





Idiomas
Páginas
Jurídico

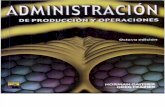
IBajo volumen,baja
estandarizacin,nico
II
Productosmltiples,
bajo volumen
III
Algunosproductos
principales,mayor volumen
IVAlto volumen,
altaestandarizacin,
productos masivos
Estructura del proceso
Etapa del ciclo de vida
del proceso
IFlujo
mezclado(taller por
tareas)
IIFlujo
de lneadesconectada
(lote)
IIIFlujo
de lneaconectada(lnea deensamble)
IVFlujo
continuo
Imprentacomercial Vaco
Vaco
Maquinariapesada
Ensambladorade autos
Refinerade azcar
Fuente: Robert H. Hayes y Steven C. Wheelwright, Link Manufacturing Process and Product Life Cycles, en Harvard BusinessReview, enero-febrero de 1979. 1979 por el presidente y miembros colegiados del Harvard College; derechos reservados. Reimpresocon autorizacin.
La matriz producto-proceso
nah_prel_3as.qxd 1/10/07 6:36 PM Page i
nah_prel_3as.qxd 1/10/07 6:36 PM Page ii
Anlisis de la produccin
y las operaciones
nah_prel_3as.qxd 1/10/07 6:36 PM Page iii
nah_prel_3as.qxd 1/10/07 6:36 PM Page iv
Anlisis de laproduccin
y las operacionesQuinta edicin
Steven NahmiasSanta Clara University
Revisores tcnicosAlejandro Tern CastellanosInstituto Tecnolgico Autnomo de Mxico
Elmer J. Murrieta MurrietaInstituto Tecnolgico y de Estudios Superiores de Monterrey, Campus Cuernavaca
Filiberto Gonzlez HernndezInstituto Tecnolgico y de Estudios Superiores de Monterrey, Campus Estado de Mxico
MXICO AUCKLAND BOGOT BUENOS AIRES CARACAS GUATEMALALISBOA LONDRES MADRID MILN MONTREAL NUEVA DELHI NUEVA YORK
SAN FRANCISCO SAN JUAN SAN LUIS SANTIAGOSO PAULO SIDNEY SINGAPUR TORONTO
nah_prel_3as.qxd 1/10/07 6:36 PM Page v
Director Higher Education: Miguel ngel Toledo CastellanosDirector editorial: Ricardo del Bosque AlaynEditor sponsor: Pablo Eduardo Roig VzquezEditora de desarrollo: Ana Laura Delgado RodrguezSupervisor de produccin: Zeferino Garca Garca
Traduccin: Ral Arrioja JurezBirgit Nuding FleischmannJorge Yescas Milans
ANLISIS DE LA PRODUCCIN Y LAS OPERACIONES
Prohibida la reproduccin total o parcial de esta obra,por cualquier medio, sin la autorizacin escrita del editor.
DERECHOS RESERVADOS 2007 respecto a la primera edicin en espaol porMcGRAW-HILL/INTERAMERICANA EDITORES, S.A. DE C.V.A Subsidiary of The McGraw-Hill Companies, Inc.
Edificio Punta Santa FeProlongacin Paseo de la Reforma 1015 Torre A, Piso 17,Colonia Desarrollo Santa Fe, Delegacin lvaro ObregnC.P. 01376, Mxico, D.F.Miembro de la Cmara Nacional de la Industria Editorial Mexicana, Reg. Nm. 736
ISBN-13: 978-970-10-6239-5ISBN-10: 970-10-6239-6
Traducido de la quinta edicin de: Production and Operations Analysis.Copyright MMV by The McGraw-Hill Companies, Inc. All rights reserved.ISBN: 007-286538-5
1234567890 09865432107
Impreso en Mxico Printed in Mexico
nah_prel_3as.qxd 1/10/07 6:36 PM Page vi
A la memoria de mis padresLiza y Morris
Steven Nahmias
nah_prel_3as.qxd 1/10/07 6:36 PM Page vii
Sumario1 Estrategia y competencia 12 Pronsticos 513 Planeacin agregada 108
Suplemento 1 Programacin lineal 1544 Control de inventarios sujeto al conocimien-
to de la demanda 1835 Control de inventarios sujetos a demanda
incierta 2326 Administracin de la cadena de
abastecimiento 2947 Sistemas de produccin de empuje y
traccin: MRP y JIT 346
8 Programacin de operaciones 401Suplemento 2 Teora de colas 4579 Programacin de proyectos 484
10 Distribucin y ubicacin de instalaciones 535
11 Aseguramiento de la calidad 61012 Confiabilidad y facilidad de mantenimiento
687
APNDICE: TABLAS 742NDICE 761
viii
nah_prel_3as.qxd 1/10/07 6:36 PM Page viii
Acerca del autor xviiPrefacio a la quinta edicin xviiiIntroduccin xix
Captulo 1Estrategia y competencia 1Panorama general del captulo 11.1 La manufactura es relevante 41.2 Un marco de trabajo para la estrategia
de operaciones 6Dimensiones estratgicas 6
1.3 El punto de vista clsico de la estrategia deoperaciones 8
Horizonte de tiempo 8Focalizacin 9Evaluacin 10Consistencia 11
1.4 Competir en el mercado global 12Problemas para las secciones 1.1-1.4 15Aplicacin panormica: Read-Rite gana con una
alianza estratgica internacional 161.5 Iniciativas estratgicas: reingeniera de procesos
de negocios 161.6 Iniciativas estratgicas: justo a tiempo (just-in-
time) 191.7 Iniciativas estratgicas: competencia basada en el
tiempo 211.8 Iniciativas estratgicas: competencia en calidad
22Problemas para las secciones 1.5 a 1.8 24
1.9 Acoplamiento de los ciclos de vida del productoy del proceso 25
El ciclo de vida del producto 25El ciclo de vida del proceso 26La matriz producto-proceso 27Problemas para la seccin 1.9 29
1.10 Curvas de la experiencia y el aprendizaje 29Curvas de aprendizaje 30Curvas de la experiencia 32Curvas de experiencia y aprendizaje, y estrategia
de manufactura 34Problemas para la seccin 1.10 34
1.11 Planeacin del crecimiento de la capacidad: un problema estratgico a largo plazo 36
Economas de escala y economas de alcance 36Hacer o comprar: un problema prototipo de
expansin de capacidad 37Poltica dinmica de expansin de la capacidad 38
Cuestiones con la ubicacin de una planta 42Problemas para la seccin 1.11 44
1.12 Resumen 45Problemas adicionales para el captulo 1 46
Apndice 1-AClculos de valor presente 48
Bibliografa 49
Captulo 2Pronsticos 51Panorama general del captulo 512.1 El horizonte de tiempo en los
pronsticos 542.2 Caractersticas de los pronsticos 552.3 Mtodos subjetivos de pronstico 552.4 Mtodos objetivos de pronstico 56
Modelos causales 56Mtodos de series de tiempo 57Aplicacin panormica: Advanced Forecasting
Inc. da servicio a la industria de los semiconductores 58
Problemas para las secciones 2.1 a 2.4 592.5 Convenciones de notacin 602.6 Evaluacin de pronsticos 60
Problemas para la seccin 2.6 622.7 Mtodos para pronosticar series
estacionarias 63Promedios movibles 63Problemas sobre promedios mviles 66Suavizamiento exponencial 66Pronsticos de varios pasos adelante 70Comparacin entre suavizamiento exponencial y
promedios mviles 71Problemas para la seccin 2.7 72Aplicacin instantnea: Sport Obermeyer reduce
sus costos con mejores pronsticos 732.8 Mtodos basados en la tendencia 74
Anlisis de regresin 74Problemas para la seccin 2.8 75Suavizamiento exponencial doble usando el
mtodo de Holt 76Ms problemas para la seccin 2.8 77
2.9 Mtodos para series estacionales 78Factores estacionales para series
estacionarias 78Descomposicin estacional usando promedios
mviles 80Problemas para la seccin 2.9 82
Contenido
ix
nah_prel_3as.qxd 1/10/07 6:36 PM Page ix
Mtodo Winters para los problemas estacionales 83Ms problemas para la seccin 2.9 88
2.10 Consideraciones prcticas 88Identificacin y monitoreo del modelo 88Mtodos de series de tiempo simples contra
complejos 892.11 Panorama general de tpicos avanzados
en pronsticos 90Mtodos Box-Jenkins 90Simulacin como una herramienta de pronstico 91Pronstico de la demanda en presencia de ventas
perdidas 922.12 Vinculacin del pronstico y la administracin
de inventarios 92Aplicacin instantnea: prediccin de recesiones
econmicas 952.13 Notas histricas y temas adicionales 962.14 Resumen 96
Problemas adicionales sobre pronsticos 97Apndice 2-A
Errores de pronstico para promedios mviles y suavizamiento exponencial 102
Apndice 2-BDeduccin de las ecuaciones para la pendiente y la intercepcin en el anlisis de regresin 104
Apndice 2-CGlosario de notaciones para el captulo 2 106
Bibliografa 106
Captulo 3Planeacin agregada 108Panorama general del captulo 1083.1 Unidades agregadas de produccin 1113.2 Panorama general del problema de planeacin
agregada 1123.3 Costos en planeacin agregada 114
Problemas para las secciones 3.1 a 3.3 1163.4 Un problema prototipo 117
Evaluacin de una estrategia de persecucin (plan de cero inventarios) 119
Evaluacin del plan de fuerza de trabajo constante 120
Estrategias mixtas y restricciones adicionales 121
Problemas para la seccin 3.4 123 3.5 Solucin de problemas de planeacin agregada
mediante programacin lineal 125Parmetros de costo e informacin dada 125Variables del problema 126Restricciones del problema 126Redondeo de las variables 127
Extensiones 128Otros mtodos de solucin 130
3.6 Solucin de problemas de planeacin agregadamediante programacin lineal: un ejemplo 131
Problemas para las secciones 3.5 y 3.6 1333.7 La regla lineal de decisin 1363.8 Modelado del comportamiento gerencial 137
Problemas para las secciones 3.7 y 3.8 1393.9 Desagregacin de planes agregados 139
Aplicacin instantnea: Welchs usa la planeacin agregada para programar su produccin 141
Problemas para la seccin 3.9 1423.10 Planeacin de la produccin a escala
global 142 3.11 Consideraciones prcticas 1433.12 Notas histricas 1443.13 Resumen 145
Problemas adicionales sobre planeacin agregada 146
Apndice 3-AGlosario de notacin para el captulo 3 151
Bibliografa 152Suplemento 1 Programacin lineal 154S1.1 Introduccin 154S1.2 Un problema prototipo de programacin
lineal 154S1.3 Formulacin del problema general 156
Definicin de trminos de uso comn 157Propiedades de los programas lineales 158
S1.4 Solucin grfica de problemas de programacinlineal 159
Graficacin de desigualdades lineales 159Graficacin de la regin factible 161Determinacin de la solucin ptima 162Identificacin de la solucin ptima en forma
directa con mtodo grfico 164S1.5 El mtodo simplex: una perspectiva 165S1.6 Resolucin de problemas de programacin lineal
con Excel 166Captura eficiente de problemas grandes 170
S1.7 Interpretacin del informe de sensibilidad 172Precios sombra 172Lados derechos y coeficientes de la funcin
objetivo 173Agregar una nueva variable 173Utilizacin del anlisis de sensibilidad 174
S1.8 Reconocimiento de problemas especiales 176Soluciones no acotadas 176Regin factible vaca 177Degeneracin 179Soluciones ptimas mltiples 179Restricciones redundantes 179
x Contenido
nah_prel_3as.qxd 1/10/07 6:36 PM Page x
S1.9 Aplicacin de la programacin lineal al anlisis de la produccin y de las operaciones 180
Bibliografa 182
