Secado en la Industria del Papel. Nociones Básicas … · salida tela 23% seco ... Eficiencia...
26
Buenos Aires – Argentina - 20 de Septiembre 2011 Secado en la Industria del Papel. Nociones Básicas Alfredo Rendina, Argentina Simposio Internacional sobre Eficiencia Energética en la Industria de la Celulosa y el Papel
Transcript of Secado en la Industria del Papel. Nociones Básicas … · salida tela 23% seco ... Eficiencia...

Buenos Aires – Argentina - 20 de Septiembre 2011
Secado en la Industria del Papel. Nociones BásicasAlfredo Rendina, Argentina
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel

Ahorro de energía en el secado del papel
• Relación costos entre tela y prensas 1 a 10
• Relación costos entre prensas y secadores 1 a 5
• Esto indica donde encarar una reforma para aumento de producción
consistencia caja entrada 0.5% (100% agua entrada a tela)
salida tela 23% seco
salida prensas 49% seco
Salida secadores 93% seco
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel

% agua eliminada en tela, prensas y batería secadores
agua eliminada en tela 98.32%
agua eliminada en prensas 1.16%
agua eliminada en secadores 0.485%
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel

aumentar sequedad y temperatura de la hoja que entra a la batería
• 1 % seco en prensas equivale a 4 o 5% de capacidad de la batería (prensado con mayor nip y uso de cajas de vapor en prensas)
• cada 10 a 12 C en la hoja que entra a las prensas, equivaleaprox a 1% seco
• si la hoja entra a la batería con mayor temperatura, se reduce la cantidad de secadores en el precalentamiento
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel

Cajas de vapor para aumentar temp hoja papel

Máximo de humedad en la hoja que sale de la batería
• esto compatible con la conversión del papel
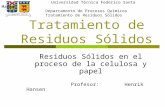
• recordar que al final de la batería tenemos el secadodecreciente (falling rate) y el secador rinde menos que el elsecado constante (constant rate)
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel
Precalentamiento, evaporación constante y decreciente
Prensa de encolado
• tratar de trabajar con la máxima concentración de almidón
• ver que el papel a la salida pre‐batería (entrada prensaencolado) tenga la mayoor humedad compatible con la aplicación de almidón
• no usar secado por infrarrojo (gas o eléctrico), salvo en encapadoras
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel

Vapor flash
• evitar los venteos de vapor flash
• el vapor flash que se produce en el tanque colector de condensado de los distintos grupos de secado, puede ser usado para precalentar el aire de la ventilación de bolsillos. la segunda etapa de calentamiento puede ser por combustióndirecta de gas en la corriente de aire.
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel

Ventilación de bolsillos

Aislaciones térmicas en cañerías
• importante no solo en cañerías, sino también en los tanquesflash, colectores distribución vapor de caldera a fábrica
• una cañería sin aislación tiene pérdidas de energía de 10 a 12 veces la pérdida de una cañería aislada
• es peor el caso de una cañería externa sin aislación por la acción del viento, que aumenta las pérdidas
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel
Medir temperatura superficial de secadores
• Importante para detectar secadores con problemas (pescadorde condensado averiado). Herramienta importante
• normalmente entre la temperatura del vapor saturado dentrodel secador y la temperatura superficial, debe haber unadiferencia de 25 C y 2 C entre secador y secador (para la evaporación constante)
• secadores inundados causan mayor consumo eléctrico e inestabilidad en loa mandos
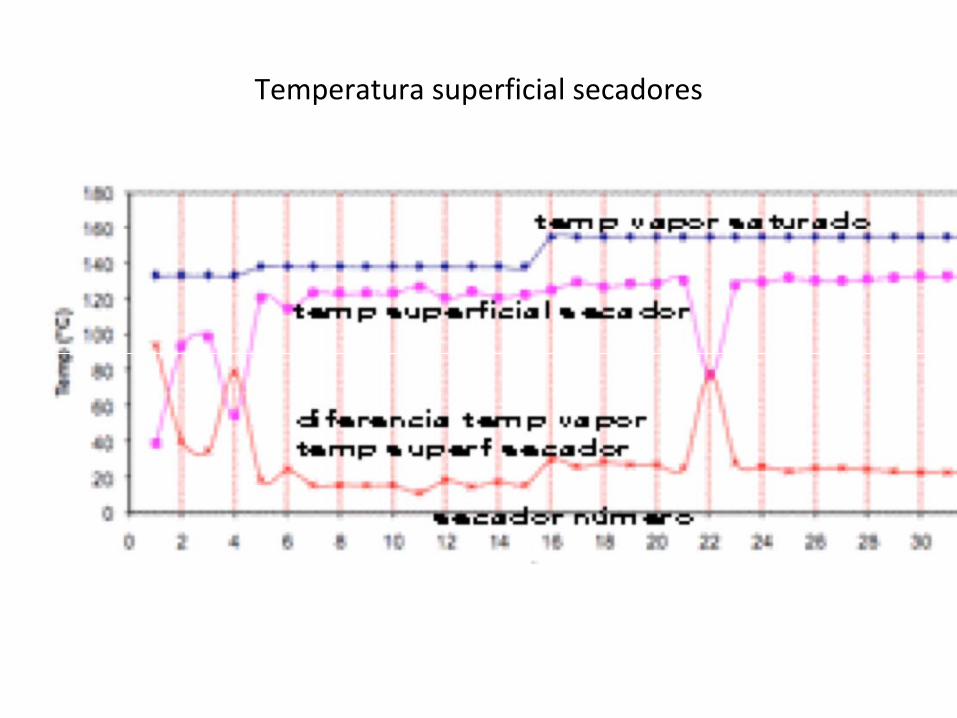
Temperatura superficial secadores

