Universidad Nacional Autónoma de México Facultad de Ciencias
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
Pre-treatment and enzymatic hydrolysis of blue agave bagasse
(BABETHANOL) [Pre-tratamiento e Hidrólisis Enzimática del
residuo de agave azul ("BABETHANOL")]
Oscar Hernández-Meléndez1, VirginieVandenbossche2, Julien Brault2, Carmina Montiel-
Pacheco1, Eduardo Vivaldo-Lima1, Martín Hernández-Luna1, Eduardo Barzana1,Luc Rigal2,
Gérard Vilarem2
1Facultad de Química, Universidad Nacional Autónoma de
México, 04510México D. F., México.
2Université de Toulouse, INPT, ENSIACET, Laboratoire de
Chimie Agro-Industrielle, 4 Allée Emile Monso B.P.44362,
31030 Toulouse, France.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
Agave tequilana Weber is a plant cultivated in Mexico whose stem plus basal part of the
leaves (termed “piña”, because it resembles a pineapple) is used for the production of
the distilled alcoholic beverage known as “Tequila”.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
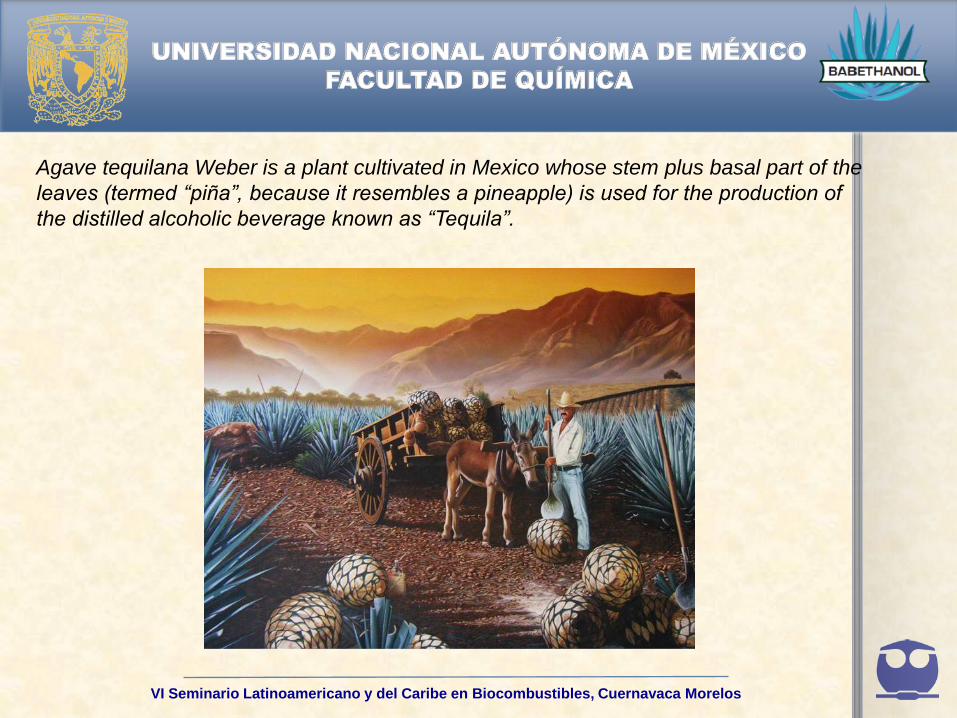
When the plants are about 6-8 years old, the “piña” is subjected to the following processes:
