
TRABAJO DE GRADO -...
27
DISEÑO DE UN TRITURADOR DE CARNE CONGELADA PARA LA EMPRESA E.S.A. INGENIERÍA SAS AUTORES ALEJANDRA GUAYACÁN MELO JEISON JIMÉNEZ BLANCO UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD – TECNOLÓGICA BOGOTÁ D.C. 2016
Transcript of TRABAJO DE GRADO -...

DISEÑO DE UN TRITURADOR DE CARNE CONGELADA
PARA LA EMPRESA E.S.A. INGENIERÍA SAS
AUTORES
ALEJANDRA GUAYACÁN MELO
JEISON JIMÉNEZ BLANCO
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDAS
FACULTAD – TECNOLÓGICA
BOGOTÁ D.C. 2016
DISEÑO DE UN TRITURADOR DE CARNE CONGELADA
PARA LA EMPRESA E.S.A. INGENIERÍA SAS
AUTORES
Alejandra Guayacán Melo
Jeison Jiménez Blanco
TUTOR DE PROYECTO
Ingeniero Oswaldo Pastrán Beltrán
TRABAJO DE GRADO PARA OPTAR POR EL TÍTULO DE
TECNÓLOGO MECÁNICO
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDAS
FACULTAD – TECNOLÓGICA
BOGOTÁ D.C. 2016

DISEÑO DE UNA TRITURADORA DE CARNE
CONGELADA PARA LA EMPRESA ESA
INGENIERÍA S.A.S.
Alejandra Guayacán Melo
Jeison Jiménez Blanco
Resumen: Actualmente en Colombia existe una mayor demanda de carne en la industria de
los embutidos, razón por la cual las importaciones de productos cárnicos provenientes
principalmente de EEUU han ido en aumento en la última década. Como consecuencia de
esto se ha generado una necesidad para las empresas productoras de embutidos de
procesar los bloques de carne congelados en el menor tiempo posible. En Colombia aún no
hay empresas que fabriquen esta tecnología, y la importación de estas trituradoras es muy
costosa.
A continuación se diseñará una trituradora de carne, para la empresa ESA ingenierías S.A.
Que brinde mejores resultados, tales como: menores tiempos de flaking y mayores
cantidades de producto triturado; además, esta máquina debe ser funcional y cumpla con las
estipulaciones mínimas de procesado de carne y salubridad.
Palabras clave:
Embutidos, diseño, Flaker.
ABSTRACT: Currently in Colombia there is a greater demand for meat in the sausage
industry, why meat imports, mainly from the US have been increasing in the last decade.
As a consequence of this has generated a need for manufacturers to process sausage meat
blocks frozen in the shortest time possible. In Colombia there is still no technology
companies that manufacture and import of these crushers is very expensive, which is why
the use of machines that perform this work is required.
Below is a meat grinder is designed for ESA INGENIERÍA SAS To provide better results,
such as flaking and minor times larger quantities of crushed product; moreover, this
machine must be functional and meets the minimum stipulations meat processing and
health.
Key words:
Sausages, design, Flaker.
1. INTRODUCCIÓN
En Colombia la ganadería es una de las actividades agropecuarias más importantes, ya que
incide en aproximadamente el 20% del producto interno bruto agropecuario, y en el 53%
del PIB pecuario [1]. La ganadería que es fuente de sustento en la mayoría de los
departamentos del país, se encuentra en una crisis debida a tanto políticas internas como
por la implementación del TLC (Tratado de Libre Comercio). Por causa de dicho tratado,
la dificultad y la alta competencia que reciben la industria Ganadera del país ha provocado
que los precios de sus productos hayan ido incrementando, lo que ha generado un repunte
en las importaciones del producto.
Los bloques de carne que se importan llegan congelados, y la necesidad de muchas
empresas que fabrican embutidos es de triturar el producto en el estado de llegada, para
reducir el tiempo elaboración y evitar el deterioro del producto. En general las empresas
colombianas no cuentan con ésta maquinaria, puesto que la maquinaria que se encuentra en
el mercado no se ajusta a dichas necesidades, produciendo demoras o dificultades en la
manipulación de tales equipos. Por consiguiente, esta propuesta es una alternativa para
mejorar la producción de embutidos en el país.
El producto cárnico es importado viene a temperaturas que se oscilan en un rango de entre -
5°C a 1°, mientras que la carne Colombiana que se halla entre 2°C a 5°C, lo cual afecta la
maquinaria empleada en la industria que contenga dicho producto, es allí donde la empresa
ESA Ingeniería S. A. S. pretende construir un FLAKER netamente colombiano, que triture
bloques de carne de 600x800x400mm o menores, de buena calidad y que cumpla con los
requerimientos ya nombrados.
En primer lugar, se procedió a seleccionar las cuchillas, el motorreductor, el sistema de
transmisión de potencia, el sistema neumático, se diseñó el eje, se escogió los rodamientos
y sus soportes y se modeló la estructura de la máquina hecha de tubos de sección cuadrada
calibre. Por último, se hicieron los planos de los componentes que constituyen la máquina.
Al final, los resultados nos muestran que el diseño es económicamente rentable y la
maquina es funcional con un rendimiento esperado.

