UNIVERSIDAD DE LAS AMÉRICAS...
98
UNIVERSIDAD DE LAS AMÉRICAS, PUEBLA ESCUELA DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA QUÍMICA, ALIMENTOS Y AMBIENTAL UNIVERSIDAD DE LAS AMÉRICAS PUEBLA RECUPERACIÓN DE HIDROCARBUROS DE LODOS DE TANQUES DE ALMACENAMIENTO UTILIZANDO PROPANO SUPERCRÍTICO Tesis presentada en cumplimiento parcial de los requisitos para obtener el grado de Master en Chemical Engineering EDGAR CAMPOVERDE LASTRA Asesor: José Rafael Espinosa y Victoria Santa Catarina Mártir, Cholula, Puebla Mayo, 2012
Transcript of UNIVERSIDAD DE LAS AMÉRICAS...
UNIVERSIDAD DE LAS AMÉRICAS, PUEBLA
ESCUELA DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA, ALIMENTOS Y AMBIENTAL
UNIVERSIDAD DE LAS AMÉRICAS PUEBLA
RECUPERACIÓN DE HIDROCARBUROS DE LODOS DE TANQUES DE
ALMACENAMIENTO UTILIZANDO PROPANO SUPERCRÍTICO
Tesis presentada en cumplimiento parcial
de los requisitos para obtener el grado
de Master en Chemical Engineering
EDGAR CAMPOVERDE LASTRA
Asesor: José Rafael Espinosa y Victoria
Santa Catarina Mártir, Cholula, Puebla
Mayo, 2012
II
AGRADECIMIENTOS
Ante todo, a mi esposa, e hijos que con su cariño, paciencia y generosidad, me han ayudado a
culminar con éxito mis estudios.
A mis profesores: Dr. René Reyes M., Dra. Nelly Ramírez C., Dra. María Eugenia
Bárcenas P., Dr. René Lara D., Dr. Erick R. Bandala G., por sus enseñanzas, su ejemplo
y por ser un referente en el campo docente y profesional.
A EPPetroecuador y Senescyt por haberme dado la oportunidad de realizar mis estudios de
maestría en el exterior.
A mis compañeros y amigos: Paúl, Ramiro, Fernando, Neto, Sol, Luis y de manera muy
especial a Manuel y Ramón.
Al Dr. Arturo Trejo por su invaluable ayuda para la elaboración del presente proyecto.
Al Dr. José Rafael Espinosa Victoria, un excelente profesor, asesor y por sobretodo un
gran amigo, que me ha sabido guiar tanto a nivel académico y personal y me ha ayudado a
hacer más llevadera mi estancia en México.

III
DEDICATORIA
.
A mi Padre(†), Susy, Xavi, Gabe
y Enrique, los seres más queridos
y mi razón de vivir y luchar.
IV
TABLA DE CONTENIDO AGRADECIMIENTOS ......................................................................................................................... II
DEDICATORIA ................................................................................................................................... III
ÍNDICE DE TABLAS ......................................................................................................................... VII
ÍNDICE DE FIGURAS ...................................................................................................................... VIII
RESUMEN ............................................................................................................................................ 1
1. INTRODUCCIÓN..................................................................................................................... 2
2. OBJETIVOS.............................................................................................................................. 3
Objetivo general ................................................................................................................................. 3
Objetivos específicos ......................................................................................................................... 3
3. HIPÓTESIS ............................................................................................................................... 3
4. REVISIÓN Y ANÁLISIS DE INFORMACIÓN BIBLIOGRÁFICA ....................................... 4
4.1. LODOS EN TANQUES DE ALMACENAMIENTO DE COMBUSTIBLE. ........................... 4
4.2. TIPOS DE SUSTANCIAS PRESENTES EN LOS LODOS DE TANQUES DE
ALMACENAMIENTO DE COMBUSTIBLE. ......................................................................... 4
4.3. LIMPIEZA DE LOS LODOS EN TANQUES DE ALMACENAMIENTO DE
HIDROCARBUROS ................................................................................................................. 5
4.4. TECNOLOGÍAS DE TRATAMIENTO DE LODOS DE TANQUES DE
ALMACENAMIENTO ............................................................................................................. 6
4.4.1. Estrategias de tratamiento. .............................................................................................. 6
4.4.2. Lugar en que se realiza el tratamiento ............................................................................ 6
4.4.3. Tipo de tratamiento......................................................................................................... 7
4.5. FLUIDOS SUPERCRÍTICOS. ................................................................................................ 14
4.6. PROPIEDADES DE LOS FLUIDOS SUPERCRÍTICOS....................................................... 15
4.7. VARIABLES EXPERIMENTALES QUE AFECTAN AL PROCESO DE EXTRACCIÓN
CON FLUIDOS SUPERCRÍTICOS ....................................................................................... 16
4.8. VENTAJAS E INCONVENIENTES DE LA TÉCNICA DE SFE .......................................... 17
4.9. APLICACIONES DE LOS FLUIDOS SUPERCRÍTICOS ..................................................... 18
4.10. UTILIZACIÓN DE FLUIDOS SUPERCRÍTICOS PARA EL TRATAMIENTO DE
CONTAMINANTES DEL SUELO Y SEDIMENTOS. .......................................................... 19
4.11. EXTRACCIÓN DE HIDROCARBUROS EN SUELOS CON FLUIDOS
SUPERCRÍTICOS… .............................................................................................................. 20
V
4.12. ESQUEMA DE EXTRACCIÓN DE HIDROCARBUROS CON FLUIDO
SUPERCRÍTICO… ................................................................................................................. 21
4.13. INFLUENCIA DE LA PRESIÓN Y TEMPERATURA EN EL PROCESO DE
EXTRACCIÓN SUPERCRÍTICA DE HIDROCARBUROS EN SUELOS Y
SEDIMENTOS.. ...................................................................................................................... 22
4.14. INFLUENCIA DEL CONTENIDO DE AGUA EN EL PROCESO DE EXTRACCIÓN
SUPERCRÍTICA DE HIDROCARBUROS EN SUELOS Y SEDIMENTOS ...................... 22
4.15. DETERMINACIÓN DE HIDROCARBUROS TOTALES DE PETRÓLEO EN MATRICES
SÓLIDAS CONTAMINADAS. .............................................................................................. 23
4.15.1. Determinación hidrocarburos totales según Método 418.1 Espectroscopía Infrarroja. 24
4.15.2. Determinación hidrocarburos totales según Método 8015b (CG). ............................... 25
4.16. NORMATIVA AMBIENTAL PARA EL CONTENIDO DE HIDROCARBUROS EN
SUELO EN MÉXICO Y ECUADOR .................................................................................... 27
5. MATERIALES Y MÉTODOS ................................................................................................ 28
5.1. MATERIALES. ....................................................................................................................... 28
5.1.1. Material para experimentación. .................................................................................... 28
5.1.2. Dispositivo Experimental ............................................................................................. 28
5.2. MÉTODOS ............................................................................................................................. 33
5.3. DESCRIPCIÓN DE LA METODOLOGÍA EMPLEADA ...................................................... 34
6. RESULTADOS Y DISCUSIÓN ............................................................................................. 36
6.1. MODIFICACIÓN DEL EQUIPO DE EXTRACCIÓN SUPERCRÍTICA ............................. 36
6.2. PASO DE PROPANO DEL TANQUE AL TERMOCOMPRESOR ..................................... 37
6.3. ADECUACIÓN DE LA MUESTRA. ..................................................................................... 38
6.4. DISEÑO E IMPLEMENTACIÓN DEL MEDIDOR DE FLUJO DE BURBUJA .................. 39
6.5. PRIMER ENSAYO. 100°C y 2300psig.................................................................................. 39
6.6. SEGUNDO ENSAYO. 100°C y 2300psig (MUESTRA SECA 70°C- 4 HORAS) ................ 42
6.7. TERCER ENSAYO. 115°C y 2300psig (MUESTRA SECA 70°C- 4 HORAS) .................... 47
6.8. CUARTO ENSAYO. 130°C y 2300psig (MUESTRA SECA 70°C- 4 HORAS) ................... 51
6.9. QUINTO ENSAYO. 100°C y 2000psig (MUESTRA SECA 70°C- 4 HORAS) ................... 55
6.10. ANÁLISIS RESULTADOS Y DATOS OBTENIDOS EN LOS DIFERENTES
ENSAYOS. ............................................................................................................................. 59
6.10.1. Datos de presión y temperatura .................................................................................... 59

VI
6.10.2. Resultados de análisis de HTP ...................................................................................... 61
6.10.3. Resultados de rendimiento de hidrocarburo recuperado. .............................................. 63
7. CONCLUSIONES................................................................................................................... 65
8. RECOMENDACIONES ......................................................................................................... 66
REFERENCIAS ................................................................................................................................... 67
ANEXOS ............................................................................................................................................. 69
Anexo 1. Calibración Flujómetro de burbuja ................................................................................... 70
Anexo 2. Resultados contenido de Hidrocarburos Totales de Petróleo ............................................ 73
Anexo 3. Certificado de calidad del propano ................................................................................... 83
Anexo 4. Método de análisis por Cromatografía de Gases EPA 8015b ........................................... 84
VII
ÍNDICE DE TABLAS Tabla 1. Ventajas y desventajas de técnicas de remediación de suelos (Volke-Sepulveda, 2002). ....... 14
Tabla 2. Propiedades de algunos compuestos utilizados como fluidos supercríticos (Velasco y col,
2007). ................................................................................................................................................... 16
Tabla 3. Valores permisibles HTP normativa mexicana ....................................................................... 27
Tabla 4. Valores permisibles HTP normativa ecuatoriana .................................................................... 27
Tabla 5. Pesos termocompresor vacío y con propano ........................................................................... 40
Tabla 6. Tabla resumen parámetros 1era. Extracción ........................................................................... 41
Tabla 7. Cantidad de propano utilizado primer ensayo ........................................................................ 42
Tabla 8. Pesos termocompresor vacío y con propano .......................................................................... 42
Tabla 9. Tabla resumen parámetros segunda extracción ...................................................................... 44
Tabla 10. Resumen cantidad de hidrocarburo recuperado y consumo de propano ............................... 46
Tabla 11. . Cantidad de propano utilizado segundo ensayo .................................................................. 47
Tabla 12. Pesos termocompresor vacío y con propano ........................................................................ 47
Tabla 13.Tabla resumen parámetros tercera extracción ........................................................................ 48
Tabla 14. Resumen cantidad de hidrocarburo recuperado y consumo de propano 3er. ensayo ............ 50
Tabla 15.. Cantidad de propano utilizado tercer ensayo ....................................................................... 51
Tabla 16. Pesos termocompresor vacío y con propano ........................................................................ 51
Tabla 17. Tabla resumen parámetros cuarta extracción ....................................................................... 52
Tabla 18. Resumen cantidad de hidrocarburo recuperado y consumo de propano cuarto ensayo ......... 54
Tabla 19. Cantidad de propano utilizado cuarto ensayo ...................................................................... 54
Tabla 20. Resumen extracciones segunda, tercera y cuarta ensayos ..................................................... 55
Tabla 21. Pesos termocompresor vacío y con propano ........................................................................ 55
Tabla 22. Tabla resumen parámetros quinta extracción ....................................................................... 56
Tabla 23. Resumen cantidad de hidrocarburo recuperado y consumo de propano quinto ensayo ........ 58
Tabla 24. Cantidad de propano utilizado quinto ensayo ...................................................................... 58
Tabla 25. Datos de temperatura distintos ensayos ................................................................................ 59
Tabla 26. Datos de presión distintos ensayos ....................................................................................... 60
Tabla 27. Contenido de HTP para lodo y residuos ............................................................................... 62
Tabla 28. Eficiencia de remoción del contenido de Hidrocarburos Totales de Petróleo ....................... 63
Tabla 29. Porcentaje de rendimiento para cada ensayo ........................................................................ 64
VIII
ÍNDICE DE FIGURAS Figura I. Biorremediación de suelos contaminados con hidrocarburos ................................................ 10
Figura II. Esquema del proceso de lavado de suelos contaminados con hidrocarburos ....................... 12
Figura III. Esquema del proceso de incineración de suelo contaminado con hidrocarburos ................. 13
Figura IV. Diagrama P-T de una sustancia pura (Elaboración propia) ................................................ 15
Figura V. Proceso de extracción de hidrocarburos de una matriz sólida (Elaboración propia) ............ 20
Figura VI. Diagrama sistema de extracción supercrítica (Elaboración propia)..................................... 21
Figura VII. Dispositivo utilizado para la extracción supercrítica con propano ..................................... 28
Figura VIII. Termocompresor para almacenamiento de gas ................................................................. 29
Figura IX. Bomba supercrítica ............................................................................................................. 29
Figura X. Celda de extracción .............................................................................................................. 30
Figura XI. Manómetro digital .............................................................................................................. 30
Figura XII. Controlador de temperatura ............................................................................................... 31
Figura XIII. Celda de recuperación ...................................................................................................... 31
Figura XIV. Medidor de flujo de burbuja ............................................................................................. 32
Figura XV. Banda de calentamiento .................................................................................................... 32
Figura XVI. Reóstatos para control de flujo de calor ........................................................................... 33
Figura XVII. Equipo de extracción utilizando propano supercrítico .................................................... 37
Figura XVIII. Prueba paso directo de propano líquido ........................................................................ 38
Figura XIX. Lodos de tanque de almacenamiento................................................................................ 38
Figura XX. Medidor de flujo de burbuja .............................................................................................. 39
Figura XXI. Recuperación inicial de hidrocarburo............................................................................... 45
Figura XXII. Celda de recuperación al final del ensayo ....................................................................... 45
Figura XXIII. Muestra de lodo antes y después de proceso de extracción ........................................... 46
Figura XXIV. Etapa inicial de extracción tercer ensayo....................................................................... 49
Figura XXV. Celda de recuperación final tercer ensayo ...................................................................... 49
Figura XXVI. Muestra antes y después proceso extracción 3er. ensayo .............................................. 50
Figura XXVII. Etapa inicial de extracción cuarto ensayo .................................................................... 53
Figura XXVIII. Celda de recuperación final cuarto ensayo.................................................................. 53
Figura XXIX. Muestra antes y después proceso extracción cuarto ensayo........................................... 53
Figura XXX. Etapa inicial quinto ensayo ............................................................................................. 57
Figura XXXI. Celda de recuperación final quinto ensayo .................................................................... 57
Figura XXXII. Muestra antes y después proceso extracción quinto ensayo ........................................ 58
Figura XXXIII. Representación gráfica variación de las condiciones de temperatura durante la
experimentación ................................................................................................................................... 60
Figura XXXIV. Representación gráfica variación de las condiciones de presión durante la
experimentación ................................................................................................................................... 61
Figura XXXV. Contenido HTP lodo de tanques de almacenamiento y residuos distintos ensayos ...... 62
Figura XXXVI. Porcentaje de rendimiento hidrocarburo recuperado .................................................. 64
RESUMEN
El presente proyecto se enfoca en la realización del estudio experimental de la
recuperación de hidrocarburos de lodos de tanques de almacenamiento mediante la utilización
de propano supercrítico para su extracción, con lo que se busca dar un valor agregado
mediante la recuperación del hidrocarburo y a la vez obtener un residuo que contenga una
mínima cantidad de contaminantes disminuyendo el impacto ambiental que pueda ocasionar
el mismo. Se eligió utilizar propano como solvente debido a su gran afinidad a los
hidrocarburos y se empleó un equipo de extracción a presiones y temperaturas supercríticas
constituido por tres secciones: alimentación, extracción y recuperación. La celda fue diseñada
en el Instituto Mexicano del Petróleo y se realizaron varias modificaciones al equipo que se
venía utilizando para la extracción supercrítica instalado en la Universidad de las Américas
Puebla. Se fijaron condiciones de operación realizando 4 extracciones exitosas a las siguientes
condiciones: a) 2300psig-100°C, b) 2300psig-115°C, c) 2300psig-130°C y d)2000psig-100°C.
De acuerdo a la cantidad de hidrocarburo recuperado así como del análisis de Hidrocarburos
Totales de Petróleo realizado sobre los residuos, se determinó que las mejores condiciones
de extracción son aquellas aplicadas a la muestra a), c), d) y b) en ese orden.
2
1. INTRODUCCIÓN
En los tanques de almacenamiento, debido al arrastre de material procedente ya sea del
combustible o del ducto, se producen fenómenos de sedimentación que generan lodos.
Cada cierto tiempo se tiene programada la limpieza de los tanques y los lodos que se
extraen son sometidos a procesos de remediación. Cabe notar que gran cantidad de
hidrocarburos se pierde en dichos lodos, generando un perjuicio económico considerable.
Además ningún método de remediación garantiza que al final del proceso se obtenga un
residuo limpio que no genere un impacto ambiental significativo.
Una alternativa a los procesos de remediación tradicionales es la extracción de
hidrocarburos con compuestos que se encuentran por arriba de la presión y temperatura
críticas denominados fluidos supercríticos cuya ventaja fundamental es la no generación de
residuos tóxicos, así como la recuperación de hidrocarburos que pueden ser reutilizados luego
de valorar sus características.
La extracción con propano supercrítico permitiría la recuperación de hidrocarburos,
los cuales previo a una caracterización podrán ser reinyectados a los tanques de
almacenamiento, generando un valor agregado al proceso pues no se desperdiciará el
combustible separado evitando un perjuicio económico a la empresa. En igual grado de
importancia permitirá disminuir el impacto ambiental que generan la disposición final de los
residuos de los tanques de almacenamiento.
En la actualidad no existe un proceso de remediación que permita alcanzar dichos
objetivos al mismo tiempo, sino que se privilegia únicamente la disminución del contenido de
hidrocarburos en el residuo, además cabe notar que los gastos que se incurren por remediación
y otros métodos son bastante elevados y el material utilizado para un proceso de remediación
no puede volverse a utilizar. Por otro lado, el equipo supercrítico permitirá una vez
establecido las condiciones, realizar innumerables extracciones pudiendo recuperarse la
inversión al final de un determinado periodo.
3
2. OBJETIVOS
Objetivo general
Recuperar los hidrocarburos de los lodos de tanques de almacenamiento de combustibles
utilizando propano en condiciones supercríticas.
Objetivos específicos
Diseñar y adecuar el equipo de extracción supercrítica con propano.
Evaluar el contenido de hidrocarburos en los lodos antes y después del proceso de
extracción con el fin de determinar la eficiencia del proceso.
Determinar las mejores condiciones de presión y temperatura de entre las alternativas
de extracción supercrítica realizadas.
3. HIPÓTESIS
El propano es un hidrocarburo que posee propiedades fisicoquímicas similares a los
hidrocarburos presentes en los lodos de tanques de almacenamiento, que al alcanzar
condiciones de presión y temperatura en estado supercrítico pueden extraer los hidrocarburos
presentes en dichos lodos; la eficiencia del proceso estará en función de las condiciones de
presión y temperatura que se establezcan.
4
4. REVISIÓN Y ANÁLISIS DE INFORMACIÓN BIBLIOGRÁFICA
4.1. LODOS EN TANQUES DE ALMACENAMIENTO DE COMBUSTIBLE.
En la industria del petróleo se generan distintos tipos de residuales entre los cuales se
encuentran aquellos acumulados en el fondo de los tanques de almacenamiento. Estos
residuales comúnmente llamados lodos, se generan por la presencia de agua y sedimentos que
proviene del mismo combustible, así como por los procesos de oxidación que se pueden dar
en el ducto que lo transporta y en el propio tanque.
Estos lodos se han convertido en un grave problema debido a que las regulaciones
ambientales existentes los clasifican como un residuo peligroso, con las correspondientes
dificultades tanto en su tratamiento como en su disposición final, sin embargo, mediante
apropiados sistemas tecnológicos, pueden ser dispuestos de manera conveniente (Johnson,
2002).
4.2. TIPOS DE SUSTANCIAS PRESENTES EN LOS LODOS DE TANQUES DE
ALMACENAMIENTO DE COMBUSTIBLE.
En los lodos de tanques de almacenamiento existe una infinidad de compuestos y materiales,
entre los que destacan particularmente los hidrocarburos.
Los hidrocarburos acumulados en el fondo de los tanques sufren un envejecimiento
que es gobernado por tres tipos de procesos:
Físicos, tales como evaporación, disolución y emulsificación.
Químicos, como oxidación química.
Biológicos, como la degradación aeróbica y anaeróbica.
Dichos procesos alteran algunas de las propiedades de los hidrocarburos presentes en
estos residuales tales como la densidad, viscosidad. Además, el oxígeno atmosférico
reacciona con los compuestos no saturados dando origen a gomas y ácidos que coprecipitan
con otras impurezas formando emulsiones en el agua.
5
En estos residuales también se encuentran una gran variedad de sólidos tales como
metales, arena, arcilla, productos corrosivos y residuos de catalizadores, lo que provoca que la
carga contaminante que contienen estos desechos sea sustancialmente elevada. La
composición del lodo puede variar significativamente lo cual está en dependencia del origen
de éste. En la composición de estos lodos varía fundamentalmente el contenido de agua e
hidrocarburos más que el contenido de sólidos (Clements, 2007).
Podemos citar algunas composiciones másicas reportadas para estos lodos: 90 % de
hidrocarburos, 5 % agua y 5 % sólidos, aunque otros presentan composiciones de 20 %
hidrocarburos, 50 % de sólidos, y la composición de agua no es limitada aunque tiene un
límite práctico de 75 % (Johnson, 2002).
4.3. LIMPIEZA DE LOS LODOS EN TANQUES DE ALMACENAMIENTO DE
HIDROCARBUROS
La limpieza de tanques se realiza según las Normas API 2015 (Limpieza de tanques de
almacenamiento de crudo y derivados).
Antes de que los tanques sean abiertos, el producto residual de los mismos se bombea
con una bomba hidroneumática hasta su mínimo nivel. Una vez realizado esto, se procede al
trasvase de los líquidos inextraibles por medio de bombas a donde disponga para ser
almacenados y posteriormente tratados.
Se procede con la apertura de los “manhole” de los tanques. Para los tanques de diesel
se deja que la ventilación natural provoque la salida de los gases; en el caso de los tanques de
gasolina se utiliza ventilación forzada. Posteriormente se realizan pruebas de explosividad.
Personal capacitado portando un equipo apropiado de respiración procede con el
lavado del tanque.
Con una bomba de alta presión, hidrolavadora, se procede a remover todos los
sedimentos, gomas, grasas y demás impurezas de las paredes internas del tanque.
6
Se realiza el escurrido del tanque y achique utilizando un sistema de vacío y posterior
secado del tanque (API, 2000).
4.4. TECNOLOGÍAS DE TRATAMIENTO DE LODOS DE TANQUES DE
ALMACENAMIENTO
Los lodos de tanques de almacenamiento contienen gran cantidad de hidrocarburos además
de contener contaminantes peligrosos de carácter cancerígeno, por lo que deberá ser tratado
en forma similar a un suelo.
Las tecnologías para el tratamiento de suelos se pueden clasificar de diferentes
maneras, con base en los siguientes principios: Estrategia de tratamiento, lugar en que se
realiza el tratamiento y Tipo de tratamiento.
4.4.1. Estrategias de tratamiento.
Son tres estrategias básicas que pueden usarse separadas o en conjunto, para remediar la
mayoría de los sitios contaminados:
Destrucción o modificación de los contaminantes. Se busca alterar la estructura
química del contaminante.
Extracción o separación. Los contaminantes se extraen y/o separan del medio
contaminado, aprovechando sus propiedades físicas o químicas (volatilización,
solubilidad, carga eléctrica, etcétera).
Aislamiento o inmovilización del contaminante. Los contaminantes son estabilizados,
solidificados o contenidos con el uso de métodos físicos o químicos (Vargas y col.,
2007).
4.4.2. Lugar en que se realiza el tratamiento
En general, se distinguen dos tipos de tecnologías:
7
In situ: Son las aplicaciones en las que el suelo contaminado es tratado, o bien, los
contaminantes son removidos del suelo contaminado, sin necesidad de excavar el sitio.
Es decir, se realizan en el mismo sito en donde se encuentra la contaminación.
Ex situ: La realización de este tipo de tecnologías, requiere de excavación, dragado o
cualquier otro proceso para remover el suelo contaminado antes de su tratamiento que
puede realizarse en el mismo sitio (on site) o fuera de él (off site) (Vargas y col.,2007).
4.4.3. Tipo de tratamiento
Se divide en tres tipos de tratamientos:
Tratamientos biológicos. Utilizan las actividades metabólicas de ciertos organismos
(plantas, hongos, bacterias) para degradar (destrucción), transformar o remover los
contaminantes a productos metabólicos inocuos.
Tratamientos fisicoquímicos. Este tipo de tratamientos, utiliza las propiedades físicas
y/o químicas de los contaminantes o del medio contaminado para destruir, separar o
contener la contaminación.
Tratamientos térmicos. Utilizan calor para incrementar la volatilización (separación),
quemar, descomponer o fundir (inmovilización) los contaminantes en un suelo
(Vargas y col.,2007).
4.4.3.1. Tratamientos biológicos
La biorremediación es el proceso para detoxificar variados contaminantes en los diferentes
ambientes (mares, estuarios, lagos, ríos y suelos) usando de forma estratégica
microorganismos, plantas o enzimas de estos. Esta técnica es utilizada para disminuir
básicamente la contaminación por los hidrocarburos de petróleo y sus derivados (Arellano,
2003).
A continuación se enumeran algunas técnicas de biorremediación, pero en general no
existe una “fórmula secreta” que garantice el éxito de la biorremediación.
8
Bioestimulación: Como su nombre lo indica, consiste en estimular los
microorganismos nativos del suelo adicionando nutrientes como nitrógeno o fósforo.
Bioaireación: Es una forma de estimulación realizada con gases, como por ejemplo
oxígeno y metano, estos son adicionados de forma pasiva en el suelo para estimular la
actividad microbiana.
Bioaumentación: Es la inoculación de una alta concentración de microorganismos en
el suelo contaminado para facilitar la biodegradación. Como se van a inocular, estos
microorganismos deben ser seleccionados del suelo que se desea tratar.
Compostaje: Esta estrategia de biorremediación utiliza microorganismos aeróbicos y
termófilos, formando pilas de material que deben ser mezcladas y humedecidas
periódicamente para promover la actividad microbiana.
Fitorremediación: Es el uso de plantas para remover, contener o transformar un
contaminante. Esta puede ser directa, donde las plantas actúan sobre el compuesto, o
indirecta, donde estas se utilizan para estimular microorganismos en la rizósfera
(Vargas y col.,2007).
La técnica más usada para la biorremediación de los lodos contaminados con
hidrocarburos y de otros desechos de la industria petrolera es la denominada landfarming,
que es una técnica de biorremediación por bioaumentación, se realiza trasladando los
contaminantes a un suelo no contaminado, el cual ha sido preparado con anterioridad para
evitar su contaminación y la de las aguas subterráneas con sustancias que puedan producirse
durante el tratamiento. Para ello se efectúa el diseño del lugar donde se depositan los
contaminantes, aislando el material de tratamiento del área no contaminada con una tela
impermeable.
El procedimiento se basa en la búsqueda y selección de bacterias nativas aisladas de
las muestras de suelos que se encuentran contaminados, ya que estas tienen la capacidad
catabólica para crecer bajo las condiciones físico-químicas y de estrés a las que están
sometidas, y tendrán un mejor desempeño a la hora de la biorremediación (Arellano, 2003).
La búsqueda comienza en el procesamiento de una muestra de suelo mediante una
serie de diluciones, tratando de obtener aquellos morfotipos cultivables; ya que una gran parte
9
de los microorganismos del suelo no pueden ser recuperados en medios para el cultivo de
microorganismos. Además de una búsqueda general, se realiza una específica a través de
medios selectivos y diferenciales, en la cual se pretende aislar ciertos morfotipos como las
Pseudomona sp. y bacterias lactosa positivas (bacterias capaces de utilizar la lactosa), debido
a su bien conocida actividad degradadora de hidrocarburos (Volke-Sepulveda, 2002).
En los métodos de biorremediación hay que tener en cuenta la concentración y
toxicidad de los contaminantes. Concentraciones menores a la concentración límite, es decir
aquella concentración mínima suficiente como para soportar el crecimiento ó mantenimiento
de la población microbiana degradadora, pueden detener el proceso y el contaminante podría
persistir en el ambiente por años. Una explicación de este fenómeno es que, a muy bajas
concentraciones, los compuestos no generan suficiente energía para el crecimiento de los
microorganismos, ó no inducen el sistema enzimático necesario para su metabolismo, si se
encuentran presentes otros sustratos más fácilmente biodegradables. Por otro lado, una alta
concentración del contaminante puede resultar tóxica para la microflora autóctona del suelo,
generando una disminución ó supresión en la actividad de degradación y/ó muerte de la
comunidad. (Pellini, 2006).
