T E S I S - 148.204.210.201148.204.210.201/tesis/1474567817646TEsisenPDF.pdf · (DOE) y se eligió...
101
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA Y CIENCIAS SOCIALES Y ADMINISTRATIVAS SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN “DETERMINACIÓN DE FACTORES QUE AFECTAN LA CALIDAD DEL MAIZ BLANCO NACIONAL EN SU PROCESO DE SECADO ARTIFICIAL MEDIANTE DISEÑO DE EXPERIMENTOS”. T E S I S PARA OBTENER EL GRADO DE MAESTRO EN INGENERÍA INDUSTRIAL QUE PRESENTA: MARCO FERNANDO HERNÁNDEZ CERVANTES DIRECTOR DE TESIS: M. En I. JUAN JOSÉ HURTADO MORENO CIUDAD DE MÉXICO, JUNIO DE 2016.
-
Upload
nguyenxuyen -
Category
Documents
-
view
217 -
download
0
Transcript of T E S I S - 148.204.210.201148.204.210.201/tesis/1474567817646TEsisenPDF.pdf · (DOE) y se eligió...

INSTITUTO POLITÉCNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA
Y CIENCIAS SOCIALES Y ADMINISTRATIVAS
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
“DETERMINACIÓN DE FACTORES QUE AFECTAN LA
CALIDAD DEL MAIZ BLANCO NACIONAL EN SU
PROCESO DE SECADO ARTIFICIAL MEDIANTE
DISEÑO DE EXPERIMENTOS”.
T E S I S
PARA OBTENER EL GRADO DE
MAESTRO EN INGENERÍA INDUSTRIAL
QUE PRESENTA:
MARCO FERNANDO HERNÁNDEZ CERVANTES
DIRECTOR DE TESIS:
M. En I. JUAN JOSÉ HURTADO MORENO
CIUDAD DE MÉXICO, JUNIO DE 2016.


AGRADECIMIENTOS.
A Dios Padre todopoderoso creador de los cielos y la tierra.
A mis padres y familia.
A mis compañeros y profesores.
A las instituciones.
A mi esposa Karen e hijas Alondra y Melissa (la niña más traviesa).

SIP-14
Carta de cesión de derechos
Índice
Resumen
Abstract
Introducción……………………………………………………………………………
Planteamiento y justificación del problema…………...………..…………………….
Definición de pregunta de investigación, objetivo e hipótesis……….……..……….…
Alcances y limitaciones de la investigación……..………………………….……….…
Capítulo I. El acopio de maíz en Sinaloa y su proceso de industrialización.
1.1 El proceso de acopio……………………………………………………………….
1.2 Proceso de secado de maíz a nivel industrial………………………………………
1.3 Los niveles de calidad aceptables en el mercado…………………………………..
1.4 Problemática del secado del maíz. …………………………………………………
1.5 Tecnología de secado de maíz. …………………………………………………….
Capítulo II Diseño de experimentos.
2.1 Introducción al Diseño de Experimentos……………………………………………...
2.2 Definiciones…………………………………..………………………………….….........
2.3 Experimentos con un solo factor y análisis de varianza………………………………
2.4 Diseño de bloques……………………………………….…………………….………….
2.5 Diseños Factoriales……………………………………….………………..…………….
2.5 Diseño Robusto…………………………………….…………………….……………….
2.6 Planeación Experimental………………………………….…….………….……………
2.7 Herramientas computacionales. ………………………………….……………………..
1
2
3
4
14
18
22
24
26
30
32
34
37
41
46
50
52
Capítulo III Desarrollo experimental
3.1 Selección de Factores………………….………………………….……………….
3.2 Selección de arreglos experimentales……………………………………………….
3.3 Pruebas de hipótesis ……………………………………………………………….
3.4 Corrida experimental………………………………………………………………..
Capítulo IV Análisis de resultados.
4.1 Discusión de resultados experimentales…………………………………………….
4.2 Propuestas al proceso de Industrialización actual………………………………….
4.3 Propuesta de trabajos futuros…………………………………………………………
Conclusiones…………….………………………………….…………………………….
Referencias Índice de gráficas.
Gráfica 1.1 Principales productores de maíz (1998-2008) …………...………………
Gráfica 1.1.2 Producción agrícola en México 2014………………………………..........
Gráfica 1.1.3 Principales cultivos en México en base al valor de producción 2014…….
Gráfica 1.1.4 Comparación de producción nacional y estatal (1998 – 2014) ………........
Gráfica 1.1.5 Producción anual de maíz en el estado de Sinaloa (1998-2014) …………..
Gráfica 1.1.6 Entidades con mayor producción de maíz (2006-2008) ……….…………..
Gráfica 1.1.7 Entidades con mayor producción de maíz (2009-2011) ………….………..
Gráfica 1.1.8 Entidades con mayor producción de maíz (2012-2014)….………………..
Gráfica 3.4.0 Efectos principales para medias mediante software Minitab 17.………….
Gráfica 3.4.1 Pareto estandarizado para el análisis de medias…………………..………..
Gráfica 3.4.2 Probabilidad normal para efectos estandarizados…….…………………….
60
64
66
67
80
85
86
87
5
7
7
9
10
12
12
13
69
69
70

Gráfica 3.4.3 Efectos principales para la razón S/R=10 𝑙𝑜𝑔10 [�̅�2̅̅ ̅̅
𝑆2] ................................
Gráfica 3.4.4 Pareto de los efectos estandarizados para la razón S/R=10 𝑙𝑜𝑔10 [�̅�2̅̅ ̅̅
𝑆2] ….
Gráfica 3.4.5 Efectos principales para la razón S/N (-10Log10(S2) …………….………...
Gráfica 3.4.6 Pareto de los efectos estandarizados para la razón (-10Log10(S2)) …….…
Gráfica 3.4.7. Prueba de F Fisher para comprobación de hipótesis……………………...
Índice de tablas. Tabla 1.1 Porcentaje de producción anual a nivel nacional (1998-2014) ……..…….
Tabla 1.3 Especificaciones de calidad del grano de maíz…………….…….……...
Tabla 1.5 Principales secadoras convencionales en la actualidad………………...…
Tabla 2.3 Tabla de ANOVA de un solo factor (one-way) ……………………..……
Tabla 2.4 Tabla de ANOVA para un diseño en bloques completos al azar………....
Tabla 2.4.1 Tabla de ANOVA para el diseño de cuadro latino……...……………..…
Tabla 2.5 Tabla de ANOVA para el diseño factorial A x B………………………...
Tabla 2.5.1 Tabla de ANOVA para el diseño factorial A x B x C………………..…... Tabla 3.1 Factores que intervienen en el secado de grano artificial de maíz……...…
Tabla 3.1.1 Niveles que intervienen en los factores preestablecidos…….……………. Tabla. 3.2 Ejemplo de diseño con arreglo interno (L8) y arreglo externo (L9) ……….
Tabla 3.2.1 Arreglos ortogonales L8 y L9………………………………....………….….
Tabla 3.2.2 Asignación de factores……………………………………….……………
Tabla 3.4 Diseño con arreglos int-ext, para robustecer la calidad del maíz…………
Tabla 3.4.1 Cálculo de la media para cada tratamiento factorial……………………….
Tabla 3.4.2 ANOVA para el análisis de medias de cada factor controlable……………
Tabla 3.4.3 Cálculo de la función para cada tratamiento factorial………………………
Tabla 3.4.4 Respuesta para la relación de S/R nominal es mejor………………….........
Tabla 3.4.5 Efectos estimados para porcentaje de humedad (SN objetivo) …………….
72
74
76
76
79
9
24
29
36
38
39
42
44
62
63
64
64
65
67
68
70
71
72
76

Tabla 3.4.6 ANOVA para el análisis de la función……………………………………..
Tabla 3.4.7 Calculo para la función (-10Log10(S2)) …………………………….………
Tabla 3.4.8 ANOVA para el análisis de la función (-10Log10(S2)) ……………………..
Tabla 3.4.9. Valores calculados para la Prueba de hipótesis…………….........................
Tabla 4.1.0 Informe de calidad de maíz en silo uno…………………………………….
Tabla 4.1.1 Informe de calidad de maíz en silo dos…………………………………….
Tabla 4.2.0 Tratamientos deseables para cada condición estudiada en el experimento…
Índice de imágenes.
Imagen. 1.1 Planta de maíz…………………………………………………………… Imagen 1.1.1 Maíz blanco nacional. …………………………………………………..
Imagen 1.1.2 Homogeneización del maíz……..………………...……………………..
Imagen 1.1.3 Determinador de humedad………………………………………………
Imagen 1.1.4 Descarga de maíz en la empresa GRANISSA……..……………………
Imagen 1.2 Foto exterior de la secadora de maíz de la empresa GRANISSA………
Imagen 1.2.1 Almacenamiento en silos de la empresa GRANISSA……..……………
Imagen 1.2.2 Embarque vía férrea………………………………...……………………
Índice de cuadros. Cuadro 1.1 Proceso de flujo de maíz…………………………….…………………….
Cuadro 2.0 Clasificación del diseño de experimentos……………….………………...
Cuadro 2.3 Clasificación de experimentación de un solo factor………………………
Cuadro 2.4 Clasificación de diseño en bloques…………………….……………….…
Cuadro 2.5 Clasificación de diseños factoriales…………………………………….…
Cuadro 2.5.1 Clasificación del diseño factorial 2k…………………………………….…
Cuadro 2.6 Clasificación del campo de conocimiento del diseño robusto……….……
76
75
77
79
82
83
86
8 8
16
16
18
19
20
22
14
33
36
40
42
45
49
9
10
12
12
Índice de figuras.
Fig. 1.1.1 Recepción de transporte de carga……………………………………………
Fig. 1.1.2 Ejemplo de control de entrada y salida……………………………………..
Fig. 1.1.3 Puntos de muestreo para un camión con carga de 25 toneladas aprox……
Fig. 1.1.4 Puntos de muestreo para un camión con carga de 30 a 45 toneladas……..
Fig. 1.1.5 Etapa de precribado………………………………………………………..
Fig. 1.2 Monitoreo de granos…………….………………………………………….
Fig. 2.6 Diagrama de los diferentes tipos de factores del diseño robusto………….
Fig. 2.6.1 Ciclo de Deming y los experimentos………………………………………
Fig. 3.0 Diagrama de Ishikawa sobre la calidad del grano del secado de maíz….…
Fig. 4.1.0 Formato para identificación de muestras…………………………………..
Fig. 4.1.1 Selección de puntos estratégicos para muestreo……………..……………
15
15
17
17
18
21
48
51
57
81
81

Resumen.
Se estudió el proceso de secado de maíz mediante la metodología de diseño de experimentos
(DOE) y se eligió como técnica principal el arreglo ortogonal (interno/externo), para
proponer un método cuantitativo que conduzca a granos de mayor calidad y valor, así como
también el servicio (rápidez). Se abordó la función señal/ruido
10 𝑙𝑜𝑔10 [�̅�𝟐̅̅̅̅
𝑺𝟐] y (-10log10(S2)), en conjunto con un análisis de varianza (ANOVA) considerándose
factores de control y externamente factores de ruido. Las diferencias entre factores como
temperatura, tiempo, caudal de aire dentro de la secadora se basaron en la variable de
respuesta, característica del producto incluyendo el factor operador y, por otra parte, la
influencia de las condiciones climáticas como; la humedad relativa, humedad ambiente,
humedad de entrada del grano y variedad del grano. La comparación enfocada a la calidad
realizada se interesó entre un silo con tratamiento y otro sin tratamiento y finalmente entre
una temporada y otra con interés sobre ganancia monetaria. Se concluye que el factor
temperatura es el más significativo, seguido del tiempo y el caudal de aire, y en cuanto al
factor operador no existió diferencia significativa en sus medias. Finalmente, hubo mejora
en la calidad del producto (daños por secadora) y aumento en el rendimiento de tonelaje (peso
específico), al obtenerse 150 toneladas por encima del silo sin tratamiento.

ABSTRACT
This paper studied the process of corn drying by means of a Design of Experiments (DOE)
methodology and a main technique of Orthogonal Array (internal/external) was chosen, to
propose a cuantitative method that leads to the most amount and value of kernels, as well as
service (speed). The functions of signal/noise 10 𝑙𝑜𝑔10 [�̅�2̅̅ ̅̅
𝑆2] and (-10 𝑙𝑜𝑔10(S2)) were chosen,
along with an Analysis of Variance (ANOVA) considering control factors and external noise
factors. The difference between the factors like temperature, time and airflow inside the dryer
were based on the response variable, the characteristic of the product including operating
factor and, on the other hand, the influence of climate conditions like: relative humidity,
environmental humidity, initial kernel humidity and kernel variety. The comparison of the
quality was focused between a treated and an untreated silo and finally between two different
seasons. It was concluded that the factor of temperature was the most significant, followed
by time, airflow and as for the operating factor, there was no significant difference between
the means. Finally, there was an improvement in the quality of the product (damage by
drying) and an increase in the performance of tonnage (specific weight), obtaining 150 tons
more than the untreated silo.

1
Introducción.
En la mayoría de las almacenadoras de grano o centros de acopio ubicados en el norte del
estado de Sinaloa, es necesario tomar en cuenta la calidad en el secado de grano de maíz
blanco que se realiza para tener un mayor alargue en la conservación del mismo.
El secado artificial del maíz es una práctica ampliamente difundida, que al mismo tiempo
origina una serie de diversos problemas que afecta en los costos y la calidad del producto. El
secado constituye un cuello de botella para la mayoría de las plantas de acopio, sobre todo
aquellas ubicadas en las regiones en donde la recepción de este producto acepta con niveles
por encima de 15.0% de humedad.
La finalidad principal de esta investigación es ofrecer a la empresa información de utilidad
para mejorar las características del proceso analizado haciéndolo más eficiente y
manteniendo un control operativo en el mismo. Para esto la ingeniería industrial nos ofrece
una gran cantidad de herramientas estadísticas para resolver los problemas, en este caso,
damos prioridad al uso del diseño de experimentos enfatizando en la metodología de Taguchi.
La información de esta tesis parte de los antecedentes e importancia del maíz, donde se
demuestra que ha sido tan importante a escala nacional e internacional, consolidándose como
una de las principales bases alimentarias. Se explica también en forma organizada como es
que esta técnica cumple con la resolución del problema dentro del proceso de secado,
analizando los factores y finalmente aplicando el diseño de experimentos para poder así,
realizar las conclusiones y recomendaciones que se le ofrecen al personal de la empresa
donde se realizaron las pruebas, tomándose de forma segura las decisiones finales.
El fundamento teórico detalla las ventajas y desventajas del secado artificial del grano como
tema principal que afecten en su calidad y desarrollo del mismo, quedando en práctica el
seguimiento de la metodología del diseño de experimento como aplicación en la empresa,
apoyado mediante la utilización del software estadístico Minitab y Statgraphics
principalmente.

2
El procedimiento se realiza de manera que cumpla con todos los pasos e indicaciones
aplicadas actualmente en el sector de almacenamiento y acopio de maíz, las actividades
principales llevadas a práctica que componen todo el proceso de flujo de la gramínea, así
como también se muestra un croquis representativo para facilitar la comprensión del flujo y
recorrido del maíz dentro de la empresa y después ubicar de forma más explícita los factores
que intervienen en el proceso de secado incluyendo el análisis de varianza de respuesta como
objetivo y el cálculo de la normalidad y prueba de hipótesis.
El impacto económico se determinó en base a la obtención de calidad en el grano para su
conservación y embarque, de manera que la toma de muestras definidas, en conjunto con el
monitoreo de bodegas muestren los resultados más convenientes en el informe de calidad del
maíz resultando positivo el cálculo de ganancias y beneficios monetarios para la empresa.
1.0 Planteamiento y justificación del problema.
El centro de acopio GRANISSA, presenta una necesidad latente en una de sus operaciones a
realizar, llamado secado artificial de maíz, siendo este un punto crítico de control, ya que si
no cumple con la especificación de calidad que es en el intervalo de 14.0% al 15.5% de
humedad surgen problemas, es decir, que constatando que en los registros anteriores se ha
observado que algunas muestras de humedad del grano después de haber pasado por la
secadora, sé han obtenido valores mayores del 15.5% (ocupa recirculación) y menores de
13.0% (puede sufrir daños) de humedad, que ha implicado gasto extra, reproceso, demora y
disgustos e inconformidad de parte de los clientes.
Un buen pronóstico se calcularía de manera cuantitativa, ya que, al obtener los resultados de
las humedades de entrada, se efectuaría una especificación de parámetros en los valores a
determinar en el uso del equipo secador, para que así el operador aplique los factores
adecuadamente y no recurra solo a sus habilidades y experiencia propia.

3
La empresa actualmente presenta estadísticamente una pérdida de producto de 10% una vez
aplicado el secado artificial y se mejorará el nivel de calidad del grano de maíz por encima
del porcentaje actual. El equipo secador de maíz cuenta con controles de operación donde el
flujo y la temperatura se determinan por medio de la experiencia del operador (no por medios
cuantitativos), estos niveles son observados por medio de un display que marca todos los
movimientos realizados en cuanto a los factores de tiempo y temperatura, pero presenta la
desventaja de que no marca automáticamente el porcentaje de pérdida de humedad, por lo
que se procede al muestreo.
2.0 Pregunta de investigación.
¿De qué manera se podría lograr que el proceso de secado artificial de maíz blanco, mejore
la calidad del producto minimizando pérdidas?
Objetivo general.
Mejorar el proceso de secado artificial en la empresa GRANISSA, en base a un diseño
experimental, mediante el análisis de los factores que afectan la calidad del maíz blanco.
Objetivos específicos.
Identificar los factores, niveles y variables que intervienen en la calidad del producto
obtenido por el secado.
Determinar el proceso formal de secado artificial.
Formular hipótesis o posibles respuestas al problema presentado.
Ejecutar análisis de varianza (ANOVA) para determinar el peso de cada variable
involucrada.
Seleccionar el diseño de experimentos con sus factores y variables.
4
Interpretar los resultados utilizando métodos gráficos considerando todos los datos
observados.
Extraer conclusiones para generar el proceso y procedimientos que den estabilidad al
producto.
3.0 Alcances y limitaciones.
Dentro del estudio a realizar se comprende que el tipo de secadora estacionaria o fija es la
que corresponde para este caso, omitiendo la secadora de flujo continuo y la de columnas, la
experimentación se llevará a cabo en una sola empresa, pero subrayando que este tipo de
secadora la utilizan varias empresas almacenadoras en el estado de Sinaloa. Las variedades
que entran dentro de este estudio son Dekalb 2030, DK 2038 y DK 3000 ya que son las únicas
que maneja la empresa en cuestiones de granos de maíz hasta el momento. Los niveles a
estudiar que se tomaron para cada factor se determinaron en base a la experiencia propia de
los operadores que laboran en planta y el responsable de la misma. Para el caso de la
temperatura se utilizaron el nivel alto y bajo correspondiente a 120oF – 180oF, para el caso
del tiempo se utilizaron también dos niveles de 15 y 30 minutos, para el tercer factor que fue
el caudal de aire se utilizó un alto y un bajo correspondiente a 1 628 m³/minuto -
3,000 m³/minuto, para el cuarto y último factor controlable se tomó al operador del primer y
segundo turno respectivamente. En cuanto a los factores ambientales como la humedad de
entrada del grano, temperatura ambiente, humedad relativa y variedad se tomaron en cuenta
para un arreglo externo identificados como factores de “ruido” y finalmente se descartaron
las impurezas y el grano quebrado debido a que en un punto anterior existe una etapa de
cribado que funcionó correctamente disminuyendo los niveles de estos últimos.
Una de las limitaciones importantes es la disponibilidad del tiempo, así como la utilización
de recursos como la materia prima y energéticos, ya que se complica detener las actividades
propias de la empresa, por lo que la alta dirección optó por desarrollar esta experimentación
en base a la observación del proceso de secado y muestreo de acuerdo a las tareas rutinarias
de los trabajadores.

5
Capítulo I. La Industria del maíz en Sinaloa y su proceso de industrialización.
El maíz es el único cereal de origen americano que se ha convertido en uno de los cultivos
principales en todo el mundo y el aumento de su consumo como alimento básico se debió a
que rinde más que el trigo, el centeno o la cebada. Gracias a su bajo precio, se convirtió en
el alimento principal y la fuente central de energía y proteínas para la gente. Actualmente,
85% de los países cultivan maíz. (SIAP, 2014).
Dentro de los granos básicos, el maíz presentó mayor incremento en el volumen de
producción, pues con una tasa media anual de crecimiento (TMAC) de 2.7%, pasó de 615.8
millones en 1998 a 822.7 millones en el 2008. El 80% de la producción de maíz se concentró
en 10 países; Estados Unidos ocupó el 1er lugar con 40%, China el 2° con el 20%, Brasil en
el 3° con el 6% y México en 4° con el 3% de la producción. Los otros seis países fueron
Argentina, Francia, la India, Indonesia, Italia y Sudáfrica, que en conjunto agruparon el 11%
del volumen producido de maíz (Fig. 1.1) Los cambios en volúmenes de producción más
acelerados correspondieron a Brasil y la India, cuyas TMAC de 6.5% y 5% implicaron que
en 10 años su producción se incrementara en más del 70%; en el caso opuesto Francia e Italia
tuvieron una TMAC cercana a cero. Estados Unidos y México tuvieron un comportamiento
similar al del promedio mundial, con TMAC de 1.9% y 2.5% respectivamente, que en cada
caso representaron incrementos de alrededor del 30% en el volumen de producción entre
1998 y 2008. (Sagarpa-Siap, 2012)
Gráfica. 1.1 Principales países productores de maíz en el periodo 1998-2008.
(Sagarpa-Siap, 2012)

6
La superficie cosechada de maíz a nivel mundial tuvo una TMAC de 1.4%, lo que significó
un incremento de 138.8 millones de hectáreas en 1998 a 161.0 millones de hectáreas en 2008.
El 71% de la superficie cosechada lo concentraron 12 países, como en el caso del volumen
de producción, Estados Unidos, China y Brasil se mantuvieron en los tres primeros lugares
con 21%, 18% y 9% de la superficie cosechada respectivamente y TMAC de 0.7%, 1.5% y
2.9% respectivamente. Por su parte, México ocupó el 4° lugar en superficie cosechada de
maíz con el 5% del total mundial, pero con una tendencia ligeramente a la baja reflejada en
una TMAC de -0.6%. 6. (Sagarpa-Siap, 2012)
En cuanto a rendimientos de los principales productores de maíz se refiere, destacó Estados
Unidos con un promedio de 9 ton/ha, sin embargo, hubo países como Kuwait y Jordania que
se ubicaron en los últimos lugares de producción, pero lograron los mejores rendimientos en
el periodo, superando las 18 ton/ha, destacando además que en 1998 Jordania obtenía 8.9
ton/ha y en 2008 logró llegar a las 18.4 ton/ha. Cabe mencionar también que a pesar de que
México se encontró entre los principales países productores y sus rendimientos se
incrementaron de manera constante, su promedio en el periodo (2.8 ton/ha) estuvo muy por
debajo del promedio mundial (4.6 ton/ha), ocupando el lugar 69 a nivel
internacional.(Sagarpa-Siap, 2012).
A nivel nacional el grano que más se produce es el maíz, esto debido a que constituye la
principal fuente de energía para la dieta alimenticia de los mexicanos y por otro lado se utiliza
como forraje para el consumo animal. De acuerdo con datos del Sistema Información
Agroalimentaria de Consulta (SIACON) la producción de maíz ha presentado una tendencia
al alza durante los últimos once años, esto en virtud de que en 1998 se produjeron 18, 454,710
toneladas y para el 2008 el volumen de producción fue de 24´410,279 toneladas, lo que
significa una TMAC de 2.6%. (Sagarpa-Siap, 2012)
Por lo que podemos afirmar que a nivel mundial México es uno de los países que figuran en
la producción de Maíz de distinta variedad. El maíz es el cultivo más importante de México.
El maíz blanco en grano se utiliza principalmente para la elaboración de las tradicionales
tortillas y tamales, pero de él también pueden obtenerse aceite e insumos para la fabricación
de barnices, pinturas, cauchos artificiales y jabones. (SIAP, 2014).