Diferenciales entre los distintos grupos de secado
• no deben ser mayores de los necesarios para evitar caudalesexcesivos de vapor de arrastre (blow through), que luego se termina venteando
• usar pescadores fijos (menores diferenciales) con barras de turbulencia
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel

Pescadores rotativos y fijos

Barras de turbulencia

Medición caudal vapor consumido en cada máquina
• un medidor tipo Vortex permite controlarKg vapor / Kg papel (1.40/ 1.45)
al aumentar este valor, tenemos menor % seco saliendo de prensas
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel

Calefacción edificios en invierno
• debe ser con calor recuperado de la extracción vahos capota
• un sistema con Glycol permite usar el calor recuperado a mayor distancia de la capota
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel
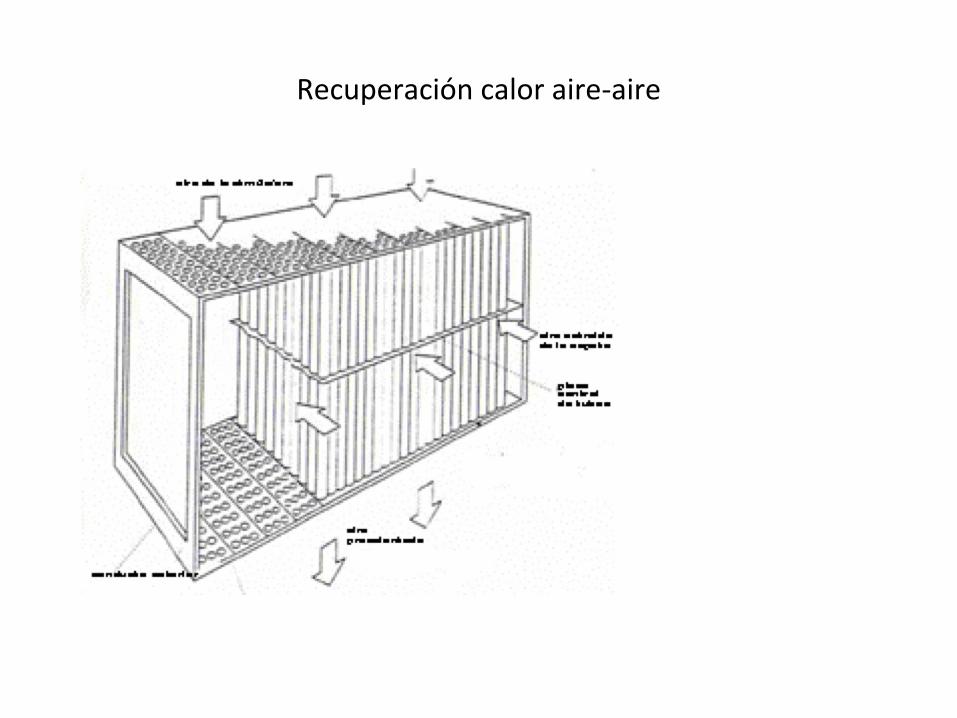
Recuperación calor aire‐aire
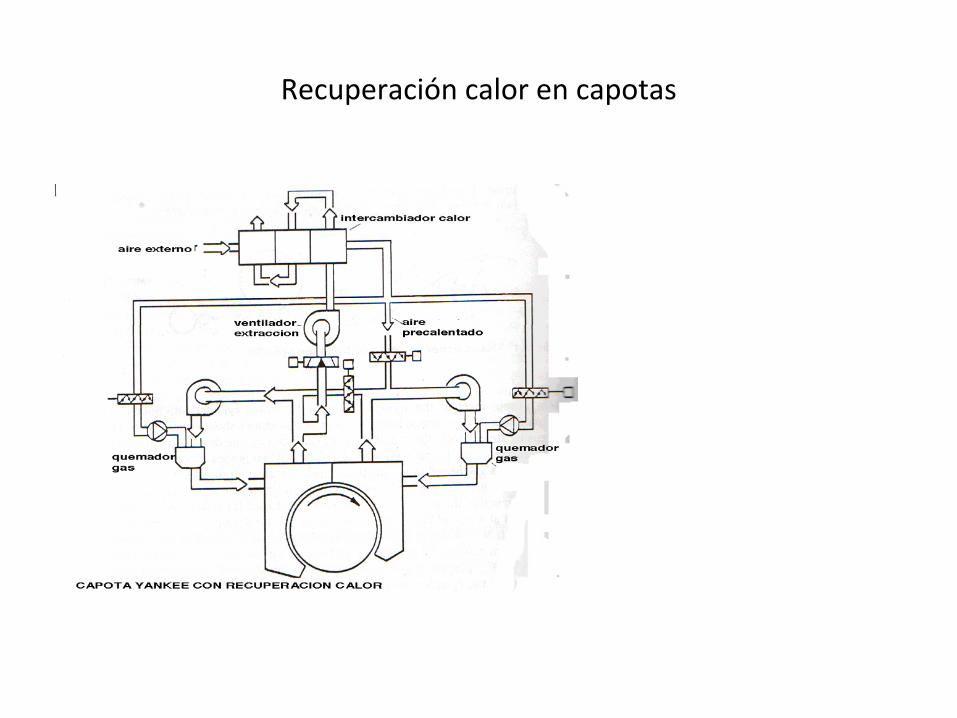
Recuperación calor en capotas