1) cooking in brick ovens conducted by steam injection for around 36-48 hrs, obtaining
temperatures of 100ºC. After that period, the steam is shut off and the “piña” is left in the
oven for further two days to complete the cooking process.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
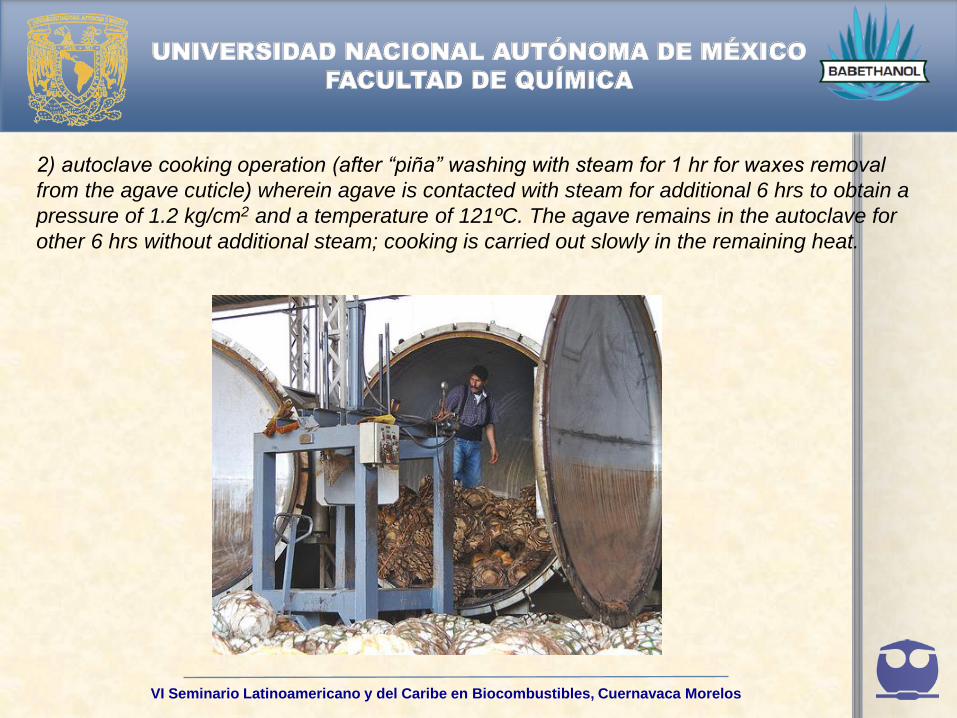
2) autoclave cooking operation (after “piña” washing with steam for 1 hr for waxes removal
from the agave cuticle) wherein agave is contacted with steam for additional 6 hrs to obtain a
pressure of 1.2 kg/cm2 and a temperature of 121ºC. The agave remains in the autoclave for
other 6 hrs without additional steam; cooking is carried out slowly in the remaining heat.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
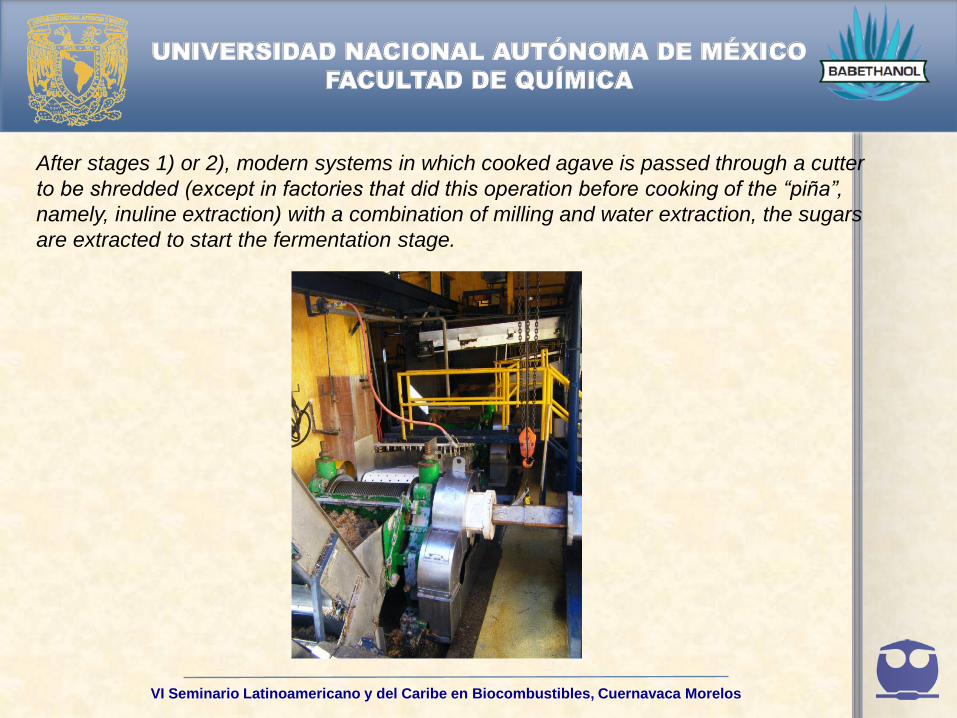
After stages 1) or 2), modern systems in which cooked agave is passed through a cutter
to be shredded (except in factories that did this operation before cooking of the “piña”,
namely, inuline extraction) with a combination of milling and water extraction, the sugars
are extracted to start the fermentation stage.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
