TrabajoFinal_AndresHerrera.pdf

of 8
-
Upload
edwin-samuel-sanchez -
Category
Documents
-
view
212 -
download
0
Transcript of TrabajoFinal_AndresHerrera.pdf
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
1/18
TRABAJO FINAL CONTROL DE CALIDAD
POR:
ANDRÉS STEVEN HERRERA RIVAS
PRESENTADO A:
CAROLINA CASTRO
CONTROL DE CALIDAD
GRUPO 24
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
CEAD: JOSÉ ACEVEDO Y GÓMEZ
BOGOTÁ
“ECBTI” ESCUELA DE CIENCIAS BÁSICAS, TECNOLOGÍA E INGENIERÍA
NOVIEMBRE DE 2015
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
2/18
1. Introducción
En el presente trabajo se realizará un análisis y reflexión acerca del proceso de control
de calidad, así como las técnicas empleadas para su medición y análisis, en el presente
trabajo se realizara el análisis con un ejemplo práctico de una compañía distribuidora dezapatos. Dentro del análisis se aplicaran los conceptos y competencias desarrolladas a lo
largo de periodo académico.
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
3/18
1. Identifique y describa el problema que se ha presentado, debe partir de laidentificación de las variables y atributos presentes en la situación descrita.Clasifique las variables según sean discretas o continuas.
El problema presentado en la calidad y en los defectos generados en al producción de
los zapatos se da por diferentes razones, la primera es el cambio de material, el set up dela maquina inicialmente fue generado con un material distinto al del resto de la producción.
Adicional del los defectos generados, estos obedecen a las variables, temperatura,recorrido y tiempo, las cuales son variables continuas.
2. Construya un diagrama de Causa y Efecto y presente el respectivo análisis
3. Elabore un diagrama de Pareto para los defectos encontrados con el análisisrespectivo
!"#"$%& ()*%+,),-
)$./.0),&-
"#$% &' &'(&'&'&'&' &'(&'&'&'&'
)*+,*-#.% '/ /0(/0/0/0/0 '/('/'/'/'/
1%234.% '& 05(05050505 '&('&'&'&'&
67,*24%2 '& 89(8989898: '&('&'&'&'&
;227-#+ '' 5:(5:5:5:< ''(''''''''
=7*>#.% '?
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
4/18
Del gráfico podemos deducir que al trazar una línea sobre el 50% acumulado la mayorcantidad de problemas se presentan en las primeras 4 categorías, lo que significa que alresolver estos problemas el 50% de los defectos quedarán solucionados.
?
'?
&?
/?
0?
8?
5?
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
5/18
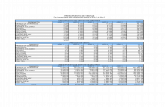
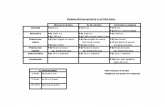
4. Construya las gráficas de control de medias (X-R, X-S), analice e interprete losresultados, establezca si el proceso está bajo control estadístico. Si el proceso noestá bajo control, elimine cualquier causa asignable y recalcule los límites decontrol depurados.
"#$%&'& (%&)'*# + (%&)'*# , (%&)'*# - (%&)'*# . (%&)'*# / (&01#) *#234
" # # #$% # # #$" &$%
' # # #$% # # #$" &$%
# # # #$% # # #$" &$%
( #$% # # ($% #$% #$% "$%
% ( #$% # ($% #$% #$) "$%
* ($% #$% # ($% # #$) "$%
) '$% #$% # ( # #$' "$%
+ '$% #$% # # ( #$' "$%
, ( #$% # # '$% #$' "$%
"& # ( #$% # # #$# "
"" # ( '$% # ( #$# "$%
"' # #$% ( #$% # #$( "
"# ( # ( '$% # #$# "$%
"( # # '$% # # '$, &$%
"% # # '$% # #$% # "
"* # # #$% ( #$% #$( "
") # # # ( ( #$( "
"+ # # # # #$% #$" &$%
", # # # # ( #$' "
'& # '$% # # # '$, &$%
'" ($% '$% ' # # # '$%
'' ($% ' # #$% # #$' '$%
'# #$% # ( #$% % #$+ '
'( #$% # ($% # ( #$* "$%
'% # # # # ( #$' "
Media promedio 3,272Rango promedio 1,22
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
6/18
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
7/18
De la gráfica se puede concluir que estase encuentran SPI, es decir sin patronesde inestabilidad, los puntos estándistribuidos con un movimientono aleatorio y se encuentran dentrode las líneas de control.
Al estar los dos gráficos SPI, se puededecir que esta bajo control estadístico.