2. OBJETIVOS
2.1 OBJETIVO GENERAL
Realizar el diseño mecánico de una trituradora de bloques de carne congelada, que procese
bloques con dimensiones 800x600x400 mm o menores, para la empresa ESA
INGENIERÍA S.A.S.
2.2 OBJETIVOS ESPECÍFICOS
Diseñar el eje triturador
Seleccionar el motorreductor y el equipo de transmisión de potencia requerido
Escoger las cuchillas que trituraran los bloques
Analizar y seleccionar el tipo de sistema (ya sea neumático, mecánico o hidráulico) que sea más afín para empujar el bloque de carne hacia el eje triturador
Realizar los planos de despiece, explosión y ensamble del flaker
Realizar una animación donde se vea el funcionamiento de la máquina.
Generar una tabla de costos donde se incluya el valor de los materiales a usar, mano
de obra, equipos requeridos, precio tentativo a la venta y capital necesario para la
fabricación de la máquina.
3. METODOLOGÍA
Para el desarrollo del diseño de la trituradora de carne fue necesario revisar los diferentes
tipos de maquinaria que realizan este trabajo en la industria, con la mayor efectividad y que
se adecuará a las condiciones especificadas por la empresa ESA Ingeniería S.A. En la
investigación se encontró varias tipos de maquinaria que realizan este trabajo. Entre las más
comunes se encuentran la trituradora tipo Flaker, y la trituradora de husillo. La trituradora
tipo Flaker son las más comunes en la industria, y se caracterizan por realizar el
faenamiento de carne mediante cuchillas fabricadas en acero inoxidable. Para realizar el
proyecto se decidió basar el diseño en una trituradora tipo Flaker debido a que pueden
llegar a procesar una mayor cantidad de carne en lapsos de tiempo muy cortos, además,
debido a los requerimientos pedidos por la empresa y teniendo en cuenta las dimensiones
de los bloques de carne ya mencionados.
En esta sección se calculó la fuerza necesaria para romper el bloque de carne congelada de
manera experimental, con una prueba de impacto tipo charpy, usando 5 probetas hechas de
hielo y huesos de pollo de 12,7mm de diámetro y 50mm de largo. En esta prueba, se colocó
el martillo en la posición más elevada, acto seguido éste se libera para que golpee la
probeta, y el péndulo nos da el cambio de la energía entre el momento antes del impacto.
Después se calculó la potencia mínima que se necesita para vencer la inercia del eje y las
cuchillas con lo cual se seleccionó un motorreductor que cumple con la potencia requerida,
y se escogió como transmisor de potencia catarinas con cadenas comerciales.
Se procedió a seleccionar las cuchillas, se analizaron varios tipos de cuchillas en la
industria entre las cuales se encontraban cuchillas tipo Cutter, Unger y Chuleteras. Sin
embargo, según la descripción del proveedor, las cuchillas tipo Unger son las más aptas
para cortar carne congelada. Éstas son hechas de acero inoxidable al carbón AISI 440
QT600, adecuada para todo tipo de carnes, incluso duras o congeladas. En la tabla 1 se
encuentra la variedad de cuchillas de este tipo cada una con sus especificaciones.
Para nuestro diseño decidimos escoger la cuchilla Unger tipo U-200, debido a que,
considerando los esfuerzos a los cuales estará sometido el eje su diámetro será
considerable, por tanto necesitamos que el diámetro del agujero central de la placa sea el
mayor posible. Luego, debido a la implementación de estas cuchillas el diámetro del eje
queda restringido a 52 mm. Debido a que el diámetro externo de las cuchillas es de 200mm
y la dimensión mínima del bloque son 400mm se dispondrá de dos ejes para triturar dicha
altura [2].

Cuchillas tipo Unger
Referencia Diámetro de
placa [mm]
Diámetro de agujero
central placa [mm]
D-114 114 29
E-130 130 32
G-160 160 42
U-200 200 52
Tabla 1: Cuchilla Unger U200
Posteriormente se eligió el sistema que empujará el bloque hacia las cuchillas. Para tener
una elección objetiva, se contemplaron ventajas y desventajas de los tipos de sistemas que
podrían cumplir esta función, además se aplicó un modelo estadístico, y con el cual se
decidió optar por el sistema neumático. Entre los actuadores neumáticos de doble efecto
tenemos cilindros con vástago o sin vástago. Se seleccionó dos actuadores lineales
neumáticos magnéticos sin vástago, para asegurar que una vez llevado el bloque a las
cuchillas los actuadores retornen y realicen el proceso varias veces. Para seleccionar el
actuador neumático se consideraron factores como la fuerza necesaria por el actuador para
impulsar los bloques de carne, el diseño de la placa, y el consumo de aire.
Después se procedió a diseñar el eje teniendo en cuenta el limitante de dimensiones que
este tiene, como material se optó por acero inoxidable AISI 304 recocido debido sus buenas
propiedades mecánicas, es el más comercial entre los aceros inoxidables y cumple con el
Decreto 3075/19/1997 articulo 11 INVIMA. Se calcularon los esfuerzos a los que está
sometido el eje y se construyó los respectivos diagramas de fuerza cortante y momento
flector y con estos datos se determinó el diámetro de cada una de las secciones de éste.
A continuación se procedió a hacer la selección de cojinetes y soportes para rodamientos
adecuados. Teniendo en cuenta que el diámetro del eje está restringido a 52 mm, en el
proceso del diseño del eje, y debido a los esfuerzos de torsión y flexión fluctuantes
aplicados en él, la elección del material para el eje se hizo tal que se garantizará que el eje
no fallará por fatiga conservando el diámetro considerado.

Por último, se modeló la estructura del flaker en el software SOLIDWORKS que sea capaz
de soportar los componentes generales de la máquina. Para ésta se consideró hacerla de
tubos de sección cuadrada de calibre 16 y láminas calibre 14 todos hechos en acero
inoxidable 304 recocido. Una vez terminado este proceso se continuó a realizar el
levantamiento de planos de todas las piezas, el plano conjunto y la explosión, además de
presentar al final una animación en la que se muestre el funcionamiento del flaker.

