Uso de Especificaciones Para El Control de Calidad en La Fabricación y Soldadura de Equipos y...
8
Núñez, 1 de 8 Trabajo presentado en el II SIMPOSIUM INTERNACIONAL DE ACEROS INOXIDABLES – SIMPOINOX 2012 USO DE ESPECIFICACIONES PARA EL CONTROL DE CALIDAD EN LA FABRICACIÓN Y SOLDADURA DE EQUIPOS Y TUBERÍAS EN LA INDUSTRIA ALIMENTARIA Rolando Núñez Monrroy Laboratorio de Materiales, Sección Ingeniería Mecánica, Pontificia Universidad Católica del Perú [email protected] RESUMEN Los requerimientos sanitarios constituyen la principal consideración que se debe tener en cuenta dentro de los procesos de fabricación en la industria alimentaria. Uno de los materiales que garantiza cumplir con estos requerimientos, y que por lo tanto es ampliamente utilizado por esta industria, es el acero inoxidable. Los requerimientos sanitarios, en soldadura, son muy exigentes debido a que uniones soldadas inadecuadamente, podrían constituir puntos de nucleación y crecimiento de microorganismos perjudiciales para los productos en elaboración. A través de este documento se llevará a cabo una revisión de las especificaciones que sirven de guía para la correcta ejecución de los procesos de fabricación bajo requerimientos sanitarios. El estudio se basa en los documentos publicados por la American Welding Society (AWS) y la American Society of Mechanical Engineers (ASME), orientados al diseño, fabricación y control de calidad (soldadura y acabado superficial) de equipos, tuberías y accesorios en acero inoxidable bajo requerimientos sanitarios. Palabras clave: acero inoxidable, sanitario, fabricación, especificación. ABSTRACT Sanitary requirements are the main consideration to take into account within the manufacturing processes in the food industry. One of the materials that ensures meeting these requirements, and therefore widely used by this industry, is stainless steel. Sanitary requirements, for example in welding, are very demanding because improperly welded joints could constitute points of nucleation and growth of harmful microorganisms to the product. This paper presents a review of the specifications that guide the correct execution of manufacturing processes under sanitary requirements. The study is based on documents published by the American Welding Society (AWS) and the American Society of Mechanical Engineers (ASME), oriented to the design, manufacturing and quality control (welding and surface finishing) of stainless steel equipment, pipes and fittings under sanitary requirements. Key words: stainless steel, sanitary, fabrication, specification.
-
Upload
ignaciopezoa -
Category
Documents
-
view
38 -
download
0
Transcript of Uso de Especificaciones Para El Control de Calidad en La Fabricación y Soldadura de Equipos y...

Núñez, 1 de 8
Trabajo presentado en el II SIMPOSIUM INTERNACIONAL DE ACEROS INOXIDABLES – SIMPOINOX 2012
USO DE ESPECIFICACIONES PARA EL CONTROL DE CALIDAD EN LA
FABRICACIÓN Y SOLDADURA DE EQUIPOS Y TUBERÍAS EN LA INDUSTRIA ALIMENTARIA
Rolando Núñez Monrroy
Laboratorio de Materiales, Sección Ingeniería Mecánica, Pontificia Universidad Católica del Perú
RESUMEN Los requerimientos sanitarios constituyen la principal consideración que se debe tener en cuenta dentro de los procesos de fabricación en la industria alimentaria. Uno de los materiales que garantiza cumplir con estos requerimientos, y que por lo tanto es ampliamente utilizado por esta industria, es el acero inoxidable. Los requerimientos sanitarios, en soldadura, son muy exigentes debido a que uniones soldadas inadecuadamente, podrían constituir puntos de nucleación y crecimiento de microorganismos perjudiciales para los productos en elaboración. A través de este documento se llevará a cabo una revisión de las especificaciones que sirven de guía para la correcta ejecución de los procesos de fabricación bajo requerimientos sanitarios. El estudio se basa en los documentos publicados por la American Welding Society (AWS) y la American Society of Mechanical Engineers (ASME), orientados al diseño, fabricación y control de calidad (soldadura y acabado superficial) de equipos, tuberías y accesorios en acero inoxidable bajo requerimientos sanitarios. Palabras clave: acero inoxidable, sanitario, fabricación, especificación. ABSTRACT Sanitary requirements are the main consideration to take into account within the manufacturing processes in the food industry. One of the materials that ensures meeting these requirements, and therefore widely used by this industry, is stainless steel. Sanitary requirements, for example in welding, are very demanding because improperly welded joints could constitute points of nucleation and growth of harmful microorganisms to the product. This paper presents a review of the specifications that guide the correct execution of manufacturing processes under sanitary requirements. The study is based on documents published by the American Welding Society (AWS) and the American Society of Mechanical Engineers (ASME), oriented to the design, manufacturing and quality control (welding and surface finishing) of stainless steel equipment, pipes and fittings under sanitary requirements. Key words: stainless steel, sanitary, fabrication, specification.

