TESIS DOCTORAL INTEGRACIÓN DE MODELOS DE FABRICACIÓN ...
242
ESCUELA DE INGENIERÍA INDUSTRIAL TESIS DOCTORAL INTEGRACIÓN DE MODELOS DE FABRICACIÓN MEDIANTE SIMULACIÓN CON HERRAMIENTAS INFORMÁTICAS Y LEAN MANUFACTURING. SEPTIEMBRE DE 2015 AUTOR: Ing. Daniel Prieto Renda DIRECTORES: Dr. Ing. Gustavo Peláez Lourido Dr. Ing. Enrique Ares Gómez
Transcript of TESIS DOCTORAL INTEGRACIÓN DE MODELOS DE FABRICACIÓN ...

ESCUELA DE INGENIERÍA INDUSTRIAL
TESIS DOCTORAL
INTEGRACIÓN DE MODELOS DE
FABRICACIÓN MEDIANTE SIMULACIÓN CON
HERRAMIENTAS INFORMÁTICAS Y LEAN
MANUFACTURING.
SEPTIEMBRE DE 2015
AUTOR:
Ing. Daniel Prieto Renda
DIRECTORES:
Dr. Ing. Gustavo Peláez Lourido
Dr. Ing. Enrique Ares Gómez

AGRADECIMIENTOS
Después del esfuerzo realizado en estos años en los cuales ha sido muy complejo
compaginar mi actividad profesional con la actividad investigadora el principal
agradecimiento es para mi familia; mi esposa, mis hijos, mis padres y demás allegados, sin la
cual no hubiese sido posible llegar hasta aquí, tanto por su incondicional apoyo como por su
paciencia y comprensión, ay que les he quitado gran parte del tiempo que debía haberles
dedicado y que intentaré compensar de aquí en adelante.
Mención especial requieren mis directores de tesis, Dr. Gustavo Pelaez y Dr. Enrique Ares,
que han demostrado una profesionalidad y dedicación sin límites al apoyarme y guiarme en
este duro proceso que ha llegado a su final. Sé que para ellos no ha sido fácil sacar el tiempo
necesario para coordinar esta investigación con su trabajo diario. Les agradezco también a sus
familias que les hayan permitido poder hacer esto realidad y por haber utilizado un tiempo
ajeno que deberían de haberle dedicado.
A mis compañeros de diferentes proyectos y artículos de investigación realizados en este
periodo y al personal académico -administrativo del departamento de Ingeniería de procesos
de Fabricación que me han apoyado en la gestión y tramitología de toda la documentación
necesaria hasta la presentación final, hago patente mi reconocimiento y respeto hacia ellos.
Por ultimo no puedo dejar de agradecer a todo el personal de producción y gestión de
las diferentes empresas en las que se han realizado las experimentaciones e investigación, ya
que sin su colaboración y ayuda este trabajo habría sido muy difícil de realizar. Espero que
gracias a él puedan seguir implantado mejoras y que sus resultados les acompañen de manera
positiva de aquí en adelante.

RESUMEN
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 4
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
RESUMEN
En un entorno dinámico como el actual, cualquier decisión que se tome con respecto a
una empresa tiene una repercusión lo suficientemente importante como para no tomarla de
manera superficial y con un profundo análisis de la situación.
Si a su vez esto es tenido en cuenta en empresas productivas, pasa a tener una entidad
fundamental. Ya que los resultados que se obtengan con respecto a un cambio de cualquier tipo
en un pequeño proceso hacer varias de manera sustancial el comportamiento global de un
sistema de manufactura a nivel general.
Esta tesis pretende elaborar una metodología que permita analizar los comportamientos
de sistemas productivos con herramientas informáticas de simulación basados en la simulación de
eventos discretos integradas con la filosofía lean manufacturing y así poder tener un mecanismo
de evaluación para la toma de decisiones sin tener que realizar inversiones elevadas y garantizar
con un margen de error pequeño los resultados ante los diferentes escenarios planteados.
Se realizó una revisión del estado del arte en conceptos y herramientas actuales, que son
útiles de manera aislada en la búsqueda de optimización de los procesos. Se evaluaron diferentes
herramientas informáticas para llegar finalmente a utilizar el software SIMIO, por su facilidad de
manejo y capacidad grafica a la hora de hacer visualizaciones y obtener resultados.
Con estos principios y a partir de un análisis de muchos ejemplos empíricos, se llegó a la
definición de una metodología en siete pasos que permite a través de la integración de
simulación discreta de eventos y la filosofía lean manufacturing, poder aplicarla de manera
general a cualquier sistema productivo. Cabe destacar que esta metodología permite evaluar
comportamientos dinámicos sin quedarse simplemente en la observación de unos resultados
numéricos.
Para la demostración de esta nueva metodología se muestra en diferentes capítulos como
en empresas tan diversas de manufactura, empresa del sector de los troqueles, del sector de la
fabricación de productos cerámicos y de vidrio, da unos resultados satisfactorios que permiten a
los cuadros directivos y de producción tomar las decisiones adecuadas teniendo una
parametrización de los resultados a obtener.
A su vez se realizaron diferentes investigaciones en múltiples sectores de manufactura que
corroboraron los resultados. También se observó que en otros sectores como el hospitalario,
administrativo o bancario se puede aplicar la metodología con resultados óptimos.
Se ha dejado una puerta abierta no solo a la aplicación a otros sectores que implique
procesos, sino que también se ha conexionado con herramientas de función índice que definen
estrategias evaluando parámetros económicos y de producción, sociales y medioambientales o
de sostenibilidad.
Palabras Clave: Simulación DES, Lean Manufacturing, Integración, KPÍ, SIMIO.

ÍNDICE
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 5
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
ÍNDICE
1 INTRODUCCIÓN. ........................................................................ 14
1.1 Motivación. ............................................................................................................. 14 1.2 Organización de la tesis........................................................................................ 14 1.3 Justificación de la investigación ......................................................................... 15 1.4 Revisión del estado del arte ................................................................................. 16 1.5 Problemática actual ............................................................................................. 20 1.6 Objetivos. ................................................................................................................ 22
2 BASES TEÓRICAS DE LA INVESTIGACIÓN ................................. 24
2.1 Lean Manufacturing. ............................................................................................. 24 2.1.1 Introducción ........................................................................................................................ 24 2.1.2 Sistema de producción de Toyota ................................................................................. 25 2.1.3 Principios del modelo de Toyota ..................................................................................... 25 2.1.4 Relación filosofía Lean con la simulación. .................................................................... 27 2.1.5 Conceptos y herramientas del Lean Manufacturing ................................................. 27
2.1.5.1 Kaizen ....................................................................................................................... 27 2.1.5.2 5S .............................................................................................................................. 27 2.1.5.3 7 Mudas - Desperdicios .......................................................................................... 28 2.1.5.4 Six Sigma .................................................................................................................. 29 2.1.5.5 TOC ........................................................................................................................... 30 2.1.5.6 TQM (Total Quality Management) ....................................................................... 31 2.1.5.7 TPM – Mantenimiento Productivo Total ............................................................... 31 2.1.5.8 VSM – Value Stream Map ...................................................................................... 32 2.1.5.9 SMED ........................................................................................................................ 34 2.1.5.10 Heijunka – Suavizado de la producción ............................................................ 34 2.1.5.11 Kanban .................................................................................................................. 35 2.1.5.12 Poka-Yoke .............................................................................................................. 36 2.1.5.13 KPI ........................................................................................................................... 37 2.1.5.14 Takt Time – Lead Time - WIP ................................................................................. 38
2.2 Simulación ............................................................................................................... 40 2.2.1 Definición de simulación. .................................................................................................. 40 2.2.2 Definición de simulación por computador. .................................................................. 40 2.2.3 Definición de modelo de simulación. ............................................................................ 40 2.2.4 La simulación por computador: ventajas e inconvenientes. .................................... 41 2.2.5 Uso y limitaciones de la simulación ................................................................................ 41 2.2.6 Modelos de simulación existentes. Clasificación. ........................................................ 42
2.2.6.1 Según su concepción. ........................................................................................... 42 2.2.6.2 Según los parámetros que utilizan........................................................................ 43
2.2.7 Tipos de simulaciones. ....................................................................................................... 44 2.2.7.1 Simulación estática frente a dinámica. .............................................................. 44 2.2.7.2 Simulación continúa frente a discreta................................................................. 44 2.2.7.3 Simulación determinística frente a probabilista. ................................................ 44
2.2.8 Formas de realización de la simulación por computador. ........................................ 44 2.2.8.1 Programación en lenguajes de uso general. ..................................................... 44 2.2.8.2 Programación en lenguajes de simulación. ....................................................... 44 2.2.8.3 Programación en simuladores de alto nivel. ...................................................... 45
2.2.9 Construcción de un modelo de simulación. ................................................................ 45 2.2.9.1 Requerimientos exigibles a un modelo. ............................................................... 45 2.2.9.2 Etapas en la construcción de un modelo. .......................................................... 45 2.2.9.3 Especificaciones del modelo. ............................................................................... 46
2.2.10 Análisis de programas de simulación existentes en el mercado ........................... 48 2.2.10.1 NORMA ISO 9126 .................................................................................................. 48
2.2.11 Comparación de programas ........................................................................................ 51

ÍNDICE
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 6
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2.2.11.1 SIMULADOR SIMFACTORY II.5............................................................................... 51 2.2.11.2 SIMULADOR AUTOMOD ........................................................................................ 52 2.2.11.3 SIMULADOR PROMODEL ...................................................................................... 53 2.2.11.4 SIMULADOR TAYLOR ED. ...................................................................................... 55 2.2.11.5 SIMULADOR WITNESS ............................................................................................ 56 2.2.11.6 SIMULADOR EXTEND.............................................................................................. 57 2.2.11.7 SIMULADOR ARENA .............................................................................................. 58 2.2.11.8 SIMULADOR SIMUL8............................................................................................... 60
2.3 Simulación mediante software SIMIO. ................................................................ 61 2.3.1 Software de simulación Simio .......................................................................................... 61 2.3.2 Componentes de la ventana de modelaje de Simio. ............................................... 62
2.4 Porque Simio ........................................................................................................... 65
3 METODOLOGÍA DESARROLLADA .............................................. 66
3.1 FASE 1: Análisis inicial ............................................................................................. 67 3.1.1 Formulación del problema ............................................................................................... 67 3.1.2 Determinación de objetivos ............................................................................................. 67 3.1.3 Establecimiento de áreas piloto ..................................................................................... 68
3.2 FASE 2: Definición del modelo de Simulación ................................................... 69 3.2.1 Recogida de datos reales. ............................................................................................... 69 3.2.2 Generación conceptual del modelo de simulación en Simio ................................. 69
3.3 FASE 3 : Test del modelo de simulación .............................................................. 70 3.3.1 Simulación Proceso Real – Verificación. ........................................................................ 70 3.3.2 Validación del modelo de integración. ........................................................................ 71 3.3.3 Establecimiento KPI lean iniciales ................................................................................... 72
3.4 FASE 4 : Diseño de experimentos ......................................................................... 72 3.5 FASE 5: Análisis de los resultados ......................................................................... 73 3.6 FASE 6: Documentación e informes. ................................................................... 74 3.7 FASE 7: Implantación. ............................................................................................ 74
4 BASES EXPERIMENTALES. ........................................................... 75
4.1 Caso Empresa de fabricación de troqueles de cartón ................................... 76 4.1.1 FASE 1: Análisis inicial ......................................................................................................... 76
4.1.1.1 Formulación del problema .................................................................................... 76 4.1.1.2 Objetivos .................................................................................................................. 76 4.1.1.3 Area Piloto. .............................................................................................................. 77
4.1.2 FASE 2: Modelo de simulación. ........................................................................................ 77 4.1.2.1 Datos reales ............................................................................................................. 77 4.1.2.2 Modelo Conceptual .............................................................................................. 80
4.1.3 FASE 3: Test del modelo de Simulación .......................................................................... 83 4.1.3.1 Verificación ............................................................................................................. 83 4.1.3.1 Verificación ............................................................................................................. 85 4.1.3.2 KPI Lean Iniciales ..................................................................................................... 86
4.1.4 FASE 4: Diseño de los experimentos ................................................................................ 86 4.1.5 FASE 5: Análisis de los resultados. .................................................................................... 87
4.1.5.1 KPI Lean Finales ....................................................................................................... 88 4.1.6 Fase 6: Informes y documentación ................................................................................ 88
4.2 Caso Empresa de fabricación de materiales cerámicos. ............................. 125 4.2.1 FASE 1: Análisis inicial ....................................................................................................... 125
4.2.1.1 Formulación del problema .................................................................................. 125 4.2.1.2 Objetivos ................................................................................................................ 126 4.2.1.3 Area Piloto. ............................................................................................................ 126
4.2.2 FASE 2: Modelo de simulación. ...................................................................................... 126 4.2.2.1 Datos reales ........................................................................................................... 126 4.2.2.2 Modelo Conceptual ............................................................................................ 128

ÍNDICE
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 7
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.2.3 FASE 3: Test del modelo de Simulación ........................................................................ 129 4.2.3.1 Verificación ........................................................................................................... 129 4.2.3.2 Validación ............................................................................................................. 130 4.2.3.3 KPI Lean Iniciales ................................................................................................... 130
4.2.4 FASE 4: Diseño de los experimentos ............................................................................. 132 4.2.5 FASE 5:Analisis de los resultados. ................................................................................... 135
4.2.5.1 KPI Lean Finales ..................................................................................................... 137 4.2.6 FASE 6 : Informes y documentación ............................................................................ 140
4.3 Caso Empresa de fabricación de vidrio .......................................................... 168 4.3.1 FASE 1: Análisis inicial ....................................................................................................... 168
4.3.1.1 Formulación del problema .................................................................................. 168 4.3.1.2 Objetivos ................................................................................................................ 169 4.3.1.3 Area Piloto. ............................................................................................................ 169
4.3.2 FASE 2: Modelo de simulación. ...................................................................................... 169 4.3.2.1 Datos reales ........................................................................................................... 169 4.3.2.2 Modelo Conceptual ............................................................................................ 180
4.3.3 FASE 3: Test del modelo de Simulación ........................................................................ 183 4.3.3.1 Verificación ........................................................................................................... 183 4.3.3.2 Verificación ........................................................................................................... 184 4.3.3.3 KPI Lean Iniciales ................................................................................................... 185
4.3.4 FASE 4: Diseño de los experimentos .............................................................................. 186 4.3.4.1 Nuevo Modelo más Productivo. ......................................................................... 186 4.3.4.2 Nuevo layout: ........................................................................................................ 188
4.3.5 FASE 5: Analisis de los resultados. .................................................................................. 190 4.3.5.1 Aumento en la demanda de la producción.................................................... 190 4.3.5.2 Reducción del Tiempo de Proceso por Jornada. ............................................ 191 4.3.5.3 KPI Lean Finales ..................................................................................................... 191
4.3.6 Fase 6 : Informes y documentación ............................................................................. 192
5 RESULTADOS OBTENIDOS ........................................................ 218
6 CONCLUSIONES. ...................................................................... 224
6.1 Conclusiones generales ...................................................................................... 224 6.2 Conclusiones particulares ................................................................................... 224 6.3 Líneas de investigación futuras. ......................................................................... 225
7 PUBLICACIONES REALIZADAS ................................................. 227
7.1 Society Simulation Workshop 2012 (SW12) ....................................................... 227 7.1.1 Abstract .............................................................................................................................. 227 7.1.2 Introduction and literature review ................................................................................ 227 7.1.3 Methodology ..................................................................................................................... 228 7.1.4 Development of the model............................................................................................ 229 7.1.5 Results ................................................................................................................................. 231 7.1.6 Conclusions ........................................................................................................................ 232 7.1.7 References ......................................................................................................................... 232
7.2 MCI Belfast 2015 ................................................................................................... 234 7.2.1 Abstract .............................................................................................................................. 234 7.2.2 Introduction ....................................................................................................................... 234 7.2.3 Definition and Concepts ................................................................................................. 235 7.2.4 Main Indicators ................................................................................................................. 235 7.2.5 Methodology ..................................................................................................................... 236 7.2.6 Index Function ................................................................................................................... 237 7.2.7 Conclusions ........................................................................................................................ 237 7.2.8 References ......................................................................................................................... 237
8 REFERENCIAS BIBLIOGRÁFICAS: ............................................. 239

ÍNDICE
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 8
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing

ÍNDICE
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 9
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
ÍNDICE TABLAS Tabla 1-1 Comparación de MUDA y DES ........................................................................................................ 22
Tabla 2-1 Comparativa software simulación según ISO 9126 ..................................................................... 65
Tabla 3-1 Resultados simulación ....................................................................................................................... 71
Tabla 3-2 KPI obtenidos de la simulación mejorada de puestos de trabajo ........................................... 73
Tabla 3-3 KPI simulación mejorada de desplazamientos de lotes entre dos procesos consecutivos 74
Tabla 3-4 KPI simulación mejorada de desplazamientos de lotes entre dos procesos intermedios .. 74
Tabla 4-1 Tabla datos ERP empresa troqueles .............................................................................................. 78
Tabla 4-2 Tabla datos ERP Empresa troqueles .............................................................................................. 79
Tabla 4-3 Tiempos de fabricación según pedido ......................................................................................... 81
Tabla 4-4 Tablas de Resultados simulación .................................................................................................... 84
Tabla 4-5 Informes de Resultados simulación ................................................................................................ 84
Tabla 4-6 Tabla comparativa para validación de datos ............................................................................ 85
Tabla 4-7 Tabla comparativa evolución KPI fabrica de troqueles ............................................................ 89
Tabla 4-8 Parámetros Iniciales fabrica cerámica ....................................................................................... 127
Tabla 4-9 Datos reales fabrica cerámica .................................................................................................... 128
Tabla 4-10 Validación del Modelo conceptual f. cerámica en Simio ................................................... 129
Tabla 4-11 Resultados Simulación f. cerámica ............................................................................................ 130
Tabla 4-12 Productividad de los puestos de la línea de extrusión ........................................................... 130
Tabla 4-13 Productividad de los puestos de la línea de extrusión con 500 bandejas ......................... 132
Tabla 4-14 Productividad de los puestos de la línea de extrusión con 600 bandejas ......................... 132
Tabla 4-15 Productividad de los puestos de la línea de extrusión con 700 bandejas ......................... 132
Tabla 4-16 Productividad de los puestos de la línea de extrusión con 900 bandejas ......................... 133
Tabla 4-17 Productividad de los puestos de la línea de extrusión con 1000 bandejas ....................... 133
Tabla 4-18 Productividad de los puestos de la línea de extrusión con 1100 bandejas ....................... 133
Tabla 4-19Resultados Simulación de los diferentes ensayos ..................................................................... 135
Tabla 0-1Cálculo de Ci ..................................................................................................................................... 139
Tabla 0-2 Cálculo del WIP ................................................................................................................................ 140
Tabla 0-3 Mejoras porcentuales con la medida propuesta ..................................................................... 140
Tabla 0-4 Mejoras porcentuales en los puestos de trabajo ...................................................................... 140
Tabla 0-5 Tabla comparativa de evolución de KPI f.cerámica ............................................................... 141
Tabla 0-6 Tabla de datos de producción vidrio .......................................................................................... 170
Tabla 0-7 Tabla de datos de producción vidrio ......................................................................................... 170
Tabla 0-8 Tabla de datos de producción vidrio ......................................................................................... 170
Tabla 0-9 Diagrama de Gantt de un Proceso Medio vidrio ..................................................................... 171
Tabla 0-10 Tabla de Media de Datos del Proceso vidrio ........................................................................... 171
Tabla 0-11AMFE del proceso ........................................................................................................................... 180
Tabla 0-12 Tiempos de fabricación según pedido Vidrio .......................................................................... 182

ÍNDICE
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 10
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Tabla 0-13 Resultados simulación Vidrio ........................................................................................................ 183
Tabla 0-14 Resultados s obtenidos Vidrio ...................................................................................................... 184
Tabla 0-15 Mejora Con cambio a Dobladora Automática ...................................................................... 187
Tabla 0-16 Optimización LEAN con Nuevo Proceso Vidrio ........................................................................ 188
Tabla 0-17 Mejora Productiva con Nuevo Proceso Vidrio ......................................................................... 189
Tabla 0-18 Tabla de evolución de KPI Vidrio ............................................................................................... 193

ÍNDICE
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 11
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
ÍNDICE IMÁGENES Imagen 1-1 Aplicación DES en Simulación ..................................................................................................... 18
Imagen 1-2 Muestra de Inexactitud de VSM ................................................................................................ 20
Imagen 2-1 Características sistema Toyota.................................................................................................... 25
Imagen 2-2 Principios del sistema Toyota ...................................................................................................... 26
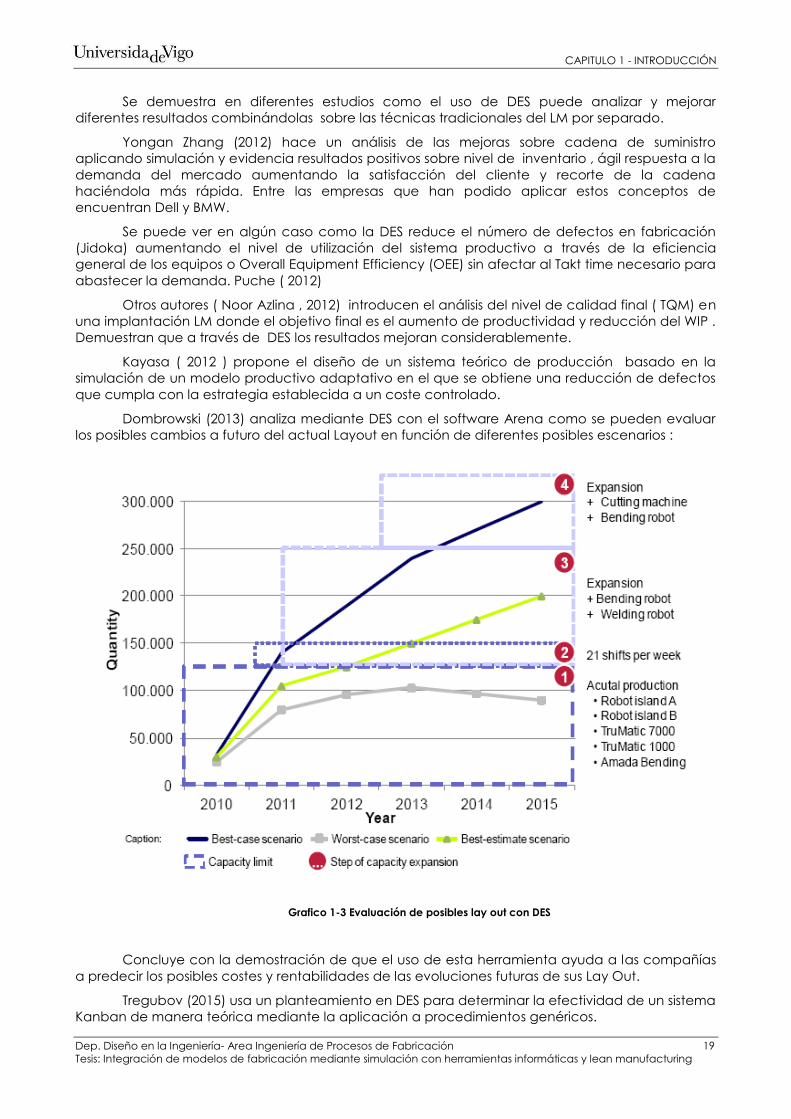
Imagen 2-3 Ejemplo de VSM Actual ............................................................................................................... 33
Imagen 2-4 Ejemplo de VSM Propuesto .......................................................................................................... 33
Imagen 2-5 Ejemplos de Kanban ..................................................................................................................... 35
Imagen 2-6 Uso de los Kanban ........................................................................................................................ 36
Imagen 2-7 Características de calidad en software según ISO 9126 ...................................................... 48
Imagen 2-8 Características de calidad según ISO 9126 ............................................................................ 49
Imagen 2-9 Ventana inicial Simio .................................................................................................................... 61
Imagen 2-10 Ventana trabajo Simio ................................................................................................................ 62
Imagen 2-11 Módulo Source ............................................................................................................................ 62
Imagen 2-12 Módulo Sink ................................................................................................................................... 62
Imagen 2-13 Módulo Server ............................................................................................................................... 63
Imagen 2-14 Módulo Combiner ........................................................................................................................ 63
Imagen 2-15 Módulo Separator ....................................................................................................................... 63
Imagen 2-16 Módulo Worker ............................................................................................................................. 64
Imagen 2-17 Módulo Separator ........................................................................................................................ 64
Imagen 3-1 Ejemplo de Lay Out ....................................................................................................................... 68
Imagen 3-2 Modelo planta actual en ejecución ......................................................................................... 70
Imagen 4-1 Imagen empresa troqueles .......................................................................................................... 78
Imagen 4-2 Tiempos de fabricación según pedido ..................................................................................... 81
Imagen 4-3 Asignación de tiempos de fabricación según pedido .......................................................... 81
Imagen 4-4 Modelo conceptual de simulación en Simio fabricación troqueles ................................... 82
Imagen 4-5 Modelo planta actual troqueles en ejecución ....................................................................... 83
Imagen 4-6Modelo de planta de troqueles con mejoras en lay out ....................................................... 86
Imagen 4-7 Resultados comparando ambos modelos de simulación .................................................... 87
Imagen 4-8 Lay out actual fábrica cerámica ............................................................................................ 126
Imagen 4-9 Modelo conceptual de simulación f. cerámica en Simio .................................................. 129
Imagen 0-1 Lay out actual vidrio .................................................................................................................... 169
Imagen 0-2 Modelo conceptual de simulación en Simio vidrio .............................................................. 181
Imagen 0-3 Modelo planta actual en ejecución vidrio ............................................................................. 183
Imagen 0-4 Dobladora Automática de Perfiles ......................................................................................... 187
Imagen 0-5 Simulación en SIMIO del Nuevo Proceso Vidrio .................................................................... 188
Imagen 0-6 Comparativa Modelo de planta vidrio con mejoras en lay out ...................................... 189

ÍNDICE
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 12
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
ÍNDICE GRÁFICOS Grafico 1-1 Evolución histórica publicaciones relacionadas con simulación ......................................... 17
Grafico 1-2 Evolución metodología de la simulación .................................................................................. 17
Grafico 1-3 Evaluación de posibles lay out con DES .................................................................................... 19
Grafico 2-1 Representación del Takt Time ...................................................................................................... 38
Grafico 2-2 Representación del OEE ............................................................................................................... 39
Grafico 3-1 Flujograma de la metodología ................................................................................................... 66
Grafico 3-2 Ejemplo de diagrama de flujo ..................................................................................................... 67
Grafico 3-3 Ejemplo de VSM .............................................................................................................................. 68
Grafico 3-4 Análisis gráfico de modelos de distribución estadísticos ...................................................... 69
Grafico 3-5 Validación modelo ........................................................................................................................ 71
Grafico 4-1 Diagrama de proceso productivo .............................................................................................. 76
Grafico 4-2 Lay out actual fábrica de troqueles ........................................................................................... 77
Grafico 4-3 Grafico comparativo para validación de datos .................................................................... 85
Grafico 4-4 Diagrama de proceso productivo fábrica cerámica .......................................................... 125
Grafico 4-5 Gráfico de distribución de la producción ............................................................................... 131
Grafico 4-6 Productividad de los puestos de la línea de extrusión con 800 bandejas ....................... 133
Grafico 4-7Gráfico de utilización del puesto de mezclado .................................................................... 134
Grafico 4-8Gráfico de utilización del puesto de extrusión ........................................................................ 134
Grafico 4-9Gráfico de utilización del puesto de manutención ............................................................... 134
Grafico 4-10Gráfico de utilización del puesto de horneo ......................................................................... 135
Grafico 4-11 Gráfico del Producción placas / minuto ............................................................................... 136
Grafico 4-12 Gráfico de tiempo de producción en función del número de bandejas ..................... 136
Grafico 4-13Gráfico de productividades medias ....................................................................................... 137
Grafico 0-1 Diagrama de proceso productivo vidrio ................................................................................. 168
Grafico 0-2Fabricación de Perfiles ................................................................................................................. 172
Grafico 0-3 Corte de Planchas ....................................................................................................................... 173
Grafico 0-4 Orden Caballetes ......................................................................................................................... 174
Grafico 0-5 Lavado – Unión Perfil – Cristal..................................................................................................... 175
Grafico 0-6 Sellado. ........................................................................................................................................... 176
Grafico 0-7 Programas en espera: ................................................................................................................. 177
Grafico 0-8 Perfiles en Espera. ......................................................................................................................... 178
Grafico 0-9 Planchas en Espera. ..................................................................................................................... 179
Grafico 0-10 Diagrama de flujo del proceso ............................................................................................... 180
Grafico 0-11 comparativa y validación. Vidrio ........................................................................................... 185
Grafico 0-12 Comparativa mejoras ............................................................................................................... 190

ÍNDICE
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 13
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
CAPITULO 1 - INTRODUCCIÓN
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 14
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
1 INTRODUCCIÓN.
1.1 Motivación.
Los convulsivos cambios en el entorno representan actualmente un reto para las empresas
del siglo XXI. Esto requiere una buena respuesta de las mismas para no dejarse llevar por él y
tratar de influir en el mismo. Pero estos cambios se pueden transformar en una oportunidad, si las
empresas aprenden a adaptarse a la complejidad, dinamismo e incertidumbre del nuevo marco
existente.
En este nuevo escenario en diferentes sectores productivos básicos en la economía como
metalmecánico, automotriz, madera, alimentario, residuos, construcción naval, bienes de equipo,
maquinaria, etc. se pueden encontrar un conjunto de técnicas, herramientas, metodologías y
filosofías que tratan de arreglar problemas, las veces de forma aislada. Si sólo se quiere tener en
cuenta la aplicación de alguna de ellas, caracterizadas como una receta, a problemas
concretos, se puede perder el posible impacto más profundo que pudiera tener sí se hubieran
orientado desde un punto de vista integrador y concurrente.
Es por ello que se necesita tener una visión de conjunto que muchas veces lo que
pretende es orientar la integración sin dejar de reparar en las soluciones de los problemas
específicos. Cabe destacar la simulación de planta como una herramienta de apoyo a toma de
decisiones, y puede considerarse como una tecnología horizontal de soporte a validación de
escenarios, lay auto, programas y planes de procesos en los entornos de la manufactura. La
orientación a lean manufacturing como un objetivo conceptual se basa en la aplicación de
técnicas relacionadas con la flexibilidad de la planta de fabricación.
Desde la perspectiva de esta tesis doctoral, se buscó una reducción de costes
acompañada de la creación de valor y la generación de riqueza, mediante el desarrollo de una
metodología de integración de simulación en planta con herramientas Lean Manufacturing.
En esta investigación se presenta el uso de la simulación para ayudar al proceso de toma
de decisiones con el fin de poner en práctica los principios de Lean Manufacturing (LM) y analizar
sus resultados de manera metodológica. Se describe la aplicación de la simulación de eventos
discretos (DES) para evaluar, mejorar y optimizar el rendimiento de los sistemas productivos. Se
desarrollan los modelos de simulación para los sistemas actuales y su validación, así como para
nuevas alternativas que apliquen principios LM a través de diferentes experimentos. Se pretende
como fin último la demostración de la integración de la filosofía LM en modelos DES basados en
herramientas informáticas y la validación de una metodología que no existe a día de hoy de
manera completa.
Se han analizado diferentes softwares comerciales, tras lo cual en los casos estudiados se
ha utilizado el programa Simio para modelar y simular diferentes escenarios con el fin empírico de
cuantificar los impactos de los parámetros seleccionados como objeto de estudio.
No debemos olvidar que en la actualidad, los principales objetivos de las empresas para
seguir siendo competitivos son la reducción de costes , el aumento de la productividad , la
reducción de los tiempos de fabricación y un control de la calidad que cumpla con la
satisfacción del cliente y que se elimine todo aquello que no aporta valor. Pero este proceso de
reducción de costes, a menudo sacrifica el activo más importante y más valioso de las empresas,
el componente que genera más valor a una empresa, sus trabajadores.
Por lo tanto los resultados a su vez se centran en la generación de valor y en la reducción
de todo aquello que no lo aporte, pero buscando participar, estimular y respetar la
responsabilidad social en todos los niveles y la creación de una línea de desarrollo cuyo objetivo
es el crecimiento a corto y largo plazo de forma sostenible y equilibrada.
1.2 Organización de la tesis
Esta tesis se ha estructurado en los siguientes capítulos en función de los correspondientes
contenidos:

CAPITULO 1 - INTRODUCCIÓN
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 15
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Capítulo 1 - Introducción: Se han definido la introducción y motivación de la
investigación así como la justificación y necesidad de la misma ya que es un área de
conocimiento aún por desenvolver. Se ha hecho una revisión del estado del arte y
problemática actual para acabar definiendo los objetivos que se quieren alcanzar.
Capítulo 2 - Bases de la investigación: Se han descrito las bases teóricas de la filosofía
Lean y de la Simulación tanto en sus conceptos como en las diferentes herramientas de
software disponibles en a día de hoy y la justificación del software escogido para
trabajar en la metodología propuesta.
Capítulo 3 - Metodología desarrollada: En base a los conceptos estudiados se
desarrolla una metodología especifica en siete pasos lógicos para poder analizar
diferentes sistemas de manufactura y optimizarlos en base a la integración de LM con
simulación a través de herramientas DES.
Capítulo 4 - Bases experimentales: Para poder establecer y validar este método, se han
expuesto tres casos reales de empresas de manufactura en los cuales se ha testado el
mismo. Se han desarrollado a través de la metodología del capítulo 3 demostrando su
validez.
Capítulo 5 - Resultados obtenidos: Se muestra un resumen de los resultados obtenidos
en estos tres casos reales con sus respectivos datos y gráficas.
Capítulo 6 - Conclusiones y líneas de futuro: Se postulan las conclusiones a las que se
llega con la investigación, tanto de manera general como en ítems específicos que
merecen mención. Se incluyen las líneas de futuro detectadas y que quedan abiertas a
su desarrollo por otros investigadores.
Capítulo 7 - Publicaciones realizadas: La realización de esta tesis ha inducido la
publicación de dos artículos de investigación relacionados con la temática en ambos
congresos científicos internacionales relacionados con la temática.
Capítulo 8 - Bibliografía : Se relata toda la bibliografía utilizada a lo largo del tiempo
que ha durado esta investigación
1.3 Justificación de la investigación
La simulación es una de las herramientas de soporte de decisiones más valiosas que han
sido utilizadas por los ingenieros para resolver problemas de producción. El objetivo de la
simulación es la cuantificación de las mejoras de rendimiento que se puede esperar de la
aplicación de los cambios propuestos. Tiene a su vez la capacidad de demostrar los beneficios de
tomar determinadas soluciones y decisiones en un sistema de fabricación. Por último, a través de
la simulación se puede generar animación e ilustración visual dinámica de cómo funcionaría
nuevo sistema a un equipo de gestión no familiarizado con esto (Ferreira et al 2011;.. Ferreira et al
2011b).
La simulación por ordenador es útil en el análisis de sistemas que incorporan la
aleatoriedad en sus parámetros o cuando no hay soluciones analíticas exactas (Lucko et al. 2008).
Básicamente es una técnica que permite la transferencia de la realidad en el ordenador, a través
de la creación de un modelo que refleja con precisión el comportamiento de un proceso en
existencia o en su fase de proyecto (Ferreira et al 2010;.. Ferreira et al 2011c).
Mediante el uso de esta técnica es posible poner a prueba el rendimiento real de varios
modelos cambiando sus parámetros y analizando sus resultados a un coste menor que si se hiciera
en realidad.
Lean Manufacturing es una filosofía para estructurar, operar, controlar, gestionar y mejorar
continuamente los sistemas de producción industriales. Los puntos clave de esta filosofía incluyen
la estabilidad del proceso, trabajo estandarizado, la producción equilibrada, justo a tiempo,
control visual, el flujo de producción continua, gestión de inventario, calidad, etc., etc. etc. …..
Como se plantea en los estudios de Shingo (1989), Womack et al. (1990), Mondo (1993) y (Julien y
Tjahjono, 2009).

CAPITULO 1 - INTRODUCCIÓN
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 16
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Una revisión de las investigaciones existentes, de las cuales se reseñan a continuación en
los siguientes párrafos las más significativas, muestra que no hay muchas líneas de investigación
que relacionen de forma explícita los efectos de la aplicación de software de simulación con la
filosofía Lean en sistemas de producción. Esto puede ser debido a la falta de un mecanismo
global para identificar los indicadores o parámetros más significativos para optimizar los procesos
del sistema. La literatura existente sobre esta relación se puede agrupar en dos categorías
generales:
El uso de la simulación para establecer parámetros específicos de un sistema de
manufactura esbelta. Por ejemplo, Lummus (1995) utiliza la simulación para estudiar tres
estrategias secuenciales de producción (mixta modelo, configuración mínima y tirón de
la demanda).
El uso de la simulación para diseñar, testar y mejorar sistemas Lean. Por ejemplo,
(Carlson y Yao, 1992) utilizan la simulación para pre-testar diferentes lay outs a bajo
volumen en la validez de la prueba varios diseños de flujo para un bajo volumen, en
modelos con sistema JIT.
En esta tesis se ha usado el software Simio para modelar, validar y simular diferentes
escenarios para entender y cuantificar el impacto de diferentes indicadores Lean como
parámetros productivos. Simio fue desarrollado en 2007 como evolución de Arena por los mismos
programadores y representa un nuevo enfoque en la simulación orientada a objetos. La
modelización se basa en la descripción de los objetos del sistema y como se comporta este por la
interacción de estos objetos.
Entre otras características, se pueden destacar que Simio permite (Pegden, 2007)
Creación de objetos animados en 3D en un solo paso, incluso la importación de
objetos 3D desde Google 3D Warehouse.
Importar/exportar datos de hojas de cálculo de Excel.
Establecer reglas lógicas de prioridad propias en varios lenguajes de programación (C
++, Visual Basic, etc.).
Creación de objetos y bibliotecas inteligentes propias.
Por lo tanto se justifica la línea de investigación por las siguientes razones:
No existen investigaciones a día de hoy que definan explícitamente metodologías de
integración y análisis de resultados entre simulación y Lean Manufacturing.
En la mayor parte de los estudios de simulación no se ha utilizado el software SIMIO.
1.4 Revisión del estado del arte
La evolución de la simulación en entornos de fabricación ha sido una campo de estudio
desde los años 70 hasta ahora , con mas de 16.000 referencias en artículos de investigación que
definen la evolución ,avances y prácticas en campos como; diseño de lay outs, tecnologías
asistidas por ordenador (CAx) , sistemas de fabricación , ERPs , planificación , ergonomía …… etc.
etc. etc….. (Mourtzis 2014)

CAPITULO 1 - INTRODUCCIÓN
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 17
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 1-1 Evolución histórica publicaciones relacionadas con simulación
Supuestamente podríamos decir que la Simulación de Eventos Discretos ( DES) , podría
haber nacido con el método Montecarlo en el año 1944 , y desde ahí hasta ahora se han
desarrollado diferentes metodologías y aplicaciones que se han acelerado con la aplicación de
los ordenadores inicialmente y posteriormente con la evolución de los diferentes softwares a partir
del año 2000.
Grafico 1-2 Evolución metodología de la simulación
Esta evolución ha permitido la aplicación de simulación en la práctica totalidad de los
procesos industriales según las áreas de la fabricación en las que se han ido usando:
ERP
Supervision Control and Data Acquisition SCADA
CAD / CAM /CAE
Ciclo de vida - LCA
Realidad aumentada y realidad virtual.

CAPITULO 1 - INTRODUCCIÓN
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 18
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Ergonomía.
Manufacturing Execution Systems ( MES)
Simulación de cadena de suministro.
…….
Imagen 1-1 Aplicación DES en Simulación
El principal objetivo del Lean Manufacturing es la identificación mediante diferentes
técnicas de aquellas operaciones que añaden valor de las que no lo hacen y desarrollando de
manera continua la mejora de todos los procesos, aumentar calidad y productividad reduciendo
tiempos y costes. (Schroer 2004)
La simulación es ideal para poder entender de manera espacial los conceptos del lean
como:
Suavizado de líneas vs Takt Time
Pull vs push
Flujo de materiales + Lay Out
Control de inventario a través de kanban
Reducción de la variabilidad el proceso.
Con la simulación se pueden mejorar notablemente los procesos lean ( Marvel 2009 ). Una
visión tradicional de la implantación de LM , no tiene capacidad de validar la situación futura o
buscada , pero si integramos la DES podemos dar de manera estadística una fotografía de lo que
podemos obtener.
Esto es de gran ayuda a los equipos de implantación de LM, ya que a través de la DES, son
capaces de ver de manera dinámica evaluando diferentes alternativas cuales de los posibles
estados futuros cumple los objetivos deseados e ir reorientando la implantación de las mejoras.
Cabría pensar que esto está solo al alcance de las grandes empresas , pero incluso en
empresas pequeñas se pueden permitir la aplicación de DES en implantaciones de LM ,
aumentando el éxito de los resultado finales y el coste de llegar a los mismos como expone Arisha
(2011) en su artículo.
Ya se demuestra también en un artículo base de esta tesis doctoral , Ares (2012) , que la
integración no solo es posible sino que además arroja unos resultados óptimos a un coste de
análisis ínfimo y se postula el posible desarrollo de una metodología adecuada para la aplicación
a empresas reales.
CAPITULO 1 - INTRODUCCIÓN
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 19
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Se demuestra en diferentes estudios como el uso de DES puede analizar y mejorar
diferentes resultados combinándolas sobre las técnicas tradicionales del LM por separado.
Yongan Zhang (2012) hace un análisis de las mejoras sobre cadena de suministro
aplicando simulación y evidencia resultados positivos sobre nivel de inventario , ágil respuesta a la
demanda del mercado aumentando la satisfacción del cliente y recorte de la cadena
haciéndola más rápida. Entre las empresas que han podido aplicar estos conceptos de
encuentran Dell y BMW.
Se puede ver en algún caso como la DES reduce el número de defectos en fabricación
(Jidoka) aumentando el nivel de utilización del sistema productivo a través de la eficiencia
general de los equipos o Overall Equipment Efficiency (OEE) sin afectar al Takt time necesario para
abastecer la demanda. Puche ( 2012)
Otros autores ( Noor Azlina , 2012) introducen el análisis del nivel de calidad final ( TQM) en
una implantación LM donde el objetivo final es el aumento de productividad y reducción del WIP .
Demuestran que a través de DES los resultados mejoran considerablemente.
Kayasa ( 2012 ) propone el diseño de un sistema teórico de producción basado en la
simulación de un modelo productivo adaptativo en el que se obtiene una reducción de defectos
que cumpla con la estrategia establecida a un coste controlado.
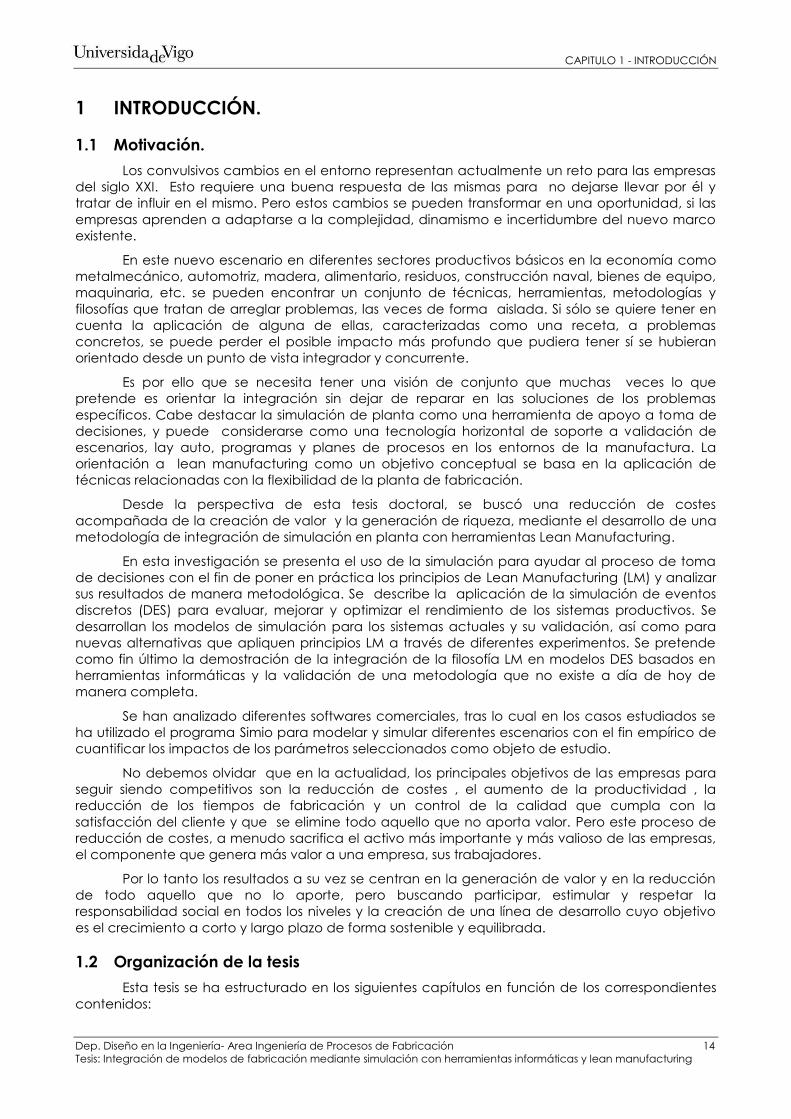
Dombrowski (2013) analiza mediante DES con el software Arena como se pueden evaluar
los posibles cambios a futuro del actual Layout en función de diferentes posibles escenarios :
Grafico 1-3 Evaluación de posibles lay out con DES
Concluye con la demostración de que el uso de esta herramienta ayuda a las compañías
a predecir los posibles costes y rentabilidades de las evoluciones futuras de sus Lay Out.
Tregubov (2015) usa un planteamiento en DES para determinar la efectividad de un sistema
Kanban de manera teórica mediante la aplicación a procedimientos genéricos.

CAPITULO 1 - INTRODUCCIÓN
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 20
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Es posible medir el grado de lean de un sistema de producción a través de la medición de
su takt time, a través de un DES dinámico en sistemas multiproducto , multietapa, sacando
conclusiones sobre la interrelación de ambas de una manera algorítmica , ( Rehab Ali , 2014)
Sin lugar a dudas la mayor parte de referencias bibliográficas corresponden al análisis de
Visual Stream Map (VSM) de LM , en combinación con DES. Algunas de las conclusiones de que se
puede complementar esta herramienta lean mediante simulación son: VSM no deja de ser una
herramienta manual que no permite reflejar todas las posibilidades de un sistema productivo en
cuanto a variabilidad y complejidad, y además es un algo estático que no permite
comportamientos dinámicos como la simulación
Como referencias podemos constatar las siguientes:
Yang-Hua ( 2002) a través de una simulación en Arena , demuestra la efectividad de un
sistema productivo diseñado de manera pull ante el mismo con enfoque push, muestra los
resultados sobre los VSM de una manera y de otra. Usando ambas técnicas de manera
complementaria.
Abdulmalek (2007) hace un planteamiento similar con la intención de que esto sea una
herramienta de decisión de la dirección y se basa en reflejar sobre VSM mediante DES con Arena
centrándose en mejora pull , reducción de setups y TPM
Wei Xia (2012) determina la inexactitud de un sistema VSM en un comportamiento
temporal dinámico y complementa el análisis mediante DES.
Imagen 1-2 Muestra de Inexactitud de VSM
1.5 Problemática actual
La simulación en fabricación es una herramienta de apoyo a la toma de decisiones, y se
puede considerar como un apoyo tecnológico horizontal para la validación de los diferentes
escenarios, diseños actuales y futuros, programas y procesos integrales de análisis en entornos de
manufactura. La simulación es tomar un nuevo salto en su aplicación en las empresas para ayudar
a resolver problemas, buscar mejoras e integración de funciones, ya que puede diagnosticar y
buscar alternativas de parámetros optimizados que confieren robustez al control de la fabricación
(asignación de recursos, programación y los procesos de planificación) o por el contrario tratar de
acomodar el sistema logístico a las demandas cambiantes y cada vez más exigentes.
La simulación es una forma de sistemas de ingeniería, entendidas como procesos y
logística de producción, incluidos los sistemas de administración. El objetivo es demostrar que para
la ingeniería o la reingeniería de un proceso o sistema que por ser complejo, difícil o incluso

CAPITULO 1 - INTRODUCCIÓN
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 21
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
imposible de experimentar, es necesario desarrollar y experimentar modelos numéricos con
soporte informático. Este tipo de modelo numérico no es una ciencia exacta, pero se basa en un
enfoque de resolución de problemas a través de la simulación. Es crucial para hacer un buen
simulador adquirir conocimientos sobre los conceptos de modelado y experiencia en su uso.
La orientación LM como un objetivo conceptual se ha basado en la aplicación de
técnicas relacionadas con la flexibilidad de fabricación. Esta área tiene una importancia
fundamental en la toma de decisiones acerca de las diferentes alternativas que se puedan
plantear.
Aunque algunos autores presentan como algo nuevo, de hecho, el LM es un conjunto de
técnicas desarrolladas por la empresa Toyota a partir de 1950 que sirven para mejorar y agilizar los
procesos operativos de cualquier empresa industrial, independientemente de su tamaño .
Además en su evolución en los últimos años demostró los beneficios ambientales y culturales
dentro de la organización. Su filosofía concuerda perfectamente con el equilibrio y desarrollo
sostenible de todo el proceso de las empresas.
Lean y Simulación , la integración de ambas técnicas no suele ser común en el ámbito de
la fabricación (Robinson, Radnor, Burgess, y Worthington, 2012), y no suelen ir más allá de
simulaciones manuales para visualizar y comprender el Lean Manufacturing.
Normalmente enfrentarse a un proceso de implantación de LM, con todo lo que ello
conlleva implica un cambio enorme que incluso a los responsables de planta les cuesta trabajo
llegara a entender la magnitud de los beneficios a obtener y de esa manera poder cuantificarlos.
Es por ello que disponer de una herramienta dinámica en las fases de diseño, planificación y
evaluación de un Sistema de Fabricación, puede ayudar a entender cuantitativamente este
proceso y valorar las diferencias en resultados de producción entre un sistema antiguo y otro
nuevo. Detty y Yingling (2000) postulan que la simulación de eventos discretos puede “cuantificar
las mejoras de rendimiento que se puede esperar de la aplicación del concepto de las fabricas
dentro de fábricas, el flujo continuo, gestión de inventario, la calidad, y el nivel de programación
de la producción JIT"
La forma en que el DES apoya la toma de decisiones varía de un caso a otro. A menudo
DES se ha aplicado para establecer parámetros específicos de un sistema de Lean tales como la
mezcla de productos, tamaño de lote, número de Kanban, etc., o para diseñar, probar y mejorar
los sistemas en una escala más grande, por ejemplo, para probar diferentes diseños y flujos.
Además, la simulación se ha utilizado para ayudar en las primeras etapas con la decisión de
sustituir un proceso de fabricación existente por uno nuevo más Lean. Detty y Yingling (2000)
tomaron este enfoque y encontraron que la simulación puede proporcionar estimaciones
acreditables mediante el ahorro de recursos de taller y las mejoras en las estadísticas de
rendimiento basados en el tiempo que son alcanzables con la manufactura esbelta. Su
investigación mostró el impacto de los principios Lean en términos de mejoras y reducciones de
inventario, espacio, transporte, mano de obra y las necesidades de equipo.
La Información dada facilita la decisión de adoptar los principios Lean en nuevos sistemas y
fortalece el compromiso de la organización durante la fase de implementación. DES hace posible
la comparación ente los resultados reales con los simulados dando un marco comparativo de la
posible eficiencia de una planta.
Una de las razones de que no se haya usado la integración de ambas técnicas es la
percepción de que la simulación mediante software es una tarea mucho mas compleja que un
simple VSM (McDonald, Van Aken, y Rentes, 2002).Cosa que con el desarrollo de software de los
último años se ha eliminado, debido a la facilidad de uso de los mismos.
Sin contar con la aplicación dinámica de los escenarios de una manera rápida que ofrece
el uso de estos programas. La técnica VSM es un modelo que no puede evaluar de manera
rápida como afectan los niveles de inventario en un proceso de producción futuro o como
predecirlos en función de las estrategias a seguir. Aquí es donde un software de simulación
complementa perfectamente el uso de VSM.

CAPITULO 1 - INTRODUCCIÓN
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 22
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
La simulación puede generar estadísticas de rendimiento y de recursos sin dejar de analizar
con flexibilidad destalles específicos de la producción, y analiza la incertidumbre de los niveles de
inventario, plazos de entrega, cuellos de botella, utilización de las máquinas y personas de una
manera dinámica en el tiempo. En especial en líneas de producción complejas que por ejemplo
un VSM no puede determinar de manera aislada (Abdulmalek, 2007). Y además la simulación
proporciona una visión en pantalla de la evolución de los procesos que permite al usuario una
comprensión de las diferentes alternativas (Brailsford, Desai, y Vianna, 2010).
A pesar de los muchos beneficios de la interacción entre la VSM y DES, McDonald et al.
(2002) sugiere que VSM no debe ser complementada a través de la simulación en todos los casos,
pero fundamenta que la simulación sea una parte integral del conjunto de las herramientas
usadas, sobre todo en sistemas complejos.
Para ir más allá de la VSM, Robinson et al. (2012) expone en su artículo cómo los supuestos
metodológicos claves de DES encajan en el concepto de Lean. En particular, los siete
desperdicios (Muda). Este puede ser un principio de justificación para la integración.
Siete MUDAS originales Papel de DES
Transporte: mover productos que no son
requeridos para el flujo del proceso
Modelado de procesos de movimiento y la
medición de los tiempos de transporte
Inventario: todos los componentes en proceso Modelado de colas
Movimiento: movimiento extra de las personas
o equipos que no necesarios para el proceso
Modelado de la interconexión entre los
recursos y el proceso
Retraso: Espera para el siguiente paso de
producción
Modelando pasos de producción que
evolucionan como resultado de la
variabilidad en los procesos interconectados
Sobreproducción: Producción por delante de
la demanda
Modelado de la interconexión entre la
variabilidad de la demanda y la producción
Sobreproceso: Como resultado de
herramientas o diseño erróneo de productos
creando actividad
Modelar el flujo del proceso y la medición de
la utilización de los recursos y actividades
Defectos: esfuerzo de inspeccionar y corregir
defectos
Modelado de paros de actividad
Tabla 1-1 Comparación de MUDA y DES
A día de hoy, por lo que se ha profundizado sobre estudios de implantación, el desarrollo
de nuevas técnicas, los resultados de diferentes modelos, etc., no se han encontrado referencias
en que se utilizan estas técnicas LM y DES de manera metodológica. Por ello es conveniente
desarrollar una evolución de estos dos sistemas que permita un aprovechamiento sinérgico
centrando sus resultados en la mejora de la eficiencia de la empresa y de su sostenibilidad a
través de una metodología específica.
1.6 Objetivos.
Los objetivos genéricos de la investigación son los siguientes:

CAPITULO 1 - INTRODUCCIÓN
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 23
Tesis: Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
1. Demostrar la validez de la integración de LM y DES como complementarias y como
herramienta de análisis de la parametrización del proceso productivo de una planta de
fabricación y para lograrlo se realizan las siguientes actividades de investigación
a. Estudio de los patrones de comportamiento de los sistemas de manufactura por
líneas productivas.
b. Contraste de software de simulación. DES
c. Establecimiento de los patrones o escenarios a través de modelos DES
d. Modelado de los escenarios con las modificaciones impuestas por parámetros
LM.
2. Generar una metodología de trabajo para el uso de DES y LM de manera combinada.
El interés innovador de la metodología propuesta y la integración de ambas técnicas y su
aplicación directa permite alcanzar los siguientes objetivos específicos en los sistemas de
fabricación:
Aumento de la productividad.
Reducción del tiempo de entrega.
Reducción de los niveles de inventario.
Reducción de costes.
Mejora de la calidad del producto.
Equilibrar la carga de trabajo.
Estandarización de procesos y operaciones.
Desarrollo de equipos de trabajo.
La mejora continua.
A su vez estos objetivos están relacionados con los siguientes beneficios:
Conocimiento profundo del funcionamiento interno de la organización.
Capacidad para simular el bajo costo y evaluar los resultados sin tener que invertir
grandes sumas de dinero.
Posibilidad de hacer cambios y simularlos sin parar la línea.
Enorme ahorro de costes en comparación con los sistemas tradicionales.
Valorización de los productos.
Reducción de los costes de los procesos.
Diseño de nuevos productos.
Mejorar los procesos existentes.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 24
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2 BASES TEÓRICAS DE LA INVESTIGACIÓN
En este capítulo se relatan y definen las bases teóricas en las que se fundamenta la
investigación realizada sobre las áreas de Lean Manufacturing, la simulación de eventos discretos,
los softwares existentes evaluados y el porqué de la decisión de utilizar el software SIMIO para las
bases experimentales realizadas.
Es una revisión exhaustiva del estado del arte actual, que nos permite sentar las bases de la
metodología desarrollada en esta tesis.
2.1 Lean Manufacturing.
2.1.1 Introducción
Para una correcta explicación al concepto de técnicas Lean manufacturing hay que
remitirse al nacimiento de la empresa Toyota donde se origina el Toyota Production System o TPS.
Todo comienza con Sakichi Toyoda (1867, Yamguchi – Nagoya) un emprendedor, con
conocimientos de carpintería que aprovechó la iniciativa del gobierno Japonés de la época que
promovía la industria textil, pilar económico principal de aquel momento. En 1984 comenzó la
fabricación barata y rápida de telares manuales.
En 1926 fundó Toyoda con telares automatizados. Visionando que la industria del automóvil
sería el futuro, envió a su hijo Pichiro a estudiar ingeniería mecánica en Tokio, especializándose en
tecnología del motor.
Uno de los principales inventos de Sakichi, fue un mecanismo que paraba el telar cuando
un hilo se rompía, se convirtió en uno de los principios del Lean , jidoka. Su hijo después un viaje a
las plantas americanas de Ford contribuyo a la filosofía creando el just in time ( JIT) , en un
pequeño taller cerrado donde se montaban y desmontaban pequeños motores de motocicletas.
En 1929 tras la venta de unas patentes de telares, muere Skichi y su hijo invierte en la
fundación de Toyoda Motor Corporation. En septiembre de 1934 crea el primer prototipo de motor
llamado tipo A, la carrocería del vehículo se hizo a mano.
Tras la segunda guerra mundial y durante la reconstrucción de Japón, los americanos
ayudaron a Toyoda a empezar con la fabricación de camiones acabando el primer prototipo G1
en 1935 y haciendo de la eliminación de defectos una prioridad. El trabajo se realizaba bajo
ensayo y error, incidiendo directamente sobre el proceso de fabricación. Hasta que en 1948 tras
una crisis financiera Eiji Toyoda, sobrino de Sakichi, se convierte en director y posteriormente
presidente de Toyota Motor Manufacturing, impulsando definitivamente el sistema de producción
de Toyota (TPS). Se comienza a fabricar sobre la misma línea diferentes modelos, buscando el
sistema alta calidad, bajo coste, lead times cortos y flexibilidad. Cosa que los fabricantes
americanos no habían avanzado y cubrían sus carencias con la sobreproducción.
En la década de los 50 Taichi Ohno, gerente de planta, comienza a mejorar el sistema de
producción de Toyota, basándola en optimizar el flujo continuo pieza a pieza que se podía
cambiar de manera flexible según la demanda de cliente y de una manera eficiente. Aparecería
el concepto pull y cliente tanto interno como externo . Basadas en las teorías de W. Edwards
Deming y adaptándolas a una metodología sistemática a la resolución de problemas, se
comienza a usar el “ciclo de Deming“, “ciclo Planificar-Hacer-Comprobar-Actuar“ – PDCA.
En los años 70 coincidiendo con la crisis del petróleo de 1973, se comenzó a difundir el TPS ,
ya que Toyota fue una de las primeras empresas en salir de la crisis con su modelo basado en la
mejora continua , cuyo término en japonés es Kaizen.
En los 90, a través del trabajo del programa del MIT sobre la industria del automóvil y el libro
producto de su investigación, La máquina que cambió el mundo (Womack, Jones, Ross, 1991), la
comunidad industrial mundial descubrió la “producción lean“ y se acuño el término LEAN
MANUFACTURING.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 25
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2.1.2 Sistema de producción de Toyota
El core del sistema Toyota es la eliminación del desperdicio, Muda, es decir todo aquello
que no añada valor en el proceso. Toyota los enumera de la siguiente manera:
1. Sobreproducción.
2. Sobreprocesar ó procesar incorrectamente
3. Defectos
4. Transportes innecesarios
5. Exceso de inventario
6. Movimientos innecesarios
7. Esperas.
Imagen 2-1 Características sistema Toyota
Este esquema se generó ya a que el TPS no documentaba la teoría y se pensó en un
sistema visual para transmitir de manera fácil el conjunto de ideas, donde el conjunto es el que
funciona y se centra en el apoyo y motivación del trabajador.
2.1.3 Principios del modelo de Toyota
El modelo de Toyota se puede dividir en 14 principios ordenados en 4 grupos, tal y como se
muestra en la siguiente figura:

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 26
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Imagen 2-2 Principios del sistema Toyota
Filosofía a largo plazo
Principio 1: Basar decisiones de gestión en una filosofía a largo plazo, a expensas de lo
que suceda con los objetivos financieros a corto plazo
El proceso correcto producirá los resultados correctos
Principio 2: Crear procesos en flujo continuo para hacer que los problemas salgan a la
superficie
Principio 3: Utilizar sistemas pull para evitar producir en exceso
Principio 4: Nivelar la carga de trabajo (heijunka)
Principio 5: Crear una cultura de parar a fin de resolver los problemas para lograr una
buena calidad a la primera
Principio 6: Las tareas estandarizadas son el fundamento de la mejora continua y de la
autonomía del empleado
Principio 7: Usar el control visual de modo que no se oculten los problemas
Principio 8: Usar sólo tecnología fiable y absolutamente probada que dé servicio a su
gente y a sus procesos
Añadir valor a la organización mediante el desarrollo de su personal y sus socios
Principio 9: Hacer crecer a líderes que comprendan perfectamente el trabajo, vivan la
filosofía y la enseñen a otros. Un buen líder debe comprender el trabajo diario con gran
detalle de modo que pueda ser el mejor maestro de la filosofía de su empresa.
Principio 10: Desarrollar personas y equipos excepcionales que sigan la filosofía de su
empresa
Principio 11: Respetar la red extendida de socios y proveedores desafiándoles y
ayudándoles a mejorar