4. RESULTADOS
4.1 CÁLCULO DE LA FUERZA NECESARIA PARA ROMPER LOS BLOQUES
DE CARNE CONGELADOS.
Una vez mencionado esto, se procedió a realizar el diseño de la máquina, para lo cual se
empezó por determinar la fuerza necesaria para romper el bloque de carne de forma
experimental. La prueba se realizó en el laboratorio de resistencia de materiales de la
Universidad Distrital Francisco José de Caldas Facultad-Tecnológica, usando el péndulo de
impacto, que consistió en dejar caer el martillo de 6.05 kg de masa sobre las probetas, de
huesos de pollo crudos congelados dentro de hielo para obtener las dimensiones necesarias
para el ensayo, de ½ pulgadas de diámetro y 50 mm de largo [3]. Con este experimento se
determinó la energía necesaria para romper un hueso de pollo congelado, se seleccionó éste
ya que el hueso es mas duro que la carne y se tono el caso extremo de q llegara a haber
algún pequeño hueso en el bloque de carne que se requiere triturar.
En promedio, la fuerza resultante para romper el bloque de carne congelada fue de
aproximadamente 120N, dicha fuerza se duplicó como factor de seguridad para garantizar
que puede triturar sin ningún contratiempo. (Para mayor información ver el anexo A)
4.2 CÁLCULO DEL NÚMERO DE CUCHILLAS.
Ya que los flakers en la industria usan velocidades angulares en un rango de 50-100 r.p.m.
se tomo una velocidad promedio de 75 r.p.m. y el tiempo de trituración estipulado por la
empresa de 15 segundos por bloque, asumiendo que cada cuchilla triturará 0,4 Kg/Rev., se
aplicó:
�̇� =𝑚
𝑡= 10,7 𝐾𝑔 𝑟𝑒𝑣⁄ (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 1) [4]
Donde:
t: tiempo de trituración
n: número de revoluciones por minuto
m: masa del bloque
�̇�: Masa del bloque sobre el tiempo de trituración
#𝑐𝑢𝑐ℎ𝑖𝑙𝑙𝑎𝑠 = 10,7
𝑘𝑔𝑟𝑒𝑣
0,4𝑘𝑔𝑟𝑒𝑣
= 25 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 2) [4]
Luego tenemos que son necesarias aproximadamente 25 cuchillas para procesar el bloque,
como dispondrá de dos ejes, en uno ensamblaran 13 cuchillas y en el otro 12 para
completar las 25 cuchillas.

El montaje de las cuchillas será un ensamble de ajuste forzado, debido a que el agujero de
éstas no es circular, no permite el deslizamiento de las cuchillas a causa del impacto contra
el bloque de carne; además, el proveedor envía con las cuchillas una serie de platinas que
separan las cuchillas para q éstas no se corran paralelamente al eje.
4.3 CÁLCULO DE LA POTENCIA
Con el propósito de hallar la potencia necesitada para la máquina se usaron las siguientes
ecuaciones en primera instancia para determinar el torque y, luego, encontrar el valor de la
potencia. (Para ver en detalle el cálculo de potencia dirigirse al anexo B).
∑ 𝑀 = ∑ 𝐼 ∗ 𝛼 (ecuación 3) [5]
Donde: ∑ 𝑀 : Sumatoria de momentos 𝑁𝑚 ∑ 𝐼 : Sumatoria de momentos de inercia de masa 𝐾𝑔 𝑚2
𝛼: Aceleración angular 𝑟𝑎𝑑 𝑠2⁄
∑ 𝐼 = 𝐼𝑒𝑗𝑒 + 𝐼𝑐𝑢𝑐ℎ𝑖𝑙𝑙𝑎𝑠 = 2,42 𝐾𝑔𝑚2 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 4) [6]
𝐼𝑒𝑗𝑒 =1
4𝑚𝑒𝑟2 +
1
12𝑚𝑒𝑙2 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 5) [7]
𝐼𝑐𝑢𝑐ℎ𝑖𝑙𝑙𝑎𝑠 = #𝑐𝑢𝑐ℎ𝑖𝑙𝑙𝑎𝑠 (1
3𝑚𝑐(𝑎2 + 𝑏2)) = 1,23𝐸 − 5 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 6) [7]
Donde:
𝐼: Momento de inercia de masa 𝐾𝑔 𝑚2
𝑚𝑒: Masa del eje 𝐾𝑔
𝑚𝑐: Masa de las cuchillas 𝐾𝑔
𝑎: Ancho de la cuchilla 𝑚
𝑏: Largo de la cuchilla 𝑚
El cálculo de la inercia del eje se llevó a cabo con el diámetro interno de las cuchillas
(52mm), y se asumió que las cuchillas tenían perfil rectangular para facilitar los cálculos.
Remplazando en la ecuación 3:
∑ 𝑀 = ∑ 𝐼 ∗ 𝛼 = 7,46 𝑁𝑚
∑ 𝑀 = 𝑇 − 𝑀0 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 7) [5]