Concentraciones de hidrocarburos superiores al 10 %, pueden ser inhibitorias para el
proceso de biodegradación. Por ello, previamente a aplicar un tratamiento de biorremediación,
es necesario establecer la concentración apropiada del contaminante en cuestión, para que este
factor no signifique una razón de fracaso. Una posibilidad para reducir la concentración es
agregar suelo no contaminado en el sitio a remediar, logrando, de este modo, un efecto de
“dilución” del residuo ( Ferrari y col, 1994).
La toxicidad constituye otro factor clave en la biorremediación. Si la mezcla
contaminante no es tóxica por sí misma para los microorganismos degradadores, algunos de
sus componentes pueden serlo, retardando la biodegradación de otros contaminantes ó
fracciones presentes. Algunos autores afirman que la toxicidad aparece debido a la presencia
de alcoholes y solventes clorados, no considerando tóxicos a los hidrocarburos del petróleo en
sí mismos (Volke Sepulveda T, 2002).
10
Figura I. Biorremediación de suelos contaminados con hidrocarburos
4.4.3.2. Tratamientos físico-químicos
En general los procesos físicos no alteran la composición química de los contaminantes. La
separación del contaminante de la matriz se realiza por diversos medios: filtración
evaporación, extracción con disolventes, inmovilización, etcétera. En los procesos químicos
los materiales contaminantes se pueden hacer menos peligrosos a través de reacciones
químicas. Los productos de las reacciones comúnmente presentan menor grado de dificultad
para ser removidos del suelo y son más fácilmente tratados.
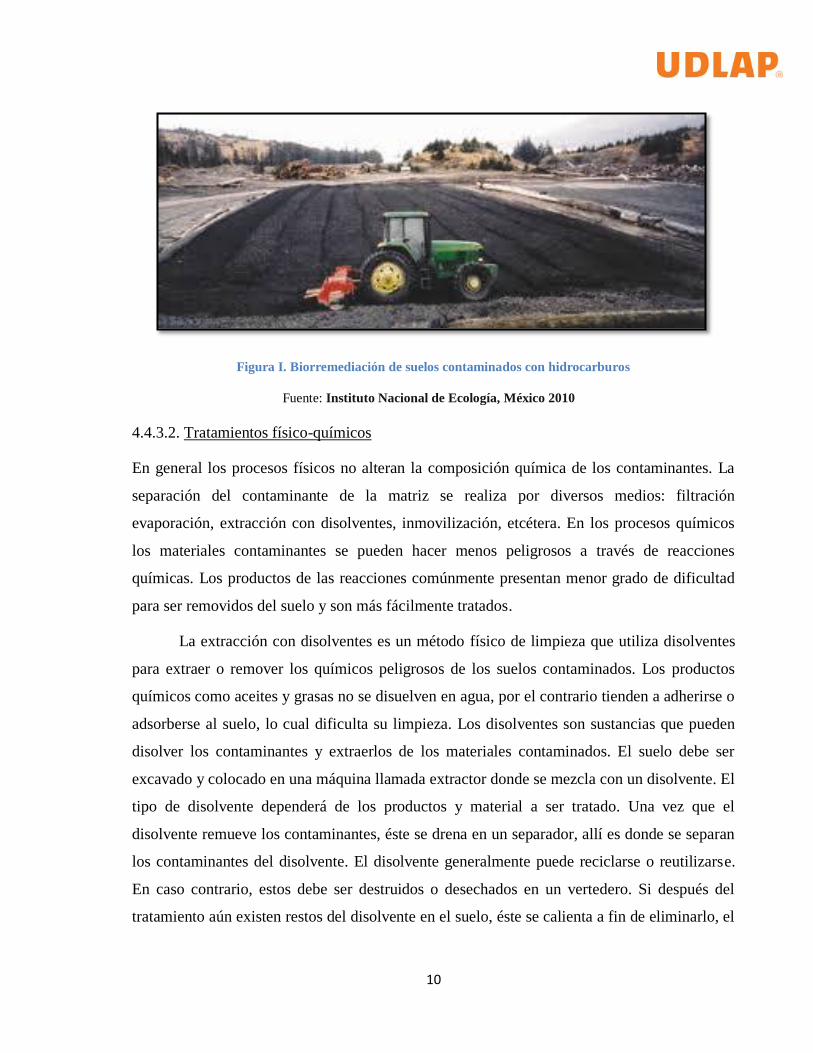
La extracción con disolventes es un método físico de limpieza que utiliza disolventes
para extraer o remover los químicos peligrosos de los suelos contaminados. Los productos
químicos como aceites y grasas no se disuelven en agua, por el contrario tienden a adherirse o
adsorberse al suelo, lo cual dificulta su limpieza. Los disolventes son sustancias que pueden
disolver los contaminantes y extraerlos de los materiales contaminados. El suelo debe ser
excavado y colocado en una máquina llamada extractor donde se mezcla con un disolvente. El
tipo de disolvente dependerá de los productos y material a ser tratado. Una vez que el
disolvente remueve los contaminantes, éste se drena en un separador, allí es donde se separan
los contaminantes del disolvente. El disolvente generalmente puede reciclarse o reutilizarse.
En caso contrario, estos debe ser destruidos o desechados en un vertedero. Si después del
tratamiento aún existen restos del disolvente en el suelo, éste se calienta a fin de eliminarlo, el
Fuente: Instituto Nacional de Ecología, México 2010
11
calor evapora el disolvente y lo convierte en gas. La limpieza por extracción con disolventes
se utiliza para extraer químicos que resultan difíciles de extraer del suelo. La limpieza
generalmente es más rápida que otros métodos que tratan el suelo en el lugar. Puede realizarse
in situ para evitar el transporte del suelo desde el sitio hasta plantas de limpieza alejadas, de
esta manera se reducen los costos de transporte (EPA, 2001).
La solidificación y estabilización son otros métodos físicoquímico en los cuales se
previene o retarda la liberación de los productos químicos peligrosos. Estos métodos
generalmente no destruyen los compuestos. La solidificación se refiere al proceso de mezcla
entre el suelo o lodo contaminado con cemento dentro de un bloque sólido. La estabilización
es la modificación química para hacerlo menos peligroso o menos móvil. Estos dos métodos
son generalmente utilizados de forma conjunta para prevenir la exposición a los químicos
peligrosos. Los métodos de solidificación/estabilización pueden o no requerir que el suelo sea
removido. La mezcla puede ser regresada al sitio o bien confinarla en un relleno. La
solidificación/estabilización puede tomar semanas o meses dependiendo de diversos factores,
tales como tipo de contaminante, área contaminada, condiciones geológicas, etcétera (EPA,
2001).
La oxidación química es un tratamiento químico emplea sustancias químicas llamadas
oxidantes para destruir los contaminantes en los suelos. Los oxidantes ayudan a transformar
las sustancias químicas nocivas en otras inofensivas, como el agua o dióxido de carbono. La
oxidación química es capaz de destruir muchos tipos de sustancias químicas, como
combustibles, disolventes o plaguicidas. En la oxidación química se puede realizar tanto in
situ como ex situ. El oxidante se mezcla con las sustancias contaminantes y las descompone.
Al concluir el proceso solo agua y sustancias químicas inofensivas quedarán como productos
secundarios. El oxidante más común es el peróxido de hidrógeno o agua oxigenada. Otro
oxidante de empleo corriente es el permanganato de potasio. La oxidación química puede ser
segura, pero debido a que los oxidantes son corrosivos puede desgastar ciertos materiales o
producir quemaduras en la piel. En general la oxidación es relativamente rápida en
comparación con otras tecnologías (EPA, 2001).
12
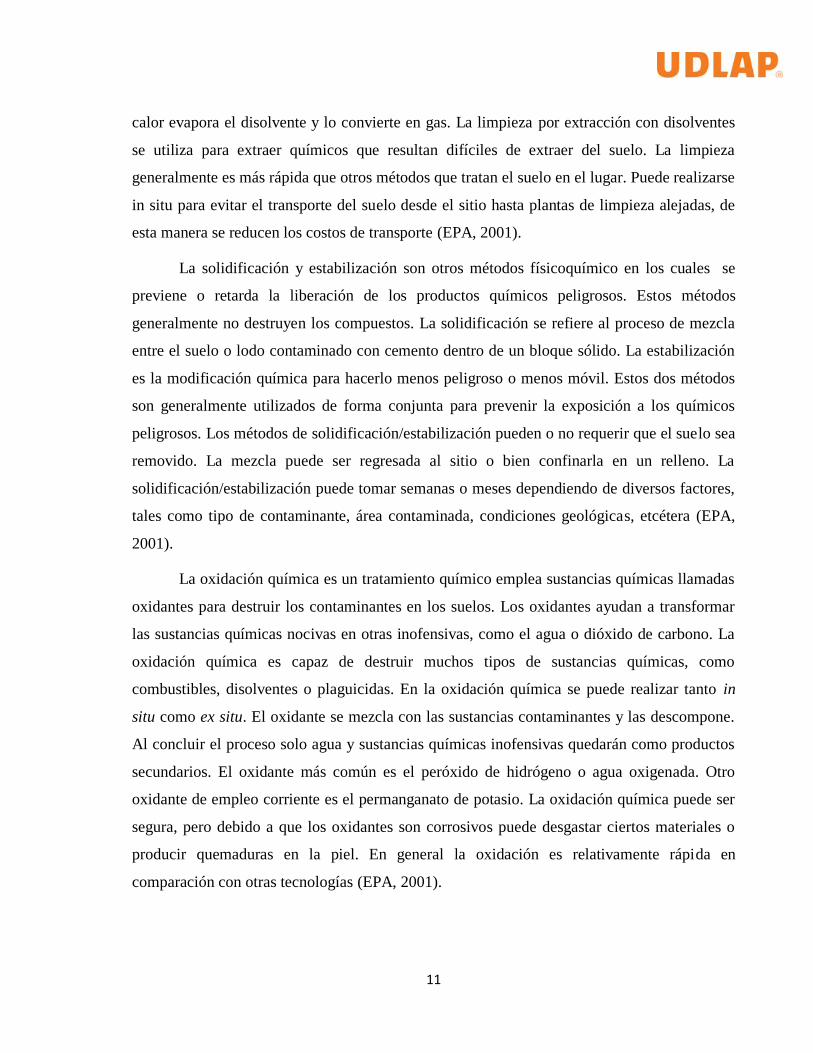
Figura II. Esquema del proceso de lavado de suelos contaminados con hidrocarburos
4.4.3.3 Tratamientos térmicos
Los tratamientos térmicos in situ son formas de mover o movilizar los productos químicos
peligrosos a través del suelo y agua subterránea por calentamiento. Los químicos calentados
se mueven a través del suelo y agua subterránea hacia pozos donde son colectados y
bombeados a la superficie. Posteriormente los químicos son recuperados por algún otro tipo
de procedimiento de limpieza.
Todos los tratamientos térmicos trabajan calentando el suelo o el agua subterránea. El
calor ayuda a bombear los químicos a través del suelo hacia los pozos de recolección. El calor
también puede destruir o evaporar ciertos tipos de químicos. Los tratamientos térmicos
pueden ser útiles para los llamados non-aqueous phase liquids (líquidos en fase no acusa), los
cuales no se disuelven o mueven fácilmente en el agua. La remediación de suelo o agua
subterránea puede ser llevada a cabo en algunos meses o algunos años.
En general los tratamientos térmicos son llevados a cabo in situ, sin embargo la
incineración es otro procedimiento donde el suelo se calienta a elevadas temperaturas, pero en
este caso el suelo debe de ser extraído del sitio (ex situ).
Fuente: National Service Center for Environmental Publications, 2010
(NSCEP)
13
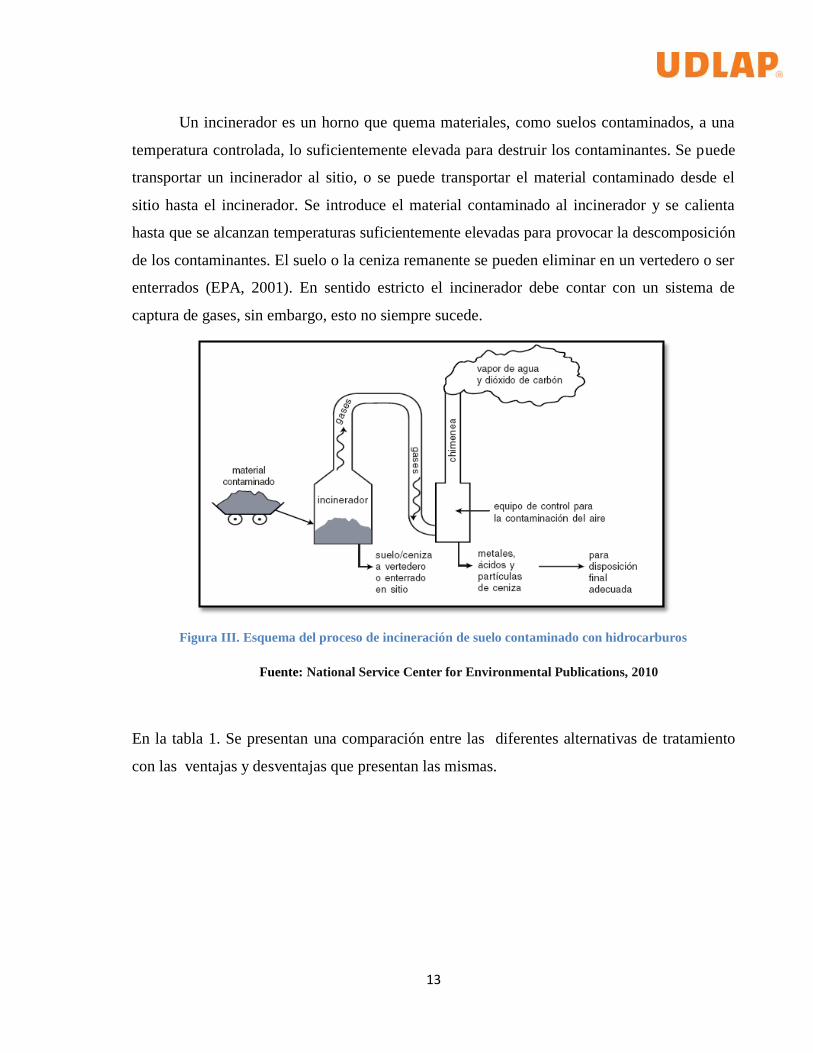
Un incinerador es un horno que quema materiales, como suelos contaminados, a una
temperatura controlada, lo suficientemente elevada para destruir los contaminantes. Se puede
transportar un incinerador al sitio, o se puede transportar el material contaminado desde el
sitio hasta el incinerador. Se introduce el material contaminado al incinerador y se calienta
hasta que se alcanzan temperaturas suficientemente elevadas para provocar la descomposición
de los contaminantes. El suelo o la ceniza remanente se pueden eliminar en un vertedero o ser
enterrados (EPA, 2001). En sentido estricto el incinerador debe contar con un sistema de
captura de gases, sin embargo, esto no siempre sucede.
Figura III. Esquema del proceso de incineración de suelo contaminado con hidrocarburos
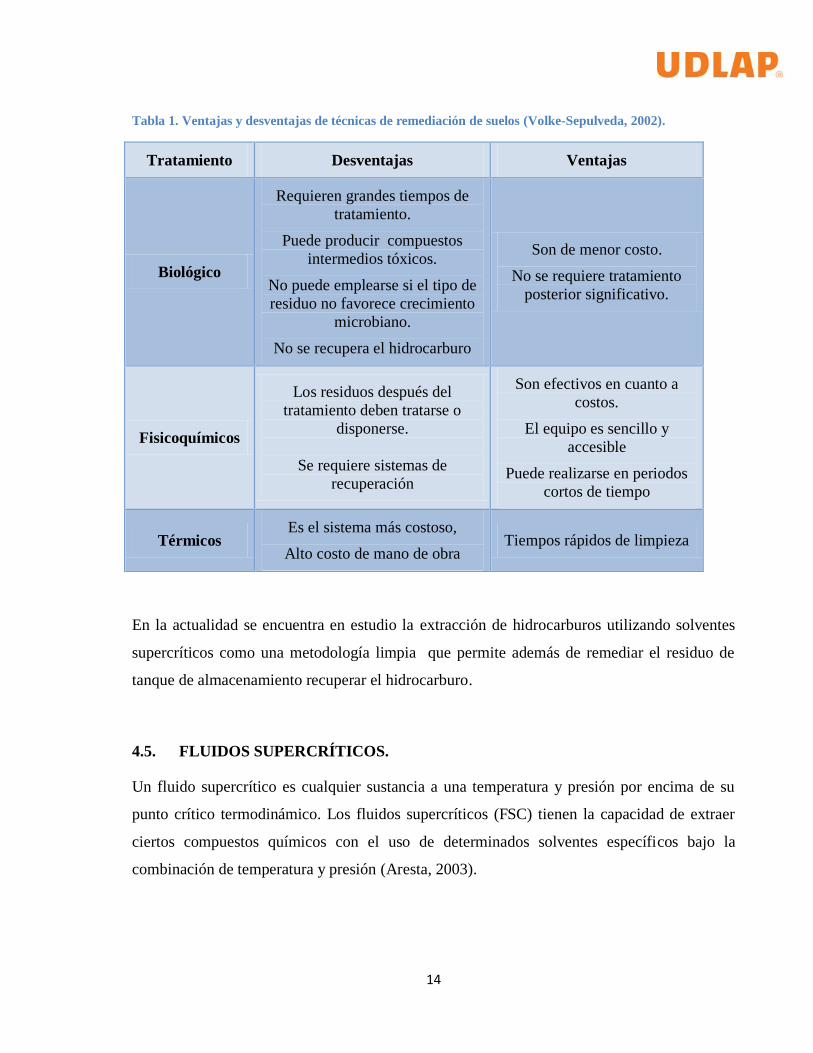
En la tabla 1. Se presentan una comparación entre las diferentes alternativas de tratamiento
con las ventajas y desventajas que presentan las mismas.
Fuente: National Service Center for Environmental Publications, 2010
(NSCEP)
14
Tabla 1. Ventajas y desventajas de técnicas de remediación de suelos (Volke-Sepulveda, 2002).
Tratamiento Desventajas Ventajas
Biológico
Requieren grandes tiempos de
tratamiento.
Puede producir compuestos
intermedios tóxicos.
No puede emplearse si el tipo de
residuo no favorece crecimiento
microbiano.
No se recupera el hidrocarburo
Son de menor costo.
No se requiere tratamiento
posterior significativo.
Fisicoquímicos
Los residuos después del
tratamiento deben tratarse o
disponerse.
Se requiere sistemas de
recuperación
Son efectivos en cuanto a
costos.
El equipo es sencillo y
accesible
Puede realizarse en periodos
cortos de tiempo
Térmicos Es el sistema más costoso,
Alto costo de mano de obra Tiempos rápidos de limpieza
En la actualidad se encuentra en estudio la extracción de hidrocarburos utilizando solventes
supercríticos como una metodología limpia que permite además de remediar el residuo de
tanque de almacenamiento recuperar el hidrocarburo.
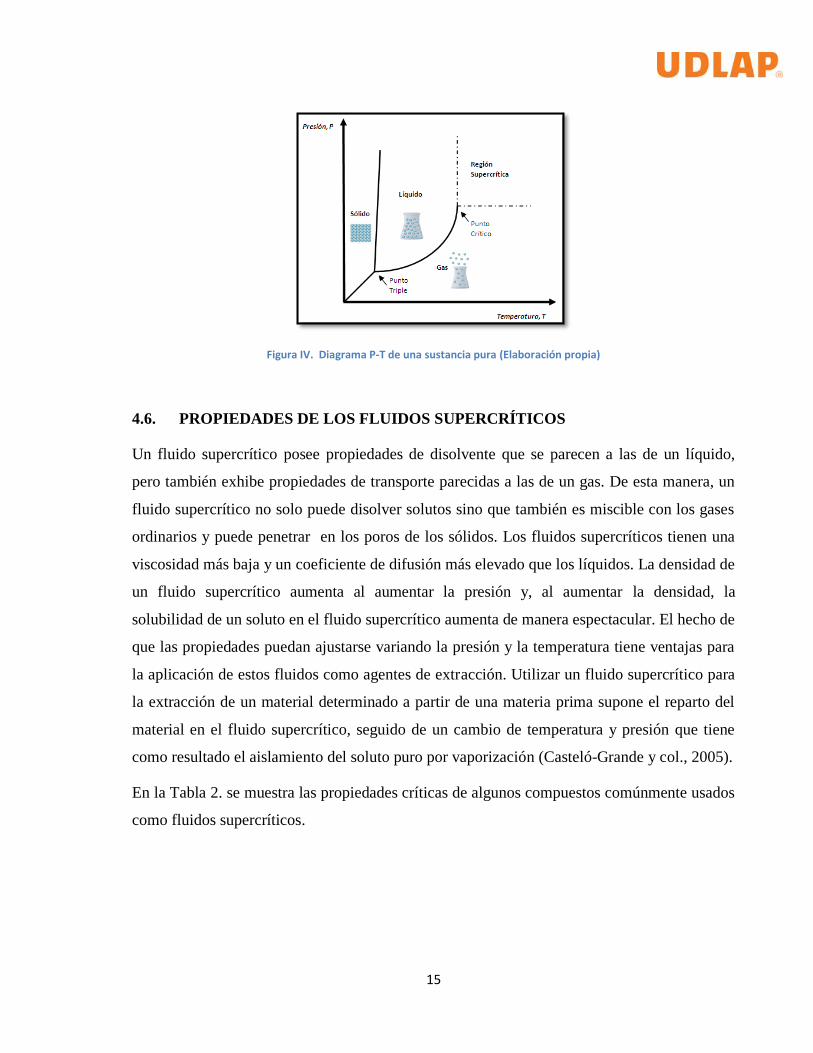
4.5. FLUIDOS SUPERCRÍTICOS.
Un fluido supercrítico es cualquier sustancia a una temperatura y presión por encima de su
punto crítico termodinámico. Los fluidos supercríticos (FSC) tienen la capacidad de extraer
ciertos compuestos químicos con el uso de determinados solventes específicos bajo la
combinación de temperatura y presión (Aresta, 2003).
15
Figura IV. Diagrama P-T de una sustancia pura (Elaboración propia)
4.6. PROPIEDADES DE LOS FLUIDOS SUPERCRÍTICOS
Un fluido supercrítico posee propiedades de disolvente que se parecen a las de un líquido,
pero también exhibe propiedades de transporte parecidas a las de un gas. De esta manera, un
fluido supercrítico no solo puede disolver solutos sino que también es miscible con los gases
ordinarios y puede penetrar en los poros de los sólidos. Los fluidos supercríticos tienen una
viscosidad más baja y un coeficiente de difusión más elevado que los líquidos. La densidad de
un fluido supercrítico aumenta al aumentar la presión y, al aumentar la densidad, la
solubilidad de un soluto en el fluido supercrítico aumenta de manera espectacular. El hecho de
que las propiedades puedan ajustarse variando la presión y la temperatura tiene ventajas para
la aplicación de estos fluidos como agentes de extracción. Utilizar un fluido supercrítico para
la extracción de un material determinado a partir de una materia prima supone el reparto del
material en el fluido supercrítico, seguido de un cambio de temperatura y presión que tiene
como resultado el aislamiento del soluto puro por vaporización (Casteló-Grande y col., 2005).
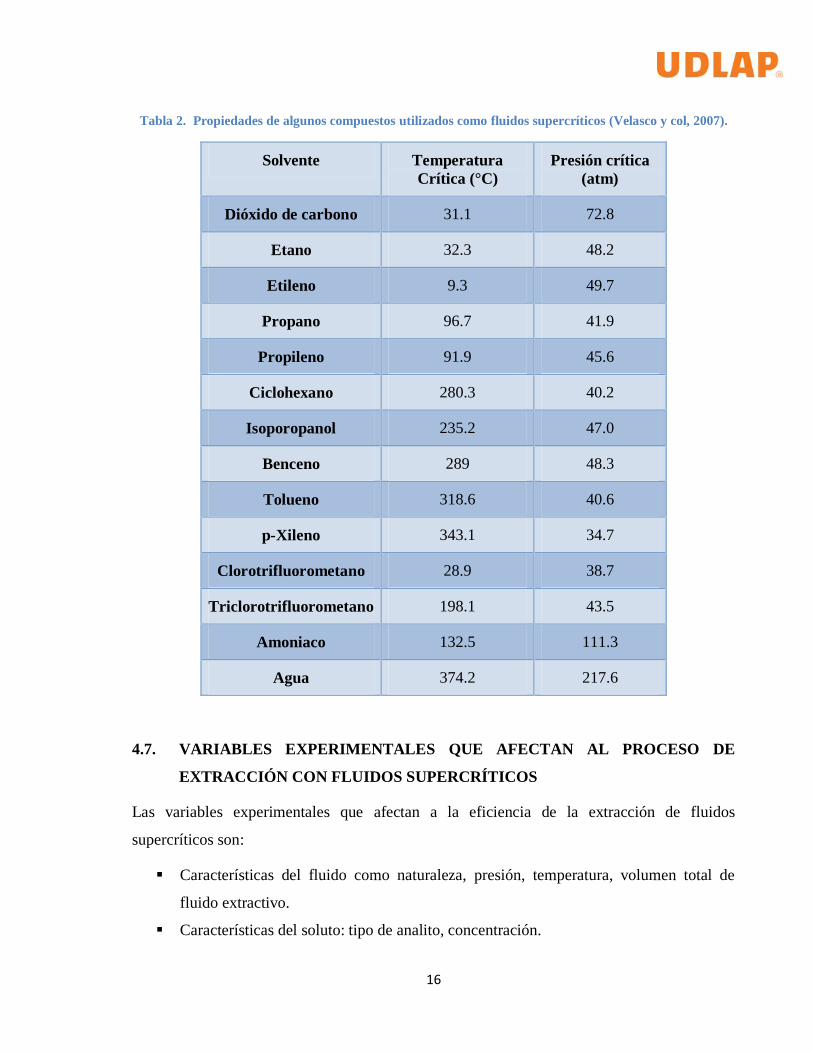
En la Tabla 2. se muestra las propiedades críticas de algunos compuestos comúnmente usados
como fluidos supercríticos.
16
Tabla 2. Propiedades de algunos compuestos utilizados como fluidos supercríticos (Velasco y col, 2007).
Solvente Temperatura
Crítica (°C)
Presión crítica
(atm)
Dióxido de carbono 31.1 72.8
Etano 32.3 48.2
Etileno 9.3 49.7
Propano 96.7 41.9
Propileno 91.9 45.6
Ciclohexano 280.3 40.2
Isoporopanol 235.2 47.0
Benceno 289 48.3
Tolueno 318.6 40.6
p-Xileno 343.1 34.7
Clorotrifluorometano 28.9 38.7
Triclorotrifluorometano 198.1 43.5
Amoniaco 132.5 111.3
Agua 374.2 217.6
4.7. VARIABLES EXPERIMENTALES QUE AFECTAN AL PROCESO DE
EXTRACCIÓN CON FLUIDOS SUPERCRÍTICOS
Las variables experimentales que afectan a la eficiencia de la extracción de fluidos
supercríticos son:
Características del fluido como naturaleza, presión, temperatura, volumen total de
fluido extractivo.
Características del soluto: tipo de analito, concentración.
17
Características del sólido: tamaño de muestra, tamaño de partícula, presencia de otras
sustancias extraíbles, condiciones de humedad de la muestra, fenómenos de
encapsulamiento que impiden la extracción, etc.
Factores dinámicos: tiempo de extracción, caudal del fluido extractante, celda de
extracción (tamaño, geometría).
Tratamientos previos de la muestra: adición de líquidos, disolventes, reactivos
derivatizadores, ácidos, adición de sólidos, que pueden alterar las características
óptimas de la muestra.
Modo de recogida de contaminantes o productos, lo cual básicamente afecta el
rendimiento de extracción.
4.8. VENTAJAS E INCONVENIENTES DE LA TÉCNICA DE SFE
La técnica de SFE llamada así por su nombre en inglés Supercirital Fluid Extraction
(Extracción con Fluido Supercrítico) presenta una serie de ventajas claras en función de la
aplicación que se haga de la misma.
De forma general, entre los aspectos positivos de la técnica de SFE destacan la
selectividad del proceso, precisión y eficiencia.
Además, existen otras muchas ventajas, tales como tratamiento directo de sólido e
indirecto de líquido y gases, posibilidad de fraccionamiento, extractos con mayor frescura y
aroma natural, uso de temperaturas moderadas que evitan la degradación térmica del extracto
y como consecuencia permiten el tratamiento de muestras/analitos termolábiles, no hay
presencia de solvente en el extracto, extractos libres de contaminantes biológicos lo que se
traduce en un mayor tiempo de vida, mejora del proceso extractivo (condiciones drásticas, uso
de un volumen grande de fase extractiva), preconcentración muy favorecida, posibilidad de
cambio de disolvente, reducción del tiempo de extracción, aumento de la seguridad (operador,
medio ambiente), versatilidad (modos fuera y en línea), disminución costes de análisis y
facilidad de automatización.
