16: Medidas de tendencia central y dispersión
VEMAG NL
Media 25,8 25,4Desviación Estándar 0,26 0,22Varianza 0,07 0,05Mínimo 24,7 24,6Primer Cuartil 25,7 25,3Mediana 25,8 2,55Tercer Cuartil 25,9 25,6Máximo 27,3 26,0Moda 25,7 25,5
Fuente: Planta de procesamientoElaboración: Autor
Con los resultados de los estadısticos descriptivos correspondientes a las embutidoras
V EMAG y NL procedemos a realizar la prueba de hipotesis de la media.
153

3.9.1. Prueba de hipótesis de la media
Se comprobara la hipotesis H0 : µ 1 = µ 2; contra la hipotesis alternativa Ha : µ 1 6= µ 2;
para lo cual se utilizara un nivel de significancia del 0,05; con un nivel de confianza del 95%.
El proceso x corresponde a la embutidora V EMAG y el proceso y corresponde a la embu-
tidora NL.
nx = 181 ny = 198
x = 25,8 y = 25,4
σx = 0,26 σy = 0,22
Z tabla = 1,96
Z prueba = x−y√σ2xnx +
σ2yny
Z prueba = 11,44
Se rechaza la hipotesis nula, ya que Z prueba es mayor que Z tabla, y se encuentra dentro
de la zona de rechazo; lo que da como resultado la aceptacion de la hipotesis alternativa de
que existe diferencia significativa entre las medias de las maquinas embutidoras V EMAG y
NL.
Por ende el peso promedio de las salchichas embutidas en la maquina V EMAG no es igual
al peso promedio de las salchichas embutidas en la maquina NL.
Segun las especificaciones determinadas por la empresa para la salchicha linea diaria codi-
154

go 40459 de 175g, la especificacion del peso objetivo esta determinada en 26g, por lo que se
puede observar que las salchichas embutidas en la embutidora V EMAG son las que mas se
aproximan a dicha especificacion.
3.10. PROPONER ALTERNATIVAS DE MEJORA
Despues de haber realizado el analisis del proceso productivo de los diferentes tipos de sal-
chichas objeto de este estudio, en cuanto a graficos de control e indices de capacidad, se pudo
determinar falencias que ocasionan que no se tenga un proceso centrado y bajo control, esto
es causante de que exista alta variabilidad en los embutidos (salchichas) como producto ter-
minado, en relacion con las especificaciones establecidas por la empresa.
Como propuesta para lograr un mejor proceso productivo se plantea la aplicacion de la
metodologıa Seis Sigma, para controlar y reducir la variacion en el proceso de produccion
de salchichas. Para esto se describira los pasos que se debe seguir para la aplicacion del Seis
Sigma, basado en la metodologıa DMAIC: definir, medir, analizar, mejorar y controlar.
3.10.1. Metodología DMAIC
Es un modelo que ayuda a solucionar los problemas que se pueden presentar en un proceso.
Para lograr una correcta aplicacion el DMAIC utiliza graficos de control, disenos de experi-
mentos, capacidad del proceso, ademas de otras herramientas basicas de estadıstica.
3.10.1.1. Definir
En esta etapa se identificaran aquellos problemas u oportunidades de mejora mas directamen-
te vinculados a lo que es el proceso de produccion de salchichas.
Se procede a identificar las variables con mayor incidencia dentro del proceso, que en este
caso ya fueron identificadas, dando como resultado del analisis factorial que las variables con
155

mayor influencia sobre las variaciones del proceso son: velocidad de embuticion, calibre del
sauciso, peso de embuticion.
De igual manera se determinaran las caracterısticas y parametros crıticos que posee cada
una de estas variables, y de ser posible modificarlos o realizar ligeros ajustes con el fin de
mejorar su funcionamiento y desempeno.
En base a los resultados obtenidos tanto en los graficos de control, ası como tambien en
el analisis de capacidad del proceso de produccion de salchichas, lo cual demostro que existe
un descentramiento del proceso, por lo que no tienen la capacidad para cumplir con las espe-
cificaciones del diametro, longitud y peso de las salchichas establecidas por la empresa para
el producto terminado.
La finalidad es conseguir un proceso mas centrado respecto a las especificaciones, lo cual
reduzca la variabilidad en el producto terminado, lo que ayudara al cumplimiento de la nor-
mativa INEN y a la vez generar ahorro a traves de la reduccion de desperdicio de producto
presente en las salchichas con sobrepeso.
La empresa elabora diferentes productos, a los que se realizo seguimientos para compro-
bar su cumplimiento con la normativa, de los cuales se obtuvieron los siguientes resultados
presentados en el Cuadro 3.17.
Cuadro 3.17: Porcentaje cumplimiento normativa INEN 284
Producto No Total % %Conforme conforme productos conforme no conforme
Salchichas 13 6 19 68 32Jamón 13 1 14 93 7Mortadela 3 1 4 75 25Chorizo 3 0 3 100 0Tocineta 6 0 6 100 0
Fuente: Planta de procesamientoElaboración: Autores
Debido a que las salchichas fueron las que tuvieron el mayor porcentaje de incumplimien-
156

to de la normativa se decidio trabajar sobre ellas, mientras que respecto a mortadela que tienen
el segundo porcentaje mas alto no se toma en cuenta para el estudio debido a que se identifico
que el incumplimiento se debe a fallas de los colaboradores que recuperan las rebanadas de
mortadela y las juntan para ser empacadas.
En cuanto a las salchichas se determino que dentro de este grupo se encontraba la salchi-
pollo codigo 4504, salchicha linea diaria codigo 40459 y salchicha linea diaria codigo 40422,
las cuales son designadas como de alto volumen debido a que abarcan la mayorıa de la pro-
duccion durante la semana.
Cuadro 3.18: Ahorro anual por reducción de sobrepeso
Producto % KgOrden
Kg/semana Kg/año Costo Ahorroproducciónsobrepeso sobrepeso /semana kg anual
4504 3% 238 3 714 37.128 $ 3.50 $ 129,94840459 4% 128 3 384 19.968 $ 3.50 $ 69,88840422 3% 66 3 198 10.296 $ 3.50 $ 36,036
Total $ 235,872
Fuente: Planta de procesamientoElaboración: Autores
Al ser estos productos de alto volumen, trabajar en la reduccion de la variabilidad de estos
mediante la implementacion de un correcto control del proceso de produccion de salchichas
se corregira dos necesidades de la empresa que son el cumplimiento de la normativa, y gene-
rar ahorro al disminuir el exceso de peso en sus productos lo cual sera de gran beneficio para
la empresa.
3.10.1.2. Medir
En esta etapa se evaluara el desempeno del proceso de produccion, en este caso de acuerdo
a los resultados obtenidos en modulos anteriores referentes a graficos de control y capacidad
de proceso, se comprueba que el proceso actual es deficiente, ya que existen falencias como:
157

Proceso descentrado
Alta variacion en el proceso de produccion de salchichas
La mayorıa de las muestras se encuentran fuera de los lımites de especificacion
Especificaciones determinadas por la empresa no son adecuadas
Falta de un plan de muestreo
Materiales para la toma de datos no son los adecuados
Para lo cual tambien es necesario la implementacion de indicadores de desempeno que
faciliten el monitoreo constante del proceso y poder tomar decisiones con mayor eficacia.
Estos indicadores son los siguientes:
DPMO =1,000,000 x D
U x O(3.1)
Donde
DPMO = defectos por millon de oportunidades
D = numero de defectos observados en la muestra
U = numero de unidades en la muestra(tamano de la muestra)
O = oportunidades de defectos por unidad
Productividad = (Dist.NormalZ1−Dist.NormalZ2) x 100 (3.2)
Nivel sigma = Distrib.normal.inv.(Z1−Z2) + 1,5σ (3.3)
158

