Transporte de Petroleo y Gas
14
11. MANEJO DE GAS Unidades de proceso similares son usadas en el campo del petróleo con respecto al manejo de gases como en el campo de combustibles. En ambos casos el objetivo es maximizar la recuperación de los líquidos del gas natural en estado líquido (NGL) [generalmente hidrocarburos con una cadena de cuatro o cinco átomos de carbono]. Esto se logra en los campos de petróleo por una separación de múltiples etapas y compresión (con gas) – como se vio en capítulos anteriores. Una sola etapa de separación, con compresión con gas de manera opcional y por la presión procesada del cabezal del pozo y la composición del gas respectivamente, es la norma para el campo del gas. La figura 22 ilustra las características de un campo de gas. 11.1 El aumento de las instalaciones de campo NGL recuperación de gas Entrando a la recuperación de gas natural en estado líquido. El incremento del gas natural líquido producido y la reducción en contenido de agua es logrado por el enfriamiento de gas y el equipo utilizado es: Una refrigeración entre -30 y -40ºutilizando una planta de refrigeración convencional, se puede usar freón y propano como agente de refrigeración efectivamente también se utiliza la expansión por (Joule-Thomson) en el cual el gas será enfriado cuando su presión es reducida debida a una obstrucción de flujo cuando se cumplan condiciones isotrópicas, este proceso es favorecido cuando hay una larga presión que baja por el cabezal del pozo y por las operaciones procesadas por las líneas de tubería, el gas puede requerir una
-
Upload
miguel-trujillo -
Category
Documents
-
view
27 -
download
0
description
Gas natural
Transcript of Transporte de Petroleo y Gas
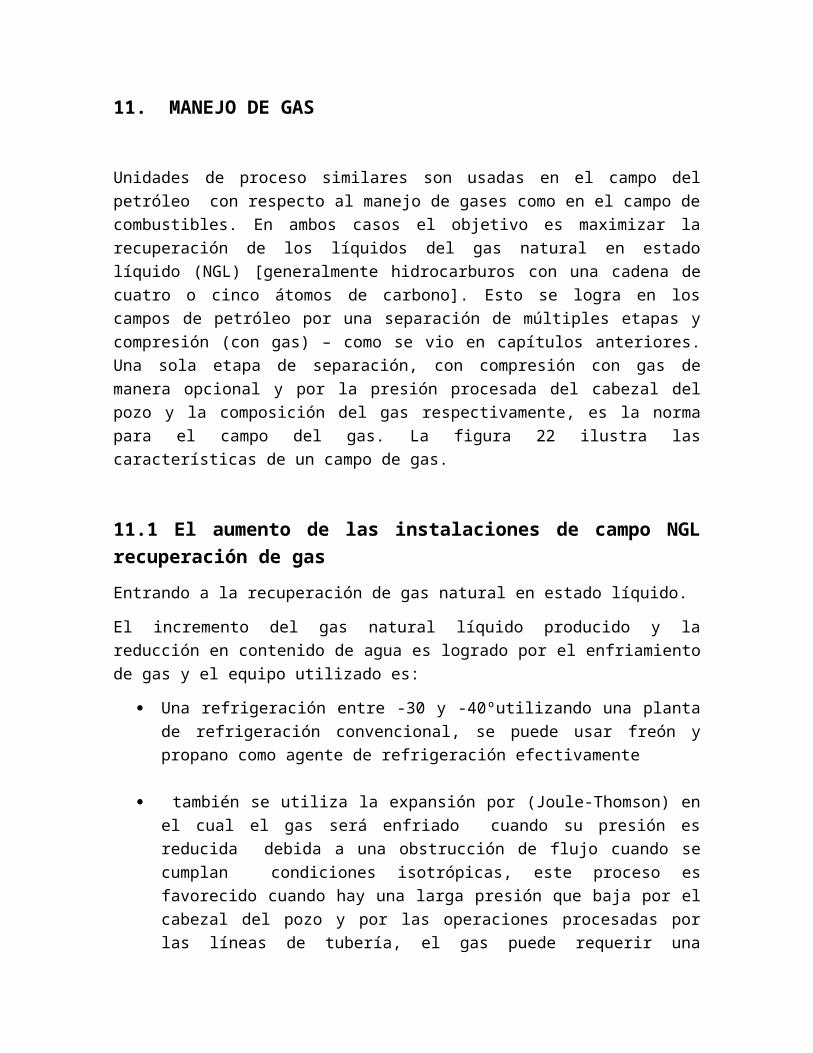
11. MANEJO DE GAS
Unidades de proceso similares son usadas en el campo del petróleo con respecto al manejo de gases como en el campo de combustibles. En ambos casos el objetivo es maximizar la recuperación de los líquidos del gas natural en estado líquido (NGL) [generalmente hidrocarburos con una cadena de cuatro o cinco átomos de carbono]. Esto se logra en los campos de petróleo por una separación de múltiples etapas y compresión (con gas) – como se vio en capítulos anteriores. Una sola etapa de separación, con compresión con gas de manera opcional y por la presión procesada del cabezal del pozo y la composición del gas respectivamente, es la norma para el campo del gas. La figura 22 ilustra las características de un campo de gas.
