URL 02 T686biblio3.url.edu.gt/Publi/Tesis/2005/02/04/Hidalgo-Nydia.pdf · Luego se realizarón los...
85
UNIVERSIDAD RAFAEL LANDíVAR FACULTAD DE INGENIERíA LICENCIATURA EN INGENIERíA INDUSTRIAL , DESARROLLO DE UN SISTEMA DE GESTION DE .... CALIDAD Y SEGURltlAD INDUSTRIAL EN lJN ASERRADERO . ',' \-. , . ..... , -..:;. ,,' • .. '(. , '. TESIS ' .. . ·· Presentádél al Consejo de la Facultad de Ingeniería Por: NYDIA JESSICA HIDALGO GARCIA previo a conferírsele el título de: o;. ," . , ". '. INGENIERA INDUSTRIAL En el grado académico de: LICENCIADA GUATEMALA, MAYO DE 2005
Transcript of URL 02 T686biblio3.url.edu.gt/Publi/Tesis/2005/02/04/Hidalgo-Nydia.pdf · Luego se realizarón los...
UNIVERSIDAD RAFAEL LANDíVAR FACULTAD DE INGENIERíA
LICENCIATURA EN INGENIERíA INDUSTRIAL
,
DESARROLLO DE UN SISTEMA DE GESTION DE
....
CALIDAD Y SEGURltlAD INDUSTRIAL EN lJN ASERRADERO
. ',' \-. , .
..... ,
-..:;. ,,'
• ..
'(.
, '.
TESIS ' ..
. ·· Presentádél al Consejo de la Facultad de Ingeniería
Por:
NYDIA JESSICA HIDALGO GARCIA
previo a conferírsele el título de: o;. ,"
. , ". '.
INGENIERA INDUSTRIAL
En el grado académico de:
LICENCIADA
GUATEMALA, MAYO DE 2005
Tradición Jesuita en Guatemala
Autoridadcs de la Univcl"sidad:
Rectora Vicerrector General Vicerrector Administrativo Vicerrector Académico Secretario General Director Financiero Director Administrativo
Autoridades de la Facultad de Ingeniería
Decano Vice decano Secretaria Director del Departamento de Ingeniería Industrial Director del Departamento de Ingeniería Mecánica Director del Departamento de Ingeniería Civil Director del Departamento de Ingeniería en Informática Director del Departamento de Ingeniería Química Director de Maestría en Administración Industrial Representante de Catedráticos Representante Estudiantil
Facultad de Ingenieríó Teléfono: (502) 279 7979 exl. 244:
Fax: (502) 279 247: Campus Central, Vista I-Icnnosa 111 , Zona II
Guatemala, Ciudad . O I O II [email protected] .g
Licda. Guillennina Herrera Ing. Jaime Carrera Arq. Carlos Haeussler Padre Rolando Alvarado S.J. Lic. Luis Quan Mack Ing. Carlos Rosales Ing. Otto Vinicio Cruz Porras
Ing. Alvaro Zepeda Jng. Herbert Armando Smith Brolo Ingra. María Regina Castañeda Ingra. Yara Argueta Ing. Waldemar Quan Ing. José Carlos Gil Rodríguez Ing. Jorge Arturo Rivera Pérezgil Jng. Ramiro Muralles Araujo Jng. Lionel Pineda López Jng. Gamaliel Zambrano Br. Jaime Caballeros
A:
DE:
Tradición Jesuita en Guatcl11,¡la
NOTIFICACIÓN
Set10rita NYDIAJESSIC¡\ HIDALGO GARCÍA Estudiante
Facultad de Ingenieria Teléfono: (502) 279 7979 ex!. 2442
rnx: (502) 279 2473 Cnmpus Central , Vista Hermosa 111, Zonn 16
Guatemala, Ciudad. O I O 16 fae _ing@url .cdu .gt
Reg. PI 2604-05
Ingeniera Regina Castaúeda
. . . ) r o r - " _ n,"¡-'- ',' " I
Secretaria de Facultad de Ingeniería -':UlTAD DE JN'~ E , S
- N,,_. , . '3Crc?laría
·_i(: .. • m"'J¿¡ ,", o
FEO-lA: Guatemala S de Mayo de 2005
D e acuerdo al dictamen rendido por el Ing. Ángel Javier, asesor de la tesis denominada: "DESARROLLO DE UN SISTEMA DE GESTIÓN DE CALIDAD Y SEGURIDAD INDUSTRIAL EN UN ASERRADERO", presentada por la estudiante: NYDIA ]ESSICA HIDALGO GARCÍA (Carné No. 10395-99) y la aprobación ele la Defensa Privada de Tesis, según consta en el Acta No. II 70-2005 del día 30 ele noviembre de 2004, la Secretaría de la Facultad de Ingeniería autoriza su impresión, preVIO a su graduación profesional de Ingeniera Industrial, en el grado académico ele Licenciada.
A tentalnen te,
e .c . :\ rchin. J ':xpl'dicnrc.:
I • , •
AGRADECIMIENTOS
A DIOS Por ser la luz que ilumina todos los momentos de mi vida.
AMIS PADRES
Wotzbely Hidalgo Hemandez t ,por haberme dado la vida y ser mi inspiración.
Nidia García Vda. de Hidalgo, por ser mi guía, ejemplo, apoyo, y por su amor incondicional.
A MIS HERMANOS
Wotzbely Hidalgo, por todos los momentos compartidos en nuestras vidas y su apoyo incondicional.
Jennifer Hidalgo, por estar siempre a mi lado y darme su apoyo en todo momento.
A MIS ABUELITOS
Amulfo Hidalgo t Carmen de Hidalgo Por su amor y dedicación.
A MIS PADRINOS
Julio Morales Ester Castellaños de Morales Lic. Adolfo Vela Galindo
Jorge García Herlinda Tenas
Por todo el amor y apoyo que me han brindado.
A MIS AMIGOS, Por estar siempre conmigo, por todos los momentos alegres compartidos, por su apoyo incondicional en especial a Bruno Gutierrez.
RESUMEN EJECUTIVO
El presente trabajo de Investigación se titula «Desarrollo de un sistema de Gestión de Calidad y seguridad Industrial en un aserradero» y se basó en las normas ISO 9000:2000 y las OSHAS 18000, respectivamente. Como tema central se realizó un sistema integrado de Gestión d ec calidad y seguridad industrial, en el departamento de porducción del aserradero. Para cumplir con dicho objetivo se realizoron los sigueintes análisis:
• Diagrama de Operaciones donde se identificaron todos los puntos críticos del proceso. • Diagrama de Reccrrido • Check list de las normas ISO 9001 :2000 y Check lis t de seguridad industrial.
Luego de haber determinado la situación actual del aserradero con las herramientas anteriormente descritas, se llevó a cabo la Implementación del sistema integrado el cual se realizó de la siguiente forma: Se definieron los Objetivos, Metas, Política, Responsables, ya que son los factores esenciales que se encuentran dentro de la organización y que deben ser coordinados para el sistema integrado. Luego se realizarón los cronogramas de Gestión de Calidad y seguridad industrial, donde se describieron todas las actividades a realizarse para dicho sistema. Entre las actividades del sistema de Gestión de calidad están:
• Identificación y trazabilidad del producto • Control de proceso • Control de los productos no conformes • Estado de Inspección y ensayo • Control de los equipos de inspección, verificación y ensayo • Identificación y trazabilidad del producto • Formación y adiestramiento
Las actividades de Seguridad Industrial son:
• Capacitación sobre seguridad industrial • Mantenimiento preventivo y predicto de la maquinaria. • Suministrar ropa y equipo adecuado. • Proporcionar planos de evacuación, y señalización en todo el aserradero. • Plan de evacuación en caso de terremoto o incendio. • Plan de evaluaciones de estado del quipo. • Evaluaciones periódicas del estado de salud de los operarios.
INDICE
MARCO UNO: Introducción 1.1 Introducción General ........................................................................................................ 1 1.2 Antecedentes .......... ........... ...... .... .................. .... ......... ............ ... .............. ....... ........ ........ 2 1.3. MARCO TEORICO ......................................................................................................... 3 1.3.1 Introducción a la ISO 9001 :2000 1.3.2 Gestión de Calidad 1.3.3 Implementación de un Sistema de Gestión de Calidad .............................................. 4 1.3.3.1 Estructura para el Levantamiento de cada Procedimiento e Instructivo de Trabajo .... 6 1.3.4. Razones del porque implementar las normas ISO 9000 .......................................... 7 1.3.5 Introducción de las OS HAS 18000 ........... ...... ..... .... .............. .. ...... ................. ............ 8 1.3.6 Implementación de las OSHAS ............... ........................................ .. ...... ...... ......... ..... 9 1.3.7 ¿Cómo se relacionan las normas ISO 9000 con las OHSAS 18.000? ..................... 10 1.3.8 COdigo de trabajo de Guatemala ............................................................................... 14 1.3.9 Ley Organica y leyes del IGSS ... ..................... .. .......... ..... .......................................... 15 1.3.10 Organismos Intemadonales ............................ ........... ..................................... .................... 16 1.3.11 Ruido .............. 00'. oo ••••••••••••••••••••••••••• oo .......................... o" 0 0 ' •••• o., •••• 10 •••••••••• , •• oo, ••••••• 'o •• t., of •• tI.' • • •• 17 1 .312 Ventilación ..................... .. .... ............ ....... ... .................................................. ........................ ... 18 1.3.13 Flujo luminoso y medidas de luz .......................................................................................... 18 1.3.14 Extinción de incendios ... ...... .. .................... ... ..... ... .......................... .. ....... .. .... ........... 20 1.3.15 Comisión de seguridad ............................................................................................ 21 1.3.16 Programa de seguridad 1.3.17Etapas de un programa de seguridad integral y actividades de cada una de ellas .. .. 22 1.3.18 Equipo de Protección ........................................................................................................... 23 MARCO DOS: Planteamiento del problema 2.1 Objetivos ....................... .. ................................ , ........................................... , ............. , .. 24 2.1.1 generales 2.1.2 específicos 2.2 Hipótesis .... 10 ••• 00 ••••••••• , ••••••••••••••••••••••• , •••• ••• ,. oo •••• , ••••••• • ••••• o o ••• 00'.' ••••••••••••••• 0 ••••••••••••••• • ••• 25 2.3Elementos de Estudio 2.4 Definición de elementos de estudio 2.5.A1acance I Y Limites .... ...................... _ ............................................................... ... ... .......... ........ 26 2.5.1 alcances 2.5.2 límites 2.6 Aporte MARCO TRES: Método .................................... ... ......... ..... ... ............ ... ..... ................. ........ 27 3.1 sujetos 3.2 instrumento 3.3procedimiento 4. MARCO CUATRO: Resultados y Discusión RESULTADOS 4.1 Diagrama de operaciones .. .. .............. ..... .... ........ ............ , .. .. .. .. ... .......... . , ............ ...... .. 28 4.2.Diagrama de recorrido ............................ ............. .. .............. ..... ......... ........ .. ................ 29 4.3.Proceso de corte de madera ................................................................... oo .. . ........ . .............. . .... 30

4.4 Check list de las normas ISO 9001 :2000 ........ ........ ................ ..... ... ...... .... ...... ...... ... .. ... 32 4.5 Check list de seguridad industrial .................................................................... .. .. ...... ... . 39 4.6. Medición de iluminación, Ruido, y Temperatura; Equipo que se utilizo para la medición 47
DISCUSiÓN ...... .. ....... ... ~ ........ .. .... ...... .. .... .. .... .. .... .. ..................... .. ..... ...... .. ... .. ...... ... ...... 49 4. 70bjetivos y Metas 4.8. Política de Calidad y Seguridad ....... ... .. ... .. ............... ...... ........ ........ ... .... .... .. ......... .. .... 49 4.9Responsables 4.9.1 Cronogram de implementación del sistema de Gestión de calidad ..... ......... .. ..... .... ......... 52 4.9.2Programa de capacitación apual de seguridad industrial.. .................... .. ...... ........ .. ...... .. .. . 53 4.10 PLAN DE ACCIONGESTION DE LA CALIDAD ...... ........... ....... .. .. .. .. .... ... ........ ... .... ... 54 4.10.1 Control de operaciones 4.10.2 Validación de los procesos de las operaciones de producción y servicio 4.10.3 Preservación del producto 4. 1 O.4Control y mantenimiento de equipo e instalaciones .... ...................... .... ........ ... ....... .. ..... 55 4.11. Proceso de Gestión de Calidad ..... ........... ....... .. ................ ... ... .. ... .... ... ... .. .... ... .. ...... .. 56 4.11.1 Plan de Calidad 4.11.2 Control de Documentos ........................................................................... ...... .. ........ .. .... .. .... 57 4.11 .3 Control de registros de calidad 4.11.4 Medición y monitoreo del producto 4.11.5 Control de no conformidades ............... .... .................................... .. ........ .. ... .... .... .. .. .. 58 4.11.6 Control de equipo de medición 4.13. PLAN DE ACCiÓN SEGURIDAD INDUSTRIAL .. ...... .. ... .... .. ... ... .... .......... ..... .. ... ...... .. 59 4.13.2. Lugares de trabajo ...... .. ...... ................. .. ............... .. ... .......... ...... ..... ....... ... ... ..... ... ... 59 4.13.3 Útiles de maquinas (SIERRA, DESPUNTADORA, REASERRADORA) 4.13.4 Incendios o Exploción ................................ .. ... ...... .. ........................ ...... ............... .. ..... .... .. .. 60 4.13.5. Protección de personal 4.13.6. Instrucciones de carga ......................... ...... .................................. .... ..... ... ... ... ..... .... . 61 4.13.7. Botiquín .... .. ... ... .... ....... .. .... ..... ....... ........ .. .. ................... ...... ..... ... .......... .. ... ....... ... .. t. 61 4.14Riesgos y equipo de protección en area fí sica ............................. .. .. ......... ...... .. .. .. .... ........ ... 62 4.15Riesgos y equipo de protección en riesgos tecnologicos ..................... .. ..... .. ....... .. " ......... 63 4.16Señalización .. O" oo ••••••••••••••• o •••••••• o ••• ••• •• lo • •• o o • • •• • ••••• oo ••••••••• • ••••••• o o ••••••• • ••••• oo ••• 0 0 • • •• • • •• ••• • • • 64 4.17 Descripción del plano de evacuación .. ..... ... ... .. .. .............................. .. ..... .... ..... ...... .... . 65 PLANOS DE UBICACiÓN DE EXTINTORES Y BOTIQUINES 4.18 REPORTE DE CONTROL DE ACCiDENTES ......................... .. ...... ... ....... ..... ............. 66 5. MARCO CINCO: Concluciones 5.1 CONCLUCIONES ....................... .. ....... .. ...... .. .. .............. .. ......... ... ......... ... ..... .. ... ... ...... ... 67 5.2 RECOMENDACiONES ......................... .. ... ...... ... .......................... ..... ... ....... ... ..... .. . :· ..... 69 REFERENCIAS BIBLlOGRAFíCAS .......... ........ .... ............................ .. .... ... ..... ... ... ..... ..... .... 70 ANEXO A ... .. ................ .. ................................... ...... .... .. .... .. .... .... ........ .... .. .... ...... ........ ..... .. 71 RECOMENDACIONES EN EMERGENCIAS Y SIMULACROS .............. .. .. .. .. .... ...... .... .. ... . 71 ANEXOS .... ....... ... ... .. ..... .... ...... ... ....... ............ ... ............ ... ... ... .... ... .. .. ..... ... ... ... ........ ...... .... 74 REGISTRO DE CHEQUEO DE EXTINTORES ANEXO e .. .... .................................................. .... ... ............................... ...... .. ... .. ...... .... .... .. 75 INSTRUCCION DE TRABAJO ..... ........... ............. ......... .. ................ ... .. ... ... ....... .. ..... .. ... .... .. 75 GLOSARIO ... .. .............. .. ....... ... .............. ..... .......... .................... ..... ...... .... ..... ... ...... ...... .... .. 77
MARCO UNO: INTRODUCCiÓN 1.1 Introducción General Los estándares de calidad fueron desarrollados para asistir la calidad del control de las compañías y para mantener un mejor nivel de la satisfacción del cliente, pero en la actualidad la calidad puede asitir a una compañía con buenas prácticas de gerencia, reducir riesgo y aumentar márgenes de beneficio, con lo que vamos a asegurar productos y/o servicios más competitivos.
El sistema de calidad basado en las normas ISO 9000:2000 sirve para determinar las áreas criticas de la empresa, documentar los procesos midiendolos contra los estandares, y así lograr medir la eficacia de la organización, y el beneficio sera que la empresa crecera en cuota de mercado y ganara una reputación en la calidad.
Debido a que es responsabilidad de la alta gerencia llegar a hacerles familiar los estándares aplicables en producción a los empleados, eliminar condiciones de riesgo al grado posible, y conforme con los estandares, se tendrá que requerir de un sistema de seguridad industrial para poteger a los trabajadores en el trabajo.
El sistema de de calidad y seguridad industrial de una empresa está influenciado por los objetivos de la organización, por el tipo de producto o servicio, por las prácticas especificas de la organización, por lo que ambos deben de tener el mismo enfoque.
En una fábrica de aserrío de madera existen muchas condiciones que, sin el manejo adecuado, pueden llegar a convertirse en condiciones inseguras tanto por el tipo de material, maquinaria y por la herramientas que se utilizan para realizar el trabajo y son las principales causantes de los accidentes. También por el tipo de producto es muy dificíl diferenciarse en el mercado, por lo que si no se produce con calidad, los costos serán muy elevados y el producto no cumplirá con las espectativas de los clientes.
En este trabajo se describen los pasos necesarios a seguir para la implemantación de un sistema integrado de calidad y seguridad industrial en un aserradero, el cual beneficiará a la empresa ya los operarios que laboran en ésta. Por motivos de conftdenciabílidad no se utilizará el nombre de la empresa estudiáda.
1
1.2 Antecedentes
SegúnAldana (2003) en su trabajo «Diseño para la implementación de un sistema de Gestión de Calidad en una Empresa litográfica», tiene entre sus objetivos desarrollar un diseño que permita implementar un sistema de calidad en una empresa litográfica, con el fin de cumplir con los requerimientos establecidos para calificar con la certificación ISO 9001-2000. Concluye que el factor más importante es la elaboración de un manual de calidad, el cual debe contener información de cómo se debe llevar a cabo todas las actividades para cumplir con los requrimientos de la norma.
Godoy (2003) en su tesrs « Diseño de un programa de seguridad e Higiene industrial para una fábrica de puertas y ventanas de aluminio», menciona entre sus objetivos el diseño de un programa de higiene y seguridad industrial que minimice los riesgos y los accidentes en las instalaciones, llevando a cabo un diagnóstico de la situación actual en que se encuentra la fábrica de puertas y ventanas de aluminio y proponer soluciones a las condiciones inseguras encontradas. Concluyó que para poder realizar el programa se tiene que implementar de forma inmediata las medidas preventivas propuestas de seguridad e higiene industrial, realizar la señalización de la planta e implementar evaluaciones o auditorí as de forma periódica según cronograma de actividades.
Según Morataya (2000) en su investigación «Manual de Seguridad e Higiene Industrial para la Prevención de accidentes de trabajo en las carpinterías de la cabecera departamental de Zacapa», menciona entre sus objetivos la identificación de áreas de riesgo y evalúa los riesgos que representan cada una de las máquinas, herramientas y materiales que se utilizan en los talleres de carpintería y propone un manual de seguridad e higiene industrial para reducir riesgos en las instalaciones. Concluye en su investigación que son pocos los propietarios que proporcionan equipo de protección personal a sus operarios y estos, en su mayoría, no lo utilizan a pesar de que existen riesgos por el tipo de materiales, máquinas y herramientas que utilizan. Para algunos operarios el ruido que provocan las máquinas es intenso y les molesta mucho; sin embargo, no utilizan tapones auditivos y hace la recomendación de adoptar las medidas de higiene y seguridad industrial presentadas en el manual diseñado en su investigación, para que cada persona que esté en contacto con cualquier máquina y/o herramienta conozca los riesgos a los que esta expuesto y la forma de evitarlos al máximo.
Paz (1998) en su tesís «Desarrollo de la Gestión y aseguramiento de la calidad y su apliación en un linea de manufactura», menciona entre sus objetivos introducir en forma amplia y precisa el marco conceptual para el proceso de Gestión y aseguramiento de Calidad en una organización, concluye en la importancia que tiene la Gestión y el aseguramiento de la calidad en cualquier organización para abrirse en forma competitiva, a los mercados internacionales.
2
1.3. MARCO TEORICO 1.3.1 INTRODUCCiÓN A LA 150 9001 :2000
ISO es una organización no gubernamental, compuesta por miembros de 117 países, con valiosa reputación de integridad y neutralidad. Está organizada a través de Comités Técnicos Especializados ( 185 ), Secretariados, y Subcomites ( 600 ), coordinados por un Panel General. La ISO publicó sus primeros estándares en 1987 y fueron revisados en 1994. La ISO 9000 refiere al sistema de estándares de la gerencia de la calidad. Los 1994 estándares se conocen como ISO 9001. Un nuevo sistema de estándares fue lanzado en noviembre de 2001, conocidas como ISO 9001 :2000. La transición de un estándar existente ISO 9001 a un estándar de la ISO 2000 se puede alcanzar relativamente fácilmente. La ISO 9000 se refiere sobre todo a la gerencia de la calidad, esto significa cualquier cosa de que afecta un producto o un servicio requerido por un cliente y qué hace esa organización para asegurarse que cierto estándar de la calidad está alcanzado y mantenido.
Pueden agruparse los requisitos que planteen estas normas en tres grupos distintos: Requisitos generales para un sistema de la calidad (responsabilidad directiva, manual
y procedimientos de la calidad, designación de un director de la calidad, disponibilidad de recursos y personal cualificado.
La necesidad de implantar procesos de registro en los procesos clave en la organización (diseño, desarrollo, adquisiciones, suministros, etc.), así como en las actividades correspondientes a dichos procesos.
Mecanismos específicos de garantía de la calidad, incluyendo la comprobación e inspección, la realización de registros de la calidad, ocuparse de los casos de no conformidad con las normas, mantener los documentos actualizados, efectuar auditorias internas y llevar a cabo revisiones periódicas de gestión. Cumplir la mayoría de estos requisitos no constituye un obstáculo serio para una organización operativa. En una organización eficaz y de alto rendimiento lo único que se requiere suele ser registrar por escrito y de manera formal la forma en la que se opera habitualmente. No obstante, el cumplimiento de algunos de los requisitos más específicos de garantía de la calidad requiere casi inevitablemente un trabajo adicional. Éste incluye la introducción de nuevas actividades y procesos, particularmente un control de documentos, las auditorías internas y las intervenciones sistemáticas de corrección.
1.3.2 GESTiÓN DE CALIDAD
La gestión de la calidad se define como el "conjunto de actividades de la función general de la Dirección que determinan la política de la calidad, los objetivos y las responsabilidades y se llevan a cabo por medios tales como la planificación de la calidad, el control de la calidad, el aseguramiento de la calidad y el mejoramiento de la calidad en el marco del "sistema de la calidad" como lo expresa la norma ICAITI-COPANT-ISO 9001 :2000
El resultado de todas estas actividades en su conjunto, como parte integral de la responsabiidad de la Dirección o Gerencia de una empresa, es:
3
Una mejor administración de los procesos: los procesos mejor dominados aumentan la productividad. Una disminución de los costos operativos: significa un aumento de las ganancias, y una mayor motivación del personal.
1.3.3 IMPLANTACiÓN DE UN SISTEMA DE GESTÓN DE CALIDAD
La serie 9000 se centra en las normas sobre documentación, en particular, en el Manual de la Gestión de la Calidad, con la finalidad de garantizar que existan Sistemas de Gestión de la Calidad apropiados. La elaboración de estos manuales exigen una metodología, conocimientos y criterios organizacionales para recopilar las características del proceso de la empresa.
La aplicación de las Normas de Calidad ISO 9000 constituyen para la industria, una vía de reducir costos y mejorar sus procesos de producción tomando en cuenta que la calidad es un factor clave para la competitiva en cualquier mercado. La persona que se dedique a normalizar debe ser conocedora de esta faena garantizando así la incorporación de un procedimiento que se adapte a la realidad del proceso, que sea útil y de fácil entendimiento. Cuando las compañías se hagan crecientemente interdependientes a través de las fronteras internacionales, habrá cada vez más presión para garantizar la calidad de los procesos. En tal entorno, existe un conjunto considerable de normas internacionales, y una única organización internacional que realiza el esfuerzo para tratar de promoverlas. El desarrollo y comercialización de productos no puede seguir siendo considerados en forma local, pues la competencia externa ataca con calidad y costos de nivel internacional, apareciendo entonces la empresa de clase mundial, capaz de competir en cualquier mercado con las mejores de su ramo.
En vista de esta globalización y del conocimiento de que un Sistema de Gestión de la Calidad en funcionamiento crea la base para la toma de decisiones "basadas en el conocimiento", un óptimo entendimiento entre las "partes interesadas" y sobre todo lograr un aumento del éxito de la empresa a través de la disminución de los costos por fallas (costos ocultos) y las pérdidas por roces; las empresas en pro del mejoramiento del desempeño de su organización deben dar comienzo a la Implantación del Sistema de Gestión de la Calidad fundamentándose en: El enfoque al diente, el liderazgo, la participación del personal, el enfoque basado en los procesos, la gestión basada en sistemas, el mejoramiento continuo, la toma de decisiones basadas en hechos y la relación mutuamente beneficiosa con el proveedor. Para comenzar con la Implantación de un Sistema de Gestión de la Calidad es necesario el Análisis de los Procesos de Trabajo; una herramienta útil para tal función es la estructura de los procesos o Mapa de los procesos.
El Mapa de los Procesos de una organización permite considerar la forma en que cada proceso individual se vincula vertical y horizontalmente, sus relaciones y las interacciones dentro de la organización, pero sobre todo también con las partes interesadas fueras de la organización, formando así el proceso general de la empresa. Esta orientación hacia los procesos exige la subdivisión en procesos individuales teniendo en cuenta las estrategias y objetivos de la organización, la experiencia ha demostrado que es conveniente definir los datos de entrada, parámetros de control y datos de salida.
4
F:Ktrli('tur~ de la llot'lImentacióll del Silifema de In Calidad
¡5~~ u(~ '1 ~ li to): c! l)'ctóu;pdón d~1 ,~: ~~1.-t"ma PI.\titk <t, Op;i{'h'1T>;' J(~ p:iI.:'Jta -:1 I'l'1..¡uhir.'.1'" ,;jpU{';:l'J ll:s
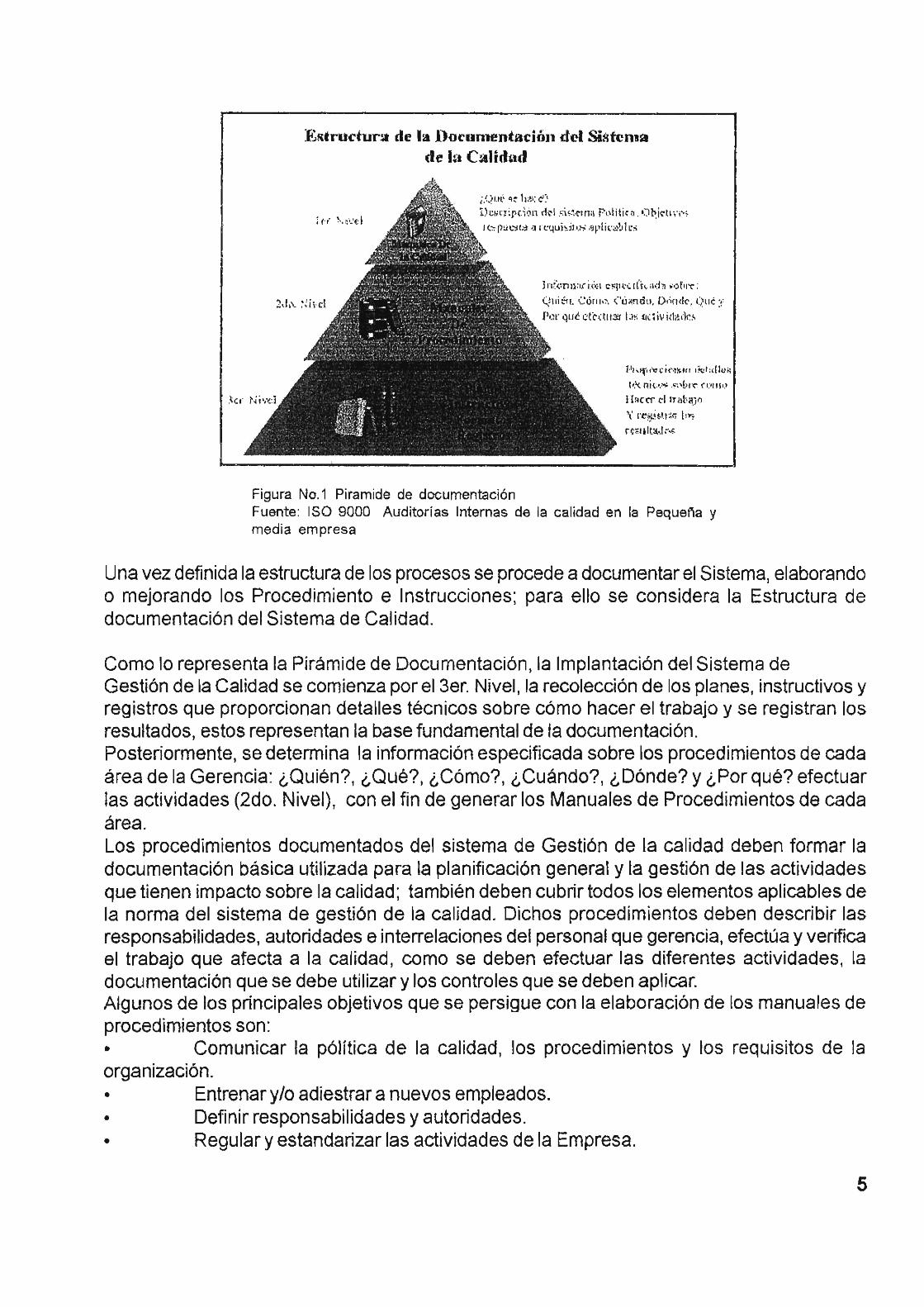
Figura NO.1 Piramide de documentación
] n~(~nn:l.c' Ú~\ C~\lI"(. ¡ltl: ¡id?! .... .. ~tw'(· :
Q lii;.;1. Cór ll,~·. Cu¡(ndo, [).ind<,. Q\I¿)'
PCI' qué crC'( ttl::í:f IJ!-: {S\:, :i\lklt!.dr.~
1 ,11 \'1'i j'c~i~~" ~H I 1'i-cI:d1tl;';
I .. ~ ni~·,:-,; ,~ ...... t) I '(' (('II¡',J
1I.ccr ti ,, ¡¡bajo
\' I't~~~I, I~ \1'''; rt'~lllta~1 r·f.
Fuente: ISO 9000 Auditorías Internas de la calidad en la Pequef'la y media empresa
Una vez definida la estructura de los procesos se procede a documentar el Sistema, elaborando o mejorando los Procedimiento e Instrucciones; para ello se considera la Estructura de documentación del Sistema de Calidad.
Como lo representa la Pirámide de Documentación. la Implantación del Sistema de Gestión de la Calidad se comienza por el 3er. Nivel, la recolección de los planes, instructivos y registros que proporcionan detalles técnicos sobre cómo hacer el trabajo y se registran los resultados, estos representan la base fundamental de la documentación. Posteriormente, se determina la información especificada sobre los procedimientos de cada área de la Gerencia: ¿Quién?, ¿Qué?, ¿Cómo?, ¿Cuándo?, ¿Dónde? y ¿Por qué? efectuar las actividades (2do. Nivel), con el fin de generar los Manuales de Procedimientos de cada área. Los procedimientos documentados del sistema de Gestión de la calidad deben formar la documentación básica utilizada para la planificación general y la gestión de las actividades que tienen impacto sobre la calidad; también deben cubrir todos los elementos aplicables de la norma del sistema de gestión de la calidad. Dichos procedimientos deben describir las responsabilidades, autoridades e interrelaciones del personal que gerencia, efectúa y verifica el trabajo que afecta a la calidad, como se deben efectuar las diferentes actividades, la documentación que se debe utilizar y los controles que se deben aplicar. Algunos de los principales objetivos que se persigue con la elaboración de los manuales de procedimientos son: • Comunicar la pólítica de la calidad, los procedimientos y los requisitos de la organización. • Entrenar y/o adiestrar a nuevos empleados. • Definir responsabilidades y autoridades. • Regular y estandarizar las actividades de la Empresa.
5
• Facilitar la introducción de un mejor método dando datos completos del método actual. • Ayuda a establecer mejores programas de operaciones y de actividades. • Suministrar las bases documentales para las auditorias. Además la dirección debe ejecutar el primer Nivel; la elaboración de la Política de Calidad y los Objetivos.
1.3.3.1 Estructura para el Levantamiento de cada Procedimiento e Instructivo de Trabajo
Una estructura recomendada para el levantamiento de cada procedimiento e instructivo de trabajo es la siguiente: Procedimientos: Título y Aprobación del Documento. Es la primera página del procedimiento o instructivo de trabajo, posee los siguientes campos: Logotipo y Nombre de la Empresa, Serial, Revisión, Páginas, Firma de la persona responsable de la revisión y de la aprobación, Nombre del Procedimiento o Instructivo de Trabajo. Registro de revisiones efectuadas a este documento: Es la parte del Procedimiento o Instructivo de trabajo donde se señala el número de revisiones realizadas al Documento. 1. Objetivo. Debe describir de manera clara el "Por qué" y el "Qué" del procedimiento o la instrucción de trabajo, centrándose en aquellos aspectos que lo hace único. Debe ser entendido yentendible por todos los involucrados en el mismo, como por todos los que manejan el documento. 2. Alcance. Debe indicar tanto las áreas como las situaciones donde el procedimiento o la instrucción de trabajo debe ser usado, además de hacer sus excepciones (es decir lo que excluye). Debe ser entendido y entendible tanto por los involucrados en el mismo, como por todos los que manejan el procedimiento o la instrucción de trabajo. 3. Responsables. Debe indicarse la(s) posición(es) que tienen la responsabilidad de ejecutar las actividades descritas en el documento y los responsables por que se cumpla el mismo, se deberá mencionar solo cargos y nunca hacer referencia en forma personal. 4. Condiciones/Normativas. Normativas: Debe describir las condiciones especificas para el procedimiento o la instrucción de trabajo se pueda ejecutar. Aspectos de seguridad: Muestra los riesgos, las medidas y los implementos de seguridad que se deben considerar para la ejecución del documento. Materiales, Herramientas y equipos. 5. Descripción de las Actividades. Describe en forma detallada y en el orden cronológico las actividades que deben llevarse a cabo para el aseguramiento de la calidad de los productos y/o servicios que se esperan obtener. 6. Flujograma. Debe indicar de una manera lógica, la secuencia como deben ser ejecutados los pasos, la posición que debe ejecutarlos y los registros que deben elaborarse para el aseguramiento de la calidad, de los productos y/o servicios que se esperan obtener con el procedimiento. Aplica
6
sólo para los procedimientos.
7. Documentación de Referencia. Debe mencionar todos aquellos documentos, normas, libros, artículos, etc. que se usaron para elaborar el procedimiento o la instrucción de trabajo, y además los que deben usar durante la ejecución de los pasos. Esta referencia debe indicar tipo, serial, titulo, autor, edición y página sino que debe referirse a como y donde ubicarla. En los casos de difícil acceso a la misma, y que sea necesaria para la realización de algunos de los pasos descritos, debe proveerse una copia de la misma como un anexo del procedimiento. 8. Registros. Lista los números y nombres de los formularios, reportes y pantallas asociados al proceso que se utilizan para el monitoreo de las actividades y para la revisión y prueba necesarias para el asesoramiento de la calidad. 9. Glosario. Refiere los términos y/o abreviaturas empleadas en el texto del documento. 10. Anexos.
1.3.4. RAZONES DEL PORQUE IMPLEMENTAR LAS NORMAS ISO 9000
Mejoramiento Interno: La utilización de las Normas ISO 9000 para implementar un Sistema de calidad básico puede beneficiar a la empresa de muchas formas. Mejorar la calidad de las operaciones y por consiguiente aumentar la eficiencia, así también el control de las operaciones puede servir para disminuir los costos de producción. Al incrementar la calidad de los productos trae consigo un aumento en la participación del mercado, lo que a su vez debe eventualmente resultar en un aumento de las ganancias (reacción en cadena de Deming). Posicionamiento en el mercado: A largo plazo, si el nivel de calidad de una organización se percibe inferior al de la competencia (aún no siéndolo), la empresa puede perder posición en el mercado. La certificación ISO es una forma de demostrar que una empresa está realmente comprometida con la calidad y de crear la confianza necesaria en los consumidores de que el Sistema de calidad de la empresa cumple permanentemente los requisitos de calidad establecidos.
Control y desarrollo de proveedores: las Normas ISO 9000 pueden ser utilizadas como un mecanismo de control y desarrollo de proveedores. Al contar con proveedores certificados según ISO 9000, se puede reducir el nivel de control de calidad de los insumos y por ende reducir los costos de operación. Es aconsejable, antes de utilizar las Normas para este fin, haberla implementado primero en la propia empresa o al menos estar avanzados en el proceso de implementación, para poderle vender la idea al proveedor. Requerimiento del cliente o legales: Según las Normas ISO 9000, calidad se define como el conjunto de propiedades y características de un producto o servicio que le confieren la aptitud de satisfacer las expectativas implícitas o explícitas del cliente. El mercado actual, exige que las empresas garanticen la calidad de sus productos de una forma rigurosa. La implementación progresiva de las Normas ISO 9000 es la mejor forma de garantizar las exigencias de calidad del mercado actual.
7