Muestras diametro salchipollo 4504
Para el calculo de estos indicadores se tomaran las ecuaciones 3.1, 3.2 y 3.3 respectiva-
mente.
DPMO =1,000,000 x 107
110 x 1= 972,727
Productividad = 1,3%
Nivel sigma =−0,72
Por cada millon de producto que se fabrica, 972,727 no cumpliran con las especificaciones
determinadas por la empresa.
La productividad es de 1,3%, lo que quiere decir que solo este porcentaje de producto se
encuentra dentro de las tolerancias especificadas (son conformes). Ademas que para el diame-
tro de las salchichas este proceso trabaja a un nivel sigma de−0,72, lo cual es demasiado bajo.
Muestras diametro salchicha lınea diaria 40459
DPMO =1,000,000 x 95
95 x 1= 1,000,000
Productividad = 0,3%
159

Nivel sigma =−1,28
Por cada millon de producto que se fabrica, 1,000,000 no cumpliran con las especificacio-
nes determinadas por la empresa.
La productividad es de 0,3%, lo que quiere decir que solo este porcentaje de producto se
encuentra dentro de las tolerancias especificadas (son conformes). Ademas que para el diame-
tro de las salchichas este proceso trabaja a un nivel sigma de−1,28, lo cual es demasiado bajo.
Muestras diametro salchicha lınea diaria 40422
DPMO =1,000,000 x 118
125 x 1= 944,000
Productividad = 6,2%
Nivel sigma =−0,04
Por cada millon de producto que se fabrica, 944,000 no cumpliran con las especificaciones
determinadas por la empresa.
La productividad es de 6,2%, lo que quiere decir que solo este porcentaje de producto se
encuentra dentro de las tolerancias especificadas (son conformes). Ademas que para el diame-
tro de las salchichas este proceso trabaja a un nivel sigma de−0,04, lo cual es demasiado bajo.
Muestras longitud salchipollo 4504
160

DPMO =1,000,000 x 29
110 x 1= 263,636
Productividad = 71,3%
Nivel sigma = 2,06
Por cada millon de producto que se fabrica, 263,636 no cumpliran con las especificaciones
determinadas por la empresa.
La productividad es de 71,3%, lo que quiere decir que solo este porcentaje de producto se
encuentra dentro de las tolerancias especificadas (son conformes). Ademas que para el diame-
tro de las salchichas este proceso trabaja a un nivel sigma de 2,06, que todavıa sigue siendo
bajo en relacion a procesos estandar que deben ser de 3 o 4 sigmas.
Muestras longitud salchicha lınea diaria 40459
DPMO =1,000,000 x 55
100 x 1= 550,000
Productividad = 37,4%
Nivel sigma = 1,18
Por cada millon de producto que se fabrica, 550,000 no cumpliran con las especificaciones
determinadas por la empresa.
161

La productividad es de 37,4%, lo que quiere decir que solo este porcentaje de produc-
to se encuentra dentro de las tolerancias especificadas (son conformes). Ademas que para el
diametro de las salchichas este proceso trabaja a un nivel sigma de 1,18, lo cual es muy bajo.
Muestras longitud salchicha lınea diaria 40422
DPMO =1,000,000 x 28
100 x 1= 280,000
Productividad = 68,4%
Nivel sigma = 1,98
Por cada millon de producto que se fabrica, 280,000 no cumpliran con las especificaciones
determinadas por la empresa.
La productividad es de 68,4%, lo que quiere decir que solo este porcentaje de produc-
to se encuentra dentro de las tolerancias especificadas (son conformes). Ademas que para el
diametro de las salchichas este proceso trabaja a un nivel sigma de 1,98, lo cual es muy bajo.
Muestras peso salchipollo 4504
DPMO =1,000,000 x 49
115 x 1= 426,086
162

Productividad = 56,1%
Nivel sigma = 1,65
Por cada millon de producto que se fabrica, 426,086 no cumpliran con las especificaciones
determinadas por la empresa.
La productividad es de 56,1%, lo que quiere decir que solo este porcentaje de produc-
to se encuentra dentro de las tolerancias especificadas (son conformes). Ademas que para el
diametro de las salchichas este proceso trabaja a un nivel sigma de 1,65, lo cual es muy bajo.
Muestras peso salchicha lınea diaria 40459
DPMO =1,000,000 x 64
120 x 1= 533,333
Productividad = 47,3%
Nivel sigma = 1,43
Por cada millon de producto que se fabrica, 533,333 no cumpliran con las especificaciones
determinadas por la empresa.
La productividad es de 47,3%, lo que quiere decir que solo este porcentaje de produc-
to se encuentra dentro de las tolerancias especificadas (son conformes). Ademas que para el
diametro de las salchichas este proceso trabaja a un nivel sigma de 1,43, lo cual es muy bajo.
163

Muestras peso salchicha lınea diaria 40422
DPMO =1,000,000 x 75
105 x 1= 714,285
Productividad = 27,4%
Nivel sigma = 0,90
Por cada millon de producto que se fabrica, 714,285 no cumpliran con las especificaciones
determinadas por la empresa.
La productividad es de 27,4%, lo que quiere decir que solo este porcentaje de produc-
to se encuentra dentro de las tolerancias especificadas (son conformes). Ademas que para el
diametro de las salchichas este proceso trabaja a un nivel sigma de 0,90, lo cual es muy bajo.
Para tener mayor detalle acerca de los diferentes valores de nivel sigma y su respectivo
rendimiento o productividad referirse al Apendice F.1 en la pagina 188.
.
3.10.1.3. Analizar
En esta etapa se analizara las posibles causas que ocasionan las deficiencias en el proceso de
produccion de embutidos. Al identificar cada una de las causas de los problemas, nos ayudara
para la etapa de mejora, donde se propondran alternativas para obtener un proceso adecuado.
164

Los problemas a analizar se los presenta en el Cuadro 3.19.
Cuadro 3.19: Análisis de posibles causas
Problemas CausasNo existe un control adecuado en todo el proceso de producción
Alta variación para que los productos tengan características dimensionales ypesos homogéneo.
Proceso descentrado Proceso no tiene la capacidad para cumplir con las especificaciones.
Especificaciones no adecuadas Falta de información por parte del personal encargado.
Existe más prioridad en cumplir con la producción establecida queFalta de un plan de muestreo en tomar muestras para revisar el desempeño del proceso.
No existe un formato de recolección de datos adecuado para cadaMateriales no adecuados una de las fases del proceso y llevar un correcto control.
Fuente: Planta de procesamientoElaboración: Autores
Se sugiere tener un control de las variables que influyen en las caracterısticas dimensio-
nales y peso del producto terminado, las cuales necesitan un mayor control y supervision por
parte del personal encargado de llevar a cabo el proceso productivo.
Torsion:
Se recomienda que la torsion o retorsion que esta establecida de (2,5) se mantenga cons-
tante a lo largo de todo el proceso de embuticion de las salchichas, ya que este parametro
no es constante y tiende a variar, motivo por el cual los operarios realizan ajustes de manera
periodica.
Velocidad de embuticion:
Al igual que la torsion, la velocidad de embuticion tambien es otra de las variables que
presenta deficiencias ya que no es fija durante todo el proceso, esto es motivo para que no se
tenga una embuticion homogenea en todo el proceso.
Peso de embuticion:
165