11.1 El aumento de las instalaciones de campo NGL recuperación de gas
Entrando a la recuperación de gas natural en estado líquido.
El incremento del gas natural líquido producido y la reducción en contenido de agua es logrado por el enfriamiento de gas y el equipo utilizado es:
Una refrigeración entre -30 y -40ºutilizando una planta de refrigeración convencional, se puede usar freón y propano como agente de refrigeración efectivamente
también se utiliza la expansión por (Joule-Thomson) en el cual el gas será enfriado cuando su presión es reducida debida a una obstrucción de flujo cuando se cumplan condiciones isotrópicas, este proceso es favorecido cuando hay una larga presión que baja por el cabezal del pozo y por las operaciones procesadas por las líneas de tubería, el gas puede requerir una compresión de regreso desde la exportación de la línea empleando a una presión subsecuente a la separación de los líquidos condensados.
La turbo expansión, esta incluye el extraer la energía del gas para ponerlo a trabajar: por ejemplo haciendo que genere electricidad mientras que la presión es reducida o dándole la energía a un compresor, esto se logra a temperaturas bajas y más bajas aun cuando se utilizan la expansión de (Joule-Thomson) Shel fefeitbol, las plantas utilizan o enfrían el gas a -99º utilizando una expansión de 2 faces.
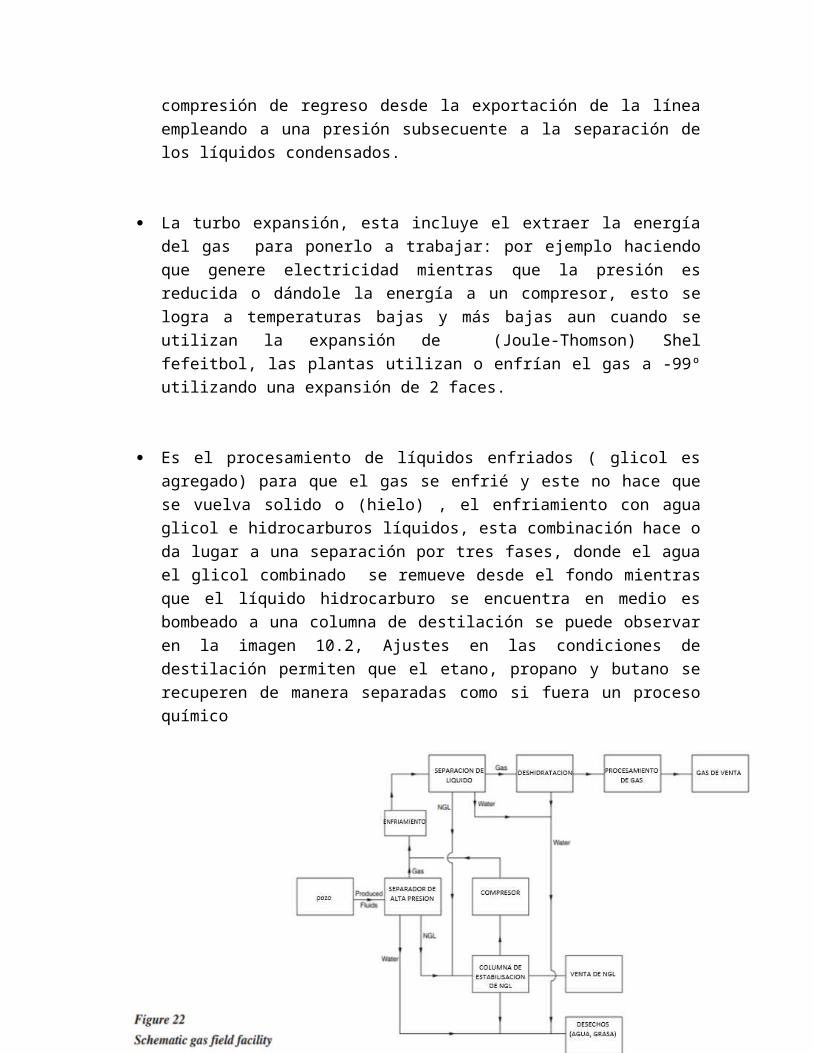
Es el procesamiento de líquidos enfriados ( glicol es agregado) para que el gas se enfrié y este no hace que se vuelva solido o (hielo) , el enfriamiento con agua glicol e hidrocarburos líquidos, esta combinación hace o da lugar a una separación por tres fases, donde el agua el glicol combinado se remueve desde el fondo mientras que el líquido hidrocarburo se encuentra en medio es bombeado a una columna de destilación se puede observar en la imagen 10.2, Ajustes en las condiciones de destilación permiten que el etano, propano y butano se recuperen de manera separadas como si fuera un proceso químico
11.2 estabilización de gas natural en estado liquido
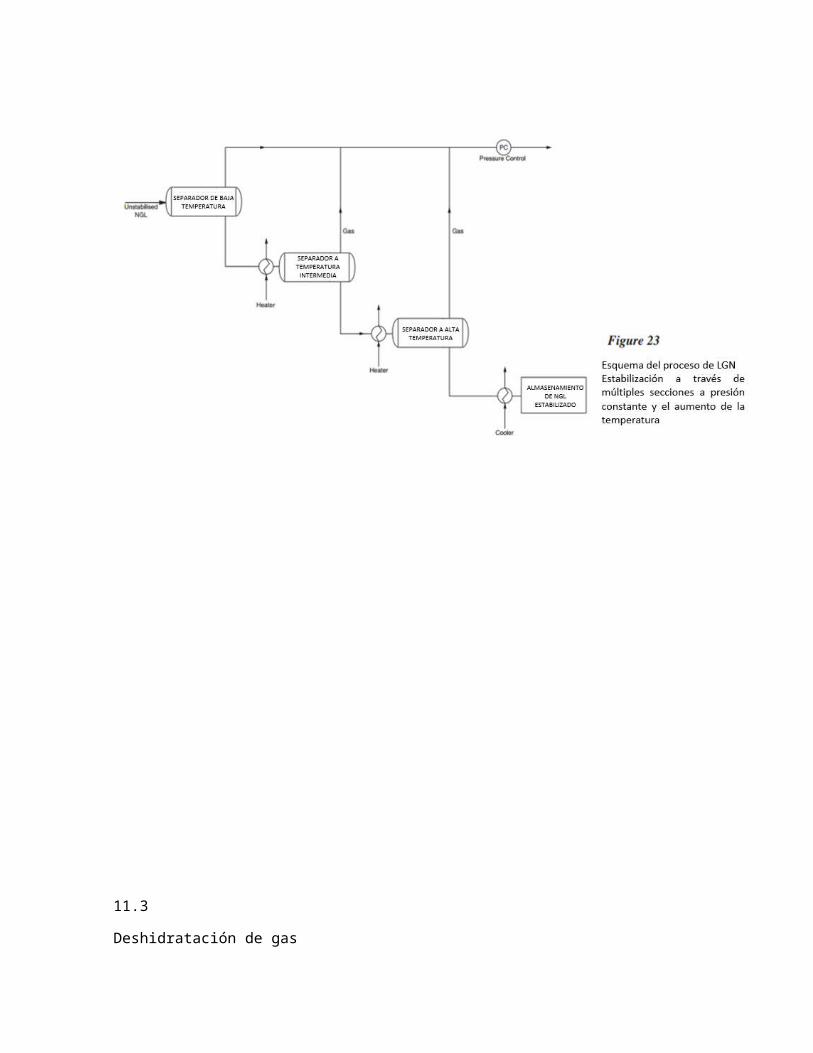
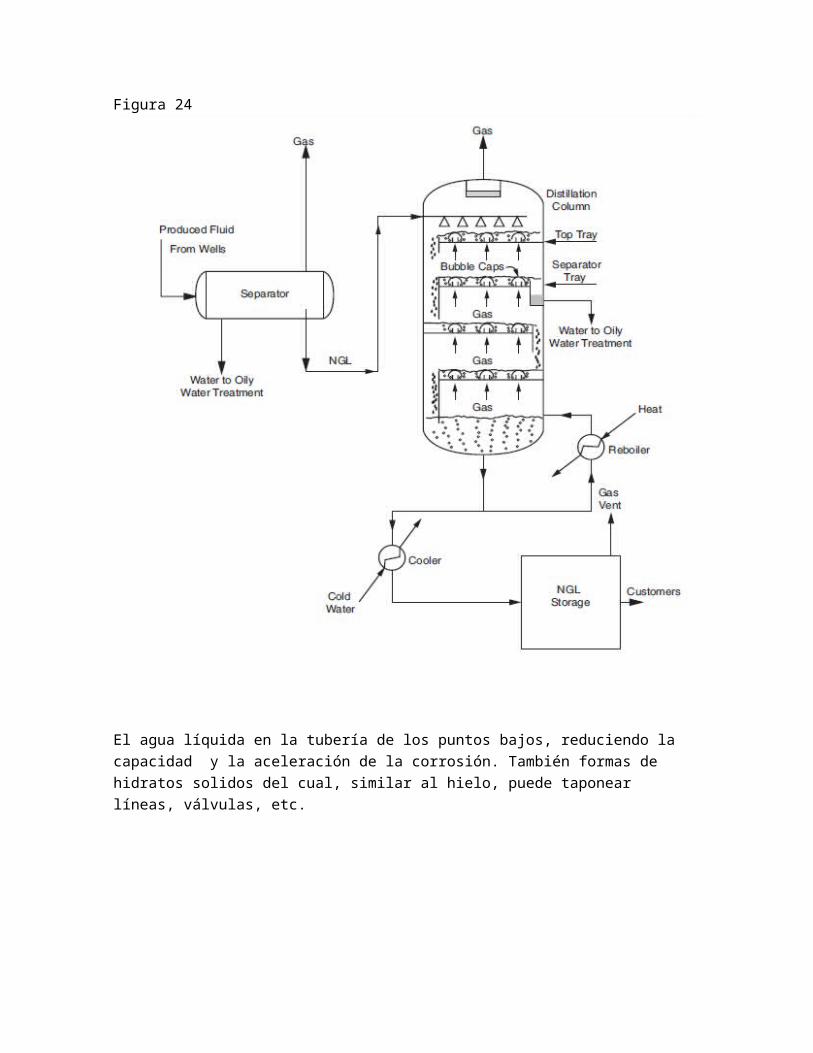
La separación de gas natural en estado líquido, tiene mucho vapor debido a la presión que se disuelve, gases volátiles como el metano y etano, no son aptos para guardarse o almacenarse en tanques o trasportarse para los consumidores, la presión de vapor es reducida calentando progresivamente a altas