
UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE … · ii Dedicatoria A mis padres Por su amor,...
112
UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE CIENCIAS QUÍMICAS QUÍMICA FARMACÉUTICA TRANSFERENCIA TECNOLÓGICA DE UN PROCESO DE GRANULACIÓN HÚMEDA DESDE GRANULADOR DOBLE SIGMA A LECHO FLUIDO PARA COMPRIMIDOS DE PARACETAMOL DE 500mg Trabajo de investigación presentado como requisito previo para la obtención del título de Química Farmacéutica Autor: Shirley Susana Cajape Vargas Tutor: Santamaría Aguirre Javier Rodrigo DMQ, junio 2017
Transcript of UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE … · ii Dedicatoria A mis padres Por su amor,...

UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE CIENCIAS QUÍMICAS
QUÍMICA FARMACÉUTICA
TRANSFERENCIA TECNOLÓGICA DE UN PROCESO DE GRANULACIÓN
HÚMEDA DESDE GRANULADOR DOBLE SIGMA A LECHO FLUIDO
PARA COMPRIMIDOS DE PARACETAMOL DE 500mg
Trabajo de investigación presentado como requisito previo para la obtención del
título de Química Farmacéutica
Autor:
Shirley Susana Cajape Vargas
Tutor:
Santamaría Aguirre Javier Rodrigo
DMQ, junio 2017

ii
Dedicatoria
A mis padres
Por su amor, esfuerzo, y perseverancia.
Por brindarme la educación y hacer de mi un ser útil a la sociedad.

iii
Agradecimiento
A mis padres
Wiston Cajape y Vilma Vargas, quienes con mucho esfuerzo me ayudaron a culminar
esta meta en mi vida, quienes a pesar de la distancia siempre estuvieron dándome
ánimo y comprensión.
A mis queridos hermanos
Erika, Winston y Deivid, que con cariño me recordaban que confiaban en mí y jamás
me dejaron de ayudar de una u otra manera.
A familiares
Tíos y primos que me brindaron su apoyo incondicional y aprecio. A mi tío Saúl y
familia quienes me extendieron su hospitalidad mientras alcanzaba cada uno de los
objetivos planteados para lograr mi meta propuesta.
A mis amigos
A Paúl, Marcos, Miguel y Yéssica, y así también a muchos otros quienes me
extendieron su apoyo dentro de las aulas de la facultad. A Josué L, quien estuvo a mi
lado dándome ánimo en los momentos que más lo necesitaba, por ser un gran amigo y
hermano.
A mis profesores
Dr. Javier Santamaría, quien ha compartido su conocimiento profesional y me ha
enseñado a asumir los retos que conlleva la investigación; por ser un gran docente y
amigo.
A Química Ariston LTDA S.A, al Dr. Santiago Balarezo, jefe del departamento de
Investigación y Desarrollo, y demás miembros del personal técnico, quienes me
brindaron su asesoría y ayuda para llevar a cabo este estudio.
Gracias.

iv
Autorización de Autoría Intelectual

v
APROBACIÓN DEL TUTOR

vi
Constancia de Aprobación del Trabajo Final por Tribunal

vii
Índice de contenidos
DEDICATORIA ............................................................................................................... II
AGRADECIMIENTO ..................................................................................................... III
AUTORIZACIÓN DE AUTORÍA INTELECTUAL ................................................... IV
APROBACIÓN DEL TUTOR ........................................................................................ V
CONSTANCIA DE APROBACIÓN DEL TRABAJO FINAL POR TRIBUNAL ... VI
INTRODUCCIÓN ............................................................................................................. 1
CAPÍTULO I ..................................................................................................................... 2
EL PROBLEMA ................................................................................................................ 2
PLANTEAMIENTO DEL PROBLEMA. .................................................................................... 2
FORMULACIÓN DEL PROBLEMA: ....................................................................................... 3
OBJETIVOS ........................................................................................................................ 3
Objetivo general:.......................................................................................................... 3
Objetivos Específicos: .................................................................................................. 3
JUSTIFICACIÓN E IMPORTANCIA ........................................................................................ 3
CAPÍTULO II .................................................................................................................... 5
MARCO TEÓRICO .......................................................................................................... 5
ANTECEDENTES DE LA INVESTIGACIÓN ............................................................................. 5
FUNDAMENTACIÓN TEÓRICA ............................................................................................ 6
Transferencia Tecnológica Farmacéutica. .................................................................. 6
Análisis de tendencia. ................................................................................................... 7
Comprimidos. ............................................................................................................... 7
Definición. ................................................................................................................ 7
Formulación farmacéutica para comprimidos. ......................................................... 7
Principio activo. .................................................................................................... 7
Excipientes. ........................................................................................................... 8
Desintegrantes. ...................................................................................................... 8
Diluyentes ............................................................................................................. 8
Aglutinantes .......................................................................................................... 8

viii
Lubricantes ............................................................................................................ 8
Métodos de elaboración de comprimidos .................................................................... 9
Granulación Húmeda. ............................................................................................... 9
Etapa intragranular: ............................................................................................... 9
Etapa extragranular. .............................................................................................. 9
Granulación en Equipo Doble sigma. ....................................................................... 9
Granulación en Lecho Fluido ................................................................................. 10
Fluidización. ....................................................................................................... 10
Mecanismo de formación del gránulo. ............................................................... 10
Tipos de pulverización. ....................................................................................... 11
Lecho fluido Mycrolab Huttlin. .......................................................................... 12
Paracetamol ............................................................................................................... 13
Solubilidad .............................................................................................................. 14
Punto de fusión ....................................................................................................... 14
Polimorfismo .......................................................................................................... 14
Atributos Críticos de Calidad. ................................................................................... 15
Caracterización de materia prima y granulado ......................................................... 15
Humedad ................................................................................................................. 15
Distribución del tamaño de partícula ...................................................................... 15
Densidad aparente................................................................................................... 16
Densidad compactada. ............................................................................................ 16
Índice de Hausner ................................................................................................... 16
Índice de Carr ......................................................................................................... 16
Control en procesos. .................................................................................................. 16
Control de calidad en el granulado ......................................................................... 17
Control de calidad en producto terminado. ............................................................ 17
Dimensiones ........................................................................................................ 17
Peso promedio ..................................................................................................... 17
Friabilidad ........................................................................................................... 17
Dureza ................................................................................................................. 18
Desintegración .................................................................................................... 18
Valoración del principio activo ........................................................................... 18
Prueba de disolución ........................................................................................... 19

ix
Perfil de disolución. ............................................................................................ 19
Especificaciones en el producto terminado ............................................................... 19
HIPÓTESIS: ...................................................................................................................... 20
Hipótesis nula ............................................................................................................. 20
Hipótesis alternativa .................................................................................................. 20
SISTEMA DE VARIABLES. ................................................................................................ 20
Variables de entrada .................................................................................................. 20
Velocidad del aire de entrada. ................................................................................ 20
Presión de pulverización. ........................................................................................ 21
Velocidad de pulverización del aglutinante. .......................................................... 21
Variables respuesta .................................................................................................... 21
Variables respuesta en el granulado ....................................................................... 21
Variables respuesta en los comprimidos ................................................................ 21
CAPÍTULO III ................................................................................................................ 22
METODOLOGÍA DE INVESTIGACIÓN ................................................................... 22
DISEÑO DE LA INVESTIGACIÓN........................................................................................ 22
POBLACIÓN Y MUESTRA. ................................................................................................ 22
MÉTODOS Y MATERIALES ............................................................................................... 22
Métodos. ..................................................................................................................... 22
Elaboración de lotes piloto para comprimidos de paracetamol de 500 mg por lecho
fluido. ...................................................................................................................... 22
Elaboración de lotes piloto para comprimidos de paracetamol de 500 mg por
equipo granulador doble sigma. ............................................................................. 23
Caracterización del granulado. ............................................................................... 23
Polvos finos. ........................................................................................................ 23
Humedad ............................................................................................................. 23
Densidad aparente y compactada. ....................................................................... 23
Índice de Hausner ............................................................................................... 23
Índice de Carr ...................................................................................................... 24
Control de calidad para comprimidos de paracetamol de 500mg. ......................... 24
Peso promedio ..................................................................................................... 24
Dureza ................................................................................................................. 24

x
Desintegración. ................................................................................................... 24
Friabilidad. .......................................................................................................... 25
Valoración espectrofotométrica. ......................................................................... 25
Perfil de Disolución ............................................................................................ 25
Materiales................................................................................................................... 26
Reactivos .................................................................................................................... 27
Equipos ....................................................................................................................... 27
DISEÑO EXPERIMENTAL .................................................................................................. 27
Primera etapa. Selección del mejor tratamiento. ...................................................... 27
Segunda etapa. Comparación de los dos procesos de granulación. .......................... 28
MATRIZ DE OPERACIONALIZACIÓN DE LAS VARIABLES .................................................. 28
TÉCNICAS E INSTRUMENTOS DE RECOLECCIÓN Y PROCESAMIENTO DE DATOS ............... 30
TÉCNICAS DE PROCESAMIENTO DE DATOS. ..................................................................... 30
Diseño factorial 23 con punto al centro. .................................................................... 30
Prueba t de student. .................................................................................................... 31
Factor de similitud f2 .................................................................................................. 31
CAPÍTULO IV ................................................................................................................. 32
ANÁLISIS Y DISCUSIÓN DE RESULTADOS .......................................................... 32
RESULTADOS .................................................................................................................. 32
Análisis de tendencia. ................................................................................................. 32
Mezcla final para compresión................................................................................. 32
Comprimidos de paracetamol 500 mg. ................................................................... 33
Atributos críticos de calidad. .................................................................................. 33
Gráficas de control e interpretación de resultados.................................................. 34
Peso promedio. .................................................................................................... 34
Dureza ................................................................................................................. 35
Friabilidad ........................................................................................................... 36
Valoración ........................................................................................................... 36
Disolución ........................................................................................................... 37
Diseño experimental. .................................................................................................. 37
Primera parte. Selección del mejor tratamiento del diseño. ................................... 37
Granulación por lecho fluido Mycrolab. ............................................................. 37
xi
Tabla de resultados ............................................................................................. 38
Gráficas e interpretación de resultados. .............................................................. 38
Peso promedio ..................................................................................................... 38
Dureza. ................................................................................................................ 39
Rendimiento. ....................................................................................................... 42
Friabilidad. .......................................................................................................... 44
Desintegración. ................................................................................................... 45
Valoración ........................................................................................................... 46
Segunda etapa. Comparación de los dos procesos de granulación. ........................ 47
Comparación de resultados de valoración y disolución para los dos procesos de
granulación húmeda. ........................................................................................... 47
Valoración. .......................................................................................................... 47
Disolución ........................................................................................................... 47
Graficas e interpretación de resultados. .............................................................. 48
Lote QA, valoración por ambos métodos analíticos. .......................................... 48
Comparación de los dos procesos de granulación cuantificados por el método
analítico MSC. .................................................................................................... 49
Disolución. .......................................................................................................... 50
Discusiones: ............................................................................................................... 51
CAPÍTULO V .................................................................................................................. 55
CONCLUSIONES Y RECOMENDACIONES ........................................................................... 55
Conclusiones: ............................................................................................................. 55
BIBLIOGRAFIA ............................................................................................................. 57
ANEXOS .......................................................................................................................... 59
CARACTERIZACIÓN DE LA MATERIA PRIMA ..................................................................... 69
RESULTADOS DE LOS ENSAYOS FÍSICOS EN EL GRANULADO. ........................................... 69
Humedad .................................................................................................................... 69
Polvos finos ................................................................................................................ 70
Densidades ................................................................................................................. 70
Índice de Carr e Índice de Hausner ........................................................................... 71
RESULTADOS DE LOS ENSAYOS FÍSICO QUÍMICOS EN LOS COMPRIMIDOS. ........................ 71
Dureza ........................................................................................................................ 71
xii
Friabilidad ................................................................................................................. 72
Desintegración ........................................................................................................... 72
Peso promedio ............................................................................................................ 73
Valoración. ................................................................................................................. 73
Método analítico MQA. .......................................................................................... 73
Método analítico MSC. .......................................................................................... 73
Perfil de disolución .................................................................................................... 74
Granulación en equipo doble sigma. LOTE QA. ................................................... 74
Granulación por lecho fluido, Tratamiento 9 ......................................................... 75

xiii
Índice de Anexos
ANEXO A. Diagrama causa – efecto. Ishikawa. .............................................................. 59
ANEXO B. Diagrama de flujo para elaboración de comprimidos de paracetamol de
500mg por lecho fluido. .................................................................................................... 60
ANEXO C. Registro de datos en la caracterización del granulado. .................................. 61
ANEXO D. Registro de datos de las variables respuesta en comprimidos de paracetamol
de 500mg. .......................................................................................................................... 63
ANEXO E. Protocolo de elaboración de comprimidos de paracetamol de 500mg por
lecho fluido Mycrolab Hüttlin. .......................................................................................... 64
ANEXO F. Tablas de resultados ....................................................................................... 69
ANEXO G. Procesamiento de datos en Minitab 17. ......................................................... 76
ANEXO H. Durezas de los tratamientos de diseño experimental. .................................... 77
ANEXO I. Barrido espectral, y determinación de longitud de onda de máxima
absorción. ........................................................................................................................... 87
ANEXO J. Registro de los parámetros del proceso de granulación del tratamiento 9. ..... 88
ANEXO K. Imágenes. Caracterización de materia prima, proceso de granulación y
análisis físico químico. ...................................................................................................... 90

xiv
Índice de figuras
Fig. 1. Mecanismo de formación del gránulo por fluidización. ........................................ 11
Fig. 2. Tipos de pulverización. .......................................................................................... 11
Fig 3. Esquema gráfico del lecho fluido Mycrolab Huttlin. .............................................. 12
Fig. 4. Lecho fluido Mycrolab Huttlin. Fuente Departamento de Investigación y
Desarrollo de Química Ariston LTDA. ............................................................................. 13
Fig. 5. Estructura y características del paracetamol .......................................................... 14
Fig. 6. Paracetamol (B) y polimorfos A y C.. .................................................................... 15
Fig. 7. Ecuación para calcular el factor de similitud. ........................................................ 19
Fig. 8. Disolutor Hanson Vision Classic 6. Fuente laboratorio de Control de calidad de
Química Ariston LTDA. .................................................................................................... 26
Fig. 9. Humedad en la mezcla final de compresión. Rango de especificación 3,5 – 4,5% 33
Fig. 10. Gráfica de control para el Peso promedio. ........................................................... 35
Fig. 11. Gráfica de control para la Dureza. ....................................................................... 35
Fig. 12. Gráfica de control para la Friabilidad. ................................................................. 36
Fig. 13. Gráfica de control para la Valoración. ................................................................. 36
Fig. 14. Gráfica de control para la Disolución. ................................................................. 37
Fig. 15. Diagrama de Pareto de efectos estanarizados para el Peso Promedio. ................. 38
Fig. 16. Gráfica de cubos para el Peso Promedio. ............................................................. 39
Fig. 17. Diagrama de Pareto de efectos estandarizados para la Dureza. ........................... 39
Fig. 18. Gráfica de cubos de la Dureza.............................................................................. 40
Fig. 19. Efectos principales para la dureza de los comprimidos. ...................................... 40
Fig. 20. Interacción de las variables de estudio sobre la Dureza de los comprimidos. ..... 41
Fig. 21. Diagrama de Pareto de efectos estandarizados para el Rendimiento. .................. 42
Fig. 22. Gráfica de cubos para el Rendimiento. ................................................................ 42
Fig. 23. Gráfica de efectos principales para el Rendimiento. ............................................ 43
Fig. 24. Gráfica de interacción de las variables de estudio sobre el Rendimiento. ........... 43
Fig. 25. Diagrama de Pareto de efectos estandarizados para la Friabilidad. ..................... 44
Fig. 26. Gráfica de cubos para la Friabilidad. ................................................................... 45
Fig. 27. Diagrama de Pareto de efectos estandarizados para la Desintegración. .............. 45
Fig. 28. Diagrama de Pareto de efectos estandarizados para la respuesta Valoración. ..... 46
Fig. 29. Gráfica de cubos para la Valoración. ................................................................... 46

xv
Fig. 30. Comparación entre los dos métodos analíticos para la valoración del lote QA. .. 48
Fig. 31. Comparación entre los dos procesos de granulación húmeda, lote QA doble
sigma, T9 lecho fluido. ...................................................................................................... 49
Fig. 32. Comparación entre ambos procesos de granulación húmeda para la disolución,
minuto 30. .......................................................................................................................... 50

xvi
Índice de tablas
Tabla 1. Criterio de aceptación. ......................................................................................... 19
Tabla 2. Especificaciones para los comprimidos de paracetamol 500mg. ........................ 20
Tabla 3. Relación entre la fluidez de un polvo y el índice de compresibilidad. ................ 24
Tabla 4. Variables de estudio. ........................................................................................... 28
Tabla 5. Operacionalización de Variables de estudio para el granulado. .......................... 28
Tabla 6. Operacionalización de Variables de estudio para los comprimidos. .................. 29
Tabla 7. Variables y niveles de estudio para el diseño 23con puntos al centro. ................ 29
Tabla 8. Tratamiento y Niveles de estudio, notación +, -. Diseño 23con puntos al centro.29
Tabla 9. Tratamientos para el diseño 23con puntos al centro. ........................................... 30
Tabla 10. Humedad en la mezcla final para compresión de lotes elaborados por método
convencional en equipo doble sigma ................................................................................. 32
Tabla 11. Atributos críticos de calidad en comprimidos elaborados por equipo doble
sigma (método convencional). ........................................................................................... 33
Tabla 12. Variables respuesta en comprimidos elaborados por lecho fluido. ................... 38
Tabla 13. Porcentaje de principio activo cuantificado por los dos métodos analíticos
MQA y MSC ..................................................................................................................... 47
Tabla 14. Valores del Perfil de Disolución a los 30 minutos. .......................................... 48
Tabla 15 Índice de Carr, índice de Hausner, Humedad y fluidez en la materia prima usada
para granulación en lecho fluido. ...................................................................................... 69
Tabla 16. Humedad inicial y humedad en la mezcla final de compresión. ....................... 69
Tabla 17. Porcentaje de polvos finos en el granulado obtenido por lecho fluido.............. 70
Tabla 18. Densidad aparente y densidad compactada en el granulado obtenido por lecho
fluido. ................................................................................................................................. 70
Tabla 19. Índice de Hausner e índice de Carr en el granulado obtenido por lecho fluido. 71
Tabla 20. Durezas de los comprimidos obtenidos por lecho fluido. ................................. 71
Tabla 21. Friabilidad de los comprimidos obtenidos por lecho fluido. ............................. 72
Tabla 22. Desintegración de los comprimidos obtenidos por lecho fluido. ...................... 72
Tabla 23. Peso promedio de los comprimidos obtenidos por lecho fluido........................ 73
Tabla 24. Valoración del lote elaborado por granulación húmeda convencional, equipo
doble sigma ........................................................................................................................ 73
xvii
Tabla 25. Valoración del lote elaborado por granulación húmeda convencional, equipo
doble sigma ........................................................................................................................ 73
Tabla 26. Valoración del lote elaborado por granulación húmeda en Lecho fluido
Mycrolab. ........................................................................................................................... 74
Tabla 27. Perfil de disolución para el lote QA. ................................................................. 74
Tabla 28. Perfil de disolución para el tratamiento 9 del diseño experimental................... 75

xviii
Universidad Central del Ecuador
Facultad de Ciencias Químicas
Carrera de Química Farmacéutica
Transferencia tecnológica de un proceso de granulación húmeda desde granulador
doble sigma a lecho fluido para comprimidos de paracetamol de 500mg
Autor: Shirley Susana Cajape Vargas
Tutor: Santamaría Aguirre Javier Rodrigo
Resumen
La tecnología del lecho fluido se encuentra en fase de implementación en la planta de
producción en la que se realizó el presente estudio; sus múltiples ventajas respecto de la
granulación convencional, en términos de reproducibilidad y tiempo, precisan una
selección rigurosa, con base en diseño experimental, de las condiciones del proceso.
Por ello en el presente estudio se establecieron los parámetros para el proceso de
granulación en lecho fluido Mycrolab Huttlin que permiten obtener comprimidos de
paracetamol de 500 mg con atributos similares a los obtenidos en granulador doble sigma.
Se inició con un análisis de tendencia para los lotes de paracetamol correspondiente a los
dos últimos años, observándose que todos los atributos críticos de calidad se encuentran
dentro de la especificación, a excepción de la humedad en la mezcla final. A partir de lo
anterior se identificaron las características críticas de calidad para el producto fabricado
en granulador doble sigma en sus fases de granulado y comprimidos: humedad en la
mezcla final, peso promedio, friabilidad, dureza, desintegración, valoración, y porcentaje
de disolución.
Para desarrollar el proceso de granulación por lecho fluido se efectuaron pruebas
preliminares, donde se establecieron como constantes a la temperatura de aire de entrada:
65°C, y la presión del microclima: 0,1bar. Las variables de estudio seleccionadas y sus
niveles fueron: velocidad del aire de entrada (1,6; 2,2 m/s), la presión de pulverización
(0,3; 0,5 bares) y velocidad de pulverización de la solución aglutinante (20; 30rpm).
Mediante un diseño factorial 23
con puntos al centro, se seleccionó al tratamiento nueve
(T9) como el que permite obtener comprimidos de paracetamol de 500 mg con
características similares a los obtenidos en granulador doble sigma. Las mejores
condiciones para el proceso fueron: velocidad del aire de entrada 1,9m/s, presión de
pulverización 0,4bar y velocidad de la pulverización de la solución aglutinante de 25 rpm.
Finalmente se compararon las características críticas de calidad de los comprimidos
obtenidos por ambos métodos de granulación húmeda. Los comprimidos obtenidos por
lecho fluido son comparables en términos de disolución a los comprimidos obtenidos
mediante granulador doble sigma. Los parámetros: valoración, peso promedio, dureza,
desintegración, friabilidad, de los comprimidos elaborados por lecho fluido están todos
dentro de especificación.
Palabras Clave: Transferencia Tecnológica, Lecho fluido, Granulación Húmeda,
Comprimidos, Paracetamol.

xix
Universidad Central del Ecuador
Facultad de Ciencias Químicas
Carrera de Química Farmacéutica
Transfer Technology of a wet granulation process from double sigma granulator to
fluid bed for paracetamol tablets of 500 mg
Author: Shirley Susana Cajape Vargas
Tutor: Santamaría Aguirre Javier Rodrigo
Summary
Fluid bed technology is in implementation stage at the production plant where the present
study was carried out; its multiple advantages versus conventional granulation, in terms of
reproducibility and time, require a rigorous selection, based on experimental design, of
the process conditions.
Therefore, in the present study, the parameters for the granulation process in Mycrolab
Huttlin fluid bed were established in order to obtain paracetamol 500 mg tablets with
similar attributes to those obtained in a double sigma granulator.
We start with a trend analysis of the batches produced in last two years, observing that all
the critical quality attributes were inside the specification, except for the moisture in the
final mixture. From the above, the critical quality characteristics for the product
manufactured in double sigma granulator were identified: final mixture moisture, average
weight, friability, hardness, desintegration, assay, and dissolution test.
In order to develop the fluid bed granulation process, preliminary tests were carried out,
where the following constants were set: inlet air temperature: 65 ° C, and microclimate
pressure: 0.1 bar. The selected independent variables and their levels were: inlet air
velocity (1.6, 2.2 m / s), spray pressure (0.3, 0.5 bar) and spray rate of the binder solution
(20, 30 rpm). Using a 23factorial design with central points, treatment nine (T9) was
selected to obtain paracetamol 500 mg tablets with similar attributes to those obtained in a
double sigma granulator. The best conditions for the process were: intake air velocity
1.9m / s, spray pressure 0.4bar and spraying speed of the binder solution of 25 rpm.
Finally, the critical quality characteristics of the tablets obtained by both wet granulation
methods were compared. Tablets obtained by fluid bed are comparable in terms of
dissolution test to the tablets obtained by double sigma granulator. The parameters: assay,
average weight, hardness, disintegration, friability, of the tablets made by fluid bed are all
inside specification.
Key words: Technology transfer, fluid bed, Wet granulation, Tablets, Paracetamol.