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 27
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
La resolución continua de los problemas fundamentales impulsa el aprendizaje
organizativo
Principio 12: Ir a verlo por sí mismo para comprender a fondo la situación (genchi
genbutsu)
Principio 13: Tomar las decisiones por consenso lentamente, considerando
concienzudamente todas las opciones; implementarlas rápidamente
Principio 14: Convertirse en una organización que aprende mediante la reflexión
constante (hansei) y la mejora continua (kaizen)
2.1.4 Relación filosofía Lean con la simulación.
Haciendo una revisión de publicaciones y libros se puede observar que no hay muchas
fuentes que traten la aplicación de técnicas de simulación para demostrar la aplicación de los
principios del pensamiento lean.
Podría deberse a que realmente hablando de una filosofía o forma de pensar, no existe
una metodología global para la identificación de indicadores lean más importantes en la
optimización de los procesos, salvo la aplicación Ad hoc en cada caso.
Las obras que muestran una estrecha relación entre simulación y filosofía Lean
Manufacturing se pueden agrupar en dos categorías generales:
El uso de la simulación para establecer los parámetros específicos de un sistema de
producción ajustada. Por ejemplo, Lummus (1995) utiliza la simulación para estudiar la
secuencia de producción tres estrategias (modelo mixto, la configuración mínima, y
demanda tipo pull).
El uso de la simulación para diseñar, probar y mejorar los sistemas lean. Por
ejemplo, Carlson y Yao (1992) utilizaron la simulación de poner a prueba
diversos diseños de flujo para un bajo volumen.
2.1.5 Conceptos y herramientas del Lean Manufacturing
2.1.5.1 Kaizen
Kaizen es una palabra japonesa cuya traducción es “cambiar para mejorar”. Es una
metodología de mejora continua basada en:
Mejora en pequeños pasos.
Bajas inversiones.
Participación de todos los empleados.
Implantación rápida de las mejoras.
La metodología Kaizen incluye a todas las personas de la empresa, generando motivación,
estimulando el trabajo en equipo y promoviendo el trabajo en la mejora, de forma sistemática y
metódica. De manera global, Kaizen tiene como target sustituir el desperdicio (muda) por valor
añadido.
2.1.5.2 5S
La herramienta de las 5S se resume en: “Un sitio para cada cosa, y cada cosa en su sitio”.
Es una herramienta lean para mantener el orden y limpieza de manera adecuada en todas las
áreas de la empresa, desde las plantas industriales a las oficinas.
Mediante esta técnica, se hacen visibles los despilfarros o mudas de bajo nivel,
destapando los flujos de producción para poder observar si hay problemas en los diferentes
procesos productivos. Básicamente, se trata de quitar todo aquello que nos estorba y nos impide
observar con claridad nuestros procesos industriales, para así poder descubrir los despilfarros y
proceder a la optimización.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 28
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
El alcance llega a todos los trabajadores que actúan en las diferentes secciones de una
empresa para que puedan trabajar más cómodamente, en un entorno más limpio y seguro, y
con la máxima eficiencia posible.
La denominación de 5S viene de las palabras en japonés seiri, seiton, seiso, seiketsu y
shitsuke. Su significado, traducido, es el siguiente:
Seiri: Clasificar. Revisar las piezas y guardar sólo lo que se necesita y eliminar el resto.
Seiton: Ordenar. Definir un sitio para cada cosa y colocar cada cosa en su sitio.
Seiso: Limpiar. Facilitar la inspección de anomalías o averías que pueden causar
problemas de calidad, y mejorar el ambiente de trabajo de las instalaciones.
Seiketsu: Estandarizar. Desarrollar sistemas y procedimientos para mantener y controlar
las anteriores S.
Shitsuke: Sostener. Mantener el lugar de trabajo estandarizado y tomarlo como un
proceso de mejora continua.
A lo largo del tiempo siempre se acumula mucho desperdicio tapando los problemas más
evidentes. Con las 5S, se crea un método de proceso continuo de mejora del entorno del trabajo,
lo que repercute en una mejor funcionalidad de los procesos.
2.1.5.3 7 Mudas - Desperdicios
Las 7 Mudas , palabra japonesa que significa desperdicio , que desarrollo Taiichi Ohno
como núcleo del sistema de producción Toyota, es uno de los conceptos lean más fáciles de
entender, y más fácil de trasladar a cualquier tipo de situación de manufactura.
El desperdicio es el uso de cualquier material o recurso por encima de lo que el cliente
necesita y está dispuesto a pagar.
Por lo tanto, se trata de identificar cualquier desperdicio que no aporte valor. La
eliminación del desperdicio es una de las formas más eficientes de aumentar la rentabilidad de
cualquier negocio, por eso, para eliminar el desperdicio, es importante entender exactamente
qué es y dónde se encuentra.
Aunque los productos difieran entre empresas, los típicos desperdicios que se encuentran
en las fábricas son muy similares.
Tipos de mudas:
Sobreproducción: Producir artículos para los cuales no existe demanda, o simplemente
fabricar una cantidad superior a la demanda es un desperdicio muy común. La idea
de producir grandes lotes para minimizar los costes de producción y almacenarlos en
stock hasta que el mercado los demande, es un claro desperdicio, ya que utilizamos
recursos de mano de obra, materias primas y financieros, que deberían haberse
dedicado a otras cosas más necesarias.
Sobreproceso: Hacer un trabajo extra sobre un producto, el cual aportará unas
cualidades por las que el cliente no está dispuesto a pagar o simplemente no le
interesan, es un desperdicio que debemos eliminar, y que es uno de los más difíciles de
detectar, ya que muchas veces el responsable del sobreproceso no sabe que lo está
haciendo. Por ejemplo: limpiar dos veces, o simplemente, hacer un informe que nadie
va a consultar.
Defectos: Todo el mundo entiende que los defectos de producción y los errores de
servicio no aportan valor y producen un desperdicio muy grande, ya que consumimos
materiales, mano de obra para reprocesar y/o atender las quejas, y sobre todo pueden
provocar insatisfacción en el cliente.
Transporte: Cualquier movimiento innecesario de productos y materias primas ha de ser
minimizado, ya que no aporta nada a la cadena de valor. El transporte cuesta dinero,
equipos, combustible y mano de obra, y también aumenta los plazos de entrega.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 29
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Cada vez que se mueve un material hay un riesgo de daños, y para evitarlo
aseguramos el producto para el transporte, lo cual también requiere mano de obra y
materiales.
Inventario: Es exceso de materia prima, trabajo en curso o producto terminado. No
agrega ningún valor al cliente, pero muchas empresas utilizan el inventario para
minimizar el impacto de las ineficiencias en sus procesos. El inventario que sobrepase lo
necesario para cubrir las necesidades del cliente tiene un impacto negativo en la
economía de la empresa y emplea espacio valioso. A menudo un stock es una fuente
de pérdidas por productos que se convierten en obsoletos, posibilidades de sufrir
daños, tiempo invertido en recuento y control y errores en la calidad escondidos
durante más tiempo.
Movimiento: Todo movimiento innecesario de personas o equipamiento que no añada
valor al producto es un despilfarro. Este despilfarro se puede confundir con el
transporte, pero en este caso nos referimos a los movimientos dentro de un proceso,
mientras que en el despilfarro de transporte nos referimos al movimiento entre procesos.
La muda por movimiento está causada por un flujo de trabajo poco eficiente, un
layout (distribución en planta) incorrecto y unos métodos de trabajo inconsistentes o
mal documentados. Estos hacen que el operario se desplace más de lo que debería,
que tenga que mover las materias primas de un lado para otro, etc., aumentando su
cansancio y disminuyendo el tiempo dedicado a realizar lo que realmente aporta
valor.
Esperas: Es el tiempo, durante la realización del proceso productivo, en el que no se
añade valor. Esto incluye esperas de material, información, máquinas, herramientas,
retrasos en el proceso de lote, averías, cuellos de botella… La causa más básica de
tiempo de espera es un proceso desequilibrado, es decir, cuando una parte de un
proceso corre más rápido que un paso anterior. Otra causa común de espera es
cuando los materiales no están disponibles, ya sea debido a que los procesos de
manipulación de materiales no funcionan eficazmente, o bien debido al agotamiento
de las existencias por mala gestión de las compras y/o la poca sincronía con los
proveedores.
2.1.5.4 Six Sigma
Six Sigma es una metodología de gestión que mide y mejora la calidad, basada en la
reducción de la variabilidad de los procesos y que tiene por objetivo la reducción de los defectos
con un 99,99966% de eficiencia (6 sigma).
Los efectos de la aplicación de Six Sigma son :
Aumento de la satisfacción de sus clientes.
Incremento de los beneficios de la empresa.
Introducción de una visión estructurada que se aplicará habitualmente.
El equipo estará formado por los siguientes miembros:
Champion: es el directivo de la empresa más implicado en los resultados del proyecto.
Experto Six Sigma (Black Belt o Green Belt): es el responsable de desarrollar el proyecto
de mejora, aplicando el método y sus herramientas con eficacia y orientación a
resultados.
Agentes: miembros de la empresa que están implicados en el proceso objeto de
mejora.
El método Six Sigma consiste en la aplicación de un proceso estructurado de 5 fases:
1. Definición, donde se identifican los posibles proyectos, se evalúan por la dirección y se
selecciona el equipo más adecuado.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 30
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2. Medición, donde se identifican los requisitos clave de los clientes, las características
clave del producto y los parámetros que afectan al funcionamiento del proceso, y se
mide la capacidad del mismo.
3. Análisis, donde el equipo analiza los datos actuales e históricos y se plantean hipótesis
sobre posibles relaciones causa-efecto, utilizando herramientas estadísticas.
4. Mejora, donde el equipo determina la relación causa-efecto para predecir y mejorar el
proceso.
5. Control, que consiste en diseñar y documentar los controles necesarios para asegurar
que las mejoras logradas se mantengan después de aplicar los cambios.
2.1.5.5 TOC
La Teoría de las Limitaciones fue creada por Eliyahu M. Goldratt durante la década de los
80. Se basa en, una vez definido el objetivo de la empresa (ganar dinero), identificar todas las
limitaciones u obstáculos para conseguirlo.
Dentro de un proceso productivo, las limitaciones son los denominados “cuellos de
botella”, que son los recursos con capacidad limitada y, por tanto, que marcan el ritmo de la
producción.
La Teoría de las Limitaciones tiene 5 pasos fundamentales:
1. Identificar el cuello de botella. Para localizar un cuello de botella se debe tener en
cuenta el ratio carga/capacidad, donde la carga es la suma del tiempo de proceso y
el de cambio de los trabajos de la máquina, y la capacidad es el tiempo del que se
dispone para realizar la tarea. Normalmente también se puede identificar mediante la
observación de la acumulación de inventario, aunque no todos los inventarios apuntan
a un cuello de botella.
2. Decidir cómo explotar el cuello de botella. Un minuto ganado en un cuello de botella
es un minuto ganado en todo el sistema, por tanto, interesa que un cuello de botella
nunca pare.
3. Subordinar todo a la decisión anterior. El tiempo ganado en una tarea que no es cuello
de botella es un espejismo. Si el cuello de botella limita la producción total del sistema,
no tiene sentido producir más de lo que la limitación pueda absorber. De esta forma las
demás máquinas deben trabajar para que el cuello de botella no pare.
4. Elevar el cuello de botella. Si se necesita aumentar la producción de todo el sistema es
necesario aumentar la capacidad del cuello de botella. Puede hacerse de las
siguientes formas:
Mejorar la eficiencia global del equipo (OEE).
Evitar que se procesen en el cuello de botella artículos defectuosos.
Buscar otra máquina similar o comprar una nueva.
Reajustar los tamaños de lotes.
Subcontratar parte de los pedidos.
5. Si se ha eliminado, volver al paso 1. Una vez se ha conseguido mejorar la capacidad
del cuello de botella ya no será necesario seguir mejorando esa tarea, ya que lo más
probable es que haya aparecido un nuevo cuello de botella, sobre el que se deberá
actuar de la misma forma.
Una vez mejorados todos los cuellos de botella, el proceso productivo estará equilibrado.
Entonces deberá abordarse el mercado para conseguir más pedidos, lo cual puede provocar la
aparición de un nuevo cuello de botella. Por tanto, esta metodología busca la mejora continua
en los métodos de trabajo.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 31
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2.1.5.6 TQM (Total Quality Management)
El concepto de Calidad Total es una filosofía empresarial que se basa en la búsqueda de la
satisfacción del cliente, basado en la mejora de efectividad, flexibilidad y competitividad, y
orientado hacia la excelencia empresarial. Se trata de un sistema de gestión basado en procesos.
Para asegurar la satisfacción de los clientes, es necesario un proceso de mejora continua.
Fases:
1. Planificar la calidad.
Determinar a los clientes y sus necesidades.
Diseño del producto o servicio.
Implementar los procesos más adecuados
2. Controlar la calidad
• Evaluar las desviaciones en calidad.
• Adoptar las medidas correctoras.
3. Mejorar la calidad.
• Establecer una infraestructura capaz de asegurar las mejoras de calidad.
• Elaborar los proyectos de mejora.
• Designación y formación del equipo responsable de implantar los proyectos
de mejora.
Mejoras resultantes de la implantación del TQM:
Aumento de la satisfacción del cliente.
Mayor eficacia del trabajo interno de la empresa.
Incremento de la productividad.
Aumento de los beneficios.
Disminución de los costes.
Mayor calidad de los productos.
2.1.5.7 TPM – Mantenimiento Productivo Total
El TPM (Mantenimiento Productivo Total) es una metodología de mantenimiento que
incluye todas las funciones que se desarrollan en la empresa con el objetivo que los operarios de
producción, después de recibir la formación adecuada, se ocupen también de la limpieza y de
tareas básicas de mantenimiento de sus equipos (mantenimiento autónomo), como también de la
detección de problemas potenciales.
Esta es una solución mucho más eficiente y económica que confiar siempre las tareas a un
departamento de mantenimiento centralizado, porque muy a menudo son los operarios quienes
conocen mejor las máquinas.
El TPM se desarrolla en diferentes fases, estas son:
Mantenimiento Autónomo, también denominado de primer nivel. Comprende la
participación activa por parte de los operarios en el proceso de prevención, para
evitar averías y deterioros en las máquinas y equipos. Tiene especial trascendencia la
aplicación práctica de las 5S. Algunas de las tareas fundamentales son: limpieza,
inspección, lubricación, aprietes y ajustes.
Aumento de la efectividad del equipo mediante la eliminación de averías y fallos. Se
realiza mediante medidas de prevención vía rediseño-mejora o establecimiento de
pautas para que no ocurran.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 32
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Mantenimiento Planificado. Implica generar un programa de actuaciones por parte del
departamento de mantenimiento. Constituye el conjunto sistemático de actividades
programadas a los efectos de acercar progresivamente la planta productiva a los
objetivos de: cero averías, cero defectos, cero despilfarros, cero accidentes y cero
contaminación. Este conjunto de labores serán ejecutadas por personal especializado
en mantenimiento.
Prevención de Mantenimiento. Se trata de optimizar la gestión del mantenimiento de
los equipos desde la concepción y diseño de los mismos, tratando de detectar los
errores y problemas de funcionamiento que puedan producirse como consecuencia
de fallos de concepción, diseño, desarrollo y construcción del equipo, instalación y
pruebas del mismo hasta que se consiga el establecimiento de su operación normal
con producción regular. El objetivo es lograr un equipo de fácil operación y
mantenimiento.
Mantenimiento Predictivo. Consistente en la detección y diagnóstico de averías antes
de que se produzcan. De tal forma pueden programarse los paros para reparaciones
en los momentos oportunos. La filosofía de este tipo de mantenimiento se basa en que
normalmente las averías no aparecen de repente, sino que tienen una evolución. Así
pues el Mantenimiento Predictivo se basa en detectar estos defectos con antelación
para corregirlos y evitar paros no programados, averías importantes y accidentes. Entre
las tecnologías utilizadas para el monitoreo predictivo tenemos los análisis de
vibraciones, muestras de lubricantes, temperatura y acústicos.
2.1.5.8 VSM – Value Stream Map
El Value Stream Map o mapa de la cadena de valor es una herramienta visual de Lean
Manufacturing que permite identificar todas las actividades en la planificación y la fabricación de
un producto, con el fin de encontrar oportunidades de mejora que tengan un impacto sobre toda
la cadena y no únicamente en procesos aislados.
El objetivo primordial de dibujar un VSM es documentar y visualizar el estado actual del
proceso. Esto nos permitirá estudiarlo y encontrar los puntos de mejora, para así diseñar un VSM
futuro ideal, donde todos los puntos débiles encontrados estén solucionados.
Una vez diseñado el VSM futuro tendremos un punto de partida y un objetivo para
cualquier acción de mejora que nos hayamos marcado.
El VSM es un gráfico compuesto de íconos y símbolos simples que describen principalmente
2 tipos de flujo:
El flujo de información (planificación), que comprende las actividades realizadas desde
que el cliente realiza la compra hasta que una orden de trabajo o producción es
generada.
El flujo de materiales (fabricación), en el que se tienen en cuenta todos los procesos
necesarios para producir el bien, hasta que es entregado al cliente.
A cada una de las operaciones o procesos se le asignan indicadores o medidas de
desempeño que permitan conocer y visualizar el estado actual del proceso y que generalmente
son: tiempo de ciclo, tiempo de cambio de referencia, número de operadores por equipo,
porcentaje de rechazos, disponibilidad del equipo, tiempo de paradas y eficiencia, entre otros.
Un ejemplo de VSM podría ser:
CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 33
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Imagen 2-3 Ejemplo de VSM Actual
Una vez realizado el estudio, el VSM futuro quedaría del siguiente modo:
Imagen 2-4 Ejemplo de VSM Propuesto
Una vez terminado todo el proceso de mejora, la acción no acaba aquí, sino que vuelve a
empezar, ya que cada vez que realizamos este proceso, mejoramos nuestro proceso productivo

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 34
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2.1.5.9 SMED
SMED: Single-Minute Exchange of Die.
El sistema SMED fue desarrollado con el objetivo de producir en lotes de menor tamaño, y
tiene como objetivo reducir drásticamente los tiempos de cambio en los procesos productivos,
haciendo que la preparación sea más simple, segura y fiable. Esto implica:
Aumento del OEE y la Productividad.
Reducción del stock en proceso.
Aumento de la flexibilidad.
Reducción de costes.
Mejora de la calidad.
Reducción del tiempo de entrega (lead time).
El sistema SMED está dividido en tres tareas que deben realizarse de forma secuencial:
1. Gestionar las operaciones de preparación de máquina.
2. Convertir las operaciones de preparación improductivas en productivas.
3. Mejorar todas las operaciones de preparación.
Fases de aplicación.
Fijación de un objetivo.
Observación de la preparación e identificación de las necesidades.
Preparación de los medios necesarios.
Documentación y análisis de la situación actual.
Definición e implantación de contramedidas (eliminar la operación, reducirla,
combinarla con otra o reordenarla).
Documentación y análisis de la situación mejorada.
Documentación de las nuevas medidas de preparación y formación del personal.
Realización del seguimiento.
2.1.5.10 Heijunka – Suavizado de la producción
Heijunka es una palabra japonesa que significa nivelación. El método Heijunka permite
amortiguar las variaciones de la demanda comercial produciendo, por pequeños lotes, varios
modelos diferentes en la misma línea de producción.
Estamos acostumbrados a líneas de producción especializadas en un solo producto, que
producen en grandes lotes, con personal muy especializado en ese producto. Estas líneas están
muy expuestas a la variación de la demanda, ya que no podrán absorber sobredemandas y
quedaran infrautilizadas si la demanda cae.
La idea es intentar combinar varios productos en una misma línea de producción y así
maximizar el uso de la misma para amortizar mejor las inversiones (fábricas, superficies y máquinas)
utilizándolas mejor para producir más con los medios existentes.
Intentaremos producir una combinación de los productos que permita producir la
cantidad necesaria de cada uno de ellos, pero lo haremos en la combinación más pequeña
posible para poder ser más agiles.
Una vez entendido el concepto de línea multiproducto, es necesario un diseño que evite
sobrecargar a la gente y a los equipos y que permita eliminar los desequilibrios en el programa de
producción.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 35
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Equilibrar los procesos supone que los puestos de trabajo que los componen, se diseñen de
manera que se distribuya la carga de trabajo de tales procesos, equitativamente entre ellos, y que
todos tengan la misma capacidad de producción.
2.1.5.11 Kanban
Uno de los pilares del sistema TPS radica en producir y transportar lo estrictamente
necesario, cuando sea necesario y en la cantidad necesaria. Esta demanda la origina el
mercado, el cliente, y es transmitida aguas arriba de la cadena de suministro (distribución,
almacén de producto acabado, montaje, semielaborados, fabricación, almacén de materias
primas, aprovisionamiento, proveedor) mediante el sistema de información denominado kanban
(término que en japonés significa «tarjeta»).
Existen dos tipos de kanban básicos, los kanban de producción y los kanban de transporte:
Kanban de producción: Son los utilizados en el proceso de producción. Son de diversos
tipos:
El kanban propiamente de fabricación que indica el producto que es preciso fabricar,
la cantidad, y el taller de fabricación. Se utiliza para productos fabricados en lotes
pequeños.
El kanban de señalización, utilizado para la fabricación de grandes lotes, indica la
proximidad del consumo final del lote anterior fabricado.
El kanban de materiales de fabricación se utiliza para suministrar a la misma línea de
fabricación los materiales necesarios para la fabricación del producto.
Imagen 2-5 Ejemplos de Kanban
Kanban de transporte o de movimiento: son los utilizados como orden de
aprovisionamiento para otros talleres dentro de la misma planta o para proveedores externos.
Existen varias reglas para regular el correcto funcionamiento y uso de las tarjetas kanban,
pero con la introducción desde hace varios años de los sistemas informáticos de gestión de la
producción (ERP), este sistema se ha adaptado a las nuevas tecnologías. En realidad, la mayoría

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 36
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
de los ERP utilizan un sistema de gestión muy parecido a las conocidas tarjetas kanban, aunque no
usan tarjetas de fabricación propiamente dichas, sino un entramado de órdenes de fabricación
(impresas o no), flujos de materiales, órdenes de compra y aprovisionamiento, que se generan
digitalmente.
Al fin y al cabo, el principio es el mismo, aunque usado de manera diferente. En el siguiente
esquema puede comprobarse como funciona el flujo de tarjetas kanban para un determinado
proceso, que sería extrapolable a multitud de procesos industriales, de fabricación, logística y
aprovisionamiento.
Imagen 2-6 Uso de los Kanban
2.1.5.12 Poka-Yoke
La técnica lean conocida como Poka-Yoke, que en japonés significa “a prueba de
errores”, es un método de fabricación o de diseño de productos que persigue el objetivo de evitar
errores de operación, mediante la imposibilidad de cometerlos.
Los objetos que están diseñados bajo un concepto Poka-Yoke, destacan por su sencillez de
uso y por su seguridad. Al estar concebidos, desde un principio, como un sistema que imposibilita
los errores, su manejo y operatividad resulta óptimo para aumentar la calidad y disminuir los
despilfarros debidos a los errores humanos.
El sistema Poka-Yoke no sólo se usa en el diseño de productos, sino que puede usarse
también en métodos productivos. Uno de los ejemplos sería un operario que para montar un
artículo debe primero recoger todas las piezas necesarias para ello. La recolecta de las piezas se
hace con una bandeja donde existen los huecos con la forma de cada una de las piezas, y el
número necesario. De este modo nos aseguramos que el operario siempre deberá rellenar todos
los huecos antes de pasar al montaje, evitando errores y pérdidas de tiempo.
Las principales ventajas del Poka-Yoke son:
1. Minimización del riesgo de cometer errores y generar defectos.
2. El operario puede centrarse en operaciones que añaden valor, en lugar de dedicar
esfuerzo a comprobaciones para la prevención de errores o a la subsanación de los
mismos.
3. Implantar un Poka-Yoke supone mejorar la calidad actuando sobre la fuente del
defecto, en lugar de sobre controles posteriores.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 37
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4. Se caracterizan por ser simples y económicos, y siempre con la misión de apoyar al
trabajador en sus funciones.
2.1.5.13 KPI
Uno de los problemas con los que suelen topar las empresas que desean llevar a cabo
medidas de optimización de procesos, son las dificultades de medición de ciertas operaciones.
Hay que partir de la base que “Lo que no se puede medir no se puede controlar, y lo que no se
puede controlar no se puede administrar“. O lo que es lo mismo, “Si no sabes dónde estás, ¿Cómo
pretendes saber hacia dónde vas y cómo sabrás cuándo habrás llegado?”
Cuando pretendemos estudiar un determinado proceso (ya sea industrial, logístico o de
servicios), necesitamos de indicadores que nos permitan detectar nuestro nivel de eficiencia y
situarlo en una escala ponderable. Esta es la utilidad principal de los KPI (Key Performance
Indicators), o Indicadores Clave de Rendimiento.
Los KPI deben permitirnos poder medir el nivel de funcionamiento de un determinado
proceso, para así, una vez hayamos introducido cambios, poder comprobar de manera
fehaciente que ese cambio ha resultado positivo, y no al revés. Existen infinidad de KPI, y debemos
usar el más adecuado para cada caso. Lo más recomendable es que la medición y control de los
KPI se realice de manera continua, y no solamente para evaluar la efectividad de un cambio
efectuado en un determinado momento. El objetivo es que cualquier cosa de valor que
produzcamos, la podamos medir.
Los KPI que nos sean realmente útiles para detectar el correcto o incorrecto
funcionamiento de nuestros procesos, deben seguirse diaria o semanalmente, para después
poder elaborar informes de seguimiento a nivel mensual y anual. Estas técnicas nos permitirán
efectuar un seguimiento a corto, medio y largo plazo.
Cuando se definen los KPI que utilizaremos, se dice que estos deben ser SMART: Specific,
Measurable, Achievable, Relevant y Timely. Es decir, específicos, medibles, alcanzables, relevantes
y a tiempo. Todas estas condiciones deben cumplirse para que los KPI sean consistentes,
correctos, usables y que los podamos tener cuando los necesitamos, para poder aplicar medidas
correctoras lo antes posible.
Entre los KPI más utilizados a nivel industrial y en procesos productivos, podemos destacar:
Unidades por hora y hombre. Mide el número de unidades realizadas en una hora por
una persona. Se asemeja a la variable piezas/hora, aunque en este caso estaría
normalizada según el nº de personas que intervienen. Nos sirve para medir el nivel de
productividad de un determinado bien. Medición: (nº de unidades de
producción/h·hombre). Este valor debe ser lo mayor posible.
Velocidad de rotación de inventarios. Mide el porcentaje de mercancías que no se
han utilizado durante un determinado período de tiempo. La intención es detectar los
stocks obsoletos y evitar pérdidas económicas. Medición: (nº artículos con x días sin
movimiento/cantidad total artículos en inventario)x100. Este valor debe ser lo menor
posible.
No conformidades. Mide el porcentaje de bienes producidos que no alcanzan el nivel
exigido de calidad, respecto al total de unidades fabricadas. Es un indicador que nos
permite medir la fiabilidad de los procesos productivos. Medición: (nº de piezas no
conformes/nº total de piezas fabricadas)x100. El objetivo es que este valor sea lo más
bajo posible, para disminuir las mermas en materiales, horas invertidas, etc.
A su vez se utilizan como KPI de proceso los descritos en el apartado siguiente.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 38
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2.1.5.14 Takt Time – Lead Time - WIP
El Takt Time esta relacionado directamente con el suavizado o equilibrado de la
producción o Heijunka. Básicamente equilibra los procesos relacionando el tiempo que tenemos
para producir la unidad de producto, basado en la demanda del cliente.
Beneficios del Takt time:
Identifican los cuellos de botella con anticipación
Mayor conocimiento de ritmos de producción y permite dar alertas al negocio.
Nos da un una métrica que nos ayuda a eliminar actividades que no agregan valor.
El Takt time se define como el ritmo que marca la demanda del cliente:
Takt time =Tiempo neto disponible/demanda en el periodo.
Grafico 2-1 Representación del Takt Time
El tiempo de ciclo se define como : Tiempo que transcurre desde la entrega de un
producto al cliente hasta la entrega del siguiente producto, séase el tiempo para completar una
tarea o producto.
Cadencia : ritmo de producción para abastecer la demanda ud/tiempo
Cadencia = 1/Tiempo Ciclo
Definimos el Work in Process “WIP” como:
Todos los productos o servicios que se encuentran en fase de elaboración.
Unidad de trabajo: es una cantidad medible de trabajo que puede ser tratada como un
conjunto
El Lead time “tiempo de proceso” es un parámetros que significa: Tiempo que transcurre
desde que se conoce la necesidad del cliente hasta que se satisface.
Lead Time = WIP / Tiempo de Ciclo medio

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 39
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Podemos tener diferentes Lead Time
Order Lead Time – Tiempo desde que se reciben los pedidos de clientes hasta la
entrega del pedido al cliente.
Order Handling Time – Tiempo desde que se reciben las ordenes de los clientes hasta la
que la venta es realizada.
Delivery Lead Time – Tiempo desde que termina la producción hasta que la orden es
entregada al cliente.
Como resumen para operaciones óptimas:
Lead time = Cycle time = Takt Time
Otras métricas relacionadas son :
Tiempo de Espera o Cola: tiempo que tarda cada unidad de trabajo en ser procesada
Valor añadido: transformación en el producto por la que el cliente está dispuesto a
pagar.
Eficiencia del ciclo del proceso OEE : una medida de lo eficiente que es un proceso es
la medida en % del tiempo de valor añadido / lead-time
Grafico 2-2 Representación del OEE

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 40
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2.2 Simulación
2.2.1 Definición de simulación.
“Simulación es el proceso de diseñar un modelo de un sistema real y llevar a cabo
experiencias con el mismo con la finalidad de comprender el comportamiento del sistema o de
evaluar nuevas estrategias - dentro de los límites impuestos por un criterio o conjunto de ellos -,
para el funcionamiento del sistema.” . R.E. Shannon (1975).
La simulación puede considerarse como una abstracción simbólica o numérica de un
sistema en un ordenador (Papadopoulos et al, 1993).
Los modelos de simulación representan los eventos o sucesos que podrían ocurrir durante
las operaciones del sistema mediante una secuencia de pasos en un programa de operaciones
del sistema mediante una secuencia de pasos en un programa de ordenador (Buzacott et al.,
1993).
La simulación es una imitación de una situación real, que en un tiempo determinado
manipula los parámetros, variables, restricciones, y alternativas que comprende el modelo,
expresado mediante un lenguaje de programación en ordenador (Hitomi, 1979).
Para analizar, estudiar y mejorar el comportamiento de un sistema mediante las técnicas
de simulación digital es necesario desarrollar primero un modelo conceptual que describa las
dinámicas de interés, y luego implementarlo en un simulador para poder analizar los resultados.
La realización de un estudio de simulación puede comportar un esfuerzo y un consumo de
recursos no despreciable en cualquiera de sus fases :definición del problema, recogida de
información, construcción del modelo y programación del mismo, realización de los experimentos
de simulación en computador, etc. Sistemas complejos pueden conducir a programas largos y
complicados que requieran cantidades importantes de recursos computacionales.
Sin embargo, la simulación, por sus características y por los desarrollos computacionales
que se han conseguido en los últimos años, sigue presentando una serie de ventajas que no solo la
convierten en el procedimiento más adecuado en muchos casos, sino que hacen que sea la
única alternativa tecnológica en muchos otros. Esto resulta especialmente obvio en aquellos
casos en los que las características del sistema que se pretende estudiar hacen inviable, por
razones físicas o de coste, la experimentación directa sobre el sistema.
El mundo de la producción industrial, del tráfico, la aeronáutica, la industria del automóvil,
etc. son claros ejemplos de esta situación. Incluso en aquellos casos en los que es posible la
experimentación directa la simulación puede ofrecer ventajas tales como un coste inferior,
tiempo, repeticiones y seguridad.
La modelización analítica de sistemas puede ser inviable cuando se quiere introducir
sincronización en las acciones y reacciones entre partes del modelo así como cuando se quieren
introducir reglas o lógica 3 de comportamiento. Finalmente, es frecuente que los experimentos
persigan el objetivo de determinar la respuesta del sistema en condiciones extremas, lo que
puede resultar peligroso e incluso ilegal en la vida real.
2.2.2 Definición de simulación por computador.
La simulación por ordenador se refiere a los métodos para estudiar una variedad extensa
de modelos de sistemas del mundo real por evaluación numérica, que utiliza un software para
imitar los funcionamientos del sistema.
2.2.3 Definición de modelo de simulación.
Un modelo se define como el conjunto de aproximaciones, tanto estructuradas como
cuantitativas, sobre la forma en que trabaja un sistema. El modelo tendrá como finalidad la
mejora y comprensión tanto del sistema como de nuestra capacidad para predecir y controlar su
comportamiento.
CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 41
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2.2.4 La simulación por computador: ventajas e inconvenientes.
Objetivos por los que se utiliza la simulación:
Analizar y estudiar la incidencia sobre el rendimiento global del sistema de pequeños
cambios realizados sobre alguno de sus componentes.
Cambios en la organización de una empresa
Sugerir posibles mejoras en el rendimiento.
Ilustrar y facilitar la comprensión de los resultados que se obtienen mediante técnicas
analíticas (también puede ser utilizada con visión pedagógica).
Experimentar con condiciones de operación que podrían ser peligrosas o de elevado
económico en el sistema real.
Las técnicas de simulación pueden generalmente ser utilizadas como una metodología de
trabajo barata y segura que:
Puede responder a preguntas como qué pasaría si cambiamos esto.
Contribuye a la reducción del riesgo inherente a la toma de decisiones, aunque ésta
no se debe basar únicamente en el estudio de la simulación.
Campos de aplicación de las técnicas de simulación orientadas a eventos discretos:
Fabricación de procesos: fue una de las primeras áreas beneficiadas por la simulación,
que es usada para el diseño y en la ayuda en la toma de decisiones operacionales.
Logística: la simulación contribuye en la gestión de inventarios en un almacén y “supply
chain” (cadena completa de suministros).
Transporte: por cualquier medio con especial atención si hay intermodalidad, y sea
ligado o no a la toma de decisiones.
Sanidad: tanto a nivel departamentario como en la logística asociada a los
transplantes o coordinación médica en una región.
También en negocios, construcción, emergencias y servicios en general.
2.2.5 Uso y limitaciones de la simulación
La clave del éxito en un proyecto de simulación es muchas veces el saber cuándo
podemos aplicar simulación para conseguir los objetivos que se han marcado en el momento de
plantear el estudio de un sistema.
La simulación es una técnica de resolución de problemas de forma experimental y su uso
debe aplicarse en los siguientes supuestos:
No existe una formulación matemática completa del problema, o no se han
desarrollado aun los métodos analíticos para resolver el modelo matemático.
Existen los métodos analíticos, pero las hipótesis simplificadoras, necesarias para su
aplicación, desvirtúan las soluciones obtenidas y su interpretación.
Los métodos analíticos existen, y en teoría están disponibles, pero los procedimientos
numéricos son tan arduos y complejos que la simulación constituye un método más
sencillo para obtener una solución.
Es deseable observar una historia simulada del proceso dentro de un horizonte
temporal dado para poder estimar ciertos parámetros.
La simulación constituye la mejor alternativa por la dificultad de realizar experiencias en
el contexto real.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 42
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Como limitaciones en la aplicación de la simulación en la resolución de problemas se
pueden citar:
La simulación es costosa en horas de desarrollo y de computador.
Suele ser muy difícil la validación del modelo y de los resultados.
La recogida, análisis e interpretación de los resultados suele requerir personal con
conocimientos estadísticos.
La aceptación de los resultados requiere un elevado conocimiento del modelo
empleado, por lo que es difícil su aceptación por personas no involucradas en el grupo
que ha realizado la simulación.
2.2.6 Modelos de simulación existentes. Clasificación.
Los modelos de simulación podrán ser de varios tipos diferentes por lo que será necesario
hacer una clasificación previa para poder conocer ante qué tipo nos encontramos o cuál de ellos
necesitamos crear. La clasificación se realizará atendiendo a diversas razones.
2.2.6.1 Según su concepción.
2.2.6.1.1 Modelos icónicos.
Los modelos icónicos contribuyen al planteamiento y resolución de problemas mediante su
representación visual, permitiendo el establecimiento de relaciones entre elementos y la síntesis de
éstos que conduzca a la construcción (icónica) del conjunto.
El propósito de tales modelos es a menudo investigar la relación entre la forma del objeto y
el ambiente en que operará. Normalmente son modelos físicos a escala reducida, es decir, son
modelos que están relacionados con el estudio de formas, proporciones, convenciones y métodos
gráficos para el cálculo etc. Formarán un código técnico de transmisión de información universal
que se basa en el arte del dibujo, las normas y los símbolos. Los modelos icónicos de mayor
utilización son:
De visualización y síntesis: El dibujo permite la representación al natural o la ampliación
o reducción de un objeto por medio de la escalas; utilizando los métodos de
proyección geométrica y conociendo el funcionamiento del órgano de la vista se
puede representar cualquier elemento y establecer sus relaciones de situación,
proporción, disposición, aspectos estéticos, ergonómicos, etc. A partir de un grupo de
elementos se puede sintetizar un conjunto, o bien, a partir de un conjunto, determinar
sus componentes.
Determinación de dimensiones: será necesaria para la medición, valoración y
fabricación o construcción.
Especificaciones, bien sea mediante palabras o bien mediante el dibujo (más concreto
y con menor posibilidad de error).
Métodos gráficos para el cálculo, tales como cálculos trigonométricos, operaciones
con vectores, integración, diferenciación, etc.
Modelos a escala: permiten realizar ensayos, comprobar el funcionamiento o estudiar
una distribución de componentes.
Los modelos icónicos tienen un nivel de abstracción bajo en comparación con los modelos
analógicos (nivel medio de abstracción) y con los modelos simbólicos (nivel alto).
2.2.6.1.2 Modelos analógicos.
Los modelos analógicos se utilizan para simular el comportamiento de un sistema de difícil
estudio directamente, mediante otro sistema que pueda reproducir las características y
circunstancias del primero en condiciones más sencillas.
En suma, los modelos analógicos permiten:

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 43
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Simular el comportamiento operando en el modo deseado y en tiempo real o artificial.
Determinar resultados numéricos, realizando un control cuantitativo de las interacciones
entre elementos.
Intercambiar variables y parámetros.
Los modelos analógicos precisan, para su utilización, de la comprobación de la
homogeneidad dimensional y del cumplimiento de las reglas de semejanza y proporcionalidad.
La simulación con modelos analógicos aumenta con respecto a otros modelos la
posibilidad de respuestas correctas, y se pueden aplicar siempre que estén disponibles los medios
y equipos específicos necesarios.
2.2.6.1.3 Modelos simbólicos.
Los modelos simbólicos son abstracciones abreviadas de las partes relevantes y
cuantificables de un problema. Los modelos simbólicos son las representaciones matemáticas de
los problemas.
Las características de los modelos simbólicos son las siguientes:
Utilizan la máxima generalización para resolver un problema.
Economía de esfuerzos, al usar símbolos y expresiones muy simplificadas.
Se apoyan en hipótesis y leyes consistentes en sí mismos.
Se alcanzan resultados numéricos, por lo que deben comprobarse siempre los
resultados obtenidos.
Los modelos simbólicos están limitados por la capacidad de resolución de las técnicas
matemáticas utilizadas y por los propios conocimientos se posean de ellas.
La preparación de un modelo matemático comprende los siguientes pasos:
Identificar las variables, los parámetros, las constantes y las condiciones de entorno del
sistema y asignarle símbolos a cada una de ellas.
Construir las expresiones y ecuaciones iniciales de estructura, comportamiento y
rendimiento del sistema. Las ecuaciones representan condiciones de estado, de flujo o
de suma de componentes.
Asumir la simplificación de las expresiones de forma que queden definidos los aspectos
más importantes del sistema.
Un modelo simbólico se considera que está bien construido cuándo tiene las siguientes
cualidades:
Realismo en la elaboración de predicciones.
Mínima complejidad para las características del sistema (el menor número de términos
y sencillez matemática).
Dispone de términos independientes para contemplar acciones o fenómenos
separados.
Ofrece directa manejabilidad de la expresión, es decir, es susceptible de manipular
con operaciones conocidas
2.2.6.2 Según los parámetros que utilizan.
2.2.6.2.1 Modelos extrapolativos.
Explican la variabilidad de los datos tomando como información únicamente los valores
pasados, sin incluir ninguna otra variable. Estos modelos serán los que resulten más simples. La
parte sistemática es una constante o una función de los valores pasados observados.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 44
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
En este tipo de modelos la recogida de información se realiza mediante muestreo.
2.2.6.2.2 Modelos explicativos.
Estos modelos tienen en cuenta el efecto de otras variables. La parte sistemática del
modelo será la suma de una parte sistemática extrapolativa más el efecto de las variables
explicativas que contenga el modelo.
En este tipo de modelos la recogida de información se realiza mediante el diseño de
experimentos.
2.2.7 Tipos de simulaciones.
Hay muchas maneras de clasificar los tipos de simulaciones de los modelos, pero una
manera útil es hacerlo agrupándolas por parejas opuestas.
2.2.7.1 Simulación estática frente a dinámica.
En la simulación estática o de estado estacionario el tiempo no tiene relevancia ya que el
sistema es invariante con respecto al tiempo.
Sin embargo, en la simulación dinámica o transitoria, las variables dependientes del sistema
varían en función del tiempo, por lo tanto, se puede decir que está basada en el paso del tiempo.
Casi todos los modelos operacionales en la actualidad son dinámicos.
2.2.7.2 Simulación continúa frente a discreta.
En una simulación continua o lineal, el estado del sistema puede cambiar a lo largo del
tiempo en cualquier momento dado de forma imprevisible. Las variables podrán tomar cualquier
valor en su evolución continua en el sistema.
En una simulación discreta o no lineal sin embargo, los cambios en el estado del sistema
sólo pueden ocurrir en momentos determinados del tiempo. Las variables sólo podrán tomar
ciertos valores.
Se pueden tener elementos de cambio continuos y discretos en el mismo modelo, en lo
que se llaman modelos continuo-discretos.
2.2.7.3 Simulación determinística frente a probabilista.
Todo modelo al que se pueda asignar un número fijo definido a cada variable y parámetro
será un modelo determinista, ya que no tiene ninguna entrada de tipo aleatorio. El nuevo estado
del sistema puede ser completamente definido a partir del estado previo de sus entradas.
Los modelos probabilistas o estocásticos, por otro lado, operan con entradas aleatorias,
con lo que se introduce el principio de incertidumbre dentro del modelo.
Los resultados generados son utilizados para estimar el comportamiento real del sistema.
Dentro de un mismo modelo puede haber elementos de los dos tipos.
2.2.8 Formas de realización de la simulación por computador.
2.2.8.1 Programación en lenguajes de uso general.
En un principio los modelos se desarrollaban en lenguajes de propósito general, dado que
eran los únicos disponibles, como es el caso del lenguaje FORTRAN. La tarea resultaba muy
laboriosa y muy propensa a errores y fallos.
2.2.8.2 Programación en lenguajes de simulación.
Los lenguajes de simulación de propósito especial como GPSS, SIMSCRIPT, GOLPE, y SIMAN
aparecieron en escena con la popularización del empleo de la simulación en el estudio de
procesos.
CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 45
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Estos lenguajes ofrecen unos recursos de aplicación directa en la simulación. Aun así, su
utilización requiere de conocimientos específicos.
2.2.8.3 Programación en simuladores de alto nivel.
Los simuladores de alto nivel son programas informáticos que nos permiten simular procesos
de manera muy sencilla debido a que operan con interfaces de usuario gráficas, menús y
diálogos.
Para su funcionamiento bastará con seleccionar las estructuras de simulación disponibles,
conectarlas y ejecutar el programa. Ofrecen también la posibilidad de asociar al modelo una
animación gráfica que reproduce la evolución del sistema a lo largo de la simulación para que
sea más sencillo de comprender el funcionamiento final.
Además, la proliferación de los simuladores de alto nivel ha hecho que cada software
específico se especialice en un determinado tipo de sistemas a modelar, lo que facilita la
construcción de los modelos y ofrece las características más apropiadas a cada uno, aun a pesar
de que con todo esto se pierda flexibilidad a la hora de abordar diversos tipos de problemas.
2.2.9 Construcción de un modelo de simulación.
En la construcción de un modelo es muy importante no perder de vista cuales son los
requerimientos que este ha de cumplir. Se puede estructurar su construcción y ejecución en varias
etapas.
2.2.9.1 Requerimientos exigibles a un modelo.
Un modelo debe reunir diversas características:
Estar perfectamente orientado a la consecución de un propósito.
Ser robusto y fiable.
Ser fácil de controlar y modificar, para una buena adaptabilidad.
Ser completo en lo que se refiere a los factores primordiales.
Ser funcional y como resultado de haber excluido los factores irrelevantes.
Ser construido de manera estructurada.
Ser simple de entender y explicar a terceras personas.
2.2.9.2 Etapas en la construcción de un modelo.
La construcción de un modelo ha de hacerse de forma lógica y estructurada. Pasos a
seguir en la construcción de un modelo:
Identificación de problema: Hay que especificar el propósito del estudio, ya que el
primer paso en cualquier resolución de un problema es tenerlo perfectamente definido
y formulado, a pesar de que en el mundo real raramente se dan datos que definan
completamente el problema a ser resuelto. A estas alturas es útil identificar los recursos
requeridos y definir los límites espaciales y temporales del modelo.
Formulación del modelo.: Aquí se definirá a grandes rasgos la lógica del modelo.
Identificación y recolección de los datos.
Construcción del modelo.
Verificación del modelo: La verificación es la tarea de asegurar que el modelo se
comporta como se tuvo intención de que lo hiciera. También es conocida como
depurado.
Validación del modelo: La validación es la tarea de asegurar que el modelo se
comporta igual que el sistema real. Para validar un modelo de simulación se deben
comparar los resultados del modelo con los resultados del sistema real. Si el sistema no

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 46
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
existe, se tiene un problema de partida, pero aun cuando el sistema exista, puede
resultar una tarea complicada.
Experimentación: Se realizan diversas pruebas sobre el modelo para obtener los
objetivos del estudio.
Análisis de resultados: Se puede analizar la sensibilidad del sistema modelado ante la
variación de diversos parámetros.
2.2.9.3 Especificaciones del modelo.
2.2.9.3.1 Descripción informal del modelo.
Antes de construir un modelo matemático de un sistema real hay que preparar una
descripción suficientemente completa para evitar posibles errores o deficiencias en la
modelación.
Primero hay que darse cuenta del objetivo de todo el proceso de modelación y simulación
que queremos realizar. Este objetivo de simulación, junto con otros aspectos de la misma, nos
permitirá escoger una simplificación adecuada del modelo.
La descripción informal del modelo incluye las siguientes tres partes:
1. Los componentes del modelo: Estos pueden ser partes físicas de un sistema real, partes
imaginarias de un sistema en diseño o partes de un modelo abstracto que aún no
existe físicamente.
2. Las variables descriptivas: Esta sirven para describir las condiciones en las cuales se
encuentran los componentes del modelo. La mayoría de las variables descriptivas son
funciones de tiempo.
3. Las reglas de interacción entre los componentes. Según estas reglas, los componentes
influyen recíprocamente y cambian los valores de sus variables descriptivas.
La descripción informal del modelo no tiene que incluir ninguna descripción matemática y
sólo sirve para dividir el modelo en componentes, listar las variables descriptivas con
interpretaciones físicas y describir el funcionamiento del sistema.
2.2.9.3.2 Descripción formal del modelo.
Para pasar de la descripción informal a la descripción formal correspondiente, hay que
especificar los espacios a los cuales pertenecen todas las variables descriptivas y dar una
descripción exacta de la función de salida, la cual muestra cómo depende la salida del sistema
de su estado.
2.2.9.3.3 Marco experimental.
Según las consideraciones anteriores podemos observar que ni la descripción informal ni
tampoco la descripción formal del modelo son únicas. Para escoger la descripción adecuada,
que implicará cierta simplificación del modelo, hay que considerar los siguientes aspectos de la
simulación:
El objetivo de la simulación: Es la tarea que intentamos resolver a través de la
simulación.
El sistema real: Este es el objeto cuyo comportamiento intentamos modelar y simular.
El modelo básico: Este modelo refleja todas las propiedades del sistema real. Podemos
decir que, excluyendo algunos casos, el modelo básico nunca se puede construir.
Marco experimental: Determina lo que queremos medir, calcular y observar durante la
simulación. Se define como un conjunto de variables descriptivas. Para el mismo
sistema real podemos definir uno o más marcos experimentales.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 47
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Modelo simplificado: La simplificación del modelo se determina con el marco
experimental actualmente aplicado. A cada sistema real le corresponden algunos
modelos simplificados.
El computador: Es una herramienta de simulación. El computador impone ciertas
limitaciones técnicas al marco experimental y al modelo simplificado. Sólo los modelos
que cumplen con estas limitaciones pueden ser realizados experimentalmente.
2.2.9.3.4 Verificación y validación del modelo.
Cada modelo matemático o programa de simulación de un sistema real tiene que ser
aceptado por el usuario con respecto a su exactitud. Para aclarar los términos vamos a decir que
la validación es el proceso en el cual se establece si el modelo refleja el comportamiento del
sistema real con la exactitud deseada y si el modelo puede ser usado para tomar decisiones que
se aplicarán en el sistema real.
La validación del modelo es la responsabilidad del equipo autor usuario. La validez
depende no sólo de la simplificación del modelo sino también del marco experimental que
usamos.
La verificación es el proceso por el cual el autor del modelo da las respuestas a las
preguntas: ¿funciona el modelo según sus objetivos?, ¿es el código computacional correcto y
correspondiente al diagrama de flujo?
Vamos a decir que un modelo es confiable si es aceptado por el usuario como válido,
empleándolo para tomar decisiones que afectarán al sistema real.
Desde luego, los datos tienen que ser confiables y antes de usarlos hay que revisar de
dónde vienen y qué representan realmente.
La verificación del modelo de simulación es la responsabilidad del autor del modelo. Sus
conocimientos tienen que permitirle completar la descripción informal y formal del modelo y
transferirla en un programa para que el computador funcione y cumpla los requisitos del usuario.
Lograr esto es más fácil si se tienen en cuenta las consideraciones siguientes:
Usar lenguajes de simulación o de uso general bien estructurados como Pascal, Simula,
etc., o paquetes adecuados para la simulación de sistemas del mismo tipo que el
sistema dado.
Verificar el funcionamiento del programa con una gran variedad de datos de entrada,
analizando la sensibilidad con respecto a los cambios en los parámetros del modelo.
Captar y procesar un gran número de estadísticas sobre las salidas del modelo.
Sacar las gráficas de todas las variables descriptivas que cambian con el tiempo del
modelo, usar la animación y todas las gráficas posibles que puede producir la
computadora para facilitar el proceso de verificación.
Aplicar todas las demás técnicas de verificación, de software de uso general,
alcanzables en la computadora.
2.2.9.3.5 Recogida de información muestral.
Una vez construido el modelo, tendremos que medir los valores de las variables que son de
nuestro interés. Esta recogida de información puede hacerse de dos formas:
1. Por muestreo: Consiste en observar pasivamente una muestra de las variables y anotar
sus valores (modelos extrapolativos, nuestro caso).
2. Con un diseño de experimentos: Consiste en fijar los valores de ciertas variables y
observar la respuesta de otras (modelos explicativos).

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 48
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2.2.10 Análisis de programas de simulación existentes en el mercado
2.2.10.1 NORMA ISO 9126
El proceso de selección del software utilizado en esta tesis se realizó de acuerdo con los
postulados expuestos en la norma ISO 9126.
La ISO 9126 es una norma estándar que concierne a la definición de las características de
calidad que se deben tener en cuenta a la hora de realizar la evaluación de un software.
La ISO 9126 nos ofrece una guía en la que se define un modelo de calidad que es
aplicable a cualquier tipo de software. Las características de calidad de producto que se detallan
son seis, y en un anexo nos sugiere la consideración de una serie de subcaracterísticas de calidad.
Imagen 2-7 Características de calidad en software según ISO 9126
Llevando los postulados de la ISO 9126 a nuestro caso, los puntos a tener en cuenta en
cada uno de los criterios propuestos son:
Funcionalidad
Tiempo invertido en el desarrollo del modelo.
Construcción del modelo:
o Posibilidad de llamar programas o módulos fuera del modelo escritos en
lenguaje de programación.
Simulación y animación:
o Posibilidad de animar el modelo: facilita la depuración de errores y mejora la
presentación de resultados.
o Posibilidad de importar gráficas CAD.
o Posesión de mecanismos de depuración interactiva para analizar el
comportamiento del sistema y depurar sus errores.
Entradas y salidas:

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 49
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
o Módulo o función que permita obtener la mejor distribución a partir de los datos
conocidos.
o Posibilidad de warm-up para eliminar estadísticas recogidas en tiempos de
transición
Eficiencia
Velocidad de ejecución.
Posibilidad de ejecutar el modelo con animación (velocidad ajustable), o sin
animación. (modo de ejecución más veloz).
Facilidad
Capacidad de definir gráficamente los elementos del modelo y sus relaciones.
Uso de los menús, manual interactivo, ...
Fiabilidad
Posesión por parte del vendedor de la certificación de calidad del software.
Robustez de la tecnología empleada en desarrollar el entorno de simulación.
Qué mecanismo posee de corrección de errores.
Portabilidad
Posibilidad de ejecución en distintos sistemas operativos.
Capacidad de trabajar en red.
Mantenibilidad
Qué herramientas posee para mejorar o modificar el sistema.
Que grado de dificultad conlleva realizar mejoras en el sistema.
Imagen 2-8 Características de calidad según ISO 9126
Tal y como sugiere el anexo de la ISO 9126 sobre la consideración de una serie de
subcaracterísticas de calidad, se definen como sigue:

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 50
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Funcionabilidad:
Adecuación: Capacidad del producto software para proporcionar un conjunto
apropiado de funciones para tareas y objetivos de usuario especificados.
Exactitud: Capacidad del producto software para proporcionar los resultados o efectos
correctos o acordados, con el grado necesario de precisión.
Interoperabilidad: Capacidad del producto software para interactuar con uno o más
sistemas especificados.
Seguridad de acceso: Capacidad del producto software para proteger información y
datos de manera que las personas o sistemas no autorizados no puedan leerlos o
modificarlos, al tiempo que no se deniega el acceso a las personas o sistemas
autorizados.
Cumplimiento funcional: Capacidad del producto software para adherirse a normas,
convenciones o regulaciones en leyes prescripciones similares relacionadas con
funcionalidad.
Eficiencia:
Comportamiento temporal: Capacidad del producto software para proporcionar
tiempos de respuesta, tiempos de proceso y potencia apropiados, bajo condiciones
determinadas.
Utilización de recursos: Capacidad del producto software para usar las cantidades y
tipos de recursos adecuados cuando el software lleva a cabo su función bajo
condiciones determinadas.
Cumplimiento de la eficiencia: Capacidad del producto software para adherirse a
normas o convenciones relacionadas con la eficiencia.
Facilidad:
Capacidad para ser entendido: Capacidad del producto software que permite al
usuario entender si el software es adecuado y cómo puede ser usado para unas tareas
o condiciones de uso particulares.
Capacidad para ser aprendido: Capacidad del producto software que permite al
usuario aprender sobre su aplicación.
Capacidad para ser operado: Capacidad del producto software que permite al
usuario operarlo y controlarlo.
Capacidad de atracción: Capacidad del producto software para ser atractivo al
usuario.
Cumplimiento de la facilidad. Capacidad del producto software para adherirse a
normas, convenciones, guías de estilo o regulaciones relacionadas con la facilidad.
Fiabilidad:
Madurez: Capacidad del producto software para evitar fallar como resultado de fallos
en el software.
Tolerancia a fallos: Capacidad del software para mantener un nivel especificado de
prestaciones en caso de fallos software o de infringir sus interfaces especificados.
Capacidad de recuperación: Capacidad del producto software para reestablecer un
nivel de prestaciones especificado y de recuperar los datos directamente afectados
en caso de fallo.
Cumplimiento de la fiabilidad. Capacidad del producto software para adherirse a
normas, convenciones o regulaciones relacionadas con la fiabilidad.
Portabilidad:

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 51
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Adaptabilidad: Capacidad del producto software para ser adaptado a diferentes
entornos especificados, sin aplicar acciones o mecanismos distintos de aquellos
proporcionados para este propósito por el propio software considerado.
Instalabilidad: Capacidad del producto software para ser instalado en un entorno
especificado
Coexistencia: Capacidad del producto software para coexistir con otro software
independiente, en un entorno común, compartiendo recursos comunes.
Capacidad para reemplazar: Capacidad del producto software para ser usado en
lugar de otro producto software, para el mismo propósito, en el mismo entorno.
Cumplimiento de la portabilidad: Capacidad del producto software para adherirse a
normas o convenciones relacionadas con la portabilidad.
Mantenibilidad:
Capacidad para ser analizado: Es la capacidad del producto software para serle
diagnosticadas deficiencias o causas de los fallos en el software, o para identificar las
partes que han de ser modificadas.
Capacidad para ser cambiado: Capacidad del producto software que permite que
una determinada modificación sea implementada.
Estabilidad: Capacidad del producto software para evitar efectos inesperados debidos
a modificaciones del software.
Capacidad para ser probado: Capacidad del producto software que permite que
el software modificado sea validado.
Cumplimiento de la mantenibilidad: Capacidad del producto software para adherirse
a normas o convenciones relacionadas con la mantenibilidad.
2.2.11 Comparación de programas
A la hora de escoger un programa de simulación de procesos industriales de fabricación,
además del Simio, se estudiaron y analizaron otras posibilidades de entre la variedad de paquetes
informáticos existentes en el mercado. Los elegidos fueron el SIMFACTORY II.5, ProModel, AutoMod,
Taylor Ed (FLEXSIM), Witness, Extend, Arena, Simio y SIMUL8.
2.2.11.1 SIMULADOR SIMFACTORY II.5
Es un simulador escrito en SIMSCRIPT II.5 y MODSIM III para ingenieros que no son analistas
de simulación. Opera en PC bajo entorno Windows y OS/2, y en múltiples estaciones de trabajo.
Un modelo se construye en etapas definiendo la distribución del proceso, estaciones de trabajo,
almacenes temporales, áreas de expedición, rutas de transporte .Definiendo a su vez productos,
recursos y transportes. Seguidamente se hace una animación basada en Iconos
automáticamente después de definir el modelo. Los elementos del modelo son obtenidos de una
tabla en lugar de una barra de menús. El modelo resultante puede ser modificado usando una
interface gráfica o un editor de textos. Se tiene una modelación de flujo flexible. Por ejemplo se
puede usar el operador lógico OR.
La distribución es creada posicionando Iconos, seleccionados de una librería, o de una
pantalla. Conforme cada Icono es posicionado, se dan las características que los describen. Los
productos son definidos por rutas de proceso que definen las operaciones desarrolladas por cada
parte y la duración de las operaciones.
Los recursos son añadidos al modelo en dos pasos. Primero, el recurso esta definido y su
cantidad y capacidad son establecidas. Segundo, se identifican las estaciones que requieren
recursos. Conforme que los recursos se mueven, el tiempo de simulación transcurre. Los
requerimientos de los recursos son flexibles, por ejemplo, una unidad del recurso A y dos unidades
del recurso B pueden ser requeridos.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 52
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Los transportadores pueden ser movilizados en lotes, tales como montacargas o pueden
ser bandas transportadoras. Son especificadas las características de los transportadores
(velocidad de levantado, tiempo para recoger, tiempo para dejar, y la capacidad de un
montacargas). La ruta del transportador es identificada en la pantalla. Los transportadores
pueden evitar colisiones y pueden llevar recursos.
Cualquier interrupción, planeada o no, puede ser aplicada a cualquier elemento del
modelo o grupo de elementos (ejemplo, Bandas transportadoras, colas, recursos, y
transportadores). Las interrupciones pueden requerir cualquier combinación de recursos.
Se tienen reportes disponibles relativos a utilización de equipos, producción, productos en
proceso, y utilización de almacenes. Gráficas múltiples pueden ser comparadas al mismo tiempo
(pastel, histogramas y barras). Los datos pueden ser comparados a través de múltiples corridas. Los
reportes pueden ser arreglados de diversas maneras y exportados a hojas electrónicas, se pueden
reunir estadísticas de elementos de interés. Un reporte sumario de todas las réplicas provee
medias, desviaciones estándar, e intervalos de confianza del producto del modelo.
2.2.11.2 SIMULADOR AUTOMOD
El AutoMode de AutoSimulations Inc. Combina las características de los lenguajes de
propósito especial (lenguajes de simulación) y un simulador de propósito especial de manejo de
materiales. Tiene características generales de programación incluyendo la especificación del
proceso y procedimientos del proceso, recursos, cargas, colas, y variables. Los procesos son
especificados en términos de límites de tráfico, conexiones de entradas y salidas de sistemas de
manejo de materiales, y lógica del proceso. Los recursos son especificados en términos de su
capacidad, tiempo de procesamiento, tiempo entre falla y tiempo de reparación.
Las cargas son definidas por su forma y tamaño, sus atributos, tasas de generación, tiempos
de inicio, y todas las prioridades.
Como una alternativa para los sistemas del proceso y del lenguaje de propósito general,
AutoMod tiene un simulador opcional de trabajos de taller con una interface similar a una hoja
electrónica, en la cual todos los datos y la lógica del modelo pueden suministrarse en un medio
ambiente de no programación que es muy similar a una hoja electrónica.
El simulador de manejo de materiales es muy poderoso en la descripción de los sistemas de
manejo de materiales. Se pueden definir Vehículos guiados automáticamente AGV´s,
transportadores (de banda, canjilones, etc.), grúas de puente, sistemas de almacenamiento y
recuperación de materiales AS/RS, sistemas libre de fuerza. El rango de definición es extensivo. Por
ejemplo, un AGV puede ser definido en términos de lo siguiente: tipos de vehículos múltiples,
vehículos de capacidad múltiple, rutas opcionales (unidireccional, bidireccional, y de espuela),
velocidades, aceleraciones y desaceleraciones basadas en los tipos de carga, puntos de control,
control programado y flexible de rutas, y geometría de bloques arbitrarios, y rutas automáticas de
distancia más corta.
Están disponibles en el proceso del sistema numerosas declaraciones de control, llamadas
acciones,. Por ejemplo, las acciones del proceso incluyen if-then-else, while-do, wait-until, y wait
for. El control de la carga, y el control de los recursos son otras acciones también disponibles.
Funciones en C pueden ser llamadas en caso necesario, pero no son requeridas en la mayoría de
los modelos. También se pueden especificar variables y atributos.
Las capacidades de animación están basadas en dibujos en escala e incluyen vectores
gráficos en verdadera 3D, rotación, acercamiento y alejamiento sobre una pantalla virtual en
tiempo real. Una utilería de dibujo estilo CAD es usada para construir los elementos gráficos de un
modelo. Además, con el producto de adición (add-on) IGES, se pueden importar y convertir
dibujos desde sistemas CAD a fondos estáticos o transportadores y rutas. Son generadas gráficas
de negocios tales como gráficas de tiempos, gráficas de pastel o de barras.
La última versión 7.5, contiene un simulador dentro del AutoMod para un ambiente trabajos
de taller con muchos productos que tienen rutas variables. Las características del simulador
incluyen su interface de hoja electrónica que se conecta al lenguaje de procedimientos del
procesos del AutoMod. Mientras que el simulador elimina la necesidad de programación en la

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 53
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
construcción de muchos de los modelos, como es la meta de la mayoría de los simuladores, el
simulador AutoMod permite las extensiones y aclimatación para aquellas partes de un sistema que
no se ajusta a un modelo pre-programado en simulación.
El AutoStat, un paquete estadístico estrechamente integrado con el AutoMod, provee
capacidades de calentamiento, escenario gerencial, y otras capacidades estadísticas incluyendo
la generación de intervalos de confianza, y diseño de experimentos. Kinematica es otro paquete
de adición (addon), que permite la simulación detallada de robots en 3D, gente y otros objetos
con partes en movimiento, ya sea en forma separada o integrada en una simulación mayor de un
sistema de manufactura o de manejo de materiales.
El AutoSche, una herramienta para la planeación y programación de la producción de
capacidad finita y otros medios ambientes de manufactura discreta de partes, esta basada en el
simulador AutoMod y permite una extensiva aclimatación a las reglas de selección para obtener
el mejor programa de producción entre las alternativas disponibles.
En el AutoMod, no existe límites con respecto al tamaño del modelo o las capacidades de
aclimatación. El AutoMod se puede ejecutar en PC´s y en varias estaciones de trabajo en
ambiente UNIX.
2.2.11.3 SIMULADOR PROMODEL
ProModel es una herramienta de simulación que funciona en computadoras personales en
un ambiente Windows. Mediante una combinación ideal de facilidad de uso, flexibilidad y
potencia, permite diseñar y analizar sistemas de producción y servicios de todo tipo y tamaño y
modelar prácticamente toda situación, en forma casi real, mediante sus capacidades gráficas y
de animación.
ProModel fue concebido como una herramienta para ingenieros y gerentes que desean
lograr reducciones de costos, mejoras en la productividad e incrementar las ventajas estratégicas
en la producción de bienes y servicios. En resumen, con la simulación se tiene la habilidad para
determinar el uso de los recursos disponibles – personal, equipo e instalaciones – mas eficiente y
productivamente.
No se necesita que el ingeniero o modelador tenga una gran habilidad para programar.
Mediante su interface gráfica y el uso de pequeños modelos pre construidos, permite modelar
sistemas complejos de producción y servicios en forma fácil y rápida. ProModel por otra parte, se
puede utilizar como un medio muy efectivo para probar y generar nuevas ideas de diseño y
mejoramiento, antes de realizar las inversiones y/o modificaciones necesarias para construir o
mejorar estos sistemas. En la misma forma sirve para identificar cuellos de botella, seleccionar la
alternativa que ofrezcan la mejor relación beneficio-costo y hacer Análisis de Sensibilidad (¿Qué
pasaría sí?).
Como un simulador de eventos discretos, ProModel esta concebido para modelar sistemas
de manufactura discreta (unidad por unidad), sin embargo, muchos sistemas de manufactura
continua pueden ser modelados convirtiendo unidades a granel en unidades discretas tales como
galones o barriles. Adicionalmente se puede adaptar fácilmente para modelar sistemas de
servicios de salud (Centros de atención medica) o procesos financieros entre otros.
Algunas aplicaciones típicas de ProModel son las siguientes:
Líneas de ensamble
Sistemas de manufactura flexible
Producción por lotes
Justo a tiempo y Sistemas de producción KANBAN.
Sistemas de colas. (Para servicios o manufactura tales como líneas de empaque).
Optimización de la distribución en planta y el manejo de materiales.
Servicio Financieros