Para que el producto terminado obtenga o se aproxime a las especificaciones del peso
determinado por la empresa (25g, 25g y 41,7g) para cada uno de los tipos de salchichas, los
pesos de embuticion deben mantenerse entre los rangos que se especificaron en el capıtulo 2,
en el cuadro 2.6, pesos que son tomados de 4 salchichas, debido a que no se puede tomar el
peso por unidad a causa del esparcimiento del producto.
Tiempo de duchado:
En cuanto al area de duchado existe mucha variacion en cuanto al tiempo que permanecen
aquı los coches con las salchichas, ya que el personal encargado muchas veces se olvida de
retirarlos, los cuales en ocasiones llegan a permanecer hasta una hora dentro de esta area que
regularmente deberıa ser de maximo de 30 minutos.
3.10.1.4. Mejorar
En esta fase se quiere lograr optimizar y fortalecer el proceso de produccion de embutidos
(salchichas), ya que, a traves del analisis realizado en los modulos anteriores, comprobamos
que el proceso no es capaz de cumplir con las especificaciones determinadas por la empresa,
el proceso no esta centrado, y presenta altas variaciones en las caracterısticas dimensionales
y peso de los embutidos.
Por lo tanto, en este modulo se daran sugerencias para optimizar el proceso de produc-
cion, dando soluciones de mejora para cada uno de los problemas identificados en la etapa de
analisis.
Plan de muestreo
Dentro del control estadıstico de procesos, el plan de muestreo es uno de los pilares mas
importantes, por lo que es necesario saber que tamano de muestra se debe obtener y con que
166

frecuencia tomarla para ası dar una correcta inferencia con respecto a la poblacion. por lo
que tambien es necesario capacitar o retro-alimentar a las personas que estaran encargadas de
realizar estos procedimientos.
En el Cuadro 3.20, se indica un plan de muestreo.
Cuadro 3.20: Plan de muestreo
Codigo Subgrupos Tamaño muestra Unidades Frecuencia
Pesos de embutición
4504 Salchipollo 100 25 5 4 10-15 min
40459 Salchicha Línea Diaria 175 25 5 4 10-15 min
40422 Salchicha Línea Diaria 1000 25 5 4 10-15 min
Pesos Producto terminado
4504 Salchipollo 100 25 5 1 10-15 min
40459 Salchicha Línea Diaria 175 25 5 1 10-15 min
40422 Salchicha Línea Diaria 1000 25 5 1 10-15 min
Pesos Producto empacado
4504 Salchipollo 100 25 5 1 10-15 min
40459 Salchicha Línea Diaria 175 25 5 1 10-15 min
40422 Salchicha Línea Diaria 1000 25 5 1 10-15 min
Fuente: Planta de procesamiento
Elaboración: Autores
Para obtener una buena estimacion se debe tener muestras mayores a 100 datos debido
a que muestras menores no son muy confiables, por lo que para este proceso se tomaran 25
subgrupos cada uno de tamano 5 por lo que se contara con muestras mayores a 100 datos,
haciendo mas confiables las estimaciones a realizar. Los subgrupos permitiran realizar com-
paraciones entre y dentro de cada subgrupo y de esta manera identificar posibles fallas a lo
largo del tiempo.
167

El tiempo entre cada toma de muestras debe ser entre 10 a 15 minutos como maximo y
dependiendo de la programacion del tamano del lote a producirse pueden realizarse ajustes en
los tiempos, debido a que se trata de produccion en serie no se puede dar amplios intervalos
entre muestras ya que esto no darıa buenas estimaciones.
Materiales adecuados
En vista de que la manera en como se realiza la obtencion de datos especıficamente en
el area de embuticion es muy deficiente, ya que estos son anotados en pedazos de papel tipo
toalla que se utiliza para otros fines, por este motivo se propone la utilizacion de un formato
de hoja de control el mismo que se muestra en el Apendice G.1 en la pagina 189, para una
correcta anotacion de los pesos de embuticion, el mismo que puede ser proporcionado a cada
jefe de area u operador de turno encargado.
De igual manera se puede utilizar el mismo formato para la toma de pesos del producto
terminado en el area de empaque y tambien para la toma de datos de cualquier otra carac-
terıstica de calidad si ası se lo requiere.
Definicion de especificaciones
Debido a que las especificaciones actuales no permiten obtener un proceso centrado, se
sugiere lımites de control que se encuentren dentro de los estandares del peso de los embuti-
dos que hemos tomado en las muestras.
Cuadro 3.21: Limites de especificación
Producto Diámetro Longitud PesoObjetivo LES LEI Objetivo LES LEI Objetivo LES LEI
Salchipollo 100g 16.3 16.6 15.9 11.5 11.7 11.3 25.0 25.5 24.5Salchicha línea diaria 175g 16.3 16.6 15.9 11.5 11.7 11.3 25.0 25.5 24.5Salchicha línea diaria 1000g 19.0 19.4 18.6 14.0 14.3 13.7 42.0 42.8 41.2
Fuente: Planta de procesamientoElaboración: Autores
168

Debido a la falta de informacion por parte del area de control de calidad con respecto a las
especificaciones que deben tener las salchichas, tambien por el hecho de que las establecidas
no permiten realizar los analisis de capacidad, en la Figura 3.21, se propone implementar las
especificaciones que deberıa tener el producto terminado en base a los datos tomados de los
diferentes seguimientos.
Cuadro 3.22: Parámetros embutición
Código calibresauciso Torsión Velocidad Peso en empaque
4504 Salchipollo 100 16 2.5 90% 2540459 Salchicha Línea Diaria 175 16 2.5 90% 2540422 Salchicha Línea Diaria 1000 20 2.5 90% 42
Fuente: Planta de procesamientoElaboración: Autores
Los parametros de embuticion de la Figura 3.22, deben ser fijos debido a que en el caso
de la velocidad de embuticion y la torsion los operarios tienden a cambiarlos, lo que ocasiona
que el proceso empiece a tener variaciones y pierda su estado de control.
Cuadro 3.23: Peso de embutición
Codigo Peso en empaque Peso inferior Peso superior
4504 Salchipollo 100 25 107 10940459 Salchicha Línea Diaria 175 25 108 11040422 Salchicha Línea Diaria 1000 42 180 182
Fuente: Planta de procesamientoElaboración: Autores
Los pesos de embuticion en la Figura 3.23, permanecen igual a los establecidos por la
empresa debido a que el peso promedio que tuvieron las muestras obtenidas se mantuvieron
dentro de estas especificaciones.
3.10.1.5. Controlar
El objetivo de esta fase es verificar y monitorear las sugerencias de mejora propuestas, para
que los problemas detectados sean corregidos y a un corto plazo poder alcanzar un proceso
169

centrado, eficiente y con una variabilidad mınima.
Para realizar un correcto control se debe realizar lo siguiente:
1. Monitoreo de variables que tienen mayor influencia sobre el peso de los productos ter-
minados (salchichas).
2. Planes de estandares.
Plan de muestreo
Hoja de control para la obtencion de datos
Seis sigma
a) Aplicar especificaciones sugeridas
b) Realizar un control estadıstico periodicamente
170

Capítulo 4
CONCLUSIONES Y
RECOMENDACIONES
4.1. CONCLUSIONES
Las conclusiones que se han obtenido en esta investigacion son:
1. El control estadıstico funcionara de manera adecuada siempre y cuando el proceso se
encuentre bajo control y cumpla con los diferentes criterios de estabilidad, por lo que
se sugiere aplicar las metodologıas estadısticas necesarias y las medidas pertinentes
para mantener el proceso estable y controlado. Sin embargo, es importante contar con
suficiente informacion estadıstica que, ademas, sea confiable.
2. Se determinaron los lımites de control de los parametros de calidad de las salchichas
analizadas, siendo la muestra de salchipollo codigo 4504 en la que se presenta menor
variabilidad y el menor numero de puntos anormales (fuera de los lımites de control), lo
que confirma que en este proceso existe una menor variabilidad en comparacion con las
muestras de salchichas del tipo lınea diaria codigo 40459 y 40422 que presentan mayor
variabilidad. Por tal motivo este proceso se encuentra dentro de los niveles deseados de
la empresa.
171