7
Gráfica 1.1.2 Elaboración propia con datos tomados del (SIAP, 2014). Producción agrícola en México 2014. [En línea] http://www.siap.gob.mx/
Gráfica 1.1.3 Elaboración propia con datos obtenidos del (SIAP, 2014). Principales cultivos en México en base al valor de la producción 2014. [En línea] http://www.siap.gob.mx/
La planta del maíz es de aspecto robusto. Recuerda al de una caña. Tiene un solo tallo de
gran longitud, sin ramificaciones, que puede alcanzar hasta cuatro metros de altura, es decir,
poco más de la altura de dos hombres. Al hacerle un corte presenta una médula esponjosa.
La planta tiene flores tanto masculinas como femeninas. La inflorescencia masculina es un
espigón o penacho amarillo que puede almacenar de veinte a 25 millones de granos de polen.
Fresa (planta)39%
Plantero de tabaco
(planta)28%
Maíz grano5%
Noche buena (planta)3%
Maíz forrajero3%
Avena forrajera2% Otros
20%
Producción agrícola en México 2014 (toneladas)
30%
8%
8%7%5%
5%5%
32.3
Principales cultivos en México de acuerdo al valor de la producción 2014 (miles de pesos)
Maíz grano
Sorgo grano
Chile verde
Tomate rojo (Jitomate)
Trigo grano
Papa
Frijol
Otros
8
La femenina tiene menos granos de polen, mil como máximo, y se forman en unas estructuras
vegetativas denominadas espádices. (SIAP, 2014).
Imagen 1.1 Planta de maíz. (SIAP, 2014). Imagen 1.1.2 Maíz blanco nacional. (SIAP, 2014). [En línea] http://www.siap.gob.mx/ [En línea] http://www.siap.gob.mx/
El maíz requiere una temperatura cálida, entre 25 y 30ºC, y mucho sol para desarrollarse
bien. Sufre después de los 30ºC o con temperaturas frías menores a 8ºC. Además, necesita
mucha agua, alrededor de cinco milímetros de lluvia o riego diarios, en promedio. El maíz
se adapta muy bien a todo tipo de suelos, especialmente los ligeramente ácidos, profundos,
ricos en materia orgánica, con buen drenaje para no permitir encharcamientos que asfixiarían
las raíces. El maíz se siembra de forma manual, depositando la semilla en los surcos, o con
maquinaria. Se debe enterrar a una profundidad de cinco centímetros cada veinte o 25
centímetros, para que al crecer cuente con suficiente espacio. Entre surco y surco la
separación debe ser de aproximadamente un metro. El suelo necesita haber alcanzado una
temperatura de cuando menos 12ºC para la siembra. Para que la semilla germine, necesita de
15 a 20ºC. (SIAP, 2014).
La cosecha puede realizarse de forma manual, en la denominada “pizca”, separando las
mazorcas de la planta para llevarlas a un secado final, almacenarlas y desgranarlas
Inmediatamente después se secan con aire caliente y se pasan por un mecanismo desgranador.
Una vez extraídos los granos se vuelven a secar para eliminar la humedad. Hay otras
cosechadoras más grandes y modernas que abarcan hasta ocho surcos y van triturando los

9
tallos de la planta. La mazorca también se tritura y la cosecha se limpia por un dispositivo de
dos tamices. En la recolección, lo recomendable es que las mazorcas se encuentren bien
secas. (SIAP, 2014)
Según datos del SIAP (Servicio de Alimentación Agropecuaria y Pesquera), el aporte de
producción anual de maíz expresado en porcentaje en el periodo comprendido 1998 a 2014
del estado de Sinaloa en comparación con la producción anual del país mexicano es el
siguiente:
Año % producción Año % producción Año % producción Año % producción
2014 15.8391002 2009 25.99795283 2004 18.4643104 1999 8.338527493
2013 16.0068169 2008 21.99426735 2003 13.24216351 1998 14.19069683
2012 16.5246872 2007 21.82989317 2002 16.3231146
2011 16.60964099 2006 20.09034135 2001 13.16515711 �̅� 17.4084 2010 22.43540971 2005 21.68109984 2000 13.21118368 𝜎 4.3305
Tabla 1.1 Elaboración propia, extraída de datos del SIAP, Porcentaje de producción anual
a nivel nacional en el periodo 1998-2014. [En línea] http://www.siap.gob.mx/
Gráfica 1.1.4 Elaboración propia con datos extraídos del SIAP, 2014. Comparación entre
la producción de maíz nacional y el estado de Sinaloa en el periodo 1998-2014. [En línea]
http://www.siap.gob.mx/
0.00
5,000,000.00
10,000,000.00
15,000,000.00
20,000,000.00
25,000,000.00
30,000,000.00
2014 2013 2012 2011 2010 2009 2008 2007 2006 2005 2004 2003 2002 2001 2000 1999 1998
Comparación de la producción entre el maíz nacional y el estado de Sinaloa
Series1 Series2

10
Según la Secretaría de Economía Sinaloa, es el líder nacional en la producción de alimentos,
la cercanía geográfica al mercado de Estados Unidos, así como la experiencia e
instrumentación tecnológica en la industria alimenticia, propician el desarrollo de Sinaloa.
Una llanura ecológica con tierra fértil, abundante luz solar, esteros y 11 ríos entre la Sierra
Madre y el Mar de Cortés, hacen de Sinaloa la plataforma ideal para la producción y
procesamiento de alimentos con extraordinaria calidad. Esto hace factible la instalación de
industrias manufactureras de clase mundial, que combinadas al desarrollo y establecimiento
de empresas en tecnologías de información (TI), software e industria turística diversificada,
resultan ser el binomio para impulsar los negocios en materia logística y de biotecnología.
El Producto Interno Bruto (PIB) del estado ascendió a más de 324 mil millones de pesos en
2013, con lo que aportó 2.1% al PIB nacional. En México se registraron 23,316
investigadores en enero de 2015, de los cuales 1.5% corresponden a Sinaloa. La mayoría de
los investigadores del estado se concentraron en las áreas de Biotecnología y Agropecuaria,
así como en Ciencias Sociales. (SE, 2015)
Gráfica 1.1.5 Elaboración propia extraída con datos del (SIAP, 2014), Producción anual de maíz (tons.) en el estado de Sinaloa en el periodo 1998-2014. [En línea] http://www.siap.gob.mx/cierre-de-la-produccion-agricola-por-cultivo/.
2014 2013 2012 2011 2010 2009 2008 2007 2006 2005 2004 2003 2002 2001 2000 1999 1998
3,686,274.43
3,627,777.51
3,646,875.26
2,929,179.50
5,227,872.02 5,236,719.74 5,368,861.92
5,132,808.61
4,398,420.47
4,192,845.65
4,004,139.58
2,741,315.89
3,149,994.63
2,650,713.82
2,319,475.00
1,476,451.00
2,618,852.00
11
Desde 1993 Sinaloa se convirtió en uno de los principales estados abastecedores de maíz en
México, al aportar más de 2 millones de toneladas al año. Durante la década de los noventa
su producción promedio fue de 1.78 millones de toneladas, notoriamente superior a las 143
mil toneladas que la entidad aportaba en los ochenta. En el año 2000 Sinaloa ocupó el
segundo lugar en la producción de este alimento, superado sólo por el estado de Jalisco, y
seguido muy de cerca por los estados de Chiapas y México, cuya producción también superó
los dos millones de toneladas. Debido a que Sinaloa presenta los rendimientos más altos a
nivel nacional, la entidad cuenta con una importante ventaja comparativa en la producción
de maíz. Además, es el principal productor de maíz en el ciclo otoño-invierno, lo que le
permite tener mayor acceso al mercado nacional, pues la mayoría de las entidades
productoras obtienen su mayor oferta en el ciclo primavera-verano. No obstante, las fuertes
ventajas en la producción de maíz, Sinaloa presenta serios problemas de comercialización.
Aún en presencia de la Compañía Nacional de Subsistencias Populares (Conasupo) la entidad
tenía problemas para poder comercializar su producción. Durante el ciclo otoño-invierno
1997/1998 la región norte de la entidad sólo tenía capacidad para almacenar 260 mil
toneladas de maíz, en tanto que la producción por cosechar ascendía a 901 mil toneladas.
Tampoco tenía la capacidad de movilizar las cosechas hacia los centros consumidores debido
a que Ferrocarriles Mexicanos fue incapaz de otorgar las 150 unidades diarias que demandaba
el sector en el periodo de cosechas. Esta situación se sigue presentando y es probable que la
desaparición de Conasupo haya agudizado esta problemática. Los problemas de
comercialización no son exclusivos del maíz como producto, ni de Sinaloa como entidad.
Los estados que cuentan con excedentes de granos se enfrentan a problemas de
comercialización similares. Según información de Secofi (2001), en 1994 las importaciones
de maíz fueron de 2.22 millones de toneladas. El crecimiento del consumo, que pasó de 6.69
millones de toneladas en 1995 a 8.26 millones de toneladas en 1996 (SAGARPA, 1998),
determinó que las importaciones rebasaran en más de tres millones la cuota pactada para el
último de los dos años. En 1997 las importaciones descienden, en relación con 1996,
ubicándose en 2.47 millones de toneladas, y para 1998, 1999 y 2000 vuelven a superar los 5
millones de toneladas. Vale la pena mencionar que, no obstante, las importaciones de maíz
superaron la cuota establecida en el TLCAN, no fue sino hasta diciembre de 2000 que el
Gobierno estableció el Impuesto General de Importación para las mercancías originarias de
12
América del Norte. Para el maíz importado proveniente de tales países se estableció un
arancel de 3% al maíz blanco, y de 1% al maíz amarillo(Salazar et al., 2006). Para el año
2001, los cupos de importación autorizados por el gobierno superaron en un amplio margen
la cuota establecida en el TLCAN, al rebasar los cinco millones de toneladas. De acuerdo
con algunas opiniones, las experiencias de 1996, 1998, 1999 y 2000 son un ejemplo de la
posición del gobierno mexicano en la construcción de un dumping técnico a los productores
de maíz, y por el cual se entiende como la acción de inundar el mercado con importaciones
baratas. Por lo general, el dumping lo realiza un país sobre otro, pero en este caso lo realizó
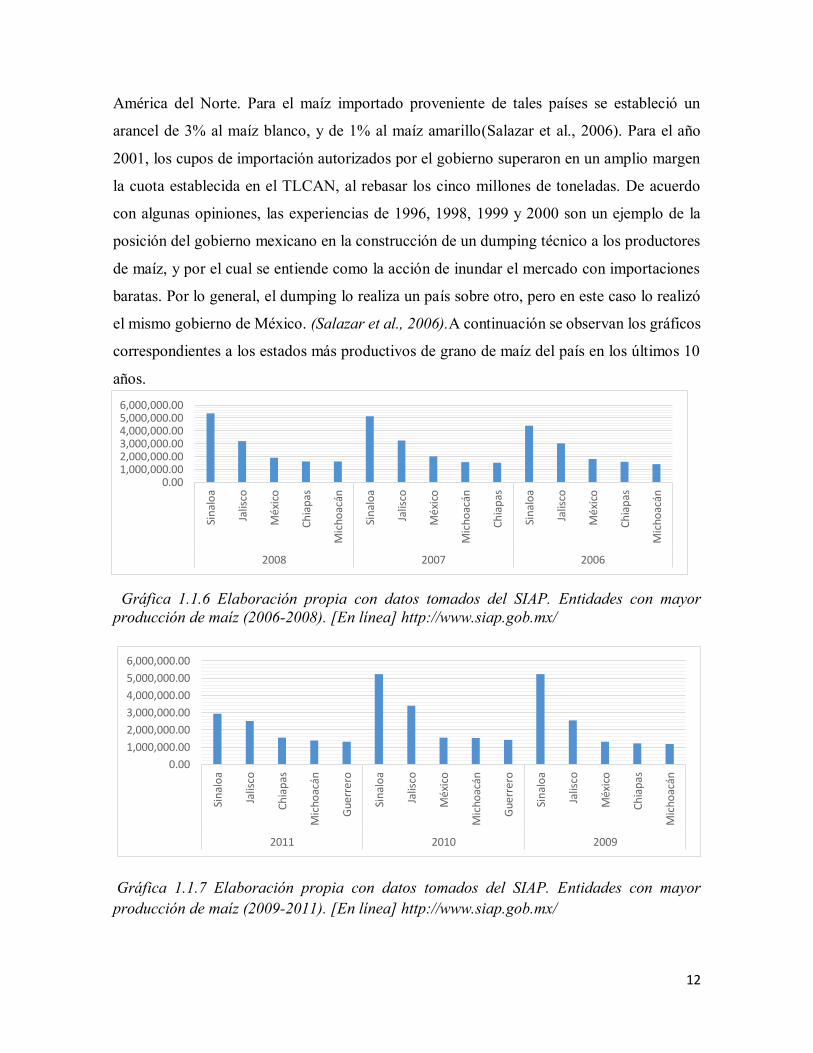
el mismo gobierno de México. (Salazar et al., 2006).A continuación se observan los gráficos
correspondientes a los estados más productivos de grano de maíz del país en los últimos 10
años.
Gráfica 1.1.6 Elaboración propia con datos tomados del SIAP. Entidades con mayor producción de maíz (2006-2008). [En línea] http://www.siap.gob.mx/
Gráfica 1.1.7 Elaboración propia con datos tomados del SIAP. Entidades con mayor producción de maíz (2009-2011). [En línea] http://www.siap.gob.mx/
0.001,000,000.002,000,000.003,000,000.004,000,000.005,000,000.006,000,000.00
Sin
alo
a
Jalis
co
Méx
ico
Ch
iap
as
Mic
hoac
án
Sin
alo
a
Jalis
co
Méx
ico
Mic
hoac
án
Ch
iap
as
Sin
alo
a
Jalis
co
Méx
ico
Ch
iap
as
Mic
hoac
án
2008 2007 2006
0.00
1,000,000.00
2,000,000.00
3,000,000.00
4,000,000.00
5,000,000.00
6,000,000.00
Sin
alo
a
Jalis
co
Ch
iap
as
Mic
hoac
án
Gu
erre
ro
Sin
alo
a
Jalis
co
Méx
ico
Mic
hoac
án
Gu
erre
ro
Sin
alo
a
Jalis
co
Méx
ico
Ch
iap
as
Mic
hoac
án
2011 2010 2009
13
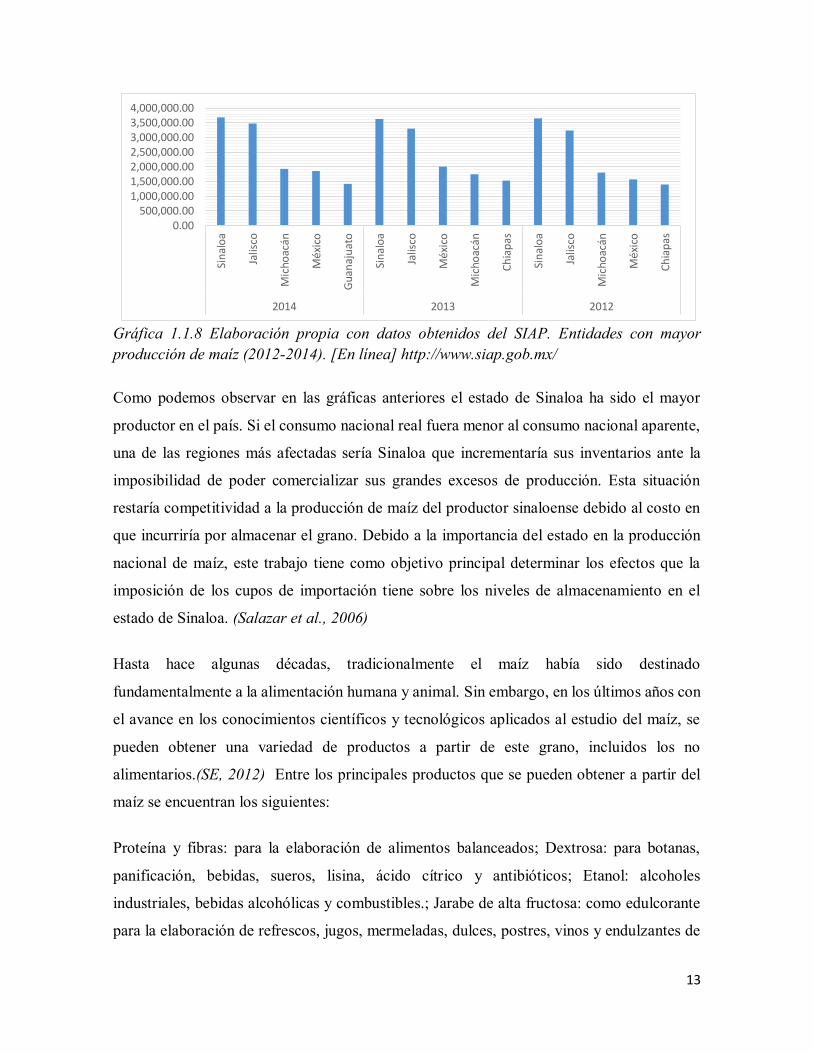
Gráfica 1.1.8 Elaboración propia con datos obtenidos del SIAP. Entidades con mayor producción de maíz (2012-2014). [En línea] http://www.siap.gob.mx/
Como podemos observar en las gráficas anteriores el estado de Sinaloa ha sido el mayor
productor en el país. Si el consumo nacional real fuera menor al consumo nacional aparente,
una de las regiones más afectadas sería Sinaloa que incrementaría sus inventarios ante la
imposibilidad de poder comercializar sus grandes excesos de producción. Esta situación
restaría competitividad a la producción de maíz del productor sinaloense debido al costo en
que incurriría por almacenar el grano. Debido a la importancia del estado en la producción
nacional de maíz, este trabajo tiene como objetivo principal determinar los efectos que la
imposición de los cupos de importación tiene sobre los niveles de almacenamiento en el
estado de Sinaloa. (Salazar et al., 2006)
Hasta hace algunas décadas, tradicionalmente el maíz había sido destinado
fundamentalmente a la alimentación humana y animal. Sin embargo, en los últimos años con
el avance en los conocimientos científicos y tecnológicos aplicados al estudio del maíz, se
pueden obtener una variedad de productos a partir de este grano, incluidos los no
alimentarios.(SE, 2012) Entre los principales productos que se pueden obtener a partir del
maíz se encuentran los siguientes:
Proteína y fibras: para la elaboración de alimentos balanceados; Dextrosa: para botanas,
panificación, bebidas, sueros, lisina, ácido cítrico y antibióticos; Etanol: alcoholes
industriales, bebidas alcohólicas y combustibles.; Jarabe de alta fructosa: como edulcorante
para la elaboración de refrescos, jugos, mermeladas, dulces, postres, vinos y endulzantes de
0.00500,000.00
1,000,000.001,500,000.002,000,000.002,500,000.003,000,000.003,500,000.004,000,000.00
Sin
alo
a
Jalis
co
Mic
hoac
án
Méx
ico
Gu
anaj
uat
o
Sin
alo
a
Jalis
co
Méx
ico
Mic
hoac
án
Ch
iap
as
Sin
alo
a
Jalis
co
Mic
hoac
án
Méx
ico
Ch
iap
as
2014 2013 2012

14
bajas calorías; Aceites: comestible de uso doméstico y alimentos para bebé; Almidón: para
la elaboración de pan, atole, alimentos infantiles, cerveza, cartón corrugado y papel; Glucosa:
para la fabricación de dulces, caramelos y chicles; Colorante: en los procesos para la
elaboración de refrescos, cerveza, licores, embutidos y panificación; Esta variedad de
productos que actualmente se fabrican a partir del maíz, hasta hace unos pocos años no habían
significado problema alguno para la dinámica de la oferta mundial. Con la entrada de los
biocombustibles a escena desde hace menos de una década, se observa que la oferta mundial,
aunque reacciona a los incrementos de los precios, no lo ha podido hacer a la misma
velocidad a la que se mueve la demanda. Si a lo anterior le sumamos los efectos adversos del
cambio climático en la producción agrícola de los últimos años, podemos explicar una buena
parte de los incrementos en los precios de los productos agrícolas y su impacto en el sector
alimentario mundial. (SE, 2012).
1.1 El proceso de acopio de maíz blanco.
Inicio
Entrada de Camión
con carga
Se rechaza
No cumple
Muestreo y análisis
de maíz (NMX)
Cumple
Toma de peso en
bruto
Cumple
Descarga de maíz
en volcador
Secado artificial de
maíz (14.7%) Transporte en
elevadores Precribado
No cumple
Transporte en
elevadores
Cumple
Encostalado
Almacenado
Embarque
Determinación de
humedad (NMX)
Fin
Muestreo y análisis
de maíz (NMX)
Carga de maíz
No cumple
Transporte
Cuadro 1.1 Elaboración propia. Proceso de flujo del acopio de maíz blanco.

15
Control de Entrada / Salida.
N° 0 0 3 8 1 0
Transportista: ___________________________ Fecha: ________________ Placas de medio de transporte: ______________ Hora: _________________ Bodega: ________________________________ Peso Bruto: _____________________________ Peso Tara: ______________________________ Peso Neto: ______________________________
Observaciones:
Nombre y firma del responsable. Nombre y firma del transportista.
El proceso de acopio de maíz blanco se presenta de la siguiente manera.
Paso 1. La recepción de las unidades es el primer paso, aquí se toman los datos del productor,
nombre del chofer, marca y placas del camión de carga, para así iniciar con un buen orden
brindándole buena atención al cliente. (Procedimiento observado en la empresa)
Fig. 1.1.2 Elaboración propia. Ejemplo de control de entrada y salida.
Paso 2. En la báscula se registra el peso inicial con el camión cargado, pero antes de eso se
muestrea el camión, para efectos de rechazo o aceptación del producto. Después de que se
acepta, se procede a descargar la unidad para que al final se realice el pesaje de tara para
determinar el peso neto.
El muestreo se puede considerar la etapa más importante del proceso de valoración de
calidad, ya que de este dependerá si el resultado de un análisis refleja fielmente las
condiciones de todo el producto. Un muestreo deficiente conducirá siempre a resultados
erróneos, a pesar de que los análisis se realicen con el mayor cuidado y precisión. (Maritimo,
Tomas, & De, 2006)
M A I Z
Fig. 1.1.1 Elaboración propia. Recepción de transportes de carga.

16
El muestreo se define como el método o conjunto de prácticas que tienen por objeto la
obtención de una muestra de un lote o de una remesa del que se desea conocer sus
características de calidad. La porción extraída debe conservar fielmente las condiciones de
donde proviene el material que se evalúa. La muestra puede definirse como una porción, que,
aunque ha sido extraída de una población total, en este caso los granos, conserva
proporcionalmente la misma composición que la del universo de donde proviene. (Maritimo
et al., 2006)
El muestreo deberá ser realizado por una persona honesta, con los conocimientos, capacidad
y experiencia adecuada para desempeñar de manera correcta sus funciones. Deberá contar
con la agudeza suficiente y una capacidad de observación que le permita reconocer
situaciones que solo son detectables al momento de muestreo, como por ejemplo en el caso
de temperaturas anormales y olores objetables. (Maritimo et al., 2006)
Para el caso de maíz en camiones, se utilizará la sonda de once alvéolos separados (1.80
metros de longitud). Deberá considerarse el volumen del lote para poder determinar el
número de inserciones que tendrán que hacerse para la obtención de la muestra
representativa, de esta manera en los camiones con capacidad menor a 25 toneladas deberán
hacerse cinco inserciones (caja normal), en los de 25 a 45 toneladas (caja grande) serán ocho
inserciones. (DICONSA, 2014).
Imagen 1.1.2 Homogeneización de maíz. Imagen 1.1.3 Determinadores de humedad.

17
Fig 1.1.3. Puntos de muestreo para un camión con carga de 25 toneladas aproximadamente.
Fig 1.1.4. Elaboración propia. Puntos de muestreo para un camión con carga de 30 a 45 toneladas aproximadamente.
La sonda de alvéolos debe ser introducida al granel con un ángulo de inclinación de
aproximadamente 10°-20° grados, para aprovechar que el grano caiga dentro del muestreador
debido a la fuerza de gravedad y de empuje de la propia masa del grano. La técnica de
muestreo con equipo neumático fijo hace más eficiente y rápido el muestreo, a través de un
sistema con sonda neumática de succión que se maneja desde el interior de la caseta de
recepción desde donde se toma la muestra, considerando el mismo número de inserciones
que para el caso de muestreo con sonda de alvéolos. (DICONSA, 2014)
Secuencia para el análisis de maíz:
1.- Muestra primaria.
2.- Homogeneización y división de la muestra.
3.- Muestra Representativa (2 kg. – 3 kg.)
4.- Análisis sensorial (olor, vista, tacto).
Determinación de densidad. (1.125 kg. – 1.250 kg.
5.- División de la muestra. Determinación de impurezas (1 Kg.)
Determinación de humedad y temperatura (250grs.)
(DICONSA, 2014), (Aplicaci, Esta, & Para, 2002)
2
1
33
4
5
1
2
3
4
5
7
8
9

18
6.- Análisis selectivo. (Quebrados, pigmentados y por daños). Por daños: Por calor, insectos,
germen café, hongos y podridos. Otros daños: Inmaduros, germinados, roedor, manchados y
por microorganismos. (DICONSA, 2014)
Una vez analizado el maíz, se descarga el camión por efecto de gravedad, cayendo el maíz
a una fosa protegida por una malla filtradora y posteriormente por una pre-criba para que este
se almacene con el mínimo de impurezas.
Imagen. 1.1.4 Descarga de Maíz en la empresa GRANISSA. Fig. 1.1.5 Etapa precribado.
(Aguirre, 1988)
En esta etapa el operador decide si el maíz se envía directamente a bodega o si se requiere
que el producto ocupe de secado artificial, la decisión dependerá si la humedad exige el
proceso o si naturalmente el producto ya viene seco de campo.
1.2 El proceso de secado de maíz a nivel industrial.
La etapa siguiente es crítica para el control de la semilla en cuanto a su almacenaje y
conservación, es llamado secado artificial de maíz, este, es el proceso mediante el cual se
elimina cierta cantidad de agua que contiene el grano y, que se considera perjudicial. Lleva
implícito esto, que el grano debe entregarse con una temperatura que no exceda en más de
5°C la temperatura ambiente. El secado se ha transformado en obligatoria como consecuencia
de la cosecha anticipada, es decir cosechar cuando todavía el grano no ha adquirido la
madurez comercial. (FAO, 1993)

19
El proceso de secado artificial se realiza cuando la humedad excede de un porcentaje mayor
de 15.5%, entonces, el manejo de la secadora debe ser el óptimo ya que aquí surge un punto
crítico de control, donde el operador registra la humedad de entrada para determinar los
niveles de temperatura y tiempo que va aplicar desde los controles de la máquina.
>| |
Imagen. 1.2 Foto exterior de la secadora de la empresa GRANISSA.
El procedimiento que lleva a cabo el secador es el siguiente:
1. Toma de muestra inicial. (antes de pasar por la secadora).
2. Programación de la secadora mediante un display electrónico.
3. Toma de muestra final (después de pasar por la secadora). (de Bahía, 2011)
En el muestreo inicial se calcula la humedad utilizando un determinador analítico de
humedad llamado Motomco, para se debe pesar 250 gramos de maíz, después se mide la
temperatura con un termómetro de mercurio y se procede a calcular utilizando el Motomco
(medidor de humedad), este mismo, arroja una cantidad para después interpretar esta lectura
en una tabla de conversión de humedad certificadas por autoridades competentes.
(DICONSA, 2014)

20
Al aplicar el descuento de maíz, la empresa se protege, ya que a la hora de secar el grano de
maíz disminuye su peso. Calculando el descuento para humedad 18 para un peso neto de 28
toneladas: Para poder aplicar descuento al maíz, se requiere de que el grano posea una
humedad mayor a 14.0, por cada décima se le aumenta 1.16. Si el grano trae una humedad
del 18 primero restamos 18 menos 14, y observamos que existen cuatro décimas de
diferencia. Entonces, 4 por 1.16 es igual a 4.64 y eso lo dividimos entre 100; por lo tanto el
valor sería 0.0464. El peso neto del camión lo multiplicamos por 0.0464 lo que nos resulta:
(28000 kg) (0.0464) = 1299.2 = 1299 kg deducidos. (DICONSA, 2014)
Si la humedad es menor de 15.5% se envía a la bodega, si es mayor de 15.5 % se envía a la
secadora. (Estas operaciones son las realizadas por la empresa). El siguiente paso consiste en
almacenar adecuadamente el producto, seleccionado el destino que va tomar la descarga en
relación al porcentaje de humedad que posee el maíz, para así evitar el mínimo de mezclas y
reducir pérdidas. La humedad está en dependencia directa con la temperatura, a menor
temperatura una masa de granos con igual porcentaje de humedad, se conserva sin sufrir
daños durante más tiempo. (FAO, 1993)
Imagen. 1.2.1 Almacenamiento en silos en la empresa GRANISSA.

