Tema 1. proceso productivos
34
Procesos Productivos Mecatrónica MCG: Elizabeth Echeverry Saldarriaga
-
Upload
mcg-elizabeth-echeverry-saldarriaga -
Category
Education
-
view
129 -
download
0
Transcript of Tema 1. proceso productivos
Procesos ProductivosMecatrónicaMCG: Elizabeth Echeverry Saldarriaga

Toda organización tiene función de producción, trátese de productos y/oservicios, por ello es de suma importancia que esta función se administre dela mejor manera con el fin de alcanzar la ventaja competitiva.
Aunque generalmente se asocia a la producción con el hecho de producirbienes materiales como alimentos, vestidos o automóviles, la función deproducción está presente en cualquier ente socio-económico sea que esteofrezca bienes materiales o servicios intangibles.
La función de producción u operativa tiene como objeto las operacionesfísicas que hay que realizar para transformar las materias primas enproductos o para la realización de un servicio, por lo tanto la administraciónde la producción propende por la utilización más económica de unos medios(locaciones, maquinaria o recursos de cualquier tipo) por personas (operarios,empleados) con el fin de transformar unos materiales en productos o realizarunos servicios.
Conceptos generales de proceso.1. Producción: La producción es el estudio de las técnicas de gestiónempleadas para conseguir la mayor diferencia entre el valor agregado y elcosto incorporado consecuencia de la transformación de recursos enproductos finales.
2. Proceso productivo: designa a aquella serie de operaciones que se llevan acabo y que son ampliamente necesarias para concretar la producción de unbien o de un servicio.
3. Proceso: Es el conjunto de acciones o actividades sistematizadas que serealizan o tienen lugar con un fin.
4. Procedimiento: Consiste en seguir ciertos pasos predefinidos paradesarrollar una labor de manera eficaz. O Sucesión cronológica deoperaciones concatenadas entre si, que se constituyen en una unidad defunción para la realización de una actividad o tarea especifica dentro de unámbito predeterminado de aplicación.
5. Estructuración: Organización u ordenación de las partes de untodo.
6. Secuenciación: Ordenación de forma sucesiva de una serie de cosasque guardan cierta relación entre si.
7. Formalización: Es el parámetro de diseño según el cual seestablecen comportamientos standard dentro de la organización. Elcomportamiento se puede formalizar según el puesto de trabajo.
8. Control: Es un mecanismo preventivo y correctivo adoptado por laadministración de una dependencia o entidad que permite la oportunadetección y corrección de desviaciones, ineficientes o incongruenciasen el curso de la formulación, instrumentación, ejecución y evaluaciónde las acciones, con el propósito de procurar el cumplimiento de lanormatividad que las rige, y las estrategias, políticas, objetivos, metasy asignación de recursos.
9. Implantación: Involucra a toda las actividades que se dan al pasar de un sistemaviejo a uno nuevo. Se pueden encontrar las siguientes situaciones al hablar deimplantación:
El sistema es totalmente nuevo y reemplaza al que ya existe, sea de forma manual oautomatizada.Puede ser una modificación hacia algunos de los componentes del sistema queactualmente se usan.
10. Seguimiento: Consiste en la aplicación de controles periódicos de las variablesseleccionadas y debe cumplir los requerimientos:
1. Las medidas de control deben ser estandarización.2. Las variables seleccionadas deben tener capacidad para registrar las
propiedades de los sistemas afectados que se desea valorar y siempre que seaposible, ser indicadoras del estado del conjunto de un proceso o sistemaecológico.
3. La escala de las mediciones debe ser la apropiada para detectar los cambios quese investigan.
11. Servicio: bien intangible que tiene dos características básicas, laindividualización y el ser muy perecederos.
12. Producto: bien tangible que resulta de un proceso de fabricación.
13. Capacidad: valor teórico al que nos referimos como la cantidad porunidad de tiempo que se obtendría al utilizar al máximo todos los recursosdisponibles (Ejemplo: 10 relojes/ hora).
a. Capacidad demostrada: valor medio de las capacidades desarrolladas porel proceso productivo durante un determinado período de tiempo, a ella serecurre como un término más práctico y menos teórico de lo que es lacapacidad.