temperaturas el gas en estado líquido y permitiendo que el gas se flashee a una temperatura y presión constante. Se puede observar en la figura 23. El mismo precoces puede ser llevado de manera más eficiente en la columna de destilación, la columna consiste en un numero de platos conteniendo capas de burbujas, se ve en la figura 24, las cuales fuerzan el gas a subir hacia arriba de la columna de platos de abajo para arriba en contacto con el líquido asegurando que van a llegar a un equilibrio, lo platos superiores son operados de manera progresiva bajando la temperatura más allá de los platos inferiores, el líquido va ir por una serie de múltiples
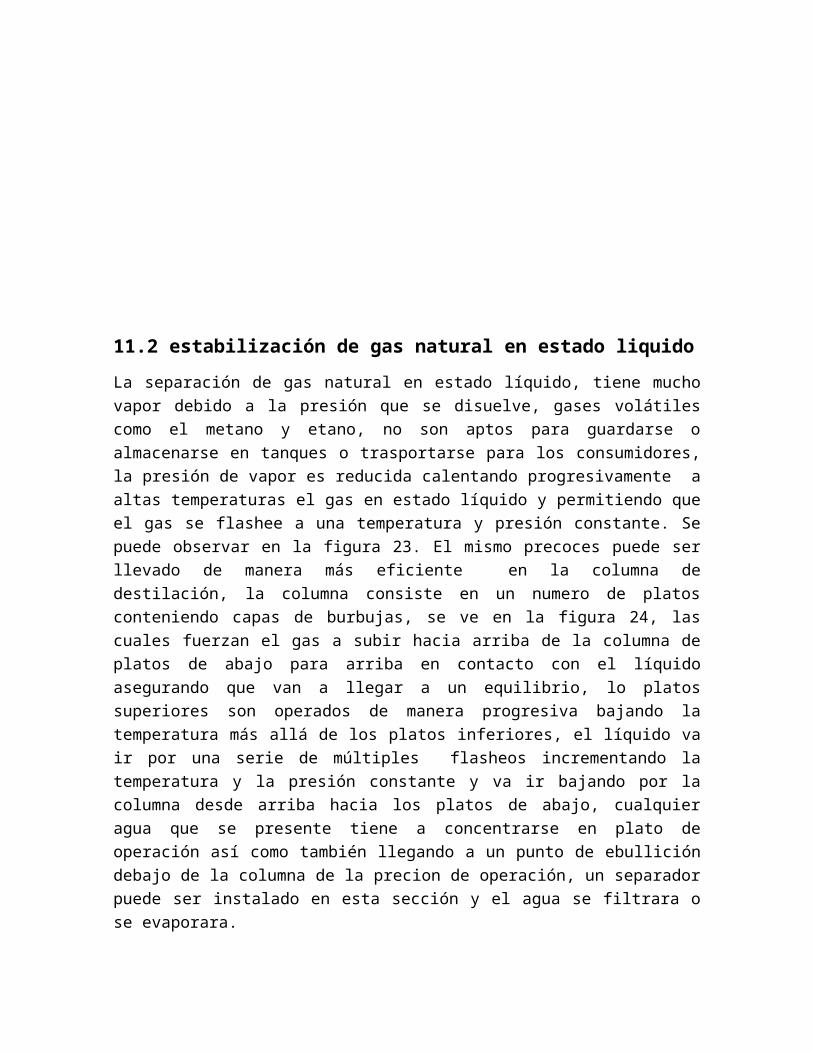
flasheos incrementando la temperatura y la presión constante y va ir bajando por la columna desde arriba hacia los platos de abajo, cualquier agua que se presente tiene a concentrarse en plato de operación así como también llegando a un punto de ebullición debajo de la columna de la precion de operación, un separador puede ser instalado en esta sección y el agua se filtrara o se evaporara.
11.3
Deshidratación de gas
