trabajo final de produccion de acido lactico
30
Producción de Ácido Láctico Primera entrega – Conocimiento del producto Daniel M. Torres D. 1 , Gaby J. Del Valle R 2 , Sandra M. Mora C. 3 , Joan S. Henao F. 4 Universidad Nacional de Colombia - Sede Bogotá Departamento de Ingeniería Química y Ambiental Diseño de Procesos Químicos y Bioquímicos Agosto – 2016 Resumen- El presente trabajo tiene como objetivo principal dar a conocer los aspectos más importantes a la hora del diseño de un proceso para la obtención de un compuesto deseado, en éste caso el ácido láctico. A lo largo del documento se abordan los principales aspectos a evaluar cuando se piensa en el diseño de un proceso industrial, económico, legal, medio ambiental, seguridad y conocimiento de los compuestos involucrados. Lo primero es conocer la naturaleza de las sustancias con que se va a trabajar, para así tener un criterio de decisión sólido frente a las implicaciones que tiene trabajar con cada una de ellas, en éste aspecto vienen implícitas sus propiedades físicas, químicas y toxicológicas, así como el conocimiento de las medidas de seguridad necesarias para su almacenamiento, transporte, manipulación y transformación. Junto con esto, es necesario también el conocimiento de la normatividad y legislación vigentes tanto a nivel nacional o internacional respecto a la producción, uso y disposición final de los compuestos involucrados. Finalmente, uno de los aspectos más significativos es el económico, estando en éste el estudio del mercado de los productos, materias primas e insumos involucrados durante todo el proceso. Con base en la información que se muestra posteriormente, se procede a hacer una evaluación de los datos obtenidos en todos los aspectos, con el fin de escoger la ruta química más óptima para su producción, teniendo presente que ésta debe ser la más sostenible y viable. Finalmente la ruta química seleccionada consiste en la producción biotecnológica utilizando como materia prima melaza de caña, a partir de fermentación realizada por la bacteria homofermentativa llamada Enterococcus faccalis. El proceso de separación se genera mediante destilación reactiva en un proceso continuo, donde se pretende producir 15.000 Ton/año de ácido láctico grado industrial. Contenido 1. INTRODUCCIÓN 2 2. APLICACIONES 2 3. ESPECIFICACIONES FUNCIONALES 3 4. PROPIEDADES 4 4.1. PROPIEDADES FISICOQUÍMICAS 4 4.1.1. PRODUCTO 4 4.1.2. MATERIAS PRIMAS Y SUBPRODUCTOS 7 4.2. PROPIEDADES TERMODINÁMICAS Y DE TRANSPORTE 7 4.3. PROPIEDADES TOXICOLÓGICAS 8 5. NORMATIVIDAD Y LEGISLACIÓN 9 1 Daniel Mauricio Torres Domínguez - Estudiante Ingeniería Química, UN Sede Bogotá ([email protected]) 2 Gaby Juliana Del Valle Romero - Estudiante Ingeniería Química, UN Sede Bogotá ([email protected]) 3 Sandra Milena Mora Castiblanco – Estudiante Ingeniería Química, UN Sede Bogotá ([email protected]) 4 Joan Sebastián Henao Fontecha - Estudiante Ingeniería Química, UN Sede Bogotá ([email protected])
-
Upload
maria-guzman -
Category
Education
-
view
323 -
download
12
Transcript of trabajo final de produccion de acido lactico
Producción de Ácido Láctico
Primera entrega – Conocimiento del producto
Daniel M. Torres D.1, Gaby J. Del Valle R2 , Sandra M. Mora C.3, Joan S. Henao F.4
Universidad Nacional de Colombia - Sede Bogotá
Departamento de Ingeniería Química y Ambiental
Diseño de Procesos Químicos y Bioquímicos
Agosto – 2016
Resumen- El presente trabajo tiene como objetivo principal dar a conocer los aspectos más importantes a la hora del diseño de un
proceso para la obtención de un compuesto deseado, en éste caso el ácido láctico. A lo largo del documento se abordan los
principales aspectos a evaluar cuando se piensa en el diseño de un proceso industrial, económico, legal, medio ambiental, seguridad
y conocimiento de los compuestos involucrados. Lo primero es conocer la naturaleza de las sustancias con que se va a trabajar, para
así tener un criterio de decisión sólido frente a las implicaciones que tiene trabajar con cada una de ellas, en éste aspecto vienen implícitas sus propiedades físicas, químicas y toxicológicas, así como el conocimiento de las medidas de seguridad necesarias para
su almacenamiento, transporte, manipulación y transformación. Junto con esto, es necesario también el conocimiento de la
normatividad y legislación vigentes tanto a nivel nacional o internacional respecto a la producción, uso y disposición final de los
compuestos involucrados. Finalmente, uno de los aspectos más significativos es el económico, estando en éste el estudio del mercado de los productos, materias primas e insumos involucrados durante todo el proceso.
Con base en la información que se muestra posteriormente, se procede a hacer una evaluación de los datos obtenidos en todos los
aspectos, con el fin de escoger la ruta química más óptima para su producción, teniendo presente que ésta debe ser la más sostenible y viable. Finalmente la ruta química seleccionada consiste en la producción biotecnológica utilizando como materia prima melaza de
caña, a partir de fermentación realizada por la bacteria homofermentativa llamada Enterococcus faccalis. El proceso de separación se
genera mediante destilación reactiva en un proceso continuo, donde se pretende producir 15.000 Ton/año de ácido láctico grado
industrial.
Contenido
1. INTRODUCCIÓN 2
2. APLICACIONES 2
3. ESPECIFICACIONES FUNCIONALES 3
4. PROPIEDADES 4
4.1. PROPIEDADES FISICOQUÍMICAS 4 4.1.1. PRODUCTO 4 4.1.2. MATERIAS PRIMAS Y SUBPRODUCTOS 7 4.2. PROPIEDADES TERMODINÁMICAS Y DE TRANSPORTE 7 4.3. PROPIEDADES TOXICOLÓGICAS 8
5. NORMATIVIDAD Y LEGISLACIÓN 9
1 Daniel Mauricio Torres Domínguez - Estudiante Ingeniería Química, UN Sede Bogotá ([email protected]) 2 Gaby Juliana Del Valle Romero - Estudiante Ingeniería Química, UN Sede Bogotá ([email protected]) 3 Sandra Milena Mora Castiblanco – Estudiante Ingeniería Química, UN Sede Bogotá ([email protected]) 4 Joan Sebastián Henao Fontecha - Estudiante Ingeniería Química, UN Sede Bogotá ([email protected])
1
5.1. ÁCIDO LÁCTICO AUTORIZADO PARA PLA EN EMPAQUETAMIENTO 11
6. ESTUDIO DE MERCADO 12
6.1. MERCADO MUNDIAL 12 6.1.1. IMPORTACIÓN Y EXPORTACIÓN MUNDIAL 13 6.1.2. PRINCIPALES COMPAÑÍAS 15 6.2. MERCADO NACIONAL 15 6.3. CANTIDAD A PRODUCIR 16
7. ELECCIÓN DE LA RUTA QUÍMICA 16
7.1. ELECCIÓN RUTA QUÍMICA O BIOTECNOLÓGICA 16 7.1.1. SÍNTESIS QUÍMICA 17 7.1.2. PRODUCCIÓN BIOTECNOLÓGICA 18 7.1.3. MATRIZ DE SELECCIÓN 19 7.2. ELECCIÓN TIPO DE FERMENTACIÓN 20 7.3. ELECCIÓN SUSTRATO Y MICROORGANISMO 20 7.4. ELECCIÓN OPERACIONES DE SEPARACIÓN 23
8. DIAGRAMA DE CAJA NEGRA Y DIAGRAMA DE BLOQUE 24
8.1. DIAGRAMA CAJA NEGRA 24 8.2. DIAGRAMA DE BLOQUES 25
9. BIBLIOGRAFÍA 25
10. ANEXOS 27
2
1. Introducción
El ácido 2-hidroxipropanoico, mejor conocido como ácido láctico, es un compuesto orgánico que desempeña
importantes roles en varios procesos bioquímicos y el cual actualmente es muy usado en las industrias química,
farmacéutica, de alimentos y del plástico. “Fue descubierto en 1780 por el químico sueco Scheele, quien lo aisló de
leche agria, fue reconocido como producto de fermentación por Blondeaur en 1847 y tan solo en 1881, Littlelon inicia
la fermentación a escala industrial (Suriderp, 1995; Parés et al., 1997)” (Sociedad Mexicana de Nutrición y Tecnología
de Alimentos, 2005)
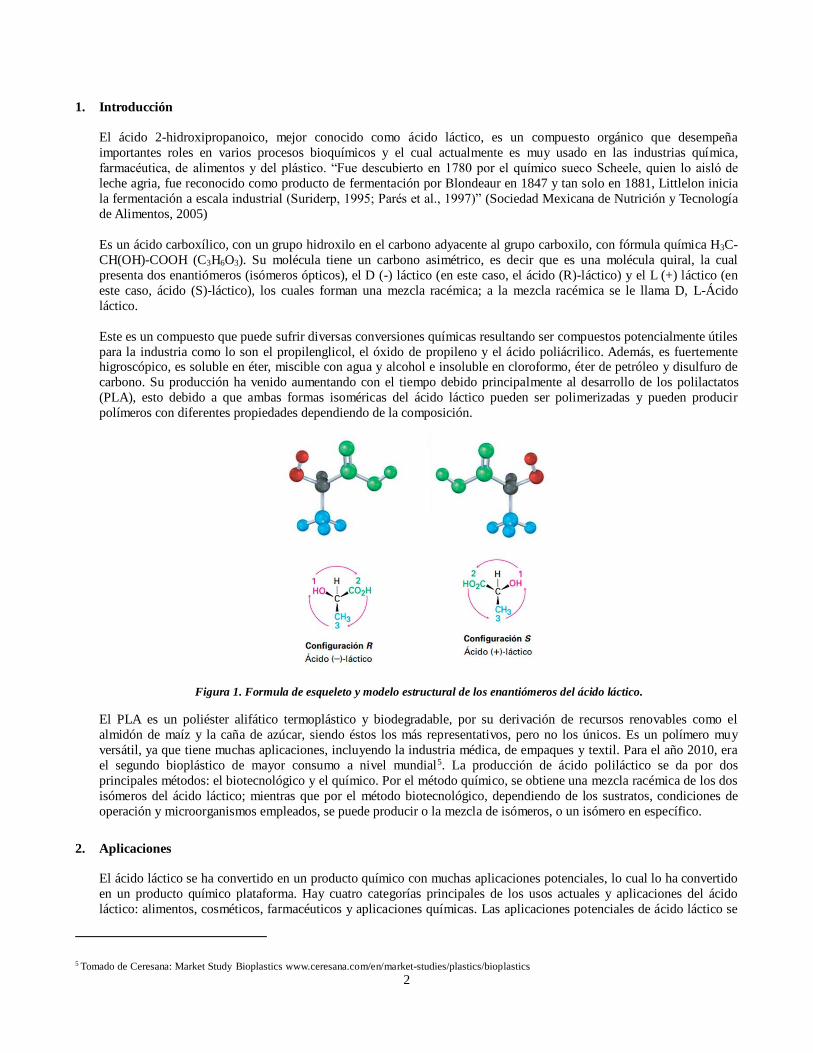
Es un ácido carboxílico, con un grupo hidroxilo en el carbono adyacente al grupo carboxilo, con fórmula química H3C-
CH(OH)-COOH (C3H6O3). Su molécula tiene un carbono asimétrico, es decir que es una molécula quiral, la cual
presenta dos enantiómeros (isómeros ópticos), el D (-) láctico (en este caso, el ácido (R)-láctico) y el L (+) láctico (en
este caso, ácido (S)-láctico), los cuales forman una mezcla racémica; a la mezcla racémica se le llama D, L-Ácido
láctico.
Este es un compuesto que puede sufrir diversas conversiones químicas resultando ser compuestos potencialmente útiles
para la industria como lo son el propilenglicol, el óxido de propileno y el ácido poliácrilico. Además, es fuertemente higroscópico, es soluble en éter, miscible con agua y alcohol e insoluble en cloroformo, éter de petróleo y disulfuro de
carbono. Su producción ha venido aumentando con el tiempo debido principalmente al desarrollo de los polilactatos
(PLA), esto debido a que ambas formas isoméricas del ácido láctico pueden ser polimerizadas y pueden producir
polímeros con diferentes propiedades dependiendo de la composición.
Figura 1. Formula de esqueleto y modelo estructural de los enantiómeros del ácido láctico.
El PLA es un poliéster alifático termoplástico y biodegradable, por su derivación de recursos renovables como el
almidón de maíz y la caña de azúcar, siendo éstos los más representativos, pero no los únicos. Es un polímero muy
versátil, ya que tiene muchas aplicaciones, incluyendo la industria médica, de empaques y textil. Para el año 2010, era
el segundo bioplástico de mayor consumo a nivel mundial5. La producción de ácido poliláctico se da por dos
principales métodos: el biotecnológico y el químico. Por el método químico, se obtiene una mezcla racémica de los dos
isómeros del ácido láctico; mientras que por el método biotecnológico, dependiendo de los sustratos, condiciones de
operación y microorganismos empleados, se puede producir o la mezcla de isómeros, o un isómero en específico.
2. Aplicaciones
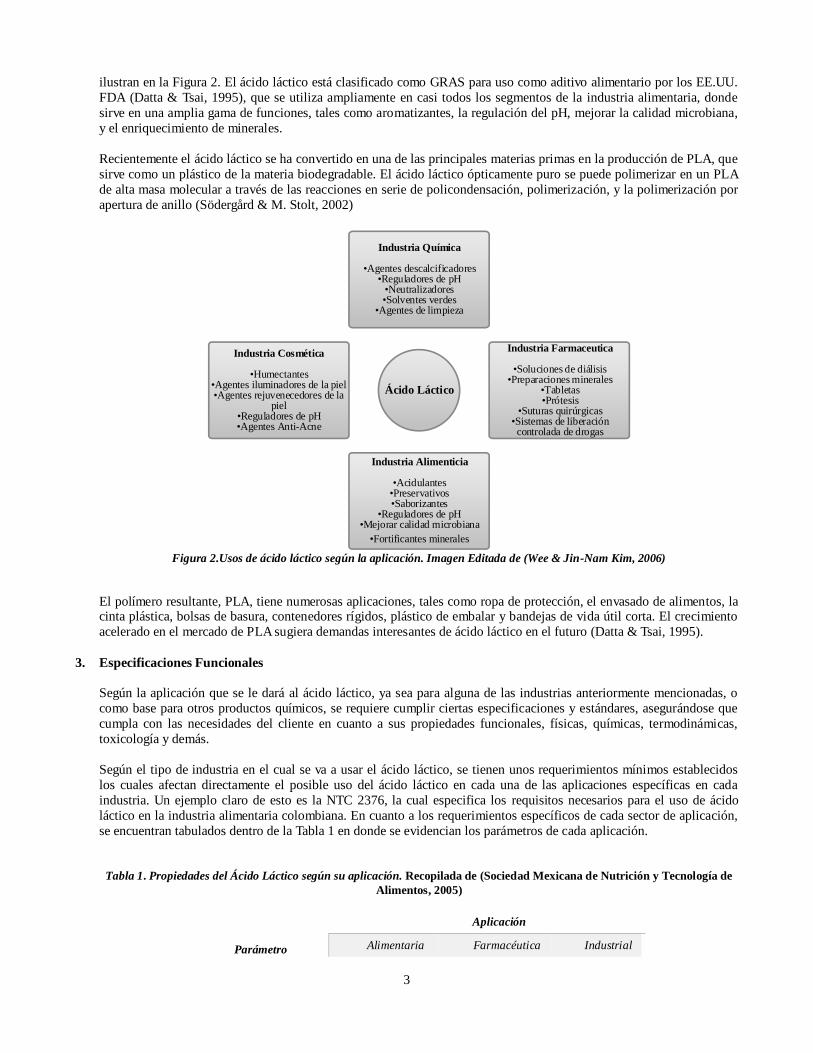
El ácido láctico se ha convertido en un producto químico con muchas aplicaciones potenciales, lo cual lo ha convertido
en un producto químico plataforma. Hay cuatro categorías principales de los usos actuales y aplicaciones del ácido
láctico: alimentos, cosméticos, farmacéuticos y aplicaciones químicas. Las aplicaciones potenciales de ácido láctico se
5 Tomado de Ceresana: Market Study Bioplastics www.ceresana.com/en/market-studies/plastics/bioplastics
3
ilustran en la Figura 2. El ácido láctico está clasificado como GRAS para uso como aditivo alimentario por los EE.UU.
FDA (Datta & Tsai, 1995), que se utiliza ampliamente en casi todos los segmentos de la industria alimentaria, donde
sirve en una amplia gama de funciones, tales como aromatizantes, la regulación del pH, mejorar la calidad microbiana,
y el enriquecimiento de minerales.
Recientemente el ácido láctico se ha convertido en una de las principales materias primas en la producción de PLA, que
sirve como un plástico de la materia biodegradable. El ácido láctico ópticamente puro se puede polimerizar en un PLA
de alta masa molecular a través de las reacciones en serie de policondensación, polimerización, y la polimerización por
apertura de anillo (Södergård & M. Stolt, 2002)
Industria Alimenticia
Acidulantes Preservativos Saborizantes
Reguladores de pH Mejorar calidad microbiana
Fortificantes minerales
Ácido Láctico
Industria Química
Agentes descalcificadores Reguladores de pH Neutralizadores Solventes verdes
Agentes de limpieza
Industria Cosmética
Humectantes Agentes iluminadores de la piel Agentes rejuvenecedores de la
piel Reguladores de pH Agentes Anti-Acne
Industria Farmaceutica
Soluciones de diálisis Preparaciones minerales
Tabletas Prótesis
Suturas quirúrgicas Sistemas de liberación controlada de drogas
Figura 2.Usos de ácido láctico según la aplicación. Imagen Editada de (Wee & Jin-Nam Kim, 2006)
El polímero resultante, PLA, tiene numerosas aplicaciones, tales como ropa de protección, el envasado de alimentos, la cinta plástica, bolsas de basura, contenedores rígidos, plástico de embalar y bandejas de vida útil corta. El crecimiento
acelerado en el mercado de PLA sugiera demandas interesantes de ácido láctico en el futuro (Datta & Tsai, 1995).
3. Especificaciones Funcionales
Según la aplicación que se le dará al ácido láctico, ya sea para alguna de las industrias anteriormente mencionadas, o
como base para otros productos químicos, se requiere cumplir ciertas especificaciones y estándares, asegurándose que
cumpla con las necesidades del cliente en cuanto a sus propiedades funcionales, físicas, químicas, termodinámicas,
toxicología y demás.
Según el tipo de industria en el cual se va a usar el ácido láctico, se tienen unos requerimientos mínimos establecidos
los cuales afectan directamente el posible uso del ácido láctico en cada una de las aplicaciones específicas en cada
industria. Un ejemplo claro de esto es la NTC 2376, la cual especifica los requisitos necesarios para el uso de ácido
láctico en la industria alimentaria colombiana. En cuanto a los requerimientos específicos de cada sector de aplicación,
se encuentran tabulados dentro de la Tabla 1 en donde se evidencian los parámetros de cada aplicación.