18
Esta técnica de extracción también presenta sus limitaciones. El mayor problema de la
extracción con fluidos supercríticos es que apenas se dispone de datos experimentales
necesarios para conocer cómo se distribuye el componente de interés en las distintas fases y
así poder determinar la composición del producto extraído para cualquier composición de la
mezcla inicial, datos imprescindibles para realizar los cálculos. Además, se habla de trabajar
con equipos móviles, pero que necesitan una infraestructura segura, limpia y apropiada para
las condiciones de operación. Los ambientes húmedos, muy fríos o congestionados no son
recomendables. Por ello, son necesarias instalaciones prediseñadas que cumplan normas
internacionales de seguridad e higiene.
Entre los inconvenientes se encuentra la mayor complejidad técnica, mayor coste del
extractor, insuficiente desarrollo teórico-práctico, posibilidad de pérdida de analitos volátiles
y posibilidad de bloqueo del sistema.
Los extractos obtenidos por la técnica de SFE pueden poseer características diferentes
a las conseguidas a través de otros procesos de extracción, lo cual puede ser una ventaja o un
inconveniente en función de la demanda del mercado por un determinado producto.
4.9. APLICACIONES DE LOS FLUIDOS SUPERCRÍTICOS
Las propiedades fisicoquímicas de los fluidos supercríticos son aprovechadas en muy
diversos campos, a pesar de que es relativamente corto el tiempo desde que su aplicación se
ha diversificado. Desde la década de los 80´s del siglo pasado, se ha dado un énfasis en su
utilización. Desde la década de los sesenta ya se consideraba que los fluidos supercríticos eran
excelentes disolventes para materiales de alto punto de ebullición.
Entre las aplicaciones más importantes tenemos la extracción de ingredientes
alimenticios o farmacéuticos; el fraccionamiento de diversas sustancias, aprovechando su alta
selectividad; aplicaciones en cromatografía; impregnación de diversos materiales,
aprovechando su alta difusividad; en el diseño de partículas; el secado de aerogeles. En la
actualidad se trabaja con la utilización de solventes supercríticos paran recuperar y reciclar
contaminantes de descargas industriales, suelos contaminados, agua contaminada y reducción
19
de compuestos orgánicos volátiles, la descontaminación de suelos es un proceso atractivo en
comparación con la extracción por medio de disolventes líquidos debido a que los residuos no
son tóxicos y logran reducir las concentraciones de algunos contaminantes de manera
considerable. Lo cual los hace muy atractivos principalmente en la remediación de suelos con
hidrocarburos aromáticos polinucleares (HAP) bifenilos policlorados (BFP) y algunos
combustibles (Ávila-Chávez y col.,2007).
4.10. UTILIZACIÓN DE FLUIDOS SUPERCRÍTICOS PARA EL TRATAMIENTO
DE CONTAMINANTES DEL SUELO Y SEDIMENTOS.
El creciente aumento de residuos industriales y las malas prácticas con frecuencia
inadecuadas para tratar los residuos y suelos contaminados con materiales peligrosos
constituyen una amenaza para la salud pública y el medio ambiente.
Los suelos y sedimentos contaminados con compuestos orgánicos volátiles y
compuestos orgánicos persistentes como HAP, pesticidas, dioxinas, furanos, etc. siguen
siendo de gran preocupación. En la actualidad existen pocas tecnologías para el tratamiento de
distintos tipos de suelo y sedimentos contaminados por gran cantidad de compuestos químicos
que se encuentran en alta concentración. Las técnicas convencionales tales como la desorción
térmica, incineración y extracción con disolvente son bastante costosas y poseen riesgos de
daño colateral al aire y contaminación residual.
La tecnología de extracción con fluidos supercríticos de suelos y sedimentos se ha
basado en los estudios de extracción de compuestos orgánicos de matrices sólidas.
Los primeros trabajos en la parte ambiental con fluidos supercríticos fueron encaminados a la
utilización de CO2 supercrítico como medio de extracción de diversos contaminantes
(Fernández & Fernandez, 1997).
La limpieza de suelos y sedimentos mediante procesos de extracción supercrítica es
una técnica disponible gracias en gran parte a estudios realizados por Akgerman (1997),
quien determinó el equilibrio y los parámetros cinéticos de extracción supercrítica de
contaminantes de los suelos
20
4.11. EXTRACCIÓN DE HIDROCARBUROS EN SUELOS CON FLUIDOS
SUPERCRÍTICOS
La extracción de contaminantes en suelos con fluidos supercríticos es un área con amplio
potencial, ya desde hace algunos años han sido publicadas investigaciones enfocadas al uso de
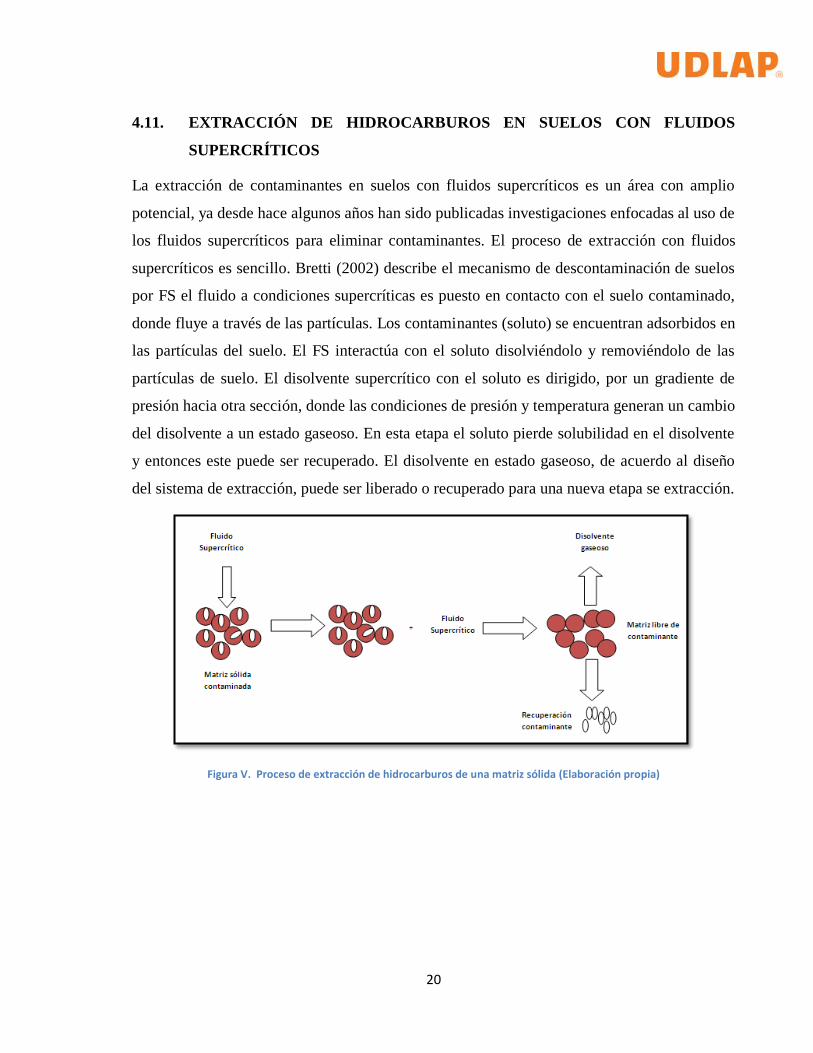
los fluidos supercríticos para eliminar contaminantes. El proceso de extracción con fluidos
supercríticos es sencillo. Bretti (2002) describe el mecanismo de descontaminación de suelos
por FS el fluido a condiciones supercríticas es puesto en contacto con el suelo contaminado,
donde fluye a través de las partículas. Los contaminantes (soluto) se encuentran adsorbidos en
las partículas del suelo. El FS interactúa con el soluto disolviéndolo y removiéndolo de las
partículas de suelo. El disolvente supercrítico con el soluto es dirigido, por un gradiente de
presión hacia otra sección, donde las condiciones de presión y temperatura generan un cambio
del disolvente a un estado gaseoso. En esta etapa el soluto pierde solubilidad en el disolvente
y entonces este puede ser recuperado. El disolvente en estado gaseoso, de acuerdo al diseño
del sistema de extracción, puede ser liberado o recuperado para una nueva etapa se extracción.
Figura V. Proceso de extracción de hidrocarburos de una matriz sólida (Elaboración propia)
21
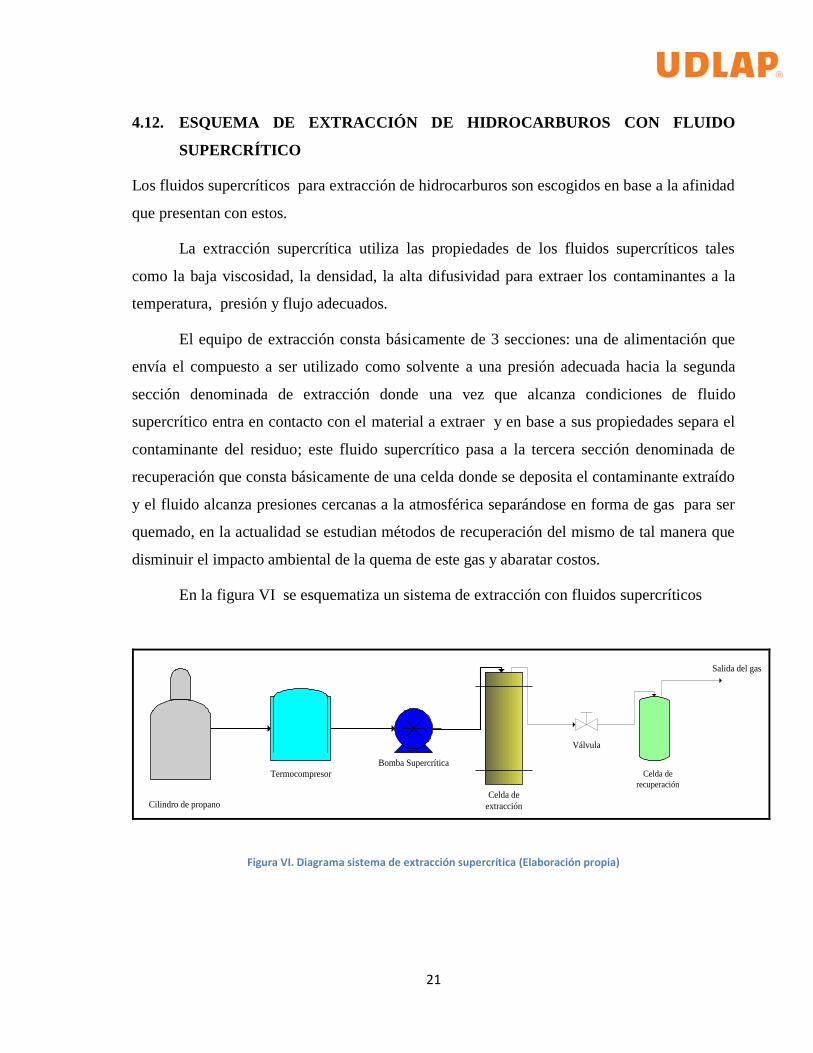
4.12. ESQUEMA DE EXTRACCIÓN DE HIDROCARBUROS CON FLUIDO
SUPERCRÍTICO
Los fluidos supercríticos para extracción de hidrocarburos son escogidos en base a la afinidad
que presentan con estos.
La extracción supercrítica utiliza las propiedades de los fluidos supercríticos tales
como la baja viscosidad, la densidad, la alta difusividad para extraer los contaminantes a la
temperatura, presión y flujo adecuados.
El equipo de extracción consta básicamente de 3 secciones: una de alimentación que
envía el compuesto a ser utilizado como solvente a una presión adecuada hacia la segunda
sección denominada de extracción donde una vez que alcanza condiciones de fluido
supercrítico entra en contacto con el material a extraer y en base a sus propiedades separa el
contaminante del residuo; este fluido supercrítico pasa a la tercera sección denominada de
recuperación que consta básicamente de una celda donde se deposita el contaminante extraído
y el fluido alcanza presiones cercanas a la atmosférica separándose en forma de gas para ser
quemado, en la actualidad se estudian métodos de recuperación del mismo de tal manera que
disminuir el impacto ambiental de la quema de este gas y abaratar costos.
En la figura VI se esquematiza un sistema de extracción con fluidos supercríticos
Bomba Supercrítica
Termocompresor
Cilindro de propanoCelda de
extracción
Válvula
Celda de
recuperación
Salida del gas
Figura VI. Diagrama sistema de extracción supercrítica (Elaboración propia)
22
4.13. INFLUENCIA DE LA PRESIÓN Y TEMPERATURA EN EL PROCESO DE
EXTRACCIÓN SUPERCRÍTICA DE HIDROCARBUROS EN SUELOS Y
SEDIMENTOS
Las condiciones termodinámicas de temperatura y presión son los principales factores que
afectan a un proceso de extracción con fluido supercrítico.
Se puede considerar que la temperatura afecta a la recuperación cambiando tanto la
termodinámica (densidad) y la cinética del proceso. En el proceso se pueden originar efectos
tanto en el solvente como en el soluto, así la temperatura en la extracción en condiciones
supercríticas puede provocar la disminución de la densidad del fluido y por lo tanto, la
recuperación de soluto y por otro lado el aumento de la solubilidad del soluto a través de su
presión de vapor.
Sin embargo no en todos los casos se puede verificar este fenómeno, en muchos casos
debido a la naturaleza del solvente y a la del residuo pueden darse fenómenos opuestos de tal
forma que al aumentar la presión o la temperatura se de lugar a un menor cantidad de
hidrocarburo recuperado.
4.14. INFLUENCIA DEL CONTENIDO DE AGUA EN EL PROCESO DE
EXTRACCIÓN SUPERCRÍTICA DE HIDROCARBUROS EN SUELOS Y
SEDIMENTOS
El agua tiene una influencia significativa en la extracción supercrítica de orgánicos de
matrices sólidas.
El contenido de agua en las muestras así como la presencia de cosolventes son los
factores más significativos que afectan la desorción de hidrocarburos. Sin embargo el rol y los
mecanismos de los efectos del agua en la extracción supercrítica son aún ambiguos.
Los efectos del contenido de agua sobre parámetros cinéticos y termodinámicos se han
medido utilizando diferentes matrices, así por ejemplo, en arena contaminada con naftaleno y
23
que contiene agua en un porcentaje por debajo del 10% puede ser fácilmente extraído el
hidrocarburo, mientras que si la misma matriz contaminada posee un contenido de agua del
10 al 20% disminuye el coeficiente global de transferencia de masa en aproximadamente 200
veces, lo que indica que a un bajo contenido de agua la transferencia de masa es rápida y el
coeficiente de partición es independiente del contenido de agua en el suelo.
En general se puede indicar que una cantidad de agua menor al 5% puede incrementar
la extracción supercrítica, contenidos de agua menores al 10% y superiores al 5% no ejercen
una influencia significativa en la extracción, sin embargo a concentraciones de agua
superiores al 20% la extracción disminuye su efectividad en forma muy significativa por lo
cual lo indicado será someter a las muestras a un proceso de secado de tal forma de disminuir
lo más posible la cantidad de agua en las muestras con el fin de favorecer el proceso de
extracción (Fernández & Fernandez, 1997).
4.15. DETERMINACIÓN DE HIDROCARBUROS TOTALES DE PETRÓLEO EN
MATRICES SÓLIDAS CONTAMINADAS.
Debido a la diversidad de compuestos que forman el petróleo, generalmente no es práctico
analizarlos a cada uno individualmente, siendo útil medir la cantidad total de hidrocarburos
que se encuentran en una muestra. A este grupo de compuestos que forman el petróleo se lo
denomina „hidrocarburos totales del petróleo‟ (HTP).
Los HTP son definidos por el método analítico que se utiliza para determinarlos. Las
técnicas convencionales cuantifican solamente aquellos hidrocarburos que son extraídos de la
muestra y debido a que la extracción de hidrocarburos varía de una técnica a otra, la misma
muestra analizada por distintos métodos, producirán distintos resultados (API, 2001).
Existen diversas técnicas analíticas disponibles que miden concentraciones de HTP en
el ambiente. Las técnicas varían en la forma en que los hidrocarburos son extraídos,
purificados, y detectados, cada uno mide un subgrupo de derivados de hidrocarburos
presentes en las muestras. La definición de los HTP depende del método analítico utilizado.
Los métodos más comúnmente utilizados por muchos años han sido:
24
Método 418.1 U.S. E.P.A.: consiste en una extracción con solvente seguido de un
tratamiento en columna de sílica gel y luego la cuantificación por espectroscopia
infrarroja.
Método 413.1 para aceites y grasas: es un método gravimétrico que consiste en una
extracción con solvente, evaporación del solvente, y determinación del peso.
Método 8015b para Compuestos Orgánicos del Rango Diesel (DRO): es una
extracción con solvente seguida de una determinación por cromatografía gaseosa
(GC).
Método 8015b para Compuestos Orgánicos del Rango de las Gasolinas (GRO): es una
extracción con solvente seguida de una determinación por cromatografía gaseosa.
4.15.1. Determinación hidrocarburos totales según Método 418.1 Espectroscopía
Infrarroja.
Se define como Hidrocarburos Totales de Petróleo (HTP) analizados por espectroscopia
infrarroja (IR), a cualquier hidrocarburo extractable por un solvente, el cual no es removido
por la sílica gel y que puede ser detectado por un espectrofotómetro de radiación infrarroja.
La principal ventaja del método es que resulta simple, rápido y comparativamente económico.
Las desventajas son la menor especificidad, comparándolo con la cromatografía de gases
(CG), y su incapacidad de proveer información en la identificación de los hidrocarburos y su
riesgo potencial.
Cuando una molécula absorbe radiación IR aumenta la frecuencia de vibración de la
misma. La espectroscopía infrarroja determina la energía absorbida por las moléculas en esta
región del espectro electromagnético. Los distintos grupos funcionales y tipos de enlaces
tienen distintas frecuencias e intensidades de absorción. Los métodos para la medición de
HTP miden la absorción de los enlaces C-H. La mayoría de los métodos miden la absorción a
una única frecuencia (generalmente 2930cm-1
) que corresponde a los grupos alifáticos CH2.
Otros métodos usan más de una frecuencia, por ejemplo 2960cm-1
para el grupo CH3 y de
3000 a 3100cm-1
para los enlaces C-H de los compuestos aromáticos (Willard, 1991).
La espectroscopía IR puede medir cualquier compuesto que contiene grupos alquílicos
en su molécula. Cuando se utiliza esta única frecuencia, se mide cadenas parafínicas,
25
cicloalcanos, alquenos, aromáticos sustituidos, hidrocarburos aromáticos policíclicos (HAP) si
tienen algún grupo alquilo, y moléculas oxigenadas (éteres, alcoholes). Los métodos basados
en una sola frecuencia no son adecuadas para la medición de benceno o naftaleno porque no
contienen grupos alquilos.
La técnica que se utiliza para la extracción es la recomendada en la norma 5520E de
los métodos normalizados utilizados generalmente para lodos. La extracción de hidrocarburos
se obtiene utilizando CCl4 como solvente de extracción. Posteriormente se trata la muestra
con silicagel para adsorber los compuestos polares que puedan interferir con la determinación
de hidrocarburos totales de petróleo.
De acuerdo al método 418.1 de la EPA, la cuantificación se lleva a cabo por
espectroscopia infrarroja. El espectrofotómetro IR se utiliza para determinar la absorbancia de
los extractos en la región cercana a 2930 cm-1
. Estándares específicos para hidrocarburos
totales de petróleo (HTP) se emplean para construir la curva de calibración del equipo. Los
estándares se preparan a partir de una solución stock de hexadecano, isooctano y
clorobenceno en proporciones definidas (DeMenna, 2006).
Debido a que el método de cuantificación del analito es sensible a hidrocarburos que
derivan de animales y vegetales así como a otros compuestos polares, es necesario eliminar
tales interferentes, para preservar en el extracto los hidrocarburos petrogénicos. Este
procedimiento de purificación del extracto, permite diferenciar las grasas y aceites de origen
animal y vegetal, de los hidrocarburos totales de petróleo. La eliminación de interferentes
puede realizarse utilizando columnas con material adsorbente a través de la cual se hace pasar
el extracto o se puede adicionar al extracto una sustancia adsorbente en forma de pequeñas
partículas y luego removerla a través del filtrado. (DeMenna, 2006)
4.15.2. Determinación hidrocarburos totales según Método 8015b (CG).
El Método 8015b. se utiliza para determinar la concentración de los compuestos orgánicos no
halogenados volátiles y compuestos orgánicos semivolátiles por cromatografía gaseosa.
26
Este método también puede ser aplicable al análisis de hidrocarburos de
petróleo, incluyendo a aquellos del rango de gasolinas y compuestos orgánicos del rango del
diesel.
Los hidrocarburos del rango de gasolinas corresponden a la gama de alcanos de C6
a C10 y cubre un intervalo de punto de ebullición de aproximadamente 60°C – 170°C. Los
hidrocarburos de rango diesel corresponden a la gama de alcanos de C10 a C28 y que
cubre un punto de ebullición en un intervalo de aproximadamente 170°C -430°C.
La identificación de los tipos de combustibles específicos puede complicarse
procesos ambientales tales como la evaporación, la biodegradación, o cuando más
de un tipo de combustible está presente.
Este método está restringido para experimentados analistas que conocen a profundidad
los cromatógrafos de gases y son expertos en la interpretación de los cromatogramas, por lo
que cada analista debe demostrar su capacidad para generar resultados aceptables con este
método. Para el análisis de compuestos en el rango diesel se deberá utilizar un solvente
apropiado de acuerdo a la polaridad del hidrocarburo, generalmente se utilizará un solvente de
baja polaridad. Para el análisis de compuestos en el rango de gasolina puede ser introducido
directo en el cromatógrafo de gases.
Una columna capilar y un programa de temperatura se utilizan en el cromatógrafo de
gases para separar los compuestos orgánicos. La detección se consigue mediante un detector
de ionización de llama (FID).
El método permite el uso de columnas de relleno o capilares para el análisis y
confirmación de los analitos no halogenados individuales. Los analistas pueden cambiar estas
condiciones siempre que puedan demostrar un rendimiento adecuado.
27
4.16. NORMATIVA AMBIENTAL PARA EL CONTENIDO DE HIDROCARBUROS
EN SUELO EN MÉXICO Y ECUADOR
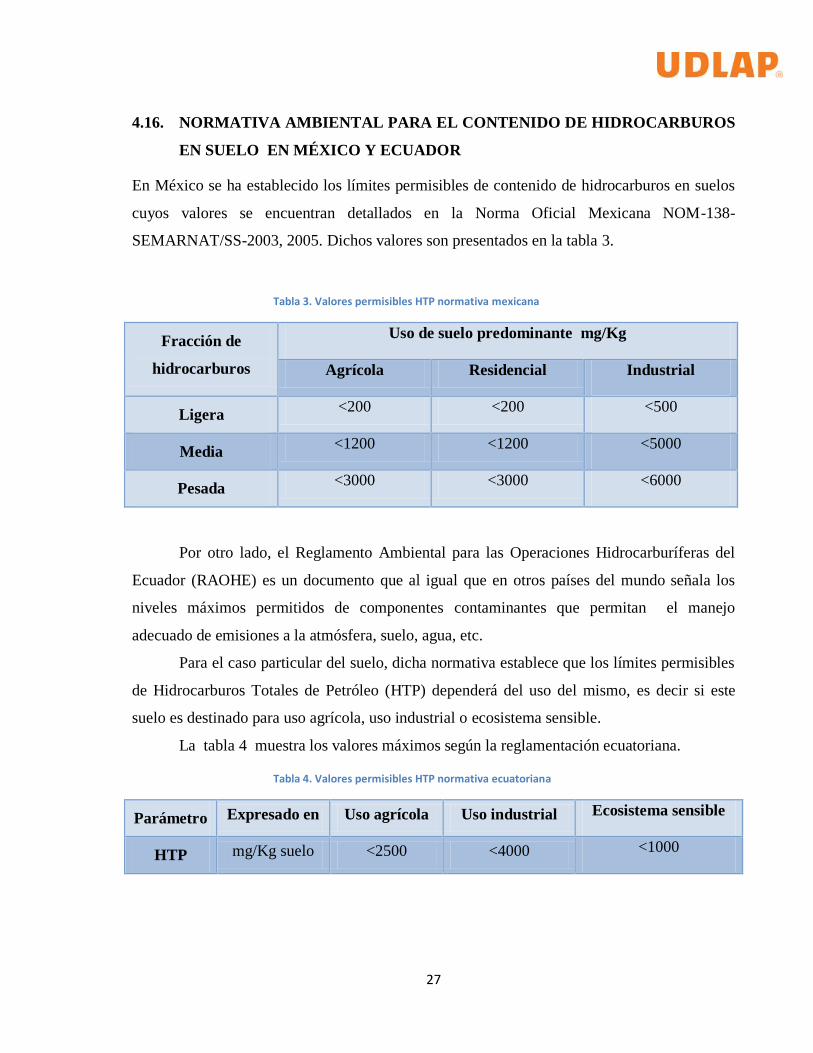
En México se ha establecido los límites permisibles de contenido de hidrocarburos en suelos
cuyos valores se encuentran detallados en la Norma Oficial Mexicana NOM-138-
SEMARNAT/SS-2003, 2005. Dichos valores son presentados en la tabla 3.
Tabla 3. Valores permisibles HTP normativa mexicana
Fracción de
hidrocarburos
Uso de suelo predominante mg/Kg
Agrícola Residencial Industrial
Ligera <200 <200 <500
Media <1200 <1200 <5000
Pesada <3000 <3000 <6000
Por otro lado, el Reglamento Ambiental para las Operaciones Hidrocarburíferas del
Ecuador (RAOHE) es un documento que al igual que en otros países del mundo señala los
niveles máximos permitidos de componentes contaminantes que permitan el manejo
adecuado de emisiones a la atmósfera, suelo, agua, etc.
Para el caso particular del suelo, dicha normativa establece que los límites permisibles
de Hidrocarburos Totales de Petróleo (HTP) dependerá del uso del mismo, es decir si este
suelo es destinado para uso agrícola, uso industrial o ecosistema sensible.
La tabla 4 muestra los valores máximos según la reglamentación ecuatoriana.
Tabla 4. Valores permisibles HTP normativa ecuatoriana
Parámetro Expresado en Uso agrícola Uso industrial Ecosistema sensible
HTP mg/Kg suelo <2500 <4000 <1000
28
5. MATERIALES Y MÉTODOS
5.1. MATERIALES.
5.1.1. Material para experimentación.
Muestra de lodos de tanques de almacenamiento de combustible proveniente del Complejo
Petroquímico Cangrejera, de la planta reformadora y extractora de aromáticos, a la cual se le
añadió diesel, con el fin de cubrir toda la gama de compuestos de tipo parafínico y aromático.
La muestra ya preparada es la materia prima que se somete a extracción supercrítica con
propano para la recuperación de hidrocarburos.
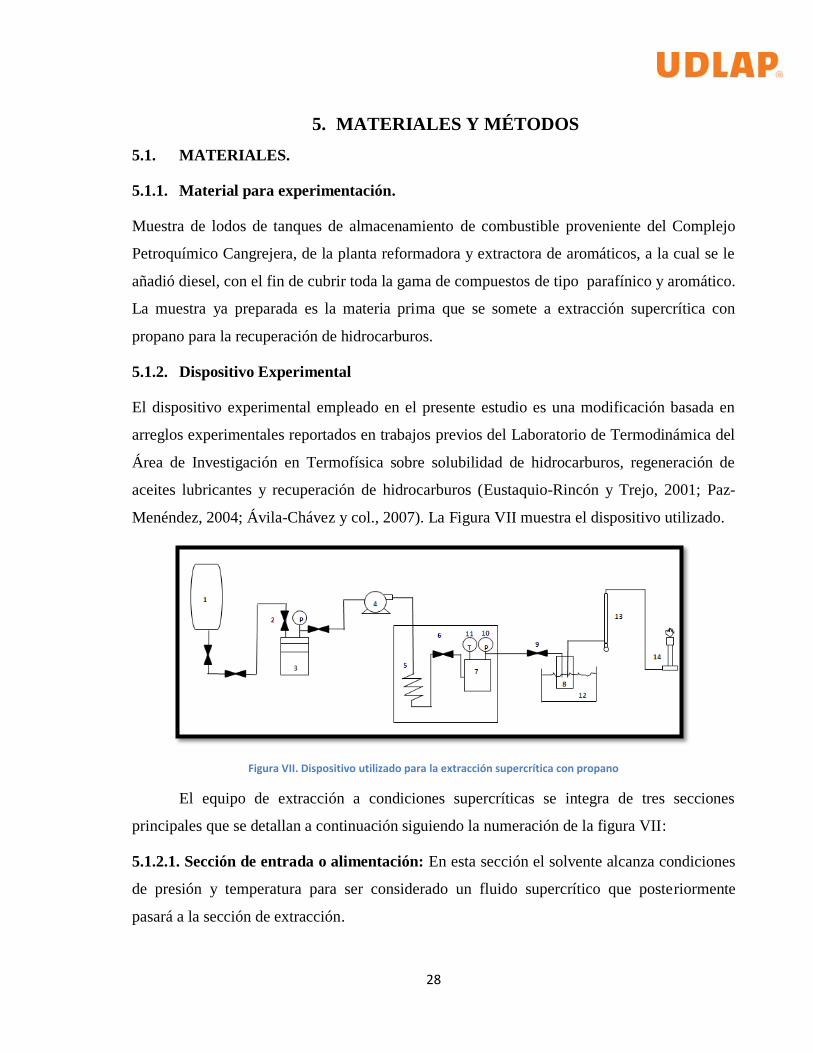
5.1.2. Dispositivo Experimental
El dispositivo experimental empleado en el presente estudio es una modificación basada en
arreglos experimentales reportados en trabajos previos del Laboratorio de Termodinámica del
Área de Investigación en Termofísica sobre solubilidad de hidrocarburos, regeneración de
aceites lubricantes y recuperación de hidrocarburos (Eustaquio-Rincón y Trejo, 2001; Paz-
Menéndez, 2004; Ávila-Chávez y col., 2007). La Figura VII muestra el dispositivo utilizado.