GRÁFICO DE CONTROL X-S
!"#$
%&%
?@A B +
?@A B ,
?@A B -
?@A B .
?@A B /
(>6CB?
) DE) DE1 DE))DE1)
! # # #$% # # #$"&$''
($&&'$%(+,'
'+"$&%+%'
&'&
# # # #$% # # #$"&$'
'($&&
'$%(+,'
'+
"$&%+%'
&'&
$ # # #$% # # #$"&$''
($&&'$%(+,'
'+"$&%+%'
&'&
% #$% # # ($% #$% #$%&$*
"($&&
'$%(+,'
'+
"$&%+%'
&'&
& ( #$% # ($% #$% #$)&$%
)($&&
'$%(+,'
'+
"$&%+%'
&'&
' ($% #$% # ($% # #$)&$)*
($&&'$%(+,'
'+"$&%+%'
&'&
C#B-% X6F XF XFV
KBD &O8
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
8/18
( '$% #$% # ( # #$'&$%
)($&&
'$%(+,'
'+
"$&%+%'
&'&
) '$% #$% # # ( #$'&$%)
($&&'$%(+,'
'+"$&%+%'
&'&
* ( #$% # # '$% #$'&$%)
($&&'$%(+,'
'+"$&%+%'
&'&
!+ # ( #$% # # #$#&$(%
($&&'$%(+,'
'+"$&%+%'
&'&
!! # ( '$% # ( #$#&$*
)($&&
'$%(+,'
'+
"$&%+%'
&'&
!# # #$% ( #$% # #$(&$('
($&&'$%(+,'
'+"$&%+%'
&'&
!$ ( # ( '$% # #$#&$*)
($&&'$%(+,'
'+"$&%+%'
&'&
!% # # '$% # # '$,&$'
'($&&
'$%(+,'
'+
"$&%+%'
&'&
!& # # '$% # #$% #&$#
%($&&
'$%(+,'
'+
"$&%+%'
&'&
!' # # #$% ( #$% #$(&$('
($&&'$%(+,'
'+"$&%+%'
&'&
!( # # # ( ( #$(&$%%
($&&'$%(+,'
'+"$&%+%'
&'&
!) # # # # #$% #$"&$'
'
($&&'$%(+,'
'+
"$&%+%'
&'
&
!* # # # # ( #$'&$(
%($&&
'$%(+,'
'+
"$&%+%'
&'&
#+ # '$% # # # '$,&$''
($&&'$%(+,'
'+"$&%+%'
&'&
#! ($% '$% ' # # #&$,(
($&&'$%(+,'
'+"$&%+%'
&'&
## ($% ' # #$% # #$'&$,
"($&&
'$%(+,'
'+
"$&%+%'
&'&
#$ #$% # ( #$% % #$+&$)
*($&&
'$%(+,'
'+
"$&%+%'
&'&
#% #$% # ($% # ( #$*&$*%
($&&'$%(+,'
'+"$&%+%'
&'&
#& # # # # ( #$'&$(%
($&&'$%(+,'
'+"$&%+%'
&'&
./012
3456/015
#$')' &$%"
7
8456/015
EF5?@B5@>? GBAB HI? 6> JF5@AFH >5 HB? JBA@B? KL)
5 9( : :# ;# ;( ;% ;* -
/ &-,(&& "-#(' "$(') & '$&+, & "-,*(
7 &-,%"% "-''% "-'+) &-& "-,)& &-&', "-+)(
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
9/18
5. Calcule la capacidad y habilidad del proceso (Cp, Cpk). Explique los resultadosobtenidos.
Según el gráfico de control que se realizó tenemos los siguientes datos:
Por tabla de coeficientes d2 para un n de 25 es = 3.931
LES = 3.97594 R = 1.22
LEI = 2.56806 X = 3.272
S = R / d2
S = 1.22 / 3.931
S = 0.3103
?
'
&
/
0
8
' & / 0 8 5 < 9 : '?'''&'/'0'8'5'
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
10/18
Cálculo del Cp:
Cp = (LES – LEI) / 6 S
Cp = (3.97594 – 2.56806) / 6 x 0.3103
Cp = (1.40788) / 1.8618
Cp = 0.7561
Análisis: El Cp se utiliza para conocer y tomar decisiones sobre el proceso dependiendode su valor, es el tipo de proceso y la decisión que debe tomarse. Como se obtuvo un Cpmayor de 0.67 pero menor de 1, nos indica que no es adecuado para el trabajo, esnecesario un análisis del proceso y por lo tanto requiere modificaciones serias paraalcanzar una calidad satisfactoria.
