•SENA', · ligiendo las herramientas, instrumentos, maquinaria y equipos necesarios Escala 1:2...
27
Transcript of •SENA', · ligiendo las herramientas, instrumentos, maquinaria y equipos necesarios Escala 1:2...


Se· r v i e i o N a e i o na 1 d e A p re n d i z a j e S E N A
Subdirección General de Operaciones Div i sión de Programación Didáctica Bogotá - Colombia Código: 33411/78
•SENA', CENTRO METALMECANtce
REGIONAL BOGOTÁ
BIBLIOTECA
MAQUINAS - HER RAMIENTA
AJ USTE MANUA L
LIMADO DE SUPERF ICIES PLA NA S
Unidad Autoformativa N2 2
11 Prohibida la reproducción tota1 o parcial de este documento sin l a autorización expresa de l SENP. 11
•

SENA
Texto escrito a máquina
SENA
Texto escrito a máquina
Esta obra está bajo una
SENA
Texto escrito a máquina
SENA
Texto escrito a máquina
Licencia Creative Commons Atribución-NoComercial-CompartirIgual 4.0 Internacional.
SENA
Texto escrito a máquina
SENA
Texto escrito a máquina
SENA
Texto escrito a máquina
SENA
Texto escrito a máquina
SENA
Texto escrito a máquina
SENA
Texto escrito a máquina
SENA
Texto escrito a máquina

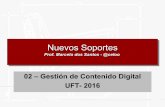
HOJA DE T/\F~El'' l LIMADO DE SUPERFICIES PLANAS 25
OBJET IVO -~ . -------------- -·-------------------·----
a da U na 1 á m-rna de- a e e ro--de C O n S t r U e e i Ó n S t- 3 7 , e 1 t, r a b a j a dO r a 1 U m no e S t a á eh capacidad de limarla~ controlar la planitud y ponerla a escuadra~ -ligiendo las herramientas, instrumentos, maquinaria y equipos ne cesarios
Escala 1:2
M.;iterial a Trabajar: Acero de co ns tr u e e i ó n S t .... 3 7
Herramientas: Lima plana bastarda de 10"- Lima plana fina de 8 11
Instn.;rnentos: Reglil1a del ajus tador - Escuadra fija de 90°
Maquinaria y Equipo: Prensa paralela - Mármol - Carda - ~1inio
PLAN DE TRAB.D,JO
QUE SE HACE . COt\1\0 SE HACE
l. Fijar pieza en la prensa. Ajustándola bien y nivelando.
2. Limar cara A Controlar planitud
3. Lima.r cara B
C¡~uzado y a 45° Con reglill a del ajustador o mármol
Controlar planitud y escuadra Cruzado y a 30° Con r egl illa y escuadra fija de 90°
4. Limar cara C Controlar planitud y escuadra
Cruzado y a 30° Con reglilla y escuadra fija de 90°
NORMAS DE SEGURIDAD: No utilizar limas sin cabo. No utilizar la lima para golpear o hacer· pa 1 anca. Utilice mordazas de protección para sujetar piezas que han sido trabajadas. Evite el contacto y rozamiento entre limas~
'---------------------~------------~-----------~---/ 1

INFORMACION TECNOL(X;.ICA: REF.
S ALTURA DE LA PRENS A DE BANCO
División de Programación 27
Para la obtención del máximo rendimiento en trabajos de limado pesados, la prensa de banco debe estar colocada de mod o que su
borde superior esté aproximadamente a 1/4 de 1a l on gitud del an
tebrazo por debajo de la altura del codo (de 5 a 8 cm.) .
de los
Por ello, en cada lugar de trabajo, debe adaptarse la altura de la prensa de banco a las medidas de la persona que con él trabaje. Además, cuando sea necesar io, se ha de EQUILIBRAR LA ALTURA, por ejemplo para personas de elevada estatu ra in tercalando plan
chas de madera debajo de la prensa de banco, y para personas de
baja estatura disponiendo rejillas o tablados de madera para los
pies con triple apoyo sobre e l sue lo. (Prevención de accidentes).
Plancha superíor
Tablado paro
tF.========~ los pi es
1
Refuerzo Apoyo
1 :1