𝑀0: Momento inicial = 307,2 Nm
7,47 𝑁𝑚 = 𝑇 − 307,2 𝑁𝑚
𝑇 = 314,66 𝑁𝑚
Con este valor de T se calculó la potencia mínima requerida por el eje
𝑃 = 𝑇 ∗ 𝑛 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 8) [8]
Siendo:
𝑃 = 𝑝𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑊 𝑇 = 𝑡𝑜𝑟𝑞𝑢𝑒 𝑁𝑚 𝑛 = 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑎𝑛𝑔𝑢𝑙𝑎𝑟 𝑟𝑎𝑑 𝑠⁄
𝑃 = 2471 𝑊 = 3,4 ℎ𝑝
Se aproximo ese valor de potencia a 4 hp para seleccionar un motorreductor sin fin-corona
SITI MU-75-80B14 con dicha potencia de salida.
SISTEMA DE TRANSMISIÓN DE POTENCIA
Se optó un sistema de transmisión de potencia por cadenas ya que se tiene un limitante de
espacio, debido a que la distancia entre centros de los ejes es de 210 mm; además, éste
mecanismo de transmisión genera menor fuerza sobre en eje. (Proceso de selección ver
anexo C) [9].
Como resultado se tiene 3 catarinas iguales con las siguientes especificaciones:
No. dientes paso Diámetro
externo
Diámetro
nominal
No. hileras
17 80 (25,4mm) 151,12mm 137,45mm 2
Tabla 2: especificaciones de la Catarina
Imagen 1: Catarina
4.4 SELECCIÓN DEL SISTEMA DE EMPUJE
Se compararon tres diferentes tipos de sistemas, la banda transportadora, cilindros
hidráulicos y actuadores neumáticos, se optó por un sistema neumático debido a que es el
más afín (ver ANEXO C).
Entre los diferentes tipos de actuadores neumáticos existen cilindros de doble efecto,
cilindros sin vástago por cintas y por acoplamiento magnético, se prefirió el actuador por
acoplamiento magnético debido a que es más fácil el mantenimiento, el ensamble es
simple, se acopla a las necesidades de este diseño, es higiénico, tiene larga vida útil, ocupa
poco espacio y es estéticamente agradable.
El actuador neumático de acoplamiento magnético que se escogió es Actuador lineal
SLM-32-1200-KF-A-G-S-CV-H-PV-PH-E-2 de FESTO [10], esta fabricado en acero
inoxidable (vástago) y aluminio anodizado (el carro), el cual posee las siguientes
características:
Doble efecto
Transmisión magnética de la fuerza sin contacto mecánico
Protección del cilindro contra los danos mecánicos en caso de sobrecarga
Cámara del cilindro y embolo herméticos
Sistema cerrado a prueba de presión y sin fugas
Cierre seguro contra la penetración de polvo y suciedad
Amortiguación de fin de carrera neumática regulable a ambos lados
Giro libre del carro en 360°
Múltiples posibilidades de montaje
Para establecer la fuerza que el actuador debe realizar para mover el bloque de carne se
realizo el diagrama de cuerpo libre de dicho bloque, se calculó de forma experimental el
coeficiente de rozamiento entre la carne congelada y el acero. Se determinó la velocidad y
la aceleración que va a tener éste. (Más información anexo C) Se obtiene:
𝑣 = 0,08𝑚/𝑠
𝑎 = 0,0027 𝑚/𝑠2
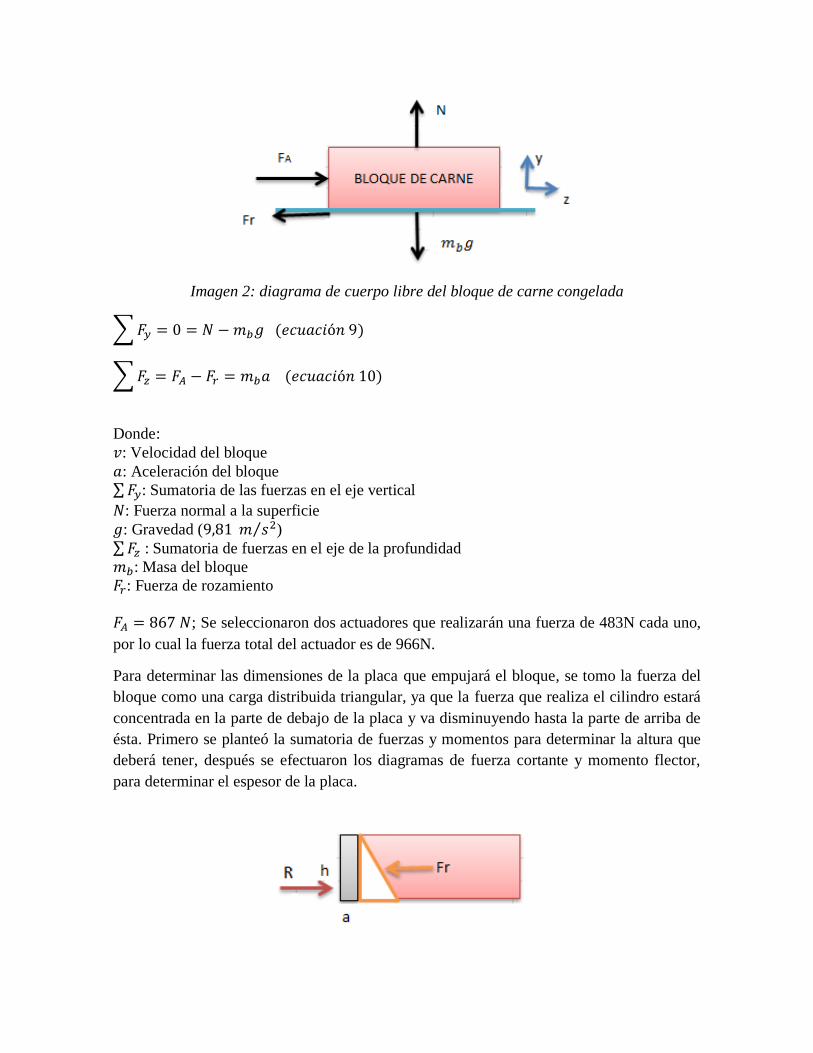
Imagen 2: diagrama de cuerpo libre del bloque de carne congelada
∑ 𝐹𝑦 = 0 = 𝑁 − 𝑚𝑏𝑔 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 9)
∑ 𝐹𝑧 = 𝐹𝐴 − 𝐹𝑟 = 𝑚𝑏𝑎 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 10)
Donde:
𝑣: Velocidad del bloque
𝑎: Aceleración del bloque ∑ 𝐹𝑦: Sumatoria de las fuerzas en el eje vertical
𝑁: Fuerza normal a la superficie
𝑔: Gravedad (9,81 𝑚 𝑠2⁄ ) ∑ 𝐹𝑧 : Sumatoria de fuerzas en el eje de la profundidad
𝑚𝑏: Masa del bloque
𝐹𝑟: Fuerza de rozamiento
𝐹𝐴 = 867 𝑁; Se seleccionaron dos actuadores que realizarán una fuerza de 483N cada uno,
por lo cual la fuerza total del actuador es de 966N.
Para determinar las dimensiones de la placa que empujará el bloque, se tomo la fuerza del
bloque como una carga distribuida triangular, ya que la fuerza que realiza el cilindro estará
concentrada en la parte de debajo de la placa y va disminuyendo hasta la parte de arriba de
ésta. Primero se planteó la sumatoria de fuerzas y momentos para determinar la altura que
deberá tener, después se efectuaron los diagramas de fuerza cortante y momento flector,
para determinar el espesor de la placa.