3. Los tres procesos de produccion de salchichas (4504, 40459 y 40422), presentan pun-
tos anormales en por lo menos dos de sus tres parametros de calidad analizados, lo que
demuestra que la variabilidad de los procesos se debe a causas especiales o atribuibles
(procesos no se encuentran bajo control); el proceso de salchichas lınea diaria codigo
40422 tiene la mayor cantidad de puntos anormales tanto en el peso como en la longi-
tud, mientras que el diametro es la unica caracterıstica que se encuentra bajo control a
comparacion con los otros dos procesos. Por tal motivo se sugiere tomar medidas inme-
diatas para corregir estas desviaciones de los procesos por parte del area de produccion.
4. Para que sea factible realizar una comparacion de los lımites de control de los parame-
tros de calidad frente al desempeno del proceso se propone obtener las especificaciones
funcionales con el ±2% del valor objetivo (esperado en la produccion) planteado por
la gerencia de produccion y con esta polıtica del area ajustar las desviaciones del pro-
ceso con el monitoreo permanente de los Graficos de Control en cada uno de dichos
procesos.
5. Se midio el comportamiento de los procesos, lo que implico estudiar la variabilidad
de los parametros de calidad, obteniendo como resultado que ninguno de los procesos
monitoreados cumplio con las Especificaciones Funcionales dispuestas por la empresa,
debido a que los ındices Cp son menor a 1. Ademas se comprobo que los procesos de
produccion se encuentran descentrados con respecto a las Especificaciones Funcionales,
ya que en todos los procesos el ındice Cpk es tambien menor a 1, llegando en algunos
casos a obtener valores negativos.
6. Se verifico mediante las tecnicas de Analisis multivariante, especıficamente con el
metodo de componentes principales (ACP) que las variables con mayor variabilidad
en el proceso de produccion de los tres tipos de salchichas fueron: velocidad de embu-
ticion, calibre de sauciso, y peso de embuticion. Por ende se debe dar prioridad a estas
variables a fin de ajustar su variabilidad en el proceso de produccion.
7. El calculo en la diferencia de medias para la muestra de proceso de salchicha (codigo
172

40459), nos indica que el proceso de embuticion que realizan las maquinas VEMAG y
NL, presentan diferencias significativas, siendo las salchichas embutidas en la maquina
VEMAG las que mas se aproximan a 26g establecido en las Especificaciones Funcio-
nales del producto, lo cual es un factor acorde a las polıticas de produccion.
8. El monitoreo de los procesos de produccion, permitieron crear una propuesta para ana-
lizar, evaluar, corregir y/o controlar la variabilidad de los procesos en la produccion de
salchichas, con el fin de garantizar una mejora continua y el establecimiento de metas
acorde a la eficiencia de los procesos.
4.2. RECOMENDACIONES
1. Dado que la aplicacion del control estadıstico de procesos se rige bajo el concepto de
mejora continua, cada cierto tiempo deben evaluarse los resultados obtenidos para, en
un determinado caso, reevaluar desde los lımites inferiores y superiores y poder definir
las Especificaciones Funcionales del proceso.
2. Llevar un control estricto sobre las variables de mayor incidencia (peso de embuticion,
calibre sauciso y velocidad de embuticion), en el proceso de produccion de salchichas,
ası como tambien reforzar al personal en la aplicacion de una metodologıa de Con-
trol Estadıstico de Procesos a la produccion de salchichas, con el fin de optimizar los
procesos de produccion.
3. Realizar una reestructuracion a las Especificaciones Funcionales establecidas actual-
mente en la empresa, ya que no se tienen valores objetivos o metas basadas en un con-
trol estadıstico, es por esto que la aplicacion de la metodologıa del Control Estadıstico
permitira detectar las fallas o incidencias de forma inmediata.
4. Controlar y estandarizar los parametros de las maquinas embutidoras VEMAG y NL
debido a que estas presentan diferencias significativas en lo referente al peso promedio
173

de embuticion, de igual manera implementar la metodologıa de Control Estadifico de
Procesos en el personal de produccion encargado de operar las maquinas.
5. Tomar como base este estudio para la implementacion de la metodologıa DMAIC (Six
Sigma) y el diseno de experimentos para el mejoramiento continuo de los procesos. Es
factible aplicar el control estadıstico en tiempo real que permita una respuesta oportu-
na ante desviaciones en el proceso. Esta implementacion se puede realizar con algun
software de seguimiento de las condiciones del proceso.
174

Bibliografía
[Anonimo, sf] Anonimo (s.f.). Variabilidad. conceptoydefinicion.com,
https://conceptoydefinicion.com/variabilidad/.
[Arrieta, 2008] Arrieta, E. (2008). “Aplicacion de un procedimiento para la gestion del pro-
ceso de elaboracion de embutidos”. Cartagena.
[Aviles, 2007] Aviles, A. (2007). Desarrollo de un plan de marketing para la Introduccion
y comercializacion de concentrados de carne de pollo.
[Banco Central, 2019] Banco Central (2019). Banco Central del Ecuador.
https://contenido.bce.fin.ec/home1/estadisticas/cntrimestral/CNTrimestral.jsp.
[Barbero, 2013] Barbero, I. (2013). Introduccion basica al analisis factorial.
www.uned.es/publicaciones, Madrid.
[Barca, 2002] Barca, R. (2002). pascualbravo.edu.co.
http://www.pascualbravo.edu.co/pdf/calidad/iso9000-2000.pdf.
[Benalcazar, 2010] Benalcazar, J. (2010). “Analisis del trabajo en la fabrica de embutidos
“La Italiana” aplicado a las lıneas de produccion de embutidos”. Cuenca.
[Besterfield, 2009] Besterfield, D. (2009). Control de calidad. Pearson, Mexico.
[Boari, 2011] Boari, R. (2011). Ministerio de Agricultura, Ganaderia y Pesca.
http://www.miniagri.gob.ar.
[Camison, 2006] Camison, C. (2006). Gestion de la calidad: conceptos, enfoques, modelos
y sistemas. Pearson, Madrid.
175

[Casadesus, 2005] Casadesus, M. (2005). Calidad practica. Una guıa para no perderse en
el mundo de la calidad. Pearson, Madrid.
[Colın, 2000] Colın, L. (2000). Las normas ISO 9000:2000 de Sistemas de Gestion de Cali-
dad. ISO.
[Consulting Group, sf] Consulting Group (s.f.). Consulting group SPC. spcgroup,
https://spcgroup.com.mx/histograma-de-frecuencias/.
[Cortes, 2009] Cortes, B. (2009). Ejemplo de aplicacion seis sigma. Slideshare,
https://es.slideshare.net/jcfdezmx2/ejemplo-de-aplicacin-seis-sigma.
[Deming, 1989] Deming, W. (1989). Calidad, productividad y competitividad: la salida de
la crisis. Dıas de Santos, S.A., Madrid.
[Encalda, 2014] Encalda, F. (2014). Control de calidad. Apuntaweb,
http://apuntaweb.blogspot.com/2014/08/ejemplo-practico-de-las-7-herramientas.html.
[Eugster, sf] Eugster, A. (s.f.). http://ri.ufg.edu.sv. http://ri.ufg.edu.sv/jspui/bitstream/.
[Feigenbaum, 1994] Feigenbaum, A. (1994). Control total de la calidad. Compania Editorial
Continental, Mexico.
[Gutierrez, 2009] Gutierrez, H. (2009). Control estadıstico de calidad. Mc Graw Hill, Me-
xico.
[Guzman, 2010] Guzman, N. (2010). “Estandarizacion y caracterizacion de procesos en
alimentos FRIKO S.A”. Antioquia.
[Haack, 2003] Haack, E. (2003). Una revolucion se anuncia: Procesamiento de carne, In-
dustria carnica. Springer.
[Haack, 2004] Haack, E. (2004). Procesos en los planos de corte individuales de un juego
de corte de una picadora de carne. Springer.
[Hansen, 1989] Hansen, B. (1989). Control de Calidad, Teorıas y Aplicaciones. DIAZ DE
SANTOS S.A, Madrid.
176