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 54
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Logística
Reingeniería de Negocios
Evaluación, planeación y re-diseño de sistemas de servicios
ProModel es capaz de modelar aún los sistemas más complejos. Debido a que el ProModel
provee un enfoque directo e intuitivo a la modelación, es atractivo a profesores de programas en
ingeniería y administración quienes están interesados en enseñar los conceptos de modelación y
análisis sin tener que enseñar programación.
Mientras que la mayoría de los sistemas pueden ser modelados al seleccionar un conjunto
completo de elementos del ProModel (Recursos, tiempos muertos, locaciones, entidades, etc.) y
modificar los parámetros apropiados, se provee también una capacidad completa de
programación si es necesaria para modelar situaciones especiales. Funciones predefinidas
incluyen funciones lógicas if-then-else, expresiones Booleanas, variables, atributos, arreglos y
además acceso a hojas electrónicas y archivos de texto externos.
Para aquellos que prefieren códigos lógicos complejos usando un lenguaje de
programación tal como C++ o Visual Basic, se pueden encadenar dinámicamente subrutinas
externas al modelo y llamarlas desde cualquier parte del modelo al momento de su ejecución. El
ProModel también puede ser controlado como un objeto COM, y ejecutarse directamente desde
aplicaciones externas tales como Microsoft Excel o PowerPoint, o desde una interface VB. De esta
forma, ProModel permite a todos los miembros del equipo de toma de decisiones usar las
herramientas con las que se siente más a gusto, proveyéndoles una flexibilidad total.
El ProModel también provee varias funciones de distribución predefinidas, las cuales junto
con secuencias de números aleatorios, proporciona valores aleatorios de acuerdo a la distribución
estadística. Para ayudar al usuario en la selección de la distribución de probabilidad apropiada
para un conjunto de datos, el programa Stat:Fit es incluido en el ProModel. El Stat:Fit es un software
de ajuste de datos que ajusta distribuciones analíticas a los datos del usuario.
El desarrollo del modelo es completamente gráfico y orientado a objetos. A su máxima
extensión posible, todos los datos son dados gráficamente con información agrupada por tipo de
objeto y representada en forma de tabla para un acceso rápido e intuitivo. Por ejemplo, cuando
el modelador define una máquina el modelador también define el icono de la máquina, su
capacidad, características de tiempos muertos, reglas de entrada y salida de datos, estadísticas
deseadas, etc.
El ProModel compila con los estándares GUI (Graphical User Interface), el cual significa
individuos familiarizados con otros programas de Windows tales como procesadores de datos y
hojas electrónicas no tengan problema aprendiendo como usar el ProModel. Esta forma de
suministrar los datos minimiza la curva de aprendizaje para principiantes y maximiza la eficiencia
para modificar modelos grandes y complejos.
Una característica única en el ProModel es la habilidad de invocar menús tipo Popup,
dependiendo del contexto actual, este facilita al usuario en definir cualquier estatuto o expresión.
Este constructor lógico permite que pueda darse cualquier estatuto o expresión usando el mouse.
Además elimina la necesidad de recordar el nombre de una variable o de otro elemento
que el usuario desee hacer referencia, a través de seleccionar su nombre de una lista contenida
en un recuadro.
Proporciona documentación conveniente en línea a través del sistema de ayuda
integrada del ProModel y un tutorial en línea. El sistema de ayuda usa el sistema de ayuda del
Windows que permite máxima flexibilidad para buscar cualquier cosa desde la sintaxis del
comando hasta la descripción de la construcción del modelo. El ProModel también provee
tutoriales que contienen lecciones rápidas sobre cómo construir el modelo, como ejecutarlos,
como tener acceso a reportes, y como modelar varias aplicaciones con el Software.
Para reducciones futuras del tiempo de desarrollo, el ProModel provee capacidades de
fusión de modelos que permiten a varios modelos individuales trabajar de forma separada en
diferentes secciones de un modelo mayor. Adicionalmente, celdas que son comúnmente
CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 55
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
definidas o usadas en decisiones lógicas pueden ser almacenadas como plantillas de submodelos
las cuales eliminan la necesidad de “re-inventar la rueda” con cada modelo. Estas plantillas
pueden ser tener parámetros especialmente diseñados que pueden ser cambiados por el usuario.
El desarrollo de la animación es integrado con la definición del modelo. Un inconveniente
de muchos softwares de simulación es que su desarrollo de animación depende del desarrollo del
modelo de simulación. Esto hace que sea lento e inconveniente para los ingenieros al usar la
animación como una herramienta de validación/verificación. ProModel integra el desarrollo de la
definición sistema y animación en un proceso. Mientras que defina la ruta de las entidades por las
locaciones, transportadores, rutas de VGA (Vehículos guiados automáticamente) y otros
elementos, el usuario desarrolla esencialmente la distribución de forma animada.. La pantalla de
la distribución puede ser cambiada en su escala para representar la distribución actual de la
fábrica.
Los resultados de la simulación son informativos y pueden ser mostrados en forma tabular y
gráfica. Muchos otros softwares de simulación requieren comandos especiales para generar
estadísticas que son difíciles de interpretar para usuarios no familiarizados con la simulación.
ProModel permite la selección rápida y conveniente de los reportes de todas las medidas
de desempeño del sistema. Los reportes de resultados de varias corridas de simulación pueden ser
comparadas en una sola gráfica.
EL ProModel se puede ejecutar en cualquier computadora Pentium estándar o más rápida
con sistema operativo Windows 95, Windows 98, Windows NT, Windows 2000, Windows Milenium,, o
Windows XP. Las licencias están disponibles tanto para plataformas de un usuario como cómo
para plataforma de redes. El ProModel no requiere ningún tarjeta gráfica especial o monitores
especiales, haciendo conveniente y de costo efectivo para las compañías e instituciones
académicas usando PC´s estándar.
2.2.11.4 SIMULADOR TAYLOR ED.
El Taylor Ed es un paquete de software desarrollado por la compañía fabricante de
software FLEXIM. El precursor del Taylor Ed fue el Taylor II, pero los desarrolladores hicieron la nueva
versión partiendo de desperdicio. A pesar de esto, existen similitudes entre los dos paquetes, tales
como la visión del usuario y la arquitectura del software. El precio del Taylor ED es la mitad del
precio del WITNESS y cinco veces más que el SIMUL8 y el EXTEND.
La integración del Taylor Ed con otro software es manejado por un encadenamiento DDE,
el cual distribuye la información hacia y desde el EXCEL, por ejemplo, u otro software para el
manejo de datos estructurados. Este DDE usa diferentes formatos de ases de datos, tales como
SQL o XML.
Esto es continuo las conexiones pueden tomar lugar antes o después que la simulación es
realizada.
El concepto de modelación en el Taylor ED es el mismo que el desarrollador uso en el Taylor
II. Este concepto es diferente de otros softwares. En el Taylor ED, todo es un átomo (producto,
máquina, el modelo mismo, la aplicación del software), comparado con el SIMUL8, el cual consiste
de cinco bloques de construcción, y el EXTEND el cual consiste de más de 100 bloques de
construcción. El flujo de conexiones entre los átomos en Taylor ED esta determinado a través de
canales, que es lo mismo que los encadenamientos en otros softwares.
El Taylor Ed sale del mercado dejando su lugar al simulador FLEXSIM. El futuro de la
simulación de procesos es el FLEXSIM, que es un simulador orientado a objetos basado en un
ambiente de Windows® para modelar flujos de eventos discretos como manufactura, manejo de
materiales, y flujo en oficinas en una asombrosa realidad virtual de 3D.
Completamente orientado a objetos con una integración completa de C++ creada
gráficamente usando la animación virtual ED excepcionalmente intuitiva de atrapa y suelta, una
interface fácil de aprender. La insuperable flexibilidad y poder del FLEXSIM es la perfecta
herramienta para ayudar a los ingenieros, administradores, y tomadores de decisión a visualizar y
probar operaciones propuestas, procesos y sistemas dinámicos en una realidad virtual de 3D.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 56
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Es indispensable para modelar modelos complejos que son susceptibles de fallar, ser
interrumpidos y tener cuellos de botella. A través de la modelación de sistemas en avance de
múltiples escenarios “que tal sí” pueden ser explorados sin interrumpirlos, costos o riesgos que esto
significa en la vida real.
FLEXSIM usa una librería de objetos para modelar objetos de la vida real, procesos y
sistemas. El software es escrito en C++, el actual lenguaje orientado a objetos más usado. Todos los
recursos para la construcción de modelos en FLEXSIM son objetos, ya sean productos, modelos,
tablas, registros, librerías, la interface gráfica del usuario (GUI), o la aplicación en si misma. Los
objetos pueden heredar atributos y comportamientos de otros objetos, contener otros objetos,
crear y destruir objetos, mover objetos dentro y fuera de ellos o auto destruirse.
Los objetos desarrollados para un modelo pueden rápidamente ser almacenados en
librerías para ser usadas en otros modelos, reduciendo el consumo de tiempo, y la duplicidad de
esfuerzo.
El FLEXSIM viene con una extensa librería de objetos robustos listos para usarse. Los usuarios
pueden rápidamente modificarlos usando el editor de objetos integrado, o puede crear el propio
partiendo de la nada usando el C++ o el poderoso Flexscript una librería pre compilada del
código C++ que puede controlar virtualmente cada aspecto del programa.
La característica de la arquitectura del FLEXSIM son su apertura e interconectividad. El
FLEXSIM está totalmente integrado con el C++, tal que los usuarios puedan rápidamente modificar
el FLEXSIM para reunir las necesidades específicas sin tener que aprender el código apropiado.
Toda la animación es OpenGL y todas las gráficas son del estándar industrial de objetos
3DS, DXF, WRL, o STL. Los resultados pueden ser exportados vía DDE, ODBC, y conectores Windows.
Otras aplicaciones complementarias como Expert Fit, OptQuesy, y VISIO™ están también
compiladas para agregar flexibilidad y facilidad de uso.
El FLEXSIM se encadena a cualquier base de datos ODBC ( como el Oracle o el Access), a
estructuras de datos comunes ( como archivos de texto, de Excel o Word), y virtualmente a
cualquier dispositivo de hardware que pueda ser conectado a la PC.
2.2.11.5 SIMULADOR WITNESS
EL software Witness fue desarrollado durante los 1970´s por AT&T Istel y es ahora distribuido
por el Grupo Lanner (establecido en 1996) del Reino Unido. El paquete usa ahora una base más
madura, lo cual probablemente sufre del dilema del innovador. El WITNESS fue previo, y
posiblemente todavía es el líder en el mercado, aunque solamente en el número de los modelos
producidos. El costo de la licencia del WITNESS es 10 veces más que el costo de compra del
EXTEND o SIMUL8. El soporte es de alguna forma más costoso en el caso del WITNESS,
aproximadamente tanto como una nueva licencia del paquete. Por otro lado WITNESS es uno de
los más usados, mas confiables y mejor conocidos entre los softwares SED (Simulación de eventos
discretos). El concepto de construcción de modelos en WITNESS consiste en la construcción de
bloques similares a los de SIMUL8 excepto por los bloques Inicial y Terminal.
El WITNESS contiene muchos elementos para manufactura discreta de partes y es
fuertemente orientado a máquinas. Por ejemplo, las máquinas pueden ser sencillas, en lotes,
producción, ensamble, multi-estaciones, o multi-ciclo. Las bandas transportadoras pueden
acumular o no acumular. Existen opciones para la mano de obra, vehículos, y cuadrillas de
trabajo. El WITNESS también contiene elementos para procesamiento continuo incluyendo flujo de
fluidos a través de procesadores y tanques.
Se pueden especificar variables y atributos. Las partes que llegan pueden ser programadas
usando un archivo. Se pueden usar funciones y distribuciones para especificar tiempos de
operación y para otros propósitos. Los tiempos muertos de las máquinas pueden programarse
sobre la base de operación, tiempo de uso, o tiempo disponible. La mano de obra es un recurso
que puede ser preferenciado, usando un sistema de prioridades, y ser una base programada para
las condiciones actuales del modelo.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 57
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
La lógica de rastreo y conducción permite hacer requerimientos para distintos tiempos en
los trabajos, acelerar y desacelerar vehículos, estacionarse cuando este ocioso, cambiar destinos
dinámicamente. Muchos son posibles tipos de rutinas lógicas además del estándar jalar y empujar.
Por ejemplo, se pueden especificar las condiciones If-then-else.
Se pueden emplear como acciones en la simulación constructos de programación,
desarrollados al principio y final de la simulación de eventos, tales como for-next, while-end y la
etiqueta go-to. Los C-LINKS permiten programación detallada y subrutinas que pueden agregarse
al modelo del WITNESS. El usuario puede observar a un elemento en cualquier momento y
determinar el estatus de la parte.
La depuración puede llevarse a cabo deteniendo el modelo, cambiando los parámetros
deseados y continuando con el modelo desde el mismo punto del tiempo de simulación.
Una animación es construida junto con la definición del modelo. Esta retroalimentación
animada y estadística puede ser activada o apagada durante la ejecución. Se pueden realizar
muchos cambios al modelo en cualquier momento.
Capacidades de experimentación internas están disponibles desde la barra del menú. Los
resultados de los experimentos son salidos a un archivo CSV por omisión, u otros tipos de archivos
seleccionados por el usuario. El formato del archivo CSV permite que el paquete estadístico
interno crear intervalos de confianza.
En resumen, Witness resulta ser el más firme competidor del Simio, ya que es un programa
muy completo y flexible. Por el contrario, además del coste, tiene el inconveniente de que la
carga de conocimiento sobre lenguajes de simulación es mayor que en el Simio, donde sin
conocimiento alguno se saca un gran rendimiento al software.
2.2.11.6 SIMULADOR EXTEND
Extend es un software orientado a apoyar el proceso de toma de decisiones, que permite
visualizar el comportamiento y los resultados de un proceso en diversos escenarios definidos por el
usuario, a un bajo costo y minimizando el riesgo de la implantación. La simulación de procesos
permite evaluar comportamientos tanto en funcionamiento como en su etapa de diseño, sin
incurrir en los costos de una implantación real. El realizar pruebas y modificaciones durante las
etapas de diseño y planificación, permite ahorrar tiempo y dinero en las etapas posteriores de
implantación y mantenimiento de los nuevos procesos.
Por la gran potencialidad que posee para la representación de sistemas complejos, la
flexibilidad de su manejo y lo amigable de su interfaz, es una muy buena solución para empresas,
u organizaciones en general, que deseen desarrollar modelos de simulación de sus procesos (de
servicios, manufactura, negocios, administrativos, etc.) como parte de la evaluación y proyección
de resultados de sus proyectos de transformación. Transformando sus flujos de proceso en modelos
Extend y para efectuar un análisis a través de simulación, donde experimentará nuevas
posibilidades, estudiará la respuesta a condiciones dinámicas y evaluará beneficios. Esto le
permitirá alcanzar decisiones en forma más fácil y segura que métodos basados en intuición,
permitiéndole instaurar cambios positivos para su operación. En particular, permite evaluar los
supuestos que hay detrás de los modelos operacionales actuales, al analizar en forma sistémica el
conjunto de variables que inciden en el proceso.
Con Extend se pueden modelar cambios organizacionales, probar escenarios, diseñar
prototipos, analizar opciones de equipamiento, aplicar gestiones de mejoramiento continuo,
incrementar productividad y calidad, y evaluar ideas antes de llevarlas a cabo. Permite que usted
simule eventos discretos, continuos, y combinaciones de ellos. Virtualmente cualquier cosa que
usted pueda imaginar puede ser fácilmente construida usando las bibliotecas de Extend o
bloques prediseñados. No se requiere de programación, sin embargo, es posible si usted lo desea.
Los bloques de Extend están agrupados dentro de bibliotecas de acuerdo a su función; por
ejemplo, los bloques más usados en la modelación de un evento discreto pueden encontrarlo en
la biblioteca de Eventos Discretos (Discret Event Library). Tan sólo arrastre con el mouse los bloques
que desea utilizar desde la biblioteca hacia la pantalla de construcción y listo. Conéctelos con el

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 58
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
mouse, disponga de los parámetros apropiados en las cajas de diálogos, y ya está listo para
ejecutar su simulación.
Características del Extend:
Permite ver los efectos de contar con eventos dependientes.
Las fluctuaciones estadísticas, o variabilidad natural de los sistemas, son fácilmente
modelables para dar realismo a los modelos.
Modelamiento y simulación han sido complejas y caras para ser atractivas a ejecutivos;
Extend ofrece una excelente relación costo / beneficio.
El software permite modelar y simular cualquier tipo de sistema.
Está orientado a manejo de objetos, lo que facilita el modelamiento a partir de sistemas
reales de diversa complejidad.
Gráfica y Animación incorporadas permite una mejor comprensión y visualización del
modelo por terceras personas.
Permite tratar diferentes procesos como sistemas relacionados, analizando el impacto
de cambios en los mismos.
Reportes de simulación entregan toda la información necesaria para tomar las mejores
decisiones.
Manejo jerárquico permite representar en forma más ordenada y clara los modelos.
Recolección de estadísticas en forma gráfica complementa la información necesaria
para evaluar los modelos.
Parámetros simples para representar y medir la realidad de un modelo:
o Tiempo por tarea o actividad
o Tiempos de transferencia o traslado
o Inventario en cada etapa del proceso
o Calidad del resultado en cada etapa
o Productividad de los recursos
Tiempos de espera y flexibilidad
Permite efectuar un estudio de tiempos para mejorar la productividad global y local de
un sistema.
Estudio de volúmenes de trabajo para detectar recursos con capacidad restrictiva
2.2.11.7 SIMULADOR ARENA
El ARENA, es un programa informático de simulación de procesos industriales de
fabricación. Ha sido desarrollado por Rockwell Software Inc., y se enmarca dentro de los
simuladores de procesos de alto nivel.
Es un programa muy flexible y abarca un gran número de aplicaciones, ya que no fue
creado para satisfacer las necesidades de un ámbito industrial en concreto, sino que es un
programa válido para simular tanto sistemas discretos como continuos.
El Arena combina la facilidad de uso encontrada en los simuladores de alto nivel con la
flexibilidad de lenguajes de simulación. Para la facilidad de despliegue y organización, la variedad
de módulos disponibles en el Arena se agrupan en tableros según sus funciones o características.
Según entramos en los distintos tableros vamos abriendo un abanico de posibilidades a la hora de
combinar las diferentes estructuras de simulación modeladas y sus capacidades. La mayoría de
los módulos dispuestos en tableros diferentes pueden mezclarse juntos en el mismo modelo.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 59
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Cuando se quiera, se pueden colocar módulos de bajo nivel y ganar flexibilidad con el
lenguaje de simulación y construir, en SIMAN, una mezcla junto con los módulos de alto nivel de
otra plantilla.
Para las necesidades específicas, como algoritmos de decisión complejos o datos
accediendo a una aplicación externa, se pueden escribir pedazos de su modelo en un lenguaje
procesal como Visual Basic o C/C++.
De hecho, los módulos en el Arena están compuestos de componentes de SIMAN; por lo
que se puede crear sus propios módulos y puede coleccionarlos en sus propias plantillas para las
distintas clases de sistemas.
Pero, por otro lado, no es necesario tener conocimientos de programación en SIMAN ya
que el entorno de trabajo en Arena es totalmente visual y la aplicación de los distintos módulos se
hace de forma sencilla e intuitiva.
Se intenta proveer el poder del SIMAN para aquellos quienes aprender un lenguaje es una
incomodidad, también como resaltar el uso de las herramientas usadas por los modeladores del
SIMAN. Considere que una persona, diferente al analista de la simulación, desea usar el SIMAN.
Actualmente debe entender los bloques usados en el modelo y los elementos usados en el
experimento para proceder. Usando las plantillas de solución para la aplicación del ARENA, el
usuario puede extraer el modulo, colocarlo es su lugar apropiado, parametrizarlo sin aprender el
lenguaje SIMAN. El lenguaje SIMAN para los modeladores, el ARENA intenta incrementar su
funcionalidad, eliminando la necesidad de escribir códigos similares en diferentes modelos.
El SIMAN es la máquina del lenguaje y Cinema el sistema de animación sobre el cual se
construye el ARENA. Otros productos incluidos en ARENA son un analizador de entadas y un
analizador de resultados.
Con el ARENA, un modelo de simulación se construye seleccionando un módulos que
contiene las características completas del proceso. Por ejemplo, un módulo de inspección puede
modelar un proceso de inspección. El modulo se coloca en una ventana y una caja de diálogo
aparece en la cual el usuario entra sus datos y elige opciones. Una vez que los módulos son
colocados y las preguntas contestadas, el ARENA se ejecuta un modelo totalmente animado del
proceso actual o del propuesto.
Los módulos pueden se organizados en plantillas especializadas para diferentes dominios
de aplicación. Una vez que los modelos son creados, se transforman en paquetes de auto
contenido lógicos que pueden re-usarse en otros modelos. Con esta habilidad para adecuarse, el
ARENA puede ser usado para crear plantillas para una compañía, departamento o persona
específica usando un lenguaje y gráficos significativos que son apropiados para usuarios poco
frecuentes de la simulación.
Los constructores del modelo tienen un control completo sobre la funcionalidad del
software cuando se usa la edición profesional para construir módulos y plantillas. Un usuario final
con la edición estándar puede construir modelos usando únicamente plantillas de alto nivel.
El término “módulos” es usado para representar la construcción de bloques disponibles
para la creación de modelos. La característica más fundamental del ARENA es que un analista de
simulación puede construir una definición del módulo para ser usados por otros en un medio
ambiente de modelación jerárquica. Estas definiciones del módulo pueden ser combinadas para
crear módulos. El SIMAN basa sus módulos al nivel más bajo posible del módulo. Estos
corresponden al constructor básicos del SIMAN (bloques y elementos). Todos los otros módulos,
llamados módulos derivados, son construidos desde los módulos base u otros módulos derivados.
Una vez construidas, las plantillas incrementan la velocidad a la cual los módulos pueden
ser construidos, y ayudan en la comprensión para aquellos que no están familiarizados con los
bloques y elementos del SIMAN. Las plantillas proveen a los modeladores con un dominio
específico AST, o una plantilla de aplicación de solución. Por ejemplo, actualmente está
disponible la plantilla de fabricación de cierre (WFT), la plantilla de reingeniería de procesos (BPR),
y una plantilla de manufactura avanzada AMT). Las plantillas pueden ser construidas por quienes
compren la edición profesional.
CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 60
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
El Cinema V basado en vectores esta contenido en el ARENA. Esta capacidad de
animación está integrada con los módulos del ARENA. Por ejemplo, cuando se añade un módulo
para representar un proceso de manufactura, un modelador puede obtener ambos la
modelación lógica para representar el proceso, así como los componentes del Cinema
representando el trabajo en proceso, y el estatus del recurso (ocupado, ocioso, en reparación,
etc.)
Las características más relevantes de la aplicación ROCKWELL ARENA son:
Simulador de sistemas de eventos discretos.
Utiliza el lenguaje de simulación SIMAN
El código interno en SIMAN puede evaluarse, modificarse o adicionarse de subrutinas
en lenguaje C, Fortran, etc.
Permite programar visualmente mediante asociación de bloques ) Crea modelos de
simulación sin la necesidad de codificar programas)
Admite simulación continua y discreta
Gran flexibilidad de uso
Permite la programación a bajo nivel
Proporciona un entorno gráfico para visualizar la evolución de los sistemas simulados
(Permite mostrar la animación del modelo construido)
2.2.11.8 SIMULADOR SIMUL8
El SIMUL8 desarrollado por Visual Thinking Internacional Ltd en Escocia, Reino Unido en 1994,
es frecuentemente promovido como un paquete para análisis rápidos y es frecuentemente usado
en centros educativos.
SIMUL8 es un software para Simulación de Eventos Discretos. Permite al usuario crear un
modelo visual del sistema que se está investigando, dibujando objetos que son sacados
directamente sobre la pantalla. Los objetos típicos pueden ser colas o puntos de servicio. Las
características de los objetos pueden definirse en términos de, por ejemplo, capacidad o
velocidad.
Cuando el sistema ha sido modelado, se puede emprender la simulación. El flujo de
trabajos en el sistema se muestra por animación en la pantalla tal que se puede evaluar que tan
apropiado es el modelo.
Cuando la estructura del modelo se ha confirmado se pueden realizar numerosos ensayos
que permitan describir el desempeño del sistema estadísticamente. Los estadísticos de interés
pueden ser tiempo promedio de espera., utilización de recursos, etc.
Las opciones de interface de SIMUL8 (que determina la terminología y los iconos usados) se
presentan en tres diferentes ambientes: servicio de salud, servicios de industria, fabricación. Este
manual brinda al lector bases para el uso de SIMUL8 con base en el ambiente de fabricación.
El concepto de construcción del modelo en SIMUL8 es muy simple de entender y fácil de
aprender cómo usarlo. Existen en la actualidad solo cinco artículos que deben ser entendidos, y
todos ellos trabajan en una forma similar. Estos cinco artículos son:
1. Punto de entrada de trabajos (fuente)
2. Centro de trabajo (ej.: estación, servidor, máquina, etc.)
3. Área de almacenamiento (ej.: cola enfrente de una estación, etc.)
4. Salida de trabajos
5. Recursos (Mano de obra, herramientas, etc.)

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 61
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Por un pequeño pago extra el usuario pude obtener varias adiciones, incluyendo análisis
de costos, optimizador del modelo, y gráficas Gantt para reportes. Estas adiciones son fáciles de
entender y son integradas en una interface estándar.
El SIMUL8 es también compatible con VISIO, un botón del SIMUL8 aparece en el menú
principal en VISIO si el SIMUL8 y VISIO son instalados en la misma computadora. Dando clic en este
botón transforma un diagrama de flujo TQM en un modelo de SIMUL8 ( un almacén se transforma
en una unidad de almacenamiento en SIMUL8; Operaciones, procedimientos o transporte son
transformados en centros de trabajo).
La ventana de trabajo del Simul8 es bastante gráfica y la forma de trabajar con él se hace
bastante intuitiva, pero sus recursos son limitados de manera que para simular modelos
complicados, llegamos a un punto en que determinadas aplicaciones no son simulables.
En lo referente al coste de los programas, todos resultan bastante caros salvo Simio y Arena
que son los dos programas más económicos de entre todos los comparados. Pero Simio cuenta
además con la ventaja de ser más moderno e intuitivo que Arena, ser del mismo equipo de
programadores que creo Arena; es decir como una evolución de Arena que añade entre otras
cosas simulación en tres dimensiones que aporta mucho más realismo al proceso que se modela.
Simio no tiene un analizador de datos de entrada que nos diga que distribución estadística siguen
los datos medidos ni tiene la capacidad de programar tan desarrollada como Arena pero muchos
expertos en simulación consideran a Simio como la evolución lógica de Arena.
En el siguiente apartado se describe el software Simio que es el escogido para esta
investigación y posteriormente las razones de porque se escoge este paquete DES con respecto a
los demás.
2.3 Simulación mediante software SIMIO.
2.3.1 Software de simulación Simio
Simio es un programa de simulación muy reciente que viene a satisfacer en gran medida la
demanda actual, especialmente en el mundo industrial, en cuanto a la necesidad de poder
disponer de un software potente y fiable con el que solventar grandes problemas de la industria
por medio de la simulación. Este software no esta limitado a la simulación de procesos de
fabricación, como es nuestro caso, ya que es útil también para los campos de logística y
administración de todo tipo de procesos entre.
SIMIO incorpora unos recursos llamados “SimBits” que hacen referencia a la librería de
modelos elementales (cada uno ilustrando una estructura de modelización particular de SIMIO) y
“Example Projects” que hacen referencia a la librería con modelos completos.
Imagen 2-9 Ventana inicial Simio

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 62
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2.3.2 Componentes de la ventana de modelaje de Simio.
Simio posee al igual que Arena un panel que está constituido por unos módulos que
forman parte de una serie de tableros, de los cuales serán seleccionados y arrastrados los módulos
para colocar en la plantilla del modelo.
Imagen 2-10 Ventana trabajo Simio
Entre ellos los más importantes son:
Source: Módulo para la generación de entidades
Imagen 2-11 Módulo Source
Sink: Módulo para la eliminación de entidades del modelo.
Imagen 2-12 Módulo Sink
Server: Módulo para la realización de los procesos de transformación de las entidades.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 63
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Imagen 2-13 Módulo Server
Combiner: Módulo para la agrupación de entidades.
Imagen 2-14 Módulo Combiner
Separator: Módulo para la duplicación de entidades.
Imagen 2-15 Módulo Separator

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 64
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Worker: Módulo para simular al trabajador.
Imagen 2-16 Módulo Worker
Path: Módulo para simular la distancia a una velocidad determinada.
Imagen 2-17 Módulo Separator
TimePath: Módulo para simular el tiempo que lleva recorrer una distancia.
Conveyor: Módulo para simular una cinta transportadora.
TransferNode: Módulo para representar los nodos entre diferentes bloques.

CAPITULO 2 - BASES TEÓRICAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 65
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
2.4 Porque Simio
La simplicidad de SIMIO ante otros softwares evaluados permite una versatilidad y rapidez
ante la operativa mucho mayor.
Las razones por las que se decidió utilizar SIMIO son:
Precio asequible a nivel licencia de estudiante.
Capacidad de operar a nivel avanzado en muy poco tiempo.
Permite integrar los datos a través de tablas Excel o con links directos a toma de los
mismos de un ERP.
Rapidez de cálculo alta.
Gran capacidad de muestra grafica de resultados. Amplia librería de iconos y
entidades gráficas.
Permite solapar planos en el interface gráfico.
Para mostrar resultados basta con tener el programa demo, con limitaciones de hacer
cambios y grabarlos.
Permite realizar cálculos de procesos complejos de una manera sencilla.
Compatibilidad entre versiones diferentes.
La relación calidad/precio es muy alta
Según los criterios propuestos en la ISO 9126, a comparativa de los diferentes programas se
muestra en la siguiente tabla
ARENA SI TOTAL SI SI BAJO
SIMIO SI TOTAL SI SI BAJO
WITNESS SI TOTAL SI SI ALTO
SIMUL8 SI NO NO SI BAJO
QUEST SI PARCIAL SI SI ALTO
PROMODEL SI TOTAL SI SI ALTO
EXTEND 5 SI TOTAL SI SI ALTO
FLEXSIM SI TOTAL SI SI ALTO
AUTOMOD SI TOTAL SI SI ALTO
SIMFACTORY SI TOTAL SI SI ALTO
Importar
ficheros CAD
Trabajo
con
GPAO´s
Señal
error
simulación
Programación
en bloquesCoste
Tabla 2-1 Comparativa software simulación según ISO 9126

CAPITULO 3 - METODOLOGÏA DESARROLLADA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 66
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
3 METODOLOGÍA DESARROLLADA
La metodología desarrollada se divide en siete fases o pasos para facilitar su seguimiento,
determinar los entregables y cumplimiento de los objetivos marcados. Se pasa a definir las
actividades que se llevan a cabo en cada una de estas etapas de manera esquemática.
Grafico 3-1 Flujograma de la metodología
Como resumen el desarrollo de esta metodología permite la aplicación de un modelo
diseñado con herramientas informáticas, al efecto software DES, a un proceso de toma de
decisiones basado en la evolución de parámetros LM.
FASE 1
Análisis inicial
FASE 2
Modelo de
simulación
Datos
reales
Modelo
conceptual
FASE 3
Test modelo
de simulación
Verificación
Validación
KPI Lean
iniciales
FASE 4
Diseño
Experimentos
FASE 6
Documentación
e informes
FASE 7
Implantación
FASE 5
Analisis
Resultados
Formulacion
del problema
Objetivos
Areas piloto
KPI Lean
finales

CAPITULO 3 - METODOLOGÏA DESARROLLADA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 67
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
3.1 FASE 1: Análisis inicial
3.1.1 Formulación del problema
En esta fase se realiza un análisis inicial de cada situación en cada uno de los casos a
estudiar. Se establecen las prioridades sobre diseños de nuevos procesos en base a optimización y
diagnósticos de los problemas existentes.
3.1.2 Determinación de objetivos
En esta etapa se definen las variables necesarias para el desarrollo de la investigación. En
esta etapa se hace especial hincapié en el establecimiento de los mecanismos de coordinación y
coherencia de los datos recogidos para su estudio. Es donde se define que la DES es la mejor
herramienta para poder definir correctamente la evolución de los KPI de una modelización LM. De
manera general se busca:
Analizar y entender el comportamiento del sistema
Evaluar las posibles oportunidades de mejora.
Medirlas a través de KPI de LM.
Para ello es de mucha utilidad el uso de herramientas VSM que complementaron la toma
de decisiones , así como el análisis de los diagramas de flujo de las plantas.
Grafico 3-2 Ejemplo de diagrama de flujo
Recepción de pedidos de clientes
Pedidos a oficina de fabricación
Preperación de
programa
¿Pedidos
Espera
Entrega document
ación
Envío de programa a
Programa de Corte en espera
Fabricación de Perfiles
Activamos Programa de
Corte
¿Plancha
Carga ManualCargador
Automático
Corte
¿Fin de Programa?
Despiece y colocación en caballete
Programa corte en espera
Corte de Perfiles
EnsamblajePerfiles
LLenado de sales
Colocación de Programas por
Programa Perfiles en espera
Ordenadode
programa
Colocación de caballete en
Línea de lavado, unión y sellado
Lavado
Unión Perfil . Cristal y Prensado
Sellado Aut.Doble Cristal
Almacenamiento producto
Carga en camión y reparto
si
no
no
si
no
si
Sellado ManualDoble Cristal
RUTA 1
RUTA 2
RUTA 3

CAPITULO 3 - METODOLOGÏA DESARROLLADA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 68
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Imagen 3-1 Ejemplo de Lay Out
Grafico 3-3 Ejemplo de VSM
3.1.3 Establecimiento de áreas piloto
En esta etapa se analizan los factores críticos de los procesos de producción. Se corrobora
directamente con los responsables de las empresas, examinado y analizado los flujos de
materiales, las personas, el flujo de la logística de la empresa, las capacidades de producción de
las áreas de trabajo, los tiempos de espera y parada……..
Después de evaluar todos los parámetros, se definen las áreas piloto donde se podrían
aplicar las mejoras, sobre una base de búsqueda de oportunidades de mejora que se identifican
y se pueden llevar a cabo con esta metodología. En algunos casos se estudia la planta al
completo y en otros determinadas áreas debido al tamaño de las empresas.

CAPITULO 3 - METODOLOGÏA DESARROLLADA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 69
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
3.2 FASE 2: Definición del modelo de Simulación
3.2.1 Recogida de datos reales.
La metodología establecida para la medición de parámetros se hace a través de los datos
de las empresas o bien de sus ERP, programas de gestión, informes de producción o directamente
recogidos en planta en las visitas. Se hace con múltiples auditorías a las empresas seleccionadas
en las que participa activamente el personal de la empresa para la toma de datos en las áreas
piloto. Se comprueba en estas visitas la fiabilidad de esta información para validar la precisión de
este proceso.
Este proceso de recogida de datos es una etapa crítica del estudio, ya que para que este
tenga validez, los datos recogidos deben ajustarse lo más posible a la realidad. A través del uso de
herramientas estadísticas, se evalúan los patrones de comportamiento de los procesos y las áreas
analizadas.
Los tipos de datos con los que se trabajan son:
1. Información sobre el sistema de producción (producción diaria para obtener, procesar y
operaciones de sus tiempos, etc.).
2. Datos que dependen de los trabajadores y que pueden estar cambiando, con el fin de
hacer que el sistema resultante sea lo más eficiente posible (número de trabajadores y
máquinas en cada operación, el tamaño de los lotes cambiar las operaciones, el tiempo
de trabajo por día y stands, etc.).
3.2.2 Generación conceptual del modelo de simulación en Simio
Una vez validada esta información se comienza con el diseño de las distribuciones en
planta, con la programación del comportamiento de los flujos de información, materiales y
personas, y la planta de producción a gran escala. Se definen las variables de entrada,
parámetros y variables de salida.
La integración de herramientas estadísticas, junto con el modelo de simulación desarrollan
posibles escenarios, pesimistas, optimistas y realistas, y estos se ajustan a funciones estadísticas o
modelos de probabilidad, con diferentes resultados.
Se comprueba el ajuste de los datos de cada proceso a modelos estadísticos con
software, en nuestros casos se usa el SPSS y el módulo de análisis de datos de Arena , ya que en el
momento que se realizaron los estudios Simio no disponía de esta herramienta.
Grafico 3-4 Análisis gráfico de modelos de distribución estadísticos

CAPITULO 3 - METODOLOGÏA DESARROLLADA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 70
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
3.3 FASE 3 : Test del modelo de simulación
3.3.1 Simulación Proceso Real – Verificación.
En esta etapa se hace la comprobación del modelo de gestión actual orientándolo a
filosofía Lean. Este modelo persigue un enfoque basado en la realización de lo que se necesita
para ofrecer al cliente exactamente la cantidad que desee y en el momento que se quiere, a un
precio competitivo. Este enfoque tiene como principios para la creación de valor, la ejecución de
los procesos de transporte, reducir el desperdicio y mejorar tanto el flujo de valor como el flujo de
actividades.
La parte fundamental de esta fase es comprobar la lógica de funcionamiento del sistema
real, sin que el modelo dé errores. Cuanto más real sea el sistema, más exactos serán los resultados
y su validación será mas clara.
Para reflejar los sucesos reales, se realizan los esquemas visuales de las operaciones que
tenían lugar en cada ejemplo, ya que estos deben de tratarse como n procesos dependientes, y
nunca como sucesos independientes. Esto es debido a que aunque se pudiera mejorar la
eficiencia de un proceso de forma aislada en un porcentaje, la mejora que se produjera en el
cómputo global de la producción podría ser escasa o incluso nula. Al tratarse de un conjunto de
procesos dependientes los cambios afectan o modifican las condiciones del resto pero en
diferentes grados, dependiendo de la importancia y el impacto de cada uno sobre la globalidad.
Imagen 3-2 Modelo planta actual en ejecución

CAPITULO 3 - METODOLOGÏA DESARROLLADA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 71
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Tabla 3-1 Resultados simulación
3.3.2 Validación del modelo de integración.
Para la validación final se hace una comparativa de funcionamiento del modelo diseñado
con el comportamiento real analizado previamente. Este proceso se hace de manera iterativa
hasta que la coherencia/discrepancia entre ambos sea mínima y podamos considerar el modelo
óptimo para trabajar con él.
Esta es la fase más crítica que nos hemos encontrado en la investigación, ya que
pequeñas diferencias en el análisis pueden provocar grandes errores en los resultados que
queremos obtener al hacer diferentes experimentos o escenarios. No solo eso, sino que además los
costes en los que se incurrirían a futuro, no justificarían la metodología utilizada.
Grafico 3-5 Validación modelo
0
2
4
6
8
10
12
14
16
18
1 2 3 4 5 6 7 8 9 10 11 12
Comparación y validación de datos
Resultados simulados Valores registrados ERP

CAPITULO 3 - METODOLOGÏA DESARROLLADA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 72
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
3.3.3 Establecimiento KPI lean iniciales
Se pueden escoger múltiples KPI dentro de los descritos con anterioridad, pero después de
una selección entre muchos parámetros disponibles se establecen unos KPI lean iniciales
centrados sobre todo en dos áreas:
Análisis de eficiencia.
o Horas de experimentación del modelo del área piloto.
o Número de operarios dedicados.
o Horas trabajadas totales.
o Unidades producidas.
o Productividad en ud/Horas-Hombre
o Lead Time.
o Takt time.
o Wok in progres.
o OEE entendido como eficiencia del proceso.
Análisis de despilfarros , muda
o Tiempo desperdiciado en transporte.
o Tiempo desperdiciado en esperas.
o Nivel de inventario.
o Ocupación en planta del Lay Out.
3.4 FASE 4 : Diseño de experimentos
Partiendo del hecho de que ya se tiene un modelo de simulación verificado y validado, se
diseñan diferentes alternativas que pueden ser simuladas de manera sencilla. La aplicación de la
DES va a permitir evaluar propuestas de mejora del sistema de fabricación en experiencias
dinámicas, teniendo en cuenta diferentes escenarios en los que principalmente influyen:
Momento en el que se comienza la simulación.
Duración en tiempo durante el que se realiza.
Número de veces que se repite.
Bajo filosofía LM, se llevan a cabo los nuevos procesos que se representan en los modelos
de simulación, cuyo objetivo final es lograr la máxima eficiencia rediseñando la planta, flujos de
proceso y recursos productivos.
Un aspecto clave en relación con la eficiencia y la competitividad del sistema productivo
es el nivel de existencias en proceso o WIP(work in progress ). Su reducción viene de la mano de la
eliminación gradual de todos los tipos de actividades que se consideran ineficientes y no aportan
valor. Se busca proporcionar las herramientas que permiten obtener en los procesos rediseñados
(tratando de mejorar los procesos existentes): eliminar desequilibrios, reducción de los plazos de
entrega, minimizar los lotes de producción y movimientos, en resumen, crear procesos eficientes,
sin despilfarros.
Con todas estas variables introducidas en el sistema de simulación, se procede a rediseñar
los procesos, la determinación de los puestos de trabajo y la asignación de tareas, teniendo en
cuenta todos los participantes activos y tratando de la mejor manera posible los parámetros de
eficiencia de la planta. Se procede con todos estos datos para determinar cifras precisas para el
diseño y mejora de procesos.

CAPITULO 3 - METODOLOGÏA DESARROLLADA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 73
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
3.5 FASE 5: Análisis de los resultados
Esta fase es donde se evalúan y homogenizan los resultados obtenidos comparando los
datos iniciales que se planteaban con los modelos actuales con los datos obtenidos con los
modelos experimentales desarrollados aplicando las mejoras sugeridas. Y servirá de ayuda para la
toma de decisiones.
Se refleja que además de todos los indicadores adaptados a LM obtenidos en la fase 3 , se
obtienen nuevos valores de las simulaciones planteadas en la fase 4 que establecen los
parámetros definitivos para la toma de decisiones sobre los cambios propuestos : lay out,
operativa en los puestos de trabajo , tamaño de lotes , secuencias de trabajo , desplazamiento y
resto de variables definidas en etapas anteriores.
El resumen de los resultados mostrará si hay o no una mejora considerable en un espacio
de tiempo corto y con una inversión mínima muy baja.
A continuación se presenta un resumen algunas de los parámetros para el diseño, y donde
se puede apreciar como variaron estos indicadores.
.
Tabla 3-2 KPI obtenidos de la simulación mejorada de puestos de trabajo
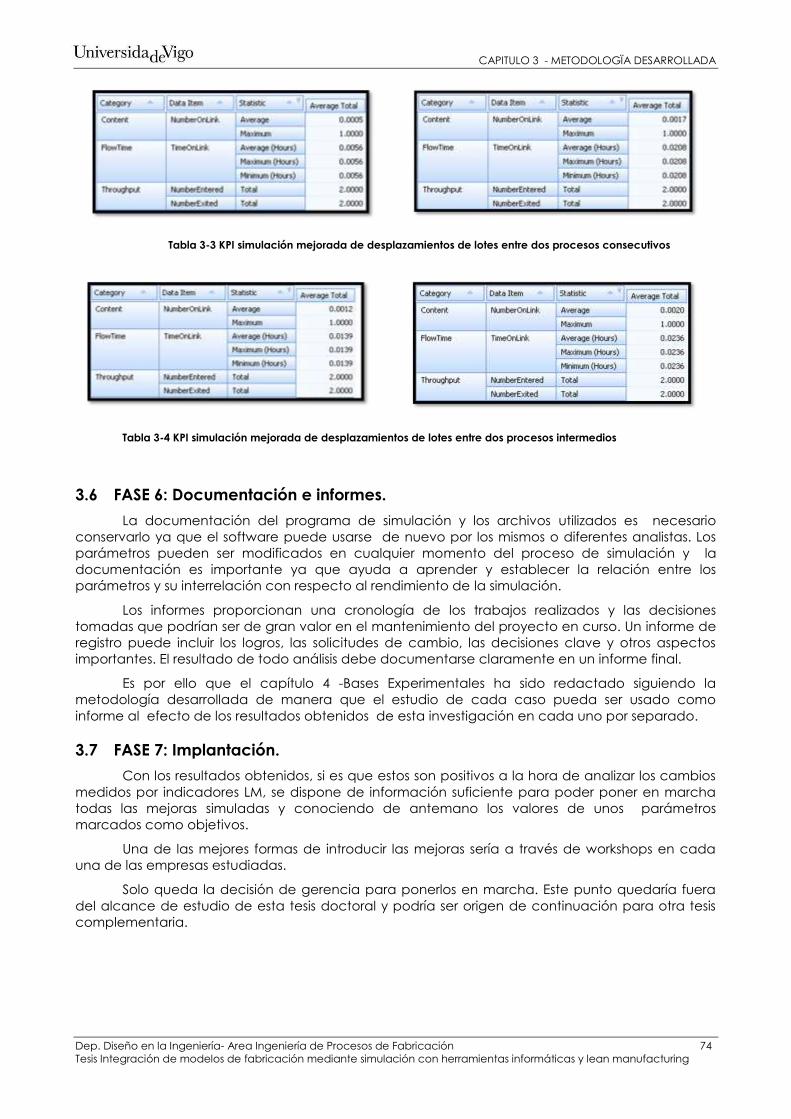
CAPITULO 3 - METODOLOGÏA DESARROLLADA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 74
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Tabla 3-3 KPI simulación mejorada de desplazamientos de lotes entre dos procesos consecutivos
Tabla 3-4 KPI simulación mejorada de desplazamientos de lotes entre dos procesos intermedios
3.6 FASE 6: Documentación e informes.
La documentación del programa de simulación y los archivos utilizados es necesario
conservarlo ya que el software puede usarse de nuevo por los mismos o diferentes analistas. Los
parámetros pueden ser modificados en cualquier momento del proceso de simulación y la
documentación es importante ya que ayuda a aprender y establecer la relación entre los
parámetros y su interrelación con respecto al rendimiento de la simulación.
Los informes proporcionan una cronología de los trabajos realizados y las decisiones
tomadas que podrían ser de gran valor en el mantenimiento del proyecto en curso. Un informe de
registro puede incluir los logros, las solicitudes de cambio, las decisiones clave y otros aspectos
importantes. El resultado de todo análisis debe documentarse claramente en un informe final.
Es por ello que el capítulo 4 -Bases Experimentales ha sido redactado siguiendo la
metodología desarrollada de manera que el estudio de cada caso pueda ser usado como
informe al efecto de los resultados obtenidos de esta investigación en cada uno por separado.
3.7 FASE 7: Implantación.
Con los resultados obtenidos, si es que estos son positivos a la hora de analizar los cambios
medidos por indicadores LM, se dispone de información suficiente para poder poner en marcha
todas las mejoras simuladas y conociendo de antemano los valores de unos parámetros
marcados como objetivos.
Una de las mejores formas de introducir las mejoras sería a través de workshops en cada
una de las empresas estudiadas.
Solo queda la decisión de gerencia para ponerlos en marcha. Este punto quedaría fuera
del alcance de estudio de esta tesis doctoral y podría ser origen de continuación para otra tesis
complementaria.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 75
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4 BASES EXPERIMENTALES.
En este capítulo se definirán los modelos experimentales en los que se ha basado la
investigación en donde se mostrarán los trabajos realizados en diferentes empresas de
producción.
Estos casos son los siguientes:
Empresa de troqueles de cartón
Empresa de productos cerámicos
Empresa de fabricación de vidrio

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 76
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.1 Caso Empresa de fabricación de troqueles de cartón
4.1.1 FASE 1: Análisis inicial
4.1.1.1 Formulación del problema
El proceso productivo industrial escogido para la validación de la metodología ha sido el
de fabricación de troqueles para cajas de cartón, tanto rotativos como planos, que es una
industria que permite obtener una gran sencillez en el modelado, sin por ello dejar de tener un
sistema muy completo y variado en cuanto a recursos y utilidades. Por lo tanto, permitió de forma
sencilla aprovechar gran cantidad de las múltiples opciones que nos ofrece el software Simio sin
necesidad de entrar en extrema complejidad.
Grafico 4-1 Diagrama de proceso productivo
4.1.1.2 Objetivos
Se establecieron los siguientes objetivos de acuerdo con la dirección de la empresa,
enfocados a:
DISEÑO MUESTRA
PROCESADO DE FLEJE SERRADO LASER
MONTAJE TROQUEL
PEGADO DE GOMA
EMBALAJE Y ENVÍO
REVISIÓN
ORDEN DE TRABAJO

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 77
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Búsqueda de un Lay out más lógico que pudiera reducir los flujos de materiales y
eliminar costes innecesarios.
Detectar las posibles oportunidades de mejora centradas en la redistribución y
utilización de recursos productivos tanto a nivel de recursos humanos como técnicos
Establecer un sistema de KPI LM que pudiera reflejar la idoneidad de las diferentes
oportunidades de mejora.
4.1.1.3 Area Piloto.
En este caso se decidió por tamaño enfocar la planta completa de fabricación,
centrándose sobre todo en el proceso de troquel rotativo que es el 80 % de la facturación de la
empresa.
Grafico 4-2 Lay out actual fábrica de troqueles
4.1.2 FASE 2: Modelo de simulación.
4.1.2.1 Datos reales
Para la recogida de datos de los procesos reales se tomaron los datos proporcionados por
el ERP diseñado Ad Hoc de la empresa en donde se compararon diferentes datos y que servirán
posteriormente para modelizar el problema de producción don software DES.
En este caso se tuvo una base experimental muy amplia ya que se disponía de datos de la
empresa de los últimos 15 años y se pudieron establecer modelos estadísticos muy reales que
respondieron a las variables de comportamiento con gran exactitud.
Cabe destacar que este caso, salvo que la empresa esta altamente informatizada, no es
muy común en las pequeñas y medianas empresas que pueden ser objeto de la aplicación de
esta metodología.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 78
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Imagen 4-1 Imagen empresa troqueles
De donde se pueden exportar a Excel múltiples datos de operaciones para su análisis y
alimentar las entradas del software Simio
Tabla 4-1 Tabla datos ERP empresa troqueles
Nº de O.F. Dibujo Sierra SCPM Cuchilla Goma Aros Succion Embalaje M.GG /M.CC
Resumen F 0,89466617 1,22826388 0,62232655 0,96555446 0,93749876 0,96555446 0,85639668 0,94303887 1,0526383
Resumen P 0,86366013 1,16640244 0,51907591 0,65310407 0,76972043 0,65310407 0,78825308 0,58351254 1,00883901
Resumen MF 0,87604396 1,43820896 4,68 1,44413265 0,21988372 1,44413265 1,96051571 0,78610039 3,83478261
Resumen MP 0,596 2,12 3,08 1,14428571 0,69553265 1,14428571 1,51145038 0,656 2,17560554
Total 0,88447622 1,21944999 0,60532688 0,97269398 0,81995978 0,67727059 1,11463918 0,83102542 1,12957141
Nº de O.F. Dibujo Sierra SCPM Cuchilla Goma Aros Succion Embalaje M.GG /M.CC
Resumen F 0,83629246 1,07083609 0,60731244 0,87610996 0,9086484 0,9086484 0,9086484 0,92324805 1,03227924
Resumen P 0,83317865 1,26640927 0,54427518 0,94230869 1,11275676 1,11275676 1,11275676 0,78625526 1,00466545
Resumen MF 0,91564356 0,98292683 0,97241379 1,5098051 0,46437811 0,46437811 0,46437811 0,40804997 3,80913614
Resumen MP 1,11857143 0,89793103 1,1 3,1576 0,32751131 0,32751131 0,32751131 0,34957983 5,82712766
Total 0,8411437 1,12916667 0,59866294 0,98884854 0,83253947 0,58186398 0,75473684 0,80035957 1,17497944
Nº de O.F. Dibujo Sierra SCPM Cuchilla Goma Aros Succion Embalaje M.GG /M.CC
Resumen F 0,80321744 1,00525903 0,50367713 0,85809592 0,87316071 0,85809592 0,88030476 0,97981424 1,04380937
Resumen P 0,73014821 1,11634069 0,37614035 0,73377193 0,87197585 0,73377193 0,83005146 0,75711009 1,02551664
Resumen MF 1,00817204 0,95382353 0,672 1,46579488 0,26632026 1,46579488 1,66771134 0,7558629 4,1480226
Resumen MP 1,2576 1,07243243 1,27714286 1,44209059 0,54465753 1,44209059 1,66354274 0,95757576 1,96041667
Total 0,78649123 1,04173355 0,46526316 0,89534969 0,7939852 0,51004525 1,08631579 0,88700062 1,12866904
EN
ER
OF
EB
RE
RO
MA
RZ
O

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 79
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Tabla 4-2 Tabla datos ERP Empresa troqueles
Tienen una mención especial el estudio de flujo del material en la planta en donde se
pueden observar a simple vista recorridos superfluos que reducen considerablemente el valor
Tarea Tiempo Teórico Media Desviacion tipica Tiempo Real en OF PACK MASTER CURVAS 2 POSES
SIERRA 1,94 2,25 0,75 1,98
DIBUJO 1,45 1,69 0,56 1,55 F47409
SCPM 1,69 1,58 0,53 2,38
BARRAS 0,88 0,98 0,33 0
SUCCION 0,79 0,89 0,30 0
EMBALAJE 0,35 0,4 0,13 0
AROS 0,68 0,77 0,26 0
GOMA 2,77 2,87 0,96 2,43
CUCHILLAS 6,76 6,97 2,28 6,55
Tarea Tiempo Teórico Media Desviacion tipica Tiempo Real en OF PACK MASTER CURVAS 4 POSES
SIERRA 2,35 2,79 0,93 1,85
DIBUJO 1,65 1,8 0,60 1,88 F47410
SCPM 1,95 1,83 0,61 0,98
CUCHILLAS 9,86 9,78 3,10 7,8
GOMA 3,79 3,78 1,26 3,2
CONTRATROQUEL 4,7 4,4 1,47 0
AROS 0,85 0,85 0,28 0
SUCCION 1,15 1,14 0,38 0
EMBALAJE 0,35 0,5 0,17 0
Tarea Tiempo Teórico Media Desviacion tipica Tiempo Real en OF DESCONOCIDO 1 POSE
GOMA 1,32 1,31 0,44 0,58
CUCHILLAS 2,78 2,77 0,92 1,58 F47411
AROS 0,62 0,58 0,19 0
EMBALAJE 0,35 0,34 0,11 0
BARRAS 0,95 1,32 0,44 0
SUCCION 1,07 1,15 0,38 0
DIBUJO 1,15 1,17 0,39 0,48
SIERRA 1,43 1,47 0,49 1,2
SCPM 0,67 0,76 0,25 0
Tarea Tiempo Teórico Media Desviacion tipica Tiempo Real en OF DESCONOCIDO 1 POSE
GOMA 1,32 1,31 0,44 0,57
CUCHILLAS 2,78 2,77 0,92 0,83 F47412
AROS 0,62 0,58 0,19 0,3
EMBALAJE 0,35 0,34 0,11 0
BARRAS 0,95 1,32 0,44 0
SUCCION 1,07 1,15 0,38 0
DIBUJO 1,15 1,17 0,39 0,97
SIERRA 1,43 1,47 0,49 0,63
SCPM 0,67 0,76 0,25 0,13
Tarea Tiempo Teórico Media Desviacion tipica Tiempo Real en OF DESCONOCIDO 1 POSE
GOMA 1,32 1,31 0,44 0,32
CUCHILLAS 2,78 2,77 0,92 0,43 F47413
AROS 0,62 0,58 0,19 0
EMBALAJE 0,35 0,34 0,11 0
BARRAS 0,95 1,32 0,44 0
SUCCION 1,07 1,15 0,38 0
DIBUJO 1,15 1,17 0,39 0,32
SIERRA 1,43 1,47 0,49 0,93
SCPM 0,67 0,76 0,25 0,48
Tarea Tiempo Teórico Media Desviacion tipica Tiempo Real en OF PACK MASTER CURVAS 1 POSE
SIERRA 1,62 1,81 0,60 2,1
DIBUJO 1,35 1,42 0,47 1,68 F47414
CUCHILLAS 5,06 4,96 1,65 6,43
BARRAS 1 0,72 0,24 0
GOMA 2 2 0,67 2,65
SCPM 1,04 1,04 0,35 0,47
AROS 0,69 0,69 0,23 0
SUCCION 0,64 0,85 0,28 0
EMBALAJE 0,35 0,41 0,14 0,4

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 80
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
añadido de las operaciones actuales. Se muestran a continuación de manera cualitativa algunas
de estas observaciones:
Las materias primas entran por un una puerta lateral de la nave donde se descargan
directamente al almacén de troqueles rotativos situado al lado de la puerta y al
almacén de troqueles planos al lado de los laser de corte.
Estas materias primas por un lado se almacenan en lugares diferentes lo que dificulta su
control y por el otro algunos de ellos están muy alejados de las máquinas donde se
procesan...
Las bobinas de fleje se llevan al lado de los troqueles planos donde se colocan las
maderas en la parte superior y en la parte inferior el fleje.
Desde las zonas de proceso se llevan los troqueles acabados a expediciones que
coincide con la zona de almacén.
Los operarios tienen en sus puestos de trabajo las herramientas y pequeños materiales,
en almacenes intermedios, pero estos se abastecen al acabarse del almacén principal,
con lo que el control del material en curso es muy complejo.
Para realizar todos los movimientos de peso, se usa una carretilla eléctrica que
evidentemente hace viajes entre la zona de producción con toda la molestia que ello
conlleva.
4.1.2.2 Modelo Conceptual
Una vez estudiado el proceso de fabricación, recursos empleados y tiempos de
fabricación se pasó a la modelización conceptual con software DES del caso en un modelo lógico
que define como funcionaba el sistema productivo.
Con el software Simio se ejecutó ese modelo que representa el funcionamiento real del
sistema intentando que se realizara con la mayor exactitud posible. Así se tiene una herramienta
fiable ya que si se hubiera hecho excesivamente simple sin tener en cuenta la mayor parte de
casuísticas posibles perdería gran parte de su funcionalidad. La lógica utilizada para la
generación del modelo gestiona el avance de las entidades de manera secuencial
Los datos obtenidos del ERP son datos registrado por la empresa a lo largo del tiempo pero
para realizar una modelización correcta deben de ser estudiados desde un punto de vista
estadístico. Existe una componente aleatoria que hay que tener en cuenta ya que no todos los
operarios trabajan igual de rápido ni realizan el mismo trabajo con la misma calidad Es por ello
que mediante análisis estadístico con el software SPSS se definieron las distribuciones estadísticas
que se adaptaban a los datos de cada operación/tarea que se utilizaron.
Se buscaron variables y parámetros significativos del problema de producción, y la relación
entre ellas para llegar a una propuesta de resolución desde una óptica LM.
En la siguiente tabla se muestran parte de los resultados que se obtuvieron al analizar un
amplio listado de pedidos y se observó que cada una de las operaciones realizadas se ajustaba a
distribuciones normales con diferentes medias y desviaciones típicas. Estos datos se introdujeron en
la parametrización del modelo Simio.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 81
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Tabla 4-3 Tiempos de fabricación según pedido
Imagen 4-2 Tiempos de fabricación según pedido
Se asignaron a los recursos tiempos de operación diferentes según el tipo de producto a
fabricar. Simio asignará los tiempos correspondientes con su desviación típica cuando le llegue
cada uno de los pedidos.
Imagen 4-3 Asignación de tiempos de fabricación según pedido
NOMBRE Pedido1
FECHA Y HORA LANZAMIENTO O.F. 07/02/2011 8:26
TIEMPO CAD Distribución Normal( 1.69,0.56 )
TIEMPO LASER Distribución Normal(2.25,0.75 )
TIEMPO FLEJE Distribución Normal( 1.58,0.53 )
TIEMPO MONTAJE FLEJE Distribución Normal(6.97,2.28 )
TIEMPO MONTAJE GOMAS Distribución Normal(2.87,0.96 )
TIEMPO MONTAJE Distribución Normal( 0.4,0.13 )
NOMBRE Pedido2
FECHA Y HORA LANZAMIENTO O.F. 07/02/2011 11:17
TIEMPO CAD Distribución Normal(1.8,0.6 )
TIEMPO LASER Distribución Normal(2.79,0.93 )
TIEMPO FLEJE Distribución Normal(1.83,0.61 )
TIEMPO MONTAJE FLEJE Distribución Normal(9.78,3.1 )
TIEMPO MONTAJE GOMAS Distribución Normal(3.78,1.26 )
TIEMPO MONTAJE Distribución Normal(0.5,0.17 )

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 82
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Como primer paso se identificaron los diferentes elementos que intervenían en el proceso
así como sus características particulares que harán que les permitirán ser diferenciados del resto y
puedan circular así definidos por el sistema.
Módulos de datos utilizados:
Entidades: Se definieron como entidades los pedidos de troqueles y su frecuencia a
través de un módulo “SOURCE” y circularan pro el sistema diseñado durante todo el
tiempo del proceso que se estudió.
Recursos: Fueron definidos como recursos los operarios y las máquinas que se usaron a
través de los módulos “SERVER”.
Distancias : Se usaron los módulos “PATH” para los recorridos definiendo longitudes y
velocidades en los mismos
Para plantear el fin del proceso se usó el módulo que se encarga de que las entidades
dejen el sistema, el módulo “SINK”.
Imagen 4-4 Modelo conceptual de simulación en Simio fabricación troqueles
En realidad se plantearon una serie de restricciones de la simulación para acotar el
comportamiento del modelo, con la siguiente serie de hipótesis de partida:
Las máquinas no fallan, hay paradas de mantenimiento preventivo pero las máquinas
no fallan mientras la fabricación está en curso porque es muy difícil sin datos suficientes
establecer la frecuencia de averías.
Inicialmente no hay trabajos pendientes de realización. Si hay trabajos sin realizar del
turno anterior los valores de colas y tiempos de espera no se podrían evaluar
correctamente.
No existirán problemas de materia prima. Se supone un gestión logística buena que
mantendrá un stock suficiente para que el proceso no se detenga.
El tiempo de producción para la simulación es de 24 horas, es decir tres turnos de 8
horas. En aquellos turnos que deban estar trabajando ininterrumpidamente para
alcanzar la producción exigida durante las 8 horas laborales, durante los 30-35 min. de
parada del operario correspondiente, el puesto no deberá quedar libre, por lo que se
procederá a una sustitución de operario por otro durante ese tiempo. Esto se realizará
así para evitar una duplicación de todos los puestos de trabajo, puesto que supondría
un mayor coste para la empresa y no es necesario si adoptamos las medidas
adecuadas.
Se supondrá un grupo de pedidos típico compuesto de 10 troqueles rotativos y 2
troqueles planos ya que después de analizar los datos registrados en el ERP se observa
que la mayoría de los pedidos, alrededor de un 80% son troqueles rotativos.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 83
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.1.3 FASE 3: Test del modelo de Simulación
4.1.3.1 Verificación
Con la modelización hecha se puso el programa en funcionamiento con todos los
módulos interconectados para verificar que las entidades podían recorrer el camino a través de
todos estos módulos. Una vez que se ejecutó el modelo, las entidades se desplazaron de manera
correcta a través de los distintos elementos, resultando ser estas las que hacen evolucionar al
sistema. Se modelaron posteriormente los recursos (operarios y maquinaria) y se conectaron todos
los bloques.
Imagen 4-5 Modelo planta actual troqueles en ejecución
Se generaron los informes de los resultados obtenidos, para verificar que el sistema
funcionaba de manera positiva.
Se mostraron de dos maneras:
En forma de tabla seleccionando cada bloque y mostrando las estadísticas.
En forma de informe mostrando todas las estadísticas, ordenadas según cada
elemento simulado.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 84
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Tabla 4-4 Tablas de Resultados simulación
Tabla 4-5 Informes de Resultados simulación

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 85
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.1.3.1 Verificación
Una vez que se tuvo el modelo funcionando con los datos normalizados, se hizo una
comparativa entre los datos del ERP y los datos de la simulación resultando esta prácticamente
similar a la realidad, con lo que la modelización del sistema fue validada.
Tabla 4-6 Tabla comparativa para validación de datos
Grafico 4-3 Grafico comparativo para validación de datos
Tiempo Simio (H) Tiempo real en ERP
(H)
TROQUEL Nº1 12.1 11.9
TROQUEL Nº 2 15.5 15.0
TROQUEL Nº 3 4.3 3.8
TROQUEL Nº 4 3.2 3.1
TROQUEL Nº 5 3.1 2.8
TROQUEL Nº 6 15.6 15.2
TROQUEL Nº 7 7.4 7.1
TROQUEL Nº 8 12.5 12.9
TROQUEL Nº 9 16.5 16.1
TROQUEL Nº 10 13.2 13.7
TROQUEL Nº 11 5 4.0
TROQUEL Nº 12 9.9 10.3
0
2
4
6
8
10
12
14
16
18
1 2 3 4 5 6 7 8 9 10 11 12
Comparación y validación de datos
Resultados simulados Valores registrados ERP

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 86
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.1.3.2 KPI Lean Iniciales
Se establecieron los siguientes Valores de KPI iniciales para ver su evolución, divididos según
Criterio de productivo de eficiencia y de despilfarro
Eficiencia
Horas en estudio 24,00
nº operarios 7,00
Horas trabajadas totales 168,00
Unidades producidas 9,00
Productividad ( ud/HH) 0,05
LEAD TIME 12,13
TAKT TIME 18,67
WIP 1.512,00
OEE 0,65
Despilfarros
Tiempo Transporte 33,60
Tiempo Esperas 25,20
Inventario 2,67
Ocupación en planta 450,00
4.1.4 FASE 4: Diseño de los experimentos
A la hora de diseñar los experimentos se hizo la siguiente premisa de funcionamiento de
tres turnos de funcionamiento de 8 horas seguidos, con lo que la simulación se realizó en bloques
de 24 h con diferentes alternativas o pruebas:
Se establecieron producciones mínimas de 11 troqueles /día como las condiciones
reales.
Se buscan los diferentes cuellos de botella o limites de proceso, ya que hay recursos
que se usan de manera desequilibrada.
Redefinición de Lay Out Actual.
Se redistribuyeron los trabajadores por zonas.
Así es como quedaría la nueva distribución en planta tras los cambios y el modelo
experimental a utilizar en las simulaciones.
Imagen 4-6Modelo de planta de troqueles con mejoras en lay out