Núñez, 2 de 8
INTRODUCCIÓN
La industria alimentaria tiene como objetivo fundamental preparar, preservar, acondicionar y transformar en alimentos las materias primas que nos ofrecen el mar y la tierra [1]; a nivel internacional, las diferentes oficinas federales han producido diversas normativas y regulaciones, que sirven de guía durante los procesos de extracción, conservación, manipulación, transformación y envasado de estos productos, los cuales deberán ser aptos para el consumo humano. Dentro de las diferentes regulaciones, existe normativa aplicable para el diseño y fabricación de los equipos, tuberías de transporte y herramientas que se utilizan durante algunos de estos procesos; en la industria alimentaria el uso de recipientes, equipos, tuberías y herramientas en acero inoxidable es una práctica común, (principalmente en aquellas etapas del proceso donde se manipulan los alimentos que constituirán el producto transformado) debido a las propiedades mecánicas, resistencia a la corrosión y facilidad de limpieza de estos materiales. Los equipos y tuberías fabricados en acero inoxidable para uso en la industria alimentaria deben de cumplir con requerimientos especiales de acabado superficial debido a que en diversos procesos es crítico y de no cumplir con estos requerimientos en la fabricación de equipos, se podrían presentar puntos de nucleación y cultivo de microorganismos que pueden ser perjudiciales para el proceso y para el producto final. Las uniones soldadas en estos equipos y tuberías no constituyen la excepción debido a que no solo deben cumplir con los requerimientos sanitarios sino que además deben de conservar las propiedades mecánicas y de resistencia a la corrosión del material base. En el Perú, aún no se desarrollan especificaciones para regular los procesos de fabricación de estos equipos y tuberías, los diferentes controles en los procesos de fabricación se dan principalmente por responsabilidad del fabricante del equipo o responsable de montaje de las tuberías y por la experiencia del personal en estas industrias, principalmente adquirida con las tecnologías que se importan de otros países. En este trabajo se hace una breve revisión de las normativas publicadas por ASME y AWS que nos permitirán direccionar de manera adecuada el diseño y control de calidad de los procesos de fabricación de estos equipos y tuberías; primero se repasarán los conceptos principales del diseño, soldadura y acabado superficial de estos componentes para cumplir con los diferentes requerimientos sanitarios y finalmente se analizará el rol de la inspección y/o supervisión durante estos procesos de fabricación.