1'
REF.
29
Sola mente se ha n de sacar sobre l a mesa las her ramientas e instrumentos de medida que se hayan de usar inmediatamente.
Bond~ja pa!'o d~or los instrumento• d• medic1o'n
Herramientas
Colocar sobre el banco de trabajo las herramientas bien separadas de los instrumentos de medida, y lo mismo al guardarlas en los cajones de herramientas.
En los cajones de herramienta so l amente deben ser guardadas las herramientas e instrumentos de medida una ve z que hayan sido limpiados.

1
f UJ. INFOJlMAOON TECNOlOGICA:
~ PRENSA DE BANC C' Dfrislón de ~·
32
L~s tama"os encontrados en el comercio vienen dados por un nGm e ro y su eq uiv a l encia en mm que co rresponde al ancho de las m?ndfbulas.
Ta.bta
r ¡ No. Ancho de 1 as mandíbulas {mm)
80 ----2 90 .,. 105 ~
4 115 5 130
Condicione6 de u¡o
la pren sa debe estar fija en el banco y en la altura conveniente.
CoJt4eliva.c t6n
Se ~e~0 ~ a nte,~r bien l ubrica da cara el me jor movim iento de la 111 '! n '·H b u 1 a y d e ·¡ t o nd 1 l o :/ s i e m p r e 1 i m p i a a 1 f i n a 1 d e 1 t r a b a j o •
MOK'fJAL .'\ S
(.os ca l zos de protecci6n se hacen ck 'r.e t erial más bla1do que e l de l a picz ct ~or f i j a r. ts t e ma te rial oued .. s: :~ rlorno! a luminio, cobre !' r:éer<1 (fig. 4)
CARA Ar:?\BADf-1 MORDAZA DE PROTECCI ON
,.,.,..-· ~ --
Fí g. 4
--~-- __ , __ .. ______________ _ ________ j

r~ .~---·------IN_r_F_O_R_M_A __ C_IO_N __ T_E_C_N __ O_L_OG __ I_C_A_: _________________ • RE~-.. --------~---,
l_s_BS - - LIMAS
'i DívísíÓ'1 de Programación 1
1 1
i
1 !
1
--------~~~~--------------------------------------~-----------~~--~
Es una herramienta de acero al carbono, manual, dentada y t empl!
da (fig. 1), que se usa en la operación de limar.
ESPIGA
Fi g. 1
CLAS IFI CACION
Las limas se clasifican por su forma, picado y tamaño.·
L a s f i g u r a s 2 a 1 9 i n d i e a n l a s f o m a s m á s' u s u a l. e s de 1 a s
1 i mas •
Fi g. 2 lima p 1 ana
Fig. 3 Lima de 'bordes redondos
\
bi$llliW5i@i@@@
Fig. 4 Lima cuadrada
Fig. 5 Lima plana pun ta cónica
Fi g. 6 Lima media caña
' Fig. 7 Lima cuchíll a
• iW§h§ij 1 i
Fig. 8 Lima redonda
Fi g. 9 Lima triangular

REf. ~ lNfOitMACION TECNOLOGICA:
~ Lii•iAS .34 Ditrískin de Pl'ogr~ ~------_.~-------------------------· __ , ____ _
las limas pueden ser de picado simple o dob le . Además se cl asifican en bastardas, semi -fin as y f i nas (~igs. 10 al 15).
PICADO SIMPLE
Fig 10 Ltmo fina
Flv lf Uma •emí-fina
Fl~ 12 Limo bastarda
Los tamaHos más usuales de lima sen: mm. de longitud de1 cuerpo. Ver ( 1)
PICADO DOBLE
;;:o¡!J 13 L.ímo filla
Fig 14 Lima semi-fimo
Fig 15 lJma bastarda
100, 150, ZGO~ 25C y 10 t e r: 1 a f i g u r· a 1 5 .
El cuerpo siguiente presenta los tipos de 1 imas y sus ap )i cacio
nes.
l. L---------------------· .. - ·----------------------------J