[Harrington, 1998] Harrington, J. (1998). Mejoramiento de los procesos de la empresa.
McGraw-Hill, Bogota.
[INEN, 2012] INEN (2012). NORMA TECNICA ECUATORIANA NTE INEN 1338:2012.
MSP, Quito.
[INEN, 2015] INEN (2015). Reglamento tecnico ecuatoriano RTE INEN 284 “cantidad de
producto en preenvasados/preempacados”. INEN, Quito.
[Ishikawa, 1994] Ishikawa, K. (1994). Introduccion al control de calidad. Ediciones Dıaz de
Santos, Madrid.
[Koppel, 2009] Koppel, R. (2009). Cuantificacion de proporciones de carne de vacuno, cer-
do, pollo y pavo en salchichas. Springer.
[Lalaleo, 2012] Lalaleo, B. (2012). Propuesta de mejoramiento del proceso de pin-
tura mediante la metodologıa six sigma, caso: AYMESA. bibdigital.epn.edu.ec,
http://bibdigital.epn.edu.ec/bitstream/15000/4718/1/CD-4350.pdf.
[Lester, 1989] Lester, R. (1989). Control de calidad y beneficio empresarial. Ediciones Dıaz
de Santos, Madrid.
[Levine, 2014] Levine, D. (2014). Estadıstica para administracion. Pearson, Mexico.
[Madrigal, 2018] Madrigal, R. (2018). Control estadıstico de la calidad: un enfoque creativo.
Grupo editorial patria, Mexico.
[Meran, 2013] Meran, R. (2013). Six Sigma Lean Toolset, Mindset for Successful Implemen-
tation. Springer, Francfort.
[Minitab, sf] Minitab (s.f.). Control charts. support.minitab.com,
https://support.minitab.com/es-mx/minitab/18/help-and-how-to/quality-and-process-
improvement/control-charts/supporting-topics/basics/what-are-control-limits/.
177

[Mendez, 2013] Mendez, J. (2013). Calidad conceptos y filosofias.
https://www.gestiopolis.com/calidad-concepto-y-filosofias-deming-juran-ishikawa-y-
crosby/.
[Montgomery, 2009] Montgomery, D. (2009). Introduccion al control estadıstico de calidad.
Wiley, Arizona.
[MSP, 2006] MSP (2006). Ley organica de salud. MSP, http://hvalenzuela.gob.ec/files/ley
organica de salud.pdf.
[MX, 2015] MX, D. (2015). Proceso productivo. Definicion MX,
https://definicion.mx/proceso-productivo/.
[Naranjo, 2010] Naranjo, I. (2010). “Plan de mejoramiento en el proceso productivo de la
salchicha Frankfuter de la empresa Carnidem Cia. Ltda., utilizando la metodologıa Seis
Sigma.”. Quito.
[Newbold, 2013] Newbold, P. (2013). Estadıstica para adminitracion y economıa. Pearson,
Madrid.
[Oliveras, sf] Oliveras, E. (s.f.). Indicadores de evaluacion. GRUPO PyA.
[Paz, 2012] Paz, R. (2012). Control estadıstico de procesos. nulan.mdp.edu.ar,
http://nulan.mdp.edu.ar/1617/1/12-control-estadistico.pdf.
[Perez, 2008] Perez, J. (2008). Proceso de produccion. Definicion.de,
https://definicion.de/proceso-de-produccion/.
[Perez, 2004] Perez, C. (2004). Tecnicas de analisis multivariante de datos. Pearson.
[Perez, 2013] Perez, C. (2013). Control de calidad. Metodologıa y aplicaciones. Createspace
Independent.
[Qualiplus, sf] Qualiplus (s.f.). Qualiplus. docplayers.es, https://docplayer.es/7511887-
Vicerrectorado-de-investigacion-y-vinculacion-con-la-colectividad-maestria-en-gestion-
de-la-calidad-y-productividad-xiv-promocion.html.
178

[Render, 2014] Render, B. (2014). Principios de Administracion de operaciones. Pearson,
Mexico.
[Render, 2016] Render, B. (2016). Metodos Cuantitativos para los negocios. Pearson, Me-
xico.
[Revista Ekos, 2018] Revista Ekos (2018). Ekos. https://www.ekosnegocios.com/negocios/.
[Rojas, 2003] Rojas, D. (2003). Teorıas de la calidad. Orıgenes y tendencias de la cali-
dad total. https://www.gestiopolis.com/teorias-de-la-calidad-origenes-y-tendencias-de-la-
calidad-total/, Bogota.
[Samuels, 2012] Samuels, M. (2012). Fundamentos de estadıstica para las ciencias de la
vida. Pearson, Madrid.
[Servat, 2005] Servat, A. (2005). Calidad Metodologıa para documentar el ISO 9000 version
2000. Pearson.
[Shingo, 1991] Shingo, S. (1991). Sistema de produccion Toyota. Productivity Press, Barce-
lona.
[Staudter, 2009] Staudter, C. (2009). Design for Six Sigma Lean; Mindset for Successful
Innovations. Springer, Francfort.
[Summers, 2006] Summers, D. (2006). Administracion de la calidad. Pearson, Mexico.
[Triola, 2013] Triola, M. (2013). Estadıstica. Pearson, Mexico.
[Weiss, 2010] Weiss, J. (2010). Determinacion de la relacion entre el proceso Estructura
de la preparacion de la carne bateador usando el sistema paleta de bombeo amoladora.
Springer.
[XLSTAT, sf] XLSTAT (s.f.). Analisis Factorial. www.xlstat.com,
https://www.xlstat.com/es/soluciones/funciones/analisis-factorial.
179

Apéndice A
Salchipollo - Código 4504
Cuadro A.1: Muestra peso 4504
M1 M2 M3 M4 M5
Martes 25,2 25,8 25,9 25,5 25,7Martes 25,4 25,8 25,7 24,6 25,4
SEMANA 45 Del 5 al 10 de Noviembre Martes 25,2 24,6 25,5 25,9 26Jueves 25,9 25,6 25,7 25,4 24,9Jueves 25,1 25,4 25,6 26 26,3
Martes 24,5 25,4 25,4 26 25,3Martes 25 26,1 24,5 25,5 26
SEMANA 46 Del 12 al 17 de Noviembre Martes 25,9 26,1 25,2 23,7 26,6Jueves 26 25,7 25,5 25,6 25,8Jueves 26,2 25,2 25,8 26 26,1
Martes 26 25,4 25,8 27,1 25,6Martes 25,6 25,3 25,6 25,3 25,4
SEMANA 47 Del 19 al 24 de Noviembre Jueves 26,1 26,6 25,9 25,3 25Jueves 25,2 26,1 25,7 26,3 25,3Viernes 25,7 26,4 25,3 25,1 25,4
Lunes 25,4 25,8 25,4 25,7 25,7Lunes 26,1 26,2 25,6 24,9 25,8
SEMANA 48 Del 26 al 1 de Diciembre Miércoles 25,9 26,1 26 25,6 25,4Miércoles 25 25,7 27 25,1 25,7Viernes 25,4 25,2 25,6 26,5 26,3
Martes 25,7 25,4 26,1 26 25,4Martes 25 25,7 24,4 25,7 25,7
SEMANA 49 Del 3 al 8 de Diciembre Jueves 25,6 25,7 25,6 25,7 25,3Jueves 25,9 25,1 25,5 25,2 25,8Viernes 25,3 24 25,2 25,4 24,8
Fuente: Planta de procesamientoElaboración: Autores
180