Captulo 4Control de inventarios sujeto al conocimiento de la demanda 183Panorama general del captulo 1834.1 Tipos de inventarios 1864.2 Motivacin para mantener inventarios 1874.3 Caractersticas de los sistemas de
inventario 1884.4 Costos relevantes 189
Costo de mantener el inventario 189Costo de pedido 191Costos de penalizacin 192Problemas para las secciones 4.1 a 4.4 193
4.5 El modelo de cantidad econmica de pedido 195
El modelo bsico 195Inclusin del tiempo de demora del pedido 198Sensibilidad 199Cantidad econmica de pedido y JIT 200Problemas para la seccin 4.5 201
4.6 Extensin a una tasa finita de produccin 202
Problemas para la seccin 4.6 2044.7 Modelos de descuento por cantidad 205
Poltica ptima para el esquema de descuento en todas las unidades 206
Resumen de la tcnica de solucin para descuentos en todas las unidades 208
Descuentos incrementales por cantidad 208Resumen de la tcnica de solucin para descuentos
incrementales 210Otros esquemas de descuento 210Problemas para la seccin 4.7 211
*4.8 Sistemas de mltiples productos conrestricciones de recursos 212Problemas para la seccin 4.8 215
4.9 Modelos de cantida ptima de pedido para laplaneacin de la produccin 215
Problemas para la seccin 4.9 2194.10 Programas informticos para control de
inventarios 2204.11 Notas histricas y temas adicionales 221
Aplicacin instantnea: reconocimiento a Mervyns por su sistema de control de inventarios 222
4.12 Resumen 222Problemas adicionales sobre modelos deterministas
de inventario 223
Apndice 4-ADeduccin matemtica para sistemas de cantidad econmica de pedido con restricciones para varios productos 228
Apndice 4-BGlosario de notacin para el captulo 4 230
Bibliografa 230
Captulo 5Control de inventarios sujetos a demandaincierta 232Panorama general del captulo 232
Panorama general de los modelos descritos en este captulo 236
5.1 Naturaleza de la aleatoriedad 2375.2 Criterio de optimizacin 239
Problemas para las secciones 5.1 y 5.2 2405.3 El modelo del repartidor de peridicos 241
Notacin 241Deduccin de la funcin de costo 242Determinacin de la poltica ptima 243Poltica ptima para una demanda discreta 245Extensin para incluir el inventario inicial 245Aplicacin instantnea: utilizar los modelos de
inventario para manejar la cadena de abastecimiento de semilla de maz en Syngenta 246
Extensin a varios periodos de planeacin 247 Problemas para la seccin 5.3 248
5.4 Sistemas de tamao del lote-punto de reorden 250
Descripcin de la demanda 251Variables de decisin 251Deduccin de la funcin del costo esperado 252La funcin de costo 253
5.5 Niveles de servicio en sistemas (Q, R) 255Servicio Tipo 1 256Servicio Tipo 2 256Polticas (Q, R) ptimas sujetas a una restriccin
Tipo 2 257Costo implcito de faltantes 259Escalamiento de la demanda durante el tiempo
de demora 259Estimacin de sigma cuando el control de inventarios
y los pronsticos estn relacionados 259*Variabilidad del tiempo de demora 260Clculos en Excel 261Problemas para las secciones 5.4 y 5.5 261
5.6 Comentarios adicionales a los sistemas derevisin peridica 263
Polticas (s, S) 263*Niveles de servicio en sistemas de revisin
peridica 264Problemas para la seccin 5.6 264
Contenido xi
nah_prel_3as.qxd 1/10/07 6:36 PM Page xi
5.7 Sistemas multiproducto 265Anlisis ABC 265Curvas de intercambio 267Problemas para la seccin 5.7 270
*5.8 Perspectiva de temas avanzados 271Sistemas multiniveles 271Problemas con inventarios perecederos 272
5.9 Intercambio electrnico de datos 273Aplicacin instantnea: los sistemas de inventarios deTriad satisfacen las necesidades del mercado 274
5.10 Notas histricas y lecturas adicionales 2745.11 Resumen 275
Problemas adicionales sobre modelos estocsticos de inventario 277
Apndice 5-AConvenciones de notacin y repaso de probabilidad 283
Apndice 5-BResultados adicionales y extensiones para el modelo del repartidor de peridicos 284
Apndice 5-CDeduccin de la poltica ptima (Q, R) 286
Apndice 5-DDistribuciones de probabilidad para administracin de inventarios 287
Apndice 5-EGlosario de trminos para el captulo 5 290
Bibliografa 291
Captulo 6Administracin de la cadena de abastecimiento 294Panorama general del captulo 294
La cadena de abastecimiento como un arma estratgica 298
6.1 El problema de transporte 298Aplicacin instantnea: Wal-Mart gana con una
slida administracin de su cadena de abastecimiento 299
La heurstica avara 3026.2 Resolucin de problemas de transporte con
programacin lineal 3036.3 Aspectos generales del problema de
transporte 305Rutas no factibles 306Problemas desbalanceados 306
6.4 Formulaciones de redes ms generales 307Problemas para las secciones 6.1 a 6.4 310Aplicacin instantnea: IBM hace ms eficiente
su cadena de abastecimiento para refacciones utilizando modelos matemticos sofisticados 311
6.5 Planeacin de recursos de distribucin 313Problemas para la seccin 6.5 315
6.6 Determinacin de las rutas de entrega en lascadenas de abastecimiento 315
Aspectos prcticos en la programacin de vehculos 319
Aplicacin instantnea: Air Products logra importantes ahorros con el optimizador de rutas y programacin 320
Problemas para la seccin 6.6 3206.7 Diseo de productos para la eficiencia de la
cadena de abastecimiento 321Aplazamiento en las cadenas de abastecimiento 322Problemas adicionales en el diseo de la cadena
de abastecimiento 323Aplicacin instantnea: Dell Computer disea la
cadena de abastecimiento de vanguardia 325Problemas para la seccin 6.7 326
6.8 El papel de la informacin en las cadenas de abastecimiento 326
El efecto latigazo 327 Aplicacin instantnea: Saturn surge como lder
en la industria con una administracin cientfica de la cadena de abastecimiento 330
Comercio electrnico 331Intercambio electrnico de datos 332Sistemas de transacciones basados en Internet
332La tecnologa RFID proporciona un flujo de producto
ms rpido 333Problemas para la seccin 6.8 334
6.9 Sistemas de distribucin multinivel 334Problemas para la seccin 6.9 337
6.10 Diseo de la cadena de abastecimiento en un ambiente global 337
Aplicacin instantnea: Timken hace frente a las importaciones con la oferta por lotes 340
Administracin de la cadena de abastecimiento en un entorno global 341
Aplicacin instantnea: Digital Equipment Corporation usa un modelado matemtico para planear su cadena de abastecimiento global 342
Problemas para la seccin 6.10 3426.11 Resumen 343Bibliografa 343
Captulo 7Sistemas de produccin de empuje y traccin:MRP y JIT 346 Panorama general del captulo 346
Fundamentos de MRP 349Fundamentos de JIT 351
7.1 Clculo de la explosin 352Problemas para la seccin 7.1 356
xii Contenido
nah_prel_3as.qxd 1/10/07 6:36 PM Page xii
7.2 Esquemas alternativos de determinacin detamaos de lote 358
Determinacin de tamaos de lote CEP 358Heurstica de Silver-Meal 359Costo unitario mnimo 360Balanceo de periodos parciales 361Problemas para la seccin 7.2 362
7.3 Incorporacin de los algoritmos para determinartamaos de lote en el clculo de la explosin364
Problemas para la seccin 7.3 3657.4 Determinacin de tamaos de lote con
restricciones de capacidad 366Problemas para la seccin 7.4 369
7.5 Desventajas del MRP 370Incertidumbre 370Planeacin de capacidad 371Horizontes progresivos y nerviosismo del
sistema 372Consideraciones adicionales 374Aplicacin instantnea: La Raymond Corporation
desarrolla la manufactura de clase mundial con MRP II 375
Problemas para la seccin 7.5 3767.6 Fundamentos de JIT 377
La mecnica del kanban 377Cambio de dado en un minuto 379Ventajas y desventajas de la filosofa justo a
tiempo 379Implementacin de JIT en Estados Unidos 382Problemas para la seccin 7.6 384
7.7 Comparacin entre el MRP y el JIT 3857.8 Software de MRP: un gran negocio 3867.9 Notas histricas 3887.10 Resumen 389
Problemas adicionales para el captulo 7 390Apndice 7-A
Determinacin ptima de tamaos de lote para demandas que varan con el tiempo 394
Apndice 7-BGlosario de notacin para el captulo 7 398
Bibliografa 399
Captulo 8Programacin de operaciones 401Panorama general del captulo 4018.1 Programacin de la produccin y jerarqua de las
decisiones de produccin 4048.2 Caractersticas importantes de los problemas de
programacin en talleres 406Objetivos de la administracin de trabajo
en un taller 406
8.3 Terminologa de la programacin de trabajos portaller 407
8.4 Una comparacin de reglas de secuenciaespecfica 409
Primeras llegadas, primeras salidas 409Tiempo de procesamiento ms corto 410Primera fecha de entrega 410Programacin basada en la razn crtica 411
8.5 Objetivos de la administracin de trabajo en untaller: un ejemplo 412
Problemas para las secciones 8.1 a 8-5 4138.6 Una introduccin a la teora de secuenciacin
para una sola mquina 414Programacin del tiempo de procesamiento
ms corto 415Programacin de la primera fecha de entrega 416Minimizacin del nmero de trabajos retrasados 416Restricciones de precedentes: Algoritmo de
Lawler 417Aplicacin instantnea: compaas operadoras
de aviones de tiempo compartido ahorran millones con el sistema de programacin 419
Problema para la seccin 8.6 4198.7 Algoritmos de secuencia para mquinas
mltiples 421Programacin de n trabajos en dos mquinas 422Ampliacin a tres mquinas 423El problema del taller de flujo de dos trabajos 425Problemas para la seccin 8.7 428
8.8 Programacin estocstica: anlisis esttico 429Mquina nica 429Mquinas mltiples 430El caso del taller de flujo de dos mquinas 431Problemas para la seccin 8.8 432
8.9 Programacin estocstica: anlisis dinmico 433
Disciplinas de seleccin independiente de los tiempos de procesamiento del trabajo 435
Disciplinas de seleccin dependientes de los tiempos de procesamiento del trabajo 436
La regla c 438Problemas para la seccin 8.9 438
8.10 Balanceo de lnea de ensamble 439Problemas para la seccin 8.10 443Aplicacin instantnea: el sector manufactureroahorra con un software de programacin 445
8.11 Simulacin: una valiosa herramienta deprogramacin 446
8.12 Software de programacin de la produccin post MRP 447
8.13 Notas histricas 4478.14 Resumen 448