1.3.5 INTRODUCCiÓN DE LAS OSHAS 18000
Las normas OSHAS 18,000 son una serie de estándares voluntarios internacionales relacionados con la gestión de seguridad y salud ocupacional, toman como base para su elaboración las normas 8800 de la British Standard. Participaron en su desarrollo las principales organizaciones certificadoras del mundo, abarcando más de 15 países de Europa, Asia y América. Estas normas buscan a través de una gestión sistemática y estructurada asegurar el mejoramiento de la salud y seguridad en el lugar de trabajo.
Sistema de Seguridad Ocupacional basado en la OSHAS 18.000
OSHAS 18.000 es un sistema que entrega requisitos para implementar un sistema de seguridad ocupacional, habilitando a una empresa para formular una política y objetivos específicos asociados al tema, considerando requisitos legales e información sobre los riesgos inherentes a su actividad. Estas normas son aplicables a los riesgos de seguridad ocupacional y aquellos riesgos relacionados a la gestión .. de la empresa que puedan causar algún tipo de impacto en su operación y que además sean controlables.
1.3.5.1 Descripción de un sistema de administración de riesgos según OSHAS 18000
RI..:\IISION a: LAG:R8\CIA
\/CRlFlc!\QCN y N:CION CC'k-<'t"ECT1W,
RJi.JilCA CE SALLO Y S8:!l.RDI\ü
I i\'Pl.EJ\IF.i\fr I\CI 0\1 Y CPa:>":<.:;ION
A.AI\I RCAClON
Durante el segundo semestre de 1999, fue publicada la normativa OSHAS 18.000, dando inicio así a la serie de normas internacionales relacionadas con el tema "Salud y Seguridad en el Trabajo", que viene a complementar a la serie ISO 9.000 (calidad) e ISO 14.000 (Medio Ambiente).
Cómo se aprecia en la figura, la gestión de estas actividades en forma sistemática y estructurada es la forma
más adecuada para asegurar el mejoramiento continuo de la salud y seguridad en el trabajo. El objetivo principal de un sistema de seguridad ocupacional es prevenir y controlar los riesgos en el lugar de trabajo y asegurar que el proceso de mejoramiento continuo permita minimizarlos.
El éxito de este sistema de seguridad ocupacional depende del compromiso de todos los niveles de la empresa y especialmente de la alta gerencia. Asimismo, el sistema debe incluir una gama importante de actividades de gestión, entre las que destacan: • Una política de salud y seguridad ocupacional; • Identificar los riesgos de seguridad ocupacional y las normativas legales relacionadas; • Objetivos, metas y programas para asegurar el mejoramiento continuo de la seguridad ocupacional; • Verificación del rendimiento del sistema seguridad ocupacional • Revisión, evaluación y mejoramiento del sistema
8
1.3.6 IMPLEMENTACiÓN DE LAS OSHAS
La nonnativa no establece un procedimiento oficial o único de implementación; dependiendo de las características y realidades de cada empresa este proceso tendrá sus propias variantes. De todas formas se presenta un esquema en el cual se detallan los elementos de este sistema de seguridad ocupacional.
Este proceso comienza con la definición de una política de seguridad ocupacional en la empresa, en la cual se establece un sentido general de orientación y los principios de acciones a tomar respecto de este tema. Así también establece las responsabilidades y la evaluación requerida por el proceso, y demuestra además, el compromiso de la alta gerencia para el mejoramiento continuo de la seguridad en el trabajo.
Una vez definida la política, se deberá determinar íntegramente los riesgos significativos de la empresa, utilizando procesos de identificación, análisis y control de riesgos. Permitiendo así poder planificar las accione~ para controlar y/o reducir los efectos de éstos. Así también, la empresa deberá estar vigilante de la legislación relativa al tema, no con la finalidad de mantener una biblioteca legal, sirio para promover el entrenamiento y entendimiento de las responsabilidades legales de todos los involucrados en la seguridad ocupacional.
En cuanto a la implementación de la planificación diseñada por la empresa, es necesario que para lograr la efectividad de la gestión, las responsabilidades y autoridades estén claramente definidas, documentadas y comunicadas. Respecto del proceso propiamente tal, este considera seis partes; Capacitación, Comunicación, Documentación, Control de Documentos y Datos, Control Operacional, y Preparación y Respuesta ante Situaciones de Emergencia.
Siguiendo con los elementos del proceso de mejoramiento continuo de la salud y seguridad ocupacional, se tiene la Verificación y las Acciones Correctivas. Para ello, la empresa deberá identificar parámetros claves del rendimiento para que se dé cumplimiento a la polí tica establecida de seguridad. Estos deben incluir, pero no limitar, parámetros que determinen: a) El cumplimiento de los objetivos; b) Si se han implementado y son efectivos los controles de riesgo; c) Si se aprende de los fracasos producidos en el programa; d) Si son efectivos los procesos de capacitación, entrenamiento y comunicación y finalmente; e) Si la información que puede ser utilizada para mejorar y/o revisar los aspectos del programa están siendo producidos e implementados.
Finalizando con el ciclo se encuntra con la revisión de la alta Gerencia. Esto, dado el compromiso asumido al elaborar la política seguridad ocupacional en la empresa, implica que la gerencia debe asumir un rol preponderando para cumplir los objetivos propuestos y modificar las políticas si fuese necesario.
9
1.3.7 ¿CÓMO SE RELACIONAN LAS NORMAS ISO 9000 CON LAS OHSAS 18.000?
Todos los sistemas de gestión, desde el ISO 9000 son cada vez más conscientes de la importancia del individuo en relación con las metas. La ISO 9000: 2000 está basada en los 8 llamados Principios de la Gestión de Calidad y precisamente, el Principio n° 3 se refiere a las personas y enuncia "El personal, a todos los niveles, son la esencia de una organización y su total compromiso e involucramíento permite que sus capacidades puedan ser utilizadas por el máximo beneficio de la Organización". Debido a que los resultados de cualquier empresa dependen de la satisfacción de los clientes a los que se sirve, todos los sistemas de gestión están enfocados primero a la satisfacción del cliente interno (empleados), que están mucho más cercanos, que los clientes externos (quién recibe los productos y servicios). La satisfacción del empleado viene dada en sus condiciones de trabajo, entre ellas esta su seguridad e integridad física. Conociendose el principio anterior en la nueva norma ISO 9000:2000 se incluyen compromisos sobre la gestión del ambiente y condiciones de trabajo de los operarios de las empresas. Es por eso también, que cada vez es más el número de empresas que se están preparando para gestionar consciente y eficazmente estos elementos.
También existen motivos de suma importancia para implantar un sistema de gestión de seguridad y salud ocupacional, se destaca a continuación varios interrelaciones:
En primer lugar, ayuda a cumplir la legislación con facilidad, además del cumplimiento de cualquier norma a la cual la empresa desea se suscribirse, como son los códigos de buenas prácticas y las normas internas de grupo.
En segundo lugar, ayuda a reducir costos al manejarla seguridad y salud ocupacional (880) como sistema. Por el contrario como ocurre si se maneja la 880 a través de programas no articulados y de aplicación independiente generado mayores costos por duplicidad o falta de autosostenibilidad.
En tercer lugar, la creciente presión comercial. El tema de las condiciones de trabajo y comercio está presente en la propia Organización Mundial del Comercio (OMC) a través de la cláusula social. Evitar la ventaja comparativa que podrían suponer menores costos de producción en base a un nivel inferior en las condicione·s de trabajo de las empresas.
La incorporación de materias medioambientales y de prevención de riesgos laborales (seguridad y salud laboral) en la empresa, hace necesario adoptar herramientas adicionales, que agrupamos bajo el nombre de Sistema Integrado de Gestión de calidad, Seguridad y salud Ocupacional (8IGASSO). El 81GASSO se denomina integrado porque según este sistema organizativo, al igual que ocurre con el sistema de gestión de la calidad, cada mando de la empresa y, cada nivel jerárquico, tiene, como una responsabilidad más de su labor la de proporcionar a sus supervisados un ambiente de trabajo, en el que se adopten las medidas necesarias para evitar emisiones accidentales de sustancias o de energía, accidentes de trabajo, etc., minimizando con ello, el efecto de accidentes que pueden producirse y que afecten al medio ambiente, a las instalaciones o a las personas.
10
En resumen, la toma de decisiones ha de ser coherente respecto a temas Gestión de calidad y de seguridad. Asimismo, cada mando deberá proporcionar a sus supervisados, el entrenamiento idóneo que asegure que están preparados para el desempeño de su puesto de trabajo, cumpliendo los procedimientos e instrucciones marcados por las políticas de Gestión de calidad y de prevención de riesgos. El sistema integrado de gestión surge como consecuencia lógica de que cada uno de los sistemas individuales se rige por principios que son comunes a ambos. Puesto que todos los sistemas interactúan y se integran, al sistema resultante también le son aplicables los mismos principios. Los factores esenciales que se encuentran dentro de la organización y que deben ser adecuadamente coordinados para el sistema integrado son:
Las metas que deben alcanzarse. Políticas y objetivos Estructura organizativa Documentación La gente que debe hacer tareas con objetivos establecidos. Los recursos de los cuales se dispone,
Lo que propone la actual ISO 9000:2000 es que las organizaciones se acerquen cada vez más a una organización por procesos. Que definan un mapa de procesos de sus actividades teniendo en cuenta que, frecuentemente, la salida de un proceso supone ser la entrada de otro. Como se ha dicho esta norma está diseñada para ser compatible con otras normas. Comparte principios de sistemas de gestión con la ISO 14001. De tal manera que sugiere que los aspectos comunes de las dos normas se deben implantar de forma compartida para evitar duplicidades innecesarias. Paralelamente la norma OSHAS 18000 ha sido estructurada teniendo como modelo la ISO 14000, con la que tiene como se ha visto también elementos conceptuales comunes,
Asimismo la norma ISO 9000:2000 no se dirige o incluye exigencias o requisitos de actos de otros sistemas de gestión tales como la gestión medioambiental o la de seguridad y salud ocupacional. De todas formas hay requisitos comunes en estos sistemas de gestión diferentes y las normas intemacionales no impiden sino por el contrario se popondrá a que se lleve a cabo una integración de aspectos similares de sistemas de gestión.
Las normas OHSAS 18,000 han sido diseñadas para ser compatibles con los estándares de gestión ISO 9.000, relacionados con materias de Calidad. De este modo facilita la integración de los sistemas de gestión para la calidad, y la seguridad en las empresas,
Estos sistemas comparten principios sistemáticos comunes de gestión basados, entre otros, en el mejoramiento continuo, el compromiso de toda la organización y en el cumplimiento de las normativas legales.
En el cuadro No. 1 Se presenta la comparación entre los sistemas mencionados.
Estas normas son aplicables a cualquier empresa que desee:
11
• Establecer un sistema de gestión de calidad y Seguridad Ocupacional, para proteger el patrimonio expuesto a riesgos en sus actividades cotidianas; • Implementar, mantener y mejorar continuamente un sistema de gestión de calidad y
seguridad ocupacional; • Asegurar la conformidad de su política de seguridad y calidad establecida; • Demostrar esta conformidad a otros; • Buscar certificación de sus sistema de gestión de calidad y seguridad ocupacional, otorgada por un organismo extemo;
• Hacer una autodeterminación y una declaración de su conformidad y cumplimiento con estas normas OHSAS e ISO
La pólitica de Seguridad y Gestión de Calidad deberá ser iniciada, desarrollada y apoyada activamente por el nivel más alto de la dirección.
Ser apropiada a la naturaleza y escala de los riesgos de la SSO de la organización. Incluir el compromiso con el mejoramiento continuo. Comprometer a la organización en el cumplimiento de todos los requisitos preventivos y
legales. Definir la forma de cumplir, superar o desarrollar los requisitos de seguridad y Gestión de
calidad asegurando la mejora continua de su actuación. Estar documentada, implementada y mantenida. Sea analizada críticamente, en forma periódica, para asegurar que ésta permanece
pertinente y apropiada a la organización . Estar a disposición de las partes interesadas, en un formato de fácil comprensión, por
ejemplo, a través del informe, memoria o exposición anual de la organización.
12

Cuadro No. 1 Relación de los sistemas OSHAS 18000 e ISO 9001 :2000
OSHAS 18001: 1999 ISO 9001 :2000
1 Alcance 1 Alcance
2 Refe renci a de publicación 2 Referencia normativa
3 Términos y Definiciones 3 Definiciones
4 E lementos sistema de
4 Requisitos sistem a de ges tión O H& S calid ad
4. 1 R eq ui sitos ge nerales 4.2. 1 General (pri m era oración) .
4.2 Política OH & S 4.1.1 Política de caJid ad
4.3 PI a n i ficación 4.2 Sistem a de caUdall P la nificación para la
4 .3.1 identificación, anális is y 4 .2 Sistem a de calidad co ntro l de ricsl(os
4 .3.2 Requisitos le ga les y o tros --- ----------- -------- -.------ --4 .3.3 O bj eti vos 4.2 Sistema de ca lidad
43.4 Programa(s) de gesti ón
4 .2 Sistema de ca lidad OH&S
,
1m plem entación y 4.2 Sistem a de calidad
4.4 operación 4.9 Contro l de proceso 4.1
Responsabilidad gerencial 4.4 .1 Es tru ctura y respo nsabi lidad
4. 1. 2 Organización -
Capacitación, Capacitación y 4.4.2 entrenam iento, 4 .18
co noc im ien to y com petencia en trenam ien to
4.4.3 C0 1l1 unicación __ o
---------~- -- ----- - -----------
4.4.4 Documentación 4.2.1 General (si n pflm e ra oración)
4.4 .5 Co ntro l de documentos y 4.5 Co ntrol de documento s y datos datos
4.2.2 Procedimientos d el sistem a de calidad
4.3 Revisión Contrato
4.4 Control del disefio
4.6 Adqui sic iones
4.7 Producto sum inistrado al 4.4 .6 Control Operaciona l cliente
4 .8 Control del proceso
4.9 Manipulación , alm ace nam iento, envasado, preservac ió n y entrega
4.19 Se rvic io
4.20 Técnicas Estadísticos
4.4 .7 Preparació n y repuesta ante --- .. _--. ------------- .----------emergencias
FUENTE: WWW. RELACIONOSHAS1800EIS09000.COM/COPERNIC
13
1.3.8 CóDIGO DE TRABAJO DE GUATEMALA
Se tiene contemplado el derecho del trabajador en el Título Quinto "Higiene y Seguridad en el Trabajo" del código de trabajo, año 1996. Los artículos 197 al 204 mencionados anteriormente son los siguientes:
Artí culo 197. Se obliga a los patronos a adoptar las precauciones que sean necesarias para proteger la vida, salud y moralidad de los trabajadores. Para este plazo debe proceder, dentro del plazo que determina la Inspección General de Trabajo y de acuerdo con el reglamento o reglamentos de este capítulo, a introducir por su cuenta, todas las medidas de higiene y seguridad en los lugares de trabajo que sirvan para dar cumplimiento a la obligación anterior. Artículo 198. Deben de acatar y cumplir las medidas y reglamentos que ellGSS les indique con el fin de prevenir el acaecimiento de accidentes de trabajo y de enfermedades profesionales. Articulo 199. Los trabajos a domicilio o de familia quedan sometidos a las disposiciones de los dos artículos anteriores, pero las respectivas obligaciones recaen, según el caso, sobre los trabajadores o jefes de ,familia. Trabajo de familia es el que se ejecuta por los cónyuges, los que viven como tales o sus ascendientes y descendientes, en beneficio común y en el lugar donde ellos habiten. Artí culo 200: Se les prohíbe a los patronos permitir que sus trabajadores duerman o coman en sus propios lugares de trabajo. Para una u otra cosa, aquellos deben habilitar locales especiales. Artículo 201. Son labores, instalaciones o industrias insalubres las que por su propia naturaleza puedan originar condiciones capaces de amenazar o dañar la salud de sus trabajadores, o debido a los materiales empleados , elaborados o desprendidos, o a los residuos sólidos, líquidos o gaseosos. Son labores, instalaciones o industrias peligrosas las que dañen o puedan dañar de modo inmediato y grave la vida de los trabajadores, sea por su propia naturaleza o por los materiales empleados, elaborados, o desprendidos, o los residuos sólidos, líquidos o gaseosos; o por el almacenamiento de sustancias tóxicas, corrosivas, inflamables o explosivas en cualquier forma que éste se haga. El reglamento debe determinar cuáles trabajos son insalubres, cuales son peligrosos y las sustancias cuya elaboración se prohíbe, se restringe o se somete a ciertos requisitos y en general, todas las normas a que deben sujetarse estas actividades. Artículo 202. Se prohíbe que los trabajadores carguen mercaderías que sean consideradas pesadas, dependiendo de la edad, sexo y condiciones físicas del trabajador. Artículo 203. Están obligados a solicitar a sus empleados, especialmente a los que se ocupen de fabricación y expendio de productos alimenticios para el consumo público, un certificado médico que indique que no padecen enfermedades infecto-contagiosas Artículo 204. Todas las autoridades de trabajo y sanitarias, deben colaborar a fin de obtener el adecuado cumplimiento de las disposiciones de este capítulo y sus reglamentos. Estos últimos deben ser dictados por el Organismo Ejecutivo, mediante acuerdos emitidos por conducto del Ministerio de Trabajo y Previsión social y en el caso del Art.198
14
1.3.9 LEY ORGÁNICA Y LEYES DEL IGSS
En este conjunto de leyes se encuentra una variedad de artículos dedicados a definir los accidentes y lesiones de los trabajadores, así romo las obligaciones de los patronos, además de especificar los casos individuales de cualquier necesidad física de los empleados en términos de la salud de los mismos. De los más importantes artículos del reglamento dellGSS se tienen los siguientes (Instituto Guatemalteco de Seguridad Social; 1989): Artículo 13: se entiende por a) Incapacidad temporal: la que dura el período dentro del cual la víctima de un accidente requiere y recibe tratamiento médico o asistencia hospitalaria y que termina ron la completa consolidación o cicatrización de las lesiones o con la curación de los trastornos funcionales del accidentado, o con la aptitud de éste para volver al trabajo, o con la declaratoria de la incapacidad permanente, todo según lo disponga el médico que designe el Instituto al expedir el dictamen final que corresponda; y b) Incapacidad permanente, total o parcial: la mutilación o daño físico irreparable o el trastorno funcional definitivo que se haya producido en la víctima de un accidente, como consecuencia de éste, siempre que, según dictamen del médico que designe el Instituto, emitido al dar por concluido la incapacidad temporal, dichas lesiones o trastornos hayan alcanzado el referido estado final. Artículo 14: para los efectos del reglamento, rehabilitación es el proceso que tiende a capacitar de nuevo a un trabajador físicamente y psíquicamente para la vida activa del trabajo y que, en consecuencia, comprende: a) Re- educación de órganos lesionados, como una de las fases del tratamiento médico; b) La substitución o complemento de órganos mutilados, por medio de aparatos protésicos u ortopédicos, siempre que ello sea posible y necesario; y c) La readaptación profesional, romo el conjunto de esfuerzos tendientes a convertir de nuevo al trabajador en una persona económicamente activa y a procurar conseguirle una ocupación compatible con sus aptitudes. En el capítulo cuatro de la ley orgánica deIIGSS, se encuentra la sección uno, de Beneficios, la sección dos de prevención y protección, la sección tres de primeros auxilios, la sección cuatro de incapacidad temporal , la sección doro de incapacidad permanente prolongada, la sección seis de rehabilitación, la sección siete de muerte y de la sección ocho a la diez, se definen las sanciones y obligaciones al y del patrono.
15