Por ejemplo, si un proceso ha arrojado las siguientes producciones en unasemana: 10 relojes/día, 8 relojes/día, 7 relojes/día, 12 relojes/día, 11relojes/día, 14 relojes/día y 9 relojes/día; entonces la capacidad demostradaes:
Capacidad demostrada = 10 + 8 + 7 + 12 + 11+ 14 +9 / 7 días = 10,14 relojes /día
b. Capacidad productiva: es la cantidad de recursos, principalmente fuerzalaboral y maquinaria, que están disponibles en el proceso productivo.
c. Capacidad diseñada o proyectada: tasa de producción ideal para la cualse diseñó el sistema. Se expresa con una relación (Tn. Producidas por año,semana, mes; volumen producido por año,….; clientes atendidos por hora)
Tasa de uso de la capacidad: grado en que unaempresa utiliza su capacidad productiva.
Tasa de uso cap. = salida real /cap. diseñada x 100%
Ejemplo: una empresa fue diseñada para producir3600 unidades de X producto en una semana.
En la realidad fabricó 2700 unidades en una semanadeterminada. ¿Cuál es su tasa de uso de lacapacidad?
Para producción variada (muchos tipos de producto con tiempos de producción distintos), puede utilizarse:
Tasa uso cap = horas reales máq. /horas disponibles de máq. x 100%
Calidad: - Número de productos defectuosos identificados tanto
internamente o externamente- Cantidad de desechos del proceso
14. Carga: cantidad de producto por unidad de tiempo que se exige a unproceso en un momento determinado.
15. Sobrecarga: cuando la carga es superior a la capacidad y el proceso nopuede operar todo lo deseado y aparecen inventarios de productos.