1 • 1
~ fNFO RMACiON TFCNOLOC JCA :
L~J LINA S División de Programación
~ Rl_:I_· --------~~---4 i 1
LIMAS r---------r--------------,---,-------·· ----------~
CLASIFI O\ CION TIPO APUrAr-¡QNES 1
1 t '
1
1
¡
r:~N CUANTO r\ ::ORMA
¡-···---
=~< 1,.UANTO AL FlCADO
TN,\ <\ÑO EN mm G.ong ¡ 'ud del cuenJ•) 1)
1 . ! - -
1
PLAN.6.S f de punto c~~ica l de cantos paral el os ¡
¡ _ __ _
1 CUADRADAS
REDO~..JDAS
MEDIAS -CAÑAS !
1 TRIANG ULARES
CUCHILLAS
EN CUANTO A LA
INCLINACION (
r Simpl es
Dobl e (cruzado)
Superfici~' :ano'· 1
S ~- • ¡ • 1 upert¡c¡es p1anas mternos en ángulo recto u obtuso.
. Superficies planos en ángulo recto, ranuras internas y externas.
Superficies cóncavos.
Superficies cóncavas.
Superficies en ángulo O[!U
do mayor de 60 grados
Superficies en ángulo agud me nor de 60 grachs.
Materiales metál icos no fe rrosos (aluminio , plomo).
Moterial es metálicos ferrosos .
----------- ---- --- --·------------- - --1
E N CUANTO AL { Bastardos l NUM ERO, DE DIEN- Semi-finaJ TES POR CENTIMETRO Finas
lOO 150 200 250 300
Desb0stes gruesos.' Desbastes medios. Acabados.
Variable según las dimensiones de la superfi cie a limar .
[ ----------- ----~--------------------- ------~----------------------.l
L~-------

1
1
----·~,----------~----~------~-------r-~-F-.~1-----T--;' ' ~--;-;;~ INFORMACION TECNOLOGICA: 1 . ¡CR~ - LIMAS !· <';.;;;;;;;-., _ ""'gnmacOO
1 1· 1
36
CONDICIONES DE USO
Las lfmas , para ser us adas con ~e guridad y buen rendi· miento, deben esta~~ bien enmanga d as~ 1impias y con el picado ~ n buen estado de corte.
LIMPIEZA
Para la limpieza de las limas s e usa una carda de
1,
a1 amb re 1 de acero y, en ciertos casos, una varilla d2l gada de me
. tal blando (cobre, 1at6n) de punta plan a p¡ra extraer las limaduras que no son posible qu itar c0n la car da.
CONSERVACION
Pa ra la buena conservación de las limas se debe:
l. Evitar golpes.
2. Protegerlas contra la humedad a fin de evitar oxid ac ión .
3 . Evitar el contacto entre si. para que s u dent ad o no se dañ e.
4. Protegerlas de sus~ a ncias grasas.
1
~ '
1
L·----------------~.1

• '
INFORMACION TECNOLOGICA:
FIJACION Y DES MONT AJE DE L MA NGO DE LA LIMA .
( @__~ Dívisio'l de Programación
1 31
PARA LA COLOCAC I ON VEL MANGO VE LA LIMA
Se perfora e l mango en forma de escalera. El diimet ro y la profundidad de la perforación s e calculan segGn el esq~~ma adjunto . luego se coloca el ma~go derecho sobre la espiga y s e i nt rodu ce go 1 peando con un ma rtillo de ma dera . Cuando los martilla zos s ue nan ~eco s es se ~al de que e l mango estl ase ntado.
d= Oio'metro ~ ll perforocí•n
r -~t
__ j __ ~ J 1 :T'"- ---, l
- ' ' ... . • r -- . - ..,.~
- - "'01--_Lt. ·- r- --~-- --r--; \ti_..~¡ ~~¡ ·· f--t/3----· 1 ~ 1-===~- 2-~~--~ ·-r
Prof undid ades de •, perforac ion
Cas~ todos lo s demás s i stema s de fijaci6n de los mangos de lima e::onden PEL IGRO S VE ACCIDENT E en sf. Sob r e to do no se debe aga~rn r e1 mango e in~entar recale r 1a lima dentro d~ é1, go lpe ando contra el suelo. El man go s e desvfa por el movimie nto de r et ~ace so, y las consecuencias son ge neralment e grav es heridas en la $ ~ano s o en los pies.
~--¡
~\ ~troduécion \ ~ . OOf monQO
lí rnot defec tuotomente montadas
Lo upiga no ontra Lo upic;¡o a lo profundidad entra tor ci do suficiente
....... ~