Problemas adicionales sobre pronstico 449Bibliografa 455
Contenido xiii
nah_prel_3as.qxd 1/10/07 6:36 PM Page xiii
Suplemento 2 Teora de colas 457S2.1 Introduccin 457S2.2 Aspectos estructurales de modelos de colas 458S2.3 Notacin 459S2.4 Frmula de Little 460S2.5 Las distribuciones exponenciales y de Poisson
en la cola 460Apartado 461
S2.6 Anlisis de nacimiento y muerte para la colaM/M/1 462
S2.7 Clculo de las medidas esperadas de sistemapara la cola M/M/1 465
S2.8 La distribucin del tiempo de espera 466S2.9 Solucin del caso general 468S2.10 Servidores mltiples en paralelo: la cola
M/M/c 469S2.11 La cola M/M/1 con una capacidad finita 473S2.12 Resultados para servicios de distribucin no
exponenciales 476S2.13 La cola M/G/ 477S2.14 Optimizacin de los sistemas de colas 479
Problemas tpicos de diseo del sistema de servicio 479
Marco de trabajo de modelado 479S2.15 Simulacin de los sistemas en cola 482Bibliografa 483
Captulo 9Programacin de proyectos 484Panorama general del captulo 4849.1 Representacin de un proyecto como una
red 4879.2 Anlisis de la ruta crtica 489
Determinacin de la ruta crtica 492Problemas para las secciones 9.1 y 9.2 495
9.3 Mtodos de costeo de tiempo 497Problemas para la seccin 9.3 501
9.4 Resolucin de problemas de ruta crtica con programacin lineal 502
Formulacin del problema costo-tiempo con programacin lineal 505
Problemas para la seccin 9.4 5079.5 PERT: Tcnica de evaluacin y revisin de
proyectos 507Independencia de ruta 512Problemas para la seccin 9.5 515
9.6 Consideraciones de recursos 517Restricciones de recursos para la programacin
de proyecto nico 517Restricciones de recursos para la programacin
de proyectos mltiples 519Perfiles de carga de recursos 519Problemas para la seccin 9.6 521
9.7 Cuestiones organizacionales en laadministracin de proyectos 523
9.8 Notas histricas 5249.9 Software de administracin de proyectos
para PC 525Aplicacin instantnea: la administracin
de proyectos ayuda a United a cumplir con el programa 527
Aplicacin instantnea: Thomas Brothers planea la contratacin de personal con software de administracin de proyectos 527
Aplicacin instantnea: Florida Power and Light toma en serio la administracin de proyectos 527
9.10 Resumen 528Problemas adicionales de programacin
de proyectos 529Apndice 9-A
Glosario de trminos para el captulo 9 532Bibliografa 533
Captulo 10Distribucin y ubicacin de instalaciones 535Panorama general del captulo 535
Aplicacin instantnea: Sun Microsystems es el pionero del nuevo Flex Office System 538
10.1 El problema de la distribucin de instalaciones 539
10.2 Patrones de flujo 540Diagrama de relacin de actividades 540Diagrama de-hacia 542
10.3 Tipos de distribuciones 544Distribuciones con posiciones fijas 544Distribuciones por producto 544Distribuciones por proceso 545Distribuciones basadas en tecnologa de grupos
545Problemas para las secciones 10.1 a 10.3 547
10.4 Un problema prototipo de distribucin y elmodelo de asignacin 549
El algoritmo de asignacin 550Problemas para la seccin 10.4 552
*10.5 Formulaciones matemticas ms avanzadas deprogramacin 553
Problema para la seccin 10.5 55410.6 Tcnicas computarizadas de distribucin 554
CRAFT 555COFAD 559ALDEP 560CORELAP 561PLANET 562Mtodos computarizados contra planificadores
humanos 562
xiv Contenido
nah_prel_3as.qxd 1/10/07 6:36 PM Page xiv
Distribuciones dinmicas de planta 563Otros mtodos de computadora 563Problemas para la seccin 10.6 564
10.7 Sistemas flexibles de manufactura 567Ventajas de los sistemas flexibles de
manufactura 569Desventajas de los sistemas flexibles de
manufactura 569Toma de decisiones y modelado del FMS 570El futuro de FMS 573Problemas para la seccin 10.7 575
10.8 Ubicacin de nuevas instalaciones 575Aplicacin instantnea: Kraft Foods
utiliza la optimizacin y la simulacin para determinar la mejor distribucin 576
Medidas de distancia 577Problemas para la seccin 10.8 578
10.9 El problema de ubicacin de una sola instalacin con distancia rectilnea 578
Curvas de nivel 581Problemas Minimax 582Problemas para la seccin 10.9 585
10.10 Problemas de distancia euclidiana 586El problema de gravedad 586El problema de la distancia en lnea recta
587Problemas para la seccin 10.10 588
10.11 Otros modelos de ubicacin 589Localizacin de instalaciones mltiples 590Otras extensiones 591Problemas para la seccin 10.11 593
10.12 Notas histricas 59410.13 Resumen 595
Problemas adicionales sobre distribucin y ubicacin 596
Problemas en hoja de clculo para el captulo 10 601
Apndice 10-ADeterminacin de centroides 602
Apndice 10-BClculo de curvas de nivel 604
Bibliografa 607
Captulo 11Aseguramiento de la calidad 610Panorama general del captulo 610
Panorama general del captulo 61411.1 Bases estadsticas de las grficas de control 615
Problemas para la seccin 11.1 61711.2 Grficas de control para variables: las grficas
X y R 619 Tablas X 622Relacin con la estadstica clsica 622
Grficas R 624Problemas para la seccin 11.2 625
11.3 Grficas de control para atributos: la grfica p 627
Grficas p para tamaos variables de subgrupo 629Problemas para la seccin 11.3 630
11.4 La grfica c 632Problemas para la seccin 11.4 634
11.5 Mtodos estadsticos clsicos y grficas decontrol 635
Problema para la seccin 11.5 635*11.6 Diseo econmico de grficas X 636
Problemas para la seccin 11.6 64211.7 Panorama general de muestreo de aceptacin
643Aplicacin instantnea: Navistar se anota
puntos con el programa de calidad Seis-Sigma 645
11.8 Notacin 64611.9 Muestreo nico para atributos 646
Derivacin de la curva OC 648Problemas para la seccin 11.9 650
*11.10 Planes de doble muestreo para atributos 651Problemas para la seccin 11.10 652
11.11 Planes de muestreo secuencial 653Problemas para la seccin 11.11 657
11.12 Calidad promedio de salida 658Aplicacin instantnea: Motorola lleva la delantera con los programas de calidad Seis-Sigma 660Problemas para la seccin 11.12 660
11.13 Administracin de la calidad total 661Definiciones 661Escuchar al cliente 661Competencia basada en la calidad 663Organizacin para la calidad 664Premio Benchmarking para la calidad 665El Premio Deming y el Premio
Baldrige 666IS0 9000 668Calidad: La lnea inferior 669
11.14 Diseo de la calidad en el producto 670Diseo, manufactura y calidad 672
11.15 Notas histricas 67411.16 Resumen 675
Problemas adicionales sobre calidad y aseguramiento 677
Apndice 11-AAproximacin de distribuciones 681
Apndice 11-BGlosario de notacin para el captulo 11 sobre aseguramiento de la calidad 683
Bibliografa 684
Contenido xv
nah_prel_3as.qxd 1/10/07 6:36 PM Page xv
Captulo 12Confiabilidad y facilidad de mantenimiento 687Panorama general del captulo 68712.1 Confiabilidad de un solo componente
691Introduccin a los conceptos de confiabilidad
691Notacin y definiciones preliminares 692La ley exponencial de fallas 694Problemas para la seccin 12.1 697
12.2 Tasas de fallas crecientes y decrecientes699
Problemas para la seccin 12.2 70112.3 El proceso de Poisson en el modelado de la
confiabilidad 702Sistemas en serie sujetos a fallas puramente
aleatorias 705Problemas para la seccin 12.3 706
12.4 Fallas de equipo complejo 707Componentes en serie 707Componentes en paralelo 708Clculos de valor esperado 708Sistemas K fuera de N 709Problemas para la seccin 12.4 711
12.5 Introduccin a los modelos de mantenimiento 711
12.6 Estrategias determinsticas de remplazo por edad 713
La poltica ptima en el caso bsico 713Un modelo general de remplazo por edad 715Problemas para la seccin 12.6 719
12.7 Remplazo planeado bajo incertidumbre 719Remplazo planeado para un solo artculo 719Remplazo de bloque para un grupo de artculos 723Problemas para la seccin 12.7 725
*12.8 Anlisis de polticas de garanta 727La garanta de reposicin sin costo 727La garanta de prorrata 729Extensiones y crticas 731Problemas para la seccin 12.8 731
12.9 Confiabilidad del software 732Aplicacin instantnea: el mantenimiento centrado
en la confiabilidad mejora las operaciones en la planta nuclear de Three Mile Island 733
12.10 Notas histricas 73412.11 Resumen 735
Problemas adicionales sobre confiabilidad y facilidad de mantenimiento 736
Apndice 12-AGlosario de notacin sobre confiabilidad y facilidad de mantenimiento 738
Bibliografa 740Apndice: Tablas 742
ndice 761
xvi Contenido
nah_prel_3as.qxd 1/10/07 6:36 PM Page xvi
Steven Nahmias es profesor de Sistemas de Informacin para las Operaciones y la Adminis-tracin en la Leavey School of Bussiness and Administration de la Universidad de Santa Cla-ra. Tiene una licenciatura en Matemticas y Fsica del Queens College, y una licenciatura enIngeniera Industrial de la Universidad de Columbia; curs la maestra y el doctorado en Inves-tigacin de las Operaciones en la Universidad Northwestern. Asimismo, ha sido profesorde la Universidad de Pittsburgh, del Instituto Tecnolgico de Georgia y de la Universidad deStanford.
El doctor Nahmias es ampliamente conocido por sus investigaciones sobre modelos esto-csticos para inventarios, y es autor y coautor de ms de 50 artculos cientficos publicados endiversas revistas especializadas. Ha sido editor de Operations Research, en el rea de Logsti-ca de la Cadena de Abastecimiento; editor asociado de Management Science; editor asociadode Naval Research Logistics, y actualmente se desempea como editor en jefe de M&SOM. Re-cibi el primer lugar en la 39 Competencia Nicholson para el Mejor Ensayo Estudiantil (1971),segundo lugar en la Competencia TIMS para el Mejor Ensayo Estudiantil (1972), y obtuvo elPremio Universitario a la Excelencia Acadmica que otorga la Universidad de Santa Clara(1998).
Adems de sus actividades acadmicas, el doctor Nahmias ha fungido como consultor dediferentes compaas y dependencias, como Litton Industries, Xerox Corporation, Lex Auto-motive y el Departamento de Transporte del Condado de Santa Clara. Entre sus diferentes pa-satiempos se encuentran el golf y el ciclismo, y toca la trompeta con varias bandas de jazz desu comunidad.