Tabla 1. Propiedades del Ácido Láctico según su aplicación. Recopilada de (Sociedad Mexicana de Nutrición y Tecnología de
Alimentos, 2005)
Parámetro
Aplicación
Alimentaria Farmacéutica Industrial
4
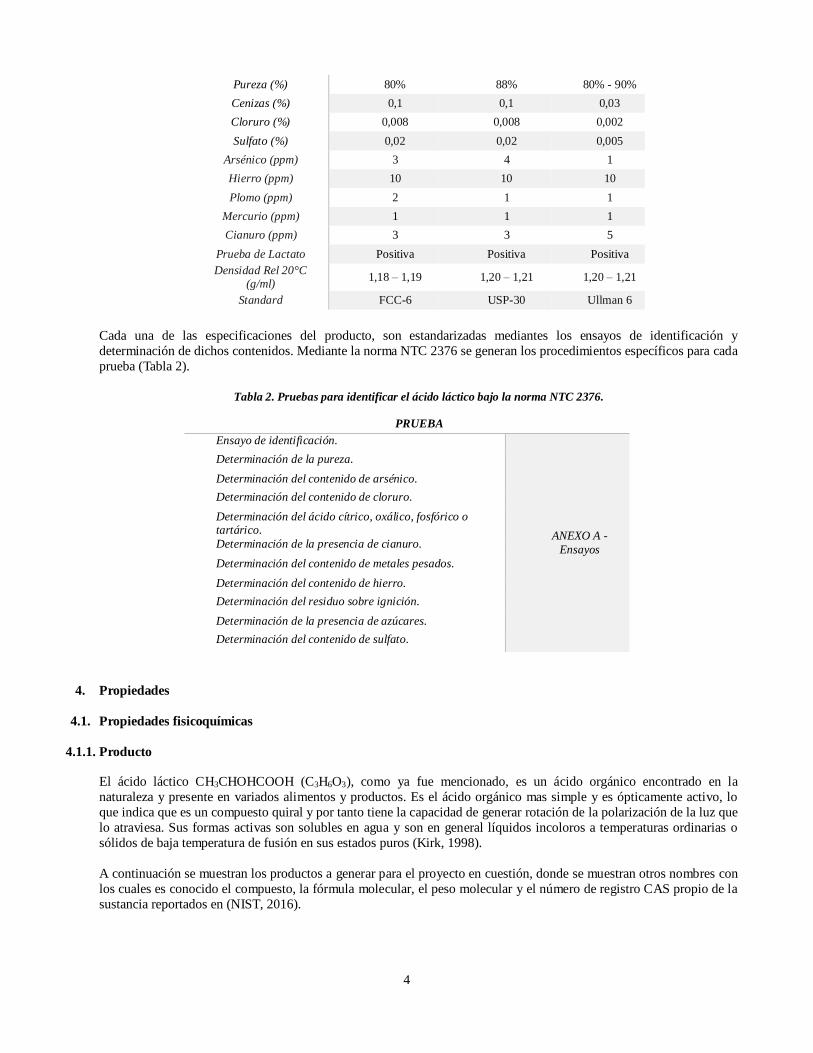
Pureza (%) 80% 88% 80% - 90%
Cenizas (%) 0,1 0,1 0,03
Cloruro (%) 0,008 0,008 0,002
Sulfato (%) 0,02 0,02 0,005
Arsénico (ppm) 3 4 1
Hierro (ppm) 10 10 10
Plomo (ppm) 2 1 1
Mercurio (ppm) 1 1 1
Cianuro (ppm) 3 3 5
Prueba de Lactato Positiva Positiva Positiva
Densidad Rel 20°C (g/ml)
1,18 – 1,19 1,20 – 1,21 1,20 – 1,21
Standard FCC-6 USP-30 Ullman 6
Cada una de las especificaciones del producto, son estandarizadas mediantes los ensayos de identificación y
determinación de dichos contenidos. Mediante la norma NTC 2376 se generan los procedimientos específicos para cada
prueba (Tabla 2).
Tabla 2. Pruebas para identificar el ácido láctico bajo la norma NTC 2376.
PRUEBA
Ensayo de identificación.
ANEXO A -
Ensayos
Determinación de la pureza.
Determinación del contenido de arsénico.
Determinación del contenido de cloruro.
Determinación del ácido cítrico, oxálico, fosfórico o tartárico.
Determinación de la presencia de cianuro.
Determinación del contenido de metales pesados.
Determinación del contenido de hierro.
Determinación del residuo sobre ignición.
Determinación de la presencia de azúcares.
Determinación del contenido de sulfato.
4. Propiedades
4.1. Propiedades fisicoquímicas
4.1.1. Producto
El ácido láctico CH3CHOHCOOH (C3H6O3), como ya fue mencionado, es un ácido orgánico encontrado en la
naturaleza y presente en variados alimentos y productos. Es el ácido orgánico mas simple y es ópticamente activo, lo
que indica que es un compuesto quiral y por tanto tiene la capacidad de generar rotación de la polarización de la luz que
lo atraviesa. Sus formas activas son solubles en agua y son en general líquidos incoloros a temperaturas ordinarias o
sólidos de baja temperatura de fusión en sus estados puros (Kirk, 1998).
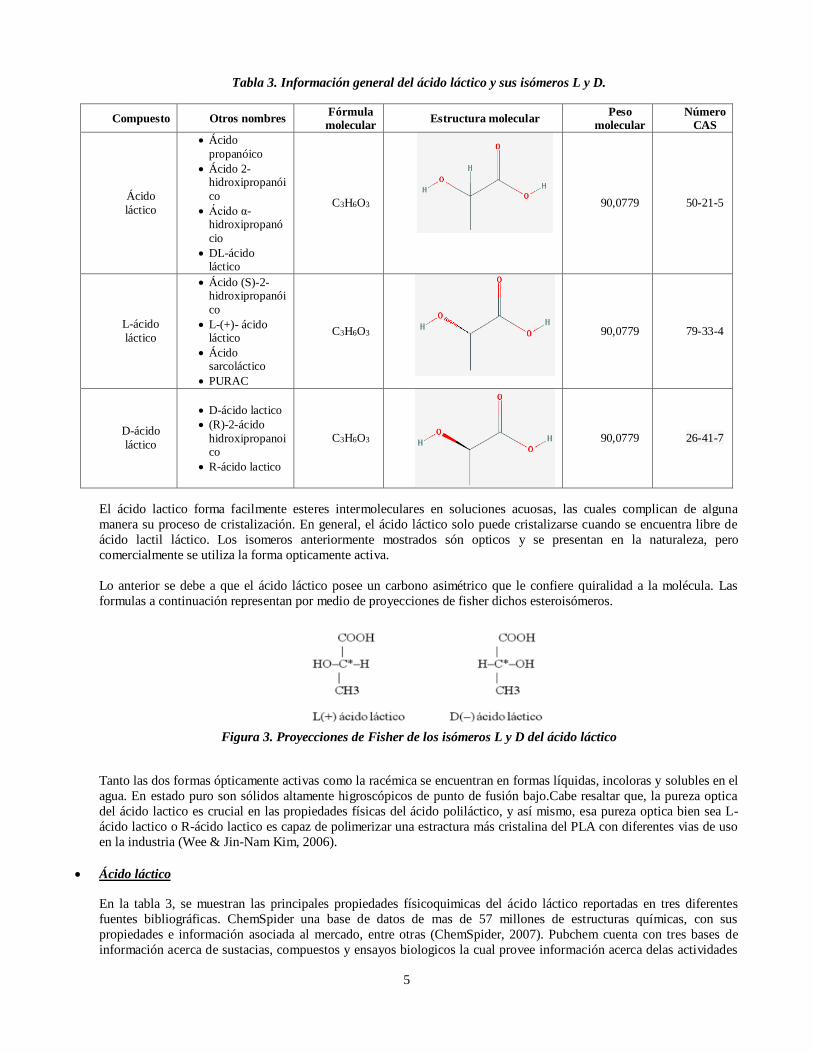
A continuación se muestran los productos a generar para el proyecto en cuestión, donde se muestran otros nombres con
los cuales es conocido el compuesto, la fórmula molecular, el peso molecular y el número de registro CAS propio de la
sustancia reportados en (NIST, 2016).
5
Tabla 3. Información general del ácido láctico y sus isómeros L y D.
Compuesto Otros nombres Fórmula
molecular Estructura molecular
Peso
molecular
Número
CAS
Ácido
láctico
Ácido
propanóico
Ácido 2-hidroxipropanói
co
Ácido α-hidroxipropanó
cio
DL-ácido láctico
C3H6O3
90,0779 50-21-5
L-ácido
láctico
Ácido (S)-2-hidroxipropanói
co
L-(+)- ácido láctico
Ácido sarcoláctico
PURAC
C3H6O3
90,0779 79-33-4
D-ácido
láctico
D-ácido lactico
(R)-2-ácido
hidroxipropanoico
R-ácido lactico
C3H6O3
90,0779 26-41-7
El ácido lactico forma facilmente esteres intermoleculares en soluciones acuosas, las cuales complican de alguna
manera su proceso de cristalización. En general, el ácido láctico solo puede cristalizarse cuando se encuentra libre de
ácido lactil láctico. Los isomeros anteriormente mostrados són opticos y se presentan en la naturaleza, pero
comercialmente se utiliza la forma opticamente activa.
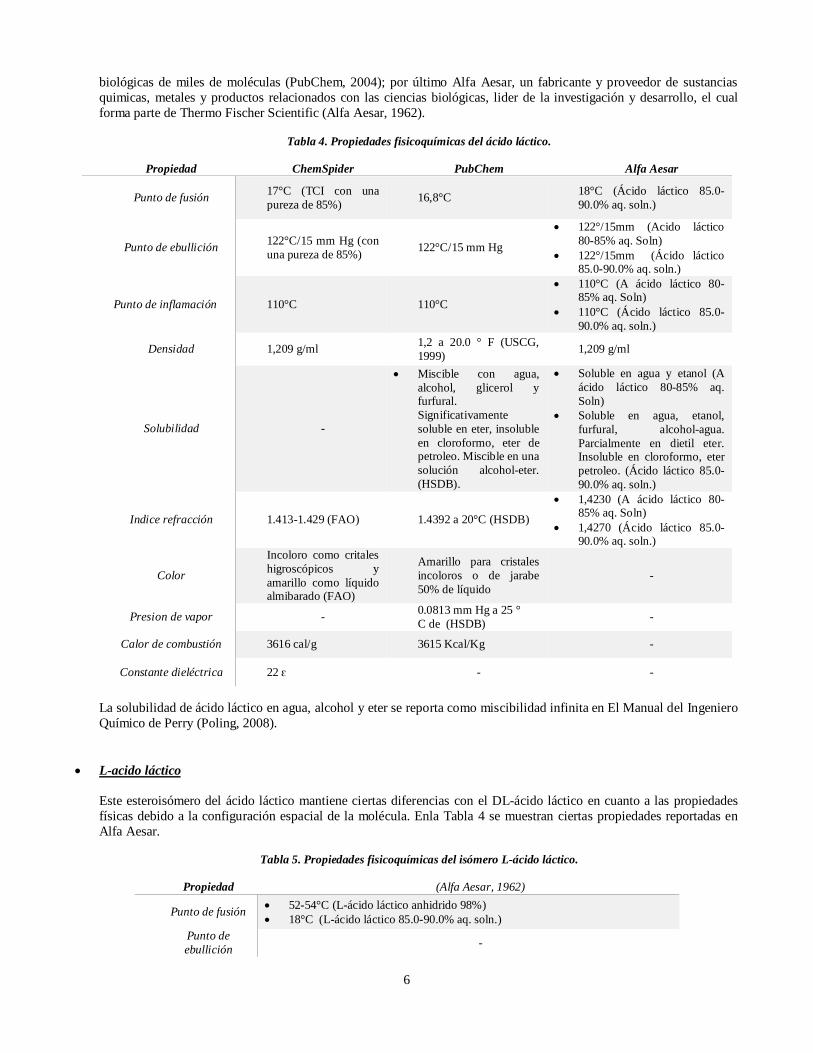
Lo anterior se debe a que el ácido láctico posee un carbono asimétrico que le confiere quiralidad a la molécula. Las
formulas a continuación representan por medio de proyecciones de fisher dichos esteroisómeros.
Figura 3. Proyecciones de Fisher de los isómeros L y D del ácido láctico
Tanto las dos formas ópticamente activas como la racémica se encuentran en formas líquidas, incoloras y solubles en el
agua. En estado puro son sólidos altamente higroscópicos de punto de fusión bajo.Cabe resaltar que, la pureza optica
del ácido lactico es crucial en las propiedades físicas del ácido poliláctico, y así mismo, esa pureza optica bien sea L-
ácido lactico o R-ácido lactico es capaz de polimerizar una estractura más cristalina del PLA con diferentes vias de uso
en la industria (Wee & Jin-Nam Kim, 2006).
Ácido láctico
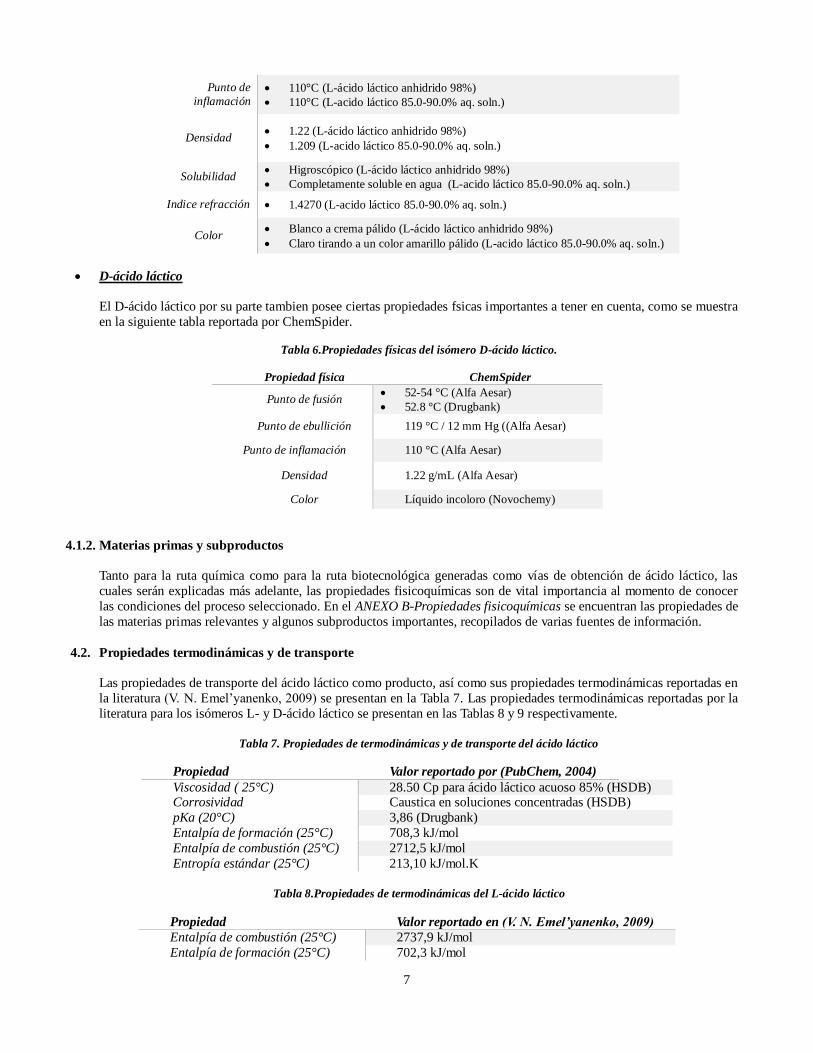
En la tabla 3, se muestran las principales propiedades físicoquimicas del ácido láctico reportadas en tres diferentes
fuentes bibliográficas. ChemSpider una base de datos de mas de 57 millones de estructuras químicas, con sus
propiedades e información asociada al mercado, entre otras (ChemSpider, 2007). Pubchem cuenta con tres bases de
información acerca de sustacias, compuestos y ensayos biologicos la cual provee información acerca delas actividades
6
biológicas de miles de moléculas (PubChem, 2004); por último Alfa Aesar, un fabricante y proveedor de sustancias
quimicas, metales y productos relacionados con las ciencias biológicas, lider de la investigación y desarrollo, el cual
forma parte de Thermo Fischer Scientific (Alfa Aesar, 1962).
Tabla 4. Propiedades fisicoquímicas del ácido láctico.
Propiedad ChemSpider PubChem Alfa Aesar
Punto de fusión 17°C (TCI con una
pureza de 85%) 16,8°C
18°C (Ácido láctico 85.0-
90.0% aq. soln.)
Punto de ebullición 122°C/15 mm Hg (con
una pureza de 85%) 122°C/15 mm Hg
122°/15mm (Acido láctico
80-85% aq. Soln)
122°/15mm (Ácido láctico 85.0-90.0% aq. soln.)
Punto de inflamación 110°C 110°C
110°C (A ácido láctico 80-85% aq. Soln)
110°C (Ácido láctico 85.0-
90.0% aq. soln.)
Densidad 1,209 g/ml 1,2 a 20.0 ° F (USCG,
1999) 1,209 g/ml
Solubilidad -
Miscible con agua,
alcohol, glicerol y furfural.
Significativamente
soluble en eter, insoluble
en cloroformo, eter de petroleo. Miscible en una
solución alcohol-eter.
(HSDB).
Soluble en agua y etanol (A
ácido láctico 80-85% aq.
Soln)
Soluble en agua, etanol,
furfural, alcohol-agua.
Parcialmente en dietil eter. Insoluble en cloroformo, eter
petroleo. (Ácido láctico 85.0-
90.0% aq. soln.)
Indice refracción 1.413-1.429 (FAO) 1.4392 a 20°C (HSDB)
1,4230 (A ácido láctico 80-85% aq. Soln)
1,4270 (Ácido láctico 85.0-90.0% aq. soln.)
Color
Incoloro como critales
higroscópicos y
amarillo como líquido almibarado (FAO)
Amarillo para cristales
incoloros o de jarabe
50% de líquido
-
Presion de vapor - 0.0813 mm Hg a 25 °
C de (HSDB) -
Calor de combustión 3616 cal/g 3615 Kcal/Kg -
Constante dieléctrica 22 ԑ - -
La solubilidad de ácido láctico en agua, alcohol y eter se reporta como miscibilidad infinita en El Manual del Ingeniero
Químico de Perry (Poling, 2008).
L-acido láctico
Este esteroisómero del ácido láctico mantiene ciertas diferencias con el DL-ácido láctico en cuanto a las propiedades
físicas debido a la configuración espacial de la molécula. Enla Tabla 4 se muestran ciertas propiedades reportadas en
Alfa Aesar.
Tabla 5. Propiedades fisicoquímicas del isómero L-ácido láctico.
Propiedad (Alfa Aesar, 1962)
Punto de fusión 52-54°C (L-ácido láctico anhidrido 98%)
18°C (L-ácido láctico 85.0-90.0% aq. soln.)
Punto de
ebullición -
7
Punto de
inflamación 110°C (L-ácido láctico anhidrido 98%)
110°C (L-acido láctico 85.0-90.0% aq. soln.)
Densidad 1.22 (L-ácido láctico anhidrido 98%)
1.209 (L-acido láctico 85.0-90.0% aq. soln.)
Solubilidad Higroscópico (L-ácido láctico anhidrido 98%)
Completamente soluble en agua (L-acido láctico 85.0-90.0% aq. soln.)
Indice refracción 1.4270 (L-acido láctico 85.0-90.0% aq. soln.)