Figura VII. Dispositivo utilizado para la extracción supercrítica con propano
El equipo de extracción a condiciones supercríticas se integra de tres secciones
principales que se detallan a continuación siguiendo la numeración de la figura VII:
5.1.2.1. Sección de entrada o alimentación: En esta sección el solvente alcanza condiciones
de presión y temperatura para ser considerado un fluido supercrítico que posteriormente
pasará a la sección de extracción.
29
Consta de las siguientes partes:
1. Tanque de Propano de alta pureza que contiene 20lb con una presión 125 psi (Ver en
anexo 3. Certificado de calidad)
2. Válvula de globo de acero inoxidable que permite el rápido cierre entre el tanque de
propano y el termocompresor(3)
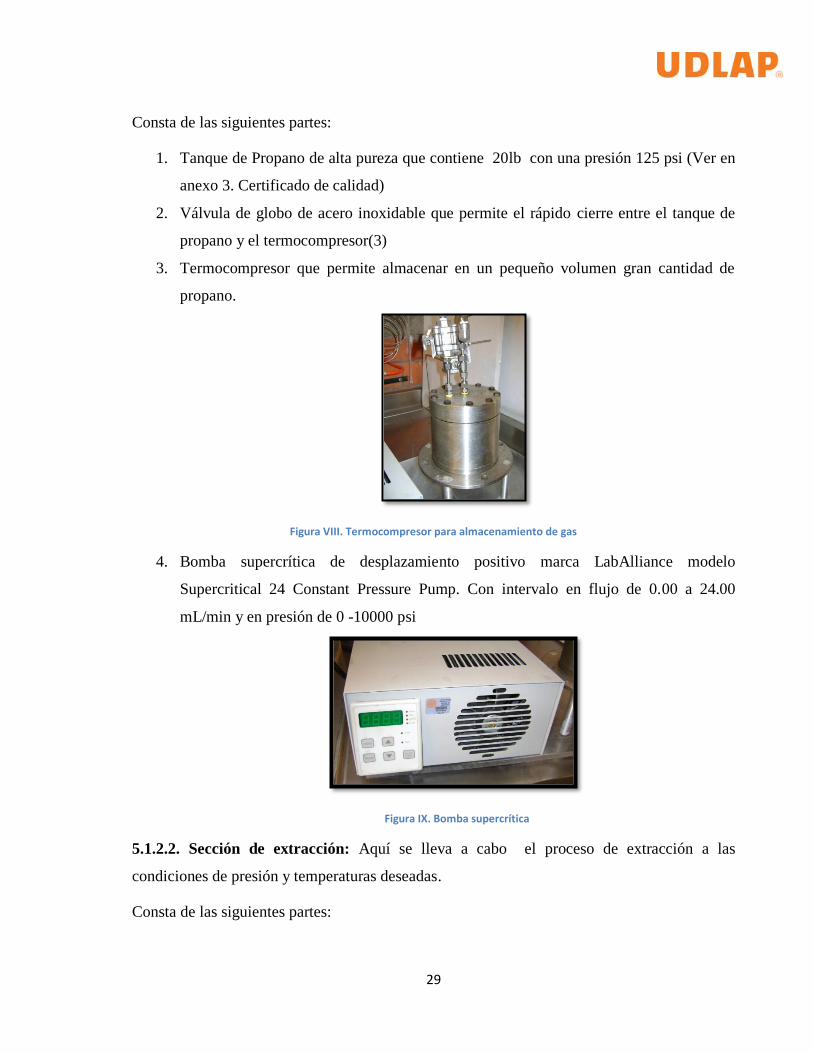
3. Termocompresor que permite almacenar en un pequeño volumen gran cantidad de
propano.
Figura VIII. Termocompresor para almacenamiento de gas
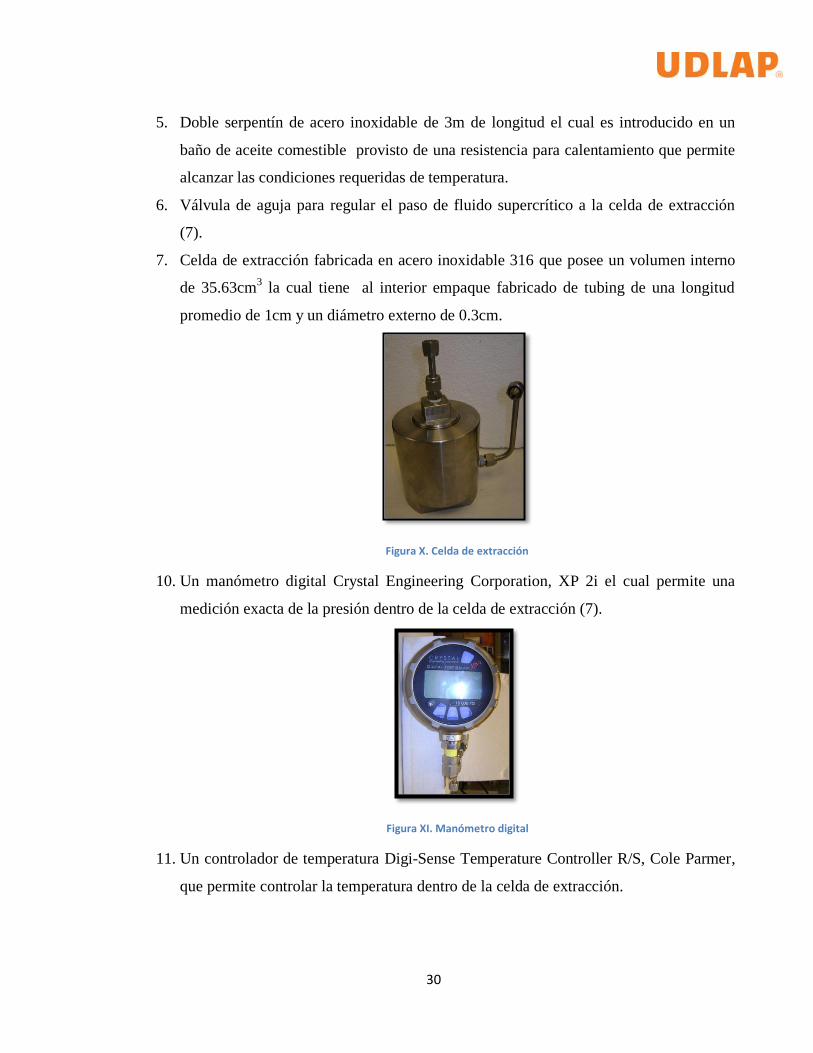
4. Bomba supercrítica de desplazamiento positivo marca LabAlliance modelo
Supercritical 24 Constant Pressure Pump. Con intervalo en flujo de 0.00 a 24.00
mL/min y en presión de 0 -10000 psi
Figura IX. Bomba supercrítica
5.1.2.2. Sección de extracción: Aquí se lleva a cabo el proceso de extracción a las
condiciones de presión y temperaturas deseadas.
Consta de las siguientes partes:
30
5. Doble serpentín de acero inoxidable de 3m de longitud el cual es introducido en un
baño de aceite comestible provisto de una resistencia para calentamiento que permite
alcanzar las condiciones requeridas de temperatura.
6. Válvula de aguja para regular el paso de fluido supercrítico a la celda de extracción
(7).
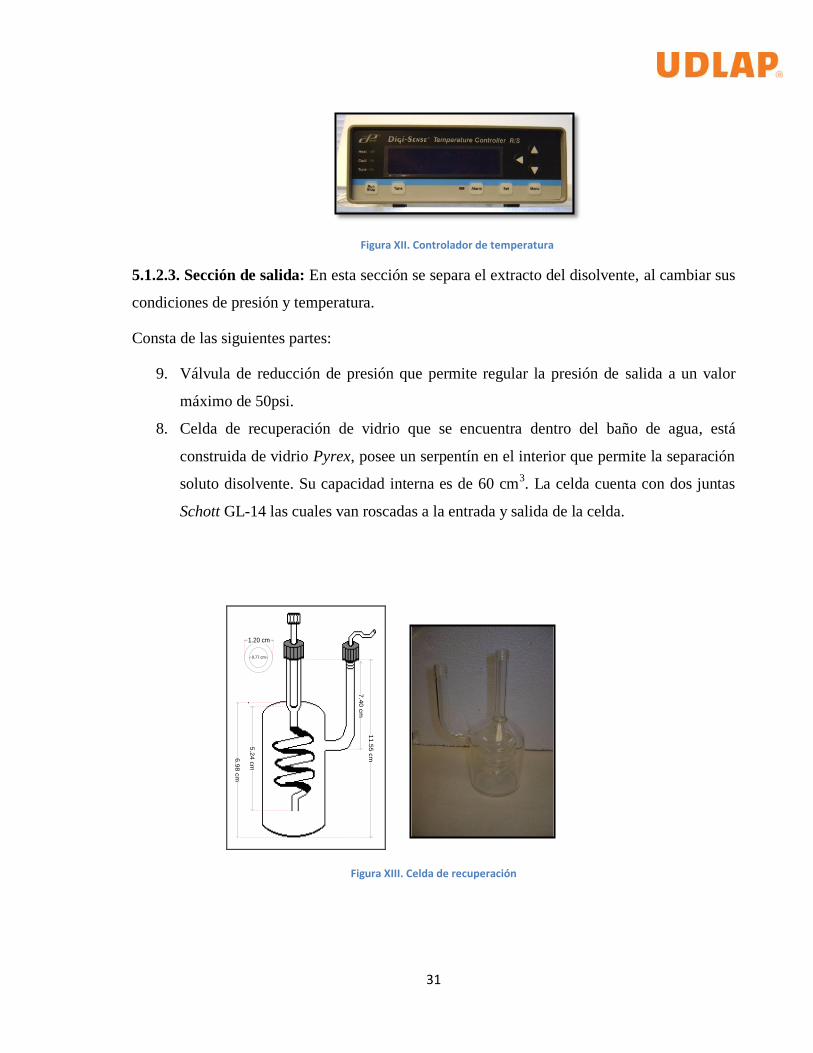
7. Celda de extracción fabricada en acero inoxidable 316 que posee un volumen interno
de 35.63cm3 la cual tiene al interior empaque fabricado de tubing de una longitud
promedio de 1cm y un diámetro externo de 0.3cm.
Figura X. Celda de extracción
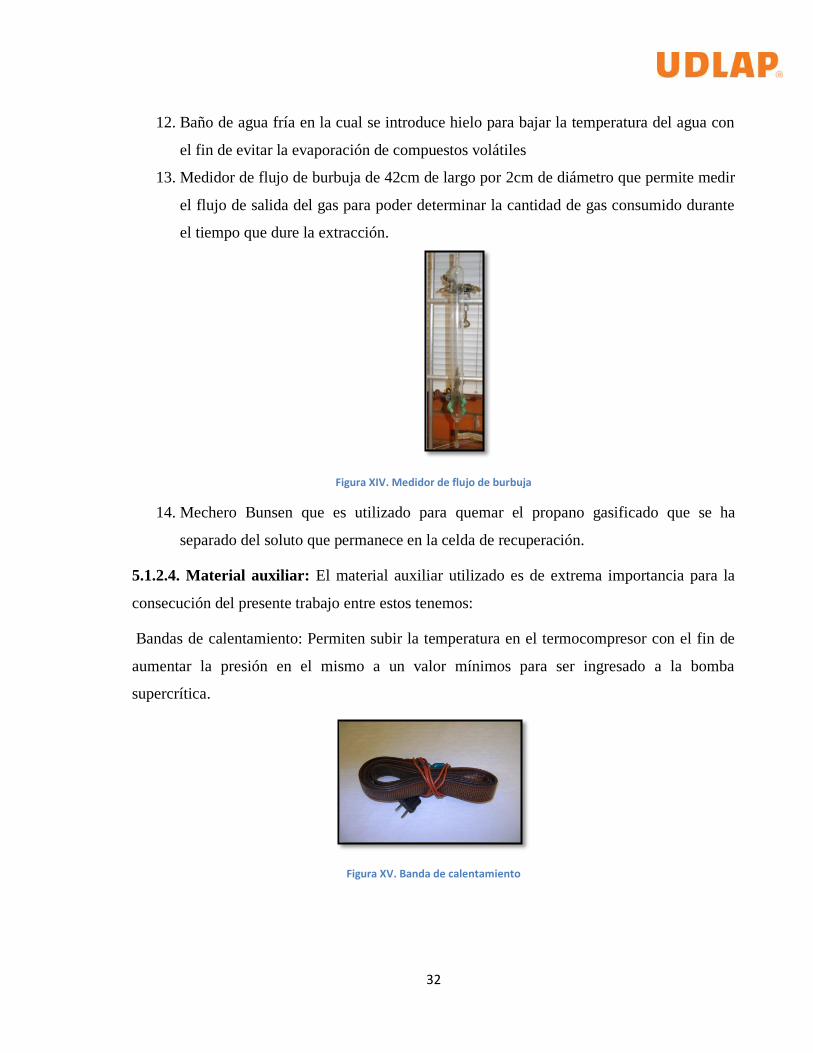
10. Un manómetro digital Crystal Engineering Corporation, XP 2i el cual permite una
medición exacta de la presión dentro de la celda de extracción (7).
Figura XI. Manómetro digital
11. Un controlador de temperatura Digi-Sense Temperature Controller R/S, Cole Parmer,
que permite controlar la temperatura dentro de la celda de extracción.
31
Figura XII. Controlador de temperatura
5.1.2.3. Sección de salida: En esta sección se separa el extracto del disolvente, al cambiar sus
condiciones de presión y temperatura.
Consta de las siguientes partes:
9. Válvula de reducción de presión que permite regular la presión de salida a un valor
máximo de 50psi.
8. Celda de recuperación de vidrio que se encuentra dentro del baño de agua, está
construida de vidrio Pyrex, posee un serpentín en el interior que permite la separación
soluto disolvente. Su capacidad interna es de 60 cm3. La celda cuenta con dos juntas
Schott GL-14 las cuales van roscadas a la entrada y salida de la celda.
5.2
4 c
m
6.9
8 c
m
11.5
5 c
m
7.4
0 c
m
0.77 cm
1.20 cm
Figura XIII. Celda de recuperación
32
12. Baño de agua fría en la cual se introduce hielo para bajar la temperatura del agua con
el fin de evitar la evaporación de compuestos volátiles
13. Medidor de flujo de burbuja de 42cm de largo por 2cm de diámetro que permite medir
el flujo de salida del gas para poder determinar la cantidad de gas consumido durante
el tiempo que dure la extracción.
Figura XIV. Medidor de flujo de burbuja
14. Mechero Bunsen que es utilizado para quemar el propano gasificado que se ha
separado del soluto que permanece en la celda de recuperación.
5.1.2.4. Material auxiliar: El material auxiliar utilizado es de extrema importancia para la
consecución del presente trabajo entre estos tenemos:
Bandas de calentamiento: Permiten subir la temperatura en el termocompresor con el fin de
aumentar la presión en el mismo a un valor mínimos para ser ingresado a la bomba
supercrítica.
Figura XV. Banda de calentamiento
33
Reóstatos: Que permiten controlar el flujo de calor por parte de las bandas de calentamiento
con el fin de que no exista un exceso o deficiencia que dificulte la consecución y seguridad
de la experimentación.
Figura XVI. Reóstatos para control de flujo de calor
5.2. MÉTODOS
5.2.1. Hidrocarburos Totales de Petróleo. La determinación del contenido de
Hidrocarburos Totales de Petróleo se lo hace Cromatografía de Gases según método EPA
8015b y se lo cuantifica en base a estándares de C10-C28 para rango de compuestos orgánicos
tipo Diesel (Ver Método detallado en Anexo 4).
5.2.2. Extracción supercrítica. El proceso de extracción de los hidrocarburos utilizando
propano supercrítico se lo realiza sobre 15 gramos de muestra que se la somete a una presión
superior a la crítica (616.27psi); se realizan inicialmente extracciones a diferentes
temperaturas superiores a la temperatura crítica de 96.6°C y se verifica la cantidad de
hidrocarburo recuperado en la celda de recuperación. Dicho proceso se lo puede realizar a
otras condiciones de presión y temperatura en dependencia del resultado de Hidrocarburos
Totales de Petróleo (Ávila-Chávez y col.,2007).
5.2.3. Contenido de hidrocarburos recuperado. Se realizó por gravimetría utilizando una
balanza analítica (diferencia de peso entre celda de recuperación antes y después del proceso
de extracción).
5.2.4. Selección de mejores condiciones de extracción supercrítica. Se lo hizo en base al
rendimiento de hidrocarburos y menor contenido de HTP en el residuo luego de la extracción.
34
5.3. DESCRIPCIÓN DE LA METODOLOGÍA EMPLEADA
El proceso de extracción se inicia con el suministro de propano de alta pureza (99.8%) desde
el cilindro (1) hacia el termocompresor (3), dicho procedimiento se lo efectúa de la siguiente
manera:
Se pesa el termocompresor vacío (3) para ver su peso inicial, a este se le instala dos
válvulas de globo, una de entrada (2) y una de salida, a la de entrada se le conecta en un
extremo manguera y por el otro extremo el cilindro de propano (1), una vez realizado esto se
invierte el cilindro de propano y se abren tanto las válvulas de entrada (2) y salida, así como la
del cilindro, se deja pasar el propano líquido hasta observar que por la válvula de salida existe
un goteo continuo de propano líquido, se cierran todas las válvulas y se deja el
termocompresor (3) al ambiente, se lo vuelve a pesar para calcular la cantidad de propano que
se encuentra en el termocompresor.
El propano almacenado en el termocompresor, se lo calienta a través de una banda de
calentamiento hasta alcanzar una presión superior a 750 psi para que ingrese a la bomba de
alta presión de desplazamiento positivo (4), la cual lleva al propano a las condiciones
supercríticas de presión deseadas. Posteriormente el propano pasa al serpentín de acero
inoxidable (5) donde se eleva la temperatura del propano en el baño térmico de aceite a
temperatura deseada (6). Una vez alcanzada la temperatura y presión de trabajo, el propano
supercrítico se encuentra en las condiciones adecuadas para su entrada a la celda de
extracción (7).
El propano almacenado en el termocompresor, se alimenta a la bomba de alta presión
de desplazamiento positivo (4), la cual lleva al propano a las condiciones supercríticas de
presión deseadas. Posteriormente el propano pasa al serpentín de acero inoxidable (5) donde
se eleva la temperatura del propano en el baño térmico de aire a temperatura deseada (6),
siempre por arriba de su temperatura crítica. Una vez alcanzadas la temperatura y presión de
trabajo, el propano supercrítico se encuentra en las condiciones adecuadas para su entrada a la
celda de extracción (7).
35
La celda de extracción o celda de equilibrio es de acero inoxidable 316, posee un
volumen total interno de 36.5 ml y está empacada, con segmentos de “tubing” de acero
inoxidable 316 de ¼ de pulgada de diámetro externo, con la finalidad de facilitar la
transferencia de masa entre el material introducido en la celda para su extracción y el
propano a condiciones supercríticas. Dentro de esta celda se coloca la muestra de lodo de
tanque de almacenamiento. El tamaño de muestra dentro de la celda es de 15 g, siendo éste
tamaño importante definirlo para evitar que ocurra arrastre de materia hacia la celda de
recolección del extracto (8).
Una vez que el propano bajo condiciones de temperatura y presión supercríticas, ha
entrado a la celda de extracción, se pone en contacto con el lodo contaminado, sobre el cual se
va a realizar la extracción de hidrocarburos no volátiles. La materia no volátil solubilizada
junto con el propano salen por la parte superior de la celda de extracción.
La válvula (9) es recubierta con una cinta de calentamiento para evitar el
congelamiento de la misma debido a la caída de presión que ocurre debido a la expansión del
disolvente + extracto. Las condiciones de presión y temperatura de la celda de equilibrio son
medidas con un indicador digital de presión Crystal Engineering Corporation, XP 2i (10) y un
termómetro sensor Digi-Sense Temperature Controller R/S, Cole Parmer, respectivamente
(11).
El material solubilizado y el propano supercrítico que salen de la celda de extracción,
se separan de manera tal que en el presente estudio se siguieron dos procedimientos para
dicha separación. El primero sin la recuperación del propano supercrítico, y el segundo
recuperando el propano supercrítico para su reutilización dentro del equipo experimental.
36
6. RESULTADOS Y DISCUSIÓN
A continuación se describirá y discutirá los resultados de la experimentación, así como los
inconvenientes encontrados en la misma, se lo hará de manera cronológica de tal forma que
permita dejar en claro en lo posible lo ocurrido durante la etapa de experimentación de modo
que el presente trabajo sea una herramienta útil para posteriores investigaciones.
6.1. MODIFICACIÓN DEL EQUIPO DE EXTRACCIÓN SUPERCRÍTICA
El equipo de extracción supercrítica instalado en la UDLAP está diseñado para trabajar con
dióxido de carbono y se ha utilizado una celda de extracción de 1.3L de capacidad, además
está provisto de un compresor que permite elevar la presión en el termocompresor de tal modo
que alcance una presión mínima de 750 psi a la salida del mismo para poder ingresar a la
bomba supercrítica (condición operativa de la bomba); además está provisto de una cámara
de acrílico donde el aire puede ser calentado a bajas temperaturas, suficientes para alcanzar
en la celda de extracción temperaturas superiores a la temperatura crítica del dióxido de
carbono (31.1°C).
Sin embargo el propano, posee una temperatura crítica de 96.7°C, por lo que resulta
imposible alcanzar esa temperatura calentando el aire dentro de la cámara, por tal motivo se
optó por utilizar un recipiente que contenga aceite comestible, el cual se lo calentó con una
resistencia eléctrica que permite elevar la temperatura de la celda de extracción por encima
de la supercrítica, además se colocó un agitador que permita homogenizar el aceite dentro del
recipiente con el fin que la temperatura sea uniforme en el mismo y por tanto en la celda de
extracción.
La cámara de acrílico se sigue utilizando con el fin de que la variación de la
temperatura en el baño de aceite sea baja y así impedir un descenso en la temperatura del
mismo y por lo tanto en la celda de extracción.
37
Figura XVII. Equipo de extracción utilizando propano supercrítico
6.2. PASO DE PROPANO DEL TANQUE AL TERMOCOMPRESOR
Como se indicó anteriormente el dióxido de carbono posee propiedades diferentes al
propano, entre estas está la presión crítica así como la dificultad de comprimir el mismo en
un termocompresor, además de la poca cantidad y presión existentes en el cilindro de propano
por lo que al tratar de comprimir utilizando un compresor no se lo pudo hacer debiendo
idearse otra forma de acumular propano en el termocompresor.
Se comenzó tratando de pasar el gas directo del cilindro al termocompresor el cual se
encontraba sumergido en un baño de hielo con sal (mezcla frigorífica) con el fin que la mayor
cantidad de gas pase al termocompresor, sin embargo posteriormente la idea fue desechada
por la poca cantidad que podría pasarse al recipiente indicado.
Luego se partió del conocimiento de que el gas se encuentra en su gran mayoría en
estado líquido y una poco cantidad se gasifica en la parte superior del tanque por lo que al
invertir el tanque el líquido se ubicaría en la boca del mismo, se realizó un experimento para
ver si se podía desalojar del mismo propano líquido, acondicionando una manguera al tanque,
invirtiéndolo para luego abrir la llave del mismo y recoger el propano líquido en una
probeta.
38
Figura XVIII. Prueba paso directo de propano líquido
Una vez que se logra verificar el paso del propano líquido se procede a pasar de la
misma forma al termocompresor abriendo tanto las válvulas de entrada y salida del mismo, el
llenado de dicho recipiente se verifica cuando comienza a gotear la válvula de salida.
6.3. ADECUACIÓN DE LA MUESTRA.
La muestra recogida en los tanques de BTX del Complejo Petroquímico Cangrejera contenía
básicamente compuestos derivados del benceno , sin embargo se requiere de una amplia gama
de compuestos para poder verificar la eficiencia de la extracción supercrítica por lo que se
decidió agregar diesel con el fin de tener compuestos alifáticos de puntos de ebullición que
van de los 180°C a 400°C y dejar reposar por el lapso de 3 semanas en un recipiente metálico
para simular el proceso de sedimentación de las partículas del combustible así como también
promover que el diesel penetre en el sedimento presente.
Figura XIX. Lodos de tanque de almacenamiento
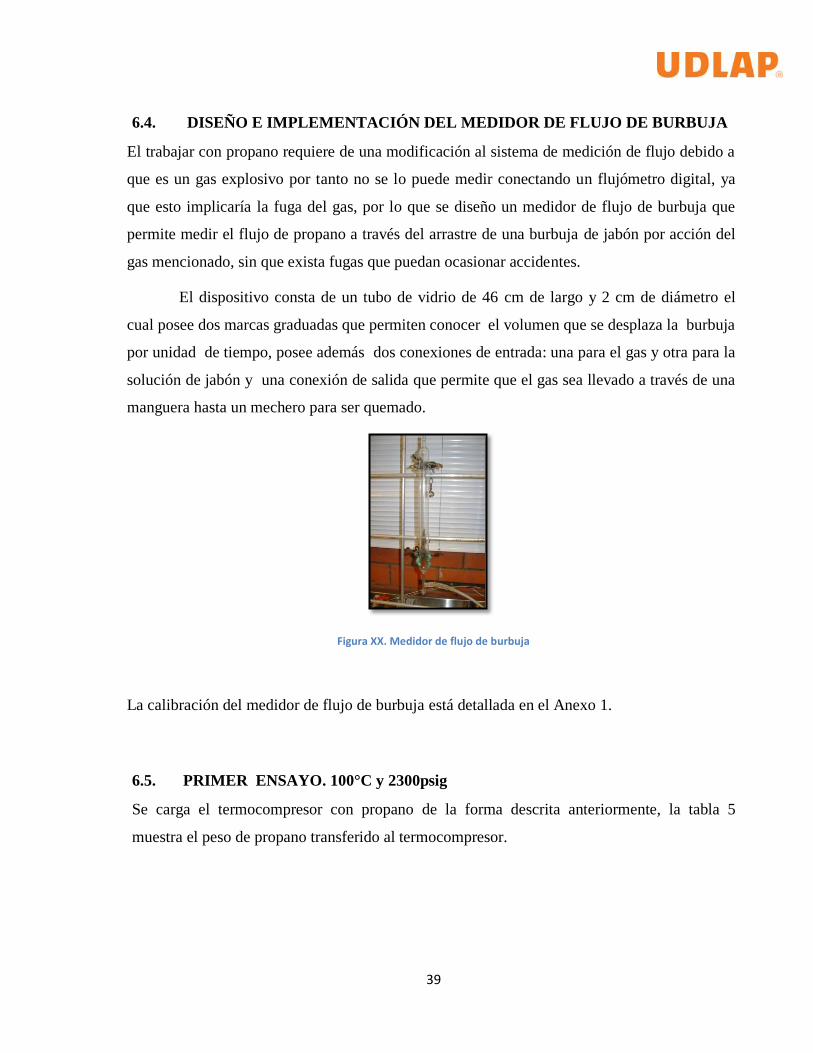
39
6.4. DISEÑO E IMPLEMENTACIÓN DEL MEDIDOR DE FLUJO DE BURBUJA
El trabajar con propano requiere de una modificación al sistema de medición de flujo debido a
que es un gas explosivo por tanto no se lo puede medir conectando un flujómetro digital, ya
que esto implicaría la fuga del gas, por lo que se diseño un medidor de flujo de burbuja que
permite medir el flujo de propano a través del arrastre de una burbuja de jabón por acción del
gas mencionado, sin que exista fugas que puedan ocasionar accidentes.