Cuadro A.2: Muestra longitud 4504
M1 M2 M3 M4 M5
Martes 11,7 11,7 11,5 11,6 11,4Martes 11,6 11,5 11,5 11,7 11,5
SEMANA 45 Del 5 al 10 de Noviembre Martes 11,8 11,5 11,8 11,5 11,8Jueves 11,5 11,5 11,5 11,5 11,4Jueves 11,5 11,6 11,5 11,5 11,7
Martes 12 12 11,8 11,7 11,7Martes 11,7 11,9 11,5 11,8 12
SEMANA 46 Del 12 al 17 de Noviembre Martes 11,8 11,7 11,7 11,9 11,5Jueves 11,8 12 11,9 11,7 11,9Jueves 11,8 11,8 11,9 12,1 11,7
Martes 11,8 11,9 11,9 12 11,9Martes 11,8 11,7 11,5 12 11,6
SEMANA 47 Del 19 al 24 de Noviembre Jueves 11,7 11,8 11,9 11,8 12Jueves 12,1 11,8 11,7 12 12Viernes 11,9 11,9 11,7 11,8 11,8
Lunes 11,4 11,4 11,5 11,4 11,3Lunes 11,6 11,6 11,4 11,6 11,6
SEMANA 48 Del 26 al 1 de Diciembre Miércoles 11,5 11,5 11,8 11,5 11,3Miércoles 11,3 11,5 11,9 11,6 11,3Viernes 11,5 11,4 11,8 11,6 11,8
Martes 11,6 12,2 11,8 11,6 11,8Martes 11,8 11,9 11,7 11,9 11,5
SEMANA 49 Del 3 al 8 de Diciembre Jueves 11,8 12,2 11,4 12,2 11,6Jueves 11,7 11,8 12,3 11,4 11,6Viernes 11,5 12,2 11,8 11,7 11,8
Fuente: Planta de procesamientoElaboración: Autores
Cuadro A.3: Muestra diámetro 4504
M1 M2 M3 M4 M5
Martes 16,3 16,3 16,2 16 16,6Martes 16 16,3 16,3 15,9 16,4
SEMANA 45 Del 5 al 10 de Noviembre Martes 16 16 15,5 16,4 16,5Jueves 16,3 16,5 16,7 16,3 16,6Jueves 16,3 16,2 16,4 16,4 16,3
Martes 16,1 16,3 16,1 16,4 16,2Martes 16,1 16,3 16 16,3 16,1
SEMANA 46 Del 12 al 17 de Noviembre Martes 16,1 16,5 16,2 15,3 16,4Jueves 16,5 16,1 16,3 16,4 16,6Jueves 16,7 16,1 16,3 16,2 16,4
Martes 16,5 16,3 16,5 16,6 16,3Martes 16,3 16,4 16,6 16,1 16,6
SEMANA 47 Del 19 al 24 de Noviembre Jueves 16,2 16,3 16,3 16,1 16,2Jueves 16 16,2 16,2 16,5 16,1Viernes 16,1 16,3 16,3 16,5 16,4
Lunes 16,3 16,8 16,6 16,5 16,3Lunes 16,2 16,2 16,1 16,4 16,2
SEMANA 48 Del 26 al 1 de Diciembre Miércoles 16,3 16,4 16,2 16,4 16,2Miércoles 16,4 16,4 16,5 16,2 16,2Viernes 16,3 16,4 16,5 16,5 16.2
Martes 16,5 16,2 16,5 16,5 16,2Martes 16,3 16,2 16,2 16,1 16,4
SEMANA 49 Del 3 al 8 de Diciembre Jueves 16,3 16 16,3 15,9 16,2Jueves 16,2 16,2 16 16,6 16,5Viernes 16,3 15,3 16,1 16,3 16,2
Fuente: Planta de procesamientoElaboración: Autores
181

Apéndice B
Salchicha línea diaria - Código 40459
Cuadro B.1: Muestra peso 40459
M1 M2 M3 M4 M5
Lunes 25,8 26,4 25 25,2 25,5Lunes 26,1 25,9 25,3 26,4 26,4
SEMANA 45 Del 5 al 10 de Noviembre Miércoles 25,5 25,9 25,9 25 25,9Miércoles 26,2 25,3 25,8 24,5 26,1Viernes 25,4 25,5 25,8 25,9 25
Lunes 25,4 25,9 24,7 25,4 25,7Lunes 26,3 25,7 24,8 26 25,7
SEMANA 46 Del 12 al 17 de Noviembre Miércoles 24,5 25,2 25,8 25,1 25,6Miércoles 25,8 26 26,4 25,6 25,3Viernes 25,4 25,6 24,9 25,5 26,1
Lunes 25,7 25,7 25,9 26 25,5Lunes 25,9 25,5 26 25,6 25,8
SEMANA 47 Del 19 al 24 de Noviembre Lunes 26 25,8 25,6 26 23Miércoles 25,8 26,1 26,2 26 25,6Miércoles 25,7 25,8 25,6 25 25,9
Martes 25,8 25,5 25,7 25,7 25,7Martes 23,9 25,3 25,9 25,7 25,9
SEMANA 48 Del 26 al 1 de Diciembre Martes 25,8 26,4 25,5 24,3 25,2Jueves 25,9 25,4 26,1 25,8 24,6Jueves 25,3 24,5 25,6 25,3 24,4
Lunes 25,4 25 24,8 25,3 25,8Lunes 25,6 24,5 25,7 25,4 24,7
SEMANA 49 Del 3 al 8 de Diciembre Lunes 25,6 25,1 25,4 24,8 25,6Miércoles 25,3 25 24,8 25,2 24,3Miércoles 24,6 24,7 25,3 25,4 25
Fuente: Planta de procesamientoElaboración: Autores
182