1.3.10 ORGANISMOS INTERNACIONALES
a) OSHA (OCCUPATIONAL SAFETY ANO HEALTHADMINISTRATION), Estados Unidos. Organismo del gobierno de Estados Unidos encargado de desarrollar y promulgar normas de prevención de accidentes y salud ocupacio-nal, conduce investigaciones y realiza inspecciones para determinar el grado de cumplimiento de las normas. Propone sanciones en caso de incumplimiento.
b)NFP A (NATIONALFIRE PROTECTION ASSOCIA TION), Estados Unidos. Organización a la que se suscriben centros de servicio contra incendios, comercios e industrias. Sirve como banco de información y generadora de normas técnicas sobre prevención y combate de incendios.
c)CONSEJO NACIONAL DE SEGURIDAD (NATIONAL SAFETY COUNCIL), Estados Unidos. Organización independiente, sin fines de lucro, cuyo propósito es la reducción del número y severidad de todos los tipos,de accidentes mediante la recolección y distribución de información sobre las causas de los mismos.
d) CIAS (CONSEJO INTERAMERICANO DE SEGURIDAD), Estados Uni-dos. Organización educativa, sin fines de lucro, dedicada a la prevención de accidentes y control de pérdidas en Latinoamérica, España y Portugal. Sus servicios son: publicaciones mensuales, consultas, servicios estadísticos, asesoramiento, publicación de material educativo, etcétera.
e)F ACTORY MUTUALSYSTEM, Estados Unidos. Asociación de compañías aseguradoras contra incendios que aseguran las grandes propiedades industriales y comerciales en Estados Unidos y Canadá.
f)INTERNATIONALATOMIC ENERGY AGENCY, Austria. Organismo dependiente de las Naciones Unidas que se encarga de acelerar y acrecentar la contribución al empleo de la energía atómica para la paz, la salud y la prosperidad. Proporciona asistencia y consejo técnico para el desarrollo del uso de la energía nuclear en la generación de electricidad y el empleo de la radiación y radioisótopos en medicina, agricultura e industria, así como el manejo de residuos radiactivos.
g) UL (UNDERWRITERS LABORATORIES INC), Estados Unidos. Organización independiente, sin fines de lucro, que realiza pruebas de seguridad de los productos que se venden al público. Mantiene laboratorios para pruebas de dispositivos, sistemas y materiales.
h) DEP ARTMENT OF LABOR, Estados Unidos. Organización del gobierno de Estados Unidos que se encarga de promo-ver y desarrollar el bienestar de los trabajadores para mejorar sus condiciones de trabajo y sus oportunidades para un empleo remunerativo.
í)EPA(ENVIROMENT AL PROTECTIONAGENCY), Estados Unidos. Organismo gubernamental de Estados Unidos encargado de proteger y mejorar el ambiente circunscribiéndose a las leyes promulgadas por el congreso. Su misión es controlar y eliminar
16

la contaminación de agua, aire, residuos sólidos, pesticidas, ruido y radiación.
j) NIOSH (NATIONAL INSTITUTE FOR OCCUPATIONAL SAFETY ANO HEALTH), Estados Unidos.
k) ORGANIZACiÓN MUNDIAL DE LA SALUD, Suiza. 1) FDA(FOODANO DRUGADMINISTRATION), Estados Unidos.
1.3.11 Ruido Á nivel internacional, las sociedades han discutido mucho sobre el sonido real de la palabra ruido y se ha tratado de llegar al más puro significado di misma: lo que la gente común y corriente entiende por ello. De tal manera, las muy elaboradas definiciones en física o en comunicología deberán ceder el paso al concepto popular de la palabra. De aquí que la Organización Mundial de Salud y la Organización Internacional del Trabajo han coincidido en definir ruido como: "todo sonido indeseable". En Guatemala se puede basar en la norma OSHA 18000, la cual brinda parametros de como se clasifica el ruido, lo cual'se describira a continuación. Estos enunciados traen muchos elementos de discusión; el más importante es el concepto de la deseabilidad. ¿Para quién es indeseable el ruido? O sea, que es ruido para una persona, puede no ser lo para otra. Así pues, el ruido es! concepto subjetivo, es decir, varía de persona a persona. Pero el ruido puede también un concepto colectivo: cuando un conjunto de personas están de acuerdo con las características indeseables de éste. Es aquí cuando el ruido cobra carácter de importancia social.
Clasificación del ruido Dentro de la clasificación del ruido, conforme a lo establecido respecto a la clasificación de ruidos, se tiene como los más importantes a nivel industríallos siguientes:
- Ruido estable - Ruido inestable - Ruido sostenido - Ruido intermitente
RUIDO ESTABLE es aquel que se registra con una variación de su nivel de presión acústica no superior a +/- 2 dB RUIDO INESTABLE es aquel que se registra con una variación de su nivel de p r e si ó n acústica superior a +/- 2 db RUIDO SOSTENIDO es un ruido estable no modificado RUIDO INTERMITENTE es aquel ruido estable recurrente, cuyo nivel máximo se alcanza de manera súbita, y después de sostenerse durante un segundo o más desciende también súbitamente, seguido también de una pauta.
INSTRUMENTACiÓN Una gran variedad de instrumentos son utilizados para medir el ruido. De todos ellos el más común es el sonómetro. El sonómetro es un instrumento que permite medirel nivel de presión
17
acústica, expresado en dE. Está diseñado para responder al sonido casi de la misma forma que el oído humano y proporciona mediciones objetivas y reproducibles del nivel de presión acústica. En esencia, consta de un. micrófono, una sección de procesamiento de señal y una unidad de lectura.
1.3.12 VENTILACióN La ventilación consiste en producir corrientes de aire que permitan eliminar contaminantes de la atmósfera, en la que se desenvuelve un trabajador para evitar que se introduzcan a su organismo y le causen una enfermedad. Los tipos de ventilación que existen son la ventilación local y la general. En algunos casos el propósito de la ventilación es extraer el aire contaminado, por lo que se denomina extracción; en otros, la ventilación pretende cambiar el aire viciado por aire puro, por lo que estos sistemas se denominan de recirculación de aire.
1.3.13 FLUJO LUMINOSO Y MEDIDAS DE LUZ
Las cantidades de luz que nos ayudan a ver provienen tanto de las fuentes de su origen como de los objetos que las reflejan y su caudal se denomina flujo luminoso. La unidad de flujo luminoso es ellumen, que se define como la cantidad de 1.6 x 10-3 vatios, emitidos en una longitud de onda de 555 milimicrones. La emisión de luz por una fuente cualquiera se hace en forma radial en el espacio, por lo tanto, si un objeto está cerca de la fuente luminosa interceptará un flujo con cierta cantidad de rayos de luz y si el mismo objeto está lejOS, interceptará un flujo con menos rayos luminosos, ya que estós se van esparciendo en el espacio desde que salen de la fuente. Si se tiene una fuente que emita un lumen y se considera una esfera de un metro de diámetro en cuyo centro está dicha fuente, y sobre esta esfera se toma como base la superficie que mide un metro cuadrado, habrá una cantidad de rayos luminosos que esta superficie intercepte. En estas condiciones esa cantidad de luz que incide sobre la superficie de un metro cuadrado se denomina un lux. Si se tomara como superficie un pie cuadrado, la cantidad perceptiva de luz se denomina una unidad candela o pie-candela .
LUMINANCIA
Es la intensidad de luz que emite una fuente luminosa o una superficie ilurninada. Se mide en lúmenes por unidad de superficie o en candelas por unidad superficie. El término técnico es brillo fotométrico o luminancia, pero se usa figura frecuencia la palabra brillo, ya que el ojo ve brillo, no iluminación. Todos los objetos visibles tienen brillo que, normalmente, es independiente a la distancia de la observación.
ILUMINACiÓN
Es el flujo luminoso que incide por unidad de superficie. Se mide en luxes o pies candela. Para cada tipo de trabajo se requiere una intensidad óptima de iluminación sobre el plano en que se realiza la actividad. Con una misma intensidad luminosa de la fuente puede haber distintas intensidades de iluminación en, superficies expuestas, de acuerdo con su color y su poder de absorción de la luz.
18
Cuando un flujo luminoso incide sobre una superficie o un cuerpo encuentra sujeto a 3 efectos: reflexión, trasmisión y absorción; la proporción guardan entre sí estos tres efectos es variable pero las cantidades de luz reflejada, trasmitida o absorbida suman la cantidad original.
Medición de la iluminación El reconocimiento y la evaluación de los niveles de iluminación en un entamo industrial dependen de la cantidad y el tipo de información obtenida durante el reconocimiento inicial, así como de los conocimientos técnicos y la capacidad analítica de las diferentes operaciones industriales del observador. Un reconocimiento de los niveles de iluminación puede ser tan sencillo o complejo como se desee, pero en cualquiera de los casos es esencial determinar tres cantidades:
-Iluminación -Luminancia. -Reflexión
En los estudios más complejos, también se mide la temperatura cercana a las luminarias (aire) y el voltaje de entrada a éstas. Por lo general, las medidas de iluminación se hacen con uno de los distintos tipos de luxómetros que llevan incorporadas células fotosensibles del tipo de capa-barra. Para medir el brillo o luminancia pueden utilizarse distintos tipos de instrumentos portátiles. Uno de ellos tiene un tubo fotoeléctrico como elemento sensible a la luz, con un filtro para conformar la respuesta espectral a la curva de sensibilidad del ojo. Con un luxómetro se pueden realizar medidas aproximadas del factor de reflexión de una superficie mate.
19

1.3.14 EXTINCiÓN DE INCENDIOS
Los agentes más adecuados a cada tipo de fuego son los siguientes: • Para fuegos clase A: sólidos flamables (madera, papel, goma, plásticos y tejidos). Para esta clase de fuego se utilizan los extinguidores que aplican agua a chorro o pulverizada. o Clase B: líquidos y gases flamables (etanol, metanol, gasolina, parafina y cera de parafina). Se utilizan extinguidores que contiene bióxido de carbono, polvos químicos secos, espuma, y líquidos vaporizantes. o Clase C: fuegos eléctricos, cuando intervienen escapes de gas, escapes de gas licuado, o cuando dicho gas se vierte (gases de petróleo líquido). Se utilizan extinguidores que contienen espuma de polvos químicos secos. o Clase D: Involucra ciertos metales combustibles, tales como el Magnesio, Titanio, Potasio. o El equipo contra incendio puede variar dependiendo del tipo de fuego que se produzca. Así, tenemos los siguientes equipos:
PORTÁTIL
MÓVIL
SISTEMAS FIJOS
Polvo químico seco (fuegosABC) capacidad (extintor) 1 a 12 kg Bióxido de carbono (fuegos BC) Halón (fuegos ABC)
Polvo químico seco (fuegos ABC) Capacidad (extintor) 50, 70150 kg Bióxido de carbono (fuegos BC)
Manuales: redes hidráulicas formadas por una bomba, depósito de agua e hidrantes. El agente extintor puede ser de agua o espuma. Automáticos: sistemas que funcionan con detectores y por sí solos disparan el agente extinguidor. Los agentes pueden ser: agua, bióxido de carbono o halón.
Se debe aclarar que los equipos portátiles y móviles son utilizados para combatir conatos de incendio, esto es, un fuego que apenas se inicia y es muy fácil de suprimir. Cuando el incendio se ha extendido, se requiere recurrir al uso de hidrantes. El personal de cualquier empresa, cuando tiene a la mano el equipo adecuado contra incendio y está capacitado para utilizarlo, puede combatir los conatos de incendio a tiempo y ahorrar millones de quetzales a la empresa.
Las técnicas de combate contra incendios sólo pueden ser efectivas cuando se tiene el equipo adecuado; de tal forma que es necesario que todo el equipo contra incendio, incluyendo el equipo de protección del bombero, se encuentre siempre en condiciones óptimas de funcionamiento y listo para usarse. Para ello, a continuación describimos cómo debe efectuarse una inspección del equipo contra incendio, y qué debemos verificar en cada una: 1. Ubicación: el sitio donde se encuentre el extintor debe ser accesible y estar cerca del personal que lo tendrá que utilizar. Asimismo debe tener un número asignado. 2. Tipo: según el agente extinguidor, si es de polvo, C~ o halón y si corresponde al tipo de fuego que se produciría en esa zona. 3. Capacidad: de qué capacidad es el extintor y si esa capacidad es la adecuada a ese tipo de riesgo.
20
4. Carga: los extintores de polvo y halón cuentan con un manómetro que indica si se encuentran presurizados o no. Los extintores de C02 deben pesarse para saber si están llenos o vacíos. 5. Vencimiento: la carga de todos los extintores caduca al año, aun cuando no se hayan disparado y el manómetro indique presión normal. 6. Señalamiento: debe ser claramente visible desde todos los ángulos. 7. Altura: la parte más alta del extintor debe estar máximo a 1.50 mts del piso. 8. Acceso: no debe estar obstruido el acceso al extintor. 9. Etiqueta: el extintor debe tener la etiqueta de instrucciones de uso, el tipo de extintor y la fecha de recarga. 10. Seguro: en la manija debe estar el seguro y el alambre de cobre con sello. metálico que indica que no se ha utilizado.
1.3.15 COMISiÓN DE SEGURIDAD
Es la encargada de ejecutar las diferentes políticas y normas de seguridad aprobadas, velar para que todo el personal s~a capacitado y adiestrado en técnica de prevención y acciones de respuesta ante emergencias, coordinando para tal efecto con los Departamentos involucrados.
1.3.16 PROGRAMA DE SEGURIDAD
Es el conjunto de actividades de planeación, ejecución y control que permiten mantener a los trabajadores y a la empresa con la menor exposición posible a los peligros de medio laboral. (Leytaf y gonzales, 1994)
21
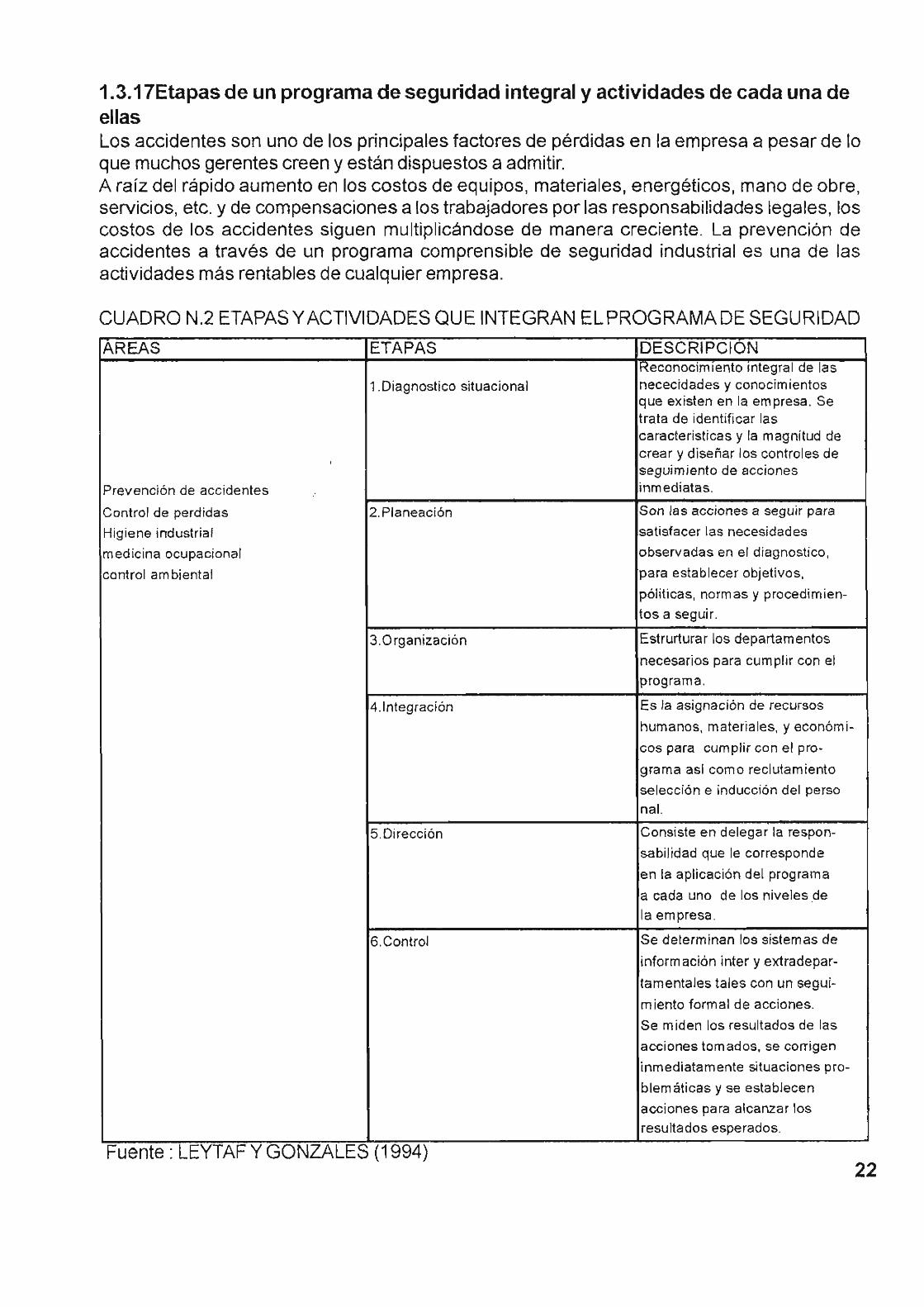
1.3.17Etapas de un programa de seguridad integral y actividades de cada una de ellas Los accidentes son uno de los principales factores de pérdidas en la empresa a pesar de lo que muchos gerentes creen y están dispuestos a admitir. A raíz del rápido aumento en los costos de equipos, materiales, energéticos, mano de obre, servicios, etc. y de compensaciones a los trabajadores por las responsabilidades legales, los costos de los accidentes siguen multiplicándose de manera creciente. La prevención de accidentes a través de un programa comprensible de seguridad industrial es una de las actividades más rentables de cualquier empresa.
CUADRO N.2 ETAPAS Y ACTIVIDADES QUE INTEGRAN EL PROGRAMA DE SEGURIDAD
AREAS ETAPAS DESCRIPCION ReconocimIento Integral de las
1.Diagnostico situacional nececidades y conocimientos que existen en la empresa . Se trata de identificar las caracteristicas y la magnitud de crear y diseñar los controles de , seguimiento de acciones
Prevención de accidentes inmediatas.
Control de perdidas 2. Planeación Son las acciones a seguir para
Higiene industrial satisfacer las necesidades
m ed icina ocupacional observadas en el diagnostico,
control am biental para establecer objetivos,
póliticas, normas y procedimien-
tos a seguir.
3. O rganizacíón Estrurturar los departamentos
necesarios para cumplir con el
programa .
4.lntegración Es la asignación de recursos
humanos, materiales, yeconómi-
cos para cumplir con el pro-
grama así como reclutam iento
selección e inducción del persa na!.
5.Dirección Consiste en delegar la respon-
sabilidad que le corresponde
en la aplicación del programa
a cada uno de los niveles .de
la empresa .
6.Control Se determinan los sistemas de
información inter y extradepar-
tamentales ta les con un segui-
miento formal de acciones.
Se m id en los resultados de las
acciones tomados. se corrigen
inmediatamente situaciones pro-
blemáticas y se establecen
acciones para alcanzar los resultados esperados.
Fuente : LEYTAFY GONZALES (1994) 22

1.3.18 EQUIPO DE PROTECCióN Estos equipos forman una barrera protectora entre el cuerpo y la fuente del peligro. A continuación se presenta un cuadro en el que se describe los principales equipad de protección personal disponibles en el mercado de acuerdo con la parte del cuerpo que se pretende proteger:
Cuadro No. 3 Equipos de protección.
Partes del cuerpo Equipos Tipos Casco Clase A: protección dieléctrica limitada.
Clase B:descargas eléctricas Clase C:Protección contra impactos y particulas volantes.
Cabeza: incluye craneo Calse O: especiales para bomberos.
(cuero cabelludo y nuca) Con pantalla. Careta para soldar. Monogafas (gogles) . Gafas y cara (ojos, oídos y vias Protectores copa. Anteojos
respi ratorias) Faciales Respiradores de filtro mecanlco. Resplraaores ae cartucno
Protectores químico. Máscaras de gas. Mascarillas con suministro de de vi as aire. Equipos de aire autónomo. Equipos autogeneradores aéreas de oxigeno. I Protectores auditivos Tapones auditivos. Conchas u orejeras.
Tronco (incluye pecho, espalda, hombros, Cuero curtido, telas aluminizadas de rayón, nylón tratado, cintura, abdomen y algodón eSbesto, proliéstes. Recublimientos de caucho, órganos genitales). Mandiles neopreno, látex, vinilo, plomo, etc.
¡\....alse 1: Cinturón de correa, Clase 11: ames para el pecho. Cinturones de Clase III :amés para el cuerpo. Clase IV:arnés de seguridad suspención. Chaleco salvavidas.
¡l::.XtremlClaaes (incluye brazos, antebrazos, Guantes, Lona, tela de algodón con recubrimiento de neopreno, manos, muslos, piernas mitones y resinas vinilicas o hules. Sin forro interior (hule, neopreno, y pies). manguitos resinas, vinilo y nitrilo.Cuero y asbesto).
!Lapatos y ¡Glase 1: con puntera ele acero para uso general. GlaSe 11;
botas para peligros eléctricos. Clase 111: para fundición. Polainas y cubrezapatos Cuero, asbesto y telas alumininizadas.
Fuente : LEYTAFYGONZALES (1994)
23

MARCO DOS:Planteamiento del problema Actualmente en Guatemala, cada vez más crece el número de empresas que se interesan en la certificación de procedimientos de calidad y en base a las normas ISO 9000-2000 seguridada industrial, ya que dan un mejor posicionamiento de carácter estratégico con respecto al resto de competidores, que no han realizado este proceso, sin importar el tamaño de esas organizaciones.
El siguiente trabajado de investigación presenta la situación actual del aserradero que es crítica debido a que no cuenta con un sistema de calidad ni de seguridad industrial, los costos de operación son elevados, no cuenta con estructura organizacional enfocada a la mejora continua en el proceso de corte de madera, el ambiente de trabajo es inseguro para los empleados ya que las máquinarias no poseen ningún tipo de protección, los operarios no tienen el equipo de seguridad adecuado para este proceso, asi como otras condiciones inseguras que pueden causar accidentes en las áreas de trabajo.
,
Del problema anterior surge la siguiente interrogante: ¿Es posible diseñar un sistema de gestión de calidad basado en las normas ISO 9000: 2000 y de seguridad industrial para un aserradero?
2.1 Objetivos
2.1.1 general • Diseñar un sistema de calidad basado en las normas ISO 9001 :2000, y de seguridad industrial.
2.1.2 específicos • Hacer un diagnostico de la situación actual en la que se encuentra el aserradero, basado en los requisitos de la certificación ISO 9001 :2000, por medio de un Che k list. • Dar un diagnóstico de la situación actual en la que se encuentra la empresa,basado en un check list detectanto las condiciones y actos inseguros en el aserradero. • Identificar los puntos criticas a lo largo del proceso • Desarrollar un plan de acción donde se describan los principios generales que integran el sistema de Gestión de Calidad basado en las normas ISO 9001 :2000 para el aserradero. • Desarrollar un plan de acción y proponer soluciones a las condiciones inseguras encontradas, mantener las condiciones seguras en el aserradero a través de instrumentos para evaluación periódica.
24
2.2 HIPÓTESIS Debido a que es una investigación descriptiva, no es necesario plantear una hipótesis. (Achaerandio, 1995)
2.3 ELEMENTOS DE ESTUDIO
• Seguridad Industrial • Sistema de Gestión de Calidad • Proceso
2.4 DEFINICiÓN DE ELEMENTOS DE ESTUDIO
Sistema de Gestión de Calidad DEFINICiÓN CONCEPTUAL Conjunto de elementos mutuamente relacionados que interactúan para establecer las politicas y objetivos para dirigir y controlar una organización con respecto a la calidad. (www. Norma ISO 9000:2000.com).
DEFINICION OPERACIONAL Participación y compromiso activo de todos los miembros de la empresa con el fin de garantizar la satisfacción de los clientes y crear valos para el cliente.
Seguridad Industrial DEFINICION CONCEPTUAL Es el conjunto de conocimientos técnicos y su aplicación para la reducción, control y eliminación de accidentes en el trabajo, por medio de sus causas, encargándose de implementar las reglas tendientes a evitar este tipo de accidentes. (Leytaf y Gonzáles, 1994),
DEFINICION OPERACIONAL Reducir los riesgos de accidentes teniendo un mejor manejo y control de las maquinarias, herramientas y materiales utilizados para fabricar puertas y ventanas de aluminio mediante el uso de herramienta de control y eliminación de riesgos . Los indicadores que se utilizaron fueron los siguientes: • Riesgos físicos • Riesgos mecánicos • Actos inseguros • Condiciones inseguras
Proceso DEFINICION CONCEPTUAL La organización debe planificar y desarrollar los procesos necesarios para la realización del producto, se deben de determinar los procesos relacionados con el cliente, compras, producciión y prestación del servicio, control de los equipos de seguimiento y medición, (Norma ISO 9000:2000) DEFINICION OPERACIONAL Es el conjunto de procedimientos que convierten elementos XXX en elementos de salida.
25
/
2.5 ALCANCES Y LIMITES
2.5.1 alcances El alcance de esta investigación consiste en desarrollar un diseño que permita
implementar un sistema de calidad basado en los requisitos de la norma ISO 9001 :2000 y de seguridad industrial en un aserradero, quedará a discresión de la empres la futura implentación de dichos sistemas.
2.5.2 límites Este estudio solamente proporciona una guía de lineamentos a seguir en el proceso
de corte de madera en un aserradero, no abarca ningún otro departamento de esta empresa.
No se realizará un análisis de costos para la implementación de dichos sistemas. Los planes de acción de los sistemas de gestión de calidad y seguridad industrial se van
a realizar individualmente, ya que estos se van a implementar por separado. Debido a la confidencialidad de los datos de la empresa, no será posible publicar
datos exactos o detalles minuciosos.
2.6 APORTE
A GUATEMALA: Se espera que la información obtenida en esta investigación sea de utilidad para otros
aserraderos para que analicen sus sistemas de calidad y seguridad industrial
A LA EMPRESA: Esta investigación pretende servir como guía para iniciar la implementación del proceso de la norma ISO 9001 :2000, y la implementación del programa de seguridad industrial, que reduzca los riesgos y accidentes en las áreas de trabajo y mejore las condiciones de trabajo de los operarios en el aserradero estudiado.
A LA UNIVERSIDAD: A la vez será un trabajo de referencia a los estudiantes que deseen consultar sobre el tema. También contribuír con la sociedad en el desarrolo y mejoramiento de la calidad y seguridad industrial en el mercado de la madera.
26
, MARCO TRES: El METODO
3.1 Sujetos y Unidades de Anál isis
• Los operarios, el jefe de planta, a entrevistar ya que son los que conocen mejor el proceso y son los más afectados a tener condiciones inseguras. • El proceso de corte de madera, documentación de las actividades( Procedimientos, instrucciones, registros). • La maquinaria y herramientas de trabajo, parlas diferentes condiciones en que se manejan. • La materia prima, por las diferentes condiciones en que se maneja. • Las instalaciones, realizar una evaluación de las condiciones de trabajo en lo que se refiere a iluminación, ventilación, ruido, senalización, etc.
3.2 Instrumentos
Entre las técnicas empleadas para la recolección de datos y el análisis de los mismos fueron los siguientes: • Visitas Técnicas(observaciónes y entrevistas no estructuradas en donde se hicieron apuentes en hojas para realizar el diagrama de operación y reconocer sus puntos críticos .) • Chesk list del sistema de Gestión de calidad basado en las Norma ISO 9001 : 2000 • Check list de seguridad industrial • Diagrama de operaciones del proceso • Diagrama de recorrido • Instrumentos para la medición de los factoresde ruido, iluminación, ventilación de la empresa: luxómetro, Sonómetro y de temperatura.
3.3 Procedimiento • Se realizaron visitas a las instalaciones del aserradero • Luego se elaboró el diagrama de operaciones y se identificaron los puntos criticos . • Se realizó un diagrama de recorrido para analizar los puntos criticos • Se llevó a cabo un check list de las normas IS09001 :2000 • Se llevó a cabo un check list de seguridad industrial. • Con la información recopilada se diagnosticó la situación actual de la empresa. • Luego se desarrollaron los planes de acción de Gestión de Calidad y seguridad industrial. • Se presentaron las conclusiones y recomendaciones ante la Gerencia del aserradero.
27
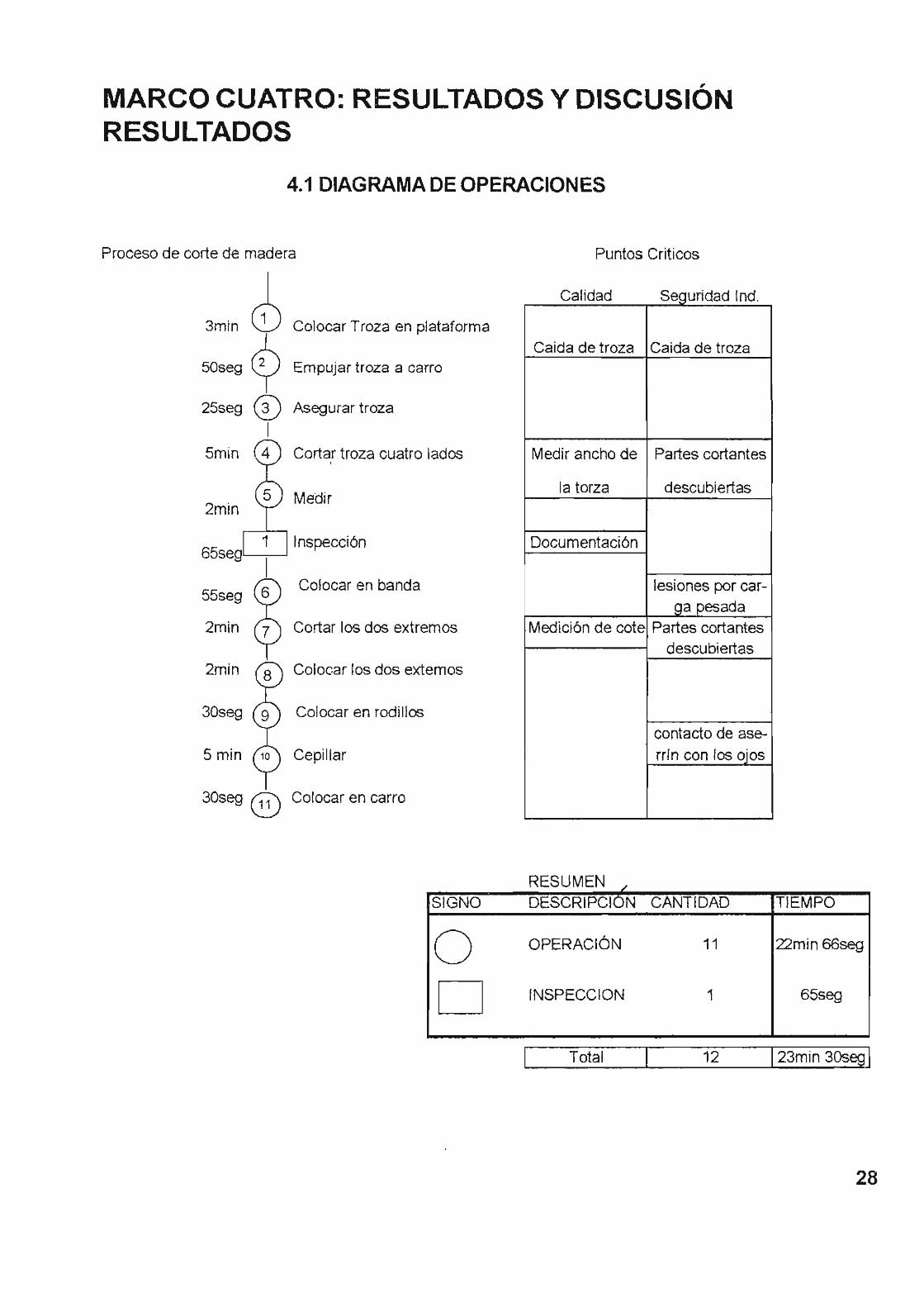
MARCO CUATRO: RESULTADOS Y DISCUSiÓN RESULTADOS
4.1 DIAGRAMA DE OPERACIONES
Proceso de corte de madera Puntos Criticos
3m;n ¿ Colocar Troza en plataforma
SO'"9 ~ Empujar troza a carro
C I'd d s "d di d al a egun a n "
Caida de troza Caida de troza
25seg 0 Asegurar troza
I 5min Cortar troza cuatro lados Medir ancho de Partes cortantes ,
2min Medir
la torza descubiertas
Inspección Documentación
55seg Colocar en banda lesiones por car-
ga pesada 2min Cortar los dos extremos Medición de cote Partes cortantes
descubiertas 2min Colocar los dos extemos
30seg Colocar en rodillos
contacto de ase-
Cepillar rrrn con los ojos
30seg ® Colocar en carro
RESUMEN /
SIGNO DESCRIPCION CANTIDAD
O OPERACiÓN 11
D INSPECCION 1
Total 12
TIEMPO
22min66seg
655eg
I 23mm 30seg I
28
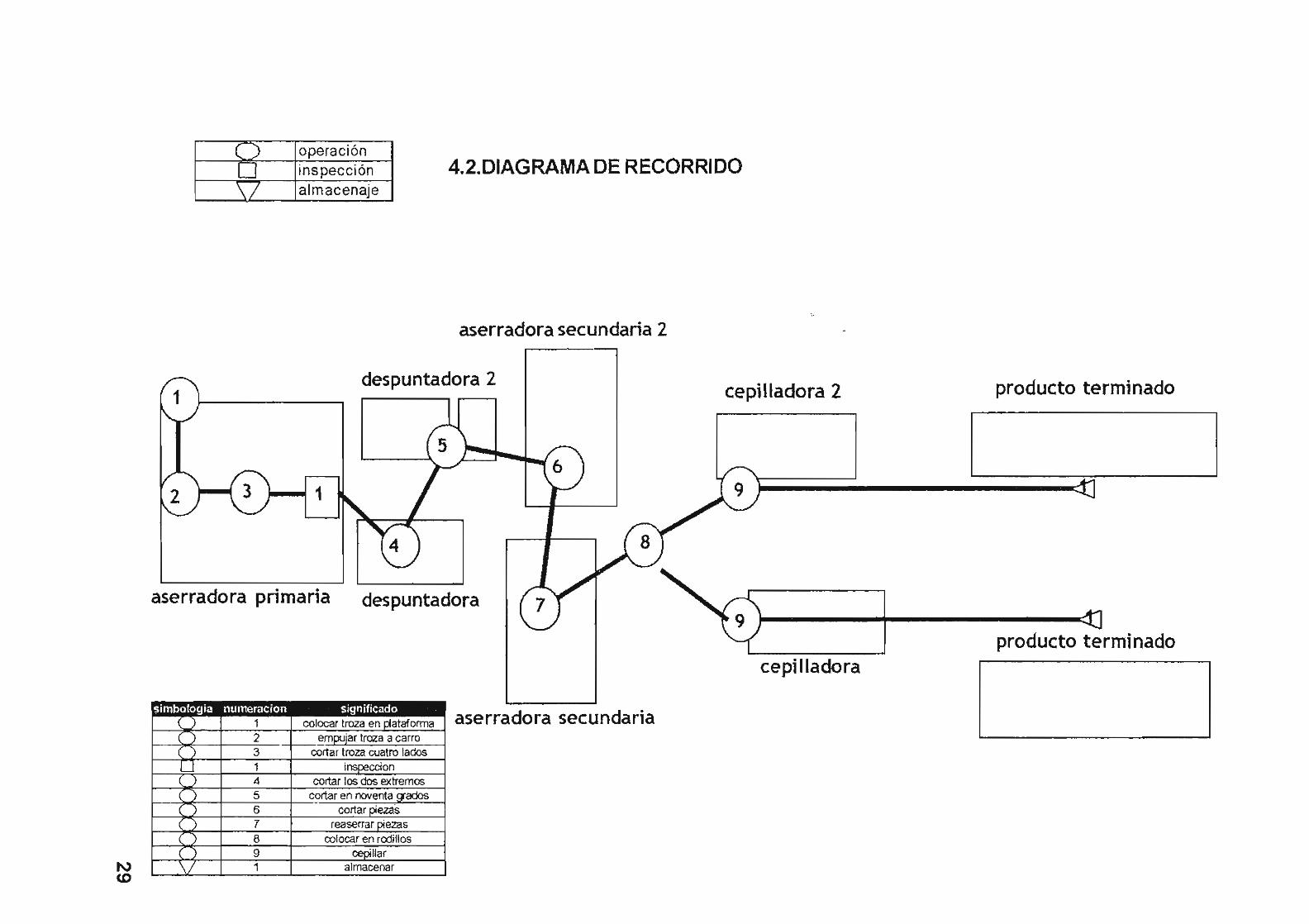
N CD
( ) operación
J inspección 4.2.DIAGRAMA DE RECORRIDO \/ almacenaje
aserradora secundaria 2
despuntadora 2 cepilladora 2 producto terminado
1---11 1
, [ _m_1 ) :t1
aserradora primaria despuntadora
producto terminado cepilladora
18 I ~1~ -- colocar troza en pataforma aserradora secundaria 2 empujar traza a carro