Acerca del autor
xvii
nah_prel_3as.qxd 1/10/07 6:36 PM Page xvii
Con el objetivo de beneficiar a instructores y a estudiantes, esta edicin incluye numerosas mo-dificaciones pedaggicas, aunque se ha conservado la misma estructura, ttulos y secuencia, delos captulos; asimismo, los casi 550 ejercicios permanecen esencialmente igual que en la cuar-ta edicin.
En esta edicin se incluyen resmenes al inicio de cada captulo, con el fin de proporcio-nar al estudiante un panorama general del tema antes de que se profundice en los porme-nores. Mi recomendacin es que todos los lectores dediquen tiempo a los resmenes quese encuentran en la parte inicial, ya que los resmenes proporcionan un panorama generaldel flujo lgico del material tratado en los captulos.
Adems, hay otros rasgos que caracterizan la presente edicin. En muchos de los captu-los aparecen nuevas Aplicaciones instantneas. Asimismo, las introducciones a todos loscaptulos han sido reescritas con ganchos que permiten captar la atencin de los lecto-res. (Agradezco a Dave Luenberger por haberme sealado el valor de tales anzuelos.) Mu-chos de los temas y cuestiones susceptibles de cambio han sido actualizados a lo largo detodo el libro.
Agradezco a todos aquellos estudiantes y colegas que me mandaron mensajes de correo elec-trnico con sugerencias sobre modificaciones y complementos que les gustara ver. Desafortu-nadamente, fue imposible incluir todas sus recomendaciones y temas de inters. Sin embargo,al revisar el libro consider cuidadosamente todos y cada uno de los comentarios que me fue-ron enviados. Los exhorto a que sigan comunicndose conmigo para hacerme saber los aspec-tos del libro que pueden mejorarse, as como los temas que debieran incluirse. Mi direccin decorreo electrnico es [email protected]. Muchas gracias de nuevo por su continuo apoyo.
Por ltimo, me gustara agradecer a las siguientes personas por su apoyo: Joseph Geunes,de la Universidad de Florida; Dennis Kroll, de la Universidad de Bradley; Alan Leduc, de laUniversidad de Ball State; Dennis Webster, de la Universidad Estatal de Louisiana, y BrianCraig, de la Universidad de Lamar.
Prefacio a la quinta edicin
xviii
nah_prel_3as.qxd 1/10/07 6:36 PM Page xviii
1 LA FUNCIN DE LA ADMINISTRACIN DE LA PRODUCCIN Y LAS OPERACIONES
Este libro trata sobre la produccin en un sentido amplio: esto es, la produccin tanto de ar-tculos como de servicios. El trmino produccin tiene sus races en los estudios de automatiza-cin de fbricas; el trmino administracin de las operaciones se utiliza para reflejar aspectosms amplios. Este libro trata sobre los mtodos analticos que se utilizan para apoyar la admi-nistracin de la produccin y las operaciones, es decir, el proceso de dirigir personas y recur-sos para crear un producto o servicio. Las operaciones se relacionan con la logstica que apoyala funcin de la produccin.
Las finanzas, la mercadotecnia y la produccin son las tres reas funcionales de una com-paa. La mercadotecnia acta como un intermediario con el mundo exterior, elige la forma enla que se presentan los productos al consumidor y explora hacia dnde se dirigen las preferen-cias de stos. Las finanzas son responsables de encontrar fuentes de financiamiento externo yadministran el capital dentro de la compaa. La produccin se encarga de convertir las mate-rias primas en productos o de proporcionar un conjunto especfico de servicios. Para que unacompaa opere con eficiencia, las actividades de estas tres reas funcionales deben coordinar-se muy cuidadosamente.
Bowman y Fetter (1967) enumeran los siguientes problemas econmicos como los ms re-levantes para la administracin de la produccin:
1. Inventarios. 2. Control y programacin de la produccin.3. Seleccin y reemplazo de equipo.4. Mantenimiento.5. Tamao y ubicacin de plantas.6. Estructura y disposicin de la planta.7. Inspeccin y control de calidad.8. Manejo del trfico y de los materiales.9. Mtodos.
Aunque esta lista se recopil hace 30 aos, an representa con precisin las decisiones eco-nmicas ms importantes de la administracin de la produccin. En este libro se revisarn todasestas reas, a excepcin de las dos ltimas. Aunque el manejo de materiales y los mtodos detrabajo son temas relevantes, no son reas en las que los mtodos analticos hayan tenido unimpacto significativo.
2 HISTORIA DE LA ADMINISTRACIN DE LA PRODUCCIN
De acuerdo con Skinner (1985), hay cinco periodos de la historia industrial que sobresalen enel desarrollo de la administracin de la manufactura:
1780-1850 Los lderes manufactureros como capitalistas de la tecnologa.1850-1890 Los lderes manufactureros como arquitectos de la produccin en masa.1890-1920 La administracin de la manufactura permea a la organizacin.
Introduccin
xix
nah_prel_3as.qxd 1/10/07 6:36 PM Page xix
1920-1960 La administracin de la manufactura refina sus habilidades de control y es-tabilidad.
1960-1980 Sacudida de los aspectos fundamentales de la administracin industrial.Durante los primeros aos de la Revolucin Industrial, la produccin comenz a cambiar
de actividades de bajo volumen a operaciones de mayor escala. Aunque la escala de las opera-ciones iniciales tena un tamao importante, la maquinaria no era particularmente compleja ylas operaciones de produccin eran rgidas. La administracin de estas operaciones perma-neci fundamentalmente en manos de la alta direccin, con la ayuda de supervisores. Con fre-cuencia, las condiciones de trabajo durante este periodo eran muy malas.
El primer empuje de la Revolucin Industrial se llev a cabo entre 1850-1890. En esa po-ca surgieron los conceptos produccin en masa y lnea de ensamble. Como el carbn ya podatransportarse con mucha eficiencia, era posible situar plantas en diversas ubicaciones. En eseentonces, el capataz de la planta tena un enorme poder e influencia.
Skinner afirma que la labor del gerente de produccin surgi entre 1890 y 1920. Los pro-cesos de manufactura se volvieron demasiado complejos como para que los siguiera manejan-do la alta direccin. Esta complejidad ocasion que fueran necesarias tcnicas cientficas deadministracin. A Frederick Taylor (tambin llamado el padre de la ingeniera industrial) se leatribuye el concepto administracin cientfica. La mayora de las tcnicas de la administracincientfica de principios de siglo implicaban nicamente la fragmentacin de una tarea en diver-sos componentes. Estas tcnicas eran quiz ms de ordenamiento que cientficas. Con los nue-vos niveles de complejidad, el capataz de una planta ya no pudo coordinar la produccin de unalnea de produccin variada o de ajustar los calendarios de produccin. Entonces lleg la eradel especialista.
Pese a la enorme depresin mundial que se registr en los aos treinta, el periodo compren-dido entre 1920 y 1960 puede considerarse una era dorada para el desarrollo de la industria enEstados Unidos. Para 1960, Estados Unidos se haba convertido en la mayor potencia econmi-ca mundial. Al crecer el movimiento laboral, las condiciones de trabajo mejoraron enormementey comenzaron a llegar a las fbricas autnticos mtodos cientficos. Los modelos matemticospara el aprendizaje, el control de inventarios, el control de calidad, la programacin de la pro-duccin y la administracin de proyectos ganaron aceptacin entre la comunidad de usuarios.Durante ese periodo, la alta direccin se convierte en un objetivo de los profesionales de la pro-duccin.
A partir de 1960, muchas compaas estadounidenses perdieron el dominio que tenan enciertos mercados. Los productos que tradicionalmente se generaban en Estados Unidos, ahorase importan de Alemania, de Japn o del Lejano Oriente: a veces se produce de manera mseconmica y con mayor calidad; adems de que las relaciones entre el empleado y la adminis-tracin son por lo general mejores. Por ejemplo, los crculos de calidad, introducidos en Japn,permitieron a los empleados opinar sobre el desarrollo del producto y los procedimientos deproduccin. En Japn, ms que en otros pases, se adoptaron mtodos de produccin cientficamuy sofisticados. En ese pas existe un gran nmero de robots y sistemas de manufactura flexi-bles y modernos.
Ahora los gerentes de produccin requieren una mayor capacitacin y preparacin. Tienenque estar mejor versados en diversas tecnologas y mostrarse capaces de manejar sistemas deinformacin y soporte complejos. Las computadoras continuarn mejorando y conforme la ca-pacidad del cmputo llegue a las fbricas, los modelos matemticos jugarn un papel cada vezms determinante en la administracin actual de la produccin y las operaciones. El objetivode este texto es proporcionar al potencial profesional de la produccin todas las herramientastcnicas necesarias para enfrentar el futuro inmediato.
3 PANORAMA GENERAL DEL TEXTO
Albert Einstein dijo que la fsica debe explicarse de una forma sencilla, pero nunca simple. Estorefleja la filosofa de este libro.
xx Introduccin
nah_prel_3as.qxd 1/10/07 6:36 PM Page xx
Las caractersticas de este libro incluyen
Extensin. Profundidad. Claridad. Modularidad. Ejemplos. Reforzamiento. Notas histricas y resmenes. Problemas en hojas de clculo. Aplicaciones instantneas.
La mayor parte de los captulos incluye material que raramente se encuentra en textos deinvestigacin, adems de tpicos que slo se han tratado en artculos de revistas especializa-das. La escritura es concisa, pero todos los conceptos se explican cuidadosamente. Los captu-los estn diseados para poderse manejar de manera independiente. Algunas secciones puedenalternarse sin perder la continuidad, lo que permite al instructor ajustar la secuencia y profun-didad de cobertura a sus necesidades. He hecho un amplsimo uso de ejemplos; algunos de ellosson ejemplos de caso que se cubren en ms de un captulo, mientras que otros son ejemplosbreves utilizados para ilustrar una tcnica o concepto en particular. He tratado de presentarejemplos realistas, que muestren al estudiante la forma en que un mtodo puede usarse en laprctica.
He incluido problemas al final de cada seccin, as como al final de la mayor parte de loscaptulos. Los problemas de seccin tienen dos ventajas: la primera es que proporcionan al estu-diante un refuerzo inmediato del material comentado en esa seccin en particular; la segundaes que facilitar al profesor a cubrir parte de los captulos y asignar problemas adecuados. Hayms de 550 problemas en el libro.
Cada captulo, excepto el primero, incluye una seccin denominada Notas histricas.Como estudiante, siempre me encontr con libros de texto en cierta forma austeros, los cualestransmitan muy poco de la historia de los temas que en ellos se desarrollaban. Pienso que esinteresante saber cundo y cmo ocurrieron las cosas. Me doy cuenta de que afronto un granriesgo al incluir estas secciones, ya que puedo haber identificado incorrectamente algunas delas fuentes originales. Agradecera a los lectores conocedores que as me lo hicieran saber, sital fuere el caso. Los resmenes que se encuentran al final de cada captulo proporcionarn allector un panorama general del material que se trata en los captulos.
Se incluyeron problemas para ser diseados con la ayuda de una computadora (en particu-lar con un programa para hojas de clculo). Estos problemas estn marcados con una grficapara identificarlos y casi siempre aparecen en el apartado de problemas que se encuentra al fi-nal de los captulos.