1
Introducción
El presente proyecto de investigación tiene como objetivo establecer los parámetros
para el proceso de granulación en lecho fluido que permitan obtener comprimidos de
paracetamol de 500mg con características similares a los obtenidos en granulador doble
sigma.
El primer capítulo contiene el planteamiento del problema en donde se expone la
problemática que conlleva a realizar esta investigación; la formulación del problema;
justificación, en donde se manifiesta la importancia que tiene la investigación en el
desarrollo de la industria farmacéutica nacional.
En el segundo capítulo se presenta el marco teórico, donde se encuentran
investigaciones realizadas en los últimos años y se enlistan los diferentes temas y sub
temas que conforman los objetos del tema de estudio. También se presenta definiciones
de las variables.
En el tercer capítulo, se encuentra el Marco Metodológico, el cual detalla el
procedimiento que se siguió para desarrollar el proyecto de investigación, que paradigma,
que nivel y qué tipo de investigación se utilizó. Así también, se describe los métodos y
materiales que se utilizaron en la experimentación. En este capítulo también se mencionan
las variables con sus dimensiones e indicadores mediante la matriz de operacionalización
de variables.
En el cuarto capítulo se presentan los resultados obtenidos en conformidad con los
objetivos de estudio planteados, se muestran tablas y graficas estadísticas obtenidas
mediante software Minitab 17 y la interpretación de las gráficas respectivamente.
En el quinto capítulo se indican las discusiones más relevantes de los resultados
obtenidos en la investigación, y las conclusiones en función de los objetivos planteamos.
Además, se enlistan algunas recomendaciones sobre el estudio y se sugiere dar lugar a la
fase de escalado.

2
Capítulo I
El problema
Planteamiento del problema.
La innovación tecnológica ha cobrado impulso en la industria farmacéutica
optimizando los procesos de elaboración de las diferentes formas farmacéuticas, logrando
que los procesos y métodos analíticos sean validables. Así también las necesidades
operativas surgen a la par, por lo que se requiere que las tecnologías implementadas
garanticen la eficacia del proceso sin producir cambios críticos en los parámetros de
calidad del producto terminado cumpliendo así con los criterios de aceptación.
Entre las formas farmacéuticas ampliamente usadas por su facilidad de administración
por vía oral están los comprimidos (Aulton, 2004). El proceso ampliamente usado en la
obtención de éstos es la granulación húmeda, sin embargo la granulación húmeda
convencional podría generar gránulos de tamaño variable, tiempos de secado extensos y
zonas donde los gránulos podrían tener mayor humedad a la requerida; por lo tanto, con el
objetivo de mejorar y unificar el proceso de manufactura de comprimidos se usa el lecho
fluido para las etapas de mezclado, granulación, y secado.
La granulación por lecho fluido es un proceso complejo donde cada componente de la
formulación tiene un comportamiento propio como resultado de su densidad, porosidad,
forma y tamaño de partícula; el principio físico es diferente al que rige el proceso de
manufactura convencional en doble sigma. Para el primer caso la fluidización dependerá
del caudal del aire de entrada y las propiedades del polvo; la formación del granulo se da
por pulverización de una solución aglutinante produciendo la aglomeración (fuerzas de
cohesión) de las partículas (Parikh, 2010); mientras que para el proceso convencional en
doble sigma el granulo se produce por fuerzas de adhesión, cohesión, y mecánicas
producidas por el amasado.
La tecnología del lecho fluido es relativamente nueva dentro del país, y en la planta de
producción de Química Ariston se encuentra en fase de implementación; por lo tanto, los
procesos de granulación que comprenden el uso del lecho fluido aún no han sido
transferidos; de tal forma que se requiere establecer a escala piloto los parámetros críticos
para el proceso de granulación para comprimidos de paracetamol de 500mg.

3
Formulación del Problema:
¿Cuáles son los parámetros para el proceso de granulación en lecho fluido que permitan
obtener comprimidos de paracetamol de 500 mg con características similares a los
obtenidos en el granulador doble sigma?
Objetivos
Objetivo general:
Establecer los parámetros para el proceso de granulación en lecho fluido que
permitan obtener comprimidos de paracetamol de 500 mg con características
similares a los obtenidos en granulador doble sigma.
Objetivos Específicos:
Realizar un análisis de tendencia de los parámetros fisicoquímicos de los lotes
producidos en el granulador doble sigma durante los dos últimos años.
Identificar las características críticas de calidad para el producto en sus fases de
granulado y comprimidos.
Desarrollar el proceso de granulación para comprimidos por lecho fluido.
Comparar las características críticas de calidad de los comprimidos obtenidos por
granulador doble sigma y lecho fluido.
Justificación e Importancia
A la fecha, pocas son las industrias farmacéuticas del país que cuentan con la
tecnología de lecho fluido para elaborar granulados; un tipo de tecnología en la que, para
migrar los procesos de granulación desde los tradicionales, se requiere la intervención de
técnicos especializados durante importantes períodos de tiempo, debido a los múltiples
parámetros de proceso involucrados.
El proceso de granulación por fluidización se desarrolla de forma continua, reduciendo
la contaminación cruzada y con ello un mejor cumplimiento de las BPM’s farmacéuticas;
al ser un proceso automatizado y controlable se puede validar, mientras que el proceso en
granulador doble sigma resulta de difícil validación por la falta de reproducibilidad
inherente a sus etapas manuales.
Con la finalidad de migrar la tecnología empleada en la elaboración de comprimidos
de paracetamol de 500 mg, Química Ariston CIA.LTDA cuenta con un equipo de lecho
fluido Mycrolab (Huttlin, Alemania) para realizar el estudio de transferencia del proceso
de granulación, por lo que se requiere un análisis detallado de los lotes producidos

4
durante los dos últimos años de tal forma que el nuevo proceso se ajuste a los atributos de
calidad que presenta el producto actualmente comercializado.
A nivel nacional no se han publicado estudios sobre la transferencia tecnológica
farmacéutica en procesos que comprendan el uso del lecho fluido, por lo que resulta de
interés investigativo establecer los parámetros del proceso de granulación para
comprimidos de paracetamol. El presente estudio constituye un aporte al conocimiento
nacional de nuevas tecnologías farmacéuticas.

5
Capítulo II
Marco Teórico
Antecedentes de la investigación
Las técnicas de fluidización se han empleado para proceso de secado y revestimiento;
sin embargo, en los últimos años se ha incursionado en la granulación. Actualmente
varios países han incrementado las investigaciones en procesos que implican el uso del
lecho fluido mejorando los procesos de granulación húmeda.
Las siguientes publicaciones muestran los avances en esta área de la tecnología
farmacéutica:
Producción Farmacéutica y relación con transferencia de tecnología.- la
transferencia de tecnología cobró impulso a mediados de la década de 1990, donde tres
etapas de la producción farmacéutica de medicamentos han sido el enfoque de
transferencia siendo éstas el envasado, la formulación, y el o los principio(s) activo(s) y/o
materias primas; de la iniciativa de 30 entidades de diversos países 20 están enfocadas en
formulaciones, 9 en la transferencia de principios activos y/o materias primas y solo 1 en
envasado. Las transferencias realizadas logran un mejor cumplimiento de las normas de
calidad (Organization, 2011).
Espacio de Diseño. Determinación de una granulación de paracetamol en lecho
fluidizado mediante el diseño de experimentos.- la investigación fue realizada con la
finalidad de incrementar el entendimiento del proceso de granulación de paracetamol por
lecho fluidizado y para identificar los parámetros críticos del proceso a escala de
laboratorio, se utilizó un diseño factorial 24
con replicas centrales, donde el procesamiento
estadístico indicó que los parámetros críticos del proceso que afecta a la granulación por
lecho fluido fueron la velocidad de pulverización, el aire de entrada, la presión de
atomización . (Hartung, Johansson, Knoell, Valthorsson, & Langguth, 2012)
Enfoque de Espacio de diseño en la optimización de la granulación en lecho fluido y el
proceso de compresión de tabletas.- en este estudio se realiza una investigación de cómo
influyen las variables de formulación y de proceso en los atributos críticos de calidad,
determinándose en una primera etapa que las variables críticas son el agente diluyente y
la presión de pulverización; para la segunda etapa en la elaboración de los comprimidos
estos se elaboraron variando la fuerza de compresión obteniéndose que la presión de
pulverización afecta a la disolución de los comprimidos mientras que la fuerza de
compresión a la dureza del mismo. Este estudio se apoyó en el empleo del software
Artificial Neural Network el cual ayuda a predecir la liberación del paracetamol y la

6
dureza del comprimido en cualquiera de las variables de estudio seleccionadas (Djuris,
Medarevic, & Krstic, 2012)
Granulación en lecho fluido para un fármaco micronizado poco soluble en agua, de
baja densidad: comparación con granulación de alto cizallamiento. - los investigadores
obtuvieron que las variables del proceso críticas para la formación del granulo fueron la
velocidad de atomización para la solución aglutinante y la presión del aire de
atomización. Cuando la velocidad de atomización incrementa se forman gránulos con
tamaños que superan los 500um, mientras que la presión de atomización incide
directamente en la distribución del tamaño del granulo. En general, los gránulos obtenidos
por lecho fluido son más porosos, voluminosos y de mejor compresión; además la
velocidad de disolución de los comprimidos es comparable a la obtenida por el método
optimizado de alto cizallamiento (Gao, Jain, Motheram, Gray, & Hussain, 2002).
Desarrollo de Granulados de Fluconazol obtenidos en Lecho Fluido para Producción
de Cápsulas y Tabletas.- en este estudio se obtuvieron gránulos con mejoras significativas
en la velocidad de flujo, ángulo de reposo, e índice de comprensibilidad al ser
comparados con la materia prima sin granular, además el proceso en lecho fluido mejoró
de forma significativa el perfil y eficiencia de la disolución, así también la encapsulación
de los gránulos fue facilitada (Vladi & Patricia., 2006).
Fundamentación Teórica
Transferencia Tecnológica Farmacéutica.
La transferencia de tecnología es un proceso que consiste en migrar de forma correcta
productos farmacéuticos, métodos analíticos, procesos de fabricación, procesos de
embalaje y limpieza donde el objeto de transferencia cumple las especificaciones de
registro. Este proceso implica tres partes fundamentales, la unidad receptora (RU-
Receiving Unit), la unidad transmisora (SU- Sending Unit) y una unidad responsable de
dirigir, gestionar y aprobar la transferencia.
En la transferencia de un proceso de manufactura la unidad receptora debe tener la
capacidad de llevar a cabo el proceso de fabricación con eficacia, conservando los
atributos críticos de calidad del producto, mientras que la unidad transmisora proporciona
toda la información científico – técnica de manera eficiente respaldando la calidad del
proceso transferido.
Según la WHO guidelines on transfer of technology in pharmaceutical manufacturing,
Annex 7 (2011), para transferir un proceso de manufactura se requiere un enfoque de
documentación y planificación detallada, el empleo de personal capacitado en sistemas de
calidad y la documentación de datos que recopile toda la información obtenida durante el
desarrollo, la producción y el control de calidad.

7
Análisis de tendencia.
Consiste en recolectar la información de los parámetros críticos de calidad que
presentan los lotes del producto farmacéutico en los dos últimos años de producción, el
análisis permite detectar los fuera de especificación (OOS), determinar la tendencia de
cada atributo, y observar la variabilidad entre lotes. Al detectarse datos anómalos se
indaga en las posibles causas, la determinación de ellas contribuye a tomar medidas
correctivas en el desarrollo y/o producción del producto farmacéutico.
Para el análisis de tendencia se recurre a graficas de control o cartas de control
mediante un software estadístico.
Comprimidos.
Definición.
Son formas farmacéuticas sólidas destinadas a ser administras por vía oral. Existen
diferentes tipos de comprimidos y maneras de clasificarlos, a continuación se presenta
una de ellas:
No recubiertos
Recubierto: grageas cuya recubierta es de azúcar y comprimidos con recubierta
pelicular.
Comprimidos especiales: bucales, sublinguales, efervescentes, oralmente
desintegrables, comprimidos con cubierta gastrorresistente, de liberación
modificada, y masticables.
Formulación farmacéutica para comprimidos.
La gran cantidad de constituyentes son polvos y comprende el principio activo y
los excipientes.
Principio activo.
Es el componente o materia prima que tiene acción farmacológica y la dosis en el
comprimido y sus características se encuentras descritas en las farmacopeas oficiales.

8
Excipientes.
Son componentes que se caracterizan por ser inertes, es decir, no tienen acción
farmacológica. En la elaboración de comprimidos son empleados como
desintegrantes, diluyentes, aglutinantes, o lubricantes según la característica que
presente.
Desintegrantes.
Su función es promover y acelerar la ruptura o desintegración del comprimido
cuando este se encuentra en contacto con el medio de desintegración, sea de
naturaleza acuosa o jugos digestivos; así también incrementar el área superficial de
los fragmentos del mismo y obtener la rápida liberación del principio activo.
Diluyentes
Su función principal es de permitir la liberación del principio activo de una forma
lenta cuando está en contacto con un líquido, otra función que desempeña es
completar el peso total del comprimido, o contribuir a una repartición uniforme del
principio activo en el producto terminado.
Aglutinantes
Tiene la función de aglutinar a los polvos finos formando aglomerados o gránulos,
dándoles propiedades cohesivas, aumentando la densidad y la resistencia a la
abrasión.
Lubricantes
Las funciones que cumplen estos polvos son la de dar brillo al producto terminado,
la de evitar la fricción entre elementos mecánicos y el granulado, facilitar la
fluidez del granulado, y eliminar la presencia de polvos sueltos en la superficie del
comprimido.

9
Métodos de elaboración de comprimidos
Para la elaboración de comprimidos existen tres métodos de fabricación, siendo estos
la compresión directa, la granulación seca y la granulación húmeda; ésta última es
empleada con mayor frecuencia.
Granulación Húmeda.
Es un proceso mediante el cual se elaboran comprimidos que contienen uno o más
principios activos que son estables a temperatura altas, ya que interviene una etapa de
secado donde se evapora el solvente utilizado en la incorporación del aglutinante.
El empleo de un agente aglutinante forja la unión de partículas y la posterior formación
del granulo; se realiza de forma segmentada, es decir, una etapa intragranular y otra
extragranular.
Etapa intragranular:
Mezclado
Amasado
Secado
Etapa extragranular.
Tamizado
Mezcla final
Compresión
Entre los equipos usados para granulación húmeda se describen a continuación los dos
empleados en esta investigación
Granulación en Equipo Doble sigma.
La manufactura de los comprimidos comprende dos etapas, siendo la primera de ellas
la etapa de mezclado y posteriormente el amasado; se usa un equipo denominado doble
sigma que realiza estas dos funciones, el mismo que contiene dos aspas en forma de
“Z” en posición horizontal que giran a determinada velocidad y mueve la mezcla en
forma de ocho. La geometría de las aspas reduce al mínimo las zonas muertas.
(Navascués & Hernández, 2003).

10
Granulación en Lecho Fluido
La granulación húmeda en lecho fluido consiste en la aglomeración de polvos mediada
por la incorporación de un agente aglutinante pulverizado; diversos factores
intervienen en el proceso por lo que resulta de difícil optimización. Se diferencian tres
tipos de factores: los del proceso, del equipo y de la formulación. Los factores
ampliamente estudiados son los relacionados al proceso siendo estos la temperatura,
humedad y caudal del aire de entrada, la presión de atomización y la velocidad de la
atomización. (Djuris, Medarevic, & Krstic, 2012).
Fluidización.
El termino fluidización indica el fenómeno físico donde un sólido se encuentra en
suspensión en otro fluido, sea liquido o gas, de tal manera que las partículas mantienen
un movimiento constante. En la industria farmacéutica se ha empleado para el proceso
de manufactura de formas farmacéuticas solidas en sus primeras etapas tal como
mezclado, granulación y secado con la finalidad de obtener un granulado con
excelentes características físicas tal como fluidez y homogeneidad en el tamaño del
granulo.
Mecanismo de formación del gránulo.
El gránulo se forma cuando la solución aglutinante es pulverizada por el aire
comprimido que atraviesa la boquilla de atomización, las gotículas formadas dan lugar
a la unión de las partículas de polvo. Cuando el tamaño de las gotículas es menor al
tamaño de las partículas de polvo se forman los puentes líquidos, cuyas fuerzas de
unión son semejantes a las fuerzas de Van der Waals. Si la fuerza de unión es mayor
que la fuerza de ruptura se produce el crecimiento del granulo y la solidificación del
aglomerado. La figura 1 representa el mecanismo de formación del gránulo.

11
Fig. 1. Mecanismo de formación del gránulo por fluidización. (Parikh, 2010)
Tipos de pulverización.
Existen tres tipos de fluidización: pulverización superior (top spray), pulverización
inferior (bottom spray); y pulverización tangencial (tangential spray). Véase la figura
2.
Fig. 2. Tipos de pulverización. (Spraytech Systems (India) Pvt. Ltd., 2017)

12
En la granulación por lecho fluido con mayor frecuencia se emplea la pulverización
superior, mientras que la pulverización inferior se emplea para procesos de
recubrimiento. La pulverización tangencial se emplea para proceso de pelletización,
secado.
Lecho fluido Mycrolab Huttlin.
La figura 3 muestra el equipo de fluidización, el mismo que cuenta con un disco para
pulverización tangencial.
Fig. 3. Esquema gráfico del lecho fluido Mycrolab Huttlin. (Hüttlin, 2009).
1. Armario de la máquina de recubrimiento
2. Contenedor de producto
3. Diskjet
4. Cámara de entrada de aire
5. Boquilla de 3 componentes (de atomización inferior)
6. Filtro dinámico
7. Campana del filtro
8. Panel de mando
9. Alojamiento del filtro de la entrada de aire
10. Alojamiento del filtro de la salida de aire
11. atomización superior (opcional).

13
ESPECIFICACIONES DEL EQUIPO
Equipo: LECHO FLUIDO
Marca: MYCROLAB
Modelo: H00485
Procedencia: Alemania
Año de fabricación: 2008
En uso desde: 09-2010
Voltaje: 220 V
La figura 4 corresponde al equipo de lecho fluido empleado en el presente estudio, donde
se observa en acoplamiento de la bomba peristáltica, el anemómetro y el software del cual
se opera el equipo.
Fig. 4. Lecho fluido Mycrolab Huttlin. Fuente Departamento de Investigación y
Desarrollo de Química Ariston LTDA.
Paracetamol
El paracetamol está estructuralmente emparentado con la anilina y con el fenol,
compartiendo características químicas de ambos. Desde el punto de vista ácido-base es
un ácido muy débil con un pKa de 9,4.