Color Blanco a crema pálido (L-ácido láctico anhidrido 98%)
Claro tirando a un color amarillo pálido (L-acido láctico 85.0-90.0% aq. soln.)
D-ácido láctico
El D-ácido láctico por su parte tambien posee ciertas propiedades fsicas importantes a tener en cuenta, como se muestra
en la siguiente tabla reportada por ChemSpider.
Tabla 6.Propiedades físicas del isómero D-ácido láctico.
Propiedad física ChemSpider
Punto de fusión 52-54 °C (Alfa Aesar)
52.8 °C (Drugbank)
Punto de ebullición 119 °C / 12 mm Hg ((Alfa Aesar)
Punto de inflamación 110 °C (Alfa Aesar)
Densidad 1.22 g/mL (Alfa Aesar)
Color Líquido incoloro (Novochemy)
4.1.2. Materias primas y subproductos
Tanto para la ruta química como para la ruta biotecnológica generadas como vías de obtención de ácido láctico, las
cuales serán explicadas más adelante, las propiedades fisicoquímicas son de vital importancia al momento de conocer
las condiciones del proceso seleccionado. En el ANEXO B-Propiedades fisicoquímicas se encuentran las propiedades de
las materias primas relevantes y algunos subproductos importantes, recopilados de varias fuentes de información.
4.2. Propiedades termodinámicas y de transporte
Las propiedades de transporte del ácido láctico como producto, así como sus propiedades termodinámicas reportadas en
la literatura (V. N. Emel’yanenko, 2009) se presentan en la Tabla 7. Las propiedades termodinámicas reportadas por la
literatura para los isómeros L- y D-ácido láctico se presentan en las Tablas 8 y 9 respectivamente.
Tabla 7. Propiedades de termodinámicas y de transporte del ácido láctico
Propiedad Valor reportado por (PubChem, 2004)
Viscosidad ( 25°C) 28.50 Cp para ácido láctico acuoso 85% (HSDB) Corrosividad Caustica en soluciones concentradas (HSDB)
pKa (20°C) 3,86 (Drugbank)
Entalpía de formación (25°C) 708,3 kJ/mol
Entalpía de combustión (25°C) 2712,5 kJ/mol
Entropía estándar (25°C) 213,10 kJ/mol.K
Tabla 8.Propiedades de termodinámicas del L-ácido láctico
Propiedad Valor reportado en (V. N. Emel’yanenko, 2009)
Entalpía de combustión (25°C) 2737,9 kJ/mol
Entalpía de formación (25°C) 702,3 kJ/mol
8
Entalpía de fusión (25°C) 16,9 kJ/mol
Entropía estándar (25°C) 401,07 J/mol.K
Tabla 9. Propiedades de termodinámicas del D-ácido láctico
Propiedad Valor reportado en (V.N. Emel'yanenko, 2010)
Entalpía de combustión (25°C) -1337,9 kJ/mol
Entalpía de formación (25°C) -700,1 kJ/mol
Entalpía de vaporización (25°C) 69,1 kJ/mol
Entalpía de fusión (25°C) 14,7 kJ/mol
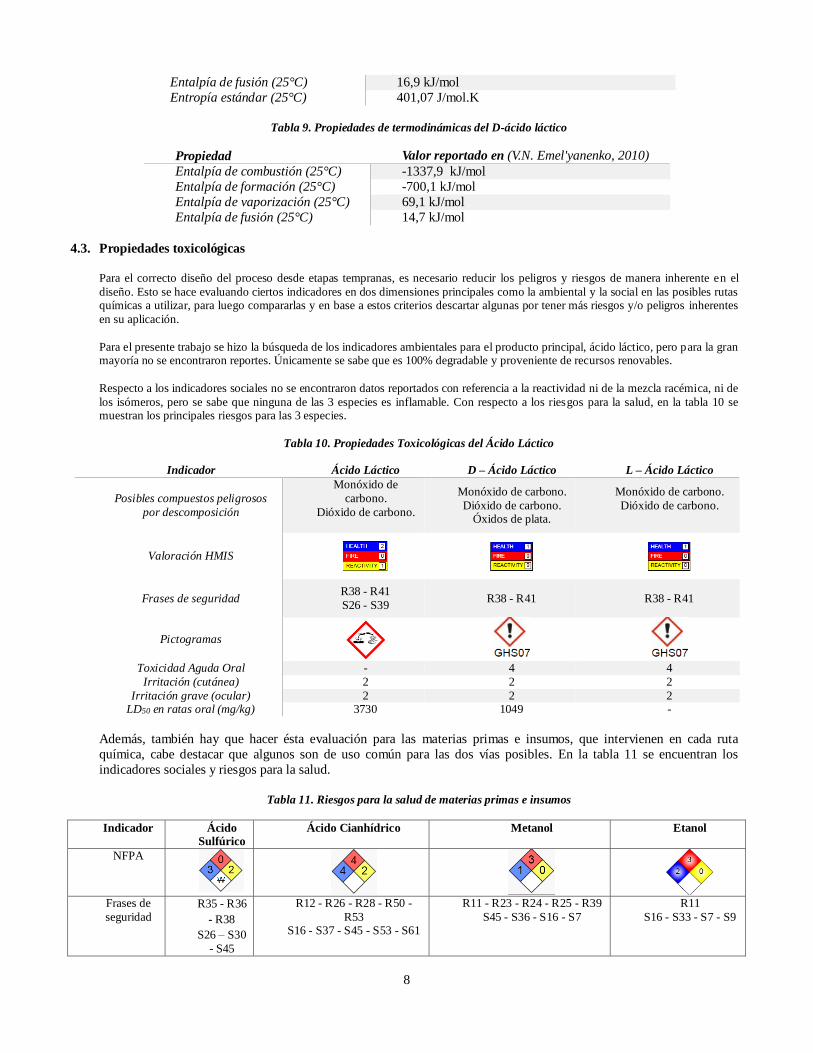
4.3. Propiedades toxicológicas
Para el correcto diseño del proceso desde etapas tempranas, es necesario reducir los peligros y riesgos de manera inherente en el
diseño. Esto se hace evaluando ciertos indicadores en dos dimensiones principales como la ambiental y la social en las posibles rutas químicas a utilizar, para luego compararlas y en base a estos criterios descartar algunas por tener más riesgos y/o peligros inherentes
en su aplicación.
Para el presente trabajo se hizo la búsqueda de los indicadores ambientales para el producto principal, ácido láctico, pero para la gran mayoría no se encontraron reportes. Únicamente se sabe que es 100% degradable y proveniente de recursos renovables.
Respecto a los indicadores sociales no se encontraron datos reportados con referencia a la reactividad ni de la mezcla racémica, ni de
los isómeros, pero se sabe que ninguna de las 3 especies es inflamable. Con respecto a los riesgos para la salud, en la tabla 10 se muestran los principales riesgos para las 3 especies.
Tabla 10. Propiedades Toxicológicas del Ácido Láctico
Indicador Ácido Láctico D – Ácido Láctico L – Ácido Láctico
Posibles compuestos peligrosos
por descomposición
Monóxido de
carbono.
Dióxido de carbono.
Monóxido de carbono.
Dióxido de carbono. Óxidos de plata.
Monóxido de carbono.
Dióxido de carbono.
Valoración HMIS
Frases de seguridad R38 - R41
S26 - S39 R38 - R41 R38 - R41
Pictogramas
Toxicidad Aguda Oral - 4 4
Irritación (cutánea) 2 2 2
Irritación grave (ocular) 2 2 2 LD50 en ratas oral (mg/kg) 3730 1049 -
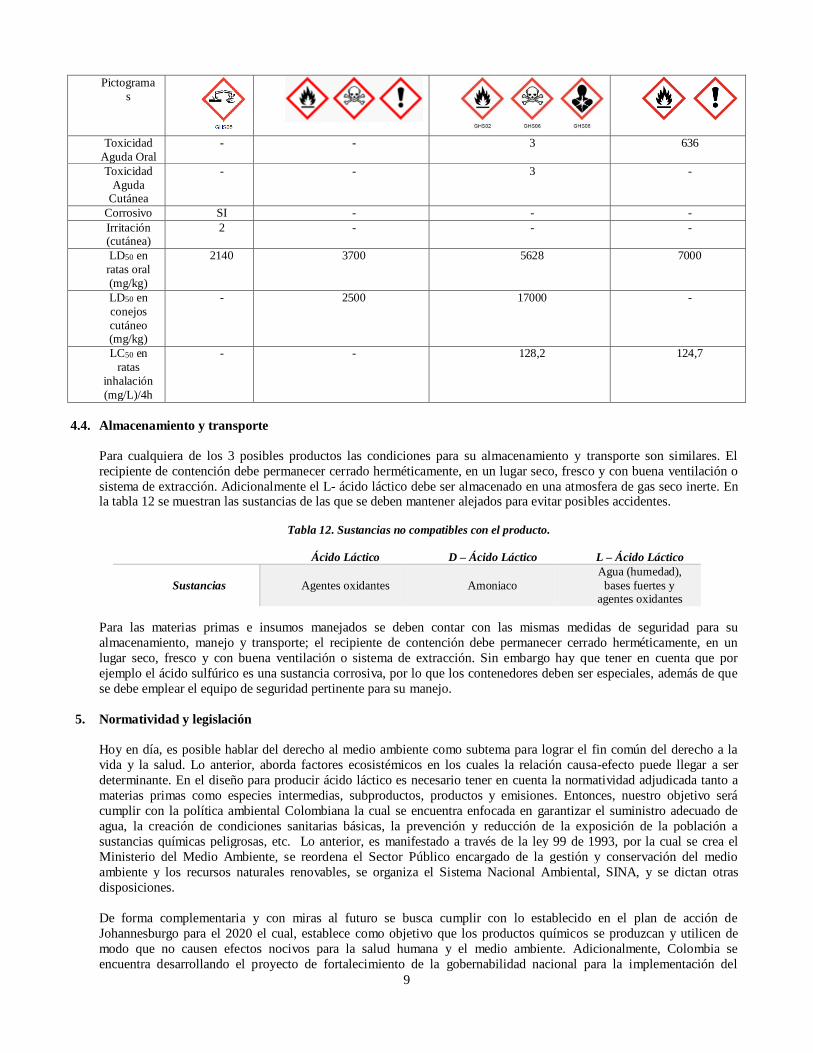
Además, también hay que hacer ésta evaluación para las materias primas e insumos, que intervienen en cada ruta
química, cabe destacar que algunos son de uso común para las dos vías posibles. En la tabla 11 se encuentran los
indicadores sociales y riesgos para la salud.
Tabla 11. Riesgos para la salud de materias primas e insumos
Indicador Ácido
Sulfúrico
Ácido Cianhídrico Metanol Etanol
NFPA
Frases de
seguridad R35 - R36
- R38
S26 – S30
- S45
R12 - R26 - R28 - R50 -
R53 S16 - S37 - S45 - S53 - S61
R11 - R23 - R24 - R25 - R39
S45 - S36 - S16 - S7
R11
S16 - S33 - S7 - S9
9
Pictograma
s
Toxicidad
Aguda Oral
- - 3 636
Toxicidad
Aguda Cutánea
- - 3 -
Corrosivo SI - - -
Irritación (cutánea)
2 - - -
LD50 en
ratas oral
(mg/kg)
2140 3700 5628 7000
LD50 en
conejos
cutáneo (mg/kg)
- 2500 17000 -
LC50 en
ratas
inhalación
(mg/L)/4h
- - 128,2 124,7
4.4. Almacenamiento y transporte
Para cualquiera de los 3 posibles productos las condiciones para su almacenamiento y transporte son similares. El
recipiente de contención debe permanecer cerrado herméticamente, en un lugar seco, fresco y con buena ventilación o
sistema de extracción. Adicionalmente el L- ácido láctico debe ser almacenado en una atmosfera de gas seco inerte. En la tabla 12 se muestran las sustancias de las que se deben mantener alejados para evitar posibles accidentes.
Tabla 12. Sustancias no compatibles con el producto.
Ácido Láctico D – Ácido Láctico L – Ácido Láctico
Sustancias Agentes oxidantes Amoniaco
Agua (humedad),
bases fuertes y agentes oxidantes
Para las materias primas e insumos manejados se deben contar con las mismas medidas de seguridad para su
almacenamiento, manejo y transporte; el recipiente de contención debe permanecer cerrado herméticamente, en un
lugar seco, fresco y con buena ventilación o sistema de extracción. Sin embargo hay que tener en cuenta que por
ejemplo el ácido sulfúrico es una sustancia corrosiva, por lo que los contenedores deben ser especiales, además de que
se debe emplear el equipo de seguridad pertinente para su manejo.
5. Normatividad y legislación
Hoy en día, es posible hablar del derecho al medio ambiente como subtema para lograr el fin común del derecho a la
vida y la salud. Lo anterior, aborda factores ecosistémicos en los cuales la relación causa-efecto puede llegar a ser
determinante. En el diseño para producir ácido láctico es necesario tener en cuenta la normatividad adjudicada tanto a
materias primas como especies intermedias, subproductos, productos y emisiones. Entonces, nuestro objetivo será
cumplir con la política ambiental Colombiana la cual se encuentra enfocada en garantizar el suministro adecuado de
agua, la creación de condiciones sanitarias básicas, la prevención y reducción de la exposición de la población a
sustancias químicas peligrosas, etc. Lo anterior, es manifestado a través de la ley 99 de 1993, por la cual se crea el
Ministerio del Medio Ambiente, se reordena el Sector Público encargado de la gestión y conservación del medio
ambiente y los recursos naturales renovables, se organiza el Sistema Nacional Ambiental, SINA, y se dictan otras
disposiciones.
De forma complementaria y con miras al futuro se busca cumplir con lo establecido en el plan de acción de
Johannesburgo para el 2020 el cual, establece como objetivo que los productos químicos se produzcan y utilicen de
modo que no causen efectos nocivos para la salud humana y el medio ambiente. Adicionalmente, Colombia se
encuentra desarrollando el proyecto de fortalecimiento de la gobernabilidad nacional para la implementación del
10
SAICM (The Strategic Approach to International Chemicals Management), por lo tanto, en apoyo a esta iniciativa, se
suma a nuestros objetivos de proceso sostenible, establecer la reducción del riesgo, aumentar el conocimiento e
información y generar cierta cooperación técnica.
Pasando a la resolución 0909 de 2008, referente a las normas y estándares de emisión admisibles de contaminantes a la
atmósfera por fuentes fijas, se establecen disposiciones legales en actividades industriales y otros equipos, siendo de
nuestro interés el primer ítem. En cuanto los estándares de emisión admisibles de contaminantes al aire en condiciones
normales de temperatura y presión se presenta normatividad de las siguientes sustancias: material particulado, dióxido
de azufre, óxidos de nitrógeno, compuestos de flúor inorgánico, compuestos de cloro inorgánico, hidrocarburos totales,
dioxinas y furanos, neblina acida o trióxido de azufre expresado como H2SO4, plomo, cadmio y cobre. De las sustancias
anteriores es de especial atención el ácido sulfúrico, sustancia que interviene tanto en el proceso de obtención de ácido
láctico por síntesis química como por vía biotecnológica, igualmente y con una posterior evaluación profunda del
proceso para posibles residuos de sustancias intermedias y subproductos será necesario tener en cuenta los demás
contaminantes. Así mismo, es necesario aclarar la distinción como actividad industrial nueva.
Por otro lado, será necesario evaluar el punto de descarga de las emisiones, para ello nos basamos en el Capítulo XVII
Artículo 69 y 70 de la resolución anteriormente nombrada, donde se obliga a la construcción de ductos o chimeneas con
altura específica, establecida por el protocolo para el control y vigilancia de la contaminación atmosférica generada por fuentes fijas, que permita la dispersión de los contaminantes en el aire. De igual forma, las emisiones deben poseer un
sistema de control y su respectivo plan de contingencia.
En cuanto los residuos y desechos peligrosos, se adopta la ley 1252 de 2008 responsabilizándonos como generadores y
respondiendo a las respectivas obligaciones de caracterización conforme con lo establecido en el RAS (Resolución
1060 de 2000): información a personas naturales o jurídicas que intervengan en el proceso de disposición, formulación
e implementación de planes de gestión integral y contingencia, envasado y empacado, hojas de seguridad, capacitación
al personal que interviene en el proceso de disposición y del pertinente registro ante autoridades ambientales.
Ahora y en complemento con el decreto 4741 de 2005 es necesario establecer que “la mezcla de un residuo o desecho
peligroso con uno que no lo es, le confiere a este último características de peligrosidad y debe ser manejado como
residuo o desecho peligroso” (Ministerio de Ambiente, 2005). Entonces, es necesario definir si un residuo generado es
peligroso o no, para lo cual nos remitimos a los Anexos del decreto presente, allí la clasificación se realiza de acuerdo
con el Convenio de Basilea, sin embargo, la naturaleza de nuestro producto como fuente no se encuentra establecido
por lo cual no es posible su clasificación.
Por último, es necesario referirnos a los posibles vertimientos generados. Es entonces necesario tener en cuenta el decreto 3930 de 2010, en cuanto el Capítulo VI Artículo 24 referente a las prohibiciones y el Artículo 28 referente a las
normas de vertimiento, donde se especifican los límites máximos permisibles de los vertimientos a las aguas
superficiales, marinas, alcantarillado público y suelo. Por otra parte, el Capítulo VII obliga al generador a obtener los
respectivos permisos de vertimiento, así como el plan de gestión del riesgo para el manejo de estos mismos en
situaciones que impidan su tratamiento. Del mismo modo, el decreto anteriormente nombrado se complementa a través
del decreto 1594 de 1984, el cual responde a las normas que debe cumplir todo vertimiento y las concentraciones para
el control de la carga. Allí se presentan referencias como pH, temperatura, materiales flotantes, grasas y aceites, etc.
Adicionalmente, es necesario aclarar que dicha normatividad hace diferencia en usuarios nuevos y existentes, siendo
nuestro caso el primero y por consecuencia más rígido.
Enfocándonos en otro aspecto, es necesario tener en cuenta la resolución 0001 de 2015 del Consejo Nacional de
Estupefacientes por el cual se unifica y actualiza la normatividad sobre el control de sustancias y productos químicos.
La anterior a través del Artículo 4 enuncia las sustancias y productos químicos controlados, dentro de los cuales cabe
resaltar el ácido sulfúrico y metanol, siendo el primero controlado en cualquier cantidad y el segundo en cantidades
superiores a 5kg o en su defecto 5 litros. Entonces, en el diseño es necesario tener en cuenta las obligaciones que nos
competen como sujetos de control: hacer uso adecuado de las sustancias, realizar el registro detallado de los
movimientos de las sustancias, implementar metodologías de medición de pérdida y ganancias, mantener la infraestructura física y las medidas de seguridad industrial, etc.