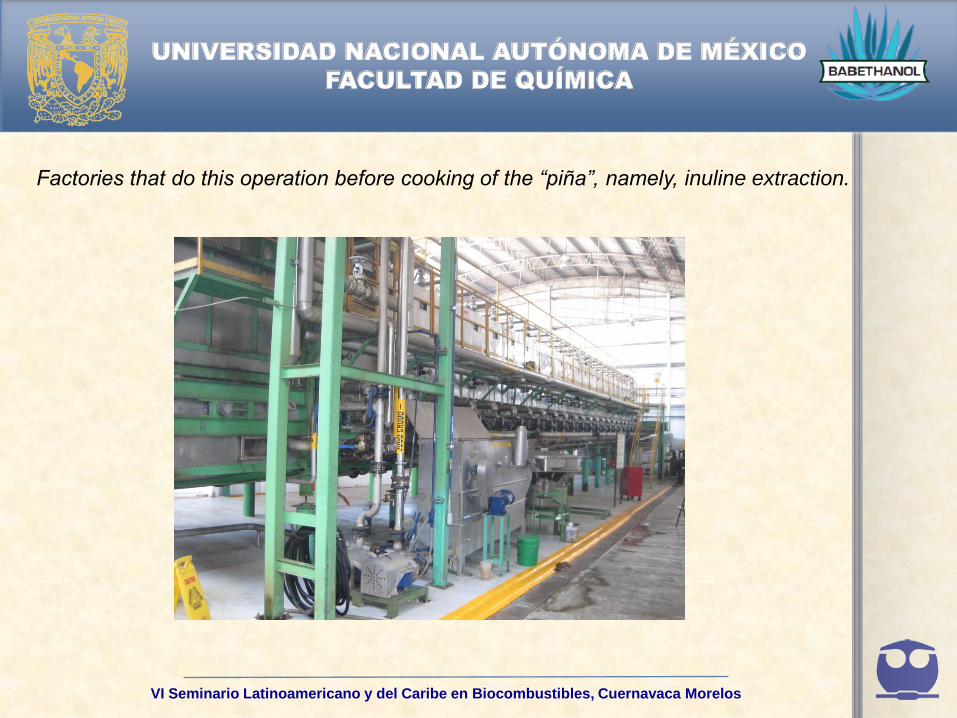
Factories that do this operation before cooking of the “piña”, namely, inuline extraction.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
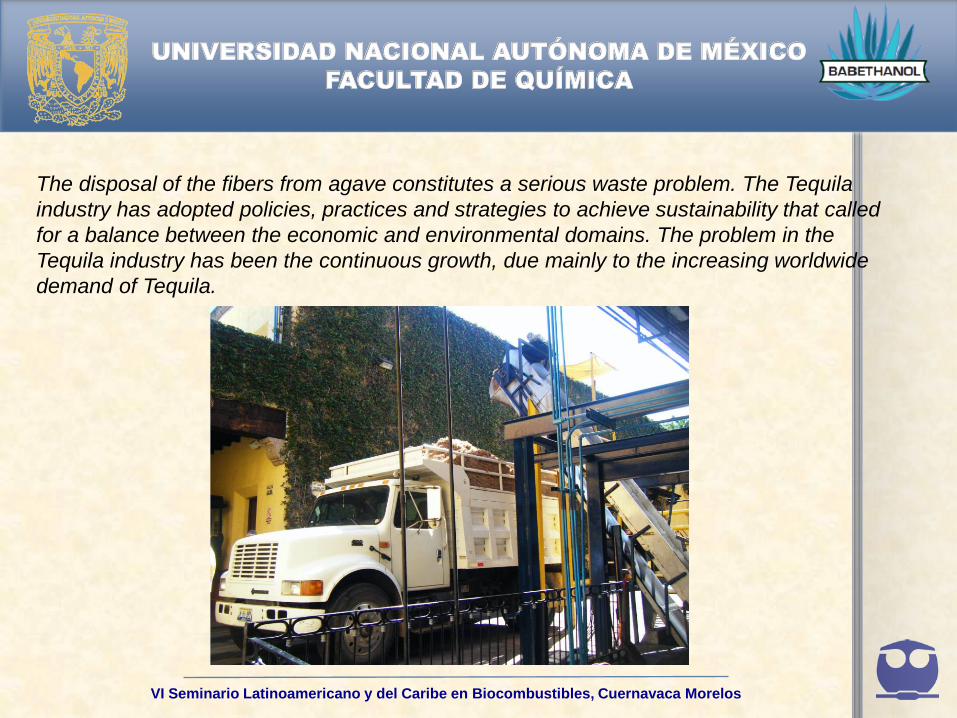
The disposal of the fibers from agave constitutes a serious waste problem. The Tequila
industry has adopted policies, practices and strategies to achieve sustainability that called
for a balance between the economic and environmental domains. The problem in the
Tequila industry has been the continuous growth, due mainly to the increasing worldwide
demand of Tequila.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
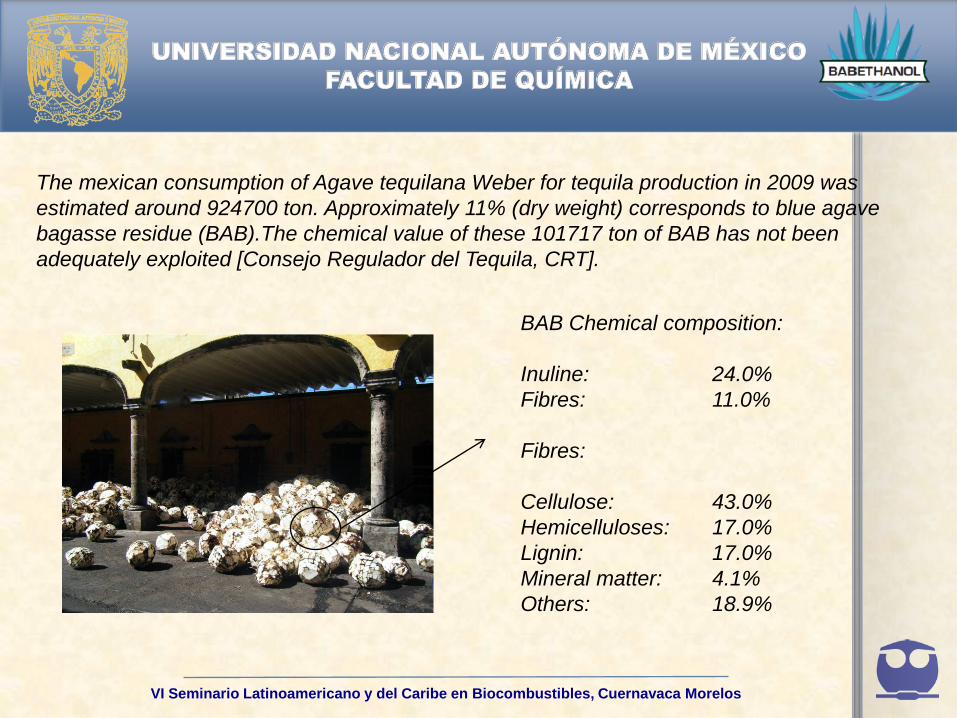
The mexican consumption of Agave tequilana Weber for tequila production in 2009 was
estimated around 924700 ton. Approximately 11% (dry weight) corresponds to blue agave
bagasse residue (BAB).The chemical value of these 101717 ton of BAB has not been
adequately exploited [Consejo Regulador del Tequila, CRT].
BAB Chemical composition:
Inuline: 24.0%
Fibres: 11.0%
Fibres:
Cellulose: 43.0%
Hemicelluloses: 17.0%
Lignin: 17.0%
Mineral matter: 4.1%
Others: 18.9%
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