~-------------------------¡-Drf~.~~~· ·--1~~
1 ---® lN FORMACION TECNOLOGICA: AL .,
re BS FIJ.A CIOtl y o:: s r'iONTA JE DEL ;.;ANGO DE
r 1· 1
1
1
1
f 1
! 1
~ LA l I NA '38 Owáíoode~Q~g~ra~m~ac~~~-"~---------------~----------------------~----------------~
PARA DESMO NTAR EL MANGO VE LA LIMA , (a t ambiln)
ryo1p ear sob re el mango por todas par t es rápidamente9
con el mar ti 1lo d e mad era, ( o .ta.mb-i.én)
soltarlo a t iror.e s a prisi oná ndol o entre la s mordazas del to r ni -1~o de ban co.
AD VER TENC IA
i,r.t es de comenzar cada t r abajo de l imado, cercio rarse bien de qu e la 1i ma está fijamente unida a l man go .
E-stas son las consecuenci as
de un montaje •rr~ f le:~ l vo
1 1
1
1
'
1
1
L_·----------·-------------1 1
·-~ '

f rCBSliNFORMAClON TECNOLOGICA: 1 REF. l ~;~;p;:rnm•~·c_ro_n _____ M_E_s_A __ o_E __ T_R_A_z_A_o_o ___ v __ c_o_N_T_R_o_L ________ ~,~=~~~----------3_9 __ --JÍ
1'
1 1
1
Es un bloque robusto, rectangular o cuadrad o ~ construfdo de
hierro ~undido o granito. co ~ la cara superior rigurosamente pl~ ~1 a (+igs. 1 y 2). Con st it t':,-r ~:Jt a cara el plano de refer en cia para e1 tr azad o con gramil o para
el control de superficie s p~ a nas. PLANO
3 LOQU E DE HI ERRO FUNDIDO ·r"-==-----_______.
' ·-... MESA "--- -
Fi g. 2
r•1e s a de trazado banco.
BASE
sión, con dimensiones menores
qJe las fijas y con dos ¡-.a n -
gos pa ra trans portarla. (figs. 3 y 4) .
CON~ TRUCriON
Mi\R/-IOl DE TRI\ZAOO
Fig. 3 Vista inferior del mármol, portátil.
MANGO
La s mesas de trazado y co ntrol son t@cnicamente proyec
tadas y cuidadosamente construfdas; el hierro fundido es de ca lidad especial y envejecido para quedar exento de tensiones. Los nervios (fig 3) son estudiados y dispue! tos de modo de ~o per wit ir defpr~ac ion es, manteniendo bien plana la cara de co ntrol. Las dime ns iones más co
mune s de las mesas aparecen en l a tabla de aba j o.
~imensiones (,"nm)
150 X 150 200 X 200 300 X 200 3QQ X 300 400 X 300 t( QQ X 400 500 X 140 500 X 400
, __ _ 500 X 500 600 X 500 800 X 500
1000 X 750 i200 X 800 1000 X 1000 15JO X 1000 2000 X iOOO
MANGO
CARA DE CONTROL (PLANO RECTIFICADO O ~ASQUETEADO)
.....
L.---·----------------------------------------------------2