REQUERIMIENTOS SANITARIOS EN EQUIPOS Y TUBERIAS PARA LA INDUSTRIA ALIMENTARIA. Los equipos y tuberías fabricados para la industria alimentaria deben de poder ser fácilmente limpiados y esterilizados, los requerimientos sanitarios nos ayudarán a garantizar que la limpieza de estos equipos sea posible a pesar de la complejidad en el diseño que estos puedan presentar, tales requerimientos principalmente están referidos a las superficies de los equipos que estarán en contacto directo con el producto, tales como tanques, reactores, y tuberías que transportan el producto. La norma ASME BPE (Bioprocessing Equipment), brinda los requerimientos aplicables al diseño de equipos usados en las industrias de bioprocesos (como la industria alimentaria), farmacéutica y de productos de cuidado personal, incluyendo los aspectos relacionados a la limpieza y esterilización, selección de materiales, dimensiones y tolerancias, acabado superficial, unión de materiales y sellado [2]. Esta norma brinda requerimientos y sugerencias aplicables a todas las partes del proceso de fabricación de equipos y tuberías; cabe mencionar que en la última edición vigente de ASME B31.3, considera un capítulo para tuberías con requerimientos de alta pureza, donde se dan algunas directrices generales pero direcciona los criterios de inspección a ASME BPE. Las especificaciones AWS D18.1, D18.2 y D18.3, están relacionadas a los procesos de soldadura y consideraciones aplicables para la fabricación por soldadura de tuberías, patrón visual comparativo de coloración interior de uniones soldadas en tuberías y fabricación por soldadura de tanques, respectivamente. Estas especificaciones nos sirven de guía para lograr cumplir con los requerimientos sanitarios que permitan obtener productos aptos para el consumo humano y de buena calidad. 1. Diseño Los criterios de diseño de recipientes y tuberías por lo general son los mismos que para un recipiente o tubería de cualquier denominación, con respecto a los cálculos, con la particularidad de que el diseño para estas aplicaciones debe de garantizar sistemas asépticos que se puedan limpiar en su integridad, ya sea por métodos de limpieza por desmontaje, (COP; siglas en ingles de “clean out of place”, limpieza fuera del lugar) in situ (CIP; siglas en ingles de “clean in place”, limpieza en el lugar) o esterilización in situ con vapor (SIP; siglas en ingles de “steam in place”, vapor en el lugar). La norma ASME BPE en la Parte SD nos brinda una guía para el diseño bajo requerimientos sanitarios, considera criterios para:

Núñez, 3 de 8
Soldadura contínua
Drenable
Plancha plana o de refuerzo soldada
Accesible para la limpieza CIP
(sin resquicios)
(a) Buen diseño (Recomendado)
Asegurar la limpieza de los equipos diseñados
para estas aplicaciones: evitando los “puntos muertos”, los cuales son zonas o áreas que no se pueden drenar fácilmente o zonas donde se pueden producir estancamientos del producto, consideraciones generales de acabado superficial, precauciones para el uso de uniones empernadas, diseño de las esquinas de tanques y radios de estas esquinas.
Direccionamiento hacia la parte SF de esta norma donde se dan las recomendaciones especificas respecto al acabado superficial en el área en contacto con el producto.
Consideraciones para la selección de los materiales de fabricación, dentro de los cuales se considera que deben resistir condiciones de temperatura, presión y corrosión química, propias de estos procesos, asegurando la pureza e integridad del producto.
Recomendaciones para las instalaciones donde se llevarán a cabo los trabajos de fabricación.
Recomendaciones para la selección de elementos de sellado de uniones.
Consideraciones para las conexiones y accesorios en tanques y tuberías.
Recomendaciones para el diseño exterior (ambiente exterior, espaciamiento para facilitar limpieza, etc.)de equipos.
Consideraciones para el diseño del sistema (tanques y tuberías), y finalmente.
Consideraciones para garantizar la drenabilidad del sistema instalado.
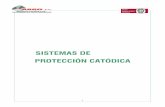
Figura 1. Detalles de localización de instrumentos
en el diseño sanitario. (a) Posición no recomendada, (b) Posición recomendada [2].
Por ejemplo en la Figura 1, se puede apreciar la correcta ubicación de un instrumento (sensor de temperatura), en la opción (a) se genera un punto muerto o área donde se podría estancar el producto, la cual es de difícil limpieza y estará en contacto directo con el producto, probablemente llevando residuos que se depositen al pie del instrumento, en la opción (b), a pesar que existe una zona de difícil limpieza en el circuito, el producto no tendrá contacto directo con esta zona, más bien existe la posibilidad de retirar el instrumento y hacer una limpieza en el exterior. En la Figura 2, se muestra el diseño de una placa de soporte soldada al interior de un recipiente, en la opción (a) se aprecia que un buen diseño permitirá una buena limpieza y evitará la formación de resquicios, en este caso la soldadura brindará una transición adecuada, en la opción (b) se aprecia en cambio que se genera un resquicio en las esquinas de la plancha de soporte el cual no se podrá limpiar y podría generar contaminación del producto.
Figura 2. Diseño de soportes al interior de un recipiente [2].