Recuperaci®on calor aire ‐ glycol

Limpieza y tensión de trabajo de las telas secadoras
• la superficie de los secadores debe estar limpia (cuchillas), como así también las telas secadoras
• a tensión de las telas secadoras no debe se excesiva para no dañar ejes y rodamientos de los rollos de fieltro
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel

Punto ‘cero’ de la capota
• controlar la posición del punto cero y ajustar variando RPM de los ventiladores ventilacion de bolsillos
• motores de CA con velocidad variable tienen menor consumoy menor HP instalado
• la capota debe llegar al sótano de máquina y tener buenaaislación
• la capota cerrada mueve menores caudales de aire ; 8 a 10 Kg de aire extraído por Kg de agua evaporada
• contra 20 a 30 en una capota abierta
• la capota cerrada permite recuperación del calor de los vahos
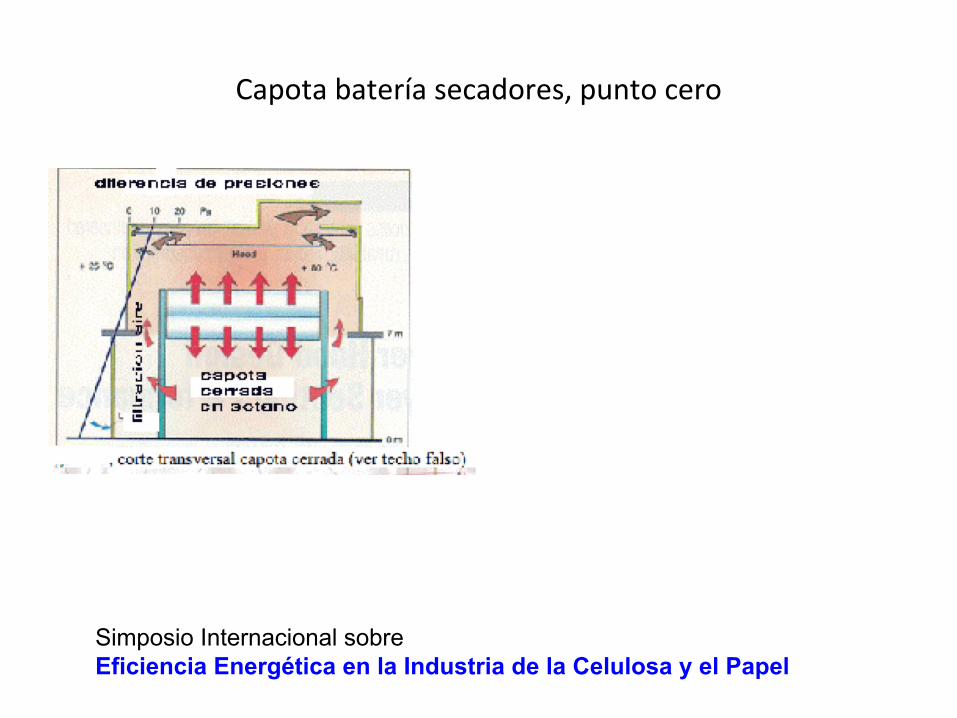
Capota batería secadores, punto cero
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel

Controles adicionales a la temp superficial secadores y el consumo total de vapor
• medir el caudal condensado en cada grupo de secado ( pormedio de los tanques flash)
• medir amperaje en los mandos de los grupos de secado
• en los conductos salida de vahos medir caudales con tuboPitot, TBH y TBS (para calcular humedad relativa)
• si hay condensador (precalentamiento hoja con secadoresbajo vacío) el consumo de agua de enfriamiento no debe ser excesivo (temp salida agua aprox 55 C)
• TAPPI TIP 0404‐33, dryer section monitoring; tiene másdetalles para control baterías secadores
• Muchas gracias
Simposio Internacional sobreEficiencia Energética en la Industria de la Celulosa y el Papel