







Idiomas
Páginas
Jurídico


UANLSchool of Business
Análisis de Modo y Efecto de la Falla FMEA
MBA. Osiris Pérez & Dr. Jesús Cruz Álvarez

2School of Business
Dr. Jesús Cruz Álvarez
FOTO
Dr. Jesús Cruz ÁlvarezUANL - Facpya / School of Business
Phd. Operation Management Universidad Autónoma de Nuevo León
MBA. Business AdministrationUniversidad Autónoma de Nuevo León
MBA. Quality EngineeringITESM
Tech. Social ResponsibilityBuenos Aires university
Bsc. Industrial EngineeringITV
Educational Background International Certification
Advanced KowledgeEnglish and Spanish
https://mx.linkedin.com/in/drjesuscruzalvarez
+52 (1) 81 1778 - 6517
Cert. 53749
ISO 9001:2015Cert. 15/3770
To continuously promote Business Performance Improvements focus on strategical goals to achieve low cost manufacturing and profitable competitive advantage in the market.
1997 1999 2001 2003 2005 2007 2009 2011 2012
Director of Quality
1/5/2012
Quality Manager
1/3/2010
Interim Plant Manager
1/1/2008
Operation Manager
1/1/2006
Quality Manager
1/1/2004
Operation Manager
1/1/2002
Quality Manager
1/1/20001/1/1997

Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 1
UANLSchool of Business
Análisis de Modo y Efecto de la Falla � FMEAMBA. Osiris Pérez & Dr. Jesús Cruz Álvarez
2School of Business
Dr. Jesús Cruz Álvarez
3School of Business
Agenda
Teoría de análisis de riesgos usando un FMEA
FMEA � AMEF � Análisis de modo de fallas
FMEA para Diseño, Procesos, Productos
Conduciendo el Análisis de Riesgos
Tablas de Ponderación de Riesgos
Número Prioritario de Riesgo � NPR
4School of Business
¿Qué es un FMEA?
El Análisis de Modo y efecto de Falla es un grupo
sistematizado de con el fin de:
Reconocer y evaluar la falla potencial de un producto,
proceso y sus efectos.
Identificar acciones que pudieran eliminar o reducir la
posibilidad de ocurrencia de la falla potencial.
Documentar el resultado del análisis.
5School of Business
¿Qué es un FMEA?
El AMEF es un proceso complementario para
definir los requisitos clientes y ubicarlos dentro de
nuestro sistema de fabricación
El AMEF es el esfuerzo conjunto de un equipo de
análisis, equipo que tiene suficiente conocimiento
y experiencia del proceso, s la reunión de las
reflexiones sobre las fallas que ya han sucedido y
como se pueden evitar
6School of Business
¿Qué es un FMEA?
El AMEF es una metodología analítica usada para
asegurar que problemas potenciales se han
considerado y abordado a través del proceso de
desarrollo del producto y proceso (APQP –
planeación avanzada de la Calidad de un
producto).
El resultado mas visible es la documentación de
conocimientos en forma colectiva de grupos
multifuncionales.

Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 2
7School of Business
¿Qué es un FMEA?
Por parte de la evaluación y análisis es una
evaluación de riesgos misma.
El punto importante es que conduzca en relación
al diseño (del producto o proceso), la revisión de
las funciones y cambios en la aplicación, y los
riesgos resultantes de las fallas potenciales.
8School of Business
¿Cuáles son los propósitos del PFMEA?
Mejorar la calidad, confiabilidad y seguridad de los
productos analizados.
Reducir el tiempo y costo de re-diseño o
revisiones a productos existentes.
Documentar y evidenciar acciones tomadas para
reducir los riegos.
Apoyar en el desarrollo de planes de control
robustos.
Incrementar la satisfacción del cliente.
Identificar características especiales o
significativas en el producto o proceso.
Lecciones aprendidas
9School of Business
El alcance del PFMEA
Es vital establecer el alcance del PFMEA para
enfocar el esfuerzo el equipo multifuncional a la
tarea
Ejemplos de alcances pueden ser:
Un producto nuevo o existente
Una línea de ensamble
Un proceso nuevo o existente
Una nueva tecnología a implementar
10School of Business
¿Qué tipos de PFMEA puede haber?
Tipos de AMEF Enfoque
AMEF de diseño Analiza riesgo en el diseño de un producto. Es el AMEF que
analiza el producto, subsistema o componente antes de que sea
liberado para producción.
AMEF de proceso Analiza riesgo en el proceso de realización del producto. Analiza
la manufactura y ensamble y plan de Control generado.
AMEF de maquinaria Analiza riesgos en los componentes específicos de un equipo o
maquinaria
AMEF de Software Analiza riesgos en el funcionamiento de sistemas informáticos o
aplicaciones de software.
AMEF de
medioambientales
Analiza riesgos ambientales presentes en todo el ciclo de vida del
producto, desde su diseño, hasta su fabricación, uso y desecho
final.
11School of Business
El PFMEA para procesos soporta el desarrollo del proceso de manufactura en la
reducción del riesgo de las fallas…
• Identificando y evaluando las funciones y requerimiento del proceso,
• Identificando y evaluando modo de fallas potenciales relacionadas con el proceso, y
los efectos de las fallas de las fallas potenciales de los proceso s y los clientes.
• Identificando los causas potenciales del proceso de manufactura o ensamble.
• Identificando las variables del proceso en las cuales se enfocan los controles de
proceso para reducción de la ocurrencia o incremento de la detención de las
condiciones de falla, y
• Permite el establecimiento de un sistema de prioridades para acciones
preventivas/correctivas y controles.
PFMEA Para Procesos � Process FMEA
12School of Business
Ejemplo de FMEA � Ex 1
Quality Tool--FMEA
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 3
13School of Business
¿Quién prepara y realiza el FMEA?
Equipo multidisciplinario
14School of Business
¿Cómo se Mantiene Vivo el FMEA?
El AMEF debe ser actualizado o corregido tanto
como el mismo proceso cambie o se mejore.
El AMEF es un documento vivo. Nunca deja de
actualizarse.
15School of Business
¿Quién es el Cliente del FMEA?
Cada etapa de un proceso es cliente interno del
proceso anterior y a su vez el cliente de PFMEA.
El cliente final también es cliente del PFMEA para
ofrecer certeza metodológica de que los riesgos
han sido identificados y los controles
implementados.
16School of Business
Casos para Generar y Actualizar el FMEA
Caso 1
Nuevos diseños, nuevas tecnologías o nuevos procesos.
Alcance del FMEA es completar el diseño, la tecnología o el
proceso.
Caso 2
Modificaciones o diseños o procesos (se asume que
existen un FMEA para el diseño o proceso existentes).
El alcance el FMEA debe enfocarse en la modificación del
diseño o proceso, sus posibles interacciones debido a las
modificaciones establecer el historias
17School of Business
Casos para Generar y Actualizar el FMEA
Caso 3
Uso de un diseño o proceso en un nuevo ambiente, local o
aplicación ( Asume que existe un FMEA para el diseño o
proceso existentes )
Caso 4
Cuando los modos de falla, a pesar de nuevo análisis
preventivo hayan ocurrido, es decir, con cualquier queja,
reclamo o producto no conforme con el cliente.
18School of Business
Conceptos Clave del FMEA
Paso del Proceso, Función del proceso.
Etapa del proceso de fabricación plasmada el diagrama de
flujo logra alguna características en le producto. Por
ejemplo, la operación es “aplicar manualmente cara en el
interior de la puerta del vehículo” y su función es “cubrir
parte inferior de la puerta, disminuir la superficie de la
puerta expuesta a la corrosión”
Característica / Requerimiento
Propiedad dimensional, visual, Mecánica, química, física o
de material que describe y establece los requisitos del
diseño, fabricación u operación de parte ensamble o
producto terminado.

Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 4
19School of Business
Mal esmaltado
Contaminación
de fierro
Mal acabado
No pasa PIN
Grieta
Alúmina
Cortado
Poro
Pitting
Conceptos Clave del FMEA
Modo de Falla Potencial
Es la manera en que el proceso o producto puede potencialmente fallar en el
cumplimiento de los requisitos de diseño o el proceso de fabricación descritos en la
primera columna del formato de AMEF.
Es una descripción de la no conformidad que se presentaría en esa operación.
Algunos ejemplos de modo de falla:
20School of Business
Fugas de agua
por grietas
Insatisfacción
de cliente
Daño al
producto
Falta de inserto
Perforaciones
fuera de lugar
Conceptos Clave del FMEA
Efecto potencial de falla
Son las consecuencias de la falla para el cliente, usuario final o siguiente operación
de la proceso.
Se debe dejar en claro que los efectos se pueden impactar la seguridad o
causar un cumplimiento de requisitos legales o regulatorios.
Ejemplos de efectos
21School of Business
Severidad � Escala y Rango de Ponderación
Es la calificación correspondiente al afecto de un modo de falla en la siguiente
etapa del proceso, en el siguiente subsistema o componente, cliente o
regulación gubernamental, en el herramental y equipos de proceso o en la
seguridad del operador.
La reducción del valor de severidad puede hacerse atreves de un cambio en el
diseño o rediseño completo de la parte o proceso.
Criterios de Evaluación Sugeridos
El Equipo debería acordar en los criterios de evaluación y el sistema de
rangos, y aplicarlos en forma consistente, aun y cuando se modifiquen para
análisis individuales del proceso.
22School of Business
Severidad � Escala y Rango de Ponderación
23School of Business
Ocurrencia � Escala y Rango de Ponderación
Es la calificación correspondiente o la cantidad de fallas ocurridas o que
pudiera ocurrir por una causa determinada, sobre el diseño a una cantidad de
productos producidos por el proceso aun con los actuales controles.
Prevenir las causas de la fallas es la única forma de reducir el valor de
ocurrencia. Si existen evidencia estadísticas para estimar el valor de
ocurrencia, esos datos deben ser utilizados.
Criterios de Evaluación sugeridos
El equipo debería acordar los criterios de evaluación y el sistema de rangos y
aplicaciones en forma consistente, aun y cuando se modifiquen por algún
análisis individual de algún proceso la ocurrencia debería ser estimada usando
la escala 1 a 10.
24School of Business
Ocurrencia � Escala y Rango de Ponderación

Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 5
25School of Business
Controles � Prevención / Detección
Se refiere a los dispositivos, mecanismos, sistema
de medición, sistema de trabajo, etc. Que pueden
prevenir / detectar los modos de falla o su causa
antes o en el momento que ocurran.
Estos controles pueden ser controles de proceso
como:
Dispositivos o pruebas de error
Evaluaciones post-proceso.
Control estadístico de proceso (SPC)
26School of Business
Controles � Prevención / Detección
Prevención
Identificar las causas de las fallas o el modo de la falla de
que ocurran , o reducir su proporción de ocurrencia.
Detección
Es el valor asociado con el mejor control del detección
listado, es una forma de calificar la efectividad del control
definido, es una evaluación de la capacidad del dispositivo
o sistema para prevenir el embarque de partes o productos
a clientes con fallas o no conformidades. No se debe
asumir automáticamente que cuando la ocurrencia es baja,
el valor de detención también lo será.
27School of Business
Detección � Escala y Rango de Ponderación
28School of Business
Modo de Falla � Modo / Efecto y Causa
Los modos de falla básicamente se dividen en 4 tipos:
No operación. El producto /proceso ni siquiera opera o
funciona. Es totalmente inoperable.
Función parcial/degradada o sobre función. El producto /
proceso Nofuncio9na como debería. Trabaja en el menor grado
de lo esperado o trabajo sobrepasando la especificación.
Función intermitente. El producto o proceso funciona solo en
periodos o intervalos no periódicos, independientemente de
que en esos periodos funcionen correctamente.
Función no intencionada. El producto/ proceso funciona de
manera totalmente inesperada. No realiza la función esperada.
29School of Business
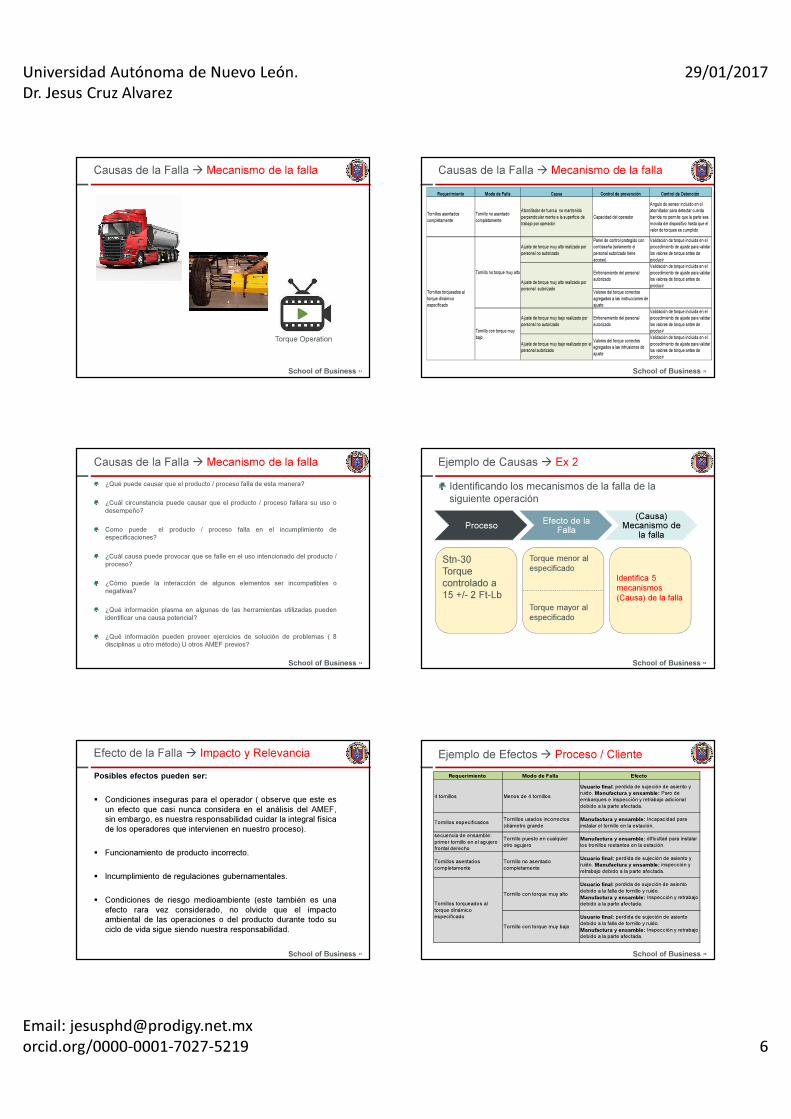
Causas de la Falla � Mecanismo de la falla
Es la descripción de los factores que contribuyen
al modo de falla.
Incluye definiciones en el diseño, incorrectos
insumos al proceso o el resultado de interacciones
adversas entre los elementos de un sistema.
Es la manifestación de las debilidades del diseño.
Si la causa se eliminara totalmente, entonces el
modo de falla desparecería del AMEF.
30School of Business
Causas de la Falla � Mecanismo de la falla
Ejemplos de causa:
Torque insuficiente (mas Arriba o debajo de lo especificado)
Falta de exactitud en las mediciones
Tiempo insuficiente para el tratamiento térmico
Colocación fuera de lugar del componente
Herramienta desajustada o rota
Programación inadecuada, etc.
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 6
31School of Business
Causas de la Falla � Mecanismo de la falla
Torque Operation
32School of Business
Requerimiento Modo de Falla Causa Control de prevención Control de Detención
Tornillos asentados
completamente
Tornillo no asentado
completamente
Atornillador de tuerca no mantenido
perpendicular mente a la superficie de
trabajo por operador
Capacidad del operador
Angulo de sensor incluido en el
atornillador para detectar cuerda
barrida no permite que la parte sea
movida del dispositivo hasta que el
valor de torques es cumplido
Ajuste de torque muy alto realizado por
personal no autorizado
Panel de control protegido con
contraseña (solamente el
personal autorizado tiene
acceso)
Validación de torque incluida en el
procedimiento de ajuste para validar
los valores de torque antes de
producir
Entrenamiento del personal
autorizado
Validación de torque incluida en el
procedimiento de ajuste para validar
los valores de torque antes de
producir
Valores del torque correctos
agregados a las instrucciones de