La forma en que debe distribuirse la secuencia de los diferentes temas es una cuestin per-sonal. Mi fundamento es el siguiente: el primer captulo es principalmente expositivo y propor-ciona una introduccin no tcnica para las cuestiones estratgicas importantes con las que seenfrentan hoy en da todas las compaas. El resto del libro cubre tres reas generales: inven-tarios (definidos en un sentido amplio), programacin y diseo de instalaciones, y calidad. Lassecciones de inventarios abarcan los captulos 2-6, en los que se cubren pronsticos, planea-cin agregada, sistemas determinsticos y estocsticos para un solo artculo, y cadenas de abas-tecimiento, respectivamente. MRP y JIT, vistos en el captulo 7, se tratan tanto con inventarioscomo con programacin, y proporcionan el enlace para los siguientes tres captulos. stos sonlos captulos 8-10, que incluyen la programacin de taller para tareas, programacin de proyec-tos, y disposicin y ubicacin. Los dos captulos finales tratan sobre calidad, definida en un sen-tido amplio.
Introduccin xxi
nah_prel_3as.qxd 1/10/07 6:36 PM Page xxi
El captulo 11 cubre de forma extensa el control estadstico de calidad, el muestreo deaceptacin, y varios tpicos adicionales de calidad. El captulo 12 difcilmente se encuentra enlos textos de operaciones. Pienso que un libro de texto sobre calidad debe incluir tambin con-fiabilidad y mantenimiento.
Las ediciones previas del libro han tenido gran xito y se utilizan tanto en escuelas de in-geniera como de negocios. Aunque el libro no ha perdido su carcter cuantitativo, las revisio-nes han ayudado a ampliar la audiencia y a sumar material cualitativo. El nuevo captulo de lacadena de abastecimiento incluye varias secciones cuantitativas y est enfocado bsicamente acuestiones estratgicas. Debido al diseo modular del libro, puede adaptarse fcilmente a lasnecesidades del instructor. Los primeros seis captulos pueden servir como un curso razonablepara un trimestre sobre inventarios y temas relacionados; los captulos 7-10 proporcionan un tra-tamiento razonable sobre programacin, incluyendo MRP y JIT; los dos ltimos captulos pue-den formar la base para un curso de calidad y confiabilidad. Por otro lado, puede conformarseun curso panormico, tomando diversas secciones de cada captulo. Creo que existe suficientematerial en el texto para una secuencia de dos semestres, o dos trimestres, tambin.
4 PANORAMA GENERAL DE CADA CAPTULO
Captulo 1. Estrategia y competenciaEl captulo 1 proporciona un breve panorama general de las cuestiones relevantes para la estra-tegia de operaciones y la competencia. La introduccin posiciona a la estrategia de manufactu-ra como parte de la estrategia general de la compaa. La seccin 1 considera la cuestin denuestra evolucin hacia una economa de servicio, y las preocupaciones que esto puede traeren el futuro. La seccin 2 proporciona un panorama general para el marco de trabajo en el quedeben abordarse cuestiones estratgicas. La seccin 3 considera la clsica visin de la estra-tegia de operaciones desarrollada por B.F. Skinner, de Harvard. La seccin 4 considera lascuestiones que surgen de la globalizacin de la manufactura e incluye una nueva Aplicacininstantnea sobre la alianza estratgica de Read Rites Corporation con una compaa de me-tales japonesa. Las secciones 5 y 8 consideran varias iniciativas estratgicas modernas llevadasa cabo en los aos recientes. stas incluyen reingeniera de procesos de negocio, produccinjusto a tiempo, nfasis en la calidad y competencia basada en tiempo. La seccin 9 considerael ciclo de vida del producto y cmo es necesario acoplar a los ciclos de vida del proceso y delproducto.
La seccin 10 se refiere a las curvas de experiencia y de aprendizaje. stas son ciertamentede importancia estratgica para cualquiera que est interesado en proyectar costos y eficiencias.La seccin final del captulo 1 refiere modelos para planear la capacidad de crecimiento. Estaseccin incluye tambin una discusin cualitativa de algunas cuestiones que surgen en las de-cisiones de ubicacin de la planta (en el captulo 10 se exploran a profundidad los modelos ma-temticos usados para tomar la decisin de ubicacin de una planta).
Captulo 2. PronsticosEste captulo trata a profundidad este importante tema. Se ha cuidado tanto el rigor como la ac-cesibilidad del tema al pblico general. En este captulo se revisan cuestiones como los perio-dos, desde y hacia dnde se pronostica.
Las primeras cuatro secciones del captulo incluyen una discusin de varios temas impor-tantes sobre pronsticos. En las secciones 5 y 6 se presenta la notacin utilizada a lo largo detodo el captulo y se definen las medidas de desempeo. La seccin 7 est dedicada a discutirlos mtodos ms populares para predecir series estacionarias, como los promedios mvilessimples y el suavizamiento exponencial simple. Se aclara la diferencia entre los pronsticos demltiples etapas y de una sola etapa. Tambin se hace una cuidadosa comparacin entre sua-vizamiento exponencial y promedios mviles. Se analizan los valores consistentes de N para
xxii Introduccin
nah_prel_3as.qxd 1/10/07 6:36 PM Page xxii
promedios mviles y para el suavizamiento exponencial en el apndice A, y probamos quese pueden obtener valores consistentes para estos parmetros a partir de la varianza de los erro-res del pronstico. La Aplicacin instantnea al final de la seccin 7 habla sobre el sofisticadosistema de pronsticos de Sport Obermeyer.
La seccin 8 considera mtodos para pronosticar series en las que est presente una ten-dencia lineal. Consideramos regresin lineal simple y el mtodo de Holt. Indudablemente, haymuchos otros mtodos que podemos considerar, pero stos parecen ser los ms representativos.El mtodo de Holt se presenta en vez del suavizamiento exponencial doble de R. G. Brown yaque, en opinin de este escritor, el mtodo de Holt es ms intuitivo.
La seccin 9 aborda mtodos para series estacionales. Presentamos un mtodo popularpara desestacionalizar una serie usando promedios mviles y una cuidadosa y detallada expo-sicin del mtodo de suavizamiento de Winters para series estacionales. Son pocos los textosen este nivel que consideran el mtodo de Winters. La seccin 10 considera varias cuestionesprcticas al momento de implementar los mtodos de pronstico. La seccin 11 proporciona unbreve panorama general de los mtodos avanzados, incluyendo el pronstico que contemplaventas perdidas. La seccin 12 habla sobre la diferencia entre la varianza de la demanda y lavarianza del error del pronstico. Esta cuestin se trata en el captulo 5.
Captulo 3. Planeacin agregada Este captulo presenta un tratamiento total de la planeacin agregada y considera varias cues-tiones que generalmente se pasan por alto. Tal es el caso del significado de una unidad agrega-da de produccin. Los estudiantes muchas veces se sienten confundidos ante la diferencia entrelas unidades normales y las unidades agregadas; muy pocos autores explican esta diferencia.Antes de presentar la metodologa de la planeacin agregada, comentamos la necesidad de suexistencia y los costos relevantes, y proponemos un problema tipo caso que utilizaremos a lolargo de todo el captulo.
La seccin 4 considera los dos planes agregados ms sencillos: el plan de fuerza laboralconstante y el plan de inventario cero. La aplicacin de la programacin lineal para la pla-neacin agregada se desarroll con sumo cuidado. Debido a que la planeacin agregada es unproblema de programacin entera, no se pueden ignorar las consideraciones que lo rodean. Pre-sentamos un ejemplo detallado con salidas de computadora para ilustrar los pasos adecuadosen torno a dicho problema.
Las secciones 7 y 8 consideran la Regla lineal de decisin de Holt, Modigliani, Muth y Simon, y los coeficientes gerenciales de Bowman. El material sobre disgregacin de planesagregados de la seccin 9 se toca en muy raras ocasiones dentro de los textos. La seccin 10considera cuestiones sobre la planeacin agregada e incluye una aplicacin instantnea.
Suplemento 1. Programacin linealEste suplemento difiere de los captulos nicamente en que no incluye problemas. El propsitode este suplemento es presentar rpidamente al estudiante la programacin lineal, en particularpara aquellos que probablemente no han estado expuestos a esta importante rea. Conformems programas acadmicos de negocios eliminan este tema de sus materias obligatorias en in-vestigacin de operaciones, los textos sobre administracin de la produccin y las operacionestendrn que incluir material de apoyo para la enseanza en estos cursos. Este suplemento esms detallado que la mayora y est diseado para brindar al estudiante suficientes anteceden-tes sobre la aplicacin (a diferencia de la teora) de la programacin lineal como para poder im-plementarla. El principal cambio en esta seccin es la eliminacin de la presentacin deLINDO. Se incluy una amplia discusin sobre Solver, por ser ahora el estndar de facto.
Captulo 4. Control de inventarios sujeto al conocimiento de la demanda Los captulos 4 y 5 tratan a profundidad los modelos de inventarios. Las secciones 1, 2 y 3 del ca-ptulo 4 dan una descripcin expositiva de los tipos de inventarios, la motivacin para mantener
Introduccin xxiii
nah_prel_3as.qxd 1/10/07 6:36 PM Page xxiii
inventarios y las caractersticas de los sistemas de control de inventarios. La seccin 4 presen-ta una discusin detallada de las formas de las funciones de costo en las que se basan los mo-delos de los captulos 4 y 5. El tratamiento del modelo CEP simple en la seccin 5 incluyediscusiones sobre anlisis de sensibilidad y tiempos de demora. La seccin 6 versa sobre la ex-tensin de la CEP simple para el caso de la tasa finita de produccin.
La seccin 7 se refiere a los modelos de descuento por cantidad incluyendo tanto descuen-tos para todas las unidades como los incrementales. El material de la seccin 8, sistemas demltiples productos con restricciones de recursos, rara vez se puede encontrar en textos de ad-ministracin de operaciones. En esta seccin mostramos bajo qu circunstancias pueden resol-verse dichos problemas con facilidad y bajo qu condiciones se requieren los multiplicadoresde Lagrange. La seccin 9 sobre los modelos CEP para la planeacin de la produccin abordala interfase entre la programacin de la produccin y los modelos de inventarios clsicos. Laseccin 10 da un breve resumen sobre software para el control de inventarios. La aplicacininstantnea resalta el exitoso sistema de control de inventarios de Mervyn.
Captulo 5. Control de inventarios sujetos a demanda inciertaEste captulo presenta un tratamiento amplio y detallado de los modelos estocsticos de inven-tarios. Comienza con una discusin general de la aleatoriedad en el contexto del control de in-ventarios, al que le sigue un caso que sirve para ilustrar las metodologas presentadas en el restodel captulo. Se incluy una rigurosa derivacin del modelo del repartidor de peridicos (onewsboy, por su nombre en ingls) as como se discuten con cuidado la interpretacin de loscostos. Eleg la formulacin basada en los costos de excedente de mercancas y de faltantes demercancas en lugar de la formulacin basada en los costos de pedir, mantener y penalizar, quese encuentra en muchos textos de investigacin de operaciones. Me he dado cuenta de que el es-tudiante puede comprender y aplicar mejor la primera formulacin. Una caracterstica nica denuestra cobertura es la extensin del modelo del repartidor a mltiples periodos de planeacin.