14
Presenta las siguientes características:
Fig. 5. Estructura y características del paracetamol (Gaete, 2014)
Solubilidad
Forma cristales principalmente como prismas monoclínicos. Es escasamente soluble en
agua fría pero mayormente soluble en agua caliente, soluble en metanol, etanol,
dimetilformamida, diclorometano, acetona y acetato de etilo, pero es prácticamente
insoluble en éter de petróleo, pentano y benceno.
Una parte de paracetamol es soluble en 70 partes de agua a 25°C y soluble en 20 partes
de agua a 100°C. Se reporta solubilidades de 14,7 mg/mL a 20°C y 23,7 mg/mL a
37°C. A pH menor a 8 el paracetamol no se ioniza sustancialmente, por lo que, su
solubilidad varía muy poco con los valores de pH fisiológicos. (Gaete, 2014).
Punto de fusión
Es el rango de temperatura a la cual se produce la fusión del estado sólido, es decir,
que pasa del estado sólido al estado líquido y es característico de cada compuesto.
El intervalo de fusión del paracetamol esta entre 168°C y 172°C. (América, 2012)
Polimorfismo
Es la capacidad que tiene la molécula de adquirir diferentes configuraciones
espaciales, estas variaciones en su empaquetamiento molecular se originan en las
condiciones fisicoquímicas específicas en las que se realiza la síntesis. El paracetamol
es un polimorfo (Fig.6), este puede cristalizar con dos empaquetamientos moleculares
diferentes, dando formación al polimorfo A y el C con propiedades fisicoquímicas
diversas. (Islana & Molina, 2006).
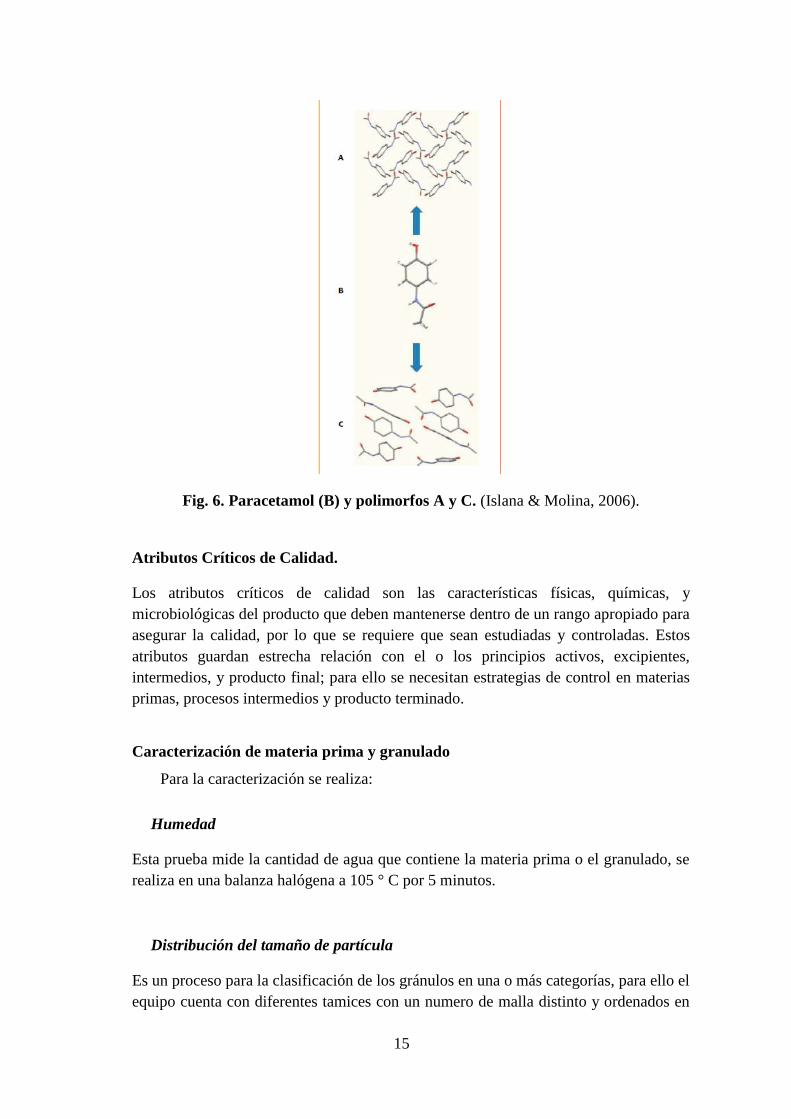
15
Fig. 6. Paracetamol (B) y polimorfos A y C. (Islana & Molina, 2006).
Atributos Críticos de Calidad.
Los atributos críticos de calidad son las características físicas, químicas, y
microbiológicas del producto que deben mantenerse dentro de un rango apropiado para
asegurar la calidad, por lo que se requiere que sean estudiadas y controladas. Estos
atributos guardan estrecha relación con el o los principios activos, excipientes,
intermedios, y producto final; para ello se necesitan estrategias de control en materias
primas, procesos intermedios y producto terminado.
Caracterización de materia prima y granulado
Para la caracterización se realiza:
Humedad
Esta prueba mide la cantidad de agua que contiene la materia prima o el granulado, se
realiza en una balanza halógena a 105 ° C por 5 minutos.
Distribución del tamaño de partícula
Es un proceso para la clasificación de los gránulos en una o más categorías, para ello el
equipo cuenta con diferentes tamices con un numero de malla distinto y ordenados en

16
una escala sucesiva de amplitud de malla, se encuentran apilados uno sobre otro y
sujetos a vibración; donde el tamaño de las partículas de la muestra al ser mayor al
diámetro de los orificios de la malla se retiene, dejando pasar al siguiente tamiz las
partículas de menor tamaño, de tal manera que las fracciones retenidas son pesadas y
clasificadas. La cantidad requerida para el análisis con tamices es de 40-150 g de
muestra.
Densidad aparente
La densidad es una constante y se define como la relación entre la masa y el volumen
que ocupa una sustancia sólida y corresponde al sólido que ocupa un volumen sin que
haya sido sometido a vibración o golpeteo para que se compacte.
Densidad compactada.
Corresponde al volumen que ocupa una masa en una probeta cuando ha sido sujeta a
vibración por 5 minutos para que se compacte.
Índice de Hausner
Es una medida de la fluidez que presenta el granulado, para ello se utiliza una fórmula
que comprende la densidad libre o aparente y la densidad compactada.
Índice de Carr
Está en función del volumen que ocupa una determinada cantidad del polvo, también
se lo denomina índice de compresibilidad.
Control en procesos.
En las diferentes etapas de elaboración de comprimidos se realizan controles con la
finalidad de garantizar la calidad del producto elaborado, durante el proceso de
manufactura se establecen puntos críticos de control, a continuación se mencionan los
controles que se realizan en la elaboración de comprimidos por granulación húmeda.
17
Control de calidad en el granulado
Posterior a la etapa de amasado y granulación se determina la humedad del gránulo y
tras la mezcla final con los polvos finos se mide la humedad de la mezcla, dicho valor
debe estar entre el 3,5 al 4,5% para la compresión.
Control de calidad en producto terminado.
Para los comprimidos se realiza los siguientes controles:
Dimensiones
Se realizan mediciones de la altura y del diámetro con un instrumento denominado pie
de rey o micrómetro, se reporta el promedio de 10 mediciones junto con la desviación
estándar. Las unidades se expresan en milímetros.
Peso promedio
Se realiza sobre 20 comprimidos. Se utiliza la siguiente formula estadística:
∑
⁄
Esta prueba se realiza durante el proceso de tableteado, se realiza con 20 comprimidos
pesando uno por uno. Si se presentan variaciones superiores a las establecidas se debe
detener la operación y ajustar la máquina, y como criterio de aceptación no más de dos
de los pesos de cada comprimido se desviará del peso promedio más el porcentaje de
desviación permitido y ninguno se desviará más del doble del porcentaje establecido.
Friabilidad
Mide la resistencia a la abrasión, se realiza en un friabilizador. Para comprimidos cuyo
peso menor o igual a 650 mg se toma muestras que sumen un peso igual a 6,5 g;
mientras que para comprimidos cuyo peso sea mayor a 650mg se toman 10
comprimidos. Inicialmente se pesan los comprimidos, se retira el exceso de polvo de la
superficie y se colocan en el equipo durante 4 min, posterior al tiempo se vuelven a
pesar nuevamente. El porcentaje de perdida por abrasión no debe ser mayor al 1%.
(Bedoya, Óscar, & Gloria, 2011)

18
Dureza
Esta prueba mide la fuerza de ruptura que requiere el comprimido para ser deformado
o decapado. Constituye una prueba física para orientar el correcto almacenamiento y
transporte de la forma farmacéutica, garantizando su calidad y seguridad.
Desintegración
Es un proceso en el cual se colocan los comprimidos en un medio de desintegración,
bajo condiciones de temperatura y tiempo determinados. La desintegración completa
sucede cuando se ha perdido la forma del comprimido y se forma una masa palpable.
Valoración del principio activo
Esta prueba permite conocer la cantidad de principio activo presente en cada
comprimido, se realiza con un método analítico específico. El resultado se expresa en
porcentaje.
Para el cálculo del porcentaje de principio activo se emplea la siguiente ecuación:
⁄
⁄
Dónde:
Am= absorbancia de la muestra
Ast = absorbancia del estándar
Wst = peso del estándar en miligramos
Cst = concentración o pureza del estándar
19
Prueba de disolución
Se refiere a la cantidad de principio activo presente en una unidad de dosificación, el
cual se disuelve en un determinado tiempo según las condiciones que se indiquen en la
monografía. La prueba se realiza en un equipo llamado disolutor.
Tabla 1. Criterio de aceptación.
Etapa N° de unidades
analizadas
Criterios de aceptación
S1 6 Ninguna unidad es menor que Q + 5%
S2 6 El promedio de 12 unidades (S1+S2) es ≥ Q, y
ninguna unidad es < Q − 15%
S3 12 El promedio de 24 unidades (S1+S2+ S3) es ≥ Q, no
más de dos unidades son < Q − 15%, y ninguna
unidad es < Q − 25%
(América, 2012)
Perfil de disolución.
Es una prueba para comparar la disolución de dos productos, para ello se calcula el
factor de similitud f2 cuyo valor debe estar entre 50 a 100 lo que garantiza la similitud,
o equivalencia de las dos curvas y por lo tanto el desempeño de los dos productos.
Como mínimo se debe usar tres puntos para la comparación del perfil de similitud; no
más de un punto debe exceder el 85%; para productos que se disuelven muy
rápidamente (≥85% de disolución en 15 minutos) no es necesario el perfil de
comparación (USP, 2016).
Para calcular el factor de similitud f2 se emplea la siguiente ecuación:
Fig. 7. Ecuación para calcular el factor de similitud (USP, 2016).
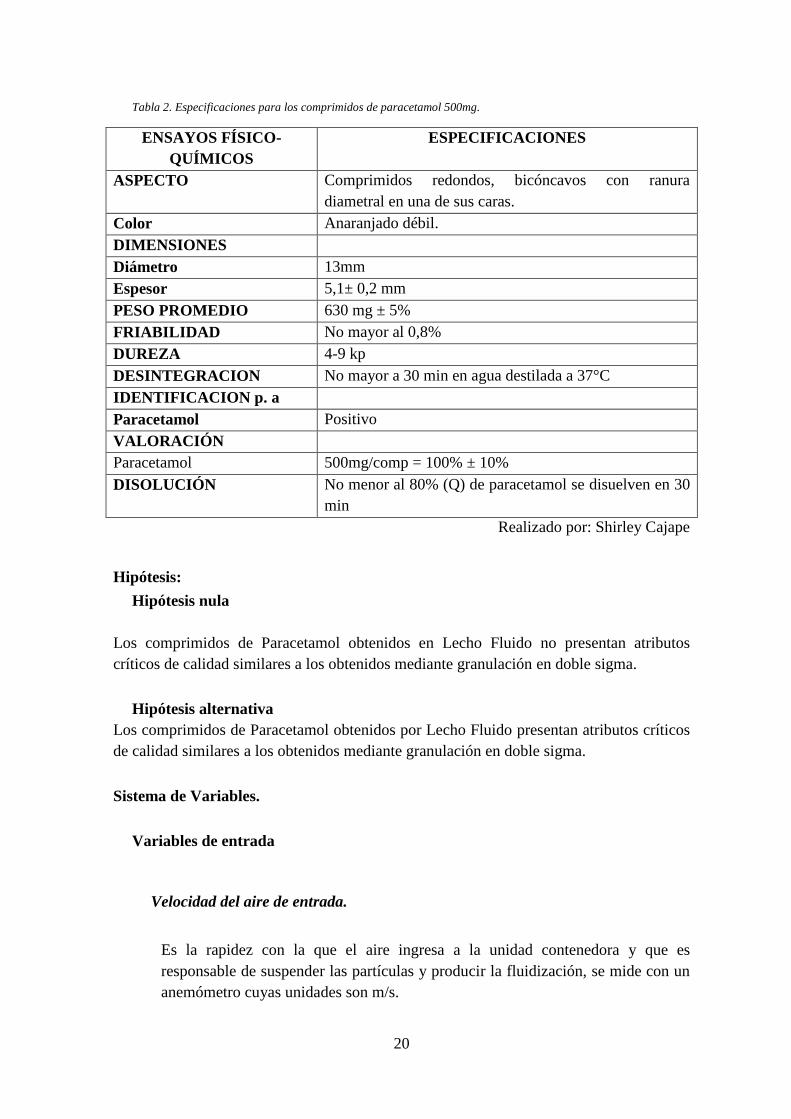
Especificaciones en el producto terminado
Corresponde a los controles realizados en el lote del producto terminado y cuyos
parámetros evaluados se encuentran dentro de las especificaciones internas de la
entidad farmacéutica.
20
Tabla 2. Especificaciones para los comprimidos de paracetamol 500mg.
ENSAYOS FÍSICO-
QUÍMICOS
ESPECIFICACIONES
ASPECTO Comprimidos redondos, bicóncavos con ranura
diametral en una de sus caras.
Color Anaranjado débil.
DIMENSIONES
Diámetro 13mm
Espesor 5,1± 0,2 mm
PESO PROMEDIO 630 mg ± 5%
FRIABILIDAD No mayor al 0,8%
DUREZA 4-9 kp
DESINTEGRACION No mayor a 30 min en agua destilada a 37°C
IDENTIFICACION p. a
Paracetamol Positivo
VALORACIÓN
Paracetamol 500mg/comp = 100% ± 10%
DISOLUCIÓN No menor al 80% (Q) de paracetamol se disuelven en 30
min
Realizado por: Shirley Cajape
Hipótesis:
Hipótesis nula
Los comprimidos de Paracetamol obtenidos en Lecho Fluido no presentan atributos
críticos de calidad similares a los obtenidos mediante granulación en doble sigma.
Hipótesis alternativa
Los comprimidos de Paracetamol obtenidos por Lecho Fluido presentan atributos críticos
de calidad similares a los obtenidos mediante granulación en doble sigma.
Sistema de Variables.
Variables de entrada
Velocidad del aire de entrada.
Es la rapidez con la que el aire ingresa a la unidad contenedora y que es
responsable de suspender las partículas y producir la fluidización, se mide con un
anemómetro cuyas unidades son m/s.
21
Presión de pulverización.
Es la presión con la que el aire atraviesa la boquilla de atomización, el cual
modifica el tamaño de las gotas de la solución aglutinante, esta variable es
regulada por un manómetro cuya unidad de media es el bar.
Velocidad de pulverización del aglutinante.
Es la rapidez con la que la solución aglutinante atraviesa la boquilla de
atomización, la regulación se realiza con una bomba peristáltica acoplada al
equipo y ésta indica las revoluciones por minuto (RPM).
Variables respuesta
Variables respuesta en el granulado
1. Polvos finos < 180 um.
2. Humedad
3. Densidad aparente
4. Densidad compactada
5. Índice de Carr
6. Índice de Hausner
Variables respuesta en los comprimidos
1. Peso promedio
2. Dureza
3. Desintegración
4. Friabilidad
5. Valoración del principio activo
6. Rendimiento del proceso
7. Perfil de Disolución.
22
Capítulo III
Metodología de Investigación
Diseño de la Investigación
El paradigma de la presente investigación es de enfoque cuantitativo, se fundamenta en la
comprobación la hipótesis planteada mediante la recolección de datos y el empleo de
métodos estadísticos para el análisis de las mediciones obtenidas; es de nivel explicativo
ya que al emplear la estadística se describe la causa-efecto del proceso de fluidización en
la obtención del granulado, y de tipo experimental realizado en el departamento de
Investigación y Desarrollo de la empresa QUIMICA ARISTON ECUADOR C. LTDA.
Población y Muestra.
La investigación al ser experimental no requiere de una población y muestra, al contrario,
requiere de métodos y materiales que otorguen datos confiables, reproducibles y precisos
de tal forma que se logre cumplir con el objetivo de transferir un proceso de granulación
húmeda en equipo doble sigma a lecho fluido para comprimidos de paracetamol de
500mg, la misma que se llevó a cabo en el departamento de investigación y desarrollo de
la empresa QUIMICA ARISTON.
Métodos y Materiales
Métodos.
Elaboración de lotes piloto para comprimidos de paracetamol de 500 mg por
lecho fluido.
Pesar el paracetamol, dióxido de silicio coloidal y el almidón de maíz, tamizar por
malla N° 40, y cargar en la unidad de lecho fluido Mycrolab Huttlin; para la
incorporación del aglutinante se usa una bomba peristáltica la misma que tendrá tres
etapas de pulverización con diferentes velocidades. Finalizado el proceso se enfría la
unidad y se descarga el granulo, se toma una muestra para determinar la humedad. El
granulado obtenido por fluidización se mezcla por 5 minutos con el lubricante y
desintegrante obteniéndose la mezcla final para la compresión en la tableteadora. Ver
Anexo B y Anexo E.

23
Elaboración de lotes piloto para comprimidos de paracetamol de 500 mg por equipo
granulador doble sigma.
Este proceso comprende dos etapas. En la primera se mezcla el paracetamol, el
almidón de maíz y la lactosa anhidra, siendo ésta la mezcla inicial, se incorpora el
aglutinante y se amasa. Se granula y se somete a secado controlando que la humedad
del granulado este dentro de la especificación, posteriormente se enfría. La segunda
etapa consiste en regranular y mezclar con los excipientes que cumplen la función de
lubricantes y diluyentes. Obteniéndose la mezcla final que se somete a compresión en
la tableteadora rotativa.
Caracterización del granulado.
Polvos finos.
Se pesaron 50 g del granulado y se colocó en el tamiz de 180um, se procedió a agitar
durante 9 minutos, y se estableció como polvos finos al porcentaje de polvos menor a
180um. Se pesó la cantidad retenida por el tamiz.
Humedad
Se colocó 1 gramo en el plato del analizador halógeno de humedad ajustado a
temperatura de 105°C y nivel 3.
Densidad aparente y compactada.
Se mide en una probeta graduada una cantidad para 50 ml, se pesa dicha cantidad que
resulta en ser la densidad libre o aparente, posteriormente se golpea la base de la
probeta sobre una superficie hasta la compactación de los polvos, y se toma la lectura
del volumen que ocupa dicha cantidad inicial, este último valor es para la densidad
compactada.
Índice de Hausner
Es una medida de la fluidez que presenta el granulado, para ello se utiliza una fórmula
que comprende la densidad libre y la densidad compactada.

24
Índice de Carr
Está en función del volumen que ocupa una determinada cantidad del polvo, también
se lo denomina índice de compresibilidad.
La tabla 3 muestra la clasificación de la fluidez de un polvo según su índice de
compresibilidad.
Tabla 3. Relación entre la fluidez de un polvo y el índice de compresibilidad.
Índice de compresibilidad, % Descripción del flujo
5 - 15 Excelente ( flujo libre de gránulo)
12 -16 Bueno ( flujo libre de gránulos en polvo)
18 – 21 Regular ( gránulos en polvo)
23 – 28 Malo ( polvo muy fluidos)
28 – 35 Malo ( polvos cohesivos fluidos)
35- 38 Muy malo ( polvos cohesivos fluidos)
>40 Extraordinariamente malo ( polvos cohesivos)
(Aulton, 2004)
Control de calidad para comprimidos de paracetamol de 500mg.
Peso promedio
Se debe ajustar los punzones de la tableteadora para que el comprimido sujeto a
presión obtenga el peso indicado en la especificación. Este ajuste es propio para cada
equipo de tableteo, una vez obtenido comprimidos con el peso requerido se procede a
la compresión de toda la mezcla del lote.
Dureza
Medir la dureza de 10 comprimidos en el durómetro, el mismo registra los valores de
diámetro y espesor
Desintegración.
Colocar 6 comprimidos en la canastilla del equipo y tomar el tiempo en que tarda en
perder la forma y desintegrarse, el medio utilizado es agua desmineralizada a 37°C.
25
Friabilidad.
Pesar 10 comprimidos y colocar en el Friabilizador por 4 minutos, tomar el peso final
de los comprimidos.
Valoración espectrofotométrica.
Preparación de la muestra.
Se pesa y pulveriza en un mortero 20 tabletas, se transfiere un equivalente a 100 mg de
paracetamol a un matraz volumétrico de 200 ml, se agrega 10 ml de agua
desmineralizada y someter a ultrasonido por 5 minutos, agregar 100ml de mezcla
metanol-agua (1:3) y agitar mecánicamente por 10 min, someter a ultrasonido por
5min y aforar con la mezcla metanol-agua. Tomar una alícuota de 1ml y colocar en un
balón aforado de 50ml, llevar a volumen con la mezcla metanol-agua (1:3). Tomar una
alícuota de 5 ml y llevar a aforo en un balón de 10 ml. Filtrar por 0.45um y leer a
243nm.
Preparación de la curva de calibración del estándar
Tomar un equivalente a 100mg de paracetamol y colocar en un balón aforado de
100ml, agregar 10ml de agua y ultrasonar por 5 min, agregar 50ml de mezcla metanol-
agua (1:3) y agitar mecánicamente por 10 min, ultrasonar por 5min y aforar con la
mezcla metanol-agua. Tomar una alícuota de 1ml y aforar a 50ml, de esta última tomar
las siguientes alícuotas: 20 ml y aforar a 25 ml, 6ml y aforar a 10 ml, 5 ml y aforar a
10 ml, 4 ml y aforar a 10 ml, 2 ml y aforar a 10ml. Leer a 243nm.
Perfil de Disolución
Preparación de la muestra
Pesar y colocar un comprimido en cada uno de los 6 vasos de disolutor (Fig. 8) que
contienen 900 ml de buffer fosfato pH 5,8 acondicionado a 37°C, se emplea el aparato
2, 50 rpm por 40 minutos. Con la ayuda de una cánula de muestreo acoplado un filtro
de 0,42micras se toman muestras de 10 ml a los minutos 5, 15, 30 y 40; de cada
muestra se toma una alícuota de 1 ml y se lleva a aforo de 50ml con el mismo medio
de disolución. Determinar la cantidad de principio activo disuelto frente al UV a la
longitud de onda de 243 nm en comparación con una solución estándar de
concentración conocida de paracetamol USP.