Finalmente, nos brinda las recomendaciones específicas para los diferentes componentes que pueden integrar el sistema (tanques, tuberías, instrumentación, bombas, válvulas, agitadores, intercambiadores de calor, sistemas de vapor, sistemas de limpieza, accesorios de sellado, etc.) y se garantice un adecuado diseño sanitario.
(b) Recomendado
Flujo
Flujo
Pendiente
Soldadura apuntalada: resquicio no drenable
Plancha de refuerzo
Resquicio: no accesible
a flujo de CIP
(b) Resquicio: no accesible a flujo de CIP
(No recomendado)
Flujo
Flujo
Pendiente
(a) No Recomendado

Núñez, 4 de 8
2. Soldadura. Con respecto a la norma ASME BPE, en la parte MJ (“Material Joining”), es donde se encontraran los requerimientos para equipos utilizados en bioprocesos, esta parte debe ser usada en conjunto con los requerimientos de ASME BPVC Secciones VIII y IX, y ASME B31.3, conforme sea aplicable. En esta parte se indican los materiales bajo los cuales se puede llevar a cabo las labores de fabricación así como las características superficiales consideradas, los procesos de soldadura aplicables, recomendaciones para el diseño y preparación de la junta a soldar, recomendaciones para la selección del material de aporte, los criterios de aceptación de soldadura, el alcance la inspección y ensayos, y los requerimientos para la calificación de procedimiento de soldadura y habilidad de soldadores. Referente a los criterios de aceptación de las uniones soldadas, el texto nos remite a diversas tablas, en estas se puede observar que los requerimientos son diferentes para las soldaduras que se encuentran en la superficie en contacto con el producto, que para las soldaduras que no tienen contacto con el producto, y también difieren si se trata de recipientes a presión y tanques, o si son tuberías o accesorios; cabe mencionar que existen dos términos en ingles que se refieren a elementos aparentemente similares, “pipe” y “tube” los cuales por su traducción al español significan ambos “tubería”, la diferencia radica en la norma bajo la cual son fabricados estos tubos, los primeros están en función del diámetro y el espesor o cédula (estas tuberías pueden alcanzar diámetros y espesores importantes, fabricados por ejemplo de acuerdo a la norma ASTM A312) mientras que la segunda definición esta referenciada principalmente en función de su diámetro exterior (estas tuberías por lo general son de espesores delgados que van desde 1 mm. hasta 3 mm, fabricados por ejemplo de acuerdo a la norma ASTM A270). Un ejemplo de los requerimientos de inspección visual de esta norma se aprecia en la Figura 3. (Figura MJ-1 “Acceptable and Unacceptable Weld Profiles for Tube Welds”, en la norma ASME BPE). Las normas AWS D18.1 (Specification for Welding of Austenitic Stainless Steel Tube and Pipe Systems in Sanitary (Hygienic) Applications) y AWS D18.3 (Specification for Welding of Tanks, Vessels, and Other Equipment in Sanitary (Hygienic) Applications), son documentos específicos dentro del alcance de la soldadura de sistemas de tuberías y tanques bajo requerimientos sanitarios, estas normas están organizadas bajo el siguiente esquema: Alcance y responsabilidades.
Figura 3. Requerimientos de perfiles de soldadura aceptables e inaceptables [2].
> 10% t inaceptable
(c) Concavidad
(h) Variación excesiva de ancho
de cordón de soldadura
Recto, cordón de
soldadura uniforme
> 10% t inaceptable
(d) Concavidad interna
Inaceptable
(e) Falta de penetración: no permitida
(f) Convexidad
0.015 pulgadas máx.
10% t máx.