Bagasses from Agave atrovirens as well as Agave tequilana are suitable candidates for
conversion to ethanol. In recent publications, samples were pretreated or partially hydrolyzed
(the hemicellulose carbohydrate) with either mineral acids (HCl), steam explosion, or by a
combined pretreatment composed of alkaline delignification followed by enzymatic hydrolysis.
“Comparative hydrolysis and fermentation of sugarcane and agave bagasse”. Hernández-
Salas, JM., Villa-Ramírez, MS., Veloz-Rendón, JS., Rivera-Hernández, KN., González-César,
RA., Plascencia-Espinosa, MA., Trejo-Estrada, SR. 2009. Bioresource Technology 100.
1238-1245.
“Efficient chemical and enzymatic saccharification of the lignocellulosic residue from Agave
tequilana bagasse to produce ethanol by Pichia caribbica”. Saucedo-Luna, J., Castro-
Montoya, AJ., Martinez-Pacheco, MM., Sosa-Aguirre, CR., Campos-Garcia, J. 2010. Journal
of Industrial Microbiology and Biotechnology 38. 25-732.
“Bioethanol and xylitol production from different lignocellulosic hydrolysates by sequential
fermentation”. Arrizon, J., Mateos, JC., Sandoval, G., Aguilar, B., Solis, J., Aguilar, MG. 2012.