4.3 PROCESO DE CORTE DE MADERA
Área de Aserrío.
Las trozas que están almacenada en el patio de trozas es llevada a la sierra principal donde se da inicio al aserrado de la misma.
A) Aserrado primario con la sierra principal
El objeto principal al aserrar trocería en una sierra principal, consiste en voltear las trozas en la plataforma, y así facilitar ponerlas en el carro, de manera tal que se produzca la cantidad máxima de tablas de alta calidad y con los requerimientos del mercado que se ha de servir.
La decisión sobre cómo será la operación en la sierra principal, debe hacerla el aserrador. El éxito de la operación de aserrado puede ser, y frecuentemente es, dependiente de lo juicioso que sea el aserrador al tomar estas decisiones.
La troza colocada sobre un carro, pasa por la sierra repetidamente hasta que se convierte en los componentes desea·dos.
La forma de corte que se realizara en el aserradero es la de corte para pieza enteriza. En este corte la madera rolliza se descorteza con la sierra quedando cuatro caras perpendiculares entre sí; a esta pieza central de grandes dimensiones y bastante homogénea se le llama bloque. Además de la pieza central en este corte se obtienen cuatro piezas de costero que si son del tamaño adecuado se convertirán en tablas.
Para designar el orden del aserrío en el aserradero se realiza el siguiente orden: El primer lado de la troza aserrada se designa como lado 1, el primer lado que se ha de aserrar estando adjunto aliado 1 se designa como lado 2, el lado opuesto aliado 1 se designa como la lado 3 y el lado opuesto aliado 2 se designo como lado B) Maquina Despuntadora
Seguidamente en las sierras principales, la madera pasa a las sierras despuntadoras; en esta parte del proceso la duela se corta transversalmente al hilo en una operación de emparejado con el fin de eliminar defectos, mejorar el grado y darle la dimensión a la tabla a una longitud estándar.
C) Reasierre en sierras secundarias
Seguidamente, la pieza central o bloque pasa hacia las sierras alternativas. Es en esta parte donde se corta el bloque en tablas o tablones y se define el grosor que se requiere en la madera.
Las tablas o tablones pasan de las sierras alternativas a las sierras múltiples, y acá se produce el reasierre longitudinal de éstas para dar proporción a la anchura. En esta parte del proceso para la elaboración de madera precortada se trabajan los distintos anchos, lo que da lugar a la
30
creación de duelas.
D) Área de cepillado
Dependiendo de las especificaciones y necesidades del cliente la troza se lleva al área de cepillado donde se le da el acabado superficial a la madera. Esta es otra de las etapas donde la madera sufre transformación, y si no se requiere de este proceso, el producto terminado se lleva al área de almacenamiento. Entre la variedad de productos que elabora el aserradero se encuentran:
t Tabla (1x12, 2x3, 2x4, 2x2 (pulg» t Regla (3x4, 4x4 (pulg» t Párales (1 % x2 pulg) t Tabloncillo (2x12 pulg) t Tablón (2x4, 1x4 pulg) :j: Duela (1x6 pulg)
31
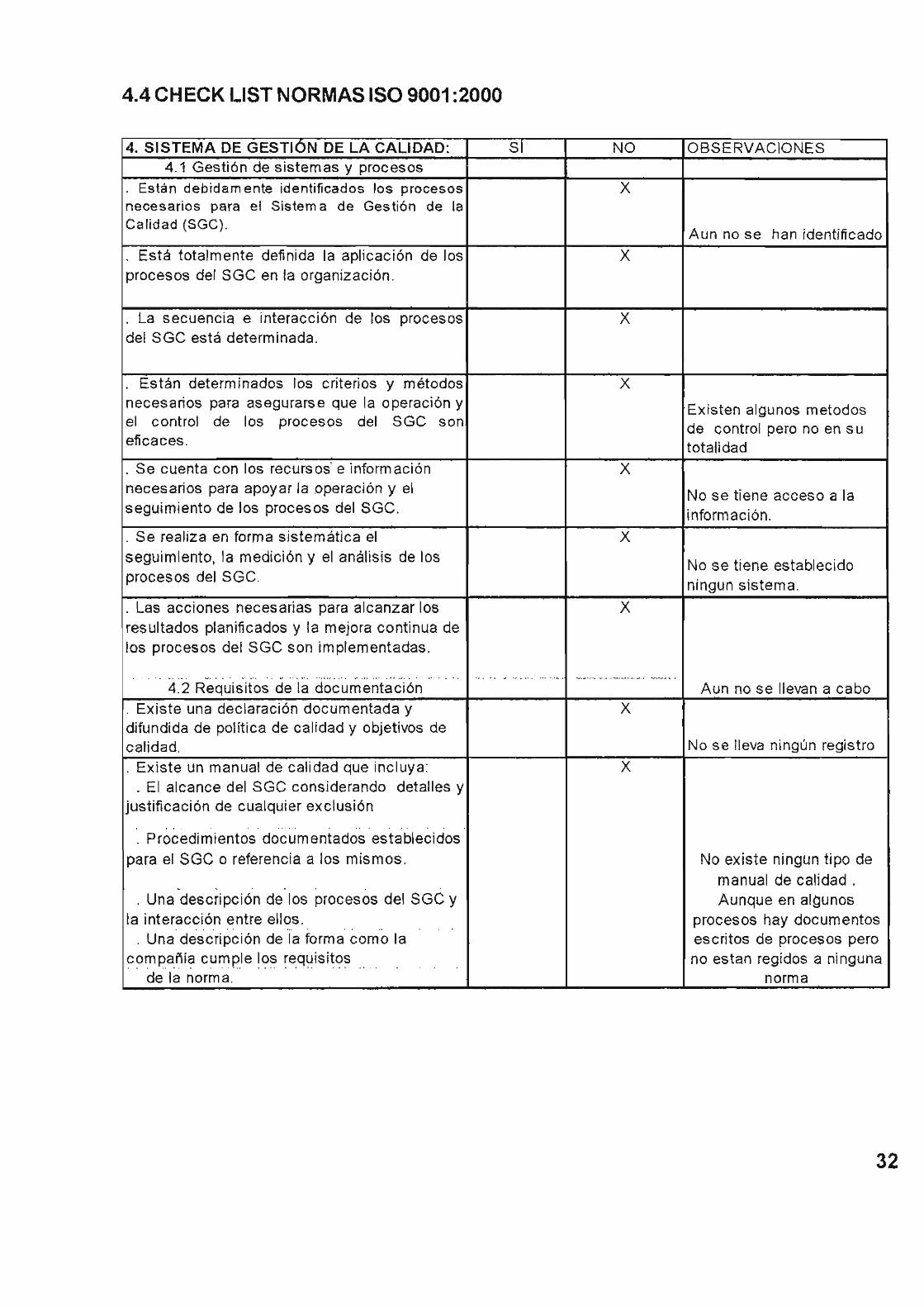
4.4 CHECK LlST NORMAS ISO 9001 :2000
4. SISTEMA DE GESTION DE LA CALIDAD: SI NO OBSERVACIONES 4.1 Gestión de sistemas y procesos
Están debida m ente identificados los procesos X necesarios para el Sistem a de Gestión de la Calidad (SGC).
Aun no se han identificado Está totalmente definida la aplicación de los X
procesos del SGC en la organización.
· La secuencia e interacción de los procesos X del SGC está determinada.
Están determinados los criterios y métodos X necesarios para asegurarse que la operación y Existen algunos metodos el control de los procesos del SGC son de control pero no en s u eficaces . totalidad · Se cuenta con los recursos' e inform ación X necesarios para apoyar la operación y el No se tiene acceso a la segUimiento de los procesos del SGC. información. · Se realiza en forma sistemática el X seguimiento, la medición y el análisis de los No se tiene establecido procesos del SGC. ningun sistema.
· Las acciones necesarias para alcanzar los X resultados planificados y la mejora continua de los procesos del SGC son implementadas .
• • o •• '. • • , _. _ .. . •• o" ' . • • • • • O" , •• • • • • • • • • _ M " v '_ . ,, _o ••••• o • • _ • • ' • ... .. - ... .. ..... ~ . . . _ .... - _ . . _._o. . _.. _ •. _. - .
4.2 RequiSitos de la documentación Aun no se llevan a cabo · Existe una declaración documentada y X difundida de política de calidad y objetivos de calidad. No se lleva ningún registro
· Existe un manual de calidad que incluya: X · El alcance del SGC considerando detalles y
justificación de cualquier exclusión · . . . . . . ..... -" . . . .
· Procedimientos documentados establecidos para el SGC o referencia a los mismos . No existe ningun tipo de
manual de calidad. . . . . . · Una descripción de los procesos del SGC y Aunque en algunos
la interacción entre ellos . procesos hay documentos ... . . ..
· Una descripción de la forma como la escritos de procesos pero compañia cumple lo:; ~eq~isitos .. ..
" no estan regidos a ninguna
de la norma. norma
32
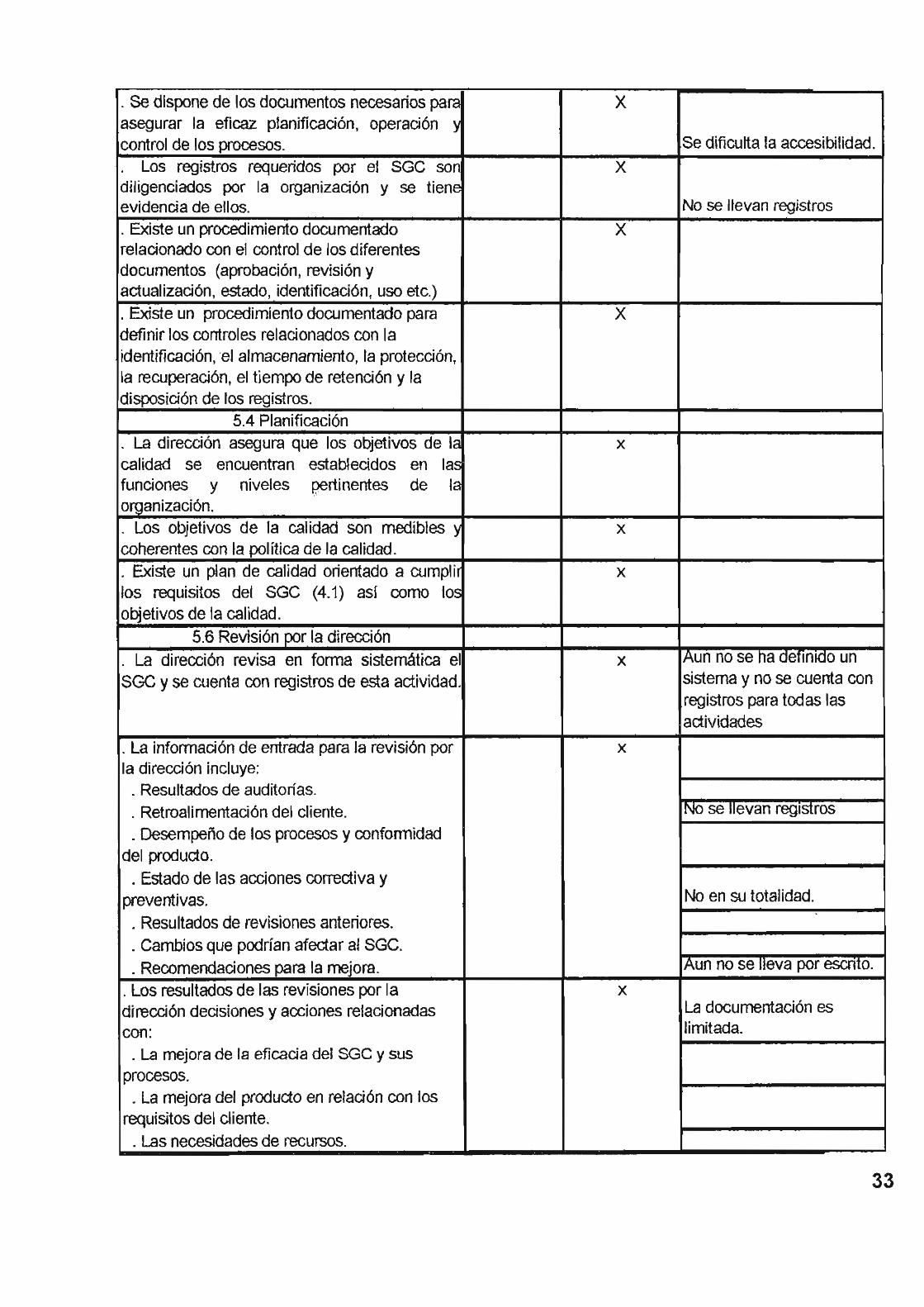
· Se dispone de los documentos necesarios pare X asegurar la eficaz planificación, operación ) control de los procesos. Se dificulta la accesibilidad.
Los registros requeridos por el SGC son X diligenciados por la organización y se tienE evidencia de ellos. No se llevan registros · Existe un procedimiento documentado X relacionado con el control de los diferentes documentos (aprobación, revisión y actualización, estado, identificación, uso etc.) · Existe un procedimiento documentado para X definir los controles relacionados con la identificación, el almacenamiento, la protección, la recuperación, el tiempo de retención y la disposición de los registros.
5.4 Planificación · La dirección asegura que los objetivos de lé x calidad se encuentran establecidos en la~
funciones y niveles pertinentes de I~
organización. · Los objetivos de la calidad son medibles ) x coherentes con la política de la calidad. · Existe un plan de calidad orientado a cumplíl x los requisitos del SGC (4.1) así como lo~
objetivos de la calidad. 5.6 Revisión por la dirección
· La dirección revisa en forma sistemática el x IAun no se ha definido un
SGC y se cuenta con registros de esta actividad. sistema y no se cuenta con registros para todas las actividades
· La información de entrada para la revisión por x la dirección incluye:
· Resultados de auditorías. · Retroalimentación del cliente. INo se llevan registros
· Desempeño de los procesos y conformidad del producto.
· Estado de las acciones correctiva y preventivas. No en su totalidad.
· Resultados de revisiones anteriores. · Cambios que podrían afectar al SGC. · Recomendaciones para la mejora. fAun no se lleva por esenIo.
· Los resultados de las revisiones por la x dirección decisiones y acciones relacionadas La documentación es
con: limitada.
· La mejora de la eficacia del SGC y sus procesos. · La mejora del producto en relación con los
requisitos del cliente. · Las necesidades de recursos.
33
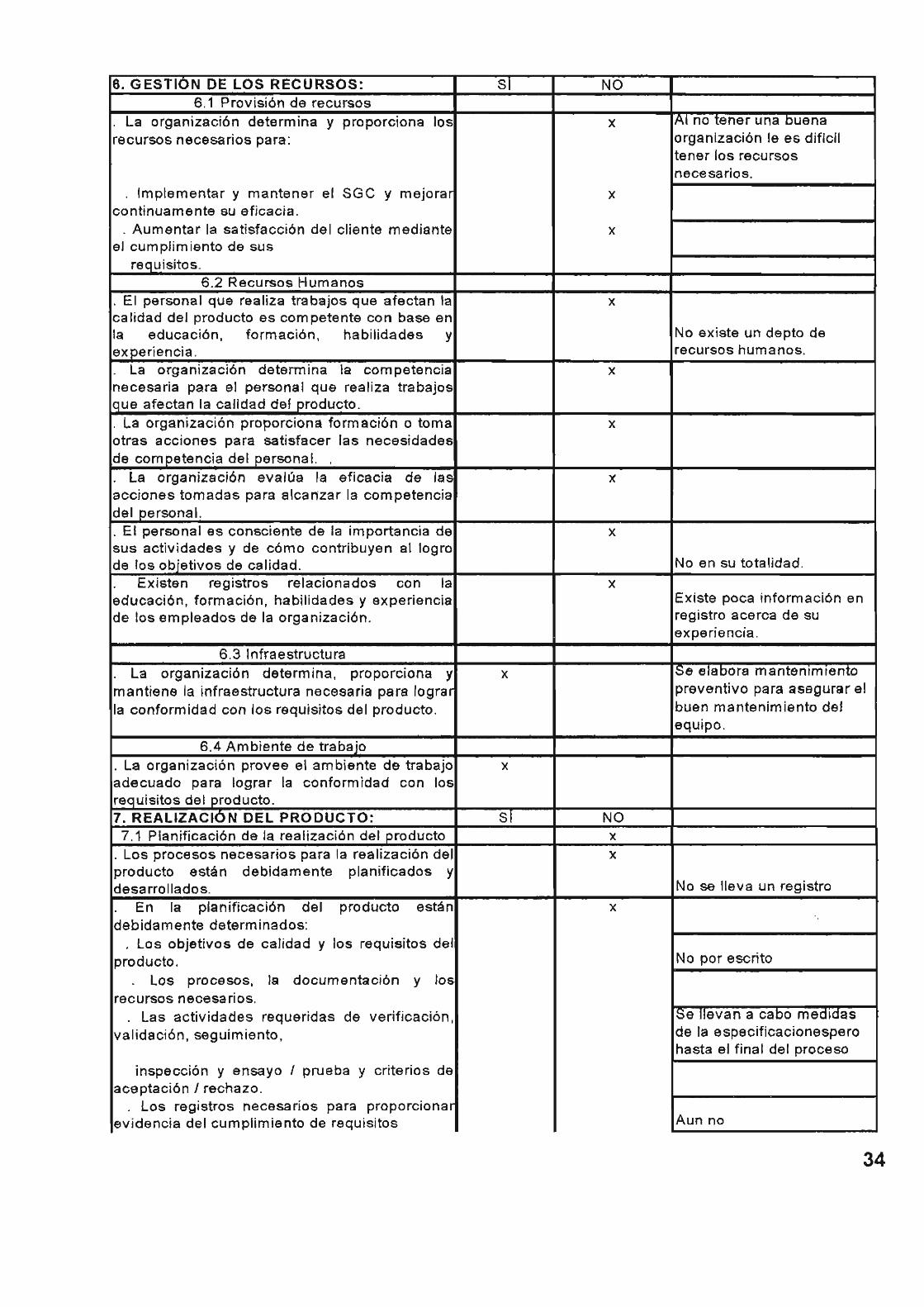
6. GESTION DE LOS RECURSOS: SI NO 6.1 Provisión de recursos
La organización determina y proporciona los x Al no tener una buena recursos necesarios para : organización le es dificil
tene r los recursos necesarios .
. Implementar y mantener el SGC y mejorar x continuamente su eficacia .
. Aumentar la satisfacción del cliente mediante x el cumplimiento de sus
requisitos. 6.2 Recursos Humanos
El personal que realiza trabajos que afectan la x calidad del producto es com petente con base en la educación. formación . habilidades y No existe un depto de ex periencia . recu rsos humanos.
La organización determina la com petencia x necesaria para el personal que realiza trabajos que afectan la calidad del producto . · la organización proporciona formación o toma x otras acciones para satisfacer las necesidades de competencia del personal. ,
La organización evalúa I·a eficacia de las x acciones tomadas para alca nzar la competencia del personal. · El personal es consciente de la importancia de x sus actividades y de cómo contribuyen al logro de los objetivos de calidad . No en su to ta lidad.
Existen registros relacionados con la x educación, formación, habilidades y experiencia Existe poca informaci6n en de los empleados de la organización. registro acerca de su
experiencia .
6 .3 Infraestructura La organización determina, proporciona y x Se elabora mantenimIento
mantiene la infraestructura necesaria para lograr preventivo para asegurar el
la conformidad con los requisitos del producto. buen mantenimiento del equipo .
6.4 Ambiente de trabaio · La organización provee el ambiente de trabajo x adecuado para lograr la conformidad con los requisitos del producto. 7. REALlZACION DEL PRODUCTO: SI NO 7.1 Planificación de la realización del -p-roducto x
· Los procesos necesarios para la realización del x producto están debidamente planificados y desarrollados. No se llev a un registro
En la pla n ificaci6n del producto están x debidamente determinados:
.
. Los objetivo s de calidad y los requisitos del producto . No por escrito
Los procesos, la documentación y los recursos necesarios.
Las actividades requeridas de verificación, ISe llevan a cabo medidas
validación, seguimiento, de la especif icacionespero hasta el final del proceso
inspección y ensayo { prueba y criterios de aceptaci6n { rechazo .
Los registros necesarios para proporciona evidencia del cumplimiento de requisi tos Aun no
34

7.2 Procesos relacionados con el cliente · Se encuentran debidamente determinados: x
· Los requisitos especificados por el cliente ISolo cuando se realiza la incluyendo requisitos para venta.
las actividades de entrega y posteriores a las mismas.
· Los requisitos no especificados por el cliente No se tiene ninguna pero necesarios para el uso especicado o para retroalimentación el previsto. establecida.
· Los requisitos legales y reglamentarios Illene asesona legal para relacionados con el producto. cumplirlos
· Cualquier requisito adicional determinado por la organización. · La organización dispone de un procedimiento x para revisar los requisitos relacionados con el producto antes de comprometerse a suministrarlo al cliente. · La organización cuenta con un mecanismo x eficaz de comunicación con los clientes relacionada con:
,
· Información sobre el producto. x · Consultas, contratos o atención de pedidos. x
· Retroalimentación del cliente incluyendo x !quejas. 7.3. Realización del producto 7.3.1 Producción y prestación del servicio La producción y la prestación del servicio son x 'Se hace un planifIcación previamente planificadas y se realizan vajo diaria aunque siempre condiciones controladas. ocurren imprevistos.
Los procesos de producción y prestación del x servicio dispone de: Informacion que descrita a las caracteristicas del x producto. Istrucciones de trabajo. Equipo apropiado. Dispositovos de seguimiento y medición . Actividades de seguimiento y medición. x Actividades de liberación, entrega y postentrega .
No por escrito
Los proceso de producción y prestacion del x servicio en los cuales los productos resultantes no puedan verificarse mediante actividades de seguimiento o medición posteriores se encuentran validados. Se cuenta con métodos efectivos de x identificación del producto o servicio. Se cuenta con métodos que permitan la x trazabifídad del producto o servicio en todas la etapas del proceso. La organización dispone de métodos para x !proteger los bienes propiedad de sus clientes. Existen procedimientos desinados a preservar la x conformidad del producto en todas las etapas Unicamente con el producto
del proceso. final
35
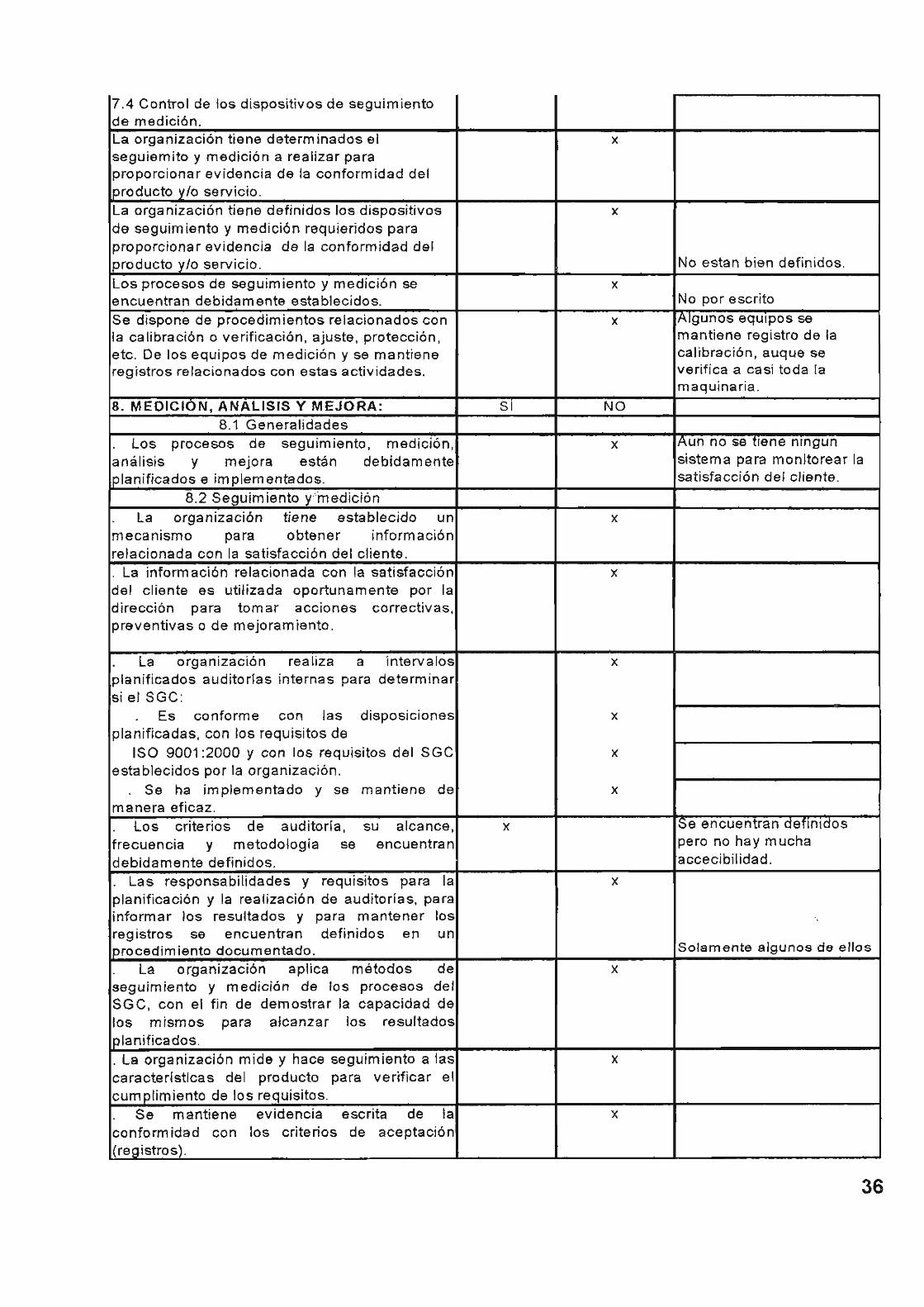
7.4 Control de los dispositivos de seguimiento de medición. La organización tiene determ inados el x seguiemito y medición a realizar para proporcionar evidencia de la conformidad del producto y/o servicio . La organización tiene definidos los dispositivos x de seguim iento y medición requieridos para proporcionar evidencia de la conformidad del producto y/o servicio. No estan bien definidos.
Los procesos de seguimiento y medición se x encuentran debidamente establecidos. No por escrito
Se dispone de procedimientos relacionados con x Algunos equipos se la calibración o verificación, ajuste, protección, mantiene registro de la etc. De los equipos de medición y se mantiene calibración, auque se registros re lacionados con estas actividades. verifica a casi toda la
maquinaria.
8. MEDICION, ANALlSIS y MEJORA: SI NO 8.1 Generalidades
Los procesos de seguimiento, medición, x rAun no se tiene nlngun
análisis y mejora están debidamente sistema para monitorear la ¡planificados e implementados. satisfacción del cliente.
8 .2 Seguimiento y"medición
· La organización tiene establecido un x mecanismo para obtener información relacionada con la satisfacción del cliente. · la información relacionada con la satisfacción x del cliente es utilizada oportunamente por la dirección para tomar acciones correctivas, preventivas o de mejoramiento .
la ..
realiza intervalos · organizaclon a x planificados auditarlas internas para determinar si el SGC:
Es conforme con las disposiciones x planificadas, con los requisitos de
ISO 9001 :2000 y con los requisitos del SGC x establecidos por la organización .
Se ha implementado y se mantiene de x manera eficaz.
los criterios de auditoría, su alcance, x Se encuentran definidos
frecuencia y metodologia se encuentran pero no hay mucha
debidamente definidos. accecibilidad.
Las responsabilidades y requisitos para la x planificación y la realización de auditorias, para informar los resultados y para mantener los registros se encuentran definidos en un procedimiento documentado. Solamente algunos de ellos
la organización aplica métodos de x seguimiento y medición de los procesos del SGC, con el fin de demostrar la capacidad de los mismos para alcanzar los resultados planificados. · la organización mide y hace seguimiento a las x características del producto para verificar el cumplimiento de los requisitos.
Se mantiene evidencia escrita de la x conform idad con los criterios de aceptación (registros) .
36