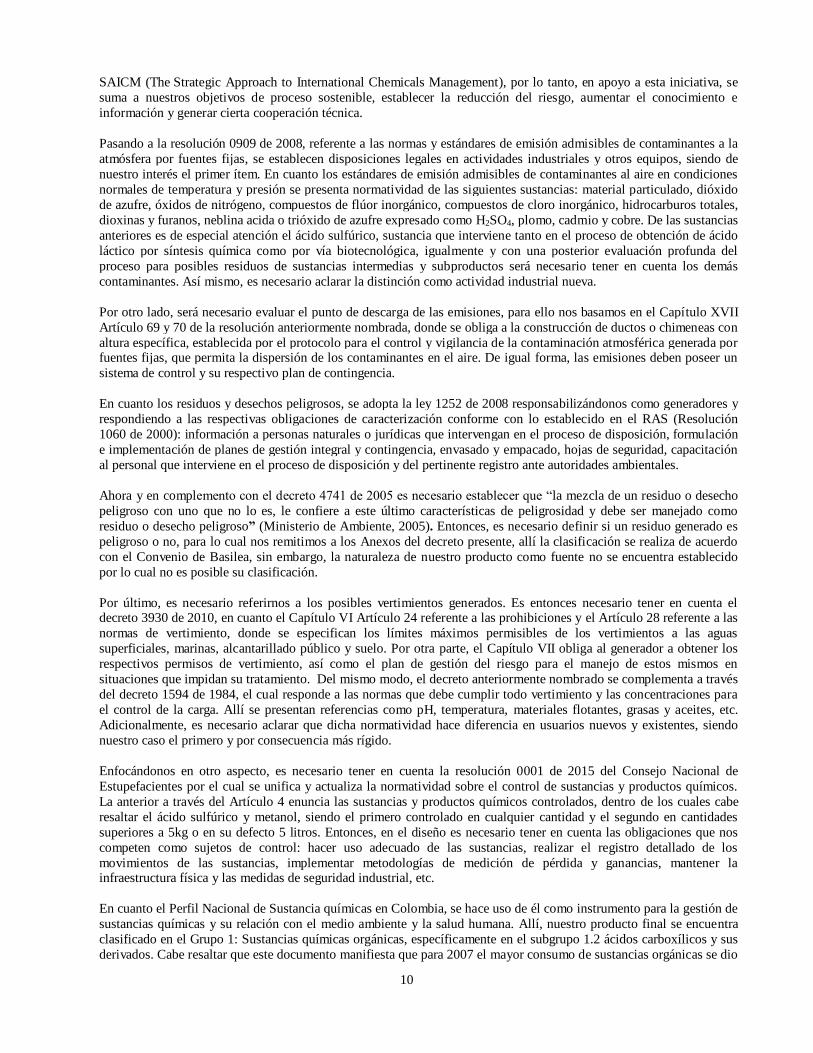
En cuanto el Perfil Nacional de Sustancia químicas en Colombia, se hace uso de él como instrumento para la gestión de
sustancias químicas y su relación con el medio ambiente y la salud humana. Allí, nuestro producto final se encuentra
clasificado en el Grupo 1: Sustancias químicas orgánicas, específicamente en el subgrupo 1.2 ácidos carboxílicos y sus
derivados. Cabe resaltar que este documento manifiesta que para 2007 el mayor consumo de sustancias orgánicas se dio
11
en la industria del plástico lo cual se relaciona directamente con la problemática ambiental en el ciclo de vida de los
productos (Sostenible, 2012).
Figura 4. Reglamentación en las etapas del ciclo de vida para cada grupo del Perfil Nacional de Sustancias químicas en
Colombia. Fuente: Perfil Nacional de Sustancias químicas en Colombia, 2012.
En la Figura 4 se puede apreciar que tanto en importación, producción como distribución y mercadeo la regulación
Colombiana es de tipo específica y referida únicamente a sustancias contempladas en convenios o tratados
internacionales, los cuales, después de la pertinente investigación se encuentra que ninguna de las especies que
intervienen en el proceso se encuentra relacionada. Finalmente, el perfil nacional de sustancias químicas nos recuerda
que, en cuanto transporte de sustancias corrosivas, como es el caso del ácido láctico, es necesario seguir la norma NTC
3971.
5.1. Ácido láctico autorizado para PLA en empaquetamiento
El objetivo final de diseñar un proceso para la producción de ácido láctico se estableció, como fue mencionado, para
reemplazar el PET, este polímero sintético tiene su uso principal en packaging de bebidas y textiles, por lo tanto, nuestro enfoque de producto terminado (PLA) debe ser el mismo. La función del empaquetamiento es, por supuesto,
proteger el producto de la contaminación externa, la gran cantidad de plástico utilizado con este fin en los últimos años
ha causado un creciente sinnúmero de normas, de las cuales su armonización global ha sido imposible incluso tras
múltiples intentos. Dicha normatividad se encuentra asociada al hecho en que materiales plásticos en contacto con
productos alimenticios generan cierta probabilidad de transferir sustancias toxicas al alimento generando un riesgo para
el consumidor. Entonces, es necesario establecer ciertos márgenes en cuanto a los límites máximos de migración global
del envase al alimento, así como las condiciones en las que rigen.
En primer lugar, la legislación europea genera la Directiva 2002/72/CE relativa a los materiales y objetos plásticos
destinados a entrar en contacto con productos alimenticios, allí, en la sección A se considera el ácido láctico en la lista
de monómeros y otras sustancias de partida autorizadas y aditivos, cabe destacar que se relaciona sin restricciones y/o
especificaciones.
En segundo lugar, encontramos la normatividad correspondiente a los países Argentina, Brasil, Paraguay y Uruguay
pertenecientes a la MERCOSUR, donde el reglamento técnico sobre aditivos alimentarios autorizados para ser
utilizados según las buenas prácticas de fabricación (BPF), enuncia el ácido láctico en la Tabla I. donde las sustancias
relacionadas tienen Ingesta Diaria Aceptada (IDA) no especificada o no limitada. El uso de estos aditivos en los
alimentos está autorizado con límite quantum satis (q.s.), o sea, cantidad suficiente para obtener el efecto tecnológico deseado, siempre que no alteren la identidad y la genuinidad del alimento. De igual forma, cabe destacar que nuestro
producto se encuentra presente en la lista de permisibilidad para las subcategorías de alimentos relativas a harinas de
trigo, pastas alimenticias y panes elaborados exclusivamente con harina de trigo, agua, leudante y sal, con lo cual se
12
genera valor agregado en la aplicación en estos sectores industriales. La legislación presentada anteriormente es de gran
importancia para nuestro país ya que se encuentra como estado asociado en la MERCOSUR.
Para finalizar, hacemos referencia a la regulación de la FDA (Food Drug Administration), que mediante CFR 184.1061
Subcapítulo B – Alimentos para consumo humano, aprueba PLA como polímero seguro (GRAS Generally Recognized
as Safe) y se enuncia su uso en numerosos dispositivos quirúrgicos reabsorbibles tales como suturas, ligaduras y mallas,
finalmente la única restricción en la regulación consiste en que el ácido láctico no se debe añadir como un agente de
acidificación de productos preparados para lactantes.
6. Estudio de mercado
6.1. Mercado mundial
Históricamente el uso del ácido láctico ha incrementado como intermediario en procesos químicos específicos y de
aplicabilidad en sectores alimenticios, farmacéuticos y biotecnológicos a tal punto que puede ser catalogado como
commodity en la actualidad con una tendencia clara al incremento de su uso.
Según Y.-J. WEE et al., la producción mundial de ácido láctico para el año 2006 era entre 130 000 y 150 000 toneladas por año (Wee & Jin-Nam Kim, 2006) con un precio reportado por la ICIS Chemical Business dependiente de las
diferentes especificaciones para el ácido láctico de acuerdo a su aplicación y concentración como se puede observar en
la Tabla 13. Para el uso específico de ácido láctico como materia prima para la producción de PLA su precio es de
1587-1808 US$/Ton a una concentración del 88% (ICIS Chemical Business, 2006).
Tabla 13. Precio del ácido láctico según su uso para el año 2006. (ICIS Chemical Business, 2006)
Sustancia
química
Descripción Peso Precio, US$
Ácido Láctico Calidad alimentaria
88%
Tonelada 1543 –1764
Ácido Láctico Calidad alimentaria
50%
Tonelada 1378
Ácido Láctico Calidad
tecnológica 88%
Tonelada 1587–1808
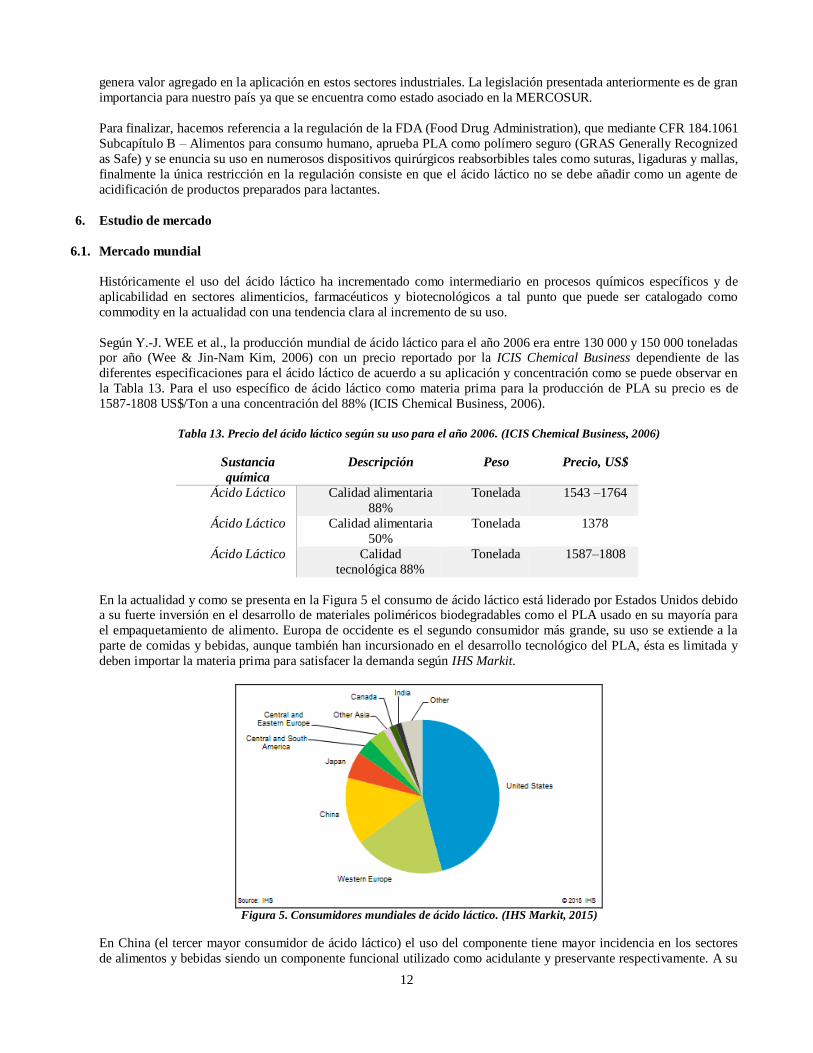
En la actualidad y como se presenta en la Figura 5 el consumo de ácido láctico está liderado por Estados Unidos debido a su fuerte inversión en el desarrollo de materiales poliméricos biodegradables como el PLA usado en su mayoría para
el empaquetamiento de alimento. Europa de occidente es el segundo consumidor más grande, su uso se extiende a la
parte de comidas y bebidas, aunque también han incursionado en el desarrollo tecnológico del PLA, ésta es limitada y
deben importar la materia prima para satisfacer la demanda según IHS Markit.
Figura 5. Consumidores mundiales de ácido láctico. (IHS Markit, 2015)
En China (el tercer mayor consumidor de ácido láctico) el uso del componente tiene mayor incidencia en los sectores
de alimentos y bebidas siendo un componente funcional utilizado como acidulante y preservante respectivamente. A su
13
vez, China es uno de los más grandes exportadores de PLA del mundo. Se prevé que el consumo de ácido láctico
incremente significativamente, con una tasa de más del 6% anual desde el 2015 al 2020. (IHS Markit, 2015)
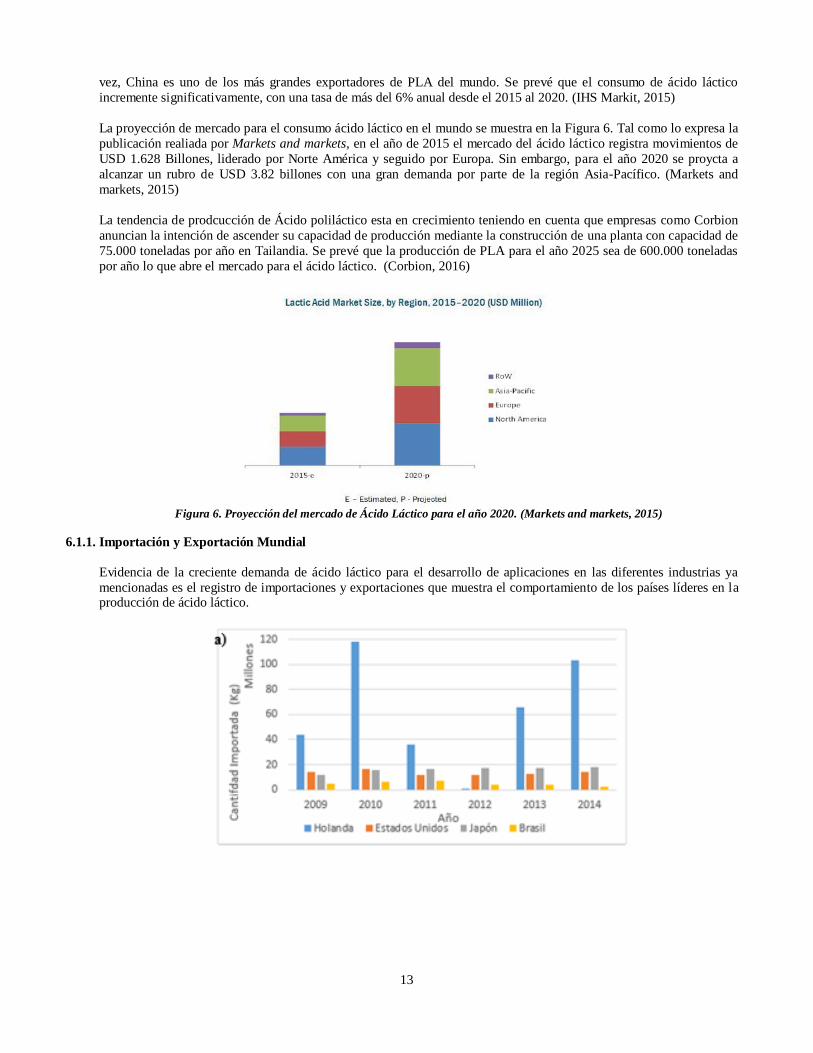
La proyección de mercado para el consumo ácido láctico en el mundo se muestra en la Figura 6. Tal como lo expresa la
publicación realiada por Markets and markets, en el año de 2015 el mercado del ácido láctico registra movimientos de
USD 1.628 Billones, liderado por Norte América y seguido por Europa. Sin embargo, para el año 2020 se proycta a
alcanzar un rubro de USD 3.82 billones con una gran demanda por parte de la región Asia-Pacífico. (Markets and
markets, 2015)
La tendencia de prodcucción de Ácido poliláctico esta en crecimiento teniendo en cuenta que empresas como Corbion
anuncian la intención de ascender su capacidad de producción mediante la construcción de una planta con capacidad de
75.000 toneladas por año en Tailandia. Se prevé que la producción de PLA para el año 2025 sea de 600.000 toneladas
por año lo que abre el mercado para el ácido láctico. (Corbion, 2016)
Figura 6. Proyección del mercado de Ácido Láctico para el año 2020. (Markets and markets, 2015)
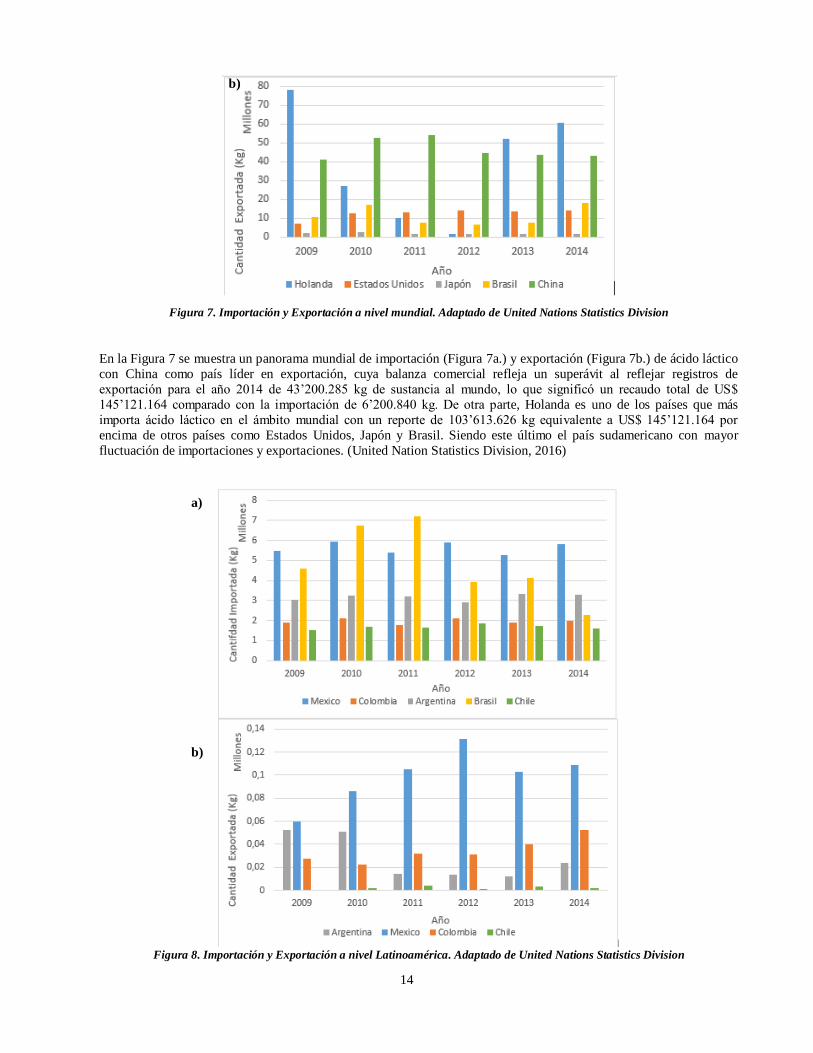
6.1.1. Importación y Exportación Mundial
Evidencia de la creciente demanda de ácido láctico para el desarrollo de aplicaciones en las diferentes industrias ya
mencionadas es el registro de importaciones y exportaciones que muestra el comportamiento de los países líderes en la producción de ácido láctico.