El dispositivo consta de un tubo de vidrio de 46 cm de largo y 2 cm de diámetro el
cual posee dos marcas graduadas que permiten conocer el volumen que se desplaza la burbuja
por unidad de tiempo, posee además dos conexiones de entrada: una para el gas y otra para la
solución de jabón y una conexión de salida que permite que el gas sea llevado a través de una
manguera hasta un mechero para ser quemado.
Figura XX. Medidor de flujo de burbuja
La calibración del medidor de flujo de burbuja está detallada en el Anexo 1.
6.5. PRIMER ENSAYO. 100°C y 2300psig
Se carga el termocompresor con propano de la forma descrita anteriormente, la tabla 5
muestra el peso de propano transferido al termocompresor.
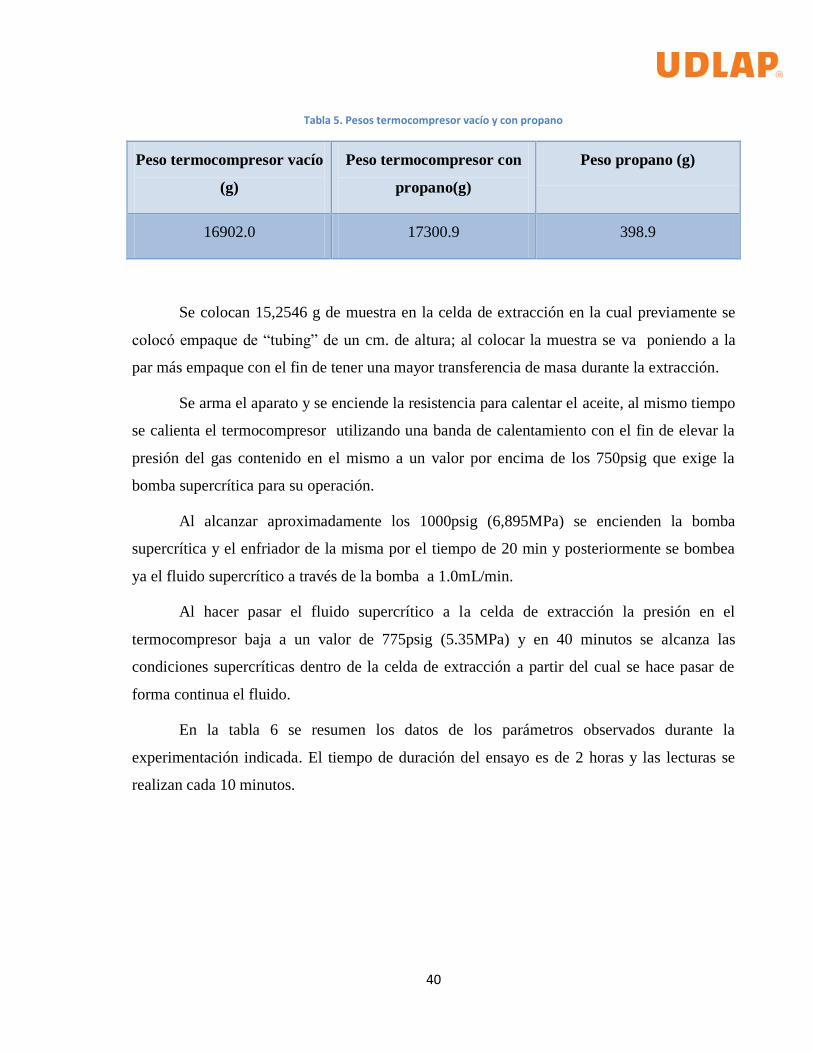
40
Tabla 5. Pesos termocompresor vacío y con propano
Peso termocompresor vacío
(g)
Peso termocompresor con
propano(g)
Peso propano (g)
16902.0 17300.9 398.9
Se colocan 15,2546 g de muestra en la celda de extracción en la cual previamente se
colocó empaque de “tubing” de un cm. de altura; al colocar la muestra se va poniendo a la
par más empaque con el fin de tener una mayor transferencia de masa durante la extracción.
Se arma el aparato y se enciende la resistencia para calentar el aceite, al mismo tiempo
se calienta el termocompresor utilizando una banda de calentamiento con el fin de elevar la
presión del gas contenido en el mismo a un valor por encima de los 750psig que exige la
bomba supercrítica para su operación.
Al alcanzar aproximadamente los 1000psig (6,895MPa) se encienden la bomba
supercrítica y el enfriador de la misma por el tiempo de 20 min y posteriormente se bombea
ya el fluido supercrítico a través de la bomba a 1.0mL/min.
Al hacer pasar el fluido supercrítico a la celda de extracción la presión en el
termocompresor baja a un valor de 775psig (5.35MPa) y en 40 minutos se alcanza las
condiciones supercríticas dentro de la celda de extracción a partir del cual se hace pasar de
forma continua el fluido.
En la tabla 6 se resumen los datos de los parámetros observados durante la
experimentación indicada. El tiempo de duración del ensayo es de 2 horas y las lecturas se
realizan cada 10 minutos.
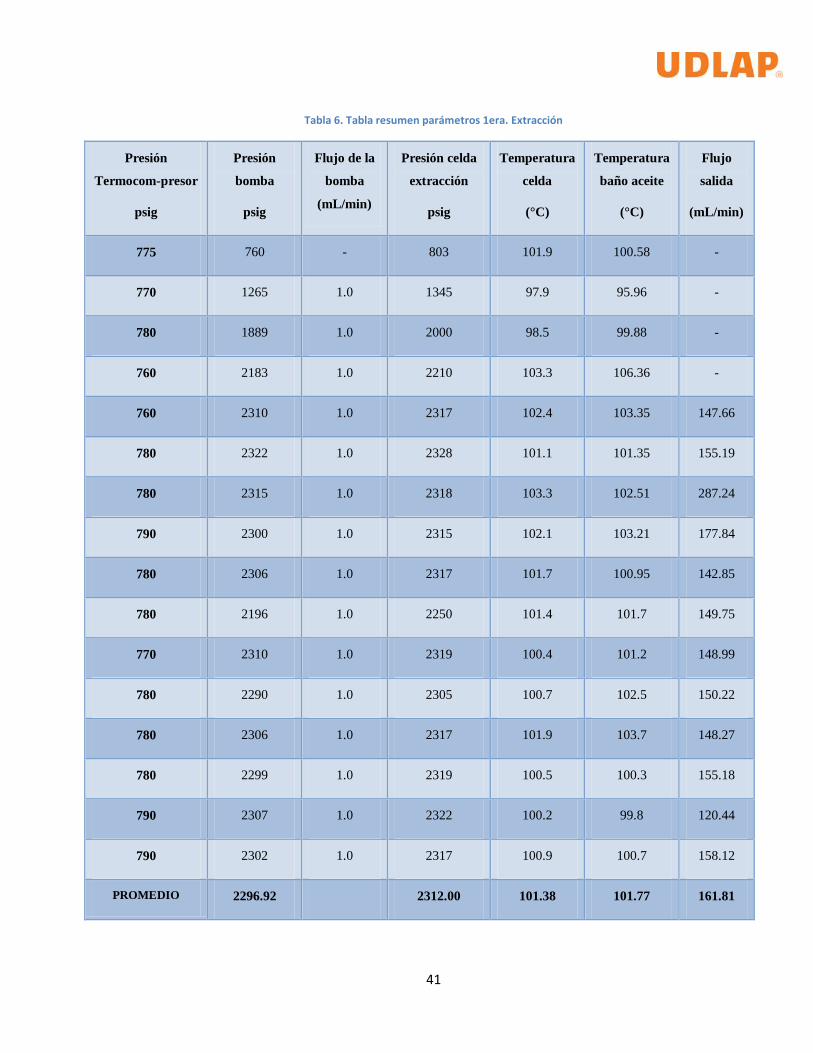
41
Tabla 6. Tabla resumen parámetros 1era. Extracción
Presión
Termocom-presor
psig
Presión
bomba
psig
Flujo de la
bomba
(mL/min)
Presión celda
extracción
psig
Temperatura
celda
(°C)
Temperatura
baño aceite
(°C)
Flujo
salida
(mL/min)
775 760 - 803 101.9 100.58 -
770 1265 1.0 1345 97.9 95.96 -
780 1889 1.0 2000 98.5 99.88 -
760 2183 1.0 2210 103.3 106.36 -
760 2310 1.0 2317 102.4 103.35 147.66
780 2322 1.0 2328 101.1 101.35 155.19
780 2315 1.0 2318 103.3 102.51 287.24
790 2300 1.0 2315 102.1 103.21 177.84
780 2306 1.0 2317 101.7 100.95 142.85
780 2196 1.0 2250 101.4 101.7 149.75
770 2310 1.0 2319 100.4 101.2 148.99
780 2290 1.0 2305 100.7 102.5 150.22
780 2306 1.0 2317 101.9 103.7 148.27
780 2299 1.0 2319 100.5 100.3 155.18
790 2307 1.0 2322 100.2 99.8 120.44
790 2302 1.0 2317 100.9 100.7 158.12
PROMEDIO 2296.92 2312.00 101.38 101.77 161.81
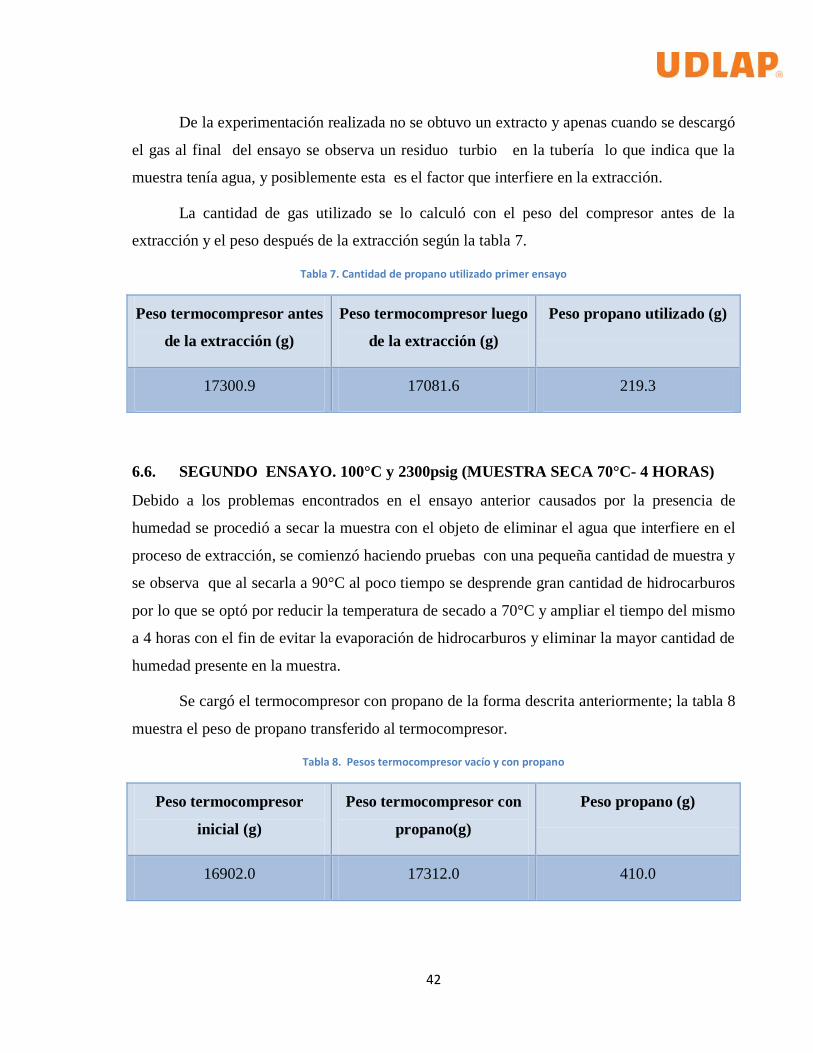
42
De la experimentación realizada no se obtuvo un extracto y apenas cuando se descargó
el gas al final del ensayo se observa un residuo turbio en la tubería lo que indica que la
muestra tenía agua, y posiblemente esta es el factor que interfiere en la extracción.
La cantidad de gas utilizado se lo calculó con el peso del compresor antes de la
extracción y el peso después de la extracción según la tabla 7.
Tabla 7. Cantidad de propano utilizado primer ensayo
Peso termocompresor antes
de la extracción (g)
Peso termocompresor luego
de la extracción (g)
Peso propano utilizado (g)
17300.9 17081.6 219.3
6.6. SEGUNDO ENSAYO. 100°C y 2300psig (MUESTRA SECA 70°C- 4 HORAS)
Debido a los problemas encontrados en el ensayo anterior causados por la presencia de
humedad se procedió a secar la muestra con el objeto de eliminar el agua que interfiere en el
proceso de extracción, se comienzó haciendo pruebas con una pequeña cantidad de muestra y
se observa que al secarla a 90°C al poco tiempo se desprende gran cantidad de hidrocarburos
por lo que se optó por reducir la temperatura de secado a 70°C y ampliar el tiempo del mismo
a 4 horas con el fin de evitar la evaporación de hidrocarburos y eliminar la mayor cantidad de
humedad presente en la muestra.
Se cargó el termocompresor con propano de la forma descrita anteriormente; la tabla 8
muestra el peso de propano transferido al termocompresor.
Tabla 8. Pesos termocompresor vacío y con propano
Peso termocompresor
inicial (g)
Peso termocompresor con
propano(g)
Peso propano (g)
16902.0 17312.0 410.0
43
Se procede de igual forma que en el ensayo anterior es decir, se colocan 16.5910
gramos de muestra en la celda de extracción en la cual previamente se colocó empaque de
“tubing” de un centímetro de altura, Se arma el aparato y se enciende la resistencia para
calentar el aceite, al mismo tiempo se calienta el termocompresor utilizando una banda de
calentamiento con el fin de elevar la presión del gas contenido en el mismo a un valor por
encima de los 750psig.
Al alcanzar aproximadamente los 1000psig (6.893MPa) se encienden la bomba
supercrítica y el enfriador de la misma por el tiempo de 20 min, y posteriormente se deja
pasar el propano a la celda de extracción disminuyéndose la presión a 950 psig (6.548MPa),
se bombea ya el fluido supercrítico a través de la bomba a un 1.5mL/min., se puede observar
que la presión tarda en alcanzar los 2300psi (15.85MPa) en aproximadamente 30 min, al cabo
de dicho tiempo se disminuyó el flujo a 1.0 mL/min con el fin de estandarizar el suministro de
propano en todas las extracciones a realizar.
Al alcanzar las condiciones supercríticas dentro de la celda de extracción se hizo
pasar de forma continua el fluido desde el termocompresor a través de la bomba supercrítica,
pasando por la celda de extracción; luego de salir de la cámara de extracción sale el fluido
hacia la válvula de reducción donde pasa desde 2300.psig hasta la presión atmosférica en la
celda de recuperación en la cual se separan el extracto y el gas, el cual posteriormente pasa
por el medidor de flujo de burbuja y finalmente es quemado en el mechero.
En la tabla 9 se resumen los datos de los parámetros observados durante la
experimentación indicada. El tiempo de duración del ensayo fue de 2 horas y las lecturas se
realizaron cada 10 minutos.
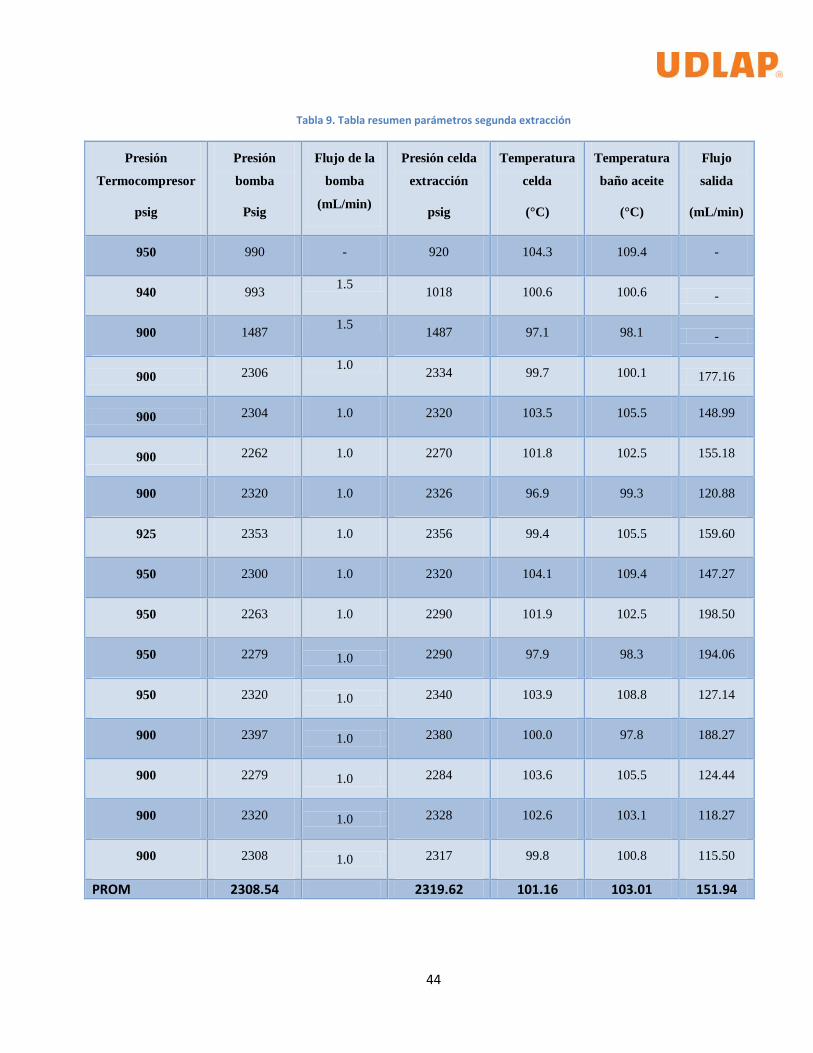
44
Tabla 9. Tabla resumen parámetros segunda extracción
Presión
Termocompresor
psig
Presión
bomba
Psig
Flujo de la
bomba
(mL/min)
Presión celda
extracción
psig
Temperatura
celda
(°C)
Temperatura
baño aceite
(°C)
Flujo
salida
(mL/min)
950 990 - 920 104.3 109.4 -
940 993 1.5
1018 100.6 100.6 -
900 1487 1.5
1487 97.1 98.1 -
900 2306 1.0
2334 99.7 100.1 177.16
900 2304 1.0 2320 103.5 105.5 148.99
900 2262 1.0 2270 101.8 102.5 155.18
900 2320 1.0 2326 96.9 99.3 120.88
925 2353 1.0 2356 99.4 105.5 159.60
950 2300 1.0 2320 104.1 109.4 147.27
950 2263 1.0 2290 101.9 102.5 198.50
950 2279 1.0 2290 97.9 98.3 194.06
950 2320 1.0 2340 103.9 108.8 127.14
900 2397 1.0 2380 100.0 97.8 188.27
900 2279 1.0 2284 103.6 105.5 124.44
900 2320 1.0 2328 102.6 103.1 118.27
900 2308 1.0 2317 99.8 100.8 115.50
PROM 2308.54 2319.62 101.16 103.01 151.94
45
Al cabo de una hora de extracción aparecIÓ en la celda de recuperación pequeñas
gotas de material extraído el cual continúa aumentando a medida que avanza la extracción, al
final de del proceso (2 horas) ya no se observa que la cantidad de hidrocarburo aumente.
Las figuras XXI y XXII ilustran la etapa inicial de extracción y la celda de
recuperación al final del presente ensayo.
Figura XXI. Recuperación inicial de hidrocarburo
Figura XXII. Celda de recuperación al final del ensayo
Una vez terminado el experimento se procedió al desarmado del equipo donde se pudo
observar el aspecto del residuo que es muy diferente a la muestra inicial. La gráfica XXIII
ilustra la muestra antes de la extracción y después de la extracción para este ensayo.
46
Figura XXIII. Muestra de lodo antes y después de proceso de extracción
Posteriormente se cuantificó el contenido de hidrocarburos totales del petróleo tanto de
la muestra antes de la extracción, así como el residuo del presente ensayo.
En la tabla 10 se detalla la cantidad de hidrocarburo recuperado el cual se lo
cuantifica pesando la celda antes y después del experimento, además de la cantidad de gas
utilizado así como también la cantidad de hidrocarburo por cada 100 g de muestra, este
último parámetro nos permite establecer una relación entre las extracciones realizadas.
Tabla 10. Resumen cantidad de hidrocarburo recuperado y consumo de propano
Peso Celda
vacía
(g)
Peso celda +
hidrocarburo
(g)
Peso
hidrocarburo
(g)
Peso
hidrocarburo(g)/100g
muestra
Peso
propano
(g)
140.4884 141.9303 1.4419 8.69 243.8
La cantidad de gas utilizado se lo calculó con el peso del compresor antes de la extracción y el
peso después de la extracción según la tabla 11.
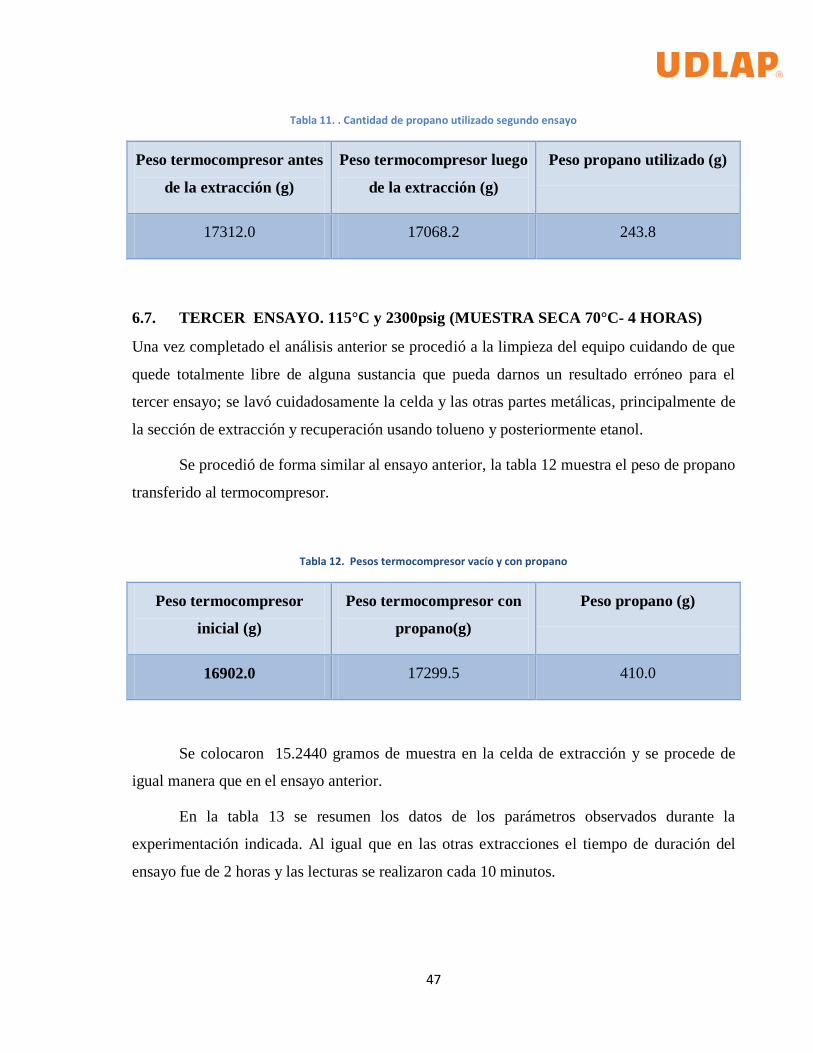
47
Tabla 11. . Cantidad de propano utilizado segundo ensayo
Peso termocompresor antes
de la extracción (g)
Peso termocompresor luego
de la extracción (g)
Peso propano utilizado (g)
17312.0 17068.2 243.8
6.7. TERCER ENSAYO. 115°C y 2300psig (MUESTRA SECA 70°C- 4 HORAS)
Una vez completado el análisis anterior se procedió a la limpieza del equipo cuidando de que
quede totalmente libre de alguna sustancia que pueda darnos un resultado erróneo para el
tercer ensayo; se lavó cuidadosamente la celda y las otras partes metálicas, principalmente de
la sección de extracción y recuperación usando tolueno y posteriormente etanol.
Se procedió de forma similar al ensayo anterior, la tabla 12 muestra el peso de propano
transferido al termocompresor.
Tabla 12. Pesos termocompresor vacío y con propano
Peso termocompresor
inicial (g)
Peso termocompresor con
propano(g)
Peso propano (g)
16902.0 17299.5 410.0
Se colocaron 15.2440 gramos de muestra en la celda de extracción y se procede de
igual manera que en el ensayo anterior.
En la tabla 13 se resumen los datos de los parámetros observados durante la
experimentación indicada. Al igual que en las otras extracciones el tiempo de duración del
ensayo fue de 2 horas y las lecturas se realizaron cada 10 minutos.
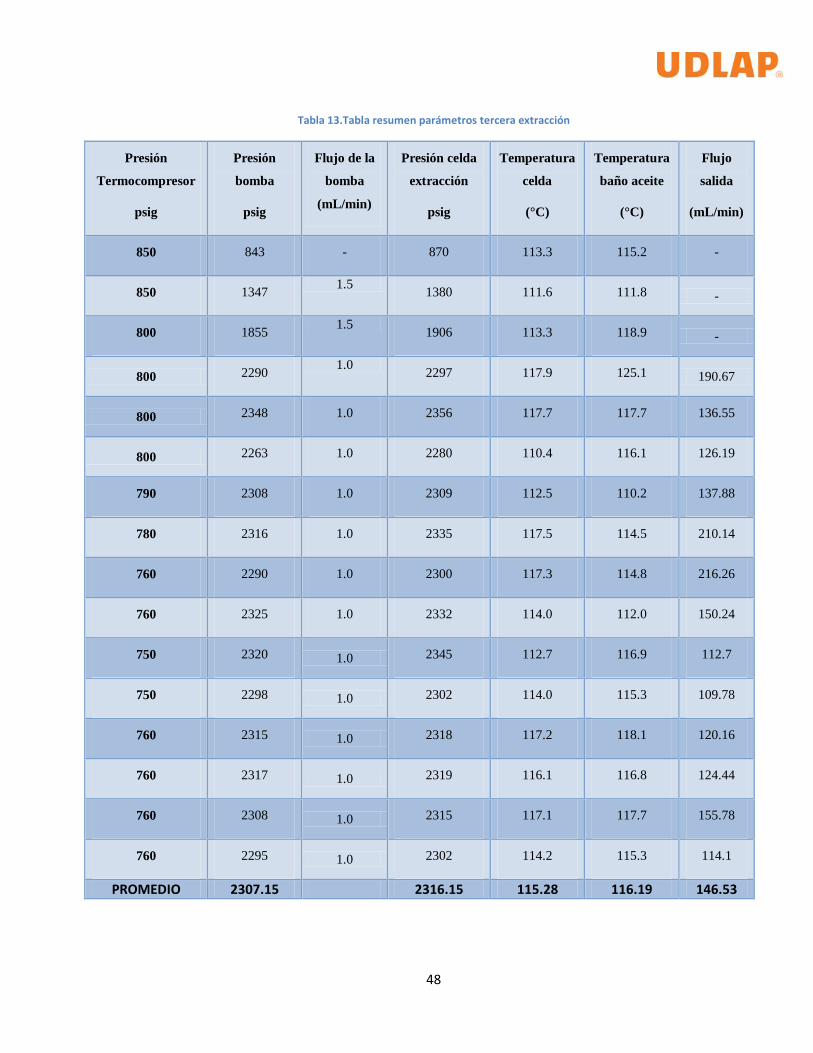
48
Tabla 13.Tabla resumen parámetros tercera extracción
Presión
Termocompresor
psig
Presión
bomba
psig
Flujo de la
bomba
(mL/min)
Presión celda
extracción
psig
Temperatura
celda
(°C)
Temperatura
baño aceite
(°C)
Flujo
salida
(mL/min)
850 843 - 870 113.3 115.2 -
850 1347 1.5
1380 111.6 111.8 -
800 1855 1.5
1906 113.3 118.9 -
800 2290 1.0
2297 117.9 125.1 190.67
800 2348 1.0 2356 117.7 117.7 136.55
800 2263 1.0 2280 110.4 116.1 126.19
790 2308 1.0 2309 112.5 110.2 137.88
780 2316 1.0 2335 117.5 114.5 210.14
760 2290 1.0 2300 117.3 114.8 216.26
760 2325 1.0 2332 114.0 112.0 150.24
750 2320 1.0 2345 112.7 116.9 112.7
750 2298 1.0 2302 114.0 115.3 109.78
760 2315 1.0 2318 117.2 118.1 120.16
760 2317 1.0 2319 116.1 116.8 124.44
760 2308 1.0 2315 117.1 117.7 155.78
760 2295 1.0 2302 114.2 115.3 114.1
PROMEDIO 2307.15 2316.15 115.28 116.19 146.53
49
De igual manera que en el ensayo anterior , al cabo de una hora de extracción apareció
en la celda de recuperación pequeñas gotas de hidrocarburos que continúa aumentando a
medida que avanza la extracción, al final de del proceso (2 horas) ya no se observa que la
cantidad de hidrocarburo aumente.