26
Preparación del estándar.
Se pesa 60mg de paracetamol y se afora con medio de disolución a 100ml, se toma una
alícuota de 1 ml y se lleva a volumen en un balón de 50 ml. Leer a longitud de onda de
243nm. Concentración del estándar de 6ug/ml.
Fig. 8. Disolutor Hanson Vision Classic 6. Fuente laboratorio de Control de calidad
de Química Ariston LTDA.
Materiales
Espátula
Probeta A± 0,01ml
Embudos
Balones aforados.
Pipetas volumétricas.

27
Reactivos
Paracetamol
Almidón de maíz
Colorante amarillo
Dióxido de silicio coloidal.
Lactosa anhidra
Polivililpirrolidona
Estearato de magnesio
Glicolato sódico de almidón
Agua desmineralizada
Buffer fosfatos pH 5,8
Metanol
Agua purificada
Equipos
Lecho fluido Mycrolab Huttlin HGMB
Bomba peristáltica
Termoanemómetro DIGITAL CM-DT618.
Balanza analítica A± 0,001g
Analizador halógeno de humedad METTLER TOLEDO
Juego de Tamices ERWEKA
Tableteadora RIVA 14
Durómetro PHARMA TEST
Friabilizador PHARMA TEST
Desintegrador PHARMA TEST
Pie de Rey MITUTOYO
Disolutor HANSON VISION CLASSIC 6
Diseño Experimental
El diseño experimental comprende dos etapas:
Primera etapa. Selección del mejor tratamiento.
El diseño experimental a seguir para elegir el mejor tratamiento por fluidización es el
diseño factorial 23 con 3 puntos al centro, el mismo que es ampliamente usado en la
industria y la investigación por su versatilidad y eficacia. Este diseño comprende 3
variables de estudio con 2 niveles cada una, y 2 réplicas al centro obteniéndose un total de

28
11 tratamientos. Las variables de estudio con los dos niveles se indican en la matriz de
variables (Tabla 7).
Para la selección del mejor tratamiento se realiza una comparación de las variables
respuesta, las mismas que deben tener valores dentro de la especificación interna del
producto y que el proceso haya proporcionado buen rendimiento.
Segunda etapa. Comparación de los dos procesos de granulación.
Tras la selección del mejor tratamiento del diseño experimental, se procede a realizar una
comparación entre los comprimidos obtenidos por lecho fluido y los obtenidos por
método convencional en doble sigma. Para el perfil de disolución se determinará del
factor de similitud f2. La variable respuesta valoración se comparará por la prueba t.
Matriz de Operacionalización de las Variables
Tabla 4. Variables de estudio.
Variable Unidad
Velocidad de aire de
entrada
m/s
Velocidad de pulverización
del aglutinante
RPM
Presión de pulverización. Bar
Realizado por: Shirley Cajape
Tabla 5. Operacionalización de Variables de estudio para el granulado.
Variable Dimensión Indicador
1. Velocidad del aire de
entrada
2. Presión de
pulverización
3. Velocidad de
pulverización del
aglutinante
Humedad %
Densidad aparente g/ml
Densidad compactada g/ml
Polvos finos %
Índice de Carr -------
Índice de Hausner ------
Realizado por: Shirley Cajape
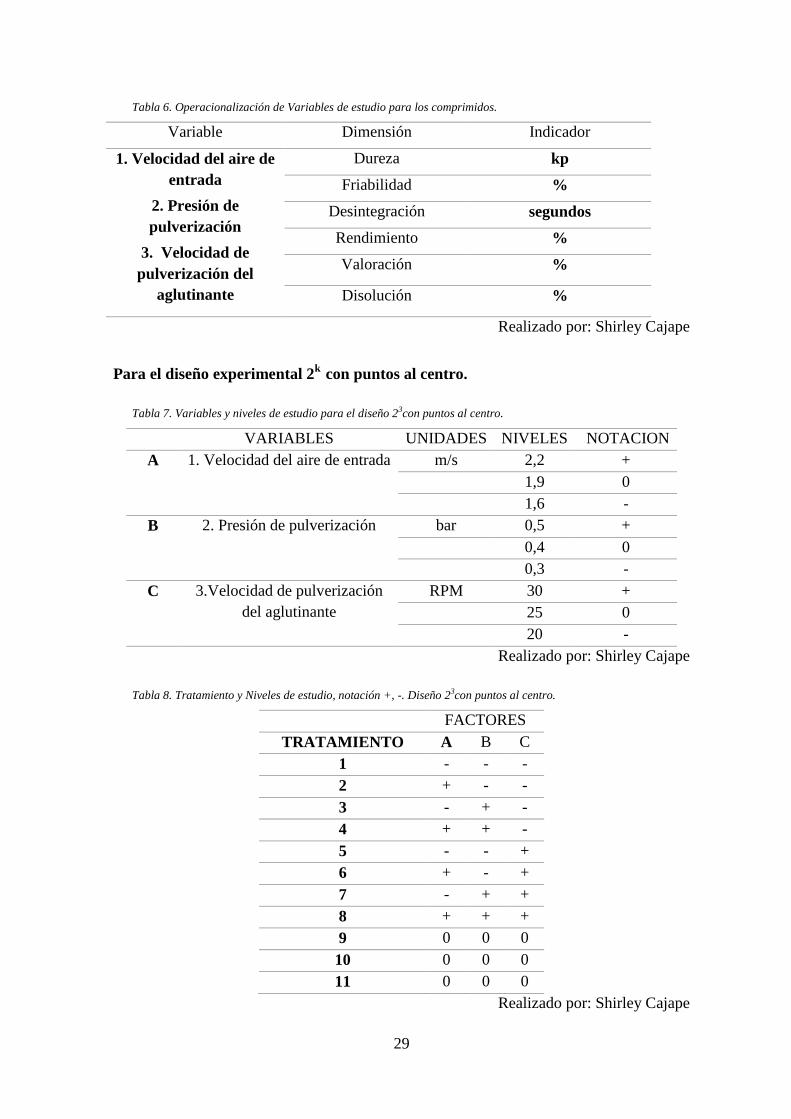
29
Tabla 6. Operacionalización de Variables de estudio para los comprimidos.
Variable Dimensión Indicador
1. Velocidad del aire de
entrada
2. Presión de
pulverización
3. Velocidad de
pulverización del
aglutinante
Dureza kp
Friabilidad %
Desintegración segundos
Rendimiento %
Valoración %
Disolución %
Realizado por: Shirley Cajape
Para el diseño experimental 2k
con puntos al centro.
Tabla 7. Variables y niveles de estudio para el diseño 23con puntos al centro.
VARIABLES UNIDADES NIVELES NOTACION
A
1. Velocidad del aire de entrada m/s 2,2 +
1,9 0
1,6 -
B
2. Presión de pulverización bar 0,5 +
0,4 0
0,3 -
C
3.Velocidad de pulverización
del aglutinante
RPM 30 +
25 0
20 -
Realizado por: Shirley Cajape
Tabla 8. Tratamiento y Niveles de estudio, notación +, -. Diseño 23con puntos al centro.
FACTORES
TRATAMIENTO A B C
1 - - -
2 + - -
3 - + -
4 + + -
5 - - +
6 + - +
7 - + +
8 + + +
9 0 0 0
10 0 0 0
11 0 0 0
Realizado por: Shirley Cajape

30
Tabla 9. Tratamientos para el diseño 23con puntos al centro.
Tratamiento FACTORES
A B C
1 1,6 0,3 20
2 2,2 0,3 20
3 1,6 0,5 20
4 2,2 0,5 20
5 1,6 0,3 30
6 2,2 0,3 30
7 1,6 0,5 30
8 2,2 0,5 30
9 1,9 0,4 25
10 1,9 0,4 25
11 1,9 0,4 25
Realizado por: Shirley Cajape
Técnicas e Instrumentos de Recolección y procesamiento de Datos
Como fuentes bibliográficas se recurrirá a artículos científicos, libros de texto y a la
farmacopea USP. Para el análisis de tendencia se recurre a la historia de los lotes
producidos durante el último año que reposan en los archivos del Departamento de
Control de Calidad de QUIMICA ARISTON.
Los datos obtenidos se anotarán según cada tratamiento a realizarse, organizados según la
fecha de producción. En formato de registro de datos se indica en el Anexo C y Anexo D.
Los instrumentos y equipos que serán utilizados para la producción de lotes piloto de
comprimidos de paracetamol de 500 mg contarán con el permiso de operación por parte
del departamento de Investigación y Desarrollo de QUIMICA ARISTON, mientras los
equipos utilizados para realizar los controles en proceso y en producto terminado serán
proporcionados por el departamento de Control de Calidad de la misma empresa. Tanto
instrumentos como equipos deberán estar calibrados.
Técnicas de Procesamiento de Datos.
Diseño factorial 23 con punto al centro.
El procesamiento de datos se realiza por ANOVA. Para facilitar el cálculo estadístico
se empleará el software informático Minitab 17.

31
Prueba t de student.
Este análisis estadístico se aplicará para comparar el método de granulación en equipo
doble sigma con el mejor tratamiento resultante por lecho fluido, la prueba t se aplicará
en los comprimidos; siendo las variables respuestas la valoración y Q80.
Para la prueba t de 2 muestras se empleará el software estadístico Minitab 17.
Factor de similitud f2
Mediante el perfil de disolución de los comprimidos obtenidos por ambos métodos de
granulación se determinará el factor de similitud f2, el cual proporcionará el criterio si
los comprimidos son o no similares.

32
Capítulo IV
Análisis y discusión de resultados
Resultados
Análisis de tendencia.
A continuación, se muestra el análisis de la tendencia para los atributos críticos de calidad
de los lotes producidos en los dos últimos años en Química Ariston.
Mezcla final para compresión.
Tabla 10. Humedad en la mezcla final para compresión de lotes elaborados por método convencional en equipo
doble sigma
N HUMEDAD
MEZCLA FINAL PROMEDIO
I II
1 3,10 2,64 2,87
2 3,28 2,70 2,99
3 3,51 3,43 3,47
4 2,64 2,55 2,60
5 3,25 2,76 3,01
6 3,17 3,10 3,14
7 3,00 2,74 2,87
8 2,89 3,17 3,03
9 2,51 2,51 2,51
10 2,78 2,89 2,84
11 3,06 3,12 3,09
12 3,00 3,15 3,08
13 3,39 3,01 3,20
14 3,26 2,85 3,06
15 2,33 2,66 2,50
16 2,78 2,75 2,77
17 2,95 3,37 3,16
PROMEDIO 2,95
Realizado por: Shirley Cajape
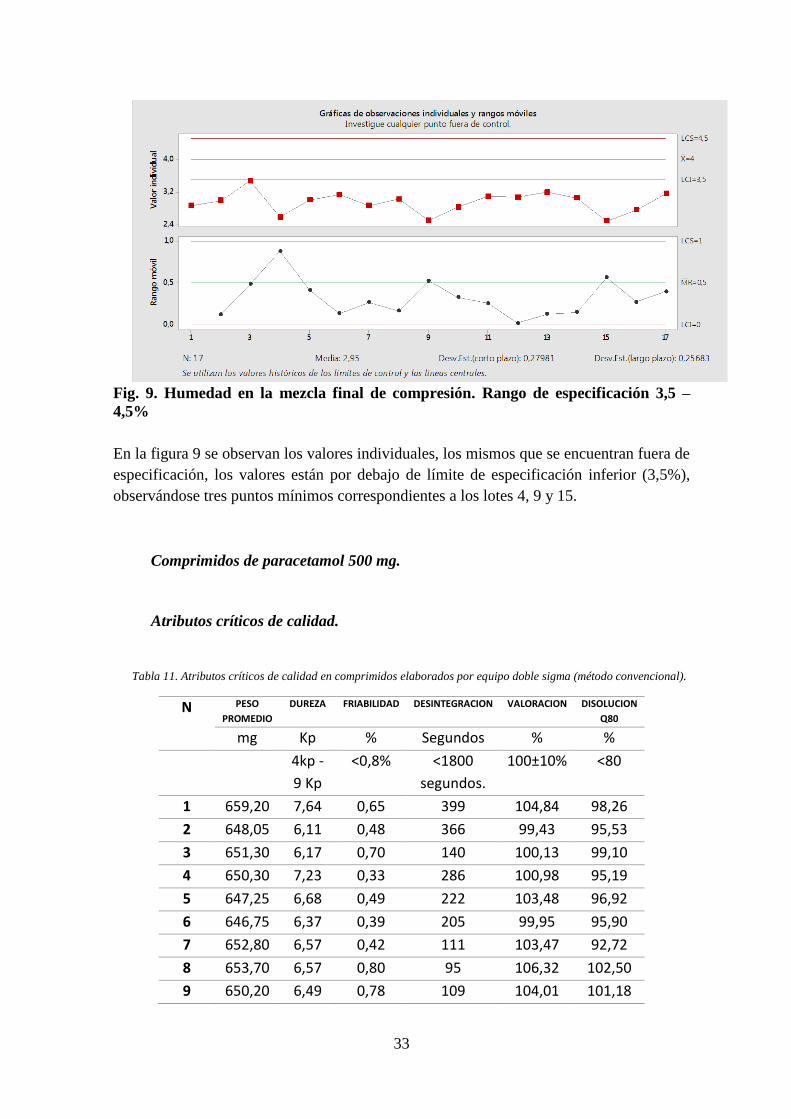
33
Fig. 9. Humedad en la mezcla final de compresión. Rango de especificación 3,5 –
4,5%
En la figura 9 se observan los valores individuales, los mismos que se encuentran fuera de
especificación, los valores están por debajo de límite de especificación inferior (3,5%),
observándose tres puntos mínimos correspondientes a los lotes 4, 9 y 15.
Comprimidos de paracetamol 500 mg.
Atributos críticos de calidad.
Tabla 11. Atributos críticos de calidad en comprimidos elaborados por equipo doble sigma (método convencional).
N PESO
PROMEDIO
DUREZA FRIABILIDAD DESINTEGRACION VALORACION DISOLUCION
Q80
mg Kp % Segundos % %
4kp -
9 Kp
<0,8% <1800
segundos.
100±10% <80
1 659,20 7,64 0,65 399 104,84 98,26
2 648,05 6,11 0,48 366 99,43 95,53
3 651,30 6,17 0,70 140 100,13 99,10
4 650,30 7,23 0,33 286 100,98 95,19
5 647,25 6,68 0,49 222 103,48 96,92
6 646,75 6,37 0,39 205 99,95 95,90
7 652,80 6,57 0,42 111 103,47 92,72
8 653,70 6,57 0,80 95 106,32 102,50
9 650,20 6,49 0,78 109 104,01 101,18

34
10 650,45 6,72 0,80 109 101,58 97,90
11 646,40 6,56 0,55 180 100,00 94,73
12 659,60 7,85 0,48 150 99,97 91,43
13 657,35 6,94 0,39 161 99,77 93,26
14 651,80 7,16 0,37 140 103,43 90,78
15 653,35 7,70 0,43 360 104,99 91,87
16 647,40 7,52 0,54 138 101,91 101,01
17 653,65 7,13 0,43 222 102,28 96,33
Realizado por: Shirley Cajape
Gráficas de control e interpretación de resultados.
Peso promedio.
El siguiente cálculo es un ejemplo del proceso mediante el cual la Empresa corrige el
peso promedio con la humedad de la mezcla final:
(
)
.
El peso promedio corregido de los comprimidos es de:
Límite superior (LS) = 681,61 mg
Límite inferior (LI) =616,69 mg.

35
Fig. 10. Gráfica de control para el Peso promedio.
En la figura 10 se observa a cada valor individual, todos estos se encuentran en torno
al valor medio de 649,15mg, ningún punto está fuera de los límites de especificación.
Dureza
Fig. 11. Gráfica de control para la Dureza.
En la figura 11 se observa a cada valor individual, todos estos se encuentran en torno
al valor medio de 6,5 Kp, ningún punto está fuera de los límites de especificación.
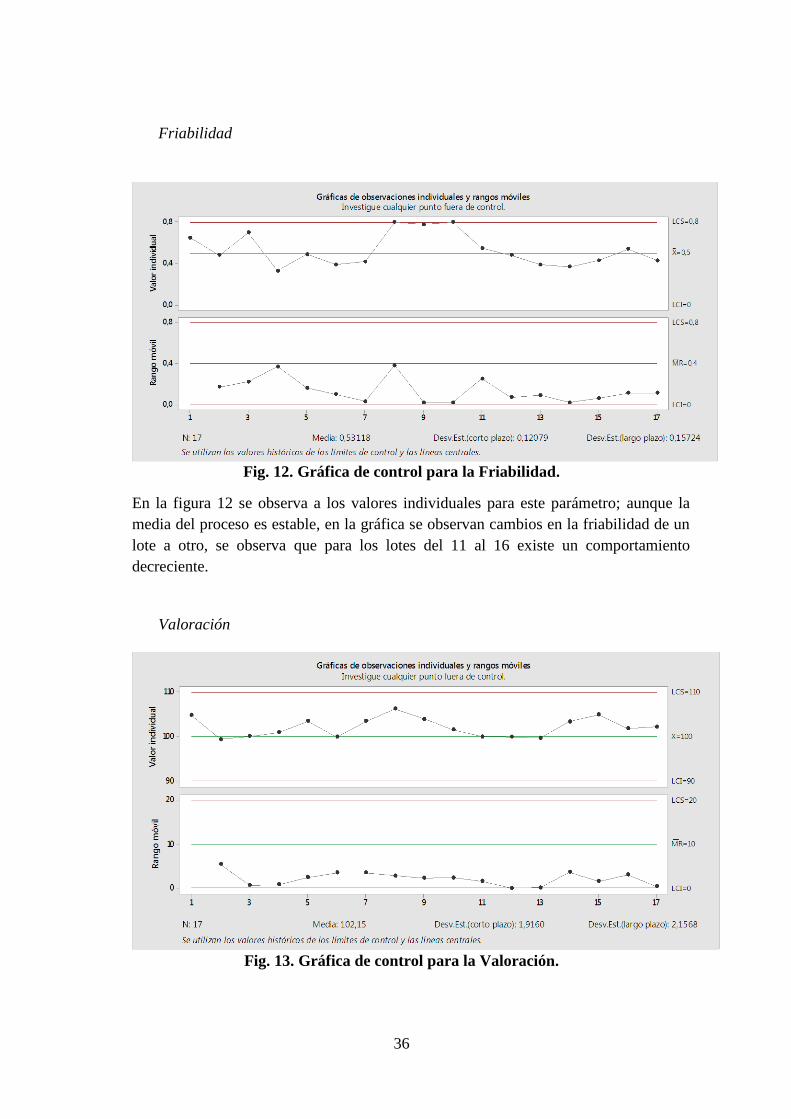
36
Friabilidad
Fig. 12. Gráfica de control para la Friabilidad.
En la figura 12 se observa a los valores individuales para este parámetro; aunque la
media del proceso es estable, en la gráfica se observan cambios en la friabilidad de un
lote a otro, se observa que para los lotes del 11 al 16 existe un comportamiento
decreciente.
Valoración
Fig. 13. Gráfica de control para la Valoración.

37
La figura 13 muestra la tendencia de los lotes en el parámetro Valoración, donde se
observa que la mayor parte de los lotes se encuentran por encima del 100% de principio
activo presente en los comprimidos.
Disolución
Fig. 14. Gráfica de control para la Disolución.
En la figura 14 se observan tres puntos sobre el 100% de disolución, así también se
aprecia que desde el octavo lote del estudio el comportamiento es descendente, aunque
ninguno de los resultados es inferior al 80% de p.a. disuelto.
Diseño experimental.
Con los resultados obtenidos se procede a realizar gráficas de Pareto, gráficas de cubo,
efectos principales e interacción de variables de estudio.
Primera parte. Selección del mejor tratamiento del diseño.
Granulación por lecho fluido Mycrolab.
Tras la elaboración de los comprimidos para cada tratamiento del diseño experimental
se obtuvieron los siguientes resultados y el procesamiento de los mismos en software
Minitab 17.