8.3 Control de producto no conforme El producto no conforme con los requisitos es x IPorTas caractenSlicas del
debidamente identificado y controlado para producto se vuelve a prevenir su uso o entrega no intencional. re procesar Y se le da otra
utilidad.
Existe un procedimiento documentado x relacionado con el tratamiento del producto nc Aun no existe ningun conforme. registro.
· Se dispone de registros de la naturaleza de las x no conform idades.
8.4 Análisis de datos · La organización determina, recopila y analiza x los datos apropiados para demostrar la idoneidad y eficacia del SGC y para evaluar dónde puede realizarse la mejora continua de Parcialmente se realiza con dicho sistema. los que se cuenta.
8.5 Mejora continua · Se dispone de un mecanismo para mejorar x continuamente la eficacia del SGC mediante el uso de la política de calidad, los objetivos de calidad, los resultados de' las auditarlas, el análisis de datos, las acciones correctivas y
Ipreventivas y la revisión por la dirección. · La organización toma oportunamente acciones x para eliminar la causa de no conformidades con el propósito de evitar su recurrencia. Solamente con las que se
identifican.
La organización determina acciones para x eliminar las causas de no conformidades ¡potenciales para prevenir su ocurrencia.
37

Luego de haber efectuado la evaluación en base a los requerimeintos de la norma ISO 9001 :2000 se pudo observar que la empresa en la actualidad no cumple con la mayoria de estos. Por lo que es necesario la realización de un diseño que permita la futura implementación y cumplimento de requisitos del sistema de Gestión de la Calidad en base a las norma ISO 9001 :2000.
La empresa no cuenta con ningun tipo de documentos y registros de sus operaciones diarias, sus operarios no tienen ninguna instrucción de trabajo por escrito, la maquinaria no cuenta con instrucciónes de uso, la materia prima no esta debidamente identificad, ni clasificada, por lo que a la hora de buscar la troza que se necesita tienen retrasos ya que el tiempo que se toman es demasiado.
Los productutos en procesos no llevan ningun tipo de identificación ningun número de pedido, por lo que a la hora de estregarselo al cliente se cometen errores de entrega. Los operarios no conocen las metas ni los objetivos de calidad de la empresa por lo que no cuentan con un compromiso directo con la empresa, esto se debe a que no la tienen definidad por escrito, y tampoco se les comunicó.
El aserradero no cuenta con ningun tipo de retroalimentación de sus productos, ya que no le da ningun seguimiento a sus clientes y no cuenta con ningún departamento de quejas, esto no les permite un mejoramiento continuo.
La empresa cuenta con la estructura necesaria para alcanzar sus objetivos de calidad contemplados en su pólitica de calidad, pero es necesario un alto compromiso de la dirección para corregir aquellos requisitos a los que no se les ha prestado la importancia necesaria.
Las debilidades que se encuentran en la empresa en la actualidad para contar con un sistema de Gestión de Calidad y las cuales deben ser corregidas con el apoyo de la dirección son los siguientes: -Compromiso de la dirección. -Control de documentos y registros. -Sistema de retroalimentación del mercado. -Medición y análisis de procesos. -Departamente de Recursos Humanos La infraestructura donde realilzan sus actividades diarias representa una fortaleza, ya que el ambiente es agradable.
38
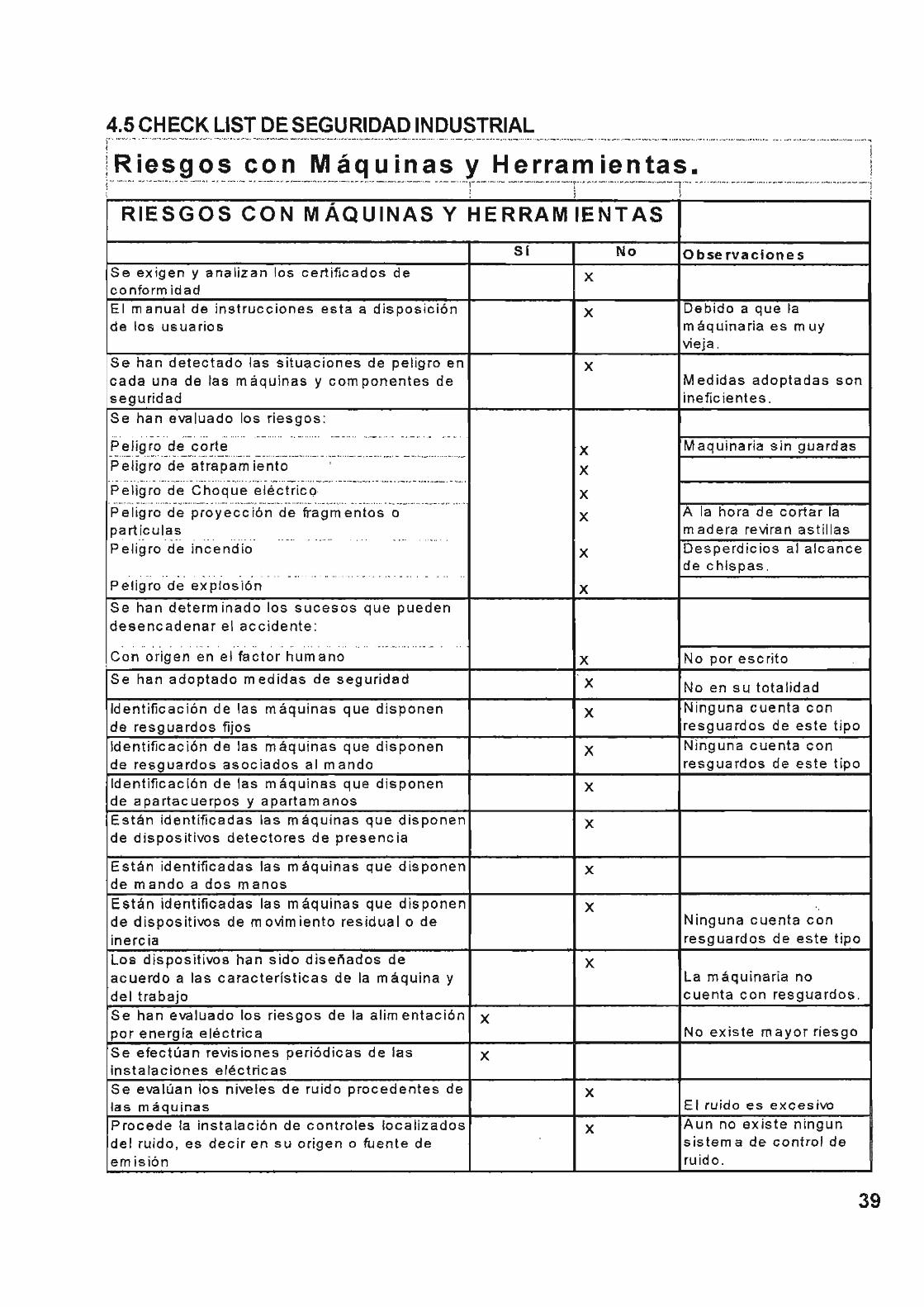
4.5 CHECK LlST DE SEGURIDAD INDUSTRIAL r" ......... ........ -.--. --•......... _ ...... - '0., ___ •• _ ..... _.n._ .. _ .. ~_._. __ .... · ..... .... _ .. __ ._ ... -.._ ...... _ .. .. _ ..... __ ~ .. _. __ ._ ....... _ ... , .......... __ ........ ... '_ ..... _ .... _' .... _._.,,_ .. , ... __ ................ A _ • ••• • ,,,., '., 0' _ •••• _ ._ • ____ ._ ... _~ •• _ ....
¡Riesgos con Máquinas y Herramientas. 1 1" ._ ...... -" .•.. _ .... . , -~ .......... 0 - -- . - -. _ • • _,~ .' -.-._ .... . , - _ • •••• -. '-' " _ ....... ---,,- --- - - ·· ... ·r--·_·- - " -.-- .... __ .. f"' ., .... __ ..•.. __ ._ .•. ,--, .•. --'._-._. -_. __ ...... .. _._ .. _ ......... _ ........ _-_.j . : jI' . :
RIESGOS CON MÁQUINAS y HERRAM lENTAS
Sí No Observaciones Se exigen y analizan los certificados de X conform idad El manual de instrucciones esta a disposición X Debido a que la de los us ua rios máquinaria es muy
vieja. Se han detectado las situaciones de peligro en X cada una de las máquinas y componentes de Medidas adoptadas son seguridad ineficientes.
Se han evaluado los riesgos: "o •• , . -- " , ,._ . .. - ... .. .. -_ ...... -....... .. ••• ~ ...... ... . ...... . M • • _ ... . . 0 ' - _
!.'~I~Q!:o._~~.~9.:~ __ _ ..... _._ ... _ .. __ . __ ... '_' __ "_''' '_''_ X Maquinaria sin guardas Peligro de atrapam iento ,
X . .. ...... _, • 'M" "._' _ M 'O _. " .. " .. . _ ....... .. . . . M •••• _ _ _ . . . .. __ ••• _._ .... ..... . _ .... . .. _ • • _ ..... _._ ., __ ••
Peligro de Choque eléctrico X • " . .. _ •• ' . . .. .. ... . _ ... ... . _~ .. .. _ . __ • • __ .~ _ • • "M' ••• _ . ... ...... ~ ~_ " "" . ... . ... . ... _ _ __ • • • ••• _ O" M" • ••.•
Peligro de proyección de fragmentos o X A la hora de cortar la pa rticu la!; . . m adera reviran astillas
.. .. . . . -. • • • _ . o • . . . .. . ... .. ....... Peligro de incendio X Desperdicios al alcance
de chispas . . . .. .. .. . _. . . . . .. . .. .. .. .. • o ... . .. . .. , •• • . .. .. Peligro de explosión X
Se han determ inado los sucesos que pueden desencadenar el accidente:
. .. . , . . - .. . - , .. . . .. . . . .... .. ...... .. ' • •• 0 _ . , .. Con origen en el factor humano X No por escrito
Se han adoptado m edidas de seguridad X No en su totalidad
Identificación de las máquinas que disponen X Ninguna cuenta con de resg ua rdos fijos resguardos de este tipo
Identificación de las máquinas que disponen X Ninguna cuenta con de resguardos asociados al m ando resguardos de este tipo Identificación de las m áquinas que disponen X de apartacuerpos yapartamanos Están identificadas las m áquinas que disponen X de dispositivos detectores de presencia
Están identificadas las m áquinas que disponen X de m ando a dos m anos Están identificadas las máquinas que disponen X de dispositivos de m ovim iento residual o de Ninguna cuenta con
inercia resguardos de este tipo
Los dispositivos han sido disei'\ados de X acuerdo a las características de la máquina y La m áquinaria no del trabajo cuenta con resguardos.
Se han evaluado los riesgos de la alim entación X por energia eléctrica No existe mayor riesgo
Se efectúan revisiones periódicas de las X instalaciones eléctricas Se evalúan los niveles de ruido procedentes de X las máquinas El ruido es excesivo
Procede la instalación de controles localizados X Aun no existe ningun del ruido, es decir en su origen o fuente de . sistem a de control de em isión ruido .
39

Procede atenuar el nivel de ruido a través de la X atenuación en su propagación
Se utilizan medios de protección individual X
Son controladas las emisiones de polvo y gases X I rabajadOreS expuestos a transpirar el aserrín de la madera .
El mantenimiento de las máquinas es periódico X ILOS lraOajaaores revisan m áquinaria diaria m ente .
Las distancias entre las máquinas es la X adecuada En algunas
LUGARES DE TRABAJO Sí No
La construcción del edificio, paredes, techos , X I.-umple con las suelos, tejados, es segura . especificaciones del
codigo de trabajo. Los materiales de construcción, son resistentes X al fuego . Los locales tienen 3 metros de altura , desde el X ~so al techo. Dos m2 de superficie por caeja trabajador. X
Diez m3 por cada trabajad?r. X
El pavimento de los suelos es llano , liso y no X resbaladizo. Los materiales de construcción son los X adecuados cuando se manipulen o fabriquen La resistencia de los tejados, es conocida por X los empleados . N o es necesa rio
En caso negativo , se controla y organiza el X trabajo a los mismos. Se construyen plataformas de trabajo y se X proporcionan cinturones de seguridad.
Las dimensiones de corredores, galerías y X pasillos tienen la suficiente anchura . El espacio de circulación
es bastante amplio .
Las vías de circulación interiores están X señalizadas. La distribución de las máquinas garantizan X trabajo seguro y productivo . Las aberturas en los pisos están protegidas X
Las aberturas en las paredes que ofrezcan X Ipe lig ro de ca ída está n protegidas. El centro tiene el suficiente número de salidas X ILa construcclon tiene para una evacuación rápida . acceso por todas las
orillas .
Las puertas de emergencia son susceptibles de X lE I luga r de tra baja es abrirse por todo el personal abierto .
Las rutas y salidas están señalizadas. X It-altan rutas de evacuación pintadas en el piso
Las rutas y salidas están iluminadas. X
Las rutas y salidas están libres de obstáculos. X II::Xlsten reSiduos y escombros en las rutas de circulación.
Se efectúan evaluaciones de la iluminación de X cada uno de los puestos de trabajo .
La iluminación de emergencia es la adecuada . X faltan señalizaciones
40

MANEJO MANUAL DE CARGAS sí No Observaciones
Control de riesgos de Organización
La manipulación manual en todos los puestos de trabajo es segura X y sana Existe adiestramiento sobre las medidas de prevención para una X raoaJadores correcta manipulación de la carga realizan
esfuerzos grandes
La empresa evalúa las condiciones de seguridad y salud de los X puestos de trabajo dedicados a la manipulación manual de cargas
Ríes Técnicos Las cargas son demasiado pesadas peso OClla entre
60kg a 1201<g
La temperatura, humedad y circulación del aire son adecuadas X
Los medios de protección indivitlual, ropas y calzados son los X !talta OOtas y adecuados cinturones
'.
E o
d P t o , 1 dO °d I el f ,qUipOS e ro ecclon n IVI ua y o ec Iva.
EQUIPOS DE PROTECCIÓN INDIVIDUAL Si No Observaciones
Organización Se utilizan equipos de protección individual para evitar X IPocos o reducir riesgos que deben ser objeto de protección trabajadores
colectiva utilizan los que hay en existencia
Antes de la elección y utilización de un EPI :
a. Se han evaluado y analizado los riesgos de los que X No se cuenta se pretende proteger con un sistema b. Se han analizado las condiciones existentes en el x de seguridad lugar del trabajo industrial con el La adecuación del equipo al portador-trabajador es X cual seguir conforme a las exigencias ergonómicas y de salud Iineam entos La empresa facilita información sobre los EPI's x Ninguna
Se informa individualmente a cada trabajador de los X riesgos contra los que le protege el EPI Se organizan sesiones de entrenamiento X
En la selección y apreciación de un EPI
a. Se analizan y evalúan los riesgos que no pueden ser X No tienen ningun evitados por otros medios program a de b. Determinación de las características teóricas o X capacitación por potenciales que deben tener lo que los c. Evaluación de estas características X empleados Son informados los trabajadores y sus representantes x estan expuestos
al peliQro. Los trabajadores y sus representantes ejercen las X funciones de consulta y participación
41
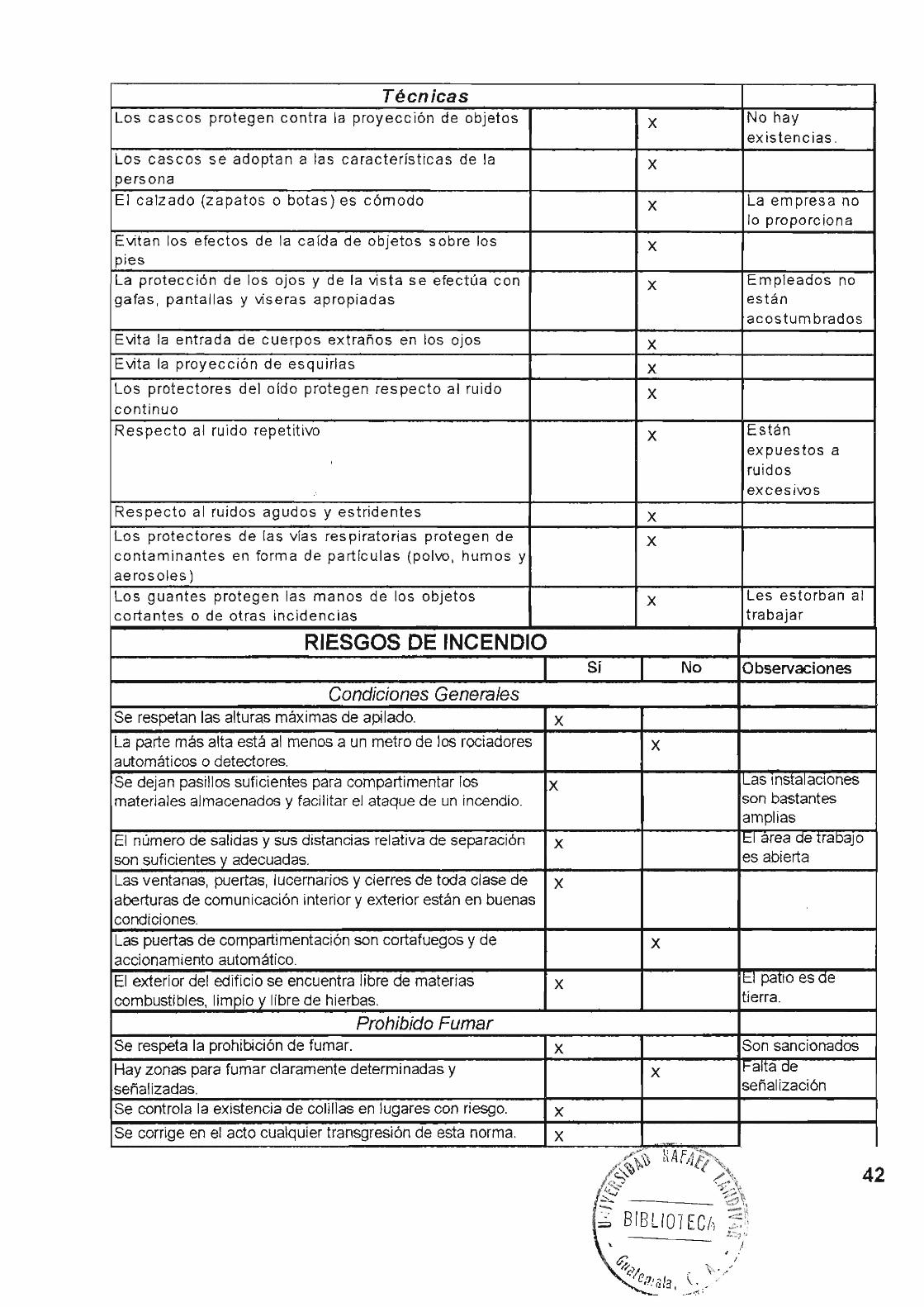
Técnicas Los cascos proteg en contra la proyección de objetos
Los cascos se adoptan a las características de la persona El calzado (zapatos o botas) es cómodo
Evitan los efectos de la caída de objetos sobre los pies La protección de los ojos y de la vista se efectúa con gafas , pantallas y viseras apropiadas
Evita la entrada de cuerpos extraños en los ojos
Evita la proyección de esquirlas
Los protectores del oído protegen respecto al ruido continuo Respecto al ruido repetitivo
,
.'
Respecto al ruidos agudos y estridentes
Los protectores de las vías respiratorias protegen de contaminantes en forma de partículas (polvo, humos y aerosoles) Los guantes protegen las manos de los objetos cortantes o de otras incidencias
RIESGOS DE INCENDIO
Condiciones Generales Se respetan las alturas máximas de apilado. X
La parte más alta está al menos a un metro de los rociadores automáticos o detectores. Se dejan pasillos suficientes para compartimentar los X materiales almacenados y facilitar el ataque de un incendio.
El número de salidas y sus distancias relativa de separación X son suficientes y adecuadas. Las ventanas, puertas, lucernarios y cierres de toda clase de X aberturas de comunicación interior y exterior están en buenas condiciones. Las puertas de compartimentación son cortafuegos y de accionamiento automático. El exterior del edificio se encuentra libre de materias X combustibles, limpio y libre de hierbas.
Prohibido Fumar Se respeta la prohibición de fumar. X
Hay zonas para fumar claramente determinadas y señalizadas. Se controla la existencia de colillas en lugares con riesgo. X
Se corrige en el acto cualquier transgresión de esta norma. X
Sí
X No hay existencias.
X
X La empresa no lo proporciona
X
X Empleados no están acostumbrados
X
X
X
X Están ex pues tos a ru idos excesiVl3s
X
X
X Les esto rb an al trabajar
No Observaciones
X
....as instalaCiones son bastantes amplias el area de trabaja es abierta
X
el patio es de tierra.
Son sancionados
X t-alta de señalización
. . -42
• J , . ,. ~ ... . /" \. . .
.' .. .. ....; .
I
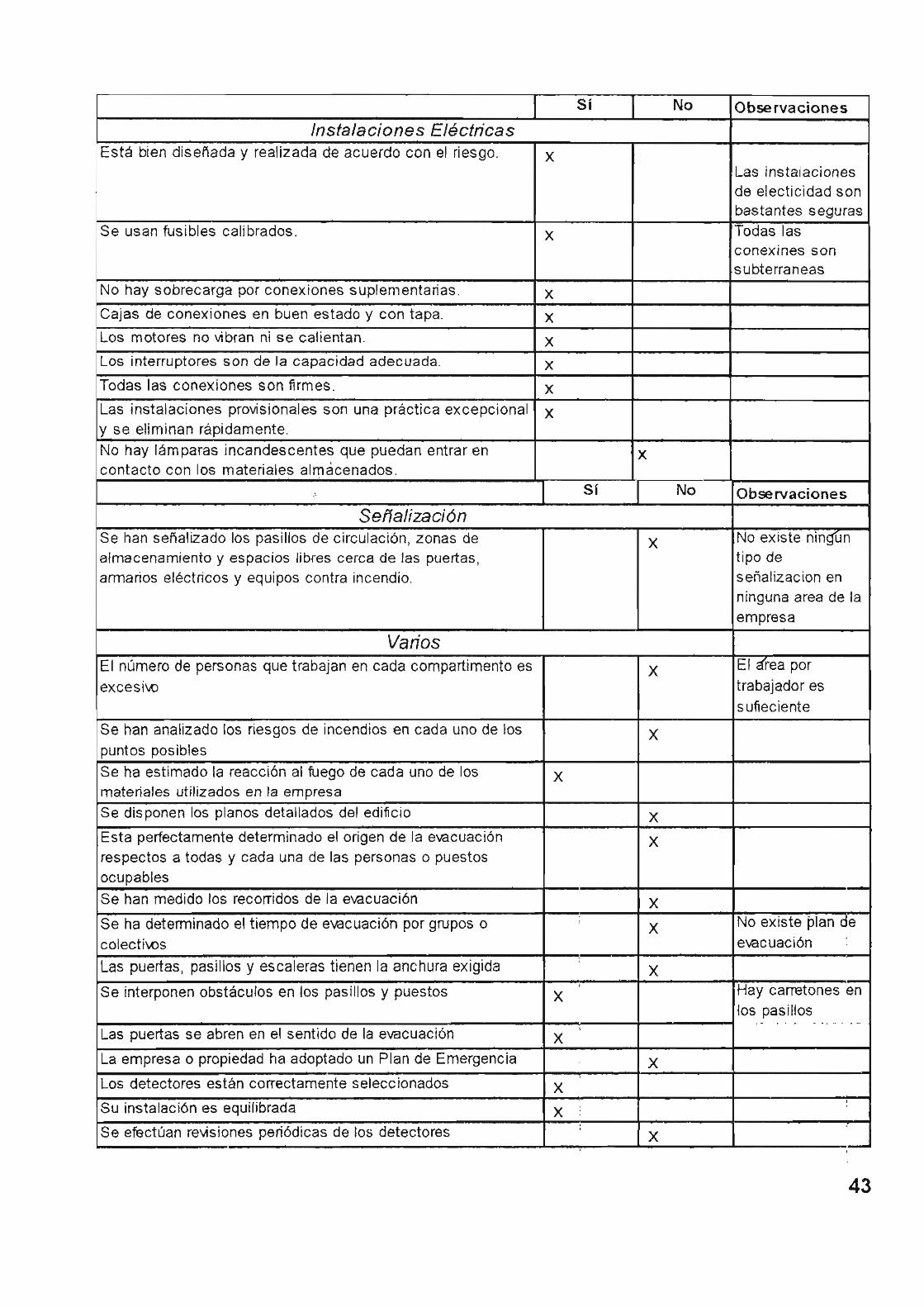
Sí No Obse rvaciones
Instalaciones Eléctricas Está bien diseñada y realizada de acuerdo con el riesgo. X
Las instalaciones de electicidad son bastantes seguras
Se usan fusibles calibrados . x Todas las conexines son subterraneas
No hay sobrecarga por conexiones suplementarias . X
Cajas de conexiones en buen estado y con tapa. X Los motores no ~bran ni se calientan . X
Los interruptores son de la capacidad adecuada. X
Todas las conexiones son firmes . X
Las instalaciones pro~sionales son una práctica excepcional X y se eliminan rápidamente. No hay lámparas incandescentes que puedan entrar en X contacto con los materiales almacenados .
.'. sr No Observaciones
Señalización Se han señalizado los pasillos de circulación, zonas de X No existe ningun almacenamiento y espacios libres cerca de las puertas , tipo de armarios eléctricos y equipos contra incendio. señalizac ion en
ninguna area de la empresa
Varios El número de personas que trabajan en cada compartimento es X El área por
excesi\,{) trabajador es sufieciente
Se han analizado los riesgos de incendios en cada uno de los X puntos posibles Se ha estimado la reacción al fuego de cada uno de los X materiales utilizados en la empresa Se disponen los planos detallados del edificio X Esta perfectamente determinado el origen de la evacuación X respectos a todas y cada una de las personas o puestos ocupables Se han medido los recorridos de la evacuación X
Se ha determinado el tiempo de evacuación por grupos o • X No existe plan de
colecti\,{)s evacuación
Las puertas, pasillos y escaleras tienen la anchura exigida ,
X Se interponen obstáculos en los pasillos y puestos
, Hay carretones en X los pasillos
. . . . .. . ' . . ~ . . "
Las puertas se abren en el sentido de la evacuación ,
X
La empresa o propiedad ha adoptado un Plan de Emergencia X
Los detectores están correctamente seleccionados X
Su instalación es equilibrada ,
X ,
Se efectúan re~siones periódicas de los detectores : X
,
43