14
Figura 7. Importación y Exportación a nivel mundial. Adaptado de United Nations Statistics Division
En la Figura 7 se muestra un panorama mundial de importación (Figura 7a.) y exportación (Figura 7b.) de ácido láctico
con China como país líder en exportación, cuya balanza comercial refleja un superávit al reflejar registros de
exportación para el año 2014 de 43’200.285 kg de sustancia al mundo, lo que significó un recaudo total de US$
145’121.164 comparado con la importación de 6’200.840 kg. De otra parte, Holanda es uno de los países que más
importa ácido láctico en el ámbito mundial con un reporte de 103’613.626 kg equivalente a US$ 145’121.164 por
encima de otros países como Estados Unidos, Japón y Brasil. Siendo este último el país sudamericano con mayor
fluctuación de importaciones y exportaciones. (United Nation Statistics Division, 2016)
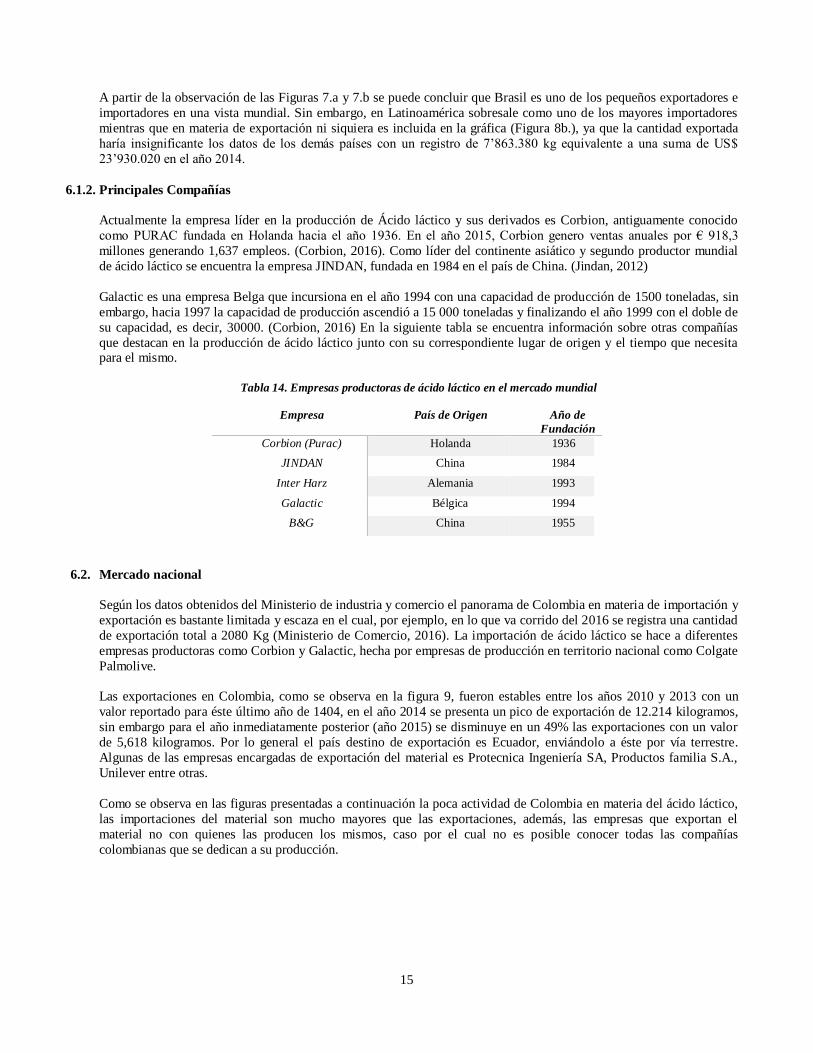
Figura 8. Importación y Exportación a nivel Latinoamérica. Adaptado de United Nations Statistics Division
b)
a)
b)
15
A partir de la observación de las Figuras 7.a y 7.b se puede concluir que Brasil es uno de los pequeños exportadores e
importadores en una vista mundial. Sin embargo, en Latinoamérica sobresale como uno de los mayores importadores
mientras que en materia de exportación ni siquiera es incluida en la gráfica (Figura 8b.), ya que la cantidad exportada
haría insignificante los datos de los demás países con un registro de 7’863.380 kg equivalente a una suma de US$
23’930.020 en el año 2014.
6.1.2. Principales Compañías
Actualmente la empresa líder en la producción de Ácido láctico y sus derivados es Corbion, antiguamente conocido
como PURAC fundada en Holanda hacia el año 1936. En el año 2015, Corbion genero ventas anuales por € 918,3
millones generando 1,637 empleos. (Corbion, 2016). Como líder del continente asiático y segundo productor mundial
de ácido láctico se encuentra la empresa JINDAN, fundada en 1984 en el país de China. (Jindan, 2012)
Galactic es una empresa Belga que incursiona en el año 1994 con una capacidad de producción de 1500 toneladas, sin
embargo, hacia 1997 la capacidad de producción ascendió a 15 000 toneladas y finalizando el año 1999 con el doble de
su capacidad, es decir, 30000. (Corbion, 2016) En la siguiente tabla se encuentra información sobre otras compañías
que destacan en la producción de ácido láctico junto con su correspondiente lugar de origen y el tiempo que necesita para el mismo.
Tabla 14. Empresas productoras de ácido láctico en el mercado mundial
Empresa País de Origen Año de
Fundación
Corbion (Purac) Holanda 1936
JINDAN China 1984
Inter Harz Alemania 1993
Galactic Bélgica 1994
B&G China 1955
6.2. Mercado nacional
Según los datos obtenidos del Ministerio de industria y comercio el panorama de Colombia en materia de importación y
exportación es bastante limitada y escaza en el cual, por ejemplo, en lo que va corrido del 2016 se registra una cantidad
de exportación total a 2080 Kg (Ministerio de Comercio, 2016). La importación de ácido láctico se hace a diferentes
empresas productoras como Corbion y Galactic, hecha por empresas de producción en territorio nacional como Colgate
Palmolive.
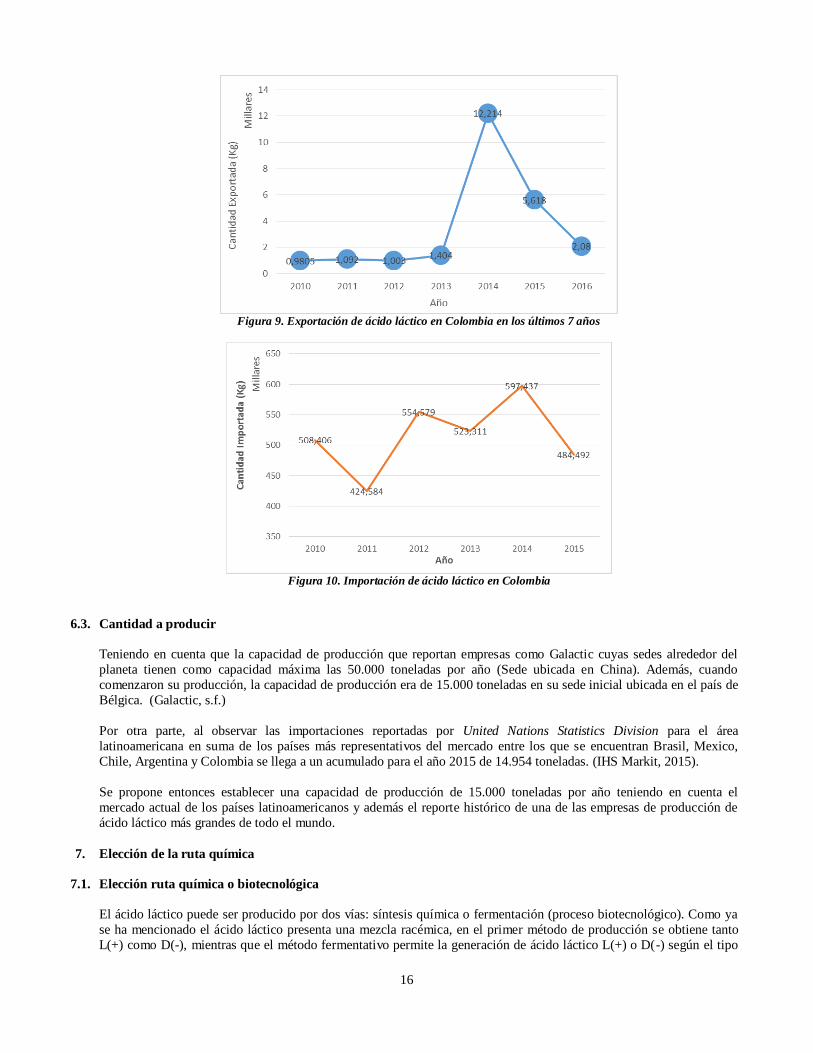
Las exportaciones en Colombia, como se observa en la figura 9, fueron estables entre los años 2010 y 2013 con un
valor reportado para éste último año de 1404, en el año 2014 se presenta un pico de exportación de 12.214 kilogramos,
sin embargo para el año inmediatamente posterior (año 2015) se disminuye en un 49% las exportaciones con un valor
de 5,618 kilogramos. Por lo general el país destino de exportación es Ecuador, enviándolo a éste por vía terrestre.
Algunas de las empresas encargadas de exportación del material es Protecnica Ingeniería SA, Productos familia S.A.,
Unilever entre otras.
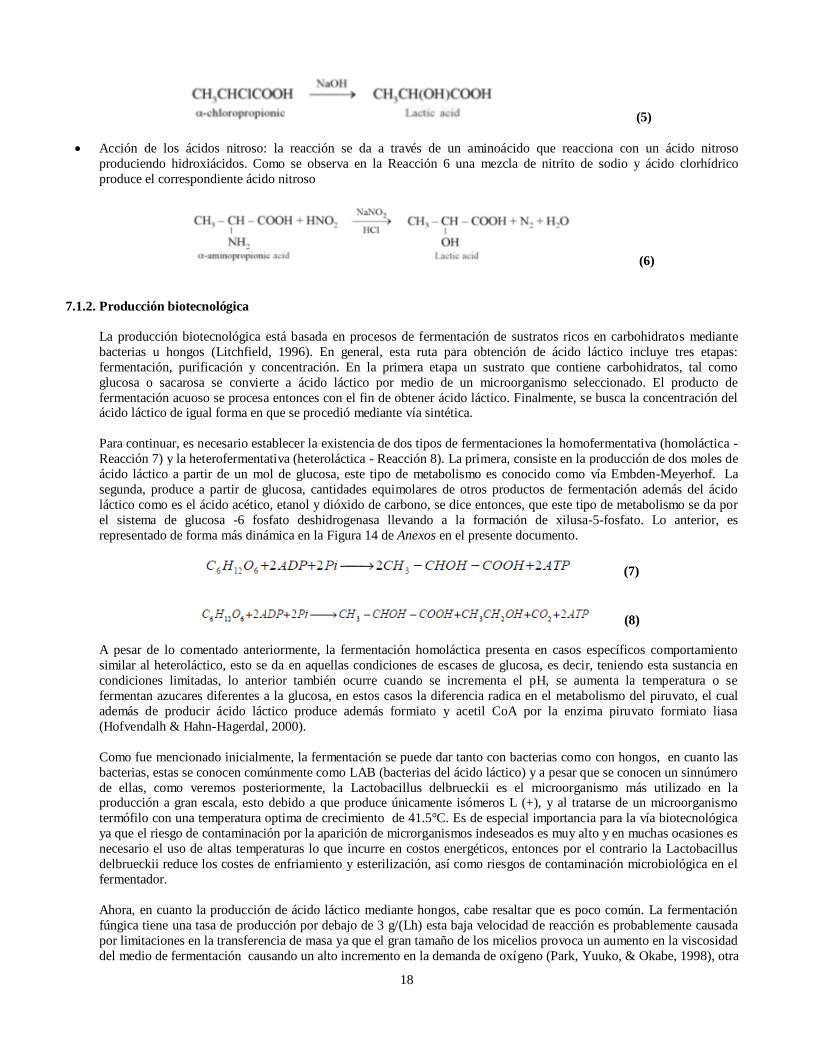
Como se observa en las figuras presentadas a continuación la poca actividad de Colombia en materia del ácido láctico,
las importaciones del material son mucho mayores que las exportaciones, además, las empresas que exportan el
material no con quienes las producen los mismos, caso por el cual no es posible conocer todas las compañías
colombianas que se dedican a su producción.
16
Figura 9. Exportación de ácido láctico en Colombia en los últimos 7 años
Figura 10. Importación de ácido láctico en Colombia
6.3. Cantidad a producir
Teniendo en cuenta que la capacidad de producción que reportan empresas como Galactic cuyas sedes alrededor del
planeta tienen como capacidad máxima las 50.000 toneladas por año (Sede ubicada en China). Además, cuando
comenzaron su producción, la capacidad de producción era de 15.000 toneladas en su sede inicial ubicada en el país de
Bélgica. (Galactic, s.f.)
Por otra parte, al observar las importaciones reportadas por United Nations Statistics Division para el área
latinoamericana en suma de los países más representativos del mercado entre los que se encuentran Brasil, Mexico,
Chile, Argentina y Colombia se llega a un acumulado para el año 2015 de 14.954 toneladas. (IHS Markit, 2015).
Se propone entonces establecer una capacidad de producción de 15.000 toneladas por año teniendo en cuenta el
mercado actual de los países latinoamericanos y además el reporte histórico de una de las empresas de producción de
ácido láctico más grandes de todo el mundo.
7. Elección de la ruta química
7.1. Elección ruta química o biotecnológica
El ácido láctico puede ser producido por dos vías: síntesis química o fermentación (proceso biotecnológico). Como ya
se ha mencionado el ácido láctico presenta una mezcla racémica, en el primer método de producción se obtiene tanto
L(+) como D(-), mientras que el método fermentativo permite la generación de ácido láctico L(+) o D(-) según el tipo

17
de microorganismo utilizado. A continuación se presentan algunas otras generalidades de ambas rutas lo cual nos
permitió establecer inicialmente ventajas y desventajas que presenta cada uno de ellos.
7.1.1. Síntesis química
La reacción de síntesis del ácido láctico fue descubierta en 1863 por Wislicenus, quien preparo lactonitrilo a partir de
acetaldehído y cianuro de hidrogeno y lo hidrolizo a ácido láctico, este procedimiento se conoce en química orgánica
como hidrolisis de cianohidrinas y se encuentra representado en las reacciones (1) y (2). Cabe destacar que la hidrolisis
se lleva a cabo de forma acida, empleando generalmente ácido sulfúrico o clorhídrico, con el primero se obtiene como
subproducto el sulfato de amonio.
Hoy en día, se emplean las mismas reacciones en el proceso industrial, adicionalmente se incluyen etapas de
purificación mediante esterificación con alcohol metílico (metanol) y produciendo lactato de metilo (reacción 3) el cual
a su vez se purifica por evaporación o destilación. Este último, se hidroliza nuevamente con un catalizador acido fuerte
para producir finalmente un ácido láctico semirrefinado (reacción 4).
(1)
(2)
(3)
(4)
Cabe destacar que el método de síntesis química se emplea principalmente en Estados Unidos y Japón, mientras que el
proceso biotecnológico tiene grandes aplicaciones en el continente europeo.
Por otra parte, se hace necesario establecer ciertas generalidades acerca del reactivo principal: el acetaldehído. Esta
sustancia suele encontrarse en muy bajas concentraciones en todas las frutas maduras que antes de la maduración
tienen un sabor acre, sin embargo, industrialmente es obtenido a partir de materias primas de origen petroquímico por
alguno de los siguientes procesos: oxidación o deshidrogenación de etanol, adición de agua a acetileno, oxidación
parcial de hidrocarburos y oxidación directa de etileno. Este último proceso es de uso común y es denominado proceso
Wacker-Hoechst.
Normalmente, la síntesis química requiere de caros y complejos procedimientos de obtención y separación para lograr
la pureza deseada del producto final, así como costos significativos asociados con la disposición de los desechos (Yin,
Nishina, Kosakai, Yahiro, & Pakr, 1997). Como aspecto positivo, se destaca el desarrollo de la primera reacción en
condiciones de presión atmosférica y fase liquida, lo cual facilita su manipulación y condiciones de seguridad.
Adicional, se encuentran otras formas de obtención del ácido láctico, las cuales han sido poco estudiadas y su uso no se
desarrolla industrialmente, entre ellas encontramos:
Reacciones debido a átomo halógeno: puede presentarse en medio básico, allí el ácido de halógeno se calienta con una
solución acuosa básica, y así la posición del átomo de halógeno es sustituida por un grupo OH (Reacción 5).
18
(5)
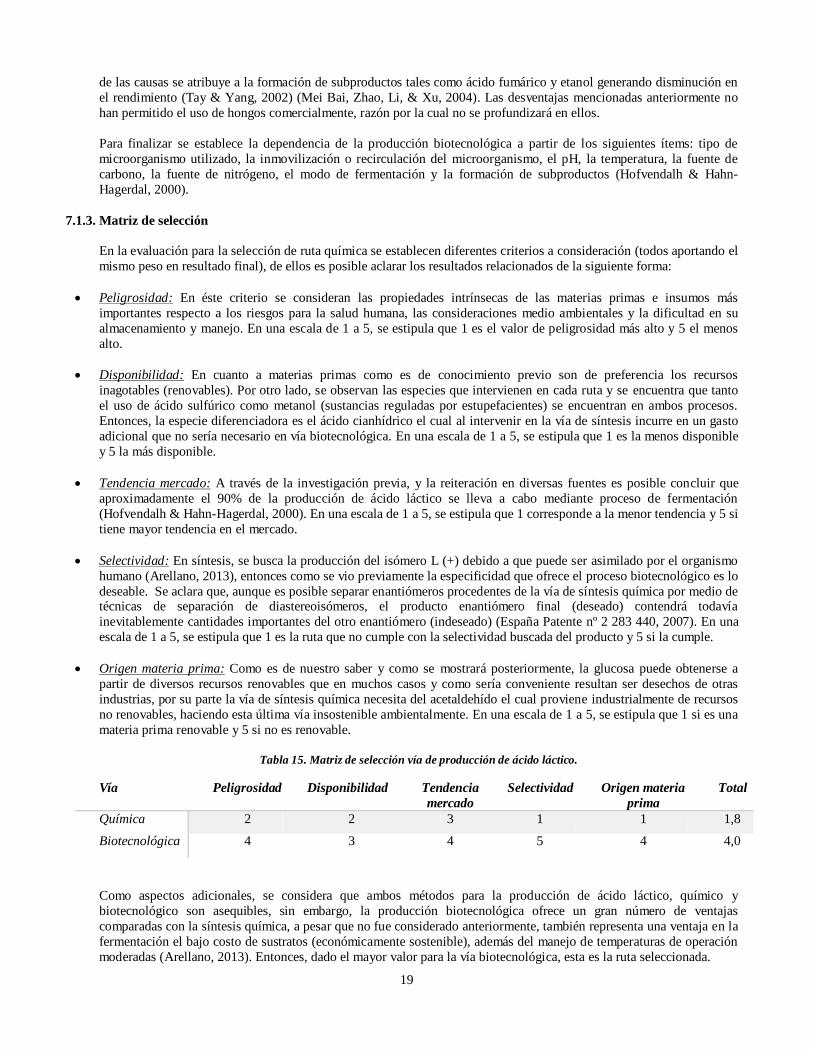
Acción de los ácidos nitroso: la reacción se da a través de un aminoácido que reacciona con un ácido nitroso
produciendo hidroxiácidos. Como se observa en la Reacción 6 una mezcla de nitrito de sodio y ácido clorhídrico
produce el correspondiente ácido nitroso
(6)
7.1.2. Producción biotecnológica
La producción biotecnológica está basada en procesos de fermentación de sustratos ricos en carbohidratos mediante
bacterias u hongos (Litchfield, 1996). En general, esta ruta para obtención de ácido láctico incluye tres etapas:
fermentación, purificación y concentración. En la primera etapa un sustrato que contiene carbohidratos, tal como
glucosa o sacarosa se convierte a ácido láctico por medio de un microorganismo seleccionado. El producto de
fermentación acuoso se procesa entonces con el fin de obtener ácido láctico. Finalmente, se busca la concentración del ácido láctico de igual forma en que se procedió mediante vía sintética.