(g) Cordón de soldadura
aceptable
Parte más estrecha del cordón de soldadura ≥ 50% de la parte más ancha - Aceptable
Parte más estrecha del cordón de soldadura ˂ 50% de la parte
más ancha - Inaceptable
(a) Aceptable
(b) Desalineamiento
> 15% t inaceptable
Aceptable
Inaceptable
(i) Excesiva sinuosidad en el
cordón de soldadura

Núñez, 5 de 8
(A) MAXIMO DESALINEAMIENTO
10% DEL ESPESOR DEL
TUBO
(B) SUPERFICIE NO EN CONTACTO
CON PRODUCTO - MAXIMA
CONCAVIDAD
(C) SUPERFICIE NO EN CONTACTO
CON PRODUCTO - MAXIMA
CONVEXIDAD
(D) MINIMO ANCHO DE CARA PARA
SOLDADURA MANUAL – 2T
(E) SECCION A – A
SUPERFICIE EN CONTACTO CON PRODUCTO – MAXIMA
CONVEXIDAD
(F) SECCION A – A
SUPERFICIE EN CONTACTO CON PRODUCTO – MAXIMA
CONCAVIDAD
MAXIMO ANCHO DE CARA
DE SOLDADURA - W
MINIMO ANCHO DE CARA
DE SOLDADURA – 0.75W
(G) MINIMO ANCHO DE CARA PARA
SOLDADURA MANUAL – 75% DE W DONDE W = MAXIMO ANCHO DE
CARA
(H) EL MAXIMO DIAMETRO ACEPTABLE DE UNA
ISLA DE OXIDO ES 1/16”
ACABADO DE SOLDADURA CON ISLA DE OXIDO AL INTERIOR
DEL TUBO
Normativas de Referencia y Definiciones. Calificación (de procedimientos de soldadura y
habilidad de soldador). Fabricación. Requerimientos de inspección visual. Documentación. Dentro de los requerimientos de calificación de procedimientos de soldadura y soldador, la especificación nos refiere a la norma AWS B2.1 en referencia a las dimensiones y configuraciones de los cupones de ensayo, esta parte brinda sus propios requerimientos para cada uno de los ensayos practicados en las probetas de calificación. Respecto a los requerimientos de inspección visual, se plantean criterios similares a los encontrados en la norma ASME BPE, también haciendo énfasis en la diferencia entre la superficie en contacto con el producto y la superficie que no está en contacto, la Figura 4 (figura 1 en AWS D18.1) nos muestra los diferentes criterios a tomar en cuenta durante la inspección visual de las uniones soldadas en tuberías de acuerdo a AWS D 18.1. Existe un requerimiento en particular que aporta AWS con respecto a las tolerancias en coloración al interior de las tuberías por comparación visual, esto se refiere a la coloración obtenida con diversos grados de protección con atmósfera inerte con gas de respaldo, al interior de las tuberías, la Figura 5 nos muestra los diferentes grados de coloración que se pueden obtener al interior de una tubería con diferentes cantidades de oxígeno (en ppm) en aire mezcladas con el gas de protección, simulando condiciones reales; para AWS D 18.1, es aceptable hasta la coloración obtenida en la muestra 4 de la Figura 5, las coloraciones obtenidas iguales o mayores a la de la muestra 5 son inaceptables. Para llevar a cabo la inspección visual al interior de las tuberías en zonas donde no se tiene acceso, ambas normas (ASME BPE y AWS D18.1), recomiendan el uso de equipos de boroscopía, la extensión de la inspección será un acuerdo entre el cliente y el fabricante, de no existir un requerimiento, la extensión de la inspección será como mínimo el 20% del total de las soldaduras [2]. Con respecto a la calificación de procedimientos de Soldadura y habilidad de soldador, AWS D18.3, lista las variables esenciales y no esenciales a considerar
Figura 4. Ejemplos de máximas discontinuidades
permisibles [3].
Figura 5. Niveles de coloración de la soldadura al interior de tuberías de acero inoxidable austenítico [3]
y [4].

Núñez, 6 de 8
considerar para los procesos EBW, FCAW, GMAW,
GTAW, LBW, PAW, SAW, SMAW, SW (). Dentro de los requerimientos para la soldadura de tanques, clasifica a un tanque por diferentes zonas, de acuerdo a la exposición que pueda tener con el producto (Figura 6).
Figura 6. Ejemplo esquemático de las Zonas de
Clasificación Superficial [5].
* Abreviaciones de Procesos:
EBW=Soldadura por haz de electrones FCAW=Soldadura por arco con electrodo con núcleo de fundente. GMAW=Soldadura por arco con electrodo metálico protegido con gas. GTAW=Soldadura por arco con electrodo de tungsteno protegido con gas. LBW=Soldadura por láser. PAW=Soldadura por arco de plasma. SAW=Soldadura por arco sumergido. SMAW=Soldadura por arco manual con electrodo revestido. SW=Soldadura de espárragos.