21
Se debe recordar que todos los granos son materiales higroscópicos, es decir, están
intercambiando humedad en forma permanente con el aire que los rodea. Este intercambio
ocurre hasta que se alcance una condición de equilibrio, la que está definida como: La
humedad en la que a una temperatura dada y, con el aire a una humedad relativa dada, el
grano no toma ni pierde humedad. Es por estas razones que las secadoras, utilizan aire
caliente como agente desecante, ya que se hace vapor y la extrae de los granos húmedos. Con
el aire caliente que producen las secadoras se rompe el equilibrio higroscópico, y esta rotura
produce una migración de la humedad de cada grano (agua interior), hacia las capas
exteriores, migración que es mucho más fuerte cuanto más caliente es el aire, o este
circulando más fuertemente. (de Bahía, 2011)
.
Para el monitoreo de granos, se realiza un muestreo y una cubicación de las bodegas, el
muestreo se realiza por lotes, esto es, que por cada lote se toman tres muestras a una
profundidad de tres metros, dos metros y un metro, así, hasta extraerse representaciones de
toda la bodega y analizarlas completamente, y para facilitar la cubicación se utiliza un
distanciómetro que funciona por medio de láser y capturándose los datos coleccionados en
un software estadístico determinando así, el volumen existente en la bodega. (FAO, 1993)
El analizar el porcentaje de humedad en
los granos almacenados
periódicamente, es un requisito de la
empresa, para que se cumpla con un
aseguramiento de calidad del producto
y proporcionar confianza al cliente. El
registro es muy importante para
demostrar al cliente cómo se comporta
la calidad del grano. (DICONSA, 2014)
Fig. 1.2 Monitoreo de granos. [En línea] http://www.fao.org/docrep/x5027s/x5027s0i.htm

22
1.3 Los niveles de calidad aceptables en el mercado.
Según la norma especializada en este caso existe la (NMX-FF-034/1-SCFI-2002).
Clasificación.
El maíz objeto de esta especificación se clasifica en los siguientes grados de calidad:
Grado 1, Grado 2, Grado 3.
Especificaciones:
El maíz en sus tres grados de calidad, a que se refiere esta norma y con el objeto de facilitar
su comercialización, debe cumplir con las siguientes características:
Olor. El característico al grano de maíz sano, seco y limpio. No se permite el maíz que
presente olores de humedad, fermentación, rancidez, enmohecido o cualquier otro olor
extraño, esto se determina de acuerdo al método descrito en el inciso 7.1. (Aplicaci et al.,
2002).
Humedad. La clasificación del maíz puede realizarse con diferentes niveles de humedad, sin
embargo se considera que el contenido de humedad que permite el manejo, conservación y
almacenamiento del maíz, es del 14 %. Esto se determina de acuerdo al método descrito en
el inciso 7.3 (Aplicaci et al., 2002)
El último paso es el embarque,
normalmente se realiza por vía
ferrocarril y en camiones de carga ya
que GRANISSA es una empresa
trasnacional que trabaja para empresas
como Cargill y Bachoco.
Imagen. 1.2.2 Embarque vía férrea. [En línea] www.ferromex.com.mx

23
Densidad (peso hectolítrico). Para el caso de maíz blanco en la elaboración de tortillas de
maíz y productos de maíz nixtamalizados de calidad comercial, se considera que el grano
deberá tener una densidad mínima de 74 kg/hl. Esto se determina de acuerdo al método
descrito en el inciso 7.4 de la norma (Aplicaci et al., 2002)
Material genéticamente modificado (productos biotecnológicos). El uso de maíz
genéticamente modificado mediante técnicas de la biotecnología recombinante, estará sujeto
a las disposiciones aplicables. (Aplicaci et al., 2002)
Aplicación de agroquímicos. Los granos de maíz destinados a procesos alcalinos para su
posterior consumo humano, en ningún caso deben aceptarse con evidencias de haber sido
tratados para semilla de siembra, ni con aplicaciones de plaguicidas, fungicidas, insecticidas
u otros productos químicos que se encuentren fuera de la normatividad sanitaria establecida
por conducto de la "Comisión Intersecretarial para el Control del Proceso y Uso de
Plaguicidas, Fertilizantes y Sustancias Tóxicas” (CICOPLAFEST); sólo se aceptan los
productos químicos expresamente autorizados para fines de conservación. El maíz tampoco
debe contener ninguna excreta de roedor u otro animal, ni semillas tóxicas que pongan en
riesgo la salud humana. NMX-FF-034/1-SCFI-2002
Microorganismos y parásitos. El maíz, cuando se analice siguiendo métodos de muestreo y
examen apropiados, no deberá presentar cantidades de microorganismos o sustancias
generadas por ellos, que signifiquen un riesgo para la salud y debe estar exento de parásitos
que signifiquen un peligro para la salud, de conformidad con las normas correspondientes de
la Secretaría de Salud. (Aplicaci et al., 2002)
Aflatoxinas. Los granos de maíz destinados a consumo humano, deben cumplir las
tolerancias referentes a aflatoxinas producidas por los hongos Aspergillus flavus, A.
parasiticus y A. nomius determinadas por la Secretaría de Salud. (Aplicaci et al., 2002)
A continuación se muestra la tabla de especificaciones la cual resume en cierta forma el
análisis de calidad del grano de maíz blanco nacional, por lo que el utilizado por la empresa
es el de grado uno.

24
Tabla de especificaciones. (Aplicaci et al., 2002).
Tabla de especificaciones.
Tabla 1.3 Especificaciones de calidad del grano de maíz.
1.4 Problemática del secado de maíz.
En la actualidad se almacenan cien mil toneladas de maíz blanco en la empresa GRANISSA.
Hoy no existe un control eficiente de los factores que intervienen en el proceso de secado,
con esto se da a entender que los factores controlables (temperatura, flujo y entrada) y no
controlables (humedad ambiente), afectan directamente la calidad del producto pero no se
sabe en qué proporción.
En base a que en algunas ocasiones se han observado detalles del personal operador de
secadoras para lograr que la humedad del grano permanezca dentro de la especificación
permitida, surge la idea de realizar un análisis más profundo para evitar dichos desperfectos;
Cuando se emplea la secadora se originan algunas pérdidas de grano, como roturas y
producción de polvo, que no suelen ser muy altas, y que, en general, se compensan, como se
25
explicó anteriormente. La pérdida más importante es el sobre secado. Algunos cerealistas
realizan un sobre secado, para tener una mayor seguridad de almacenamiento, o para reducir
los problemas de "revenido" cuando despachan inmediatamente la mercadería a puerto. El
sobre secado puede tener alguna ventaja cuando se vende grano al exterior, pues los
compradores extranjeros obtienen una mercadería más seca, más segura, no están pagando
agua y requieren menos volúmenes de transporte para un mismo tonelaje. La diferencia
favorable para el vendedor se establecerá si los compradores están dispuestos a pagar un
precio extra por ese sobre secado. Pero el sobre secado tiene otro costo extra: el mayor
consumo de energía, que aumenta en mayor proporción cuanto más bajo es el contenido de
humedad final. El sobre secado representa, entonces, mucho dinero que se pierde, no sólo
para cerealistas, sino para la economía del país. (de Dios, 1996)
La palabra “calidad” aplicada al maíz es una propiedad multifacética y está afectada por
diversos factores, algunos de los cuales pueden ser modificados: el cultivar, las prácticas
culturales, el manejo post cosecha y el transporte. Actualmente se observa una tendencia
hacia la producción de maíces con características de calidad diferenciada para satisfacer los
variados aspectos de la demanda. Estas características están directamente asociadas con el
uso final del producto y justifican su comercialización con identidad preservada en
contraposición al grueso de la producción que lo hace como “commodity”. Los progresos en
la utilización del maíz dependerán de la nueva información que se produzca, como resultado
de investigaciones, sobre las interrelaciones de las propiedades físicas, químicas y biológicas
del granos de maíz con el genotipo, el ambiente de cultivo y el manejo pre y post cosecha
(Informe INTA, 2010).
El deterioro biológico de los granos (“grain spoilage”) es una variable que debe ser
controlada, tanto para el secado como en el almacenamiento. Este deterioro es una función
de la respiración de los granos y depende fuertemente de su temperatura y contenido de
humedad, así como del tiempo al que los granos son expuestos a esas condiciones. El
deterioro biológico puede disminuirse secando los granos hasta humedades inferiores a los
valores establecidos como seguros para el almacenamiento y acopiándolos en estructuras
adecuadas a temperaturas razonablemente bajas. Los valores de humedad seguros dependen
26
del tipo de grano, de la duración del almacenamiento y de las condiciones climáticas del lugar
de acopio, siendo para el maíz en México y Argentina es del 14,5% de humedad.
(Fernando, Rodriguez, & Lateral, 2001).
La estimación del deterioro del grano es esencial en la simulación del manejo y
operación del secadero, el deterioro del grano es la consecuencia directa de no completar el
secado lo suficientemente rápido (Sharp, 1982).
La calidad del maíz está determinada principalmente por la estructura y a composición
del grano. Las diferencias en estructura y composición dependen del cultivar así como de las
prácticas de manejo, el clima, el suelo y los métodos de cosecha y post cosecha. Algunas
características del grano vinculadas a su estructura y composición son:
• Dureza Endospérmica: contribuye a otorgarle al maíz resistencia mecánica, propiedad
deseable para mantener la integridad del grano durante las operaciones de cosecha y post
cosecha. Asimismo, la industria de la molienda seca requiere materia prima de grano duro
para obtener fracciones de los tamaños adecuados a las distintas aplicaciones de los productos
de esta molienda. (Fernando et al., 2001).
1.5 Tecnología de secado de maíz.
Francia es hoy en día el primer país productor de granos de Europa, y uno de los más
importantes del mundo. Su producción anual se acerca a los 60 000 000 t, de las cuales unas
30 000 000 corresponden al trigo y casi 14 000 000 al maíz. Este crecimiento francés se ha
experimentado en las últimas décadas, y ha sido causa para que se haya adoptado una
tecnología moderna para el manejo post cosecha de los granos. Esto se verifica
principalmente, en las instalaciones de almacenamiento y dentro de ellas, por las eficientes
técnicas de secado. (de Dios, 1996)
El maíz se cosecha en Francia con elevados contenidos de humedad que, en algunos reglones,
puede llegar al 40%. La mayoría de la producción se cosecha entre 30 y 35%. Entonces, el
secado constituye una preocupación fundamental para el acopio, por la alta acumulación de
partidas húmedas en la apoca de recolección, y por los elevados consumos de energía que

27
requiere la operación. Ante tal circunstancia se ha ingeniado para diseñar secadoras de
elevada eficiencia energética, que pueden procesar grandes volúmenes en poco tiempo y que
al mismo tiempo no afectan demasiado la calidad del grano. Gracias a la acción
mancomunada de fabricantes de secadoras, de grandes acopladores y cooperativas, y con el
apoyo de instituciones de investigación, se ha logrado tener hoy en el mercado francés
secadoras modernas que ellos llaman de la "nueva generación y que posiblemente, sean las
mejores a nivel internacional.(FAO, 1993)
Entre los institutos de investigación que han trabajado en estos aspectos debe destacarse al
ITCF (Instituí Technique des Céréales et Fourrages), en su Estación Experimental de
Boigneville. Muchas de las innovaciones que se detallan que tienen su origen en aquella
experiencia francesa, haciéndose referencia en cada oportunidad a la fuente respectiva.(de
Dios, 1996)
Es interesante describir la política que siguen en Francia muchos acopladores en la época de
cosecha de maíz. Como la temporada de cosecha se ha acortado mucho en los últimos
tiempos en dicho país, la concentración en las plantas de acopio de las partidas de ese grano
se ha agudizado en forma considerable. Como la mayoría del maíz arriba húmedo, el secado
se ha convertido en un cuello de botella para dichas empresas. (de Dios, 1996)
El tamaño o la capacidad de la secadora no debe ser el principal factor de elección, cuando
ya se ha seleccionado un tipo o marca determinada. Casi siempre, en las plantas modernas,
se opta por secadoras de buena capacidad, por razones obvias. Se debe tener en cuenta que
el precio de la secadora representa alrededor del 50% de una instalación de secado, porque
hay que pensar además en la noria elevadora, en el silo de grano húmedo, en la provisión de
combustible, en los ciclones para polvo, etc. Pero el costo del secado es un ítem considerable
de la planta y hay que meditar seriamente en el consumo de energía y la selección de personal
capacitado para su manejo. La opción por un tipo u otro de secadora es importante porque
existen diferencias entre ellos, con relación a uniformidad de secado, potencia requerida,
adaptación a diferentes granos, etc. Siendo el secado de granos una operación tan
trascendente, la adquisición de una secadora debe realizarse con un asesoramiento apropiado.
El comprador tiene que entender que su personal debe ser entrenado por el vendedor de las

28
secadoras durante un período prudencial. Tan perjudicial como una secadora deficiente, lo es
otra buena, manejada por personal incompetente. (FAO, 1993)
Toda secadora nueva debe estar provista de un manual donde estén indicadas las
especificaciones y medidas de la máquina, seguido (o en manual separado) de las
instrucciones para su correcto uso y ajustes. Dos argentinos, Marcelo Valfioriani y Marcelo
Lombardo, combinaron en el diseño Mega que vienen perfeccionando desde hace 12 años,
las virtudes de los sistemas existentes de caballete y de columna para las secadoras de granos.
(El Universo, 2011)
En este negocio de grandes volúmenes, riesgos e inversiones, alternativas de ahorro y mayor
eficiencia para que el producto llegue a su equilibrio de humedad requerido para ser
almacenado o consumido, sin comprometer su calidad, son muy importantes para el país,
más cuando los márgenes se estrechan y hay una remarcada tradición agrícola que implica
secar alrededor de 1 millón 580 mil toneladas de granos de arroz, maíz y soya por año (dos
cosechas). Asegura un proceso continuo sin recirculación, extracción hasta de 10 puntos de
humedad en una sola pasada, disminución de la capacidad de los equipos de carga y de
descarga, la eliminación de los tiempos muertos de llenado y vaciado de la secadora, y
disminución considerable del desgaste de los equipos, ya que la velocidad de descenso del
grano es muy lenta. (El Universo, 2011)
El secado artificial consiste en alterar las propiedades físicas del aire, (aumentar su velocidad
y temperatura y en algunos casos reducir su contenido de humedad) para secar las semillas.
Dependiendo de la forma en que fluyan las semillas en el proceso de secamiento. Se pueden
considerar tres sistemas de secamiento artificial: secamiento estacionario, secamiento
continuo y secamiento intermitente, además se debe de tener en cuenta que el precio de la
secadora representa el 50% de una instalación de secado (Aguirre, 1988).
A continuación se muestra una tabla donde se muestran las imágenes de las secadoras
convencionales más utilizadas en la actualidad.

29
Imagen del tipo de secadora. Características / Funcionamiento
Secadora de Flujo Continuo. Este
tipo de secadora maneja un flujo
constante del grano, la cual consta
de dos etapas, la primera de arriba
hacia abajo, es donde se aplica
aire caliente para evaporar el agua
contenida en el grano, y la
segunda etapa para enfriar el
grano de forma considerable. Se
utilizan principalmente en USA.
Secadora estacionaria. Este tipo
de secadora trabaja solo cuando el
espacio donde se almacena
temporalmente el grano para su
secado, está totalmente lleno, el
grano esta pseudo-estacionado
secándose hasta lograr su nivel
óptimo de humedad.
Secadora intermitente. Este tipo
de secadoras cuentan con un
conjunto de conductos en forma
de “V” invertida, por donde
circula el aire caliente o frío.
También son conocidas como de
flujo mixto. Se utilizan
principalmente en Europa
principalmente Francia.
Tabla 1.5 Elaboración propia. Principales secadoras convencionales en la actualidad.
[En línea]
www.viarural.com.uy/agricultura/secadoras/mega
[En línea] http://www.graindryers.com/
[En línea] http://www.graindryers.com/

30
CAPITULO II. DISEÑO DE EXPERIMENTOS.
2.1 Introducción al Diseño de Experimentos.
Investigadores de prácticamente todos los campos de estudio llevan a cabo experimentos,
generalmente para descubrir algo acerca de un proceso o sistema particular (Montgomery D.,
2004). Las personas realizan experimentos frecuentemente por ejemplo; trabajadores de una
ciudad buscan el camino más corto y/o rápido para llegar a trabaja, en cada casa se
experimenta con las recetas de cocina para mejorar el sabor de los platillos o se analizan
distintas alternativas para mejorar el estado físico (Ryan, 2007).
En la industria, la experimentación suele utilizarse básicamente en dos áreas: el diseño y la
mejora de procesos y productos. La experimentación proporciona en estos casos la
descripción aproximada de cómo se comportan los procesos y/o productos, restringida a una
sesión de interés. La mejora de los procesos es generalmente el objetivo hasta que este
alcanza el nivel deseado (Ryan, 2007). Pero, la mayoría de los problemas industriales, están
acondicionados por el tiempo y el presupuesto, lo que supone una limitación importante a la
hora de experimentar. Por eso todas las empresas deberían intentar responder antes de realizar
sus experimentos la siguiente pregunta: ¿cómo puedo obtener de los experimentos la mayor
información posible y de la manera más eficiente? (Lesso García, 2015).
En el diseño experimental, se identifican los efectos de las variables controlables e
incontrolables del producto. Este enfoque minimiza las variaciones en las dimensiones y
propiedades del producto y finalmente lleva la media al nivel deseado (Kalpakjian, 2006).
Los métodos utilizados para el diseño experimental son complejos. Comprenden el uso del
diseño factorial y de los arreglos ortogonales, que reducen el número de experimentos
requeridos. También son capaces de identificar los efectos de variables que no se pueden
controlar (llamadas ruido), como los cambios en las condiciones ambientales. El uso de estos
métodos produce (a) la rápida identificación de las variables de control (observando los
efectos principales), y (b) la habilidad para determinar el mejor método de control del
proceso. Algunas veces, el control de estas variables requiere equipo nuevo o modificaciones
importantes al equipo existente. (Kalpakjian, 2006)

31
Es común que estas pruebas o experimentos se hagan sobre la marcha, con base en el ensayo
y error, apelando a la experiencia y a la intuición, en lugar de seguir un plan experimental
adecuado que garantice una buena respuesta a las interrogantes planteadas. Algo similar
ocurre con el análisis de los datos experimentales, donde más que hacer un análisis riguroso
de toda la información obtenida y tomar en cuenta la variación, se realiza un análisis informal,
“intuitivo”. Es tal el poder de la experimentación que, en ocasiones, se logran mejoras a pesar
de que el experimento se hizo con base en el ensayo y error. Sin embargo, en situaciones de
cierta complejidad no es suficiente aplicar este tipo de experimentación, por lo que es mejor
proceder siempre en una forma eficaz que garantice la obtención de las respuestas a las
interrogantes planteadas en un lapso corto de tiempo y utilizando pocos recursos. El diseño
estadístico de experimentos es precisamente la forma más eficaz de hacer pruebas. El diseño
de experimentos consiste en determinar cuáles pruebas se deben realizar y de qué manera,
para obtener datos que, al ser analizados estadísticamente, proporcionen evidencias objetivas
que permitan responder las interrogantes planteadas, y de esa manera clarificar los aspectos
inciertos de un proceso o resolver un problema. (Gutierrez, H. 2004).
Algunos problemas típicos que pueden resolverse con el diseño y el análisis de experimentos
son los siguientes:
1. Comparar a dos o más materiales con el fin de elegir al que mejor cumple los
requerimientos. 2. Comparar varios instrumentos de medición para verificar si
trabajan con la misma precisión y exactitud. 3. Determinar los factores (las x vitales)
de un proceso que tienen impacto sobre una o más características del producto final.
4. Encontrar las condiciones de operación (temperatura, velocidad, humedad, por
ejemplo) donde se reduzcan los defectos o se logre un mejor desempeño del proceso.
5. Reducir el tiempo de ciclo del proceso. 6. Hacer el proceso insensible o robusto a
oscilaciones de variables ambientales. 7. Apoyar el diseño o rediseño de nuevos
productos o procesos. 8. Ayudar a conocer y caracterizar nuevos materiales.
(Gutierrez, H. 2004).

32
2.2 Definiciones
El término “experimento”, se refiere a la creación y preparación de lotes de prueba que
verifiquen la validez de las hipótesis establecidas sobre las causas de un determinado
problema o defecto, objeto de estudio. En un experimento, el experimentador elige ciertos
factores para su estudio, los altera deliberadamente de forma controlada y después, observa
el efecto resultante.(Fundibeq, 2007)
Una vez definido el tipo de estudio a realizar y establecer las hipótesis de investigación, el
investigador debe concebir la manera práctica y concreta de responder a las preguntas de
investigación. Esto implica seleccionar o desarrollar un diseño de investigación y aplicarlo
al contexto particular de su estudio. Diseño se refiere al plan o estrategia concebida para
responder a las preguntas de investigación. El diseño señala al investigador lo que debe hacer
para alcanzar sus objetivos de estudio, contestar las interrogantes que se ha planteado y
analizar la certeza de las hipótesis formuladas en un contexto en particular. (Martinez, 2008).
La metodología estadística por excelencia para optimizar la experimentación se conoce como
Diseño de Experimentos, la cual se abrevia como DDE o DOE proveniente de su significado
en inglés: “Design of Experiments”. Se define simplemente como un método para aplicar
sistemáticamente la estadística al proceso de experimentación. Más precisamente, puede ser
definido como realizar un conjunto de pruebas en las cuales se realizan cambios voluntarios
a los parámetros de control de un proceso o sistema, para observar e identificar las razones
de los cambios en la variable de salida o respuesta del proceso. (Montgomery, 2004)
De acuerdo al libro análisis y diseño de experimentos, (Gutierrez P., 2004) el diseño de
experimentos es la aplicación del método científico para generar conocimiento acerca de un
sistema o proceso. Actualmente se utiliza en la industria como un conjunto de técnicas
estadísticas y de ingeniería, con ellas se maximiza la eficacia de los procesos minimizando
los costos. El diseño de experimentos no solo permite que un producto contenga la calidad
requerida desde la etapa del diseño del producto y del proceso El diseñar un experimento es
planear un experimento de acuerdo al problema y objetivos a tratar para encontrar la
información que se busca. (Miranda S., 2010). El diseño de experimentos la técnica de definir
e investigar todas las condiciones posibles en un experimento que envuelve múltiples factores

33
como lo es el diseño de experimentos. En la literatura esta técnica es también referenciada
como diseño factorial. Los conceptos de diseño de experimentos han sido usados desde el
trabajo de Fisher. (Fisher, 1935). El diseño experimental de acuerdo con el libro
Manufactura, Ingeniería y Tecnología (Kalpakjian, 2006) , identifica los efectos de las
variables controlables (factores) de un producto o proceso e incluye el desarrollo del diseño
factorial, combinándolo con los arreglos ortogonales.
Cuadro 2.0 Clasificación de los diseños experimentales. (Gutierrez, 2004)
Diseños para comparar
dos o más tratamientos
Diseños para estudiar el
efecto de varios factores
sobre una o más
variables de respuesta
Diseño para la
optimización de
procesos.
Diseños robustos.
Diseños de mezclas
Diseño completamente al azar
Diseño de bloques completamente al azar
Diseño de cuadros latino y grecolatino
Diseño factoriales 2k
Diseño factoriales 3k
Diseño factoriales fraccionados2k-p
Diseño para modelos
del primer orden
Diseño para modelos
del segundo orden
Diseño factoriales 2k y 2k-p
Diseño de Plackett-Burman
Diseño simplex
Diseño de composición c.
Diseño de Box-Behnken
Diseño factoriales 3k y 3k-p
Arreglos ortogonales (diseños factoriales)
Diseños con arreglo interno y externo
Diseño simplex reticular
Diseño simplex con centroide
Diseño con restricciones
Diseño axial

34
2.3 Experimentos con un solo factor y análisis de varianza.
El diseño experimental tiene sus orígenes en los trabajos de Ronald Fisher (1890-1962),
desarrollados en la Estación Agrícola Experimental de Rothamsted, en el Reino Unido, donde
introdujo el concepto de aleatorización y el análisis de varianza. A lo largo de varias décadas,
la teoría del diseño de experimentos y sus aplicaciones se consolidó y expandieron, y, en
años recientes, recibieron un fuerte impulso por las contribuciones de Genichi Taguchi, un
estadístico japonés ampliamente conocido en Occidente. (Yacuzzi, Martín, Quiñones, &
Popovsky, 2013).
El análisis de la varianza (ANOVA, de su expresión inglesa), debido a R.A. Fisher, surge,
poco después de la 1ª Guerra Mundial, como una técnica encaminada a comparar las medias
de más de dos poblaciones, que son observadas en circunstancias experimentales no
totalmente controlables u homogéneas. En concreto, inicialmente, parte de los trabajos de
este autor en investigación agraria y, por ello, ha incorporado términos propios de este campo
en su desarrollo teórico: tratamiento, factor, unidad experimental, etc. El problema que se
plantea Fisher es cómo estudiar si existen o no diferencias (en términos de media) en la
respuesta o reacción que tienen un grupo de unidades experimentales ante distintos
tratamientos con un determinado factor. Por eso, un objetivo básico del método es aislar y
evaluar la incidencia de los errores achacables al propio experimento. El ANOVA ha tenido
un gran desarrollo y ha dado lugar a una rama con personalidad propia en el campo de la
Estadística: el diseño de experimentos. (Morillas, 2003).
En estadística, el análisis de la varianza (ANOVA, ANalysis Of VAriance, según
terminología inglesa) es una colección de modelos estadísticos y sus procedimientos
asociados, en el cual la varianza está particionada en ciertos componentes debidos a
diferentes variables explicativas. El análisis de la varianza parte de los conceptos de regresión
lineal. Un análisis de la varianza permite determinar si diferentes tratamientos muestran
diferencias significativas o por el contrario puede suponerse que sus medias poblacionales
no difieren. El análisis de la varianza permite superar las limitaciones de hacer contrastes
bilaterales por parejas (que son un mal método para determinar si un conjunto de variables
con n > 2 difieren entre sí. (Srinivasan, 2007)

35
Si tu variable predictora es categórica y tu variable respuesta es continua, tu diseño se
denomina de tipo ANOVA. En terminología ANOVA, los tratamientos son las diferentes
categorías de las variables predictoras que se utilizan en el estudio. En un estudio
experimental, los tratamientos representan las diferentes manipulaciones que se llevan a cabo
(ej. extracción del néctar de las flores y no extracción o control). En un estudio observacional,
los tratamientos representan los diferentes grupos que se quieren comparar (ej. tipos de
hábitat). Dentro de cada tratamiento, se realizan múltiples observaciones, y cada una de estas
observaciones es una réplica. (Cayuela, Rey, & Carlos, 2011).
El primer concepto fundamental es que todo valor observado puede expresarse mediante la
siguiente función: 𝑦𝑖𝑗 = 𝜇 + 𝜏𝑖 + 𝜀
Donde yij sería el valor observado (variable dependiente), y es el efecto del tratamiento i.
𝜇 Sería una constante que en la recta de regresión equivale a la ordenada en el origen,
𝜏𝑖 Es una variable que varía de tratamiento a tratamiento.
Es una variable aleatoria que añade a la función cierto error que desvía la puntuación
observada de la puntuación pronosticada.
Esta ecuación se reescribe frecuentemente como: 𝑆𝑆𝑇𝑂𝑇𝐴𝐿 = 𝑆𝑆𝑓𝑎𝑐𝑡 + 𝑆𝑆𝑒𝑟𝑟𝑜𝑟
De un factor, que es el caso más sencillo, la idea básica del análisis de la varianza es comparar
la variación total de un conjunto de muestras y descomponerla como:
𝑆𝑆𝑇𝑂𝑇𝐴𝐿 = 𝑆𝑆𝑓𝑎𝑐𝑡 + 𝑆𝑆𝑖𝑛𝑡
Donde:
𝑆𝑆𝑓𝑎𝑐𝑡 Es un número real relacionado con la varianza, que mide la variación debida
al "factor", "tratamiento" o tipo de situación estudiado.
𝑆𝑆𝑖𝑛𝑡 Es un número real relacionado con la varianza, que mide la variación dentro
de cada "factor", "tratamiento" o tipo de situación.
El ANOVA parte de algunos supuestos o hipótesis que han de cumplirse:
La variable dependiente debe medirse al menos a nivel de intervalo.
Independencia de las observaciones.