Cuadro B.2: Muestra longitud 40459
M1 M2 M3 M4 M5
Lunes 11,5 11,7 11,5 12,3 11,3Lunes 11,5 11,6 11,4 11,6 11,4
SEMANA 45 Del 5 al 10 de Noviembre Miércoles 11,3 11,5 11,2 11,5 11,5Miércoles 11,4 11,4 11,4 11,2 11,3Viernes 11,7 11,2 11,4 11,5 11,4
Lunes 11,7 11,3 11,9 11,5 11,3Lunes 11,5 12 11,4 11,5 12
SEMANA 46 Del 12 al 17 de Noviembre Miércoles 11,7 11,4 11,5 11,5 11,7Miércoles 11,6 11,6 11,9 11,5 11,4Viernes 11,3 11,5 11,7 11,5 11,7
Lunes 11,5 11,5 12 11,9 11,7Lunes 12 12 12 11,7 11,8
SEMANA 47 Del 19 al 24 de Noviembre Lunes 11,7 12,2 11,8 12,5 11,6Miércoles 11,7 11,8 11,9 11,7 11,5Miércoles 11,7 12 11,7 11,9 11,8
Martes 11,6 11,4 11,5 11,5 11,5Martes 11,3 11,4 11,6 11,5 11,4
SEMANA 48 Del 26 al 1 de Diciembre Martes 11,5 11,6 11,5 11,4 11,5Jueves 11,6 11,5 11,7 11,5 11,1Jueves 11,3 11,3 11,4 11,4 11,4
Lunes 11,5 11,5 11,8 11,5 11,7Lunes 11,8 11,5 11,6 11,5 11,4
SEMANA 49 Del 3 al 8 de Diciembre Lunes 12,4 11,4 11,5 11,6 11,7Miércoles 11,8 11,4 11,7 11,3 11,5Miércoles 12 11,6 11,8 11,6 11,5
Fuente: Planta de procesamientoElaboración: Autores
Cuadro B.3: Muestra diámetro 40459
M1 M2 M3 M4 M5
Lunes 16,3 16 16,2 15,1 16,2Lunes 16,2 16,2 16,4 16,4 16,5
SEMANA 45 Del 5 al 10 de Noviembre Miércoles 17 16,4 16,5 16,3 16,3Miércoles 16,1 16,5 16,5 16,3 16,5Viernes 16,5 16,1 16,6 16,3 16,3
Lunes 16,1 16,3 16 16 16,3Lunes 16,3 15,1 16,2 16,2 16
SEMANA 46 Del 12 al 17 de Noviembre Miércoles 15,5 15,7 16,2 16,2 16,1Miércoles 16,3 16,3 16 16,2 15,9Viernes 16,3 16,2 15,9 16,3 16,2
Lunes 16,3 16,4 16,1 16,1 16,3Lunes 16 16,1 16,1 16,3 16,2
SEMANA 47 Del 19 al 24 de Noviembre Lunes 16,2 15,9 16 15,7 15,6Miércoles 16,2 16,3 15,8 16,3 16,3Miércoles 15,9 15,8 16,1 15,8 16,1
Martes 16 16,1 16 15,5 16,3Martes 16,1 16,3 16,2 16,4 16,2
SEMANA 48 Del 26 al 1 de Diciembre Martes 16,2 16,2 16 15,9 16,2Jueves 16,2 16 16,4 16,2 16Jueves 16,2 16 16 16,2 16,1
Lunes 16,4 16,2 16 16,4 16,2Lunes 16,2 16,1 16,3 16,3 16,3
SEMANA 49 Del 3 al 8 de Diciembre Lunes 15,8 16,3 16,2 16,3 16,4Miércoles 16,1 16,2 16,1 16,1 16,2Miércoles 15,8 16,2 16,2 16,3 16,4
Fuente: Planta de procesamientoElaboración: Autores
183

Apéndice C
Salchicha línea diaria - Código 40422
Cuadro C.1: Muestra peso 40422
M1 M2 M3 M4 M5
Lunes 43 44,7 44,1 43,9 44,6Lunes 43,8 44,2 44,4 44,9 44,3
SEMANA 45 Del 5 al 10 de Noviembre Lunes 43,8 45,1 43,3 44,4 44,7Viernes 44,7 45 44,2 44,1 44,9Viernes 43,6 44,7 44,9 45 43,5
Lunes 44,5 44,3 43,9 43,9 44,9Lunes 44,9 44,3 44,2 44,1 44,5
SEMANA 46 Del 12 al 17 de Noviembre Lunes 44 44,6 44,2 44,8 44,3Viernes 43 43,4 44,3 44,9 43,7Viernes 44,4 45,2 44,6 44,6 44,5
Miércoles 43,3 43,4 43,5 44,5 42,9Miércoles 44,2 43,9 43,7 43,7 44,6
SEMANA 47 Del 19 al 24 de Noviembre Miércoles 44,4 43,9 45,1 44 44,3Viernes 44,3 44,6 44,6 44,2 44,6Viernes 44,3 43,9 44,4 43,3 43,4
Martes 44,6 44,6 44,4 44,6 44,1Martes 44,1 44,7 44,2 44,6 44,9
SEMANA 48 Del 26 al 1 de Diciembre Martes 44,1 44,3 44,4 44,6 44,8Jueves 44,2 44,4 45,5 45,2 44,5Jueves 45,2 45,2 45,6 44,1 44,2
Lunes 43,8 44,1 43,4 43,8 43,6Lunes 43,9 44,4 43,5 43,8 43,9
SEMANA 49 Del 3 al 8 de Diciembre Lunes 42,9 43,8 43,4 43,9 42,9Miércoles 43,6 43,7 43,6 43,9 42,9Miércoles 43,8 44,7 44 44,6 43,8
Fuente: Planta de procesamientoElaboración: Autores
184

Cuadro C.2: Muestra longitud 40422
M1 M2 M3 M4 M5
Lunes 13,6 14,2 14 13,6 14Lunes 13,7 14 14,3 14 14,5
SEMANA 45 Del 5 al 10 de Noviembre Lunes 14 14 14,8 14,2 14,1Viernes 14 14,3 13,8 13,7 14Viernes 14,1 14,3 14,3 14,5 13,7
Lunes 14 14,1 14,1 14 14Lunes 14,4 14 13,8 14,5 14
SEMANA 46 Del 12 al 17 de Noviembre Lunes 14,1 14,2 14 14,3 14Viernes 13,7 14 14,3 13,8 13,9Viernes 14,4 14,1 14 14,4 14
Miércoles 13,5 13,5 13,8 13,6 13,5Miércoles 13,1 14 13,3 13,8 13,6
SEMANA 47 Del 19 al 24 de Noviembre Miércoles 13,4 13,9 13,7 13,8 13,9Viernes 13,6 13,5 13,7 13,5 14Viernes 13,7 13,5 13,8 13,5 13,3
Martes 14,5 14,1 13,9 14,3 14,2Martes 14 14,1 14 14,1 14
SEMANA 48 Del 26 al 1 de Diciembre Martes 13,8 14 14 14 14,2Jueves 14 14 14,2 14 14,3Jueves 14,5 14,2 14,7 14,3 14
Lunes 14,2 13,5 14,2 13,5 14,3Lunes 14,1 13,7 13,6 13,6 13,8
SEMANA 49 Del 3 al 8 de Diciembre Lunes 14,5 14,2 13,9 13,8 14Miércoles 14 14 14 14 13,8Miércoles 14,3 13,9 13,5 14 14,2
Fuente: Planta de procesamientoElaboración: Autores
Cuadro C.3: Muestra diámetro 40422
M1 M2 M3 M4 M5
Lunes 19,2 19,8 18,9 19,2 19,2Lunes 19 19 18,8 19,5 19
SEMANA 45 Del 5 al 10 de Noviembre Lunes 19 19,2 19 19,2 18,8Viernes 19,3 18,8 19,5 19,3 19,1Viernes 19 19 19,1 18,9 19,2
Lunes 19,2 19 18,6 19,1 19,5Lunes 18,9 19,5 19,5 19 19,4
SEMANA 46 Del 12 al 17 de Noviembre Lunes 19,1 19,1 18,9 18,8 18,9Viernes 19 18,9 18,6 19,1 18,8Viernes 18,7 19,1 19,2 19 19,3
Miércoles 19,6 19,4 19,3 19,3 19,1Miércoles 19,7 19 20 19,2 19,4
SEMANA 47 Del 19 al 24 de Noviembre Miércoles 19,4 19 19,2 19,7 19,4Viernes 19,3 19,2 19,1 19,5 18,9Viernes 19,5 19,6 19,3 18,9 19,3
Martes 19 19,4 19,3 19,2 19,3Martes 19,3 19,2 19,2 19,1 19,3
SEMANA 48 Del 26 al 1 de Diciembre Martes 19,4 19,3 19,3 19,3 19,1Jueves 19,4 19 19,3 19,3 19Jueves 19,2 19,3 18,6 19,3 19,3
Lunes 19,1 19,7 18,7 19,2 19ORDEN 700024176 Lunes 19 19,7 19,3 19,5 19,6SEMANA 49 Del 3 al 8 de Diciembre Lunes 18,7 19,1 19,1 19,5 19
Miércoles 19,2 19 19,2 19,2 19,4Miércoles 19,1 19,3 19,4 19,1 19,2
Fuente: Planta de procesamientoElaboración: Autores
185