ajuste
Ajuste de torque muy bajo realizado por
personal no autorizado
Entrenamiento del personal
autorizado
Validación de torque incluida en el
procedimiento de ajuste para validar
los valores de torque antes de
producir
Ajuste de torque muy bajo realizado por el
personal autorizado
Valores del torque correctos
agregados a las intrusiones de
ajuste
Validación de torque incluida en el
procedimiento de ajuste para validar
los valores de torque antes de
producir
Ajuste de torque muy alto realizado por
personal autorizado
Tornillo no torque muy alto
Tornillo con torque muy
bajo
Tornillos torqueados al
torque dinámico
especificado
Causas de la Falla � Mecanismo de la falla
33School of Business
Causas de la Falla � Mecanismo de la falla
¿Qué puede causar que el producto / proceso falla de esta manera?
¿Cuál circunstancia puede causar que el producto / proceso fallara su uso o
desempeño?
Como puede el producto / proceso falla en el incumplimiento de
especificaciones?
¿Cuál causa puede provocar que se falle en el uso intencionado del producto /
proceso?
¿Cómo puede la interacción de algunos elementos ser incompatibles o
negativas?
¿Qué información plasma en algunas de las herramientas utilizadas pueden
identificar una causa potencial?
¿Qué información pueden proveer ejercicios de solución de problemas ( 8
disciplinas u otro método) U otros AMEF previos?
34School of Business
Ejemplo de Causas � Ex 2
Identificando los mecanismos de la falla de la
siguiente operación
ProcesoEfecto de la
Falla
(Causa) Mecanismo de
la falla
Stn-30
Torque
controlado a
15 +/- 2 Ft-Lb
Torque menor al
especificado
Torque mayor al
especificado
Identifica 5
mecanismos
(Causa) de la falla
35School of Business
Efecto de la Falla � Impacto y Relevancia
Posibles efectos pueden ser:
� Condiciones inseguras para el operador ( observe que este es
un efecto que casi nunca considera en el análisis del AMEF,
sin embargo, es nuestra responsabilidad cuidar la integral física
de los operadores que intervienen en nuestro proceso).
� Funcionamiento de producto incorrecto.
� Incumplimiento de regulaciones gubernamentales.
� Condiciones de riesgo medioambiente (este también es una
efecto rara vez considerado, no olvide que el impacto
ambiental de las operaciones o del producto durante todo su
ciclo de vida sigue siendo nuestra responsabilidad.
36School of Business
Requerimiento Modo de Falla Efecto
4 tornillos Menos de 4 tornillos
Usuario final: perdida de sujeción de asiento y
ruido. Manufactura y ensamble: Paro de
embarques e inspección y retrabajo adicional
debido a la parte afectada.
Tornillos especificados Tornillos usados incorrectos
(diámetro grande
Manufactura y ensamble: Incapacidad para
instalar el tornillo en la estación.
secuencia de ensamble:
primer tornillo en el agujero
frontal derecho
Tornillo puesto en cualquier
otro agujero
Manufactura y ensamble: dificultad para instalar
los tronillos restantes en la estación.
Tornillos asentados
completamente
Tornillo no asentado
completamente
Usuario final: perdida de sujeción de asiento y
ruido. Manufactura y ensamble: inspección y
retrabajo debido a la parte afectada.
Tornillo con torque muy alto
Usuario final: perdida de sujeción de asiento
debido a la falla de tornillo y ruido.
Manufactura y ensamble: Inspección y retrabajo
debido a la parte afectada.
Tornillo con torque muy bajo
Usuario final: perdida de sujeción de asiento
debido a la falla de tornillo y ruido.
Manufactura y ensamble: Inspección y retrabajo
debido a la parte afectada.
Tornillos torqueados al
torque dinámico
especificado
Ejemplo de Efectos � Proceso / Cliente

Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 7
37School of Business
Ejemplo de Efectos � Ex 3
Identificando los Efectos de la falla de la siguiente
operación
ProcesoEfecto de la Falla
Impacto al Cliente
Variación en el
espesor de
pared en
Trampa
+
-
+
-
38School of Business
Formato FMEA � Ex 4
39School of Business
Integrando un FMEA � Ex 5
Caso de estudio � Preparar una taza de Café.
Entregables:
Secuencia de operaciones
Modo potencial de falla
Efecto de la falla
Causa de la falla
40School of Business
Número Prioritario de Riesgo � NPR
41School of Business
Número Prioritario de Riesgo � NPR
Integrado por tres elementos
42School of Business
Dentro del alcance del AMEF individual, este valor puede tener un rango entre 1 y 1,00.
El uso del umbral de NPR NO es una practica recomendada para determinar los necesidad de acciones
La aplicación de los umbrales asume que los NPRs son una medida de riesgo relativa (la cual a menudo no lo
es) y que el mejoramiento continuo no se requiere (el cual si)
Por ejemplo, si el cliente aplicara un umbral arbitrario de 100 hacia los siguientes, el proveedor seria
requerido a tomar accione sobre la característica B con un NPR de 112.
En este ejemplo, el NPR es mayor para características B que para la características A. Sin embargo, la
prioridad debería ser trabajar en A con una severidad mas alta de 9, aunque su NPR es 90 el cual es menor y
bajo del umbral.
Item/Articulo Severidad Ocurrencia Detección NPR
A 9 2 5 90
B 7 4 4 112
Número Prioritario de Riesgos � NPR
Universidad Autónoma de Nuevo León.
Dr. Jesus Cruz Alvarez
29/01/2017
Email: [email protected]
orcid.org/0000-0001-7027-5219 8
43School of Business
Número Prioritario de Riesgos � NPR
44School of Business
El siguiente paso es controlar los riesgos estableciendo acciones enfocado al pareto de NPR
Bajar el NPR � NPR Reduction Process
Controles operacionales � Plan de Control
Siguientes pasos � Control Plan
UANLSchool of Business
Gracias !!!
https://mx.linkedin.com/in/drjesuscruzalvarez
Email: [email protected]
ORCID: orcid.org/0000-0001-7027-5219

UANLSchool of Business
Dr. Jesús Cruz Álvarez - Gracias !!!
https://mx.linkedin.com/in/drjesuscruzalvarez
Email: [email protected]
ORCID: orcid.org/0000-0001-7027-5219
Top Related