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 87
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.1.5 FASE 5: Análisis de los resultados.
Una vez puesto a simular el modelo mejorado obtenemos el siguiente análisis de resultados:
Lay Out: Con la nueva distribución se ajusta el espacio ocupado en función del peso
de los productos en valor, es decir el 20 % de los pedidos son de troqueles planos y
anteriormente tenía un área disponible muy superior a sus necesidades, esto ahora es
más acorde a la realidad.
Al cambiar la distribución de las máquinas acorde al flujo del proceso, podemos reducir
el tiempo de transporte en un tiempo muy elevado y eliminar los tiempos de espera
que se producían subiendo la ocupación de las máquinas y la productividad de los
operarios.
En realidad con ese esos cambios se buscó un flujo productivo lo más sencillo posible y
se obtuvo un aumento de productividad pasando de fabricar 9 troqueles a fabricar 11
troqueles en el mismo periodo de tiempo y con la misma mano de obra.
Imagen 4-7 Resultados comparando ambos modelos de simulación
Otra simulación con la que aumentamos trabajadores en la zona de la nave donde se
producía el cuello de botella haciendo la que la producción no fuese nivelada arrojó unos
resultados no concluyentes ya que el aumento de trabajadores no compensaba
económicamente ya que las máquinas no aumentan ni en ritmo ni en número y porque además
no hay espacio en el taller para colocar más maquinaria.
También se simuló una disminución de trabajadores en las zonas donde se producía más
rápido de lo que el cliente demandaba pero no resulto ser buena idea porque quedaban
pedidos sin atender con el riesgo de perder el cliente por no satisfacer su demanda.
Por último se hizo una redistribución de trabajadores en la fábrica haciendo una
producción nivelada y acorde a la demanda de pedidos pero los resultados tampoco son
concluyentes porque la factoría ya tiene bastante optimizado este punto teniendo trabajadores
flexibles que pueden desempeñar diferentes tareas y si la mayoría de pedidos son troqueles
rotativos casi todo el personal se dedica a troqueles rotativos y si la demanda es de troqueles
planos pues el personal se dedica a troqueles planos.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 88
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.1.5.1 KPI Lean Finales
Los KPI Finales obtenidos fueron:
Eficiencia
Horas en estudio 24,00
nº operarios 6,00
Horas trabajadas totales 144,00
Unidades producidas 11,00
Productividad ( ud/HH) 0,08
LEAD TIME 10,21
TAKT TIME 13,09
WIP 1.584,00
OEE 0,78
Despilfarros
Tiempo Transporte 17,28
Tiempo Esperas 14,40
Inventario 2,18
Ocupación en planta 360,00
4.1.6 Fase 6: Informes y documentación
En esta fase se documentan los resultados en un formato informe y se anexionan los
documentos en formato tablas que genera Simio tras las simulaciones que generan
Tras definir como debe ser el ciclo productivo que queremos poner a prueba y teniendo
conocimiento de qué recursos humanos y materiales son necesarios para poder llevarlo a cabo,
se ha modelado un sistema que refleje la realidad de la planta.
Una vez verificado y validado este modelo se han realizado varias pruebas de diferentes
diseños representativos del sistema a fin de encontrar uno que se ajuste de la mejor manera
posible a nuestros objetivos. Para ello se han tomado las suposiciones que se han considerado
oportunas y aquellos cambios en el sistema que a priori se ha considerado que podrían resultar
favorables a la solución final. Cabe decir que se han debido simplificar ciertos aspectos del
modelo inicial, en algunas ocasiones debido a que no han resultado relevantes puesto que no
afectaban de manera alguna al modelo, y en otros para evitar una complicación del sistema.
Aplicando la filosofía lean se han identificado una serie de propuestas de mejora en la
empresa que posteriormente se simularon obteniéndose unos parámetros de la simulación que
podrán ayudar a la gestión de la empresa en la toma de decisiones y alcanzar los objetivos
establecidos.
De los resultados se puede resaltar la infrautilización de algunos recursos y escaso tiempo
de trabajo útil de alguno de los operarios por culpa de desplazamientos innecesarios que no
aportan valor al producto.
Las propuestas de mejora generales fueron:
Un cambio en la distribución de las máquinas en la fábrica que conllevaba una
disminución del recorrido que los operarios tenían que realizar. Se buscó un flujo
productivo lo más sencillo posible.
Un aumento de trabajadores en la zona de la nave donde se producía el cuello de
botella haciendo la que la producción no fuese nivelada.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 89
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Una disminución de trabajadores en las zonas donde se producía más rápido de lo que
el cliente demandaba.
Redistribución de trabajadores en la fábrica haciendo una producción nivelada y
acorde a la demanda de pedidos.
Tras evaluar los resultados de las simulaciones se optó por un cambio en el lay out de la
planta con el que se obtuvo un aumento en la productividad cercana al 40 %.
Podemos ver la tabla resumen comparativa de las mejoras de los KPI antes y después
Antes Después %
Eficiencia
Horas en estudio 24,00 24,00
nº operarios 7,00 6,00 -14,29%
Horas trabajadas totales 168,00 144,00 -14,29%
Unidades producidas 9,00 11,00 22,22%
Productividad ( ud/HH) 0,05 0,08 42,59%
LEAD TIME 12,13 10,21 -15,84%
TAKT TIME 18,67 13,09 -29,87%
WIP 1.512,00 1.584,00 4,76%
OEE 0,65 0,78 20,00%
Despilfarros
Tiempo Transporte 33,60 17,28 -48,57%
Tiempo Esperas 25,20 14,40 -42,86%
Inventario 2,67 2,18 -18,18%
Ocupación en planta 450,00 360,00 -20,00%
Tabla 4-7 Tabla comparativa evolución KPI fabrica de troqueles
Se anexionan a continuación las tablas de Simio del modelo inicial y del modelo óptimo
realizado.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 90
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Interactive Detail Report Project: Tro - Actual
Model: Model Analyst Name: Daniel Prieto
Scenario: [Interactive Run]
NumberCreated - Total
Object Name Data Source Category Value
Pedido1 [Population] Throughput 3
Pedido10 [Population] Throughput 3
Pedido11 [Population] Throughput 3
Pedido12 [Population] Throughput 3
Pedido2 [Population] Throughput 3
Pedido3 [Population] Throughput 3
Pedido4 [Population] Throughput 3
Pedido5 [Population] Throughput 3
Pedido6 [Population] Throughput 3
Pedido7 [Population] Throughput 3
Pedido8 [Population] Throughput 3
Pedido9 [Population] Throughput 3
NumberDestroyed - Total
Object Name Data Source Category Value
Pedido1 [Population] Throughput 3
Pedido10 [Population] Throughput 0
Pedido11 [Population] Throughput 3
Pedido12 [Population] Throughput 3
Pedido2 [Population] Throughput 3
Pedido3 [Population] Throughput 3
Pedido4 [Population] Throughput 3
Pedido5 [Population] Throughput 3
Pedido6 [Population] Throughput 3
Pedido7 [Population] Throughput 3
Pedido8 [Population] Throughput 0
Pedido9 [Population] Throughput 0
NumberEntered - Total
Object Name Data Source Category Value
Combinar1 MemberInputBuffer Throughput 12
Combinar1 OutputBuffer Throughput 12
Combinar1 ParentInputBuffer Throughput 12
Combinar1 Processing Throughput 12
Combinar2 MemberInputBuffer Throughput 12
Combinar2 OutputBuffer Throughput 12
Combinar2 ParentInputBuffer Throughput 12
Combinar2 Processing Throughput 12
Path1 [Travelers] Throughput 2
Path10 [Travelers] Throughput 2
Path11 [Travelers] Throughput 10
Path12 [Travelers] Throughput 12

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 91
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path13 [Travelers] Throughput 2
Path14 [Travelers] Throughput 2
Path15 [Travelers] Throughput 2
Path19 [Travelers] Throughput 7
Path2 [Travelers] Throughput 2
Path21 [Travelers] Throughput 10
Path23 [Travelers] Throughput 2
Path24 [Travelers] Throughput 10
Path25 [Travelers] Throughput 10
Path27 [Travelers] Throughput 12
Path29 [Travelers] Throughput 7
Path3 [Travelers] Throughput 10
Path30 [Travelers] Throughput 12
Path35 [Travelers] Throughput 2
Path4 [Travelers] Throughput 12
Path41 [Travelers] Throughput 7
Path5 [Travelers] Throughput 2
Path6 [Travelers] Throughput 12
Path7 [Travelers] Throughput 12
Path8 [Travelers] Throughput 12
Path9 [Travelers] Throughput 10
Separador1 InputBuffer Throughput 12
Separador1 MemberOutputBuffer Throughput 12
Separador1 ParentOutputBuffer Throughput 12
Separador1 Processing Throughput 12
Separador2 InputBuffer Throughput 12
Separador2 MemberOutputBuffer Throughput 12
Separador2 ParentOutputBuffer Throughput 12
Separador2 Processing Throughput 12
CAD_TP InputBuffer Throughput 2
CAD_TP OutputBuffer Throughput 2
CAD_TP Processing Throughput 2
CAD_TR InputBuffer Throughput 10
CAD_TR OutputBuffer Throughput 10
CAD_TR Processing Throughput 10
COLOCACION_FLEJE_TP InputBuffer Throughput 2
COLOCACION_FLEJE_TP OutputBuffer Throughput 2
COLOCACION_FLEJE_TP Processing Throughput 2
COLOCACION_FLEJE_TR InputBuffer Throughput 10
COLOCACION_FLEJE_TR OutputBuffer Throughput 7
COLOCACION_FLEJE_TR Processing Throughput 10
COLOCACION_GOMA_TP InputBuffer Throughput 2
COLOCACION_GOMA_TP OutputBuffer Throughput 2
COLOCACION_GOMA_TP Processing Throughput 2
COLOCACION_GOMA_TR InputBuffer Throughput 7
COLOCACION_GOMA_TR OutputBuffer Throughput 7
COLOCACION_GOMA_TR Processing Throughput 7
CORTE_FLEJE InputBuffer Throughput 12

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 92
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
CORTE_FLEJE OutputBuffer Throughput 12
CORTE_FLEJE Processing Throughput 12
CORTE_GOMA InputBuffer Throughput 12
CORTE_GOMA OutputBuffer Throughput 12
CORTE_GOMA Processing Throughput 12
EMBALAJE InputBuffer Throughput 9
EMBALAJE OutputBuffer Throughput 9
EMBALAJE Processing Throughput 9
LASER_TP InputBuffer Throughput 2
LASER_TP OutputBuffer Throughput 2
LASER_TP Processing Throughput 2
LASER_TR InputBuffer Throughput 10
LASER_TR OutputBuffer Throughput 10
LASER_TR Processing Throughput 10
MONTAJE_TP InputBuffer Throughput 2
MONTAJE_TP OutputBuffer Throughput 2
MONTAJE_TP Processing Throughput 2
MONTAJE_TR InputBuffer Throughput 10
MONTAJE_TR OutputBuffer Throughput 10
MONTAJE_TR Processing Throughput 10
TP InputBuffer Throughput 2
TR InputBuffer Throughput 7
Pedidos OutputBuffer Throughput 12
NumberExited - Total
Object Name Data Source Category Value
Combinar1 MemberInputBuffer Throughput 12
Combinar1 OutputBuffer Throughput 12
Combinar1 ParentInputBuffer Throughput 12
Combinar1 Processing Throughput 12
Combinar2 MemberInputBuffer Throughput 12
Combinar2 OutputBuffer Throughput 12
Combinar2 ParentInputBuffer Throughput 12
Combinar2 Processing Throughput 12
Path1 [Travelers] Throughput 2
Path10 [Travelers] Throughput 2
Path11 [Travelers] Throughput 10
Path12 [Travelers] Throughput 12
Path13 [Travelers] Throughput 2
Path14 [Travelers] Throughput 2
Path15 [Travelers] Throughput 2
Path19 [Travelers] Throughput 7
Path2 [Travelers] Throughput 2
Path21 [Travelers] Throughput 10
Path23 [Travelers] Throughput 2
Path24 [Travelers] Throughput 10
Path25 [Travelers] Throughput 10
Path27 [Travelers] Throughput 12
Path29 [Travelers] Throughput 7
Path3 [Travelers] Throughput 10

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 93
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path30 [Travelers] Throughput 12
Path35 [Travelers] Throughput 2
Path4 [Travelers] Throughput 12
Path41 [Travelers] Throughput 7
Path5 [Travelers] Throughput 2
Path6 [Travelers] Throughput 12
Path7 [Travelers] Throughput 12
Path8 [Travelers] Throughput 12
Path9 [Travelers] Throughput 10
Separador1 InputBuffer Throughput 12
Separador1 MemberOutputBuffer Throughput 12
Separador1 ParentOutputBuffer Throughput 12
Separador1 Processing Throughput 12
Separador2 InputBuffer Throughput 12
Separador2 MemberOutputBuffer Throughput 12
Separador2 ParentOutputBuffer Throughput 12
Separador2 Processing Throughput 12
CAD_TP InputBuffer Throughput 2
CAD_TP OutputBuffer Throughput 2
CAD_TP Processing Throughput 2
CAD_TR InputBuffer Throughput 10
CAD_TR OutputBuffer Throughput 10
CAD_TR Processing Throughput 10
COLOCACION_FLEJE_TP InputBuffer Throughput 2
COLOCACION_FLEJE_TP OutputBuffer Throughput 2
COLOCACION_FLEJE_TP Processing Throughput 2
COLOCACION_FLEJE_TR InputBuffer Throughput 10
COLOCACION_FLEJE_TR OutputBuffer Throughput 7
COLOCACION_FLEJE_TR Processing Throughput 7
COLOCACION_GOMA_TP InputBuffer Throughput 2
COLOCACION_GOMA_TP OutputBuffer Throughput 2
COLOCACION_GOMA_TP Processing Throughput 2
COLOCACION_GOMA_TR InputBuffer Throughput 7
COLOCACION_GOMA_TR OutputBuffer Throughput 7
COLOCACION_GOMA_TR Processing Throughput 7
CORTE_FLEJE InputBuffer Throughput 12
CORTE_FLEJE OutputBuffer Throughput 12
CORTE_FLEJE Processing Throughput 12
CORTE_GOMA InputBuffer Throughput 12
CORTE_GOMA OutputBuffer Throughput 12
CORTE_GOMA Processing Throughput 12
EMBALAJE InputBuffer Throughput 9
EMBALAJE OutputBuffer Throughput 9
EMBALAJE Processing Throughput 9
LASER_TP InputBuffer Throughput 2
LASER_TP OutputBuffer Throughput 2
LASER_TP Processing Throughput 2
LASER_TR InputBuffer Throughput 10

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 94
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
LASER_TR OutputBuffer Throughput 10
LASER_TR Processing Throughput 10
MONTAJE_TP InputBuffer Throughput 2
MONTAJE_TP OutputBuffer Throughput 2
MONTAJE_TP Processing Throughput 2
MONTAJE_TR InputBuffer Throughput 10
MONTAJE_TR OutputBuffer Throughput 10
MONTAJE_TR Processing Throughput 10
TP InputBuffer Throughput 2
TR InputBuffer Throughput 7
Pedidos OutputBuffer Throughput 12
NumberInStation - Average
Object Name Data Source Category Value
Combinar1 MemberInputBuffer Content 3,11399
Combinar2 MemberInputBuffer Content 0,06049
Combinar2 ParentInputBuffer Content 2,55424
CAD_TP Processing Content 0,13906
CAD_TR InputBuffer Content 0,24882
CAD_TR Processing Content 0,63708
COLOCACION_FLEJE_TP Processing Content 0,19821
COLOCACION_FLEJE_TR InputBuffer Content 0,00505
COLOCACION_FLEJE_TR Processing Content 1,95473
COLOCACION_GOMA_TP Processing Content 0,13827
COLOCACION_GOMA_TR Processing Content 0,4622
CORTE_FLEJE InputBuffer Content 0,03548
CORTE_FLEJE Processing Content 0,524
EMBALAJE InputBuffer Content 0,02578
EMBALAJE Processing Content 0,18172
LASER_TP Processing Content 0,26987
LASER_TR InputBuffer Content 2,01508
LASER_TR Processing Content 0,76608
NumberInStation - Maximum
Object Name Data Source Category Value
Combinar1 MemberInputBuffer Content 8
Combinar2 MemberInputBuffer Content 1
Combinar2 ParentInputBuffer Content 7
CAD_TP Processing Content 1
CAD_TR InputBuffer Content 4
CAD_TR Processing Content 2
COLOCACION_FLEJE_TP Processing Content 1
COLOCACION_FLEJE_TR InputBuffer Content 1
COLOCACION_FLEJE_TR Processing Content 4
COLOCACION_GOMA_TP Processing Content 1
COLOCACION_GOMA_TR Processing Content 4
CORTE_FLEJE InputBuffer Content 2
CORTE_FLEJE Processing Content 2
EMBALAJE InputBuffer Content 1
EMBALAJE Processing Content 1
LASER_TP Processing Content 1

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 95
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
LASER_TR InputBuffer Content 6
LASER_TR Processing Content 1
NumberInStation - Minimum
Object Name Data Source Category Value
Combinar1 MemberInputBuffer Content 0
Combinar2 MemberInputBuffer Content 0
Combinar2 ParentInputBuffer Content 0
CAD_TP Processing Content 0
CAD_TR InputBuffer Content 0
CAD_TR Processing Content 0
COLOCACION_FLEJE_TP Processing Content 0
COLOCACION_FLEJE_TR InputBuffer Content 0
COLOCACION_FLEJE_TR Processing Content 0
COLOCACION_GOMA_TP Processing Content 0
COLOCACION_GOMA_TR Processing Content 0
CORTE_FLEJE InputBuffer Content 0
CORTE_FLEJE Processing Content 0
EMBALAJE InputBuffer Content 0
EMBALAJE Processing Content 0
LASER_TP Processing Content 0
LASER_TR InputBuffer Content 0
LASER_TR Processing Content 0
NumberInSystem - Average
Object Name Data Source Category Value
Pedido1 [Population] Content 1,45286
Pedido10 [Population] Content 1,74318
Pedido11 [Population] Content 1,00507
Pedido12 [Population] Content 1,07154
Pedido2 [Population] Content 2,30454
Pedido3 [Population] Content 1,02066
Pedido4 [Population] Content 1,40309
Pedido5 [Population] Content 1,82262
Pedido6 [Population] Content 1,94158
Pedido7 [Population] Content 1,84198
Pedido8 [Population] Content 1,89465
Pedido9 [Population] Content 1,76591
NumberInSystem - Maximum
Object Name Data Source Category Value
Pedido1 [Population] Content 3
Pedido10 [Population] Content 3
Pedido11 [Population] Content 3
Pedido12 [Population] Content 3
Pedido2 [Population] Content 3
Pedido3 [Population] Content 3
Pedido4 [Population] Content 3
Pedido5 [Population] Content 3
Pedido6 [Population] Content 3
Pedido7 [Population] Content 3
Pedido8 [Population] Content 3

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 96
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Pedido9 [Population] Content 3
NumberInSystem - Minimum
Object Name Data Source Category Value
Pedido1 [Population] Content 0
Pedido10 [Population] Content 0
Pedido11 [Population] Content 0
Pedido12 [Population] Content 0
Pedido2 [Population] Content 0
Pedido3 [Population] Content 0
Pedido4 [Population] Content 0
Pedido5 [Population] Content 0
Pedido6 [Population] Content 0
Pedido7 [Population] Content 0
Pedido8 [Population] Content 0
Pedido9 [Population] Content 0
NumberOnLink - Average
Object Name Data Source Category Value
Path1 [Travelers] Content 0,00002
Path10 [Travelers] Content 0,00002
Path11 [Travelers] Content 0,00012
Path12 [Travelers] Content 0,00024
Path13 [Travelers] Content 0,00002
Path14 [Travelers] Content 0,00002
Path15 [Travelers] Content 0,00002
Path19 [Travelers] Content 0,00008
Path2 [Travelers] Content 0,00002
Path21 [Travelers] Content 0,00012
Path23 [Travelers] Content 0,00002
Path24 [Travelers] Content 0,00012
Path25 [Travelers] Content 0,00012
Path27 [Travelers] Content 0,00014
Path29 [Travelers] Content 0,00008
Path3 [Travelers] Content 0,00231
Path30 [Travelers] Content 0,00014
Path35 [Travelers] Content 0,00002
Path4 [Travelers] Content 0,00014
Path41 [Travelers] Content 0,00008
Path5 [Travelers] Content 0,00002
Path6 [Travelers] Content 0,00014
Path7 [Travelers] Content 0,00014
Path8 [Travelers] Content 0,00014
Path9 [Travelers] Content 0,00012
NumberOnLink - Maximum
Object Name Data Source Category Value
Path1 [Travelers] Content 1
Path10 [Travelers] Content 1
Path11 [Travelers] Content 1
Path12 [Travelers] Content 1
Path13 [Travelers] Content 1

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 97
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path14 [Travelers] Content 1
Path15 [Travelers] Content 1
Path19 [Travelers] Content 1
Path2 [Travelers] Content 1
Path21 [Travelers] Content 1
Path23 [Travelers] Content 1
Path24 [Travelers] Content 1
Path25 [Travelers] Content 1
Path27 [Travelers] Content 1
Path29 [Travelers] Content 1
Path3 [Travelers] Content 1
Path30 [Travelers] Content 1
Path35 [Travelers] Content 1
Path4 [Travelers] Content 1
Path41 [Travelers] Content 1
Path5 [Travelers] Content 1
Path6 [Travelers] Content 1
Path7 [Travelers] Content 1
Path8 [Travelers] Content 1
Path9 [Travelers] Content 1
NumberOnLink - Minimum
Object Name Data Source Category Value
Path1 [Travelers] Content 0
Path10 [Travelers] Content 0
Path11 [Travelers] Content 0
Path12 [Travelers] Content 0
Path13 [Travelers] Content 0
Path14 [Travelers] Content 0
Path15 [Travelers] Content 0
Path19 [Travelers] Content 0
Path2 [Travelers] Content 0
Path21 [Travelers] Content 0
Path23 [Travelers] Content 0
Path24 [Travelers] Content 0
Path25 [Travelers] Content 0
Path27 [Travelers] Content 0
Path29 [Travelers] Content 0
Path3 [Travelers] Content 0
Path30 [Travelers] Content 0
Path35 [Travelers] Content 0
Path4 [Travelers] Content 0
Path41 [Travelers] Content 0
Path5 [Travelers] Content 0
Path6 [Travelers] Content 0
Path7 [Travelers] Content 0
Path8 [Travelers] Content 0
Path9 [Travelers] Content 0
ProcessingTime - Average (Hours)
Object Name Data Source Category Value

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 98
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
CAD_TP [Resource] ResourceState 1,66873
CAD_TR [Resource] ResourceState 4,84916
COLOCACION_FLEJE_TP [Resource] ResourceState 2,37857
COLOCACION_FLEJE_TR [Resource] ResourceState 18,78725
COLOCACION_GOMA_TP [Resource] ResourceState 1,65924
COLOCACION_GOMA_TR [Resource] ResourceState 2,46293
CORTE_FLEJE [Resource] ResourceState 4,36422
EMBALAJE [Resource] ResourceState 0,62303
LASER_TP [Resource] ResourceState 3,23843
LASER_TR [Resource] ResourceState 9,19292
ProcessingTime - Occurrences
Object Name Data Source Category Value
CAD_TP [Resource] ResourceState 2
CAD_TR [Resource] ResourceState 2
COLOCACION_FLEJE_TP [Resource] ResourceState 2
COLOCACION_FLEJE_TR [Resource] ResourceState 1
COLOCACION_GOMA_TP [Resource] ResourceState 2
COLOCACION_GOMA_TR [Resource] ResourceState 3
CORTE_FLEJE [Resource] ResourceState 2
EMBALAJE [Resource] ResourceState 7
LASER_TP [Resource] ResourceState 2
LASER_TR [Resource] ResourceState 2
ProcessingTime - Percent
Object Name Data Source Category Value
CAD_TP [Resource] ResourceState 13,90607
CAD_TR [Resource] ResourceState 40,40965
COLOCACION_FLEJE_TP [Resource] ResourceState 19,82144
COLOCACION_FLEJE_TR [Resource] ResourceState 78,2802
COLOCACION_GOMA_TP [Resource] ResourceState 13,82698
COLOCACION_GOMA_TR [Resource] ResourceState 30,78658
CORTE_FLEJE [Resource] ResourceState 36,36852
EMBALAJE [Resource] ResourceState 18,17161
LASER_TP [Resource] ResourceState 26,98693
LASER_TR [Resource] ResourceState 76,60766
ProcessingTime - Total (Hours)
Object Name Data Source Category Value
CAD_TP [Resource] ResourceState 3,33746
CAD_TR [Resource] ResourceState 9,69832
COLOCACION_FLEJE_TP [Resource] ResourceState 4,75715
COLOCACION_FLEJE_TR [Resource] ResourceState 18,78725
COLOCACION_GOMA_TP [Resource] ResourceState 3,31848
COLOCACION_GOMA_TR [Resource] ResourceState 7,38878
CORTE_FLEJE [Resource] ResourceState 8,72844
EMBALAJE [Resource] ResourceState 4,36119
LASER_TP [Resource] ResourceState 6,47686
LASER_TR [Resource] ResourceState 18,38584
ScheduledUtilization - Percent
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 0
Combinar2 [Resource] Capacity 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 99
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Separador1 [Resource] Capacity 0
Separador2 [Resource] Capacity 0
CAD_TP [Resource] Capacity 6,95304
CAD_TR [Resource] Capacity 31,8541
COLOCACION_FLEJE_TP [Resource] Capacity 9,91072
COLOCACION_FLEJE_TR [Resource] Capacity 48,86815
COLOCACION_GOMA_TP [Resource] Capacity 6,91349
COLOCACION_GOMA_TR [Resource] Capacity 11,55503
CORTE_FLEJE [Resource] Capacity 26,2
CORTE_GOMA [Resource] Capacity 0
EMBALAJE [Resource] Capacity 18,17161
LASER_TP [Resource] Capacity 26,98693
LASER_TR [Resource] Capacity 76,60766
MONTAJE_TP [Resource] Capacity 0
MONTAJE_TR [Resource] Capacity 0
StarvedTime - Average (Hours)
Object Name Data Source Category Value
Combinar1 [Resource] ResourceState 24
Combinar2 [Resource] ResourceState 24
Separador1 [Resource] ResourceState 24
Separador2 [Resource] ResourceState 24
CAD_TP [Resource] ResourceState 6,88751
CAD_TR [Resource] ResourceState 4,76723
COLOCACION_FLEJE_TP [Resource] ResourceState 6,41428
COLOCACION_FLEJE_TR [Resource] ResourceState 5,21275
COLOCACION_GOMA_TP [Resource] ResourceState 6,89384
COLOCACION_GOMA_TR [Resource] ResourceState 4,15281
CORTE_FLEJE [Resource] ResourceState 5,09052
CORTE_GOMA [Resource] ResourceState 24
EMBALAJE [Resource] ResourceState 2,45485
LASER_TP [Resource] ResourceState 5,84105
LASER_TR [Resource] ResourceState 1,87139
MONTAJE_TP [Resource] ResourceState 24
MONTAJE_TR [Resource] ResourceState 24
StarvedTime - Occurrences
Object Name Data Source Category Value
Combinar1 [Resource] ResourceState 1
Combinar2 [Resource] ResourceState 1
Separador1 [Resource] ResourceState 1
Separador2 [Resource] ResourceState 1
CAD_TP [Resource] ResourceState 3
CAD_TR [Resource] ResourceState 3
COLOCACION_FLEJE_TP [Resource] ResourceState 3
COLOCACION_FLEJE_TR [Resource] ResourceState 1
COLOCACION_GOMA_TP [Resource] ResourceState 3
COLOCACION_GOMA_TR [Resource] ResourceState 4
CORTE_FLEJE [Resource] ResourceState 3
CORTE_GOMA [Resource] ResourceState 1
EMBALAJE [Resource] ResourceState 8

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 100
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
LASER_TP [Resource] ResourceState 3
LASER_TR [Resource] ResourceState 3
MONTAJE_TP [Resource] ResourceState 1
MONTAJE_TR [Resource] ResourceState 1
StarvedTime - Percent
Object Name Data Source Category Value
Combinar1 [Resource] ResourceState 100
Combinar2 [Resource] ResourceState 100
Separador1 [Resource] ResourceState 100
Separador2 [Resource] ResourceState 100
CAD_TP [Resource] ResourceState 86,09393
CAD_TR [Resource] ResourceState 59,59035
COLOCACION_FLEJE_TP [Resource] ResourceState 80,17856
COLOCACION_FLEJE_TR [Resource] ResourceState 21,7198
COLOCACION_GOMA_TP [Resource] ResourceState 86,17302
COLOCACION_GOMA_TR [Resource] ResourceState 69,21342
CORTE_FLEJE [Resource] ResourceState 63,63148
CORTE_GOMA [Resource] ResourceState 100
EMBALAJE [Resource] ResourceState 81,82839
LASER_TP [Resource] ResourceState 73,01307
LASER_TR [Resource] ResourceState 23,39234
MONTAJE_TP [Resource] ResourceState 100
MONTAJE_TR [Resource] ResourceState 100
StarvedTime - Total (Hours)
Object Name Data Source Category Value
Combinar1 [Resource] ResourceState 24
Combinar2 [Resource] ResourceState 24
Separador1 [Resource] ResourceState 24
Separador2 [Resource] ResourceState 24
CAD_TP [Resource] ResourceState 20,66254
CAD_TR [Resource] ResourceState 14,30168
COLOCACION_FLEJE_TP [Resource] ResourceState 19,24285
COLOCACION_FLEJE_TR [Resource] ResourceState 5,21275
COLOCACION_GOMA_TP [Resource] ResourceState 20,68152
COLOCACION_GOMA_TR [Resource] ResourceState 16,61122
CORTE_FLEJE [Resource] ResourceState 15,27156
CORTE_GOMA [Resource] ResourceState 24
EMBALAJE [Resource] ResourceState 19,63881
LASER_TP [Resource] ResourceState 17,52314
LASER_TR [Resource] ResourceState 5,61416
MONTAJE_TP [Resource] ResourceState 24
MONTAJE_TR [Resource] ResourceState 24
TimeInStation - Average (Hours)
Object Name Data Source Category Value
Combinar1 MemberInputBuffer HoldingTime 6,22798
Combinar2 MemberInputBuffer HoldingTime 0,12097
Combinar2 ParentInputBuffer HoldingTime 5,10847
CAD_TP Processing HoldingTime 1,66873
CAD_TR InputBuffer HoldingTime 0,59716

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 101
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
CAD_TR Processing HoldingTime 1,529
COLOCACION_FLEJE_TP Processing HoldingTime 2,37857
COLOCACION_FLEJE_TR InputBuffer HoldingTime 0,01211
COLOCACION_FLEJE_TR Processing HoldingTime 5,14578
COLOCACION_GOMA_TP Processing HoldingTime 1,65924
COLOCACION_GOMA_TR Processing HoldingTime 1,58469
CORTE_FLEJE InputBuffer HoldingTime 0,07095
CORTE_FLEJE Processing HoldingTime 1,048
EMBALAJE InputBuffer HoldingTime 0,06875
EMBALAJE Processing HoldingTime 0,48458
LASER_TP Processing HoldingTime 3,23843
LASER_TR InputBuffer HoldingTime 4,83619
LASER_TR Processing HoldingTime 1,83858
TimeInStation - Maximum (Hours)
Object Name Data Source Category Value
Combinar1 MemberInputBuffer HoldingTime 11,51217
Combinar2 MemberInputBuffer HoldingTime 1,45168
Combinar2 ParentInputBuffer HoldingTime 10,99093
CAD_TP Processing HoldingTime 1,95931
CAD_TR InputBuffer HoldingTime 1,72389
CAD_TR Processing HoldingTime 2,36328
COLOCACION_FLEJE_TP Processing HoldingTime 2,51667
COLOCACION_FLEJE_TR InputBuffer HoldingTime 0,12114
COLOCACION_FLEJE_TR Processing HoldingTime 9,61593
COLOCACION_GOMA_TP Processing HoldingTime 2,50344
COLOCACION_GOMA_TR Processing HoldingTime 2,8519
CORTE_FLEJE InputBuffer HoldingTime 0,60269
CORTE_FLEJE Processing HoldingTime 2,42609
EMBALAJE InputBuffer HoldingTime 0,53768
EMBALAJE Processing HoldingTime 0,70546
LASER_TP Processing HoldingTime 3,88871
LASER_TR InputBuffer HoldingTime 9,99824
LASER_TR Processing HoldingTime 2,87736
TimeInStation - Minimum (Hours)
Object Name Data Source Category Value
Combinar1 MemberInputBuffer HoldingTime 2,34264
Combinar2 MemberInputBuffer HoldingTime 0
Combinar2 ParentInputBuffer HoldingTime 0
CAD_TP Processing HoldingTime 1,37815
CAD_TR InputBuffer HoldingTime 0
CAD_TR Processing HoldingTime 0,81852
COLOCACION_FLEJE_TP Processing HoldingTime 2,24047
COLOCACION_FLEJE_TR InputBuffer HoldingTime 0
COLOCACION_FLEJE_TR Processing HoldingTime 3,48124
COLOCACION_GOMA_TP Processing HoldingTime 0,81504
COLOCACION_GOMA_TR Processing HoldingTime 0,75833
CORTE_FLEJE InputBuffer HoldingTime 0
CORTE_FLEJE Processing HoldingTime 0,3918
EMBALAJE InputBuffer HoldingTime 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 102
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
EMBALAJE Processing HoldingTime 0,20238
LASER_TP Processing HoldingTime 2,58816
LASER_TR InputBuffer HoldingTime 0
LASER_TR Processing HoldingTime 0,96913
TimeInSystem - Average (Hours)
Object Name Data Source Category Value
Pedido1 [Population] FlowTime 11,62288
Pedido11 [Population] FlowTime 8,04054
Pedido12 [Population] FlowTime 8,57235
Pedido2 [Population] FlowTime 18,43631
Pedido3 [Population] FlowTime 8,16528
Pedido4 [Population] FlowTime 11,22473
Pedido5 [Population] FlowTime 14,58093
Pedido6 [Population] FlowTime 15,53261
Pedido7 [Population] FlowTime 14,73585
TP [DestroyedObjects] FlowTime 9,41958
TR [DestroyedObjects] FlowTime 14,91801
TimeInSystem - Maximum (Hours)
Object Name Data Source Category Value
Pedido1 [Population] FlowTime 13,19074
Pedido11 [Population] FlowTime 8,95995
Pedido12 [Population] FlowTime 9,87921
Pedido2 [Population] FlowTime 19,79828
Pedido3 [Population] FlowTime 9,124
Pedido4 [Population] FlowTime 12,4734
Pedido5 [Population] FlowTime 16,1389
Pedido6 [Population] FlowTime 16,94918
Pedido7 [Population] FlowTime 16,75157
TP [DestroyedObjects] FlowTime 9,87921
TR [DestroyedObjects] FlowTime 19,79828
TimeInSystem - Minimum (Hours)
Object Name Data Source Category Value
Pedido1 [Population] FlowTime 10,8388
Pedido11 [Population] FlowTime 7,58069
Pedido12 [Population] FlowTime 7,91878
Pedido2 [Population] FlowTime 17,75519
Pedido3 [Population] FlowTime 7,68577
Pedido4 [Population] FlowTime 10,60025
Pedido5 [Population] FlowTime 13,80181
Pedido6 [Population] FlowTime 14,82419
Pedido7 [Population] FlowTime 13,72786
TP [DestroyedObjects] FlowTime 8,95995
TR [DestroyedObjects] FlowTime 9,124
TimeInSystem - Observations
Object Name Data Source Category Value
TP [DestroyedObjects] FlowTime 2
TR [DestroyedObjects] FlowTime 7
TimeOnLink - Average (Hours)
Object Name Data Source Category Value
Path1 [Travelers] FlowTime 0,00028

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 103
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path10 [Travelers] FlowTime 0,00028
Path11 [Travelers] FlowTime 0,00028
Path12 [Travelers] FlowTime 0,00048
Path13 [Travelers] FlowTime 0,00028
Path14 [Travelers] FlowTime 0,00028
Path15 [Travelers] FlowTime 0,00028
Path19 [Travelers] FlowTime 0,00028
Path2 [Travelers] FlowTime 0,00028
Path21 [Travelers] FlowTime 0,00028
Path23 [Travelers] FlowTime 0,00028
Path24 [Travelers] FlowTime 0,00028
Path25 [Travelers] FlowTime 0,00028
Path27 [Travelers] FlowTime 0,00028
Path29 [Travelers] FlowTime 0,00028
Path3 [Travelers] FlowTime 0,00556
Path30 [Travelers] FlowTime 0,00028
Path35 [Travelers] FlowTime 0,00028
Path4 [Travelers] FlowTime 0,00028
Path41 [Travelers] FlowTime 0,00028
Path5 [Travelers] FlowTime 0,00028
Path6 [Travelers] FlowTime 0,00028
Path7 [Travelers] FlowTime 0,00028
Path8 [Travelers] FlowTime 0,00028
Path9 [Travelers] FlowTime 0,00028
TimeOnLink - Maximum (Hours)
Object Name Data Source Category Value
Path1 [Travelers] FlowTime 0,00028
Path10 [Travelers] FlowTime 0,00028
Path11 [Travelers] FlowTime 0,00028
Path12 [Travelers] FlowTime 0,00055
Path13 [Travelers] FlowTime 0,00028
Path14 [Travelers] FlowTime 0,00028
Path15 [Travelers] FlowTime 0,00028
Path19 [Travelers] FlowTime 0,00028
Path2 [Travelers] FlowTime 0,00028
Path21 [Travelers] FlowTime 0,00028
Path23 [Travelers] FlowTime 0,00028
Path24 [Travelers] FlowTime 0,00028
Path25 [Travelers] FlowTime 0,00028
Path27 [Travelers] FlowTime 0,00028
Path29 [Travelers] FlowTime 0,00028
Path3 [Travelers] FlowTime 0,00556
Path30 [Travelers] FlowTime 0,00028
Path35 [Travelers] FlowTime 0,00028
Path4 [Travelers] FlowTime 0,00028
Path41 [Travelers] FlowTime 0,00028
Path5 [Travelers] FlowTime 0,00028
Path6 [Travelers] FlowTime 0,00028
Path7 [Travelers] FlowTime 0,00028

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 104
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path8 [Travelers] FlowTime 0,00028
Path9 [Travelers] FlowTime 0,00028
TimeOnLink - Minimum (Hours)
Object Name Data Source Category Value
Path1 [Travelers] FlowTime 0,00028
Path10 [Travelers] FlowTime 0,00028
Path11 [Travelers] FlowTime 0,00028
Path12 [Travelers] FlowTime 0,00042
Path13 [Travelers] FlowTime 0,00028
Path14 [Travelers] FlowTime 0,00028
Path15 [Travelers] FlowTime 0,00028
Path19 [Travelers] FlowTime 0,00028
Path2 [Travelers] FlowTime 0,00028
Path21 [Travelers] FlowTime 0,00028
Path23 [Travelers] FlowTime 0,00028
Path24 [Travelers] FlowTime 0,00028
Path25 [Travelers] FlowTime 0,00028
Path27 [Travelers] FlowTime 0,00028
Path29 [Travelers] FlowTime 0,00028
Path3 [Travelers] FlowTime 0,00556
Path30 [Travelers] FlowTime 0,00028
Path35 [Travelers] FlowTime 0,00028
Path4 [Travelers] FlowTime 0,00028
Path41 [Travelers] FlowTime 0,00028
Path5 [Travelers] FlowTime 0,00028
Path6 [Travelers] FlowTime 0,00028
Path7 [Travelers] FlowTime 0,00028
Path8 [Travelers] FlowTime 0,00028
Path9 [Travelers] FlowTime 0,00028
UnitsAllocated - Total
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 12
Combinar2 [Resource] Capacity 12
Separador1 [Resource] Capacity 12
Separador2 [Resource] Capacity 12
CAD_TP [Resource] Capacity 2
CAD_TR [Resource] Capacity 10
COLOCACION_FLEJE_TP [Resource] Capacity 2
COLOCACION_FLEJE_TR [Resource] Capacity 10
COLOCACION_GOMA_TP [Resource] Capacity 2
COLOCACION_GOMA_TR [Resource] Capacity 7
CORTE_FLEJE [Resource] Capacity 12
CORTE_GOMA [Resource] Capacity 12
EMBALAJE [Resource] Capacity 9
LASER_TP [Resource] Capacity 2
LASER_TR [Resource] Capacity 10
MONTAJE_TP [Resource] Capacity 2
MONTAJE_TR [Resource] Capacity 10
UnitsScheduled - Average

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 105
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 1
Combinar2 [Resource] Capacity 1
Separador1 [Resource] Capacity 1
Separador2 [Resource] Capacity 1
CAD_TP [Resource] Capacity 2
CAD_TR [Resource] Capacity 2
COLOCACION_FLEJE_TP [Resource] Capacity 2
COLOCACION_FLEJE_TR [Resource] Capacity 4
COLOCACION_GOMA_TP [Resource] Capacity 2
COLOCACION_GOMA_TR [Resource] Capacity 4
CORTE_FLEJE [Resource] Capacity 2
CORTE_GOMA [Resource] Capacity 1
EMBALAJE [Resource] Capacity 1
LASER_TP [Resource] Capacity 1
LASER_TR [Resource] Capacity 1
MONTAJE_TP [Resource] Capacity 2
MONTAJE_TR [Resource] Capacity 4
UnitsScheduled - Maximum
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 1
Combinar2 [Resource] Capacity 1
Separador1 [Resource] Capacity 1
Separador2 [Resource] Capacity 1
CAD_TP [Resource] Capacity 2
CAD_TR [Resource] Capacity 2
COLOCACION_FLEJE_TP [Resource] Capacity 2
COLOCACION_FLEJE_TR [Resource] Capacity 4
COLOCACION_GOMA_TP [Resource] Capacity 2
COLOCACION_GOMA_TR [Resource] Capacity 4
CORTE_FLEJE [Resource] Capacity 2
CORTE_GOMA [Resource] Capacity 1
EMBALAJE [Resource] Capacity 1
LASER_TP [Resource] Capacity 1
LASER_TR [Resource] Capacity 1
MONTAJE_TP [Resource] Capacity 2
MONTAJE_TR [Resource] Capacity 4
UnitsScheduled - Minimum
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 1
Combinar2 [Resource] Capacity 1
Separador1 [Resource] Capacity 1
Separador2 [Resource] Capacity 1
CAD_TP [Resource] Capacity 2
CAD_TR [Resource] Capacity 2
COLOCACION_FLEJE_TP [Resource] Capacity 2
COLOCACION_FLEJE_TR [Resource] Capacity 4
COLOCACION_GOMA_TP [Resource] Capacity 2
COLOCACION_GOMA_TR [Resource] Capacity 4

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 106
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
CORTE_FLEJE [Resource] Capacity 2
CORTE_GOMA [Resource] Capacity 1
EMBALAJE [Resource] Capacity 1
LASER_TP [Resource] Capacity 1
LASER_TR [Resource] Capacity 1
MONTAJE_TP [Resource] Capacity 2
MONTAJE_TR [Resource] Capacity 4
UnitsUtilized - Average
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 0
Combinar2 [Resource] Capacity 0
Separador1 [Resource] Capacity 0
Separador2 [Resource] Capacity 0
CAD_TP [Resource] Capacity 0,13906
CAD_TR [Resource] Capacity 0,63708
COLOCACION_FLEJE_TP [Resource] Capacity 0,19821
COLOCACION_FLEJE_TR [Resource] Capacity 1,95473
COLOCACION_GOMA_TP [Resource] Capacity 0,13827
COLOCACION_GOMA_TR [Resource] Capacity 0,4622
CORTE_FLEJE [Resource] Capacity 0,524
CORTE_GOMA [Resource] Capacity 0
EMBALAJE [Resource] Capacity 0,18172
LASER_TP [Resource] Capacity 0,26987
LASER_TR [Resource] Capacity 0,76608
MONTAJE_TP [Resource] Capacity 0
MONTAJE_TR [Resource] Capacity 0
UnitsUtilized - Maximum
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 1
Combinar2 [Resource] Capacity 1
Separador1 [Resource] Capacity 1
Separador2 [Resource] Capacity 1
CAD_TP [Resource] Capacity 1
CAD_TR [Resource] Capacity 2
COLOCACION_FLEJE_TP [Resource] Capacity 1
COLOCACION_FLEJE_TR [Resource] Capacity 4
COLOCACION_GOMA_TP [Resource] Capacity 1
COLOCACION_GOMA_TR [Resource] Capacity 4
CORTE_FLEJE [Resource] Capacity 2
CORTE_GOMA [Resource] Capacity 1
EMBALAJE [Resource] Capacity 1
LASER_TP [Resource] Capacity 1
LASER_TR [Resource] Capacity 1
MONTAJE_TP [Resource] Capacity 1
MONTAJE_TR [Resource] Capacity 1
UnitsUtilized - Minimum
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 0
Combinar2 [Resource] Capacity 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 107
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Separador1 [Resource] Capacity 0
Separador2 [Resource] Capacity 0
CAD_TP [Resource] Capacity 0
CAD_TR [Resource] Capacity 0
COLOCACION_FLEJE_TP [Resource] Capacity 0
COLOCACION_FLEJE_TR [Resource] Capacity 0
COLOCACION_GOMA_TP [Resource] Capacity 0
COLOCACION_GOMA_TR [Resource] Capacity 0
CORTE_FLEJE [Resource] Capacity 0
CORTE_GOMA [Resource] Capacity 0
EMBALAJE [Resource] Capacity 0
LASER_TP [Resource] Capacity 0
LASER_TR [Resource] Capacity 0
MONTAJE_TP [Resource] Capacity 0
MONTAJE_TR [Resource] Capacity 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 108
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Interactive Detail Report Project: Tro - Mejorada
Model: Model Analyst Name: Daniel Prieto
Scenario: [Interactive Run]
NumberCreated - Total
Object Name Data Source Category Value
Pedido1 [Population] Throughput 3
Pedido10 [Population] Throughput 3
Pedido11 [Population] Throughput 3
Pedido12 [Population] Throughput 3
Pedido2 [Population] Throughput 3
Pedido3 [Population] Throughput 3
Pedido4 [Population] Throughput 3
Pedido5 [Population] Throughput 3
Pedido6 [Population] Throughput 3
Pedido7 [Population] Throughput 3
Pedido8 [Population] Throughput 3
Pedido9 [Population] Throughput 3
NumberDestroyed - Total
Object Name Data Source Category Value
Pedido1 [Population] Throughput 3
Pedido10 [Population] Throughput 0
Pedido11 [Population] Throughput 3
Pedido12 [Population] Throughput 3
Pedido2 [Population] Throughput 0
Pedido3 [Population] Throughput 3
Pedido4 [Population] Throughput 3
Pedido5 [Population] Throughput 3
Pedido6 [Population] Throughput 3
Pedido7 [Population] Throughput 3
Pedido8 [Population] Throughput 0
Pedido9 [Population] Throughput 0
NumberEntered - Total
Object Name Data Source Category Value
Combinar1 MemberInputBuffer Throughput 12
Combinar1 OutputBuffer Throughput 12
Combinar1 ParentInputBuffer Throughput 12
Combinar1 Processing Throughput 12
Combinar2 MemberInputBuffer Throughput 12
Combinar2 OutputBuffer Throughput 12
Combinar2 ParentInputBuffer Throughput 12
Combinar2 Processing Throughput 12
Path1 [Travelers] Throughput 2
Path10 [Travelers] Throughput 2
Path11 [Travelers] Throughput 10
Path12 [Travelers] Throughput 12
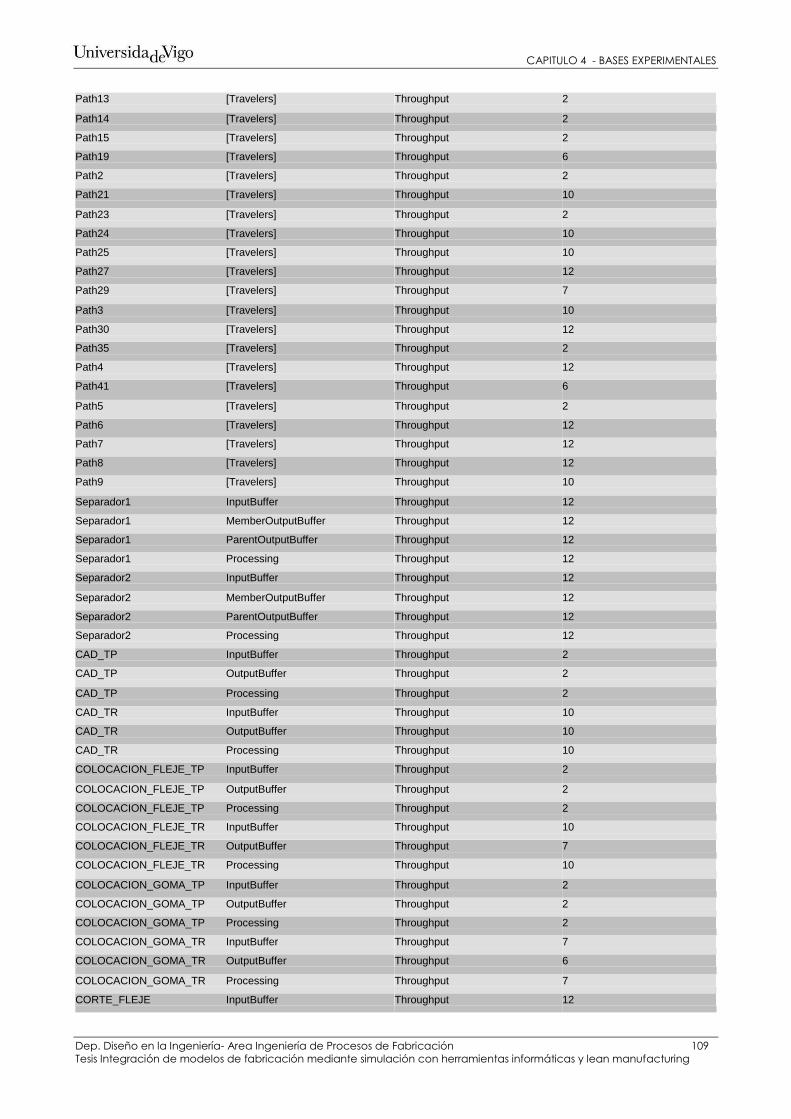
CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 109
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path13 [Travelers] Throughput 2
Path14 [Travelers] Throughput 2
Path15 [Travelers] Throughput 2
Path19 [Travelers] Throughput 6
Path2 [Travelers] Throughput 2
Path21 [Travelers] Throughput 10
Path23 [Travelers] Throughput 2
Path24 [Travelers] Throughput 10
Path25 [Travelers] Throughput 10
Path27 [Travelers] Throughput 12
Path29 [Travelers] Throughput 7
Path3 [Travelers] Throughput 10
Path30 [Travelers] Throughput 12
Path35 [Travelers] Throughput 2
Path4 [Travelers] Throughput 12
Path41 [Travelers] Throughput 6
Path5 [Travelers] Throughput 2
Path6 [Travelers] Throughput 12
Path7 [Travelers] Throughput 12
Path8 [Travelers] Throughput 12
Path9 [Travelers] Throughput 10
Separador1 InputBuffer Throughput 12
Separador1 MemberOutputBuffer Throughput 12
Separador1 ParentOutputBuffer Throughput 12
Separador1 Processing Throughput 12
Separador2 InputBuffer Throughput 12
Separador2 MemberOutputBuffer Throughput 12
Separador2 ParentOutputBuffer Throughput 12
Separador2 Processing Throughput 12
CAD_TP InputBuffer Throughput 2
CAD_TP OutputBuffer Throughput 2
CAD_TP Processing Throughput 2
CAD_TR InputBuffer Throughput 10
CAD_TR OutputBuffer Throughput 10
CAD_TR Processing Throughput 10
COLOCACION_FLEJE_TP InputBuffer Throughput 2
COLOCACION_FLEJE_TP OutputBuffer Throughput 2
COLOCACION_FLEJE_TP Processing Throughput 2
COLOCACION_FLEJE_TR InputBuffer Throughput 10
COLOCACION_FLEJE_TR OutputBuffer Throughput 7
COLOCACION_FLEJE_TR Processing Throughput 10
COLOCACION_GOMA_TP InputBuffer Throughput 2
COLOCACION_GOMA_TP OutputBuffer Throughput 2
COLOCACION_GOMA_TP Processing Throughput 2
COLOCACION_GOMA_TR InputBuffer Throughput 7
COLOCACION_GOMA_TR OutputBuffer Throughput 6
COLOCACION_GOMA_TR Processing Throughput 7
CORTE_FLEJE InputBuffer Throughput 12

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 110
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
CORTE_FLEJE OutputBuffer Throughput 12
CORTE_FLEJE Processing Throughput 12
CORTE_GOMA InputBuffer Throughput 12
CORTE_GOMA OutputBuffer Throughput 12
CORTE_GOMA Processing Throughput 12
EMBALAJE InputBuffer Throughput 8
EMBALAJE OutputBuffer Throughput 8
EMBALAJE Processing Throughput 8
LASER_TP InputBuffer Throughput 2
LASER_TP OutputBuffer Throughput 2
LASER_TP Processing Throughput 2
LASER_TR InputBuffer Throughput 10
LASER_TR OutputBuffer Throughput 10
LASER_TR Processing Throughput 10
MONTAJE_TP InputBuffer Throughput 2
MONTAJE_TP OutputBuffer Throughput 2
MONTAJE_TP Processing Throughput 2
MONTAJE_TR InputBuffer Throughput 10
MONTAJE_TR OutputBuffer Throughput 10
MONTAJE_TR Processing Throughput 10
TP InputBuffer Throughput 2
TR InputBuffer Throughput 6
Pedidos OutputBuffer Throughput 12
NumberExited - Total
Object Name Data Source Category Value
Combinar1 MemberInputBuffer Throughput 12
Combinar1 OutputBuffer Throughput 12
Combinar1 ParentInputBuffer Throughput 12
Combinar1 Processing Throughput 12
Combinar2 MemberInputBuffer Throughput 12
Combinar2 OutputBuffer Throughput 12
Combinar2 ParentInputBuffer Throughput 12
Combinar2 Processing Throughput 12
Path1 [Travelers] Throughput 2
Path10 [Travelers] Throughput 2
Path11 [Travelers] Throughput 10
Path12 [Travelers] Throughput 12
Path13 [Travelers] Throughput 2
Path14 [Travelers] Throughput 2
Path15 [Travelers] Throughput 2
Path19 [Travelers] Throughput 6
Path2 [Travelers] Throughput 2
Path21 [Travelers] Throughput 10
Path23 [Travelers] Throughput 2
Path24 [Travelers] Throughput 10
Path25 [Travelers] Throughput 10
Path27 [Travelers] Throughput 12
Path29 [Travelers] Throughput 7
Path3 [Travelers] Throughput 10

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 111
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path30 [Travelers] Throughput 12
Path35 [Travelers] Throughput 2
Path4 [Travelers] Throughput 12
Path41 [Travelers] Throughput 6
Path5 [Travelers] Throughput 2
Path6 [Travelers] Throughput 12
Path7 [Travelers] Throughput 12
Path8 [Travelers] Throughput 12
Path9 [Travelers] Throughput 10
Separador1 InputBuffer Throughput 12
Separador1 MemberOutputBuffer Throughput 12
Separador1 ParentOutputBuffer Throughput 12
Separador1 Processing Throughput 12
Separador2 InputBuffer Throughput 12
Separador2 MemberOutputBuffer Throughput 12
Separador2 ParentOutputBuffer Throughput 12
Separador2 Processing Throughput 12
CAD_TP InputBuffer Throughput 2
CAD_TP OutputBuffer Throughput 2
CAD_TP Processing Throughput 2
CAD_TR InputBuffer Throughput 10
CAD_TR OutputBuffer Throughput 10
CAD_TR Processing Throughput 10
COLOCACION_FLEJE_TP InputBuffer Throughput 2
COLOCACION_FLEJE_TP OutputBuffer Throughput 2
COLOCACION_FLEJE_TP Processing Throughput 2
COLOCACION_FLEJE_TR InputBuffer Throughput 10
COLOCACION_FLEJE_TR OutputBuffer Throughput 7
COLOCACION_FLEJE_TR Processing Throughput 7
COLOCACION_GOMA_TP InputBuffer Throughput 2
COLOCACION_GOMA_TP OutputBuffer Throughput 2
COLOCACION_GOMA_TP Processing Throughput 2
COLOCACION_GOMA_TR InputBuffer Throughput 7
COLOCACION_GOMA_TR OutputBuffer Throughput 6
COLOCACION_GOMA_TR Processing Throughput 6
CORTE_FLEJE InputBuffer Throughput 12
CORTE_FLEJE OutputBuffer Throughput 12
CORTE_FLEJE Processing Throughput 12
CORTE_GOMA InputBuffer Throughput 12
CORTE_GOMA OutputBuffer Throughput 12
CORTE_GOMA Processing Throughput 12
EMBALAJE InputBuffer Throughput 8
EMBALAJE OutputBuffer Throughput 8
EMBALAJE Processing Throughput 8
LASER_TP InputBuffer Throughput 2
LASER_TP OutputBuffer Throughput 2
LASER_TP Processing Throughput 2
LASER_TR InputBuffer Throughput 10

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 112
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
LASER_TR OutputBuffer Throughput 10
LASER_TR Processing Throughput 10
MONTAJE_TP InputBuffer Throughput 2
MONTAJE_TP OutputBuffer Throughput 2
MONTAJE_TP Processing Throughput 2
MONTAJE_TR InputBuffer Throughput 10
MONTAJE_TR OutputBuffer Throughput 10
MONTAJE_TR Processing Throughput 10
TP InputBuffer Throughput 2
TR InputBuffer Throughput 6
Pedidos OutputBuffer Throughput 12
NumberInStation - Average
Object Name Data Source Category Value
Combinar1 MemberInputBuffer Content 3,22841
Combinar2 MemberInputBuffer Content 0,0584
Combinar2 ParentInputBuffer Content 2,66866
CAD_TP Processing Content 0,13906
CAD_TR InputBuffer Content 0,24882
CAD_TR Processing Content 0,63708
COLOCACION_FLEJE_TP Processing Content 0,19821
COLOCACION_FLEJE_TR Processing Content 1,67724
COLOCACION_GOMA_TP Processing Content 0,15434
COLOCACION_GOMA_TR Processing Content 0,54167
CORTE_FLEJE InputBuffer Content 0,03548
CORTE_FLEJE Processing Content 0,524
EMBALAJE Processing Content 0,12979
LASER_TP Processing Content 0,26987
LASER_TR InputBuffer Content 2,07565
LASER_TR Processing Content 0,80118
NumberInStation - Maximum
Object Name Data Source Category Value
Combinar1 MemberInputBuffer Content 8
Combinar2 MemberInputBuffer Content 1
Combinar2 ParentInputBuffer Content 7
CAD_TP Processing Content 1
CAD_TR InputBuffer Content 4
CAD_TR Processing Content 2
COLOCACION_FLEJE_TP Processing Content 1
COLOCACION_FLEJE_TR Processing Content 4
COLOCACION_GOMA_TP Processing Content 1
COLOCACION_GOMA_TR Processing Content 2
CORTE_FLEJE InputBuffer Content 2
CORTE_FLEJE Processing Content 2
EMBALAJE Processing Content 1
LASER_TP Processing Content 1
LASER_TR InputBuffer Content 6
LASER_TR Processing Content 1
NumberInStation - Minimum
Object Name Data Source Category Value

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 113
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Combinar1 MemberInputBuffer Content 0
Combinar2 MemberInputBuffer Content 0
Combinar2 ParentInputBuffer Content 0
CAD_TP Processing Content 0
CAD_TR InputBuffer Content 0
CAD_TR Processing Content 0
COLOCACION_FLEJE_TP Processing Content 0
COLOCACION_FLEJE_TR Processing Content 0
COLOCACION_GOMA_TP Processing Content 0
COLOCACION_GOMA_TR Processing Content 0
CORTE_FLEJE InputBuffer Content 0
CORTE_FLEJE Processing Content 0
EMBALAJE Processing Content 0
LASER_TP Processing Content 0
LASER_TR InputBuffer Content 0
LASER_TR Processing Content 0
NumberInSystem - Average
Object Name Data Source Category Value
Pedido1 [Population] Content 1,45286
Pedido10 [Population] Content 1,74318
Pedido11 [Population] Content 1,05236
Pedido12 [Population] Content 1,1025
Pedido2 [Population] Content 2,41934
Pedido3 [Population] Content 1,02691
Pedido4 [Population] Content 1,25133
Pedido5 [Population] Content 1,48993
Pedido6 [Population] Content 1,98677
Pedido7 [Population] Content 1,63104
Pedido8 [Population] Content 1,89465
Pedido9 [Population] Content 1,76591
NumberInSystem - Maximum
Object Name Data Source Category Value
Pedido1 [Population] Content 3
Pedido10 [Population] Content 3
Pedido11 [Population] Content 3
Pedido12 [Population] Content 3
Pedido2 [Population] Content 3
Pedido3 [Population] Content 3
Pedido4 [Population] Content 3
Pedido5 [Population] Content 3
Pedido6 [Population] Content 3
Pedido7 [Population] Content 3
Pedido8 [Population] Content 3
Pedido9 [Population] Content 3
NumberInSystem - Minimum
Object Name Data Source Category Value
Pedido1 [Population] Content 0
Pedido10 [Population] Content 0
Pedido11 [Population] Content 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 114
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Pedido12 [Population] Content 0
Pedido2 [Population] Content 0
Pedido3 [Population] Content 0
Pedido4 [Population] Content 0
Pedido5 [Population] Content 0
Pedido6 [Population] Content 0
Pedido7 [Population] Content 0
Pedido8 [Population] Content 0
Pedido9 [Population] Content 0
NumberOnLink - Average
Object Name Data Source Category Value
Path1 [Travelers] Content 0,00002
Path10 [Travelers] Content 0,00002
Path11 [Travelers] Content 0,00012
Path12 [Travelers] Content 0,00024
Path13 [Travelers] Content 0,00002
Path14 [Travelers] Content 0,00002
Path15 [Travelers] Content 0,00002
Path19 [Travelers] Content 0,00007
Path2 [Travelers] Content 0,00002
Path21 [Travelers] Content 0,00012
Path23 [Travelers] Content 0,00002
Path24 [Travelers] Content 0,00012
Path25 [Travelers] Content 0,00012
Path27 [Travelers] Content 0,00014
Path29 [Travelers] Content 0,00008
Path3 [Travelers] Content 0,02315
Path30 [Travelers] Content 0,00014
Path35 [Travelers] Content 0,00002
Path4 [Travelers] Content 0,00014
Path41 [Travelers] Content 0,00007
Path5 [Travelers] Content 0,00002
Path6 [Travelers] Content 0,00014
Path7 [Travelers] Content 0,00014
Path8 [Travelers] Content 0,00014
Path9 [Travelers] Content 0,00012
NumberOnLink - Maximum
Object Name Data Source Category Value
Path1 [Travelers] Content 1
Path10 [Travelers] Content 1
Path11 [Travelers] Content 1
Path12 [Travelers] Content 1
Path13 [Travelers] Content 1
Path14 [Travelers] Content 1
Path15 [Travelers] Content 1
Path19 [Travelers] Content 1
Path2 [Travelers] Content 1
Path21 [Travelers] Content 1
Path23 [Travelers] Content 1

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 115
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path24 [Travelers] Content 1
Path25 [Travelers] Content 1
Path27 [Travelers] Content 1
Path29 [Travelers] Content 1
Path3 [Travelers] Content 2
Path30 [Travelers] Content 1
Path35 [Travelers] Content 1
Path4 [Travelers] Content 1
Path41 [Travelers] Content 1
Path5 [Travelers] Content 1
Path6 [Travelers] Content 1
Path7 [Travelers] Content 1
Path8 [Travelers] Content 1
Path9 [Travelers] Content 1
NumberOnLink - Minimum
Object Name Data Source Category Value
Path1 [Travelers] Content 0
Path10 [Travelers] Content 0
Path11 [Travelers] Content 0
Path12 [Travelers] Content 0
Path13 [Travelers] Content 0
Path14 [Travelers] Content 0
Path15 [Travelers] Content 0
Path19 [Travelers] Content 0
Path2 [Travelers] Content 0
Path21 [Travelers] Content 0
Path23 [Travelers] Content 0
Path24 [Travelers] Content 0
Path25 [Travelers] Content 0
Path27 [Travelers] Content 0
Path29 [Travelers] Content 0
Path3 [Travelers] Content 0
Path30 [Travelers] Content 0
Path35 [Travelers] Content 0
Path4 [Travelers] Content 0
Path41 [Travelers] Content 0
Path5 [Travelers] Content 0
Path6 [Travelers] Content 0
Path7 [Travelers] Content 0
Path8 [Travelers] Content 0
Path9 [Travelers] Content 0
ProcessingTime - Average (Hours)
Object Name Data Source Category Value
CAD_TP [Resource] ResourceState 1,66873
CAD_TR [Resource] ResourceState 4,84916
COLOCACION_FLEJE_TP [Resource] ResourceState 2,37857
COLOCACION_FLEJE_TR [Resource] ResourceState 18,78725
COLOCACION_GOMA_TP [Resource] ResourceState 1,85209
COLOCACION_GOMA_TR [Resource] ResourceState 2,47633