Journal of Food Process Engineering 35. 437-454.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
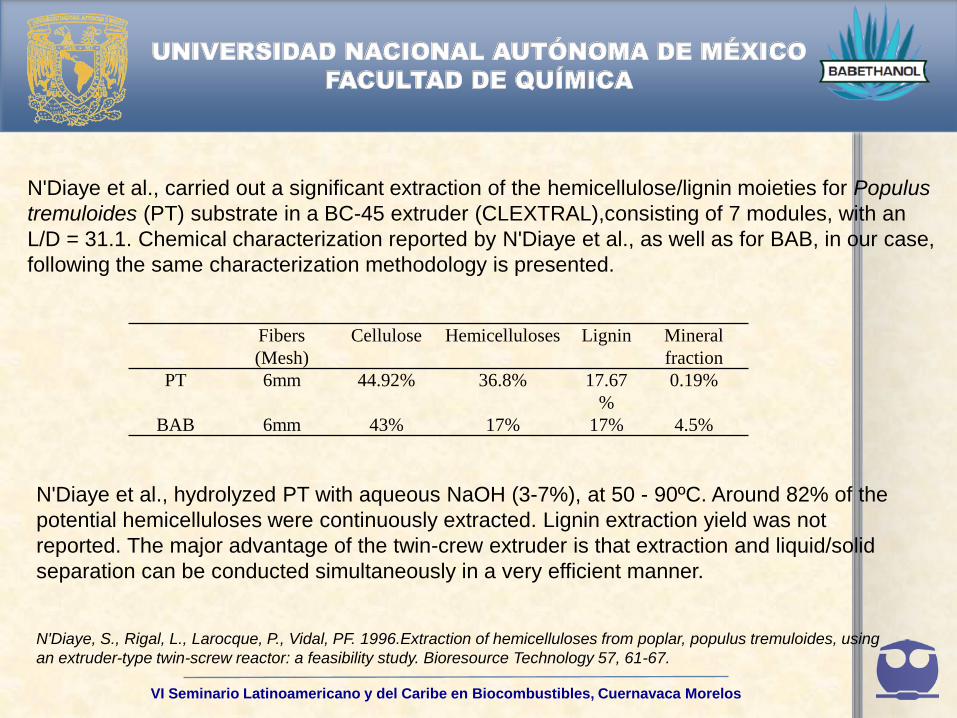
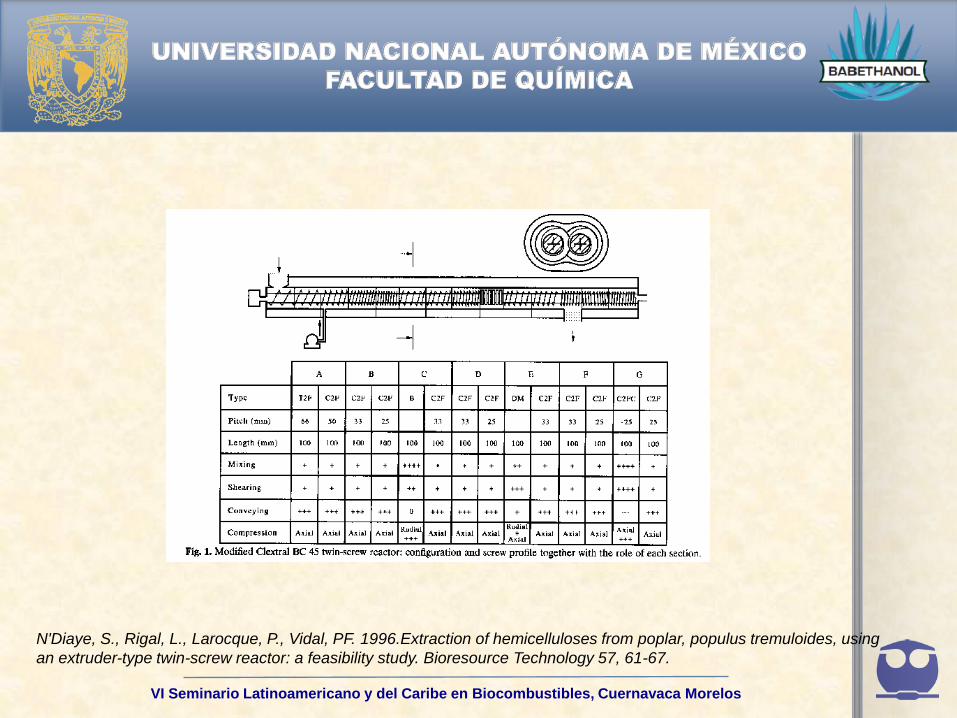
N'Diaye et al., carried out a significant extraction of the hemicellulose/lignin moieties for Populus
tremuloides (PT) substrate in a BC-45 extruder (CLEXTRAL),consisting of 7 modules, with an
L/D = 31.1. Chemical characterization reported by N'Diaye et al., as well as for BAB, in our case,
following the same characterization methodology is presented.