INFORMACION TECNOLOGICA: R..Ef. l
l MESA DE TRAZADO Y CONTROL
-------1 CONVICIONES VE USO
Son instrumentos de precisi6n que deben s er man e jados
con el máximo cuidado. Para obtener un b uen r· e sti~t, do
en el co ntrol y en e l t r azado, es neces a rio ma nt en erlo s bi en nivelados. utilizando para eso, 1os pies nivelado r es ( f i g. 4}.
CONSE RVAC ION
Al f i nal del trabaj o, l a mes a debe limpiarse , eng r asarse
y proteger se con un a maderas a fin de no llevar go l pes.
RESUMEN
Me sa de trazado y con t rol : instrumento de precis i ó n~ portátil o no.
HiP rro fundido especial, exento de te nBloque ro b usto si o nes
Granito ....
Rectangular o cuadra do.
Posee cara de referencia para trazado y cont r ol de su perficie · p1 ana.
Posee nervaduras para evitar deformac ione : . Debe ser conservada limpia y proteg i da .
VOCABULARIO TECNICO
MESA VE TRAZAVO Y crNTROL -mármol, mármol de aju s te -
me sa de pr ec i s i 6n, mesa de tr azado y control .
¡_ ____ ___________ ____ .
J
1

~ INFORMACION TECNOLOGh.::A:
. ~ REGL A DE CO NT ROL Dívisíón de Programación 41
R.EF.
Es un in s trume nt o de control fabri ca do de acero o de hierro fun dido de divers a s fo r ma s y t :'lm idios , pa r a ve r ifi cac i ón de superfic i es pl a nas . Se c lasifi c~ n e n dos grupos:
t• e g 1 a s de f i 1 os 1' e e t i f i e a do s
re gla s de ca r a s r ec ti f i cad as o ra squetea das
REGL AS DE FI LO RECTI FICADO
b~~eiada se f abr i ca de ac e r o al car-
. bono. con f 6rma de cuc hi ll o
( fi g . 1 } ~ t empl ada y rec t i f ic a d:t cr-n f' l fil n 1 i gera
m e nt~ redo ndea do . Se ut i li z ft en l a v ei i i ic ~ c i ón de t od a c l as e de s uper fic i es pl a nas .
Fig . 1
t~~angula~ se fab ri ca de ace r o a l car
bono, con secc i ón t r ia ngular
( fi g . 2) con una ra nur a eón-
:lJ --__ ) Fig. 2
cav a e n e l centro y a lo l ar-
go de ca da cara, templada , r e c t i ficada y con l as aristas l i ge rame nt e red ond e adas . Se ut i l iz a en . la verificaci6n de s uper f ic ies pl a nas donde no pued e entrar la biselada.
REG LAS DE CARA S RE CTIFI CADAS O RASQUETEADAS
~egla de ca~a¡ pLana4 se f abr i ca de hierro f undido con las caras
Fig . 3 ~]Q~
CARA REC TI FICADA O RASQUETEADA Fi g. 4
r:;=- ' : f - -· ~" e c;:=:~ e -~ g--g d Fi g. 5
pl anas r ec ti fi cadas o ra s que t eadas (f igs . 3 , 4 y 5). Se
ut i liza pa ra dete c tar la s pa r t es al t as de s uperficies plana s que ha n de s e r r a sque tead as , ta l es como las de
b a n ~ a d as de torno s y ot ~as.

1 ·~ INFORMACION TECNOLOGICA'
~ REGLA DE CONTROL DMsión de Programación
REF.
4'2 .
~egta ~~~angula~ plana se fabrica de hierro fundido en forma de prisma con sus caras rectificadas o rasqueteadas (fig. 6 ). Se utiliza para verificar la planitud de dos su
perficies en ángulo agudo, igual o mayor que 60° determinando los puntos altos a ser rasqueteados.
DIMENSIONES
l. La regla debe tener siempre una longitud mayor que
la superficie por verificar.
2. Los catálogos de los fabricantes señalan las dimen
siones de las re glas que se pueden encontrar en el comercio.
eond~e~onea de u6o antes de usar las reglas, verifique si las . aristas o caras de control están en perfectas con-dicio nes.
CONSERVACI ON
a Evite contacto de la regla con otras herramientas, para no dañat~las.
b Límpiela, lubriquela y guárdela en caja apropi~ da .
~----------------------------·--------------------------------~