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 116
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
CORTE_FLEJE [Resource] ResourceState 4,36422
EMBALAJE [Resource] ResourceState 0,38938
LASER_TP [Resource] ResourceState 3,23843
LASER_TR [Resource] ResourceState 9,61419
ProcessingTime - Occurrences
Object Name Data Source Category Value
CAD_TP [Resource] ResourceState 2
CAD_TR [Resource] ResourceState 2
COLOCACION_FLEJE_TP [Resource] ResourceState 2
COLOCACION_FLEJE_TR [Resource] ResourceState 1
COLOCACION_GOMA_TP [Resource] ResourceState 2
COLOCACION_GOMA_TR [Resource] ResourceState 4
CORTE_FLEJE [Resource] ResourceState 2
EMBALAJE [Resource] ResourceState 8
LASER_TP [Resource] ResourceState 2
LASER_TR [Resource] ResourceState 2
ProcessingTime - Percent
Object Name Data Source Category Value
CAD_TP [Resource] ResourceState 13,90607
CAD_TR [Resource] ResourceState 40,40965
COLOCACION_FLEJE_TP [Resource] ResourceState 19,82144
COLOCACION_FLEJE_TR [Resource] ResourceState 78,2802
COLOCACION_GOMA_TP [Resource] ResourceState 15,43405
COLOCACION_GOMA_TR [Resource] ResourceState 41,27225
CORTE_FLEJE [Resource] ResourceState 36,36852
EMBALAJE [Resource] ResourceState 12,97931
LASER_TP [Resource] ResourceState 26,98693
LASER_TR [Resource] ResourceState 80,11828
ProcessingTime - Total (Hours)
Object Name Data Source Category Value
CAD_TP [Resource] ResourceState 3,33746
CAD_TR [Resource] ResourceState 9,69832
COLOCACION_FLEJE_TP [Resource] ResourceState 4,75715
COLOCACION_FLEJE_TR [Resource] ResourceState 18,78725
COLOCACION_GOMA_TP [Resource] ResourceState 3,70417
COLOCACION_GOMA_TR [Resource] ResourceState 9,90534
CORTE_FLEJE [Resource] ResourceState 8,72844
EMBALAJE [Resource] ResourceState 3,11504
LASER_TP [Resource] ResourceState 6,47686
LASER_TR [Resource] ResourceState 19,22839
ScheduledUtilization - Percent
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 0
Combinar2 [Resource] Capacity 0
Separador1 [Resource] Capacity 0
Separador2 [Resource] Capacity 0
CAD_TP [Resource] Capacity 6,95304
CAD_TR [Resource] Capacity 31,8541
COLOCACION_FLEJE_TP [Resource] Capacity 9,91072
COLOCACION_FLEJE_TR [Resource] Capacity 41,93106

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 117
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
COLOCACION_GOMA_TP [Resource] Capacity 7,71702
COLOCACION_GOMA_TR [Resource] Capacity 13,54164
CORTE_FLEJE [Resource] Capacity 26,2
CORTE_GOMA [Resource] Capacity 0
EMBALAJE [Resource] Capacity 12,97931
LASER_TP [Resource] Capacity 26,98693
LASER_TR [Resource] Capacity 80,11828
MONTAJE_TP [Resource] Capacity 0
MONTAJE_TR [Resource] Capacity 0
StarvedTime - Average (Hours)
Object Name Data Source Category Value
Combinar1 [Resource] ResourceState 24
Combinar2 [Resource] ResourceState 24
Separador1 [Resource] ResourceState 24
Separador2 [Resource] ResourceState 24
CAD_TP [Resource] ResourceState 6,88751
CAD_TR [Resource] ResourceState 4,76723
COLOCACION_FLEJE_TP [Resource] ResourceState 6,41428
COLOCACION_FLEJE_TR [Resource] ResourceState 5,21275
COLOCACION_GOMA_TP [Resource] ResourceState 6,76528
COLOCACION_GOMA_TR [Resource] ResourceState 3,52367
CORTE_FLEJE [Resource] ResourceState 5,09052
CORTE_GOMA [Resource] ResourceState 24
EMBALAJE [Resource] ResourceState 2,32055
LASER_TP [Resource] ResourceState 5,84105
LASER_TR [Resource] ResourceState 1,59054
MONTAJE_TP [Resource] ResourceState 24
MONTAJE_TR [Resource] ResourceState 24
StarvedTime - Occurrences
Object Name Data Source Category Value
Combinar1 [Resource] ResourceState 1
Combinar2 [Resource] ResourceState 1
Separador1 [Resource] ResourceState 1
Separador2 [Resource] ResourceState 1
CAD_TP [Resource] ResourceState 3
CAD_TR [Resource] ResourceState 3
COLOCACION_FLEJE_TP [Resource] ResourceState 3
COLOCACION_FLEJE_TR [Resource] ResourceState 1
COLOCACION_GOMA_TP [Resource] ResourceState 3
COLOCACION_GOMA_TR [Resource] ResourceState 4
CORTE_FLEJE [Resource] ResourceState 3
CORTE_GOMA [Resource] ResourceState 1
EMBALAJE [Resource] ResourceState 9
LASER_TP [Resource] ResourceState 3
LASER_TR [Resource] ResourceState 3
MONTAJE_TP [Resource] ResourceState 1
MONTAJE_TR [Resource] ResourceState 1
StarvedTime - Percent
Object Name Data Source Category Value

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 118
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Combinar1 [Resource] ResourceState 100
Combinar2 [Resource] ResourceState 100
Separador1 [Resource] ResourceState 100
Separador2 [Resource] ResourceState 100
CAD_TP [Resource] ResourceState 86,09393
CAD_TR [Resource] ResourceState 59,59035
COLOCACION_FLEJE_TP [Resource] ResourceState 80,17856
COLOCACION_FLEJE_TR [Resource] ResourceState 21,7198
COLOCACION_GOMA_TP [Resource] ResourceState 84,56595
COLOCACION_GOMA_TR [Resource] ResourceState 58,72775
CORTE_FLEJE [Resource] ResourceState 63,63148
CORTE_GOMA [Resource] ResourceState 100
EMBALAJE [Resource] ResourceState 87,02069
LASER_TP [Resource] ResourceState 73,01307
LASER_TR [Resource] ResourceState 19,88172
MONTAJE_TP [Resource] ResourceState 100
MONTAJE_TR [Resource] ResourceState 100
StarvedTime - Total (Hours)
Object Name Data Source Category Value
Combinar1 [Resource] ResourceState 24
Combinar2 [Resource] ResourceState 24
Separador1 [Resource] ResourceState 24
Separador2 [Resource] ResourceState 24
CAD_TP [Resource] ResourceState 20,66254
CAD_TR [Resource] ResourceState 14,30168
COLOCACION_FLEJE_TP [Resource] ResourceState 19,24285
COLOCACION_FLEJE_TR [Resource] ResourceState 5,21275
COLOCACION_GOMA_TP [Resource] ResourceState 20,29583
COLOCACION_GOMA_TR [Resource] ResourceState 14,09466
CORTE_FLEJE [Resource] ResourceState 15,27156
CORTE_GOMA [Resource] ResourceState 24
EMBALAJE [Resource] ResourceState 20,88496
LASER_TP [Resource] ResourceState 17,52314
LASER_TR [Resource] ResourceState 4,77161
MONTAJE_TP [Resource] ResourceState 24
MONTAJE_TR [Resource] ResourceState 24
TimeInStation - Average (Hours)
Object Name Data Source Category Value
Combinar1 MemberInputBuffer HoldingTime 6,45683
Combinar2 MemberInputBuffer HoldingTime 0,11681
Combinar2 ParentInputBuffer HoldingTime 5,33732
CAD_TP Processing HoldingTime 1,66873
CAD_TR InputBuffer HoldingTime 0,59716
CAD_TR Processing HoldingTime 1,529
COLOCACION_FLEJE_TP Processing HoldingTime 2,37857
COLOCACION_FLEJE_TR Processing HoldingTime 4,45615
COLOCACION_GOMA_TP Processing HoldingTime 1,85209
COLOCACION_GOMA_TR Processing HoldingTime 1,42921
CORTE_FLEJE InputBuffer HoldingTime 0,07095

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 119
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
CORTE_FLEJE Processing HoldingTime 1,048
EMBALAJE Processing HoldingTime 0,38938
LASER_TP Processing HoldingTime 3,23843
LASER_TR InputBuffer HoldingTime 4,98156
LASER_TR Processing HoldingTime 1,92284
TimeInStation - Maximum (Hours)
Object Name Data Source Category Value
Combinar1 MemberInputBuffer HoldingTime 12,40472
Combinar2 MemberInputBuffer HoldingTime 1,40168
Combinar2 ParentInputBuffer HoldingTime 11,88348
CAD_TP Processing HoldingTime 1,95931
CAD_TR InputBuffer HoldingTime 1,72389
CAD_TR Processing HoldingTime 2,36328
COLOCACION_FLEJE_TP Processing HoldingTime 2,51667
COLOCACION_FLEJE_TR Processing HoldingTime 9,61593
COLOCACION_GOMA_TP Processing HoldingTime 2,50344
COLOCACION_GOMA_TR Processing HoldingTime 2,64552
CORTE_FLEJE InputBuffer HoldingTime 0,60269
CORTE_FLEJE Processing HoldingTime 2,42609
EMBALAJE Processing HoldingTime 0,62692
LASER_TP Processing HoldingTime 3,88871
LASER_TR InputBuffer HoldingTime 10,56051
LASER_TR Processing HoldingTime 2,87736
TimeInStation - Minimum (Hours)
Object Name Data Source Category Value
Combinar1 MemberInputBuffer HoldingTime 2,39264
Combinar2 MemberInputBuffer HoldingTime 0
Combinar2 ParentInputBuffer HoldingTime 0
CAD_TP Processing HoldingTime 1,37815
CAD_TR InputBuffer HoldingTime 0
CAD_TR Processing HoldingTime 0,81852
COLOCACION_FLEJE_TP Processing HoldingTime 2,24047
COLOCACION_FLEJE_TR Processing HoldingTime 1,77341
COLOCACION_GOMA_TP Processing HoldingTime 1,20073
COLOCACION_GOMA_TR Processing HoldingTime 0,35455
CORTE_FLEJE InputBuffer HoldingTime 0
CORTE_FLEJE Processing HoldingTime 0,3918
EMBALAJE Processing HoldingTime 0,09568
LASER_TP Processing HoldingTime 2,58816
LASER_TR InputBuffer HoldingTime 0
LASER_TR Processing HoldingTime 0,96913
TimeInSystem - Average (Hours)
Object Name Data Source Category Value
Pedido1 [Population] FlowTime 11,62288
Pedido11 [Population] FlowTime 8,41889
Pedido12 [Population] FlowTime 8,82002
Pedido3 [Population] FlowTime 8,21528
Pedido4 [Population] FlowTime 10,01062
Pedido5 [Population] FlowTime 11,91947

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 120
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Pedido6 [Population] FlowTime 15,89419
Pedido7 [Population] FlowTime 13,04828
TP [DestroyedObjects] FlowTime 9,73259
TR [DestroyedObjects] FlowTime 13,24604
TimeInSystem - Maximum (Hours)
Object Name Data Source Category Value
Pedido1 [Population] FlowTime 13,19074
Pedido11 [Population] FlowTime 9,33831
Pedido12 [Population] FlowTime 10,12688
Pedido3 [Population] FlowTime 9,174
Pedido4 [Population] FlowTime 11,25929
Pedido5 [Population] FlowTime 13,47744
Pedido6 [Population] FlowTime 17,31076
Pedido7 [Population] FlowTime 15,064
TP [DestroyedObjects] FlowTime 10,12688
TR [DestroyedObjects] FlowTime 17,31076
TimeInSystem - Minimum (Hours)
Object Name Data Source Category Value
Pedido1 [Population] FlowTime 10,8388
Pedido11 [Population] FlowTime 7,95905
Pedido12 [Population] FlowTime 8,16646
Pedido3 [Population] FlowTime 7,73577
Pedido4 [Population] FlowTime 9,38615
Pedido5 [Population] FlowTime 11,14034
Pedido6 [Population] FlowTime 15,18576
Pedido7 [Population] FlowTime 12,04029
TP [DestroyedObjects] FlowTime 9,33831
TR [DestroyedObjects] FlowTime 9,174
TimeInSystem - Observations
Object Name Data Source Category Value
TP [DestroyedObjects] FlowTime 2
TR [DestroyedObjects] FlowTime 6
TimeOnLink - Average (Hours)
Object Name Data Source Category Value
Path1 [Travelers] FlowTime 0,00028
Path10 [Travelers] FlowTime 0,00028
Path11 [Travelers] FlowTime 0,00028
Path12 [Travelers] FlowTime 0,00048
Path13 [Travelers] FlowTime 0,00028
Path14 [Travelers] FlowTime 0,00028
Path15 [Travelers] FlowTime 0,00028
Path19 [Travelers] FlowTime 0,00028
Path2 [Travelers] FlowTime 0,00028
Path21 [Travelers] FlowTime 0,00028
Path23 [Travelers] FlowTime 0,00028
Path24 [Travelers] FlowTime 0,00028
Path25 [Travelers] FlowTime 0,00028
Path27 [Travelers] FlowTime 0,00028
Path29 [Travelers] FlowTime 0,00028
Path3 [Travelers] FlowTime 0,05556

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 121
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path30 [Travelers] FlowTime 0,00028
Path35 [Travelers] FlowTime 0,00028
Path4 [Travelers] FlowTime 0,00028
Path41 [Travelers] FlowTime 0,00028
Path5 [Travelers] FlowTime 0,00028
Path6 [Travelers] FlowTime 0,00028
Path7 [Travelers] FlowTime 0,00028
Path8 [Travelers] FlowTime 0,00028
Path9 [Travelers] FlowTime 0,00028
TimeOnLink - Maximum (Hours)
Object Name Data Source Category Value
Path1 [Travelers] FlowTime 0,00028
Path10 [Travelers] FlowTime 0,00028
Path11 [Travelers] FlowTime 0,00028
Path12 [Travelers] FlowTime 0,00055
Path13 [Travelers] FlowTime 0,00028
Path14 [Travelers] FlowTime 0,00028
Path15 [Travelers] FlowTime 0,00028
Path19 [Travelers] FlowTime 0,00028
Path2 [Travelers] FlowTime 0,00028
Path21 [Travelers] FlowTime 0,00028
Path23 [Travelers] FlowTime 0,00028
Path24 [Travelers] FlowTime 0,00028
Path25 [Travelers] FlowTime 0,00028
Path27 [Travelers] FlowTime 0,00028
Path29 [Travelers] FlowTime 0,00028
Path3 [Travelers] FlowTime 0,05556
Path30 [Travelers] FlowTime 0,00028
Path35 [Travelers] FlowTime 0,00028
Path4 [Travelers] FlowTime 0,00028
Path41 [Travelers] FlowTime 0,00028
Path5 [Travelers] FlowTime 0,00028
Path6 [Travelers] FlowTime 0,00028
Path7 [Travelers] FlowTime 0,00028
Path8 [Travelers] FlowTime 0,00028
Path9 [Travelers] FlowTime 0,00028
TimeOnLink - Minimum (Hours)
Object Name Data Source Category Value
Path1 [Travelers] FlowTime 0,00028
Path10 [Travelers] FlowTime 0,00028
Path11 [Travelers] FlowTime 0,00028
Path12 [Travelers] FlowTime 0,00042
Path13 [Travelers] FlowTime 0,00028
Path14 [Travelers] FlowTime 0,00028
Path15 [Travelers] FlowTime 0,00028
Path19 [Travelers] FlowTime 0,00028
Path2 [Travelers] FlowTime 0,00028
Path21 [Travelers] FlowTime 0,00028
Path23 [Travelers] FlowTime 0,00028

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 122
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path24 [Travelers] FlowTime 0,00028
Path25 [Travelers] FlowTime 0,00028
Path27 [Travelers] FlowTime 0,00028
Path29 [Travelers] FlowTime 0,00028
Path3 [Travelers] FlowTime 0,05556
Path30 [Travelers] FlowTime 0,00028
Path35 [Travelers] FlowTime 0,00028
Path4 [Travelers] FlowTime 0,00028
Path41 [Travelers] FlowTime 0,00028
Path5 [Travelers] FlowTime 0,00028
Path6 [Travelers] FlowTime 0,00028
Path7 [Travelers] FlowTime 0,00028
Path8 [Travelers] FlowTime 0,00028
Path9 [Travelers] FlowTime 0,00028
UnitsAllocated - Total
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 12
Combinar2 [Resource] Capacity 12
Separador1 [Resource] Capacity 12
Separador2 [Resource] Capacity 12
CAD_TP [Resource] Capacity 2
CAD_TR [Resource] Capacity 10
COLOCACION_FLEJE_TP [Resource] Capacity 2
COLOCACION_FLEJE_TR [Resource] Capacity 10
COLOCACION_GOMA_TP [Resource] Capacity 2
COLOCACION_GOMA_TR [Resource] Capacity 7
CORTE_FLEJE [Resource] Capacity 12
CORTE_GOMA [Resource] Capacity 12
EMBALAJE [Resource] Capacity 8
LASER_TP [Resource] Capacity 2
LASER_TR [Resource] Capacity 10
MONTAJE_TP [Resource] Capacity 2
MONTAJE_TR [Resource] Capacity 10
UnitsScheduled - Average
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 1
Combinar2 [Resource] Capacity 1
Separador1 [Resource] Capacity 1
Separador2 [Resource] Capacity 1
CAD_TP [Resource] Capacity 2
CAD_TR [Resource] Capacity 2
COLOCACION_FLEJE_TP [Resource] Capacity 2
COLOCACION_FLEJE_TR [Resource] Capacity 4
COLOCACION_GOMA_TP [Resource] Capacity 2
COLOCACION_GOMA_TR [Resource] Capacity 4
CORTE_FLEJE [Resource] Capacity 2
CORTE_GOMA [Resource] Capacity 1
EMBALAJE [Resource] Capacity 1
LASER_TP [Resource] Capacity 1

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 123
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
LASER_TR [Resource] Capacity 1
MONTAJE_TP [Resource] Capacity 2
MONTAJE_TR [Resource] Capacity 4
UnitsScheduled - Maximum
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 1
Combinar2 [Resource] Capacity 1
Separador1 [Resource] Capacity 1
Separador2 [Resource] Capacity 1
CAD_TP [Resource] Capacity 2
CAD_TR [Resource] Capacity 2
COLOCACION_FLEJE_TP [Resource] Capacity 2
COLOCACION_FLEJE_TR [Resource] Capacity 4
COLOCACION_GOMA_TP [Resource] Capacity 2
COLOCACION_GOMA_TR [Resource] Capacity 4
CORTE_FLEJE [Resource] Capacity 2
CORTE_GOMA [Resource] Capacity 1
EMBALAJE [Resource] Capacity 1
LASER_TP [Resource] Capacity 1
LASER_TR [Resource] Capacity 1
MONTAJE_TP [Resource] Capacity 2
MONTAJE_TR [Resource] Capacity 4
UnitsScheduled - Minimum
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 1
Combinar2 [Resource] Capacity 1
Separador1 [Resource] Capacity 1
Separador2 [Resource] Capacity 1
CAD_TP [Resource] Capacity 2
CAD_TR [Resource] Capacity 2
COLOCACION_FLEJE_TP [Resource] Capacity 2
COLOCACION_FLEJE_TR [Resource] Capacity 4
COLOCACION_GOMA_TP [Resource] Capacity 2
COLOCACION_GOMA_TR [Resource] Capacity 4
CORTE_FLEJE [Resource] Capacity 2
CORTE_GOMA [Resource] Capacity 1
EMBALAJE [Resource] Capacity 1
LASER_TP [Resource] Capacity 1
LASER_TR [Resource] Capacity 1
MONTAJE_TP [Resource] Capacity 2
MONTAJE_TR [Resource] Capacity 4
UnitsUtilized - Average
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 0
Combinar2 [Resource] Capacity 0
Separador1 [Resource] Capacity 0
Separador2 [Resource] Capacity 0
CAD_TP [Resource] Capacity 0,13906
CAD_TR [Resource] Capacity 0,63708

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 124
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
COLOCACION_FLEJE_TP [Resource] Capacity 0,19821
COLOCACION_FLEJE_TR [Resource] Capacity 1,67724
COLOCACION_GOMA_TP [Resource] Capacity 0,15434
COLOCACION_GOMA_TR [Resource] Capacity 0,54167
CORTE_FLEJE [Resource] Capacity 0,524
CORTE_GOMA [Resource] Capacity 0
EMBALAJE [Resource] Capacity 0,12979
LASER_TP [Resource] Capacity 0,26987
LASER_TR [Resource] Capacity 0,80118
MONTAJE_TP [Resource] Capacity 0
MONTAJE_TR [Resource] Capacity 0
UnitsUtilized - Maximum
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 1
Combinar2 [Resource] Capacity 1
Separador1 [Resource] Capacity 1
Separador2 [Resource] Capacity 1
CAD_TP [Resource] Capacity 1
CAD_TR [Resource] Capacity 2
COLOCACION_FLEJE_TP [Resource] Capacity 1
COLOCACION_FLEJE_TR [Resource] Capacity 4
COLOCACION_GOMA_TP [Resource] Capacity 1
COLOCACION_GOMA_TR [Resource] Capacity 2
CORTE_FLEJE [Resource] Capacity 2
CORTE_GOMA [Resource] Capacity 1
EMBALAJE [Resource] Capacity 1
LASER_TP [Resource] Capacity 1
LASER_TR [Resource] Capacity 1
MONTAJE_TP [Resource] Capacity 1
MONTAJE_TR [Resource] Capacity 1
UnitsUtilized - Minimum
Object Name Data Source Category Value
Combinar1 [Resource] Capacity 0
Combinar2 [Resource] Capacity 0
Separador1 [Resource] Capacity 0
Separador2 [Resource] Capacity 0
CAD_TP [Resource] Capacity 0
CAD_TR [Resource] Capacity 0
COLOCACION_FLEJE_TP [Resource] Capacity 0
COLOCACION_FLEJE_TR [Resource] Capacity 0
COLOCACION_GOMA_TP [Resource] Capacity 0
COLOCACION_GOMA_TR [Resource] Capacity 0
CORTE_FLEJE [Resource] Capacity 0
CORTE_GOMA [Resource] Capacity 0
EMBALAJE [Resource] Capacity 0
LASER_TP [Resource] Capacity 0
LASER_TR [Resource] Capacity 0
MONTAJE_TP [Resource] Capacity 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 125
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.2 Caso Empresa de fabricación de materiales cerámicos.
4.2.1 FASE 1: Análisis inicial
4.2.1.1 Formulación del problema
La empresa objeto de estudio en este caso fue una empresa de fabricación de productos
cerámicos que produce una serie de elementos para loza de baño a nivel internacional. Es una
empresa de más de 100 años de antigüedad donde gran parte de los procesos si bien han sido
optimizados al ser adquirido por un grupo multinacional, el día a día de la empresa no le permite
hacer estudios pormenorizados de su proceso productivo.
Grafico 4-4 Diagrama de proceso productivo fábrica cerámica
DOSIFICACIÓN
MEZCLADORA
EXTRUSOR
SECADO
ORDEN DE TRABAJO
MANUTENCION
HORNO

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 126
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.2.1.2 Objetivos
Se busca como objetivo principal el obtener información suficiente para la toma de
decisiones sobre:
Situación productiva actual de la línea de extrusión de la empresa de manera que se
pueda valorar los ratios productivos actuales.
Valorar las distintas posibilidades de mejoras productivas que se plantean, con la
evolución de esos parámetros.
Determinar las mejoras de organización productiva, que puedan ser implantadas en
sucesivas fases de actuación.
Una de los objetivos donde se centrará la simulación es en cómo afectará a los ratios de
producción el invertir en diferentes medios de manutención en la línea de extrusión, en especial
en bandejas de transporte.
4.2.1.3 Area Piloto.
Dado el tamaño de la empresa y la imposibilidad de poder abarcar todo el proceso de
producción, se estableció un área piloto que fue la línea de extrusión de la planta. Sobre ella se
estudió con especial hincapié como afectaba el dimensionamiento de medios de manutención
sobre los KPI definidos, en especial el número de bandejas de transporte y su optimización.
Imagen 4-8 Lay out actual fábrica cerámica
4.2.2 FASE 2: Modelo de simulación.
4.2.2.1 Datos reales
Como se comentaba el objeto fundamental en este caso es la determinación de la
viabilidad técnica del dimensionamiento de los medios de manutención de la empresa. Para que
esto sea posible es necesario un análisis previo de la situación actual, detallando los ratios que se
van a utilizar.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 127
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Para la realización del mismo se consideraron los siguientes datos:
Datos de ratios productivos procedentes de la empresa.
Datos de mapeo de procesos y tiempos unitarios en cada uno.
Este conjunto de datos permitió realizar un estudio de la situación actual y en función de
los resultados obtenidos, recomendar cambios en el dimensionamiento en aras de mejorar la
productividad y reducir los costes unitarios de fabricación.
Como hipótesis de partida el puesto de dosificación marca el comienzo de la línea, y en
este caso a considerar, el horno marca el final, aunque en la realidad no es el final de la línea,
debido a que es un área piloto.
Consideraremos dos datos cruciales a la hora de hacer los ratios y tener en cuenta
magnitudes:
Materias primas Al tratarse de una empresa que realiza material refractario para el
sector de la construcción, su principal materia prima son las arcillas, durante el periodo
de referencia, un año, la cantidad de arcillas utilizada fue de:
Materias primas: 2.244 Tn/año
Principales productos obtenidos.:Los productos obtenidos son materiales refractarios, la
cantidad obtenida en el periodo anual de referencia ha ascendido a:
Producto terminado: 1.703 Tn/año
Para el dimensionamiento de la situación actual se partió de los siguientes parámetros
para la ratificación de los tiempos:
Tabla 4-8 Parámetros Iniciales fabrica cerámica
En la tabla se muestra la capacidad productiva de los puestos expresada como número
de placas que se procesan a la hora. Se utiliza este ratio para medir de una forma unitaria la
capacidad productiva de todos los puestos, comprarlos y evaluarlos. En siguientes apartados se
podrá comprobar cómo el dimensionamiento actual de los medios de manutención está
actuando como factor limitante en la línea.
A continuación se explica cómo se obtuvieron los datos mostrados en la tabla y
especificado por puesto:
Para el puesto de dosificación mezcladora, se procesan lotes de 500 kgs, con un tiempo
medio de producción por lote de 30 minutos. A través del histórico de producción del año
2011, se obtuvo el peso medio por placa. El peso medio resultó un total de 15,28 kg / placa
A través de este cálculo, se realizó el cambio de unidades de kilogramos a placas.
En el puesto de extrusión se usó el valor medio de procesado obtenido del registro del
sistema de la planta.
Producción unitaria Piezas a fabricar Órdenes de Fabricación
Dosificación
Mezcladora66 9.800 21
Extrusor 24 9.800 21
Manutención 72 9.800 21
Secado Ambiente 28 9.800 21
Estufa 28 9.800 21
Zona de espera 28 9.800 21
Horno 18 9.800 21

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 128
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Para determinar la producción unitaria para los puestos de trabajo de secado, estufa y
tiempo de esperas para introducirse en el horno se estimó un tiempo total medio de 48
horas para cada uno. Pero para poderse adaptar al sistema de medida establecido de
unidades procesadas por hora, hay que tener en cuenta el número de placas que se
pueden colocar en paralelo. En total, con una capacidad de 450 bandejas, se tiene una
capacidad de 1350 placas / 48 horas.
La capacidad de proceso de vagón se estimó de 15 vagones / 24 horas, con una media
de 28 placas / vagón.
4.2.2.2 Modelo Conceptual
Una vez que el proceso está en funcionamiento bajo las condiciones establecidas, la
variabilidad de los resultados por calidad del producto se debe sólo a un sistema de causas
aleatorias, que es inherente a cada proceso en particular. No se han considerado problemas de
calidad, debido a que no se conoce el nivel de scrap por procesos, por lo que no se han
establecido defectos de calidad ni re-trabajos en los procesos por esta causa.
El sistema de causas aleatorias que actúa sobre el proceso genera un universo hipotético
de observaciones (mediciones) que tiene una distribución normal. Con la cantidad de datos de
varias decenas de años de producción y la baja variabilidad el proceso , debido a que está
altamente automatizado, se optó por usar los valores medios de los tiempos de operación.
Los datos que se recogieron en planta para 21 órdenes de fabricación, que fue el
parámetro usado para hacer lotes de estudio, se muestra en la siguiente tabla.
Tabla 4-9 Datos reales fabrica cerámica
Con estos datos reales se construyó el modelo conceptual preparado para la simulación
con diferentes escenarios.
Cabe destacar que el punto de partida para el análisis de los escenarios fue el correspondiente a
450 bandejas, que son las que realmente tenía como medio de manutención la empresa. De las
cuales se evaluó hasta qué punto era interesante abastecerse de mayor cantidad y como
afectaba a la productividad , asunto que se desarrolla en los siguientes apartados.
Tiempo (minutos) Producción unitaria Piezas a fabricar Órdenes de Fabricación
Dosificación
Mezcladora 30 66 9.800 21
Extrusor 90 24 9.800 21
Manutención 30 72 9.800 21
Secado Ambiente 2.880 28 9.800 21
Estufa 2.880 28 9.800 21
Zona de espera 2.880 28 9.800 21
Horno 18 9.800 21

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 129
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Imagen 4-9 Modelo conceptual de simulación f. cerámica en Simio
4.2.3 FASE 3: Test del modelo de Simulación
4.2.3.1 Verificación
Tras la modelización de la línea de extrusión se testo la coherencia lógica del modelo de
simulación y se comprobó que funcionaba conforme a la realidad alimentándolo con los datos
que se tenían parametrizados con anterioridad para realizar la simulación.
Este modelo funcionó sin problema bajo las hipótesis planteadas como se puede ver en la
siguiente imagen. Recordemos que se dimensiono para 9.800 piezas a fabricar.
Tabla 4-10 Validación del Modelo conceptual f. cerámica en Simio

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 130
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.2.3.2 Validación
Una vez que se tuvo el modelo funcionando con los datos normalizados, se hizo una
comparativa entre los datos históricos y los datos de la simulación resultando esta prácticamente
similar a la realidad, con lo que el funcionamiento de la modelización del sistema fue validado.
Tabla 4-11 Resultados Simulación f. cerámica
En la tabla, a partir de los datos obtenidos, y para la producción que pueda representar
una actividad tipo del nº de unidades a fabricar (placas), se consigue un total de 1205 horas
necesarias y continuas para esta producción. Los ratios resultantes se pueden observar en la tabla,
destacando que el tiempo medio que permanece la bandeja en el sistema es de 6 días y 3 horas.
Se diferencia entre la productividad media total y la productividad media de la fase
estable ya que en el primer intervalo de tiempo de 146,26 horas, las unidades que salen del
sistema son “0”, debido a que se realizó la simulación desde el inicio de la actividad. El segundo
parámetro usado para la productividad considera el tiempo total desde que la primera unidad
entra en el horno hasta la salida del horno de la última placa a producir.
Se obtiene que en este estado estacionario que la media del número de placas que se
procesan del sistema son de un total de 9,3 placas / hora, que equivale a un tiempo unitario
necesario de producción por placa de 6,48 minutos.
4.2.3.3 KPI Lean Iniciales
Antes de integrar los parámetros Lean Iniciales hacemos un análisis de los datos para
conocer la verdadera naturaleza del comportamiento de la línea de fabricación se realización un
seguimiento de los flujos de materiales y de los puestos de trabajo obteniéndose los siguientes
ratios
Tabla 4-12 Productividad de los puestos de la línea de extrusión
Proceso Actual
9.800
1.205,00
21
450
146,26
8,1
9,3
6,48
Nº Unidades a fabricar
Ordenes de fabricación
Nº Horas necesarias
Lead Time de 1º unidad (horas)
Producción de Placas (todos los lotes / minutos)
Productividad media Total
Productividad media Fase Estable ( Placas/hora )
Nº Bandejas
Nº Bandejas 450 % Esperas % Funcionamiento Tiempo de espera (h) Tiempo de Proceso (h)
87,7% 12,3% 1.057 148
66,1% 33,9% 797 408
88,7% 11,3% 1.069 136
53,1% 46,9% 640 565
Dosificación Mezcladora
Extrusion
Manutención
Horno

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 131
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 4-5 Gráfico de distribución de la producción
A la vista de los resultados obtenidos de la simulación, para una correcta interpretación de
éstos, es necesario explicar en cada puesto de trabajo el “por qué” y particularidades de estos
resultados.
Para el puesto de dosificación - mezcladora el porcentaje de utilización es tan bajo debido
a que se considera el tiempo de espera necesario para terminar la producción de todo el stock
que se encuentra en proceso, además de las paradas provocadas por la falta de bandejas para
poder transmitir las placas de unos procesos a otros.
Este caso se repite en el resto de puestos a excepción del horno, que presenta un
porcentaje de funcionamiento más elevado que el resto de procesos.
Al existir esperas provocadas por el actual número de bandejas, los tiempos que se
mostraban en la tablas anteriores no resultan decisivos para determinar el lead time del producto.
Al proceso con menor capacidad productiva hay que añadirle el tiempo provocado por paradas
en producción por falta de medios de acondicionamiento del producto. En el siguiente apartado
se explica de una forma más detallada como estas esperas afectan a la capacidad productiva
del sistema y en qué grado.
Se definen los parámetros lean Iniciales como :
Eficiencia
Horas en estudio 1.205,00
nº operarios 2,00
Horas trabajadas totales 1.205,00
Unidades producidas 9.800,00
Productividad ( ud/HH) 8,13
LEAD TIME 146,26
TAKT TIME 157,00
87,7%
12,3%
Dosificación Mezcladora
% Esperas
% Funcionamiento
66,1%33,9%
Extrusion
% Esperas
% Funcionamiento
88,7%
11,3%
Manutención
% Esperas
% Funcionamiento
53,1%46,9%
Horno
% Esperas
% Funcionamiento

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 132
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Nº Bandejas 600 % Esperas % Funcionamiento Tiempo de espera (h) Tiempo de Proceso (h) Reducción Tiempo Esperas (%
78,1% 21,9% 729 204 27,16%
87,8% 12,3% 819 114 24,92%
56,3% 43,7% 525 408 34,12%
85,4% 14,6% 797 136 25,42%
39,4% 60,6% 368 566 42,54%
Dosificación
Mezcladora
Extrusion
Manutención
Horno
WIP 18.219,00
OEE 0,65
Despilfarros
Tiempo Transporte 241,00
Tiempo Esperas 180,75
Inventario 11.809.000,00
Ocupación en planta 1.000,00
4.2.4 FASE 4: Diseño de los experimentos
Una vez dimensionado el funcionamiento actual de la línea de trabajo se procedió a
realizar el estudio de simulación de la línea con diferentes experimentos variando el número de
medios de manutención, en este caso las bandejas sobre las que va el producto.
Lo que se buscó es un resultado que nos muestre el número de bandejas que hace falta
para obtener un aprovechamiento óptimo de los recursos disponible y bajo el régimen de
funcionamiento actual. Como se demostrará posteriormente hay un número de bandejas límite a
partir del cual no se mejora más el rendimiento del sistema.
Se analizaron los ratios producidos por variación de número de bandejas en cada uno de
los puestos analizados con diferentes experimentos. Los escalones por número de bandejas fueron:
450 bandejas, es el valor nominal inicial.
500, 600 , 700, 800, 900, 1000 y 1100
Tabla 4-13 Productividad de los puestos de la línea de extrusión con 500 bandejas
Tabla 4-14 Productividad de los puestos de la línea de extrusión con 600 bandejas
Tabla 4-15 Productividad de los puestos de la línea de extrusión con 700 bandejas
Nº Bandejas 500 % Esperas % Funcionamiento Tiempo de espera (h) Tiempo de Proceso (h) Reducción Tiempo Esperas (%
81,2% 18,8% 880 204 12,12%
89,5% 10,6% 970 114 11,12%
62,3% 37,7% 676 408 15,24%
87,5% 12,6% 948 136 11,34%
47,8% 52,2% 518 566 19,00%
Dosificación
Mezcladora
Extrusion
Manutención
Horno
Nº Bandejas 700 % Esperas % Funcionamiento Tiempo de espera (h) Tiempo de Proceso (h) Reducción Tiempo Esperas (%
75,1% 24,9% 616 204 38,43%
86,1% 13,9% 706 114 35,27%
50,2% 49,8% 412 408 48,28%
83,4% 16,6% 684 136 35,98%
31,0% 69,0% 255 566 60,18%
Dosificación
Mezcladora
Extrusion
Manutención
Horno

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 133
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 4-6 Productividad de los puestos de la línea de extrusión con 800 bandejas
Tabla 4-16 Productividad de los puestos de la línea de extrusión con 900 bandejas
Tabla 4-17 Productividad de los puestos de la línea de extrusión con 1000 bandejas
Tabla 4-18 Productividad de los puestos de la línea de extrusión con 1100 bandejas
En los experimentos se observó que para una cantidad de bandejas n= 900, se obtiene
unos ratios tanto de productividad como de ocupación de los puestos de trabajo que no se
pueden superar simplemente variando el número de bandejas. El nivel de ocupación del horno
para esta cifra de bandejas ronda el 80 % de ocupación, permitiendo un 20 % para el resto de
referencias que se procesan procedentes del resto de líneas productivas de la planta.
A continuación se muestran los niveles de productividad de los puestos de trabajo en
función del número de bandejas:
Nº Bandejas 800 % Esperas % Funcionamiento Tiempo de espera (h) Tiempo de Proceso (h) Reducción Tiempo Esperas (h)
72,8% 27,2% 548 204 45,28%
84,8% 15,2% 638 114 41,55%
45,7% 54,3% 344 408 56,87%
81,9% 18,1% 616 136 42,39%
24,8% 75,2% 186 566 70,89%
Dosificación
Mezcladora
Extrusion
Manutención
Horno
Nº Bandejas 900 % Esperas % Funcionamiento Tiempo de espera (h) Tiempo de Proceso (h) Reducción Tiempo Esperas (h)
71,3% 28,7% 508 204 49,27%
83,9% 16,1% 598 114 45,21%
42,7% 57,3% 304 408 61,88%
80,9% 19,1% 576 136 46,12%
20,5% 79,5% 146 566 77,14%
Dosificación
Mezcladora
Extrusion
Manutención
Horno
Nº Bandejas 1000 % Esperas % Funcionamiento Tiempo de espera (h) Tiempo de Proceso (h) Reducción Tiempo Esperas (h)
71,3% 28,7% 508 204 49,27%
83,9% 16,1% 598 114 45,21%
42,7% 57,3% 304 408 61,88%
80,9% 19,1% 576 136 46,12%
20,5% 79,5% 146 566 77,14%
Dosificación
Mezcladora
Extrusion
Manutención
Horno
Nº Bandejas 1100 % Esperas % Funcionamiento Tiempo de espera (h) Tiempo de Proceso (h) Reducción Tiempo Esperas (h)
71,3% 28,7% 508 204 49,27%
83,9% 16,1% 598 114 45,21%
42,7% 57,3% 304 408 61,88%
80,9% 19,1% 576 136 46,12%
20,5% 79,5% 146 566 77,14%
Dosificación
Mezcladora
Extrusion
Manutención
Horno
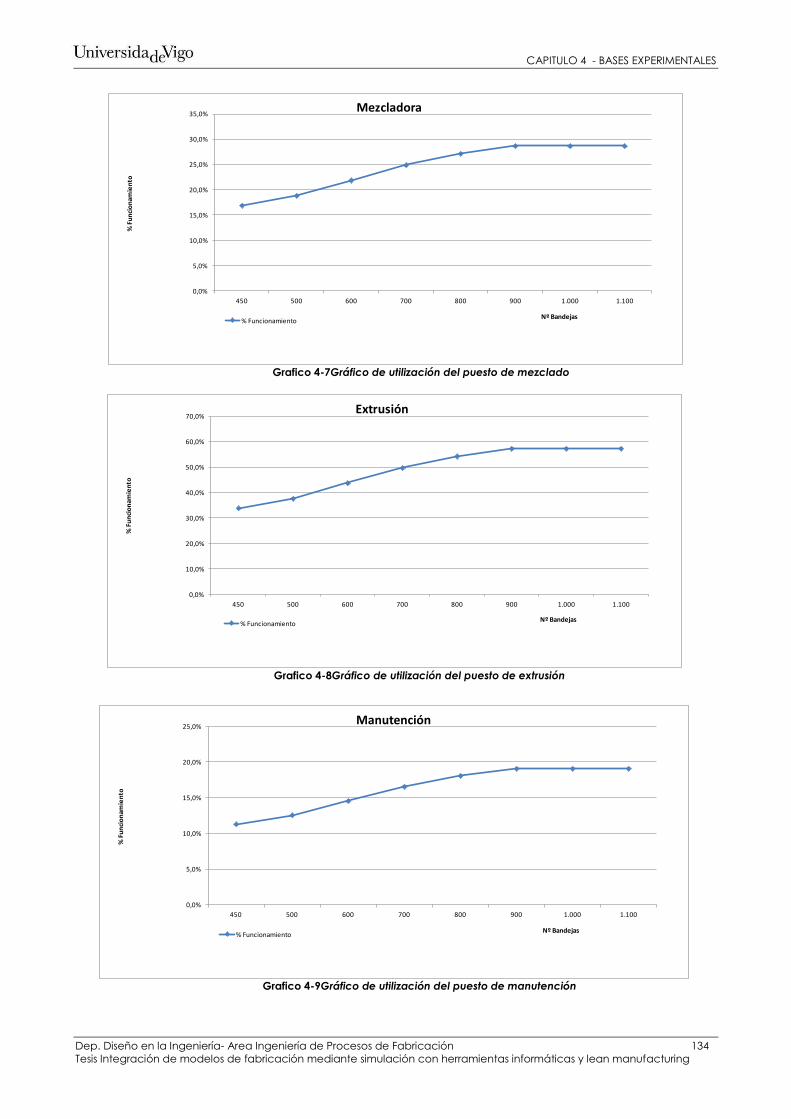
CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 134
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 4-7Gráfico de utilización del puesto de mezclado
Grafico 4-8Gráfico de utilización del puesto de extrusión
Grafico 4-9Gráfico de utilización del puesto de manutención
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
30,0%
35,0%
450 500 600 700 800 900 1.000 1.100
% F
un
cio
nam
ien
to
Nº Bandejas
Mezcladora
% Funcionamiento
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
450 500 600 700 800 900 1.000 1.100
% F
un
cio
nam
ien
to
Nº Bandejas
Extrusión
% Funcionamiento
0,0%
5,0%
10,0%
15,0%
20,0%
25,0%
450 500 600 700 800 900 1.000 1.100
% F
un
cio
nam
ien
to
Nº Bandejas
Manutención
% Funcionamiento

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 135
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 4-10Gráfico de utilización del puesto de horneo
4.2.5 FASE 5:Analisis de los resultados.
Los datos obtenidos a continuación resultaron tras la realización de la media de 100
experimentos de simulación por cada ensayo. Cada ensayo realizado varía en función del
número de bandejas. Para poder realizar los ensayos con una alta fiabilidad, se le ha permitido un
nivel permitido de desviación del 95 %.
Los resultados conseguidos se muestran a continuación:
Tabla 4-19Resultados Simulación de los diferentes ensayos
Como se puede observar en la tabla, la sensibilidad de la producción deja de aumentar a
partir de un número de 900 bandejas en el sistema productivo. Llegados a esta cantidad de
bandejas, y bajo las mismas condiciones estacionarias de trabajo y de procesos bajo control, un
aumento en el número de bandejas no tuvo efecto en los niveles de producción. Con este
número se redujo el tiempo de esperas e improductividades de los procesos debido a esta
variable. Esto se debe a que la capacidad de la línea está limitada por el tiempo de proceso del
cuello de botella, que en este caso se trata del horno, del cual se puede aprovechar un
porcentaje total aproximado de su capacidad del 75 % por ser un recurso compartido con otras
líneas de fabricación.
Se diferenció entre la productividad media total y la productividad media de la fase
estable ya que en el primer intervalo de tiempo de 146,26 horas, las unidades que salen del
sistema son “0”, debido a que se realizó la simulación desde el inicio de la actividad. El segundo
parámetro usado para la productividad considera el tiempo total desde que la primera unidad
entra en el horno hasta la salida del horno de la última placa a producir.
Se obtuvo que en este estado estacionario la media del número de placas que se
procesaron del sistema son de un total de 17,3 placas / hora, que equivale a un tiempo unitario
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
450 500 600 700 800 900 1.000 1.100
% F
un
cio
nam
ien
to
Nº Bandejas
Horno
% Funcionamiento
Ensayo 1 Ensayo 2 Ensayo 3 Ensayo 4 Ensayo 5 Ensayo 6 Ensayo 7
9.800 9.800 9.800 9.800 9.800 9.800 9.800
1.083,85 933,28 820,48 751,92 712,00 712,00 712,00
21 21 21 21 21 21 21
500 600 700 800 900 1.000 1.100
146,26 146,26 146,26 146,26 146,26 146,26 146,26
9,0 10,5 11,9 13,0 13,8 13,8 13,8
10,5 12,5 14,5 16,2 17,3 17,3 17,3
5,74 4,82 4,13 3,71 3,46 3,46 3,46
Nº Unidades a fabricar
Ordenes de fabricación
Nº Horas necesarias
Lead Time de 1º unidad (horas)
Producción de Placas (todos los lotes / minutos)
Productividad media Total
Productividad media Fase Estable ( Placas/hora )
Nº Bandejas

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 136
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
necesario de producción por placa de 3,46 minutos, consiguiendo un aumento de la
productividad de un 87,14 %
A continuación se muestran las magnitudes de tiempos de duración de los procesos.
Tiempo necesario para producir una placa en función del número de bandejas:
Grafico 4-11 Gráfico del Producción placas / minuto
Tiempo necesario para realizar la fabricación simulada en función del número de
bandejas:
Grafico 4-12 Gráfico de tiempo de producción en función del número de bandejas
0,00
1,00
2,00
3,00
4,00
5,00
6,00
7,00
450 500 600 700 800 900 1.000 1.100 1.150 1.175 1.200 1.300 1.400 1.500
Min
uto
s
Nº Bandejas
Producción de Placas
Producción de Placas
0,00
200,00
400,00
600,00
800,00
1.000,00
1.200,00
1.400,00
450 500 600 700 800 900 1.000 1.100 1.150 1.175 1.200 1.300 1.400 1.500
Min
uto
s
Nº Bandejas
Horas necesarias
Horas

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 137
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Número de placas producidas / hora en función del número de bandejas
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
450 500 600 700 800 900 1.000 1.100 1.150 1.175 1.200 1.300 1.400 1.500
Un
ida
de
s /
Ho
ra
Nº Bandejas
Productividad Media
Productividad MEdia
Grafico 4-13Gráfico de productividades medias
Se observa perfectamente que a partir de un número de bandejas n= 900, los ratios
productivos no mejoran, bajo las hipótesis de funcionamiento iniciales.
4.2.5.1 KPI Lean Finales
Los KPI Finales obtenidos son:
Eficiencia
Horas en estudio 1.205,00
nº operarios 2,00
Horas trabajadas totales 712,00
Unidades producidas 9.800,00
Productividad ( ud/HH) 13,76
LEAD TIME 146,26
TAKT TIME 157,00
WIP 32.531,00
OEE 0,78
Despilfarros
Tiempo Transporte 71,20
Tiempo Esperas 85,44
Inventario 6.977.600,00
Ocupación en planta 1.000,00

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 138
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Mención especial al cálculo del WIP.
En este caso se experimentó con el cálculo del WIP para comprobar si las técnicas
utilizadas eran compatibles con esta metodología, demostrándose que fue de gran utilidad para
la evaluación del caso como se muestra a continuación.
Dentro del marco de gestión de lean Manufacturing, se busca eliminar todo desperdicio o
acción que no añada valor al producto. En este caso el desperdicio que se pretendía eliminar
eran los tiempos de espera provocados por falta de bandejas. A su vez, se tiene consciencia de
que un aumento de este número provocará un aumento de stock intermedio entre procesos. Pero
este número será el óptimo. Será el número necesario que permita a la línea, trabajando en las
actuales condiciones, no parar la producción y cumpliendo la condición de no acumular stocks
que no estén en proceso. El sistema presentaba la limitación de naturaleza técnica del proceso
pero tiene algo necesario que son los tiempos de secado de las placas. Los tiempos de proceso
en esta zona, no se consideraron tiempos de espera, ya que se consideraron una operación sobre
producto. Por lo tanto, se cumple la condición de sólo acumular el stock de seguridad necesario
delante de cada proceso.
El despilfarro actual de tiempos de espera producidos por la falta de bandejas resulta
bastante claro y se puede justificar a través del modelado y parametrización realizado en la
simulación. El objetivo que se persigue no es que todos los puestos de trabajo estén trabajando al
100 %, sino que el/los proceso/s que afectan a la productividad global no sufran de este
desperdicio. En efecto, con la incorporación de nuevas bandejas, se consigue que el tiempo de
salida de material de planta sea igual al tiempo de proceso de cuello de botella, en este caso el
horno. A continuación citamos algunas de otras causas por las que existe stock en curso o
proceso (WIP): Falta de equilibrio provocado por flujo regular, falta de equilibrado por asignación
de tareas incorrecta, tiempos de cada puesto no ajustados a un tiempo de ciclo único (cuello de
botella), paradas por mantenimiento o averías y operativa por lotes de transferencia de gran
tamaño.
Una vez descrito los agentes principales que influyen directamente en el aumento de stock
en curso, se calculó el stock máximo y el stock medio en planta.
Para este cálculo se va a utilizar la siguiente expresión:
WIP = Q * (1- 1/CM * (C1 - 1/n * Ci))
Dónde:
Q: Lote de producción
n: Número de lotes de transferencia
Cm: tiempo de ciclo por unidad de producto máximo
Ci: tiempo de ciclo por unidad de producto en la operación
C1: tiempo de ciclo por unidad de producto en el primer proceso
A continuación se procede a la explicación de la expresión del WIP para procesos
equilibrados o balanceados:
El tamaño del lote de producción Q, influye de forma directa aumentando el WIP en la
misma proporción.
El tiempo de ciclo máximo Cm de la operación condicionante y la suma de todos ellos
Ci afectan de forma indirecta, aumentando el stock en proceso. Además aumenta el
lead time de la producción.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 139
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
La diferencia entre el ciclo de operación condicionante y el de la primera operación,
Cm-C1, afecta directamente a los tiempos de espera, que aumentan al hacerlo esta
diferencia (que no es otra cosa que el desequilibrio)
Para una mayor comprensión de esta expresión, a continuación se muestra un breve
resumen de cómo afectan sus componentes al WIP.
CM = WIP CM = WIP
C1 = WIP C1 = WIP
Ci = WIP
Ci = WIP
Una vez explicado la relación existente entre los diferentes componentes de la expresión se
detallará los números utilizados para el cálculo del WIP:
Q: será la cantidad de placas en el sistema. En función del número de bandejas
variará.
n: el número de lotes será igual al número de bandejas en el sistema
Cm: definido por el tiempo ciclo. Disminuye al aumentar el número de bandejas.
Ci: resulta de sumar de todos los tiempos ciclo de los procesos. Pero como es un
proceso con esperas por falta de medios de manutención, se repercute en este tiempo
los factores de utilización de cada puesto, resultando el tiempo total de operaciones y
de esperas de cada puesto.
C1: tiempo de ciclo por unidad de producto en el primer proceso, en este caso es el
puesto de dosificación – mezcladora
A continuación se muestran los valores obtenidos para el cálculo de Ci:
Tabla 0-1Cálculo de Ci
Y con estos valores de Ci resolvemos la expresión anterior obteniendo un WIP medio:
Producción unitaria Minutos / Pieza 450 500 600 700 800 900 1000
Dosificación
Mezcladora66 0,91 16,93% 18,84% 21,88% 24,89% 27,16% 28,68% 28,68%
Extrusor 24 2,50 33,86% 37,67% 43,74% 49,76% 54,29% 57,33% 57,33%
Manutención 72 0,83 11,28% 12,55% 14,57% 16,58% 18,09% 19,10% 19,10%
Secado Ambiente 28 2,14 75,66% 79,72% 86,38% 87,00% 87,42% 89,00% 89,00%
Estufa 28 2,14 75,66% 79,72% 86,38% 87,00% 87,42% 89,00% 89,00%
Zona de espera 28 2,14 75,66% 79,72% 86,38% 87,00% 87,42% 89,00% 89,00%
Horno 18 3,33 46,92% 52,20% 60,62% 68,96% 75,24% 79,46% 79,46%
C i - 14,00 35,70 31,71 26,65 23,32 21,15 19,68 19,68
Porcentaje de Uso f(número de bandejas)

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 140
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Tabla 0-2 Cálculo del WIP
En todos los casos, el número máximo de bandejas en el sistema coincide con la cantidad
de bandejas existentes. Para cada caso la media de placas en proceso es para el Lead Time
completo para ese ensayo. Así pues, para una simulación con 500 bandejas, el número medio de
placas para 1084 horas es de 1301. Se ha introducido el número de kgs totales en el sistema
calculado como el número de placas por el peso medio de cada uno. El peso medio de las
placas es de 15,28 kgs. La media de placas en la planta tiene un cuenta tanto la etapa inicial de
inicio de la producción (desde que entra la primera pieza en la línea hasta que sale), la etapa de
régimen estacionario de producción y la etapa de finalización de la producción en el cual el
número de bandejas se irá reduciendo progresivamente. También aparece reflejado el
incremento % de stock en línea con respecto a la situación inicial.
4.2.6 FASE 6 : Informes y documentación
Las mejoras que se propusieron se han centrado en el dimensionamiento de bandejas tal
que permitan un aprovechamiento de los recursos actuales con los métodos de programación y
ejecución de órdenes de fabricación actuales y que muestre las posibilidades de mejora
alcanzadas a través de la modificación de esta variable. La propuesta de dimensionamiento del
número de bandejas de n=900 ofrece las siguientes mejoras:
Tabla 0-3 Mejoras porcentuales con la medida propuesta
Tabla 0-4 Mejoras porcentuales en los puestos de trabajo
Proceso Actual Ensayo 5 Diferencia %
9.800 9.800 - -
1.205,00 712,00 493,00 40,91%
21 21 - -
450 900 450 100,00%
146,26 146,26 - -
8,1 13,8 5,6 69,24%
9,3 17,3 8,1 87,14%
6,48 3,46 3,02 46,56%
Lead Time de 1º unidad (horas)
Productividad media Total
Productividad media Fase Estable ( Placas/hora )
Tiempo ciclo (todos los lotes / minutos)
Nº Unidades a fabricar
Nº Horas necesarias
Ordenes de fabricación
Nº Bandejas
Nº Bandejas 900 Reducción Tiempo Esperas
49,27%
45,21%
61,88%
46,12%
77,14%
Dosificación
Mezcladora
Extrusion
Manutención
Horno
Nº Bandejas 450 500 600 700 800 900 1000
Q1.350 1.500 1.800 2.100 2.400 2.700 3.000
n 450 500 600 700 800 900 1.000
LT 1.205 1.084 933 820 752 712 712
C M 6,48 5,74 4,82 4,13 3,71 3,46 3,46
WIP placas 1.192 1.301 1.517 1.720 1.922 2.129 2.129
WIP bandejas 397 434 506 573 641 710 710
WIP kilogramos 18.219 19.885 23.179 26.274 29.366 32.531 32.531
Incremento % - 9,14% 27,23% 44,22% 61,18% 78,56% 78,56%

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 141
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Se puede observar que para una misma cantidad de placas a producir la reducción del
tiempo necesario para fabricarlas se redujo un 40,91 %, exactamente de 1205 horas a 712 horas.
Por lo tanto se demuestra que para esta producción de 9800 piezas los tiempos de esperas
provocados por falta de bandejas ascendían a un total de 493 horas, un tiempo improductivo que
no añade valor a la empresa, aumenta el precio unitario del producto, disminuyendo su
capacidad de competir y reduciendo la flexibilidad de la planta para adaptarse rápidamente
ante cambios de la demanda, además de utilizar otros recursos no destinados a este proceso
para mejorar los tiempos.
Todos estos ahorros de tiempo y aumento de productividad se basan en las hipótesis
inicialmente definidas en los apartados anteriores. Con otras hipótesis de partida los resultados
obtenidos podrían variar considerablemente, de ahí la importancia de una buena toma de datos
iniciales para evitar un crecimiento exponencial de acumulación de errores.
Realizado el análisis de dimensionamiento del número de bandejas necesarias en planta
para reducir los tiempos de paradas e improductividades de la línea, se observaron una serie de
medidas que se pueden aplicar y que ofrecen posibilidades de mejora de la productividad.
Dentro de esta apartado se refleja la tabla de evolución de los KPI planteados:
Antes Después %
Eficiencia
Horas en estudio 1.205,00 1.205,00
nº operarios 2,00 2,00 0,00%
Horas trabajadas totales 1.205,00 712,00 -40,91%
Unidades producidas 9.800,00 9.800,00 0,00%
Productividad ( ud/HH) 8,13 13,76 69,24%
LEAD TIME 146,26 146,26 0,00%
TAKT TIME 157,00 157,00 0,00%
WIP 18.219,00 32.531,00 78,56%
OEE 0,65 0,78 20,00%
Despilfarros
Tiempo Transporte 241,00 71,20 -70,46%
Tiempo Esperas 180,75 85,44 -52,73%
Inventario 11.809.000,00 6.977.600,00 -40,91%
Ocupación en planta 1.000,00 1.000,00 0,00%
Tabla 0-5 Tabla comparativa de evolución de KPI f.cerámica
Se anexionan a continuación las tablas de Simio tanto del modelo actual como aquel que
se pretende mejorar

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 142
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Interactive Detail Report Project: C(450)
Model: Model (Academic, COMMERCIAL USE PROHIBITED)
Analyst Name: Daniel Prieto
Scenario: [Interactive Run]
DistanceTraveled - Total
Object Name Data Source Category Value
Vehicle1[1] [Object] Travel 24402,42
IdleTime - Average
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 4,31273
IdleTime - Occurrences
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 273
IdleTime - Percent
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 98,11458
IdleTime - Total
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 1177,375
NumberCreated - Total
Object Name Data Source Category Value
bandeja [Population] Throughput 3678
LoteTransferencia [Population] Throughput 719
Planchas [Population] Throughput 1140
Planchas1 [Population] Throughput 1890
Planchas2 [Population] Throughput 460
Planchas3 [Population] Throughput 2330
Planchas4 [Population] Throughput 1300
Planchas5 [Population] Throughput 2350
Planchas6 [Population] Throughput 330
NumberDestroyed - Total
Object Name Data Source Category Value
bandeja [Population] Throughput 3228
LoteTransferencia [Population] Throughput 269
Planchas [Population] Throughput 1140
Planchas1 [Population] Throughput 1890
Planchas2 [Population] Throughput 460
Planchas3 [Population] Throughput 2330
Planchas4 [Population] Throughput 1300
Planchas5 [Population] Throughput 2334
Planchas6 [Population] Throughput 230
NumberEntered - Total
Object Name Data Source Category Value
Combiner1 MemberInputBuffer Throughput 3266
Combiner1 OutputBuffer Throughput 272
Combiner1 ParentInputBuffer Throughput 719
Combiner1 Processing Throughput 272

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 143
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Estrusion MemberInputBuffer Throughput 9800
Estrusion OutputBuffer Throughput 3266
Estrusion ParentInputBuffer Throughput 3678
Estrusion Processing Throughput 3266
Separator1 InputBuffer Throughput 269
Separator1 MemberOutputBuffer Throughput 3228
Separator1 ParentOutputBuffer Throughput 269
Separator1 Processing Throughput 269
Separator2 InputBuffer Throughput 3228
Separator2 MemberOutputBuffer Throughput 9684
Separator2 ParentOutputBuffer Throughput 3228
Separator2 Processing Throughput 3228
Dosificacion InputBuffer Throughput 9800
Dosificacion OutputBuffer Throughput 9800
Dosificacion Processing Throughput 9800
Estufa InputBuffer Throughput 272
Estufa OutputBuffer Throughput 272
Estufa Processing Throughput 272
Horno InputBuffer Throughput 270
Horno OutputBuffer Throughput 269
Horno Processing Throughput 270
Manutencion InputBuffer Throughput 272
Manutencion OutputBuffer Throughput 272
Manutencion Processing Throughput 272
Mezcladora InputBuffer Throughput 9800
Mezcladora OutputBuffer Throughput 9800
Mezcladora Processing Throughput 9800
SecadoAmbiente InputBuffer Throughput 272
SecadoAmbiente OutputBuffer Throughput 272
SecadoAmbiente Processing Throughput 272
ZonadeEspera InputBuffer Throughput 272
ZonadeEspera OutputBuffer Throughput 270
ZonadeEspera Processing Throughput 272
Sink1 InputBuffer Throughput 269
Sink2 InputBuffer Throughput 3228
Sink3 InputBuffer Throughput 9684
Source1 OutputBuffer Throughput 9800
Source2 OutputBuffer Throughput 3678
Source3 OutputBuffer Throughput 719
TimePath1 [Travelers] Throughput 9800
TimePath10 [Travelers] Throughput 269
TimePath13 [Travelers] Throughput 269
TimePath14 [Travelers] Throughput 3228
TimePath2 [Travelers] Throughput 9800
TimePath3 [Travelers] Throughput 9800
TimePath5 [Travelers] Throughput 543
TimePath6 [Travelers] Throughput 272
TimePath7 [Travelers] Throughput 272

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 144
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
TimePath9 [Travelers] Throughput 270
Vehicle1[1] RideStation Throughput 272
NumberExited - Total
Object Name Data Source Category Value
Combiner1 MemberInputBuffer Throughput 3264
Combiner1 OutputBuffer Throughput 272
Combiner1 ParentInputBuffer Throughput 272
Combiner1 Processing Throughput 272
Estrusion MemberInputBuffer Throughput 9798
Estrusion OutputBuffer Throughput 3266
Estrusion ParentInputBuffer Throughput 3266
Estrusion Processing Throughput 3266
Separator1 InputBuffer Throughput 269
Separator1 MemberOutputBuffer Throughput 3228
Separator1 ParentOutputBuffer Throughput 269
Separator1 Processing Throughput 269
Separator2 InputBuffer Throughput 3228
Separator2 MemberOutputBuffer Throughput 9684
Separator2 ParentOutputBuffer Throughput 3228
Separator2 Processing Throughput 3228
Dosificacion InputBuffer Throughput 9800
Dosificacion OutputBuffer Throughput 9800
Dosificacion Processing Throughput 9800
Estufa InputBuffer Throughput 272
Estufa OutputBuffer Throughput 272
Estufa Processing Throughput 272
Horno InputBuffer Throughput 270
Horno OutputBuffer Throughput 269
Horno Processing Throughput 269
Manutencion InputBuffer Throughput 272
Manutencion OutputBuffer Throughput 272
Manutencion Processing Throughput 272
Mezcladora InputBuffer Throughput 9800
Mezcladora OutputBuffer Throughput 9800
Mezcladora Processing Throughput 9800
SecadoAmbiente InputBuffer Throughput 272
SecadoAmbiente OutputBuffer Throughput 272
SecadoAmbiente Processing Throughput 272
ZonadeEspera InputBuffer Throughput 272
ZonadeEspera OutputBuffer Throughput 270
ZonadeEspera Processing Throughput 270
Sink1 InputBuffer Throughput 269
Sink2 InputBuffer Throughput 3228
Sink3 InputBuffer Throughput 9684
Source1 OutputBuffer Throughput 9800
Source2 OutputBuffer Throughput 3678
Source3 OutputBuffer Throughput 719
TimePath1 [Travelers] Throughput 9800
TimePath10 [Travelers] Throughput 269