La seccin 4 es un tratamiento amplio de los modelos de tamao del lote-punto de reor-den. Los modelos de este tipo son la base de muchos de los sistemas comerciales para controlde inventarios. La seccin comienza con definiciones y descripciones de las variables y los cos-tos. La seccin 5 comprende niveles de servicio y la importante diferencia entre determinar laprobabilidad de que no haya faltantes durante el tiempo de demora y la tasa de cumplimiento(o fill rate). Otras cuestiones tratadas en esta seccin incluyen la escala de la demanda duranteel tiempo de demora, el costo implcito de faltantes, la relacin entre pronsticos e inventarios,y los tiempos de demora aleatorios.
Aunque una derivacin normal de las polticas (s, S) est ms all del mbito de este tex-to, las polticas (s, S) se mencionan junto con una breve discusin de los niveles de servicio enlos sistemas con revisin peridica. La seccin 7 considera el anlisis ABC y las curvas de in-tercambio, y los sistemas de inventarios multiproducto. El captulo concluye con un resumende varios temas avanzados del modelado de inventarios y una breve discusin del intercambioelectrnico de datos, IED (que se ve con mayor detalle en el captulo 12).
Existen cinco apndices al captulo 5. Recomiendo que los profesores estn conscientes delmaterial contenido en ellos porque es posible que deseen incluirlo en sus clases. El apndice 5-Aes una revisin bsica de probabilidad. El apndice 5-B agrega profundidad tcnica considera-ble a la discusin del modelo del repartidor de peridicos, incluyendo la correcta interpretacinde los costos de excedente y de faltante para diferentes versiones del horizonte infinito de pedi-dos pospuestos y los casos de ventas perdidas. El apndice 5-C proporciona detalles de la de-rivacin de la poltica (Q, R). El apndice 5-D extiende los modelos tratados en el captulo alas distribuciones de Poisson y de Laplace.
Captulo 6. Administracin de la cadena de abastecimientoEste captulo, nuevo en la cuarta edicin, proporciona un panorama general completo de los temasclave en esta importante nueva rea de la administracin de operaciones. El captulo comienzacon definiciones y una aplicacin instantnea sobre Wal-Mart. Las secciones 1-4 del captulo
xxiv Introduccin
nah_prel_3as.qxd 1/10/07 6:36 PM Page xxiv
consideran el problema de transporte, y generalizaciones y formulaciones de redes ms gene-rales de los problemas de transbordo. La utilizacin de Excel para resolver estos problemastambin se trata en esta seccin. La seccin 4 concluye con una aplicacin instantnea del sis-tema de administracin de refacciones de IBM.
La seccin 5 se refiere al enfoque DRP para la planeacin de recursos. La seccin 6 sobreruteo de vehculos apareca anteriormente en el captulo 7 de Programacin de operaciones. Laseccin 7 trata sobre el diseo de producto para cadenas de abastecimiento; incluye materialque anteriormente apareca en el captulo 12 de la tercera edicin y algo de material nuevo. LaAplicacin instantnea de esta seccin es sobre computadoras Dell.
La seccin 8 sobre el papel de la informacin en las cadenas de abastecimiento incluye ma-terial que ya apareca en la tercera edicin, as como nuevo material. Tambin contiene una dis-cusin sobre el efecto ltigo. Las secciones 9 sobre sistemas de distribucin multinivel y 10sobre cadenas de abastecimiento global son nuevas. En la seccin 9 hablo sobre algunos mode-los de inventario multinivel y la forma en que se relacionan con tpicos de las modernas cadenasde abastecimiento. En la seccin 10 abordo algunas cuestiones importantes que deben tomarseen cuenta al momento de disear una cadena de abastecimiento. El captulo concluye con otraaplicacin instantnea en la que se trata el diseo de la cadena de abastecimiento de DEC.
Captulo 7. Sistemas de produccin de empuje y traccin: MRP y JITTratamos a MRP y JIT como dos filosofas para el control de manufactura. La primera mitadde este captulo se refiere a MRP y al dimensionamiento de lotes. Este captulo tiene varias ca-ractersticas nicas. Una es que el dimensionamiento dinmico de lotes se incluye en este pun-to, en lugar de ser estudiado en el captulo 4 o en un captulo separado sobre planeacin de laproduccin. De esta forma se deja clara la importancia del dimensionamiento de lotes paraMRP. La manera en que el dimensionamiento de lotes para un determinado nivel afecta al pa-trn de los requerimientos de los niveles inferiores es algo que se pasa por alto con frecuenciaal exponer dicho tema.
Se menciona un estudio de caso a fin de mostrar la forma en que funciona el clculo de laexplosin. El ejemplo se realiza para tres niveles de la estructura de un producto. El dimensio-namiento ptimo de lotes utilizando el algoritmo de Wagner-Whitin ha sido relegado al apn-dice A y puede pasarse por alto sin perder continuidad. Consideramos tambin las heursticasde Silver Meal, del mnimo costo unitario, y de balanceo de partes y periodos. (La heursticade la cantidad peridica de pedidos se comenta tambin en la parte de problemas.) Al introdu-cir aqu estos algoritmos de dimensionamiento de lotes, podemos mostrar la forma en que lasdecisiones que los involucran impactan al plan de requerimientos de materiales de los diferen-tes niveles de la estructura de un producto. Tambin, presentamos una heurstica original (si-milar a las otras que han aparecido en la literatura) para el dimensionamiento de lotes bajorestricciones.
La seccin 7 proporciona un tratamiento a profundidad del justo a tiempo (JIT). Parte deeste material apareci en el captulo 12 de las ediciones previas, pero tambin hay varios temasnuevos, incluyendo Intercambio de dados de un minuto (SMED) y Trabajo en proceso constan-te (CONWIP). Se comparan y contrastan las filosofas MRP y JIT. El captulo concluye conuna discusin sobre el creciente mercado para el software de MRP.
En la seccin 8 de este captulo se habla sobre problemas que surgen al momento de im-plementar un sistema MRP. stos incluyen la incertidumbre, la planeacin de la capacidad, loshorizontes rodantes y la nerviosidad del sistema, por mencionar algunos.
Captulo 8. Programacin de operaciones Este captulo presenta un panorama general de los resultados ms importantes para la progra-macin de una secuencia. El efecto de las reglas de secuenciacin en varias medidas de desem-peo queda claro al presentar un ejemplo detallado en el que se muestra el efecto de las cuatroreglas de secuenciacin: primeras llegadas, primeras salidas; tiempo de procesamiento mscorto primero; primera fecha de entrega, y razn crtica. Se presentan varios algoritmos para la
Introduccin xxv
nah_prel_3as.qxd 1/10/07 6:36 PM Page xxv
secuenciacin en una mquina, incluyendo el algoritmo de Moore para minimizar el nmerode trabajos tardos y el algoritmo de Lawler para restricciones de precedencia.
La siguiente porcin del captulo considera los algoritmos de secuenciacin para mltiplesmquinas. Presentamos el algoritmo de Johnson para la programacin de dos y tres mquinasy el procedimiento de Aaker para dos trabajos en m mquinas. ste es quizs el nico texto queconsidera tambin resultados para programacin estocstica. Exponemos varios de los resulta-dos ms elegantes en esta rea e incluimos algunas pruebas para mejorar la comprensin delmaterial por parte del estudiante. En esta edicin tambin se discute la programacin estocs-tica en un ambiente dinmico. Esta seccin es una aplicacin de la teora de colas para la pro-gramacin de una secuencia.
El ltimo tema importante a tratar en el captulo 8 es el balanceo de una lnea de ensam-ble. Presentamos slo una heurstica para resolver ese problema, la tcnica de peso posicionalclasificado. La seccin trata sobre la experimentacin con diferentes valores del tiempo de ci-clo a fin de lograr un balance ptimo.
Se proporciona aqu una breve revisin de software post-MRP para programacin, ascomo un panorama general para usar la simulacin al calendarizar. La aplicacin instantneaproporciona descripciones de varias iniciativas de programacin exitosas en el mundo real.
Suplemento 2. Teora de colasEste material apoya la seccin sobre programacin estocstica dinmica del captulo 8 al pro-porcionar al estudiante un buen panorama general de la teora de colas. Incluye una derivacinde la probabilidad para el estado estable para la cola M/M/1 y diferentes resultados, sin demos-trarlos, para modelos ms complejos. Al igual que en el caso del suplemento de Programacinlineal, puede resultar de ayuda para los estudiantes que anteriormente no han estado expuestosa la teora de colas.
Captulo 9. Programacin de proyectosEste captulo comienza con una descripcin del problema de programacin de proyectos y laforma en que se representan los proyectos como redes. Se introduce un estudio de caso parailustrar las metodologas comentadas a lo largo del resto del captulo. Presentamos los detallesdel mtodo de la ruta crtica (CPM), incluyendo el clculo de los tiempos de inicio y termina-cin ms prximos y ms tardos, as como la identificacin de la ruta crtica. En la seccin 4se consideran tambin mtodos de costeo.
El mtodo PERT para el manejo de tiempos aleatorios de las actividades se trata en la sec-cin 5. Se presenta el enfoque PERT tradicional, que asume que la longitud de la ruta crticatiene una distribucin normal y es la ruta con el tiempo de actividad esperado ms largo. Unaaproximacin alternativa consiste en suponer que el tiempo requerido para completar dos o msrutas es una variable aleatoria independiente. En algunos casos, la suposicin de la indepen-dencia de rutas puede dar resultados ms exactos que el enfoque PERT tradicional, que asumeque la ruta con el valor esperado ms largo equivale a la ruta ms larga.
Este captulo incluye material raramente cubierto en los textos de produccin. Mostramosun ejemplo sobre la forma en que se incorporan restricciones de recursos en el marco de traba-jo tpico de la planeacin de proyectos y cmo construir perfiles de carga de recursos. Este ca-ptulo incluye una seccin que muestra cmo la programacin lineal puede aplicarse pararesolver problemas de programacin de proyectos; con el mismo objetivo tambin puede utili-zarse software especializado, el cual se revisa en este punto. Se analizan tambin las estructu-ras organizacionales que facilitan la administracin de proyectos, as como software para laadministracin de proyectos en una computadora personal.
Captulo 10. Distribucin y ubicacin de instalacionesEl captulo 10 trata de manera global los principales desarrollos en el rea de ubicacin y dispo-sicin. Se usan ejemplos abundantes para ilustrar una metodologa compleja. Examinamos lostradicionales diagramas que ayudan a tomar decisiones de disposicin, incluyendo el diagrama
xxvi Introduccin
nah_prel_3as.qxd 1/10/07 6:36 PM Page xxvi
desde-hacia y el diagrama rel. En la seccin 4 mostramos la forma en que se usa el modelo deasignacin simple para resolver los problemas de ubicacin en los que no hay interaccin en-tre las instalaciones, y un conjunto pequeo de ubicaciones alternativas. Asimismo, se presentael modelo cuadrtico de asignacin para resolver problemas ms complejos, aunque los deta-lles de implementacin del algoritmo van ms all del alcance de este texto.