¡;:--- IN.FORMAC!ON TECNOLCXJICA: 1 C 8 S-] FORi,iA DE LLEVAR LA l ifvl A EN El ~ LIMADO PLANO
REF.
• División de Programación
r---:- F~RMA -~-E-L-L-EVAR 1 a 1 i ma en e1 1 i mado pl a·no es determinada por
1 la clase de la lima empl ea da (basta, fina o finfsima).
El arranque del mate rial que es el objeto esencial del VESBAS-
TAVO, req uiere una fue rte presi ón y movimientos contfnuos y uniformes poniendo en j uego el peso del cuerpo. Por eso el cuerpo
debe estar a la debida dístancia de la pieza para poder realizar libremente y sin impedimento 1os movimientos de flexión necesar i os.
L 1-
En el ACABAVO hay que at ender en primer lugar a las medidas y una dete r minada cali da d y forma de la superficies de modo que los movimientos deben ser rea li zados con más cuidado aplicando men or presión de corte pata elevar la uniformidad.
Posicton fmal y com1.anzo del retroceso
. . . ~ ..
'~ ·.

~ INFOR.MACION TECNOLOGICA:
~ FORMA DE LLEVAR LA L1MA EN EL DittísiOn c1ct Programación l Hl A DO P L A N O
REF.
·44
En el AC ABA DO FINO hay que atender en primer lugar con especial
precisi6n a la s medidas y a la forma y cal i dad de la s superfi
cies, de modo que los mo vi mien t os deben ser realizados solamen
te con los brazos con especia l cuidado y aplicando una presión oequeRa pero mu y reg ul ar.
El MOVIMIENTO VE CORT[ de la l ima debe hacerse a lo largo del
eje longitudinal de l a misma. (Si se la empuja al mismo tiempo
hacia un lado s e producen estrias. A excepción de la lima re-donda ) .
La VI RE e e rO N O E ;'dO V HH ENT O e o n res r P. e t o i't 1 a r i e z a. se es r. e g e
seqGn las necesidades y se varia vent ajosamente de tiempo en
tiempo (en unos 90°). Las estrías cruzadas que se forman de este modo permiten- distinguir claramente las rugosidades de la superficie de la pieza .
Limado a lo "en che"
Generalmente se. afina el acabado a lo "largo" , o sea paralelo al borde más larg d de la pieza.
' Po : e l contrario el desbastado se suele hacer a lo "ancho", es decir, en ángulo recto con el borde más largo de la pieza.

¡ fC---l OPi:UGON~
1( l .c._ a s_J L T MATJ
l REF. 1
¡·~-T-•-•·.._,-..__....-4 ;·--1 SUP ERFICIE PLANA ........__ _____ .... .¡. h
¡ Pivisfón de i"rpsrsmación --~L----~------------~ r--·- ·-------
1
1
1 i
l ¡ )
1
1 ¡
Lima r es desbastar o dar acabado con la ayuda de una herram i en-ta llamada lima.
Limar superficie plana es . a operac'ón rea l i zada con 1a fin a l idad de obtener un pla no con un
grado de precisión determ inado
(fig. 1). El ajustador ejecu
ta esta o p era ción~ frecuente
mente, e n la reparaci ón de má
quinas y en ajustes diversos. fig. 1
PROCESO DE EJ ECUCION
lE Pa so - Sujete la pLeza, conservando la superficie a l imar en
la po s ició n hor izontal de ma nera que quede mis alta que las mordazas de la prensa ( fiq. 2).
Fíg. 2
/~r---/Vr~--/::/' ,/// ~- - . /\ /_· ----0 _/,' / ':' . ' ~4 --~/ _,~,;~ 11L:J , . ,'/ - ~:::::w¡ L_jY l \ -·/-'l'#;;""_*.·.~ ¡_ , /, ·· ~:1if!t)i#cr / ~·/ -<~ Wffi;~;/
1 1¡ $;-; •<t~V
· ·.Y/.r
·. \~N~
OBSERVACION ES
'¡ l ;
l }
/ 1 í
l 1 l
1
1 l 1
1
l. vedfiq ue si la prensa 1
estl e n la a ltu ro recomenda da; s i fuera necesario, 1 busque otro l ug ar de traba jo~ use tarima. l
Antes de s uj etar la pi eza,
2. Las mordazas de la prensa deben c ubrirse con mate rial mis bla ndo que el de la pieza, para proteger
la s caras a cab~das .
¡_ ___ _ J