Las figuras XXIV y XXV ilustran la etapa inicial de extracción, la celda de
recuperación al final del presente ensayo (115°C, 2300psig).
Figura XXIV. Etapa inicial de extracción tercer ensayo
Figura XXV. Celda de recuperación final tercer ensayo
Una vez terminado el experimento se procede al desarmado del equipo donde se pudo
observar el aspecto del residuo que es muy similar a tierra limpia igual que en el ensayo
50
anterior. La gráfica XXVI ilustra la muestra antes de la extracción y después de la extracción
para este ensayo (115°C, 2300psig).
Figura XXVI. Muestra antes y después proceso extracción 3er. ensayo
Posteriormente se cuantificó el contenido de hidrocarburos totales del petróleo tal
como en el ensayo anterior (Método EPA 8015b.)
En la tabla 14 se detalla la cantidad de hidrocarburo recuperado el cual se lo
cuantificó pesando la celda antes y después del experimento, además de la cantidad de gas
utilizado, así como también la cantidad de hidrocarburo por cada 100 g de muestra.
Tabla 14. Resumen cantidad de hidrocarburo recuperado y consumo de propano 3er. ensayo
Peso Celda
vacía
(g)
Peso celda +
hidrocarburo
(g)
Peso
hidrocarburo
(g)
Peso hidrocarburo
(g)/100g muestra
Peso
propano
(g)
140.4920 141..6320 1.1400 6.87 251.4
La cantidad de gas utilizado se lo calculó con el peso del compresor antes de la
extracción y el peso después de la extracción según la tabla 15.
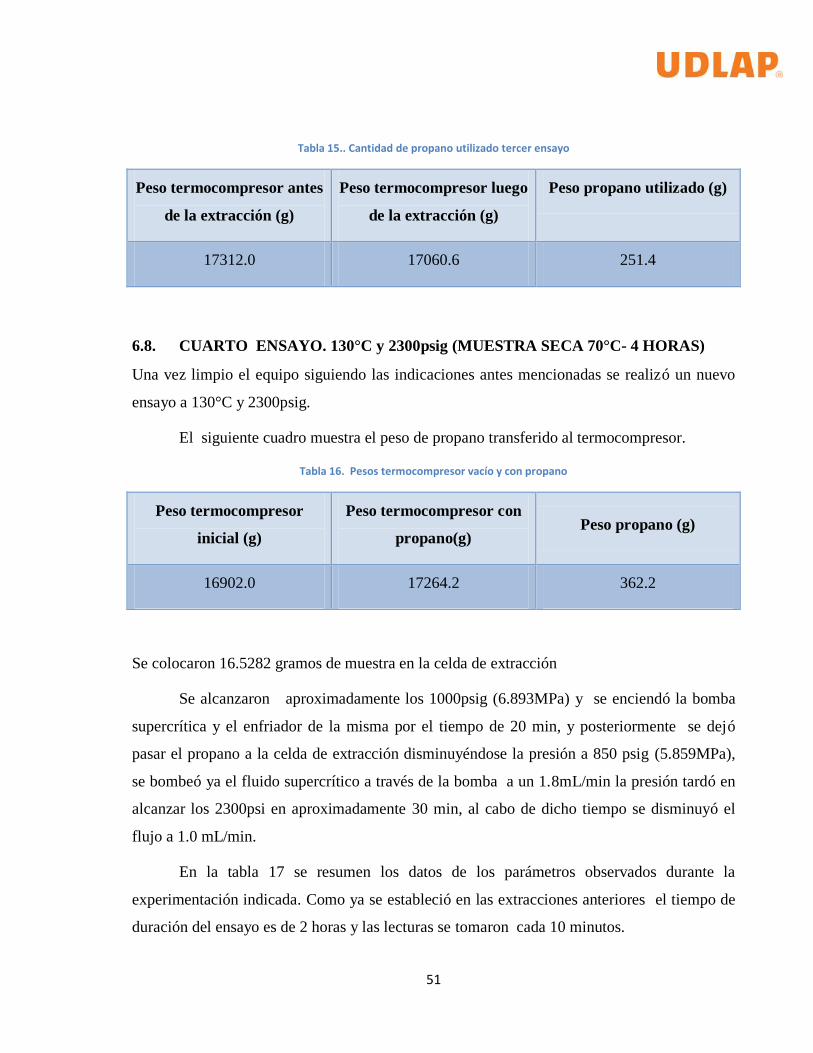
51
Tabla 15.. Cantidad de propano utilizado tercer ensayo
Peso termocompresor antes
de la extracción (g)
Peso termocompresor luego
de la extracción (g)
Peso propano utilizado (g)
17312.0 17060.6 251.4
6.8. CUARTO ENSAYO. 130°C y 2300psig (MUESTRA SECA 70°C- 4 HORAS)
Una vez limpio el equipo siguiendo las indicaciones antes mencionadas se realizó un nuevo
ensayo a 130°C y 2300psig.
El siguiente cuadro muestra el peso de propano transferido al termocompresor.
Tabla 16. Pesos termocompresor vacío y con propano
Peso termocompresor
inicial (g)
Peso termocompresor con
propano(g) Peso propano (g)
16902.0 17264.2 362.2
Se colocaron 16.5282 gramos de muestra en la celda de extracción
Se alcanzaron aproximadamente los 1000psig (6.893MPa) y se enciendó la bomba
supercrítica y el enfriador de la misma por el tiempo de 20 min, y posteriormente se dejó
pasar el propano a la celda de extracción disminuyéndose la presión a 850 psig (5.859MPa),
se bombeó ya el fluido supercrítico a través de la bomba a un 1.8mL/min la presión tardó en
alcanzar los 2300psi en aproximadamente 30 min, al cabo de dicho tiempo se disminuyó el
flujo a 1.0 mL/min.
En la tabla 17 se resumen los datos de los parámetros observados durante la
experimentación indicada. Como ya se estableció en las extracciones anteriores el tiempo de
duración del ensayo es de 2 horas y las lecturas se tomaron cada 10 minutos.
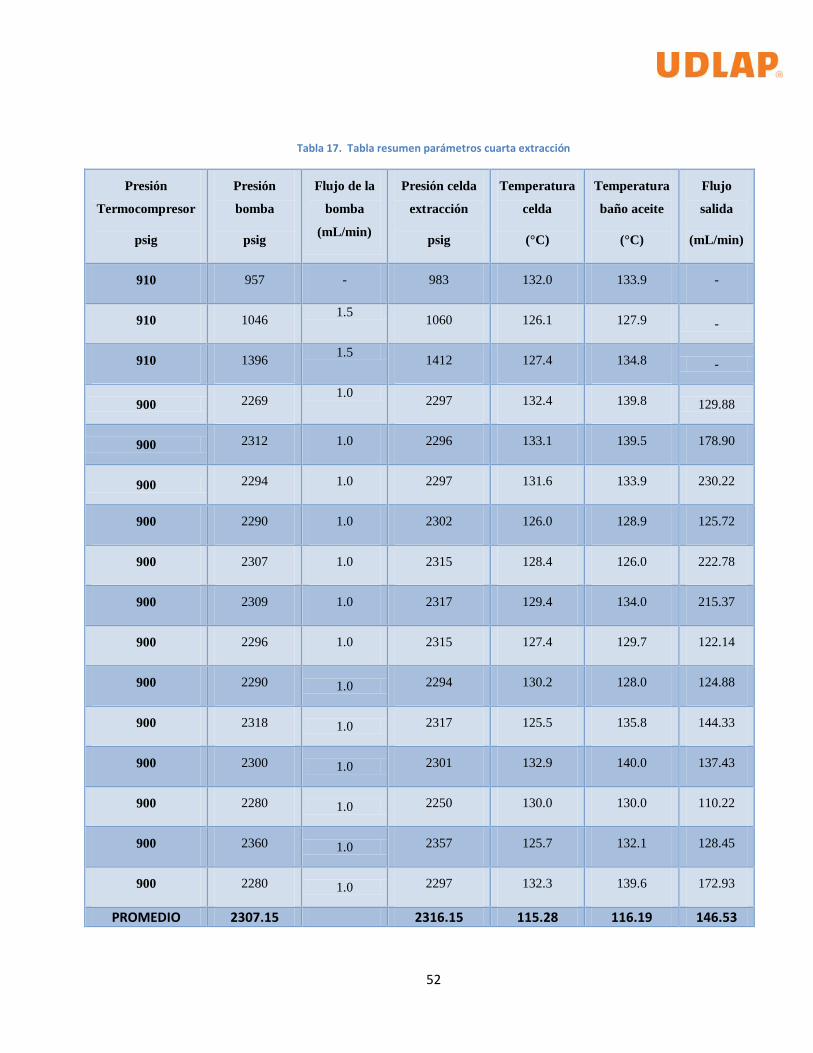
52
Tabla 17. Tabla resumen parámetros cuarta extracción
Presión
Termocompresor
psig
Presión
bomba
psig
Flujo de la
bomba
(mL/min)
Presión celda
extracción
psig
Temperatura
celda
(°C)
Temperatura
baño aceite
(°C)
Flujo
salida
(mL/min)
910 957 - 983 132.0 133.9 -
910 1046 1.5
1060 126.1 127.9 -
910 1396 1.5
1412 127.4 134.8 -
900 2269 1.0
2297 132.4 139.8 129.88
900 2312 1.0 2296 133.1 139.5 178.90
900 2294 1.0 2297 131.6 133.9 230.22
900 2290 1.0 2302 126.0 128.9 125.72
900 2307 1.0 2315 128.4 126.0 222.78
900 2309 1.0 2317 129.4 134.0 215.37
900 2296 1.0 2315 127.4 129.7 122.14
900 2290 1.0 2294 130.2 128.0 124.88
900 2318 1.0 2317 125.5 135.8 144.33
900 2300 1.0 2301 132.9 140.0 137.43
900 2280 1.0 2250 130.0 130.0 110.22
900 2360 1.0 2357 125.7 132.1 128.45
900 2280 1.0 2297 132.3 139.6 172.93
PROMEDIO 2307.15 2316.15 115.28 116.19 146.53
53
De igual manera que los dos ensayos anteriores, al cabo de una hora de extracción
aparecieron en la celda de recuperación, pequeñas gotas de hidrocarburos, dicha cantidad
continuó aumentando a medida que avanzó la extracción, al final del proceso (2 horas) ya no
se observó que la cantidad de hidrocarburo aumente.
Las figuras XXVII y XXVIII ilustran la etapa inicial de extracción, la celda de
recuperación al final del presente ensayo (130°C, 2300psig).
Figura XXVII. Etapa inicial de extracción cuarto ensayo
Figura XXVIII. Celda de recuperación final cuarto ensayo
La gráfica XXIX ilustra la muestra antes de la extracción y después de la extracción
para este ensayo (115°C, 2300psig).
Figura XXIX. Muestra antes y después proceso extracción cuarto ensayo
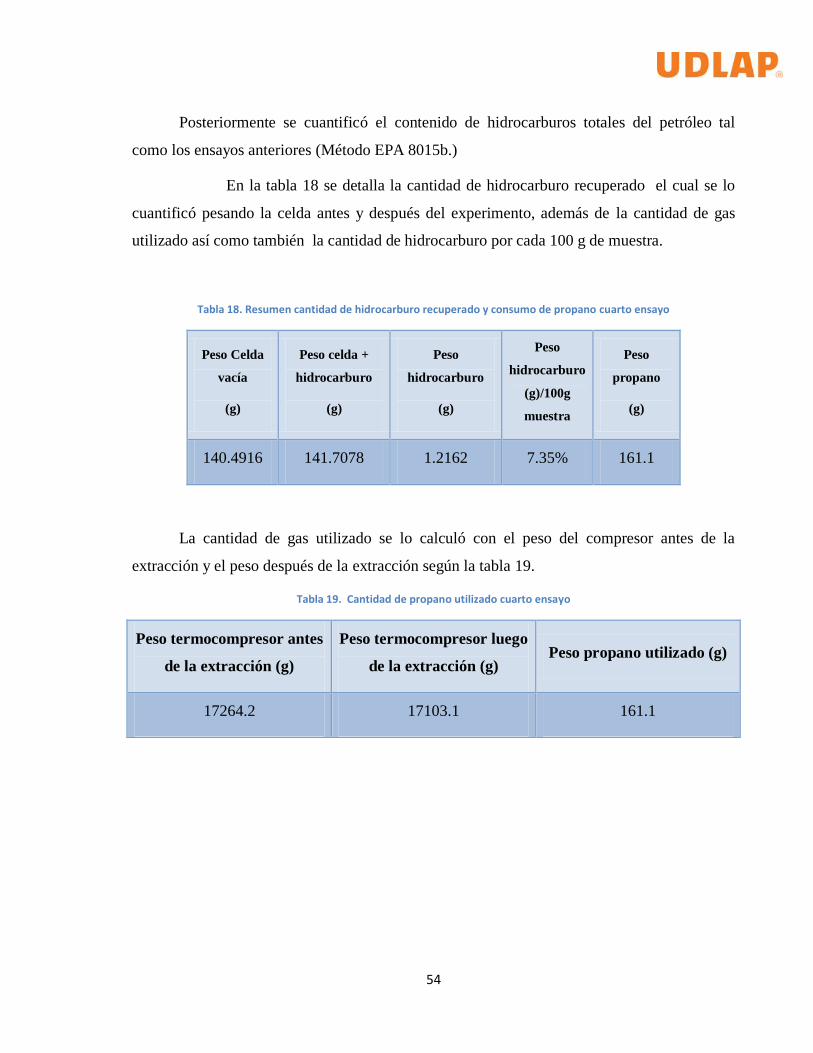
54
Posteriormente se cuantificó el contenido de hidrocarburos totales del petróleo tal
como los ensayos anteriores (Método EPA 8015b.)
En la tabla 18 se detalla la cantidad de hidrocarburo recuperado el cual se lo
cuantificó pesando la celda antes y después del experimento, además de la cantidad de gas
utilizado así como también la cantidad de hidrocarburo por cada 100 g de muestra.
Tabla 18. Resumen cantidad de hidrocarburo recuperado y consumo de propano cuarto ensayo
Peso Celda
vacía
(g)
Peso celda +
hidrocarburo
(g)
Peso
hidrocarburo
(g)
Peso
hidrocarburo
(g)/100g
muestra
Peso
propano
(g)
140.4916 141.7078 1.2162 7.35% 161.1
La cantidad de gas utilizado se lo calculó con el peso del compresor antes de la
extracción y el peso después de la extracción según la tabla 19.
Tabla 19. Cantidad de propano utilizado cuarto ensayo
Peso termocompresor antes
de la extracción (g)
Peso termocompresor luego
de la extracción (g) Peso propano utilizado (g)
17264.2 17103.1 161.1
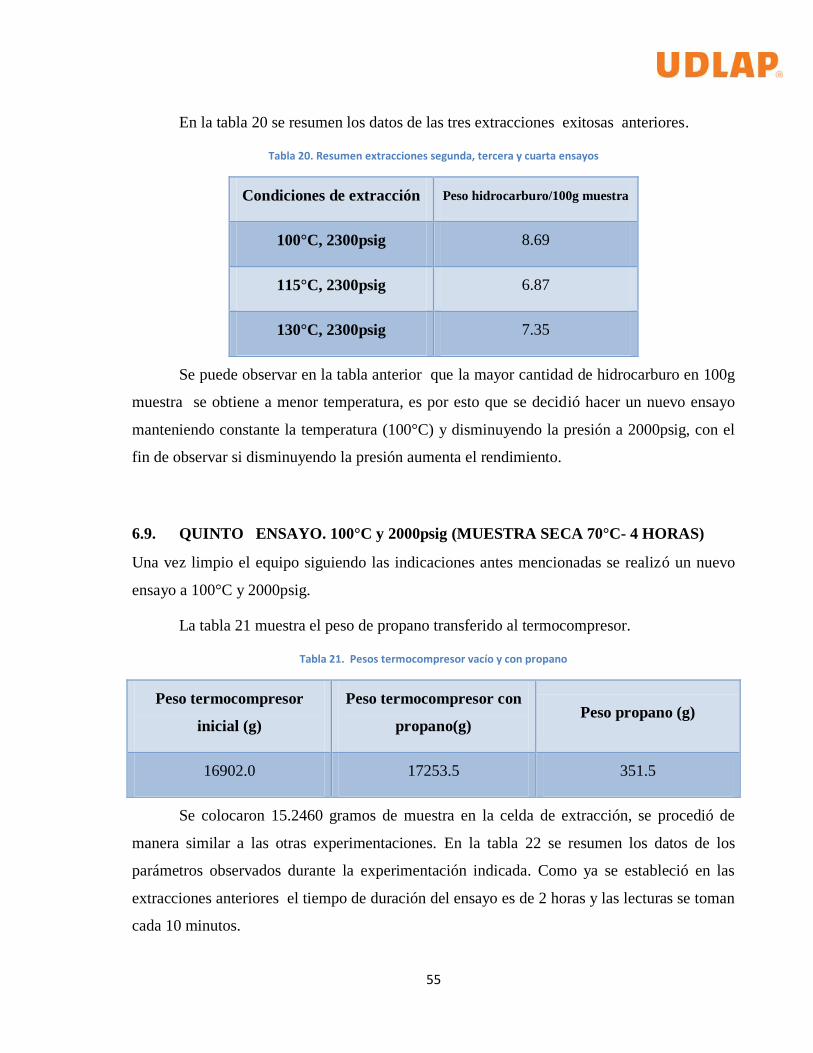
55
En la tabla 20 se resumen los datos de las tres extracciones exitosas anteriores.
Tabla 20. Resumen extracciones segunda, tercera y cuarta ensayos
Condiciones de extracción Peso hidrocarburo/100g muestra
100°C, 2300psig 8.69
115°C, 2300psig 6.87
130°C, 2300psig 7.35
Se puede observar en la tabla anterior que la mayor cantidad de hidrocarburo en 100g
muestra se obtiene a menor temperatura, es por esto que se decidió hacer un nuevo ensayo
manteniendo constante la temperatura (100°C) y disminuyendo la presión a 2000psig, con el
fin de observar si disminuyendo la presión aumenta el rendimiento.
6.9. QUINTO ENSAYO. 100°C y 2000psig (MUESTRA SECA 70°C- 4 HORAS)
Una vez limpio el equipo siguiendo las indicaciones antes mencionadas se realizó un nuevo
ensayo a 100°C y 2000psig.
La tabla 21 muestra el peso de propano transferido al termocompresor.
Tabla 21. Pesos termocompresor vacío y con propano
Peso termocompresor
inicial (g)
Peso termocompresor con
propano(g) Peso propano (g)
16902.0 17253.5 351.5
Se colocaron 15.2460 gramos de muestra en la celda de extracción, se procedió de
manera similar a las otras experimentaciones. En la tabla 22 se resumen los datos de los
parámetros observados durante la experimentación indicada. Como ya se estableció en las
extracciones anteriores el tiempo de duración del ensayo es de 2 horas y las lecturas se toman
cada 10 minutos.
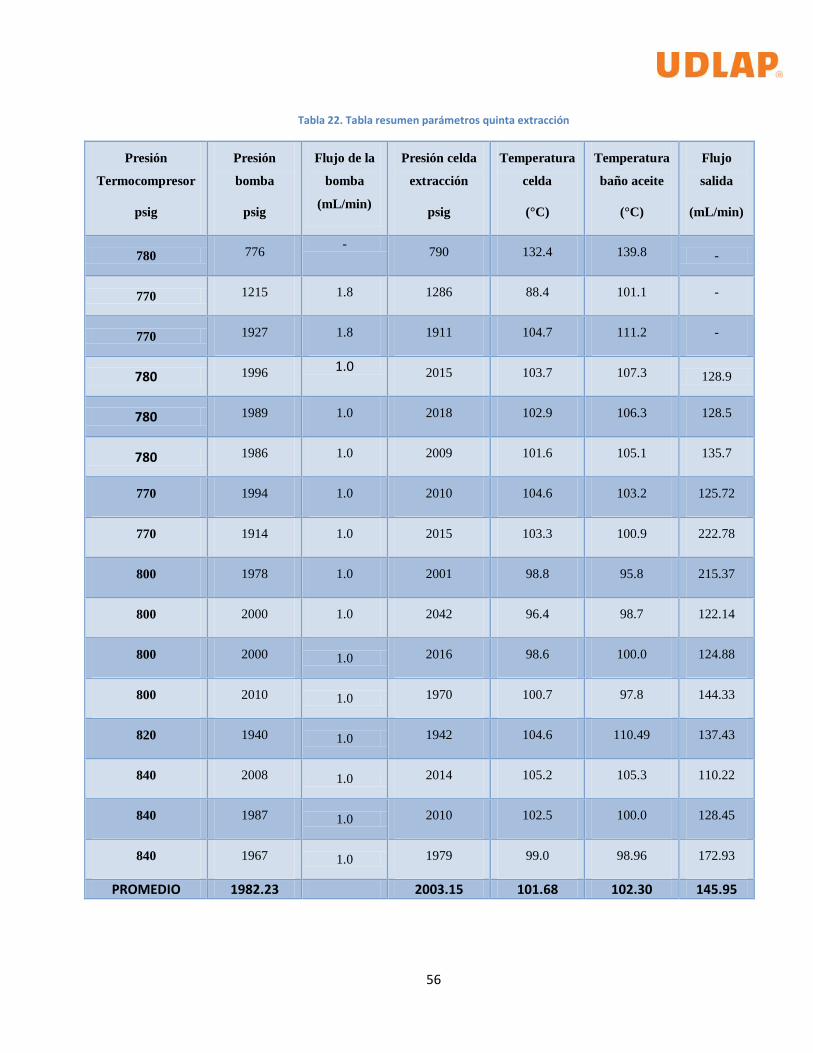
56
Tabla 22. Tabla resumen parámetros quinta extracción
Presión
Termocompresor
psig
Presión
bomba
psig
Flujo de la
bomba
(mL/min)
Presión celda
extracción
psig
Temperatura
celda
(°C)
Temperatura
baño aceite
(°C)
Flujo
salida
(mL/min)
780 776 -
790 132.4 139.8 -
770 1215 1.8 1286 88.4 101.1 -
770 1927 1.8 1911 104.7 111.2 -
780 1996 1.0
2015 103.7 107.3 128.9
780 1989 1.0 2018 102.9 106.3 128.5
780 1986 1.0 2009 101.6 105.1 135.7
770 1994 1.0 2010 104.6 103.2 125.72
770 1914 1.0 2015 103.3 100.9 222.78
800 1978 1.0 2001 98.8 95.8 215.37
800 2000 1.0 2042 96.4 98.7 122.14
800 2000 1.0 2016 98.6 100.0 124.88
800 2010 1.0 1970 100.7 97.8 144.33
820 1940 1.0 1942 104.6 110.49 137.43
840 2008 1.0 2014 105.2 105.3 110.22
840 1987 1.0 2010 102.5 100.0 128.45
840 1967 1.0 1979 99.0 98.96 172.93
PROMEDIO 1982.23 2003.15 101.68 102.30 145.95
57
Se pudo observar en la experimentación el mismo comportamiento que en los ensayos
anteriores, al cabo de una hora de extracción aparece en la celda de recuperación pequeñas
gotas de hidrocarburos , la cantidad de estos continúa aumentando a medida que avanza la
extracción, al final de del proceso (2 horas) ya no se observa que la cantidad de hidrocarburo
aumente.
Las figuras XXX y XXXI ilustran la etapa inicial de extracción, la celda de recuperación al
final del presente ensayo (100°C, 2000psig).
Figura XXX. Etapa inicial quinto ensayo
Figura XXXI. Celda de recuperación final quinto ensayo
La siguiente gráfica ilustra la muestra antes de la extracción y después de la extracción
para este ensayo (100°C, 2000psig).
58
La cuantificación de hidrocarburos totales en el residuo se lo hizo a la par de los otros
residuos de ensayos anteriores según Método EPA 8015b.
En la tabla 23 se detalla la cantidad de hidrocarburo recuperado el cual se lo
cuantifica por diferencia de peso de la celda de recuperación antes y después del
experimento, además la cantidad de propano utilizada en el mismo.
Tabla 23. Resumen cantidad de hidrocarburo recuperado y consumo de propano quinto ensayo
Peso Celda
vacía
(g)
Peso celda +
hidrocarburo
(g)
Peso
hidrocarburo
(g)
Peso
hidrocarburo(g)/100g
muestra
Peso
propano
(g)
140.4908 141.8180 1.3272 8.70 184.8
La cantidad de gas utilizado se lo calculó con el peso del compresor antes de la
extracción y el peso después de la extracción según la tabla 24.
Tabla 24. Cantidad de propano utilizado quinto ensayo
Peso termocompresor antes
de la extracción (g)
Peso termocompresor luego
de la extracción (g)
Peso propano utilizado (g)
17253.5 17068.7 184.8
Figura XXXII. Muestra antes y después proceso extracción quinto ensayo
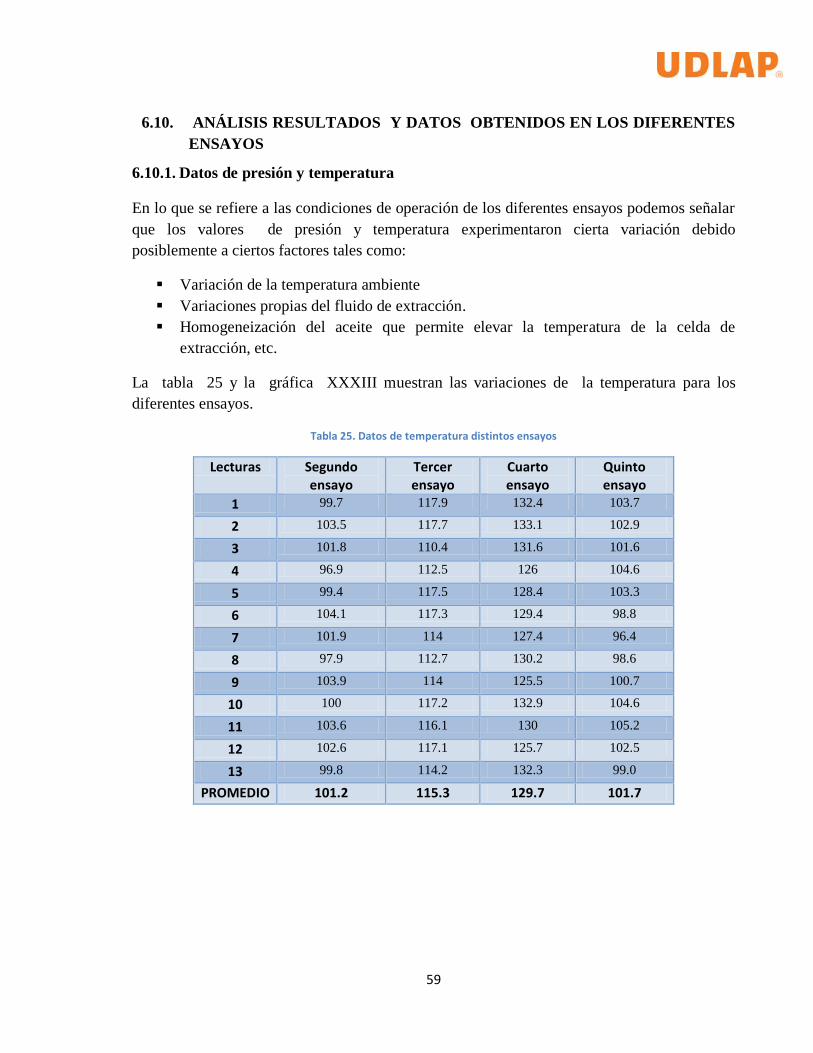
59
6.10. ANÁLISIS RESULTADOS Y DATOS OBTENIDOS EN LOS DIFERENTES
ENSAYOS
6.10.1. Datos de presión y temperatura
En lo que se refiere a las condiciones de operación de los diferentes ensayos podemos señalar
que los valores de presión y temperatura experimentaron cierta variación debido
posiblemente a ciertos factores tales como:
Variación de la temperatura ambiente
Variaciones propias del fluido de extracción.
Homogeneización del aceite que permite elevar la temperatura de la celda de
extracción, etc.
La tabla 25 y la gráfica XXXIII muestran las variaciones de la temperatura para los
diferentes ensayos.