36
La distribución de los residuales debe ser normal.
Homocedasticidad: homogeneidad de las varianzas. (Srinivasan, 2007)
Pruebas de significación. El análisis de varianza lleva a la realización de pruebas de
significación estadística, usando la denominada distribución F de Snedecor. Tablas ANOVA
Una vez que se han calculado las sumas de cuadrados, las medias cuadráticas, los grados de
libertad y la F, se procede a elaborar una tabla que reúna la información, denominada "Tabla
de Análisis de varianza o ANOVA", que adopta la siguiente forma:
Fuente de variabilidad
Suma de cuadrados
Grados de libertad
Cuadrado medio
F
Intergrupo 𝑆𝑆𝑓𝑎𝑐𝑡 t-1 𝑇 =𝑆𝑆𝑓𝑎𝑐𝑡
𝑡 − 1 𝐹 =
𝑇
𝐸
Error 𝑆𝑆𝑒𝑟𝑟𝑜𝑟 N-t 𝐸 = 𝑆𝑆𝑒𝑟𝑟𝑜𝑟
𝑁 − 𝑡
Total 𝑆𝑆𝑇𝑂𝑇𝐴𝐿 N-1
Tabla 2.3 Tabla de ANOVA one way. (Srinivasan, 2007)
Cuadro 2.3 Clasificación de experimentos de un factor. (Gutierrez, H. 2004).
DCA
Pruebas de rangos
múltiples
Verificación de
los supuestos
del modelo
Tamaño de
la muestra
Experimentos con un solo
factor
ANOVA/ Diagrama de
cajas/Gráfica de medias
LSD/ TUKEY/
Contraste
Normalidad/ Varianza
constante/ Independencia

37
2.4 Diseño de bloques. Cuando se quieren comparar ciertos tratamientos o estudiar el efecto de un factor, es deseable
que las posibles diferencias se deban principalmente al factor de interés y no a otros factores
que no se consideran en el estudio. Cuando esto no ocurre y existen otros factores que no se
controlan o nulifican para hacer la comparación, las conclusiones podrían ser afectadas
sensiblemente. Por ejemplo, supongamos que se quieren comprar varias máquinas, si cada
máquina es manejada por un operador diferente y se sabe que éste tiene una influencia en el
resultado, entonces es claro que el factor operador debe tomarse en cuenta si se quiere
comparar a las máquinas de manera justa. Un operador más hábil puede hacer ver a su
máquina (aunque ésta sea la peor) como la que tiene el mejor desempeño, lo cual impide
hacer una comparación adecuada de los equipos. Para evitar este sesgo hay dos maneras de
anular el posible efecto del factor operador: la manera lógica es utilizar el mismo operador
en las cuatro máquinas; sin embargo, tal estrategia no siempre es aconsejable, ya que utilizar
al mismo sujeto elimina el efecto del factor operador pero restringe la validez de la
comparación con dicho operador, y es posible que el resultado no se mantenga al utilizar a
otros operadores. La otra forma de anular el efecto operador en la comparación consiste en
que cada operador trabaje durante el experimento con cada una de las máquinas. Esta
estrategia es la más recomendable, ya que utilizar a todos los operadores con todas las
máquinas permite tener resultados de la comparación que son válidos para todos los
operadores. Esta última forma de nulificar el efecto de operadores, recibe el nombre de
bloqueo. (Gutierrez, H. 2004).
En cualquier experimento, la variabilidad que surge de un factor perturbador puede afectar
los resultados. En general, un factor perturbador puede definirse como un factor del diseño
que probablemente tenga un efecto sobre la respuesta, pero en el que no existe un interés
específico. En ocasiones un factor perturbador es desconocido y no controlable; es decir, se
desconoce la existencia de ese factor e incluso puede tener niveles variables mientras se está
realizando el experimento. La aleatorización es la técnica de diseño que se utiliza para
protegerse contra estos factores perturbadores "que están al acecho". En otros casos, el factor
perturbador es conocido pero no controlable. Si por lo menos puede observarse el valor que
asume el factor perturbador en cada corrida del experimento, es posible hacer la
compensación correspondiente en el análisis estadístico mediante el uso del análisis de

38
covarianza. Cuando la fuente de variabilidad perturbadora es conocida y controlable, puede
usarse una técnica de diseño llamada formación de bloques para eliminar de manera
sistemática su efecto sobre las comparaciones estadísticas entre los tratamientos. La
formación de bloques es una técnica de diseño en extremo importante que se utiliza
ampliamente en la experimentación industrial. (Montgomery, 2004)
El objetivo sería hacer el error experimental tan pequeño como fuera posible; es decir, querría
eliminarse del error experimental la variabilidad entre los ejemplares de prueba. Un diseño
para lograr esto requiere que el experimentador pruebe cada punta una vez en cada uno de
los cuatro ejemplares de prueba. A este diseño, se le llama diseño de bloques completos
aleatorizados (ReBD, randomized complete block design). La respuesta observada es la
dureza en la escala C de Rockwell menos 40. La palabra "completos" indica que cada bloque
(ejemplar de prueba) contiene todos los tratamientos (puntas). Al utilizar este diseño, los
bloques o ejemplares de prueba forman una unidad experimental más homogénea en la cual
comparar las puntas. De hecho, esta estrategia de diseño mejora la precisión de las
comparaciones entre las puntas al eliminar la variabilidad entre los ejemplares de prueba.
Dentro de un bloque, el orden en que se prueban las cuatro puntas se determina
aleatoriamente. Observe la similitud de este problema de diseño con el de la sección 2-5,
donde se analizó la prueba t: pareada. El diseño de bloques completos aleatorizados es una
generalización de ese concepto. (Montgomery, 2004)
Fuente de variabilidad
Suma de cuadrados
Grados de libertad
Cuadrado medio
F P-valor
Tratamientos 𝑆𝐶𝑇𝑅𝐴𝑇 k-1 𝐶𝑀𝑇𝑅𝐴𝑇 𝐹0 =
𝐶𝑀𝑇𝑅𝐴𝑇
𝐶𝑀𝐸 P(F>𝐹0)
Bloques 𝑆𝐶𝐵 b-1 𝐶𝑀𝐵 𝐹0 =
𝐶𝑀𝐵
𝐶𝑀𝐸 P(F>𝐹0)
Error 𝑆𝐶𝐸 (k-1) (b-1) 𝐶𝑀𝐸
Total 𝑆𝐶𝑇 N-1
Tabla 2.4 Tabla de ANOVA para un diseño en bloques completos al azar.
(Gutierrez, H. 2004).

39
En el diseño en cuadro latino (DCL) se controlan dos factores de bloque y se estudia un factor
de tratamientos, por lo que se tienen cuatro fuentes de variabilidad que pueden afectar la
respuesta observada, estas son: los tratamientos, el factor de bloque I (columnas), el factor
de bloque II (renglones) y el error aleatorio. Se llama cuadro latino por dos razones: es un
cuadro debido a que tiene la restricción adicional de que los tres factores involucrados se
prueban en la misma cantidad de niveles, y es latino porque se utilizan letras latinas para
denotar a los tratamientos o niveles del factor de interés. Sean A, B, C.. K, los k tratamientos
a comparar, por lo tanto ambos factores de bloques tienen también k niveles cada uno.
(Gutierrez, H. 2004).
Se introdujo el diseño de bloques completos aleatorizados como un diseño para reducir el
error residual de un experimento al eliminar la variabilidad debida a una variable
perturbadora conocida y controlable, el diseño es un arreglo cuadrado y que las cinco
formulaciones (o tratamientos) se denotan por las letras latinas A, B, C, D Y E; de ahí el
nombre de cuadrado latino. Se observa que tanto los lotes de materia prima (renglones) como
los operadores (columnas) son ortogonales a los tratamientos, el diseño de cuadrado latino
se usa para eliminar dos fuentes de variabilidad perturbadora; es decir, permite hacer la
formación de bloques sistemática en dos direcciones. Por lo tanto, los renglones y las
columnas representan en realidad dos restricciones sobre la aleatorización. (Montgomery,
2004).
Fuente de variabilidad
Suma de cuadrados
Grados de libertad
Cuadrado medio
F P-valor
Tratamientos 𝑆𝐶𝑇𝑅𝐴𝑇 k-1 𝐶𝑀𝑇𝑅𝐴𝑇 𝐹0 =
𝐶𝑀𝑇𝑅𝐴𝑇
𝐶𝑀𝐸 P(F>𝐹0)
Renglones 𝑆𝐶𝐵1 k-1 𝐶𝑀𝐵1 𝐹0 =
𝐶𝑀𝐵1
𝐶𝑀𝐸 P(F>𝐹0)
Columnas 𝑆𝐶𝐵2 k-1 𝐶𝑀𝐵2 𝐹0 =
𝐶𝑀𝐵2
𝐶𝑀𝐸 P(F>𝐹0)
Error 𝑆𝐶𝐸 (k-2) (k-1) 𝐶𝑀𝐸
Total 𝑆𝐶𝑇 K2-1
Tabla 2.4.1 Tabla de ANOVA para el diseño de cuadro latino. (Gutierrez, H. 2004).

40
Con el diseño en cuadro grecolatino (DCGL) se controlan tres factores de bloque, además
del factor de tratamientos. Se llama cuadro grecolatino porque los cuatro factores
involucrados se prueban en la misma cantidad de niveles, de aquí que se pueda escribir como
un cuadro, además, se utilizan letras latinas para denotar a los tratamientos y letras griegas
para nombrar a los niveles del tercer factor de bloque. Al igual que en el cuadro latino, cada
letra (latinas y griegas) debe aparecer sólo una vez en cada renglón y en cada columna.
Además, cada par de letras debe aparecer sólo una vez en todo el arreglo (Gutierrez, H. 2004).
Considere un cuadrado latino p x p al cual se le superpone un segundo cuadrado latino p x p
en el que los tratamientos se denotan con letras griegas. Si cuando se hace la superposición
los dos cuadrados tienen la propiedad de que cada letra griega aparece una y sólo una vez
con cada letra latina, se dice que los dos cuadrados latinos son ortogonales, y al diseño
obtenido se le llama cuadrado grecolatino. (Montgomery, 2004)
Cuadro 2.4 Clasificación de diseño en bloques. (Gutierrez, H. 2004).
Bloques
completos al
azar
Diseño en
cuadro latino
Diseño en
cuadro
Grecolatino
Diseño en bloques.
Efecto de bloque/
Hipótesis/ Modelo
estadístico/ ANOVA
Selección y
aleatorización/ ANOVA/
Interpretación

41
2.5 Diseños Factoriales. El objetivo de un diseño factorial es estudiar el efecto de varios factores sobre una o varias
respuestas, cuando se tiene el mismo interés sobre todos los factores. Por ejemplo, uno de los
objetivos particulares más importantes que en ocasiones tiene un diseño factorial es
determinar una combinación de niveles de los factores en la que el desempeño del proceso
sea mejor. Los factores pueden ser de tipo cualitativo (máquinas, tipos de material, operador,
etc.), o de tipo cuantitativo (temperatura, humedad, velocidad, presión, etc.). Para estudiar la
manera en que influye cada factor sobre la variable de respuesta es necesario elegir al menos
dos niveles de prueba para cada uno de ellos. Con el diseño factorial completo se corren
aleatoriamente todas las posibles combinaciones que pueden formarse con los niveles de los
factores a investigar. Así, la matriz de diseño o arreglo factorial es el conjunto de puntos
experimentales o tratamientos que pueden formarse considerando todas las posibles
combinaciones de los niveles de los factores. Por ejemplo, con k = 2 factores, ambos con dos
niveles, se forma el diseño factorial 2 × 2 = 22, que consiste en cuatro combinaciones o puntos
experimentales. Si ahora uno tiene tres niveles y el otro dos, se pueden construir 3 × 2
combinaciones que dan lugar al diseño factorial 3 × 2. Observe que en el nombre del diseño
factorial va implícito el número de tratamientos que lo componen. Para obtener el número de
corridas experimentales se multiplica el número de tratamientos por el número de réplicas,
donde una de éstas se lleva a cabo cada vez que se corre el arreglo completo. En general, la
familia de diseños factoriales 2k consiste en k factores, todos con dos niveles de prueba; y la
familia de diseños factoriales 3k consiste en k factores cada uno con tres niveles de prueba.
Es claro que si los k factores no tienen la misma cantidad de niveles, debe escribirse el
producto de manera explícita; por ejemplo, con k = 3 factores, el primero con cuatro niveles
y los dos restantes con dos niveles, se tiene el diseño factorial 4 × 2 × 2 o 4 × 22. (Gutierrez,
H. 2004).
En muchos experimentos interviene el estudio de los efectos de dos o más factores. En
general, los diseños factoriales son los más eficientes para este tipo de experimentos. Por
diseño factorial se entiende que en cada ensayo o réplica completa del experimento se
investigan todas las combinaciones posibles de los niveles de los factores. Por ejemplo, si el
factor A tiene a niveles y el factor B tiene b niveles, cada réplica contiene todas las ab
combinaciones de los tratamientos. (Montgomery, 2004)

42
Efectos aleatorios
Cuadro 2.5 Clasificación de diseños factoriales. (Gutierrez, 2004)
Los tipos más simples de diseños factoriales incluyen únicamente dos factores o conjuntos
de tratamientos. Hay a niveles del factor A y b niveles del factor B, los cuales se disponen en
un diseño factorial; es decir, cada réplica del experimento contiene todas las ab
combinaciones de los tratamientos. En general, hay n réplicas. (Montgomery, 2004)
Fuente de variabilidad
Suma de cuadrados
Grados de libertad
Cuadrado medio
F P-valor
Efecto A 𝑆𝐶𝐴 a-1 𝐶𝑀𝐴 𝐶𝑀𝐴
𝐶𝑀𝐸
P(F>𝐹0𝐴)
Efecto B 𝑆𝐶𝐵 b-1 𝐶𝑀𝐵 𝐶𝑀𝐵
𝐶𝑀𝐸
P(F>𝐹0𝐵)
Efecto AB 𝑆𝐶𝐶 (a-1) (b-1) 𝐶𝑀𝐴𝐵 𝐶𝑀𝐴𝐵
𝐶𝑀𝐸
P(F>𝐹0𝐶)
Error 𝑆𝐶𝐸 ab(n-1) 𝐶𝑀𝐸
Total 𝑆𝐶𝑇 abn-1
Tabla 2.5 Tabla de ANOVA para el diseño factorial AxB (Gutierrez, 2004)
Con dos
factores
Con tres factores
Transformaciones para
estabilizar varianza.
Diseño factorial general
Modelo estadístico/
Hipótesis y ANOVA/
Comparación de medias
Dos factores
aleatorios/
Modelo mixto
Diseños factoriales.
43
El diseño 2k es de particular utilidad en las etapas iniciales del trabajo experimental, cuando
probablemente se estén investigando muchos factores. Este diseño proporciona el menor
número de corridas con las que pueden estudiarse k factores en un diseño factorial completo.
Por consiguiente, estos diseños se usan ampliamente en los experimentos de tamizado o
selección de factores. Puesto que sólo hay dos niveles para cada factor, se supone que la
respuesta es aproximadamente lineal en el rango elegido para los niveles de los factores. En
muchos experimentos de tamizado de factores, cuando se acaba de iniciar el estudio del
proceso o sistema, este supuesto suele ser razonable. (Montgomery, 2004)
Cuando se quiere investigar la influencia de tres factores (A, B y C) sobre una o más variables
de respuesta, y el número de niveles de prueba en cada uno de los factores es a, b y c,
respectivamente, se puede construir el arreglo factorial a × b × c, que consiste de a × b × c
tratamientos o puntos experimentales. Entre los arreglos de este tipo que se utilizan con
frecuencia en aplicaciones diversas se encuentran: el factorial 23, el factorial 33 y los
factoriales mixtos con no más de cuatro niveles en dos de los factores, por ejemplo, el
factorial 4 × 3 × 2 y el factorial 4 × 4 × 2, por mencionar dos de ellos. (Gutierrez, H., 2004).
El estudio factorial de tres factores (A, B y C) permite investigar los efectos: A, B, C, AB,
AC, BC y ABC, donde el nivel de desglose o detalle con el que pueden estudiarse depende
del número de niveles utilizado en cada factor. Por ejemplo, si un factor se prueba en dos
niveles, todo su efecto marginal (individual) es lineal, o sea que su efecto individual no se
puede descomponer; pero, si tuviera tres niveles su efecto marginal se puede descomponer
en una parte lineal y otra cuadrática pura. (Montgomery, 2004)
En resumen, se tienen siete efectos de interés sin considerar desglose, y con ellos se pueden
plantear las siete hipótesis nulas H0 : Efecto A = 0, H0 : Efecto B = 0, …, H0 : Efecto ABC =
0, cada una aparejada con su correspondiente hipótesis alternativa. El ANOVA para probar
estas hipótesis se muestra más adelante. Al efecto cuyo valor-p sea menor al valor
especificado para alfa, se declara estadísticamente significativo o se dice que está activo. Las
sumas de cuadrados son muy similares a las obtenidas para dos factores;
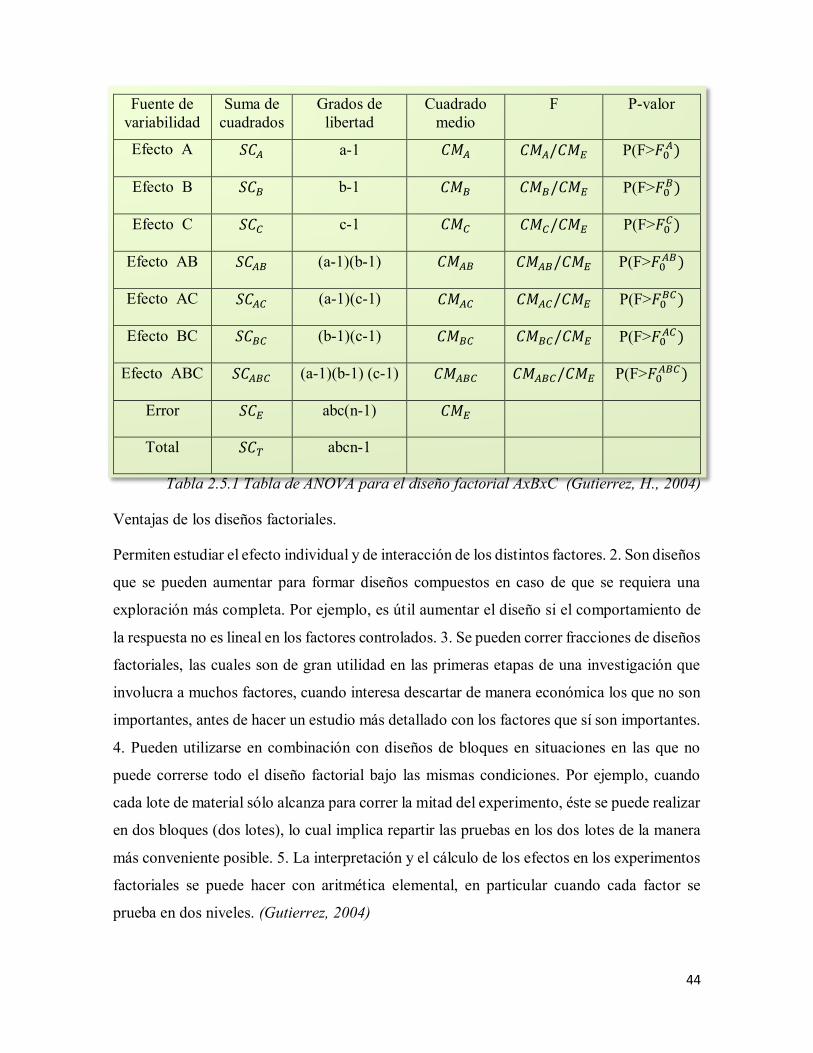
44
Fuente de variabilidad
Suma de cuadrados
Grados de libertad
Cuadrado medio
F P-valor
Efecto A 𝑆𝐶𝐴 a-1 𝐶𝑀𝐴 𝐶𝑀𝐴/𝐶𝑀𝐸 P(F>𝐹0𝐴)
Efecto B 𝑆𝐶𝐵 b-1 𝐶𝑀𝐵 𝐶𝑀𝐵/𝐶𝑀𝐸 P(F>𝐹0𝐵)
Efecto C 𝑆𝐶𝐶 c-1 𝐶𝑀𝐶 𝐶𝑀𝐶/𝐶𝑀𝐸 P(F>𝐹0𝐶)
Efecto AB 𝑆𝐶𝐴𝐵 (a-1)(b-1) 𝐶𝑀𝐴𝐵 𝐶𝑀𝐴𝐵/𝐶𝑀𝐸 P(F>𝐹0𝐴𝐵)
Efecto AC 𝑆𝐶𝐴𝐶 (a-1)(c-1) 𝐶𝑀𝐴𝐶 𝐶𝑀𝐴𝐶/𝐶𝑀𝐸 P(F>𝐹0𝐵𝐶)
Efecto BC 𝑆𝐶𝐵𝐶 (b-1)(c-1) 𝐶𝑀𝐵𝐶 𝐶𝑀𝐵𝐶/𝐶𝑀𝐸 P(F>𝐹0𝐴𝐶 )
Efecto ABC 𝑆𝐶𝐴𝐵𝐶 (a-1)(b-1) (c-1) 𝐶𝑀𝐴𝐵𝐶 𝐶𝑀𝐴𝐵𝐶/𝐶𝑀𝐸 P(F>𝐹0𝐴𝐵𝐶 )
Error 𝑆𝐶𝐸 abc(n-1) 𝐶𝑀𝐸
Total 𝑆𝐶𝑇 abcn-1
Tabla 2.5.1 Tabla de ANOVA para el diseño factorial AxBxC (Gutierrez, H., 2004)
Ventajas de los diseños factoriales.
Permiten estudiar el efecto individual y de interacción de los distintos factores. 2. Son diseños
que se pueden aumentar para formar diseños compuestos en caso de que se requiera una
exploración más completa. Por ejemplo, es útil aumentar el diseño si el comportamiento de
la respuesta no es lineal en los factores controlados. 3. Se pueden correr fracciones de diseños
factoriales, las cuales son de gran utilidad en las primeras etapas de una investigación que
involucra a muchos factores, cuando interesa descartar de manera económica los que no son
importantes, antes de hacer un estudio más detallado con los factores que sí son importantes.
4. Pueden utilizarse en combinación con diseños de bloques en situaciones en las que no
puede correrse todo el diseño factorial bajo las mismas condiciones. Por ejemplo, cuando
cada lote de material sólo alcanza para correr la mitad del experimento, éste se puede realizar
en dos bloques (dos lotes), lo cual implica repartir las pruebas en los dos lotes de la manera
más conveniente posible. 5. La interpretación y el cálculo de los efectos en los experimentos
factoriales se puede hacer con aritmética elemental, en particular cuando cada factor se
prueba en dos niveles. (Gutierrez, 2004)

45
Diseño factorial
general 2k no replicado
Cuando se quiere investigar la influencia de tres factores (A, B y C) sobre una o más variables
de respuesta, y el número de niveles de prueba en cada uno de los factores es a, b y c,
respectivamente, se puede construir el arreglo factorial a × b × c, que consiste de a × b × c
tratamientos o puntos experimentales. Entre los arreglos de este tipo que se utilizan con
frecuencia en aplicaciones diversas se encuentran: el factorial 23, el factorial 33 y los
factoriales mixtos con no más de cuatro niveles en dos de los factores, por ejemplo, el
factorial 4 × 3 × 2 y el factorial 4 × 4 × 2, por mencionar dos de ellos. Se ha visto que puede
resultar útil ajustar una curva de respuesta a los niveles de un factor cuantitativo para que el
experimentador cuente con una ecuación que relacione la respuesta con el factor. Esta
ecuación podría utilizarse para hacer interpolaciones, es decir, para predecir la respuesta en
niveles intermedios entre los factores, respecto de los que se utilizaron realmente en el
experimento. (Montgomery, 2004).
Suponga que tres factores, A, B y C, cada uno con dos niveles, son de interés. Al diseño se
le llama diseño factorial 23, y en este caso la representación geométrica de las ocho
combinaciones de tratamientos puede hacerse con un cubo. Utilizando la notación"+" y "-"
para representar los niveles alto y bajo de los factores, las ocho corridas del diseño 23.
(Montgomery, 2004).
Cuadro 2.5.1 Clasificación de diseño factorial 2k (Gutierrez, 2004)
Diseño
factorial 22
Diseño
factorial 23
Diseño factorial
general 2k
Experimento 22
Experimento 25 no
replicado
Factorial 2k con punto al centro
Experimento 23
Factorial 2k en bloques
Diseño factorial
2k

46
2.6 Diseño Robusto. El diseño robusto tiene su origen en las ideas del ingeniero japonés Genichi Taguchi, quien
desarrolló su propia filosofía y métodos de ingeniería de la calidad desde la década de 1950.
Fue a partir del éxito de los japoneses en industrias tan importantes como la automotriz y la
elec trónica que Occidente comienza a fijarse en los métodos utilizados por ellos. De esta
manera, los métodos de Taguchi y de otros autores japoneses se introducen en Estados
Unidos a partir de la década de los años ochenta. Taguchi hace varias contribuciones a la
calidad. Es precisamente en el diseño de experimentos donde hace sus aportaciones más
importantes, con la introducción de lo que él llama diseño de parámetros (Taguchi, 1987),
que se convirtió en lo que ahora se conoce en Occidente como diseño robusto. En este
capítulo describimos las principales ideas del diseño robusto y cómo se pueden utilizar para
la mejora y optimización de procesos. Cabe señalar que la mayoría de las ideas y los métodos
propuestos por Taguchi fueron muy criticados por los expertos estadísticos de Occidente (por
ejemplo, Nair, 1992 y Box, 1988); no obstante, terminaron por reconocer que Taguchi ha
hecho una buena cantidad de contribuciones a las buenas prácticas experimentales que
requiere la industria mundial. Quizá la contribución más importante de Taguchi es que, a
partir de la controversia generada por sus ideas y métodos, el diseño de experimentos ha
logrado un gran avance en las últimas tres décadas, tanto en su base teórica como en
aplicaciones a problemas concretos. (Gutierrez, 2004).
Una de las más importantes de éstas es el diseño robusto, donde la atención se centra en uno
o más de los siguientes puntos: 1. El diseño de sistemas (productos o procesos) que no sean
sensibles a factores ambientales que puedan afectar el desempeño una vez que el sistema se
ha desplegado en el campo. Un ejemplo es la formulación de una pintura para exteriores que
debe tener gran duración cuando se exponga a una variedad de condiciones climáticas. Puesto
que las condiciones climáticas no son del todo predecibles, y ciertamente no son constantes,
el responsable de la formulación del producto quiere que éste sea robusto contra un amplio
rango de factores de temperatura, humedad y precipitación pluvial que afectan el desgaste y
acabado de la pintura. 2. El diseño de productos para que no sean sensibles a la variabilidad
transmitida por los componentes del sistema. 3. El diseño de procesos para que el producto
manufacturado esté tan cerca como sea posible de las especificaciones nominales, aun cuando
sea imposible controlar con toda precisión algunas variables del proceso (como la