3. Acabado superficial. La norma ASME BPE, en la Parte SF, precisa los requerimientos en acabado superficial para las superficies que estarán en contacto con el producto, recomienda los métodos y técnicas de inspección aplicables: Inspección visual directa. Inspección visual indirecta. Líquidos penetrantes. Dispositivos para medición de rugosidad Microscopía electrónica de barrido Espectroscopía electrónica para análisis químico. Electroespectroscopía Auger para análisis
químico. Réplicas metalográficas. Esta norma también brinda criterios de aceptación de acabado superficial para superficies pulidas mecánicamente y superficies electropulidas; además suministra requerimientos para las superficies pasivadas. Los valores de rugosidad tolerables se definirán como acuerdo entre el cliente y el fabricante o se tomarán de referencia los diferentes tipos de acabados propuestos por esta norma (Tabla 1).
Tabla 1. Clasificación de los diferentes tipos de
acabado superficial con sus valores de rugosidad promedio [2].
Por otro lado, la norma AWS D18.3 en su anexo B “Weld and Adjacent Zone Finishes”, presenta una clasificación de siete tipos de acabados superficiales de las soldaduras designados con las siglas WF (“Weld finishing”, desde WF-1 hasta WF-8), los acabados van desde “como soldado” hasta un acabado por electropulido.
PROTECTOR SENSOR
TEMPERATURA
DETALLE C
DETALLE B DETALLE A
Zonas de Clasificación Superficial
Zona 1 - Superficie en Contacto con Producto
Zona 2 - Superficie no en Contacto con Producto - Expuesta Zona 3 - Superficie no en Contacto con Producto - Remota Zona 4 - Superficies no expuestas
VER DETALLE A
BOQUILLA DE TRANSFERENCIA
DE CALOR
CHAQUETA DE
TRANSFERENCIA DE CALOR
BOQUILLA DE
TRANSFERENCIA DE CALOR
BOQUILLA DE SALIDA
DE TANQUE
VER DETALLE C
PROTECTOR SENSOR
TEMPERATURA
PIEL DE LA CHAQUETA
DEL TANQUE
AISLAMIENTO
VER DETALLE B ENTRADA
DE HOMBRE
ARREGLO DE CIP
Tabla SF-3 Lecturas de Ra para Superficies en
Contacto con producto
Pulidas Mecánicamente [Nota (1)]
Ra Max. Designación
Superficial
SF0
SF1
SF2
SF3
Sin requerimientos Sin requerimientos
20
25
µ pulg. µ m.
30
0.51
0.64
0.76
Pulidas Mecánicamente [Nota (1)] y
Electropulidas
Ra Max.
µ pulg. µ m.
0.38
0.51
0.64
15
20
25
SF4
SF5
SF6

Núñez, 7 de 8
ROL DE LA INSPECCIÓN EN LOS PROCESOS DE CONTROL DE CALIDAD EN LA FABRICACIÓN.