Imagen 3: diagrama de cuerpo libre de la placa
∑ 𝐹𝑧 = 𝑅 −ℎ ∗ 𝐹𝑟
2= 0 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 11)
∑ 𝑀 = 0,075𝑅 =𝐹𝑟 ∗ ℎ2
6 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 12)
Donde:
𝑅: Reacción generada debido a 𝐹𝑟
ℎ: Altura de la placa
∑ 𝑀: Sumatoria de momentos en la base de la placa
𝑅 = 132 N
ℎ = 225mm; se tomó una altura estándar de 250mm
Para determinar el espesor de la placa calculó el esfuerzo de diseño con un factor de carga
estática de 2 (Tabla 3 del anexo C), a continuación se hicieron las siguientes operaciones
(diagramas de fuerza cortante y momento flector vea la imagen C-2 del anexo C):
𝑀𝑚á𝑥 = 132 𝑁𝑚
𝜎𝑑 =𝜎𝑦
𝐹𝐷= 120,5𝐺𝑃𝑎 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 13) [8]
𝑆 =𝑀𝑚á𝑥
𝜎𝑑 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 14) [8]
𝑎 =6 ∗ 𝑆
ℎ2= 0,73𝑚𝑚 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 15)
Donde:
𝑀𝑚á𝑥: Momento máximo que soporta la placa, tomado del diagrama de momento flector
𝜎𝑑: Esfuerzo de diseño
𝜎𝑦: Límite de fluencia del acero inox. 304
𝑆: Módulo de la sección
𝑎: Espesor de la placa
𝐹𝐷: Factor de diseño para carga estática
Aproximando el espesor a un valor normalizado de 1 8⁄ 𝑖𝑛
4.5. DISEÑO DEL EJE
El material con el que se diseñó el eje es acero inoxidable 304 recocido con las siguientes
características:

PROPIEDAD MECÁNICA VALOR
LIMITE DE FLUENCIA A LA TENSIÓN 241 MPa
ESFUERZO ÚLTIMO 586 MPa
MÓDULO DE ELASTICIDAD 188GPa
MÓDULO DE RIGIDEZ 70,3 GPa
DENSIDAD 7900 Kg/m^3
PORCENTAJE DE ELONGACIÓN 60
Tabla 3: propiedades mecánicas del acero inoxidable 304
Debido a que por fallas en el montaje los dos ejes no van a ser iguales, se diseñaron cada
uno por separado, tomando como guía el libro de diseño de elementos de máquinas de
Mott. Los datos comunes para ambos ejes son:
Potencia (W) 2983
w (rad/s) 8
Factor de la Catarina 1
Ángulo de montaje
(rad)
40
0,7
Diámetro de la Catarina
(m)
0,14
Torque de la Catarina 380 Nm
Torque de las cuchillas 32 Nm
Fuerza total de la
Catarina
5527N
Fuerza del actuador 1207N/m
Fuerza de impacto 3840 N/m
Tabla 4: datos comunes para ambos ejes
A. EJE SUPERIOR:
PLANO XY:
Este eje es de mayor longitud debido que en el ensamble se chocaban los soportes de los
rodamientos del punto A, así q se cambió la longitud del eje y la posición de esta
chumacera.
Longitud=1340 mm
Se planteó la sumatoria de fuerzas para determinar el valor de las reacciones donde irán
ubicados los rodamientos:

Imagen 4: diagrama de cuerpo libre plano xy
∑ 𝐹𝑦 = 𝐴𝑦 = 𝐵𝑦 − 𝐹𝐼 + 𝐹𝑐(𝑦) (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 16)
∑ 𝑀𝐴 = 0,1𝐹𝑐(𝑧) + 0,45𝐹𝐼 − 0,9𝐵𝑦 = 0 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 17)
Ay 2411,7 N
By 1930,8 N
Reacciones plano XY
Donde:
𝐴𝑦: Reacción del rodamiento en la posición A en el eje y
𝐵𝑦: Reacción del rodamiento en la posición B en el eje y
𝐹𝐼: Fuerza de impacto, generada cuando las cuchillas entran en contacto con el bloque
𝐹𝑐(𝑦): Fuerza de la Catarina en el eje y
𝐹𝑐(𝑧): Fuerza de la Catarina en el eje z
PLANO YZ:
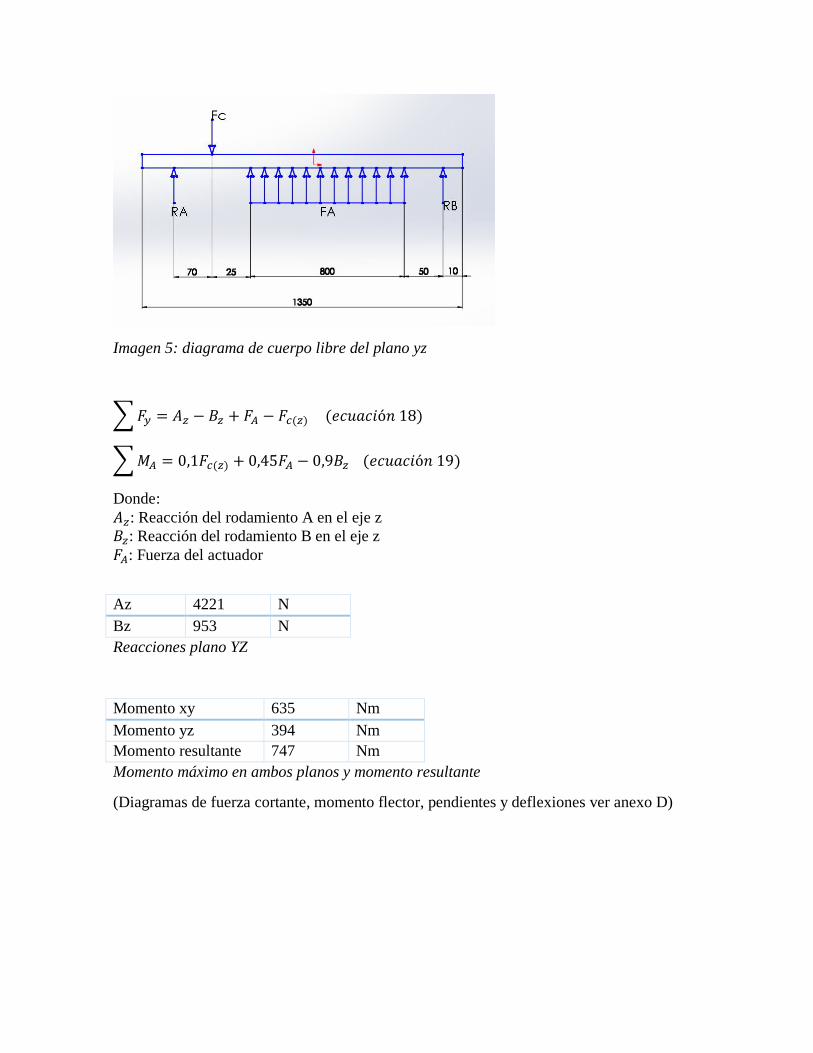
Imagen 5: diagrama de cuerpo libre del plano yz
∑ 𝐹𝑦 = 𝐴𝑧 − 𝐵𝑧 + 𝐹𝐴 − 𝐹𝑐(𝑧) (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 18)
∑ 𝑀𝐴 = 0,1𝐹𝑐(𝑧) + 0,45𝐹𝐴 − 0,9𝐵𝑧 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 19)
Donde:
𝐴𝑧: Reacción del rodamiento A en el eje z
𝐵𝑧: Reacción del rodamiento B en el eje z
𝐹𝐴: Fuerza del actuador
Az 4221 N
Bz 953 N
Reacciones plano YZ
Momento xy 635 Nm
Momento yz 394 Nm
Momento resultante 747 Nm
Momento máximo en ambos planos y momento resultante
(Diagramas de fuerza cortante, momento flector, pendientes y deflexiones ver anexo D)