La seccin 6 da una descripcin detallada de CRAFT. Mostramos la forma en que se calcu-lan los centroides (usados por CRAFT) en el apndice A y aplicamos el mtodo en un ejemploparticular. Otros mtodos de disposicin computarizados se mencionan con menor detalle: s-tos incluyen COFAD, ALDEP, CORELAP y PLANET. Esta seccin concluye con un inte-resante debate proveniente de la literatura especializada, acerca de quines realizan mejoresdisposiciones, si las computadoras o los seres humanos.
En las secciones 8 a 11 del captulo 10 tratamos el problema de ubicar nuevas instalacio-nes. Consideramos tpicos cualitativos de la ubicacin tratados en detalle en el captulo 1 comoparte de nuestra presentacin sobre estrategia, de manera que la discusin no se repite aqu. Enla seccin 9 hablamos del mtodo para ubicar una nueva instalacin sujeta a una medida de dis-tancia rectilnea. Otros temas comprendidos en esta seccin incluyen curvas de nivel y un ob-jetivo minimax, en lugar de un objetivo ponderado. En la seccin 10 se presentan las medidasde distancia euclidiana y del cuadrado de la distancia euclidiana. En la seccin 11 incluimosdiscusiones breves sobre otras extensiones, entre las que podemos mencionar modelos paraubicar mltiples instalaciones, problemas de ubicacin-asignacin, modelos de ubicacin dis-creta y modelos de ubicacin en redes.
Captulo 11. Aseguramiento de la calidadEste captulo es uno de los ms grandes en el texto y cubre a profundidad las cuestiones y tcni-cas relevantes del rea de la calidad. La primera parte del captulo est dedicada a las grficasde control. Primero se revisan brevemente los resultados relevantes de la teora de probabili-dad. Igual que en la mayora de las tcnicas comentadas en el texto, comenzamos la seccincon un ejemplo de tipo caso. Este caso se usa para ilustrar la construccin de las grficas X yR. Un punto comentado en la seccin 2 que otras presentaciones muchas veces pasan por altose refiere a la interpretacin de los errores Tipo 1 y Tipo 2 en el contexto de las grficas de con-trol. Tambin se abordan las grficas p y c.
La seccin 6 incluye material que se encuentra muy pocas veces en textos de tipo panor-mico, a saber, el diseo econmico de las grficas X. Asumiendo que se conocen los costos pormuestreo, de bsqueda de una causa asignable y de operacin fuera de control, mostramoscmo encontrar el diseo de mnimo costo esperado de la grfica X. La teora se ilustra con unode los ejemplos de caso del captulo.
La segunda parte del captulo est dedicada al muestreo de aceptacin. De nueva cuenta seintrodujo un caso como ejemplo para ilustrar la metodologa. Comentamos algunos planes demuestreo simple, de muestreo doble y de muestreo secuencial. Tambin incluimos en esta sec-cin un tratamiento detallado de la calidad saliente promedio con derivaciones de las diferen-tes frmulas. El captulo concluye con una discusin sobre diferentes mtodos populares deadministracin para mejorar la calidad incluyendo crculos de calidad, control total de la cali-dad y cero defectos.
La seccin 13 proporciona una exposicin de la administracin de la calidad total inclu-yendo definiciones, la competencia basada en la calidad, la organizacin para la calidad, cali-dad benchmarking, y una discusin sobre el Premio Deming Prize y el Premio Baldrige.Tambin se incluyen secciones sobre cmo escuchar al cliente y el despliegue de la funcin decalidad. La seccin 14 examina la interfase entre la calidad y el diseo y la aplicacin de losmtodos de Taguchi. Tambin se incluye material sobre diseo para manufacturabilidad que es-taba en el captulo 12 de la tercera edicin.
Captulo 12. Confiabilidad y facilidad de mantenimientoAunque la confiabilidad y el mantenimiento se consideran parte del cuerpo de informacin com-prendido en la administracin de operaciones y la produccin, pocos textos con visin panor-
Introduccin xxvii
nah_prel_3as.qxd 1/10/07 6:36 PM Page xxvii
mica incluyen este material. En parte, se debe a que, matemticamente hablando, la confiabili-dad es un tema difcil. Sin embargo, la confiabilidad y la calidad estn muy unidas: parte delcontrol de calidad reside en comprender cmo fallan las partes. Es ms, muy pocas personas seopondran a la aseveracin de que el mantenimiento es una parte importante del anlisis de laproduccin y las operaciones, y los modelos de mantenimiento se basan en la teora de la con-fiabilidad.
Debido a la naturaleza del material, este captulo es quizs el de mayor sofisticacin mate-mtica en el texto. Se han realizado todos los intentos posibles para que el texto resulte lo msdisfrutable posible sin trivializarlo. Se han utilizado muchos ejemplos para propiciar en el lec-tor la intuicin de conceptos difciles como la funcin de la tasa de fallas y la aleatoriedad puraasociada con la ley exponencial de fallas.
El proceso de Poisson es una parte importante de este captulo. Lo presentamos cuando ha-blamos de sistemas en serie de componentes que fallan slo de manera aleatoria, pero tambinlo utilizamos al final del captulo. La porcin de confiabilidad del captulo concluye con unadiscusin de las leyes de falla para grupos de componentes.
Las secciones 5 a 7 del captulo 12 estn dedicadas a los modelos de mantenimiento. Tra-tamos modelos de reemplazo por edad tanto para procesos con fallas determinsticas comoaleatorias. Desarrollamos un modelo determinstico general usando funciones exponencialespara la depreciacin y para los costos. El reemplazo planeado bajo incertidumbre para un ar-tculo y para un bloque de artculos es el tema tratado en la seccin 7.
En la seccin 8 consideramos garantas. Dicho tema se menciona en muy pocas ocasionesen los libros de texto. La seccin se basa en resultados de la literatura especializada. Se utili-zan ejemplos de la vida real para ilustrar el valor prctico de esta teora. El captulo concluyecon un breve panorama general de las cuestiones clave de la confiabilidad de software.
REFERENCIAS
Bowman, E. H. y R. B. Fetter. Analysis for Production and Operations Management. 3a. ed.,Nueva York: McGraw-Hill/Irwin, 1967.
Skinner, W. The Taming of Lions: How Manufacturing Leadership Evolved, 1780-1984, Ca-ptulo 2 en The Uneasy Alliance: Managing the Productivity-Technology Dilemma, edita-do por K. B. Clark, R. H. Hayes y C. Lorenz. Boston, MA: Harvard Business School Press,1985.
xxviii Introduccin
nah_prel_3as.qxd 1/10/07 6:36 PM Page xxviii
Panorama general del captulo
ObjetivoEl propsito de este captulo es presentar al estudiante una variedad de temasestratgicos que surgen en la funcin de manufactura de una empresa.
Puntos clave
1. La manufactura es relevante. La prdida de su base de manufactura no favorecer la economa estadounidense; con el tiempo, causar un deterioro general en el nivel ycalidad de vida. Esto se contrapone a la idea de que es benfico evolucionar hacia unaeconoma de servicio.
2. Dimensiones estratgicas. Junto con el costo y/o diferenciacin de producto, existen otrascaractersticas que distinguen a las empresas: a) la calidad, b) la velocidad de entrega, c) la confiabilidad en la entrega y d) la flexibilidad.
3. Perspectiva clsica. La literatura clsica en torno a estrategias de manufactura indica quela estrategia debera considerarse en relacin con uno o ms de los siguientes temas: a) horizonte de tiempo, b) focalizacin, c) evaluacin y d) consistencia.
4. Competencia mundial. Cmo medimos nuestro xito y bienestar econmicos en unaescala mundial? Una de las maneras consiste en analizar las medidas clsicas de lafortaleza econmica relativa, que incluye: a) balanza comercial, b) participacin en lasexportaciones mundiales, c) la creacin de empleos y d) el costo de mano de obra. Sin embargo, tales macromedidas no explican adecuadamente por qu ciertos pasesdominan industrias especficas. La ventaja competitiva nacional es una consecuencia devarios factores (condiciones causales; condiciones de demanda; industrias relacionadas yde apoyo; estructura estratgica de la empresa; rivalidad), aunque la productividadtambin juega un papel importante.
5. Iniciativas estratgicas. Aqu hablaremos sobre varias iniciativas estratgicas, las cualeshan permitido a muchas empresas destacar en sus campos respectivos. Entre talesiniciativas se incluyen: a) reingeniera de procesos de negocio, b) manufactura y sistemasde compra justo a tiempo, c) competencia basada en el tiempo y d) competencia conla calidad.
6. Ciclos de vida del producto y del proceso. La mayora de nosotros entendemos que losproductos tienen ciclos de vida naturales: inicio, crecimiento rpido, maduracin yestabilizacin o declive. No obstante, comnmente no se reconoce que los procesostambin tienen ciclos de vida. Al principio, los procesos de manufactura tienen lascaractersticas de un taller. Segn madura el proceso, se da paso a la automatizacin.En las fases maduras de un proceso de manufactura, la mayora de las operaciones
1
Captulo Uno
Estrategia y competencia
nah_cap01_3as 1/10/07 2:35 PM Page 1
importantes son automticas. Para ser exitosa, una empresa debe hacer coincidir las fasesde los ciclos de vida de un producto y sus procesos.
7. Curvas de aprendizaje y de experiencia. stas son tiles para pronosticar la reduccin en el costo unitario de un proceso de manufactura conforme se adquiere experiencia en elproceso. Las curvas de aprendizaje resultan ms apropiadas cuando se modela elaprendizaje de un trabajador, y las de la experiencia cuando se considera toda unaindustria.
8. Planeacin del crecimiento de la capacidad. Otro tema estratgico importante en lasoperaciones consiste en la determinacin del tiempo oportuno y las dimensiones que ha de tener la expansin de la capacidad. Los modelos simples (el problema de fabricar ocomprar) y algunos modelos ms complejos de crecimiento exponencial se analizan en laseccin 1.11. Adems, se exploran algunos de los factores que determinan la ubicacinapropiada de nuevas instalaciones.
El xito requiere visin, y las visiones se deben articular de manera tal que los empleados dela empresa puedan compartirla. La articulacin formal de la visin se conoce como declaracinde los objetivos de la empresa. Una buena declaracin de objetivos debe proporcionar una des-cripcin clara de las metas de una empresa, y es el primer paso hacia la formulacin de una es-trategia comercial coherente. Las declaraciones de objetivos deficientes tienden a la verborreay estn llenas de generalidades. Una buena declaracin de objetivos es directa, clara y concisa.Jones y Kahaner (1995) enumeran las que consideran las mejores 50 declaraciones corporativasde objetivos. Un ejemplo es el de Gillette Corporation. Su declaracin de objetivos es: Nues-tra misin es lograr o aumentar un liderazgo claro, mundial, en las categoras ya existentes oen las nuevas categoras de productos de consumo primordiales en las que queramos compe-tir. Despus enumeran con exactitud cules reas consideran clave. Intel define as su misin:Realizar un excelente trabajo para nuestros clientes, empleados y accionistas al ser el proveedorfundamental predominante para la industria de la computacin. Su declaracin de objetivosenseguida proporciona detalles sobre valores y objetivos. En muchos casos, sus objetivos sonbastante especficos (por ejemplo, Lder en productos LAN y Smart Network Services). Des-de luego, el premio por ser concisos se lo lleva General Electric Corporation, cuya declaracin deobjetivos se reduce a tres palabras: Sin lmites Velocidad Extensin. El comentario quesigue a la declaracin de objetivos explica lo que realmente significan estas palabras en el con-texto de una empresa.