La inspección de tuberías, tanques, herramientas y accesorios en acero inoxidable para la industria alimentaria, se llevará a cabo de acuerdo al porcentaje especificado por el cliente y según los requerimientos de los códigos y especificaciones respectivas indicadas en el contrato o documentos técnicos antes de iniciar la fabricación. ASME BPE considera cuatro niveles de calificación de inspectores (Trainee, QID1 a QID3), a cada nivel de inspector le asigna requerimientos específicos, dentro de los requerimientos se considera grado de instrucción, experiencia practica y calificaciones como inspector CWI o ASNT Nivel II en Inspección Visual [2]; mientras que AWS D18.1 o D18.3, no consideran mayores requerimientos con respecto al inspector [2, 3, 5]. El inspector de soldadura deberá ejecutar los pasos básicos de inspección, deberá estar involucrado con todo el proceso de fabricación desde el momento en que se requiera. Por lo general se consideran tres etapas de inspección, antes, durante y después de la fabricación [6]. Antes de la fabricación, el inspector debe de familiarizarse con los documentos del proyecto, donde se especifican los requerimientos para los elementos a fabricar (requerimientos de inspección, de instalaciones, especificaciones técnicas, planos, etc.), el grado de calificación de los operarios involucrados, así como el tiempo estimado para la ejecución de los trabajos; el inspector de soldadura generalmente estará involucrado a las labores de calificación de procedimientos de soldadura (dentro del alcance de sus responsabilidades) y de soldadores, dentro de esta etapa, y en algunos casos estará vinculado a las labores de verificación de los materiales a utilizar, herramientas, instalaciones y procesos. Durante la fabricación el inspector de soldadura estará involucrado en labores de verificación de uso de procedimientos de soldadura calificados, participación de soldadores calificados en las labores de producción, verificación de estado de consumibles y máquinas, control de parámetros y condiciones de soldadura especificados en los procedimientos calificados, etc. Finalmente, después de la ejecución de las labores de soldadura, el inspector de soldadura estará vinculado a labores de inspección visual o remota de soldadura netamente así como también podría tener responsabilidades de inspección de acabado superficial y control de rugosidad; dentro de otras funciones, también se consideran la supervisión de la ejecución de Ensayos no Destructivos en los elementos fabricados; la aplicación de las especificaciones expuestas en
este trabajo, se desarrollara a lo largo de todas las etapas de inspección. (Ver figuras 7 y 8). Con respecto a los Ensayos no destructivos aplicables a requerimientos sanitarios, principalmente se utilizan, aparte de la inspección visual, como método de inspección superficial los líquidos penetrantes y como método volumétrico la Radiografía Industrial, se recomienda de preferencia por Rayos X que por gammagrafía, debido a que en estas aplicaciones principalmente se utilizan espesores delgados, dado que la cantidad de energía suministrada por Rayos X es muy controlable y la calidad de imagen radiográfica obtenida es comparativamente mejor a la de gammagrafía.
Figura 7. Inspección visual directa al interior de tubería. Coloración aceptable de acuerdo a AWS
D18.2 [7].
Figura 8. Inspección visual directa al interior de
tubería. Soldadura interior no aceptable de acuerdo a AWS D18.2 [7].
CONCLUSIONES. La especificación ASME BPE, no solo brinda
requerimientos de soldadura en comparación con AWS D18.1 y D18.3; sino también abarca requerimientos de diseño, acabado superficial y elementos de sellado, bajo requerimientos sanitarios.

Núñez, 8 de 8
La especificación AWS están orientadas a brindar requerimientos específicos para la industria alimentaria (consumo humano y animal); ASME BPE contempla mayor alcance incluyendo las industrias farmacéutica y de productos de cuidado personal.
Las especificaciones AWS proporcionan mayor información respecto a las variables a considerar para la calificación de procedimientos de soldadura y soldadores, mientras ASME BPE direcciona estos temas a ASME Sección IX.
En el Perú, se podría implantar el uso de esta normativa para la fabricación y control de calidad bajo requerimientos sanitarios.
La inspección juega un rol primordial en el control de calidad de uniones soldadas y procesos de fabricación de componentes y equipos para la industria alimentaria.
REFERENCIAS.
[1].M Raventós, Industria Alimentaria Tecnologías Emergentes, p. 17, Ediciones UPC (Univ. Politécnica de Cataluña), España, 2003. [2].ASME BPE, Bioprocessing Equipment, American Society of Mechanical Engineers, EEUU, 2009. [3].AWS D18.1, Specification for Welding of Austenitic Stainless Steel Tube and Pipe Systems in Sanitary (Hygienic) Applications, American Welding Society, EEUU, 2009. [4].AWS D18.2, Guide to Weld Discoloration Levels on Inside of Austenitic Stainless Steel Tube, American Welding Society, EEUU, 2009. [5].AWS D18.3, Specification for Welding of Tanks, Vessels, and Other Equipment in Sanitary (Hygienic) Applications, American Welding Society, EEUU, 2005. [6].Welding Inspection Technology, Módulo 1, American Welding Society, EEUU, Cuarta Edición, 2000. [7].Fotografías tomadas por Rolando Núñez, [email protected], 2009 – 2012