Apéndice D
Datos para diferencia de medias
Cuadro D.1: Salchicha línea diaria 40459
VEMAG NL
25.9 26.0 26.0 25.8 25.7 26.0 25.4 25.2 25.7 25.6 25.5 25.3 25.425.7 25.8 25.7 25.8 25.6 25.5 25.6 25.7 25.0 25.2 25.5 25.2 25.225.9 26.0 27.3 26.0 25.8 25.4 25.8 25.3 25.0 25.4 25.3 25.5 25.526.7 25.3 25.7 25.9 26.2 26.0 24.6 25.3 25.6 25.3 25.6 25.6 25.525.8 25.4 25.4 25.5 26.1 25.9 25.9 25.2 25.5 25.4 25.5 25.3 25.625.4 25.8 26.0 26.0 25.8 25.6 25.6 25.1 25.6 25.4 25.5 25.8 25.525.8 25.7 25.8 25.8 25.8 26.1 25.5 25.5 25.4 25.4 25.2 25.3 25.525.7 26.0 25.7 25.9 25.9 25.7 25.5 25.7 25.3 25.4 25.1 25.5 25.625.8 25.7 25.6 26.0 25.7 25.8 25.6 25.8 25.1 25.5 25.3 25.4 25.725.7 25.5 24.7 25.8 25.4 25.7 26.0 25.4 25.6 25.4 26.0 25.2 25.725.5 26.0 25.8 25.9 25.5 25.8 25.2 25.6 25.0 25.6 25.5 25.4 25.326.0 26.0 25.9 25.4 25.9 25.6 25.3 25.5 25.4 26.0 25.5 25.4 25.625.9 25.9 25.6 25.7 25.9 26.0 25.5 25.4 25.5 25.4 25.5 25.325.5 26.0 25.9 25.8 25.7 25.8 25.5 25.1 24.9 25.5 25.5 25.726.0 25.5 26.2 25.8 25.7 26.0 26.0 24.9 25.8 25.3 25.1 25.526.1 26,1 26.0 25.3 25.5 25.9 25.5 25.4 25.2 25.5 25.5 25.526.0 25.8 25.6 25.7 25.8 25.8 25.3 25.4 25.7 25.5 25.6 25.325.7 25.7 26.0 25.9 25.7 25.9 25.1 25.5 25.5 25.7 25.5 25.725.6 25.7 25.9 25.5 25.6 25.6 25.5 25.7 25.4 25.3 25.625.9 26.1 25.7 25.8 26.1 25.4 25.4 25.6 25.5 25.5 25.525.7 25.7 26.1 25.7 25.8 25.3 25.3 25.4 25.6 25.3 25.526.0 25.8 26.2 25.8 25.8 25.0 25.5 25.4 25.4 25.3 25.525.9 25.6 25.8 26.0 25.7 25.3 25.7 25.0 25.7 25.4 25.726.1 25.9 25.5 25.6 25.8 25.8 25.3 25.4 25.3 25.3 25.626.2 25.8 25.7 25.9 25.5 25.2 25.4 25.7 25.6 25.5 25.625.8 25.5 25.7 25.2 25.7 25.5 25.4 25.5 25.7 25.2 25.825.8 25.5 25.7 26.0 25.7 26.0 25.2 25.3 25.2 25.6 25.526.1 25.7 26.0 26.1 25.5 25.0 25.3 25.5 25.3 25.5 25.226.1 25.5 26.8 25.6 25.7 25.5 25.3 25.3 25.7 25.6 25.325.8 25.9 25.5 25.9 25.6 25.4 25.2 25.5 25.2 25.4 25.625.8 25.5 26.0 25.9 26.0 25.6 25.7 25.6 25.5 25.8 25.5
Fuente: Planta de procesamientoElaboración: Autores
186

Apéndice E
Tabla de factores para calcular los límites
de las gráficas de control
Cuadro E.1: Factores para calculo de limites de control
Tamaño de Gráfica Gráfica R = Gráficas Estimación demuestra (n) X (A2) d3 D3 D4 (C4) σ de d2
2.0000 1.8800 0.8530 0.0000 3.2686 0.7979 1.12803.0000 1.0230 0.8880 0.0000 2.5735 0.8862 1.69304.0000 0.7290 0.8800 0.0000 2.2822 0.9213 2.05905.0000 0.5770 0.8640 0.0000 2.1144 0.9400 2.32606.0000 0.4830 0.8480 0.0000 2.0039 0.9515 2.53407.0000 0.4190 0.8330 0.0758 1.9242 0.9594 2.70408.0000 0.3730 0.8200 0.1359 1.8641 0.9650 2.84709.0000 0.3370 0.8080 0.1838 1.8162 0.9693 2.970010.0000 0.3080 0.7970 0.2232 1.7768 0.9727 3.078011.0000 0.2850 0.7870 0.2559 1.7441 0.9754 3.173012.0000 0.2660 0.7780 0.2836 1.7164 0.9776 3.258013.0000 0.2490 0.7700 0.3076 1.6924 0.9794 3.336014.0000 0.2350 0.7630 0.3281 1.6719 0.9810 3.407015.0000 0.2230 0.7560 0.3468 1.6532 0.9823 3.472016.0000 0.2120 0.7500 0.3630 1.6370 0.9835 3.532017.0000 0.2030 0.7440 0.3779 1.6221 0.9845 3.588018.0000 0.1940 0.7390 0.3909 1.6091 0.9854 3.640019.0000 0.1870 0.7340 0.4031 1.5969 0.9862 3.689020.0000 0.1800 0.7290 0.4145 1.5855 0.9869 3.735021.0000 0.1730 0.7240 0.4251 1.5749 0.9876 3.778022.0000 0.1670 0.7200 0.4344 1.5656 0.9882 3.819023.0000 0.1620 0.7160 0.4432 1.5568 0.9887 3.858024.0000 0.1570 0.7120 0.4516 1.5484 0.9892 3.898025.0000 0.1530 0.7080 0.4597 1.5403 0.9896 3.9310
Fuente: Control estadístico de la calidad: un enfoque creativoElaboración: Autores
187

Apéndice F
Tabla extendida de valores de nivel sigma
Cuadro F.1: Niveles sigma y rendimiento
Nivel en sigma Rendimiento (%) Nivel en sigma Rendimiento (%)
0.00 6.68 3.13 94.800.13 8.45 3.25 95.990.25 10.56 3.38 96.960.38 13.03 3.50 97.730.50 15.87 3.63 98.320.63 19.08 3.75 98.780.75 22.66 3.88 99.120.88 26.59 4.00 99.381.00 30.85 4.13 99.571.13 35.44 4.25 99.701.25 40.13 4.38 99.791.38 45.02 4.50 99.871.50 50.00 4.63 99.911.63 54.98 4.75 99.941.75 59.87 4.88 99.961.88 64.57 5.00 99.972.00 69.15 5.13 99.9822.13 73.41 5.25 99.9872.25 77.34 5.38 99.9922.38 80.92 5.50 99.9972.50 84.13 5.63 99.99762.63 86.97 5.75 99.99832.75 89.44 5.88 99.9992.88 91.55 6.00 99.999663.00 93.32
Elaboración: Autores
188

Apéndice G
Formato para levantamiento de
información
Figura G.1: Formato para gráficos de control
189