DIÁMETROS DE LAS SECCIONES DEL EJE SUPERIOR
Se calculo el diámetro de la sección con la ecuación de diseño de ejes, y se realizo 4
iteraciones (como se muestra en el ANEXO D), se obtuvo:
𝐷 = [32𝑁
𝜋∗ √(
𝐾𝑡 ∗ 𝑀
𝑆𝑁`)
2
+3
4∗ (
𝑇
𝑆𝑦)
22
]
13
(𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 20) [8]
Donde:
𝑁: Factor de diseño
𝐾𝑡: Concentrador de esfuerzos mas grande de la sección
𝑀: Momento máximo
𝑆𝑁`: Resistencia a la fatiga corregida
𝑇: Torque máximo
𝑆𝑦: limite de fluencia del acero inox. 304
Debido a que en la sección del eje del rodamiento B no se presenta, se empleó la siguiente
ecuación para determinar el diámetro:
𝐷 = √2,94 ∗ 𝐾𝑡 ∗ 𝑉𝑚á𝑥 ∗𝑁
𝑆𝑁`
2
(𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 21) [8]
Donde:
𝑉𝑚á𝑥: Carga cortante máxima del eje
RODAMIENTO A CATARINA CUCHILLAS RODAMIENTO B
DIÁMETRO 53mm 13mm 45mm 13mm
Tabla 5: diámetros de las secciones eje superior
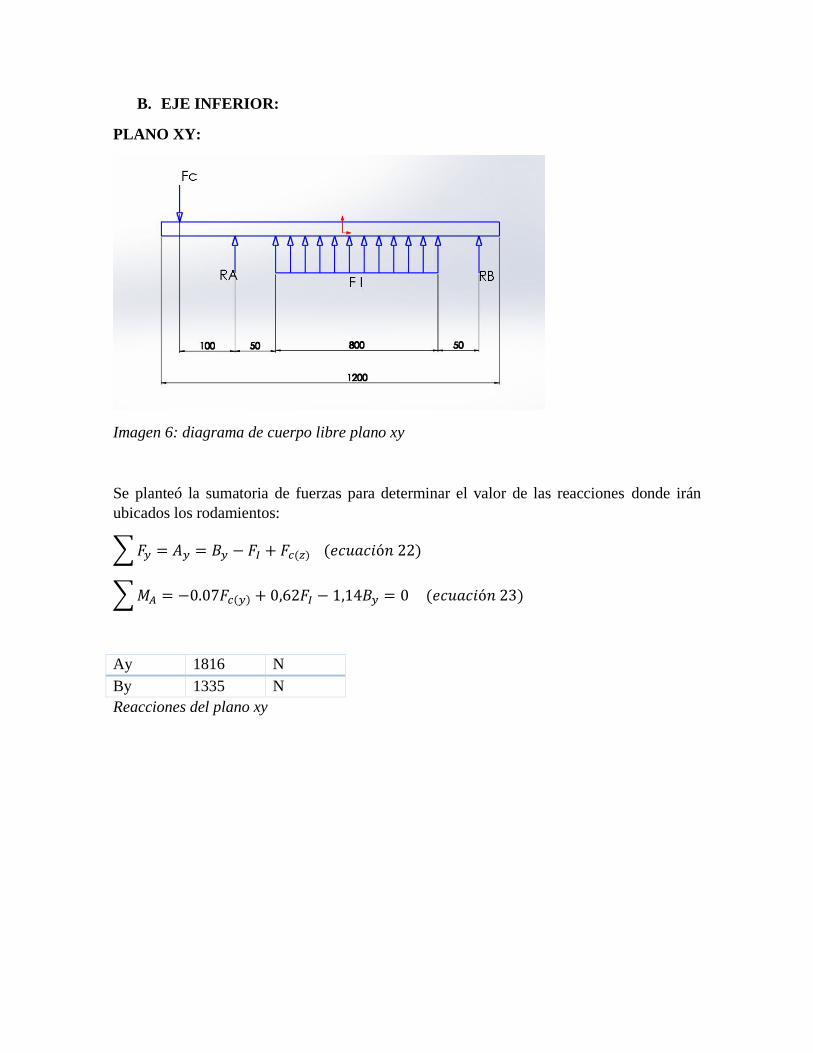
B. EJE INFERIOR:
PLANO XY:
Imagen 6: diagrama de cuerpo libre plano xy
Se planteó la sumatoria de fuerzas para determinar el valor de las reacciones donde irán
ubicados los rodamientos:
∑ 𝐹𝑦 = 𝐴𝑦 = 𝐵𝑦 − 𝐹𝐼 + 𝐹𝑐(𝑧) (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 22)
∑ 𝑀𝐴 = −0.07𝐹𝑐(𝑦) + 0,62𝐹𝐼 − 1,14𝐵𝑦 = 0 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 23)
Ay 1816 N
By 1335 N
Reacciones del plano xy