N'Diaye et al., hydrolyzed PT with aqueous NaOH (3-7%), at 50 - 90ºC. Around 82% of the
potential hemicelluloses were continuously extracted. Lignin extraction yield was not
reported. The major advantage of the twin-crew extruder is that extraction and liquid/solid
separation can be conducted simultaneously in a very efficient manner.
Fibers
(Mesh)
Cellulose Hemicelluloses Lignin Mineral
fraction
PT 6mm 44.92% 36.8% 17.67
%
0.19%
BAB 6mm 43% 17% 17% 4.5%
N'Diaye, S., Rigal, L., Larocque, P., Vidal, PF. 1996.Extraction of hemicelluloses from poplar, populus tremuloides, using
an extruder-type twin-screw reactor: a feasibility study. Bioresource Technology 57, 61-67.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
N'Diaye, S., Rigal, L., Larocque, P., Vidal, PF. 1996.Extraction of hemicelluloses from poplar, populus tremuloides, using
an extruder-type twin-screw reactor: a feasibility study. Bioresource Technology 57, 61-67.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
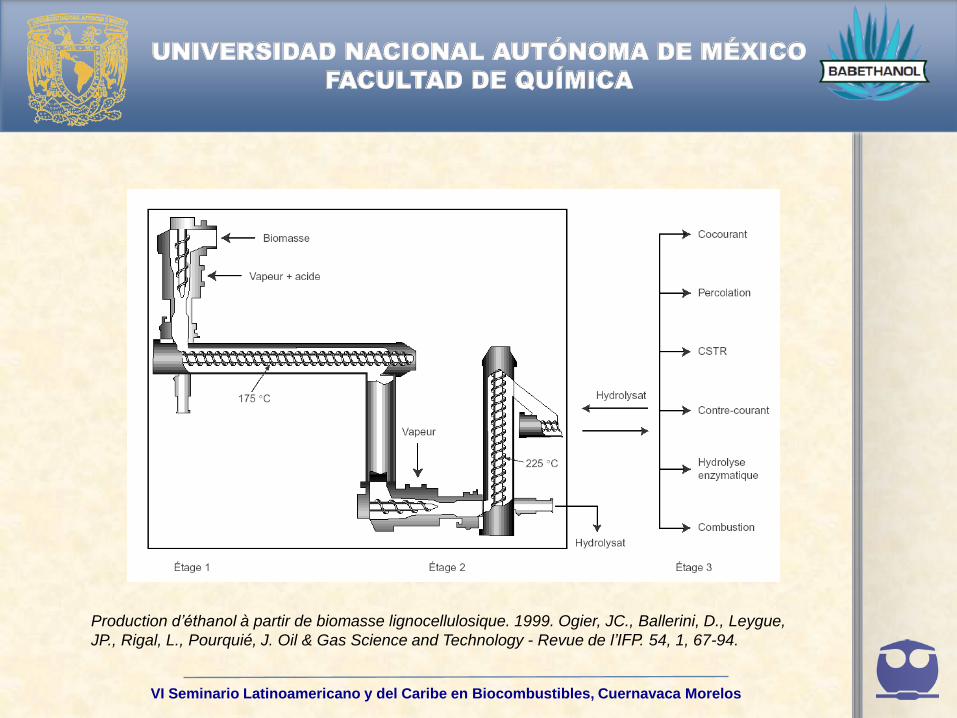
Production d’éthanol à partir de biomasse lignocellulosique. 1999. Ogier, JC., Ballerini, D., Leygue,
JP., Rigal, L., Pourquié, J. Oil & Gas Science and Technology - Revue de l’IFP. 54, 1, 67-94.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
Methodology
The following 3 factors were chosen for our study:
1) NaOH Concentration (%W)
2) Temperature (ºC)
3) Ratio of total liquid to total solid [L/S] (kg/h)/(kg/h)
The influence of the factors for deconstruction/decrystallization was studied by means of
an experimental design, using Doelhert´s matrix.
After neutralization of the solid extrudates, the cellulose, hemicellulose and lignin content
of the extruded BAB fibers was determined by using NDF-ADF methodology.