47
temperatura) o las características de las materias primas. 4. Determinar las condiciones de
operación de un proceso para que las características críticas del producto estén tan cerca
como sea posible del valor objetivo deseado y la variabilidad en torno a este objetivo se
minimice. (Montgomery, 2004)
A principios de la década de 1980, el ingeniero japonés Genichi Taguchi introdujo un
enfoque para resolver problemas de este tipo, a los que se hace referencia de manera conjunta
como el problema del diseño paramétrico robusto (RPD, por sus siglas en inglés). Su enfoque
se basó en la clasificación de las variables de un proceso o producto como variables de control
(o controlables) y variables de ruido (o no controlables) para después encontrar los ajustes
de las variables controlables que minimizan la variabilidad transmitida a la respuesta por las
variables no controlables. Se establece el supuesto de que aun cuando los factores de ruido
no son controlables en el sistema a gran escala, pueden controlarse para los fines de un
experimento. Taguchi introdujo algunos métodos estadísticos novedosos y ciertas variantes
de las técnicas establecidas como parte de este procedimiento RPD. Hizo uso de diseños
factoriales altamente fraccionados y otros tipos de diseños fraccionados obtenidos a partir de
arreglos ortogonales. Su metodología generó múltiples debates y controversias. Parte de la
polémica surgió porque la metodología de Taguchi fue defendida en Occidente inicialmente
(y principalmente) por empresarios, y la ciencia estadística subyacente no había sido revisada
adecuadamente por los especialistas. Para finales de la década de 1980, los resultados de una
revisión muy completa indicaron que aun cuando los conceptos de ingeniería de Taguchi y
el objetivo global del RPD tenían bases sólidas, había problemas de fondo con esta estrategia
experimental y con los métodos para el análisis de datos. (Montgomery, 2004).
La metodología de Taguchi para el problema RPD gira en torno al uso de un diseño ortogonal
para los factores controlables, el cual se "cruza" con un diseño ortogonal separado para los
factores de ruido. Taguchi lo llama el diseño de arreglo interior y de arreglo exterior.
Entonces se realiza cada corrida del arreglo interior para todas las combinaciones de
tratamientos del arreglo exterior, produciéndose la n observaciones. A este tipo de diseño se
le llama diseño de arreglo cruzado. Taguchi sugirió que los datos de un experimento de
arreglo cruzado se resumieran con dos estadísticos: el promedio de cada observación en el
arreglo interior para todas las corridas del arreglo exterior y un resumen de estadísticas que
intentaba combinar información acerca de la media y la varianza, llamado relación señal a

48
ruido. Las relaciones señal a ruido se definen a propósito para que un valor máximo de la
relación minimice la variabilidad transmitida por las variables de ruido. Entonces se lleva a
cabo un análisis para determinar cuáles son los ajustes de los factores controlables que dan
como resultado 1) una media tan próxima como sea posible al objetivo deseado y 2) un valor
máximo de la relación señal a ruido. (Montgomery, 2004).
Fig. 2.6 Diagrama de los diferentes tipos de factores en diseño robusto. (Gutierrez, 2004)
Los arreglos ortogonales son diseños propuestos por Taguchi que, como su nombre lo indica,
tienen la propiedad de ortogonalidad, misma que también poseen los diseños factoriales
clásicos. Estos arreglos son diseños factoriales completos, fraccionados o mixtos,
dependiendo del número de factores a estudiar en un caso particular. Por ejemplo, el arreglo
ortogonal L8 (AO_L8) tiene ocho corridas experimentales, y con él se pueden estudiar desde
dos hasta siete factores en dos niveles cada uno. Si se estudian siete factores equivale a un
diseño factorial fraccionado 2III 7 – 3, mientras que con dos factores sería un factorial
completo 22 con dos réplicas. Para menos de siete factores es necesario saber a cuáles
columnas del arreglo deben asignarse los factores, para tener la estructura alias que permita
estudiar lo más claro posible a esos factores. Por ejemplo, al estudiar cuatro factores con el
arreglo L8, éstos se deben asignar a las columnas 1, 2, 4 y 7, para obtener la información con
la calidad de la fracción 2IV 4 – 1 con generador I = ABCD. El arreglo ortogonal L16 se
pueden estudiar desde cuatro hasta 15 factores (para menos de cuatro factores es mejor
PRODUCTO / PROCESO FACTOR
SEÑAL (M)
FACTORES DE RUIDO (Z)
CARACTERÍSTICA DE CALIDAD
Y
FACTORES DE CONTROL (X)

49
Factores de control de
ruido y señal.
utilizar un L8). Cuando se estudian cuatro factores, éstos se deben asignar a las columnas 1,
2, 4 y 8, para estimar de manera separada a las interacciones, y en este caso equivaldría a un
diseño factorial completo 24. Si se estudian 15 facto res el arreglo L16 equivaldría a una
fracción 2III 15 – 11. Ocurre que, en la medida de que se estudian más factores, se tienen
menos grados de libertad para estudiar interacciones; sin embargo, Taguchi no hace énfasis
en el estudio de las interacciones, prefiere saturar lo más posible los arreglos y analizar sólo
los efectos principales de cada factor. (Gutierrez, 2004).
La condición fundamental para que un diseño experimental sea de tipo robusto es que exista
al menos un factor de ruido para el cual se busca hacer que el proceso o producto sea
insensible a su efecto, sin pretender controlar dicho factor de ruido. Éste seguirá actuando
como siempre el proceso después del experimento, pero se busca que su efecto sea menor.
Un diseño experimental propuesto por Taguchi para determinar condiciones de operación
robustas a uno o varios factores de ruido es el diseño con arreglo interno y externo. Una vez
identificados los factores de control y los factores de ruido con los que se quiere
experimentar, se construyen los arreglos ortogonales. (Gutierrez, 2004).
Cuadro 2.6 Clasificación del campo de conocimiento de diseño robusto (Gutierrez, 2004)
Principios de la
filosofía Taguchi
Robustez
Arreglos
ortogonales
Cociente señal ruido
Diseño robusto
Arreglo interno/
externo

50
2.6 Planeación Experimental. La industria, es una práctica común hacer experimentos o pruebas con la idea de que al mover
o hacer algunos cambios sobre los materiales, métodos o condiciones de operación de un
proceso se puedan detectar, resolver o minimizar los problemas de calidad. También
comentamos que es común que estas pruebas o experimentos se hagan sobre la marcha, a
prueba y error, con base en la experiencia y la intuición, en lugar de seguir un plan
experimental adecuado que garantice una buena respuesta a las interrogantes planteadas. De
aquí que, más que apostarle a la improvisación y a la estrategia de prueba y error, el reto es
mejorar la forma en que se diseña un experimento. De hecho, el éxito de un experimento
radica en el alto porcentaje en la calidad de su planeación. Por ello, es importante contener
las ansias y no hacer pruebas antes de conceptualizar el problema y decidir la mejor estrategia
experimental para abordarlo. El diseño de experimentos se puede aplicar a problemas o
situaciones en las que se quiere investigar y/o probar conjeturas en las que se comparan dos
o más situaciones para las causas o factores involucrados. (Gutierrez, 2004).
La dirección del aprendizaje es entonces: conocimiento, conjeturas, imaginación,
experimentación, análisis y reflexión; y de forma repetida, esto se convierte en aprendizaje.
Para establecer conjeturas no se trata de considerar en el experimento una lista arbitraria de
factores o situaciones de los cuales no se sabe nada; en cambio, se debe analizar la
información disponible sobre el proceso (datos históricos, experimentos previos, estudio de
caracterización) para, en la medida de lo posible, hacer conjeturas más concretas de la
relación entre la variable de respuesta y los factores a investigar, ya que esto permitirá planear
mejor el experimento que se necesita. Si después de reflexionar y analizar la situación no se
llega a ninguna idea útil, entonces, al estudiar cómo afectan los factores controlables a la
respuesta es válido plantear el experimento sólo como un medio para ganar conocimiento
sobre el proceso. A menudo sucede que el primer diseño experimental da lugar a que se
continúe experimentando en cierta dirección, ya que se generan nuevos conocimientos e
ideas. La experimentación es un proceso interactivo, como el aprendizaje. (Gutierrez, 2004)
Muchas estrategias de optimización y de mejora continua, y en particular el diseño de
experimentos, embonan en el llamado ciclo de Deming, el cual representa una estrategia a
seguir para mejorar continuamente cada producto o proceso, y consiste en los cuatro pasos:
planear, hacer, verificar o estudiar y actuar. (Gutierrez, 2004).

51
1. Planear un experimento. Lo primero es localizar un problema importante que sea
susceptible de atacarse con diseño de experimentos. La importancia del problema se
puede cuantificar con base en la pérdida que causa a la compañía. Una vez ubicado
el problema se determinan los factores controlables que pudieran tener alguna
influencia sobre la característica de calidad de interés. Se diseña el plan experimental
más adecuado a la situación, con lo cual quedan especificadas las corridas del proceso
que han de realizarse: cuáles tratamientos y cuántas repeticiones de cada uno. 2. Hacer
las corridas experimentales. Se prueba el proceso en cada tratamiento especificado en
la etapa de planeación. Las corridas se hacen en orden aleatorio y de acuerdo al plan
experimental seleccionado. 3. Verificar o analizar los resultados. Consiste en analizar
los datos con las técnicas adecuadas. Verificar los supuestos y determinar el mejor
trata miento (o tratamiento ganador) para la variable de respuesta que es objeto de
estudio. 4. Implementación de los resultados. Hacer pruebas confirmatorias para tener
una mejor representatividad del desempeño del proceso en el nuevo tratamiento. Con
base en lo aprendido es posible planear otro experimento y repetir el ciclo de Deming.
Cada vuelta al ciclo implica necesariamente mejoras, ya que en el peor de los casos,
cuando no se consigue la mejora se ha logrado más conocimiento del proceso.
(Gutierrez, 2004)
Fig.2.6.1 Ciclo de Deming y los experimentos. (Gutierrez, 2004)
CICLO DE DEMING
4. ACTUAR de acuerdo con
los resultados, implemente
el cambio o deséchelo, o
bien, planee una prueba.
1. PLANEAR un cambio o
una prueba con el objetivo
de encontrar causas y lograr
una mejora.
2. HACER o llevar a cabo el
cambio o las pruebas
planeadas (de preferencia a
pequeña escala)
3. ESTUDIAR los resultados,
¿Qué se aprendió? ¿Qué
estuvo mal?

52
2.7 Herramientas computacionales. Dentro de las herramientas que podemos encontrar en el mercado son muchas y en los últimos
años, el uso de Internet -la red de redes- ha causado una revolución en lo que a transmisión
de datos e información se refiere, creando además un nuevo paradigma comunicativo. Por
ello, con cada vez mayor frecuencia, nos encontraremos con la necesidad de analizar
estadísticamente grandes volúmenes de datos -a los cuales tenemos acceso gracias a Internet-
, con la finalidad de obtener información y, eventualmente, conocimiento. En dicho análisis,
el uso de un paquete estadístico -como Minitab, SAS, SPSS, S-Plus, Statgraphics, Statistica,
R, etc.- resulta fundamental. Una nueva generación de software estadístico ha ido emergiendo
en estos últimos años, posibilitando un considerable aumento en las posibilidades de análisis,
precisión numérica y representación gráfica de los resultados. El uso de este tipo de
herramientas estadísticas nos permite obtener información a partir de los datos, usando para
ello métodos y técnicas de obtención de datos, análisis e interpretación.
La mayoría de los análisis estadísticos requiere que siga una serie de pasos que suelen venir
determinados por los conocimientos previos o por el área temática que esté investigando. Los
siguientes pasos son importantes para esto: • Explorar datos con gráficos • Realizar análisis
estadísticos • Evaluar la calidad • Diseñar un experimento.
Un paquete estadístico es un programa informático que está especialmente diseñado para
resolver problemas en el área de la estadística, o bien está programado para resolver
problemas de esta área. Existen muchos programas que no son especialmente estadísticos
pero que pueden hacer algunos cálculos aplicables en estadística aplicada. Estos programas
han impulsado y siguen impulsando enormemente la labor de los investigadores que desean
utilizar la estadística como apoyo en su trabajo.
Los paquetes más sencillos tienen interfaz por ventanas, lo que implica facilidad de uso y
aprendizaje pero un mayor encorsetamiento a la hora de hacer cálculos que el programa no
tenga predefinidos. Los programas más complejos suelen tener la necesidad de conocer
su lenguaje de programación, pero suelen ser mucho más flexibles al poderse incluir en ellos
funciones, test o contrastes que no traen instalados por definición.
53
La potencia de cálculo de un ordenador puede ayudar a un investigador a realizar cientos o
miles de contrastes de hipótesis en un tiempo muy reducido. Asimismo puede calcular
decenas de modelos de regresión en un tiempo muy corto y después quedarse con el más
apropiado de ellos. En problemas de investigación de operaciones un programa estadístico
es capaz de realizar miles de iteraciones por segundo de un algoritmo en el que una persona
tardaría varios minutos en cada una de ellas. Asimismo, es capaz de elegir entre miles de
resultados posibles cuál de todos ellos es el óptimo. Básicamente, lo que permiten es resolver
problemas de estadística aplicada por fuerza bruta o por probar miles de combinaciones para
quedarse finalmente con la que se crea que es la mejor para el uso.
En los programas más complejos se necesita tener conocimientos de programación, así como
para realizar los cálculos más laboriosos. Por ejemplo si se desea realizar una operación dada
a una columna concreta, lo más frecuente es que se pueda hacer esto por ventanas, sin
embargo, si deseamos hacer esto mismo para todas las columnas de nuestro documento, que
pueden ser centenares, es posible que necesitemos programar un bucle en la sintaxis del
programa.
Otro inconveniente está en que en estadística a menudo nos pueden salir resultados
contradictorios entre test distintos. Un programa informático se dará cuenta de ello y nos
avisará de algún modo, pero tendrá que ser el usuario el que decida a cuál de los test hacer
caso, y esto en ocasiones es complejo, sobre todo si no se está familiarizado a fondo con la
estadística o se tiene poca experiencia. Dentro de los programas estadísticos más utilizados
están: R, SAS, SPSS, Epi Info 7, SPAD, Stata, Statgraphics, Redatam, Minitab, Matlab, S-
PLUS, LISREL, WinQSB, Excel, PSPP.
Existen multitud de paquetes informáticos aparte es éstos, tanto de software privado como
de software libre, sin embargo, los más utilizados son estos. A pesar de que SAS y SPSS
suelen ser considerados los más potentes, hay muchísimas empresas que utilizan programas
mucho menos potentes como Excel. Esto se debe sobre todo a que su uso parece más sencillo,
la mayoría de las personas están familiarizadas con él y la mayor parte de las empresas ya
tienen instalado Excel en sus ordenadores, mientras que las licencias de SAS y SPSS cuestan
varios miles de euros. (Wikipedia, 2015).

54
Minitab es un programa de computadora diseñado para ejecutar funciones estadísticas
básicas y avanzadas. Combina lo amigable del uso de Microsoft Excel con la capacidad de
ejecución de análisis estadísticos. En 1972, instructores del programa de análisis estadísticos
de la Universidad Estatal de Pensilvania (Pennsylvania State University) desarrollaron
MINITAB como una versión ligera de OMNITAB, un programa de análisis estadístico del
Instituto Nacional de Estándares y Tecnología (NIST) de los Estados Unidos. Para una
versión para estudiantes y académicos se ofrece como complemento de algunos libros de
texto. Minitab es frecuentemente usado con la implantación la metodología de mejora de
procesos Seis Sigma. (Wikipedia, 2015).
R es un lenguaje y entorno de programación para análisis estadístico y gráfico. Se trata de un
proyecto de software libre, resultado de la implementación GNU del premiado lenguaje S. R
y S-Plus -versión comercial de S- son, probablemente, los dos lenguajes más utilizados en
investigación por la comunidad estadística, siendo además muy populares en el campo de
la investigación biomédica, la bioinformática y las matemáticas financieras. A esto
contribuye la posibilidad de cargar diferentes bibliotecas o paquetes con finalidades
específicas de cálculo o gráfico. R se distribuye bajo la licencia GNU GPL y está disponible
para los sistemas operativos Windows, Macintosh, Unix y GNU/Linux. (Wikipedia, 2015).
SPSS es un programa estadístico informático muy usado en las ciencias sociales y las
empresas de investigación de mercado. Originalmente SPSS fue creado como el acrónimo
de Statistical Package for the Social Sciences aunque también se ha referido como
"Statistical Product and Service Solutions" Sin embargo, en la actualidad la parte SPSS del
nombre completo del software (IBM SPSS) no es acrónimo de nada. (Wikipedia, 2015).
Es uno de los programas estadísticos más conocidos teniendo en cuenta su capacidad para
trabajar con grandes bases de datos y un sencillo interface para la mayoría de los análisis. En
la versión 12 de SPSS se podían realizar análisis con 2 millones de registros y 250.000
variables. El programa consiste en un módulo base y módulos anexos que se han ido
actualizando constantemente con nuevos procedimientos estadísticos. Cada uno de estos
módulos se compra por separado. (Wikipedia, 2015).
55
Capítulo III Desarrollo experimental.
Anteriormente en el capítulo II, señalamos que en la industria, es una práctica común hacer
experimentos o pruebas con la idea de que al mover o hacer algunos cambios sobre los
materiales, métodos o condiciones de operación de un proceso se puedan detectar, resolver o
minimizar los problemas de calidad. De aquí que, más que apostarle a la improvisación y a
la estrategia de prueba y error, el reto es mejorar la forma en que se diseña un experimento.
(Gutierrez, 2004).
¿Por qué elegir la metodología de Taguchi (Arreglos Ortogonales) en lugar de los Diseños
clásicos de experimentación?
Los diseños experimentales de Taguchi, están basados en arreglos ortogonales, normalmente
se identifican con un nombre como L8, que indica un arreglo con 8 corridas. Los diseños
experimentales clásicos también están basados en arreglos ortogonales, pero se identifican
con un exponente para indicar el número de variables (-+) así un diseño experimental clásico
23 también tiene 8 corridas. La aplicación de cualquiera de las dos corrientes para mejorar la
calidad de un producto, reduciendo la variación de un proceso da como resultado un producto
robusto. Los diseños experimentales que Taguchi propuso son un poco diferentes a los
diseños experimentales clásicos. Taguchi emplea dos conjuntos de diseños experimentales.
Uno para los parámetros de diseño, denominado arreglo interno y el otro es para los factores
de ruido, el cual se conoce como arreglo externo. El diseño de Taguchi tiene los mismos
componentes del diseño Clásico, pero en un orden diferente. Sin embargo, las columnas para
la colocación de los factores, son escogidos de acuerdo a las interacciones que el investigador
asume y puede o no estar presente en el proceso. El empleo de éstas estrategias (tanto Taguchi
como Fisher) es sencillo, su aplicación no es costosa y el tiempo necesario para desarrollarlas
es relativamente corto, es fácil de entender, la información necesaria que permite a los
(ingenieros, gerentes de planta, estudiantes de ingeniería, etc.) para aplicarla en la solución
de sus problemas. Sin lugar a dudas, es factible asegurar que las industrias que adopten dichas
estrategias como procedimientos estándar de operación, disminuirán sus costos de
manufactura, mejoraran la calidad de sus productos y reducirán el tiempo para la introducción
de nuevos productos o procesos. (Kavanaugh, 2002)
Planeación y diseño.

56
1. Definición del problema u objetivo.
El título de este estudio lleva por nombre “Análisis de los factores que afectan la calidad del
maíz blanco nacional, dentro de su proceso de secado artificial y propuesta de mejora
mediante diseño de experimentos”. Y nuestro objetivo general es: “Mejorar el proceso de
secado artificial en la empresa GRANISSA, en base a un diseño experimental, mediante el
análisis de los factores que afectan la calidad del maíz blanco”.
Según (Sampieri, Collado, Lucio, & Pérez, 1998), plantear el problema no es sino afinar y
estructurar más formalmente la idea de investigación. Ello depende de cuán familiarizado
esté el investigador con el tema a tratar, la complejidad misma de la idea, la existencia de
estudios antecedentes, el empeño del investigador, el enfoque elegido (cuantitativo,
cualitativo o mixto) y sus habilidades personales.
Planteamiento del problema: objetivos, preguntas de investigación y justificación del estudio.
La empresa GRANISSA (Granos nacionales e internacionales de Sinaloa) decide llevar a
cabo un estudio sobre la mejora de la calidad en el proceso de secado artificial, ya que su
producto estrella que es el maíz blanco nacional es requerido por empresas harineras como
Minsa y Maseca donde se exige que este, contenga las propiedades óptimas de calidad
marcados en la norma (Aplicaci et al., 2002), es por ello, que en ocasiones han ocurrido
sucesos en los cuales se han rechazado camiones por contener carga de maíz fuera de norma.
La empresa, una vez que cuantificó los daños de calidad generados al producto, se tiene que
el 10% ha sido detectado fuera de norma por diferentes razones, y la principal se encuentra
dentro del proceso de secado artificial de maíz; por lo que se plantean las siguientes preguntas
de investigación.
¿Qué factores intervienen en el proceso de secado artificial de maíz y cuáles son los que
afectan significativamente?, ¿Se ofrece capacitación y motivación adecuada a los operadores,
así como el compromiso laboral por parte de ellos?, ¿Se realiza todas las mediciones
necesarias actualmente en la empresa?, ¿El clima afecta en el secado artificial de maíz?, ¿La
máquina secadora recibe el adecuado mantenimiento?, ¿Existe una metodología utilizada por
los operadores para llevar a cabo el proceso de secado?, ¿Con que calidad llega el grano a la
empresa?, ¿De qué manera se podría lograr que el proceso de secado artificial de maíz blanco,

57
Calidad del
grano dentro
del secado
M.O. M.A. Med.
Temp. Ambiente
Capacitación
Humedad relativa
Motivación
Humedad maíz
Densidad
Daños %
Compromiso Temp. Grano
Parcela Conoc. Tácito Mantenimiento
Variedad Ensayo-error
Mét. Mq.
Tiempos Caudal aire
Agricultor Presión gas
M.P.
mejore la calidad del producto minimizando pérdidas como gas natural, energía eléctrica,
vida útil del equipo secador y tiempo del proceso?,
Para ampliar la comprensión de proceso de secado artificial de maíz blanco nacional, se
visualizará de mejor forma los factores principales y secundarios mediante un diagrama de
Ishikawa, para después poder identificar posibles soluciones y llevar una mejor organización.
Fig. 3.0 Elaboración propia. Diagrama de Ishikawa sobre la calidad del grano dentro del secado artificial de maíz.
Con el diagrama anterior podemos interpretar lo siguiente:
Para el caso de la medición, tenemos que es importante recabar datos para ofrecer un
seguimiento como lo es la densidad, que es el contenido de masa en un volumen y se expresa
en kilogramos por hectolitro (kg/hl). También se le conoce como masa hectolítrica (peso
hectolítrico).(Aplicaci et al., 2002).
Con ello mediremos que tanto es afectado el grano y en qué proporción en cuanto al
rendimiento del peso y el cobro de secado al agricultor. También nos sirve para cubicar o
medir el tonelaje en un silo o en una bodega en cuanto al volumen del mismo. Medir el
porcentaje de daños al maíz también es clave puesto que si no se da el tratamiento adecuado,

58
el grano puede sufrir severas consecuencias, entonces tomando una muestra representativa
será suficiente para indicar si cumple o no la calidad indicada en la norma una vez pasado
por el proceso de secado. La humedad del maíz es clave en este punto ya que si no tenemos
el valor óptimo (14.7%) pueden ocurrir problemas de mermado en todos los aspectos. Este
es uno de los puntos que si se miden en la empresa lo más riguroso posible, sin embargo a
pesar de la gravedad del asunto ocurren secados por fuera del rango establecido por la
empresa. La temperatura del grano es otra variable a medir, aunque está totalmente ligada a
la humedad del grano y se realiza en la empresa sin ningún problema.
En el factor de la mano de obra tenemos que no se ofrece una capacitación adecuada por
parte de la empresa hacia los trabajadores, solo se hace referencia al funcionamiento mismo
de la secadora, sin embargo, los empleados realizan estas operaciones sin manual alguno o
bien sin estándares de operación que marque un procedimiento adecuado para este fin, todo
es al tanteo o experiencia misma del operador. En cuanto a la motivación, la empresa ofrece
sueldos por encima de lo manejado en esta industria, se le ofrece las prestaciones marcadas
por la ley e incluso cuentan con comedor para ingerir sus alimentos. El compromiso de los
trabajadores es el cotidiano en cuanto a su responsabilidad por lo que no se observa algún
problema en este rubro.
El medio ambiente es uno de los puntos a lidiar, puesto que el clima sin lugar a dudas es un
factor de ruido que no podemos controlar, por lo que todo el tiempo está variando día a día,
tanto la temperatura ambiente como la humedad relativa, sin embargo, se cuenta con equipo
necesario para estar realizando estas mediciones. En cuanto a la maquinaria, se lleva un
registro (bitácora) contemplado en un plan de mantenimiento preventivo, reduciendo así la
posibilidad de que el fallo de la secadora sea inesperado, aquí se incluye la limpieza de la
torre de secado, oxidación en partes metálicas, agujeros para el paso de aire, ventilador,
descarga y otras partes móviles, lubricación de baleros, limpieza de los filtros, quemador y
cámara de combustión. La capacidad y la velocidad se consideran como buenas ya que al ser
una de las más grandes secadoras proporcionadas por el distribuidor aumenta la velocidad de
proceso, sin dejar de lado el programa de mantenimiento. Existe en los controles de la
máquina una función en la velocidad de descarga más sin embargo el tiempo de secado es el
tomado por el operador a criterio propio.