PLANO YZ:
Imagen 7: diagrama de cuerpo libre plano yz
∑ 𝐹𝑧 = 𝐴𝑧 − 𝐵𝑧 + 𝐹𝐴 − 𝐹𝑐(𝑧) = 0 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 24)
∑ 𝑀𝐴 = −0.07𝐹𝑐(𝑦) + 0,62𝐹𝐴 − 1,14𝐵𝑦 = 0 (𝑒𝑐𝑢𝑎𝑐𝑖ó𝑛 25)
Az 3512 N
Bz 244 N
Reacciones del plano yz
Momento max xy 473 Nm
Momento max yz 247 Nm
Momento resultante 534 Nm
Momento resultante
V. máxima xy 1896 N
V. máxima yz 3526 N
V. resultante 4004 N
Fuerza cortante resultante

DIÁMETROS DE LAS SECCIONES DEL EJE INFERIOR
Se obtuvo:
CATARINA RODAMIENTO A CUCHILLAS RODAMIENTO B
DIÁMETRO 60mm 50mm 52mm 16mm
Tabla 6: diámetro de las secciones del eje inferior
Imagen 8: FLAKER GM 192
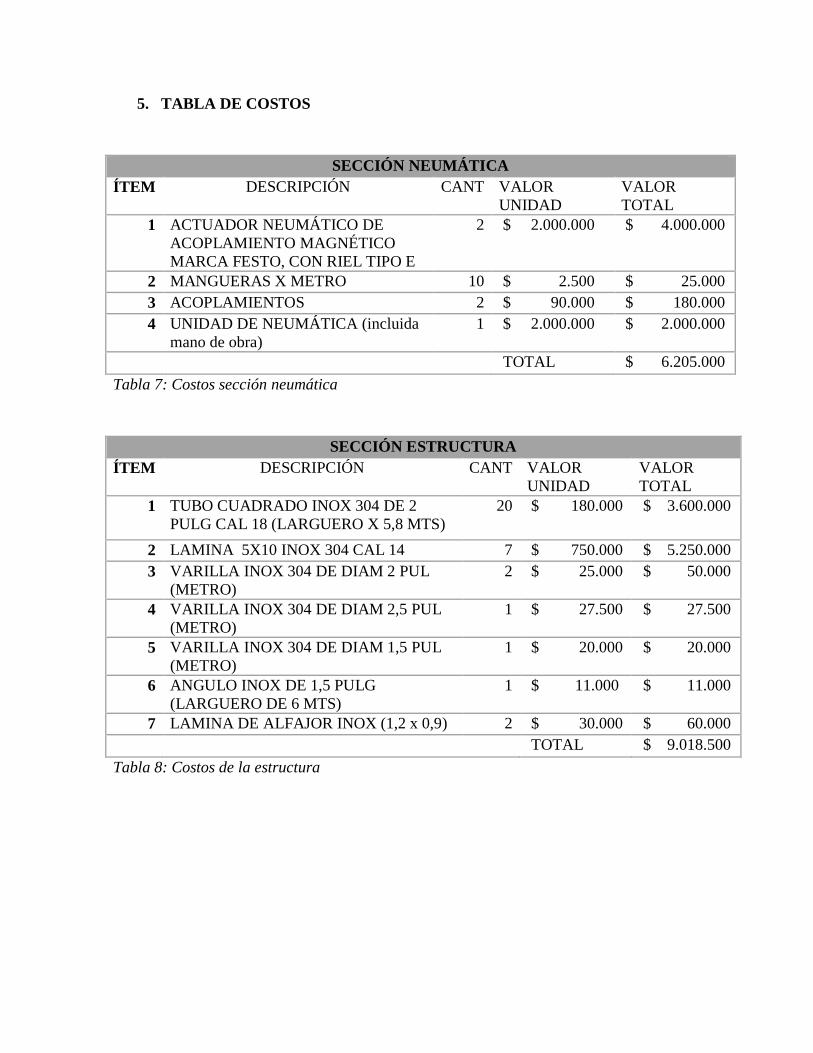
5. TABLA DE COSTOS
SECCIÓN NEUMÁTICA
ÍTEM DESCRIPCIÓN CANT VALOR
UNIDAD
VALOR
TOTAL
1 ACTUADOR NEUMÁTICO DE
ACOPLAMIENTO MAGNÉTICO
MARCA FESTO, CON RIEL TIPO E
2 $ 2.000.000 $ 4.000.000
2 MANGUERAS X METRO 10 $ 2.500 $ 25.000
3 ACOPLAMIENTOS 2 $ 90.000 $ 180.000
4 UNIDAD DE NEUMÁTICA (incluida
mano de obra)
1 $ 2.000.000 $ 2.000.000
TOTAL $ 6.205.000
Tabla 7: Costos sección neumática
SECCIÓN ESTRUCTURA
ÍTEM DESCRIPCIÓN CANT VALOR
UNIDAD
VALOR
TOTAL
1 TUBO CUADRADO INOX 304 DE 2
PULG CAL 18 (LARGUERO X 5,8 MTS)
20 $ 180.000 $ 3.600.000
2 LAMINA 5X10 INOX 304 CAL 14 7 $ 750.000 $ 5.250.000
3 VARILLA INOX 304 DE DIAM 2 PUL
(METRO)
2 $ 25.000 $ 50.000
4 VARILLA INOX 304 DE DIAM 2,5 PUL
(METRO)
1 $ 27.500 $ 27.500
5 VARILLA INOX 304 DE DIAM 1,5 PUL
(METRO)
1 $ 20.000 $ 20.000
6 ANGULO INOX DE 1,5 PULG
(LARGUERO DE 6 MTS)
1 $ 11.000 $ 11.000
7 LAMINA DE ALFAJOR INOX (1,2 x 0,9) 2 $ 30.000 $ 60.000
TOTAL $ 9.018.500
Tabla 8: Costos de la estructura