38
Tabla de resultados
Tabla 12. Variables respuesta en comprimidos elaborados por lecho fluido.
FACTORES VARIABLES RESPUESTA
TRAT. A B C PESO Dureza,
Kp Friabilidad,
% Desintegración,
s Valoración,
% Rendimiento,
%
Valor
promedio
Valor
promedio
Valor
promedio
Valor
promedio
Valor
promedio
Valor
promedio
1 1,6 0,3 20 615,61 2,1 0,42 377,00 94,38 96,00
2 2,2 0,3 20 578,02 6,8 0,68 197,67 96,12 92,13
3 1,6 0,5 20 596,92 7,6 0,77 218,00 97,76 94,45
4 2,2 0,5 20 567,30 4,3 1,30 221,33 89,29 91,39
5 1,6 0,3 30 637,85 8,3 0,96 172,33 100,51 68,80
6 2,2 0,3 30 596,87 5,1 0,48 340,00 94,12 95,78
7 1,6 0,5 30 575,62 1,2 0,29 440,00 102,08 94,41
8 2,2 0,5 30 664,28 8,4 0,25 419,33 99,53 94,74
9 1,9 0,4 25 632,12 6,7 0,33 418,33 98,21 96,05
10 1,9 0,4 25 626,53 7,3 0,55 456,00 93,12 94,08
11 1,9 0,4 25 619,93 9,4 0,64 223,33 97,65 93,13
Realizado por: Shirley Cajape
Gráficas e interpretación de resultados.
A continuación, se presentan los diagramas de Pareto para efectos estandarizados, gráfica
de cubos, gráficas para efectos principales y de interacción.
Peso promedio
Fig. 15. Diagrama de Pareto de efectos estandarizados para el Peso Promedio.

39
A pesar de que la figura 15 muestra significancia estadística para un factor y algunas
interacciones, no se consideran estos resultados en la selección del mejor tratamiento
debido a que el peso promedio se ve afectado por el ajuste de la tableteadora, lo cual no es
objeto de estudio.
Fig. 16. Gráfica de cubos para el Peso Promedio.
El peso promedio para comprimidos de paracetamol de 500mg es de 630mg ±5 % según
la especificación interna, y el punto más próximo es el punto central, tal como se puede
apreciar en la gráfica de cubos (fig.16).
Dureza.
Fig. 17. Diagrama de Pareto de efectos estandarizados para la Dureza.

40
En la figura 17 se aprecia el efecto de las variables de estudio, la velocidad del aire de
entrada (A), la presión de pulverización (B) y la velocidad de la solución aglutinante (C)
sobre la dureza de los comprimidos; el efecto triple ABC es el efecto predominante,
siendo significativo al exceder el criterio de aceptación de α.
Fig. 18. Gráfica de cubos de la Dureza.
La gráfica de cubos (figura 18) denota el efecto de las tres variables de estudio con sus
respectivos niveles sobre la dureza de los comprimidos, en la cual se puede observar que
el punto central proporciona una dureza de 7,8 kp.
Fig. 19. Efectos principales para la dureza de los comprimidos.
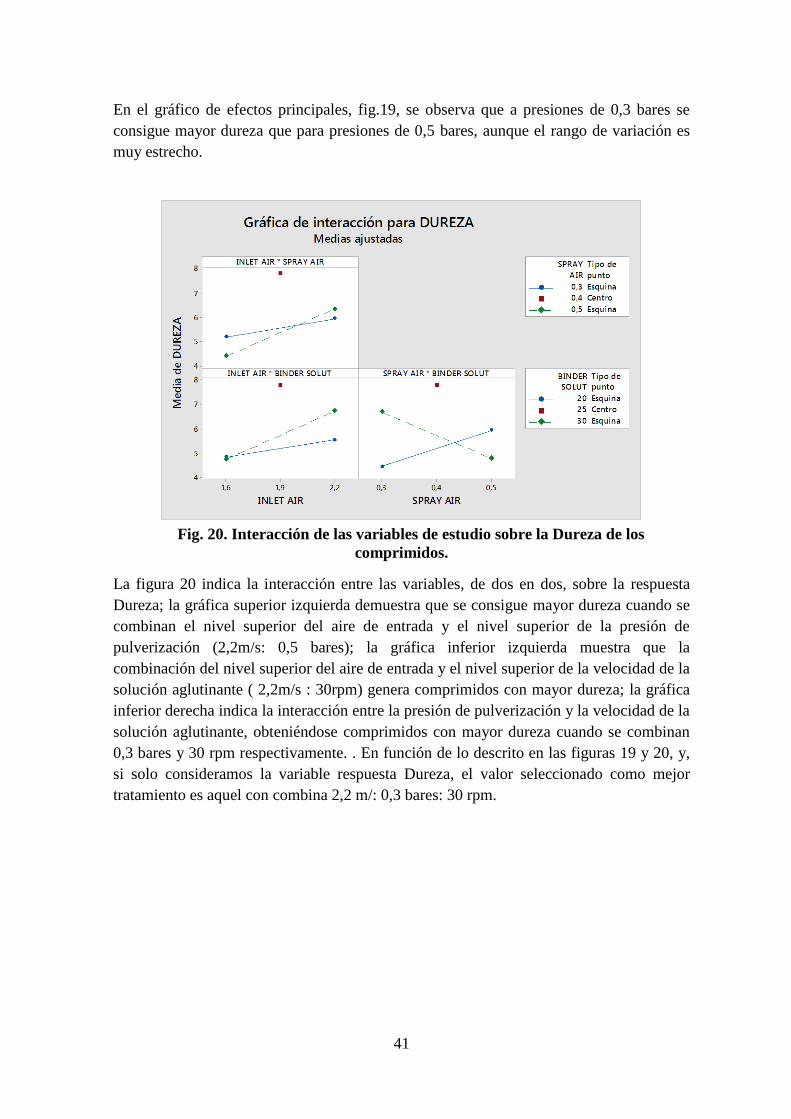
41
En el gráfico de efectos principales, fig.19, se observa que a presiones de 0,3 bares se
consigue mayor dureza que para presiones de 0,5 bares, aunque el rango de variación es
muy estrecho.
Fig. 20. Interacción de las variables de estudio sobre la Dureza de los
comprimidos.
La figura 20 indica la interacción entre las variables, de dos en dos, sobre la respuesta
Dureza; la gráfica superior izquierda demuestra que se consigue mayor dureza cuando se
combinan el nivel superior del aire de entrada y el nivel superior de la presión de
pulverización (2,2m/s: 0,5 bares); la gráfica inferior izquierda muestra que la
combinación del nivel superior del aire de entrada y el nivel superior de la velocidad de la
solución aglutinante ( 2,2m/s : 30rpm) genera comprimidos con mayor dureza; la gráfica
inferior derecha indica la interacción entre la presión de pulverización y la velocidad de la
solución aglutinante, obteniéndose comprimidos con mayor dureza cuando se combinan
0,3 bares y 30 rpm respectivamente. . En función de lo descrito en las figuras 19 y 20, y,
si solo consideramos la variable respuesta Dureza, el valor seleccionado como mejor
tratamiento es aquel con combina 2,2 m/: 0,3 bares: 30 rpm.

42
Rendimiento.
Fig. 21. Diagrama de Pareto de efectos estandarizados para el Rendimiento.
En la figura 21 se observa que el efecto que ejercen las tres variables y sus interacciones
es significativo para el rendimiento del proceso de granulación por lecho fluido, siendo
predomínate el efecto doble AC.
Fig. 22. Gráfica de cubos para el Rendimiento.

43
La figura 22 muestra que el mejor rendimiento se obtiene cuando se combinan los
niveles inferiores de las tres variables estudio: 1,6m/s del aire de entrada, 0,3 bares de
presión de pulverización y 20 rpm de la velocidad de la solución aglutinante.
Fig. 23. Gráfica de efectos principales para el Rendimiento.
La figura 23 corrobora lo antes dicho y hace evidente que para obtener altos rendimientos
es preferible trabajar en los niveles centrales de las tres variables: velocidad del aire de
entrada (2,2 m/s), presión de pulverización (0,5 bares) y velocidad de la solución
aglutinante (30rpm).
Fig. 24. Gráfica de interacción de las variables de estudio sobre el Rendimiento.

44
En los tres gráficos de la figura 24 se observa que el nivel inferior del aire de entrada
resulta en bajos rendimientos; este efecto negativo se ve potenciado cuando se combina
con el nivel superior de la solución aglutinante (30 rpm). Un efecto negativo similar
ocurre cuando se combina con el nivel inferior de la presión de pulverización: 0,3 bares.
Todo lo anterior coincide con el gráfico de cubos en el cual el tratamiento 5,
correspondiente a los niveles antes descritos, es el de menor rendimiento de todo el
experimento.
Friabilidad.
Fig. 25. Diagrama de Pareto de efectos estandarizados para la Friabilidad.
El efecto de las variables, que se muestra en la figura 25, tampoco es significativo sobre
la variable respuesta Friabilidad; sin embargo considerando que las especificaciones del
producto señalan que la friabilidad no debe ser mayor al 0,8% deberían evitarse las
combinaciones (2,2 m/s: 0,5 bares: 20 rpm) y (1,6 m/s: 0,3 bares: 30 rpm) como se
observa en la figura 26.

45
Fig. 26. Gráfica de cubos para la Friabilidad.
Desintegración.
Fig. 27. Diagrama de Pareto de efectos estandarizados para la Desintegración.
El efecto de las variables A, B y C (Fig. 27) no es significativo sobre la variable respuesta
Desintegración; esto significa que para cualquiera de las combinaciones de las tres
variables dentro del espacio ensayado se obtiene desintegración dentro de
especificaciones. El máximo tiempo de desintegración encontrado fue apenas superior a
7min 30s.

46
Valoración
Fig. 28. Diagrama de Pareto de efectos estandarizados para la respuesta
Valoración.
El efecto de las variables tampoco es significativo sobre la variable respuesta valoración
(figura 28); sin embargo por especificación del producto se debe evitar aquel tratamiento
que combina 2,2m/s, 0,5 bares, y 20 rpm porque proporciona resultados fuera de
especificación como se muestra en la gráfica de cubos de la figura.29.
Fig. 29. Gráfica de cubos para la Valoración.

47
Segunda etapa. Comparación de los dos procesos de granulación.
Comparación de resultados de valoración y disolución para los dos procesos de
granulación húmeda.
El proceso 1 es la granulación en equipo doble sigma, el proceso 2 es la granulación por
lecho fluido.
Valoración.
Para la valoración se usó dos métodos analíticos, el método analítico 1 el que fue usado
en las valoraciones de los lotes de producto de Química Ariston y en el método analítico
2, desarrollado para este estudio en base a la USP 38 NF 33, para este último se realizó un
barrido espectral para la determinación de la longitud de onda máxima de absorción, así
también el placebo fue sujeto de análisis para verificar que no exista interferencia en la
absorción. (Ver Anexo H).
Tabla 13. Porcentaje de principio activo cuantificado por los dos métodos analíticos MQA y MSC
MQA MSC
MUESTRA Lote QA Lote QA T9
%Principio
activo
%Principio
activo
%Principio
activo
muestra 1 99,34 104,03 99,47
muestra 2 99,85 104,46 97,44
muestra 3 ------ 103,23 97,72
Promedio 99,59 103,91 98,21
Realizado por: Shirley Cajape
Disolución
La especificación en la USP 38 NF 33 indica que cantidad de principio activo no debe
ser menor al 80% al minuto 30.

48
Tabla 14. Valores del Perfil de Disolución a los 30 minutos.
LOTE MQA TRATAM, 9
Vaso % %
1 94,91 93,33
2 97,79 88,51
3 94,78 92,09
4 96,97 92,64
5 93,54 91,54
6 95,87 95,80
7 97,85 96,94
8 94,29 98,09
9 95,48 95,65
10 96,27 96,94
11 94,82 97,37
12 97,06 97,08
PROMEDIO 95,80 94,66
Realizado por: Shirley Cajape
Graficas e interpretación de resultados.
Lote QA, valoración por ambos métodos analíticos.
Fig. 30. Comparación entre los dos métodos analíticos para la valoración del lote
QA.

49
En la figura 30 se observa una diferencia significativa entre los dos métodos analíticos
para la cuantificación del principio activo, donde el valor de p calculado (0,010) es menor
que el criterio de aceptación (p > 0,05; no hay significancia estadística). Los datos
obtenidos por el método analítico desarrollado para esta investigación MSC son mayores
que los obtenidos por el método analítico de Química Ariston MQA.
Comparación de los dos procesos de granulación cuantificados por el método analítico
MSC.
Fig. 31. Comparación entre los dos procesos de granulación húmeda, lote QA
doble sigma, T9 lecho fluido.
La media del Lote QA es de 103,91% mientras que la media del T9 es de 98,214% (figura
31), aunque existe diferencia significativa entre ambos (valor de p=0,004), los valores se
encuentran dentro de la especificación USP 90-110% y dentro del rango especificado para
liberación de lotes (95-105%). El dato 103,91% podría indicar un exceso de principio
activo dentro de la formulación, perjudicial en términos financieros.

50
Disolución.
Fig. 32. Comparación entre ambos procesos de granulación húmeda para la
disolución, minuto 30.
En la figura 32 se observa que no existe diferencia significativa entre los valores de la
disolución para los comprimidos obtenidos por los dos tipos de granulación húmeda (p =
0,250), los porcentajes de principio activo disuelto a los 30 minutos es mayor que el 80%,
por lo tanto, ambos métodos de granulación son comparables.

51
Discusiones:
El objetivo primordial del presente estudio fue establecer los parámetros para el
proceso de granulación en lecho fluido que permitan obtener comprimidos de
paracetamol de 500mg con características similares a los obtenidos en granulador
doble sigma. Para ello fue necesario cumplir secuencialmente las siguientes
etapas: en primer lugar, realizar un análisis de tendencia de los parámetros
fisicoquímicos de los lotes producidos en el granulador doble sigma durante los
dos últimos años, a partir de ellos identificar las características críticas de calidad
para el producto en sus fases de granulado y comprimidos; y, de esa manera
desarrollar el proceso de granulación para comprimidos por lecho fluido.
Finalmente se procedió a comparar las características críticas de calidad de los
comprimidos obtenidos por granulador doble sigma y lecho fluido.
Los procesos industriales farmacéuticos que comprenden fases de operación
manual resultan de difícil validación, como es el caso del proceso de granulación
húmeda en equipo doble sigma. Debido a lo anterior, se esperaría oscilaciones en
los resultados de lote a lote; sin embargo, cuando se mantiene un control riguroso
en los puntos críticos de cada etapa del proceso se reducen los errores de carácter
aleatorio lo que a su vez disminuye las variaciones de los resultados en los
parámetros críticos de calidad.
El análisis de tendencia de los atributos críticos de calidad para los lotes
producidos por Química Ariston en los dos últimos años, indican de manera
general que el proceso empleado para la elaboración de comprimidos produce
variabilidad en los resultados; sin embargo estos no están fuera de las
especificaciones establecidas para el producto terminado (Tabla 2). En el caso de
la humedad de la mezcla de compresión, aunque no es un parámetro definido para
la especificación del producto terminado, lo es como control en proceso previo a
la compresión; el análisis de tendencia muestra que todos los lotes están fuera del
límite inferior de especificación (3,5%). Por otro lado, la prueba de Disolución
Q80 presenta varios puntos por encima del 100% de principio activo disuelto; para
el caso de las gráficas de valoración, peso promedio, dureza y friabilidad las
medias de las tendencias son estables.
En la granulación por lecho fluido intervienen variables relacionadas a la
formulación, al equipo y al proceso; en este segundo grupo se vio inmersa la
adaptación de una llave reguladora en el sistema de aire comprimido que genera la
succión; dicha llave controlaba la velocidad del aire de entrada, sin embargo no
existe seguridad de que este parámetro se haya mantenido estable durante todo el

52
proceso de granulación y haya proporcionado un caudal de aire constante, a pesar
de que la velocidad del aire se verificaba periódicamente con un anemómetro.
La condición anterior, sumada a la pobre fluidez del principio activo, obligó a
incrementar el porcentaje de glidante en la formulación. Una fracción del mismo
se incorporó en la mezcla de sólidos antes de la granulación, de tal manera que se
logró obtener la fluidización de las partículas de polvo de la mezcla inicial y
determinar la velocidad mínima de fluidización. Por lo anterior, los componentes
de la formulación y el porcentaje que ingresan en la mezcla inicial para la
granulación por lecho fluido son diferentes al usado en la granulación
convencional por equipo doble sigma. En la fluidización, el que las partículas
sólidas se mantengan en suspensión, depende en gran medida de las características
físicas de los componentes; esto no es de crucial importancia para el proceso
convencional porque la mezcla inicial es sometida a una etapa de amasado y
posterior re-granulación.
Las variables de estudio y la selección de los niveles están ligados críticamente a
la velocidad mínima de fluidización, es decir a la velocidad necesaria para
mantener en suspensión las partículas del lecho. Para establecerla, fue
indispensable la ejecución de pruebas preliminares y definir qué factores del
equipo se pueden mantener constantes.
Con la finalidad de reducir el número de variables de estudio se debe dejar
constantes otros factores del proceso que tienen menor incidencia en el
comportamiento del lecho de partículas, pero que afectan a las características del
gránulo; tal es el caso de la temperatura del proceso, la cual en el estudio realizado
se fijó a 65°C ya que al realizar pruebas preliminares se obtuvo granulados con
porcentajes de humedad entre el 3% y 4%, valor que se considera aceptable para
un granulado que en la mezcla final requiere una humedad entre 3,5% a 4,5%, (
especificación interna) para proceder a la etapa de compresión.
La fluidización de las partículas en el lecho depende en gran manera de la justa
combinación del aire de entrada y la presión de pulverización, ya que a medida
que se produce la granulación, las partículas de polvo se aglomeran y el granulo
crece adquiriendo mayor peso, por lo que la misma cantidad de aire resulta
insuficiente para mantener la fluidización del granulado, resultando en su
sedimentación y apelmazamiento en el disco tangencial. De lo antes mencionado,
la combinación (1,6m/s: 0,3 bares) resulta contraproducente para el proceso de
granulación, porque el apelmazamiento generado obstruye la boquilla de
atomización y una fracción de los polvos de la mezcla inicial no es granulada, por

53
lo tanto la combinación de los niveles inferiores de la velocidad del aire de entrada
y de la presión de pulverización junto con el nivel superior de la velocidad de
pulverización del aglutinante, que corresponde al tratamiento 5 (1,6m/s; 0,3 bar;
30 rpm) es la que generó el más bajo rendimiento, 89%. Los rendimientos altos se
consiguen cuando se trabaja con el nivel superior del aire de entrada, el nivel
superior de la presión de pulverización y nivel inferior de la velocidad de la
solución aglutinante (2,2 m/s: 0,5 bares: 20 rpm).
Como se conoce la humedad es un factor crítico para la compresión; para el
proceso de granulación por lecho fluido el porcentaje de humedad que permite una
buena compresión no debería ser mayor de 2,50% en mezcla final; requerimiento
diferente al que precisa la granulación por equipo doble sigma: 3,5%- 4,5%.
El granulado obtenido por lecho fluido presenta buenas características de fluidez
reflejadas en el índice de Hausner, esto a su vez aporta un buen flujo en la mezcla
final, reduciendo así el porcentaje de glidante que ingresa en esta etapa del
proceso.
El tamaño del granulo obtenido por fluidización se encuentra entre180 um y 450
um suprimiendo de esta forma la etapa de regranulación que comúnmente se
realiza en la granulación húmeda convencional, optimizando el tiempo empleado
en la elaboración de comprimidos por esta vía.
En la variable peso promedio se incluyen los efectos de los parámetros de la
granulación húmeda, estudiados mediante diseño experimental, y los parámetros
de compresión; esto, a pesar de que el ajuste de la tableteadora se mantuvo
constante durante todo el proceso de compresión. Es por ello que la variable
respuesta peso promedio no se considera para evaluar el efecto de las variables de
estudio sobre la granulación.
Las respuestas Rendimiento y Valoración tienen significancia estadística por lo
que se consideran como parámetros críticos para la elección del mejor tratamiento
del diseño experimental. En la práctica, la liberación de un lote precisa que todos
los atributos críticos de calidad estén dentro de especificación, y que los procesos
empleados en la producción proporcionen altos rendimientos.
La especificación para cuantificación de principio activo en comprimidos de
paracetamol según la USP 38 NF 33 es de 90%-110% siendo este valor indicado

54
para productos que se encuentran en comercialización, mientras que para
liberación de lotes industriales se prefiere por razones de seguridad y vida útil del
producto, que cumpla con porcentajes del 95-105%; por lo que se considera a este
parámetro como uno de los criterios de elección para el mejor tratamiento del
diseño experimental.
Para la cuantificación del principio activo se decidió desarrollar un método
analítico espectrofotométrico (MSC), diferente al utilizado por Química Ariston,
con la finalidad de que el tratamiento de extracción del principio activo se asemeje
al empleado en la cuantificación establecida en la USP 38 NF 33.
Se realizó una comparación entre los dos métodos analíticos mediante la prueba t.
La diferencia fue estadísticamente significativa mostrando que MSC proporciona
mayor recuperación del principio activo.
Los perfiles de disolución para la comparación de ambos procesos de granulación
arrojaron resultados donde al minuto 15 más del 80% del principio activo se
encuentra disuelto. Según la FDA un comprimido bajo estas condiciones no
requiere de perfil de disolución ni comparación mediante el factor de similitud f2.
De los datos del perfil de disolución se tomaron los valores obtenidos a los 30
minutos y con ello se efectuó, la prueba de t determinando que no existe diferencia
significativa entre los procesos de granulación húmeda.
No existe diferencia significativa en la disolución de los comprimidos obtenidos
por granulación por equipo doble sigma y granulación por lecho fluido. Por otro
lado, los resultados de la valoración del contenido de principio activo para ambos
métodos de granulación si presentan diferencias significativas, si bien en ambos
casos los resultados están dentro de especificación.
No se pudo realizar la comparación del resto de parámetros debido a que el último
lote de paracetamol fabricado por doble sigma fue elaborado 6 meses antes del
presente estudio. Cabe anotar que la empresa tenía programada la elaboración de
un lote en paralelo al desarrollo de la granulación en lecho fluido, situación que
finalmente no se llevó a cabo por razones internas.