The raw BAB fibers were characterized for cellulose, hemicellulose and lignin content,
organic matter ratio in filtrate versus organic matter in entrance (MOfiltrat/MOentrance),
as well as purity of cellulose, expressed as the ratio of cellulose on the sum of cellulose,
hemicelluloses and lignin in extrudate [C/(C+H+L)].
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
Enzymatic hydrolysis of BAB alkaline extrudates
In order to evaluate the alkaline pre-treatment process, extruded BAB samples were
subjected to enzymatic saccharification (experiments carried out by duplicate).
Twenty milliliters of sodium citrate buffer 0.05 M were placed in Erlenmeyer flasks
equipped with coil-cover stoppers and mixed with 0.5 g of extruded BAB.
Sodium azide was added to avoid contamination (0.005 g).
The Erlenmeyer flasks were incubated at 50ºC by 30 minutes in an orbital shaker
incubator.
4 mixtures from commercial cocktails were prepared. All enzymes are cellulose based.
These will be identified here as:
Boosted Enzyme 1
Boosted Enzyme 2
Enzyme 3,and
Boosted Enzyme 4.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
After 30 minutes of incubation, 17.5 FPU of cellulose-based cocktail/g of substrate were
added to the Erlenmeyer flasks.
Aliquots were taken after 48 hours of reaction and the samples were refrigerated (-72ºC)
before sugar analysis.
The samples were centrifuged and standards of glucose were prepared for construction
of a calibration curve.
Total reducing sugars were quantified by DNS method by reading of the absorbance at
540 nm by VIS spectrophotometer.
Average results of saccharification experiments are reported as yield from potentially
reducing sugars released if all the carbohydrates present in the BAB were hydrolyzed by
diluted sulphuric acid.
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
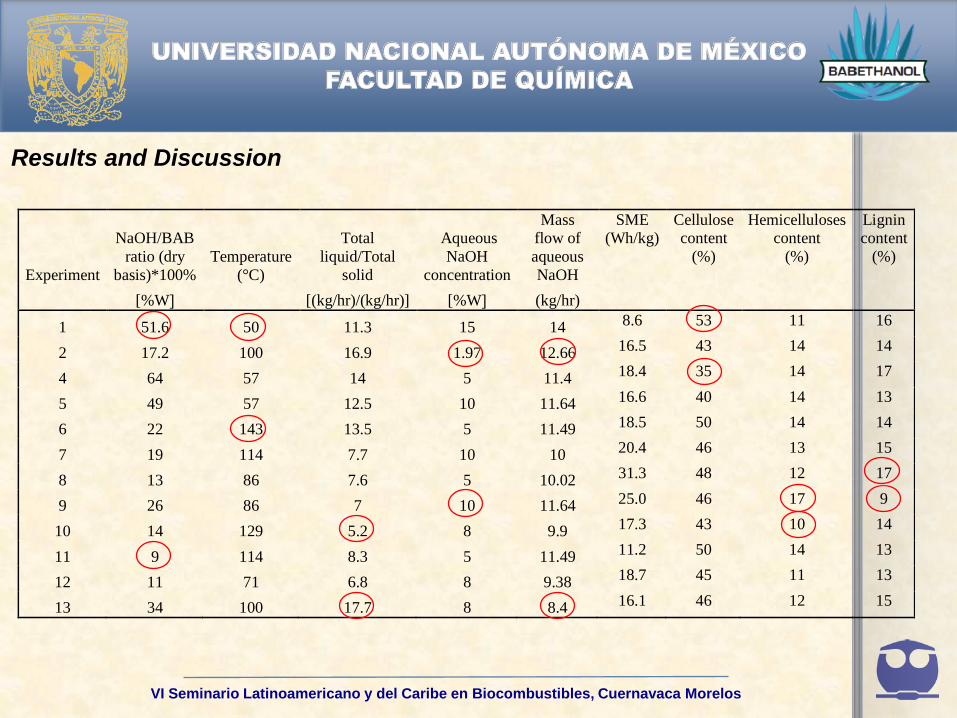
Results and Discussion
Experiment
NaOH/BAB
ratio (dry
basis)*100%
Temperature
(°C)
Total