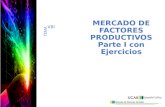
16. Cuello de botella: recursos que limitan la capacidad y originansobrecarga.
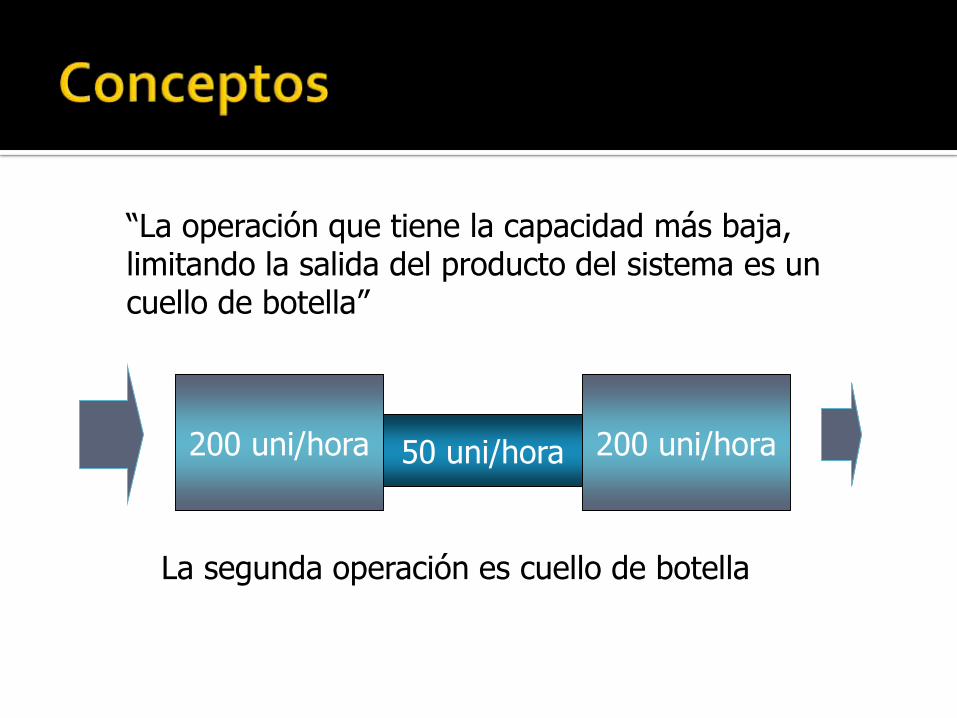
“La operación que tiene la capacidad más baja,limitando la salida del producto del sistema es un cuello de botella”
200 uni/hora 200 uni/hora50 uni/hora
La segunda operación es cuello de botella
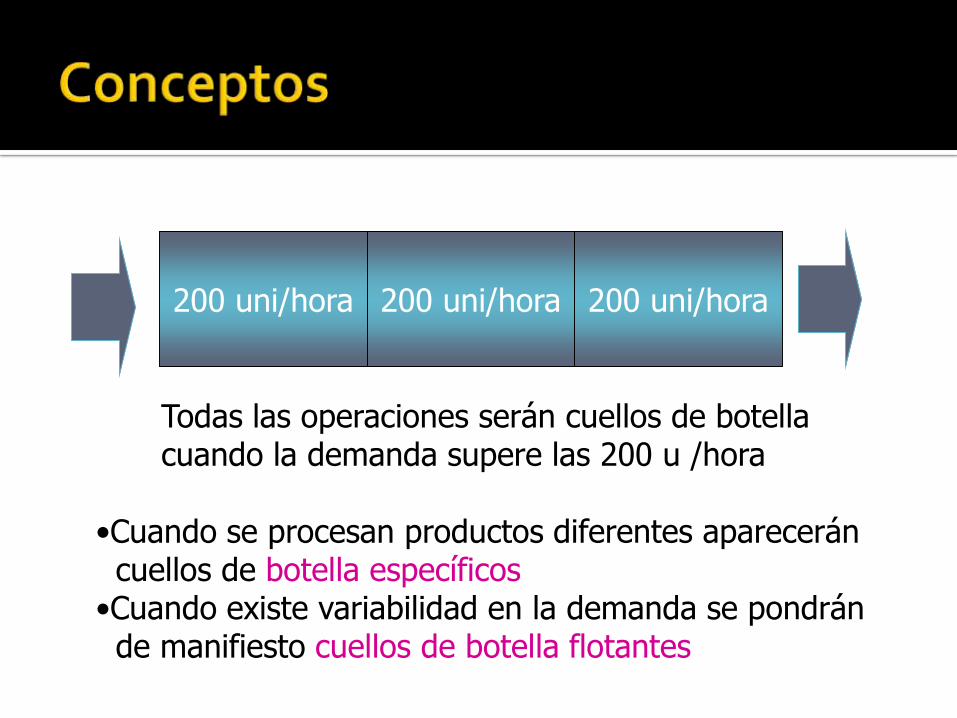
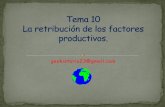
200 uni/hora 200 uni/hora
Todas las operaciones serán cuellos de botellacuando la demanda supere las 200 u /hora
200 uni/hora
•Cuando se procesan productos diferentes apareceráncuellos de botella específicos
•Cuando existe variabilidad en la demanda se pondránde manifiesto cuellos de botella flotantes
17. Tiempo de producción: tiempo necesario para realizar una o variasoperaciones. Se descompone en tiempo de espera, de preparación, deoperación y de transferencia.
a. Tiempo de espera: tiempo que está el producto hasta que comienza laoperación.
b. Tiempo de preparación: tiempo que se necesita para disponeradecuadamente los recursos que van a efectuar la operación.
c. Tiempo de operación: tiempo consumido por los recursos en efectuar laoperación.
d. Tiempo de transferencia: tiempo necesario para transportar una cantidadde producto que ya ha sido sometido a una operación a otra nueva.
20. Proceso de flujo continuo: proceso donde el flujo de producto sigue siempre unasecuencia de operaciones que viene establecida por las características del producto.