El gas natural producido es saturado con vapor de agua que prevalece en el fondo del pozo, con condiciones reservadas. La Producción es enviada a la superficie y a posterior procesamiento, normalmente implica una progresiva reducción de la temperatura del gas y (la presión). El equilibrio contenido de agua de la fase gaseosa disminuye como la temperatura baja o la presión aumenta, lo que resulta en la separación del agua líquida. El agua presente como vapor en la fase gaseosa no presenta un problema para el gas en la instalación de operación a diferencia del agua líquida o solida (hielo):
Figura 24
El agua líquida en la tubería de los puntos bajos, reduciendo la capacidad y la aceleración de la corrosión. También formas de hidratos solidos del cual, similar al hielo, puede taponear líneas, válvulas, etc.
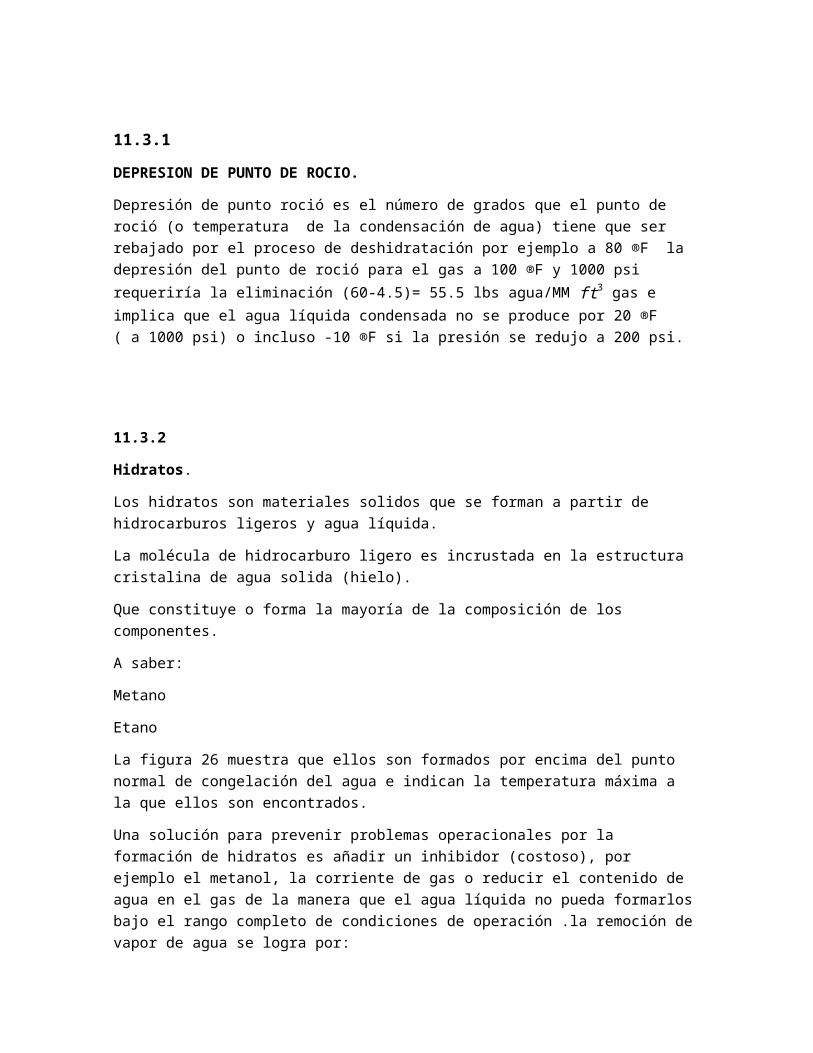
El contenido de agua saturada del gas natural en diferentes condiciones de la temperatura y la presión pueden ser derivados de la figura 26, el punto de roció es la temperatura en una presión dada, en el que el gas es saturado con el vapor de agua y cualquier otra reducción de la temperatura hará que el agua empiece a condensar. Por lo tanto si el contenido de agua de una corriente de gas se conoce, el punto de roció puede ser derivado de la figura 26.