SECCIÓN MECÁNICA
ÍTEM DESCRIPCIÓN CANT VALOR
UNIDAD
VALOR
TOTAL
1 CHUMACERA PASE 120 2 $ 75.000 $ 150.000
2 CHUMACERA PASE 60 2 $ 25.000 $ 50.000
3 RODAMIENTO 6214 2 $ 65.000 $ 130.000
4 RODAMIENTO 6306 1 $ 10.000 $ 10.000
5 MOTORREDUCTOR SITI MU 75 1 $ 1.000.000 $ 1.000.000
6 CATARINA DENTADA PASO 80
DIAM 5 PULG
3 $ 25.000 $ 75.000
7 CADENA PASO 80 (METROS) 2 $ 3.500 $ 7.000
8 CUCHILLAS UNGER U 200 (X 30
UNIDADES)
1 $ 3.500.000 $ 3.500.000
TOTAL $ 4.922.000
Tabla 9: Costos sección mecánica
SECCIÓN ACCESORIOS
ÍTEM DESCRIPCIÓN CANT VALOR UNIDAD VALOR
TOTAL
1 CHAPA RABBIT 2 PULG 2 $ 12.500 $ 25.000
2 MANIJA XY 4 $ 10.000 $ 40.000
3 NIVELADORES CON ACCESORIO
DE 2 PULG
14 $ 25.000 $ 350.000
4 BISAGRAS DE PIANO DE 3 PULG
INOX
6 $ 7.000 $ 42.000
5 TORNILLERÍA, TUERCAS Y
ARANDELAS
1 $ 50.000 $ 50.000
TOTAL $ 507.000
Tabla 10: Costos de accesorios

SECCIÓN MAQUINADOS Y ACABADOS
ÍTEM DESCRIPCIÓN CANT VALOR
UNIDAD
VALOR
TOTAL
1 SOLDADURA 1 $ 200.000 $ 200.000
2 CORTE LASER DE PLACAS 1 $ 5.000.000 $ 5.000.000
3 MAQUINADO EJES 3 $ 20.000 $ 60.000
4 ENSAMBLE 1 $ 800.000 $ 800.000
5 SANDBLASTING (m2) 5 $ 300.000 $ 1.500.000
TOTAL $ 7.560.000
Tabla 11: Costos de maquinados y acabados
SECCIÓN SEGURIDAD
ÍTEM DESCRIPCIÓN CANT VALOR
UNIDAD
VALOR
TOTAL
1 IMPREVISTOS 1 $ 2.500.000,0 $ 2.500.000
2 VALOR SALVAMENTO 1 $ 2.450.750 $ 2.450.750
Tabla 12: Costo de seguridad
Total costo de los materiales de la máquina TOTAL $ 24.507.500 COP

6. CONCLUSIONES
Se eligió el sistema neumático sobre el hidráulico y el mecánico (banda
transportadora) debido que es mas higiénico, soporta mayores fuerzas y facilidad de
ensamblaje
Se hizo un diseño con un material como el acero inoxidable A-304 y con esto se
cumplió el decreto 3075/ 1997 artículo 11 de INVIMA, donde especifica que se
deben usar materiales no corrosivos si ellos están en contacto con alimentos, y para
éste caso, productos cárnicos
Se diseñó el sistema de transmisión de potencia compuesto por catarinas puesto que
es el más adecuado por costos y facilidad de instalación, ocupa menos espacio y
soporta más el torque de la transmisión de la potencia.
El momento máximo del segundo eje, disminuyó, debido a que se modificó la
dimensión de 1200mm a 1350mm, lo que produjo que se distribuyeran mejor las
fuerzas, además que la reacción del rodamiento A contrarrestó la fuerza generada
por la Catarina.
Se determinó experimentalmente el coeficiente de fricción entre la carne y el acero,
y se obtuvo que es 0,47; así como una proyección de la fuerza necesaria para triturar
el bloque de carne, cuyo resultado fue aproximadamente 240N. Estos datos se
calcularon debido a que no se encontraban en textos.

Referencias
[1] L. e. d. l. p. d. c. b. e. Colombia, «Dane,» octubre 2013. [En línea]. Available:
http://www.dane.gov.co/files/investigaciones/agropecuario/sipsa/insumos_factores_de_produccion.pd
f. [Último acceso: abril 2015].
[2] CITALSA, «citalsa S.A.,» citalsa, [En línea]. Available:
http://www.corteyafilado.com/index.php/cuchilla-unger-doble-corte-garant-3.html. [Último acceso:
julio 2015].
[3] L. d. r. d. materiales, «Laboratorios Universidad Distrital,» [En línea]. Available:
http://www.udistrital.edu.co:8080/documents/19625/239908/ENSAYO+DE+IMPACTO.pdf?version
=1.0. [Último acceso: 29 julio 2015].
[4] C. Rafael y R. Luis, Diseño y construccion de un molino de matrillos, Quito, 2009.
[5] M. Manrique y S. Aguilera, Diseño de una tostadora de cafe para la finca El gran pedregal, Bogotá,
2013.
[6] U. d. navarra, «Volantes de inercia,» 2010.
[7] M. J. L. y K. L.G., Mecanica para ingenieros Dinámica, Cataluña: Reverté, 1998.
[8] R. L. Mott, diseño de elementos de máquinas, Mexico: Pearson, 2006.
[9] J. L. Abia, Elementos de dibujo mecánico y diseño, Bogotá D.C.: Universidad Nacional de Colombia.
[10] Festo, «festo colombia,» [En línea]. Available: http://www.festo.com/cat/es-co_co/products_010300.
[Último acceso: julio 2015].
[11] P. B. Oswaldo, Guia para el analisis y solucion de problemas de resistencia de materiales, Bogotá:
Universidad Distrital Francisco Jose de Caldas, 2013.
[12] R. Budynas y K. Nisbett, Diseño de ingenieria mecanica de Shigley, Mexico: McGraw Hill
Interamericana, 2008.
[13] B. J. y S. A., Operaciones de conservscion de alimentos por bajas temperaturas, Venezuela:
Equinoccion, 2006.
[14] L. Carlos y P. Javier, Diseño y construccion de una tostadora continua de cebada, Quito, 2009.
[15] R. L. Mott, Resistencia de materiales, 2006.
[16] J. A. Barreiro y A. J. Sandoval, Operaciones de conservación de alimentos por bajas temperaturas,
Valle de sartenejas: Equinoccio, 2006.



