Cálculo del Cpk:
Cpk = Min [(X – LEI) / 3S ; (LES - X) / 3S ]
Cpk = Min [(3.272 – 2.56806) / 3 x 0.3103 ; (3.97594 – 3.272) / 3 x 0.3103 ]
Cpk = Min [ 0.70394 / 0.9309 ; 0.70394 / 0.9309 ]
Cpk = Min [ 0.7561 ; 0.7561 ]
Cpk = 0.7561
Análisis: En este caso se obtiene un valor menor a 1, lo que indica que el proceso está produciendo artículos fuera de las especificaciones. Lo que mide el Cpk es la capacidadreal del proceso.
Observamos que Cp = Cpk, lo que nos indica que la media del proceso está ubicada enel punto medio de las especificaciones.
Cuando determinamos que el proceso no es apto para producir las unidades dentro delas especificaciones establecidas deben adoptarse medidas, dentro de las que se
encuentran: realizar las correcciones y los cambios necesarios encontrados en las causasasignables, de igual forma realizar una inspección más eficiente por parte de lossupervisores de calidad de la empresa.
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
11/18
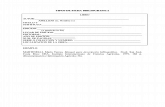
CURVA DE OPERACIÓN
Según la tabla II A de MIL-STD-105D y con un nivel l AQL de 1% para la muestra de125 unidades con una cantidad de rechazo de 3 unds
Cantidad de bolsas 25 Probabilidad deaceptación
Cantidad de muestras por bolsa 5 Entrada p Pa
Total muestras analizadas 125 0% 100%
Cantidad de aceptación según tabla II A de MILSTD 105 d con un nivel AQL de 1% 3
1% 96,17%
Porcentaje defectivo 2,4 2% 75,75%
2,4% 64,72%
Probabilidad de aceptación 0,64723189 3% 48,37%
4% 26,50%
5% 13,02%
6% 0,59%
7% 0,25%
8% 0,10%
6. El auditor de calidad hace control a otras características que debe tener elzapato, revisa la apariencia del zapato en proceso, la calidad de las costuras, lalimpieza del mismo, la exactitud de los ensambles, la integridad del material, etc.Se hace la revisión paquete a paquete. Un paquete es un grupo de 30 pares,teniendo en cuenta la siguiente tabla extractada de los registros de control que se lelleva a esta operación, construya las cartas p y np. Analice e interprete los
resultados
Y&?T
?T
&?T
0?T
5?T
9?T
'??T
'&?T
?T 'T &T /T 0T 8T 5T
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
12/18
Gráfico P
Paquete FraccionesDefectuosas # Muestras1 0.12 3.62 0.08 2.43 0.11 3.34 0.11 3.35 0.14 4.26 0.07 2.17 0.08 2.48 0.12 3.69 0.2 6
10 0.16 4.811 0.11 3.312 0.1 313 0.08 2.414 0.07 2.115 0.08 2.416 0.16 4.817 0.11 3.318 0.09 2.719 0.13 3.9
20 0.14 4.221 0.12 3.622 0.22 6.623 0.14 4.224 0.11 3.325 0.08 2.426 0.05 1.527 0.08 2.428 0.06 1.829 0.06 1.830 0.05 1.5
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
13/18
Promedio de Fracciones defectuosas = 0.107666667
p = 0.107666667
LSC = 0.13869
LIC = 0.0767
Análisis: se puede evidenciar una cierta tendencia ascendente lo que puede indicar undeterioro progresivo en la calidad que determinaria salir por sobre el LSC. La tendenciaes a una alta tasa de defectos
Grafico Np
Paquete # Muestras FraccionesDefectuosas
1 3.6 0.12
2 2.4 0.08
3 3.3 0.11
4 3.3 0.11
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
14/18
5 4.2 0.14
6 2.1 0.07
7 2.4 0.08
8 3.6 0.12
9 6 0.210 4.8 0.16
11 3.3 0.11
12 3 0.1
13 2.4 0.08
14 2.1 0.07
15 2.4 0.08
16 4.8 0.16
173.3
0.11
18 2.7 0.09
19 3.9 0.13
20 4.2 0.14
21 3.6 0.12
22 6.6 0.22
23 4.2 0.14
24 3.3 0.11
25 2.4 0.08
26 1.5 0.0527 2.4 0.08
28 1.8 0.06
29 1.8 0.06
30 1.5 0.05
Total Muestras Defectuosas = 96.9
p = 0.107666667
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
15/18
µ = 3.23001
LSC = 8.32
LIC = 1, 86Cuando LIC es negativo se debe cambiar a cero.
Según los valores obtenidos se puede concluir que el proceso es estable, ya que todoslos puntos están dentro del rango establecido.