59
Si se refiere a metodología de secado, este sería un talón de Aquiles ya que no existe uno
como tal, que el operador pueda tomar, este detalle se ha estado mencionando constantemente
y es una de las oportunidades de mejora que se detectó para que mediante la investigación
realizada se ofreciera una propuesta de mejora.
Finalmente es ineludible que el grano que viene del campo, según sea la variedad, el tipo de
tierra y los cuidados ofrecidos por el agricultor en su parcela, sea fuente de calidad y
rendimiento del grano de maíz. En este sentido, la empresa solo realiza un muestreo que se
ajusta a los parámetros marcados en la norma (Aplicaci et al., 2002), sin embargo es de
considerar que cada lote varía mas no sabemos si es o no significativa dicha variación dentro
del proceso de secado.
Indicadores.
Una vez identificado los principales factores que afectan de forma muy general, es importante
tener en cuenta que existen algunos de ellos que por su naturaleza impactan de manera directa
en el secado artificial de maíz debido a su variación, dicho esto, definirlos y estudiarlos más
a fondo nos llevaría a obtener resultados más contundentes.
No existe una definición oficial de “indicador” por parte de algún organismo nacional o
internacional, sólo algunas referencias que los describen como: “Herramientas para clarificar
y definir, de forma más precisa, objetivos e impactos (...) son medidas verificables de cambio
o resultado (...) diseñadas para contar con un estándar contra el cual evaluar, estimar o
demostrar el progreso (...) con respecto a metas establecidas, facilitan el reparto de insumos,
produciendo (...) productos y alcanzando objetivos”.(Rocío & Pérez, 2002).
Los indicadores de calidad son instrumentos de medición, basados en hechos y datos, que
permiten evaluar la calidad de los procesos, productos y servicios para asegurar la
satisfacción de los clientes, es decir, miden el nivel de cumplimiento de las especificaciones
establecidas para una determinada actividad o proceso empresarial, (Calidad, 2002). Los
indicadores de calidad, idealmente pocos aunque representativos de las áreas prioritarias o
que requieren supervisión constante de la gestión, deben ser:
• Realistas: relacionados con las dimensiones significativas de la calidad del proceso,
producto o servicio.

60
• Efectistas: que se centren en el verdadero impacto de la calidad.
• Visibles: en forma de gráficos de fácil interpretación, accesibles a las personas
involucradas en las actividades medidas.
• Sensibles a las variaciones del parámetro que se está midiendo.
• Económicos: sencillos de calcular y gestionar.
3.1 Selección de factores y variable de respuesta.
Diseño de parámetros.
a) Identificar qué factores afectan la característica de calidad en cuanto a su magnitud y en
cuanto a su variabilidad.
b) Definir los niveles “óptimos” en que debe fijarse cada parámetro o factor, a fin de
optimizar la operación del producto y hacerlo lo más robusto posible.
c) Identificar factores que no afectan substancialmente la característica de calidad a fin de
liberar el control de estos factores y ahorrar costos de pruebas
Los factores son las causas o variables a estudiar en un experimento, debido a su posible
impacto en la variable de respuesta de interés. Cuando de entrada son muchos los factores
(más de 10), algunos se podrán descartar con un análisis del historial del proceso, usando
toda la información disponible y los conocimientos técnicos del proceso. (Gutierrez, 2004).
Las propiedades (Fowlkes, 1995) deseables en la característica de calidad que se escoja son:
La característica debe ser continua, cuantitativa y fácil de medir: Las medidas cuantitativas
continuas permiten discriminar entre las pequeñas mejoras de calidad. Las características que
son fáciles de medir así mismo facilitan la realización práctica del experimento.
La característica debería tener un cero absoluto (sólo valores positivos): La temperatura
dada en grados Kelvin es un ejemplo de este tipo; los grados Celsius y Farenheit, por otro
lado, no lo son. Esta propiedad es especialmente importante en los diseños dinámicos, y en
el diseño nominal es mejor tipo I. En estos casos los modelos de la razón S/N serán los
mejores, porque se logra independizar a los comportamientos de la media y de la razón S/N.

61
La característica debería tener una relación aditiva (no interactiva), o al menos consistente
con los efectos de los factores: Lo ideal es que la característica tenga un comportamiento
resultante de la suma de los efectos independientes de los factores de control. Cuando esto
no sea posible, al menos debería lograrse que la característica tenga un comportamiento
consistente, monotónico (siempre creciente, o siempre decreciente). Con un comportamiento
consistente queremos decir que se acepta la existencia de cierto nivel de interacción. Por
ejemplo, suponiendo que tenemos dos factores de control A y B, con algún nivel de
interacción entre ellos, y suponiendo además que nos interesa maximizar la respuesta. Si la
respuesta máxima de A se produce con el mismo nivel de A, no importa cuál sea el valor de
B; y si además la respuesta máxima de B se produce con el mismo nivel de B, sin importar
cuál sea el valor de A, se mantiene entonces una consistencia con la que se podrá trabajar.
Entonces, la variable de respuesta en este caso para mejorar la calidad del maíz blanco dentro
del proceso de secado es la humedad de salida, ya que este porcentaje de humedad resultante
en el grano, es el que se debe de optimizar, porque si esto se logra las características tanto
físicas como organolépticas del producto lograrán su capacidad para alcanzar una mayor
ganancia de peso específico al momento del embarque. Para esta característica de calidad
utilizaremos nominal es mejor tipo I, ya que manejaremos variables continuas positivas.
Los factores que podemos involucrar una vez analizado el proceso de secado artificial de
maíz, son los siguientes:
Factor Tipo Rango permitido Instrumento Metodología
Humedad de salida
Variable de respuesta
[14 % – 15 %] Determinador de humedad
(NMX-FF-034/1-2002)
Humedad de entrada
Controlable [16 % – 20 %] Determinador de humedad
(NMX-FF-034/1-2002)
Temperatura secado
Controlable [120 oF – 180 oF] Display de secadora
Prueba/error
Tiempo secado Controlable [10 min – 40 min] Display de secadora
Prueba/error
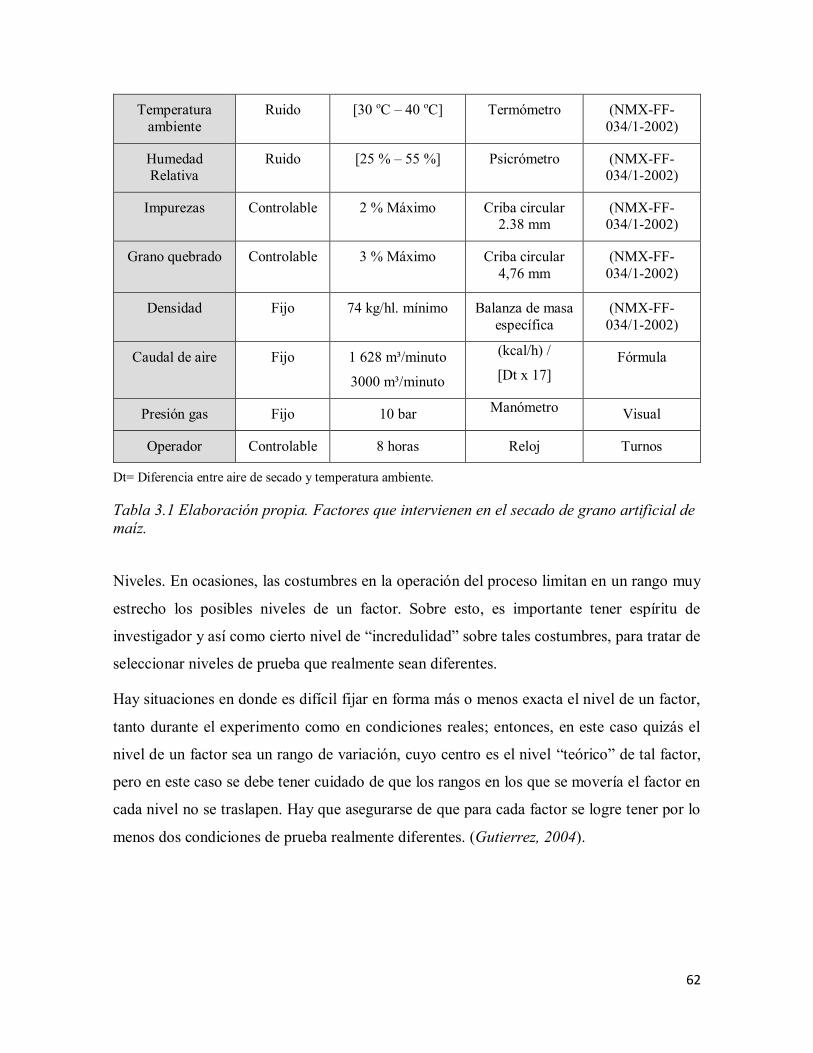
62
Temperatura ambiente
Ruido [30 oC – 40 oC] Termómetro (NMX-FF-034/1-2002)
Humedad Relativa
Ruido [25 % – 55 %] Psicrómetro (NMX-FF-034/1-2002)
Impurezas Controlable 2 % Máximo Criba circular 2.38 mm
(NMX-FF-034/1-2002)
Grano quebrado Controlable 3 % Máximo Criba circular 4,76 mm
(NMX-FF-034/1-2002)
Densidad Fijo 74 kg/hl. mínimo Balanza de masa específica
(NMX-FF-034/1-2002)
Caudal de aire Fijo 1 628 m³/minuto
3000 m³/minuto
(kcal/h) /
[Dt x 17] Fórmula
Presión gas Fijo 10 bar Manómetro Visual
Operador Controlable 8 horas Reloj Turnos
Dt= Diferencia entre aire de secado y temperatura ambiente.
Tabla 3.1 Elaboración propia. Factores que intervienen en el secado de grano artificial de maíz.
Niveles. En ocasiones, las costumbres en la operación del proceso limitan en un rango muy
estrecho los posibles niveles de un factor. Sobre esto, es importante tener espíritu de
investigador y así como cierto nivel de “incredulidad” sobre tales costumbres, para tratar de
seleccionar niveles de prueba que realmente sean diferentes.
Hay situaciones en donde es difícil fijar en forma más o menos exacta el nivel de un factor,
tanto durante el experimento como en condiciones reales; entonces, en este caso quizás el
nivel de un factor sea un rango de variación, cuyo centro es el nivel “teórico” de tal factor,
pero en este caso se debe tener cuidado de que los rangos en los que se movería el factor en
cada nivel no se traslapen. Hay que asegurarse de que para cada factor se logre tener por lo
menos dos condiciones de prueba realmente diferentes. (Gutierrez, 2004).

63
Factor Tipo Rango permitido Niveles
Humedad de salida
Variable de respuesta [14 % – 15 %] N/A
Humedad de entrada Ruido [17 % – 20 %] 17, 18.5 y 20.
(%)
Temperatura secado Controlable [120 oF – 180 oF] Fuego bajo y alto
(oF)
Tiempo secado Controlable [15 min – 30 min] 15, 30 (min)
Temperatura Ambiente Ruido [30 oC – 40 oC] 30, 35, 40 (oC)
Humedad Relativa Ruido [25 % – 55 %] 25, 40, 55. (%)
Impurezas Controlable 2 % Máximo Un nivel
Grano quebrado Controlable 3 % Máximo Un nivel
Variedad Ruido 2030, 2038 y 3000 1, 2, 3
Caudal de aire Controlable 1 628 m³/minuto
3,000 m³/minuto
1, 2
Operador Controlable 2 op. / jornada 1, 2
Tabla 3.1.1 Elaboración propia. Niveles que intervienen en los factores preestablecidos.
Una vez establecidos los factores de ruido y controlables se diseñó la matriz de datos con un
arreglo ortogonal incluyendo un arreglo interno y externo. Se dice que una matriz de diseño
es ortogonal si sus columnas son linealmente independientes, lo cual se tiene si la
multiplicación de dos columnas cualesquiera es igual a cero. (Gutierrez, 2004).
Estos arreglos son diseños factoriales completas, fraccionadas o mixtas, dependiendo del
número de factores y estudiar en un caso particular. La condición fundamental para que un
diseño experimental sea de tipo robusto es que exista al menos un factor de ruido para el cual
se busca hacer que el proceso o producto sea insensible a su efecto, sin pretender controlar
dicho factor de ruido. Este seguirá actuando como siempre en el proceso después del
experimento, pero se busca que su efecto sea menor.

64
3.2 Selección de arreglos experimentales.
Matriz ortogonal incluyendo arreglo interno y externo.
ARREGLO EXTERNO
FAC
TOR
ES
DE
R
UID
O
HR 1 1 1 2 2 2 3 3 3
MED
IA
RA
ZÓN
SE
ÑA
L /
RU
IDO
TA 1 2 3 1 2 3 1 2 3
HE 1 2 3 2 3 1 3 1 2
V 1 2 3 3 1 2 2 3 1
AR
REG
LO IN
TER
NO
FACTORES
CONTROLABLES �̅� 𝑆/𝑅 A B C D Y11 Y12 Y13 . . . . . Y19 �̅�1. 𝑆/𝑅1 1 1 1 1 Y21 Y22 Y23 . . . . . Y29 �̅�2. 𝑆/𝑅2 1 1 2 2 Y31 Y32 Y33 . . . . . Y39 �̅�3. 𝑆/𝑅3 1 2 1 2 . . . . �̅�4. 𝑆/𝑅4 1 2 2 1 . . . . �̅�5. 𝑆/𝑅5 2 1 1 2 . . . . �̅�6. 𝑆/𝑅6 2 1 2 1 . . . . �̅�8. 𝑆/𝑅7 2 2 1 1 . . . . �̅�9. 𝑆/𝑅8 2 2 2 2 . . . . �̅�10. 𝑆/𝑅9 Y101 Y102 Y103 . . . . . Y109 �̅�11. 𝑆/𝑅10
Tabla. 3.2 Ejemplo de diseño con arreglo interno (L8) y arreglo externo (L9). (Gutierrez, 2004).
Tabla. 3.2.1 Arreglos ortogonales L8 y L9. (Gutierrez, 2004) .

65
En la figura anterior se muestra una matriz con diseño ortogonal con el arreglo interno L8 y
con un arreglo externo L9. Esto es, para el arreglo interno se optó por el arreglo L8 pero solo
con 4 factores, seleccionando las columnas 1, 2, 4, 7 y para el caso del L9 también cuatro
factores.
Asignación de factores. Al momento de asignar estos factores debemos tener en cuenta que
esta serie se va secuenciando de acuerdo al nivel de dificultad para la actividad de muestreo.
CONTROLABLES RUIDO Identificación Factor Identificación Factor
A Temperatura HR Humedad Relativa B Tiempo TA Temperatura ambiental C Caudal de aire HE Humedad de entrada D Operador V Variedad
Tabla 3.2.2 Elaboración propia. Asignación de factores.
Mediciones.
Cualquier proceso de medición genera un error, por lo tanto, lo que se observa no es
exactamente la realidad, más bien es la realidad más un error de medición. Esto se traduce
en que la variación total observada en unos datos es el resultado de la variación propia del
producto más el error del proceso de medición. En términos matemáticos esta idea queda
representada como sigue: 𝜎𝑡𝑜𝑡𝑎𝑙2 = 𝜎𝑝𝑟𝑜𝑑
2 + 𝜎𝑒𝑟𝑟𝑜𝑟2 . (Gutiérrez & Salazar, 2009)
En particular, las fuentes principales que contribuyen al error del proceso de medición son el
equipo de medición, los operadores (reproducibilidad) y la variación dentro de la muestra.
La variabilidad del equipo
• Calibración. La exactitud y linealidad del instrumento.
En este caso para el análisis del maíz, todos los instrumentos de medición están calibrados por un
laboratorio acreditado ante el Sistema Nacional de Calibración (S.N.C.).
• Estabilidad. El cambio del instrumento con el transcurso del tiempo.
66
• Repetibilidad. La variación observada cuando un operador mide de manera repetida la
misma pieza con el mismo instrumento. Ej. Un operador. (Gutiérrez & Salazar, 2009).
3.3 Prueba de hipótesis.
Una hipótesis estadística es una afirmación sobre los valores de los parámetros de una
población o proceso, que es susceptible de probarse a partir de la información contenida en
una muestra representativa que es obtenida de la población. Probar una hipótesis consiste en
investigar si lo afirmado por la hipótesis nula es verdad o no. La estrategia de prueba parte
del supuesto de que H0 es verdadera, y si los resultados de la investigación contradicen en
forma suficiente dicho supuesto, entonces se rechaza H0 y se acepta la hipótesis alternativa.
En caso de que los resultados de la investigación no demuestren claramente la falsedad de
H0, ésta no se rechaza. Es decir, la hipótesis nula es verdadera mientras no se demuestre lo
contrario. (Gutierrez, 2004).
Planteamiento de hipótesis.
Para el caso de la formulación de hipótesis en esta investigación se plantean las siguientes
hipótesis:
𝐻0: 𝜇1 − 𝜇2 − 𝜇3 − 𝜇4 = 0
𝐻1: 𝜇1 − 𝜇2 − 𝜇3 − 𝜇4 ≠ 0, ó al menos alguna es diferente.
𝐻0= No existe diferencia significativa en el efecto de los factores en cuanto al secado
artificial. (No influye en la variación de la humedad final del grano).
𝐻1: Si existe diferencia significativa en el tratamiento de los factores o en al menos alguno
de ellos en cuanto al secado artificial. (Si influye en la variación de la humedad final del
grano).
𝐻0: 𝐸𝑓𝑒𝑐𝑡𝑜 𝐴 = 0 𝐻0: 𝐸𝑓𝑒𝑐𝑡𝑜 𝐵 =0 𝐻0: 𝐸𝑓𝑒𝑐𝑡𝑜 𝐶=0 𝐻0: 𝐸𝑓𝑒𝑐𝑡𝑜 𝐷=0
𝐻1: 𝐸𝑓𝑒𝑐𝑡𝑜 𝐴 ≠ 0 𝐻0: 𝐸𝑓𝑒𝑐𝑡𝑜 𝐵 ≠ 0 𝐻0: 𝐸𝑓𝑒𝑐𝑡𝑜 𝐶 ≠ 0 𝐻0: 𝐸𝑓𝑒𝑐𝑡𝑜 𝐷 ≠ 0
En este caso las hipótesis de interés es saber si los factores que interactúan en el proceso de
secado artificial de maíz, se comportan de igual forma o si existe alguna diferencia en al
menos uno de ellos en cuanto al efecto de la variable de respuesta.

67
3.4 Corrida experimental.
Una vez dicho lo anterior se procede a continuar con el experimento real y el diseño final queda como sigue. A= Temperatura (Bajo-1, Alto-2) B=Tiempo (15 y 30 min) C=Caudal de aire (Bajo-1 Alto-2) D=Operador (Turno1, Turno2), HR=Humedad relativa (25, 40, 55%), HE=Humedad de entrada (17, 18.5, 20), V=Variedad de grano (Dk1, Dk2, Dk3), TA=Temperatura ambiente (30oC, 35 oC, 40 oC)
ARREGLO EXTERNO
FACT
ORE
S D
E RU
IDO
HR
1 1 1 2 2 2 3 3 3
MED
IA
RA
ZÓN
SEÑ
AL
/ R
UID
O
TA 1 2 3 1 2 3 1 2 3 HE 1 2 3 2 3 1 3 1 2
V 1 2 3 3 1 2 2 3 1
AR
REG
LO IN
TER
NO
FACTORES CONTROLABLES
�̅� 10 𝑙𝑜𝑔10 [�̅�2̅̅̅̅
𝑆2]
A B C D
1 1 1 1 15.5 17.1 18.7 17 18.6 15.9 18.5 15.8 17.6 17.1889 11.3577
1 1 2 2 15 16.6 18.2 16.6 18.1 15.3 18 15.2 17.2 16.6889 11.1256
1 2 1 2 14.6 16.2 17.8 16.2 17.8 15 17.7 14.8 16.8 16.3222 10.9827
1 2 2 1 14.2 15.8 17.4 15.7 17.3 14.5 17.2 14.4 16.3 15.8667 10.9174
2 1 1 2 14.1 15.6 17.2 15.5 17.2 14.4 17.1 14.3 16.1 15.7222 10.9318
2 1 2 1 13.7 15.2 16.8 15.2 16.8 14.1 16.7 14 15.8 15.3667 10.9176
2 2 1 1 13.2 14.7 16.3 14.6 16.2 13.5 16.1 13.4 15.2 14.8000 10.7650
2 2 2 2 12.8 14.3 15.9 14.3 15.8 13.1 15.8 13 14.9 14.4333 10.6004
Tabla. 3.4. Elaboración propia. Diseño con arreglo interno y externo para hacer más robusta la calidad del maíz.
Los datos tomados anteriormente se realizaron mediante la normatividad (Aplicaci et al.,
2002), y este diseño fue un acuerdo tomado entre el analista y responsables de los procesos
del centro de acopio, esto con el fin de minimizar pérdidas y también con el objetivo de poder
acumular la mayor cantidad de información posible mediante los datos obtenidos del
muestreo. Cabe mencionar que no existió inconformidad por ninguna de las partes ni
tampoco inconvenientes para llevarse a cabo dicho muestreo, salvo que al momento de
llevarse a cabo los tratamientos se fue capturando primeramente en acuerdo a las necesidades
de la empresa y finalmente se cubrieron algunos tratamientos para completar la matriz.
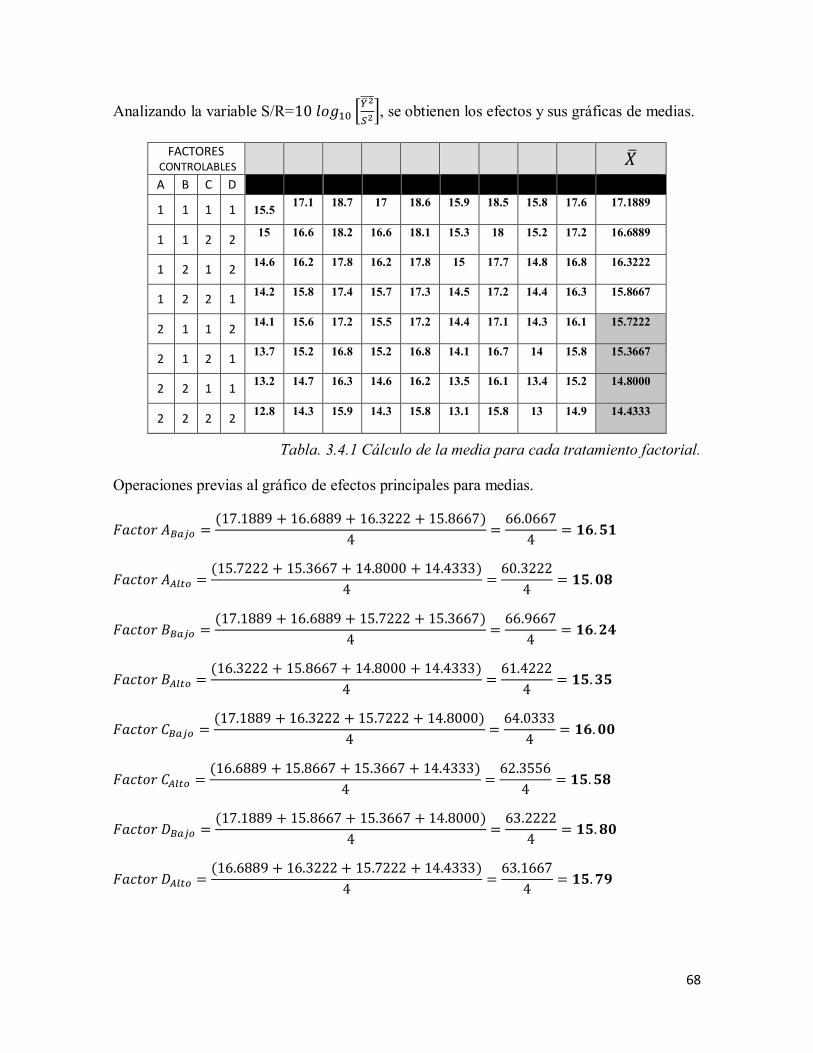
68
Analizando la variable S/R=10 𝑙𝑜𝑔10 [�̅�2̅̅ ̅̅
𝑆2], se obtienen los efectos y sus gráficas de medias.
FACTORES CONTROLABLES �̅� A B C D
1 1 1 1 15.5 17.1 18.7 17 18.6 15.9 18.5 15.8 17.6 17.1889
1 1 2 2 15 16.6 18.2 16.6 18.1 15.3 18 15.2 17.2 16.6889
1 2 1 2 14.6 16.2 17.8 16.2 17.8 15 17.7 14.8 16.8 16.3222
1 2 2 1 14.2 15.8 17.4 15.7 17.3 14.5 17.2 14.4 16.3 15.8667
2 1 1 2 14.1 15.6 17.2 15.5 17.2 14.4 17.1 14.3 16.1 15.7222
2 1 2 1 13.7 15.2 16.8 15.2 16.8 14.1 16.7 14 15.8 15.3667
2 2 1 1 13.2 14.7 16.3 14.6 16.2 13.5 16.1 13.4 15.2 14.8000
2 2 2 2 12.8 14.3 15.9 14.3 15.8 13.1 15.8 13 14.9 14.4333
Tabla. 3.4.1 Cálculo de la media para cada tratamiento factorial.
Operaciones previas al gráfico de efectos principales para medias.
𝐹𝑎𝑐𝑡𝑜𝑟 𝐴𝐵𝑎𝑗𝑜 =(17.1889 + 16.6889 + 16.3222 + 15.8667)
4=
66.0667
4= 𝟏𝟔. 𝟓𝟏
𝐹𝑎𝑐𝑡𝑜𝑟 𝐴𝐴𝑙𝑡𝑜 =(15.7222 + 15.3667 + 14.8000 + 14.4333)
4=
60.3222
4= 𝟏𝟓. 𝟎𝟖
𝐹𝑎𝑐𝑡𝑜𝑟 𝐵𝐵𝑎𝑗𝑜 =(17.1889 + 16.6889 + 15.7222 + 15.3667)
4=
66.9667
4= 𝟏𝟔. 𝟐𝟒
𝐹𝑎𝑐𝑡𝑜𝑟 𝐵𝐴𝑙𝑡𝑜 =(16.3222 + 15.8667 + 14.8000 + 14.4333)
4=
61.4222
4= 𝟏𝟓. 𝟑𝟓
𝐹𝑎𝑐𝑡𝑜𝑟 𝐶𝐵𝑎𝑗𝑜 =(17.1889 + 16.3222 + 15.7222 + 14.8000)
4=
64.0333
4= 𝟏𝟔. 𝟎𝟎
𝐹𝑎𝑐𝑡𝑜𝑟 𝐶𝐴𝑙𝑡𝑜 =(16.6889 + 15.8667 + 15.3667 + 14.4333)
4=
62.3556
4= 𝟏𝟓. 𝟓𝟖
𝐹𝑎𝑐𝑡𝑜𝑟 𝐷𝐵𝑎𝑗𝑜 =(17.1889 + 15.8667 + 15.3667 + 14.8000)
4=
63.2222
4= 𝟏𝟓. 𝟖𝟎
𝐹𝑎𝑐𝑡𝑜𝑟 𝐷𝐴𝑙𝑡𝑜 =(16.6889 + 16.3222 + 15.7222 + 14.4333)
4=
63.1667
4= 𝟏𝟓. 𝟕𝟗