Para continuar, es necesario establecer la existencia de dos tipos de fermentaciones la homofermentativa (homoláctica -
Reacción 7) y la heterofermentativa (heteroláctica - Reacción 8). La primera, consiste en la producción de dos moles de
ácido láctico a partir de un mol de glucosa, este tipo de metabolismo es conocido como vía Embden-Meyerhof. La
segunda, produce a partir de glucosa, cantidades equimolares de otros productos de fermentación además del ácido
láctico como es el ácido acético, etanol y dióxido de carbono, se dice entonces, que este tipo de metabolismo se da por
el sistema de glucosa -6 fosfato deshidrogenasa llevando a la formación de xilusa-5-fosfato. Lo anterior, es
representado de forma más dinámica en la Figura 14 de Anexos en el presente documento.
(7)
(8)
A pesar de lo comentado anteriormente, la fermentación homoláctica presenta en casos específicos comportamiento
similar al heteroláctico, esto se da en aquellas condiciones de escases de glucosa, es decir, teniendo esta sustancia en
condiciones limitadas, lo anterior también ocurre cuando se incrementa el pH, se aumenta la temperatura o se
fermentan azucares diferentes a la glucosa, en estos casos la diferencia radica en el metabolismo del piruvato, el cual
además de producir ácido láctico produce además formiato y acetil CoA por la enzima piruvato formiato liasa
(Hofvendalh & Hahn-Hagerdal, 2000).
Como fue mencionado inicialmente, la fermentación se puede dar tanto con bacterias como con hongos, en cuanto las
bacterias, estas se conocen comúnmente como LAB (bacterias del ácido láctico) y a pesar que se conocen un sinnúmero
de ellas, como veremos posteriormente, la Lactobacillus delbrueckii es el microorganismo más utilizado en la producción a gran escala, esto debido a que produce únicamente isómeros L (+), y al tratarse de un microorganismo
termófilo con una temperatura optima de crecimiento de 41.5°C. Es de especial importancia para la vía biotecnológica
ya que el riesgo de contaminación por la aparición de microrganismos indeseados es muy alto y en muchas ocasiones es
necesario el uso de altas temperaturas lo que incurre en costos energéticos, entonces por el contrario la Lactobacillus
delbrueckii reduce los costes de enfriamiento y esterilización, así como riesgos de contaminación microbiológica en el
fermentador.
Ahora, en cuanto la producción de ácido láctico mediante hongos, cabe resaltar que es poco común. La fermentación
fúngica tiene una tasa de producción por debajo de 3 g/(Lh) esta baja velocidad de reacción es probablemente causada
por limitaciones en la transferencia de masa ya que el gran tamaño de los micelios provoca un aumento en la viscosidad
del medio de fermentación causando un alto incremento en la demanda de oxígeno (Park, Yuuko, & Okabe, 1998), otra
19
de las causas se atribuye a la formación de subproductos tales como ácido fumárico y etanol generando disminución en
el rendimiento (Tay & Yang, 2002) (Mei Bai, Zhao, Li, & Xu, 2004). Las desventajas mencionadas anteriormente no
han permitido el uso de hongos comercialmente, razón por la cual no se profundizará en ellos.
Para finalizar se establece la dependencia de la producción biotecnológica a partir de los siguientes ítems: tipo de
microorganismo utilizado, la inmovilización o recirculación del microorganismo, el pH, la temperatura, la fuente de
carbono, la fuente de nitrógeno, el modo de fermentación y la formación de subproductos (Hofvendalh & Hahn-
Hagerdal, 2000).
7.1.3. Matriz de selección
En la evaluación para la selección de ruta química se establecen diferentes criterios a consideración (todos aportando el
mismo peso en resultado final), de ellos es posible aclarar los resultados relacionados de la siguiente forma:
Peligrosidad: En éste criterio se consideran las propiedades intrínsecas de las materias primas e insumos más
importantes respecto a los riesgos para la salud humana, las consideraciones medio ambientales y la dificultad en su
almacenamiento y manejo. En una escala de 1 a 5, se estipula que 1 es el valor de peligrosidad más alto y 5 el menos
alto.
Disponibilidad: En cuanto a materias primas como es de conocimiento previo son de preferencia los recursos
inagotables (renovables). Por otro lado, se observan las especies que intervienen en cada ruta y se encuentra que tanto
el uso de ácido sulfúrico como metanol (sustancias reguladas por estupefacientes) se encuentran en ambos procesos.
Entonces, la especie diferenciadora es el ácido cianhídrico el cual al intervenir en la vía de síntesis incurre en un gasto
adicional que no sería necesario en vía biotecnológica. En una escala de 1 a 5, se estipula que 1 es la menos disponible
y 5 la más disponible.
Tendencia mercado: A través de la investigación previa, y la reiteración en diversas fuentes es posible concluir que
aproximadamente el 90% de la producción de ácido láctico se lleva a cabo mediante proceso de fermentación
(Hofvendalh & Hahn-Hagerdal, 2000). En una escala de 1 a 5, se estipula que 1 corresponde a la menor tendencia y 5 si
tiene mayor tendencia en el mercado.
Selectividad: En síntesis, se busca la producción del isómero L (+) debido a que puede ser asimilado por el organismo
humano (Arellano, 2013), entonces como se vio previamente la especificidad que ofrece el proceso biotecnológico es lo
deseable. Se aclara que, aunque es posible separar enantiómeros procedentes de la vía de síntesis química por medio de técnicas de separación de diastereoisómeros, el producto enantiómero final (deseado) contendrá todavía
inevitablemente cantidades importantes del otro enantiómero (indeseado) (España Patente nº 2 283 440, 2007). En una
escala de 1 a 5, se estipula que 1 es la ruta que no cumple con la selectividad buscada del producto y 5 si la cumple.
Origen materia prima: Como es de nuestro saber y como se mostrará posteriormente, la glucosa puede obtenerse a
partir de diversos recursos renovables que en muchos casos y como sería conveniente resultan ser desechos de otras
industrias, por su parte la vía de síntesis química necesita del acetaldehído el cual proviene industrialmente de recursos
no renovables, haciendo esta última vía insostenible ambientalmente. En una escala de 1 a 5, se estipula que 1 si es una
materia prima renovable y 5 si no es renovable.
Tabla 15. Matriz de selección vía de producción de ácido láctico.
Vía Peligrosidad Disponibilidad Tendencia
mercado
Selectividad Origen materia
prima
Total
Química 2 2 3 1 1 1,8
Biotecnológica 4 3 4 5 4 4,0
Como aspectos adicionales, se considera que ambos métodos para la producción de ácido láctico, químico y
biotecnológico son asequibles, sin embargo, la producción biotecnológica ofrece un gran número de ventajas
comparadas con la síntesis química, a pesar que no fue considerado anteriormente, también representa una ventaja en la
fermentación el bajo costo de sustratos (económicamente sostenible), además del manejo de temperaturas de operación
moderadas (Arellano, 2013). Entonces, dado el mayor valor para la vía biotecnológica, esta es la ruta seleccionada.
20
7.2. Elección tipo de fermentación
Una vez obtenida la elección anterior, es necesario definir el tipo de fermentación que se llevará a cabo, lo cual nos
ayudara posteriormente a disminuir el número de microorganismos a seleccionar. Como fue descrito anteriormente,
existen dos rutas biotecnológicas, la homofermentativa y la heterofermentativa.
Las ventajas del metabolismo homofermentativo se encuentran claramente estipuladas teniendo en cuenta que el único
producto obtenido finalmente es el ácido láctico, el cual de cualquier modo requiere de los procesos posteriores de
purificación y concentración sin llegar a ser extensos, lo cual si es necesario en el caso de fermentación
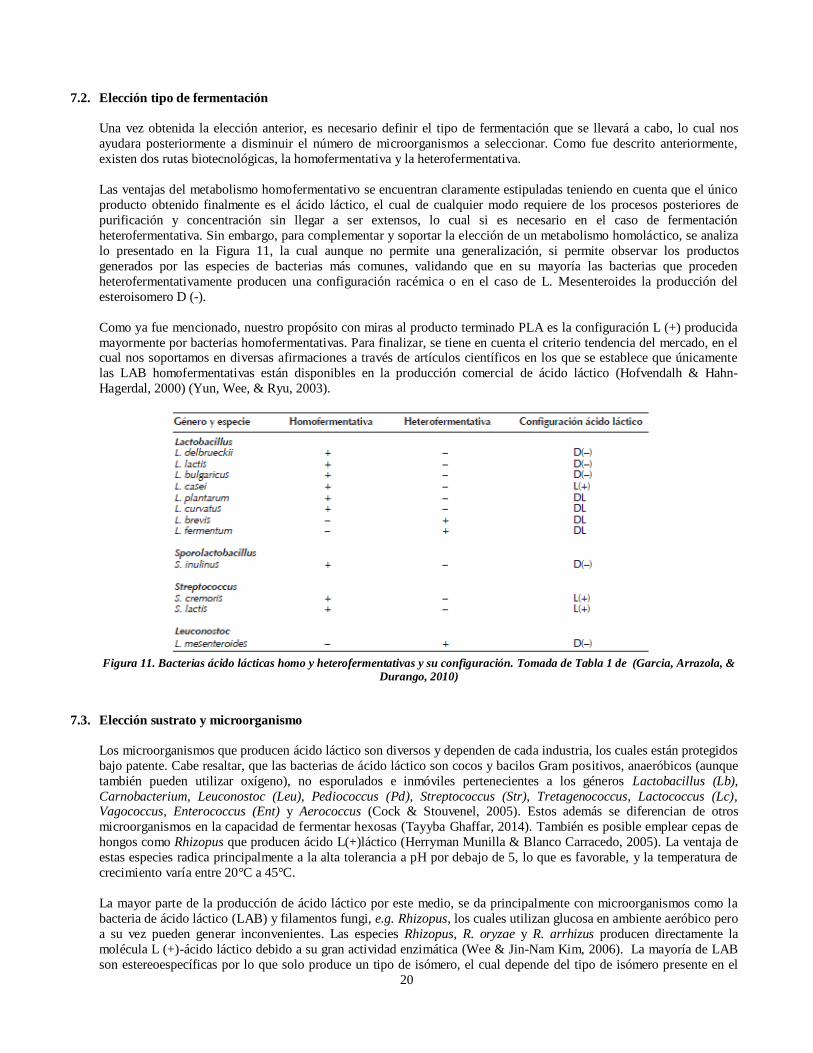
heterofermentativa. Sin embargo, para complementar y soportar la elección de un metabolismo homoláctico, se analiza
lo presentado en la Figura 11, la cual aunque no permite una generalización, si permite observar los productos
generados por las especies de bacterias más comunes, validando que en su mayoría las bacterias que proceden
heterofermentativamente producen una configuración racémica o en el caso de L. Mesenteroides la producción del
esteroisomero D (-).
Como ya fue mencionado, nuestro propósito con miras al producto terminado PLA es la configuración L (+) producida
mayormente por bacterias homofermentativas. Para finalizar, se tiene en cuenta el criterio tendencia del mercado, en el cual nos soportamos en diversas afirmaciones a través de artículos científicos en los que se establece que únicamente
las LAB homofermentativas están disponibles en la producción comercial de ácido láctico (Hofvendalh & Hahn-
Hagerdal, 2000) (Yun, Wee, & Ryu, 2003).
Figura 11. Bacterias ácido lácticas homo y heterofermentativas y su configuración. Tomada de Tabla 1 de (Garcia, Arrazola, &
Durango, 2010)
7.3. Elección sustrato y microorganismo
Los microorganismos que producen ácido láctico son diversos y dependen de cada industria, los cuales están protegidos
bajo patente. Cabe resaltar, que las bacterias de ácido láctico son cocos y bacilos Gram positivos, anaeróbicos (aunque
también pueden utilizar oxígeno), no esporulados e inmóviles pertenecientes a los géneros Lactobacillus (Lb),
Carnobacterium, Leuconostoc (Leu), Pediococcus (Pd), Streptococcus (Str), Tretagenococcus, Lactococcus (Lc), Vagococcus, Enterococcus (Ent) y Aerococcus (Cock & Stouvenel, 2005). Estos además se diferencian de otros
microorganismos en la capacidad de fermentar hexosas (Tayyba Ghaffar, 2014). También es posible emplear cepas de
hongos como Rhizopus que producen ácido L(+)láctico (Herryman Munilla & Blanco Carracedo, 2005). La ventaja de
estas especies radica principalmente a la alta tolerancia a pH por debajo de 5, lo que es favorable, y la temperatura de
crecimiento varía entre 20°C a 45°C.
La mayor parte de la producción de ácido láctico por este medio, se da principalmente con microorganismos como la
bacteria de ácido láctico (LAB) y filamentos fungi, e.g. Rhizopus, los cuales utilizan glucosa en ambiente aeróbico pero
a su vez pueden generar inconvenientes. Las especies Rhizopus, R. oryzae y R. arrhizus producen directamente la
molécula L (+)-ácido láctico debido a su gran actividad enzimática (Wee & Jin-Nam Kim, 2006). La mayoría de LAB
son estereoespecíficas por lo que solo produce un tipo de isómero, el cual depende del tipo de isómero presente en el
21
lactato deshidrogenasa. Principalmente, en el proceso de fabricación biotecnológica se busca que los microorganismos
participes del proceso fermenten rápida y eficientemente los sustratos, que por su parte deben ser económicos, además
se busca una adición mínima de nutrientes nitrogenados para el crecimiento y una alta estereoespecificidad 6, en
condiciones de valores reducidos de pH y elevadas temperaturas, que se produzca muy poca biomasa y que la cantidad
de subproductos sea despreciable (Narayanan, 2004).
En cuanto a las materias primas, debido a que existe una gran variedad de las cuales se obtienen diversos extractos a
fermentar, se considera que las principales características a tener en cuenta al momento de su elección son: un costo
reducido, bajo nivel de contaminantes, alta velocidad de fermentación, gran rendimiento en la producción de ácido
láctico, poca formación de subproductos, posibilidad de ser fermentada sin pre-tratamiento y por supuesto
disponibilidad en el mercado (Tayyba Ghaffar, 2014).
Los sustratos más comúnmente utilizados son los que contienen gran cantidad de carbohidratos necesarios para el
proceso, como lo son la sacarosa y la dextrosa. Otros posibles sustratos son materiales celulósicos y licores sulfíticos,
aunque este último precisa de un pre-tratamiento que es poco deseado (Herryman Munilla & Blanco Carracedo, 2005).
Además de lo anterior, existen tecnologías actuales en las que la recuperación y purificación son necesarias luego de la
fermentación debido a las impurezas de los carbohidratos base, pero esto lo hace costoso.
El desarrollo de procesos competitivos se da principalmente con la búsqueda de materias primas de bajo costo, los
cuales son en su mayoría clasificados en dos grupos: los monosacáridos y disacáridos, y los sustratos poliméricos. Los
primeros son azucares que se encuentran en general en cualquier fuente de carbohidratos, donde las fuentes de carbono
se incluyen en la industria alimentaria, como lo es la melaza y el suero de leche (Tayyba Ghaffar, 2014). El segundo
por su parte es un grupo de sustratos que contienen un gran número de polisacáridos que no pueden ser asimilados
directamente por los microorganismos, por lo que requieren de una etapa primaria de hidrolisis. Otra de estas fuentes
son la biomasa lignocelulósica compuesta principalmente de celulosa, hemicelulosa y lignina, de las cuales es posible
generar soluciones azucaradas para la producción de ácido láctico pero con las que se necesitan etapas como: a)
pretratamiento para romper la estructura lignocelulosa, b) hidrolisis enzimática para la fermentación en azucares, c)
fermentación de azúcar a partir de LAB y d) separación y purificación.
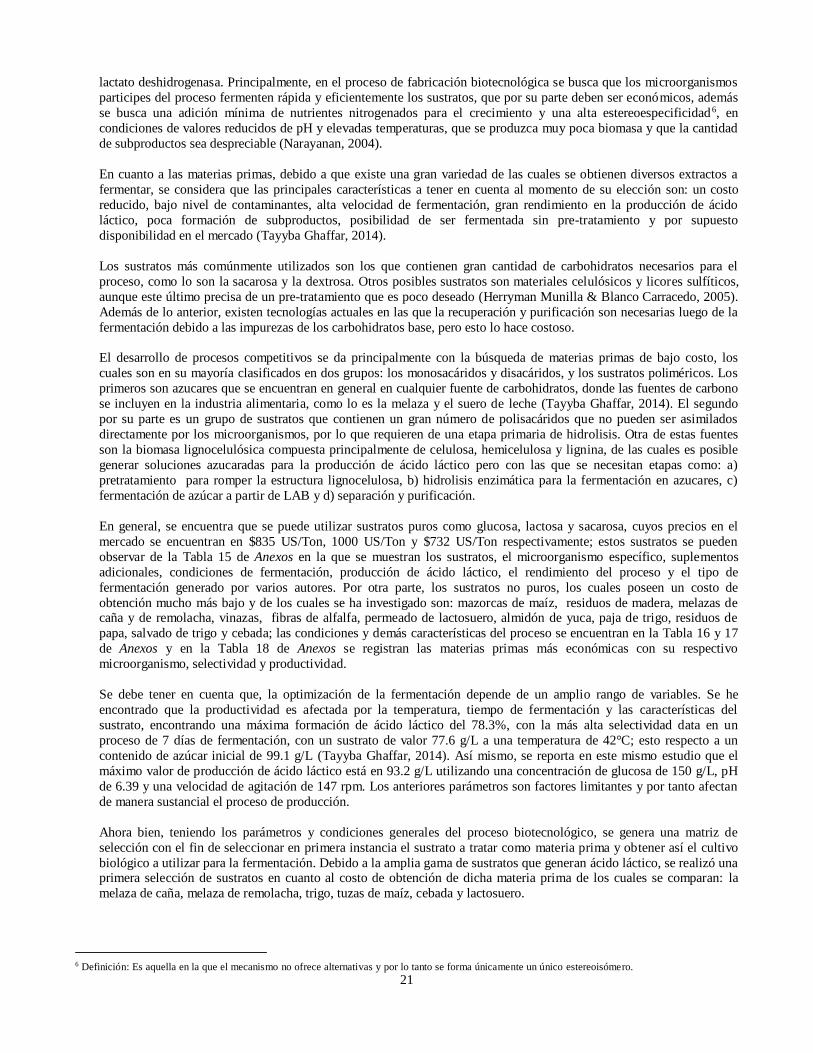
En general, se encuentra que se puede utilizar sustratos puros como glucosa, lactosa y sacarosa, cuyos precios en el
mercado se encuentran en $835 US/Ton, 1000 US/Ton y $732 US/Ton respectivamente; estos sustratos se pueden
observar de la Tabla 15 de Anexos en la que se muestran los sustratos, el microorganismo específico, suplementos
adicionales, condiciones de fermentación, producción de ácido láctico, el rendimiento del proceso y el tipo de
fermentación generado por varios autores. Por otra parte, los sustratos no puros, los cuales poseen un costo de
obtención mucho más bajo y de los cuales se ha investigado son: mazorcas de maíz, residuos de madera, melazas de caña y de remolacha, vinazas, fibras de alfalfa, permeado de lactosuero, almidón de yuca, paja de trigo, residuos de
papa, salvado de trigo y cebada; las condiciones y demás características del proceso se encuentran en la Tabla 16 y 17
de Anexos y en la Tabla 18 de Anexos se registran las materias primas más económicas con su respectivo
microorganismo, selectividad y productividad.