La colocación de los extintores portátiles es la adecuada X
Los agentes extintores elegidos son los precisos X Faltan extintores
Las pruebas de presión se efectúan en los perioclos X I No estan en buen
reglamentarios estado
Se efectúan revisiones de los extintores X No existen archiva:
Se corrvueban sus elementos. componentes X
Se efectúan revisiones periódicas de la instalación de alarma X
La dstribución de los rodadores es proporcionada X ISoJo existe uno en la entrada
Se efectúan simulacros de evacuación X INo hay un programación adecuada
RIESGOS FISICOS sr No Observaciones
Han sido categorizados los puestos de trabajo de X acuerdo a sus niveles de ruido ,
Se han conseguido reducir el nivel de ruido al X [Porque nonay nivel más bajo posible proced im ientos
establecidos para tal fin .
Las medidas correctoras tomadas son las más x adecuadas ,
Se efectúan evaluaciones de la exposición de IUmcamente cuando los trabajadores al ruido : un trabajador va al
medico
a. Respecto a todos los puestos de trabajo X
b. Cuando se creen nuevos puestos de trabajo o X se modifiquen los ya existentes
c. Periódicamente respecto de puestos X sometidos a niveles superiores de ruido Se proporciona a cada trabajador formación e Trabajador Ignora información sobre : las concecuecias del
daño provocado
a. La evaluación de su exposición X
b. Las medidas preventivas adoptadas X
c. Utilización de los protectores auditivos X Falta de capacitación
d. Los resultados del control médico X
La empresa ha desarrollado un programa de X INO setlenen
medidas preventivas registros
Respecto al control médico de la función auditiva se efectúan : a. Reconocimientos médicos iniciales X
b. Reconocimientos periódicos
c. Reconocimientos adicionales y puntuales X
Se proporcionan a los operarios los protectores x auditivos adecuados Se lleva a cabo el archivo y registro de los X resultados de los reco nocimientos médicos
44
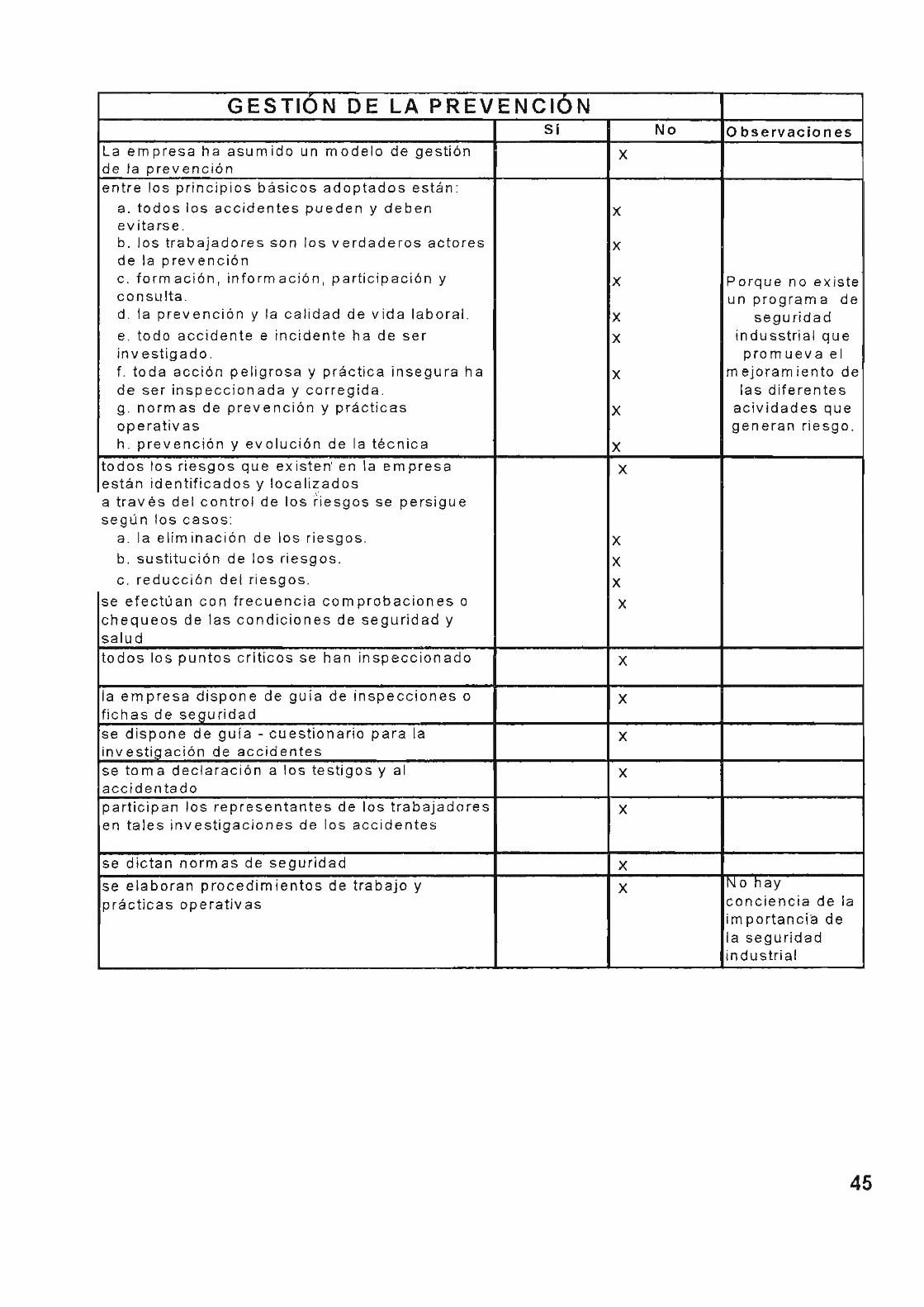
GESTION DE LA PREVENCiÓN Sí No Observaciones
La empresa ha asumido un modelo de gestión X de la prevención entre los principios básicos adoptados están :
a . todos los accidentes pueden y deben X ev itarse . b . los trabajadores son los verdaderos actores X de la preven c ión c . formación, información, participación y X Porque no e x iste consulta. un programa de d . la prevención y la calidad de vida laboral. X seguridad e. todo accidente e incidente ha de ser X indusstrial que investigado . pro m uev a el f . toda acción peligrosa y práctica insegura ha X m ejoram iento de de ser inspeccionada y corregida. las diferentes g. norm as de prevención y prácticas X acividades que operativas generan riesgo. h . prevención y evo lu ción de la técnica X
todos los riesgos que existen' en la empresa X están identificados y localizados a trav és del control de 10$ i iesgos se persigue según los casos :
a . la eliminación de los riesgos . X b . sustitución de los riesgos . X c . reducción del riesgos . X
se efectúan con frecuencia comprobaciones o X chequeos de las condiciones de seguridad y salud todos los puntos criticas se han inspeccionado X
la em presa dispone de guia de inspecciones o X fichas de seguridad se dispone de guía - cuestionario para la X investigación de accidentes se toma declaración a los testigos y al X accidentado participan los representantes de los trabajadores X en tales investigaciones de los accidentes
se dictan norm as de seguridad X
se elaboran procedimientos de trabajo y X INO hay
prácticas operativas conciencia de la importanc ia de la seguridad industrial
45

Los resultados obtenido del check list; proporcionan un panorama bastante detallado sobre las condiciones de seguridad industrial en las que se encuentra el aserradero. Estos resultados indican que el personal labora en un ambiente inseguro, debido a que no existe un programa de seguridad industrial que proporcione lineamientos específicos para la administración de la seguridad industrial en donde se incluyan las diferentes normas, leyes y regalmentos que establecen las entidades encargadas de velar por el control de riesgos dentro de las empresas, de tal forma que se garantice el buen funcionamiento de los porcesos, de la maquinaria, las instalaciones y equipo de protección personal; y de esta manera alcanzar un ambiente laboral seguro y agradable para todos los trabajadores.
Debido a que la maquinaria está un poco obsoleta, ya que no consta con ningún tipo de seguridad en lo que corresponde a las partes cortantes y que pueden halar a los trabajadores, en lo respecta al equipo de protección los trabajadores nunca han tenido capacitación sobre su uso y no saben las consecuencias que puede traer no usar este, como en el caso del ruido que es intolerable, a un largo plazo si no utilizan tapones de oído estos pueden llegar a quedar sordos.
Las instalaciones cumplen con la mayoria de requisitos ya que son bastantes amplias tienen suficiente ventilación e iluminación, lo que hace de esto un ambiente agradable. Los pasillos de evacuación no estan lo debidamente señalados y se encuentran con obstaculos de restos de madera, lo que puede causar un accidente. Los trabajadores no saben como acutuar en caso de un incendio y tampoco cuentan un equipo necesario para combatirlo, por lo que se les debera brindar capacitación sobre el uso de dicho equipo y brindarles el equipo correspondiente.
Se debera contar con una comisión de seguiridad para que lleve a cabo capacitación del personal y que se realize un cronograma donde se pongan las fechas en que se va a llevar a cabo la capacitación.
Lo anteriormente expuesto sugiere la implementación de un sistema de segurida industrial en el aserradero, en el cual se esncuetre involucrado todo el personal y de esta manera garantizar el funcionamiento del mismo.
46

4.6 MEDICiÓN DE ILUMINACiÓN, RUIDO Y TEMPERATURA
Para la medición de temperatura, iluminación, y ruido se realizaron tomas en las diferentes áreas de los puestos de trabajo, y se hizo un promedio para la obtención de los datos, luego se comparó con los estándares y se obtuvo el diagnostico.Se comparó con los estándares de las normas OSHAS 18000.
AREA rE TRABlUO TEMPERATURA C DlAGf\.OSTlCO Sierra Secundaria 21.1 ACEPTABLE Sierra Cortadora de leña 19.8 ACEPTABLE Despuntadora 20.2 ACEPTABLE Reaserraclora Mecanica 20.2 ACEPTABLE ,
Cepi 11 adora 22.3 ACEPTABLE
t El nivel térmico es aceptable debido a que el nivel máximo es de 27. 7°C (la temperatura que se toma es TA)
AREA DE TRABAJO RUIDO db DIAGNOSTICO Sierra Secundaria 101.4 INTOLERABLE
Sierra Cortadora de leña 99.5 INTOLERABLE
Despuntadora 93 INTOLERABLE Reaserradora Mecanica 101.1 INTOLERABLE Ce pi 11 adora 100.4 INTOLERABLE
t Todas las máquinas exceden el límite tolerable permitido intemacionalmente de 85 dB.
ÁREA DE TRABAJO , ,
ILUMINACION lux DIAGNOSTICO Sierra Secundaria 1000 ACEPTABLE Sierra Cortadora de leña 640 ACEPTABLE Despuntadora 400 SUFICIENTE Reaserradora Mecanica 200 INSUFICIENTE Cepilladora 600 SUFICIENTE
La iluminación requerida para este tipo de trabajos es de 400 lux (no requiere precisión)
47
Equipo que se utilizó para la medición
t Sonómetro marca Extech, modelo 407026 t Sonómetro marca Extech, modelo 407735 .. Medidor de carga térmica + marca Quest
48
,
DISCUSION De acuerdo a los datos obtenidos en la evaluación realizada al aserradero, se puede observar que el índíce general de la seguridad industrial y calidad es deficiente, lo cual justifica la presentación de una propuesta del sistema intregrado, y de esta manera poder coadyuvar el incremento de la productividad y la calidad del aserradero con lo cual estarlan cumpliendo los objetivos de la empresa.
4.7 OBJETIVOS: Establecer un sistema de gestión de calidad y seguridad industrial que se adopte a las actividades y naturaleza de los productos del aserradero. Identificar, manejar y reducir los efectos de calidad y los peligros/riesgos de todas las actividades desarrolladas en la Organización. A través de la capacitación, asegurar la participación del personal para una mejora continua del desempeño de calidad, y de la seguridad laboral. Llevar adelante las actividades en forma consistente con la política, así como con los Objetivos y Metas relacionados. El objetivo principal del sis.tema de seguridad es proporcionar un ambiente de trabajo seguro y agradable para los empleados, así mismo el resguardo de la maquinaria y equipo para que permita el buen funcionamiento de la empresa.
4.7.1 METAS El sistema integrado de Gestión de calidad y seguridad industrial va a ser desarrollado en el aserradero, conforme la norma ISO 9001 :2000 respectivamente . Cumpliendo con los cronogramas establecidos para dicho sistema.
4.8. POLíTICA, CALIDAD Y SEGURIDAD
El aserradero se enfoca a cumplir con las necesidade y espeficaciónes del cliente, mediante el mejoramiento continuo del proceso de corte de madera, así como brindar un ambiente de trabajo seguro y agradable para sus empleados, por los medio de información que estén a su acance y de los intrumentos necesarios para su bienestar. Para alcanzar el funcionamiento adecuado del sistema de seguridad y gestión de calidad, la gerencia y los trabajadores deberán tener participación activa hacia la empresa. Las políticas de la empresa deberán estar encaminadas siempre a la mejora continua, de tal forma que se pueda asegurar la integridad física y mental del personal del aserradero, cumpllientdo asi con todos los requisitos preventivos y legales.
4.9 RESPONSABILIDAD GERENCIAL
El aserradero está comprometido a solucionar los problemas organizacionales, definir las responasbilidades, las actividades y tareas de cada función para poder documentar, implantar, mantener y mejorar continuamente el sistema integrado de Gestión de calidad y seguridad industrial.
49

DIAGRAMA DE ESTRUCTURA ORGANIZACIONAL
IGERENTE GENERAL ]
IGerente administrativo I Gerente de Producción
I
asistente de Gerente I I \ \ rEncargado dela Comision de Gestión de seguridad Encargado de Calidad industrial mantenimiento
Vendedores I IOPERARIOS I
Representantes:
El aserradero designa al Encargado de la Gestión de calidad y la comisión de seguridad quien tiene la responsabilidad y autoridad que se describirá a continuación respectivamente
Encargado de la Gestión de la calidad:
a El asegurar de que se establecen, inplantan y mantienen los procesos identificados para el sistema de administración de calidad. b El informar al aserradero sobre el desempeño del SGC y de cualquier necesidad de mejora. c El asegurar que se promueva la toma de conciencia de los requisitos del cliente en todos los niveles de la organizacion .
La comisión de seguridad tiene la responsabilidad de:
• Asegurar que el personal cuente con entrenamiento sobre Seguridad Industrial, y que este entrenamiento sea periódico tanto para personal asignado como de nuevo ingreso. • Velar porque la maquinaria, el equipo y las operaciones y procesos tengan el mayor grado de seguridad y se mantengan en buen estado de conservación, funcionamiento y uso para lo cual están sujetas a inspección y mantenimiento permanente. • Se advierte al trabajador de los peligros que para su salud e integridad se deriven del trabajo. • Se proporciona información de cómo prevenir y que hacer en un incendio o terremoto. (VERANEXQ A). • Se suministra ropa y equipo de protección adecuada, destinada a evitar accidentes y riesgos de trabajo. • Se mantienen los resguardo y protecciones a las máquinas para evitar que las mismas puedan derivarse riesgo para los trabajadores. • Se mantiene un botiquín provisto de los elementos indispensables para proporcionar primeros auxilios en las áreas necesarias.(VERANEXO B)
50
• Al haber ocurrido accidentes de trabajo, se adoptan medidas necesarias que tiendan a evitar que ocurran en el futuro, cuando tales accidentes no se deban a errores humanos de los trabajadores, sino sean imputables a las condiciones en que los servicios son prestados. • Se someten a exámenes médicos a los trabajadores para constatar su estado de salud y su aptitud para el trabajo antes de aceptarlos a la empresa y una vez aceptadas, periódicamente. • Se colocan y mantienen en lugares visibles, avisos, carteles, etc., sobre seguridad industrial. • No se permite la entrada a los lugares de trabajo de trabajadores en estado de ebriedad o bajo influencia de algún narcótico o droga enervante.
51
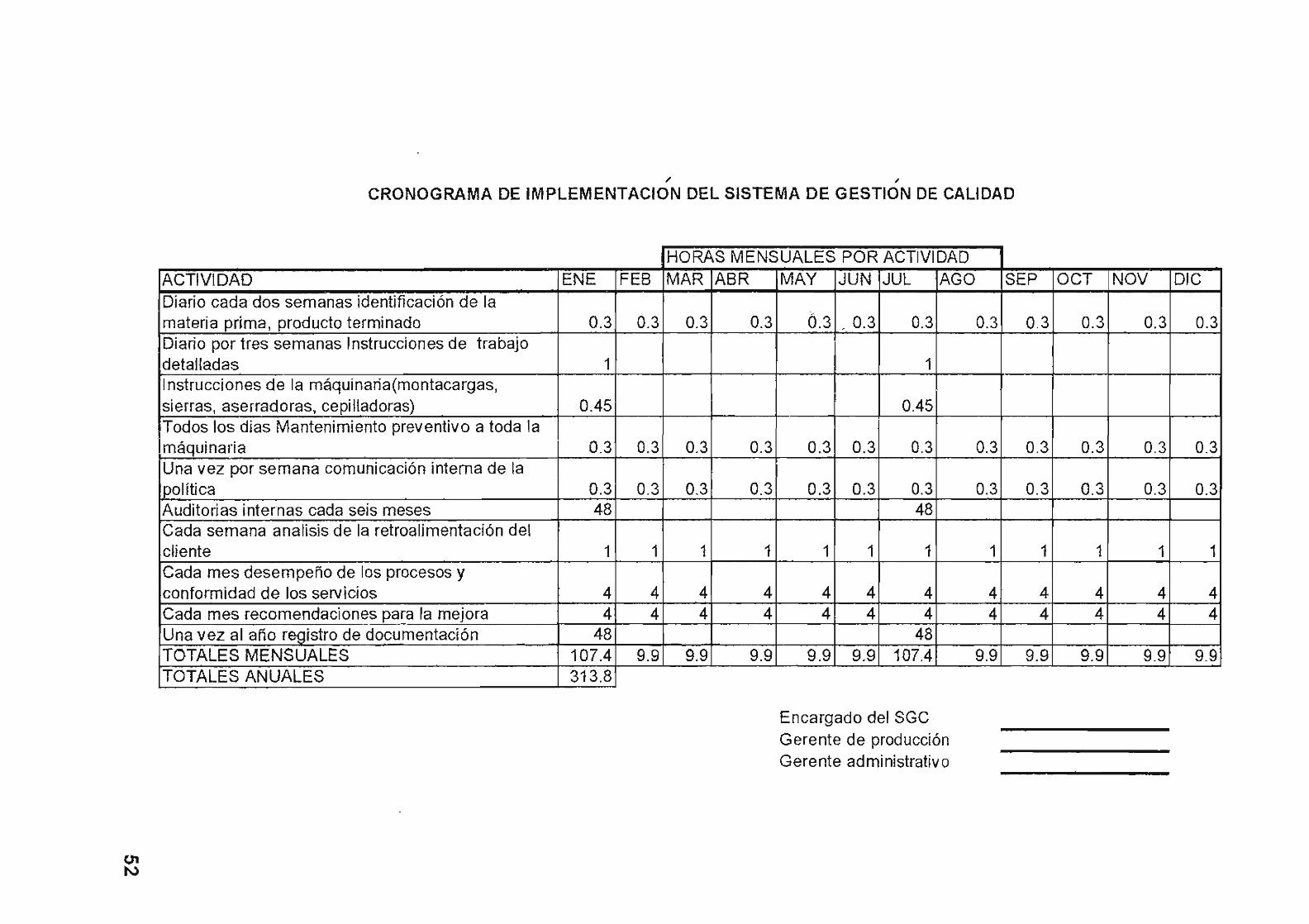
CJ1 t\)
/ , CRONOGRAMA DE IMPlEMENTACION DEL SISTEMA DE GESTION DE CALIDAD
ACTIVIDAD ENE FES
Diario cada dos semanas identificación de la materia prima , producto terminado 0.3 0.3 Diario por tres semanas Instrucciones de trabajo detalladas 1 Instrucciones de la máquinaria(montacargas, sierras, aserradoras, cepilladoras) 0.45 Todos los dias Mantenimiento preventivo a toda la máquinaria 0.3 0.3 Una vez por semana comunicación interna de la !política 0.3 0.3 Auditorias internas cada seis meses 48 Cada semana analisis de la retroalimentación del cliente 1 1 Cada mes desempeño de los procesos y conformidad de los servicios 4 4 Cada mes recomendaciones para la mejora 4 4 Una vez al año registro de documentación 48 TOTALES MENSUALES 107.4 9.9 TOTALES ANUALES 313.8 --------=----
HORAS MENSUALES POR ACTIVIDAD
MAR ASR
0.3 0.3
0.3 0.3
0.3 0.3
1 1
4 4 4 4
9.9 9.9
MAY JUN JUL AGO
Ó.3 _ 0.3 0.3
I 1
I 0.45
0.3 0.3 0.3
0.3 0.3 0.3 48
1 1 1
4 4 4 4 4 4
48 9.9 9.9 107.4
Encargado del SGC
Gerente de producción Gerente administrativo
SEP
0.3 0.3
0.3 0.3
0.3 0.3
1 1
4 4 4 4
9.9 9.9
OCT NOV DIC
0.3 0.3 0.3
0.3 0.3 0.3
0.3 0.3 0.3
¡
,
1 1 1i
4 4 41
4 4 4
9.9 9.9 9.9
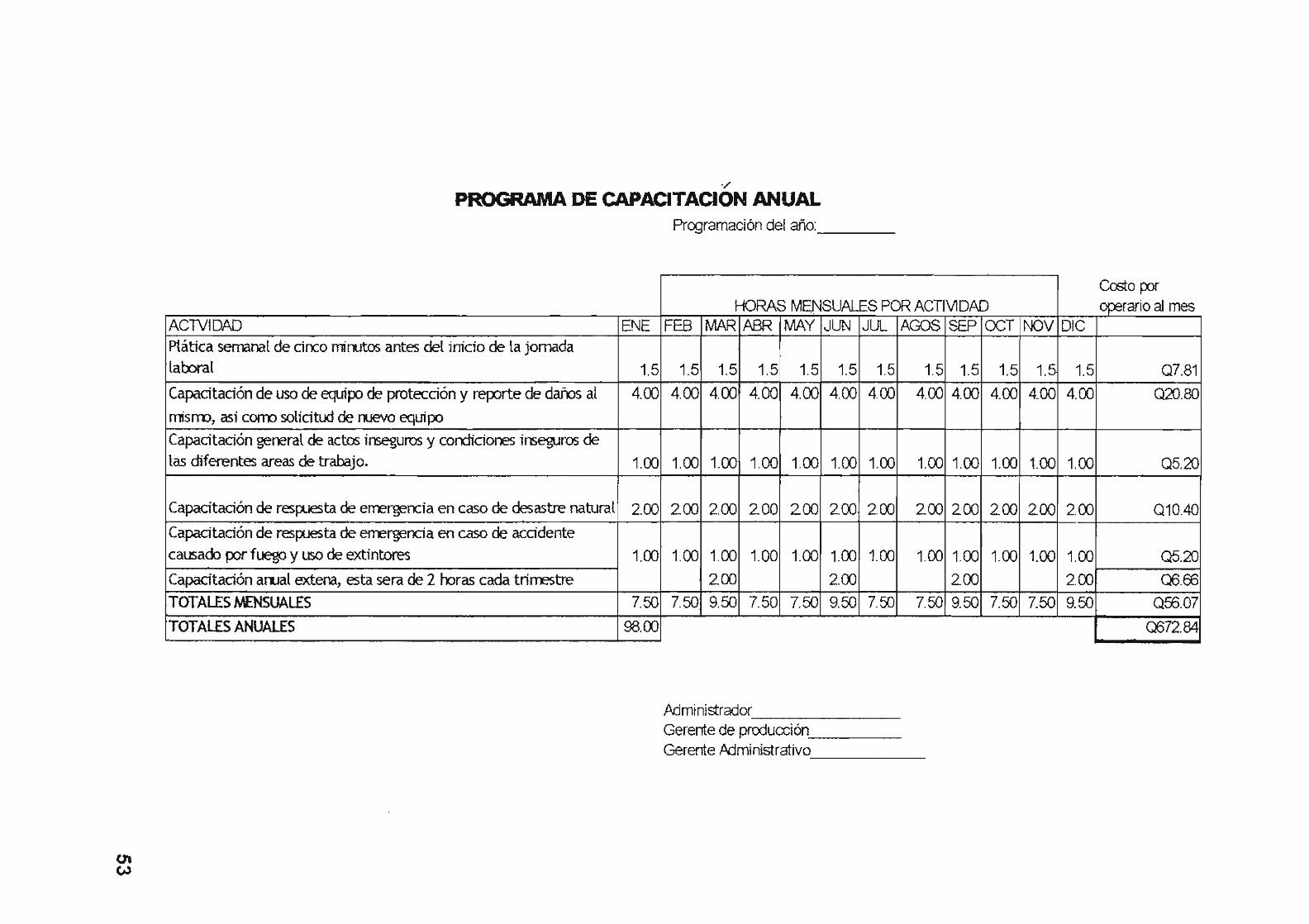
(J'I (¡J
./
PROGRAMA DE CAPAClTAClON ANUAL Programación del año: __ _
HORAS MENSUALES POR ACTI\IlDAD ACTVIDAD ENE FES MAR ABR MAY JUN JUL AGOS SEP OCT Plática serranal de drco mirutos antes del inicio de la jornada lal:x>ral 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 1.5 Capacitadón de uso de equipo de protecdón y reporte de daros al 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 4.00 rrrisrro, asi corro solidtud de ruevo equipo Capadtadón gereral de actos inseguros y condidones inseguros de las diferentes areas de trabajo. 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00
Capacitadón de resp..¡esta de errergercia en caso de desastre natural 2.00 200 2.00 200 200 2.00 2.00 200 2.00 200 Capacitadón de respuesta de en-ergenda en caso de acddente causado por fuego Y uso de extintores 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 Capacitadón arual extena, esta sera de 2 roras cada trirrestre 2.00 2.00 2.00 TOTALES NéNSUALES 7.50 7.50 9.50 7.50 7.50 9.50 7.50 7.50 9.50 7.50 TOTALES ANUAlES 98.00
Mministrador ---------------Gerente de producción'--___ _ Gerente Pdministrativo ______ _
Costo lXlf operario al mes
NOV DIC
1.5 1.5 Q7.81 4.00 4.00 020.80
1.00 1.00 Q5.20
2.00 2.00 Q10.40
1.00 1.00 05.20 2.00 Q6.66
7.50 9.50 Q53.07 Q672.84
/
4.10 PLAN DE ACCION /
GESTION DE LA CALIDAD
4.10.1 Control de operaciones
En cada etapa de la producción se cuentan con condiciones para garantizar la integridad del sistema de Gestión de calidad. Cada despacho de materia prima es registrado y verificado para su conformidad. El proceso de producción no puede dar inicio sino tiene las especificaciones, y la información necesaria para la identificación del producto. La información que debe de poseer es:
CÓdigo del producto, fecha de recepción, nombre del proveedor y número de lote.
En caso de que la materia prima, producto en proceso y producto terminado no cumpla con las especificaciones, debe de ~er rechazado. El sistema que se utiliza es la medición, en el cual se selecciona una muestra representativa al lote a producir, y por medio de medidores se verifican los ángulos, el ahcho y el largo. Los productos rechazados se regresan al inicio del proceso para darle nuevas medidas. Toda la maquinara cuenta con instrucciones de trabajo detalladas, que definen las actividades a realizar en la operación, también está establecido que las sierras deben ser revisadas (si están bien afiladas) antes de empezar la operación. Las actividades de despacho y entrega de productos a clientes se realizan mediante facturación, esta es comparada con el número de orden y luego se revisa si es correcto el producto y se entrega al cliente, este sistema garantiza la conformidad de los clientes.
4.10.2 Validación de los procesos de las operaciones de producción y servicio
Al momento de diseñar e implementar el sistema de Gestión de calidad El aserradero no tiene procesos cuyas salidas no puedan verificarse, si llegara a presentarse algún proceso de esta índole se implementarán acciones necesarias para cumplir con la norma ISO 9001 :2000
4.10.3 Preservación del producto
Debido a la naturaleza del producto, se asegura la preservación de la madera desde la recepción y el manejo como materia prima, producto en proceso y producto terminado. Dentro de la preservación del producto se incluye lo siguiente:
IDENTIFICACION: El patio de trozas tiene identificada cada área, donde se indica la especie de la madera y sus medidas, para que en el momento de su ingreso y su utilización no existan confusiones. Desde el inicio del proceso de producción va identificada la materia prima con la orden de producción donde se identifica claramente las especificaciones y características de cada producto, ya cuando ingresa al proceso, la madera se identifica por medio de un código (éste coincide con el numero de la orden) que es puesto por una máquina.
54
El producto rechazado es marcado para evitar que se utilice, el producto terminado se encuentra debidamente identificado por la orden y se ordena en los estantes que también están debidamente identificados.
MANIPULACiÓN Y PROTECCiÓN: El producto desde su recepción hasta la entrega final es manipulado y transportado de un lugar a otro con debidas precauciones con el objetivo de evitar deformidades debido a caídas y golpes.
EMBALAJE: El producto terminado no necesita de ningún tipo de empaque debido a su naturaleza.
ALMACENAMIENTO: La materia prima (trozas) está almacenada al aire libre y el producto terminado en estantes de madera aisladas del proceso, cuyas condiciones son monitoreadas constantemente, ya que por normas de calidad el producto terminado no debe de estar más de quince días en almacenamiento. La madera para el proceso de corte no requiere de condiciones de almacenaje especiales, basta con estar a temperatura ambiente y tener control de plagas.
TRANSPORTE: Se cuent'i3 con montacargas y camiones que se encuentran en buen estada, poseen instrucciones necesarias para cargary descargar el producto, se realiza un chequeo antes de ser utilizados, el piloto debe de poseer requisitos como licencia y experiencia de 2 años mínimo en manejo.
4.10.4 CONTROL Y MANTENIMIENTO DE EQUIPOS E INSTALACIONES
La maquinaria de producción está diseñada e instalada para darle mantenimiento de acuerdo a sus propósitos, para evitar cualquier riesgo en la calidad del producto. Las instalaciones y equipo asociado (iluminación, maquinas para afilar sierras, equipos de medición, etc.) es administrado por el departamento de mantenimiento, llevando un registro de todas las operaciones llevadas a cabo en los equipos.
Para el mantenimiento del equipo de manufactura se realizan tres tipos: Mantenimiento de predictivo, preventivo y correctivo.
Como parte de la responsabilidad de los supervisores y trabajadores se encuentra la supervisión constante del estado de la maquinaria, a través de análisis de las productividades y de las condiciones del mercado se determinan las necesidades de sustitución y adquisición de equipos de manufactura.
55
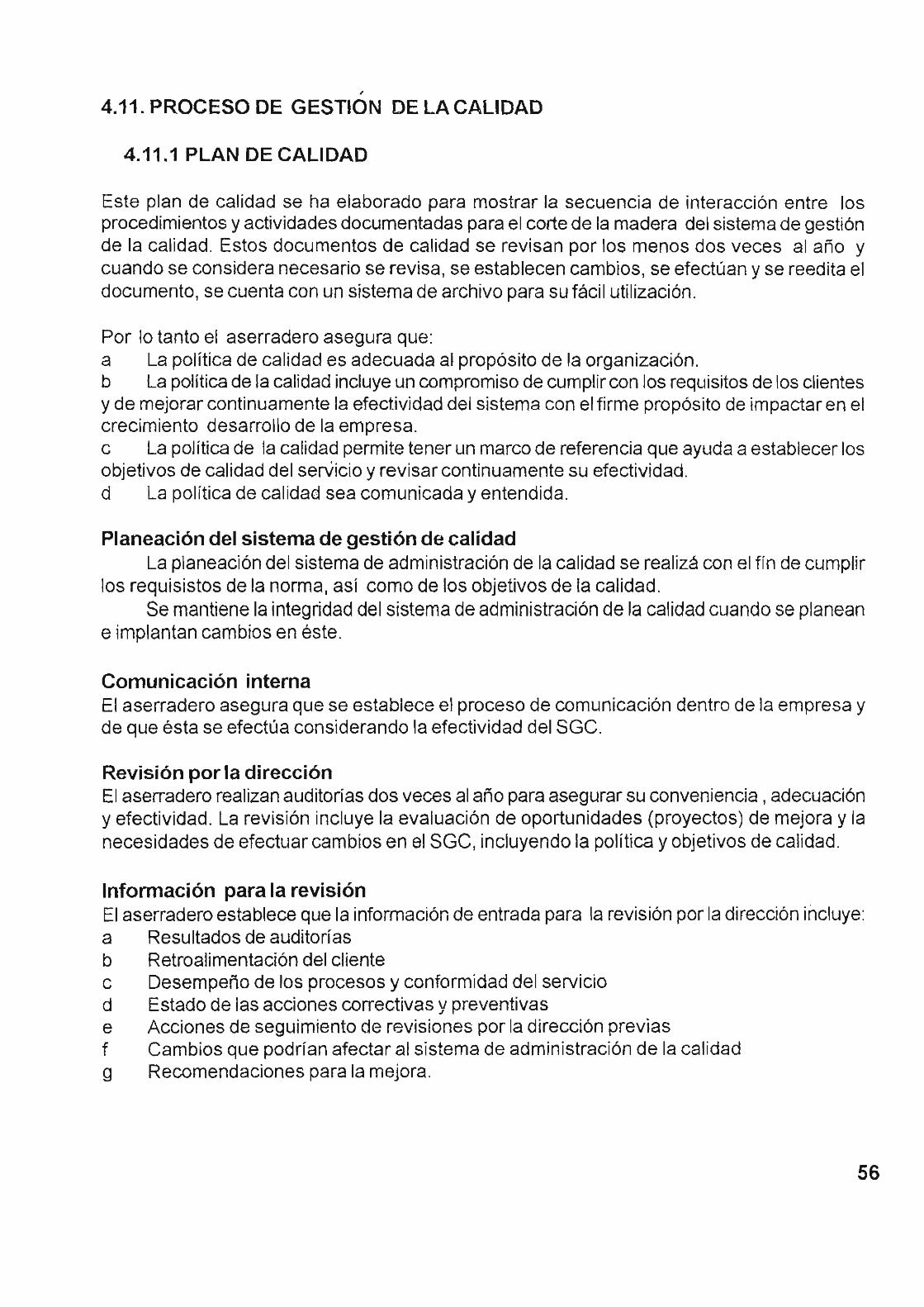
, 4.11. PROCESO DE GESTION DE LA CALIDAD
4.11.1 PLAN DE CALIDAD
Este plan de calidad se ha elaborado para mostrar la secuencia de interacción entre los procedimientos y actividades documentadas para el corte de la madera del sistema de gestión de la calidad. Estos documentos de calidad se revisan por los menos dos veces al año y cuando se considera necesario se revisa, se establecen cambios, se efectúan y se reedita el documento, se cuenta con un sistema de archivo para su fácil utilización.
Por lo tanto el aserradero asegura que: a La política de calidad es adecuada al propósito de la organización. b La política de la calidad incluye un compromiso de cumplir con Jos requisitos de los clientes y de mejorar continuamente la efectividad del sistema con el firme propósito de impactar en el crecimiento desarrollo de la empresa. e La política de la calidad permite tener un marco de referencia que ayuda a establecer los objetivos de calidad del serVicio y revisar continuamente su efectividad. d La política de calidad sea comunicada y entendida.
Planeación del sistema de gestión de calidad La planeación del sistema de administración de la calidad se realizá con el fín de cumplir
los requisistos de la norma, así como de los objetivos de la calidad. Se mantiene la integridad del sistema de administración de la calidad cuando se planean
e implantan cambios en éste.
Comunicación interna El aserradero asegura que se establece el proceso de comunicación dentro de la empresa y de que ésta se efectúa considerando la efectividad del SGC.
Revisión por la dirección El aserradero realizan auditorías dos veces al año para asegurar su conveniencia, adecuación y efectividad. La revisión incluye la evaluación de oportunidades (proyectos) de mejora y la necesidades de efectuar cambios en el SGC, incluyendo la política y objetivos de calidad.
Información para la revisión El aserradero establece que la información de entrada para la revisión por la dirección incluye: a Resultados de auditorías b Retroalimentación del cliente c Desempeño de los procesos y conformidad del servicio d Estado de las acciones correctivas y preventivas e Acciones de seguimiento de revisiones por la dirección previas f Cambios que podrían afectar al sistema de administración de la calidad g Recomendaciones para la mejora .
56