1 rCfiSl ~~· .~ -------r,. RE>:_:_ ___ ...J....---i
~ L IMP. R S U r> E R F I C I r:: r 1 , ,, ··' 4 ¡:; l -0-iv_islon_-_de_ Pr_og:..r_am_.a_c_ló_n _ _ ________ . ___ - · -~--·--·----L-____ _ 0
__ --t
22 Paso - Lime la ~ure~ & ~ c; e.
a Tome la l i rra con f o rm e c. 1 a figun: l.
PR.ECAUCION
ASEGURESE QUE EL MANGO C[ LA LI MA ESTE BIEN SUJETO PAR A EVITAR ACCIDENTES.
b Apoye la lima sobre l ~
pieza, observando l a
posic i ón de l os pies (fig. 3).
e Inicie el limado , en
movimiento hacia ade
l ante, h~cie n do pre
sió n con lt l i mP sab r ~ '
1a pieza . ~n e1 r e -torno, lo lima debe
cor r er snb r ~ la pi e za
sin ejercer presión.
OBSERVACIONES
F i g. 3
l. E1 limado puede ser transversal u oblicuo (figs. 4
. y 5 ) .
Limado cruzado a 4~ 0 ,ara superficiPs anchas.
Li mado cruzRdo ~ 30 ° para superficie s angostas.
·' /
/ /

¡---
¡ ·------- OPERACION: 'feas) · REF.
~__::;~~ram:ción l H1A R S U PE R F 1 C I E_P_L_A_N_A _______ L---:------4_7_----1
1 2. la lima tiene que ser usada en toda su lonqitud. 1
3. El ritmo del lim~do debe ser de 60 qolpes por minu - ¡'
1
to, aprox imadamente. .
4. El movimiento de la lima debe ser dado so l amente con 1 )
lo s brazos hacia ad elante a la vez que se va despla ! zando 2/3 de su ancho hacia la izquierda en su rec~- l rrido (f ig. 5).
5. l a limpieza de la lima se hace con la carda o cepi -11o {fi~L 6)
32 Paso - Ve~i ~ique ~¡ la ~upe~~ieie e~~4 plana~ con la reqla
de controi según las po siciones señaladas {fia . 7) o sobre la mesa de traz ado y control (fiq. 8) .
F i q. 7
. >< .... .
> .. ·
Fi g. 8 D€ Fi q. 6 PI EZA_.,· .. · ....
SR
OBSERVACIONES MARMOL ·~---w--' ----
1. Duran te l a verificación, el contacto de la reala de be ser sua ve, sin deslizar el filo rectifica do sobre la su pe rfi c i e.
2. Compru ebe sobre la mesa de contro l con azul de pru
sia o minio f r otando la pieza contra la su perfici e de referencia (SR).
j ..... _
j i
_o

c§J OPERACION: R.H. 1 ' L !MAR SUPERFICIE PLANA 48
División de Programación
VOCABULARIO TECNICO
T oJtnLf..( o de banco Prensa de banco Man!fO Cabo e a !l. da Cepillo de 1 i m a - de acero Me..6a de. t.Jt. zada lf contnal Má rmo 1
.
! 1 ! ! ¡