11.3.1
DEPRESION DE PUNTO DE ROCIO.
Depresión de punto roció es el número de grados que el punto de roció (o temperatura de la condensación de agua) tiene que ser rebajado por el proceso de deshidratación por ejemplo a 80 ®F la depresión del punto de roció para el gas a 100 ®F y 1000 psi requeriría la eliminación (60-4.5)= 55.5 lbs agua/MM ft3 gas e implica que el agua líquida condensada no se produce por 20 ®F ( a 1000 psi) o incluso -10 ®F si la presión se redujo a 200 psi.
11.3.2
Hidratos.
Los hidratos son materiales solidos que se forman a partir de hidrocarburos ligeros y agua líquida.
La molécula de hidrocarburo ligero es incrustada en la estructura cristalina de agua solida (hielo).
Que constituye o forma la mayoría de la composición de los componentes.
A saber:
Metano
Etano
La figura 26 muestra que ellos son formados por encima del punto normal de congelación del agua e indican la temperatura máxima a la que ellos son encontrados.
Una solución para prevenir problemas operacionales por la formación de hidratos es añadir un inhibidor (costoso), por ejemplo el metanol, la corriente de gas o reducir el contenido de agua en el gas de la manera que el agua líquida no pueda formarlos bajo el rango completo de condiciones de operación .la remoción de vapor de agua se logra por:
I) Refrigeración o enfriamiento(ver sección 10.1)II) Absorción continua en un desecante liquido (glicol)III) Absorción por lotes por un desecante solido (silica en gel)
11.4
Proceso de deshidratación continúa
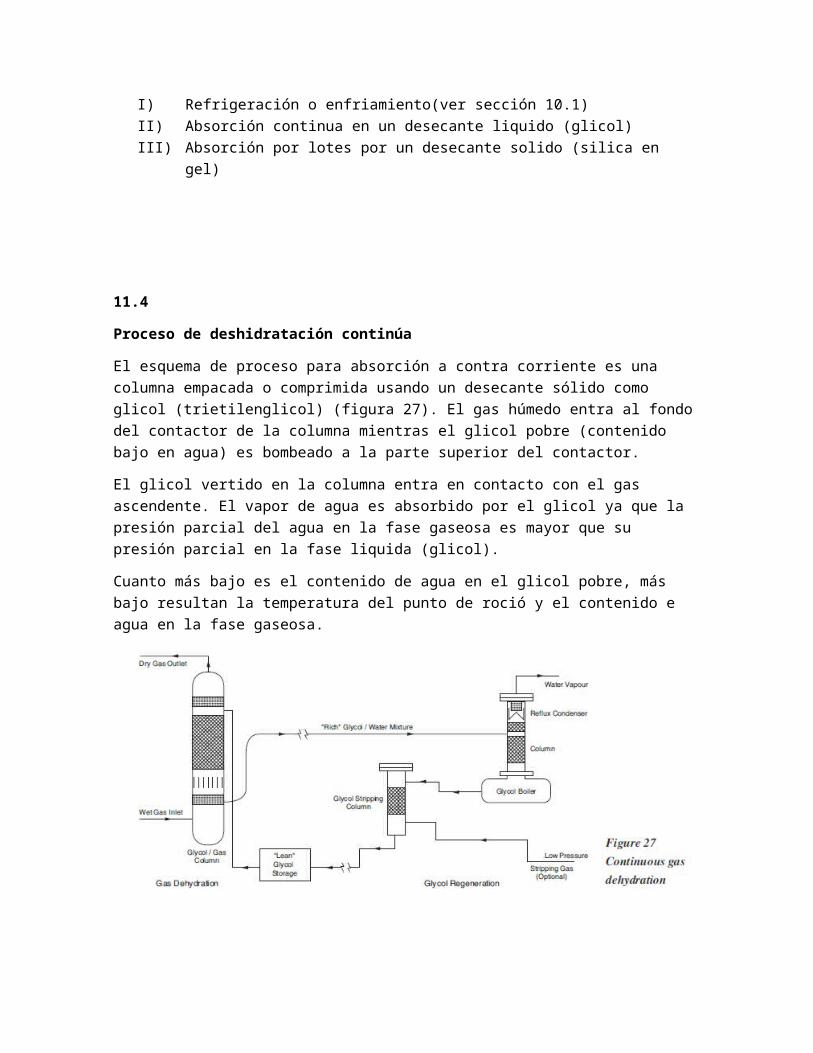
El esquema de proceso para absorción a contra corriente es una columna empacada o comprimida usando un desecante sólido como glicol (trietilenglicol) (figura 27). El gas húmedo entra al fondo del contactor de la columna mientras el glicol pobre (contenido bajo en agua) es bombeado a la parte superior del contactor.