55
Capítulo V
Conclusiones y Recomendaciones
Conclusiones:
Se establecieron los parámetros para el proceso de granulación en lecho fluido
Mycrolab Hüttlin que permiten obtener comprimidos de paracetamol de 500mg
con características similares a los obtenidos en granulador doble sigma: velocidad
del aire de entrada 1,9m/s, presión de pulverización 0,4bar y la velocidad de la
pulverización de la solución aglutinante de 25 rpm.
Se realizó un análisis de tendencia de los parámetros fisicoquímicos de los lotes
producidos en el granulador doble sigma durante los dos últimos años. Si bien
existe oscilación de lote a lote, todos se encuentran dentro de especificación a
excepción de la humedad de la mezcla final.
Se identificaron las características críticas de calidad para el producto fabricado en
granulador doble sigma en sus fases de granulado y comprimidos. Para el primer
caso, la humedad en la mezcla final fue de 2,95 ± 0,28 % . Para los
comprimidos: Peso promedio 651,7 ± 3,76 mg; friabilidad 0,53 ± 0,12 %; dureza
6,90 ± 0,43Kp; valoración 102,15 ± 1,92 %; y porcentaje de disolución 96,15 ±
3,12 %.
Se desarrolló un proceso de granulación para comprimidos de paracetamol de 500
mg en lecho fluido Mycrolab Hüttlin, el mismo que se detalla en el ANEXO E.
Se compararon las características críticas de calidad de los comprimidos obtenidos
por ambos métodos de granulación húmeda. Los comprimidos obtenidos por lecho
fluido son comparables en términos de disolución a los comprimidos obtenidos
mediante granulador doble sigma. Los parámetros: valoración, peso promedio,
dureza, desintegración, friabilidad, de los comprimidos elaborados por lecho
fluido están todos dentro de especificación.

56
Recomendaciones:
Se recomienda que en la próxima revisión anual del producto (APR) se considere
la humedad y la disolución en mayor detalle a fin de encontrar la causa-raíz de su
variación de lote a lote.
En vista de que la dureza de los comprimidos se incrementa con el tiempo, se
recomienda establecer una especificación para estudios de estabilidad.
El valor de la especificación del peso promedio debe considerar el aporte de la
humedad de la mezcla final.
En base en los resultados obtenidos mediante el diseño experimental para la
granulación por lecho fluido, se recomienda establecer como especificación
provisional de humedad en mezcla final 1,5 % – 2,5%.
Para garantizar la reproducibilidad de los resultados obtenidos en el presente
trabajo se recomienda realizar una revisión y calibración técnica del equipo
Mycrolab Huttlin, a la vez que se considere revisar la necesidad de la adaptación
de la llave reguladora en el sistema de aire comprimido que genera la succión.
Realizar la validación del método de cuantificación de principio activo
desarrollado para el presente estudio, puesto que podría representar una mejora en
términos de recuperación de principio activo.
Realizar el escalado del proceso de granulación húmeda desarrollado para el lecho
fluido Mycrolab Huttlin a lecho fluido Hüttlin HDGC100 de la planta de
producción de Ariston, aplicando los lineamientos de la ICH Q9 “ Quality Risk
Management”, y el Anexo 7 de la OMS “WHO Guidelines on Transfer of
Technology in Pharmaceutical Manufacturing. WHO Technical Report Series, No.
961, 2011”, para transferencias de tecnologías.

57
BIBLIOGRAFIA
América, F. d. (2012). USP 35 NF 30. Rockville: United book press.
Aulton, M. (2004). Farmacia, La ciencia del diseño de las formas farmacéuticas.
Leicester: Elsevier.
Bedoya, A. d., Óscar, F., & Gloria, H. (2011). Evaluación de la calidad de los productos
farmacéuticos. Medellín: Editorial Universidad de Antioquía.
Djuris, J., Medarevic, D., & Krstic, M. (2012). Design Space Approach in Optimization
of Fluid Bed Granulation and Tablets Compression Process. The Scientific World
Journal, 1-10.
Gaete, F. (2014). Validación de la Metodología Analítica de Paracetamol y Aplicación a
un Estudio de Bioexención. Chile.
Gao, J., Jain, A., Motheram, R., Gray, D., & Hussain, M. (2002). Fluid bed granulation of
a poorly water soluble, low density, micronized drug: comparison with high shear
granulation. International Journal of Pharmaceutics, 1-14.
Griful, E., & Canela, M. Á. (2002). Gestión de la calidad. Barcelona: Universitar
Politecnica de Catalunya.
Gutiérrez, H., & de la Vara, R. (2008). Análisis y Diseño de Experimentos (Segunda ed.).
México: Mc Graw Hill.
Hartung, A., Johansson, E., Knoell, M., Valthorsson, H., & Langguth, P. (2012). “Design
Space” Determination of a Paracetamol Fluid Bed Granulation Using Desing of
Experiments. Pharmind, 644-650.
Hüttlin, O. (20 de Marzo de 2009). Instrucciones de funcionamiento del equipo Mycrolab.

58
Islana, M., & Molina, E. (2006). Polimorfismo farmacéutico, Repercusiones industriales y
farmacocinéticas. OFFARM, 94-100.
Navascués, I., & Hernández, F. (2003). Notas galénicas, Operaciones farmacéuticas con
los comprimidos ( mezcla, granulación y compresión). Panace, 7-14.
Organization, W. H. (2011). Pharmaceutical Production and Related Technology
Transfer. Switzerland: WHO library.
Parikh, D. M. (2010). Handbook of Pharmaceutical Granulation Technology. New York:
Dpharma Group Inc.
Spraytech Systems (India) Pvt. Ltd. (16 de Junio de 2017). FBP spray nozzle. Obtenido
de Spraytech: http://www.pharmaspray.net/FBP-spray-nozzles.html
USP. (2016). Farmacopea de los Estados Unidos de América y Formulario Nacional.
Rockville: United Book Press.
Vladi, C., & Patricia., R. (2006). Desarrollo de Granulados de Fluconazol obtenidos en
Lecho Fluido para Producción de Cápsulas y Tabletas. Latin American Journal of
Pharmacy, 20-25.

59
ANEXOS
Anexo 1ANEXO A. Diagrama causa – efecto. Ishikawa.
MAQUINARIA PERSONAL
METODOS MATERIALES
Capacitado
MP no
caracterizada para
este proceso
Experiencia
No se han establecido
los parámetros para la
granulación en lecho
fluido de comprimidos
de paracetamol de
500mg con características similares
a los obtenidos en el
granulador doble sigma
Calibración
Distintos
Principios de
granulación
Tiempo
Calificación
Instalada

60
Anexo 2ANEXO B. Diagrama de flujo para elaboración de comprimidos de
paracetamol de 500mg por lecho fluido.
MEZCLAR
Dióxido de Silicio
Estearato de Magnesio
Glicolato sódico de
almidón
Lactosa anhidra
TAMIZAR
CONTROL DE
CALIDAD
Paracetamol
Almidón de maíz
Dióxido de silicio coloidal
Tamiz malla #
CARGAR
TAMIZAR Tamiz malla #
COMPRIMIR
CARACTERIZACION
DEL GRANULADO
PUNTO CRITICO
DE CONTROL DE
HUMEDAD
Lecho fluido
Mycrolab
GRANULACION
Granulado
Bomba
Peristáltica
Aglutinante y
colorante
Pulverizar la
solución
aglutinante
DESCARGA DEL
GRANULADO
PUNTO CRITICO DE
CONTROL DE
HUMEDAD
ENVASAR

61
Anexo 3AneANEXO C. Registro de datos en la caracterización del granulado.
I PARTE
FECHA:………………. ANALISTA:………………………………
Tratam. A B C LOTE % Polvos finos, <180um Humedad inicial Humedad final
m/s bar Rpm N° medición
1
medición
2
medición
3
PROMED medición
1
medición
2
medición
3
PROMED. medición
1
medición
2
medición
3
PROMED.
1 1,6 0,3 20
2 2,2 0,3 20
3 1,6 0,5 20
4 2,2 0,5 20
5 1,6 0,3 30
6 2,2 0,3 30
7 1,6 0,5 30
8 2,2 0,5 30
9 1,9 0,4 25
10 1,9 0,4 25
11 1,9 0,4 25

62
ANEXO C. Registro de datos en la caracterización del granulado.
II PARTE
FECHA:…………………. ANALISTA:…………………………………
Tratam. A B C Densidad aparente Densidad compactada Índice de Hausner Índice de Carr
g/ml g/ml g/ml g/ml g/ml g/ml g/ml g/ml
m/s bar rpm
medición
1
medición
2
medición
3 PROMED.
medición
1
medición
2
medición
3 PROMED.
medición
1
medición
2
medición
3 PROMED.
medición
1
medición
2
medición
3 PROMED.
1 1,6 0,3 20
2 2,2 0,3 20
3 1,6 0,5 20
4 2,2 0,5 20
5 1,6 0,3 30
6 2,2 0,3 30
7 1,6 0,5 30
8 2,2 0,5 30
9 1,9 0,4 25
10 1,9 0,4 25
11 1,9 0,4 25

63
Anexo 4ANEXO D. Registro de datos de las variables respuesta en comprimidos de paracetamol de 500mg.
FECHA:…………………. ANALISTA:…………………………………
FACTORES VARIABLE RESPUESTA
Trat. A B C Peso
promedio
Dureza, Kp Friabilidad, % Desintegración, s Valoración, % Rendimiento, %
Valor
promedio
Valor promedio Valor promedio Valor promedio Valor promedio Valor promedio
1 - - -
2 + - -
3 - + -
4 + + -
5 - - +
6 + - +
7 - + +
8 + + +
9 0 0 0
10 0 0 0
11 0 0 0

64
5ANEXO E. Protocolo de elaboración de comprimidos de paracetamol de 500mg
por lecho fluido Mycrolab Hüttlin.
INSTRUCCIONES DEL PROCESO
1. PESAJE CABINA: PESAJE
1.1. Precauciones de seguridad: utilizar gafas, mascarilla y guantes.
1.2. Verificar que esté colocada la tarjeta de cabina y equipo limpio.
1.3. Llenar al lado reverso de la etiqueta los datos del producto.
1.4. Pesar cada materia prima.
1.5. Luego de la realización del proceso colocar la etiqueta de cabina y equipo para
limpiar.
1.6. Realizar el repesaje de las materias primas.
Responsable de Materias Primas
2. MEZCLA
2.1. MEZCLA INICIAL
2.1.1. Precauciones de seguridad: utilizar gafas, mascarilla y guantes.
2.1.2. Verificar que esté colocada la tarjeta de equipo limpio para
TAMIZ MALLA #40
Y cabina del Hüttlin
2.1.3. Llenar al lado reverso de la etiqueta con los datos del producto.
2.1.4. Pasar a través de la malla # 40 las siguientes materias primas:
Paracetamol
Almidón de maíz
Dióxido de Silicio coloidal
2.1.5. Colocar en una funda plástica limpia y mezclar por 5 min
2.2. PREPARACIÓN DE LA SOLUCIÓN AGLUTINANTE
2.2.1. Colocar en un vaso de precipitación de 250 ml lo siguiente:
Agua desmineralizada
2.2.2. Verificar la limpieza de equipo:
Agitador magnético con calefacción
2.2.3. Bajo agitación constante a 37ºC añadir la siguiente materia prima:
Polivinilpirrolidona
Colorante
2.2.4. Agitar hasta disolución completa
Fecha y hora de inicio:
Fecha y hora de fin:
Fecha y hora de inicio:
Fecha y hora de fin:
Fecha y hora de inicio:

65
2.3. GRANULACIÓN HÚMEDA CABINA: MYCROLAB
HÜTTLIN
2.3.1. Acondicionamiento del equipo
2.3.1.1. Verificar que el equipo Mycrolab Huttlin se encuentre limpio y
armado.
2.3.1.2. Acoplar el anemómetro al ducto del aire de entrada.
2.3.1.3. Configurar la lectura del anemómetro en m/s.
2.3.1.4. Conectar la manguera del aire comprimido en el lado derecho del
equipo “compressed air” y abrir la llave de paso de aire.
2.3.1.5. Colocar la solución aglutinante en una probeta.
2.3.1.6. Instalar la bomba peristáltica con boquilla de atomización de
0,6mm y diámetro de luz de la manguera de alimentación del
aglutinante de 2,2mm.
2.3.1.7. Configurar la velocidad de la bomba a 25RPM.
2.3.2. Granulación y secado
2.3.2.1. Iniciar sesión en el software controlador de equipo.
2.3.2.2. Seleccionar la opción “Editor recetas”.
2.3.2.3. Buscar en la “Base de datos / Biblioteca” la receta archivada como
PILOTO PARACETAMOL.
2.3.2.4. Seleccionar la opción “cargar receta”.
2.3.2.5. En el menú “Controlador Mycrolab” asignar un número a la receta
en el PLC y dar clic en la opción “Escribir receta” y “Cerrar”.
2.3.2.6. En la ventana principal software buscar en el PLC el número de la
receta asignada, llenar los campos vacíos para número de lote,
producto, operador y comentario.
2.3.2.7. Una vez llenos los campos dar clic en “iniciar proceso” que se
encuentra en la parte inferior del diagrama del equipo.
2.3.2.8. Regular la presión del aire de entrada a 4 bares (manómetro
localizado en la parte posterior del equipo), dejar por 5 minutos.
2.3.2.9. Ajustar la velocidad del aire de entrada a 5m/s.
2.3.2.10. Ajustar con los manómetros localizados en la parte frontal del
equipo la presión de pulverización y la presión del microclima a 0,1
bares.
2.3.2.11. Programar a 30ºC la temperatura del aire de entrada y dejar por 10
MINUTOS.
2.3.2.12. Programar a 40ºC la temperatura del aire de entrada y dejar por 10
MINUTOS.
2.3.2.13. Programar a 50ºC la temperatura del aire de entrada y dejar por 10
MINUTOS.
2.3.2.14. Programar a 65ºC la temperatura del aire de entrada y dejar por 15
MINUTOS.

66
2.3.2.15. Verifica que la lectura del sensor esté a 65ºC ±0.5ºC, y con el
termómetro infrarrojo.
2.3.2.16. Ajustar, la presión de pulverización a 0,4 bares y la presión del
microclima 0,1 bares.
2.3.2.17. Dar clic en la opción “Sig. paso receta” (CARGA MEZCLA).
2.3.2.18. Ajustar la presión de limpieza de los filtros a 1 bar
2.3.2.19. Ajustar la velocidad del aire de entrada a 2,6 m/s como límite
inferior.
2.3.2.20. Dar clic en la opción “cargar o tomar muestra”.
2.3.2.21. Verificar que la velocidad para la carga de la mezcla sea de 3,5m/s.
2.3.2.22. Alimentar el contenedor con la mezcla inicial del ítem 2.1 con la
ayuda de la tolva a través de la llave de muestreo localizada en la parte
frontal del contenedor, y cerrar la entrada.
2.3.2.23. Ajustar la velocidad del aire de entrada a 1,9 m/s como límite
inferior.
2.3.2.24. Dar clic en “sig. paso receta” (CALENTAMIENTO) y cambiar la
opción de MANUAL a AUTOMATICO, dejar por 10 MINUTOS esta
etapa.
2.3.2.25. Verificar que la temperatura de la mezcla este en 50ºC ±0.5ºC.
2.3.2.26. Dar clic en la opción “Sig. Paso receta” (PULV 1),
2.3.2.27. Activar la bomba peristáltica, el volumen de aglutinante que se
inyectará es de 40 ml. (NOTA: el tiempo programado de esta etapa es
de 6min).
2.3.2.28. Verificar que el proceso haya pasado a la etapa de PULV 2 y
aumentar la velocidad de la bomba peristáltica a 30 RPM y dejar pasar
40 ml del aglutinante.
2.3.2.29. Verificar que el proceso haya pasado a la etapa de PULV 3 y
aumentar la velocidad de la bomba peristáltica a 35 RPM y dejar pasar
40 ml del aglutinante. Inspeccionar que el volumen inyectado sea de
20ml y ajustar la velocidad del aire de entrada a 2.7 m/s.
2.3.2.30. Verificar que el proceso haya pasado a la etapa de SECADO y
reducir la presión de limpieza de los filtros a 0,5 bares.
2.3.2.31. Verificar que la velocidad del aire sea 3m/s.
2.3.2.32. Finalizada la receta el proceso finaliza automáticamente.
2.3.2.33. Cerrar la llave de aire comprimido.
2.3.2.34. Disminuir toda la presión del aire de limpieza de los filtros.
2.3.2.35. Dejar enfriar la unidad a temperatura ambiente.
2.3.2.36. Desmontar el contenedor
2.3.2.37. Almacenar el granulado en un recipiente plástico limpio.
2.3.2.38. Tomar una muestra para medir la humedad por el método de
perdida por secado en el analizador halógeno de a 105°C.
Humedad del granulado:

67
2.3.2.39. Pesar el granulado obtenido.
2.3.2.40. Luego de la realización del proceso colocar la etiqueta de cabina y
equipo para limpiar.
2.4. MEZCLA FINAL
2.4.1. Tamizar por malla #20 las siguientes materias primas. Cantidad en función
del % de granulo
Almidón de maíz
Estearato de magnesio
Glicolato sódico de almidón
Dióxido de silicio coloidal
2.4.2. Incorporar al granulado y mezclar por 10 MINUTOS.
3. COMPRESION CABINA
3.1. Precauciones de seguridad: Utilizar gafas, orejeras, mascarilla, guantes.
3.2. Verificar la limpieza del equipo
Tableteadora rotativa de 16 punzones
3.3. Llenar al lado reverso de la etiqueta con los datos del producto
3.4 Armar la tableteadora rotativa con un juego de punzones de forma circular, planos,
con ranura en el punzón superior de dimensiones de 13mm de diámetro.
3.5 Comprimir el granulado de acuerdo a las siguientes especificaciones
PARÁMETRO ESPECIFICACION RESUL
1
RESUL
2
RESP.
Aspecto Comprimidos de forma circular, planos, de
color naranja débil con ranura en una de
sus caras, de aspecto uniforme. Libre de
impurezas visibles
Peso medio Teórico= 630 mg ± 5%
Dureza 5 – 9 kp
Dimensiones Ancho: 13.00 mm ± 0.2 mm
Espesor: 5,1 mm ± 0,2 mm
Friabilidad (10
comprimidos)
Máximo 0,8%
Desintegración a
37°C en agua,
con discos.
Máximo 15 minutos

68
3.6. Realizar el control en proceso a los 2 minutos de iniciada la compresión y registrar en
las cartas de control.
Responsable Control de Calidad
3.7 Control de calidad tomara muestras durante todo el proceso de compresión para
análisis físico químico de los núcleos obtenidos.
Responsable Control de Calidad
3.8. Desempolvar los núcleos, recolectar en fundas plásticas previamente taradas y
pesadas.
Responsable Control de Calidad
PESO OBTENIDO EN: Realizado
por:
Fecha: Supervisado
por:
Fecha:
COMPRESIÓN
DESPERDICIO
Fecha y hora de finalización:
4. RENDIMIENTOS
ETAPA FECHA CANTIDAD
TEORICA
CANTIDAD
REAL
PERDIDAS RENDIMIENTO
SECADO
MEZCLA
FINAL
COMPRESION

69
Anexo 6 ANEXO F. Tablas de resultados
Caracterización de la materia prima
Tabla 15 Índice de Carr, índice de Hausner, Humedad y fluidez en la materia prima usada para granulación en
lecho fluido.
Índice de Carr,
IC
Índice de
Hausner, IH
HUMEDAD
Materia Prima Promedio,
%
Promedio Promedio,
%
Paracetamol 43,00 1,75 0,17
Almidón de maíz 40,00 1,67 4,66
lactosa anhidra 32,12 1,47 0,20
Polivinilpirrolidona 17,35 1,21 2,00
Estearato de Magnesio 21,00 1,27 1,46
Glicolato sódico de
almidón
17,00 1,20 1,19
Realizado por: Shirley Cajape
Resultados de los ensayos físicos en el granulado.
Humedad
Tabla 16. Humedad inicial y humedad en la mezcla final de compresión.
TRATAMIENTO Humedad inicial, %
Humedad en la mezcla final de
compresión, %
medición
1
medición
2
medición
3
PROMED. medición
1
medición
2
medición
3
PROMED.
1 2,98 4,44 4,17 3,86 2,01 3,50 1,11 2,21
2 3,10 2,15 1,45 2,23 0,99 1,16 0,84 1,00
3 2,44 1,45 2,46 2,12 2,01 0,96 1,95 1,64
4 2,30 1,31 1,91 1,84 0,95 0,69 0,77 0,80
5 2,92 2,18 1,95 2,35 0,94 1,12 0,78 0,95
6 3,77 1,60 1,32 2,23 2,67 1,80 1,08 1,85
7 7,98 6,64 6,00 6,87 4,15 2,57 2,47 3,06
8 4,19 3,99 3,42 3,87 1,01 1,61 1,42 1,35
9 5,36 3,51 2,90 3,92 1,98 1,28 2,26 1,84
10 5,08 4,00 4,89 4,00 1,15 1,49 1,90 1,51
11 3,60 2,10 3,16 2,95 1,68 1,90 1,75 1,78
Realizado por: Shirley Cajape