Se debe tener en cuenta que, la optimización de la fermentación depende de un amplio rango de variables. Se he
encontrado que la productividad es afectada por la temperatura, tiempo de fermentación y las características del
sustrato, encontrando una máxima formación de ácido láctico del 78.3%, con la más alta selectividad data en un
proceso de 7 días de fermentación, con un sustrato de valor 77.6 g/L a una temperatura de 42°C; esto respecto a un
contenido de azúcar inicial de 99.1 g/L (Tayyba Ghaffar, 2014). Así mismo, se reporta en este mismo estudio que el
máximo valor de producción de ácido láctico está en 93.2 g/L utilizando una concentración de glucosa de 150 g/L, pH
de 6.39 y una velocidad de agitación de 147 rpm. Los anteriores parámetros son factores limitantes y por tanto afectan
de manera sustancial el proceso de producción.
Ahora bien, teniendo los parámetros y condiciones generales del proceso biotecnológico, se genera una matriz de
selección con el fin de seleccionar en primera instancia el sustrato a tratar como materia prima y obtener así el cultivo
biológico a utilizar para la fermentación. Debido a la amplia gama de sustratos que generan ácido láctico, se realizó una primera selección de sustratos en cuanto al costo de obtención de dicha materia prima de los cuales se comparan: la
melaza de caña, melaza de remolacha, trigo, tuzas de maíz, cebada y lactosuero.
6 Definición: Es aquella en la que el mecanismo no ofrece alternativas y por lo tanto se forma únicamente un único estereoisómero.
22
Con lo anterior se generó la Tabla 14 y 15 correspondiente a la matriz de selección del sustrato y la matriz de selección
del microorganismo correspondientemente, basados en ciertos criterios propuestos a consideración. Estos criterios se
especifican a continuación:
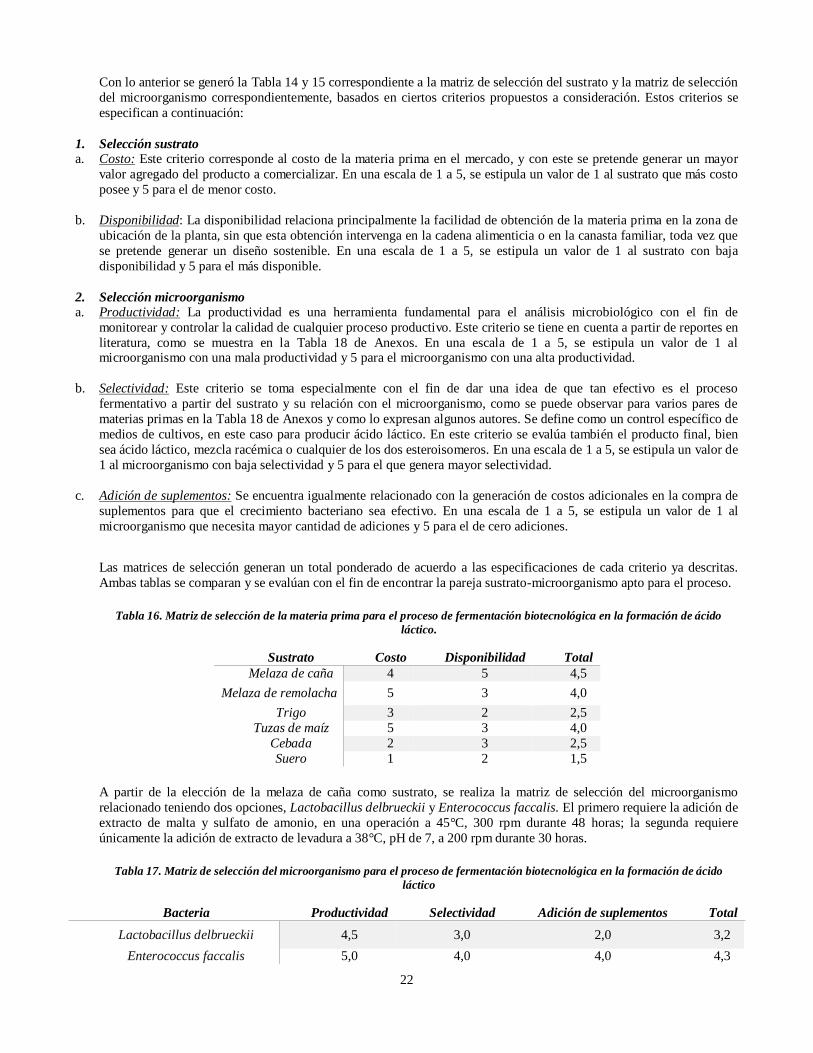
1. Selección sustrato a. Costo: Este criterio corresponde al costo de la materia prima en el mercado, y con este se pretende generar un mayor
valor agregado del producto a comercializar. En una escala de 1 a 5, se estipula un valor de 1 al sustrato que más costo
posee y 5 para el de menor costo.
b. Disponibilidad: La disponibilidad relaciona principalmente la facilidad de obtención de la materia prima en la zona de
ubicación de la planta, sin que esta obtención intervenga en la cadena alimenticia o en la canasta familiar, toda vez que
se pretende generar un diseño sostenible. En una escala de 1 a 5, se estipula un valor de 1 al sustrato con baja
disponibilidad y 5 para el más disponible.
2. Selección microorganismo a. Productividad: La productividad es una herramienta fundamental para el análisis microbiológico con el fin de
monitorear y controlar la calidad de cualquier proceso productivo. Este criterio se tiene en cuenta a partir de reportes en
literatura, como se muestra en la Tabla 18 de Anexos. En una escala de 1 a 5, se estipula un valor de 1 al microorganismo con una mala productividad y 5 para el microorganismo con una alta productividad.
b. Selectividad: Este criterio se toma especialmente con el fin de dar una idea de que tan efectivo es el proceso
fermentativo a partir del sustrato y su relación con el microorganismo, como se puede observar para varios pares de
materias primas en la Tabla 18 de Anexos y como lo expresan algunos autores. Se define como un control específico de
medios de cultivos, en este caso para producir ácido láctico. En este criterio se evalúa también el producto final, bien
sea ácido láctico, mezcla racémica o cualquier de los dos esteroisomeros. En una escala de 1 a 5, se estipula un valor de
1 al microorganismo con baja selectividad y 5 para el que genera mayor selectividad.
c. Adición de suplementos: Se encuentra igualmente relacionado con la generación de costos adicionales en la compra de
suplementos para que el crecimiento bacteriano sea efectivo. En una escala de 1 a 5, se estipula un valor de 1 al
microorganismo que necesita mayor cantidad de adiciones y 5 para el de cero adiciones.
Las matrices de selección generan un total ponderado de acuerdo a las especificaciones de cada criterio ya descritas.
Ambas tablas se comparan y se evalúan con el fin de encontrar la pareja sustrato-microorganismo apto para el proceso.
Tabla 16. Matriz de selección de la materia prima para el proceso de fermentación biotecnológica en la formación de ácido
láctico.
Sustrato Costo Disponibilidad Total
Melaza de caña 4 5 4,5
Melaza de remolacha 5 3 4,0
Trigo 3 2 2,5
Tuzas de maíz 5 3 4,0
Cebada 2 3 2,5
Suero 1 2 1,5
A partir de la elección de la melaza de caña como sustrato, se realiza la matriz de selección del microorganismo
relacionado teniendo dos opciones, Lactobacillus delbrueckii y Enterococcus faccalis. El primero requiere la adición de
extracto de malta y sulfato de amonio, en una operación a 45°C, 300 rpm durante 48 horas; la segunda requiere
únicamente la adición de extracto de levadura a 38°C, pH de 7, a 200 rpm durante 30 horas.
Tabla 17. Matriz de selección del microorganismo para el proceso de fermentación biotecnológica en la formación de ácido
láctico
Bacteria Productividad Selectividad Adición de suplementos Total
Lactobacillus delbrueckii 4,5 3,0 2,0 3,2
Enterococcus faccalis 5,0 4,0 4,0 4,3
23
7.4. Elección operaciones de separación
Dentro del proceso de producción de ácido láctico, se tienen varias etapas en las cuales se requieren de diversos
procesos unitarios de separación, los cuales afectan directamente los pasos siguientes del proceso, por lo cual su
elección es de gran importancia al momento del diseño.
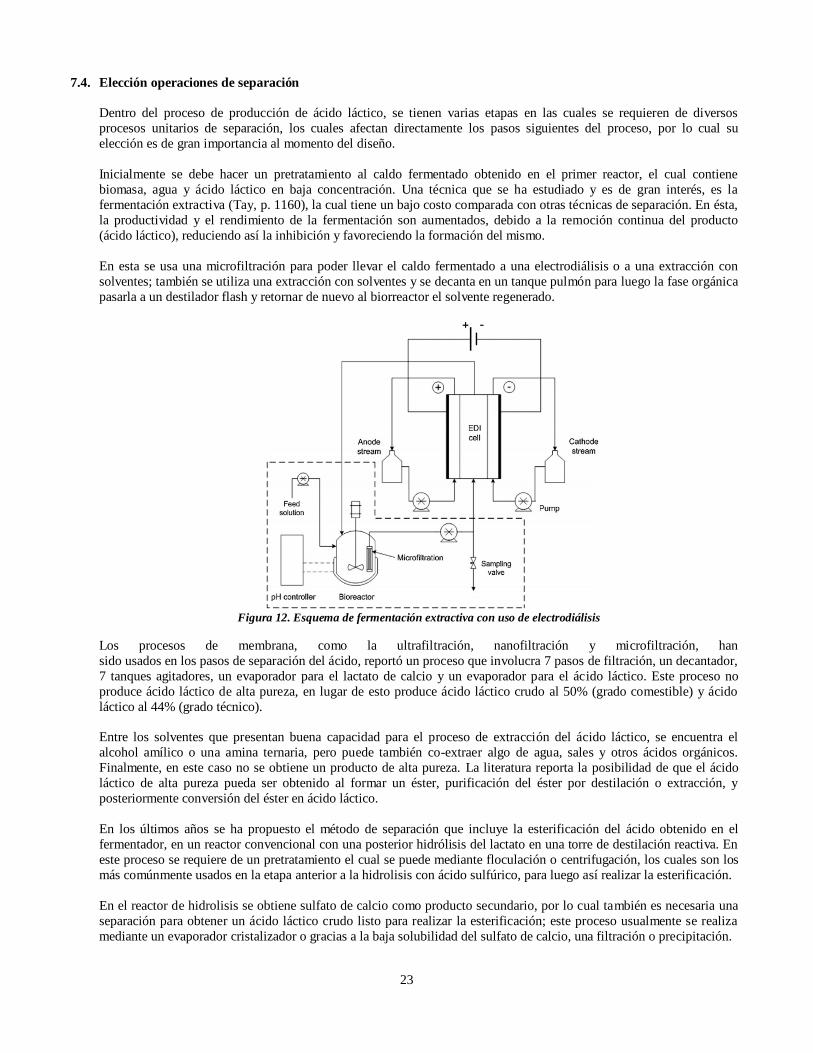
Inicialmente se debe hacer un pretratamiento al caldo fermentado obtenido en el primer reactor, el cual contiene
biomasa, agua y ácido láctico en baja concentración. Una técnica que se ha estudiado y es de gran interés, es la
fermentación extractiva (Tay, p. 1160), la cual tiene un bajo costo comparada con otras técnicas de separación. En ésta,
la productividad y el rendimiento de la fermentación son aumentados, debido a la remoción continua del producto
(ácido láctico), reduciendo así la inhibición y favoreciendo la formación del mismo.
En esta se usa una microfiltración para poder llevar el caldo fermentado a una electrodiálisis o a una extracción con
solventes; también se utiliza una extracción con solventes y se decanta en un tanque pulmón para luego la fase orgánica
pasarla a un destilador flash y retornar de nuevo al biorreactor el solvente regenerado.
Figura 12. Esquema de fermentación extractiva con uso de electrodiálisis
Los procesos de membrana, como la ultrafiltración, nanofiltración y microfiltración, han
sido usados en los pasos de separación del ácido, reportó un proceso que involucra 7 pasos de filtración, un decantador,
7 tanques agitadores, un evaporador para el lactato de calcio y un evaporador para el ácido láctico. Este proceso no
produce ácido láctico de alta pureza, en lugar de esto produce ácido láctico crudo al 50% (grado comestible) y ácido
láctico al 44% (grado técnico).
Entre los solventes que presentan buena capacidad para el proceso de extracción del ácido láctico, se encuentra el
alcohol amílico o una amina ternaria, pero puede también co-extraer algo de agua, sales y otros ácidos orgánicos.
Finalmente, en este caso no se obtiene un producto de alta pureza. La literatura reporta la posibilidad de que el ácido
láctico de alta pureza pueda ser obtenido al formar un éster, purificación del éster por destilación o extracción, y
posteriormente conversión del éster en ácido láctico.
En los últimos años se ha propuesto el método de separación que incluye la esterificación del ácido obtenido en el
fermentador, en un reactor convencional con una posterior hidrólisis del lactato en una torre de destilación reactiva. En
este proceso se requiere de un pretratamiento el cual se puede mediante floculación o centrifugación, los cuales son los
más comúnmente usados en la etapa anterior a la hidrolisis con ácido sulfúrico, para luego así realizar la esterificación.
En el reactor de hidrolisis se obtiene sulfato de calcio como producto secundario, por lo cual también es necesaria una
separación para obtener un ácido láctico crudo listo para realizar la esterificación; este proceso usualmente se realiza
mediante un evaporador cristalizador o gracias a la baja solubilidad del sulfato de calcio, una filtración o precipitación.
24
En la evaluación para la selección de la operación de separación, se establecen diferentes criterios a consideración
(todos aportando el mismo peso en resultado final), de ellos es posible aclarar los resultados relacionados de la
siguiente forma y se muestra la matriz de selección en la Tabla 18:
Costo: Este criterio se encuentra asociado al costo aproximado de operación y equipo recopilado de reportes en la
literatura. En una escala de 1 a 5, se estipula un valor de 1 a la operación que más costo posee y 5 para la de menor
costo.
Rendimiento: Este criterio considera y relaciona el tiempo que se tarda en generar el producto deseado si se tiene una
misma cantidad de materia prima. En una escala de 1 a 5, se estipula un valor de 1 a la operación con menor
rendimiento y 5 para el mayor rendimiento.
Vigilancia tecnológica: Con la vigilancia tecnológica se pretende observar la tendencia que ha tenido cada operación de
separación en el mercado de producción de ácido láctico. En una escala de 1 a 5, se estipula un valor de 1 a la operación
de menos tendencia en el mercado y 5 para el de mayor incursión.
Pureza: La pureza indica que tanto el proceso cumple las especificaciones del producto que se desean obtener. En una escala de 1 a 5, se estipula un valor de 1 a la operación que genera menor pureza de producto y 5 para el de mayor
pureza.
Tabla 18.Matriz de selección operaciones de separación para la producción de ácido láctico por vía fermentativa.
Separación Costo Rendimiento Vigilancia Tecnológica Pureza Total
Electrodiálisis 4,0 2,0 3,0 3,0 3,0
Membranas 3,0 2,0 3,0 4,0 3,0
Extracción Reactiva 3,0 3,0 4,0 3,0 3,25
Destilación Reactiva 2,0 4,0 4,0 4,0 3,5
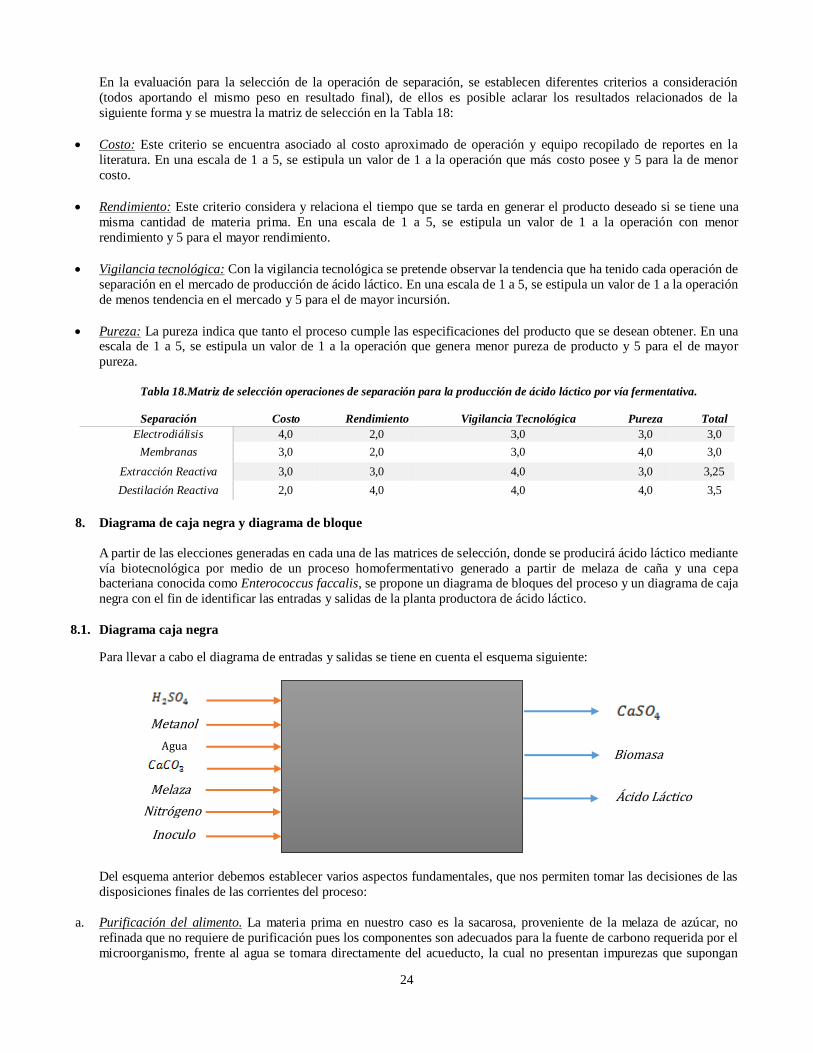
8. Diagrama de caja negra y diagrama de bloque
A partir de las elecciones generadas en cada una de las matrices de selección, donde se producirá ácido láctico mediante
vía biotecnológica por medio de un proceso homofermentativo generado a partir de melaza de caña y una cepa bacteriana conocida como Enterococcus faccalis, se propone un diagrama de bloques del proceso y un diagrama de caja
negra con el fin de identificar las entradas y salidas de la planta productora de ácido láctico.