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 145
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
TimePath13 [Travelers] Throughput 269
TimePath14 [Travelers] Throughput 3228
TimePath2 [Travelers] Throughput 9800
TimePath3 [Travelers] Throughput 9800
TimePath5 [Travelers] Throughput 543
TimePath6 [Travelers] Throughput 272
TimePath7 [Travelers] Throughput 272
TimePath9 [Travelers] Throughput 270
Vehicle1[1] RideStation Throughput 272
NumberInStation - Average
Object Name Data Source Category Value
Combiner1 MemberInputBuffer Content 5,35906
Combiner1 ParentInputBuffer Content 416,42612
Estrusion MemberInputBuffer Content 3273,80262
Estrusion ParentInputBuffer Content 41,41419
Estrusion Processing Content 0,34021
Dosificacion InputBuffer Content 526,79425
Dosificacion Processing Content 0,51042
Estufa Processing Content 10,88
Horno InputBuffer Content 0,32065
Horno Processing Content 0,46666
Manutencion OutputBuffer Content 0,00941
Manutencion Processing Content 0,11333
Mezcladora Processing Content 0,28583
SecadoAmbiente Processing Content 10,88
ZonadeEspera Processing Content 10,87561
Vehicle1[1] RideStation Content 0,00944
NumberInStation - Maximum
Object Name Data Source Category Value
Combiner1 MemberInputBuffer Content 12
Combiner1 ParentInputBuffer Content 450
Estrusion MemberInputBuffer Content 7478
Estrusion ParentInputBuffer Content 450
Estrusion Processing Content 1
Dosificacion InputBuffer Content 6211
Dosificacion Processing Content 3
Estufa Processing Content 32
Horno InputBuffer Content 11
Horno Processing Content 1
Manutencion OutputBuffer Content 1
Manutencion Processing Content 1
Mezcladora Processing Content 3
SecadoAmbiente Processing Content 33
ZonadeEspera Processing Content 32
Vehicle1[1] RideStation Content 1
NumberInStation - Minimum
Object Name Data Source Category Value
Combiner1 MemberInputBuffer Content 0
Combiner1 ParentInputBuffer Content 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 146
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Estrusion MemberInputBuffer Content 0
Estrusion ParentInputBuffer Content 0
Estrusion Processing Content 0
Dosificacion InputBuffer Content 0
Dosificacion Processing Content 0
Estufa Processing Content 0
Horno InputBuffer Content 0
Horno Processing Content 0
Manutencion OutputBuffer Content 0
Manutencion Processing Content 0
Mezcladora Processing Content 0
SecadoAmbiente Processing Content 0
ZonadeEspera Processing Content 0
Vehicle1[1] RideStation Content 0
NumberInSystem - Average
Object Name Data Source Category Value
bandeja [Population] Content 450
LoteTransferencia [Population] Content 450
Planchas [Population] Content 271,34601
Planchas1 [Population] Content 1138,26849
Planchas2 [Population] Content 245,09189
Planchas3 [Population] Content 962,11749
Planchas4 [Population] Content 965,49872
Planchas5 [Population] Content 1248,16034
Planchas6 [Population] Content 217,83223
NumberInSystem - Maximum
Object Name Data Source Category Value
bandeja [Population] Content 461
LoteTransferencia [Population] Content 451
Planchas [Population] Content 1140
Planchas1 [Population] Content 1890
Planchas2 [Population] Content 460
Planchas3 [Population] Content 2330
Planchas4 [Population] Content 1300
Planchas5 [Population] Content 2350
Planchas6 [Population] Content 330
NumberInSystem - Minimum
Object Name Data Source Category Value
bandeja [Population] Content 0
LoteTransferencia [Population] Content 0
Planchas [Population] Content 0
Planchas1 [Population] Content 0
Planchas2 [Population] Content 0
Planchas3 [Population] Content 0
Planchas4 [Population] Content 0
Planchas5 [Population] Content 0
Planchas6 [Population] Content 0
NumberOnLink - Average
Object Name Data Source Category Value
TimePath1 [Travelers] Content 0,13611

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 147
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
TimePath10 [Travelers] Content 0,00374
TimePath13 [Travelers] Content 0,00374
TimePath14 [Travelers] Content 0,04483
TimePath2 [Travelers] Content 0,13611
TimePath3 [Travelers] Content 0,27222
TimePath5 [Travelers] Content 0,01885
TimePath6 [Travelers] Content 0,00378
TimePath7 [Travelers] Content 0,00378
TimePath9 [Travelers] Content 0,00375
NumberOnLink - Maximum
Object Name Data Source Category Value
TimePath1 [Travelers] Content 1100
TimePath10 [Travelers] Content 1
TimePath13 [Travelers] Content 1
TimePath14 [Travelers] Content 12
TimePath2 [Travelers] Content 3
TimePath3 [Travelers] Content 3
TimePath5 [Travelers] Content 1
TimePath6 [Travelers] Content 1
TimePath7 [Travelers] Content 1
TimePath9 [Travelers] Content 1
NumberOnLink - Minimum
Object Name Data Source Category Value
TimePath1 [Travelers] Content 0
TimePath10 [Travelers] Content 0
TimePath13 [Travelers] Content 0
TimePath14 [Travelers] Content 0
TimePath2 [Travelers] Content 0
TimePath3 [Travelers] Content 0
TimePath5 [Travelers] Content 0
TimePath6 [Travelers] Content 0
TimePath7 [Travelers] Content 0
TimePath9 [Travelers] Content 0
ProcessingTime - Average
Object Name Data Source Category Value
Estrusion [Resource] ResourceState 1,72987
Dosificacion [Resource] ResourceState 204,1875
Estufa [Resource] ResourceState 114,03521
Horno [Resource] ResourceState 8,61519
Manutencion [Resource] ResourceState 0,5
Mezcladora [Resource] ResourceState 0,035
SecadoAmbiente [Resource] ResourceState 114,03521
ZonadeEspera [Resource] ResourceState 113,57573
ProcessingTime - Occurrences
Object Name Data Source Category Value
Estrusion [Resource] ResourceState 236
Dosificacion [Resource] ResourceState 1
Estufa [Resource] ResourceState 8
Horno [Resource] ResourceState 65
Manutencion [Resource] ResourceState 272

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 148
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Mezcladora [Resource] ResourceState 3267
SecadoAmbiente [Resource] ResourceState 8
ZonadeEspera [Resource] ResourceState 8
ProcessingTime - Percent
Object Name Data Source Category Value
Estrusion [Resource] ResourceState 34,02083
Dosificacion [Resource] ResourceState 17,01563
Estufa [Resource] ResourceState 76,02347
Horno [Resource] ResourceState 46,66563
Manutencion [Resource] ResourceState 11,33333
Mezcladora [Resource] ResourceState 9,52875
SecadoAmbiente [Resource] ResourceState 76,02347
ZonadeEspera [Resource] ResourceState 75,71715
ProcessingTime - Total
Object Name Data Source Category Value
Estrusion [Resource] ResourceState 408,25
Dosificacion [Resource] ResourceState 204,1875
Estufa [Resource] ResourceState 912,28167
Horno [Resource] ResourceState 559,9875
Manutencion [Resource] ResourceState 136
Mezcladora [Resource] ResourceState 114,345
SecadoAmbiente [Resource] ResourceState 912,28167
ZonadeEspera [Resource] ResourceState 908,60583
ScheduledUtilization - Percent
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 0
Estrusion [Resource] Capacity 34,02083
Separator1 [Resource] Capacity 0
Separator2 [Resource] Capacity 0
Dosificacion [Resource] Capacity 17,01389
Estufa [Resource] Capacity 0,72533
Horno [Resource] Capacity 46,66563
Manutencion [Resource] Capacity 11,33333
Mezcladora [Resource] Capacity 9,52778
SecadoAmbiente [Resource] Capacity 0,72533
ZonadeEspera [Resource] Capacity 0,72504
Vehicle1 [Population] Capacity 1,88542
Vehicle1[1] [Resource] Capacity 1,88542
StarvedTime - Average
Object Name Data Source Category Value
Combiner1 [Resource] ResourceState 1200
Estrusion [Resource] ResourceState 3,34072
Separator1 [Resource] ResourceState 1200
Separator2 [Resource] ResourceState 1200
Dosificacion [Resource] ResourceState 497,90625
Estufa [Resource] ResourceState 31,9687
Horno [Resource] ResourceState 9,84635
Manutencion [Resource] ResourceState 3,89744
Mezcladora [Resource] ResourceState 0,33221
SecadoAmbiente [Resource] ResourceState 31,9687

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 149
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
ZonadeEspera [Resource] ResourceState 36,42427
StarvedTime - Occurrences
Object Name Data Source Category Value
Combiner1 [Resource] ResourceState 1
Estrusion [Resource] ResourceState 237
Separator1 [Resource] ResourceState 1
Separator2 [Resource] ResourceState 1
Dosificacion [Resource] ResourceState 2
Estufa [Resource] ResourceState 9
Horno [Resource] ResourceState 65
Manutencion [Resource] ResourceState 273
Mezcladora [Resource] ResourceState 3268
SecadoAmbiente [Resource] ResourceState 9
ZonadeEspera [Resource] ResourceState 8
StarvedTime - Percent
Object Name Data Source Category Value
Combiner1 [Resource] ResourceState 100
Estrusion [Resource] ResourceState 65,97917
Separator1 [Resource] ResourceState 100
Separator2 [Resource] ResourceState 100
Dosificacion [Resource] ResourceState 82,98438
Estufa [Resource] ResourceState 23,97653
Horno [Resource] ResourceState 53,33438
Manutencion [Resource] ResourceState 88,66667
Mezcladora [Resource] ResourceState 90,47125
SecadoAmbiente [Resource] ResourceState 23,97653
ZonadeEspera [Resource] ResourceState 24,28285
StarvedTime - Total
Object Name Data Source Category Value
Combiner1 [Resource] ResourceState 1200
Estrusion [Resource] ResourceState 791,75
Separator1 [Resource] ResourceState 1200
Separator2 [Resource] ResourceState 1200
Dosificacion [Resource] ResourceState 995,8125
Estufa [Resource] ResourceState 287,71833
Horno [Resource] ResourceState 640,0125
Manutencion [Resource] ResourceState 1064
Mezcladora [Resource] ResourceState 1085,655
SecadoAmbiente [Resource] ResourceState 287,71833
ZonadeEspera [Resource] ResourceState 291,39417
TimeInStation - Average
Object Name Data Source Category Value
Combiner1 MemberInputBuffer HoldingTime 1,884
Combiner1 ParentInputBuffer HoldingTime 507,14297
Estrusion MemberInputBuffer HoldingTime 400,75237
Estrusion ParentInputBuffer HoldingTime 4,48132
Estrusion Processing HoldingTime 0,125
Dosificacion InputBuffer HoldingTime 64,50542
Dosificacion Processing HoldingTime 0,0625
Estufa Processing HoldingTime 48

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 150
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Horno InputBuffer HoldingTime 1,42511
Horno Processing HoldingTime 2,08
Manutencion OutputBuffer HoldingTime 0,04151
Manutencion Processing HoldingTime 0,5
Mezcladora Processing HoldingTime 0,035
SecadoAmbiente Processing HoldingTime 48
ZonadeEspera Processing HoldingTime 48
Vehicle1[1] RideStation HoldingTime 0,04167
TimeInStation - Maximum
Object Name Data Source Category Value
Combiner1 MemberInputBuffer HoldingTime 93,33
Combiner1 ParentInputBuffer HoldingTime 1059,05917
Estrusion MemberInputBuffer HoldingTime 854,52
Estrusion ParentInputBuffer HoldingTime 56,28917
Estrusion Processing HoldingTime 0,125
Dosificacion InputBuffer HoldingTime 129,4375
Dosificacion Processing HoldingTime 0,0625
Estufa Processing HoldingTime 48
Horno InputBuffer HoldingTime 20,83833
Horno Processing HoldingTime 2,08
Manutencion OutputBuffer HoldingTime 0,04167
Manutencion Processing HoldingTime 0,5
Mezcladora Processing HoldingTime 0,035
SecadoAmbiente Processing HoldingTime 48
ZonadeEspera Processing HoldingTime 48
Vehicle1[1] RideStation HoldingTime 0,04167
TimeInStation - Minimum
Object Name Data Source Category Value
Combiner1 MemberInputBuffer HoldingTime 0
Combiner1 ParentInputBuffer HoldingTime 1,66417
Estrusion MemberInputBuffer HoldingTime 0
Estrusion ParentInputBuffer HoldingTime 0
Estrusion Processing HoldingTime 0,125
Dosificacion InputBuffer HoldingTime 0
Dosificacion Processing HoldingTime 0,0625
Estufa Processing HoldingTime 48
Horno InputBuffer HoldingTime 0
Horno Processing HoldingTime 2,08
Manutencion OutputBuffer HoldingTime 0
Manutencion Processing HoldingTime 0,5
Mezcladora Processing HoldingTime 0,035
SecadoAmbiente Processing HoldingTime 48
ZonadeEspera Processing HoldingTime 48
Vehicle1[1] RideStation HoldingTime 0,04167
TimeInSystem - Average
Object Name Data Source Category Value
bandeja [Population] FlowTime 154,72193
LoteTransferencia [Population] FlowTime 649,18789
Planchas [Population] FlowTime 285,62738

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 151
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Planchas1 [Population] FlowTime 722,71015
Planchas2 [Population] FlowTime 639,37014
Planchas3 [Population] FlowTime 495,51115
Planchas4 [Population] FlowTime 891,22959
Planchas5 [Population] FlowTime 634,65313
Planchas6 [Population] FlowTime 698,25511
Sink1 [DestroyedObjects] FlowTime 649,18789
Sink2 [DestroyedObjects] FlowTime 154,72193
Sink3 [DestroyedObjects] FlowTime 613,45169
TimeInSystem - Maximum
Object Name Data Source Category Value
bandeja [Population] FlowTime 295,86583
LoteTransferencia [Population] FlowTime 1199,56583
Planchas [Population] FlowTime 856,5725
Planchas1 [Population] FlowTime 965,50917
Planchas2 [Population] FlowTime 951,90917
Planchas3 [Population] FlowTime 936,22917
Planchas4 [Population] FlowTime 1045,16583
Planchas5 [Population] FlowTime 1031,56583
Planchas6 [Population] FlowTime 876,4125
Sink1 [DestroyedObjects] FlowTime 1199,56583
Sink2 [DestroyedObjects] FlowTime 295,86583
Sink3 [DestroyedObjects] FlowTime 1045,16583
TimeInSystem - Minimum
Object Name Data Source Category Value
bandeja [Population] FlowTime 147,49667
LoteTransferencia [Population] FlowTime 148,36917
Planchas [Population] FlowTime 148,36917
Planchas1 [Population] FlowTime 484,2025
Planchas2 [Population] FlowTime 195,20917
Planchas3 [Population] FlowTime 200,44917
Planchas4 [Population] FlowTime 334,46583
Planchas5 [Population] FlowTime 339,70583
Planchas6 [Population] FlowTime 469,5625
Sink1 [DestroyedObjects] FlowTime 148,36917
Sink2 [DestroyedObjects] FlowTime 147,49667
Sink3 [DestroyedObjects] FlowTime 148,36917
TimeInSystem - Observations
Object Name Data Source Category Value
Sink1 [DestroyedObjects] FlowTime 269
Sink2 [DestroyedObjects] FlowTime 3228
Sink3 [DestroyedObjects] FlowTime 9684
TimeOnLink - Average
Object Name Data Source Category Value
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath14 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,03333

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 152
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
TimePath5 [Travelers] FlowTime 0,04167
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
TimeOnLink - Maximum
Object Name Data Source Category Value
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath14 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,03333
TimePath5 [Travelers] FlowTime 0,04167
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
TimeOnLink - Minimum
Object Name Data Source Category Value
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath14 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,03333
TimePath5 [Travelers] FlowTime 0,04167
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
TransportingTime - Average
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 0,08318
TransportingTime - Occurrences
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 272
TransportingTime - Percent
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 1,88542
TransportingTime - Total
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 22,625
UnitsAllocated - Total
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 272
Estrusion [Resource] Capacity 3266
Separator1 [Resource] Capacity 269
Separator2 [Resource] Capacity 3228
Dosificacion [Resource] Capacity 9800
Estufa [Resource] Capacity 272
Horno [Resource] Capacity 270
Manutencion [Resource] Capacity 272
Mezcladora [Resource] Capacity 9800

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 153
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
SecadoAmbiente [Resource] Capacity 272
ZonadeEspera [Resource] Capacity 272
Vehicle1 [Population] Capacity 272
Vehicle1[1] [Resource] Capacity 272
UnitsScheduled - Average
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 1
Estrusion [Resource] Capacity 1
Separator1 [Resource] Capacity 1
Separator2 [Resource] Capacity 1
Dosificacion [Resource] Capacity 3
Estufa [Resource] Capacity 1500
Horno [Resource] Capacity 1
Manutencion [Resource] Capacity 1
Mezcladora [Resource] Capacity 3
SecadoAmbiente [Resource] Capacity 1500
ZonadeEspera [Resource] Capacity 1500
Vehicle1 [Population] Capacity 1
Vehicle1[1] [Resource] Capacity 1
UnitsScheduled - Maximum
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 1
Estrusion [Resource] Capacity 1
Separator1 [Resource] Capacity 1
Separator2 [Resource] Capacity 1
Dosificacion [Resource] Capacity 3
Estufa [Resource] Capacity 1500
Horno [Resource] Capacity 1
Manutencion [Resource] Capacity 1
Mezcladora [Resource] Capacity 3
SecadoAmbiente [Resource] Capacity 1500
ZonadeEspera [Resource] Capacity 1500
Vehicle1 [Population] Capacity 1
Vehicle1[1] [Resource] Capacity 1
UnitsScheduled - Minimum
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 1
Estrusion [Resource] Capacity 1
Separator1 [Resource] Capacity 1
Separator2 [Resource] Capacity 1
Dosificacion [Resource] Capacity 3
Estufa [Resource] Capacity 1500
Horno [Resource] Capacity 1
Manutencion [Resource] Capacity 1
Mezcladora [Resource] Capacity 3
SecadoAmbiente [Resource] Capacity 1500
ZonadeEspera [Resource] Capacity 1500
Vehicle1 [Population] Capacity 1
Vehicle1[1] [Resource] Capacity 1

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 154
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
UnitsUtilized - Average
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 0
Estrusion [Resource] Capacity 0,34021
Separator1 [Resource] Capacity 0
Separator2 [Resource] Capacity 0
Dosificacion [Resource] Capacity 0,51042
Estufa [Resource] Capacity 10,88
Horno [Resource] Capacity 0,46666
Manutencion [Resource] Capacity 0,11333
Mezcladora [Resource] Capacity 0,28583
SecadoAmbiente [Resource] Capacity 10,88
ZonadeEspera [Resource] Capacity 10,87561
Vehicle1 [Population] Capacity 0,01885
Vehicle1[1] [Resource] Capacity 0,01885
UnitsUtilized - Maximum
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 1
Estrusion [Resource] Capacity 1
Separator1 [Resource] Capacity 1
Separator2 [Resource] Capacity 1
Dosificacion [Resource] Capacity 3
Estufa [Resource] Capacity 32
Horno [Resource] Capacity 1
Manutencion [Resource] Capacity 1
Mezcladora [Resource] Capacity 3
SecadoAmbiente [Resource] Capacity 33
ZonadeEspera [Resource] Capacity 32
Vehicle1 [Population] Capacity 1
Vehicle1[1] [Resource] Capacity 1
UnitsUtilized - Minimum
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 0
Estrusion [Resource] Capacity 0
Separator1 [Resource] Capacity 0
Separator2 [Resource] Capacity 0
Dosificacion [Resource] Capacity 0
Estufa [Resource] Capacity 0
Horno [Resource] Capacity 0
Manutencion [Resource] Capacity 0
Mezcladora [Resource] Capacity 0
SecadoAmbiente [Resource] Capacity 0
ZonadeEspera [Resource] Capacity 0
Vehicle1 [Population] Capacity 0
Vehicle1[1] [Resource] Capacity 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 155
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Interactive Detail Report Project: C(900)
Model: Model (Academic, COMMERCIAL USE PROHIBITED)
Analyst Name: Daniel Prieto
Scenario: [Interactive Run]
DistanceTraveled - Total
Object Name Data Source Category Value
Vehicle1[1] [Object] Travel 37385,55
IdleTime - Average
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 4,31273
IdleTime - Occurrences
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 273
IdleTime - Percent
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 98,11458
IdleTime - Total
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 1177,375
NumberCreated - Total
Object Name Data Source Category Value
bandeja [Population] Throughput 4164
LoteTransferencia [Population] Throughput 1172
Planchas [Population] Throughput 1140
Planchas1 [Population] Throughput 1890
Planchas2 [Population] Throughput 460
Planchas3 [Population] Throughput 2330
Planchas4 [Population] Throughput 1300
Planchas5 [Population] Throughput 2350
Planchas6 [Population] Throughput 330
NumberDestroyed - Total
Object Name Data Source Category Value
bandeja [Population] Throughput 3264
LoteTransferencia [Population] Throughput 272
Planchas [Population] Throughput 1140
Planchas1 [Population] Throughput 1890
Planchas2 [Population] Throughput 460
Planchas3 [Population] Throughput 2330
Planchas4 [Population] Throughput 1300
Planchas5 [Population] Throughput 2350
Planchas6 [Population] Throughput 322
NumberEntered - Total
Object Name Data Source Category Value
Combiner1 MemberInputBuffer Throughput 3266
Combiner1 OutputBuffer Throughput 272
Combiner1 ParentInputBuffer Throughput 1172
Combiner1 Processing Throughput 272

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 156
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Extrusion MemberInputBuffer Throughput 9800
Extrusion OutputBuffer Throughput 3266
Extrusion ParentInputBuffer Throughput 4164
Extrusion Processing Throughput 3266
Separator1 InputBuffer Throughput 272
Separator1 MemberOutputBuffer Throughput 3264
Separator1 ParentOutputBuffer Throughput 272
Separator1 Processing Throughput 272
Separator2 InputBuffer Throughput 3264
Separator2 MemberOutputBuffer Throughput 9792
Separator2 ParentOutputBuffer Throughput 3264
Separator2 Processing Throughput 3264
Dosificacion InputBuffer Throughput 9800
Dosificacion OutputBuffer Throughput 9800
Dosificacion Processing Throughput 9800
Estufa InputBuffer Throughput 272
Estufa OutputBuffer Throughput 272
Estufa Processing Throughput 272
Horno InputBuffer Throughput 272
Horno OutputBuffer Throughput 272
Horno Processing Throughput 272
Manutencion InputBuffer Throughput 272
Manutencion OutputBuffer Throughput 272
Manutencion Processing Throughput 272
Mezcladora InputBuffer Throughput 9800
Mezcladora OutputBuffer Throughput 9800
Mezcladora Processing Throughput 9800
SecadoAmbiente InputBuffer Throughput 272
SecadoAmbiente OutputBuffer Throughput 272
SecadoAmbiente Processing Throughput 272
ZonadeEspera InputBuffer Throughput 272
ZonadeEspera OutputBuffer Throughput 272
ZonadeEspera Processing Throughput 272
Sink1 InputBuffer Throughput 272
Sink2 InputBuffer Throughput 3264
Sink3 InputBuffer Throughput 9792
Source1 OutputBuffer Throughput 9800
Source2 OutputBuffer Throughput 4164
Source3 OutputBuffer Throughput 1172
TimePath1 [Travelers] Throughput 9800
TimePath10 [Travelers] Throughput 272
TimePath13 [Travelers] Throughput 272
TimePath14 [Travelers] Throughput 3264
TimePath2 [Travelers] Throughput 9800
TimePath3 [Travelers] Throughput 9800
TimePath5 [Travelers] Throughput 543
TimePath6 [Travelers] Throughput 272
TimePath7 [Travelers] Throughput 272

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 157
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
TimePath9 [Travelers] Throughput 272
Vehicle1[1] RideStation Throughput 272
NumberExited - Total
Object Name Data Source Category Value
Combiner1 MemberInputBuffer Throughput 3264
Combiner1 OutputBuffer Throughput 272
Combiner1 ParentInputBuffer Throughput 272
Combiner1 Processing Throughput 272
Extrusion MemberInputBuffer Throughput 9798
Extrusion OutputBuffer Throughput 3266
Extrusion ParentInputBuffer Throughput 3266
Extrusion Processing Throughput 3266
Separator1 InputBuffer Throughput 272
Separator1 MemberOutputBuffer Throughput 3264
Separator1 ParentOutputBuffer Throughput 272
Separator1 Processing Throughput 272
Separator2 InputBuffer Throughput 3264
Separator2 MemberOutputBuffer Throughput 9792
Separator2 ParentOutputBuffer Throughput 3264
Separator2 Processing Throughput 3264
Dosificacion InputBuffer Throughput 9800
Dosificacion OutputBuffer Throughput 9800
Dosificacion Processing Throughput 9800
Estufa InputBuffer Throughput 272
Estufa OutputBuffer Throughput 272
Estufa Processing Throughput 272
Horno InputBuffer Throughput 272
Horno OutputBuffer Throughput 272
Horno Processing Throughput 272
Manutencion InputBuffer Throughput 272
Manutencion OutputBuffer Throughput 272
Manutencion Processing Throughput 272
Mezcladora InputBuffer Throughput 9800
Mezcladora OutputBuffer Throughput 9800
Mezcladora Processing Throughput 9800
SecadoAmbiente InputBuffer Throughput 272
SecadoAmbiente OutputBuffer Throughput 272
SecadoAmbiente Processing Throughput 272
ZonadeEspera InputBuffer Throughput 272
ZonadeEspera OutputBuffer Throughput 272
ZonadeEspera Processing Throughput 272
Sink1 InputBuffer Throughput 272
Sink2 InputBuffer Throughput 3264
Sink3 InputBuffer Throughput 9792
Source1 OutputBuffer Throughput 9800
Source2 OutputBuffer Throughput 4164
Source3 OutputBuffer Throughput 1172
TimePath1 [Travelers] Throughput 9800
TimePath10 [Travelers] Throughput 272

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 158
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
TimePath13 [Travelers] Throughput 272
TimePath14 [Travelers] Throughput 3264
TimePath2 [Travelers] Throughput 9800
TimePath3 [Travelers] Throughput 9800
TimePath5 [Travelers] Throughput 543
TimePath6 [Travelers] Throughput 272
TimePath7 [Travelers] Throughput 272
TimePath9 [Travelers] Throughput 272
Vehicle1[1] RideStation Throughput 272
NumberInStation - Average
Object Name Data Source Category Value
Combiner1 MemberInputBuffer Content 2,93947
Combiner1 ParentInputBuffer Content 864,12594
Extrusion MemberInputBuffer Content 1315,16107
Extrusion ParentInputBuffer Content 466,23157
Extrusion Processing Content 0,34021
Dosificacion InputBuffer Content 526,79425
Dosificacion Processing Content 0,51042
Estufa Processing Content 10,88
Horno InputBuffer Content 2,61152
Horno Processing Content 0,47147
Manutencion OutputBuffer Content 0,00941
Manutencion Processing Content 0,11333
Mezcladora Processing Content 0,28583
SecadoAmbiente Processing Content 10,88
ZonadeEspera Processing Content 10,88
Vehicle1[1] RideStation Content 0,00944
NumberInStation - Maximum
Object Name Data Source Category Value
Combiner1 MemberInputBuffer Content 12
Combiner1 ParentInputBuffer Content 900
Extrusion MemberInputBuffer Content 6128
Extrusion ParentInputBuffer Content 900
Extrusion Processing Content 1
Dosificacion InputBuffer Content 6211
Dosificacion Processing Content 3
Estufa Processing Content 32
Horno InputBuffer Content 21
Horno Processing Content 1
Manutencion OutputBuffer Content 1
Manutencion Processing Content 1
Mezcladora Processing Content 3
SecadoAmbiente Processing Content 33
ZonadeEspera Processing Content 32
Vehicle1[1] RideStation Content 1
NumberInStation - Minimum
Object Name Data Source Category Value
Combiner1 MemberInputBuffer Content 0
Combiner1 ParentInputBuffer Content 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 159
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Extrusion MemberInputBuffer Content 0
Extrusion ParentInputBuffer Content 0
Extrusion Processing Content 0
Dosificacion InputBuffer Content 0
Dosificacion Processing Content 0
Estufa Processing Content 0
Horno InputBuffer Content 0
Horno Processing Content 0
Manutencion OutputBuffer Content 0
Manutencion Processing Content 0
Mezcladora Processing Content 0
SecadoAmbiente Processing Content 0
ZonadeEspera Processing Content 0
Vehicle1[1] RideStation Content 0
NumberInSystem - Average
Object Name Data Source Category Value
bandeja [Population] Content 900
LoteTransferencia [Population] Content 900
Planchas [Population] Content 218,44351
Planchas1 [Population] Content 704,93824
Planchas2 [Population] Content 151,6308
Planchas3 [Population] Content 663,51227
Planchas4 [Population] Content 537,8114
Planchas5 [Population] Content 805,21202
Planchas6 [Population] Content 130,32746
NumberInSystem - Maximum
Object Name Data Source Category Value
bandeja [Population] Content 911
LoteTransferencia [Population] Content 901
Planchas [Population] Content 1140
Planchas1 [Population] Content 1890
Planchas2 [Population] Content 460
Planchas3 [Population] Content 2330
Planchas4 [Population] Content 1300
Planchas5 [Population] Content 2350
Planchas6 [Population] Content 330
NumberInSystem - Minimum
Object Name Data Source Category Value
bandeja [Population] Content 0
LoteTransferencia [Population] Content 0
Planchas [Population] Content 0
Planchas1 [Population] Content 0
Planchas2 [Population] Content 0
Planchas3 [Population] Content 0
Planchas4 [Population] Content 0
Planchas5 [Population] Content 0
Planchas6 [Population] Content 0
NumberOnLink - Average
Object Name Data Source Category Value
TimePath1 [Travelers] Content 0,13611

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 160
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
TimePath10 [Travelers] Content 0,00378
TimePath13 [Travelers] Content 0,00378
TimePath14 [Travelers] Content 0,04533
TimePath2 [Travelers] Content 0,13611
TimePath3 [Travelers] Content 0,27222
TimePath5 [Travelers] Content 0,01885
TimePath6 [Travelers] Content 0,00378
TimePath7 [Travelers] Content 0,00378
TimePath9 [Travelers] Content 0,00378
NumberOnLink - Maximum
Object Name Data Source Category Value
TimePath1 [Travelers] Content 1100
TimePath10 [Travelers] Content 1
TimePath13 [Travelers] Content 1
TimePath14 [Travelers] Content 12
TimePath2 [Travelers] Content 3
TimePath3 [Travelers] Content 3
TimePath5 [Travelers] Content 1
TimePath6 [Travelers] Content 1
TimePath7 [Travelers] Content 1
TimePath9 [Travelers] Content 1
NumberOnLink - Minimum
Object Name Data Source Category Value
TimePath1 [Travelers] Content 0
TimePath10 [Travelers] Content 0
TimePath13 [Travelers] Content 0
TimePath14 [Travelers] Content 0
TimePath2 [Travelers] Content 0
TimePath3 [Travelers] Content 0
TimePath5 [Travelers] Content 0
TimePath6 [Travelers] Content 0
TimePath7 [Travelers] Content 0
TimePath9 [Travelers] Content 0
ProcessingTime - Average
Object Name Data Source Category Value
Extrusion [Resource] ResourceState 2,05151
Dosificacion [Resource] ResourceState 204,1875
Estufa [Resource] ResourceState 603,92667
Horno [Resource] ResourceState 565,76
Manutencion [Resource] ResourceState 0,5
Mezcladora [Resource] ResourceState 0,035
SecadoAmbiente [Resource] ResourceState 603,92667
ZonadeEspera [Resource] ResourceState 603,92667
ProcessingTime - Occurrences
Object Name Data Source Category Value
Extrusion [Resource] ResourceState 199
Dosificacion [Resource] ResourceState 1
Estufa [Resource] ResourceState 1
Horno [Resource] ResourceState 1
Manutencion [Resource] ResourceState 272

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 161
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Mezcladora [Resource] ResourceState 3267
SecadoAmbiente [Resource] ResourceState 1
ZonadeEspera [Resource] ResourceState 1
ProcessingTime - Percent
Object Name Data Source Category Value
Extrusion [Resource] ResourceState 34,02083
Dosificacion [Resource] ResourceState 17,01563
Estufa [Resource] ResourceState 50,32722
Horno [Resource] ResourceState 47,14667
Manutencion [Resource] ResourceState 11,33333
Mezcladora [Resource] ResourceState 9,52875
SecadoAmbiente [Resource] ResourceState 50,32722
ZonadeEspera [Resource] ResourceState 50,32722
ProcessingTime - Total
Object Name Data Source Category Value
Extrusion [Resource] ResourceState 408,25
Dosificacion [Resource] ResourceState 204,1875
Estufa [Resource] ResourceState 603,92667
Horno [Resource] ResourceState 565,76
Manutencion [Resource] ResourceState 136
Mezcladora [Resource] ResourceState 114,345
SecadoAmbiente [Resource] ResourceState 603,92667
ZonadeEspera [Resource] ResourceState 603,92667
ScheduledUtilization - Percent
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 0
Extrusion [Resource] Capacity 34,02083
Separator1 [Resource] Capacity 0
Separator2 [Resource] Capacity 0
Dosificacion [Resource] Capacity 17,01389
Estufa [Resource] Capacity 0,72533
Horno [Resource] Capacity 47,14667
Manutencion [Resource] Capacity 11,33333
Mezcladora [Resource] Capacity 9,52778
SecadoAmbiente [Resource] Capacity 0,72533
ZonadeEspera [Resource] Capacity 0,72533
Vehicle1 [Population] Capacity 1,88542
Vehicle1[1] [Resource] Capacity 1,88542
StarvedTime - Average
Object Name Data Source Category Value
Combiner1 [Resource] ResourceState 1200
Extrusion [Resource] ResourceState 3,95875
Separator1 [Resource] ResourceState 1200
Separator2 [Resource] ResourceState 1200
Dosificacion [Resource] ResourceState 497,90625
Estufa [Resource] ResourceState 298,03667
Horno [Resource] ResourceState 317,12
Manutencion [Resource] ResourceState 3,89744
Mezcladora [Resource] ResourceState 0,33221
SecadoAmbiente [Resource] ResourceState 298,03667

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 162
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
ZonadeEspera [Resource] ResourceState 298,03667
StarvedTime - Occurrences
Object Name Data Source Category Value
Combiner1 [Resource] ResourceState 1
Extrusion [Resource] ResourceState 200
Separator1 [Resource] ResourceState 1
Separator2 [Resource] ResourceState 1
Dosificacion [Resource] ResourceState 2
Estufa [Resource] ResourceState 2
Horno [Resource] ResourceState 2
Manutencion [Resource] ResourceState 273
Mezcladora [Resource] ResourceState 3268
SecadoAmbiente [Resource] ResourceState 2
ZonadeEspera [Resource] ResourceState 2
StarvedTime - Percent
Object Name Data Source Category Value
Combiner1 [Resource] ResourceState 100
Extrusion [Resource] ResourceState 65,97917
Separator1 [Resource] ResourceState 100
Separator2 [Resource] ResourceState 100
Dosificacion [Resource] ResourceState 82,98438
Estufa [Resource] ResourceState 49,67278
Horno [Resource] ResourceState 52,85333
Manutencion [Resource] ResourceState 88,66667
Mezcladora [Resource] ResourceState 90,47125
SecadoAmbiente [Resource] ResourceState 49,67278
ZonadeEspera [Resource] ResourceState 49,67278
StarvedTime - Total
Object Name Data Source Category Value
Combiner1 [Resource] ResourceState 1200
Extrusion [Resource] ResourceState 791,75
Separator1 [Resource] ResourceState 1200
Separator2 [Resource] ResourceState 1200
Dosificacion [Resource] ResourceState 995,8125
Estufa [Resource] ResourceState 596,07333
Horno [Resource] ResourceState 634,24
Manutencion [Resource] ResourceState 1064
Mezcladora [Resource] ResourceState 1085,655
SecadoAmbiente [Resource] ResourceState 596,07333
ZonadeEspera [Resource] ResourceState 596,07333
TimeInStation - Average
Object Name Data Source Category Value
Combiner1 MemberInputBuffer HoldingTime 0,6875
Combiner1 ParentInputBuffer HoldingTime 271,94124
Extrusion MemberInputBuffer HoldingTime 160,86976
Extrusion ParentInputBuffer HoldingTime 16,02629
Extrusion Processing HoldingTime 0,125
Dosificacion InputBuffer HoldingTime 64,50542
Dosificacion Processing HoldingTime 0,0625
Estufa Processing HoldingTime 48

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 163
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Horno InputBuffer HoldingTime 11,52141
Horno Processing HoldingTime 2,08
Manutencion OutputBuffer HoldingTime 0,04151
Manutencion Processing HoldingTime 0,5
Mezcladora Processing HoldingTime 0,035
SecadoAmbiente Processing HoldingTime 48
ZonadeEspera Processing HoldingTime 48
Vehicle1[1] RideStation HoldingTime 0,04167
TimeInStation - Maximum
Object Name Data Source Category Value
Combiner1 MemberInputBuffer HoldingTime 1,375
Combiner1 ParentInputBuffer HoldingTime 557,54917
Extrusion MemberInputBuffer HoldingTime 353,965
Extrusion ParentInputBuffer HoldingTime 112,53917
Extrusion Processing HoldingTime 0,125
Dosificacion InputBuffer HoldingTime 129,4375
Dosificacion Processing HoldingTime 0,0625
Estufa Processing HoldingTime 48
Horno InputBuffer HoldingTime 42,87833
Horno Processing HoldingTime 2,08
Manutencion OutputBuffer HoldingTime 0,04167
Manutencion Processing HoldingTime 0,5
Mezcladora Processing HoldingTime 0,035
SecadoAmbiente Processing HoldingTime 48
ZonadeEspera Processing HoldingTime 48
Vehicle1[1] RideStation HoldingTime 0,04167
TimeInStation - Minimum
Object Name Data Source Category Value
Combiner1 MemberInputBuffer HoldingTime 0
Combiner1 ParentInputBuffer HoldingTime 1,66417
Extrusion MemberInputBuffer HoldingTime 0
Extrusion ParentInputBuffer HoldingTime 0
Extrusion Processing HoldingTime 0,125
Dosificacion InputBuffer HoldingTime 0
Dosificacion Processing HoldingTime 0,0625
Estufa Processing HoldingTime 48
Horno InputBuffer HoldingTime 0
Horno Processing HoldingTime 2,08
Manutencion OutputBuffer HoldingTime 0
Manutencion Processing HoldingTime 0,5
Mezcladora Processing HoldingTime 0,035
SecadoAmbiente Processing HoldingTime 48
ZonadeEspera Processing HoldingTime 48
Vehicle1[1] RideStation HoldingTime 0,04167
TimeInSystem - Average
Object Name Data Source Category Value
bandeja [Population] FlowTime 175,1165
LoteTransferencia [Population] FlowTime 430,20917
Planchas [Population] FlowTime 229,94054

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 164
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Planchas1 [Population] FlowTime 447,57983
Planchas2 [Population] FlowTime 395,55862
Planchas3 [Population] FlowTime 341,72306
Planchas4 [Population] FlowTime 496,44129
Planchas5 [Population] FlowTime 411,17209
Planchas6 [Population] FlowTime 460,64892
Sink1 [DestroyedObjects] FlowTime 430,20917
Sink2 [DestroyedObjects] FlowTime 175,1165
Sink3 [DestroyedObjects] FlowTime 392,78869
TimeInSystem - Maximum
Object Name Data Source Category Value
bandeja [Population] FlowTime 302,28917
LoteTransferencia [Population] FlowTime 712,04917
Planchas [Population] FlowTime 503,88917
Planchas1 [Population] FlowTime 542,28917
Planchas2 [Population] FlowTime 528,68917
Planchas3 [Population] FlowTime 513,00917
Planchas4 [Population] FlowTime 551,40917
Planchas5 [Population] FlowTime 539,88917
Planchas6 [Population] FlowTime 523,72917
Sink1 [DestroyedObjects] FlowTime 712,04917
Sink2 [DestroyedObjects] FlowTime 302,28917
Sink3 [DestroyedObjects] FlowTime 551,40917
TimeInSystem - Minimum
Object Name Data Source Category Value
bandeja [Population] FlowTime 148,36917
LoteTransferencia [Population] FlowTime 148,36917
Planchas [Population] FlowTime 148,36917
Planchas1 [Population] FlowTime 343,12917
Planchas2 [Population] FlowTime 195,20917
Planchas3 [Population] FlowTime 200,44917
Planchas4 [Population] FlowTime 263,92917
Planchas5 [Population] FlowTime 269,16917
Planchas6 [Population] FlowTime 328,48917
Sink1 [DestroyedObjects] FlowTime 148,36917
Sink2 [DestroyedObjects] FlowTime 148,36917
Sink3 [DestroyedObjects] FlowTime 148,36917
TimeInSystem - Observations
Object Name Data Source Category Value
Sink1 [DestroyedObjects] FlowTime 272
Sink2 [DestroyedObjects] FlowTime 3264
Sink3 [DestroyedObjects] FlowTime 9792
TimeOnLink - Average
Object Name Data Source Category Value
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath14 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,03333
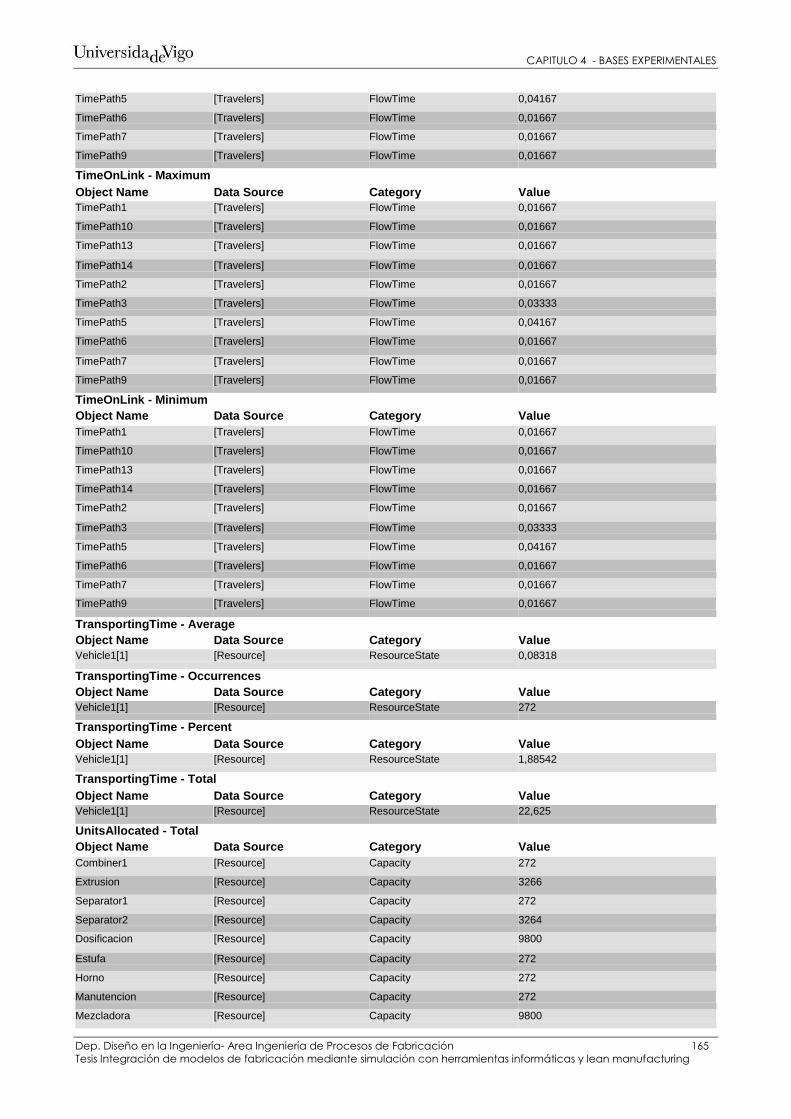
CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 165
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
TimePath5 [Travelers] FlowTime 0,04167
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
TimeOnLink - Maximum
Object Name Data Source Category Value
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath14 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,03333
TimePath5 [Travelers] FlowTime 0,04167
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
TimeOnLink - Minimum
Object Name Data Source Category Value
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath14 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,03333
TimePath5 [Travelers] FlowTime 0,04167
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
TransportingTime - Average
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 0,08318
TransportingTime - Occurrences
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 272
TransportingTime - Percent
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 1,88542
TransportingTime - Total
Object Name Data Source Category Value
Vehicle1[1] [Resource] ResourceState 22,625
UnitsAllocated - Total
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 272
Extrusion [Resource] Capacity 3266
Separator1 [Resource] Capacity 272
Separator2 [Resource] Capacity 3264
Dosificacion [Resource] Capacity 9800
Estufa [Resource] Capacity 272
Horno [Resource] Capacity 272
Manutencion [Resource] Capacity 272
Mezcladora [Resource] Capacity 9800

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 166
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
SecadoAmbiente [Resource] Capacity 272
ZonadeEspera [Resource] Capacity 272
Vehicle1 [Population] Capacity 272
Vehicle1[1] [Resource] Capacity 272
UnitsScheduled - Average
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 1
Extrusion [Resource] Capacity 1
Separator1 [Resource] Capacity 1
Separator2 [Resource] Capacity 1
Dosificacion [Resource] Capacity 3
Estufa [Resource] Capacity 1500
Horno [Resource] Capacity 1
Manutencion [Resource] Capacity 1
Mezcladora [Resource] Capacity 3
SecadoAmbiente [Resource] Capacity 1500
ZonadeEspera [Resource] Capacity 1500
Vehicle1 [Population] Capacity 1
Vehicle1[1] [Resource] Capacity 1
UnitsScheduled - Maximum
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 1
Extrusion [Resource] Capacity 1
Separator1 [Resource] Capacity 1
Separator2 [Resource] Capacity 1
Dosificacion [Resource] Capacity 3
Estufa [Resource] Capacity 1500
Horno [Resource] Capacity 1
Manutencion [Resource] Capacity 1
Mezcladora [Resource] Capacity 3
SecadoAmbiente [Resource] Capacity 1500
ZonadeEspera [Resource] Capacity 1500
Vehicle1 [Population] Capacity 1
Vehicle1[1] [Resource] Capacity 1
UnitsScheduled - Minimum
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 1
Extrusion [Resource] Capacity 1
Separator1 [Resource] Capacity 1
Separator2 [Resource] Capacity 1
Dosificacion [Resource] Capacity 3
Estufa [Resource] Capacity 1500
Horno [Resource] Capacity 1
Manutencion [Resource] Capacity 1
Mezcladora [Resource] Capacity 3
SecadoAmbiente [Resource] Capacity 1500
ZonadeEspera [Resource] Capacity 1500
Vehicle1 [Population] Capacity 1
Vehicle1[1] [Resource] Capacity 1

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 167
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
UnitsUtilized - Average
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 0
Extrusion [Resource] Capacity 0,34021
Separator1 [Resource] Capacity 0
Separator2 [Resource] Capacity 0
Dosificacion [Resource] Capacity 0,51042
Estufa [Resource] Capacity 10,88
Horno [Resource] Capacity 0,47147
Manutencion [Resource] Capacity 0,11333
Mezcladora [Resource] Capacity 0,28583
SecadoAmbiente [Resource] Capacity 10,88
ZonadeEspera [Resource] Capacity 10,88
Vehicle1 [Population] Capacity 0,01885
Vehicle1[1] [Resource] Capacity 0,01885
UnitsUtilized - Maximum
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 1
Extrusion [Resource] Capacity 1
Separator1 [Resource] Capacity 1
Separator2 [Resource] Capacity 1
Dosificacion [Resource] Capacity 3
Estufa [Resource] Capacity 32
Horno [Resource] Capacity 1
Manutencion [Resource] Capacity 1
Mezcladora [Resource] Capacity 3
SecadoAmbiente [Resource] Capacity 33
ZonadeEspera [Resource] Capacity 32
Vehicle1 [Population] Capacity 1
Vehicle1[1] [Resource] Capacity 1
UnitsUtilized - Minimum
Object Name Data Source Category Value
Combiner1 [Resource] Capacity 0
Extrusion [Resource] Capacity 0
Separator1 [Resource] Capacity 0
Separator2 [Resource] Capacity 0
Dosificacion [Resource] Capacity 0
Estufa [Resource] Capacity 0
Horno [Resource] Capacity 0
Manutencion [Resource] Capacity 0
Mezcladora [Resource] Capacity 0
SecadoAmbiente [Resource] Capacity 0
ZonadeEspera [Resource] Capacity 0
Vehicle1 [Population] Capacity 0
Vehicle1[1] [Resource] Capacity 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 168
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.3 Caso Empresa de fabricación de vidrio
4.3.1 FASE 1: Análisis inicial
4.3.1.1 Formulación del problema
En este caso se decidió por una empresa de fabricación de vidrio, en el cual se centraron
los esfuerzos en la mejora de una línea de doble acristalamiento. El doble acristalamiento se utiliza
en la actualidad en la fabricación de ventanas con cámara, muy extendida en la fabricación de
ventanas y ventanales en aluminio con este tipo de cristales puesto que al tener entre los dos
cristales una cámara de aire u otro gas ofrece múltiples cualidades en construcción como
aislamiento térmico, acústico o la no penetración de humedad al interior.
Se establecieron diferentes parámetros de estudio y sobre todo se buscó como podría
afectar una nueva distribución en planta sin restricciones de espacio, ya que la empresa estaba
en planteamiento de mudarse de emplazamiento.
Grafico 0-1 Diagrama de proceso productivo vidrio
CORTE
PREPARACIÓN DE
PERFILESCABALLETES PARA
LAVADO
UNION Y PRENSADO
PEDIDO
ORDEN DE TRABAJO
LAVADO
ENVÍO
SELLADO

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 169
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.3.1.2 Objetivos
Se establecieron los siguientes objetivos de acuerdo con la dirección de la empresa,
enfocados a:
Búsqueda de un Lay out más lógico que pudiera reducir los flujos de materiales y
eliminar costes innecesarios, sin restricciones de espacio debido al futuro cambio de
emplazamiento
Detectar las posibles oportunidades de mejora centradas en la redistribución y
utilización de recursos productivos tanto a nivel de recursos humanos como técnicos
Establecer un sistema de KPI LM que pudiera reflejar la idoneidad de las diferentes
oportunidades de mejora.
4.3.1.3 Area Piloto.
Se planteó como área piloto la totalidad de la planta, pero se centró la optimización en el
proceso de doble acristalamiento que representaba el 75% de la facturación de la empresa.
Imagen 0-1 Lay out actual vidrio
4.3.2 FASE 2: Modelo de simulación.
4.3.2.1 Datos reales
Los datos que se utilizaron inicialmente fueron los datos del ERP de producción de los
últimos años ,ya que el historial de la empresa se remonta a la década de los 80. Una base
experimental tan amplia permitió poder hacer valoraciones y posteriores simulaciones con gran
exactitud.
Se muestran a continuación las tablas de algunos de los datos utilizados como punto de
partida para el modelo real. Se reflejan los datos de operaciones analizadas para posteriormente
alimentar las entradas del software Simio

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 170
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Tabla 0-6 Tabla de datos de producción vidrio
Tabla 0-7 Tabla de datos de producción vidrio
Tabla 0-8 Tabla de datos de producción vidrio
Para conocer la situación actual del proceso de doble acristalamiento se realizó una toma
de datos durante un período de 18 días laborables tanto a nivel de tiempos de trabajo y de
espera como del Nº de piezas realizadas.
Días Media Desv. Est. Días Media Desv. Est. Días Media Desv. Est. Días Media Desv. Est. media Total desv
Tiempo 18 65,56 17,81 18 67,56 24,67 17 93 44,61 7 91,43 57,28 79,39 36,09
Nº Piezas 18 33,56 10,16 18 37 10,89 17 38,53 11,93 7 37,14 12,32 36,56 11,33
T/Pieza 18 2,01 0,39 18 1,97 0,96 17 2,53 1,37 7 2,45 1,3 2,24 1,01
Tiempo 17 38,12 11,57 17 63,29 32,08 16 53,13 21,72 7 47,43 18,65 50,49 21,01
Nº Piezas 17 33,12 10,29 17 37,23 11,18 16 37,75 11,86 7 37,14 12,32 36,31 11,41
T/Pieza 17 1,18 0,34 17 1,89 1,29 16 1,46 0,48 7 1,3 0,45 1,46 0,64
Tiempo 11 32,55 12,44 12 33,75 10,25 10 27 7,15 3 32,67 24,11 31,49 13,49
Nº Piezas 11 34 7,14 12 39,33 10,8 10 33,7 10,85 3 33,33 10,02 35,09 9,70
T/Pieza 11 1 0,47 12 0,92 0,42 10 0,9 0,47 3 0,92 0,58 0,94 0,49
Tiempo 18 62,94 20,03 17 71,59 25,41 14 64,71 20,03 7 42,43 23,78 60,42 22,31
Nº Piezas 18 33,56 10,16 17 35,17 11,18 14 34,64 12,86 7 36,14 13,93 34,88 12,03
T/Pieza 18 2,01 0,78 17 1,93 0,97 14 2,11 1,09 7 1,15 0,46 1,80 0,83
Tiempo 18 60,5 19,07 17 73,34 26,52 14 64,29 21,81 7 41,57 22,47 59,93 22,47
Nº Piezas 18 33,44 10,19 17 37,24 11,18 14 34,64 12,86 7 33,71 15,18 34,76 12,35
T/Pieza 18 1,91 0,65 17 2,09 0,93 14 2,02 0,91 7 1,27 0,57 1,82 0,77
Tiempo 10 50,2 77,66 13 76,54 72,47 11 49,36 50,6 4 52,75 52,9 57,21 63,41
Nº Piezas 10 33 12,87 13 36,31 8,38 11 39,82 18,15 4 37,5 15,15 36,66 13,64
T/Pieza 10 1,8 2,49 13 2,28 2,75 11 1,4 1,54 4 1,2 1,2 1,67 2,00
Tiempo 17 127,12 64,9 16 120,25 50,26 13 88,23 67,24 7 45,14 35,91 95,19 54,58
Nº Piezas 17 33,76 10,43 16 37,5 11,49 13 36 12,96 7 37,14 12,32 36,10 11,80
T/Pieza 17 4,09 2,17 16 3,62 2,01 13 2,85 2,57 7 1,34 1,29 2,98 2,01
Tiempo 15 163,27 62,82 15 150,93 55,32 15 132,4 53,32 7 88,57 42,49 133,79 53,49
Nº Piezas 15 37,93 21,62 15 46,6 21,38 15 41,33 20,46 7 45,29 31,52 42,79 23,75
T/Pieza 15 4,9 1,92 15 3,93 2,02 15 3,7 1,7 7 2,68 1,51 3,80 1,79
4to Programa
Corte Planchas
Planchas en Espera
Corte Perfiles
1er Programa 2do Programa 3er Programa
Orden Caballete
Lavado - Unión
Sellado
Prog. En Espera
Perf. En Espera
Tiempo Nº Piezas Tº/Pieza hora Tiempo Nº Piezas Tº/Pieza Tiempo Nº Piezas Tº/Pieza horas Tiempo Nº Piezas Tº/Pieza Hora
60 min 30 2,00 min/p 7:30 30 min 30 1,00 min/p 85 min 30 2,83 min/p 10:20
75 min 41 1,83 min/p 7:00 84 min 41 2,05 min/p 9:31
90 min 54 1,67 min/p 7:50 45 min 54 0,83 min/p 70 min 54 1,30 min/p 12:20
70 min 33 2,12 min/p 7:00 30 min 33 0,91 min/p 40 min 33 1,21 min/p 10:15
35 min 23 1,52 min/p 7:15 41 min 23 1,78 min/p 25 min 23 1,09 min/p 9:00 55 min 23 2,39 min/p 10:00
75 min 29 2,59 min/p 7:15 40 min 29 1,38 min/p 66 min 29 2,28 min/p 7:40 75 min 29 2,59 min/p 11:00
85 min 39 2,18 min/p 7:15 55 min 39 1,41 min/p 20 min 39 0,51 min/p 7:45 80 min 39 2,05 min/p 11:40
55 min 32 1,72 min/p 7:05 40 min 32 1,25 min/p 25 min 32 0,78 min/p 7:45 45 min 32 1,41 min/p 9:00
65 min 23 2,83 min/p 7:40 30 min 23 1,30 min/p 43 min 23 1,87 min/p 10:00
70 min 40 1,75 min/p 7:20 35 min 40 0,88 min/p 60 min 40 1,50 min/p 9:00
50 min 31 1,61 min/p 7:30 45 min 31 1,45 min/p 30 min 31 0,97 min/p 7:45 40 min 31 1,29 min/p 12:00
75 min 36 2,08 min/p 7:15 50 min 36 1,39 min/p 30 min 36 0,83 min/p 8:30 45 min 36 1,25 min/p 12:15
65 min 32 2,03 min/p 7:10 35 min 32 1,09 min/p 30 min 32 0,94 min/p 8:30 54 min 32 1,69 min/p 9:00
50 min 32 1,56 min/p 7:15 50 min 32 1,56 min/p 25 min 32 0,78 min/p 9:30 60 min 32 1,88 min/p 8:40
25 min 9 2,78 min/p 7:05 5 min 9 0,56 min/p 40 min 9 4,44 min/p 9:30
70 min 38 1,84 min/p 7:05 35 min 38 0,92 min/p 37 min 38 0,97 min/p 7:45 92 min 38 2,42 min/p 11:05
70 min 31 2,26 min/p 7:20 50 min 31 1,61 min/p 40 min 31 1,29 min/p 8:20 60 min 31 1,94 min/p 10:45
95 min 51 1,86 min/p 7:10 40 min 51 0,78 min/p 30 min 51 0,59 min/p 8:45 105 min 51 2,06 min/p 10:30
65,56 33,56 2,01 min/p 7:16 39 min 33,12 1,18 min/p 33 min 34,00 1,00 min/p 8:17 63 min 33,56 2,01 min/p 10:22
17,81 min 10,16 min 0,39 min 0:13 11,57 min 10,29 min 0,34 min 12,44 min 7,14 0,47 min 0:37 20,03 min 10,16 min 0,78 min 1:09
Corte Perfiles Orden CaballetesCorte Planchas Lavado-Unión perfil cristal
Tiempo Nº Piezas Tº/Pieza hora Tiempo Nº Piezas Tº/Pieza Tiempo Nº Piezas Tº/Pieza Tiempo Nº Piezas Tº/Pieza
78 min 30 2,60 min/p 10:32 150 min 30 5,00 min/p
67 min 41 1,63 min/p 9:48 76 min 41 1,85 min/p
70 min 54 1,30 min/p 12:30 15 min 54 0,28 min/p 185 min 54 3,43 min/p 265 min 54 4,91 min/p
50 min 33 1,52 min/p 10:20 45 min 33 1,36 min/p 195 min 33 5,91 min/p
44 min 23 1,91 min/p 10:05 29 min 23 1,26 min/p 140 min 23 6,09 min/p 179 min 23 7,78 min/p
51 min 29 1,76 min/p 11:29 15 min 29 0,52 min/p 150 min 29 5,17 min/p 40 min 29 1,38 min/p
80 min 39 2,05 min/p 11:50 180 min 39 4,62 min/p 200 min 39 5,13 min/p
55 min 30 1,83 min/p 9:03 60 min 32 1,88 min/p 75 min 32 2,34 min/p
44 min 23 1,91 min/p 10:03 75 min 23 3,26 min/p 135 min 23 5,87 min/p
58 min 40 1,45 min/p 9:03 30 min 40 0,75 min/p
35 min 31 1,13 min/p 12:07 15 min 31 0,48 min/p 250 min 31 8,06 min/p 240 min 62 3,87 min/p
47 min 36 1,31 min/p 12:17 225 min 36 6,25 min/p
54 min 32 1,69 min/p 9:05 15 min 32 0,47 min/p 185 min 32 5,78 min/p 190 min 32 5,94 min/p
59 min 32 1,84 min/p 8:42 15 min 32 0,47 min/p 135 min 32 4,22 min/p 200 min 32 6,25 min/p
36 min 9 4,00 min/p 9:37 30 min 9 3,33 min/p 65 min 9 7,22 min/p 65 min 9 7,22 min/p
94 min 38 2,47 min/p 11:06 20 min 38 0,53 min/p 85 min 38 2,24 min/p 160 min 38 4,21 min/p
62 min 31 2,00 min/p 10:50 5 min 31 0,16 min/p 155 min 31 5,00 min/p 190 min 31 6,13 min/p
105 min 51 2,06 min/p 10:35 20 min 51 0,39 min/p 120 min 51 2,35 min/p 165 min 102 1,62 min/p
61 min 33,44 1,91 min/p 10:30 18 min 33,00 0,79 min/p 127 min 33,76 4,09 min/p 163 min 37,93 4,90 min/p
19,07 min 10,19 min 0,65 min 1:11 7,36 min 12,88 min 0,94 min 64,90 min 10,43 min 2,17 min 62,82 min 21,62 min 1,92 min
Sellado Perfiles en espera Planchas en esperaProgramas en espera

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 171
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Los tiempos de trabajo y de espera se han relativizado en función del número de piezas y
por programa de fabricación de forma que al final se ha obtenido un tiempo/pieza por programa
para cada subproceso y para cada zona en la que se produce una espera de producto o
subproducto.
A continuación se muestra un diagrama de Gantt realizado sacando una media de los
diagramas de Gantt de los 18 días en los que se han tomado datos.
Tabla 0-9 Diagrama de Gantt de un Proceso Medio vidrio
En la siguiente tabla se muestran las medias de los tiempos y del Nº de piezas por
programa. De esta tabla se obtiene el tiempo medio por pieza y programa para las posteriores
simulaciones de SIMIO.
Tabla 0-10 Tabla de Media de Datos del Proceso vidrio
Una vez se realizó la toma de datos, y el diagrama de Gantt de un proceso medio, el cual
es orientativo, para la realización de la simulación se necesita saber, con los datos tomados, cual
es la mejor distribución estadística para cada proceso.
Se muestran a continuación los datos asimilados a cada distribución según los procesos y
esperas que se muestrearon:
Fabricación de perfiles.
Corte de planchas.
Orden Caballetes.
Lavado - Unión Perfil – Cristal.
Sellado.
Programas en espera.
Perfiles en espera.
Planchas en espera.
.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 172
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 0-2Fabricación de Perfiles

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 173
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 0-3 Corte de Planchas

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 174
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 0-4 Orden Caballetes

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 175
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 0-5 Lavado – Unión Perfil – Cristal

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 176
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 0-6 Sellado.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 177
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 0-7 Programas en espera:

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 178
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 0-8 Perfiles en Espera.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 179
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 0-9 Planchas en Espera.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 180
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.3.2.2 Modelo Conceptual
Se ha realizado un AMFE de proceso a fin de conocer cuáles son los principales obstáculos
del proceso además de malas prácticas que ocasionan incidencias, las cuales a su vez provocan
pérdidas de tiempo y de materia prima. Se ha realizado a su vez para experimentar sobre el valor
de su uso en esta metodología.
Tabla 0-11AMFE del proceso
En este caso se desgranó de manera muy detallada el diagrama de flujo del proceso de
doble acristalamiento para poder desarrollar correctamente el modelo conceptual de simulación.
Grafico 0-10 Diagrama de flujo del proceso
Recepción de pedidos de clientes
Pedidos a oficina de fabricación
Preperación de
programa
¿Pedidos
Espera
Entrega document
ación
Envío de programa a
Programa de Corte en espera
Fabricación de Perfiles
Activamos Programa de
Corte
¿Plancha
Carga ManualCargador
Automático
Corte
¿Fin de Programa?
Despiece y colocación en caballete
Programa corte en espera
Corte de Perfiles
EnsamblajePerfiles
LLenado de sales
Colocación de Programas por
Programa Perfiles en espera
Ordenadode
programa
Colocación de caballete en
Línea de lavado, unión y sellado
Lavado
Unión Perfil . Cristal y Prensado
Sellado Aut.Doble Cristal
Almacenamiento producto
Carga en camión y reparto
si
no
no
si
no
si
Sellado ManualDoble Cristal
RUTA 1
RUTA 2
RUTA 3
Error en medidas en un pedido Cristal no apto 10 Dimensiones Mala recepción del pedido 4 Verificación de pedidos 6 240 0
0 0
0 0
0 0
0 0
Fallo en corte perfi les Perfi l no apto 8 Dimensiones Error de corte 4 Ninguno 2 64 8 1 2 16
Mal l lenado síl ice Humedades futuras 8 Aislamiento Error de llenado por op. 5 visualización operario 2 80 0
Error colocación numeración Desorden perfi les 6 Error operario 5 Ninguno 3 90 0
0 0
Fallo carga manual plancha Rotura Plancha 3 Mal posicionamiento 2 Ninguno 3 18 Pintado Límite de pos. Encargado Pintado 3 1 1 3
Fallo Dimensiones de corte
Perdida materia
Perdia Tiempo 4 00
No limpieza mesa Rallado Cristal 10 Aspecto No limpieza de mesa 4 Ninguno 5 200
Establecer norma para
l impieza de mesa
Director
C/MA/SSL
Encargado
Establecer una
gama de
operaciones y
frecuencias
para l impieza
de mesa
8 2 5 80
0 0
Manipulación cristales Rallado 10 Aspecto Manipulación cristales 5 Revisión en zona unión 6 300 0
Transporte Caballete
Rotura Cristales
Daños físicos op. 8 Plazo, MP Falta de seguridad 4 Ninguno 1 32
Levantar caballete
lo mínimo.
Transporte 2 Operarios
Encargado
Operarios
Levantado
mínimo del
caballete.
Transporte 2
operarios.
8 2 1 16
Fallo Ordenado Cristales Pérdida de tiempo 3 Fallo Operario 4 Hoja de Orden Cristales 2 24 0
0 0
Mal secado cristal
Secado Posterior
Tiempo 2
Solapamiento por
mala regulación sensor 3 Ninguno 1 60
Suciedad en cristal Pérdiad de tiempo 8 Aspecto Mancha dificil 4 Visual 4 128
Limpieza cristal fuera
de la l inea
Encargado,
Operarios
Habilitada
zona de
limpieza y
retorno de
cristal a l inea
5 4 4 80
0 0
0 0
No detección de Defectos Defecto a Cliente 10 Aspecto Mala inspección cristal 6 Inspección 4 240 0
Mala colocación perfi l
Fallo en sellado
posterior 4 Tiempo Fallo colocación operario 2 Posicionador 2 160
0 0
0 0
Mal sellado del doble cristal Humedades 10 Aislamiento
Fallo selladora automática,
No detección operario 2 Inspección y retocado 1 20
0
0 0
0 0
0 0
18-Nuevo NPR
PRODUCTO: DOBLE ACRISTALAMIENTO
ESPECIFICACIÓN:
FICHA DE EDICIÓN:
PROCESO: PROCESO DE FABRICACIÓN DE DOBLE ACRISTALAMMIENTO
OPERACIÓN:
ACTUAR SOBRE NPR>QUE:100
RESPONSABLE: Daniel Prieto Renda
7-Causa del fallo8-Probabilidad de
ocurrencia9-Controles actuales
10-Probabilidad
de no detección
11-Nº de
prioridad de
riesgo
12-Acción correctora4-Efectos del fallo
HOJA
1
FECHA: 01/07/2011
REVISADO: Daniel Prieto Renda
ANÁLISIS MODAL DE FALLOS Y EFECTOS (PROCESO)
PORFECHA REV. Nº
16-Nueva
probabilidad de
ocurrencia
17-Nueva
probabilidad de no
detección
LAVADO
CRISTAL
Lavado -
Secado
cristal
COLOCACIÓN
DOBLE
CRISTAL
Montaje de
cristales y
perfi l
15-Nueva gravedad
del fallo
5-Gravedad
del fallo
6-Características
críticas
13-Definir
responsables
CORTE
SELLADOSellado del
Perímetro
14-Acciones
implantadas
PREPARACIÓN
LAVADO
Transporte y
ordenado
Envía
ordenes a
mesa de
corte
Corte de
cristales
Doblado mediante una
plegadora Automática
Gerente
Encargado
Operario
Perfi les
Instalación de
plegadora
Automática
1-Nombre del
producto
2-Operación
o función3-Modo de fallo
Fabricación
de perfi lesPERFILES
GENERACIÓN
DE
PROGRAMA