Resultados por la revisión El aserradero establece que los resultados de la revisión por la dirección incluyen las decisiones y acciones relacionadas con: a La mejora en la efectividad del sistema de administración de la calidad y de sus procesos. b La mejora del servicio en relación con los requisitos del cliente. c Las necesidades de recursos.
4.11.2 CONTROL DE DOCUMENTOS
Los documentos que se utilizan en el sistema de administración de la calidad están controlados bajo los siguientes puntos: Se utilizan únicamente documentos que hayan sido aprobados por el administrador. Se revisan los documentos al menos una vez al año y cuando se considere necesario. Los documentos son identificados de la siguiente forma:
Registro o Instrucción de Trabajo - Número de revisión -Año
Los usuarios de los documentos mantienen el compromiso de asegurar la legibilidad, identificación y rápido acéeso de los mismos. Se garantiza que los documentos obsoletos sean manejados de manera tal que no sean utilizados como referencia al sistema ya que el último número del código indica el año en que se hizo la última modificación.
4.11.3 CONTROL DE REGISTROS DE CALIDAD
En la medida que se hacen modificaciones en los procedimientos, se mencionan los motivos y fechas de realización de modificación, para proporcionar evidencia del cumplimiento de los requerimientos del sistema de gestión de calidad. Estos se archivan en forma cronológica según documento registro o instrucción de trabajo.
4.11.4 MEDICiÓN Y MONITOREO DEL PRODUCTO
En el aserradero se realizan mediciones a los productos en las etapas del proceso de producción que son fundamentales para garantizar su conformidad. A continuación se presenta una tabla en donde se especifica la actividad, el tipo de control que se realiza, donde se detalla la medición y el responsable en ejecutarla. (Ver anexo A)
57
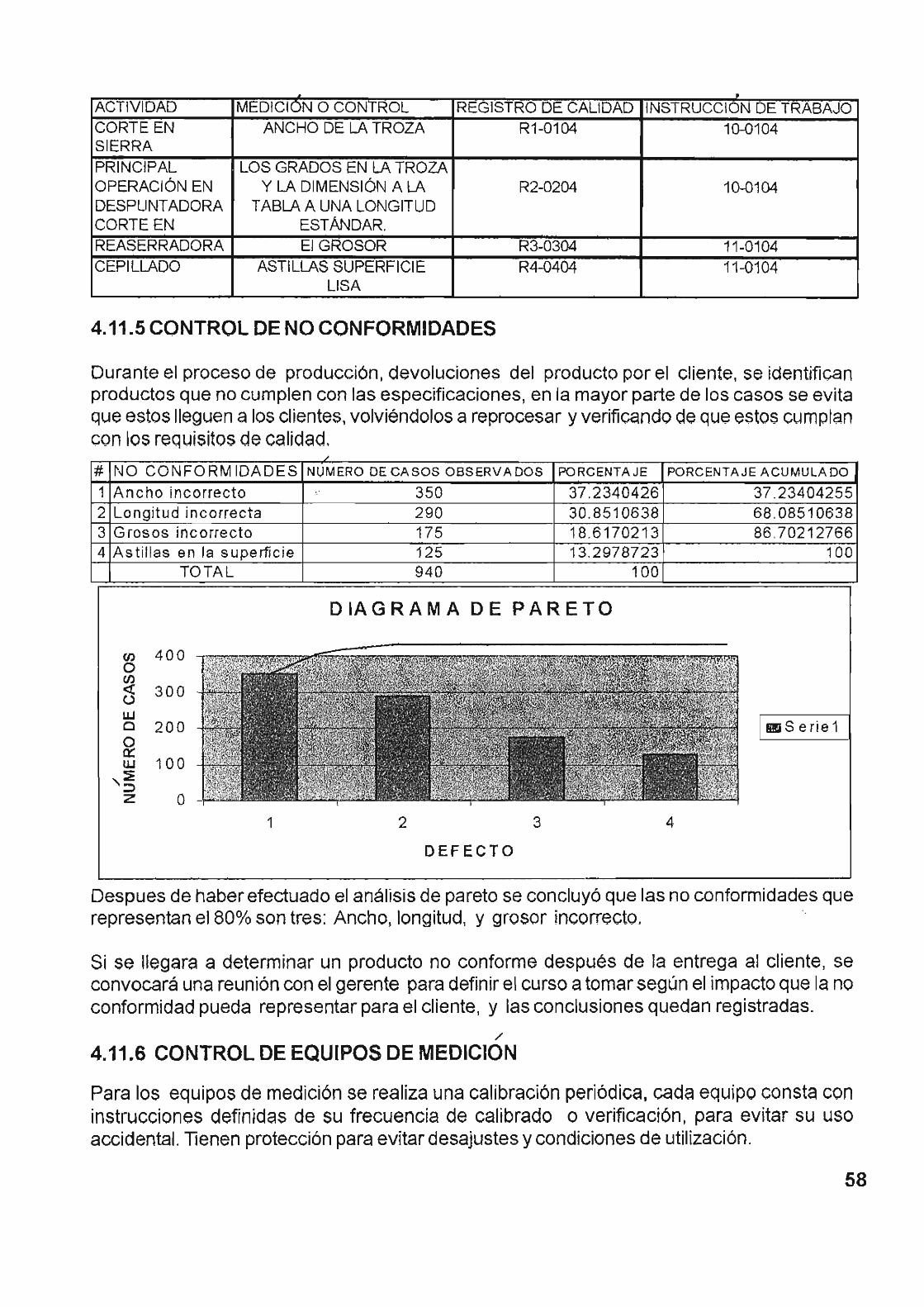
, ACTIVIDAD MEDICION O CONTROL REGISTRO DE CALIDAD INSTRUCCION DE TRABAJO CORTE EN ANCHO DE LA TROZA R1-0104 10-0104 SIERRA PRINCIPAL LOS GRADOS EN LA TROZA OPERACiÓN EN Y LA DIMENSiÓN A LA R2-0204 10-0104 DESPUNTADORA TABLA A UNA LONGITUD CORTE EN ESTANDAR. REASERRADORA El GROSOR R3.0304 11·0104 CEPILLADO ASTILLAS SUPERFICIE R4-0404 11·0104
LISA
4.11.5 CONTROL DE NO CONFORMIDADES
Durante el proceso de producción, devoluciones del producto por el cliente, se identifican productos que no cumplen con las especificaciones, en la mayor parte de los casos se evita que estos lleguen a los clientes, volviéndolos a reprocesar y verificando de que estos cumplan con los requisitos de calidad.
# NO CONFORM IDADES NUMERO DE CASOS OBSERVADOS PORCENTAJE PORCENTAJE ACUMULADO
1 Ancho incorrecto ' 350 37 .2340426 37 .23404255 2 Longitud incorrecta 290 30.8510638 68.08510638 3 Grosos incorrecto 175 18.6170213 86 .70212766 4 Astillas en la superficie 125 13.2978723 100
TOTAL 940 100
D lA G R A M A D E PAR E T O
(J) 400 O (J) « 300 U w O 200 DI S e ri e 1 O o:: w 100
,,:2: ::;:¡ z O
1 2 3 4
DEFECTO
Despues de haber efectuado el análisis de pareto se concluyó que las no conformidades que representan el 80% son tres: Ancho, longitud, y grosor incorrecto.
Si se llegara a determinar un producto no conforme después de la entrega al cliente, se convocará una reunión con el gerente para definir el curso a tomar según el impacto que la no conformidad pueda representar para el cliente, y las conclusiones quedan registradas.
/
4.11.6 CONTROL DE EQUIPOS DE MEDICION
Para los equipos de medición se realiza una calibración periódica. cada equipo consta con instrucciones definidas de su frecuencia de calibrado o verificación, para evitar su uso accidental. Tienen protección para evitar desajustes y condiciones de utilización.
58
, 4.13. PLAN DE ACCION SEGURIDAD INDUSTRIAL Al implementar este sistema de seguridad se tiene presente el conocimiento de las medidas de seguridad y de los peligros específicos, para proveer un ambiente de trabajo saludable. Toma los pasos adecuados para prevenir accidentes y amenazas que puedan hacer perder la salud, asociado a minimizar la ocurrencia de accidentes inherentes al ambiente laboral, por lo que se designa un comité responsable de velar por la salud, seguridad del personal , y de implementación de los estándares recomendados en seguridad.
4.13.2. LUGARES DE TRABAJO Según normas de seguridad Industrial no se le debe hacer ningún cambio. PISOS: Está Constituido de torta de cemento por lo que es resistente y homogéneo, liso y no resbaladizo, susceptible de ser lavado y provisto de declives para facilitar el desagüe, todo el piso está nivelado. ESPACIOS: La separación entre máquinas, instalaciones y puestos de trabajo son lo suficientemente amplios para que el trabajador pueda realizar su trabajo sin incomodidad y para que quede a cubiertO de posibles accidentes por deficiencia de espacio. VENTILACION: La renovación del aire se hace mediante ventilación natural, donde se toma en cuenta la velocidad, forma de entrada, cantidad por hora y persona y sus condiciones de pureza, temperatura y humedad, con el objeto que no resulte molesta o perjudicial para la salud de los trabajadores. ILUMINACiÓN: Es natural y cuando no es factible es sustituida por la artificial, su distribución o intensidad, están en relación con la altura, superficie del lugar y trabajo que se realice. La iluminación natural, directa o refleja, no es tan intensa para exponer a los trabajadores a sufrir accidentes o daños a su salud. ELECTRICIDAD: Las máquinas, aparatos e instalaciones eléctricas satisfacen las medidas de seguridad fijadas por los reglamentos específicos que al efecto se dicten. MOTORES: El arranque y parada de los motores o unidades básicamente son previamente convenidos y conocidos por los operarios, utilizándose para ello dispositivos eléctricos efectivos.
4.13.3 ÚTILES DE MÁQUINAS( SIERRA, DESPUNTADORA, REASERRADORA) CONDICiÓN INSEGURA: f Por su naturaleza cortante y la gran velocida de que están animadas y sin protección alguna. MEDIDA CORRECTIVA PROPUESTA: prot ger mediante el uso de guardas de alarma, que evitan, en lo posible, que las partes expuestas del operario, puedan ser tocadas o ser alcanzadas de forma involuntaria o casual, ya que advierte antes de que alcance la zona de peligro.
INSPECCiÓN Y MANTENIMIENTO DE MAQUINARIA: El departamento de mantenimiento está encargado de inspeccionar periódicamente y mantener las máquinas en perfecto estado de funcionamiento. Las personas encargadas de el manejo de las máquinas en general y de aquellos por la índole de sus trabajos están expuestos a riesgos. MEDIDACORRECTIVAPROPUESTA:
59
Portar e I equipo de protección personal que es suministrado por la empresa y en conformidad a las disposiciones especiales sobre equipos de protección personal. La máquinaria debera tener su área delimitada por medio de líneas amarillas para que los trabajadores sepan que en esa área no debe de existir ningún tipo de producto en proceso o cualquier otra cosa que sea ajeno al trabajo a realizar.
4.13.4 INCENDIOS O EXPLOSIÓN CONDICiÓN INSEGURALas salidas de emergencia no están indicadas por ninguna señal, y los pasillos están llenos de obsta culos y residuos de madera. SALIDAS: El aserradero tiene un número suficiente de salidas convenientemente dispuesta para caso de incendio por lo que deberá indicarse mediante señales, la dirección a seguir para llegar a ellas y colocándose cerca de las mismas yen sitio visible, avisos con la leyenda "SALIDA DE EMERGENCIA". Los pasillos generales que conducen a las salidas deberan estar libres de materiales, residuos de fabricación o de cualquier obstáculo, por lo que responden a dos condiciones de holgura y ausencia de entorpecimientos para una rápida salida. FUMAR: CONDICiÓN INSEGURA Ingreso de cigarros, fósforos o cerillos, encendedores o cualqueir objeto suceptible de provoCar fuego libre. MEDIDA CORRECTIVA PROPUESTA Queda terminantemente prohibido fumar o introducir fósforos o cerillos, encendedores o cualquier objeto susceptible de provocar fuego libre, lo deberá ser recordado mediante carteles y su desobediencia seran sancionada rigurosamente. EXTINCION DE INCENDIOS: CONDICION INSEGURA No tener los estintores precisos, la colocación de los extintores no es la adecuada, no se efectuan reviciones periodicas, la distribución de los rociadores no es proprocional. MEDIDA CORRECTIVA PROPUESTA: Se tomaran medidas necesarias para que todo incendio en sus comienzos pueda ser rápida y eficazmente combatido. Las medidas principales serán: +: El aserradero dispondra de agua a presión y de dos bocas de esa agua con las correspondientes mangueras con lanza. +: Dispondrá de una instalación de alarma y de 8 extintores de incendio repartidos convenientemente. Por la naturaleza del producto el extintor es de clase de riesgo A, ya que aplican agua a chorro o pulverizada. Los extintures cubren 1 O-15m2 según el área. +: Todo el material que se dispondrá para combatir el incendio se mantendra en perfecto estado de conservación y funcionamiento, lo cual se comprueba periódicamente. (VER ANEXO C) +: Se dara a conocer al personal las instrucciones adecuadas sobre el salvamento y actuación para el caso de producirse el incendio. Aquellos trabajadores que han de actuar y manejar el material extintor están designados e instruidos.
4.13.5. PROTECCIÓN PERSONAL CONDICÓN INSEGURA No se le proporciona equipos de protección individual para evitar o reducir riesgos a los trabajadores, no se han evaluado y analizado tos riesgos de los que se pretende proteger
60
MEDIDACORECTIVAPROPUESTA: El aserradero proporcionará a los trabajadores según el puesto de trabajo: Mascaras y caretas respiratorias debido a que no se puede eliminar satisfactoriamente el polvo o aserrín de la madera. Gafas protectoras adecuadas contra las partículas sólidas que salen al aserrar la madera . Guantes y botas de cuero con punta de acero, para la protección conveniente del cuerpo. Cinchos de cuero para el trabajador que está expuesto a esfuerzos físicos. Tapones para los oídos ya que el ruido es intolerable. 4.13.6. INSTRUCCIONES DE CARGA CONDICiÓN INSEGURA La manipulación de los puestos de trabajo en insegura, ya que no existe adiestramiento sobre las medidas de prevención para una correcta manipulación de la carga. M EDI DA CORRECTIVA PROPU ESTA: El aserradero proporcionará capacitación a sus empleados de cuál es la manera correcta de cargar las trozas, haciéndoles ver que es dañino para su salud y puede ocasionar lesiones si no lo realizan correctamente. El comite de seguridad vela porque los empleados levanten correctamente las trozas,p'or lo cual un solo empleado tiene prohibido levantar una troza por si solo.
/
4.13.7. BOTIQUIN CONDICiÓN INSEGURA No hay ningún botiquín en el área de operación por lo que crea un riesgo para los trabajadores. MEDIDA DE CORECCIÓN PROPUESTA: Todos los lugares de trabajo deberán tener convenientemente instalado un botiquín médicoquirúrgico provistos de todos los elemento indispensables para atender casos de urgencia, de conformidad con las normas que sobre el particular fija el Ministerio de Trabajo y ellGSS, a cargo de personal adiestrado.
LISTADO DE MEDICAMENTOS PARA BOTIQuíN
/ /
1. ANALGESICOS ANTIPIRETICO: a) Acetaminomefen, Piroxican.
2. DIGESTVOS
3. ANTIGRIPALES DESCONGESTIVOS
4. HERIDAS LEVES: a) Antiséptico: Metiolate, Alcohol, agua oxigenada. b) Curitas, gaza algodón, hisopos, micropore
5. - FRACTURAS: a) Vendas elásticas, baja lenguas b) Para mano y brazo venda de 2" e) Para pies y pierna venda de 3 x 4
61
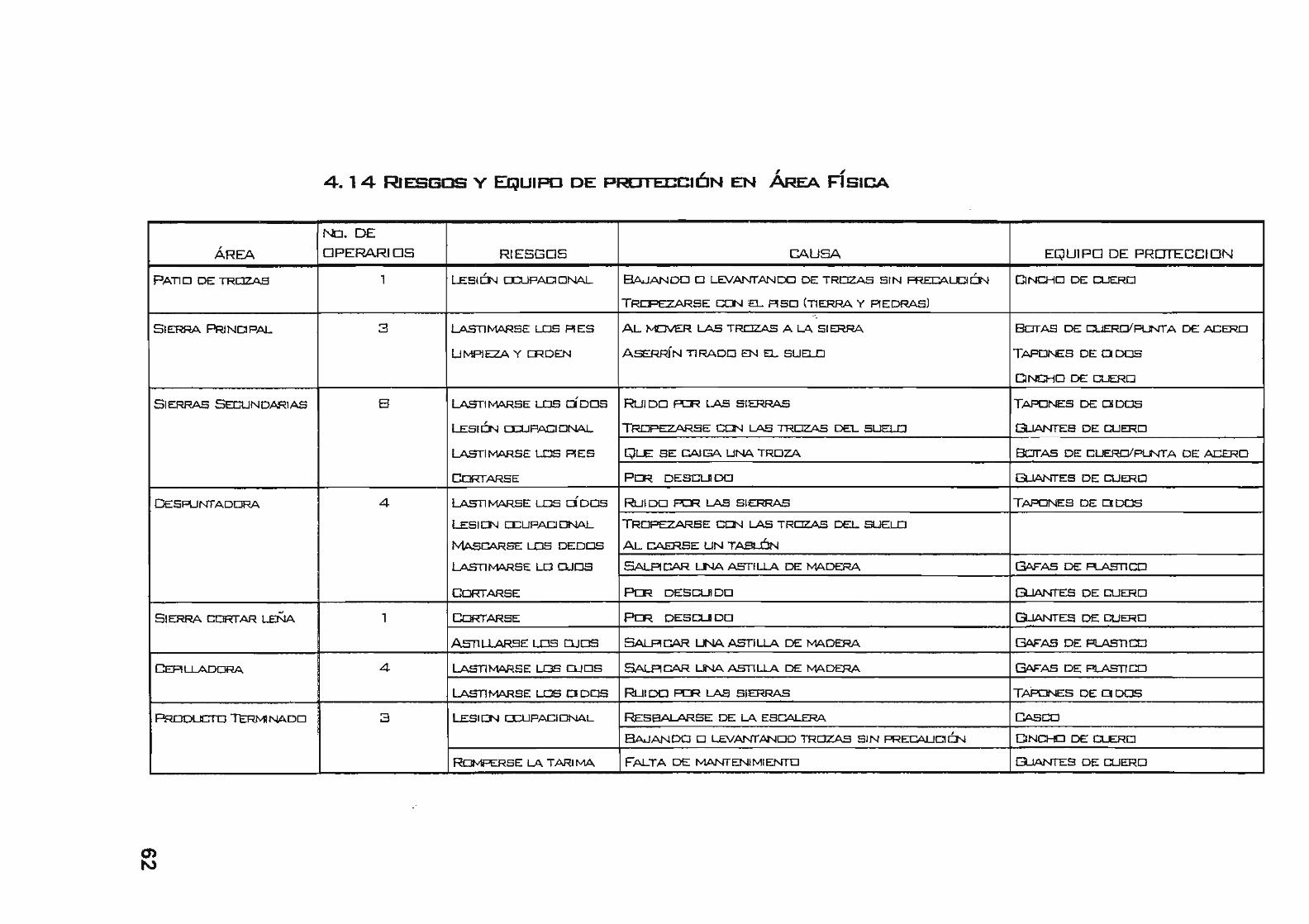
ÁREA
PATIO DE TROZAS
SIERRA PRINCIPAL
SIERRAS SECUNDARIAS
DESPUNTADORA
SIERRA CORTAR ~
CEPlUADORA
PRool.ICTo TERMINADO
-
en N
- - --
, , , 4. 14 RIESGOS y Ec\IUIPO DE PRO I El :CION EN AREA FlSICA.
N:J. DE
OPERARIOS RIESGOS CAUSA EQUIPO DE PROTECCION ,
LEsl éN cx::uPACI ONAL 8A..JANDO O LEVANrAN= DE TROZAS SIN PRECALCléN ,
1 CINCHO DE CUERO !
TRCPEZARSE lXl'l a. PISO (TIERRA y PIEDRAS) ,
-. !
3 lASTIMARSE LOS PIES AL MOVER LAS TROZAS A LA SIERRA BcrrAS DE CUEROfF'LNl"A DE ACERO
UMPlEZA y CRDEN ASERRfN TIRADO EN EL SUELO TAF'O/'.ES DE O DOS
CINCHO DE CUERO ¡
B lASTIMARSE LOS !:ÍDOS Rul DO PCR LAS SIERRAS TAPONES DE O DOS
LEsléN CD..IPAClONAL TRoPEzARSE lXl'l LAS TROZAS DEL SI IEI O I3JANTES DE CUERO
lASTIMARSE LOS PIES QLE SE CAIGA UNA TROZA BcrrAS DE CLJERCIIPLNTA DE ACERO
CORTARSE PCR DESCUDO I3JANTES DE CUERO
4 lASTIMARSE LOS !:ÍDOS Rul DO PCR LAS SIERRAS TAPONES DE ODDS
LEsl CN O::UPACI DNAL TROPEZARSE lXl'l LAS TROZAS DEL SUELO
IVIAsCARSE LOS DEDOS AL CAERSE UN TABLÓN
lASTIMARSE LO OJOS SALPICAR LNAASTILLA DE MADERA GAFAS DE A..ASTICO ,
CORTARSE PoR DESCUIDO G..iANTEs DE CUERO •
,
, 1 CORTARSE PoR DESClJ DO I3JANTES DE CUERO
AsTILLARSE LOS OJOS SALPICAR LNAASTILLA DE MADERA GAFAS DE R..ASTIOJ
4 lASTIMARSE LOS OJOS SALPICAR LNA ASTILLA DE MADERA GAFAS DE F'LASTI OJ
lASTIMARSE LOS O DOS Rul DO PCR LAS SIERRAS TAPoNEs DE ODDS I 3 LESICN OCUPACIONAL RESBALARSE DE LA ESCALERA CAsOJ i
8A..JANDO O LEVANrAN= TROZAS SIN F'RECAUCléN ONCI-D DE a..ERO I
Rl:iMFERSE LA TARIMA FALTA DE MANTENIMIENTO I3JANTES DE CUERO ,