70
Polvos finos
Tabla 17. Porcentaje de polvos finos en el granulado obtenido por lecho fluido.
PORCENTAJE <180 um
TRAT. 1 2 3 PROMEDIO
%
1 25,77 26,50 24,30 25,52
2 7,07 7,17 6,63 6,96
3 14,04 16,55 15,31 15,30
4 13,52 13,08 12,24 12,95
5 11,69 13,69 13,37 12,92
6 9,96 8,71 9,62 9,43
7 33,51 31,67 30,44 31,87
8 14,95 17,76 16,62 16,44
9 27,52 23,98 24,46 25,32
10 5,34 9,38 11,15 8,62
11 10,96 12,06 11,04 11,35
Realizado por: Shirley Cajape
Densidades
Tabla 18. Densidad aparente y densidad compactada en el granulado obtenido por lecho fluido.
Densidad aparente Densidad compactada
g/ml g/ml g/ml g/ml g/ml g/ml g/ml g/ml
medición
1
medición
2
medición
3
PROMED. medición
1
medición
2
medición
3
PROMED.
1 0,32 0,31 0,32 0,32 0,42 0,42 0,42 0,42
2 0,30 0,30 0,29 0,29 0,33 0,33 0,33 0,33
3 0,28 0,28 0,28 0,28 0,35 0,37 0,33 0,35
4 0,29 0,29 0,29 0,29 0,32 0,32 0,31 0,32
5 0,30 0,30 0,31 0,30 0,38 0,38 0,37 0,38
6 0,30 0,30 0,30 0,30 0,36 0,37 0,37 0,37
7 0,35 0,36 0,32 0,34 0,46 0,46 0,43 0,45
8 0,33 0,32 0,33 0,33 0,38 0,37 0,41 0,38
9 0,31 0,32 0,32 0,31 0,42 0,42 0,40 0,41
10 0,29 0,28 0,28 0,28 0,42 0,40 0,41 0,41
11 0,30 0,29 0,29 0,29 0,40 0,40 0,40 0,40
Realizado por: Shirley Cajape
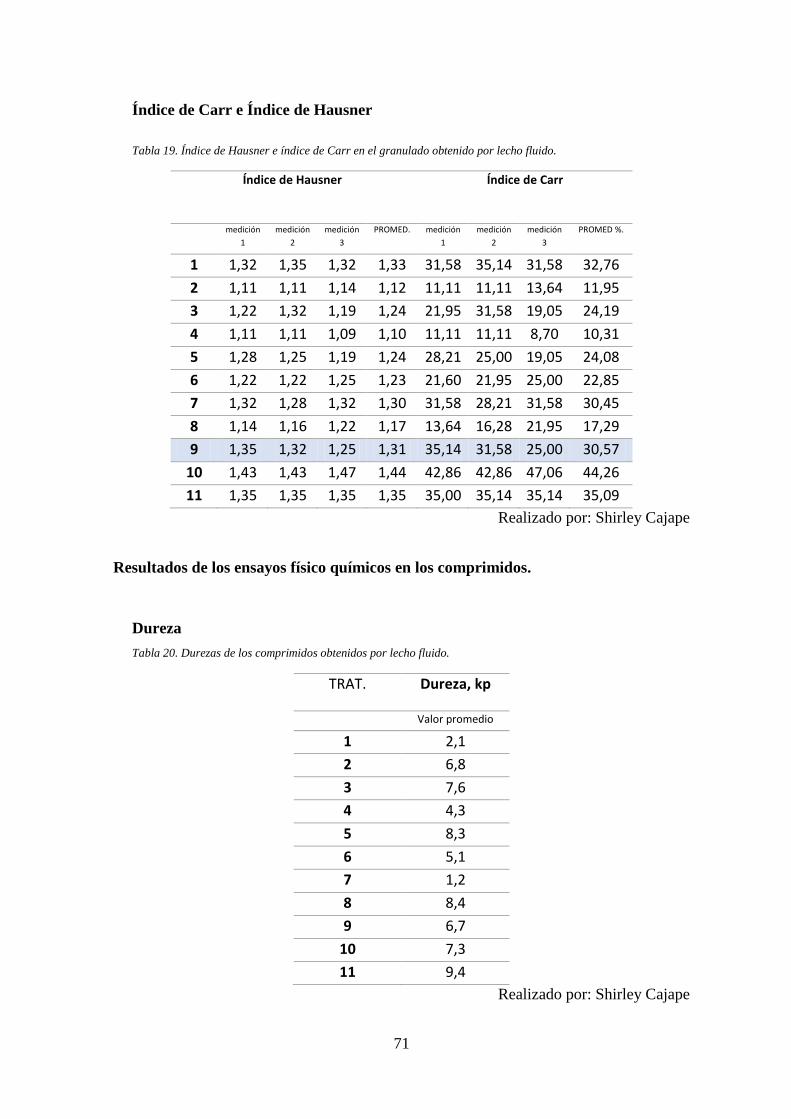
71
Índice de Carr e Índice de Hausner
Tabla 19. Índice de Hausner e índice de Carr en el granulado obtenido por lecho fluido.
Índice de Hausner Índice de Carr
medición
1
medición
2
medición
3
PROMED. medición
1
medición
2
medición
3
PROMED %.
1 1,32 1,35 1,32 1,33 31,58 35,14 31,58 32,76
2 1,11 1,11 1,14 1,12 11,11 11,11 13,64 11,95
3 1,22 1,32 1,19 1,24 21,95 31,58 19,05 24,19
4 1,11 1,11 1,09 1,10 11,11 11,11 8,70 10,31
5 1,28 1,25 1,19 1,24 28,21 25,00 19,05 24,08
6 1,22 1,22 1,25 1,23 21,60 21,95 25,00 22,85
7 1,32 1,28 1,32 1,30 31,58 28,21 31,58 30,45
8 1,14 1,16 1,22 1,17 13,64 16,28 21,95 17,29
9 1,35 1,32 1,25 1,31 35,14 31,58 25,00 30,57
10 1,43 1,43 1,47 1,44 42,86 42,86 47,06 44,26
11 1,35 1,35 1,35 1,35 35,00 35,14 35,14 35,09
Realizado por: Shirley Cajape
Resultados de los ensayos físico químicos en los comprimidos.
Dureza
Tabla 20. Durezas de los comprimidos obtenidos por lecho fluido.
TRAT. Dureza, kp
Valor promedio
1 2,1
2 6,8
3 7,6
4 4,3
5 8,3
6 5,1
7 1,2
8 8,4
9 6,7
10 7,3
11 9,4
Realizado por: Shirley Cajape
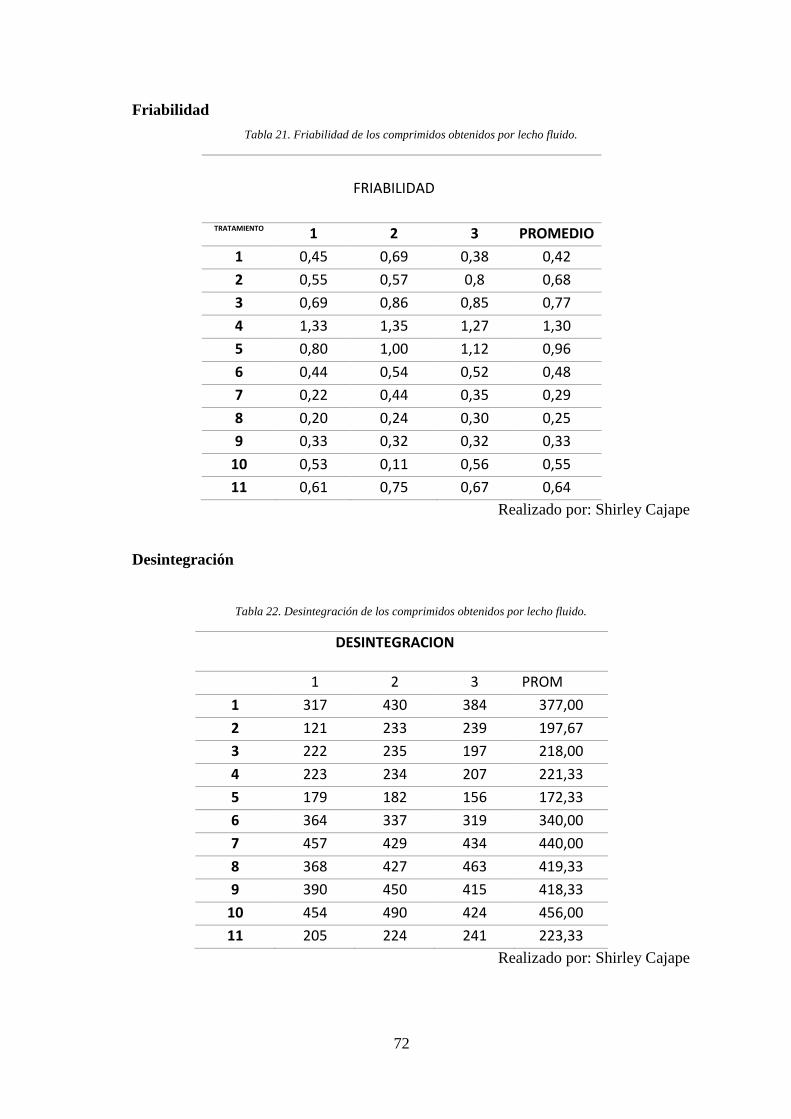
72
Friabilidad
Tabla 21. Friabilidad de los comprimidos obtenidos por lecho fluido.
FRIABILIDAD
TRATAMIENTO 1 2 3 PROMEDIO
1 0,45 0,69 0,38 0,42
2 0,55 0,57 0,8 0,68
3 0,69 0,86 0,85 0,77
4 1,33 1,35 1,27 1,30
5 0,80 1,00 1,12 0,96
6 0,44 0,54 0,52 0,48
7 0,22 0,44 0,35 0,29
8 0,20 0,24 0,30 0,25
9 0,33 0,32 0,32 0,33
10 0,53 0,11 0,56 0,55
11 0,61 0,75 0,67 0,64
Realizado por: Shirley Cajape
Desintegración
Tabla 22. Desintegración de los comprimidos obtenidos por lecho fluido.
DESINTEGRACION
1 2 3 PROM
1 317 430 384 377,00
2 121 233 239 197,67
3 222 235 197 218,00
4 223 234 207 221,33
5 179 182 156 172,33
6 364 337 319 340,00
7 457 429 434 440,00
8 368 427 463 419,33
9 390 450 415 418,33
10 454 490 424 456,00
11 205 224 241 223,33
Realizado por: Shirley Cajape

73
Peso promedio
Tabla 23. Peso promedio de los comprimidos obtenidos por lecho fluido.
N T 1 T 2 T 3 T 4 T 5 T 6 T7 T8 T 9 T 10 T11
mg mg mg mg Mg mg mg mg mg mg mg
1 604,10 584,00 514,90 566,30 660,20 568,50 589,70 666,70 633,90 628,40 617,70
2 613,40 562,00 599,00 571,30 644,70 597,00 583,80 648,50 629,70 630,90 622,10
3 601,90 574,10 597,00 547,40 622,40 615,30 561,30 672,40 645,50 637,40 621,20
4 621,90 557,90 610,00 558,50 647,80 599,70 572,20 654,20 630,70 615,50 616,70
5 618,90 550,60 608,80 567,00 633,10 625,00 555,80 663,00 635,30 627,40 618,90
6 609,20 585,30 602,90 574,90 638,40 594,70 586,90 666,20 638,70 631,80 634,50
7 621,10 580,00 612,10 551,80 632,00 617,10 557,10 661,40 628,90 629,10 614,50
8 624,10 580,90 616,50 581,30 648,00 579,20 562,70 676,30 622,80 614,20 611,70
9 610,50 588,00 604,50 579,90 627,80 582,10 590,10 661,70 624,90 619,90 621,50
10 631,00 617,40 603,50 574,60 624,10 590,10 596,60 672,40 630,80 630,70 620,50
X 615,61 578,02 596,92 567,30 637,85 596,87 575,62 664,28 632,12 626,53 619,93
Realizado por: Shirley Cajape
Valoración.
Método analítico MQA.
Tabla 24. Valoración del lote elaborado por granulación húmeda convencional, equipo doble sigma
Muestra A
muestra
Peso
muestra
Peso
promedio %P.a.
mg mg
m1 0,402 195,7 645,49 99,34
m2 0,400 194,7 645,49 99,85
Promedio
99,59
Realizado por: Shirley Cajape
Método analítico MSC.
Tabla 25. Valoración del lote elaborado por granulación húmeda convencional, equipo doble sigma
muestra A
muestra
C
muestra
Paracetamol
muestra
Peso
muestra
Peso
promedio
%Parac/tab.
ug/ml Mg mg mg %
m1 0,362 5,21 104,11 129,2 645,49 104,03
m2 0,370 5,32 106,41 131,5 645,49 104,46
m3 0,367 5,28 105,55 132,0 645,49 103,23
Promedio 103,91
Realizado por: Shirley Cajape

74
Tabla 26. Valoración del lote elaborado por granulación húmeda en Lecho fluido Mycrolab.
muestra A
muestra
C
muestra
Paracetamol
muestra
Peso
muestra
Peso
promedio
%Parac/tab
ug/ml Mg mg mg %
m1 0,352 4,98 99,61 125,6 627,155 99,47
m2 0,345 4,88 97,65 125,7 627,155 97,44
m3 0,346 4,90 97,93 125,7 627,155 97,72
Promedio 98,21
Realizado por: Shirley Cajape
Perfil de disolución
Granulación en equipo doble sigma. LOTE QA.
Tabla 27. Perfil de disolución para el lote QA.
Pesos
comprimidos
5 min 15 min 30 min 40 min
mg A mg % A mg % A mg % A mg %
654,9 0,559 391,50 78,30 0,696 482,04 96,41 0,693 474,57 94,91 0,700 473,91 94,78
657,8 0,536 375,40 75,08 0,700 484,81 96,96 0,714 488,95 97,79 0,712 482,04 96,41
640,8 0,560 392,21 78,44 0,680 470,96 94,19 0,692 473,88 94,78 0,704 476,62 95,32
672,1 0,582 407,61 81,52 0,712 493,12 98,62 0,708 484,84 96,97 0,718 486,10 97,22
639,6 0,577 404,11 80,82 0,66 457,11 91,42 0,683 467,72 93,54 0,695 470,53 94,11
635,6 0,581 406,91 81,38 0,683 473,04 94,61 0,700 479,36 95,87 0,704 476,62 95,32
680,0 0,576 388,43 77,69 0,713 475,47 95,09 0,742 489,25 97,85 0,758 494,12 98,82
652,8 0,567 382,36 76,47 0,704 469,47 93,89 0,715 471,45 94,29 0,741 483,04 96,61
641,7 0,586 395,17 79,03 0,683 455,47 91,09 0,724 477,39 95,48 0,732 477,18 95,44
635,6 0,603 406,64 81,33 0,673 448,80 89,76 0,730 481,34 96,27 0,724 471,96 94,39
638,9 0,562 378,99 75,80 0,653 435,46 87,09 0,719 474,09 94,82 0,727 473,92 94,78
647,0 0,599 403,94 80,79 0,656 437,46 87,49 0,736 485,30 97,06 0,739 481,74 96,35
PROMEDIO 78,89 93,05 95,80 95,80
Realizado por: Shirley Cajape

75
Granulación por lecho fluido, Tratamiento 9
Tabla 28. Perfil de disolución para el tratamiento 9 del diseño experimental.
Pesos
comprimidos
5 min 15 min 30 min 40 min
mg A mg % A mg % A Mg % mg %
636,7 0,496 349,13 69,83 0,648 451,06 90,21 0,678 466,64 93,33 0,689 468,82 93,76
637,3 0,582 409,67 81,93 0,645 448,97 89,79 0,643 442,55 88,51 0,670 455,89 91,18
631,2 0,58 408,26 81,65 0,647 450,36 90,07 0,669 460,44 92,09 0,664 451,81 90,36
636,1 0,491 345,61 69,12 0,638 444,09 88,82 0,673 463,19 92,64 0,672 457,25 91,45
636,4 0,539 379,40 75,88 0,632 439,92 87,98 0,665 457,69 91,54 0,665 452,49 90,50
631,0 0,545 383,62 76,72 0,642 446,88 89,38 0,696 479,02 95,80 0,657 447,04 89,41
628,0 0,589 431,92 86,38 0,644 467,00 93,40 0,676 484,70 96,94 0,666 472,10 94,42
630,4 0,458 335,86 67,17 0,666 482,96 96,59 0,684 490,44 98,09 0,685 485,57 97,11
637,1 0,529 387,92 77,58 0,644 467,00 93,40 0,667 478,25 95,65 0,670 474,94 94,99
638,3 0,548 401,85 80,37 0,669 485,13 97,03 0,676 484,70 96,94 0,672 476,36 95,27
628,6 0,450 329,99 66,00 0,670 485,86 97,17 0,679 486,85 97,37 0,717 508,26 101,65
637,6 0,519 380,59 76,12 0,668 484,41 96,88 0,677 485,42 97,08 0,683 484,16 96,83
PROMEDIO 75,73 92,56 94,66 93,91
Realizado por: Shirley Cajape

76
Anexo 7ANEXO G. Procesamiento de datos en Minitab 17.
Procesamiento de datos en software Minitab 17.

77
Anexo 8 ANEXO H. Durezas de los tratamientos de diseño experimental.
Tratamiento 1
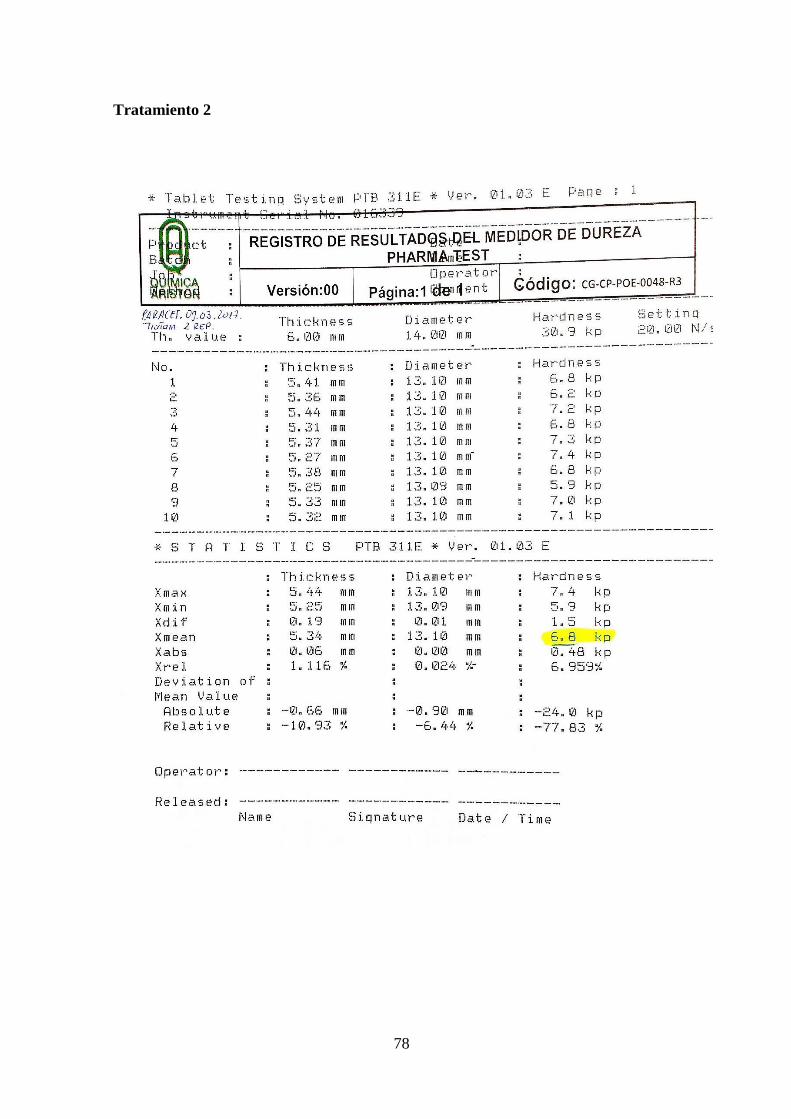
78
Tratamiento 2