Una vez que se ha articulado la visin, el siguiente paso consiste en planear la estrategiapara lograrla. sta es la estrategia comercial de la empresa. En la estrategia comercial glo-bal se define:
1. El mercado en el que la empresa compite.2. El nivel de inversin.3. Los medios para ubicar recursos e integrar las diferentes unidades de negocio.4. Estrategias de reas funcionales, que incluyen:
La estrategia de mercadotecnia La estrategia financiera La estrategia de operaciones
A grandes rasgos, la estrategia de operaciones es la manera en que la empresa utilizasus recursos para lograr sus metas competitivas. Para las empresas de manufactura, equivale altotal de todas las decisiones relacionadas con la produccin, almacenamiento y distribucin demercancas. Algunas decisiones importantes en la estrategia de operaciones incluyen la selec-cin de la ubicacin de nuevas instalaciones de manufactura, de sus dimensiones y de los pro-cesos que se utilizarn para manufactura; el desplazamiento de bienes dentro del sistema, y a
2 Captulo Uno Estrategia y competencia
nah_cap01_3as 1/10/07 2:35 PM Page 2
qu trabajadores emplear. Las empresas de servicio tambin requieren una estrategia de opera-ciones. Estados Unidos sigue siendo un lder en los servicios financieros; para continuar sien-do competitivos, se necesita un apoyo efectivo y confiable por parte de los departamentos deoperaciones. El historial de xitos de Disneylandia, en parte obedece al cuidado puesto en losdetalles de cada etapa de sus operaciones.
La cultura estadounidense enfatiza demasiado la mercadotecnia (para vender el produc-to) y las finanzas (compras apalancadas, fusiones, precios de acciones), y atiende poco las ope-raciones (hacer y entregar el producto)? Esto era verdad hace muchos aos. Sin embargo,aprendemos rpido. El enorme xito de la industria automotriz japonesa, por ejemplo, motivque las tres grandes empresas automotrices estadounidenses ms importantes cerraran sus plan-tas ineficientes y cambiaran su manera de operar. Las grandes diferencias que Womack, Jones yRoos (1990) dieron a conocer se han eliminado en su mayora. Hoy en da, las plantas automotri-ces estadounidenses compiten con sus contrapartes japonesas en cuanto a calidad y eficiencia.
Aun as, sigue siendo esencial una estrategia de operaciones coherente. Cuando se intro-dujo la computadora Apple Macintosh, el producto fue sumamente exitoso. Sin embargo, laempresa se vio asediada con pedidos pospuestos y no pudo satisfacer la demanda de los con-sumidores. De acuerdo con Debbi Coleman, ex directora de manufactura mundial de Apple:
La manufactura careca de una estrategia global, lo cual creaba problemas que tardaban nueve meses en ser resueltos realizbamos pronsticos extremadamente malos. No inspeccionbamos la mate-ria prima para asegurarnos de que no tuviera defectos y, salvo llamadas telefnicas llenas de furia, notenamos un mecanismo para indicar a nuestros proveedores qu era lo que estaba saliendo mal. Cua-renta por ciento de la materia prima de Mac provena del extranjero y no haba nadie de Apple quela inspeccionara antes de su embarque Una de las ms importantes tareas que los fabricantes dealta tecnologa enfrentan consiste en disear una estrategia de manufactura que proporcione a unacompaa la flexibilidad suficiente para hacer frente a las altas y las bajas de los ciclos de compra delos consumidores y de las empresas (Fallon, 1985).Aunque es muy fcil criticar el estilo de administracin estadounidense, debemos tener en
mente los factores que motivan a los gerentes estadounidenses, y los que motivan a los geren-tes de otras culturas. Los japoneses, por ejemplo, no han logrado sus impresionantes xitos acambio de nada. En Japn son comunes los das laborales de 16 horas y una elevada tasa decrisis nerviosas entre los empleados con puestos directivos.
Medir el xito de una empresa segn el desempeo del precio de sus acciones puede darcomo resultado prcticas administrativas con poca visin de futuro. A los consejos de adminis-tracin les preocupa ms el prximo reporte trimestral que financiar proyectos importantes alargo plazo. De hecho, Hayes y Wheelwright (1984) argumentan, de manera convincente, quetales factores originan en Estados Unidos una miopa administrativa, que se caracteriza por:
1. El desempeo de los gerentes se mide con base en el rendimiento sobre la inversin (eningls ROI o return on investment), que es simplemente la razn entre la ganancia obteni-da por una operacin o proyecto en particular y la inversin realizada para esa operacino proyecto.
2. El desempeo se mide segn horizontes de tiempo cortos. Existe poca motivacin para queun gerente invierta en un proyecto que probablemente d frutos hasta despus de que di-cha persona se haya cambiado a otro puesto.
A fin de mejorar el ROI, un gerente debe o aumentar el numerador (ganancias) o disminuirel denominador (inversin). A corto plazo, es ms fcil disminuir el denominador reduciendola inversin en nuevas tecnologas o en nuevas instalaciones, que tratar de aumentar las ganan-cias mejorando la eficiencia, la calidad del producto o la productividad de la unidad de opera-cin. Los efectos a largo plazo de la disminucin de inversin son devastadores. En algnmomento, los costos de capital requeridos para modernizar fbricas viejas pueden ser ms delo que la empresa puede financiar, con lo que pierde competitividad en el mercado.
Sera alentador que se estuvieran reduciendo los problemas de las industrias causados porun nfasis excesivo en el desempeo financiero a corto plazo, pero tristemente, parecen empeo-
Estrategia y competencia 3
nah_cap01_3as 1/10/07 2:35 PM Page 3
rar. Debido a una psima administracin y a dudosas prcticas de auditora, en 2001 cayerondos gigantes de la industria estadounidense: Enron y Arthur Andersen. De ser la empresa ensptimo lugar de la lista en Fortune 500, las acciones de Enron cayeron a centavos en slo tressemanas; aparentemente, minti en sus informes financieros, dijo el representante John D.Dingell, quien perteneci al Comit de Energa de la Cmara de Representantes del Congresode Estados Unidos. Mientras otras partes del mundo tambin han experimentado problemas es-pectaculares (como la crisis financiera asitica que ocurri a finales de los aos noventa), po-cos estadounidenses pueden entender cmo esa empresa que recientemente haba aumentadoen tamao y que se benefici de la crisis de energa, un cono estadounidense como Arthur Ander-sen, pudiera derribarse tan rpido y por completo. Nuestro continuo nfasis centrado en el desem-peo a corto plazo y el sistema de incentivos construido orientado a alcanzar slo este tipo deobjetivos producen esta clase de crisis.
Medir el desempeo individual durante un corto plazo es una filosofa que parece exten-derse a toda la vida estadounidense. Se elige a los polticos para mandatos de dos, cuatro o seisaos. Los alentamos a dar resultados a tiempo para las siguientes elecciones. Hasta los pro-fesores universitarios, en muchas instituciones, son evaluados anualmente en relacin con sudesempeo profesional, aun cuando la mayora de los proyectos acadmicos importantes re-quieren de muchos aos para su maduracin.
1.1 LA MANUFACTURA ES RELEVANTE
Una cuestin que est siendo debatida por los economistas durante los ltimos 20 aos es la im-portancia que tiene una slida base de manufactura. El declive de la manufactura a nivel nacio-nal ha provocado un desplazamiento laboral del sector de manufactura al de servicios. Debidoa las disparidades significativas en los costos de la mano de obra en las diferentes partes delmundo, las empresas estadounidenses se ven fuertemente motivadas a ubicar sus instalacionesde manufactura de gran escala en el extranjero, para reducir los costos de mano de obra. Esimportante una fuerte base de manufactura para el bienestar de la economa?
Una gran parte de los bienes manufacturados proviene del extranjero. Dertouzes y otros(1989) utilizan informacin del Departamento de Comercio para mostrar que, para el periodo de1972 a 1986, las importaciones en ocho de los sectores industriales ms importantes presentaronun incremento significativo en su partipacin porcentual del mercado global estadounidense,mientras que las exportaciones de estos mismos sectores se redujeron significativamente. [Estossectores son: automtriz, qumico, aeronaves comerciales, electrnica para el consumidor, m-quinas herramientas, semiconductores (incluyendo computadoras y equipo de oficina), acero ytextiles.] Esto demuestra que la manufactura en estas industrias se traslad fuera del pas a unritmo veloz. Debe esto preocuparnos?
Personalidades acadmicas (por ejemplo, Daniel Bell, 1976) argumentan que esto repre-senta slo la evolucin natural de una economa industrial hacia una de servicios. Desde estaperspectiva, las tres etapas de evolucin econmica seran: 1) agraria, 2) industrial y 3) de servi-cios. En los primeros aos de nuestro pas tenamos una economa primordialmente agraria. Conla revolucin industrial, una gran parte de la fuerza laboral pas de la agricultura a la manufac-tura. En los ltimos aos parece haber menos inters en esta ltima. Dichos autores sostienenque sencillamente estamos entrando a la tercera etapa del proceso de evolucin: pasar de laeconoma industrial a la de servicios.
Es reconfortante pensar que la economa estadounidense es saludable y que slo evolucionade una economa industrial hacia una de servicios. Uno tambin podra aducir que la manufac-tura no es importante para el bienestar econmico. De acuerdo con el economista Gary S. Becker(1986), las economas modernas fuertes no parecen requerir un sector de manufactura domi-nante.
Sin embargo, no queda suficientemente claro que hayamos evolucionado de una economaagraria hacia una economa industrial. Aunque menos trabajadores estadounidenses son emplea-
4 Captulo Uno Estrategia y competencia
nah_cap01_3as 1/10/07 2:35 PM Page 4
dos en el sector agrcola de la economa, la produccin agrcola no ha menguado. Con base endatos del Departamento de Comercio de Estados Unidos, Cohen y Zysman (1987) dicen quela agricultura ha mantenido, durante un largo periodo, la tasa ms alta de aumento de produc-tividad de entre todos los sectores. Al utilizar nuevas tecnologas, la agricultura ha podidomantener su crecimiento, utilizando menos horas de mano de obra. Por lo tanto, las cifras noconfirman que nuestra economa haya cambiado de una economa agrcola a una economa in-dustrial.
Los hechos no permiten afirmar que la economa est experimentando etapas naturales deevolucin. Considero que todos los sectores de la economa agrcola, de manufactura y de ser-vicios son importantes, y que el bienestar de la economa domstica depende de que las ac-tividades de estos sectores se vinculen correctamente.
El rendimiento de las innovaciones se perder si los nuevos productos se abandonan des-pus del desarrollo. Los frutos de la investigacin y desarrollo (IyD) slo pueden recogerse unavez que un producto se produce y se vende. Si la manufactura se realiza en el extranjero, no pue-de recuperarse el rendimiento sobre la innovacin. Adems, la manufactura de manera natu-ral lleva a la innovacin. Para Estados Unidos sera difcil mantener su posicin como lder eninnovacin si pierde su posicin como lder en la manufactura.
El que la manufactura conduce de manera natural a la innovacin puede ejemplifica
Top Related