69
Diagrama de Pareto Estandarizada para % humedad (media)
0 10 20 30 40Efecto estandarizado
D:Factor_D
C:Factor_C
B:Factor_B
A:Temperatura+-
Gráfica. 3.4 Efectos principales para medias obtenida mediante el software Minitab v.17.
En esta gráfica se observa que el factor A es el que más efecto tiene sobre la media, seguido
del factor B. Analizando desde otro punto de vista el factor A es el que tiene la mayor
deferencia entre su nivel alto y bajo. Este factor es la temperatura y es importante tenerlo en
cuenta ya que el valor objetivo de la calidad de maíz se centra en 14.7%.
Gráfica. 3.4.1 Pareto de los efectos estandarizados para el análisis de las medias.
En este otro gráfico de Pareto, tenemos que los factores A, B y C son significativos en cuanto
al efecto que se tiene sobre la media y claramente se observa que el factor A es sumamente
superior a todos los demás, sin embargo, no podemos ignorar el hecho de que en los
operadores no existe diferencia significativa en cuanto a la labor de los operadores.
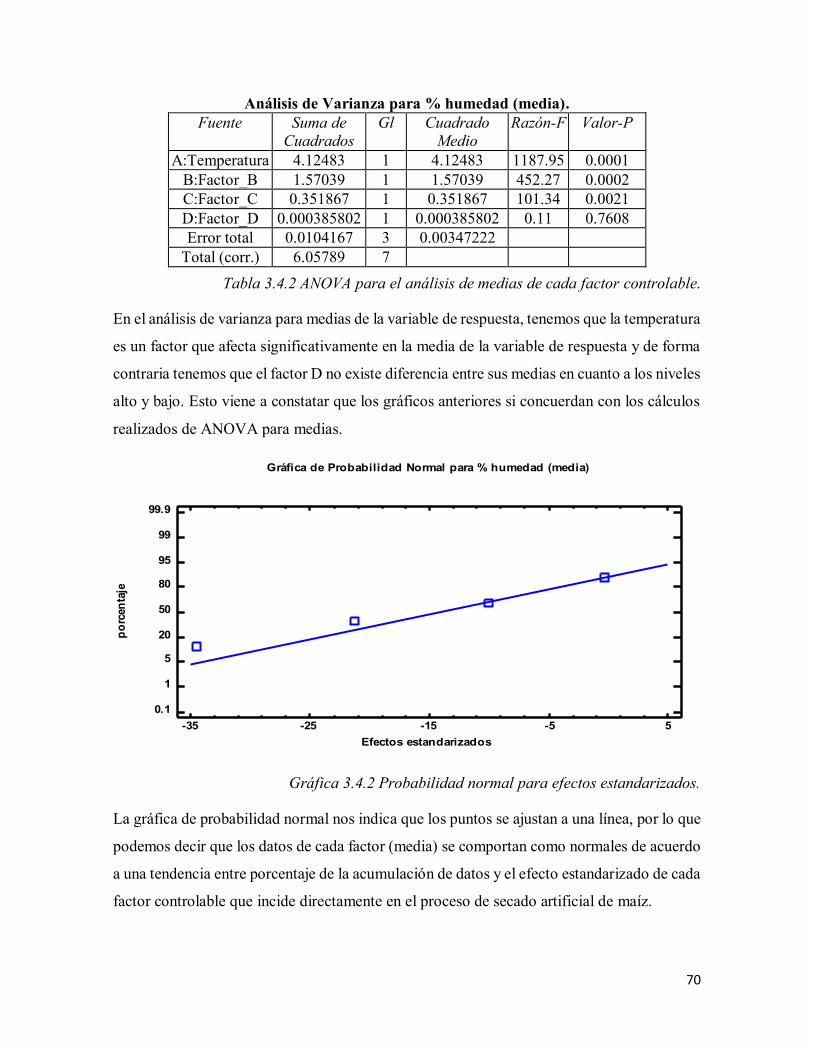
70
Análisis de Varianza para % humedad (media). Fuente Suma de
Cuadrados Gl Cuadrado
Medio Razón-F Valor-P
A:Temperatura 4.12483 1 4.12483 1187.95 0.0001 B:Factor_B 1.57039 1 1.57039 452.27 0.0002 C:Factor_C 0.351867 1 0.351867 101.34 0.0021 D:Factor_D 0.000385802 1 0.000385802 0.11 0.7608 Error total 0.0104167 3 0.00347222
Total (corr.) 6.05789 7 Tabla 3.4.2 ANOVA para el análisis de medias de cada factor controlable.
En el análisis de varianza para medias de la variable de respuesta, tenemos que la temperatura
es un factor que afecta significativamente en la media de la variable de respuesta y de forma
contraria tenemos que el factor D no existe diferencia entre sus medias en cuanto a los niveles
alto y bajo. Esto viene a constatar que los gráficos anteriores si concuerdan con los cálculos
realizados de ANOVA para medias.
Gráfica 3.4.2 Probabilidad normal para efectos estandarizados.
La gráfica de probabilidad normal nos indica que los puntos se ajustan a una línea, por lo que
podemos decir que los datos de cada factor (media) se comportan como normales de acuerdo
a una tendencia entre porcentaje de la acumulación de datos y el efecto estandarizado de cada
factor controlable que incide directamente en el proceso de secado artificial de maíz.
Gráfica de Probabilidad Normal para % humedad (media)
-35 -25 -15 -5 5Efectos estandarizados
0.1
1
5
20
50
80
95
99
99.9
porc
enta
je
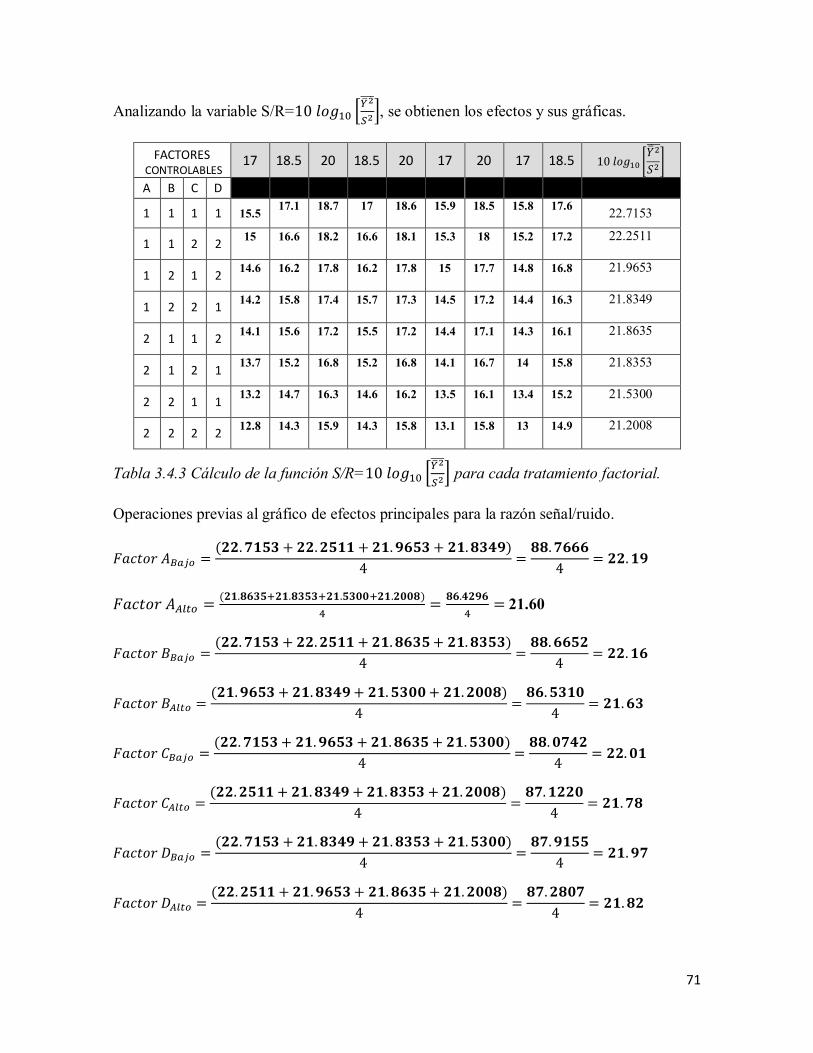
71
Analizando la variable S/R=10 𝑙𝑜𝑔10 [�̅�2̅̅ ̅̅
𝑆2], se obtienen los efectos y sus gráficas.
FACTORES CONTROLABLES
17 18.5 20 18.5 20 17 20 17 18.5 10 𝑙𝑜𝑔10 [�̅�2̅̅̅̅
𝑆2]
A B C D
1 1 1 1 15.5 17.1 18.7 17 18.6 15.9 18.5 15.8 17.6 22.7153
1 1 2 2 15 16.6 18.2 16.6 18.1 15.3 18 15.2 17.2 22.2511
1 2 1 2 14.6 16.2 17.8 16.2 17.8 15 17.7 14.8 16.8 21.9653
1 2 2 1 14.2 15.8 17.4 15.7 17.3 14.5 17.2 14.4 16.3 21.8349
2 1 1 2 14.1 15.6 17.2 15.5 17.2 14.4 17.1 14.3 16.1 21.8635
2 1 2 1 13.7 15.2 16.8 15.2 16.8 14.1 16.7 14 15.8 21.8353
2 2 1 1 13.2 14.7 16.3 14.6 16.2 13.5 16.1 13.4 15.2 21.5300
2 2 2 2 12.8 14.3 15.9 14.3 15.8 13.1 15.8 13 14.9 21.2008
Tabla 3.4.3 Cálculo de la función S/R=10 𝑙𝑜𝑔10 [�̅�2̅̅ ̅̅
𝑆2] para cada tratamiento factorial.
Operaciones previas al gráfico de efectos principales para la razón señal/ruido.
𝐹𝑎𝑐𝑡𝑜𝑟 𝐴𝐵𝑎𝑗𝑜 =(𝟐𝟐. 𝟕𝟏𝟓𝟑 + 𝟐𝟐. 𝟐𝟓𝟏𝟏 + 𝟐𝟏. 𝟗𝟔𝟓𝟑 + 𝟐𝟏. 𝟖𝟑𝟒𝟗)
4=
𝟖𝟖. 𝟕𝟔𝟔𝟔
4= 𝟐𝟐. 𝟏𝟗
𝐹𝑎𝑐𝑡𝑜𝑟 𝐴𝐴𝑙𝑡𝑜 =(𝟐𝟏.𝟖𝟔𝟑𝟓+𝟐𝟏.𝟖𝟑𝟓𝟑+𝟐𝟏.𝟓𝟑𝟎𝟎+𝟐𝟏.𝟐𝟎𝟎𝟖)
4=
𝟖𝟔.𝟒𝟐𝟗𝟔
4= 21.60
𝐹𝑎𝑐𝑡𝑜𝑟 𝐵𝐵𝑎𝑗𝑜 =(𝟐𝟐. 𝟕𝟏𝟓𝟑 + 𝟐𝟐. 𝟐𝟓𝟏𝟏 + 𝟐𝟏. 𝟖𝟔𝟑𝟓 + 𝟐𝟏. 𝟖𝟑𝟓𝟑)
4=
𝟖𝟖. 𝟔𝟔𝟓𝟐
4= 𝟐𝟐. 𝟏𝟔
𝐹𝑎𝑐𝑡𝑜𝑟 𝐵𝐴𝑙𝑡𝑜 =(𝟐𝟏. 𝟗𝟔𝟓𝟑 + 𝟐𝟏. 𝟖𝟑𝟒𝟗 + 𝟐𝟏. 𝟓𝟑𝟎𝟎 + 𝟐𝟏. 𝟐𝟎𝟎𝟖)
4=
𝟖𝟔. 𝟓𝟑𝟏𝟎
4= 𝟐𝟏. 𝟔𝟑
𝐹𝑎𝑐𝑡𝑜𝑟 𝐶𝐵𝑎𝑗𝑜 =(𝟐𝟐. 𝟕𝟏𝟓𝟑 + 𝟐𝟏. 𝟗𝟔𝟓𝟑 + 𝟐𝟏. 𝟖𝟔𝟑𝟓 + 𝟐𝟏. 𝟓𝟑𝟎𝟎)
4=
𝟖𝟖. 𝟎𝟕𝟒𝟐
4= 𝟐𝟐. 𝟎𝟏
𝐹𝑎𝑐𝑡𝑜𝑟 𝐶𝐴𝑙𝑡𝑜 =(𝟐𝟐. 𝟐𝟓𝟏𝟏 + 𝟐𝟏. 𝟖𝟑𝟒𝟗 + 𝟐𝟏. 𝟖𝟑𝟓𝟑 + 𝟐𝟏. 𝟐𝟎𝟎𝟖)
4=
𝟖𝟕. 𝟏𝟐𝟐𝟎
4= 𝟐𝟏. 𝟕𝟖
𝐹𝑎𝑐𝑡𝑜𝑟 𝐷𝐵𝑎𝑗𝑜 =(𝟐𝟐. 𝟕𝟏𝟓𝟑 + 𝟐𝟏. 𝟖𝟑𝟒𝟗 + 𝟐𝟏. 𝟖𝟑𝟓𝟑 + 𝟐𝟏. 𝟓𝟑𝟎𝟎)
4=
𝟖𝟕. 𝟗𝟏𝟓𝟓
4= 𝟐𝟏. 𝟗𝟕
𝐹𝑎𝑐𝑡𝑜𝑟 𝐷𝐴𝑙𝑡𝑜 =(𝟐𝟐. 𝟐𝟓𝟏𝟏 + 𝟐𝟏. 𝟗𝟔𝟓𝟑 + 𝟐𝟏. 𝟖𝟔𝟑𝟓 + 𝟐𝟏. 𝟐𝟎𝟎𝟖)
4=
𝟖𝟕. 𝟐𝟖𝟎𝟕
4= 𝟐𝟏. 𝟖𝟐

72
Gráfica.3.4.3 Efectos principales para razón SN obtenida mediante el software Minitab v 17.
En esta gráfica se observa que el factor A es el que más efecto tiene sobre la media, seguido
del factor B. Analizando desde otro punto de vista el factor A es el que tiene la mayor
deferencia entre su nivel alto y bajo. Este factor es la temperatura y es importante tenerlo en
cuenta, aunque el factor B difiere con muy poco en cuanto al efecto que ambos factores
ofrecen sobre la variable de respuesta en relación a la razón señal / ruido.
Nivel A B C D
1 22.19 22.17 22.02 21.98
2 21.61 21.63 21.78 21.82
Delta 0.58 0.53 0.24 0.16
Clasificar 1 2 3 4
Tabla 3.4.4 Respuesta para relaciones de señal a ruido nominal es mejor.
Como podemos observar, la diferencia entre A y B en cuanto al valor delta, es poco
comparado con las diferencias del factor C y D, siendo A y B los factores que más impactan
significativamente al proceso de secado artificial de maíz.

73
Efectos estimados para % humedad (SN: objetivo) Efecto Estimado Error Estd. V.I.F.
Promedio 21.8995 0.0224326 A:Temperatura -0.584257 0.0448652 1.0
B:Factor_B -0.533566 0.0448652 1.0 C:Factor_C -0.238041 0.0448652 1.0 D:Factor_D -0.158706 0.0448652 1.0
Errores estándar basados en el error total con 3 g.l. Tabla 3.4.5 Efectos estimados para % humedad (SN: objetivo).
Esta tabla muestra las estimaciones para cada uno de los efectos estimados y las
interacciones. También se muestra el error estándar de cada uno de estos efectos, el cual
mide su error de muestreo. Note también que el factor de inflación de varianza (V.I.F.) más
grande, es igual a 1.0. Para un diseño perfectamente ortogonal, todos los factores serían
igual a 1. Análisis de Varianza para % humedad (SN: objetivo)
Fuente Suma de Cuadrados
Gl Cuadrado Medio Razón-F Valor-P
A:Temperatura 0.682712 1 0.682712 169.59 0.0010 B:Factor_B 0.569386 1 0.569386 141.44 0.0013 C:Factor_C 0.113327 1 0.113327 28.15 0.0131 D:Factor_D 0.0503753 1 0.0503753 12.51 0.0384 Error total 0.0120773 3 0.00402577 Total (corr.) 1.42788 7
Tabla 3.4.6 ANOVA para el análisis de la función S/R=10 𝑙𝑜𝑔10 [�̅�2̅̅ ̅̅
𝑆2].
R-cuadrada = 99.1542 por ciento; R-cuadrada (ajustada por g.l.) = 98.0264 por ciento; Error estándar del est. = 0.063449 Error absoluto medio = 0.0296463; Estadístico Durbin-Watson = 1.20227 (P=0.1534); Autocorrelación residual de Lag 1 = 0.115308
La tabla ANOVA particiona la variabilidad de % humedad en piezas separadas para cada uno
de los efectos. Entonces prueba la significancia estadística de cada efecto comparando su
cuadrado medio contra un estimado del error experimental. En este caso, 4 efectos tienen
una valor-P menor que 0.05, indicando que son significativamente diferentes de cero con un
nivel de confianza del 95.0%.

74
El estadístico R-Cuadrada indica que el modelo, así ajustado, explica 99.1542% de la
variabilidad en % humedad. El estadístico R-cuadrada ajustada, que es más adecuado para
comparar modelos con diferente número de variables independientes, es 98.0264%. El error
estándar del estimado muestra que la desviación estándar de los residuos es 0.063449. El
error medio absoluto (MAE) de 0.0296463 es el valor promedio de los residuos. El
estadístico de Durbin-Watson (DW) prueba los residuos para determinar si haya alguna
correlación significativa basada en el orden en que se presentan los datos en el archivo.
Puesto que el valor-P es mayor que 5.0%, no hay indicación de autocorrelación serial en los
residuos con un nivel de significancia del 5.0%.
Recordemos que el error estándar de un estadístico es una estimación de su desviación
estándar, y esta a su vez es una estimación de la variación muestral o experimental que
contiene dicho estimador. Así, en el diagrama de Pareto estandarizado se grafica la
estimación de los efectos estandarizados. A continuación se muestras el gráfico con sus
respectivos cálculos.
Gráfico 3.4.4 Pareto de los efectos estandarizados de la función S/R=10 𝑙𝑜𝑔10 [�̅�2̅̅ ̅̅
𝑆2].
En este diagrama de Pareto podemos visualizar que todos los factores son significativos lo
cual viene a comprobar gráficamente que en realidad si existe una diferencia significativa en
cuanto a los distintos niveles que se presentan en el impacto de la variable de respuesta, sin
embargo, los dos factores que más afectan son la temperatura y el tiempo, por lo que los
Diagrama de Pareto Estandarizada para % humedad (SN: objetivo)
0 3 6 9 12 15Efecto estandarizado
D:Factor_D
C:Factor_C
B:Factor_B
A:Temperatura+-

75
operadores deberán prestar atención y cuidado en el manejo de estas variables. Además de
los pasos anteriores, para cualquier respuesta continua es útil realizar estos dos mismos pasos
con el estadístico general S/R -10log(S2), a fin de tener otra visión del análisis y si los
resultados de este otro llegaran a diferir del estadístico recomendado por Taguchi se deben
analizar con detenimiento las dos soluciones encontradas para finalmente determinar cuál es
la mejor. Este segundo análisis puede proteger al experimentador de una solución subóptima
que algunas veces generan las señales/ruido originales. (Logothetis, 1994).
Analizando la variable S/R=−10 𝑙𝑜𝑔10S2, se obtienen los efectos y sus gráficas.
FACTORES CONTROLABLES
−10 𝑙𝑜𝑔10S2
A B C D
1 1 1 1 15.5 17.1 18.7 17 18.6 15.9 18.5 15.8 17.6 -1.990
1 1 2 2 15 16.6 18.2 16.6 18.1 15.3 18 15.2 17.2 -2.197
1 2 1 2 14.6 16.2 17.8 16.2 17.8 15 17.7 14.8 16.8 -2.290
1 2 2 1 14.2 15.8 17.4 15.7 17.3 14.5 17.2 14.4 16.3 -2.175
2 1 1 2 14.1 15.6 17.2 15.5 17.2 14.4 17.1 14.3 16.1 -2.067
2 1 2 1 13.7 15.2 16.8 15.2 16.8 14.1 16.7 14 15.8 -1.896
2 2 1 1 13.2 14.7 16.3 14.6 16.2 13.5 16.1 13.4 15.2 -1.875
2 2 2 2 12.8 14.3 15.9 14.3 15.8 13.1 15.8 13 14.9 -1.987
Tabla 3.4.7 Cálculo de la función S/R=−10 𝑙𝑜𝑔10S2
Operaciones previas al gráfico de efectos principales para la razón señal/ruido.
𝑭𝒂𝒄𝒕𝒐𝒓 𝑨𝑩𝒂𝒋𝒐 =(−𝟏. 𝟗𝟗 − 𝟐. 𝟏𝟗𝟕 − 𝟐. 𝟐𝟗𝟎 − 𝟐. 𝟏𝟕𝟓)
𝟒=
−𝟖. 𝟔𝟓𝟐
𝟒= −𝟐. 𝟏𝟔𝟑
𝐹𝑎𝑐𝑡𝑜𝑟 𝐴𝐴𝑙𝑡𝑜 =(−𝟐.𝟎𝟔𝟕−𝟏.𝟖𝟗𝟔−𝟏.𝟖𝟕𝟓−𝟏.𝟗𝟖𝟕)
4=
𝟕.𝟖𝟐𝟓
4= −1.956
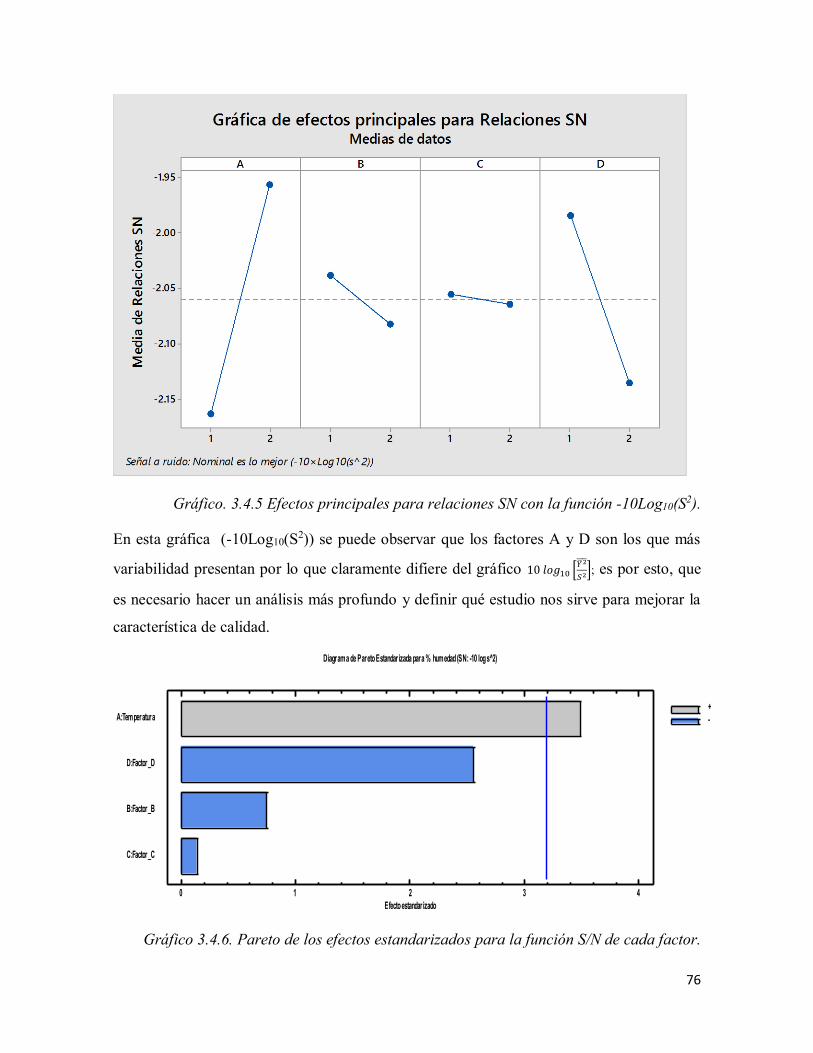
76
Gráfico. 3.4.5 Efectos principales para relaciones SN con la función -10Log10(S2).
En esta gráfica (-10Log10(S2)) se puede observar que los factores A y D son los que más
variabilidad presentan por lo que claramente difiere del gráfico 10 𝑙𝑜𝑔10 [�̅�2̅̅̅̅
𝑆2]; es por esto, que
es necesario hacer un análisis más profundo y definir qué estudio nos sirve para mejorar la
característica de calidad.
Gráfico 3.4.6. Pareto de los efectos estandarizados para la función S/N de cada factor.
Diagrama de Pareto Estandarizada para % humedad (SN: -10 log s 2̂)
0 1 2 3 4Efecto estandarizado
C:Factor_C
B:Factor_B
D:Factor_D
A:Temperatura+-

77
En el gráfico de Pareto anterior tenemos que la temperatura es la único que rebasa el
estadístico de prueba de T-student, por lo que podemos definir que para este caso, solo un
factor se considera como el que afecta significativamente en el proceso lo cual resulta ser una
respuesta subóptima.
Análisis de Varianza para % humedad (SN: -10 log s^2) Fuente Suma de Cuadrados Gl Cuadrado Medio Razón-F Valor-P A:Temperatura 0.085561 1 0.085561 12.18 0.0398 B:Factor_B 0.00390528 1 0.00390528 0.56 0.5100 C:Factor_C 0.000138597 1 0.000138597 0.02 0.8972 D:Factor_D 0.0457641 1 0.0457641 6.52 0.0837 Error total 0.0210694 3 0.00702313 Total (corr.) 0.156438 7
Tabla 3.4.8. ANOVA para la función (-10Log10(S2))
R-cuadrada = 86.5318 porciento, R-cuadrada (ajustada por g.l.) = 68.5743 % Error estándar del est. = 0.0838041, Error absoluto medio = 0.0474164 La tabla ANOVA particiona la variabilidad de % humedad en piezas separadas para cada uno
de los efectos. Entonces prueba la significancia estadística de cada efecto comparando su
cuadrado medio contra un estimado del error experimental. En este caso, un efecto tiene una
valor-P menor que 0.05, indicando que son significativamente diferentes de cero con un nivel
de confianza del 95.0%. El estadístico R-Cuadrada indica que el modelo, así ajustado, explica
86.5318% de la variabilidad en % humedad. El estadístico R-cuadrada ajustada, que es más
adecuado para comparar modelos con diferente número de variables independientes, es
68.5743%. El error estándar del estimado muestra que la desviación estándar de los residuos
es 0.0838041. El error medio absoluto (MAE) de 0.0474164 es el valor promedio de los
residuos. El estadístico de Durbin-Watson (DW) prueba los residuos para determinar si haya
alguna correlación significativa basada en el orden en que se presentan los datos en el
archivo. Debido a que el valor-P es menor que 5.0%, hay una indicación de posible
correlación serial al nivel de significancia del 5.0%.
Para el análisis de varianza tenemos que la R2 presenta menor variabilidad en la
representación de los datos en comparación del primer análisis por lo cual también es
indicador que no se ajusta debidamente y también los valores de P son demasiados altos para
un análisis coherente; evidentemente se opta por el primer estudio.