7. Establezca un plan de muestreo por atributos, simple (inspección general tipoII), teniendo en cuenta que la empresa NAUTIC., tiene una política de control decalidad en la que el nivel aceptable de calidad es de AQL = NAC = 1,5% y seemplea en tabla MIL STD 105D, considerando que el tamaño del lote es de 100pares de zapatos. En el anexo 2 se adjunta la tabla MIL STD 105. ¿Es confiable el
muestreo establecido?, explique su respuesta. Tenga cuenta los Anexos 2 y 3.
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
16/18
La tabla identifica el código correspondiente al tamaño de la muestra de los productos
que tiene la empresa CALZADO NAUTIC. De acuerdo a nuestro problema el lote es de
1000 zapatos, encontrando que existe un rango de 501 a 1201 donde el nivel de
inspección general es II identificado con la letra J.
En tabla encontramos las letras que identifican el código del tamaño de la muestra y el
número del tamaño de la muestra, lo que hacemos es guiarnos por la letra K,
identificada en el cuadro anterior y donde equivale a 80 muestras., luego utilizamos el
número de aceptación que es el 1,8% observando que nos muestran dos valores Ac yRe, así:
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
17/18
N: 1000 Zapatos
n = 80 Zapatos
c = Ac = 2 Zapatos
r = Re = 3 Zapatos
Estos resultados establecen que para la inspección del lote de 1000 Zapatos, se
inspeccionaran una toma de muestra de 80 Zapatos, aceptando hasta 2 defectuosas y
rechazando el lote si se encuentran 3 o más defectuosas.
¿Es confiable el muestreo establecido?
Sabemos que el muestreo por a consiste en examinar una unidad de producto o
característica y clasificarla como “buena” o “defectuosa”. La acción a tomar después de
esto se decide contando el número de defectuosas encontradas.
Realizando este tipo de procedimiento nos damos cuenta que si es confiable este tipo de
muestro, ya que se encuentra dentro de los estándares predeterminados y descritos en
los anexos 1 y 2, encontramos que en un lote de 80 Zapatos hay la posibilidad de
aceptar el lote si hay 2 o menos Zapatos malas, pero si hay más de 3 se rechaza.
8. Qué puede plantear usted en relación con los costos de la calidad en la empresaNAUTIC.
En cuanto a los costos de prevención: Con el proceso de prevención se pueden evitar problemas como las posiciones torcidas de los zapatos, ya que si se realiza una revisiónde productos antes de que salgan o se generan proceso de mejora continua antes de que
prosiga se evitaran defectos más adelante. Con la revisión de la materia prima por partedel proveedor se pueden prevenir los problemas de capellada o porosidades en el cuerode los zapatos.
Costos por evaluación: Al realizar una evaluación y auditoria se pueden relializar procedimientos que permitan generar acciones correctivas para defectos como elquemado y las rupturas por exceso de golpes, si se realiza un proceso de auditoria aestos procesos se pueden encontrar los errores que principalmente generan estosdefectos.
Costos por fallas internas: Con los productos quemados y en general con casi todos los procesos se pueden evitar reprocesos ya que los defectos en su mayoría requierenretrabajos para volver a producir los productos. En as reinspecciones por falta de
compromiso con el trabajo se encuentran defectos cosas que se pueden prevenir si segeneran capacitaciones.
-
8/19/2019 TrabajoFinal_AndresHerrera.pdf
18/18
Costos de falla externa: Con la información suministrada no se encuentra muchainformación acerca de garantías, pero si lo productos que salieron de la planta para sudistribución se debe contar con un serivicio de PQRS y de garantías para responder porlos productos que salieron para la venta.
9. ¿Qué recomendaciones de ingeniería son necesarias para mejorar el control decalidad en la empresa NAUTIC en el procedimiento de auditoría final de productoterminado?
La aplicación de un plan de costos que les permita determinar prevención, realizarevacuaciones y analizar y resolver las fallas internas y externas.
De esta manera y con el análisis de las cartas x-r, x-s, los paretos se puede crear un
sistema de gestión de calidad basado en la prevención y corrección de procesos tal comolas fallas técnicas o la falta de información al momento de presentar las fallas que los
productos presentan.
Se deben realizar controles de calidad más estrictos y continuos, para validar que los procesos se encuentran funcionando de manera correcta, y que la curva de aprendizajede las personas nuevas que ingresen a la compañía esta adecuada.
Se deben determinar funciones fijas, no generar cambios arbitrarios de personal puesentorpece el proceso generando fallas del mismo reflejadas en el producto.