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 181
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Una vez que se conocen todos los datos tanto de producción, como dimensionales y de
tiempos de trabajo y de espera así como las distribuciones estadísticas que siguen se realizó
posteriormente la simulación en Simio.
Imagen 0-2 Modelo conceptual de simulación en Simio vidrio

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 182
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Se alimentó simio con los modelos estadísticos obtenidos a través del análisis de los datos
reales:
Tabla 0-12 Tiempos de fabricación según pedido Vidrio
Proceso Unidades % Jornada
Perfiles 142 62,48%
Corte de Planchas 142 44,34%
Ordenado Cristales 142 26,97%
Carga linea de lavado 142 29,58%
Lavado 142
Unión Perfil - Cristal 142 56,87%
Prensa 142
Sellado 142 60,11%
Pedidos Vel 2m/seg
Interarrival
Piezas/pedido
Perfiles Tiempo/pieza
Programa en espera Tiempo/pieza
Corte de Planchas Tiempo/pieza
Espera Lavado Tiempo/pieza
Ordenado Cristales Tiempo/pieza
Carga linea de lavado
Lavado
Unión Perfil - Cristal
Prensa
Sellado Tiempo/pieza
Tiempo/pieza Random.Gamma( 6,0.32 )
Llegadas Pedidos Random.triangular(50,150,200 )
Random.Triangular( 33, 35, 40 )
Random.gamma(6.29,0.3)
Random.Gamma( 5,0.29 )
Random.Gamma( 5.84,0.16 )
Random.gamma(6.29,0.3)
Random.Normal(3.97,1.92)
Random.Exponential( 2.095 )
1min/cristal
Condiciones de Simulación
Tiempo/pieza
Proceso Actual/Demanda Actual

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 183
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.3.3 FASE 3: Test del modelo de Simulación
4.3.3.1 Verificación
Una vez definido el modelo conceptual con todas los procesos analizados y conectando
todas las entidades de simio de manera lógica se ejecutó el programa SIMIO con los datos reales
obtenidos para comprobar su integridad funcional sobre lo planteado
Imagen 0-3 Modelo planta actual en ejecución vidrio
Se generaron los informes de los resultados obtenidos, para verificar que el sistema
funcionaba de manera positiva y con coherencia.
Tabla 0-13 Resultados simulación Vidrio

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 184
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.3.3.2 Verificación
Simulado el modelo de proceso los resultados obtenidos se corresponden con la realidad
como se puede ver en la siguiente tabla:
Parámetro Datos Reales Datos Simio
Producción (Nº Piezas) 133 (media 18 días) 136
Tiempo Total 8h 8h
Porcentajes de Trabajo
Corte Perfiles 66% 62%
Corte Planchas 42,5% 39,3%
Ordenado Caballete 28,5% 26,5%
Lavado-Unión cristal-perfil 50% 54%
Sellado 50% 51,5%
Porcentajes de espera
Espera Programas 8% (media por programa)
Espera Perfiles 18,5% (media por programa)
Espera Planchas 27% (media por programa)
Nº de piezas que puede absorber el proceso 210 piezas
Tabla 0-14 Resultados s obtenidos Vidrio
En la siguiente tabla se presentan los datos comparativos de los tiempos por operaciones.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 185
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Grafico 0-11 comparativa y validación. Vidrio
Se demostró que los datos reales tomados una vez modelizados con sus distribuciones
estadísticas, al simularlos en Simio , se obtuvieron unos datos muy similares , con lo cual el modelo
puede ser VALIDADO.
4.3.3.3 KPI Lean Iniciales
Los KPI iniciales fueron definidos según los siguientes valores:
Eficiencia
Horas en estudio 8,00
nº operarios 5,00
Horas trabajadas totales 40,00
Unidades producidas 210,00
Productividad ( ud/HH) 5,25
LEAD TIME 0,19
TAKT TIME 0,19
WIP 8.400,00
OEE 0,60
Despilfarros
Tiempo Transporte 8,80
Tiempo Esperas 7,20
Inventario 0,04
Ocupación en planta 878,00
66%
42,50%
28,50%
50%
62%
39,30%
26,50%
54%
Corte Perfiles Corte Planchas Ordenado Caballete Lavado-Unión cristal-perfil
Comparativa y validación de datos
Datos Reales Datos Simio

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 186
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
4.3.4 FASE 4: Diseño de los experimentos
En el diseño de los experimentos para evaluar el comportamiento del sistema se tuvieron
en cuenta una serie de consideraciones previas , para optimizar los resultados a obtener:
Como se explicaba en el apartado de descripción del proceso hay que tener en
cuenta que los operarios encargados de la unión del perfil y cristal y del sellado realizan
la tarea de ordenado estando la línea parada en ese instante.
Es decir, la mitad del tiempo de ordenado se le roba a la línea de unión y sellado. Esto
es 1,14h.
Como se puede ver en la tabla anterior el subproceso que ocupa más tiempo es el de
la creación de perfiles, sin embargo, el cuello de botella ahora mismo no está en los
tiempos de trabajo, sino en los de espera, esto es condicionado en parte por la
situación de demanda de pedidos que tiene la empresa.
Por ese motivo, el cuello de botella está entre el corte de planchas y el lavado, es
decir, que se debería actuar en reducir los tiempos de espera y ordenado de las
planchas para que se adapten al ritmo de trabajo de la línea de lavado – prensa –
sellado.
Se trabajó a partir de este modelo para construir otro más productivo, para ello se utilizó de
manera analítica la información que proporcionó el AMFE de proceso de la forma siguiente:
Mejorar el proceso actual sin necesidad de modificar el lay out.
Además de las mejoras obtenidas a partir del AMFE se modificó el lay out simulando un
traslado de la empresa a una nueva fábrica, sin restricciones de espacio.
4.3.4.1 Nuevo Modelo más Productivo.
Una vez realizado el AMFE de proceso se plantean una serie de acciones que están
encaminadas a corregir procedimientos así como evitar incidencias. Aunque el AMFE se ha
realizado como una herramienta encaminada a la mejora de la calidad y seguridad, las acciones
derivadas de él permiten la reducción de tiempos en alguno de los subprocesos. Se ha visto la
utilidad de esta técnica a su vez en la metodología utilizada
El resultado de estas acciones supuso una reducción en los tiempos de trabajo y de espera
como se muestra a continuación.
Fabricación de perfiles:
Actualmente los perfiles se realizan por parte del operario cortando los cuatro lados del perfil y
uniéndolos mediante unas piezas de plástico.
Como se puede comprobar en los tiempos de trabajo tomados, este es el subproceso que
más tiempo lleva.
Para reducir este tiempo se ha decidido sustituir este subproceso por una dobladora
automática la cual la empresa ya posee y solamente es necesaria la puesta a punto.
La dobladora automática entrará en funcionamiento con el traslado de la empresa a la
nueva nave y recibirá los datos de doblado y corte del sistema de gestión de pedidos de la
empresa de la misma forma que los recibe actualmente la mesa de corte.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 187
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Subproceso Actual Subproceso Nuevo
Tiempo de Trabajo 2,24 min/pieza y prog. 1,72 min/pieza y prog.
Tiempo diario de Trabajo 5,28 h (66% jornada) 4 h (50% jornada)
Gasto Anual Piezas de Unión 6.916€ 1.729€
Tabla 0-15 Mejora Con cambio a Dobladora Automática
Imagen 0-4 Dobladora Automática de Perfiles
Corte de planchas:
Con la acción de realizar una marca de posicionamiento para la carga de cristales se han
reducido el número de roturas de planchas debidas a un mal posicionamiento de la misma en un
100%, además la carga de la plancha se realiza más rápido al conocer el punto límite del cristal.
En tiempo medio se ha ganado un 3% de tiempo con una medida que tiene
prácticamente un coste 0.
El porcentaje de tiempo de corte de planchas pasa ahora de un 42,5% a un 41,2%, es decir
se han ganado 6minutos diarios.
Unión Perfil – Cristal y Ordenado de Caballete.
Con la acción tomada a partir del AMFE de retirar los cristales de la línea y realizar su
limpieza fuera y por un operario distinto al de la línea se ha ganado un 4% de tiempo por jornada

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 188
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
de trabajo, por lo que para realizar la unión entre el perfil y los cristales de la media de 133 piezas
en vez de un 50% de la jornada se ocupará un 48% de la jornada laboral.
Otro aspecto a tener en cuenta es el ya explicado del aprovechamiento del tiempo
ganado por el operario de fabricación de perfiles en el ordenado de caballetes.
Con esta opción se ha conseguido reducir el tiempo de espera de las planchas en 1,14h
ganando este mismo tiempo la línea de unión – sellado.
4.3.4.2 Nuevo layout:
Con el cambio de nave se diseñó un modelo en el que además de ganar tiempo con las
nuevas acciones implantadas, se ha hecho una redistribución del proceso de forma que se
minimicen las distancias entre subprocesos.
Hay que destacar que para este nuevo diseño , se trabajó sin restricciones de espacio, es
decir lo que se hizo para buscar un emplazamiento adecuado al proceso. De esta manera no
habrá que adaptarse a una nave existente con los consecuentes beneficios. El nuevo layout que
es el siguiente:
Imagen 0-5 Simulación en SIMIO del Nuevo Proceso Vidrio
Proceso
Actual
Nuevo
Proceso
Área ocupada en planta por el proceso 878m2 600m2
Distancias dentro del proceso
Distancia recorrida entrega documentación 115m 50m
Desplazamiento de Caballete de Corte 20m 0m
Distancia a recorrer por los perfiles 22m 5m
Distancia entre almacén terminados y salida 25m 5m
Tabla 0-16 Optimización LEAN con Nuevo Proceso Vidrio
En estos planos se puede ver el layout de la nave actual y como quedaría el layout de este
proceso en la nave nueva.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 189
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Imagen 0-6 Comparativa Modelo de planta vidrio con mejoras en lay out
Una vez realizados todos estos cambios, el resultado final de la simulación es la siguiente:
Parámetro Proceso
Actual
8h
Nuevo
Proceso
7h
Nuevo
Proceso
8h
Producción Actual 136 136 136
Producción Máxima 210 210 240
Porcentajes de trabajo Prod. Actual Producción Máxima
Corte Perfiles 62% 99% 99% 99%
Corte Planchas 39,3% 67% 92% 92%
Ordenado Caballete 26,5% 42% 56% 56%
Lavado-Unión cristal-perfil 54% 86% 96% 95%
Sellado 54,5% 80% 83% 84%
Tabla 0-17 Mejora Productiva con Nuevo Proceso Vidrio

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 190
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
Perfiles planchas ordenado Lavado Sellado
Porcentajes de Trabajo
Actual 8h
Act. Prod Máx
Nuevo 7h
Nuevo 8h
Grafico 0-12 Comparativa mejoras
4.3.5 FASE 5: Analisis de los resultados.
Una vez puesto a simular el modelo mejorado y completado el estudio, a la hora de sacar
conclusiones se obtuvieron dos escenarios a la hora de aprovechar las mejoras:
Con un aumento de demanda de producción.
Reducción del tiempo del proceso por jornada.
Realmente se podría enfocar de ambas maneras, pero una jornada de 7 h , salvo que
estemos en otros mercados con otra normativa laboral ,no sería lógica. Se especificó a modo de
muestra , para mostrar el exceso de tiempo que se podría ahorrar.
4.3.5.1 Aumento en la demanda de la producción.
Actualmente el proceso realiza una media de 133 piezas en 8h, pudiendo llegar en caso
de que aumente la demanda a 210.
Una vez implantadas las mejoras descritas a partir del estudio del proceso se podrían
fabricar 240 piezas en 8h, es decir, se aumentaría la producción en 30 piezas día.
Esto supone:
A una media de 50€/pieza se aumentaría en un año la facturación relativa al proceso en:
Es decir, con las mejoras relativas al AMFE, a la introducción de la dobladora automática y
al nuevo Layout la facturación anual relativa al proceso pasaría de:
Se consiguió un aumento de la productividad de un 14,28 %

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 191
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
A esto hay que añadir una reducción de costes en materia prima debido a la eliminación
de 3 de las cuatro uniones plásticas de los perfiles de:
4.3.5.2 Reducción del Tiempo de Proceso por Jornada.
Si la demanda de producción continúa en la media de 136 piezas/día, entonces se
pueden aprovechar las mejoras para reducir el tiempo de proceso, es decir, fabricar las mismas
piezas en menos tiempo.
Una vez realizadas la mejoras y simulado el nuevo proceso en SIMIO, se alcanzan las 136
piezas en 7h, es decir:
Se obtuvo una reducción de la jornada en un 12,5 %
Esto significó una reducción de costes en :
Mano de Obra:
Si el proceso dura una hora menos al día, valiendo la hora de un operario 25€, el ahorro en
mano de obra es:
Energía:
Reducción de un 3% de energía sobre el total debido a la hora diaria que algunas máquinas
estaban encendidas sin producir, así como luminarias etc.
La energía total consumida en la fábrica resulta un 20% de lo facturado de forma que:
Además de un ahorro en materia prima por la mejora de la dobladora:
Podemos decir que en total se obtuvo una reducción de costes de 53.989 €
4.3.5.3 KPI Lean Finales
Los KPI Lean finales obtenidos fueron :
Eficiencia
Horas en estudio 8,00
nº operarios 5,00
Horas trabajadas totales 40,00
Unidades producidas 240,00
Productividad ( ud/HH) 6,00
LEAD TIME 0,14
TAKT TIME 0,17
WIP 9.600,00
OEE 0,81
Despilfarros
Tiempo Transporte 4,00

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 192
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Tiempo Esperas 3,60
Inventario 0,03
Ocupación en planta 600,00
4.3.6 Fase 6 : Informes y documentación
En esta Fase se documentan los resultados en un formato informe y se anexionan los
documentos en formato tablas que genera Simio tras las simulaciones que generan
Tras definir como debe ser el ciclo productivo que queremos poner a prueba y teniendo
conocimiento de qué recursos humanos y materiales son necesarios para poder llevarlo a cabo,
se ha modelado un sistema que refleje la realidad de la planta.
Una vez verificado y validado este modelo se han realizado varias pruebas de diferentes
diseños representativos del sistema a fin de encontrar uno que se ajuste de la mejor manera
posible a nuestros objetivos. Para ello se han tomado las suposiciones que se han considerado
oportunas y aquellos cambios en el sistema que a priori se ha considerado que podrían resultar
favorables a la solución final. Cabe decir que se han debido simplificar ciertos aspectos del
modelo inicial, en algunas ocasiones debido a que no han resultado relevantes puesto que no
afectaban de manera alguna al modelo, y en otros para evitar una complicación del sistema.
Aplicando la filosofía lean se han identificado una serie de propuestas de mejora en la
empresa que posteriormente se simularon obteniéndose unos parámetros de la simulación que
podrán ayudar a la gestión de la empresa en la toma de decisiones y alcanzar los objetivos
establecidos.
De los resultados se puede resaltar la infrautilización de algunos recursos y escaso tiempo
de trabajo útil de alguno de los operarios por culpa de desplazamientos innecesarios que no
aportan valor al producto.
Las propuestas de mejora generales fueron:
Un cambio en la distribución de las máquinas en la fábrica que conllevaba una
disminución del recorrido que los operarios tenían que realizar. Se buscó un flujo
productivo lo más sencillo posible.
Un aumento de trabajadores en la zona de la nave donde se producía el cuello de
botella haciendo la que la producción no fuese nivelada.
Una disminución de trabajadores en las zonas donde se producía más rápido de lo que
el cliente demandaba.
Redistribución de trabajadores en la fábrica haciendo una producción nivelada y
acorde a la demanda de pedidos.
Una vez conocidos todos los resultados del estudio del proceso se concluye:
Escenario 1: Aumento de Capacidad Proceso 210 a 240 piezas
Aumento de Productividad 14,28%
Aumento de Facturación en 390.000 €/año
Reducción Costes MP 9.360 €/año
Escenario 2: Reducción de Jornada sin Reducir Producción 8h a 7h
Reducción de Jornada 12,5%
Reducción de Costes 53.989 €/año
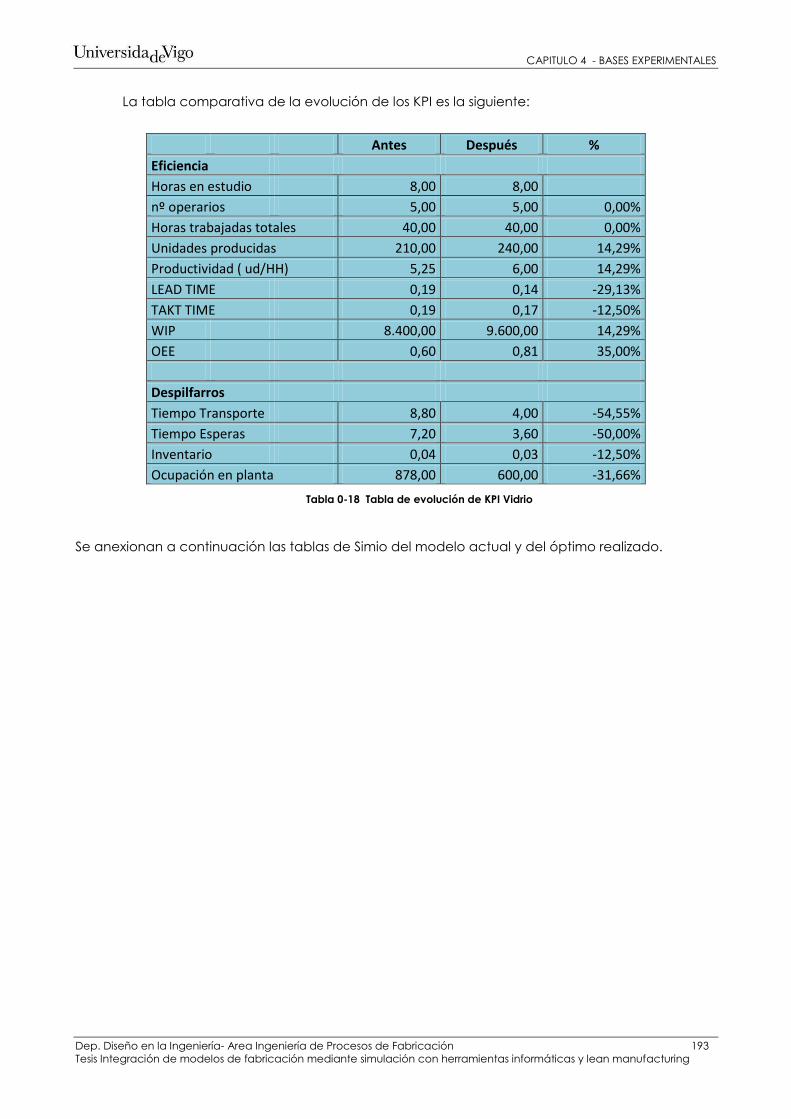
CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 193
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
La tabla comparativa de la evolución de los KPI es la siguiente:
Antes Después %
Eficiencia
Horas en estudio 8,00 8,00
nº operarios 5,00 5,00 0,00%
Horas trabajadas totales 40,00 40,00 0,00%
Unidades producidas 210,00 240,00 14,29%
Productividad ( ud/HH) 5,25 6,00 14,29%
LEAD TIME 0,19 0,14 -29,13%
TAKT TIME 0,19 0,17 -12,50%
WIP 8.400,00 9.600,00 14,29%
OEE 0,60 0,81 35,00%
Despilfarros
Tiempo Transporte 8,80 4,00 -54,55%
Tiempo Esperas 7,20 3,60 -50,00%
Inventario 0,04 0,03 -12,50%
Ocupación en planta 878,00 600,00 -31,66%
Tabla 0-18 Tabla de evolución de KPI Vidrio
Se anexionan a continuación las tablas de Simio del modelo actual y del óptimo realizado.

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 194
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Interactive Detail Report
Project: V_Proceso Actual
Model: Model (Academic, COMMERCIAL USE PROHIBITED)
Analyst Name: Daniel Prieto
Scenario: [Interactive Run]
NumberCreated - Total
Object Name Data Source Category Value
Pedido [Population] Throughput 272
NumberDestroyed - Total
Object Name Data Source Category Value
Pedido [Population] Throughput 266
NumberEntered - Total
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer Throughput 135
UnionPerfilCristal OutputBuffer Throughput 135
UnionPerfilCristal ParentInputBuffer Throughput 136
UnionPerfilCristal Processing Throughput 135
Path1 [Travelers] Throughput 136
Path2 [Travelers] Throughput 136
EntragaDocumentacion InputBuffer Throughput 136
EntragaDocumentacion MemberOutputBuffer Throughput 136
EntragaDocumentacion ParentOutputBuffer Throughput 136
EntragaDocumentacion Processing Throughput 136
CargaLineaLavado InputBuffer Throughput 136
CargaLineaLavado OutputBuffer Throughput 136
CargaLineaLavado Processing Throughput 136
CorteDePlanchas InputBuffer Throughput 136
CorteDePlanchas OutputBuffer Throughput 136
CorteDePlanchas Processing Throughput 136
GeneracionDePrograma InputBuffer Throughput 136
GeneracionDePrograma OutputBuffer Throughput 136
GeneracionDePrograma Processing Throughput 136
Lavado InputBuffer Throughput 136
Lavado OutputBuffer Throughput 136
Lavado Processing Throughput 136
Ordenado InputBuffer Throughput 136
Ordenado OutputBuffer Throughput 136
Ordenado Processing Throughput 136
Perfiles InputBuffer Throughput 136
Perfiles OutputBuffer Throughput 135
Perfiles Processing Throughput 136
Prensa InputBuffer Throughput 135
Prensa OutputBuffer Throughput 135
Prensa Processing Throughput 135
ProgramaEnEspera InputBuffer Throughput 136
ProgramaEnEspera OutputBuffer Throughput 136
ProgramaEnEspera Processing Throughput 136
Sellado InputBuffer Throughput 134

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 195
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Sellado OutputBuffer Throughput 133
Sellado Processing Throughput 134
Almacen InputBuffer Throughput 133
LLegadaDePedidos OutputBuffer Throughput 136
TimePath1 [Travelers] Throughput 136
TimePath10 [Travelers] Throughput 136
TimePath12 [Travelers] Throughput 133
TimePath13 [Travelers] Throughput 135
TimePath2 [Travelers] Throughput 136
TimePath3 [Travelers] Throughput 136
TimePath4 [Travelers] Throughput 136
TimePath5 [Travelers] Throughput 136
TimePath6 [Travelers] Throughput 136
TimePath7 [Travelers] Throughput 136
TimePath8 [Travelers] Throughput 135
TimePath9 [Travelers] Throughput 135
NumberExited - Total
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer Throughput 135
UnionPerfilCristal OutputBuffer Throughput 135
UnionPerfilCristal ParentInputBuffer Throughput 135
UnionPerfilCristal Processing Throughput 135
Path1 [Travelers] Throughput 136
Path2 [Travelers] Throughput 136
EntragaDocumentacion InputBuffer Throughput 136
EntragaDocumentacion MemberOutputBuffer Throughput 136
EntragaDocumentacion ParentOutputBuffer Throughput 136
EntragaDocumentacion Processing Throughput 136
CargaLineaLavado InputBuffer Throughput 136
CargaLineaLavado OutputBuffer Throughput 136
CargaLineaLavado Processing Throughput 136
CorteDePlanchas InputBuffer Throughput 136
CorteDePlanchas OutputBuffer Throughput 136
CorteDePlanchas Processing Throughput 136
GeneracionDePrograma InputBuffer Throughput 136
GeneracionDePrograma OutputBuffer Throughput 136
GeneracionDePrograma Processing Throughput 136
Lavado InputBuffer Throughput 136
Lavado OutputBuffer Throughput 136
Lavado Processing Throughput 136
Ordenado InputBuffer Throughput 136
Ordenado OutputBuffer Throughput 136
Ordenado Processing Throughput 136
Perfiles InputBuffer Throughput 136
Perfiles OutputBuffer Throughput 135
Perfiles Processing Throughput 135
Prensa InputBuffer Throughput 135
Prensa OutputBuffer Throughput 135
Prensa Processing Throughput 135

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 196
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
ProgramaEnEspera InputBuffer Throughput 136
ProgramaEnEspera OutputBuffer Throughput 136
ProgramaEnEspera Processing Throughput 136
Sellado InputBuffer Throughput 134
Sellado OutputBuffer Throughput 133
Sellado Processing Throughput 133
Almacen InputBuffer Throughput 133
LLegadaDePedidos OutputBuffer Throughput 136
TimePath1 [Travelers] Throughput 136
TimePath10 [Travelers] Throughput 136
TimePath12 [Travelers] Throughput 133
TimePath13 [Travelers] Throughput 135
TimePath2 [Travelers] Throughput 136
TimePath3 [Travelers] Throughput 136
TimePath4 [Travelers] Throughput 136
TimePath5 [Travelers] Throughput 136
TimePath6 [Travelers] Throughput 136
TimePath7 [Travelers] Throughput 136
TimePath8 [Travelers] Throughput 135
TimePath9 [Travelers] Throughput 134
NumberInStation - Average
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer Content 3,76586
UnionPerfilCristal ParentInputBuffer Content 1,34446
UnionPerfilCristal Processing Content 0,54916
CargaLineaLavado InputBuffer Content 0,02423
CargaLineaLavado Processing Content 0,28333
CorteDePlanchas InputBuffer Content 0,35854
CorteDePlanchas Processing Content 0,39374
GeneracionDePrograma InputBuffer Content 0,95242
GeneracionDePrograma Processing Content 0,05751
Ordenado InputBuffer Content 0,02828
Ordenado Processing Content 0,26586
Perfiles InputBuffer Content 8,98908
Perfiles Processing Content 0,62088
ProgramaEnEspera InputBuffer Content 9,76455
ProgramaEnEspera Processing Content 0,65374
Sellado InputBuffer Content 0,19813
Sellado Processing Content 0,51565
NumberInStation - Maximum
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer Content 18
UnionPerfilCristal ParentInputBuffer Content 7
UnionPerfilCristal Processing Content 1
CargaLineaLavado InputBuffer Content 1
CargaLineaLavado Processing Content 1
CorteDePlanchas InputBuffer Content 5
CorteDePlanchas Processing Content 1
GeneracionDePrograma InputBuffer Content 34
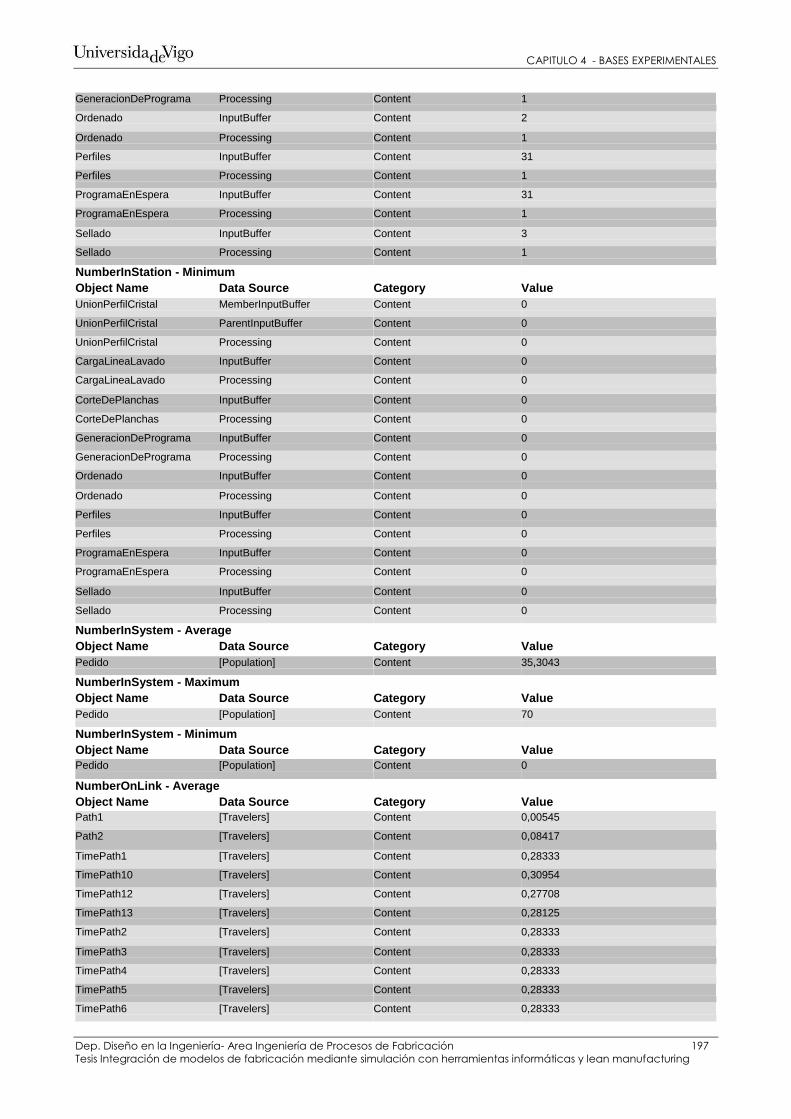
CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 197
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
GeneracionDePrograma Processing Content 1
Ordenado InputBuffer Content 2
Ordenado Processing Content 1
Perfiles InputBuffer Content 31
Perfiles Processing Content 1
ProgramaEnEspera InputBuffer Content 31
ProgramaEnEspera Processing Content 1
Sellado InputBuffer Content 3
Sellado Processing Content 1
NumberInStation - Minimum
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer Content 0
UnionPerfilCristal ParentInputBuffer Content 0
UnionPerfilCristal Processing Content 0
CargaLineaLavado InputBuffer Content 0
CargaLineaLavado Processing Content 0
CorteDePlanchas InputBuffer Content 0
CorteDePlanchas Processing Content 0
GeneracionDePrograma InputBuffer Content 0
GeneracionDePrograma Processing Content 0
Ordenado InputBuffer Content 0
Ordenado Processing Content 0
Perfiles InputBuffer Content 0
Perfiles Processing Content 0
ProgramaEnEspera InputBuffer Content 0
ProgramaEnEspera Processing Content 0
Sellado InputBuffer Content 0
Sellado Processing Content 0
NumberInSystem - Average
Object Name Data Source Category Value
Pedido [Population] Content 35,3043
NumberInSystem - Maximum
Object Name Data Source Category Value
Pedido [Population] Content 70
NumberInSystem - Minimum
Object Name Data Source Category Value
Pedido [Population] Content 0
NumberOnLink - Average
Object Name Data Source Category Value
Path1 [Travelers] Content 0,00545
Path2 [Travelers] Content 0,08417
TimePath1 [Travelers] Content 0,28333
TimePath10 [Travelers] Content 0,30954
TimePath12 [Travelers] Content 0,27708
TimePath13 [Travelers] Content 0,28125
TimePath2 [Travelers] Content 0,28333
TimePath3 [Travelers] Content 0,28333
TimePath4 [Travelers] Content 0,28333
TimePath5 [Travelers] Content 0,28333
TimePath6 [Travelers] Content 0,28333

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 198
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
TimePath7 [Travelers] Content 0,28333
TimePath8 [Travelers] Content 0,28125
TimePath9 [Travelers] Content 0,2806
NumberOnLink - Maximum
Object Name Data Source Category Value
Path1 [Travelers] Content 35
Path2 [Travelers] Content 3
TimePath1 [Travelers] Content 1
TimePath10 [Travelers] Content 3
TimePath12 [Travelers] Content 2
TimePath13 [Travelers] Content 2
TimePath2 [Travelers] Content 6
TimePath3 [Travelers] Content 4
TimePath4 [Travelers] Content 2
TimePath5 [Travelers] Content 2
TimePath6 [Travelers] Content 1
TimePath7 [Travelers] Content 6
TimePath8 [Travelers] Content 2
TimePath9 [Travelers] Content 2
NumberOnLink - Minimum
Object Name Data Source Category Value
Path1 [Travelers] Content 0
Path2 [Travelers] Content 0
TimePath1 [Travelers] Content 0
TimePath10 [Travelers] Content 0
TimePath12 [Travelers] Content 0
TimePath13 [Travelers] Content 0
TimePath2 [Travelers] Content 0
TimePath3 [Travelers] Content 0
TimePath4 [Travelers] Content 0
TimePath5 [Travelers] Content 0
TimePath6 [Travelers] Content 0
TimePath7 [Travelers] Content 0
TimePath8 [Travelers] Content 0
TimePath9 [Travelers] Content 0
ProcessingTime - Average
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 0,11874
CargaLineaLavado [Resource] ResourceState 0,02201
CorteDePlanchas [Resource] ResourceState 0,05625
GeneracionDePrograma [Resource] ResourceState 0,11503
Ordenado [Resource] ResourceState 0,01969
Perfiles [Resource] ResourceState 1,24175
ProgramaEnEspera [Resource] ResourceState 1,30748
Sellado [Resource] ResourceState 0,06654
ProcessingTime - Occurrences
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 37
CargaLineaLavado [Resource] ResourceState 103
CorteDePlanchas [Resource] ResourceState 56

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 199
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
GeneracionDePrograma [Resource] ResourceState 4
Ordenado [Resource] ResourceState 108
Perfiles [Resource] ResourceState 4
ProgramaEnEspera [Resource] ResourceState 4
Sellado [Resource] ResourceState 62
ProcessingTime - Percent
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 54,91644
CargaLineaLavado [Resource] ResourceState 28,33333
CorteDePlanchas [Resource] ResourceState 39,37436
GeneracionDePrograma [Resource] ResourceState 5,75129
Ordenado [Resource] ResourceState 26,58628
Perfiles [Resource] ResourceState 62,08754
ProgramaEnEspera [Resource] ResourceState 65,3741
Sellado [Resource] ResourceState 51,56521
ProcessingTime - Total
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 4,39332
CargaLineaLavado [Resource] ResourceState 2,26667
CorteDePlanchas [Resource] ResourceState 3,14995
GeneracionDePrograma [Resource] ResourceState 0,4601
Ordenado [Resource] ResourceState 2,1269
Perfiles [Resource] ResourceState 4,967
ProgramaEnEspera [Resource] ResourceState 5,22993
Sellado [Resource] ResourceState 4,12522
ScheduledUtilization - Percent
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 54,91644
EntragaDocumentacion [Resource] Capacity 0
CargaLineaLavado [Resource] Capacity 28,33333
CorteDePlanchas [Resource] Capacity 39,37436
GeneracionDePrograma [Resource] Capacity 5,75129
Lavado [Resource] Capacity 0
Ordenado [Resource] Capacity 26,58628
Perfiles [Resource] Capacity 62,08754
Prensa [Resource] Capacity 0
ProgramaEnEspera [Resource] Capacity 65,3741
Sellado [Resource] Capacity 51,56521
StarvedTime - Average
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 0,09491
EntragaDocumentacion [Resource] ResourceState 8
CargaLineaLavado [Resource] ResourceState 0,05513
CorteDePlanchas [Resource] ResourceState 0,08509
EsperaLavado [Resource] ResourceState 8
GeneracionDePrograma [Resource] ResourceState 1,50798
Lavado [Resource] ResourceState 8
Ordenado [Resource] ResourceState 0,05388
Perfiles [Resource] ResourceState 0,75825
Prensa [Resource] ResourceState 8

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 200
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
ProgramaEnEspera [Resource] ResourceState 0,55401
Sellado [Resource] ResourceState 0,0625
StarvedTime - Occurrences
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 38
EntragaDocumentacion [Resource] ResourceState 1
CargaLineaLavado [Resource] ResourceState 104
CorteDePlanchas [Resource] ResourceState 57
EsperaLavado [Resource] ResourceState 1
GeneracionDePrograma [Resource] ResourceState 5
Lavado [Resource] ResourceState 1
Ordenado [Resource] ResourceState 109
Perfiles [Resource] ResourceState 4
Prensa [Resource] ResourceState 1
ProgramaEnEspera [Resource] ResourceState 5
Sellado [Resource] ResourceState 62
StarvedTime - Percent
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 45,08356
EntragaDocumentacion [Resource] ResourceState 100
CargaLineaLavado [Resource] ResourceState 71,66667
CorteDePlanchas [Resource] ResourceState 60,62564
EsperaLavado [Resource] ResourceState 100
GeneracionDePrograma [Resource] ResourceState 94,24871
Lavado [Resource] ResourceState 100
Ordenado [Resource] ResourceState 73,41372
Perfiles [Resource] ResourceState 37,91246
Prensa [Resource] ResourceState 100
ProgramaEnEspera [Resource] ResourceState 34,6259
Sellado [Resource] ResourceState 48,43479
StarvedTime - Total
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 3,60668
EntragaDocumentacion [Resource] ResourceState 8
CargaLineaLavado [Resource] ResourceState 5,73333
CorteDePlanchas [Resource] ResourceState 4,85005
EsperaLavado [Resource] ResourceState 8
GeneracionDePrograma [Resource] ResourceState 7,5399
Lavado [Resource] ResourceState 8
Ordenado [Resource] ResourceState 5,8731
Perfiles [Resource] ResourceState 3,033
Prensa [Resource] ResourceState 8
ProgramaEnEspera [Resource] ResourceState 2,77007
Sellado [Resource] ResourceState 3,87478
TimeInStation - Average
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer HoldingTime 0,22316
UnionPerfilCristal ParentInputBuffer HoldingTime 0,07881
UnionPerfilCristal Processing HoldingTime 0,03254
CargaLineaLavado InputBuffer HoldingTime 0,00143
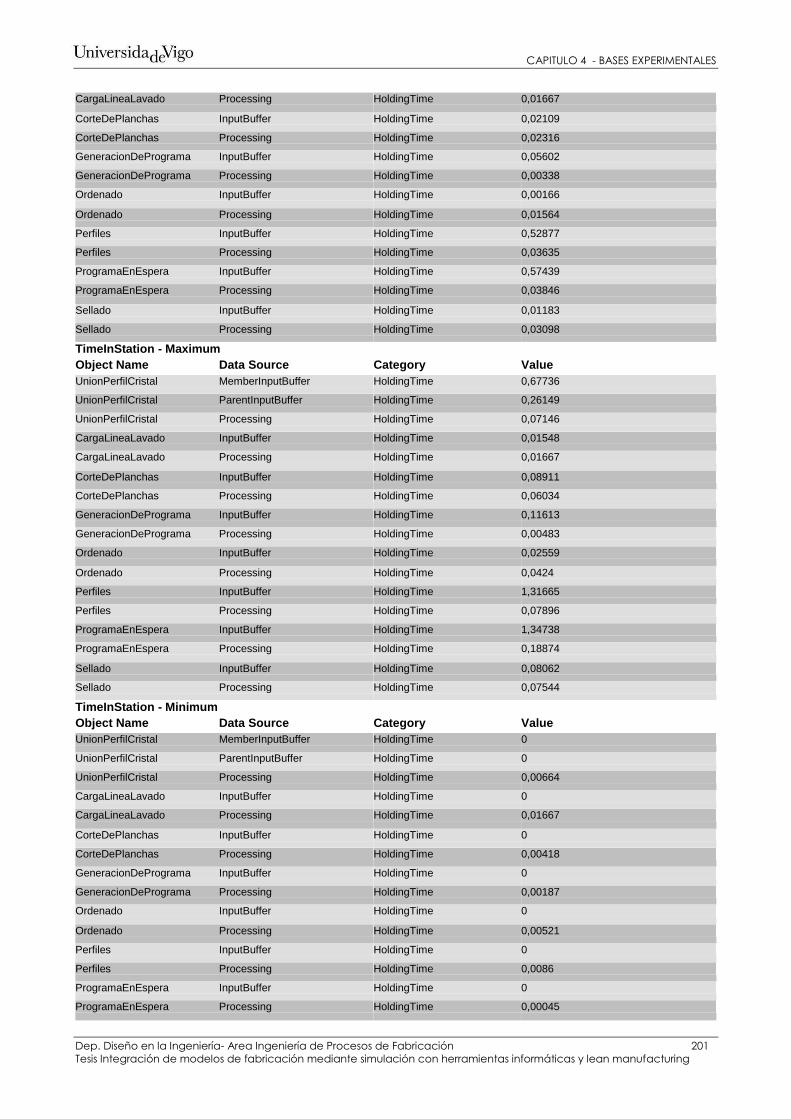
CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 201
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
CargaLineaLavado Processing HoldingTime 0,01667
CorteDePlanchas InputBuffer HoldingTime 0,02109
CorteDePlanchas Processing HoldingTime 0,02316
GeneracionDePrograma InputBuffer HoldingTime 0,05602
GeneracionDePrograma Processing HoldingTime 0,00338
Ordenado InputBuffer HoldingTime 0,00166
Ordenado Processing HoldingTime 0,01564
Perfiles InputBuffer HoldingTime 0,52877
Perfiles Processing HoldingTime 0,03635
ProgramaEnEspera InputBuffer HoldingTime 0,57439
ProgramaEnEspera Processing HoldingTime 0,03846
Sellado InputBuffer HoldingTime 0,01183
Sellado Processing HoldingTime 0,03098
TimeInStation - Maximum
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer HoldingTime 0,67736
UnionPerfilCristal ParentInputBuffer HoldingTime 0,26149
UnionPerfilCristal Processing HoldingTime 0,07146
CargaLineaLavado InputBuffer HoldingTime 0,01548
CargaLineaLavado Processing HoldingTime 0,01667
CorteDePlanchas InputBuffer HoldingTime 0,08911
CorteDePlanchas Processing HoldingTime 0,06034
GeneracionDePrograma InputBuffer HoldingTime 0,11613
GeneracionDePrograma Processing HoldingTime 0,00483
Ordenado InputBuffer HoldingTime 0,02559
Ordenado Processing HoldingTime 0,0424
Perfiles InputBuffer HoldingTime 1,31665
Perfiles Processing HoldingTime 0,07896
ProgramaEnEspera InputBuffer HoldingTime 1,34738
ProgramaEnEspera Processing HoldingTime 0,18874
Sellado InputBuffer HoldingTime 0,08062
Sellado Processing HoldingTime 0,07544
TimeInStation - Minimum
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer HoldingTime 0
UnionPerfilCristal ParentInputBuffer HoldingTime 0
UnionPerfilCristal Processing HoldingTime 0,00664
CargaLineaLavado InputBuffer HoldingTime 0
CargaLineaLavado Processing HoldingTime 0,01667
CorteDePlanchas InputBuffer HoldingTime 0
CorteDePlanchas Processing HoldingTime 0,00418
GeneracionDePrograma InputBuffer HoldingTime 0
GeneracionDePrograma Processing HoldingTime 0,00187
Ordenado InputBuffer HoldingTime 0
Ordenado Processing HoldingTime 0,00521
Perfiles InputBuffer HoldingTime 0
Perfiles Processing HoldingTime 0,0086
ProgramaEnEspera InputBuffer HoldingTime 0
ProgramaEnEspera Processing HoldingTime 0,00045

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 202
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Sellado InputBuffer HoldingTime 0
Sellado Processing HoldingTime 0,00908
TimeInSystem - Average
Object Name Data Source Category Value
Pedido [Population] FlowTime 1,02879
Almacen [DestroyedObjects] FlowTime 1,06635
TimeInSystem - Maximum
Object Name Data Source Category Value
Pedido [Population] FlowTime 1,90524
Almacen [DestroyedObjects] FlowTime 1,90524
TimeInSystem - Minimum
Object Name Data Source Category Value
Pedido [Population] FlowTime 0,26294
Almacen [DestroyedObjects] FlowTime 0,28375
TimeInSystem - Observations
Object Name Data Source Category Value
Almacen [DestroyedObjects] FlowTime 133
TimeOnLink - Average
Object Name Data Source Category Value
Path1 [Travelers] FlowTime 0,00032
Path2 [Travelers] FlowTime 0,00495
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01821
TimePath12 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,01667
TimePath4 [Travelers] FlowTime 0,01667
TimePath5 [Travelers] FlowTime 0,01667
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath8 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
TimeOnLink - Maximum
Object Name Data Source Category Value
Path1 [Travelers] FlowTime 0,00032
Path2 [Travelers] FlowTime 0,00495
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01821
TimePath12 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,01667
TimePath4 [Travelers] FlowTime 0,01667
TimePath5 [Travelers] FlowTime 0,01667
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath8 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
TimeOnLink - Minimum
Object Name Data Source Category Value

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 203
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path1 [Travelers] FlowTime 0,00032
Path2 [Travelers] FlowTime 0,00495
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01821
TimePath12 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,01667
TimePath4 [Travelers] FlowTime 0,01667
TimePath5 [Travelers] FlowTime 0,01667
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath8 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
UnitsAllocated - Total
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 135
EntragaDocumentacion [Resource] Capacity 136
CargaLineaLavado [Resource] Capacity 136
CorteDePlanchas [Resource] Capacity 136
GeneracionDePrograma [Resource] Capacity 136
Lavado [Resource] Capacity 136
Ordenado [Resource] Capacity 136
Perfiles [Resource] Capacity 136
Prensa [Resource] Capacity 135
ProgramaEnEspera [Resource] Capacity 136
Sellado [Resource] Capacity 134
UnitsScheduled - Average
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 1
EntragaDocumentacion [Resource] Capacity 1
CargaLineaLavado [Resource] Capacity 1
CorteDePlanchas [Resource] Capacity 1
GeneracionDePrograma [Resource] Capacity 1
Lavado [Resource] Capacity 1
Ordenado [Resource] Capacity 1
Perfiles [Resource] Capacity 1
Prensa [Resource] Capacity 1
ProgramaEnEspera [Resource] Capacity 1
Sellado [Resource] Capacity 1
UnitsScheduled - Maximum
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 1
EntragaDocumentacion [Resource] Capacity 1
CargaLineaLavado [Resource] Capacity 1
CorteDePlanchas [Resource] Capacity 1
GeneracionDePrograma [Resource] Capacity 1
Lavado [Resource] Capacity 1
Ordenado [Resource] Capacity 1

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 204
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Perfiles [Resource] Capacity 1
Prensa [Resource] Capacity 1
ProgramaEnEspera [Resource] Capacity 1
Sellado [Resource] Capacity 1
UnitsScheduled - Minimum
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 1
EntragaDocumentacion [Resource] Capacity 1
CargaLineaLavado [Resource] Capacity 1
CorteDePlanchas [Resource] Capacity 1
GeneracionDePrograma [Resource] Capacity 1
Lavado [Resource] Capacity 1
Ordenado [Resource] Capacity 1
Perfiles [Resource] Capacity 1
Prensa [Resource] Capacity 1
ProgramaEnEspera [Resource] Capacity 1
Sellado [Resource] Capacity 1
UnitsUtilized - Average
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 0,54916
EntragaDocumentacion [Resource] Capacity 0
CargaLineaLavado [Resource] Capacity 0,28333
CorteDePlanchas [Resource] Capacity 0,39374
GeneracionDePrograma [Resource] Capacity 0,05751
Lavado [Resource] Capacity 0
Ordenado [Resource] Capacity 0,26586
Perfiles [Resource] Capacity 0,62088
Prensa [Resource] Capacity 0
ProgramaEnEspera [Resource] Capacity 0,65374
Sellado [Resource] Capacity 0,51565
UnitsUtilized - Maximum
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 1
EntragaDocumentacion [Resource] Capacity 1
CargaLineaLavado [Resource] Capacity 1
CorteDePlanchas [Resource] Capacity 1
GeneracionDePrograma [Resource] Capacity 1
Lavado [Resource] Capacity 1
Ordenado [Resource] Capacity 1
Perfiles [Resource] Capacity 1
Prensa [Resource] Capacity 1
ProgramaEnEspera [Resource] Capacity 1
Sellado [Resource] Capacity 1
UnitsUtilized - Minimum
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 0
EntragaDocumentacion [Resource] Capacity 0
CargaLineaLavado [Resource] Capacity 0
CorteDePlanchas [Resource] Capacity 0
GeneracionDePrograma [Resource] Capacity 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 205
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Lavado [Resource] Capacity 0
Ordenado [Resource] Capacity 0
Perfiles [Resource] Capacity 0
Prensa [Resource] Capacity 0
ProgramaEnEspera [Resource] Capacity 0
Sellado [Resource] Capacity 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 206
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Interactive Detail Report
Project: V_Proceso Actual
Model: Model (Academic, COMMERCIAL USE PROHIBITED)
Analyst Name: Daniel Prieto
Scenario: [Interactive Run]
NumberCreated - Total
Object Name Data Source Category Value
Pedido [Population] Throughput 272
NumberDestroyed - Total
Object Name Data Source Category Value
Pedido [Population] Throughput 266
NumberEntered - Total
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer Throughput 135
UnionPerfilCristal OutputBuffer Throughput 135
UnionPerfilCristal ParentInputBuffer Throughput 136
UnionPerfilCristal Processing Throughput 135
Path1 [Travelers] Throughput 136
Path2 [Travelers] Throughput 136
EntragaDocumentacion InputBuffer Throughput 136
EntragaDocumentacion MemberOutputBuffer Throughput 136
EntragaDocumentacion ParentOutputBuffer Throughput 136
EntragaDocumentacion Processing Throughput 136
CargaLineaLavado InputBuffer Throughput 136
CargaLineaLavado OutputBuffer Throughput 136
CargaLineaLavado Processing Throughput 136
CorteDePlanchas InputBuffer Throughput 136
CorteDePlanchas OutputBuffer Throughput 136
CorteDePlanchas Processing Throughput 136
GeneracionDePrograma InputBuffer Throughput 136
GeneracionDePrograma OutputBuffer Throughput 136
GeneracionDePrograma Processing Throughput 136
Lavado InputBuffer Throughput 136
Lavado OutputBuffer Throughput 136
Lavado Processing Throughput 136
Ordenado InputBuffer Throughput 136
Ordenado OutputBuffer Throughput 136
Ordenado Processing Throughput 136
Perfiles InputBuffer Throughput 136
Perfiles OutputBuffer Throughput 135
Perfiles Processing Throughput 136
Prensa InputBuffer Throughput 135
Prensa OutputBuffer Throughput 135
Prensa Processing Throughput 135
ProgramaEnEspera InputBuffer Throughput 136
ProgramaEnEspera OutputBuffer Throughput 136
ProgramaEnEspera Processing Throughput 136
Sellado InputBuffer Throughput 134

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 207
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Sellado OutputBuffer Throughput 133
Sellado Processing Throughput 134
Almacen InputBuffer Throughput 133
LLegadaDePedidos OutputBuffer Throughput 136
TimePath1 [Travelers] Throughput 136
TimePath10 [Travelers] Throughput 136
TimePath12 [Travelers] Throughput 133
TimePath13 [Travelers] Throughput 135
TimePath2 [Travelers] Throughput 136
TimePath3 [Travelers] Throughput 136
TimePath4 [Travelers] Throughput 136
TimePath5 [Travelers] Throughput 136
TimePath6 [Travelers] Throughput 136
TimePath7 [Travelers] Throughput 136
TimePath8 [Travelers] Throughput 135
TimePath9 [Travelers] Throughput 135
NumberExited - Total
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer Throughput 135
UnionPerfilCristal OutputBuffer Throughput 135
UnionPerfilCristal ParentInputBuffer Throughput 135
UnionPerfilCristal Processing Throughput 135
Path1 [Travelers] Throughput 136
Path2 [Travelers] Throughput 136
EntragaDocumentacion InputBuffer Throughput 136
EntragaDocumentacion MemberOutputBuffer Throughput 136
EntragaDocumentacion ParentOutputBuffer Throughput 136
EntragaDocumentacion Processing Throughput 136
CargaLineaLavado InputBuffer Throughput 136
CargaLineaLavado OutputBuffer Throughput 136
CargaLineaLavado Processing Throughput 136
CorteDePlanchas InputBuffer Throughput 136
CorteDePlanchas OutputBuffer Throughput 136
CorteDePlanchas Processing Throughput 136
GeneracionDePrograma InputBuffer Throughput 136
GeneracionDePrograma OutputBuffer Throughput 136
GeneracionDePrograma Processing Throughput 136
Lavado InputBuffer Throughput 136
Lavado OutputBuffer Throughput 136
Lavado Processing Throughput 136
Ordenado InputBuffer Throughput 136
Ordenado OutputBuffer Throughput 136
Ordenado Processing Throughput 136
Perfiles InputBuffer Throughput 136
Perfiles OutputBuffer Throughput 135
Perfiles Processing Throughput 135
Prensa InputBuffer Throughput 135
Prensa OutputBuffer Throughput 135
Prensa Processing Throughput 135

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 208
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
ProgramaEnEspera InputBuffer Throughput 136
ProgramaEnEspera OutputBuffer Throughput 136
ProgramaEnEspera Processing Throughput 136
Sellado InputBuffer Throughput 134
Sellado OutputBuffer Throughput 133
Sellado Processing Throughput 133
Almacen InputBuffer Throughput 133
LLegadaDePedidos OutputBuffer Throughput 136
TimePath1 [Travelers] Throughput 136
TimePath10 [Travelers] Throughput 136
TimePath12 [Travelers] Throughput 133
TimePath13 [Travelers] Throughput 135
TimePath2 [Travelers] Throughput 136
TimePath3 [Travelers] Throughput 136
TimePath4 [Travelers] Throughput 136
TimePath5 [Travelers] Throughput 136
TimePath6 [Travelers] Throughput 136
TimePath7 [Travelers] Throughput 136
TimePath8 [Travelers] Throughput 135
TimePath9 [Travelers] Throughput 134
NumberInStation - Average
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer Content 3,76586
UnionPerfilCristal ParentInputBuffer Content 1,34446
UnionPerfilCristal Processing Content 0,54916
CargaLineaLavado InputBuffer Content 0,02423
CargaLineaLavado Processing Content 0,28333
CorteDePlanchas InputBuffer Content 0,35854
CorteDePlanchas Processing Content 0,39374
GeneracionDePrograma InputBuffer Content 0,95242
GeneracionDePrograma Processing Content 0,05751
Ordenado InputBuffer Content 0,02828
Ordenado Processing Content 0,26586
Perfiles InputBuffer Content 8,98908
Perfiles Processing Content 0,62088
ProgramaEnEspera InputBuffer Content 9,76455
ProgramaEnEspera Processing Content 0,65374
Sellado InputBuffer Content 0,19813
Sellado Processing Content 0,51565
NumberInStation - Maximum
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer Content 18
UnionPerfilCristal ParentInputBuffer Content 7
UnionPerfilCristal Processing Content 1
CargaLineaLavado InputBuffer Content 1
CargaLineaLavado Processing Content 1
CorteDePlanchas InputBuffer Content 5
CorteDePlanchas Processing Content 1
GeneracionDePrograma InputBuffer Content 34

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 209
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
GeneracionDePrograma Processing Content 1
Ordenado InputBuffer Content 2
Ordenado Processing Content 1
Perfiles InputBuffer Content 31
Perfiles Processing Content 1
ProgramaEnEspera InputBuffer Content 31
ProgramaEnEspera Processing Content 1
Sellado InputBuffer Content 3
Sellado Processing Content 1
NumberInStation - Minimum
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer Content 0
UnionPerfilCristal ParentInputBuffer Content 0
UnionPerfilCristal Processing Content 0
CargaLineaLavado InputBuffer Content 0
CargaLineaLavado Processing Content 0
CorteDePlanchas InputBuffer Content 0
CorteDePlanchas Processing Content 0
GeneracionDePrograma InputBuffer Content 0
GeneracionDePrograma Processing Content 0
Ordenado InputBuffer Content 0
Ordenado Processing Content 0
Perfiles InputBuffer Content 0
Perfiles Processing Content 0
ProgramaEnEspera InputBuffer Content 0
ProgramaEnEspera Processing Content 0
Sellado InputBuffer Content 0
Sellado Processing Content 0
NumberInSystem - Average
Object Name Data Source Category Value
Pedido [Population] Content 35,3043
NumberInSystem - Maximum
Object Name Data Source Category Value
Pedido [Population] Content 70
NumberInSystem - Minimum
Object Name Data Source Category Value
Pedido [Population] Content 0
NumberOnLink - Average
Object Name Data Source Category Value
Path1 [Travelers] Content 0,00545
Path2 [Travelers] Content 0,08417
TimePath1 [Travelers] Content 0,28333
TimePath10 [Travelers] Content 0,30954
TimePath12 [Travelers] Content 0,27708
TimePath13 [Travelers] Content 0,28125
TimePath2 [Travelers] Content 0,28333
TimePath3 [Travelers] Content 0,28333
TimePath4 [Travelers] Content 0,28333
TimePath5 [Travelers] Content 0,28333
TimePath6 [Travelers] Content 0,28333

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 210
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
TimePath7 [Travelers] Content 0,28333
TimePath8 [Travelers] Content 0,28125
TimePath9 [Travelers] Content 0,2806
NumberOnLink - Maximum
Object Name Data Source Category Value
Path1 [Travelers] Content 35
Path2 [Travelers] Content 3
TimePath1 [Travelers] Content 1
TimePath10 [Travelers] Content 3
TimePath12 [Travelers] Content 2
TimePath13 [Travelers] Content 2
TimePath2 [Travelers] Content 6
TimePath3 [Travelers] Content 4
TimePath4 [Travelers] Content 2
TimePath5 [Travelers] Content 2
TimePath6 [Travelers] Content 1
TimePath7 [Travelers] Content 6
TimePath8 [Travelers] Content 2
TimePath9 [Travelers] Content 2
NumberOnLink - Minimum
Object Name Data Source Category Value
Path1 [Travelers] Content 0
Path2 [Travelers] Content 0
TimePath1 [Travelers] Content 0
TimePath10 [Travelers] Content 0
TimePath12 [Travelers] Content 0
TimePath13 [Travelers] Content 0
TimePath2 [Travelers] Content 0
TimePath3 [Travelers] Content 0
TimePath4 [Travelers] Content 0
TimePath5 [Travelers] Content 0
TimePath6 [Travelers] Content 0
TimePath7 [Travelers] Content 0
TimePath8 [Travelers] Content 0
TimePath9 [Travelers] Content 0
ProcessingTime - Average
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 0,11874
CargaLineaLavado [Resource] ResourceState 0,02201
CorteDePlanchas [Resource] ResourceState 0,05625
GeneracionDePrograma [Resource] ResourceState 0,11503
Ordenado [Resource] ResourceState 0,01969
Perfiles [Resource] ResourceState 1,24175
ProgramaEnEspera [Resource] ResourceState 1,30748
Sellado [Resource] ResourceState 0,06654
ProcessingTime - Occurrences
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 37
CargaLineaLavado [Resource] ResourceState 103
CorteDePlanchas [Resource] ResourceState 56

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 211
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
GeneracionDePrograma [Resource] ResourceState 4
Ordenado [Resource] ResourceState 108
Perfiles [Resource] ResourceState 4
ProgramaEnEspera [Resource] ResourceState 4
Sellado [Resource] ResourceState 62
ProcessingTime - Percent
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 54,91644
CargaLineaLavado [Resource] ResourceState 28,33333
CorteDePlanchas [Resource] ResourceState 39,37436
GeneracionDePrograma [Resource] ResourceState 5,75129
Ordenado [Resource] ResourceState 26,58628
Perfiles [Resource] ResourceState 62,08754
ProgramaEnEspera [Resource] ResourceState 65,3741
Sellado [Resource] ResourceState 51,56521
ProcessingTime - Total
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 4,39332
CargaLineaLavado [Resource] ResourceState 2,26667
CorteDePlanchas [Resource] ResourceState 3,14995
GeneracionDePrograma [Resource] ResourceState 0,4601
Ordenado [Resource] ResourceState 2,1269
Perfiles [Resource] ResourceState 4,967
ProgramaEnEspera [Resource] ResourceState 5,22993
Sellado [Resource] ResourceState 4,12522
ScheduledUtilization - Percent
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 54,91644
EntragaDocumentacion [Resource] Capacity 0
CargaLineaLavado [Resource] Capacity 28,33333
CorteDePlanchas [Resource] Capacity 39,37436
GeneracionDePrograma [Resource] Capacity 5,75129
Lavado [Resource] Capacity 0
Ordenado [Resource] Capacity 26,58628
Perfiles [Resource] Capacity 62,08754
Prensa [Resource] Capacity 0
ProgramaEnEspera [Resource] Capacity 65,3741
Sellado [Resource] Capacity 51,56521
StarvedTime - Average
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 0,09491
EntragaDocumentacion [Resource] ResourceState 8
CargaLineaLavado [Resource] ResourceState 0,05513
CorteDePlanchas [Resource] ResourceState 0,08509
EsperaLavado [Resource] ResourceState 8
GeneracionDePrograma [Resource] ResourceState 1,50798
Lavado [Resource] ResourceState 8
Ordenado [Resource] ResourceState 0,05388
Perfiles [Resource] ResourceState 0,75825
Prensa [Resource] ResourceState 8

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 212
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
ProgramaEnEspera [Resource] ResourceState 0,55401
Sellado [Resource] ResourceState 0,0625
StarvedTime - Occurrences
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 38
EntragaDocumentacion [Resource] ResourceState 1
CargaLineaLavado [Resource] ResourceState 104
CorteDePlanchas [Resource] ResourceState 57
EsperaLavado [Resource] ResourceState 1
GeneracionDePrograma [Resource] ResourceState 5
Lavado [Resource] ResourceState 1
Ordenado [Resource] ResourceState 109
Perfiles [Resource] ResourceState 4
Prensa [Resource] ResourceState 1
ProgramaEnEspera [Resource] ResourceState 5
Sellado [Resource] ResourceState 62
StarvedTime - Percent
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 45,08356
EntragaDocumentacion [Resource] ResourceState 100
CargaLineaLavado [Resource] ResourceState 71,66667
CorteDePlanchas [Resource] ResourceState 60,62564
EsperaLavado [Resource] ResourceState 100
GeneracionDePrograma [Resource] ResourceState 94,24871
Lavado [Resource] ResourceState 100
Ordenado [Resource] ResourceState 73,41372
Perfiles [Resource] ResourceState 37,91246
Prensa [Resource] ResourceState 100
ProgramaEnEspera [Resource] ResourceState 34,6259
Sellado [Resource] ResourceState 48,43479
StarvedTime - Total
Object Name Data Source Category Value
UnionPerfilCristal [Resource] ResourceState 3,60668
EntragaDocumentacion [Resource] ResourceState 8
CargaLineaLavado [Resource] ResourceState 5,73333
CorteDePlanchas [Resource] ResourceState 4,85005
EsperaLavado [Resource] ResourceState 8
GeneracionDePrograma [Resource] ResourceState 7,5399
Lavado [Resource] ResourceState 8
Ordenado [Resource] ResourceState 5,8731
Perfiles [Resource] ResourceState 3,033
Prensa [Resource] ResourceState 8
ProgramaEnEspera [Resource] ResourceState 2,77007
Sellado [Resource] ResourceState 3,87478
TimeInStation - Average
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer HoldingTime 0,22316
UnionPerfilCristal ParentInputBuffer HoldingTime 0,07881
UnionPerfilCristal Processing HoldingTime 0,03254
CargaLineaLavado InputBuffer HoldingTime 0,00143