REF. ~ INFORMACION TECNOLOGICA:
~-~ I NS TR Ut1EtJTOS PAR/\ t-!E DI P ANr, UL OS Division de Programación
Los ánou 1os pueden merdi rse con INSTRll.'lFNTOS Vf r!EVICION fijos o requ1ables.
Los instrumentos fijos pa r a medir ánnulos están destinados Dnicamente para l a medició n de un ánqulo determinado (útiles de medición de valor fijo). El ánoulo recto (90°) cuyos lados están en posición vertical uno encima de otro, se emplea con más frecuencia.
Los instrumentos de medir §naulos reaulables se hacen con y sin
divisiones en grados y pueden ser ajustados a cualquier ánqulo
l Escuadro plana Escuadros con espaldón Escuadro de T Escuadro de
cooto aQudo
Escuadra de 120° Plantillo d{'t a filar Plantilla de afilar hexoCJonal mechat(brocas)espiralcs herramientas de rotcar
VESTrNAC10N E!IPLfO TNSTRWfENTOS Vf MFVTC'ION
TNSTR t.Hif N TO.~ VE VALOR FI.10 PARA "!EVJR t\Nr.ULOS
Para medir: a. Anoulos rectos (90°)
b. Determinados ánqulos aoudos y obtusos
E.scuadro sencilla plogoble Escuadra (saltar reqlo) (lcble pi eg oble
...

R.Ef. ~ lNFORMACION TECNOLOGICA:
~--~ INSTRUMENTOS PARA MED I R ANhU LO S División de Programac:íón 50
INSTRUMENTOS VE MEV1C10N REGUL ABLES
a. Sin div i sión en qrados para tra nsmitir cual qui e r ánqulo. b. Co n div i sión en gr~dos para medir cualquier ánqulo.
(/
Transportador de angulos
~rCI%o th medición tiratorio oon oeuja n me dicio'n
Reolo graduada· gírator, a J fiVUIObl•
-~ rtq!a graduado fija
Tronaportodor de Ón gu loiJ universal

r rcfiSl OPERACION:
1 L~~ LH~AR SUPERFICIES PLAN/\~ EN .lU,/r,ULI1
División de Programación
1 REF .
51
Es una operación de limar plano por medio de la cua l se obtienen su perf i cie en jnou l os recto, a~udo u obtuso. Sus aplicaci~ nes son variada~, como por ejemplo quía s en diversos ánoulos, " e o 1 a s de mi 1 a no '' , p 1 a n t i 1 1 a s , e u í'í a s y ni e z a s de m á q u i na s en o e -nera 1 •
PRO CESO DE EJECUCION
12 Paso - ~ujete la pieza y l ime la cara de referencia.
2~ Paso- T~ace el ~nqulo p~evi~to (ffns. 1 y 2).
// ' ,~~--=--, l Q, · · r------- -- - -l \) l
1 1
1
. . 1
1 ¡--_j l.------···· - ---~---- ·--J
Fig . 1 Trazado con escuadra
Fig. 2 Trazado con transportador
32 ra so - Lime el mate~ial en exceao, respetando el trazado.
OBSERVACION
Cuando el exceso de material es muy qrande, se debe cortar antes de limar.
42 Pa s o - Te.Jtm;(__ne de liman; ve!t--d-ic.a ndo la plan..{tud de la cara limada v el á nouln (fias. 3, 4, 5 y 6).
f 1

REF. ~--] O~ERit.CION:
~~-- LIMAR SUPERFICIES PLANAS EN ANGULO 5 2 División de Progrcmacíón
Fig . 3 Verif i caci~n de super
ficies en escuadra.
Fig. 5
OBSERVACION
Fig. 4 Verificacion de super
f i cies con goniómetro.
Fig. 6
Verif icación con plant illa
Cuando la s pi ezas tienen c ierto espesor y el ánqulo es
r ecto, l a pe r pend ic ul aridad de las caras limadas pu ede ser comnrobada con escuadra o con un c ilindro de preci sició n (fios. 7 y 8 ) sobre un má r mol.
1 ---. ____ .--!.,F-!.i..:;:!g-!..~8----.~/