El glicol vertido en la columna entra en contacto con el gas ascendente. El vapor de agua es absorbido por el glicol ya que la presión parcial del agua en la fase gaseosa es mayor que su presión parcial en la fase liquida (glicol).
Cuanto más bajo es el contenido de agua en el glicol pobre, más bajo resultan la temperatura del punto de roció y el contenido e agua en la fase gaseosa.
La mezcla de glicol rico/agua es extraída desde el fondo de la torre del contactor. El vapor de agua absorbido disminuye drásticamente el punto de ebullición dela mezcla, así que el glicol podría ser regenerado por ebullición en una columna de destilación .trabaja en una manera similar a la descrita antes de la sección 10.2 ,excepto que un condensador(congelador), es ubicado en la parte superior de las columnas.
La temperatura del condensador es ajustada para que el glicol se condense y regresando como reflujo de la columna, mientras el vapor de agua pasa a través de el como un gas, el glicol pobre es extraído desde el fondo del destilador y puede ser usado para tratar adicionalmente más gas húmedo.
El contenido del agua del glicol pobre puede ser reducido por extracción de gas. Esto involucra burbujear un gas a través del glicol pobre ya sea en la columna de refrigeración por si mismo o, si es requerido glicol de mayor pureza, en una columna más pequeña separada anteriormente al gas siendo pasado por la columna principal (regeneración). Gas de baja presión (50psia a 60°f) es usado ya que al aumentar su temperatura a las temperaturas del funcionamiento de la columna incrementara su capacidad para transportar agua. (250 a 100000 lbs/MMscf).
El trietilenglicol puede típicamente conseguir una disminución del punto de roció de 55°c por operar el re hervidor de glicol a 205°c. Esto puede ser incrementado a 85°c por el uso de la extracción de gas. Reducciones adicionales en el punto de roció un ejemplo puede ser de -100°c
para un gas destinado a una planta criogénica de gas natural licuado independiente de esto requiere el uso de un desecante sólido.
11.5 Deshidratación, proceso por lotes
Se necesitan puntos de roció muy bajos tales como las requeridas en las plantas criogénicas GNL donde la concentración de vapor de agua está por debajo de ppm que solo puede ser logrado con sistemas de cama de deshidratación sólida, como se ilustra en la figura 28. Esto consiste en:
(i) dos o más vasos de contactores desecantes lleno(ii) un calentador para suministrar calor, gas de regeneración(iii) un enfriador, para condensar el agua de gas de regeneración utilizado, junto con un
separador
El desecante sólido (e.g. gel de sílice, gel de alúmina, tamiz molecular, etc.) tiene un área específica superficial muy larga. Esto le permite absorber agua del gas (húmedo) que pasa hacia abajo a través del contactor a bajas temperaturas cerca de las de ambiente (30 – 40 °C). Una vez que toda la cama se ha saturado con agua el gas (húmedo) de entrada se conmuta a una segunda torre que contiene absorbente fresco. La torre saturada se regenera a continuación haciendo pasar gas calentado (260º - 350ºC) a través de él. El agua absorbida por el desecante sólido se vaporiza en la corriente de gas caliente. El enfriamiento de este gas caliente-húmedo reduce el nivel de saturación de agua y el agua líquida se recupera del separador. Una torre caliente no funciona eficientemente. La cama desecante necesita ser enfriada - pasando de gas de entrada fría - a su temperatura de funcionamiento (30º - 40º C) antes de que funcione de manera eficiente. La torre “fresca” esta entonces disponible para la operación, cuando la torre actualmente en uso, se satura con vapor de agua. Las torres suelen ser dimensionadas para que trabajen en un ciclo de adsorción de 8 horas, seguido de la regeneración a través de seis horas de calentamiento y dos horas de enfriamiento.