Dentro de ellos se tienen:a. Procesos continuos: aquellos que producen sin pausa alguna y sin transición entreoperación y operación, generalmente se usan en productos totalmenteestandarizados.
b. Procesos en serie: procesos en los que hay una transición entre las operaciones yestán diferenciadas por requerir la aplicación de maquinaria o mano de obra distintaen cada operación.
c. Procesos de flujo en lotes: en estos procesos cualquier cambio entre productosde la misma familia requiere una preparación previa de la maquinaria. Lapreparación supone un tiempo en que la línea de producción estará parada, lo queimplica a su vez un coste valorable en términos de producción no hecha que hay querecuperar con la producción de lotes de muchas unidades y así distribuir ese costoentre más unidades.
d. Procesos de flujo alternado: producen en lotes pero de cantidadesmínimas, incluso unidades. Se requiere que los tiempos de preparaciónestén minimizados para que sea rentable.
e. Procesos de flujo intermitente: procesos de producción que no tienenuna secuencia fija de operaciones, el flujo de operaciones está determinadopor el producto procesado y para ello no hay una máquina específica sinodiferentes máquinas capaces de hacer diferentes tareas.
f. Procesos sin flujo: procesos donde se disponen las operaciones alrededordel producto. No existe ningún flujo diseñado a priori, por ello sonespecialmente útiles para los productos por diseño
Velocidad de entrega: se mide en dos dimensiones
- Tiempo de suministro: tiempo desde que se encarga el producto hasta que el cliente lo recibe.
- Variabilidad de los tiempos de entrega (disminuirla para así disminuir la incertidumbre del cliente)
Flexibilidad:- Tiempo en que un proceso requiere para
pasar de elaborar un producto a otro.- Capacidad del proceso para elaborar más de
un producto a la vez. Cuanto más productos puedan hacerse simultáneamente, más flexible es el proceso.
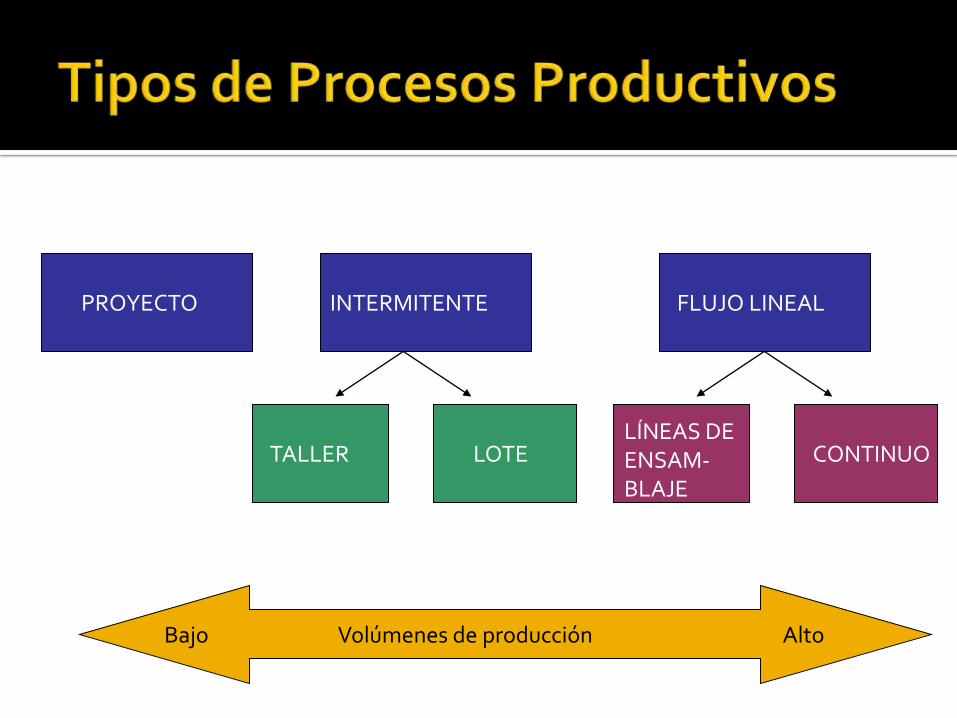
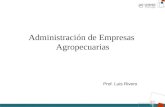
PROYECTO INTERMITENTE FLUJO LINEAL
TALLER LOTELÍNEAS DE ENSAM-BLAJE
CONTINUO
Volúmenes de producciónBajo Alto
Existen cuatro tipos principales de sistemas de producciónindustrial:
por trabajo, por lotes, en masa y de flujo continuo,comprendiendo, cada una respectivamente, operaciones aescala cada vez mayor.