79
Tratamiento 3

80
Tratamiento 4.
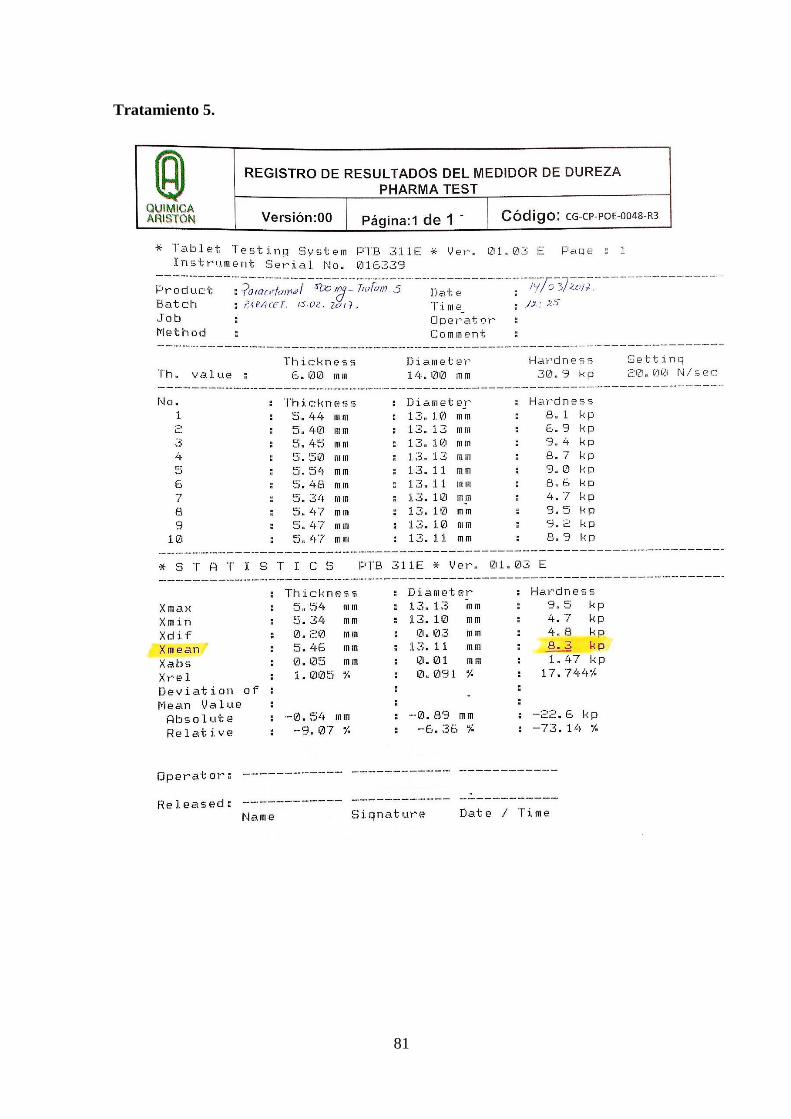
81
Tratamiento 5.
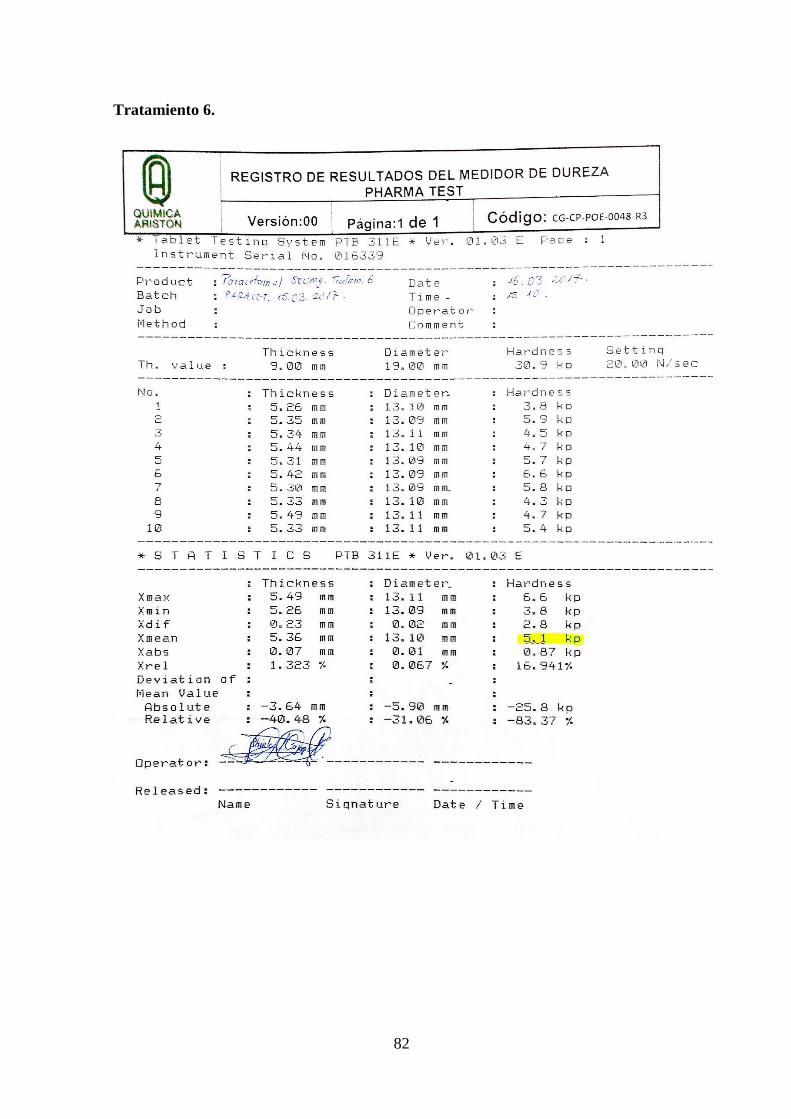
82
Tratamiento 6.
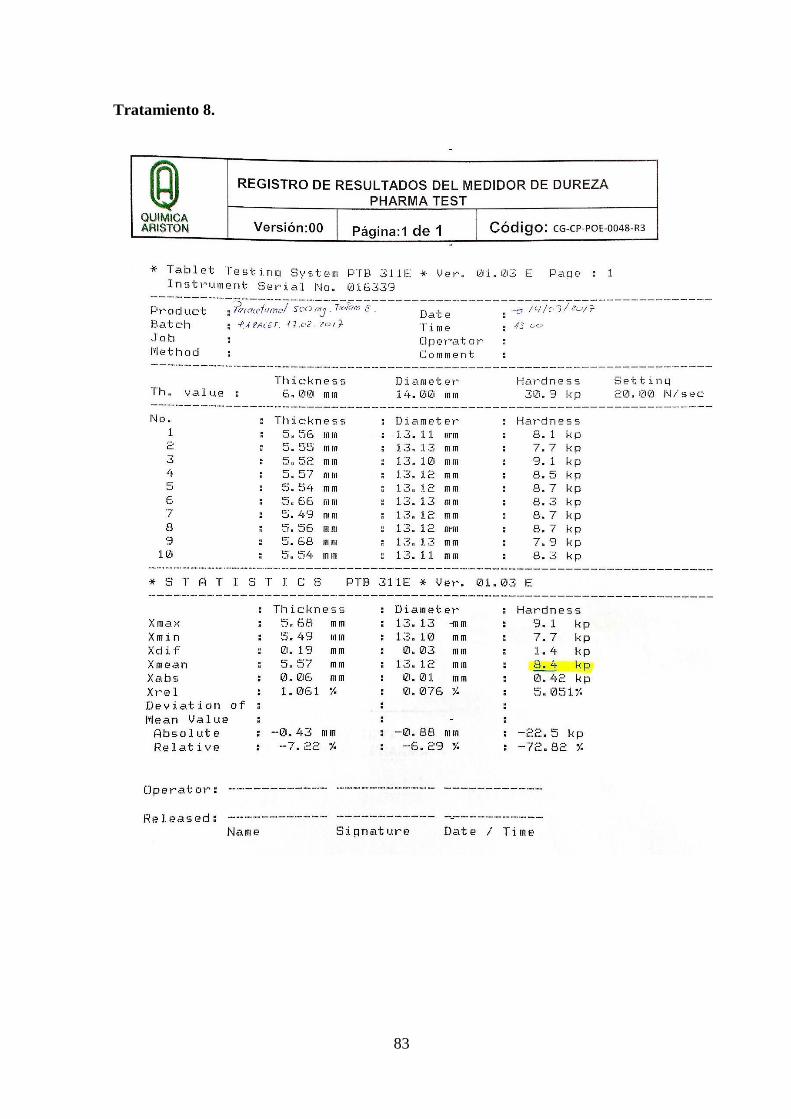
83
Tratamiento 8.
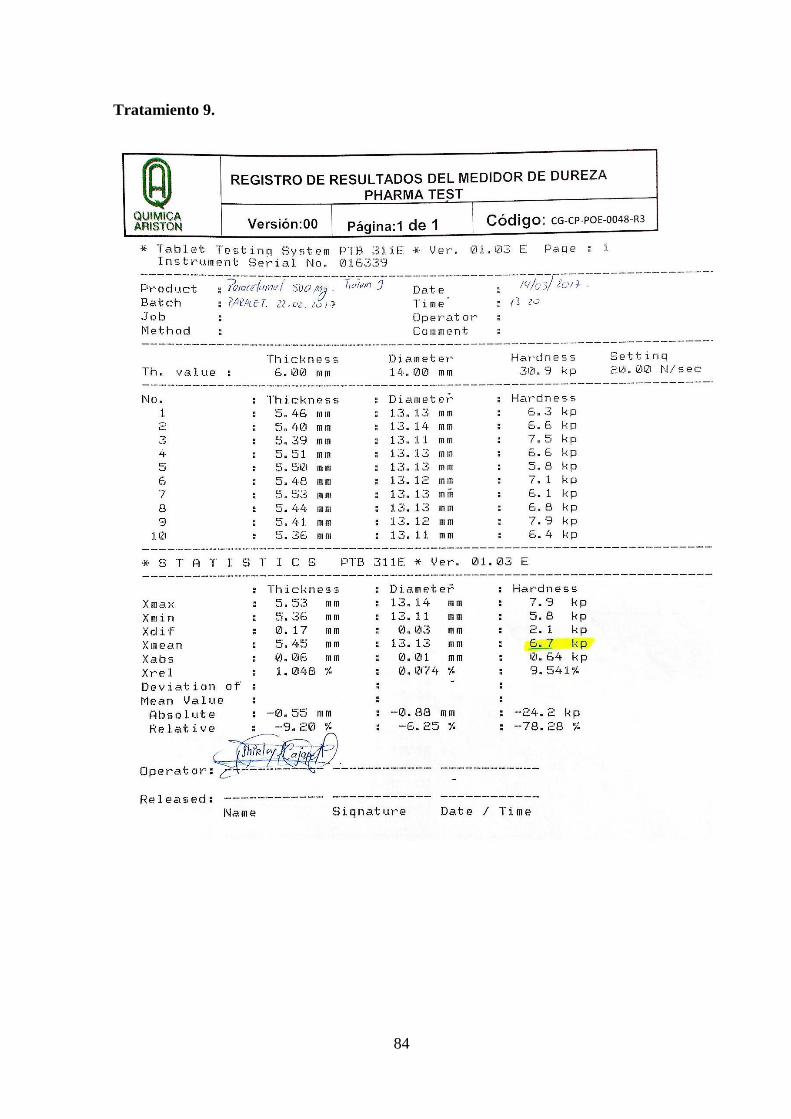
84
Tratamiento 9.

85
Tratamiento 10.

86
Tratamiento 11.

87
Anexo 9 ANEXO I. Barrido espectral, y determinación de longitud de onda de máxima absorción.

88
Anexo 10 ANEXO J. Registro de los parámetros del proceso de granulación del
tratamiento 9.
106
Mycrolab Química Ariston Nombre
lote PARACET.22.02.2017 Producto PARACETAMOL_500 Operador SC Comentario v:1,9m/s;_Ppulv:0,4bar;_RPM:25,30,35
Temp. aire
fresco Temp.
producto
Temp. aire
salida Presión
Caudal aire
fresco Presión pulveriz.
Presión microclima
Fecha Tiempo Evento °C °C °C kPa m³/h bar bar
22.02.17 10:53:07 Comenzó un nuevo proceso 22.02.17 10:53:09
21.7 22.1 22.3 0.0 1.5 0.0 0.0
22.02.17 10:53:13 Comenzó un nuevo paso de receta 22.02.17 10:54:09
21.7 21.9 22.0 -2.5 1.5 0.0 0.0
22.02.17 10:55:12
23.1 22.2 22.0 -3.0 1.5 0.0 0.0
22.02.17 10:56:14
27.7 24.3 22.2 -3.0 1.5 0.0 0.0
22.02.17 10:57:17
29.8 25.5 22.3 -3.0 1.5 0.0 0.0
22.02.17 10:58:19
29.8 26.0 22.5 -3.0 1.5 0.0 0.0
22.02.17 10:59:22
29.7 26.4 22.7 -3.0 1.5 0.0 0.0
22.02.17 11:00:24
29.9 26.7 22.9 -3.0 1.5 0.0 0.0
22.02.17 11:01:27
30.2 27.0 23.1 -3.0 1.5 0.0 0.0
22.02.17 11:02:29
30.1 27.2 23.3 -3.0 1.5 0.0 0.0
22.02.17 11:03:32
30.1 27.4 23.4 -3.0 1.5 0.0 0.0
22.02.17 11:04:34
36.3 29.8 23.4 -2.8 1.5 0.4 0.2
22.02.17 11:05:37
40.1 31.1 23.9 -2.8 1.5 0.4 0.2
22.02.17 11:06:39
41.0 33.2 24.1 -2.8 1.5 0.4 0.2
22.02.17 11:07:42
40.8 33.8 24.4 -2.8 1.5 0.4 0.2
22.02.17 11:08:44
40.9 34.3 24.9 -2.8 1.5 0.4 0.2
22.02.17 11:09:47
40.9 34.7 25.2 -2.8 1.5 0.4 0.2
22.02.17 11:10:49
41.2 35.1 25.7 -2.8 1.5 0.4 0.2
22.02.17 11:11:52
44.6 36.3 25.9 -2.8 1.5 0.4 0.1
22.02.17 11:12:54
48.8 38.7 26.3 -2.9 1.5 0.4 0.1
22.02.17 11:13:57
50.1 40.0 26.7 -2.9 1.5 0.4 0.1
22.02.17 11:14:59
50.1 40.7 27.3 -2.9 1.5 0.4 0.1
22.02.17 11:16:02
53.1 42.1 27.7 -2.9 1.5 0.4 0.1
22.02.17 11:17:04
58.1 44.4 28.2 -2.9 1.5 0.4 0.1
22.02.17 11:18:07
59.9 46.3 28.8 -2.9 1.5 0.4 0.1
22.02.17 11:19:09
60.0 47.1 29.2 -2.9 1.5 0.4 0.1
22.02.17 11:20:12
59.8 47.9 29.9 -2.9 1.5 0.4 0.1
22.02.17 11:21:15
60.0 48.4 30.5 -2.9 1.5 0.4 0.1
22.02.17 11:22:17
60.4 48.9 31.1 -2.9 1.5 0.4 0.1
22.02.17 11:23:20
64.1 50.7 31.6 -2.9 1.5 0.4 0.1
22.02.17 11:24:22
66.0 52.0 32.2 -2.9 1.5 0.4 0.1
22.02.17 11:25:26
66.3 52.7 32.8 -3.0 1.5 0.4 0.1
22.02.17 11:26:28
65.9 53.1 33.4 -3.0 1.5 0.4 0.1
22.02.17 11:27:31
66.0 53.5 33.9 -3.0 1.5 0.4 0.1
22.02.17 11:28:33
65.9 53.8 34.5 -3.0 1.5 0.4 0.1
22.02.17 11:29:36
65.4 53.9 35.0 -3.0 1.5 0.4 0.1
22.02.17 11:30:38
65.9 54.3 35.3 -1.6 1.5 0.4 0.1

89
22.02.17 11:31:41
66.5 54.8 35.5 -1.7 1.5 0.4 0.1
22.02.17 11:32:43
66.2 54.6 35.7 -1.7 1.5 0.4 0.1
22.02.17 11:33:46
66.0 54.7 35.9 -1.6 1.5 0.4 0.1
22.02.17 11:34:48
65.7 54.6 36.1 -1.7 1.5 0.4 0.1
22.02.17 11:35:51
65.6 54.6 36.3 -1.7 1.5 0.4 0.1
22.02.17 11:36:53
65.5 54.7 36.5 -1.7 1.5 0.4 0.1
22.02.17 11:37:56
65.4 54.7 36.8 -1.7 1.5 0.4 0.1
22.02.17 11:38:59
65.2 54.7 37.1 -1.7 1.5 0.4 0.1
22.02.17 11:40:01
65.0 54.6 37.2 -1.7 1.5 0.4 0.1
22.02.17 11:41:03
65.2 54.6 37.5 -1.7 1.5 0.4 0.1
22.02.17 11:42:06
65.0 54.6 37.6 -1.7 1.5 0.4 0.1
22.02.17 11:43:09
64.9 54.6 37.9 -1.7 1.5 0.4 0.1
22.02.17 11:44:11
65.1 54.7 38.0 -1.7 1.5 0.4 0.1
22.02.17 11:45:13
65.0 54.7 38.2 -1.7 1.5 0.4 0.1
22.02.17 11:46:16
65.0 54.8 38.4 -1.7 1.5 0.4 0.1
22.02.17 11:47:18
64.9 54.8 38.5 -1.8 1.5 0.4 0.1
22.02.17 11:47:20 Comenzó un nuevo paso de receta 22.02.17 11:48:21
65.0 54.3 37.6 -1.9 1.5 0.4 0.1
22.02.17 11:49:23
65.5 54.2 37.4 -1.9 1.5 0.4 0.1
22.02.17 11:50:26
65.5 54.3 37.5 -1.9 1.5 0.4 0.1
22.02.17 11:51:28
65.3 54.3 37.4 -1.9 1.5 0.4 0.1
22.02.17 11:52:31
65.6 38.4 38.7 -1.5 1.5 0.4 0.1
22.02.17 11:53:33
65.2 42.8 37.6 -2.2 1.5 0.4 0.1
22.02.17 11:54:36
64.9 44.8 36.3 -2.2 1.5 0.4 0.1
22.02.17 11:55:38
65.2 46.0 36.3 -2.3 1.5 0.4 0.1
22.02.17 11:56:41
65.2 47.1 36.2 -2.3 1.5 0.4 0.1
22.02.17 11:57:04 Comenzó un nuevo paso de receta 22.02.17 11:57:43
65.4 47.8 36.0 -2.2 1.5 0.4 0.1
22.02.17 11:58:46
65.2 48.4 35.8 -2.2 1.5 0.4 0.1
22.02.17 11:59:48
65.0 48.7 35.8 -2.4 1.5 0.4 0.1
22.02.17 12:00:51
65.0 49.0 35.7 -2.4 1.5 0.4 0.1
22.02.17 12:01:53
64.9 49.4 35.7 -2.5 1.5 0.4 0.1
22.02.17 12:02:56
65.0 49.6 35.7 -2.5 1.5 0.4 0.1
22.02.17 12:03:01 Comenzó un nuevo paso de receta PULV 1 22.02.17 12:03:58
65.2 43.3 38.8 -2.5 1.5 0.4 0.1
22.02.17 12:05:01
65.1 35.6 40.0 -2.5 1.5 0.4 0.1
22.02.17 12:06:03
64.9 31.2 38.4 -2.6 1.5 0.5 0.1
22.02.17 12:07:06
64.8 28.9 37.1 -0.7 1.5 0.4 0.1
22.02.17 12:08:08
64.9 27.9 35.8 -0.7 1.5 0.4 0.1
22.02.17 12:09:11
65.2 27.3 34.7 -0.5 1.5 0.4 0.1
22.02.17 12:09:12 Comenzó un nuevo paso de receta PULV 2 22.02.17 12:10:13
65.2 26.7 33.9 -0.4 1.5 0.4 0.1
22.02.17 12:11:16
65.0 26.1 33.3 -0.5 1.5 0.4 0.1
22.02.17 12:12:18
65.0 25.6 32.9 -2.4 1.5 0.5 0.1
22.02.17 12:13:21
64.9 25.3 32.2 -2.4 1.5 0.5 0.1
22.02.17 12:14:23
65.0 24.8 31.6 -2.4 1.5 0.5 0.1
22.02.17 12:14:25 Comenzó un nuevo paso de receta PULV 3 22.02.17 12:15:26
65.1 24.4 31.1 -2.4 1.5 0.5 0.1
22.02.17 12:16:28
65.1 24.3 30.7 -2.8 1.5 0.5 0.1
22.02.17 12:17:31
64.7 23.9 30.5 -3.1 1.5 0.5 0.1
22.02.17 12:18:33
64.1 23.9 30.1 -3.7 1.5 0.5 0.1
22.02.17 12:19:36
64.4 23.8 29.8 -3.2 1.5 0.5 0.1
22.02.17 12:20:00 Comenzó un nuevo paso de receta SECADO 22.02.17 12:20:38
63.4 23.6 30.2 -3.6 1.5 0.3 0.1
22.02.17 12:21:41
59.8 23.3 30.0 -3.6 1.5 0.4 0.1
22.02.17 12:22:12 Comenzó un nuevo paso de receta 22.02.17 12:22:13
58.0 23.3 29.6 -3.7 1.5 0.2 0.1
22.02.17 12:22:14 Final del proceso

90
Anexo 11 ANEXO K. Imágenes. Caracterización de materia prima, proceso de
granulación y análisis físico químico.
Determinación de Humedad en las materias primas.
Puesta en marcha del equipo Mycrolab Hüttlin

91
Muestreo del granulado durante el proceso.
Comprimidos de paracetamol 500mg obtenidos por lecho fluido Mycrolab Hüttlin
92
Pulverización de comprimidos para cuantificación de principio activo.
Reactivo (Metanol) y material volumétrico para cuantificación de principio activo.

93
Equipo empleado en el Perfiles de disolución.
















![Matagalpa, Febrero 2013 - UNAN-Managuarepositorio.unan.edu.ni/6656/1/6389.pdf · 2017. 10. 25. · [Seminario de Graduación] [FAREM] i Dedicatoria A Dios. Por brindarme sabiduría,](https://static.fdocuments.co/doc/165x107/60c546f28f70c007c7372242/matagalpa-febrero-2013-unan-2017-10-25-seminario-de-graduacin-farem.jpg)