11.6 Tratamiento con gas ácido
El gas natural contiene con frecuencia otros contaminantes que se discuten hasta la fecha. Estos incluyen el dióxido de carbono (CO2), el sulfuro de hidrógeno (H2S) y otros compuestos de azufre tales como mercaptanos. Dado que estos materiales forman soluciones ácidas cuando se disuelve en agua, estos se conocen como gases ácidos. Estos compuestos son indeseables ya que:
(i) causan corrosión
e.g. CO2 es corrosivo en presencia de agua líquida a una presión parcial (= presión total *% en moles de CO2) de 30 psi H2S puede causar agrietamiento por tensión del sulfuro y fragilización en el hidrogeno en muchos metales a presiones parciales bajas que están por debajo de los 0.05 psi.
(ii) reduce el valor de calentamiento del gas
(iii) en el caso de H2S, puede ser venenoso en concentraciones muy bajas (H2S tiene un olor distinto a 0.15 ppm, la exposición a 100 ppm de H2S provoca somnolencia después de 15 minutos, mientras que los problemas respiratorios comienzan en concentraciones de 500 ppm, después de estar expuesto a estas concentraciones por más de 5 minutos se necesita de respiración artificial .por desgracia, H2S no puede ser olía a estas concentraciones letales.
Las concentraciones máximas de CO2 y H2S permitidos normalmente se especifican en el contrato de venta de gas - valores típicos son el 3% y 4 ppm respectivamente. Las bajas concentraciones de H2S pueden ser removidos por absorbentes sólidos (por ejemplo, óxido de hierro, óxido de zinc) que se sustituyen cuando la cama se gasta. Mayores concentraciones de H2S, así como CO2 se eliminan en el proceso de extracción con disolvente similar a una unidad de deshidratación de glicol (sección 10.4 y figura 26).
La unidad de extracción consta de dos partes - una columna de adsorción en el que el gas ácido a tratar se alimenta en la parte inferior y el disolvente líquido se añade en la parte superior. Los interiores de la columna - bandejas o embalaje – debe de asurar de que hay contacto íntimo entre las dos fases del proceso y las condiciones de proceso ajustan de manera que las concentraciones de CO2 / H2S se reducen a niveles de especificación.
Una clase de disolventes utilizados para el tratamiento de gases ácidos son líquidos alcalinos que pueden reaccionar reversiblemente con los gases ácidos H2S y CO2, por ejemplo, mono- etanolamina.
2 RNH2 + H2S (RNH3)2 S(RNH3)2 S + H2S 2(RNH3) HS2 RNH2 + CO2 RNHCOONH3 R
Una alternativa es un disolvente físico, por ejemplo, Sulfinol en el que se puede disolver grandes cantidades de CO2 y H2S a baja temperatura; mientras que la liberación puede suceder de nuevo a altas temperaturas. Por lo tanto, en ambos casos, un disolvente "rico" en CO2 y H2S absorbido se recupera de la parte inferior de la columna de adsorción y se transfieren a la columna de regeneración, donde el calor libera el CO2 o H2S absorbido. El disolvente regenerado se utiliza de nuevo. Los gases se ventilan o son acampanados {H2S se convierten en dióxido de azufre (SO2)}. Sin embargo, normalmente hay estrictas limitaciones medioambientales sobre las cantidades de H2S y SO2 que se pueden liberar en el medio ambiente; mientras que la emisión de CO2 atrae a una pena de impuestos en algunos países. Algunas alternativas son:
(i) La inyección en un depósito de almacenamiento subterráneo
(ii) Conversión del H2S en azufre sólido que se puede vender a la industria química. El proceso Claus se utiliza con frecuencia - esto implica la oxidación de una parte del H2S a SO2; seguido por la conversión a azufre por reacción con H2S adicionales.
2 H2 S + 3 O2 →2 SO2 + 2H2 OSO2 + 2H2S →3 S + 2H2O

![Antecedentes[1] Cluster De Petroleo Y Gas](https://static.fdocuments.co/doc/165x107/5458de74b1af9fc15d8b4c20/antecedentes1-cluster-de-petroleo-y-gas.jpg)