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 213
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
CargaLineaLavado Processing HoldingTime 0,01667
CorteDePlanchas InputBuffer HoldingTime 0,02109
CorteDePlanchas Processing HoldingTime 0,02316
GeneracionDePrograma InputBuffer HoldingTime 0,05602
GeneracionDePrograma Processing HoldingTime 0,00338
Ordenado InputBuffer HoldingTime 0,00166
Ordenado Processing HoldingTime 0,01564
Perfiles InputBuffer HoldingTime 0,52877
Perfiles Processing HoldingTime 0,03635
ProgramaEnEspera InputBuffer HoldingTime 0,57439
ProgramaEnEspera Processing HoldingTime 0,03846
Sellado InputBuffer HoldingTime 0,01183
Sellado Processing HoldingTime 0,03098
TimeInStation - Maximum
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer HoldingTime 0,67736
UnionPerfilCristal ParentInputBuffer HoldingTime 0,26149
UnionPerfilCristal Processing HoldingTime 0,07146
CargaLineaLavado InputBuffer HoldingTime 0,01548
CargaLineaLavado Processing HoldingTime 0,01667
CorteDePlanchas InputBuffer HoldingTime 0,08911
CorteDePlanchas Processing HoldingTime 0,06034
GeneracionDePrograma InputBuffer HoldingTime 0,11613
GeneracionDePrograma Processing HoldingTime 0,00483
Ordenado InputBuffer HoldingTime 0,02559
Ordenado Processing HoldingTime 0,0424
Perfiles InputBuffer HoldingTime 1,31665
Perfiles Processing HoldingTime 0,07896
ProgramaEnEspera InputBuffer HoldingTime 1,34738
ProgramaEnEspera Processing HoldingTime 0,18874
Sellado InputBuffer HoldingTime 0,08062
Sellado Processing HoldingTime 0,07544
TimeInStation - Minimum
Object Name Data Source Category Value
UnionPerfilCristal MemberInputBuffer HoldingTime 0
UnionPerfilCristal ParentInputBuffer HoldingTime 0
UnionPerfilCristal Processing HoldingTime 0,00664
CargaLineaLavado InputBuffer HoldingTime 0
CargaLineaLavado Processing HoldingTime 0,01667
CorteDePlanchas InputBuffer HoldingTime 0
CorteDePlanchas Processing HoldingTime 0,00418
GeneracionDePrograma InputBuffer HoldingTime 0
GeneracionDePrograma Processing HoldingTime 0,00187
Ordenado InputBuffer HoldingTime 0
Ordenado Processing HoldingTime 0,00521
Perfiles InputBuffer HoldingTime 0
Perfiles Processing HoldingTime 0,0086
ProgramaEnEspera InputBuffer HoldingTime 0
ProgramaEnEspera Processing HoldingTime 0,00045

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 214
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Sellado InputBuffer HoldingTime 0
Sellado Processing HoldingTime 0,00908
TimeInSystem - Average
Object Name Data Source Category Value
Pedido [Population] FlowTime 1,02879
Almacen [DestroyedObjects] FlowTime 1,06635
TimeInSystem - Maximum
Object Name Data Source Category Value
Pedido [Population] FlowTime 1,90524
Almacen [DestroyedObjects] FlowTime 1,90524
TimeInSystem - Minimum
Object Name Data Source Category Value
Pedido [Population] FlowTime 0,26294
Almacen [DestroyedObjects] FlowTime 0,28375
TimeInSystem - Observations
Object Name Data Source Category Value
Almacen [DestroyedObjects] FlowTime 133
TimeOnLink - Average
Object Name Data Source Category Value
Path1 [Travelers] FlowTime 0,00032
Path2 [Travelers] FlowTime 0,00495
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01821
TimePath12 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,01667
TimePath4 [Travelers] FlowTime 0,01667
TimePath5 [Travelers] FlowTime 0,01667
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath8 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
TimeOnLink - Maximum
Object Name Data Source Category Value
Path1 [Travelers] FlowTime 0,00032
Path2 [Travelers] FlowTime 0,00495
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01821
TimePath12 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,01667
TimePath4 [Travelers] FlowTime 0,01667
TimePath5 [Travelers] FlowTime 0,01667
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath8 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
TimeOnLink - Minimum
Object Name Data Source Category Value

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 215
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Path1 [Travelers] FlowTime 0,00032
Path2 [Travelers] FlowTime 0,00495
TimePath1 [Travelers] FlowTime 0,01667
TimePath10 [Travelers] FlowTime 0,01821
TimePath12 [Travelers] FlowTime 0,01667
TimePath13 [Travelers] FlowTime 0,01667
TimePath2 [Travelers] FlowTime 0,01667
TimePath3 [Travelers] FlowTime 0,01667
TimePath4 [Travelers] FlowTime 0,01667
TimePath5 [Travelers] FlowTime 0,01667
TimePath6 [Travelers] FlowTime 0,01667
TimePath7 [Travelers] FlowTime 0,01667
TimePath8 [Travelers] FlowTime 0,01667
TimePath9 [Travelers] FlowTime 0,01667
UnitsAllocated - Total
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 135
EntragaDocumentacion [Resource] Capacity 136
CargaLineaLavado [Resource] Capacity 136
CorteDePlanchas [Resource] Capacity 136
GeneracionDePrograma [Resource] Capacity 136
Lavado [Resource] Capacity 136
Ordenado [Resource] Capacity 136
Perfiles [Resource] Capacity 136
Prensa [Resource] Capacity 135
ProgramaEnEspera [Resource] Capacity 136
Sellado [Resource] Capacity 134
UnitsScheduled - Average
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 1
EntragaDocumentacion [Resource] Capacity 1
CargaLineaLavado [Resource] Capacity 1
CorteDePlanchas [Resource] Capacity 1
GeneracionDePrograma [Resource] Capacity 1
Lavado [Resource] Capacity 1
Ordenado [Resource] Capacity 1
Perfiles [Resource] Capacity 1
Prensa [Resource] Capacity 1
ProgramaEnEspera [Resource] Capacity 1
Sellado [Resource] Capacity 1
UnitsScheduled - Maximum
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 1
EntragaDocumentacion [Resource] Capacity 1
CargaLineaLavado [Resource] Capacity 1
CorteDePlanchas [Resource] Capacity 1
GeneracionDePrograma [Resource] Capacity 1
Lavado [Resource] Capacity 1
Ordenado [Resource] Capacity 1

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 216
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Perfiles [Resource] Capacity 1
Prensa [Resource] Capacity 1
ProgramaEnEspera [Resource] Capacity 1
Sellado [Resource] Capacity 1
UnitsScheduled - Minimum
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 1
EntragaDocumentacion [Resource] Capacity 1
CargaLineaLavado [Resource] Capacity 1
CorteDePlanchas [Resource] Capacity 1
GeneracionDePrograma [Resource] Capacity 1
Lavado [Resource] Capacity 1
Ordenado [Resource] Capacity 1
Perfiles [Resource] Capacity 1
Prensa [Resource] Capacity 1
ProgramaEnEspera [Resource] Capacity 1
Sellado [Resource] Capacity 1
UnitsUtilized - Average
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 0,54916
EntragaDocumentacion [Resource] Capacity 0
CargaLineaLavado [Resource] Capacity 0,28333
CorteDePlanchas [Resource] Capacity 0,39374
GeneracionDePrograma [Resource] Capacity 0,05751
Lavado [Resource] Capacity 0
Ordenado [Resource] Capacity 0,26586
Perfiles [Resource] Capacity 0,62088
Prensa [Resource] Capacity 0
ProgramaEnEspera [Resource] Capacity 0,65374
Sellado [Resource] Capacity 0,51565
UnitsUtilized - Maximum
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 1
EntragaDocumentacion [Resource] Capacity 1
CargaLineaLavado [Resource] Capacity 1
CorteDePlanchas [Resource] Capacity 1
GeneracionDePrograma [Resource] Capacity 1
Lavado [Resource] Capacity 1
Ordenado [Resource] Capacity 1
Perfiles [Resource] Capacity 1
Prensa [Resource] Capacity 1
ProgramaEnEspera [Resource] Capacity 1
Sellado [Resource] Capacity 1
UnitsUtilized - Minimum
Object Name Data Source Category Value
UnionPerfilCristal [Resource] Capacity 0
EntragaDocumentacion [Resource] Capacity 0
CargaLineaLavado [Resource] Capacity 0
CorteDePlanchas [Resource] Capacity 0
GeneracionDePrograma [Resource] Capacity 0

CAPITULO 4 - BASES EXPERIMENTALES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 217
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Lavado [Resource] Capacity 0
Ordenado [Resource] Capacity 0
Perfiles [Resource] Capacity 0
Prensa [Resource] Capacity 0
ProgramaEnEspera [Resource] Capacity 0
Sellado [Resource] Capacity 0

CAPITULO 5 - RESULTADOS OBTENIDOS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 218
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
5 RESULTADOS OBTENIDOS
Tras los estudios realizados con la metodología diseñada, y para poder entender las
variaciones que se producen, se validó la evolución de los siguientes KPI con sus significados:
KPI de Eficiencia Productiva:
Nº operarios
Se estudió el aumento, disminución y cambio de ubicación de los operarios, lo que
influye en los parámetros siguientes.
Horas trabajadas totales.
En función de los tiempos de experimentación y del número de operarios se definen
una serie de horas totales de trabajo.
Unidades producidas.
Este parámetro mide la capacidad de poder fabricar más unidades.
Productividad ( ud/HH)
Para eliminar los parámetros monetarios se define como las unidades producidas por
hora hombre, cuanto más positiva mejor.
LEAD TIME
Es el tiempo en el que se entrega una unidad de fabricación desde que se produzca el
pedido. Cuanto más se reduzca mejor será el comportamiento del sistema.
TAKT TIME
Se define como el tiempo disponible para abastecer la demanda, en condiciones de
máxima eficiencia el Lead Time se acerca al Takt Time.
WIP
Work in progress, es el trabajo que esta en fabricación, cuanto mayor sea mayor será la
ocupación del sistema y mas valor añadido se generará.
OEE
Es el nivel de eficiencia global del proceso productivo, cuanto más se aumente mejor
serán los resultados globales del sistema.
KPI de Despilfarros
Tiempo Transporte
Son los tiempos improductivos de movimientos que no aportan valor.
Tiempo Esperas
El tiempo de espera entre procesos que no aporta valor.
Inventario
Entendido como periodo de rotación del Stock.
Ocupación en planta
Superficie ocupada por las máquinas y operarios de proceso.
Los resultados de manera numérica se muestran a continuación:

CAPITULO 5 - RESULTADOS OBTENIDOS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 219
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Resultados Caso Fabrica de troqueles.
Antes Después %
Eficiencia
Horas en estudio 24,00 24,00
nº operarios 7,00 6,00 -14,29%
Horas trabajadas totales 168,00 144,00 -14,29%
Unidades producidas 9,00 11,00 22,22%
Productividad ( ud/HH) 0,05 0,08 42,59%
LEAD TIME 12,13 10,21 -15,84%
TAKT TIME 18,67 13,09 -29,87%
WIP 1.512,00 1.584,00 4,76%
OEE 0,65 0,78 20,00%
Despilfarros
Tiempo Transporte 33,60 17,28 -48,57%
Tiempo Esperas 25,20 14,40 -42,86%
Inventario 2,67 2,18 -18,18%
Ocupación en planta 450,00 360,00 -20,00%
Resultados Caso Fábrica de Productos Cerámicos.
Antes Después %
Eficiencia
Horas en estudio 1.205,00 1.205,00
nº operarios 2,00 2,00 0,00%
Horas trabajadas totales 1.205,00 712,00 -40,91%
Unidades producidas 9.800,00 9.800,00 0,00%
Productividad ( ud/HH) 8,13 13,76 69,24%
LEAD TIME 146,26 146,26 0,00%
TAKT TIME 157,00 157,00 0,00%
WIP 18.219,00 32.531,00 78,56%
OEE 0,65 0,78 20,00%
Despilfarros
Tiempo Transporte 241,00 71,20 -70,46%
Tiempo Esperas 180,75 85,44 -52,73%
Inventario 11.809.000,00 6.977.600,00 -40,91%
Ocupación en planta 1.000,00 1.000,00 0,00%

CAPITULO 5 - RESULTADOS OBTENIDOS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 220
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Resultados Caso de Fábrica de productos de Vidrio
Antes Después %
Eficiencia
Horas en estudio 8,00 8,00
nº operarios 5,00 5,00 0,00%
Horas trabajadas totales 40,00 40,00 0,00%
Unidades producidas 210,00 240,00 14,29%
Productividad ( ud/HH) 5,25 6,00 14,29%
LEAD TIME 0,19 0,14 -29,13%
TAKT TIME 0,19 0,17 -12,50%
WIP 8.400,00 9.600,00 14,29%
OEE 0,60 0,81 35,00%
Despilfarros
Tiempo Transporte 8,80 4,00 -54,55%
Tiempo Esperas 7,20 3,60 -50,00%
Inventario 0,04 0,03 -12,50%
Ocupación en planta 878,00 600,00 -31,66%
Como se puede observar en las tablas los resultados esperados están dentro de las
evoluciones positivas para cada uno de los caso.
Esto viene a demostrar que la metodología propuesta de integración de herramientas de
simulación DES con LM, es correcta y funciona dando resultados óptimos.
Cabe destacar que sería posible obtener resultados negativos, con lo cual las propuestas
de mejora no se considerarían y las decisiones a tomar serían o bien no realizarlas o bien probar
nuevas alternativas, hasta conseguir los objetivos deseados.
En las siguientes páginas se muestran los valores de estas tablas en formato grafico más
visual y que facilitarán su comprensión.

CAPITULO 5 - RESULTADOS OBTENIDOS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 221
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
-14,29% -14,29%
22,22%
42,59%
-15,84%
-29,87%
4,76%
20,00%
%
Evolución KPI Eficiencia Fábrica de Troqueles
nº operarios Horas trabajadas totales Unidades producidas
Productividad ( ud/HH) LEAD TIME TAKT TIME
WIP OEE
-48,57%
-42,86%
-18,18%-20,00%
1
Evolución KPI Despilfarro Fábrica de Troqueles
Tiempo Transporte Tiempo Esperas Inventario Ocupacion en planta

CAPITULO 5 - RESULTADOS OBTENIDOS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 222
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
0,00%
-40,91%
0,00%
69,24%
0,00% 0,00%
78,56%
20,00%
1
Evolución KPI Eficiencia Fábrica de P. Cerámicos
nº operarios Horas trabajadas totales Unidades producidas
Productividad ( ud/HH) LEAD TIME TAKT TIME
WIP OEE
-70,46%
-52,73%
-40,91%
0,00%
1
Evolución KPI Despilfarro Fábrica de P. Cerámicos
Tiempo Transporte Tiempo Esperas Inventario Ocupacion en planta

CAPITULO 5 - RESULTADOS OBTENIDOS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 223
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
0,00% 0,00%
14,29% 14,29%
-29,13%
-12,50%
14,29%
35,00%
1
Evolución KPI Efciencia Fábrica de P. Vidrio
nº operarios Horas trabajadas totales Unidades producidas
Productividad ( ud/HH) LEAD TIME TAKT TIME
WIP OEE
-54,55%
-50,00%
-12,50%
-31,66%
1
Evolución KPI Despilfarro Fábrica de P. Vidrio
Tiempo Transporte Tiempo Esperas Inventario Ocupacion en planta

CAPITULO 6 - CONCLUSIONES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 224
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
6 CONCLUSIONES.
6.1 Conclusiones generales
Se ha demostrado a lo lego de la tesis que es posible establecer una metodología común
de integración de herramientas informáticas de simulación DES y LM, a pesar de que desde el
punto de vista productivo todos los sistemas de manufactura inicialmente parezcan diferentes.
La revisión del estado del arte inicial con las bases teóricas existentes ha permitido analizar
y definir diferentes softwares de simulación DES. Y definir cuál es el más versátil para el desarrollo
de la investigación que en este caso ha sido el SIMIO.
Los resultados obtenidos en la mejora conseguida en la productividad de diferentes
sectores integrando la simulación basada en DES y LM justifican la metodología desarrollada. Con
la ayuda del software de simulación se pudo modelar con exactitud los procesos productivos de
diversas empresas y se pudieron ver después en los informes que se obtienen del propio programa
de simulación la ocupación de los recursos, número de piezas producidas, tiempos de transportes,
esperas, stocks... Datos que ayudaron en la toma de decisiones en la optimización del proceso y
demostraron que la simulación y una herramienta potente, útil, económica y rápida.
Además la filosofía lean ayudó en la mejora del proceso eliminando todo lo que no añadía
valor, nivelando el flujo productivo evitando así altos niveles de stocks consiguiendo un aumento
de la productividad.
Los indicadores que se manejaron han ayudado a entregar el producto requerido por el
cliente al mínimo costo posible y con la mayor velocidad de respuesta posible dotando el sistema
de la flexibilidad necesaria para adaptarlo la demanda de los consumidores y la sus fluctuaciones.
Esto demandó además flexibilidad en la organización que exigió un cambio de mentalidad de los
directivos y no solo de los trabajadores.
Se ha demostrado la integración y utilidad de ambos técnicas y se ha desarrollado una
metodología S4L (Sim for Lean) Ad Hoc que permite el estudio de diferentes sistemas con variables
de entrada muy dispares de una manera común.
Esta herramienta ofrece una ayuda inequívoca a la toma de decisiones por parte de la
dirección con unos datos lógicos que nos muestran la evolución de los sistemas sin tener que
modificarlos físicamente con los consecuentes ahorros de costes.
6.2 Conclusiones particulares
Como conclusiones particulares cabe destacar como a medida que se han ido evaluando
los sistemas, se han complementado e integrados diferentes conceptos de la filosofía LM con la
simulación DES.
Inicialmente se comprobó la utilidad del VSM a la hora de definir visualmente los procesos y
sus posibles problemas tanto desde el punto de vista de Lay Out como de operativa. A su vez al
trabajar con simulación DES ha permitido la visión dinámica del comportamiento de los sistemas
de manufactura, ya que como se ha comentado con anterioridad VSM da una visión estática
que limita su resultado. Esto ha sido comentado en algunos de los artículos consultados para esta
investigación.
La parametrización de los diferentes KPI relevantes como; Lead Time, Take Time, OEE……..
oct. etc. Permite mediante la integración en el Software SIMIO poder evaluar el comportamiento
de un sistema, de manera que se pueda tomar la decisión correcta a la hora de hacer cambios,
planteamientos o valoraciones de diferentes alternativas.
Se ha demostrado específicamente el valor y utilidad de SIMIO a la hora de tener una
herramienta válida y sencilla que facilita en gran manera este proceso. También cabe destacar el
estudio realizado en la evaluación del diferente software existente en el mercado. Como ha
quedado demostrado el uso de SIMIO es la mejor opción desde el punto de vista precio, tiempo y
calidad de los resultados.

CAPITULO 6 - CONCLUSIONES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 225
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Al comienzo de esta tesis se planteaban una serie de objetivos que han sido cumplidos de
la siguiente manera:
Se ha demostrado la validez de la integración de LM y DES como complementarias y como
herramienta de análisis de la parametrización del proceso productivo de plantas de fabricación
con diferentes características y se ha conseguido generar una metodología de trabajo para el uso
de DES y LM de manera combinada con las siguientes tareas realizadas:
Se han estudiado los patrones de comportamiento de los sistemas de manufactura por
líneas productivas.
Se ha contrastado el software existente de simulación DES
Se han establecido los patrones o escenarios a través de modelos DES
Se han modelado de los escenarios con las modificaciones impuestas por parámetros
LM.
Queda evidenciado de esta manera que los objetivos iniciales de esta investigación han
sido cubiertos.
6.3 Líneas de investigación futuras.
En el periodo en el que se realizó esta tesis doctoral se aplicó la metodología establecida
de integración LM y DES, definida en capítulos anteriores, a procesos de fabricación diversos
desde los aquí mostrados en el capítulo 4 hasta otros casos que se demostró la utilidad de la
técnica utilizada.
Entre esos casos pueden destacar modelos de carros logísticos que sustituyen a procesos
manuales en plantas de fabricación automotriz , redistribución de recursos en líneas de
fabricación del área agroalimentaria y de congelados, evaluación de cambios de maquinaria en
plantas de coste de chapa, estudio de alternativas de proceso en fabricación de maquinaria de
procesos automatizados………….. Es decir una gran diversidad de ejemplos que habiendo
profundizado en ellos pueden ser optimizados con gran facilidad y a un bajo coste, demostrando
la validez de la metodología validada anteriormente.
A su vez se ha experimentado en sectores tan ajenos a la fabricación como la gestión de
colas y aplicación de metodología de triaje en salas de urgencias hospitalarias. También cabe
destacar experimentaciones realizadas en temas tan diversos como el dimensionamiento de
cajeros automáticos en entidades bancarias.
Si es cierto que no siendo procesos fabriles al efecto, si surge una línea de similitud en
múltiples campos en los cuales los conceptos y metodologías desarrollados en esta tesis son de
directa aplicación para soluciones en las que se buscan los mismos objetivos; reducción de costes,
optimización de recursos, aumento del valor añadido, reducción de despilfarros……….Al fin y al
cabo todo visto desde un prisma productivo, no deja de ser producir en menos tiempo y al menor
coste posible. Y para ello disponer de metodologías que ayuden a la toma de decisiones es
siempre una ayuda fundamental para llegar a la meta planteada.
Dentro de la toma de decisiones y entendiendo que la herramienta validada de
integración de LM y DES incluye tener en cuenta parámetros económicos, se abre una posibilidad
a utilizar estos conceptos como base de desarrollo de nuevas investigaciones que impliquen
diseño y valoración de estrategias de producción determinadas utilizando como base los datos
obtenidos mediante esta metodología. De hecho una de las publicaciones realizadas por el autor
de esta tesis en conjunto con otros investigadores (Ares et al., Sustainable evaluation of
manufacturing systems based on simulation using an Economic Index Function . MCI Belfast 2015 )
ha abierto un nexo de correlación y continuidad de la investigación con futuros desarrollos de
funciones índices económicas de evaluación de estrategias integrando la sostenibilidad de
procesos.
Resumiendo dentro del área estudiada se han detectado diferentes necesidades que son
perfectamente investigadas como líneas futuras y se agrupan en:

CAPITULO 6 - CONCLUSIONES
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 226
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Desarrollo e integración de la metodología de integración de LM y DES en áreas de
conocimiento no fabriles como hospitalarias, administrativas, bancarias…….etc, etc.
Complementación de esta metodología en desarrollo de funciones índice económicas
en las que se basan diferentes estrategias productivas, teniendo en cuenta parámetros
económico-productivos, sociales y sustentabilidad.
Queda abierta la puerta a ambas áreas de conocimiento que pueden dar continuidad y
aplicación extra a los contenidos metodológicos desarrollados y demostrados en esta tesis
doctoral. Lo realizado puede tener continuidad con una nuevo proyecto que fusione la
simulación, la filosofía lean y la eficiencia energética más aún en una etapa en la que la ecología
y el cuidado de en medio ambiente están tan presentes.
Se tratará de buscar que el proceso productivo sea no solo rentable sino el más sostenible
y eficiente posible. Toda vez que por ejemplo la filosofía lean intenta eliminar todo lo que no
aporta valor y evitar la sobreproducción, estamos siendo más eficientes ya que algo que no se
fabrica porque no es necesario, no contamina.
Uno de los puntos que se están fortaleciendo nos últimos años es el compromiso de las
empresas de cuidar y preservar el medio ambiente a través de la presión social y concienciación
cultural ejercida sobre los gobiernos por los ciudadanos. Cada vez la sociedad está más
concienciada de la importancia del respeto a la naturaleza y de no malgastar los recursos, ya que
estos son limitados. Pero además, este cambio se puede convertir en una ventaja competitiva de
la empresa que adopte estos valores como parte de su gestión.
Como ultimo puede tener continuidad también una nueva línea que fusione la simulación,
la filosofía lean y la recogida de datos automatizada. Esto quiere decir que se pueda diseñar un
sistema que prevea y simule las posibilidades de mejoras en base a experiencias anteriores. Sería
como un sistema experto capaz de tomar decisiones, o al menos evaluarlas para que sea alguien
finalmente el que decida en base a sus datos y resultados

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 227
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
7 PUBLICACIONES REALIZADAS
7.1 Society Simulation Workshop 2012 (SW12)
OPTIMISATION OF A PRODUCTION LINE USING
SIMULATION AND LEAN TECHNIQUES
Dr. Enrique Ares Dr. Gustavo Pelaez
University of Vigo University of Vigo
School of Industrial Engineering School of Industrial Engineering
Spain Spain
[email protected] [email protected]
Dr. Luis Pinto Ferreira Mr. Daniel Prieto
Instituto Politécnico do Porto University of Vigo
Escola Superior de Estudos Industriais e de
Gestão
School of Industrial Engineering
Portugal Spain
[email protected] [email protected]
Mr. Antonio Chao
University of Vigo
School of Industrial Engineering
Spain
7.1.1 Abstract
This paper presents the use of simulation to assist the decision making process in order to implement
lean manufacturing principles at a die carton box factory. The paper describes an application of
the discrete event simulation to improve and optimize the performance of the die carton box
assembly line. The simulation models are developed for the existing assembly system, as well as for
a new system that employs these principles. Simulation experiments measure each system’s
resource requirements and performance, quantifying benefits to be derived from applying the
principles of lean manufacturing. In this study, Simio is used to model and simulate different
experimental scenarios in order to quantify the impacts of selected input parameters on objective
functions such as lead time. Results show that changes in the layout can reduce workers
movements and increase productivity.
Keywords: Lean Manufacturing, Industrial Simulation, Die Carton Box Assembly Line
7.1.2 Introduction and literature review
Simulation is one of the most valuable decision support tools that have been used by practitioners
to solve production issues. The objective of a simulation can be quantifying the performance
improvements that can be expected from applying changes. Simulation has the capability of
demonstrating the benefits of taking some decisions throughout the entire manufacturing system.
Finally, simulation through animation can provide a visual and dynamic illustration to management

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 228
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
of how the new system would work (Ferreira et al. 2011a; Ferreira et al. 2011b). Computer simulation
is particularly useful in analyzing systems which incorporate randomness in their parameters or when
there are no exact analytical solutions (Lucko et al. 2008). Basically, simulation constitutes on a
technique which allows transferring reality into the computer, through the creation of a model that
accurately mirrors the behaviour of a process (in existence or in its project phase) (Ferreira et al.
2010; Ferreira et al. 2011c). By using this technique it is possible to proof the real performance of
several models, by varying a parameter, without wasting money. Therefore, it is possible to
maximize the productivity in the reality.
Lean manufacturing is a philosophy for structuring, operating, controlling, managing and
continuously improving industrial production systems. Key points of this philosophy include process
stability, standardized work, balanced production, just in time, visual control, continuous flow
production, time inventory management, quality at the source, etc. For additional information,
readers are referred to Shingo (1989), Womack et al. (1990), Monden (1993) and (Julien and
Tjahjono, 2009).
A review of the literature reveals that there are not many works which had been made
explicitly for the purpose of applying simulation techniques for studies that
specifically demonstrate the application of the principles of lean thinking and execution in
production systems. This could be due to the lack of a comprehensive mechanism to identify the
most significant lean drivers for the purpose of system process optimization. The works which show a
narrow relationship between production simulation environment and lean manufacturing
philosophy can be grouped into two general categories:
The use of simulation to establish specific parameters of a lean manufacturing system. For
example, Lummus (1995) used simulation to study three production-sequencing strategies
(mixed-model, minimum setup, and demand pull).
The use of simulation to design, test and improve lean systems. For example,
(Carlson and Yao, 1992) used simulation to pre-test various flow layouts for a low-volume,
mixed-model JIT assembly system.
In our study, we have applied Simio, a quite innovative simulation tool, to model and simulate
two different scenarios in order to understand and quantify the impact of selected input key lean
variables, over objective production parameters, as the lead time. Simio was developed in 2007
and represents a new approach in simulation object orientation. Modeling is based on describing
system’s objects and system behavior is evolved by interaction of these objects. Among others
characteristics, can be highlighted that Simio supports (Pegden, 2007) (www.simio.com, accessed
1 January 2011):
Creation of 3D animation by one step, importing and 3D objects from Google 3D Warehouse.
Import data from Excel worksheets.
Own logic function (e.g. priority rules) in many languages (C++, Visual Basic, etc.).
Creation of own intelligent objects and libraries.
7.1.3 Methodology
In the first phase, useful information for the study was collected in order to adequately
represent the current process, and then, a detailed analysis of the production processes to make
various types of dies for carton boxes was made.
The data used to feed the simulation program are obtained from an existing ERP where
important variables of each production module are updated manually. After the preliminary
analysis, a simulation model that represents the behaviour of all the factory process was
constructed. The model was fed with the data from the ERP system. In the second step, the model
was validated by comparing actual results with those obtained in the simulation model.
The application of lean manufacturing principles leads to study some parameters allowing
improvements to be carried out. This will help the company takes the most effective decisions in
order to achieve the objectives of the company. Some lean manufacturing improvement
proposals were:
Changes in the plant layout could result in reduction of lead times, by simplifying the product
flow.
An increase in the number of workers could solve blocking situations.

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 229
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Possible decrease in the number of workers to avoid a situation where production is rate is
higher than the demand rate.
Redistribution of workers in the factory could balance production according to customer
orders.
7.1.4 Development of the model
This work consists in the analysis, modelling and simulation of a factory of dies for cutting carton
boxes. The system manufactures dies both rotary as flat. These two forms of dies for cutting are
shown in Figure 1. For the final assembly of all pieces into the finished die, are used a number of
special tables both flat as rotary.
Figure 1 Rotary and Flat Box Carton Die
The first stage in modelling is a production flow analysis which permits the representation into
Simio through the facility elements (see Figure 2).
Figure 2 Model of the Facility in Simio
In the model, any manufacturing order could be represented. The orders arrive to the system
with an arrival pattern that is based on an arrival table. The orders were sent to the design office
where the dies are drawn. After design are sent to laser stations where the wood is cut and at the
same time another machine cuts the blade. In the next step the blades and the rubber pieces are
mounted in the wood. Then the final product goes to the packaging operation for its expedition.
The design office is modelled as two servers for rotary and flat dies respectively. A separator
element divides each order in two, sending one copy for the cutting wood area and another one
for cutting blade area. Another separator divides the copy which going to wood cutting in two, for
rotary and flat dies, respectively. After the cut, flows are combined in one, through two combiners.

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 230
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Then, they are sent to the assembly area to be divided, e.g. in a node, in two lines, for the rotary
and flat dies.
The processing times of stations were taken from the ERP data of the recent years (see Figure 3).
These times, by nature are assumed to tend to follow a normal distribution in this type of
manufacturing processes, and so a statistic software have been used to contrast the normal
distribution considered intrinsically in the ERP, although sometimes with very high standard
deviation. This study showed that normal distribution appears to be a good fitting with these data.
In the modelling process there must pay attention to different processing times for each type of
product. Apart from these different processing times, orders must go through predefined paths that
were set in the model. Each order is a completely different entity and is launched to the system
through a schedule from the ERP.
Figure 3 Sstatistical Distributions of Process times
The aim of using simulation as a decision making support tool is that of evaluating the
performance of a system during a specific period of time. Most simulation models start off with an
empty system and with free resources (Majan and Ingalls, 2004). In fact, the observation gathered
during the initial period of simulation will affect the accuracy of the model’s performance
measurements, leading to the formulation of erroneous conclusions regarding its performance
(Ferreira et al. 2011b). In accordance with this, for this work, was considered a warm up period of 1
hour. During this period the data collected were not considered for statistical purposes.
Given that the company manufactures rotary dies in about 80% of production depending on
the customer, although customer orders always involve some randomness, has been selected for
validation one horizon time of one day from the database, that accomplishes that the production
orders of that day represents the percentage in the product mix of the factory as mentioned
before. The scheduling times of each order tested for validation come from data of Figure 3. The
model, finally, was validated by comparing the simulation results of twelve orders programmed in
this 24 hours period (see Table 1) confronted with real data taken also from the ERP, where are
saved all times of each order in that period.

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 231
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Table 1 Data for validation
Time in Simio (Hours) Real Time in ERP (Hours)
DIE Nº1 12.1 11.9
DIE Nº 2 15.5 15.0
DIE Nº 3 4.3 3.8
DIE Nº 4 3.2 3.1
DIE Nº 5 3.1 2.8
DIE Nº 6 15.6 15.2
DIE Nº 7 7.4 7.1
DIE Nº 8 12.5 12.9
DIE Nº 9 16.5 16.1
DIE Nº 10 13.2 13.7
DIE Nº 11 5 4.0
DIE Nº 12 9.9 10.3
7.1.5 Results
In order to apply methodology exposed previously were running simulation experiences for testing
some of proposals of the lean manufacturing concepts. One of them is related with changing the
plant layout and it consists in compare with the same resources, the actual layout with a new
layout proposal. The lean concept application is as simple as placing the storage of rotary dies in
raw wood closer to the laser cutting area, due to the problem is that this operation is repeated
every day, and is not optimized because implies many unnecessary material movements that not
contribute any value and slows down the material flow.
Figure 4 Current Layout and Results

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 232
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Figure 5 Improved Lay Out and Results
The simulation experiences are fed with the same data of schedule used for the validation
(see Figure 3). After running the simulation, the results, as can be seen in Figures 4 and 5, show that
it is managed to increase production from 9 to 11 in the dies cut per day, which it implies therefore
an improvement of more than 20% in throughput. The simulation related with lean manufacturing
proposals of the application of reallocation, increase or reduction of workers are, as far as the tests
by now are showing, not conclusive in their results.
7.1.6 Conclusions
Simulation can be used to support decision making and to evaluate the impacts of various
opportunities for improvement. Ideally we can use the simulation model to evaluate the
alternatives. Discrete event simulation has been proven robust as a tool that can help quantify the
benefits of lean manufacturing. The use of simulation described in this paper can provide credible
estimates of the savings to shop-floor resources and the improvements in the time-based
performance statistics achievable with lean manufacturing. In the case study presented in this
paper, the simulation model has demonstrated the impacts of lean principles in terms of reduction
in transportation time and floor space, which results in significant savings to the company’s running
costs.
The future work in this project would include the use of real time data and the development of
more realistic 3D animations in the model. Another line of investigation is to achieve a more
realistic simulation model and more helpful decision making by analysing the input data using fuzzy
logic, and the application of new lean manufacturing concepts as rearrangements in workstations
based on 6S techniques for generating different processing times in any workstation where these
approaches could be applied.
7.1.7 References
Luis Pinto Ferreira, E Ares Gómez, G Peláez Lourido, A Resano Lázaro, C J Luis Pérez and
Benny Tjahjono (2011a). Evaluation of the working limits changes in an automobile assembly line
using simulation, Proceedings of 4th Manufacturing Engineering Society International
Conference, Cadiz, Spain, pp 21-23.
Luis Pinto Ferreira, E Ares Gómez, GC Peláez Lourido, José Diéguez Quintas and Benny Tjahjono
(2011b). Analysis and Optimisation of a Network of Closed-loop Automobile Assembly Line using
Simulation, The International Journal of Advanced Manufacturing Technology, published online:
12 July 2011, Springer.

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 233
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Gunnar Lucko, Perakath C Benjamin and Michael G Madden (2008). Harnessing the Power of
Simulation in the Project Management / Decision Support Aspects of the Construction Industry,
Proceedings of 2008 Winter Simulation Conference, pp 2479-2487.
Luis Pinto Ferreira, E Ares Gómez, G C Peláez Lourido and Marina Salgado (2010). Analysis of the
Influence of Conveyor Speed on the Behavior of an Automobile Assembly Line, DAAAM
International Scientific Book 2010, chapter 41, pp 463-470, B. Katalinic (Ed.), published by
DAAAM International, ISBN 978-3-901509-74-2.
Luis Pinto Ferreira, Enrique Ares Gómez, Gustavo Peláez Lourido and Benny Tjahjono (2011c).
Optimization of a Multiphase Multiproduct Production Line based on Virtual Cells, Lecture Notes
in Engineering and Computer Science: Proceedings of The World Congress on Engineering
2011, The 2011 International Conference of Manufacturing Engineering and Engineering
Management, Imperial College London, London, U.K., pp 616-621.
Shingo S (1989). A Study of the Toyota Production System from an Industrial Engineering Viewpoint,
OR: Productivity Press: Portland.
Womack JP Jones DT and Roos D (1990). The Machine That Changed the World. Harper Perennial:
New York.
Monden, Y. (1993). Toyota Production System, an Integrated Approach to Just-in-Time. 2nd edition
Engineering and Management Press: Norcross, GA, US.
Julien D & Tjahjono B (2009). Lean Thinking Implementation at a Safari Park, Business Process
Management Journal. Vol.15, Issue: 3, page 321 - 335.
Lummus R (1995). A simulation analysis of sequencing alternatives for JIT lines using kanbans. Journal
of Operations Management, Volume 13, Number 3, pp 183-191.
Carlson J G and Yao A C (1992). Mixed-model assembly simulation. International Journal of
Production Economics, Volume 26, pp 161-167.
Pegden D (2007). Simio: A new simulation system based on intelligent objects. Proceedings of the
2007 Winter Simulation Conference, pp 2293-2300.
Prasad S Mahajan and Ricki G Ingalls (2004). Evaluation of Methods Used to Detect Warm-Up
Period in Steady State Simulation. Proceedings of the 2004 Winter Simulation Conference.
.

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 234
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
7.2 MCI Belfast 2015
Sustainable evaluation of manufacturing systems based on simulation using an Economic Index
Function:
A case study
Enrique. Ares ¹, Mahdi. Naderi², Gustavo. Pelaez², Daniel. Prieto²
College of Engineering Design, Department of Industrial Engineering, University of Vigo, Spain.
7.2.1 Abstract
At present any study that takes into account the sustainability in the manufacturing systems
must inevitably pay attention to the indicators that a general considered for social, environmental
and productive aspects. So that each of these indicators are made up of the components that
directly effect on the sustainability of the production line. Hence, first objective of this paper is the
identification of effective indicators and their components in a manufacturing system.
In continue using of obtained components around three aspects: production, environment y
social, and formulate an Economic Index Function (EIF) for evaluation of the sustainable of
production lines.
In this paper has applied this methodology in a case study in a Ceramic Material Factory
(CMF) in Spain.
By simulation of the production line this company with different strategies into simulation tools
(SIMIO), we have obtained the data of manufacturing system of this company in order to apply in
this formula. The main objective of the obtained results of the EIF is evaluation in the sustainable
CMF performance with various strategies of production in several aspects: environment, social and
production.
Notice that this study is based on the concepts of sustainable production and corporate
social responsibility. It is hoped that the obtained results from this study could help to managers in
the company's decision-making process at different levels of hierarchy.
KEYWORDS: Indicators, Sustainable, Function Index, Multistage-Multiproduct Manufacturing System.
7.2.2 Introduction
In the current moment the production of lean products and sustainable development is
requisite for survival of any manufacturing company, and it is raised as the main pillar of countries
(macro level) and manufacturing companies (micro level). Hence in this study, given the breadth
of content in the sustainable development at the macro level, we will be used of the information
related to the aspects economic, environment and social in the level of manufacturing systems.
The effective indicators and components in the aspects of economic, environment and
social is important that it is cause the stimulating economic sectors and increase of the social
welfare and the protection of environmental. [2]Recently, the concept of sustainability in the
relationship between the three important principles is defined: “Economic growth, social justice
and respect for the environment". [7]
The sustainable production is a philosophy and attitude which it is sought of the remove and
destroy any additional process from step of the preparation of raw material and the production
and ultimately the sales, so that does not create the added value and the environmental
pollutions. [5]
Moreover, a manufacturing company at the micro level must progress with a triple objective
in mind which it includes the results related to the aspects of economic, environment and social. So
achievement to sustainable in the companies has need to an integrated approach with multi-
dimensional indicators which cause the intercommunion between the aspects economic,
environment and social. [10]

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 235
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Therefore, in this paper tried it that after identifying the indicators and components of CMF
and simulating the manufacturing process of company with simulation tool SIMIO and analysing
the obtained data of it, using of the formula of index function, can displays the sustainable of this
company in the different strategies of production.
7.2.3 Definition and Concepts
Today, the survival of any manufacturing plant are subject to the more attention to lean production in accordance with the criteria of economic, social and environmental.
Lean manufacturing is actually a philosophy and approach that seeks to remove and destroy
any additional process from preparation of raw materials until produced and finally sales, that
doesn’t create the addition value, and we are witness that with production costs reduce and
product prices decrease, customer satisfaction and quality increase of goods and compatibility of
manufactured products with the environment.
The Sustainability in department of built environments for the Adelaide of Australia is that,
Lean manufacturing is an integrated sociotechnical system, which comprises a package of
management practices that can be applied to eliminate the waste and reduce the variability of
suppliers, customers and internal resources and processes. [19 and 20]
In the department of trade for the USA, Creation of manufactured products using processes
which minimize negative environmental impact, preserve energy and natural resources, are safe
for employees, communities and consumers, as well as being economically viable. [21]
Finally, in the Lowell Centre for Sustainable Production:
“Sustainable Production is the creation of goods and services using processes and systems
that are:
Non-polluting
Conserving of energy and natural resources
Economically viable
Safe and healthful for workers, communities, and consumers
Socially and creatively rewarding for all working people.” [22]
7.2.4 Main Indicators
In figure 1 we can see a general view of the relationship between the three dimensions at the
micro level and main indicators. [10]
In continue, for acquaintance full with all of the sustainability aspects, this paper will mention
an overview of the main indicators in the triple dimensions in the table 1, also, in this paper will
mention to the main indicators in the production aspect in order to formulate of the Index Function
for evaluation the company sustainability.

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 236
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
The purpose of preparing the mentioned indicators is to assess the profitability of the
production process in different scenarios using simulation. For to develop indicators should be taken
the following steps:
- To analysis and evaluation of the existing and past indicators.
- To suggest the new indicators from the available information and relevance to the
discussed production line.
- To analysis of the results obtained in two steps mentioned and to choose the most effective
parameters on the production line and to assess the profitability of each of these parameters in the
production line. [17 and 18]
In this paper, the simulation process of the multistage-multiproduct manufacturing lines shown
in figure 2 so that it is formed to the linear production process with six machines that produced six
the different products.
7.2.5 Methodology
The used model in sustainable manufacturing system multistage/multiproduct lines, that
including intermediate storage areas or manipulation and transport systems, can be described as a
set of interrelated operations that can see in Figure 3:
The aim of the indicators identification is for formulated an economic index function for a
period so that it be developed in future regarding the different aspects such as the environment,
social and production.
The sizable point is according to the measurement unit of the identified criteria’s., also should
be considered the relevance and impact of these parameters on each other, that the overlap and
ambiguity don’t create in the during of analysis. This model allows the comparison of the results with
respect to the effects of each of the different aspects.
The general steps to create a model SMS and the relationship between them are:
1- Create an expert system architecture for decision support based on a dynamic simulation model
is composed of four parts:
Definition of the efficiency indicators of material and energy and community.
Identify the input and output of the parameters or the model.
Using the concepts of product life cycle to determine the stability of the productivity process.
Survey of the Functional - Economic model of SMS.
2- The proposed changes are made up of two basic parts to the evaluation process and to
develop and implement of the different strategies of manufacturing based on the quality laws:

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 237
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
Validation of the simulation models.
Definition and implementation of past experience with regard to the actual conditions of
industrial applications in the multistage - multiproduct manufacturing processes.
7.2.6 Index Function
The formulating a sustainable economic function for strategies of production lines in the
today changeable world is the Part of the strategy system of the companies. The elements
pertaining to structure as well as to production have been analyzed, one can conclude that, if one
is to define a sustainable indicator of economic and functional efficiency for a line or process, one
must take the following into account: The aspects pertaining to production, the environment and
society.
Therefore, this investigation with a view to achieve to the objectives and the future prospects
and also survival, it is necessary to Proper utilization of lean manufacturing. In this respect, the
strategic planning is essential for proper utilization of these products. Following the necessary the
formulating a sustainable economic functional for strategies of the companies production line is
necessary and vital.
As such and bearing in mind that, if one is to establish the sustainable economic index
function, one must include the three fundamental aspects – production, the environment and
society – one can then formulate a function integrating these elements, which will be ascertained
in a real on-site process. The function that is the object of study is presented as follows:
Sustainable EIF = production EIF + environmental EIF + social EIF
One will thus obtain a more complete indicator to assist in the decision-making process,
based on the most suitable criteria’s or alternatives for each moment of production. A brief
introduction of the aspects considered in each of the intervening criteria follows; its purpose is to
introduce more clearly the economic index function for sustainable production from the beginning.
Then know of the effectiveness amount of such functional is important for directors and can
help and assist to the company’s senior managers in take the correct decision and resolve existing
problems.
7.2.7 Conclusions
From a sustainable perspective, the EIF can be used to define different economic and
production strategies based on the factors exercising the greatest influence within the company. Is
pretended that EIF can provide support in the elaboration of command frameworks for decision-
making or for the simulation of different scenarios, depending on the diverse criteria being
considered. Therefore with Analyzed the results of this project can be concluded the following
consequences:
Due to the current situation the needs of organizations to obtain information quickly to help
decision has greater importance.
The EIF results can be obtained in a simple way, which in turn can be deployed in a simulation
model that helps to make a productive way or another, even before starting the
production or service.
Once the sensitivity is observed in this function, the changes in the criteria of company be
considers key or strategic or which may be critical in the future.
The next step for increased capability EIF sustainable, goes through a full simulation system
that allows information on the basis of the criteria necessary without having to come to begin
production or service. The perception of this subject could increase the knowledge of managers
and employees of the sustainable Production influences, and also to Leaders brings Help and
support, at better resolve of their company’s problems and the codification of strategic programs
in order to produce of pure products.
7.2.8 References
[1] Ibrahim H. Garbieab*. (2014). an analytical technique to model and assess sustainable
development index in manufacturing enterprises.52 (16), 4876-4915.

CAPITULO 7 – PUBLICACIONES REALIZADAS
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 238
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
[2] Marco Garettia* & Marco Taischa. (2012). Sustainable manufacturing: Trends and research
challenges.23 (2-3), 83-104.
[3] Yoram Koren. (2010). The global manufacturing revolution: product-process-business integration
and reconfigurable systems. John Wiley & Sons, Inc., N.Jersey, USA.
[4] Richardson, K.; Steffen, W.; Schellnhuber, H.J.; Alcamo, J.; Barker, T.; Kammen, D.M.; Leemans, R;
Liverman, D.; Munasinghe, M.; Osman-Elasha, B.; Stern, N.; Waever, O. Synthesis Report, Climate
Change: Global Risks, Challenges & Decisions. In Proceedings of the Climate Change Congress,
University of Copenhagen, Copenhagen, Denmark, 10–12 March 2009.
[5] Zhuming Bi. (2011). Revisiting system paradigms from the viewpoint of manufacturing
sustainability. WSF (Sustainability), 3(9), 1323-1340.
[6] Federico Caniato, Maria Caridi, Luca Crippa, Antonella Moretto n. (2012). Environmental
sustainability in fashion supply chains: An exploratory case based research. International Journal of
Production Economics, 135(2), 659-670.
[7] Jawahir, I. S., and F. Badurdeen. 2009. “Assessment of Product and Process Sustainability towards
Developing Metrics for Sustainable Manufacturing.” In Proceedings of the National Institute of
Standards and Technology (NIST) Workshop on Sustainable Manufacturing. Washington, DC, USA.
[8] Silvia Leahu-Aluas. (2010). Sustainable manufacturing – an overview for manufacturing
engineers. Sustainable Manufacturing Consulting,
[9] Giménez C., Sierra V., Rodon J., Sustainable operations: Their impact on the triple bottom line,
ESADE Business School–University Ramon lull, Spain, 2012.
[10] Marc A.Rosen, Hossam A. Kishawy; “Sustainable Manufacturing and Design: Concepts,
Practices and Needs”, Journal Sustainability, Vol.4, Canadá, 2012.
[11] Kramer, B.M. Support for Sustainable Manufacturing at the NSF; MIT: Cambridge, MA, USA,
2010; Available online: web.mit.edu/lmp/news/summit2010/kramer.pdf
[12] Jovane, F.; Koren, Y.; Boër, C.R. Present and future of flexible automation: Towards new
paradigms. CIRP Ann. Manuf. Technol. 2003, 52, 543-560.
[13] Suh, N.P. Axiomatic Design: Advances and Applications; Oxford University Press: New York, NY,
USA, 2001.
[14] Bi, Z.M.; Lang, S.Y.T.; Shen, W.; Wang, L. Reconfigurable manufacturing: The state of the art. Int.
J. Prod. Res. 2007, 46, 967-992.
[15] World Commission on Environment and Development (WCED). Our Common Future; Oxford
University Press: Oxford, UK, New York, NY, USA, 1987.
[16] Hawken, P. Blessed Unrest: How the Largest Movement in the World Came into Being and Why
No One Saw It Coming; Viking: New York, NY, USA, 2007.
[17] Ares Gómez J.E., “Estructura Jerárquica De Metodologías para la Implantación y Gestión de
Sistemas de Fabricación Flexible”, PhD Tesis 1986, Univ Santiago de Compostela.
[18] Pinto Ferreira L., Ares Gómez E., Peláez Lourido G, Tjahjono B., “Optimization of a Multiphase
Multiproduct Production Line based on Virtual Cells”,Proceedings of the World Congress on
Engineering 2011 Vol1, London, UK.
[19] Anvari, A., Zulkifli, N., Yusuff, R. M., Ismail, Y., & Hojjati, S. H. (2011). A proposed dynamic model
for a lean roadmap. African Journal of Business Management, 5, 6727–6737.
[20]Shah, R., Chandrasekaran, A., & Linderman, K. (2008). In pursuit of implementation patterns: The
context of Lean and Six Sigma. International Journal of Production Research, 46, 6679–6699.
[21] Leahu-Aluas,S., Sustainable Manufacturing – An Overview for Manufacturing
Engineers, Sustainable Manufacturing Consulting 2010.
[22] UN Documents, “Report of the World Commission on Environment and Development”,
Our Common Future.

CAPITULO 8 - BIBLIOGRAFÍA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 239
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
8 REFERENCIAS BIBLIOGRÁFICAS:
1. Abduaziz Oumer, Kie Cheng Jack, Mat Tahar Razman and Varma Ramgopal (2015). A hybrid
simulation model for green logistics assessment in automotive industry. 25th DAAAM International
Symposium on Intelligent Manufacturing and Automation, DAAAM 2014
2. Abdulmalek F.A and Rajgopal Jayant (2006). Analyzing the benefits of lean manufacturing and
value stream mapping via simulation: A proves sector case study. International journal of
production economics. Pp 223 -236
3. Ali Rehab M. and Deif Ahmed M (2014). Dynamic lean Assessment for takt time implementation.
Variety Management in Manufacturing. Proccedings of the 47th CIRP Conference on
Manufacturing Systems.
4. AR Rahani and Al-Ashraf Muhammad (2012). Production flow analysis through value stream
mapping: a lean manufacturing process case study. International Symposium on Robotics and
Intelligent Sensors 2012 (IRIS 2012)
5. Arbós L. C. (2002) Design of a rapid response and high efficiency service by lean production
principles – methodology and evaluation of variability of performance. International Journal of
Production Economics, v. 80, p. 169-183, 2002
6. Arisha Amr, Mahfouz Amr and Shea John (2011). Simulation-based optimization model for the
lean assessment in SME: A case study. Winter Simulation Conference
7. Arunagiri P. and Gnanavelbabu A. (2014). Identification of major lean production waste in
automobile industries using weighted average method. 12th global congress on manufacturing
and management, GMM 2014. Pp 2.167 – 2.175.
8. Azlina Mohd. Salleh Noor, Kasolang Salmiah and Jaffar Ahmed (2012). Simulation of integrated
total quality management (TQM) with lean manufacturing (LM) pracices in forming process
using delmia quest. International Symposium on Robotics and Intelligent Sensors 2012 (IRIS2012),
Malasya. Pp 1.702 - 1.703
9. Badurdeen F, Marksberry P., Hall A. and Gregory B. (2010) Teaching lean manufacturing with
simulations and games: a survey and future directions. Simul Gaming, vol 41, pp. 465-486
10. Banks J. et al. (2001) Discrete-Event System Simulation. New Jersey: Prentice Hall,
11. Barbosa Pinto Eduardo (2008). Lean manufacturing paradigm in the foundry industry. Estudos
Tecnológicos – Vol. 4 Nº 3: 218-230.
12. Carlson J G and Yao A C (1992). Mixed-model assembly simulation. International Journal of
Production Economics, Volume 26, pp 161-167.
13. Castro Hermida Manuel, Barba Ibáñez Enric, Da Cunha Domingo and Ibarra Iñaki. (2003) Los
tres caminos para conseguir la excelencia en operaciones: Seis Sigma, Lean Manufacturing y
TOC. E.N.Caixanova.
14. Crookall D. (2010). Advanced and lean manufacturing and simulation/gaming. Simul Gaming,
vol 41, pp. 462.
15. Deif A. (2012). Assesing lean systems using variability mapping. 45th CIRP Conference on
Manufacturing Systems 2012.
16. Dennis S., King B. Hind M. and Robinson S. (2000) Applications of business process simulation and
lean techniques in British Telecommunications PLC. Winter Simulation Conference Proceedings,
v. 2, p. 2015-2021
17. Dombrowsky U. and Ernst S. (2013). Scenario-based simulation approach for layout planning. 8th
CIRP Conference on Intelligent Computation in Manufacturing Engineering
18. Fischer J., Weinert N. and Hermann C. (2015). Method for selecting improvement measures for
discrete production environments using an extended energy value stream model. 12th Global
Conference on Sustainable Manufacturing. Pp 133-138.

CAPITULO 8 - BIBLIOGRAFÍA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 240
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
19. Goerke Matthias, Schmidt Maurice, Busch Jan an Nyhuis Peter (2015). Holistic approach of lean
thinking in learning factories. The 5th Conference on Learning Factories 2015.
20. Gómez Rodrigo A. and Correa Alexander A (2011). Análisis del transporte y distribución de
materiales de construcción utilizando simulación discreta en 3D. Boletín de Ciencias de la Tierra
– Número 30. Diciembre 2011. Medellín. Pp 39-52
21. Gracanin Danijela, Buchmeister Borut and Lalic Bojan (2015). Using cost-time profile for value
stream optimization. 24th DAAAM International Symposium on Intelligent Manufacturing and
Automation, 2013. Pp 1.225 – 1.231.
22. Greinacher Sebastian, Moser Emanuel, Hermann Hanjo and Lanza Gisela (2015). Simulation
bases assessment of lean and green strategies in manufacturing systems. The 22nd CIRP
conference on Life Cycle Engineering. Pp 86 – 91.
23. Gunnar Lucko, Perakath C Benjamin and Michael G Madden (2008). Harnessing the Power of
Simulation in the Project Management / Decision Support Aspects of the Construction Industry,
Proceedings of 2008 Winter Simulation Conference, pp 2479-2487.
24. Kayasa M.J, Herrmann C (2012). A simulation-based evaluation of selective and adptive
production systems (SAPS) supported by quality strategy in production. 45th CIRP Conference on
Manufacturing Systems 2012.
25. Khurma Nancy, Bacioiu Gheorghe M and Pasek Zbigniew J (2008). Simulation-based verification
of lean improvement for emergency room process. Proceedings of the 40th Conference on
Winter Simulation. Pp 1.490 – 1.499.
26. Kreimeir Dieter, Morlock Friedrich, Prinz Christopher, Krückhans Björn, Cüneyt Bakir Dennis and
Meier Horst (2014). Holistic learning factories – A concept to train lean management, resource
efficiency as well as management and organization improvement skills. Variety management in
manufacturing. Proceedings of the 47th CIRP Conference on Manufacturing Systems. Pp 184-
188
27. Krishna Kumari S., Balaji A.N, Sundar R (2014). Productivity Improvement of an Industry by
implementing lean manufacturing principles. 2014 International Conference on Innovations in
Engineering and Technology. Pp 1442-1446
28. Krogstie Lars and Martinsen Kristian (2014). Beyond lean and six sigma; cross-collaborative
improvement of tolerances and process variations – A case of study. 46th CIRP Conference on
Manufacturing Systems 2013.
29. Julien D & Tjahjono B (2009). Lean Thinking Implementation at a Safari Park, Business Process
Management Journal. Vol.15, Issue: 3, page 321 - 335.
30. Lian Yang-Hua and Van Landeghem Hendrik (2002). An application of simulation and value
stream mapping in lean manufacturing. Department of Industrial Management, Chent
University, Belgium.
31. Lummus R (1995). A simulation analysis of sequencing alternatives for JIT lines using kanbans.
Journal of Operations Management, Volume 13, Number 3, pp 183-191.
32. Machado de Oliveira Juliana, Rocha Maristella, Louredo Priscilla, Claro Felipe. Lean
manufacturing e simulacão aplicados ao proceso de reciclagem de pneus inservíveis. XXVII
encontro nacional de engenharia de produção , Rio de Janeiro, RJ, Brasil, 13 a 16 de outubro
de 2008
33. Marques Alexandra F., Alves Antonio C. and Sousa Jorge P (2013). An approach for integrated
design of felixble productino systems. 46th CIRP Conference on Manufacturing Systems 2013.
34. Marvel Jon H. and Standridge Charles R (2009). A simulation-enhanced lean design process.
Journal of Industrial Engineering and Management. USA
35. Matt D.T and Rauch E. (2013). Implementation of lean production in small sized enterprises. 8th
CIRP Conference on Intelligent Computation in Manufacturing Engineering. Pp 420 – 425.

CAPITULO 8 - BIBLIOGRAFÍA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 241
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
36. Matt D.T, Rauch Erwin and Dallasega Patrick (2014). Mini-factory – a learning factory concept
for students and small and medium sized enterprises. Variety Management in Manufacturing.
Proceedings of the 47th CIRP Conference on Manufacturing Systems. Pp 178 – 183.
37. Miller Geoff, Pawloski Janice and Standridge Charles (2010). A Case study of lean, sustainable
manufacturing. Journal of Industrial Engineering and Management, Grand Valley State
University, USA
38. Monden, Y. (1993). Toyota Production System, an Integrated Approach to Just-in-Time. 2nd
edition Engineering and Management Press: Norcross, GA, US.
39. Monden Y. (1997) El Sistema de Producción Toyota – Ediciones Macchi.
40. Morgareidge David, CAI Hui and JIA Jun (2015). Performance-driven design with the support of
digital tools: applying discrete event simulation and space syntax on the design of the
emergency department. Frontiers of Architectural Research 2014.
41. Mourtzis D, Doukas M and Bernidaki D (2014). Simulation in manufacturing: review and
challenges. CIRP Sponsored DET 2014 Conference. Pp 213 – 229.
42. Neumann M., Constantinescu C. and Westkämper E (2012). Method for multi-scale modeling
and simulation of assembly systems. 45th CIRP Conference on Manufacturing Systems 2012. Pp
406 – 411.
43. Neumann M. and Westkämper Engelbert (2013). Method for situation-based modeling and
simulation of assembly systems. 46th CIRP Conference on Manufacturing Systems 2013.
44. Ohno T (1998). Toyota Production System: Beyond Large-Scale Production. Portand, Productivity
Press.
45. Pegden D (2007). Simio: A new simulation system based on intelligent objects. Proceedings of
the 2007 Winter Simulation Conference. Pp 2.293 – 2.300.
46. Pinto Ferreira Luis, Ares Gómez E, Peláez Lourido G, Resano Lázaro A, C J Luis Pérez and Benny
Tjahjono (2011a). Evaluation of the working limits changes in an automobile assembly line using
simulation, Proceedings of 4th Manufacturing Engineering Society International Conference,
Cadiz, Spain, pp 21-23.
47. Pinto Ferreira Luis, E Ares Gómez, GC Peláez Lourido, José Diéguez Quintas and Benny Tjahjono
(2011b). Analysis and Optimisation of a Network of Closed-loop Automobile Assembly Line using
Simulation, The International Journal of Advanced Manufacturing Technology, published online:
12 July 2011, Springer.
48. Pinto Ferreira Luis, E Ares Gómez, G C Peláez Lourido and Marina Salgado (2010). Analysis of the
Influence of Conveyor Speed on the Behavior of an Automobile Assembly Line, DAAAM
International Scientific Book 2010, chapter 41, pp 463-470, B. Katalinic (Ed.), published by
DAAAM International, ISBN 978 3 901509 74-2.
49. Pinto Ferreira Luis, Enrique Ares Gómez, Gustavo Peláez Lourido and Benny Tjahjono (2011c).
Optimization of a Multiphase Multiproduct Production Line based on Virtual Cells, Lecture Notes
in Engineering and Computer Science: Proceedings of The World Congress on Engineering
2011, The 2011 International Conference of Manufacturing Engineering and Engineering
Management, Imperial College London, London, U.K., pp 616-621.
50. Pintzos G., Matsas M. and Chryssolouris G (2012). Defining manufacturing performance
indicators using semantic ontology representation. 45th CIRP Conference on Manufacturing
Systems 2012.
51. Prasad S Mahajan and Ricki G Ingalls (2004). Evaluation of Methods Used to Detect Warm-Up
Period in Steady State Simulation. Proceedings of the 2004 Winter Simulation Conference.
52. Puche Regaliza Julio César and Costas Gual José (2011). El efecto favorable del paradigma
lean manufacturing sobre la reducción de defectos. Técnicas de simulación discreta. Anales
de Estudios Económicos y Empresariales, Vol XXI, 2011, 75-XX.

CAPITULO 8 - BIBLIOGRAFÍA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 242
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
53. Rauch Erwin, Dallsega Patrick and Matt Dominik T. (2015). Axiomatic desing based guidelines for
the design of a lean product development process. 9th International Conference on Axiomatic
Design – ICAD 2015.
54. Resano A. and Luis C.J (2003). Analysis of an automobile assembly line as a network of four
closed loops of machines and intermediate buffers working in both, stationary and transitory
regime. Mechanical, Energetics and Materials Engineering Department. University of Navarre.
Pamplona. Spain.
55. Sánchez A. M. and Pérez M. P. (2001) Lean indicators and manufacturing strategies.
International Journal of Operations & Production Management, v. 21, n. 11, p. 1433-1451,
56. Sassanelli Claudio, Pezzotta Giuditta, Rossi Monica, Terzi Sergio and Cavalieri Sergio (2015).
Towards a lean product service systems (PSS) Design: state of the art, opportunities and
challenges. Pp 191 – 196.
57. Schroer Bernard J. (2014). Simulation as a tool in understanding the concepts of lean
manufacturing. Society for Modeling and Simulation International (SCS)
58. Seifermann Stefan, Böllhoff Jörg, Metternich Joachim and Bellaghnach Amin (2014). Evaluation
of work measurement concepts for a cellular manufacturing reference line to enable low cost
automation for lean machining. Variety Management in Manufacturing. Proceedings of the
47th CIRP Conference on Manufacturing Systems.
59. Shannon P. W., Krumwiede K. R. and Street J. N. (2010). Using simulation to explore lean
manufacturing implementation strategies. J. Manage Educ., vol 34, pp. 280-302.
60. Shingo S (1989). A Study of the Toyota Production System from an Industrial Engineering
Viewpoint, OR: Productivity Press: Portland.
61. Sorli M., Sopelana A., Salgado M., Pelaez G. and Ares E. (2011). Expanding lean thinking to the
product and process design and development within the framework of sustainability. The 4th
manufacturing engineering society international conference , MESIC 2011.
62. Stenholm Daniel, Mathiesen Henrik and Bergsjo Dag (2015). Knowlegde based development in
automotive industry guided by lean enablers for system engineering. 2015 conference on
systems engineering research. Pp 244-253.
63. Sundar R., Balaji A.N. and SatheeshJumar R.M (2014). A Review on lean manufacturing
implementation techniques. 12th Global Congress on Manufacturing and management, GCMM
2014.
64. Tregubov Alexey and Lane Jo Ann (2015). Simulation of Kanban-based scheduling for systems
of systems: initial results. 2015 Conference on Systems Engineering Research. Pp 224 - 233
65. Uzcátegui Mayerlin, Dávila Jacinto and Tucci Kay (2011). Galatea: una historia de modelado y
simulación. Revista Ciencia e Ingeniería. Jornada de Modelado y Simulación, Universidad de
los Andes, Mérida, Venezuela. Pp 85-94
66. Venkataraman K., Vijaya Ramnath B., Muthu Kumar V. and Elanchezhian C. (2014). Application
of value stream mapping for reduciont of cycle time in a machining process. 3rd International
Conference on Materials Processing and Characteristation (ICMPC 2014)
67. Verma Alok K. (2013). Simulation Tools and Training Programs in Lean Manufacturing – current
Status. Final Report. Submitted to NSRP-ASE Program. USA
68. Verma Alok K, Erande A. and Kulkarni T. (2009). Demostrating impact of lean through value
stream engineering simulation. Int. J. Agile Manuf., vol.11, pp 57-63.
69. Vienazindiene Milita and Ciarniene Ramune (2013). Lean Manufacturing implementation and
progress measurement. Economics and Management. Kaunas University of Technology,
Lithuania. Pp 366 – 373.
70. Villa Agostino and Taurino Teresa .(2013) From Jit to Sero , for a production as lean as posible,
The manufacturing engineering Society International Conference, MESIC 2013.

CAPITULO 8 - BIBLIOGRAFÍA
Dep. Diseño en la Ingeniería- Area Ingeniería de Procesos de Fabricación 243
Tesis Integración de modelos de fabricación mediante simulación con herramientas informáticas y lean manufacturing
71. Womack James P. and Jones Daniel T. (1996) Lean Thinking, Simon and Schuster, Nueva York
72. Womack James P. Jones Daniel T. and Roos D. (1990). The Machine That Changed the World.
Harper Perennial: New York.
73. Womack James P. and Jones Daniel T. (1991) The machine that changed the world: The story of
Lean Production, Harper Perennial, Nueva York.
74. Xia Wei and Sun Jiwen (2013). Simulation guided value stream mapping an lan imnprovement:
A case of study of a tubular machining facility. Journal of Industrial Engineering and
Management. Shanghai Jiao Tong University, China. Pp 456 – 476.
75. Zhang Yongan, Wang Ying and Wu a Long (2012). Research on demand-driven leagile supply
chain operation model: a simulation bases on anylogic in system engineering. The 2nd
International Conference on Complexity Science & Information Engineering.