8.1. Diagrama caja negra
Para llevar a cabo el diagrama de entradas y salidas se tiene en cuenta el esquema siguiente:
Del esquema anterior debemos establecer varios aspectos fundamentales, que nos permiten tomar las decisiones de las
disposiciones finales de las corrientes del proceso:
a. Purificación del alimento. La materia prima en nuestro caso es la sacarosa, proveniente de la melaza de azúcar, no
refinada que no requiere de purificación pues los componentes son adecuados para la fuente de carbono requerida por el
microorganismo, frente al agua se tomara directamente del acueducto, la cual no presentan impurezas que supongan
Agua
Metanol
Melaza
Nitrógeno
Biomasa
Ácido Láctico
Inoculo
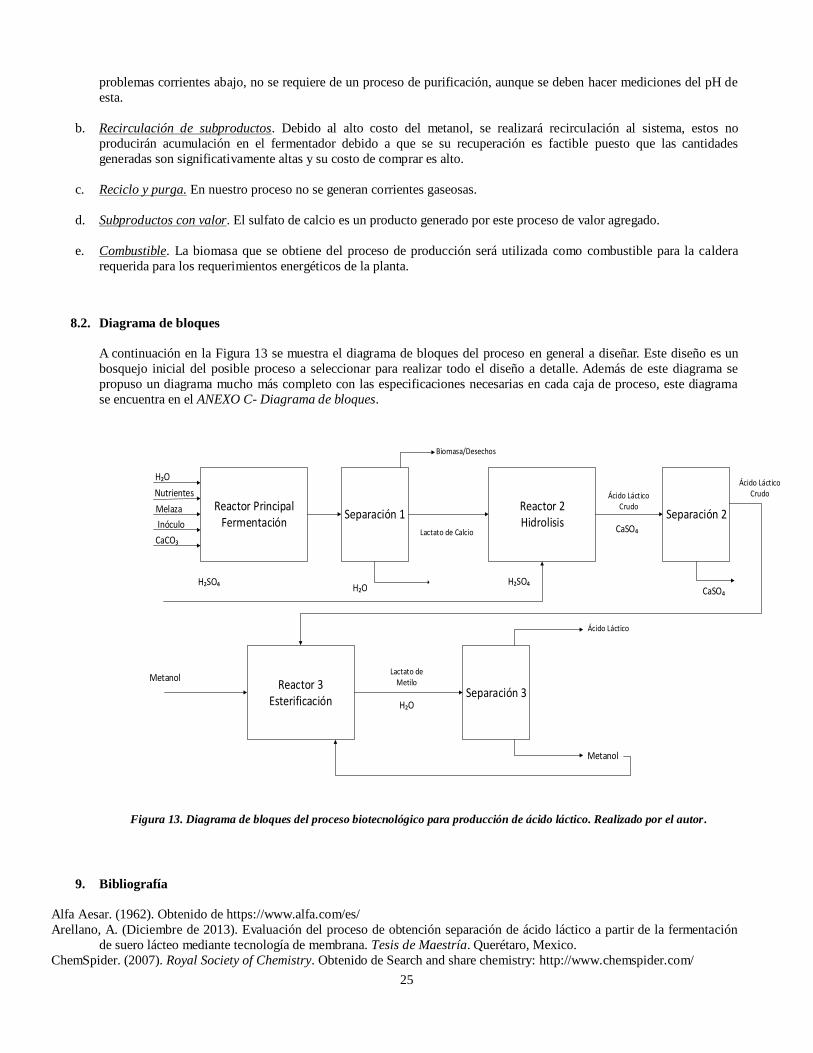
25
problemas corrientes abajo, no se requiere de un proceso de purificación, aunque se deben hacer mediciones del pH de
esta.
b. Recirculación de subproductos. Debido al alto costo del metanol, se realizará recirculación al sistema, estos no
producirán acumulación en el fermentador debido a que se su recuperación es factible puesto que las cantidades
generadas son significativamente altas y su costo de comprar es alto.
c. Reciclo y purga. En nuestro proceso no se generan corrientes gaseosas.
d. Subproductos con valor. El sulfato de calcio es un producto generado por este proceso de valor agregado.
e. Combustible. La biomasa que se obtiene del proceso de producción será utilizada como combustible para la caldera
requerida para los requerimientos energéticos de la planta.
8.2. Diagrama de bloques
A continuación en la Figura 13 se muestra el diagrama de bloques del proceso en general a diseñar. Este diseño es un
bosquejo inicial del posible proceso a seleccionar para realizar todo el diseño a detalle. Además de este diagrama se
propuso un diagrama mucho más completo con las especificaciones necesarias en cada caja de proceso, este diagrama
se encuentra en el ANEXO C- Diagrama de bloques.
Reactor PrincipalFermentación
H₂O
Nutrientes
Melaza
Inóculo
CaCO₃
Separación 1
Biomasa/Desechos
Reactor 2 Hidrolisis
Lactato de Calcio
Separación 2
Ácido Láctico Crudo
CaSO₄
H₂SO₄
Reactor 3 Esterificación
Metanol
Separación 3
Metanol
Ácido Láctico
Ácido Láctico Crudo
H₂O CaSO₄ H₂SO₄
Lactato de Metilo
H₂O
Figura 13. Diagrama de bloques del proceso biotecnológico para producción de ácido láctico. Realizado por el autor.
9. Bibliografía
Alfa Aesar. (1962). Obtenido de https://www.alfa.com/es/
Arellano, A. (Diciembre de 2013). Evaluación del proceso de obtención separación de ácido láctico a partir de la fermentación
de suero lácteo mediante tecnología de membrana. Tesis de Maestría. Querétaro, Mexico.
ChemSpider. (2007). Royal Society of Chemistry. Obtenido de Search and share chemistry: http://www.chemspider.com/
26
Cock, L. S., & Stouvenel, A. R. (2005). Producción biotecnológica del ácido láctico: Estado del arte. Ciencia y Tecnología
Alimentaria. Vol. 5, No. 1, 54-65.
Corbion. (29 de 08 de 2016). Corbion. Obtenido de http://www.corbion.com/about-corbion
Datta, R., & Tsai, S. P. (1995). Technological and Economic Potential of Poli(Lactic Acid) and Lactic Acid Derivates. Frem
Microbiology Reviwe, 221-223.
Galactic. (s.f.). Galactic - About nus. Obtenido de http://www.lactic.com/en-us/aboutus/ourhistory.aspx
Garcia, C., Arrazola, G., & Durango, A. (2010). Producción de ácido láctico por vía biotecnológica. Temas agrarios, 9-26.
Herryman Munilla, M., & Blanco Carracedo, G. (2005). Ácido láctico y poliláctico: Situación actual y tendencias. Ciudad de La
Habana, Cuba: Instituto Cubano de Investigaciones de los Derivados de la Caña de Azúcar (ICIDCA).
Hofvendalh, K., & Hahn-Hagerdal, B. (2000). Factors affecting the fermentative lactic acid production from renewable
resources. Enzyme and Microbial Technology, 87-107.
ICIS Chemical Business. (28 de 08 de 2006). Indicative Chemical Prices A-Z. Obtenido de
http://www.icis.com/chemicals/channel-info-chemicals-a-z/
ICONTEC. (18 de 11 de 1987). NTC 2376 - Industrias Alimentarias. Ácido Láctico.
IHS Markit. (2015). Lactic Acid, Its Salts and Esters. Chemical Economics Handbook.
Jindan. (2012). Henan Jindan Acid Technology Co. Obtenido de http://www.jindanlactic.com/
Kirk, R. E. (1998). Enciclopedia temática de química. Tomo I. En R. E. KIRK, Enciclopedia temática de química (págs. 65-66).
Ciencia y Técnica. Litchfield, J. (1996). Microbiological Production of Lactic Acid. Advances in Applied Microbiology, 45-95.
Markets and markets. (2015). Lactic Acid Market by Application (Biodegradable Polymer, Food & Beverage, Personal Care &
Pharmaceutical) & Polylactic Acid Market by Application, & by Geography - Global Trends & Forecasts to 2020.
Mei Bai, D., Zhao, X., Li, X., & Xu, S. (2004). Strain improvement of Rhizopus oryzae for over-production of l(+)-lactic acid
and metabolic flux analysis of mutants. Biochemical Engineering Journal, 41-48.
Ministerio de Comercio, I. y. (29 de 08 de 2016). Bacex. Bogotá.
Narayanan, N. R. (2004). L(+)lactic acid fermentation and its product polymerization. Electronic Journal of Biotechnology,,
7(2), 167-178.
NIST, L. d. (2016). Base de Datos de Referencia Estándar del NIST Número 69. Obtenido de http://webbook.nist.gov/chemistry/
Park, E., Yuuko, K., & Okabe, M. (1998). Efficient Production of l-(+) -Lactic Acid Using Mycelial Cotton-like Flocs of
Rhizopusoryzae in an Air-Lift Bioreactor. Biotechnology Progress, 699-704.
Poling, B. E. (2008). Perry´s Chemical Engineers´ Handbook. 8th edition. United States: McGraw Hill.
PubChem. (2004). Open Chemistry Database. Obtenido de National Center for Biotechnology Information, U.S. National
Library of Medicine, 8600 Rockville Pike, Bethesda, MD20894, USA: https://pubchem.ncbi.nlm.nih.gov/search/
Sociedad Mexicana de Nutrición y Tecnología de Alimentos. (12 de 2005). Biotechnological production of Lactic Acid: State of
the Art. Ciencia y Tecnología Alimentaria, 5(001), 54-65. Obtenido de
http://www.eis.uva.es/~biopolimeros/alberto/_private/acido%20lactico.pdf Södergård, A., & M. Stolt. (2002). Properties of lactic acid based polymers and their correlation with composition. Progress in
Polymer Science(27), 1123-1163.
Tay, A., & Yang, S. (2002). Production of L(+)-lactic acid from glucose and starch by immobilized cells of Rhizopus oryzae in a
rotating fibrous bed bioreactor. Biotechnology and Bioengineering, 1-12.
Tayyba Ghaffar, M. I. (2014). Recent trends in lactic acid biotechnology: A brief review on production to purification.
ScienceDirect. Journal of Radiation Research and Applied Sciences, 222-229.
United Nation Statistics Division. (2016 de 06 de 2016). UN Data. Obtenido de
http://data.un.org/Data.aspx?q=lactic&d=ComTrade&f=_l1Code%3a30%3bcmdCode%3a291811
V. N. Emel’yanenko, S. P. (2009). The Thermodynamic Properties of DL- and L-Lactides. Chemical Thermodynamics and
Thermochemistry, 2013-2021, Vol.83, No. 12.
V.N. Emel'yanenko, S. P. (2010). The thermodynamic properties of S-Lactic acid. Chemical thermodynamics and
thermochemistry, 1491-1497, Vol.84, No. 9.
Van, J. (2007). España Patente nº 2 283 440.
Wee, Y.-J., & Jin-Nam Kim, H.-W. R. (2006). Biotechnological Production of Lactic Acid and Its Recent Applications. School
of Biological Sciences and Technology, Chonnam National University, Gwangju 500-757,, 163-172.
Yin, P., Nishina, N., Kosakai, Y., Yahiro, K., & Pakr, Y. (1997). Enhanced production of l(+)-lactic acid from corn starch in a
culture of Rhizopus oryzae using an air-lift bioreactor. Journal of Fermentation and Bioengineering, 249-253. Yun, J., Wee, Y., & Ryu, H. (2003). Production of optically pure l(+)-lactic acid from various carbohydrates by batch
fermentation of Enterococcus faecalis RKY1. Enzyme and Microbial Technology, 416-423.
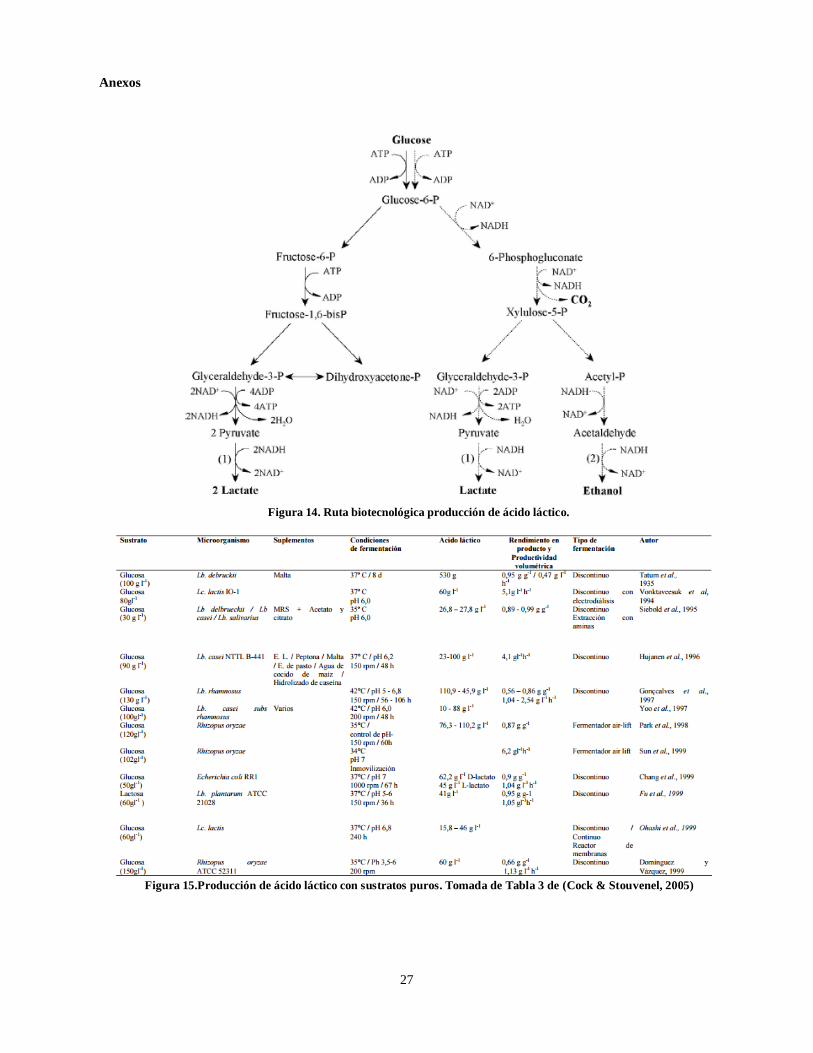
27
Anexos
Figura 14. Ruta biotecnológica producción de ácido láctico.
Figura 15.Producción de ácido láctico con sustratos puros. Tomada de Tabla 3 de (Cock & Stouvenel, 2005)
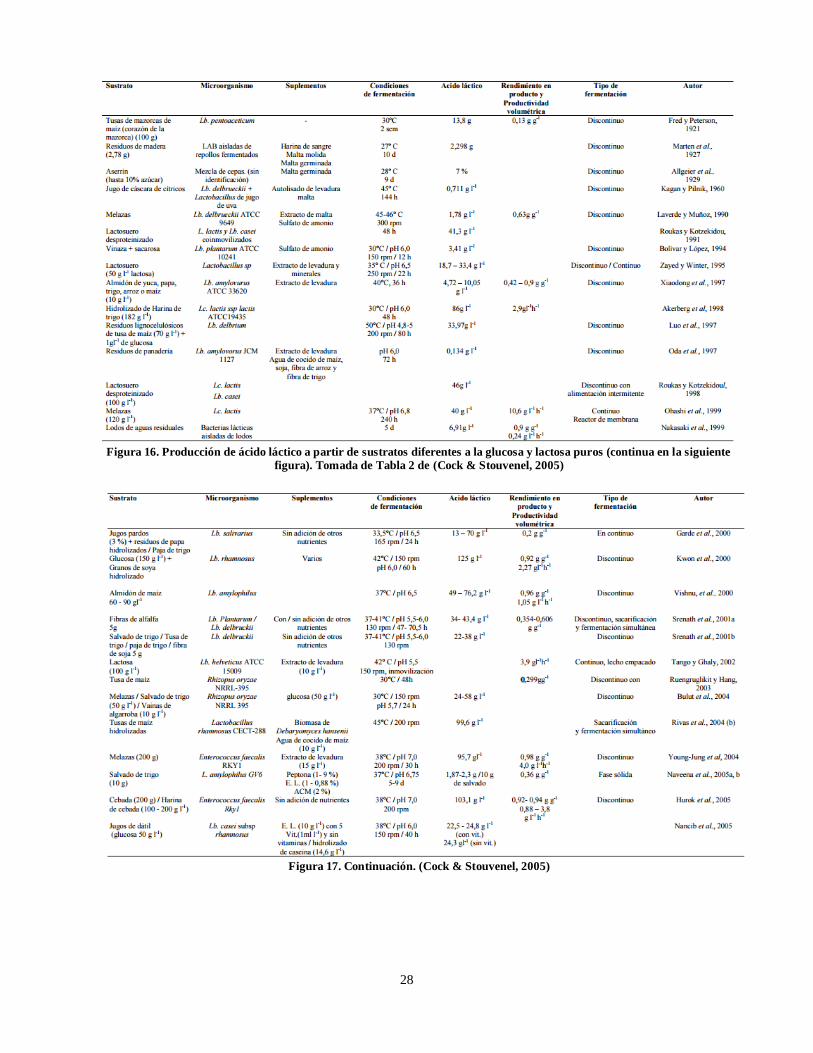
28
Figura 16. Producción de ácido láctico a partir de sustratos diferentes a la glucosa y lactosa puros (continua en la siguiente
figura). Tomada de Tabla 2 de (Cock & Stouvenel, 2005)
Figura 17. Continuación. (Cock & Stouvenel, 2005)
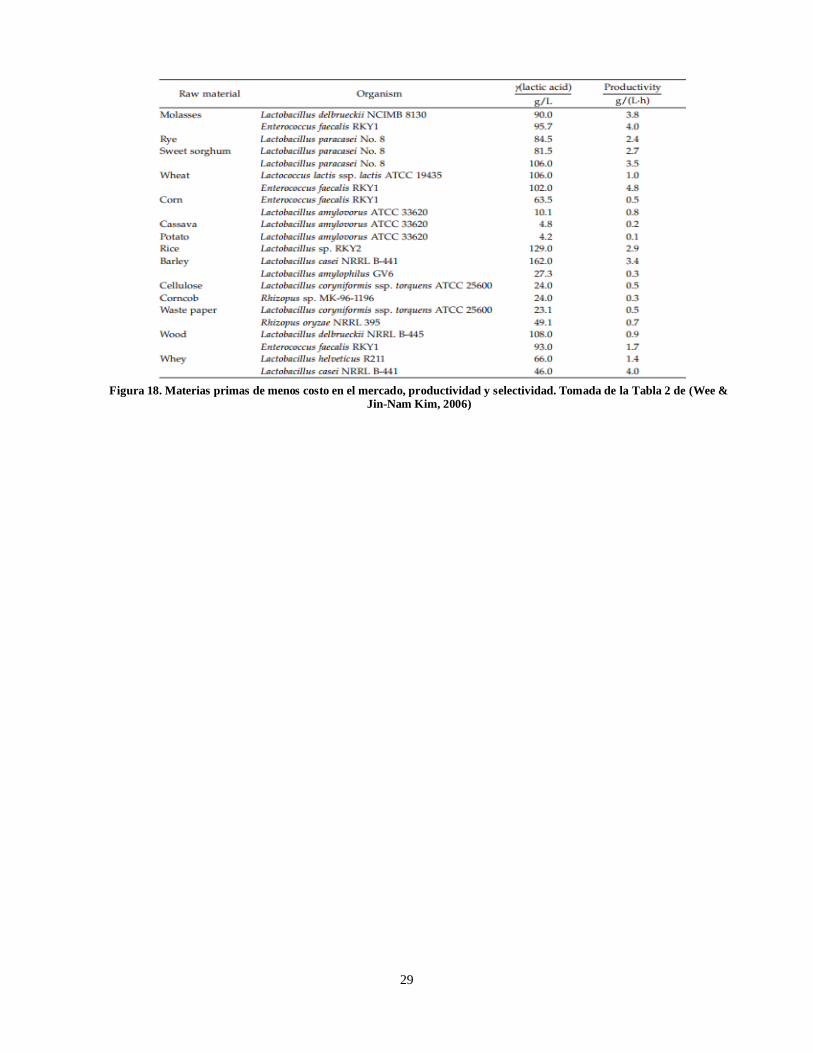
29
Figura 18. Materias primas de menos costo en el mercado, productividad y selectividad. Tomada de la Tabla 2 de (Wee &
Jin-Nam Kim, 2006)