El aprovechamiento de los recursos, la flexibilidad pararesponder a los cambios y el trabajo en condiciones de calidadsuficientes son algunos de los retos que los cuatro tipos deprocesos productivos tienen en común, aunque tambiéncuentan con sus diferencias.

Las principales características de los cuatro sistemas de producciónindustrial son las siguientes:
Producción por trabajo: a esta modalidad productiva también sela conoce como producción bajo pedido.
Consiste en concentrar todos los esfuerzos en elaborar un soloproducto cada vez.
El resultado es diferente en cada ocasión, por lo que se trata de unconcepto asociado a un uso intensivo en mano de obra.
Los productos pueden hacerse a mano o mediante una combinaciónde métodos manuales y mecánicos.
Producción por lotes: se definen así a los sistemas de producciónindustrial mediante los que se crea una pequeña cantidad deproductos idénticos.
Esta modalidad productiva también puede ser intensiva en mano deobra, aunque generalmente no lo es tanto como la opción anterior yaque se introduce el concepto de las plantillas o modelos, quecontribuyen a agilizar la producción, reduciendo también el factor depersonalización que existía en la producción por trabajo.
Los lotes de producto se pueden hacer con la frecuencia necesaria ylas máquinas pueden también sustituirse por otras fácilmente cuandoes necesario producir un lote de un producto diferente.
Producción en masa: es la que se ocupa de laproducción de cientos de productos idénticos, por logeneral en una línea de producción.