78
Prueba de hipótesis.
Recordemos que para Fisher la hipótesis a contrastar es que “no existe diferencia entre los
tratamientos. Según Salsburg para distinguir entre la hipótesis usada por Fisher para calcular
el valor p y otras posibles hipótesis Neyman y E. Pearson llamaron hipótesis nula a la
hipótesis a contrastar y a la otra, hipótesis alternativa. En esta formulación, el valor p es
calculado para contrastar la hipótesis nula pero la potencia de la prueba se refiere a como este
valor p funcionará si la alternativa es, en los hechos, verdadera. La potencia de la prueba es
una medida de cuan buena es la prueba. Dadas dos pruebas la de mayor potencia sería la
mejor a usar. De modo muy sintético recordemos que la Teoría de Neyman-Pearson, cuya
estructura matemática es aceptada hasta nuestros días, establece, como hemos dicho, dos
hipótesis posibles: la nula y la alternativa. Según los autores existen dos fuentes de error:
rechazar la hipótesis nula cuando es verdadera (nivel de significación, αo error de tipo I) y no
rechazarla cuando es falsa (βo error de tipo II). Sus contrapartidas, en sentido probabilística,
son las decisiones correctas de no rechazar una hipótesis cuando es verdadera (1-α) y
rechazarla cuando es falsa (1-β), esto último es la potencia de la prueba. Deberíamos intentar
mantener la probabilidad de cometer error de tipo I a un nivel bastante bajo, como 0.01 ó
0.05, y después minimizar el error de tipo II todo lo que se pueda”…”La única forma de
reducir un error de tipo II sin aumentar un error de tipo I es aumentar el tamaño de la muestra,
lo que no siempre resulta fácil. Siguiendo a Salburg admitimos que el uso de pruebas de
significación de Fisher produce un número que llamó valor p. Es una probabilidad calculada,
una probabilidad asociada a los datos observados bajo el supuesto de que la hipótesis nula es
verdadera. El valor p es una probabilidad (p-value), se puede definir como “el menor nivel
de significación al que se puede rechazar una hipótesis nula cuando es verdadera.”(Fernández
Loureiro, 2001).
Esta lógica de análisis tiene semejanzas con los planteamientos filosóficos de Karl Popper
quien estableció que “la ciencia no avanza aceptando hipótesis verdaderas, sino rechazando
falsas”. La potencia de una prueba estadística o el poder estadístico es la probabilidad de que
la hipótesis nula sea rechazada cuando la hipótesis alternativa es verdadera (es decir, la
probabilidad de no cometer un error del tipo II). Por lo tanto la potencia es igual a 1 - β, que
también se conoce como la sensibilidad.

79
# Factores Criterio de
Hipótesis
Gráficamente
F-Fisher (V1=1,V2=3) Decisión
Probable
fuente de
error
α=5% F-Razón Vs F-Tablas
A Temperatura 0.0010 < α 169.59 > 10.128 Rechazar H0 Tipo I
B Tiempo 0.0013 < α 141.44 > 10.128 Rechazar H0 Tipo I
C Caudal Aire 0.0131 < α 28.15 > 10.128 Rechazar H0 Tipo I
D Operador 0.0384 < α 12.51 > 10.128 Rechazar H0 Tipo I
Tabla 3.4.9. Valores calculados para la Prueba de hipótesis.
Gráfico 3.4.7. Prueba de F Fisher para comprobación de hipótesis.
De esto podemos concluir que como el valor de F calculada es menor que la F de la tabla de
Fisher, Ho se rechaza; por lo tanto existen diferencias significativas reales en el efecto de
cada uno de los cuatro factores, afectando directamente en el proceso de secado de maíz.
Siendo así la temperatura que causa mayor afectación seguido del tiempo respectivamente.
Región de rechazo de Ho Región de no rechazo de Ho

80
Capítulo IV. Análisis de resultados.
Finalmente una vez concluido el proyecto podemos decidir qué medidas implementar para
generalizar el resultado del estudio y garantizar que las mejoras se mantengan. Quizá sea
conveniente aplicar las mismas medidas en procesos similares, modificar procesos,
procedimientos e instrucciones de trabajo y establecer medidas de control.
4.1 Discusión de resultados experimentales.
En este caso el mejor ANOVA resulto ser que todos los factores impactaban directamente en
el resultado de la obtención de la humedad nominal del maíz. Por lo que se puede concluir lo
siguiente:
Posteriormente en el análisis de la función S/R=10 log10 [Y̅2̅̅ ̅̅
S2], todos los factores fueron
estadísticamente significativos pero para el caso del análisis de medias solo el factor de
operador resultó que no impactaba significativamente en el proceso de secado de maíz. Esto
es notorio y llama mucho la atención porque en cuanto a resultados de medias no afecta pero
en señal ruido sí. Por lo que se deberá tener sumo cuidado en el método y las operaciones a
realizar por parte de los operadores.
En el caso de la temperatura y el tiempo, es conveniente seguir en observación y análisis
más a fondo para obtener el comportamiento diario de los resultados puesto que estos dos
factores conllevan la mayor parte de los buenos resultados y la rapidez, así como el ahorro
de combustible y agilidad en el servicio.
Finalmente el factor de caudal de aireación también es importante, aunque debemos dar
prioridad a la temperatura y el tiempo, este factor no se debe descuidar, aun sabiendo de la
existencia de una mayor tolerancia para efectos de calidad sin un manejo adecuado de este
factor podremos demorar tiempo valioso principalmente en el servicio que presta la empresa
de agilidad en la descarga, ya que en ocasiones el clima no se presta para seguir operando o
también sucede que los camioneros buscan la rápida descarga debido a lluvias pronosticadas.
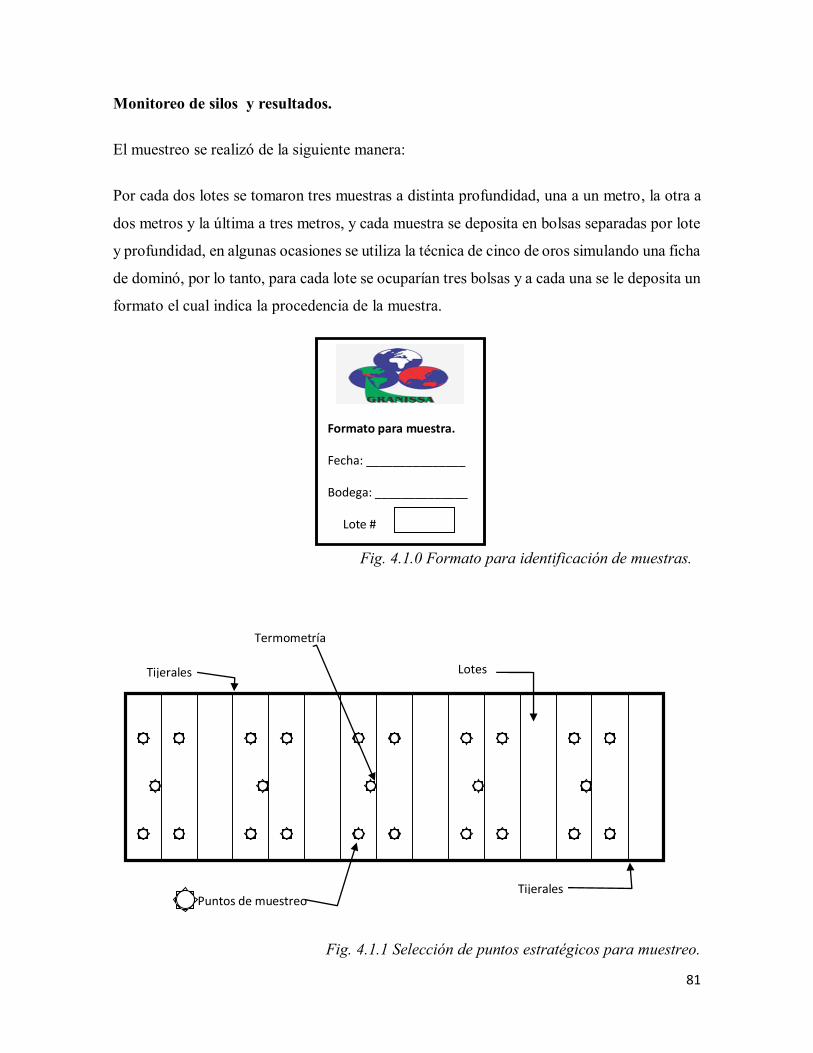
81
Monitoreo de silos y resultados.
El muestreo se realizó de la siguiente manera:
Por cada dos lotes se tomaron tres muestras a distinta profundidad, una a un metro, la otra a
dos metros y la última a tres metros, y cada muestra se deposita en bolsas separadas por lote
y profundidad, en algunas ocasiones se utiliza la técnica de cinco de oros simulando una ficha
de dominó, por lo tanto, para cada lote se ocuparían tres bolsas y a cada una se le deposita un
formato el cual indica la procedencia de la muestra.
Fig. 4.1.0 Formato para identificación de muestras.
Fig. 4.1.1 Selección de puntos estratégicos para muestreo.
Tijerales
Tijerales Puntos de muestreo
Lotes
Termometría
Formato para muestra.
Fecha: _______________
Bodega: ______________
Lote #

82
Informe de calidad de maíz.
El resultado de este muestreo capturado en este formato se enfocó principalmente en la
bodega número uno, ya que a esta se le dio un mayor seguimiento en lo que concierne al
estudio de calidad.
Los resultados fueron los siguientes:
GRANOS NACIONALES INTERNACIONALES DE SINALOA.
GERENCIA DE ALMACENAMIENTO Y CONSERVACIÓN.
INFORME DE CALIDAD DE MAÍZ. FOLIO. ____________
UNIDAD DE ALMACENAMIENTO: GRANISSA LOS MOCHIS
CLASE Y VARIEDAD: MAÍZ BLANCO NACIONAL.
SILO: NÚMERO UNO.
FECHA: 10-JUL-2015
COSECHA: 2014-2015
VOLUMEN: 9570.26 TONS
CONS CARACTERIS. DAÑOS (%) T OTROS
LOTE HUMED IMP. CALOR G.CAFE HONG POD INSEC MANCH TOT QUEB P. ESP
L-1 13.9 0.6 0.0 0.0 0.0 0.3 0.0 0.0 0.3 0.5 0.761
L-2 13.8 0.8 0.0 0.0 0.0 0.2 0.0 0.0 0.2 0.6 0.760
L-3 14.0 0.5 0.0 0.0 0.0 0.4 0.0 0.0 0.4 0.8 0.759
L-4 13.7 0.6 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.8 0.763
L-5 14.1 0.9 .0.0 0.0 0.0 0.4 0.0 0.0 0.4 0.7 0.762
L-6 14.0 0.7 .0.0 0.0 0.0 0.2 0.0 0.0 0.2 1.0 0.760
L-7 13.9 1.0 0.0 0.0 0.0 0.3 0.0 0.0 0.3 0.6 0.760
L-8 13.8 0.9 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.7 0.763
L-9 13.8 0.8 0.0 0.0 0.0 0.2 0.0 0.0 0.2 0.5 0.761
L-10 14.0 0.6 0.0 0.0 0.0 0.3 0.0 0.0 0.3 0.9 0.760 Prom 13.9 0.74 0.0 0.0 0.0 0.23 0.0 0.0 0.23 0.71 0.761
Tabla 4.1.0 Informe de calidad de maíz en silo uno.
000219

83
En este recuadro se observa el análisis general de la bodega uno en la cual se da mayor
importancia a la humedad y el manchado o daño por secadora.
En el recuadro siguiente se observa el análisis para las siguiente bodegas dos y después se
realiza una comparación.
GRANOS NACIONALES INTERNACIONALES DE SINALOA
GERENCIA DE ALMACENAMIENTO Y CONSERVACIÓN.
INFORME DE CALIDAD DE MAÍZ. FOLIO. ____________
UNIDAD DE ALMACENAMIENTO: GRANISSA LOS MOCHIS
CLASE Y VARIEDAD: MAÍZ BLANCO NACIONAL.
SILO: NÚMERO DOS.
FECHA: 10-JUL-2015
COS: 2014-2015
VOLUMEN: 9420.19TONS
CONS CARACTERIS. DAÑOS (%) T OTROS
LOTE HUMED IMP. CALOR G.CAFE HONG POD INSEC MANCH TOT QUEB P. ESP
L-1 13.2 0.6 0.0 0.0 0.0 0.3 0.0 0.0 0.3 0.7 0.760
L-2 15.3 0.5 0.0 0.0 0.0 0.5 0.0 0.0 0.5 1.0 0.763
L-3 12.9 0.6 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.8 0.740
L-4 13.0 0.6 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.6 0.760
L-5 12.6 0.9 0.0 0.0 0.0 0.4 0.0 0.5 0.9 1.2 0.750
L-6 16.3 1.1 0.0 0.0 0.0 0.4 0.0 0.0 0.4 1.0 0.770
L-7 13.1 0.8 0.0 0.0 0.0 0.0 0.0 0.3 0.3 1.1 0.760
L-8 12.8 0.9 0.0 0.0 0.0 0.4 0.0 0.0 0.4 0.9 0.740
L-9 13.5 0.7 0.0 0.0 0.0 0.6 0.0 0.0 0.6 1.0 0.761
L-10 14.4 1.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.7 0.765 Prom 13.7 0.77 0.0 0.0 0.0 0.26 0.0 0.08 0.34 0.9 0.756
Tabla 4.1.1 Informe de calidad de maíz en silo dos.
000220

84
Con el resumen de los cuadros anteriores podemos definir qué:
La humedad del primer y segundo silo es buena, solo que para fines de conservación resultó
ser mejor la bodega número uno, por tener mayor el índice de humedad promedio a la
humedad requerida por las empresas harineras y Cargill, que es del 14 a 11 por ciento.
El silo número uno cuenta con menor porcentaje de impureza, lo que significa que se tendrá
una menor probabilidad de calentamientos en este, aunque este es un factor que no es
consecuencia del secado artificial, es clave también para la conservación de la calidad del
grano.
En cuanto al porcentaje de granos podridos, granos quebrados y total de daños, la que ocupa
mayor porcentaje es el silo dos, este puede variar para los dos dependiendo del grano podrido
recibido de campo, daño por secadora y la conservación del mismo.
Por último, el porcentaje de peso específico, es mejor para el silo uno, este va relacionado
con el porcentaje de humedad y es crítico en la calidad y en el rendimiento del peso y la
existencia en la unidad.
Cálculo de ganancias y beneficios monetarios.
Para fines de cálculo de ganancias se determinó lo siguiente:
Basado en los volúmenes cubicados de maíz para cada silo, el número uno es el que acaparó
mayor volumen, debido a que algunos lotes de grano presentan una humedad y un peso
específico menor de lo requerido. Por lo tanto:
Para silo 1 = 9,570.0 toneladas cubicadas.
Para silo 2 = 9,420.0 toneladas cubicadas.

85
En el silo uno hubo una mejor diferencia de 150 toneladas por encima del silo dos,
presentando una mejor calidad en el grano ya que esta tiene presencia de grano manchado
debido algunos procesos excedidos en calor por parte de la secadora.
Presentando el costo para el ciclo otoño-invierno 2014-2015, acopiado en la empresa
GRANISSA, fue de $3800.00 por tonelada.
Tomando en cuenta que el volumen de acopio, capturado en los registros del sistema fue de
9,150 toneladas para el silo uno y 9,120 toneladas para el silo dos, la diferencia para los silos
uno y dos fue la siguiente:
Silos: (9570 – 9420) = 150; Para silo 1 = 150.0 por arriba del volumen de silo dos, se calcula
que:
(150 toneladas) ($3800.00) = $570,000; Por lo tanto en el silo uno se tiene $570,000 pesos
en diferencia.
Pero para el caso del silo 1, que es el que se trabajó con la respuestas de diseño experimental,
sucede que 9150 toneladas reportadas al sistema menos 9570 toneladas cubicadas se tiene
una ganancia de 420 toneladas que se le generaron a la empresa del recaudado en el sistema
y para el silo dos una ganancia de 300 toneladas, esto sin tomar en cuenta que con el paso de
los días irá disminuyendo por la pérdida constante de humedad hasta su estabilización.
4.2 Propuestas al proceso de Industrialización actual.
Para estabilizar o estandarizar el funcionamiento de la secadora de maíz, como primer punto,
se deberá ofrecer una capacitación adecuada a los operadores de secadoras de maíz, ya que
estos serán la base del éxito del proceso, de lo cual se hizo un hincapié en lo siguiente:
-La presión por trabajar rápido y a la vez por tener una humedad nominal de 14.7 es uno de
los principales puntos a abatir (estrés), ya que con este estudio el operador contará con un
acercamiento (no exacto) del nivel que debe tener cada factor.

86
Aquí se muestra la tabla de humedades definidas resultantes del experimento anterior.
# ENTRADA TRATAMIENTO SALIDA Observaciones
humedades HR1 HR2 humedades
1 17 1212 1221 14.6 Organolépticos deseables
2 18.5 2211 2222 14.8 Organolépticos deseables
3 20 2222 (Re) Por encima Organolépticos indeseables
Tabla 4.2.0 Tratamientos deseables para cada condición estudiada en el experimento.
Para un análisis más profundo se propuso a la empresa llevar los registros de cada operación
para que de esta manera se vaya reduciendo la brecha de experimentación y error; es decir,
una vez que los operadores conforme a la marcha vayan a prueba y error obteniendo registros
acercados en base a la premisa de la importancia del impacto directo de cada factor, se
obtendrá más agilidad en el proceso y mayor calidad en el producto. En definitivo, cada
decisión tomada por el operador en turno es importante, es por ello que entre menos rotación
de personal exista por parte de la empresa y mayor capacitación tengan se verá finalmente
reflejada en los resultados.
4.3 Propuesta de trabajos futuros.
Una de las propuestas que se pueden realizar es el de trabajar con simulación con software
especializados o modelos matemáticos y estadísticos que integren todos y cada uno de los
actores obteniendo un acercamiento más real a lo que pueda ser la obtención de variables de
respuesta más viables y sobre todo que la experimentación no resulte ser tan cara evitando
demoras principalmente.
La aplicación de modelos de Thompson para simular el secado del grano a altas temperaturas,
el desarrollo de un lenguaje apropiado para generar modelos de secado y el desarrollo de
una interfaz gráfica con el objetivo de facilitar la comprensión del usuario. Programas
computacionales como LINSEC bajo Visual Basic es uno de los más eficaces para el
modelado y simulación de sistemas de secado y en la prestación de valores simulados
acercados más a la realidad podrían ser una muy buena opción.

87
Otra de las propuestas a realizar es la creación de nuevas secadoras que permitan un control
automático que reduzcan el riesgo de sobre secado y permita hacer un uso muy eficiente de
la energía, que aporten a la cadena de valor de los granos debido permitiendo obtener un
producto íntegro final de alta calidad.
Conclusiones.
En este estudio, lo que verdaderamente importa es la calidad brindada en el servicio al cliente
tomando en consideración producto final pues de aquí radican las ganancias de la empresa.
Este trade-off, presenta lotes de producción tan grandes y tan exigidos en su entrega, que será
necesario reducir el nivel de calidad en el secado de grano dándole prioridad al agricultor
puesto el número tan elevado de toneladas que le urge descargar.
Finalmente podemos concluir que se identificaron los factores, niveles y variables que
intervinieron en el proceso de secado artificial de maíz, presentados en las tablas previamente
diseñadas para su posterior análisis. También se describió paso a paso, todo el proceso formal
del secado y conservación del producto. Por consiguiente, se formularon las hipótesis en las
cuales se hizo énfasis, si habría o no diferencia significativa en los factores controlables a
considerar que podrían afectar directamente en el proceso de secado, para después, una vez
seleccionado la técnica de Taguchi (diseños ortogonales), analizar la varianza de las muestras
obtenidas. Después los resultados obtenidos se interpretaron mediante gráficos arrojados por
distintos software como Statgraphics y Minitab 17 principalmente, demostrando así, que la
temperatura, el tiempo y caudal de aire mediante la función S/R=10 log10 [Y̅2̅̅ ̅̅
S2] y medias
fueron factores que afectaron significativamente la variable de respuesta y por otra parte hubo
una discrepancia siendo el factor operador el único en no demostrar estadísticamente una
clara diferencia en los resultados entre un operador y otro. De esto se pudo extraer la
combinación óptima de factores para la obtención de humedades al finalizar el proceso de
secado propuesta en la tabla de tratamientos deseables. Finalmente se pudo lograr con éxito
el objetivo principal de la investigación que fue la mejora del proceso de secado artificial en
la empresa GRANISSA, en base a un diseño experimental.

88
Referencias bibliográficas.
Aguirre, R. (1988). Manual para el beneficio de las semillas (Vol. 1). Cali, Colombia: CIAT. http://doi.org/ISBN-84-89206-75-9
Aplicaci, C. D. E., Esta, O., & Para, R. Productos Alimenticios no industrializados para consumo humano- CEREALES – PARTE I : MAÍZ BLANCO PARA
PROCESO ALCALINO PARA TORTILLAS DE MAÍZ Y PRODUCTOS DE MAÍZ NIXTAMALIZADO - ESPECIFICACIONES Y MÉTODOS DE PRUEBA NON INDUSTRIALIZED FOOD PRODUCTS FOR HU (2002). México, D.F.: Secretaría de economía. Retrieved from http://www.sagarpa.gob.mx/agronegocios/Lists/Instrumentos Tcnicos Normalizacin y Marcas Colecti/Attachments/97/NMX_MAIZ_BLANCO.pdf
Calidad, M. ManualGuiaIndicadoresdeCalidad.pdf (2002).
Cayuela, L., Rey, U., & Carlos, J. (2011). Introducción al diseño de experimentos, 104–122.
De Bahía, A. (2011). Factores que afectan la conservación, 1, 27.
De Dios, C. A. (1996). Secado de granos y secadoras (p. 332). Santiago, Chile. Retrieved from. http://ftpmirror.your.org/pub/misc/cd3wd/1005/_ag_grain_dryers_es_unfao_lp_108250_.pdf
DICONSA. (2014). Manual de Muestreo y Análisis. Diconsa.
El Universo. (2011). Tecnología para secar granos - Ecuador - Noticias _ El Universo. Febrero, p. 1.
FAO. (1993). Manual de manejo poscosecha de granos a nivel rural - Indice. SANTIAGO.
Fernandez Loureiro, E. (1978). Métodos estadísticos y valor P: Historia de una controversia. Retrieved from http://www.econ.uba.ar/www/institutos/epistemologia/marco_archivos/ponencias/Actas XIII/Trabajos Episte/Fernandez Loureiro, Garcia_trabajo.pdf
Fernando, W., Rodriguez, G. I. L., & Lateral. (2001). Tesis de doctorado.
Fisher, R. a. (1935). Design of Experiments. Analytic Methods for Design Practice.

89
Fundibeq. (2007). Diseno_De_Experimentos, 1–23.
Gutierrez, H. (2004). Análisis y diseño de experimentos, McGraw Hill.
Gutiérrez, H., & Salazar, R. (2009). Control estadístico de la calidad y seis sigmas, McGraw Hill edición.
Kalpakjian, S. (2006). ManufacturA, INGENIERÍA Y TecNOLOGÍA. (Pearson, Ed.) (5ta. ed.).
Kavanaugh, C. F. (2002). Los diseños de Taguchi contra los diseños clásicos de experimentos. Conciencia Tecnológica.
Lesso García, J. C. (2015). Aplicación de diseño de experimentos para la mejora de proceso de moldeo por inyección de plástico de la pieza fin instrument en industrias CAMCA S.A. Universidad Autónoma de Querétaro.
Maritimo, P., Tomas, S., & De, J. (2006). FACULTAD DE AGRONOMIA INSTITUTO DE INVESTIGACIONES AGRONOMICAS “ EVALUACION
DE EFICACIA DE CONTROL DE BROMURO DE METILO Y FOSFAMINA SOBRE Tribolium castaneum ( Herbst ) y Sitophilus zeamais ( Motschulsky ) EN TRATAMIENTOS CUARENTENARIOS REALIZADOS.
Martinez, M. (2008). Diseños experimentales de investigación. Ejercicios prácticos.
Montgomery, D. C. (2004). Diseño y análisis de Experimentos. Editorial Limusa Wiley, segunda edición.
Morillas, A. (2003). ANÁLISIS DE LA VARIANZA ( UN FACTOR ).
Rocío, A., & Pérez, M. (2002). ¿Qué son los indicadores? Revista de Información Y Análisis, 19, 52–58.
Ryan, T. (2007). Modern Experimental Design. Technometrics (Vol. 49). http://doi.org/10.1198/tech.2007.s695
Sagarpa-Siap. (2012). Estudio de gran visión y factibilidad económica y financiera para el desarrollo de infraestructura de almacenamiento y distribución de granos y oleaginosas para el mediano y largo plazo a nivel nacional. Informe Nacional De Produccion, 256.
Salazar, G., Alberto, J., Rebollar, R., Licea, R., Alberto, J., Salazar, G., … Rodríguez,
G. (2006). Competitividad , cupos de importación y comercialización de maíz de Sinaloa.

90
Sampieri, R., Collado, C., Lucio, P., & Pérez, M. (1998). Metodología de la investigación (pp. 1–21).
SE. (2012). Análisis De La Cadena De Valor Maíz-Tortilla: Situación Actual Y Factores De Competencia Local, 38.
SE. (2015). Secretaría de Economía - Sinaloa. www.gob.mx/se/. Portal de información de Gobierno Federal.
SIAP. (2014). SIAP – Servicio de Información Agroalimentaria y Pesquera » Maíz Grano, www.siap.gob.mx/. Portal de información de Gobierno Federal.
Srinivasan, Murray & Schiller, (2007). Cuarta edición, Schaum’s Outline of Theory
and Problems of Probability and Statistics. McGraw Hill..
T e s i s. (2010) IPN, UPIICSA, Miranda Soriano Yanet, Maestría en Ingeniería Industrial, "PROPUESTA DE LA APLICACIÓN DEL DISEÑO DE EXPERIMENTOS, PARA AUMENTAR EL NIVEL DE VIDA Y BRILLO EN EL CHOCOLATE OBSCURO EN UNA EMPRESA CHOCOLATERA".
Yacuzzi, E., Martín, F., Quiñones, M., & Popovsky, M. (2013). El Diseño Experimental y los Métodos de Taguchi: Conceptos y Aplicación en la Industria Farmacéutica, 1–30.