PR=A FJ:>.1l0 CE-r=AS
S~~N:JAOL
SER'1OS~
CE3=t.Nr-"Cl:RO-.
SER'IO. =AR LEÑo.
Q:¡::¡Ll.~
(J) (..>
.. _--- ---- - .
4.15 Riesgos y Equipo de protección en proceso tecnólogico
N:lCE~NORA ~ESi b ~ MEDI DA. CCRRECTlVA PROAJESTA
1 LA511f'\iAR A DI ¡::;;¡::s B..~ ON:JESIt OOFroT.ocDY N:JSOEELrE CAF'\°OTAR AL CFERARfO PARA EL uso DEL M::NrA-
~CEi ru=_~B..M:Nr.<OlfD'S CARGA y LCIS a.JD"DClS ~ DEBE DE L EER
1 t:I:Fl1J>CL.R'S A LrE 1n"8"o lA a CF'ER'RO 1'0 EE 00. a..ENrA aJ'l:E ~ SENsi:REs y RE:.JIUAS
~ CEA93 ~ .. lOoR DE PRO I el' .éN 2 o::RrpD PPA A LCSiROB" lA ~CES~ RE.JIUAS DE F+1IJIELcéN
~
2 1'0 ClOR9::a.ENrA =--cE FA-TA CE H<lI ElllCÑ 5ENSCRES y GUARDAS
AOR'R CE '\!%I'1OR Y FR:I:LI
OR a:Rr.<>ClROo.
1 S-FRR o::RrAl I "'""9 FA-1ACEex;;uFOCE ~I t' "tN SENSCRES y GUI>ROAS
2 R::JILRI. CE S~ CDlst:I'A FA-TA CE MONT8'-IMENID R.JNros DE -mAEMN9éN
c:t:RI"pD R'SA LCSmoao. "" ! R:S. DE El'ERGÍA I:\LIE PARE CUANDO
ESTO=.RRA ------- .- - ---
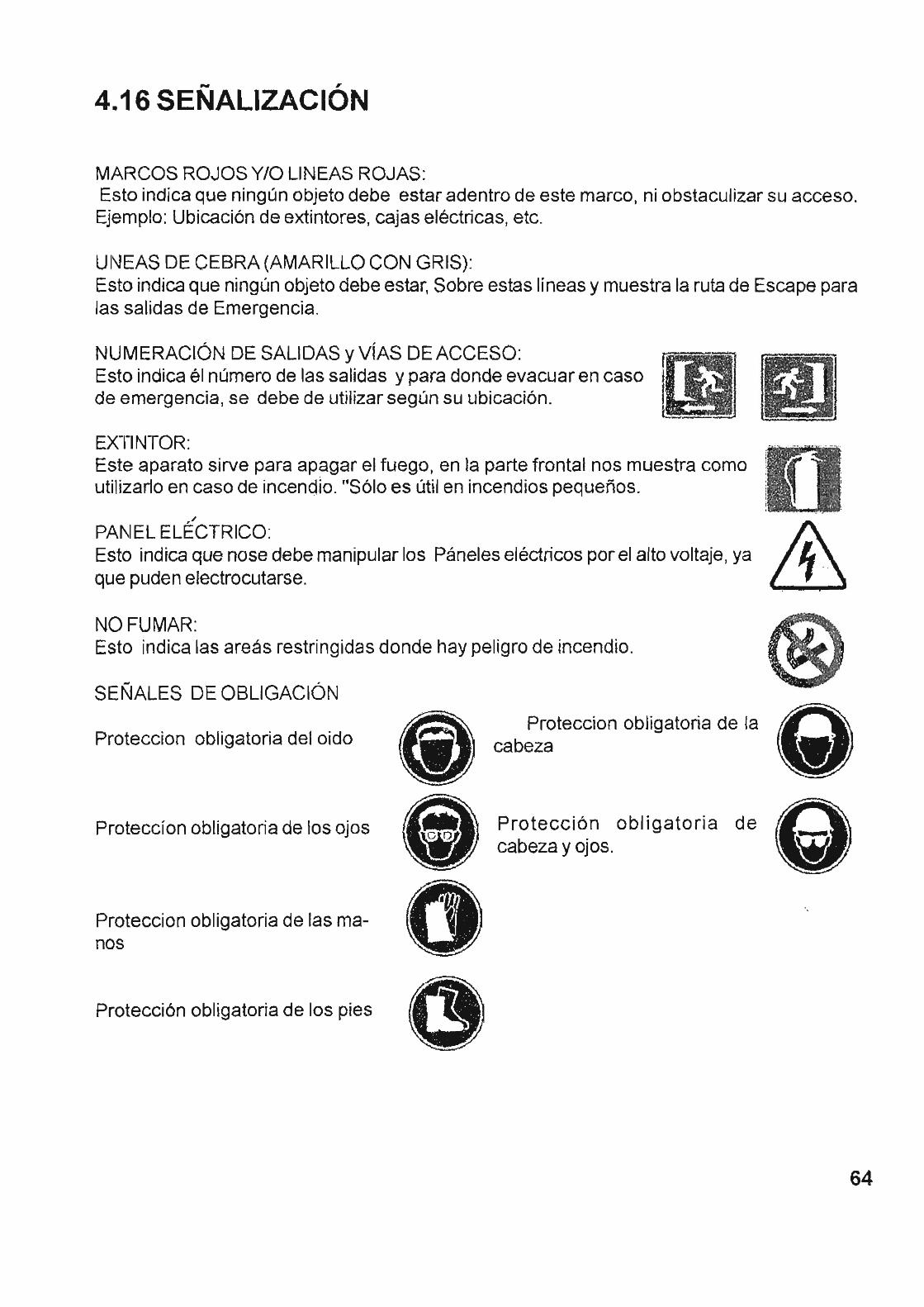
4.16 SEÑALIZACIÓN
MARCOS ROJOS Y/O LINEAS ROJAS: Esto indica que ningún objeto debe estar adentro de este marco, ni obstaculizar su acceso. Ejemplo: Ubicación de extintores, cajas eléctricas, etc.
UNEAS DE CEBRA (AMARILLO CON GRIS): Esto indica que ningún objeto debe estar, Sobre estas líneas y muestra la ruta de Escape para las salidas de Emergencia.
NUMERACiÓN DE SALIDAS Y VíAS DE ACCESO: ni Esto indica él número de las salidas y para donde evacuar en caso ¡[p de emergencia, se debe de utilizar según su ubicación. ,L!!I EXTINTOR: Este aparato sirve para apagar el fuego, en la parte frontal nos muestra como utilizarlo en caso de incend.lo. "Sólo es útil en incendios pequeños.
, /
PANEL ELECTRICO: Esto indica que nose debe manipular los Páneles eléctricos por el alto voltaje, ya que puden electrocutarse.
NO FUMAR: Esto indica las areás restringidas donde hay peligro de incendio.
SEÑALES DE OBLIGACiÓN
Proteccion obligatoria del oido
Proteccíon obligatoria de los ojos
Proteccion obligatoria de las manos
Protección obligatoria de los pies
Proteccion obligatoria de la cabeza
Protección obligatori a de cabeza y ojos.
e
64
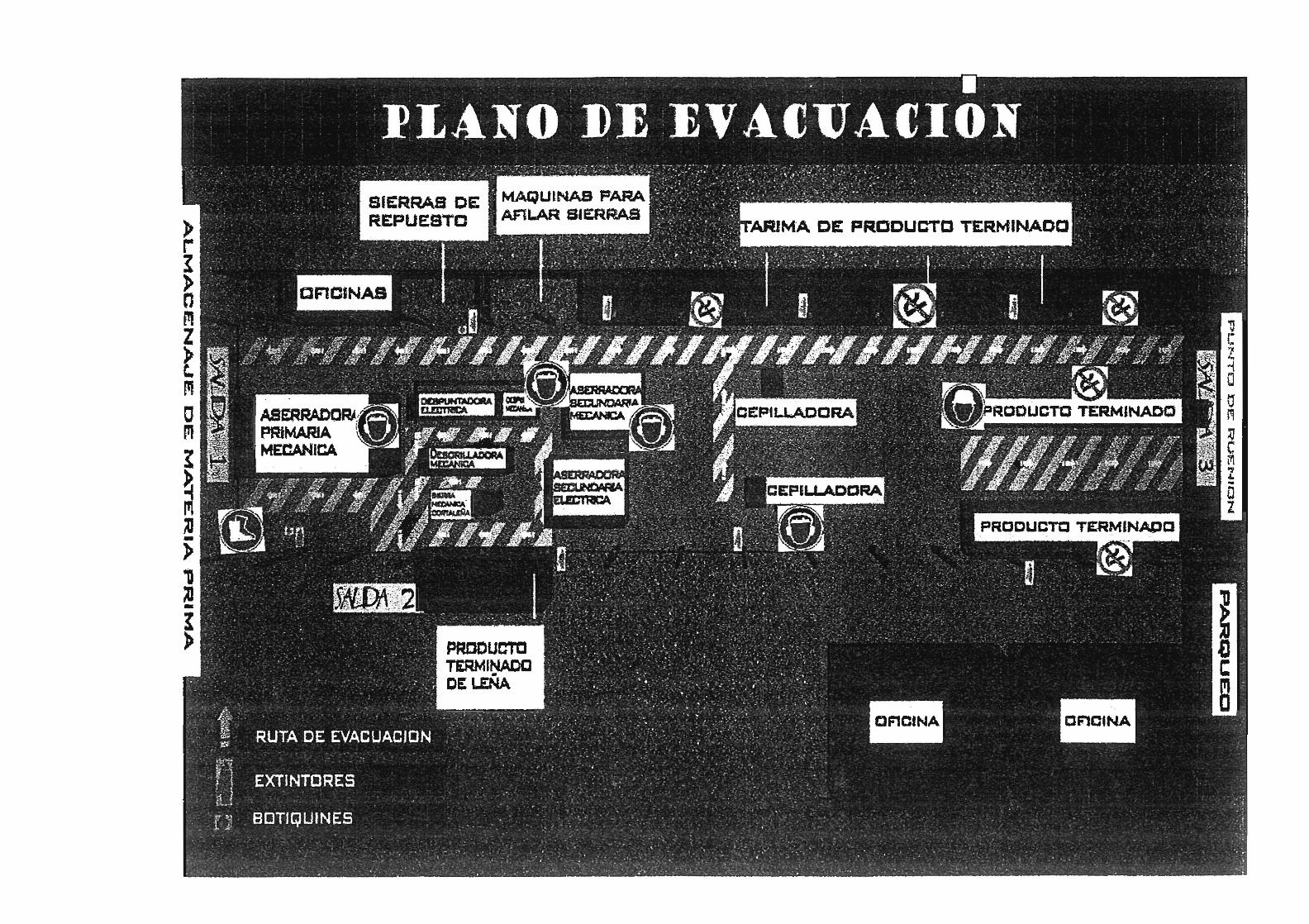
) r 1 ) n l1J Z t l1J
O !II 1 ~ 1'1 ,;¡ ) '11 ;U -I ) PRODUCTO
TERMINADO CE I.EÑA

, /
4.17 DESCRIPCION DEL PLANO DE EVACUACION
SAUDA#1
Aserradora primaria, Máquinas para afilar sierras, Bodega de Repuesto, oficina, y aserradora secundaria mécanica.
SALIDA # 2
Despuntadora, aserradora secundaria electrica, desorrilladora y sierra para cortar leña.
SALIDA # 3 ·
Bodega de producto terminado, cepilladoras.
PLANOS DE UBICACiÓN DE EXTINTORES Y BOTIQUINES
Estos se podrán encontrar alrededor de las instalaciones, uno de ellos se encuentra en la entrada principal en la salida # 3, donde indica la ubicación de los extintores y botiquines. Los extintores se encuentran ubicados dentro y fuera de las instalaciones
• Extintor
Botiquín
SEÑALIZACION:
Las señales de prevención y obligación están indicadas en el plano, y sus significados están colocados a la par del plano.
65
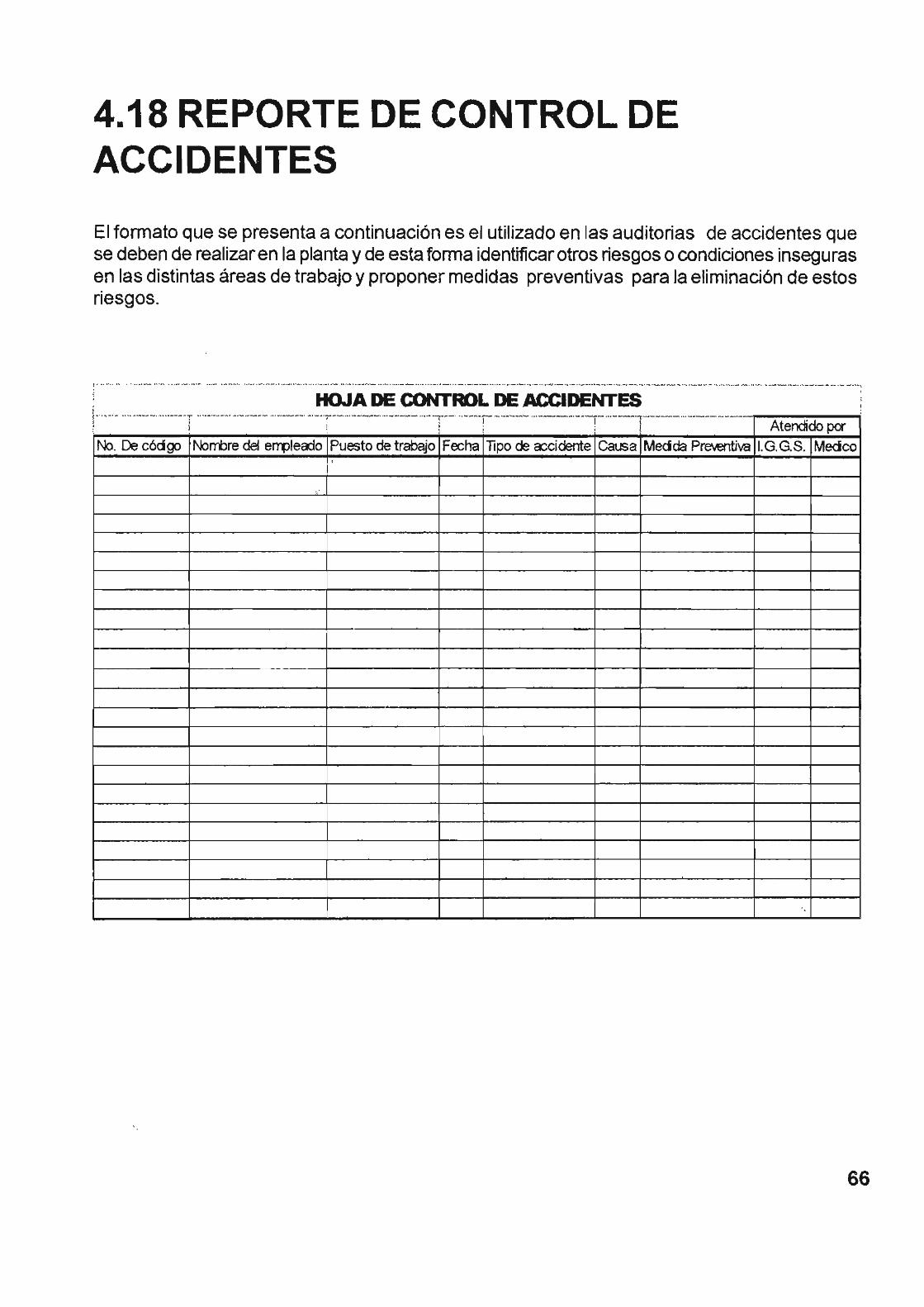
4.18 REPORTE DE CONTROL DE ACCIDENTES
El formato que se presenta a continuación es el utilizado en las auditorias de accidentes que se deben de realizar en la planta y de esta forma identificar otros riesgos o condiciones inseguras en las distintas áreas de trabajo y proponer medidas preventivas para la eliminación de estos riesgos .
•..• __ .. ,_. , •. _, ._ ...... .. .. .. ...... . .... ,_ .. , ..... .•.•... ~ ..... " .. ... ,._ .... ~ ..... ,,_ ........... _ ~ .•...... _ ... _ ..•• _. _._.~ .. ~ .. '" •. _.~ .............. _ .• . _ .. w._.,, __ •. _ '''0'' _ .•. .•.•••• __ ..• .•••. . _ . . o ••••• • • • _ • •••• • • • _ __ •• • _ " . ____ " • • _ ••• ,
HOJA DE CONTROL DE ACCIDENTES ,
" .. -" ..... _--_ ........ _-- ... .. _A·,. __ · ... ____ ,_ .... _____ . ....••. ___ .•..• ____ ._. ____ ~ .•..• '""( __ ..•. ______ .•.••• _. __ ... ____ ._._.' ___ .•. ____ , . ______ ... _____ ._._. ___ ¡ ~ , 1 I Atendidopa : >. • . :: .
No. Dec6dgo Nollbre del elllJleado Puesto de trabajo Fecha Tipo de a::cidente Causa Medda Prewntiva I.G.G.S. Medco ,
"
66
MARCO CINCO:CONCLUCIONES y RECOMENDACIONES 5.1 CONCLUCIONES
• La evaluación realizada en base a la norma ISO 9001 :2000 sirvió para poder definir los puntos críticos en los que cumple o inclumple el aserradero, por lo que se concluye que la situación actual, es critica debido a que no cumple con ninguno de los requisitos de dicha nonna.
• Los requisitos de la norma 9001 :2000 que se pudieron implementar al proceso de corte de madera en el aserradero, debido a las actividades y a la naturaleza del producto, fueron los siguientes:
o Identificación y trazabilidad del producto o Control de proce~o o Control de los productos no conformes o Estado de Inspección y ensayo o Control de los equipos de inspección, verificación y ensayo o Acciones correctivas y preventivas o Registros de calidad o Formación y adiestramiento
• La situación en que se encuentra actualmente el aserradero, es altamente insegura para los operarios, por lo que para poder realizar el sistema de seguridad industrial se tiene que implementar de forma inmediata un comite de seguridad industrial el cual estará encargado de las diferentes actividades:
o Capacitación sobre Seguridad Industrial, y que este entrenamiento sea periódico, tanto para personal aSignado como de nuevo ingreso.
o Velar porque la maquinaria, el equipo y las operaciones y procesos tengan el mayor grado de seguridad y se mantengan en buen estado de conservación, funciona miento. o Advertir al trabajador de los peligros que para su salud e integridad se deriven del trabajo. o Proporcionar información de cómo prevenir y que hacer en un incendio o terre
moto. o Suministrar ropa y equipo de protección adecuada, destinada a evitar accidentes y riesgos de trabajo.
o Mantener un botiquín provisto de los elementos indispensables para proporcio nar primeros auxilios en las áreas necesarias. o Someter a exámenes médicos a los trabajadores para constatar su estado de
67
salud y su aptitud para el trabajo antes de aceptarlos a la empresa y, una vez acepta das, periódicamente. o No permitir la entrada a los lugares de trabajo de trabajadores en estado de
ebriedad o bajo influencia de algún narcótico o droga enervante.
• Con la implementación de medidas preventivas se pretende reducir las condiciones y actos inseguros en que laboran los operarios, al mismo tiempo reducir los accidentes que se producen en las instalaciones.
• Actualmente no existe ningún tipo de señalización en el aserradero para lo cual se propuso un diagrama de señalización en donde se indica el uso de señales de prevención, equipo de protección personal , señales de prohibición y evacuación, equipo para combatir incendios.
68
5.2 RECOMENDACIONES
• Implementar el sistema de Gestión de calidad en los demás departamentos del aserradero, (recursos humanos, compras, ventas, etc.)
• Los planes de acción del sistema de calidad y seguridad industrial , requiere de una revisión constante para que, en caso de cambios en el sistema de negocio de la empresa o en caso de cambios a los reglamentos, estos se reflejen y se registren en el documento base antes mencionado.
• La gerencia debe fomentar la participación de todos los niveles dentro de la empresa, para que se sientan involucrados y con responsabilidad en el logro de los objetivos.
• Capacitar a los operarios sobre la detección de riesgos, el uso adecuado de maquinaria y herramientas, equipo de protección personal para mantener una actitud proactiva sobre las condiciones y ambiente de trabajo.
• Realizar un ana lisis de costo para la implementación del sistema de calidad y seguridad industrial.
69
,
REFERENCIAS BIBLIOGRAFICAS 1.Achaerandio, Luis (1995). «Iniciación a la práctica de la investigación» . (Sexta edición) . Guatemala. Editorial. Universidad Rafael Landívar.
2.Aldana, Guisela (2003). «Diseño para la implementación de un Sistema de Gestión de Calidad en una Empresa Litográfica» . Tesis, Guatemala: Universidad Rafael Landívar
3. Código de Trabajo. (Edición de 1986) Guatemala. Editorial: Ediciones legales Comercio e industrial.
4.Godoy, Carlos (2003) . «Diseño de un · programa de seguridad e Higiene industrial para una fábrica de puertas y ventanas de aluminio». Tesis, Guatemala: Universidad Rafael Landívar.
5.lnstituto Guatemalteco de Seguridad Social (1989) . «Ley Orgánica y Leyes del IGGS».(4ta.ed.) Guatemala.
6.Leytaf, Jorge y Gonzáles, Carlos (1994). «Seguridad, higiene y control Ambiental». (!era. Edición) México. Editorial MC.Graw Hill.
..,;-'- . • I
"1 7.Losener, Otto y Parkany. Michael(1999) «ISO 9000 . Auditorias Internas de la ., '
c alidad en la pequeña y Mediana Empresa». Guatemala: OEA
8.Morataya, Luis (2000) «Manual de Seguridad e Higiene Industrial para la prevención de accidentes de trabajo en las carpinterías de la cabecera departamental de Zacapa»Tesis, Guatemala: Universidad Rafael Landívar
9.Paz, Karin (1998) «Desarrollo de la Gestión y Aseguramiento de la Calidad y su aplicación en la línea de Manufactura». Tesis, Guatemala : Universidad Rafael Landívar
Referencias de Internet
www.NormaIS09000:2000.com www.grafimetal.com www.relaciónOSHAS18000eIS01900.com/copernic
70
ANEXO A
¿Qué hacer en caso de Incendio o Terremoto?
El aserradero realiza como una medida de seguridad para el personal simulacros de evacuación cada dos meses y se cuenta con corredores delimitados por líneas amarillas que señalan la ruta de evacuación. Los corredores de salida deben de mantenerse libres de obstáculos todo el tiempo, considerando qu las vidas pueden depender del orden y rapidez con que se desaloje la instalación. Por tanto los pasos a seguir son los siguientes:
Primero: Usted escuchará una sirena y se verán encendidas las luces de emergencia ubicadas en la salida.
Segundo: Guarde la calma. Según su Ubicación debe localizar la salida de emergencia que se encuentre más cercana
Tercero: Camine hasta la salida más cercana en orden y despacio.
Cuarto: Salga al parqueo que es un lugar de encuentro y el mas seguro, repórtese con su jefe inmediato para facilitar el conteo.
EVACUACIONES:
EN CASO DE INCENDIO:
. En un verdadero incendio, los Jefes o encargados de extintores y todas aquellas personas entrenadas en combate de incendios con extintores deben iniciar el combate del incendio tan pronto como se ha iniciado y a menos que su vida esten riesgo permanecer en el edificio combatiendo el incendio hasta extinguirlo. Este personal debe acudirá a combatir el incendio con los medios a su alcance. Proceda hada la salida tal como esta indicado en el Plano de Evacuación. Manténgase cerca del piso para evitar el humo y los gases tóxicos. El mejor aire se encuentra cerca de un piso, si es necesario gatee. Si es posible cubra su boca y nariz. Una vez afuera del edifico repórtese al área pre-establecida en el plano de evacuación para facilitar el conteo.
/ /
¿QUE HACER SI UNA PERSONA ESTA ENVUELTA EN LLAMAS?
71
Si USTED está envuelto en llamas: t DETENGASE t TíRESEALPISO t REVUELQUESE EN EL PISO
Si es un COMPAÑERO el que está envuelto en llamas: Apague las llamas envolviéndolo con una manta o alfombra, esto puede salvarlo de serias quemaduras y hasta de la muerte.
EN CASO DE TERREMOTO t Mantenga y ayude a mantener la calma . t No corra, manténgase alejado de ventanas, espejos, chimeneas, lámpara y mobiliario. t Busque protección bajo el dintel de una puerta o en el rincón de una habitación, debajo de una mesa. t Si no puede salir de la instalación localice a la persona encargada de evacuaciones o busque algún teléfono y pida auxilio. + Si se encuentra en la calle: diríjase con tranquilidad a un espacio abierto. No corra sin rumbo. t No vuelva a su casa hasta que el terremoto haya terminado y se realice el conteo de personal. Manténgase alejado de postes eléctricos, desniveles y muros que pueden derrumbarse . . Si está conduciendo aléjese de edificaciones, puentes o túneles, detenga el vehículo y permanezca en él.
/ . . ¿QUE HACERDESPUES DEUN TERREMOTO?
t Mantenga la calma, siga las instrucciones que escuche t Prepárese para posibles replicas + Desconecte el agua, gas y electricidad + No fume ni utilice fósforos ni encendedores. t No intente conectar interruptores. Puede haber escapes de gas o cortocircuitos.
Si hay un incendio trate de apagarlo con el extintor, si no puede intente llamar a los Bomberos. Si hay heridos graves no los mueva a menos que sea estrictamente necesario. Recoja productos inflamables que se hayan podido derramar (alcohol, pintura, tiner , etc.) Informe a los equipos de rescate sobre la existencia de personas sepultadas bajo los escombros.
SOLICITUDES DE AUXILIO:
La obligación de solicitar auxilio en caso de que no se pueda sofocar un incendio en su inicio es del Jefe de Seguridad en turno, pero, eventualmente, cualquiera de las personas en el combate de incendio, al percatarse de la situación, puede solicitar auxilio desde cualquier teléfono habilitado para llamadas externas, marcando los siguientes números:
, /
NUMEROS DE TELEFONO EN CASO DE EMERGENCIA
BOMBEROS: 122Y123
72
AMBUt,ANCIA DE IGSS: 128 POLlCIA: 11}) y120 ANTINARCOTICOS: 1577
CONTEO DE PERSONAL:
En los puntos de reunión, los responsables de grupos de operarios deberán realizar un conteo del personal a su cargo para determinar si hay alguien que no haya salido y, en su caso, proceder a localizarlos o a intentar el rescate por si mismos o por medio de los bomberos que se hubieran hecho presentes.
ORDEN EN El PROCESO:
Si los supervisores o encargados de extintores no están combatiendo el fuego, deben proceder a acatar órdenes del Coordinador de Seguridad, a mantener el orden en el proceso y a proteger la entrada a las instalaciones para que no ingresen más que bomberos y policías.
73

ANEXOB REGISTRO DE CHEQUEO DE EXTINTORES
ASERRADERO S.A.
CHEC\lUEO DE EXTINTORES
FECHA:
RESPONSABLE:
UBICACiÓN CAPACIDAD
No.
.
ESTADD DE
PRESldN
BUENA MALA
VENCI- SEÑALIZA-
MIENTO CION
D/M/A SI NO OBSERVACIONES
74
ANEXO e /
INSTRUCCION DE TRABAJO REGISTRO 10-0104 NOMBRE MAQUINARIA: DESPUNTADORA
DESCRIPCION MAQUINARIA
Es una máquina ligera y sencilla, cuya función esencial es cortar o aserrar piezas de madera, como tableros, rollizos, tablones, etc. Consta básicamente de una mesa fija con una ranura en el tablero que permite el paso del disco de sierra, un motor y un eje porta-herramienta. La transmisión es por correa, en cuyo caso la altura del disco sobre el tablero se regula a voluntad.
Sierra circular provista de extracción localizada y empujador de piezas
INSTRUCCIONES
La postura normal del trabajador es frontal a la herramienta, junto a la mesa, y empujando con ambas manos la pieza. Cuando la máquina no está dotada de guías u otros complementos, el corte se efectúa a pulso. Esta máquina destaca por su sencillez de manejo y precisión de trabajo relativo, lo que facilita su uso por personas no cualificadas que toman confianza hasta el extremo de despreciar su peligrosidad. Se debe hacer hincapié en que el uso de esta sierra será exclusivo para trabajos asequibles a ella, no permitiéndose ejecutar tareas que resultan más seguras si se realizan con herramientas manuales o con sierras circulares portátiles. La máquina en cuestión suele estar protegida por una carcasa superior, resguardo inferior, carenado de la correa de transmisión y por otros dispositivos auxiliares. Los riesgos que se derivan del manejo de esta máquina son: t Contacto accidental con el dentado del disco en movimiento t Retroceso y proyección de la pieza de madera t Proyección del disco o parte de él t Contacto con las correas de transmisión (si las hay)
75
GLOSARIO
Actos y condiciones inseguras Un accidente ocurre por una de dos razones: porque una persona ejecuta una acción fuera de las normas de seguridad, a lo cual se le llama práctica insegura, o bien, porque en el ambiente de trabajo existe una situación que está fuera de las normas de seguridad, conocido como condición insegura. Estas causas al ser inmediatamente anteriores al accidente, se les conoce como causas inmediatas. Las prácticas inseguras se pueden dar por los siguientes factores que se lIamán factores personales: porque no sabían cómo hacerlo, no podían o no querían hacerlo. Y las condiciones inseguras, llamados también factores de trabajo inadecuados: falta de programas de mantenimiento preventivo, o por la existencia de instalaciones defectuosas o muy antiguas, etc.
Accidentes de trabajo Un accidente de trabajo es un acontecimiento normalmente violento, ocasionado por una causa externa, produciendo a la persona trabajadora lesiones corporales, y en muchas ocasiones hasta la muerte. Tres causas de accidentes son: ¡ Causas materiales: constituídas por aquellas que son ajenas al hombre, tales como las que proceden de las máquinas, instalaciones, aparatos, materiales, piezas, tanto en sí mismas como en cuanto a su manejo. Entran en este grupo los motores, transmisiones, transportes en general, explosiones e incendios en toda su extensa gama, golpes y caídas, heridas por objetos cortantes, punzantes o rugosos. t Causas personales: en las que el factor desencadenante es de orden humano, tales como las debidas a las imprudencias, omisión, olvido, despreocupación, ignorancia, osadía, timidez, cólera, lentitud de reflejos, falta de información, torpeza, formas de operar incorrectas e inseguras, miedo excesivo, condiciones ambientales desfavorables ( trí o, calor o excesivos, falta de luz, exceso de ruido, etc.) . ¡ Causas fortuitas: desde luego muy frecuentes, que por su misma naturaleza, y precisamente por ella, son de muy dificil, por no decir imposible, previsión, especialmente en cuanto al momento de su ocurrencia, entre ellas pueden citarse los estruendos repentinos o inesperados capaces de causar muy peligrosos sobresaltos.
Equipo de protección personal
La protección personal está constituida por aquellos elementos que utiliza el trabajador con el objeto de diminuir o evitar las lesiones o pérdidas de salud susceptibles de ser originadas por los accidentes y exposiciones a enfermedades profesionales. En la actualidad existen gran variedad de prendas y equipos para las diferentes partes del cuerpo a proteger, según los peligros que puede originar el trabajo que se realiza. Dentro del equipo de protección personal se encuentra: casco, anteojos, tapones para los oídos, mascarillas, cinchos para levantar cargas pesadas, delantales de cuero, botas con punteras, entre otros.
Riesgos físicos: son aquellos que existen como concecuencia de la ventilación, vibración, ruido y temperatura y puede causar una enfennedad ocupacional. (Leytaf y Gonzales, 1994)
Riesgos mecánicos :Son aquellos que existen como concecuecia de la maquinaria, que tenga partes cortantes y punsantes y no estén bien protegidas. (Leytaf y Gonzales, 1994)
Callidad: Conjunto de bondades y características de un producto o servicio que satisface plenamentte las necesidades del cliente, incluyendo el precio. (Leytaf y Gonzales, 1994)
Daño: El International Los Control Institute considera al daño como la pérdida material por efecto de un accidente sobre las materias primas, materias en proceso, equipos, maquinaria, instalaciones, producto tenninados, y herramientas. (Leytaf y Gonzales, 1994)
Peligro: Cualquier condición de la que puede esperarse con bastatne certeza que cause o sea la causa de daños fisicos , lesiones y enfermedades. (Leytaf y Gonzales, 1994)
Productividad: Obtención del máximo resultdo en calidad y cantidad de un producto o servicio con el menor esfuerzo y el más bajo costo. (Leytafy Gonzales, 1994)
Riesgo: Posibilidades de pérdidas y el grado de probabilidad de que ocurran. La posibilidad de daño físico, lesión, enfermedad o pérdida. (Leytafy Gonzales, 1994)
Seguridad industrial: Es una ciencia multidiciplinaria que se encarga de la prevención de accidentes de trabajo. (Leytaf y Gonzales, 1994)