Esta opción, a menudo implica el montaje de un númeroindeterminado de componentes individuales, piezas quepueden ser compradas a otras empresas.
Generalmente, cuando se trata de este tipo de sistemasde producción industrial existen tareas automatizadas,lo que permite dar salida a un volumen de productosmás elevado, utilizando menos trabajadores.
Producción de flujo continuo: es cuando se realizanmuchos miles de productos idénticos.
La diferencia entre ésta y la producción en masa es que, eneste caso, la línea de producción se mantiene enfuncionamiento 24 horas al día, siete días a la semana.
De esta forma se consigue maximizar la producción yeliminar los costes adicionales de iniciar y detener el procesoproductivo.
De las cuatro opciones industriales, ésta es la que cuenta conprocesos más altamente automatizados y la que requiere demenos trabajadores.
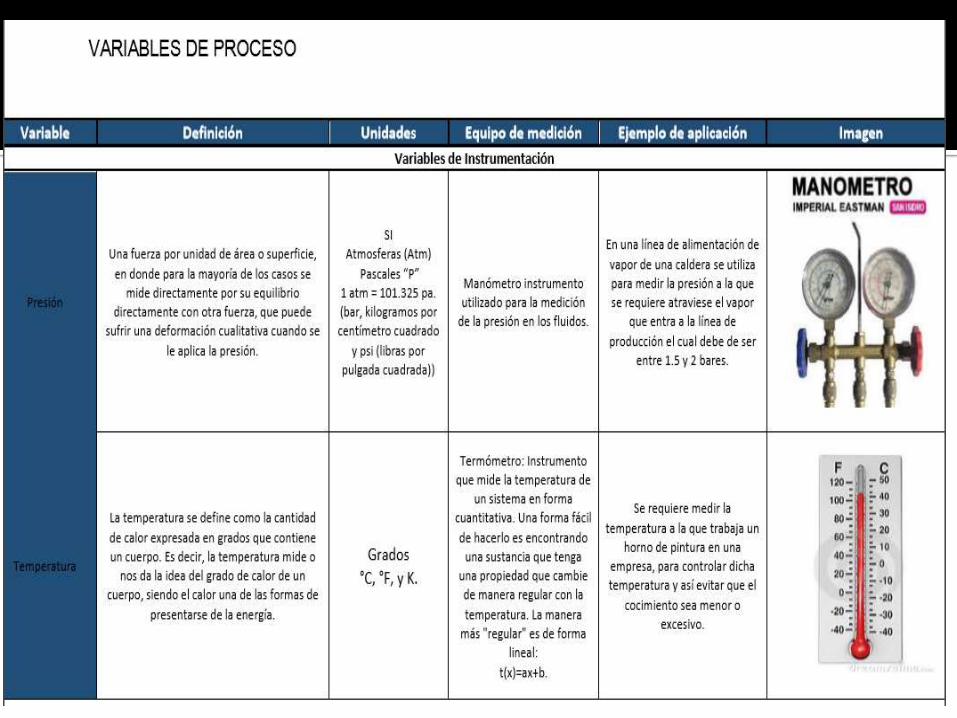
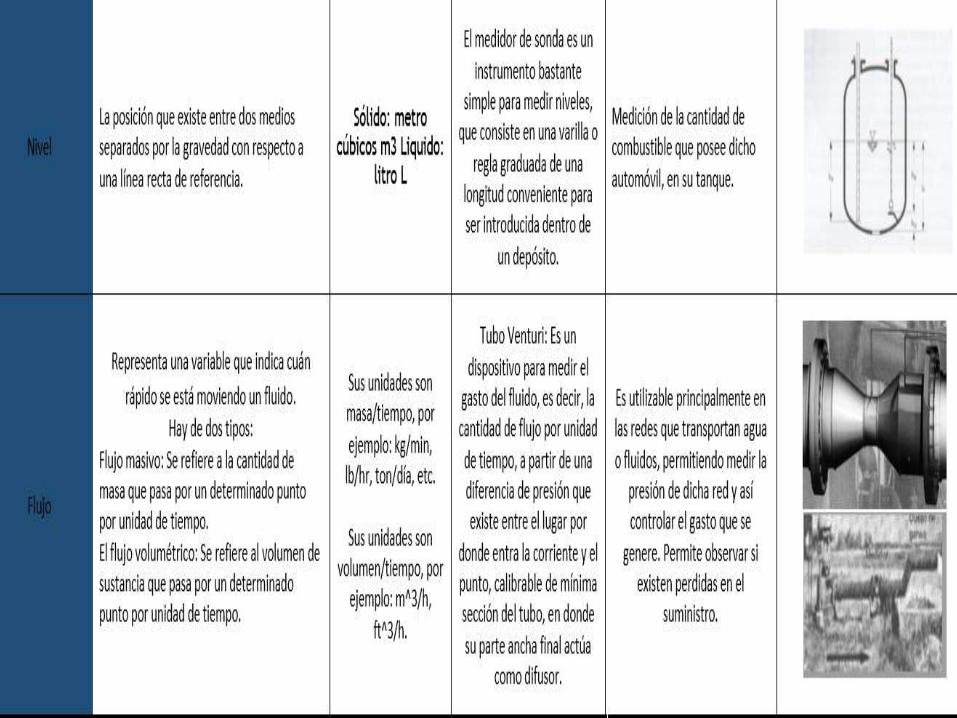
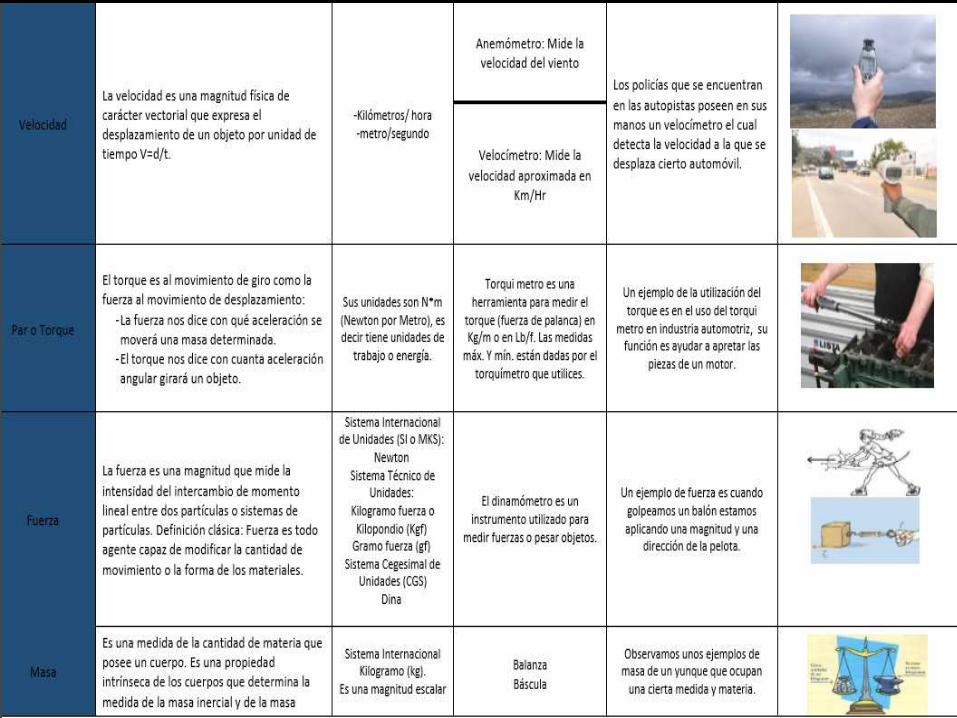
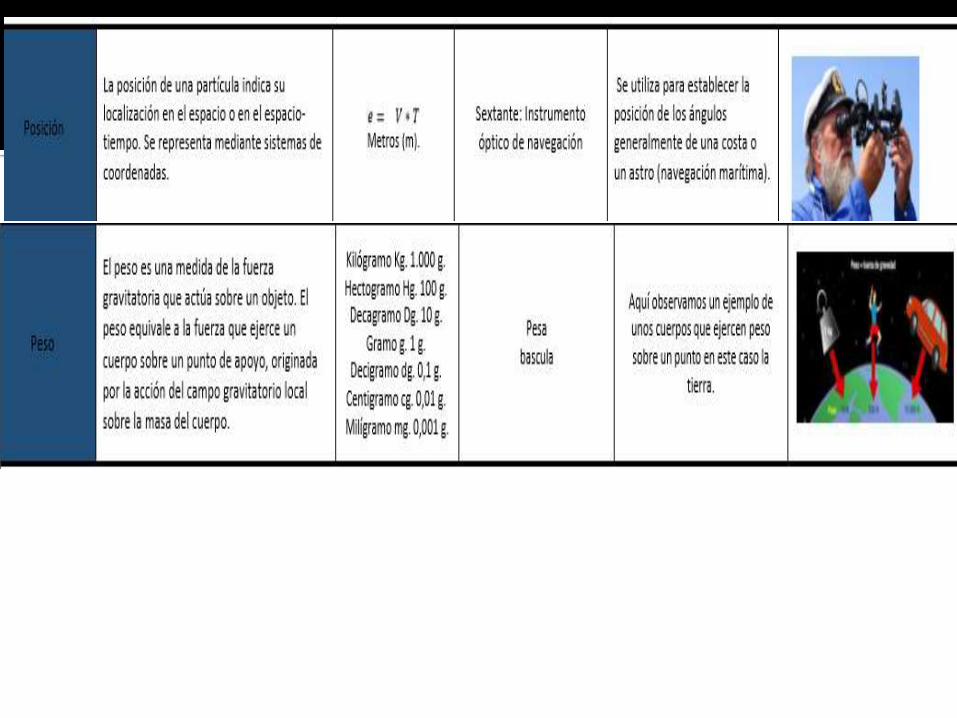
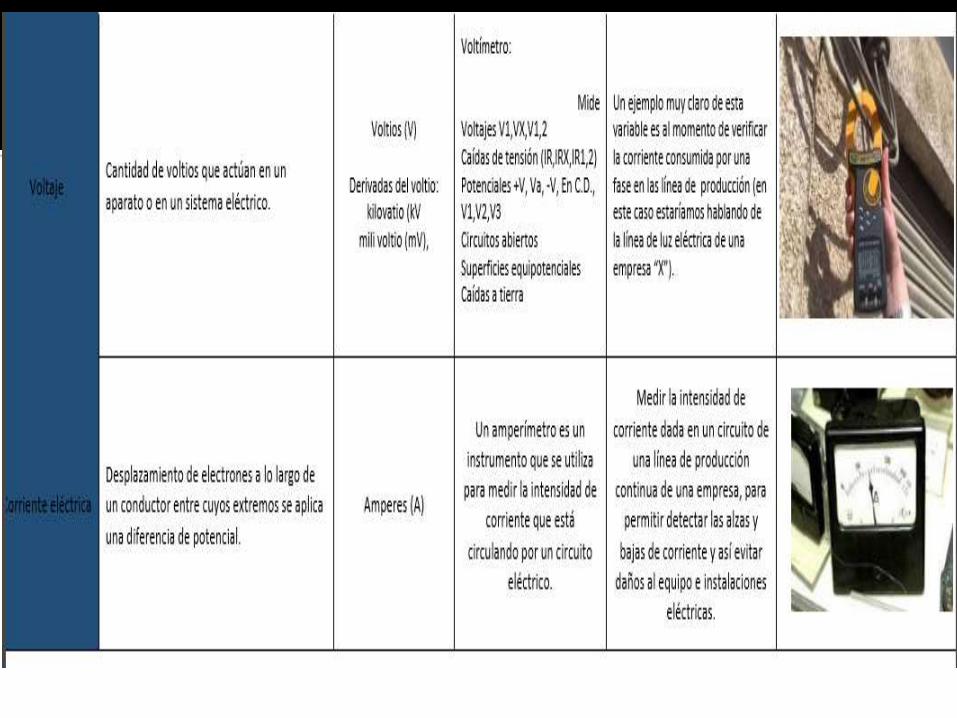
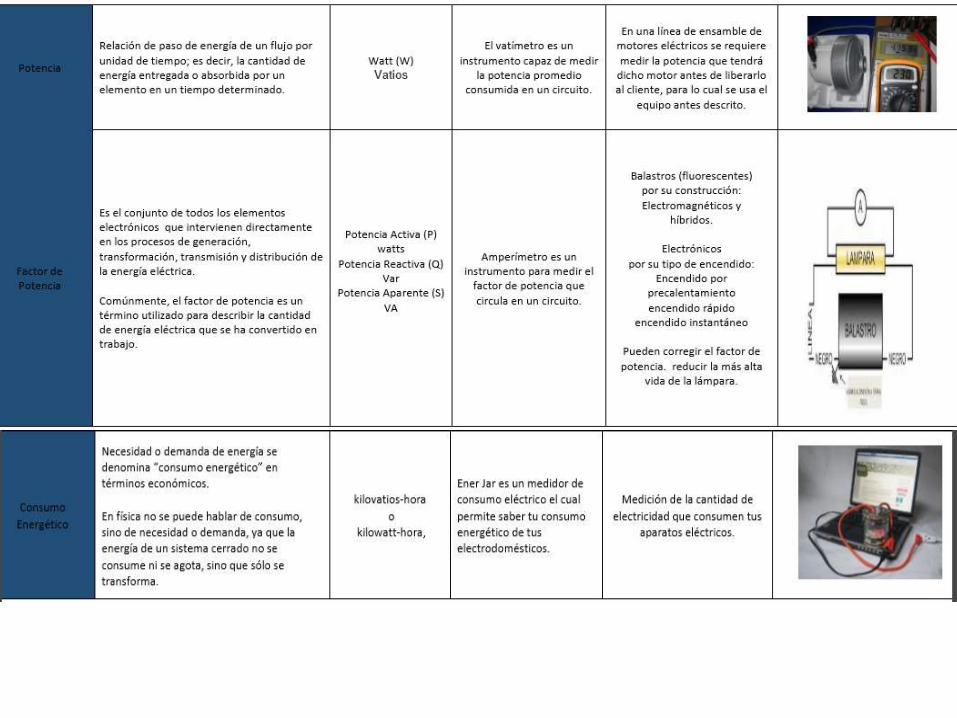
a. Variables de instrumentación:Definir los conceptos de presión, temperatura,nivel y flujo, así como su relación con el proceso.b. Variable Mecánica:Definir los conceptos de Posición, Velocidad,Torque, Fuerza, Masa y Peso.c. Variable Eléctrica:Reconocer los conceptos de Voltaje, Corriente,Potencia, Factor de Potencia y ConsumoEnergético.