Tabla 25. Datos de temperatura distintos ensayos
Lecturas Segundo ensayo
Tercer ensayo
Cuarto ensayo
Quinto ensayo
1 99.7 117.9 132.4 103.7
2 103.5 117.7 133.1 102.9
3 101.8 110.4 131.6 101.6
4 96.9 112.5 126 104.6
5 99.4 117.5 128.4 103.3
6 104.1 117.3 129.4 98.8
7 101.9 114 127.4 96.4
8 97.9 112.7 130.2 98.6
9 103.9 114 125.5 100.7
10 100 117.2 132.9 104.6
11 103.6 116.1 130 105.2
12 102.6 117.1 125.7 102.5
13 99.8 114.2 132.3 99.0
PROMEDIO 101.2 115.3 129.7 101.7
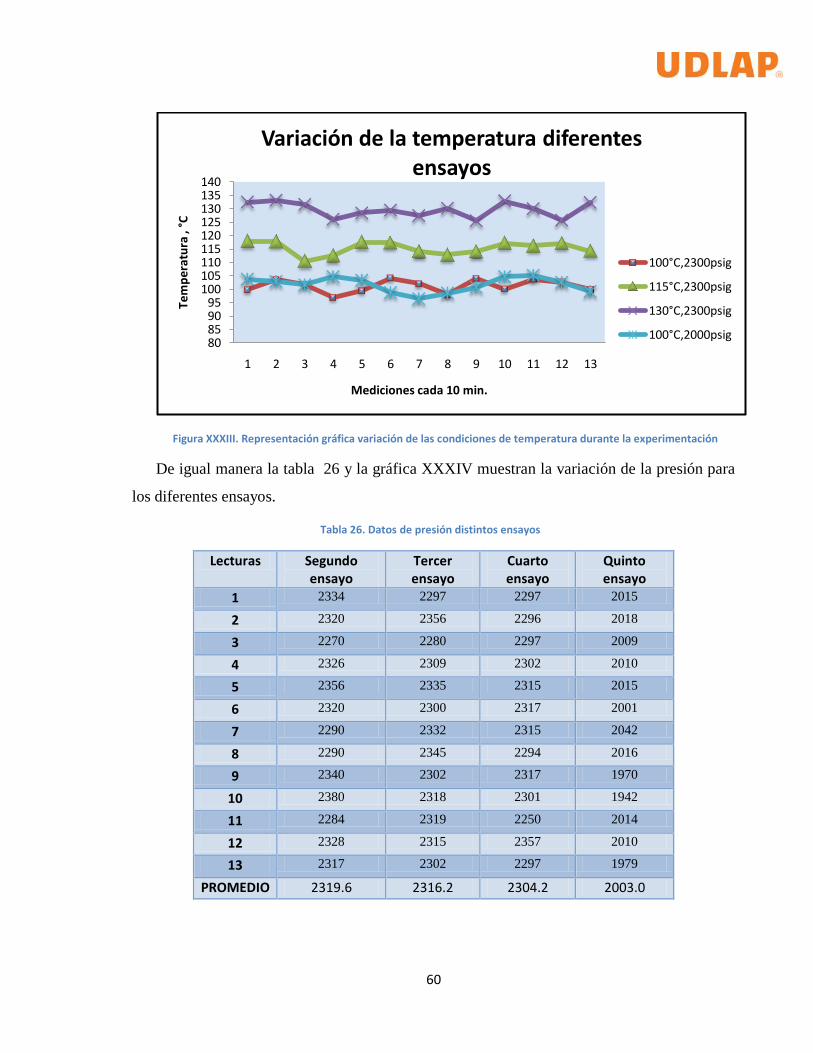
60
Figura XXXIII. Representación gráfica variación de las condiciones de temperatura durante la experimentación
De igual manera la tabla 26 y la gráfica XXXIV muestran la variación de la presión para
los diferentes ensayos.
Tabla 26. Datos de presión distintos ensayos
Lecturas Segundo ensayo
Tercer ensayo
Cuarto ensayo
Quinto ensayo
1 2334 2297 2297 2015
2 2320 2356 2296 2018
3 2270 2280 2297 2009
4 2326 2309 2302 2010
5 2356 2335 2315 2015
6 2320 2300 2317 2001
7 2290 2332 2315 2042
8 2290 2345 2294 2016
9 2340 2302 2317 1970
10 2380 2318 2301 1942
11 2284 2319 2250 2014
12 2328 2315 2357 2010
13 2317 2302 2297 1979
PROMEDIO 2319.6 2316.2 2304.2 2003.0
80859095
100105110115120125130135140
1 2 3 4 5 6 7 8 9 10 11 12 13
Tem
per
atu
ra ,
°C
Mediciones cada 10 min.
Variación de la temperatura diferentes ensayos
100°C,2300psig
115°C,2300psig
130°C,2300psig
100°C,2000psig
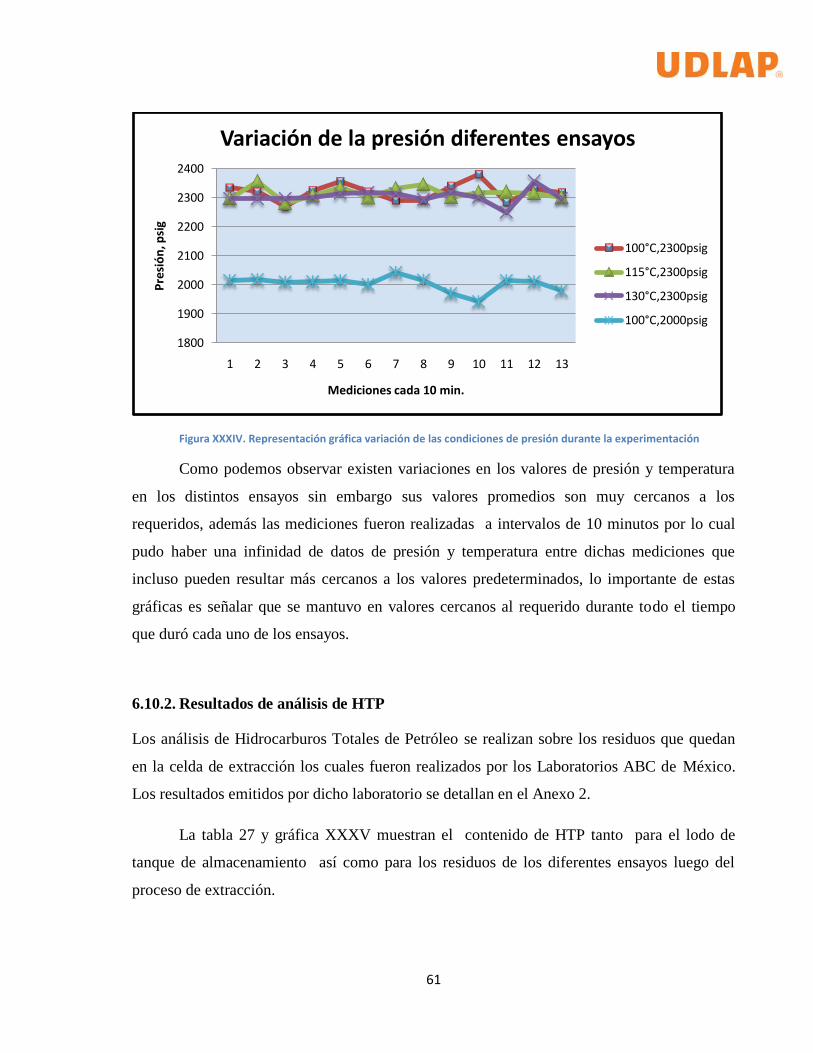
61
Figura XXXIV. Representación gráfica variación de las condiciones de presión durante la experimentación
Como podemos observar existen variaciones en los valores de presión y temperatura
en los distintos ensayos sin embargo sus valores promedios son muy cercanos a los
requeridos, además las mediciones fueron realizadas a intervalos de 10 minutos por lo cual
pudo haber una infinidad de datos de presión y temperatura entre dichas mediciones que
incluso pueden resultar más cercanos a los valores predeterminados, lo importante de estas
gráficas es señalar que se mantuvo en valores cercanos al requerido durante todo el tiempo
que duró cada uno de los ensayos.
6.10.2. Resultados de análisis de HTP
Los análisis de Hidrocarburos Totales de Petróleo se realizan sobre los residuos que quedan
en la celda de extracción los cuales fueron realizados por los Laboratorios ABC de México.
Los resultados emitidos por dicho laboratorio se detallan en el Anexo 2.
La tabla 27 y gráfica XXXV muestran el contenido de HTP tanto para el lodo de
tanque de almacenamiento así como para los residuos de los diferentes ensayos luego del
proceso de extracción.
1800
1900
2000
2100
2200
2300
2400
1 2 3 4 5 6 7 8 9 10 11 12 13
Pre
sió
n, p
sig
Mediciones cada 10 min.
Variación de la presión diferentes ensayos
100°C,2300psig
115°C,2300psig
130°C,2300psig
100°C,2000psig
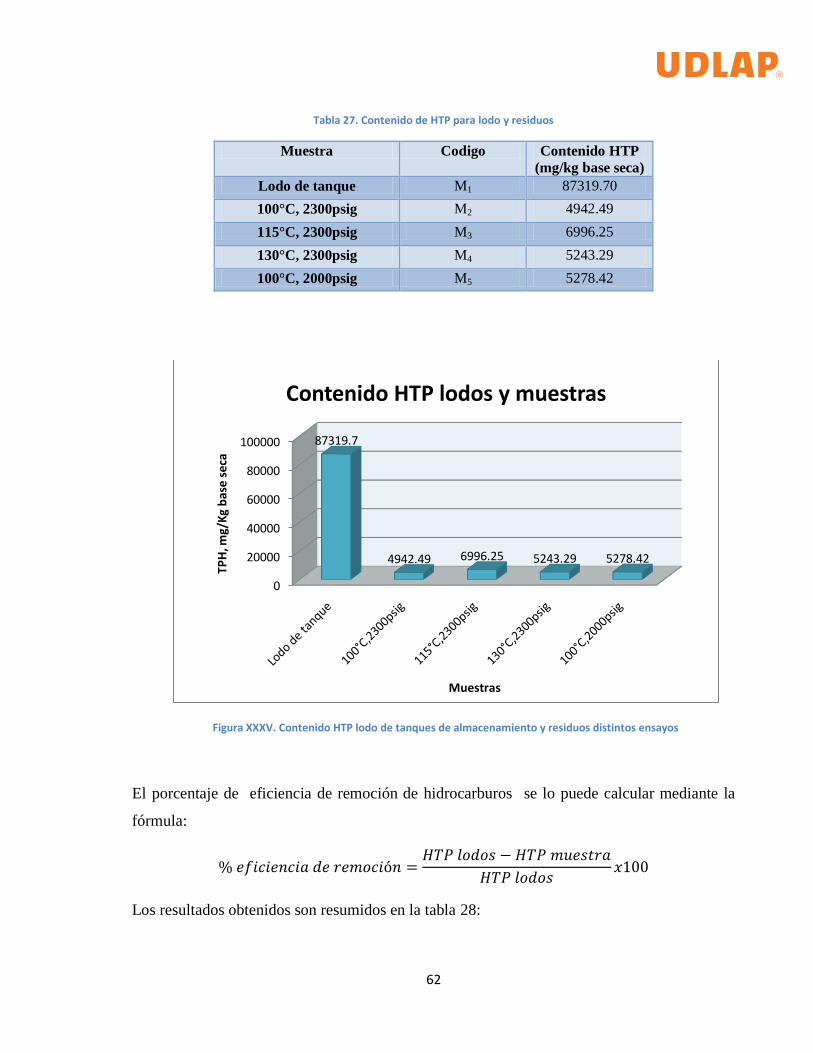
62
Tabla 27. Contenido de HTP para lodo y residuos
Muestra Codigo Contenido HTP
(mg/kg base seca)
Lodo de tanque M1 87319.70
100°C, 2300psig M2 4942.49
115°C, 2300psig M3 6996.25
130°C, 2300psig M4 5243.29
100°C, 2000psig M5 5278.42
Figura XXXV. Contenido HTP lodo de tanques de almacenamiento y residuos distintos ensayos
El porcentaje de eficiencia de remoción de hidrocarburos se lo puede calcular mediante la
fórmula:
Los resultados obtenidos son resumidos en la tabla 28:
0
20000
40000
60000
80000
100000 87319.7
4942.49 6996.25 5243.29 5278.42
TPH
, mg/
Kg
bas
e s
eca
Muestras
Contenido HTP lodos y muestras
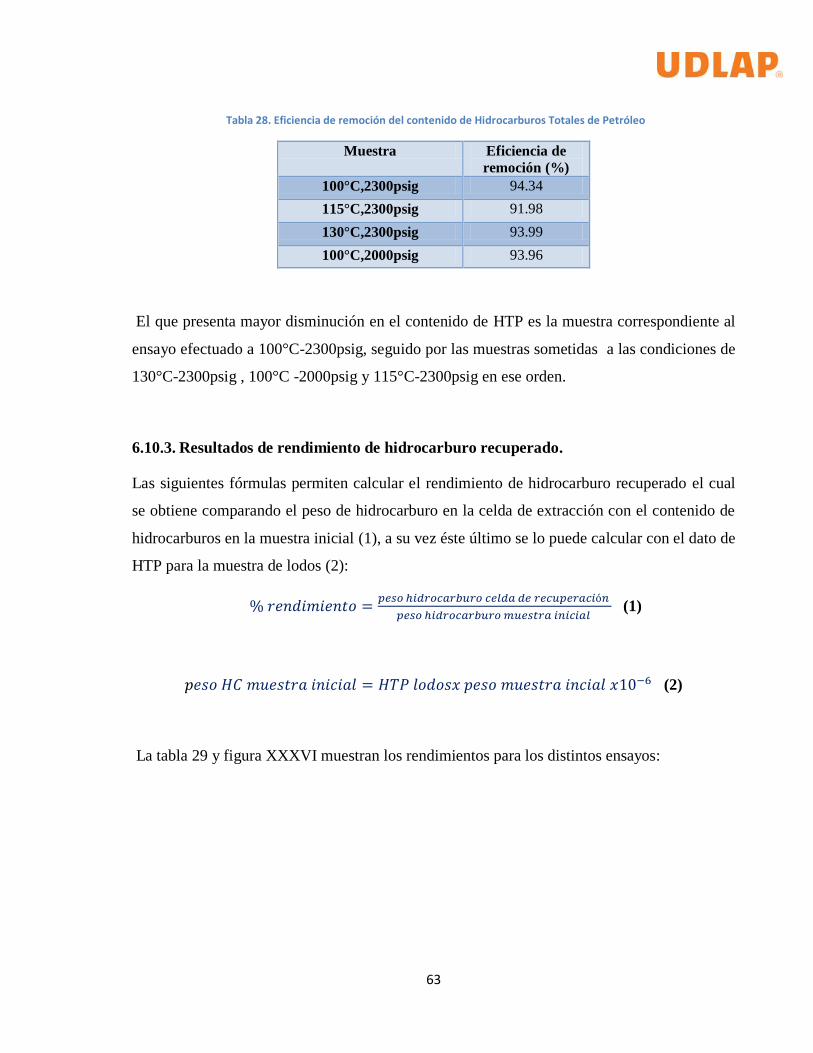
63
Tabla 28. Eficiencia de remoción del contenido de Hidrocarburos Totales de Petróleo
Muestra Eficiencia de
remoción (%)
100°C,2300psig 94.34
115°C,2300psig 91.98
130°C,2300psig 93.99
100°C,2000psig 93.96
El que presenta mayor disminución en el contenido de HTP es la muestra correspondiente al
ensayo efectuado a 100°C-2300psig, seguido por las muestras sometidas a las condiciones de
130°C-2300psig , 100°C -2000psig y 115°C-2300psig en ese orden.
6.10.3. Resultados de rendimiento de hidrocarburo recuperado.
Las siguientes fórmulas permiten calcular el rendimiento de hidrocarburo recuperado el cual
se obtiene comparando el peso de hidrocarburo en la celda de extracción con el contenido de
hidrocarburos en la muestra inicial (1), a su vez éste último se lo puede calcular con el dato de
HTP para la muestra de lodos (2):
(1)
(2)
La tabla 29 y figura XXXVI muestran los rendimientos para los distintos ensayos:
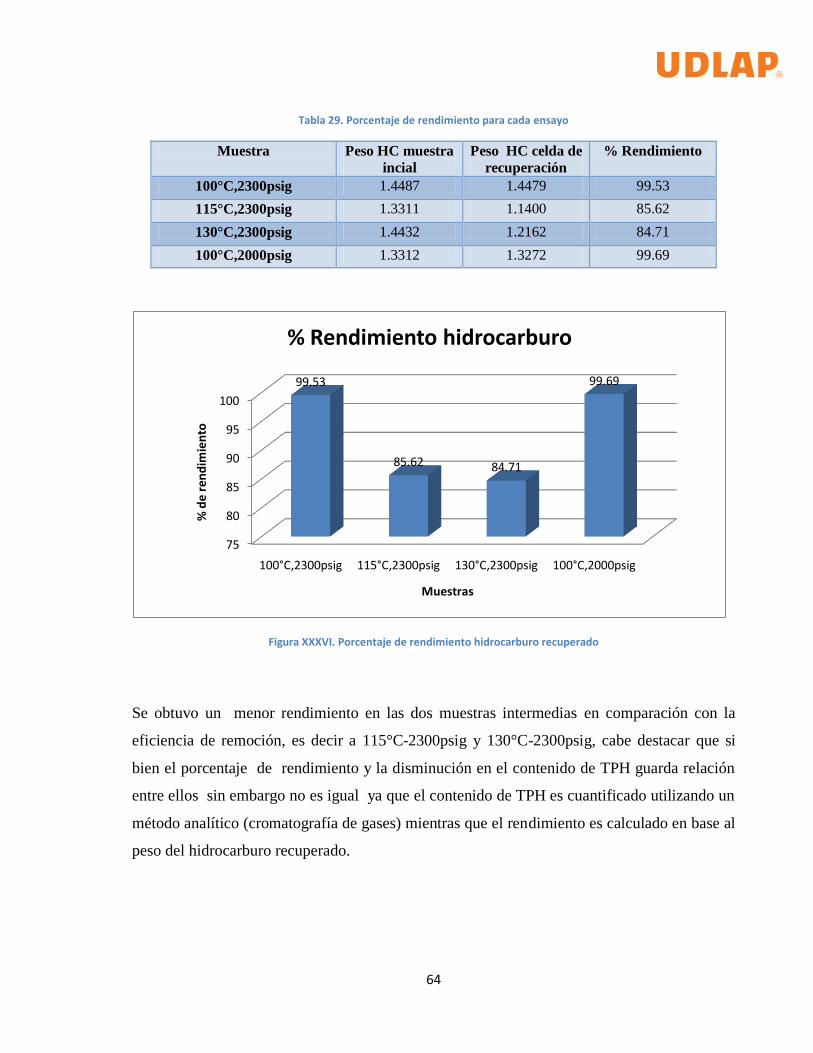
64
Tabla 29. Porcentaje de rendimiento para cada ensayo
Muestra Peso HC muestra
incial
Peso HC celda de
recuperación
% Rendimiento
100°C,2300psig 1.4487 1.4479 99.53
115°C,2300psig 1.3311 1.1400 85.62
130°C,2300psig 1.4432 1.2162 84.71
100°C,2000psig 1.3312 1.3272 99.69
Figura XXXVI. Porcentaje de rendimiento hidrocarburo recuperado
Se obtuvo un menor rendimiento en las dos muestras intermedias en comparación con la
eficiencia de remoción, es decir a 115°C-2300psig y 130°C-2300psig, cabe destacar que si
bien el porcentaje de rendimiento y la disminución en el contenido de TPH guarda relación
entre ellos sin embargo no es igual ya que el contenido de TPH es cuantificado utilizando un
método analítico (cromatografía de gases) mientras que el rendimiento es calculado en base al
peso del hidrocarburo recuperado.
75
80
85
90
95
100
100°C,2300psig 115°C,2300psig 130°C,2300psig 100°C,2000psig
99.53
85.62 84.71
99.69
% d
e re
nd
imie
nto
Muestras
% Rendimiento hidrocarburo
65
7. CONCLUSIONES
1. La presencia de agua interfiere en el proceso de extracción supercrítica de
hidrocarburos debido a la polaridad de la misma, pues en la extracción de estos
intervienen sustancias no polares como el propano.
2. La extracción con propano supercrítico permite disminuir significativamente la
concentración de hidrocarburos presentes en los lodos de tanques de almacenamiento.
3. De las condiciones establecidas en las extracciones se determinó que el ensayo que dio
mejores resultados es el de 100°C-2300 psig, seguido de los ensayos a 130°C-
2300psig, 100°C-200psig en ese orden, siendo el de menor rendimiento el de 115°C-
2300psig, sin embargo en todas las extracciones realizadas se obtienen buenos
resultados.
4. La extracción supercrítica de hidrocarburos presentes en tanques de almacenamiento
utilizando propano es un método de remediación más eficaz que cualquier otro
método de remediación tradicional pues en tiempos muy cortos se puede disminuir
ostensiblemente la cantidad de hidrocarburo, mientras que los otros métodos requieren
tiempos más largos de tratamiento o un gasto de energía mayor o a su vez no
solucionan el problema de fondo que es la contaminación.
5. No se logra disminuir la concentración de Hidrocarburos Totales del Petróleo a niveles
por debajo de los establecidos en las regulaciones ambientales, sin embargo el
presente proyecto constituye un punto de partida para futuras experimentaciones que
permitan encontrar las condiciones óptimas cumplir con dicho objetivo.
6. Se cumplieron los objetivos general y específicos de esta tesis ya que se demostró
que la extracción con propano supercrítico permite remover los hidrocarburos
presentes en los lodos de los tanques de almacenamiento, y la eficiencia está en
dependencia de las condiciones de presión y temperatura a la que se realice la
extracción.
66
8. RECOMENDACIONES
1. Se debe mejorar el manejo de flujo de propano a través de la válvula de reducción de
tal forma de reducir la variación del flujo y así disminuir el riesgo en el manejo del
propano y estandarizar las condiciones de extracción para futuras experimentaciones.
2. Se recomienda implementar la recirculación de propano con el objetivo de disminuir
costos y evitar los taponamientos en el sistema.
3. Se debe mejorar el procedimiento de limpieza del equipo una vez realizada la
extracción con el fin de disminuir las pérdidas de hidrocarburo recuperado.
4. Se debe implementar un sistema de control de la temperatura ambiental con el fin de
disminuir la variación de la temperatura en la celda de extracción lo que influiría
directamente en el control de la presión durante el ensayo.
5. Se debe trabajar utilizando un explosímetro de tal forma de que permita conocer la
presencia de fugas de modo que permita evitar accidentes.
67
REFERENCIAS
Amezcua-Allieri, & Ávila-Chávez, M. (2011). Removal of Polycyclic Aromatic Hydrocarbons from Soil:
A Comparison between Bioremoval and Supercritical Fluids Extraction. Chemosphere .
Anitescu, G., & L., T. (2006). Supercritical extraction of contaminants from soils and sediments.
Journal of Supercritical Fluids , 38, 167-180.
API, A. P. (2000). Norma API 2015 Cleaning Petroleum Storage Tanks. Unite States.
Arellano, J. (2003). Introducción a la Ingeniería Ambiental. México: Alfa y Omega.
Aresta, M. (2003). Carbon Dioxide Recovery and Utilization. Kluwer Academmic Publishers .
Avila-Chávez, M., & Trejo, A. ( 2010.). Remediation of Soils Contaminated with Total Petroleum
Hydrocarbons and Polycyclic Aromatic Hydrocarbons: Extraction with Supercritical Ethane. Ind. Eng.
Chem. Research , 49, 3342-3348.
Ávila-Chavez, M., Rincón, E., & Trejo, A. (2007). Extraction of hydrocarbons from crude oil tank
bottom sludges using supercritical ethane. Separation Science and Technology , 42: 2327-2345.
Cassidy, D., & Hudak, A. (2006). Microorganism selection and performance in bioeslurry reactors
treating PAH-contaminated soil. Enviromental Technology 23 , 1033-1042.
Castañon, G. (2011). Tratamiento de suelos contaminados. Veracruz: Universidad Veracruzana.
Castelo-Grande, T., Augusto, P., & Barbosa, D. (2005). Removal of pesticides from oil by supercritical
extraction . A Preliminary Study. Chemical Engineering Journal , 167-171.
Clements, A. (2007). Patent No. 4,123,357. United States.
Coss Bu, R. (2010). Análisis y evaluación de proyectos de inversión. México: Limusa.
DeMenna, G. (2006). A Simplified Procedure for the Determination of TPH’s in Waters and Soils.
BuckScientific , 3004-3006.
EPA, U. (2001). Supplemental guidance for developming screening levels for superfun sities. USEPA ,
9355-4-24.
Fernández, D., & Fernandez, P. (1997). Fluidos supercríticos. Ciencia Hoy , 8,43.
Holliger, C., & Zehnder, A. (2008). Anaerobic biodegradation of hydrocarbons . Opinion in
Biotechnology , 7, 326-330.
68
Johnson, J. (2002). Patent No. 5,529,945. United States.
Pellini, L. (2006). Biorremediación estimulada por efluentes cloacales trtados de suelos contaminados
por hidrocarburos. Comahue, Argentina.
Vargas, P., Cuellar, R., & Dussan, J. (2007). Biorremediación de residuos de petróleo. Bogotá:
Publicaciones Uniandes.
Velasco, R., Villada, H., & Carrera, J. (2007). Aplicaciones de los Fluidos Supercríticos en la
Agroindustria. Información Tecnológica , 18, 53-65.
Volke Sepulveda T, L. (2002). Biorremediación de suelos contaminados . Revista Biotecnológica , Vol
2- 1.
Volke-Sepulveda, T. (2002). Biorremediación de suelos contaminados. Revista Biotecnológica, Vol 2-
1.