liquid/Total
solid
Aqueous
NaOH
concentration
Mass
flow of
aqueous
NaOH
SME
(Wh/kg)
Cellulose
content
(%)
Hemicelluloses
content
(%)
Lignin
content
(%)
[%W [(kg/hr)/(kg/hr)] [%W (kg/hr)
1 51.6 50 11.3 15 14 8.6 53 11 16
2 17.2 100 16.9 1.97 12.66 16.5 43 14 14
4 64 57 14 5 11.4 18.4 35 14 17
5 49 57 12.5 10 11.64 16.6 40 14 13
6 22 143 13.5 5 11.49 18.5 50 14 14
7 19 114 7.7 10 10 20.4 46 13 15
8 13 86 7.6 5 10.02 31.3 48 12 17
9 26 86 7 10 11.64 25.0 46 17 9
10 14 129 5.2 8 9.9 17.3 43 10 14
11 9 114 8.3 5 11.49 11.2 50 14 13
12 11 71 6.8 8 9.38 18.7 45 11 13
13 34 100 17.7 8 8.4 16.1 46 12 15
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
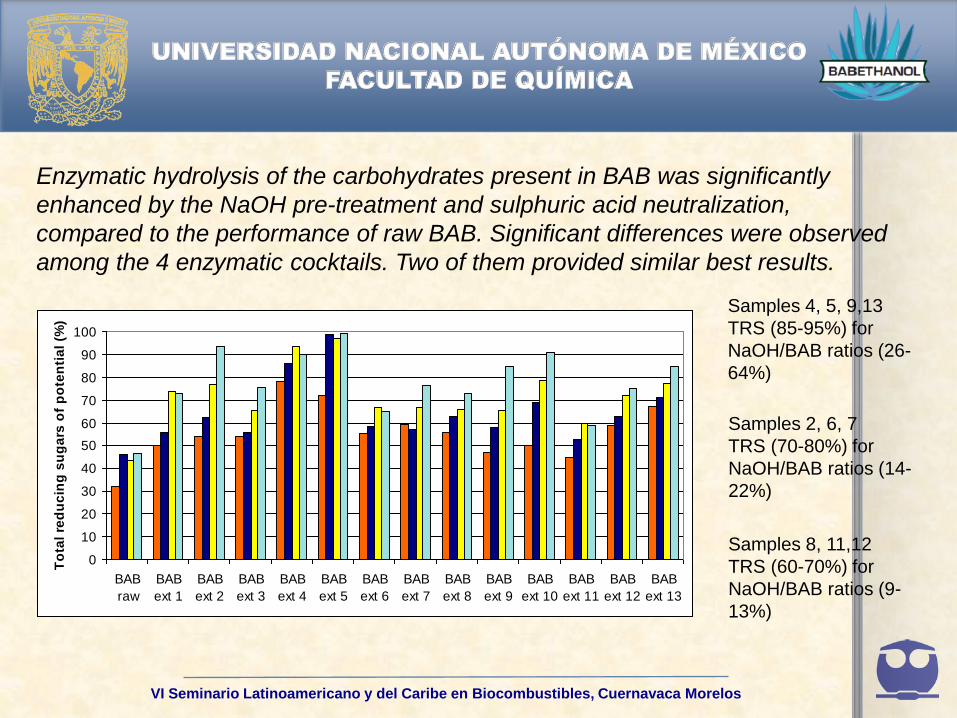
Enzymatic hydrolysis of the carbohydrates present in BAB was significantly
enhanced by the NaOH pre-treatment and sulphuric acid neutralization,
compared to the performance of raw BAB. Significant differences were observed
among the 4 enzymatic cocktails. Two of them provided similar best results.
0
10
20
30
40
50
60
70
80
90
100
BAB
raw
BAB
ext 1
BAB
ext 2
BAB
ext 3
BAB
ext 4
BAB
ext 5
BAB
ext 6
BAB
ext 7
BAB
ext 8
BAB
ext 9
BAB
ext 10
BAB
ext 11
BAB
ext 12
BAB
ext 13
To
tal
red
uc
ing
su
ga
rs o
f p
ote
nti
al
(%)
Samples 4, 5, 9,13
TRS (85-95%) for
NaOH/BAB ratios (26-
64%)
Samples 2, 6, 7
TRS (70-80%) for
NaOH/BAB ratios (14-
22%)
Samples 8, 11,12
TRS (60-70%) for
NaOH/BAB ratios (9-
13%)
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
FACULTAD DE QUÍMICA
VI Seminario Latinoamericano y del Caribe en Biocombustibles, Cuernavaca Morelos
Conclusions
In this first exploratory study with BAB, the most important factor for
production of total reducing sugars was the NaOH/BAB ratio. However, it
is not wise to work at such high NaOH/BAB ratios, from an economic point
of view, since this implies recovery of the aqueous NaOH dissolutions.
We proposed to work in the future with a different extruder arrangement in
order to reduce water consumption.


