69
ANEXOS
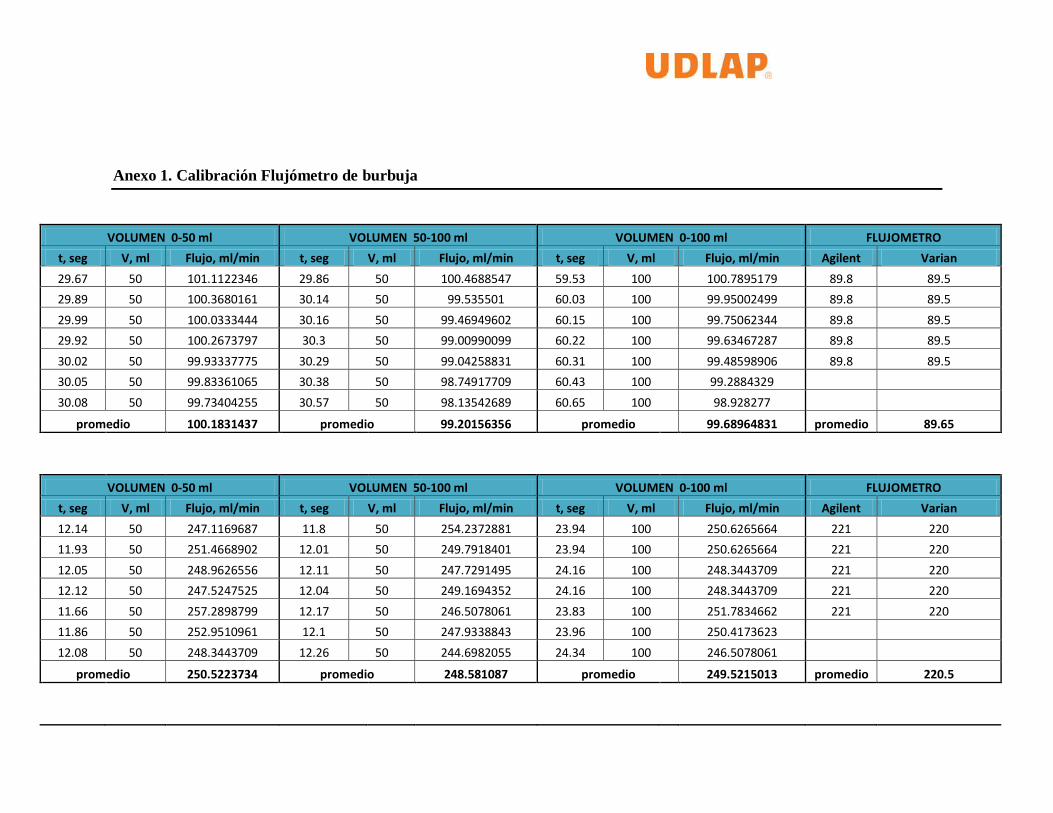
Anexo 1. Calibración Flujómetro de burbuja
VOLUMEN 0-50 ml VOLUMEN 50-100 ml VOLUMEN 0-100 ml FLUJOMETRO
t, seg V, ml Flujo, ml/min t, seg V, ml Flujo, ml/min t, seg V, ml Flujo, ml/min Agilent Varian
29.67 50 101.1122346 29.86 50 100.4688547 59.53 100 100.7895179 89.8 89.5
29.89 50 100.3680161 30.14 50 99.535501 60.03 100 99.95002499 89.8 89.5
29.99 50 100.0333444 30.16 50 99.46949602 60.15 100 99.75062344 89.8 89.5
29.92 50 100.2673797 30.3 50 99.00990099 60.22 100 99.63467287 89.8 89.5
30.02 50 99.93337775 30.29 50 99.04258831 60.31 100 99.48598906 89.8 89.5
30.05 50 99.83361065 30.38 50 98.74917709 60.43 100 99.2884329
30.08 50 99.73404255 30.57 50 98.13542689 60.65 100 98.928277
promedio 100.1831437 promedio 99.20156356 promedio 99.68964831 promedio 89.65
VOLUMEN 0-50 ml VOLUMEN 50-100 ml VOLUMEN 0-100 ml FLUJOMETRO
t, seg V, ml Flujo, ml/min t, seg V, ml Flujo, ml/min t, seg V, ml Flujo, ml/min Agilent Varian
12.14 50 247.1169687 11.8 50 254.2372881 23.94 100 250.6265664 221 220
11.93 50 251.4668902 12.01 50 249.7918401 23.94 100 250.6265664 221 220
12.05 50 248.9626556 12.11 50 247.7291495 24.16 100 248.3443709 221 220
12.12 50 247.5247525 12.04 50 249.1694352 24.16 100 248.3443709 221 220
11.66 50 257.2898799 12.17 50 246.5078061 23.83 100 251.7834662 221 220
11.86 50 252.9510961 12.1 50 247.9338843 23.96 100 250.4173623
12.08 50 248.3443709 12.26 50 244.6982055 24.34 100 246.5078061
promedio 250.5223734 promedio 248.581087 promedio 249.5215013 promedio 220.5
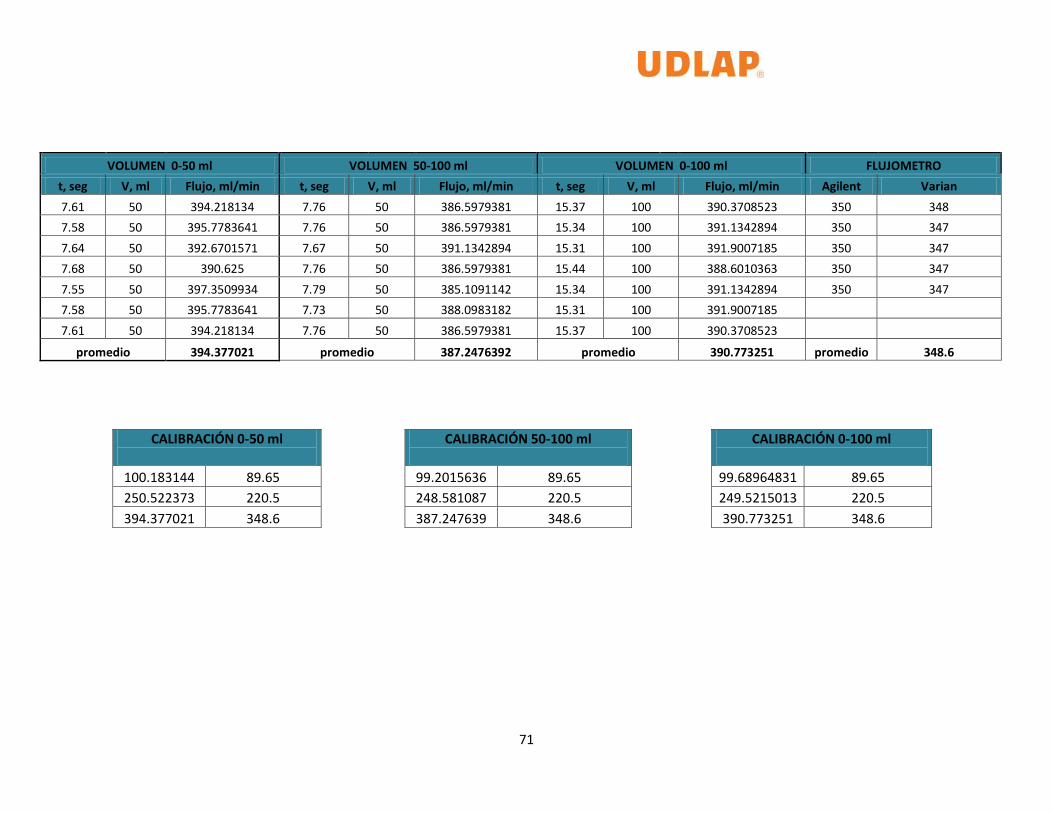
71
VOLUMEN 0-50 ml VOLUMEN 50-100 ml VOLUMEN 0-100 ml FLUJOMETRO
t, seg V, ml Flujo, ml/min t, seg V, ml Flujo, ml/min t, seg V, ml Flujo, ml/min Agilent Varian
7.61 50 394.218134 7.76 50 386.5979381 15.37 100 390.3708523 350 348
7.58 50 395.7783641 7.76 50 386.5979381 15.34 100 391.1342894 350 347
7.64 50 392.6701571 7.67 50 391.1342894 15.31 100 391.9007185 350 347
7.68 50 390.625 7.76 50 386.5979381 15.44 100 388.6010363 350 347
7.55 50 397.3509934 7.79 50 385.1091142 15.34 100 391.1342894 350 347
7.58 50 395.7783641 7.73 50 388.0983182 15.31 100 391.9007185
7.61 50 394.218134 7.76 50 386.5979381 15.37 100 390.3708523
promedio 394.377021 promedio 387.2476392 promedio 390.773251 promedio 348.6
CALIBRACIÓN 0-50 ml
CALIBRACIÓN 50-100 ml
CALIBRACIÓN 0-100 ml
100.183144 89.65
99.2015636 89.65
99.68964831 89.65
250.522373 220.5
248.581087 220.5
249.5215013 220.5
394.377021 348.6
387.247639 348.6
390.773251 348.6
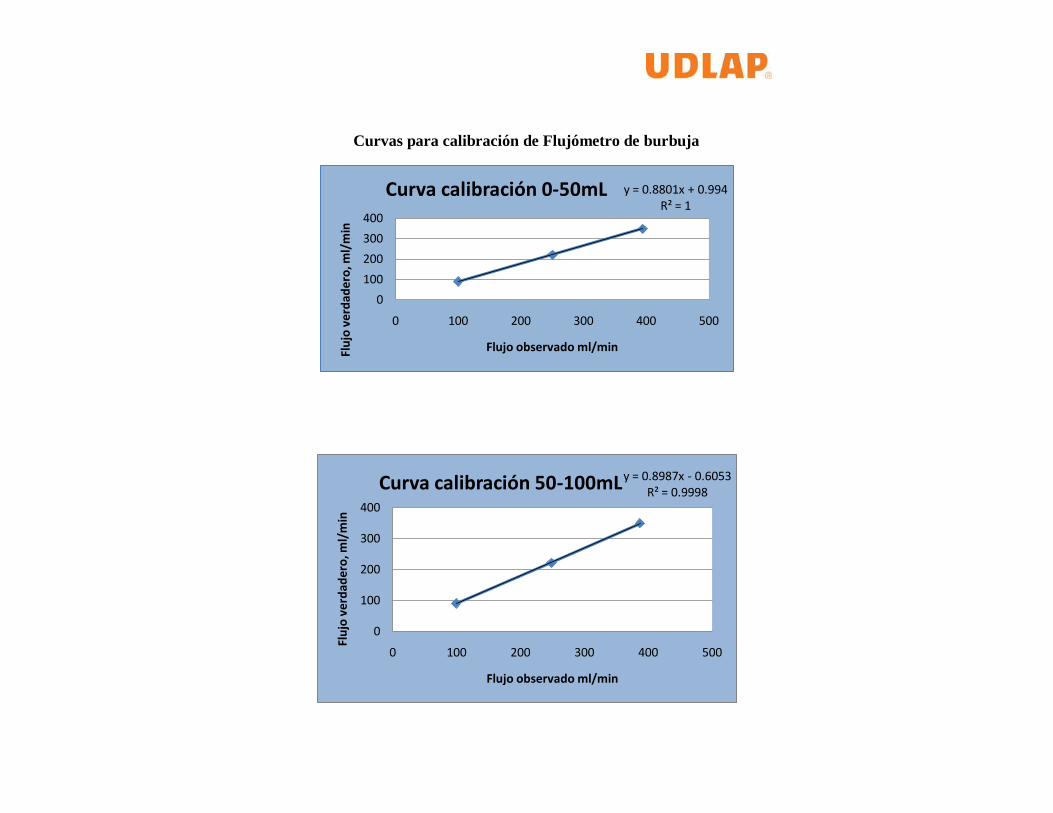
Curvas para calibración de Flujómetro de burbuja
y = 0.8801x + 0.994R² = 1
0
100
200
300
400
0 100 200 300 400 500
Flu
jo v
erd
ader
o, m
l/m
inFlujo observado ml/min
Curva calibración 0-50mL
y = 0.8987x - 0.6053R² = 0.9998
0
100
200
300
400
0 100 200 300 400 500
Flu
jo v
erd
ader
o, m
l/m
in
Flujo observado ml/min
Curva calibración 50-100mL
Anexo 2. Resultados contenido de Hidrocarburos Totales de Petróleo
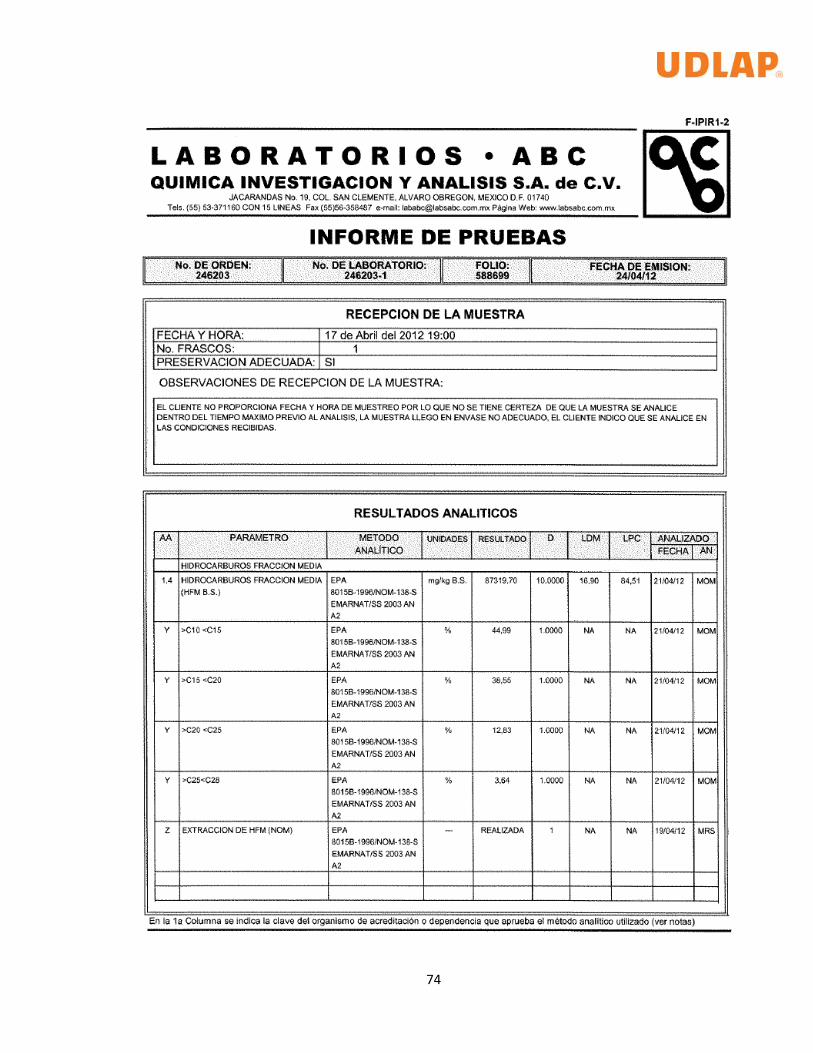
74
75
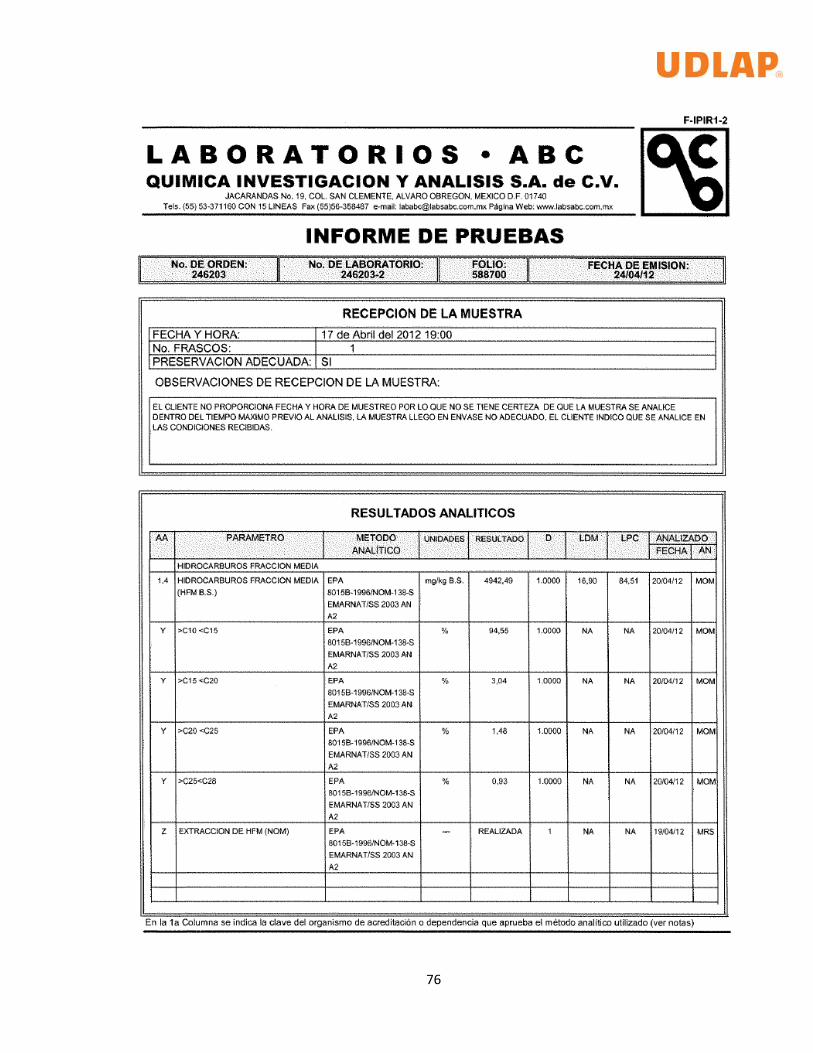
76
77
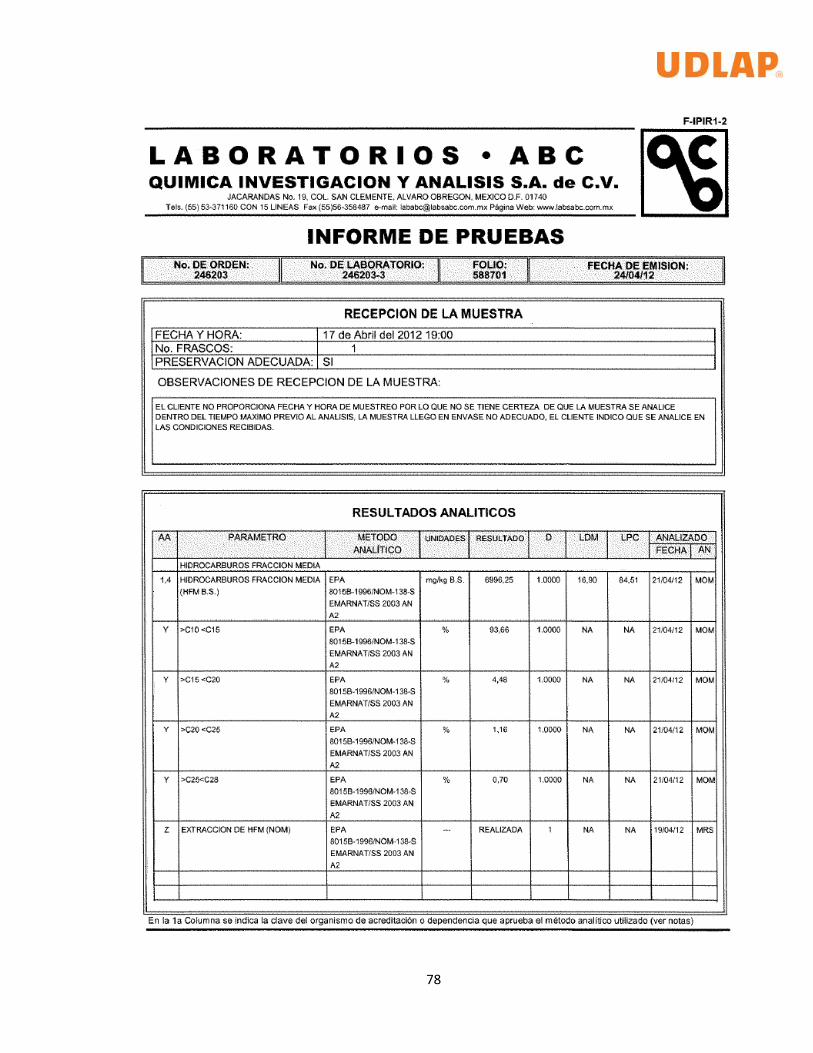
78
79
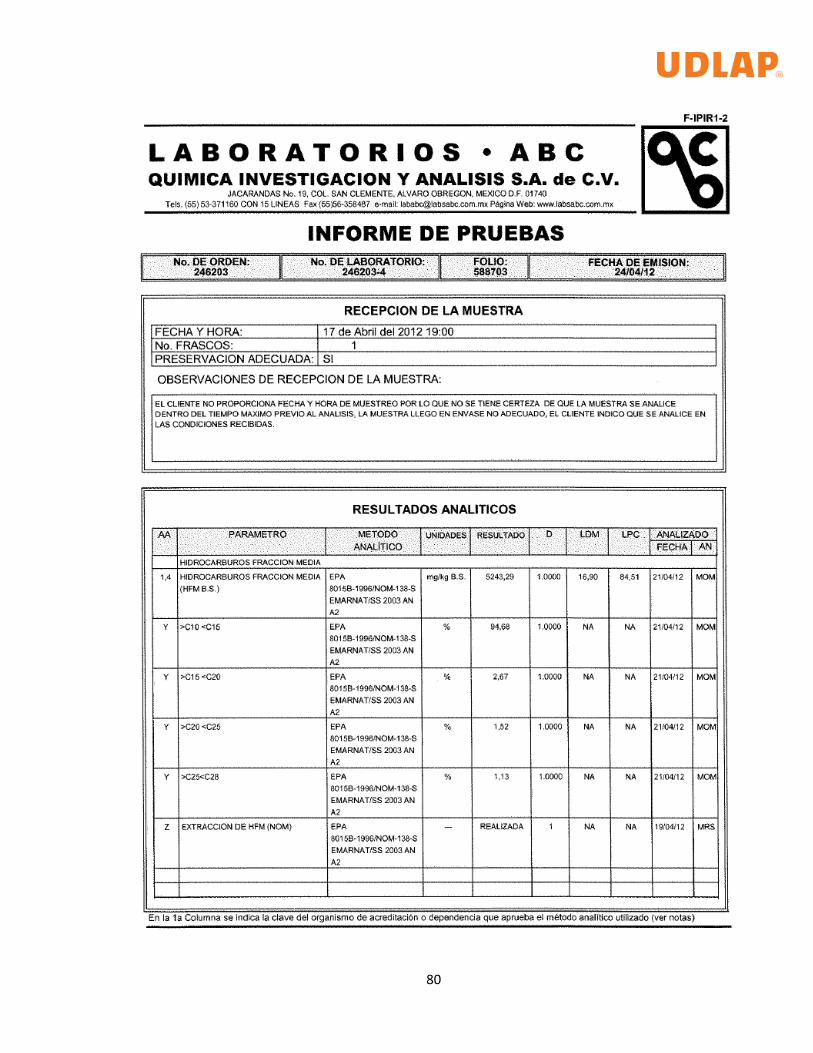
80
81
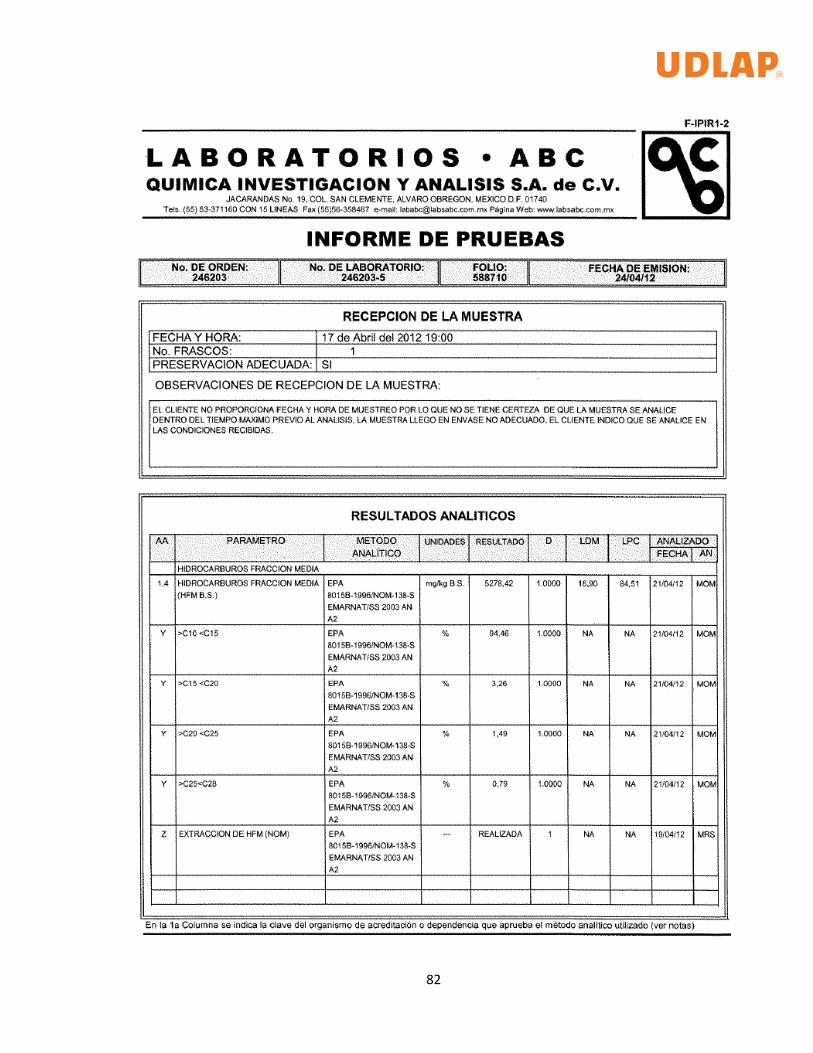
82
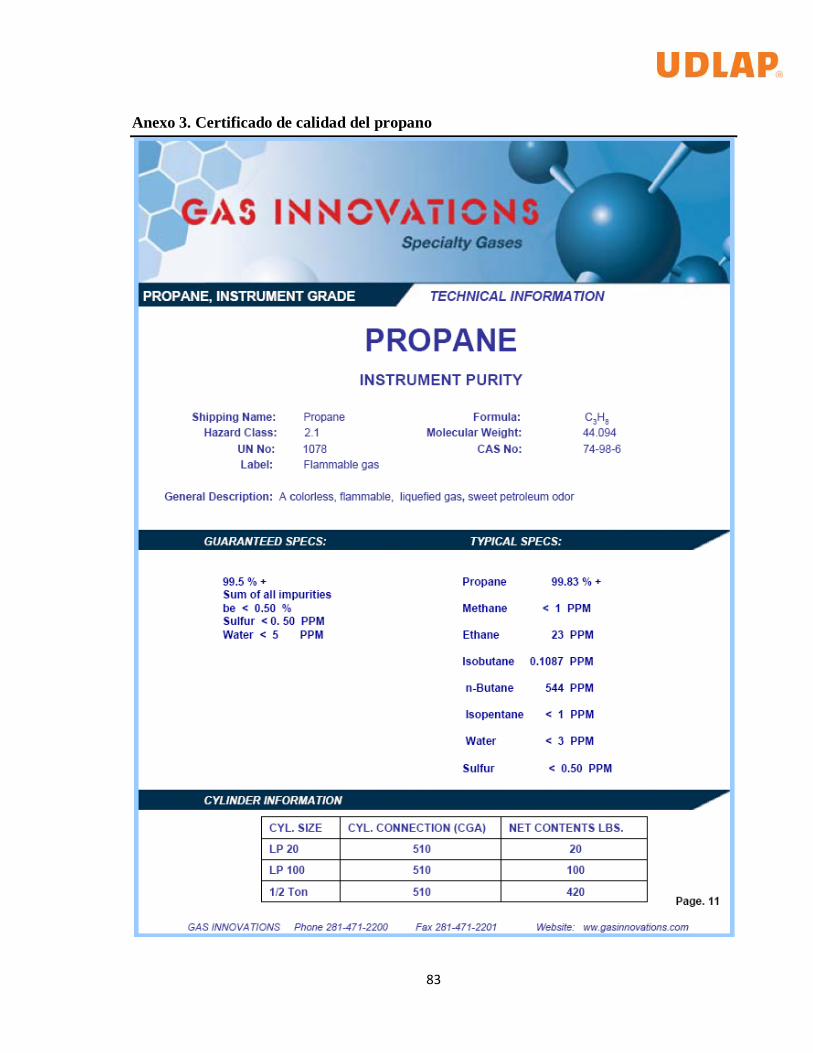
83
Anexo 3. Certificado de calidad del propano
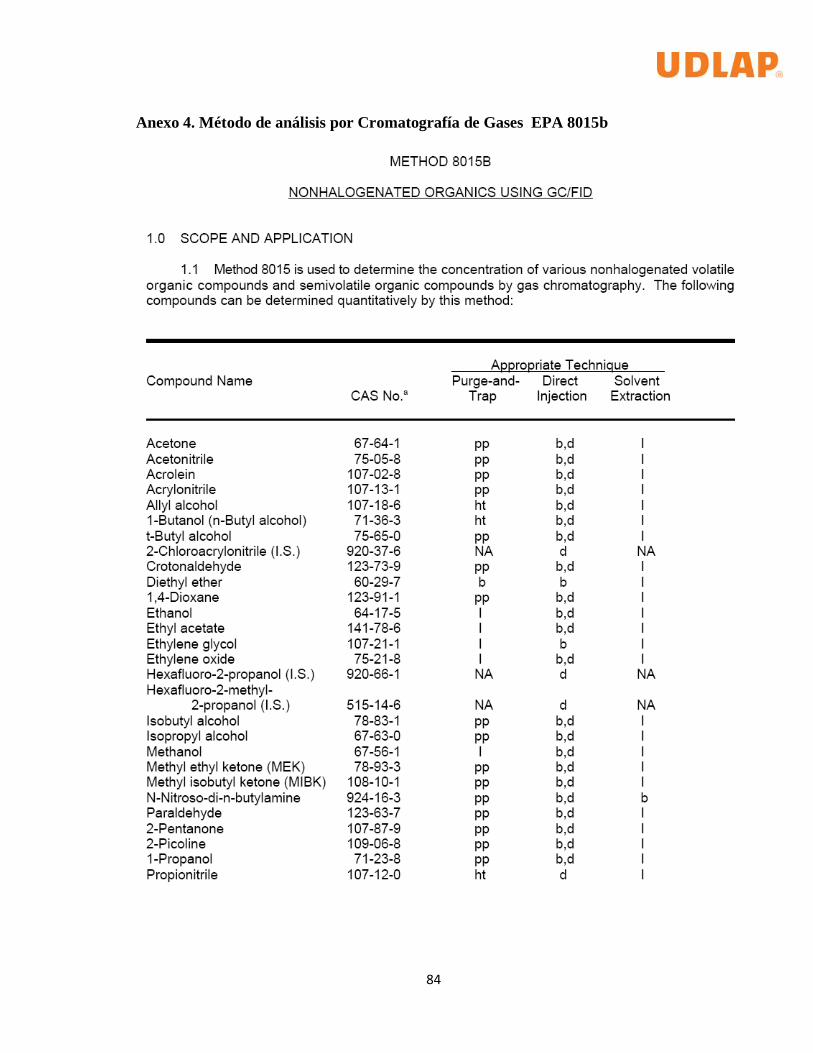
84
Anexo 4. Método de análisis por Cromatografía de Gases EPA 8015b
85
86
87
88
89
90