



Idiomas
Páginas
Jurídico


SÍNTESIS POR VÍA HÚMEDA DE PARTICULAS ABRASIVAS DE Al2O3-α
MICROCRISTALINAS MEDIANTE EL MÉTODO SOL–GEL
DANIELA GÓMEZ ZULETA
UNIVERSIDAD DE ANTIOQUIA
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA DE MATERIALES Y METALURGIA
INGENIERÍA DE MATERIALES
MEDELLÍN, COLOMBIA
2019

SÍNTESIS POR VÍA HÚMEDA DE PARTICULAS ABRASIVAS DE Al2O3-α
MICROCRISTALINAS MEDIANTE EL MÉTODO SOL–GEL
DANIELA GÓMEZ ZULETA
Trabajo de grado presentado como requisito para optar por el título de:
Ingeniera de Materiales
Directores:
Juan Guillermo Castaño González, Universidad de Antioquia
Juan Guillermo Zapata Tamayo, Coordinador de Calidad, Abrasivos de
Colombia
UNIVERSIDAD DE ANTIOQUIA
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA DE MATERIALES Y METALURGIA
INGENIERÍA DE MATERIALES
MEDELLÍN, COLOMBIA
2019

Contenido
1. INTRODUCCIÓN ........................................................................................................ 3
2. PLANTEAMIENTO DEL PROBLEMA ............................................................................ 6
3. MARCO TEÓRICO ..................................................................................................... 8
3.1. GRANOS ABRASIVOS DE CORINDÓN MICROCRISTALINO ................................. 9
3.2. TECNOLOGÍA SOL-GEL ....................................................................................... 10
3.3. SÍNTESIS DE Al2O3- α POR EL MÉTODO SOL-GEL ................................................. 13
3.4. PRECIPITACIÓN DE HIDRÓXIDOS DE ALUMINIO ................................................ 16
3.5. PROCESO DE SINTERIZACIÓN EN DOS ETAPAS DE Al2O3-α ............................... 18
3.6. EFECTO DE LOS ADITIVOS DURANTE EL PROCESO DE SINTERIZACIÓN ............. 21
4. OBJETIVO GENERAL ................................................................................................ 23
4.1. OBJETIVOS ESPECÍFICOS ..................................................................................... 23
5. Metodología ........................................................................................................... 23
5.1. Búsqueda Bibliográfica ...................................................................................... 23
5.2. Síntesis De partículas abrasivas de Al2O3-α ...................................................... 24
5.3. Tratamiento Térmico de Sinterización en Dos Etapas...................................... 30
5.4. Densidad de los Granos Abrasivos .................................................................... 32
5.5. CARACTERIZACIÓN DE LOS GRANOS................................................................ 33
5.6. FABRICACIÓN DE UN ABRASIVO FLEXIBLE Y EVALUACIÓN DE PROPIEDADES
FUNCIONALES DE LAS PARTÍCULAS ............................................................................... 34
6. RESULTADOS Y ANÁLISIS DE RESULTADOS .............................................................. 36
6.1. CARACTERIZACIÓN DE LOS GRANOS ABRASIVOS ........................................... 40
6.1.1. COMPOSICIÓN MINERALÓGICA .................................................................... 40
6.1.2. MORFOLOGÍA .................................................................................................. 43
6.2. ANÁLISIS TERMOGRAVIMÉTRICO ........................................................................ 47
6.3. MICRODUREZA .................................................................................................... 49
6.4. DENSIDAD ............................................................................................................ 51
6.5. EVALUACIÓN DE LAS PROPIEDADES FUNCIONALES DE LOS GRANOS
ABRASIVOS ..................................................................................................................... 52
7. CONCLUSIONES ...................................................................................................... 54
8. BIBLIOGRAFÍA .......................................................................................................... 56

LISTA DE FIGURAS
Figura 1. Esquema de la densificación de cerámicas durante el proceso de
sinterización convencional y la densificación sin crecimiento de grano [19] ......... 20
Figura 2.Procedimiento experimental sol-gel para la síntesis de Al2O3-α,............... 26
Figura 3. Sol de Hidróxidos de aluminio ....................................................................... 27
Figura 4.. Sol de Hidróxidos de aluminio mezclado con el sol de hidróxidos de cobre
........................................................................................................................................ 27
Figura 5. Montaje realizado para la síntesis de partículas abrasivas ........................ 27
Figura 6.Diagrama de fases CaO-SiO2-MgO .............................................................. 29
Figura 7. Diagrama de Fases Cu2O-SiO2 .................................................................... 29
Figura 8.Secuencia de deshidratación de las alúminas hidratadas y su
dependencia con los hidróxidos de aluminio ............................................................ 30
Figura 9.Ciclo de sinterización en dos etapas ............................................................ 32
Figura 10. Campo electrostático maag-flock ............................................................ 34
Figura 11. Evaluación del abrasivo en la amoladora angular .................................. 36
Figura 12. Muestras sintetizadas antes de ser tratadas térmicamente ..................... 39
Figura 13. Difractograma muestra 4 ............................................................................ 40
Figura 14. Difractograma muestra S5 .......................................................................... 41
Figura 15. Difractograma muestra comercia ............................................................. 42
Figura 16.Imágenes SEM para las muestras S1, S2 y S3. (a-b) S1, (c-d) S2, (d-e) S3. 44
Figura 17. Imágenes SEM para las muestras S4, S5 y S6. (a-b) S4, (c-d) S5, (d-e) S6. 45
Figura 18. Imágenes SEM obtenidas para la referencia comercial .......................... 46
Figura 19. Curva TGA para el análisis del gel de Al2O3 ............................................. 47
Figura 20. Curva TGA para el análisis del gel de Al2O3 (100°C - 900°C) .................. 49
Figura 21. Esquema de las partes que constituyen un abrasivo recubierto [50] ..... 52
Figura 22. Efecto del campo electrostático sobre la orientación de los granos
abrasivos [51] ................................................................................................................. 53

LISTA DE TABLAS
Tabla 1. Cantidades molares de los aditivos ara cada uno de los sistemas 29
Tabla 2. Composición química de las partículas comerciales [30] ................ 50
Tabla 3. Propiedades físicas de la muestra de referencia comercial ............ 50
Tabla 4. Resultados de las pruebas de rendimiento. Razón de esmerilado
(Gr) ................................................................................................................................. 53

1
RESUMEN
Se sintetizaron granos abrasivos de Al2O3-α por medio del método sol-gel
partiendo de sistemas inorgánicos AlCl3.6H2O y Al2(SO4)3·18H2O, tratados
térmicamente mediante un proceso de sinterización en dos etapas (1300-
1100°C), empleando MgO, CaO, SiO2 y CuO como aditivos para mejorar la
cinética de sinterización y Al2O3-α (300 nm) como material de siembra para
proporcionar sitios de baja energía y así ayudar a propiciar la nucleación.
Los granos obtenidos mediante AlCl3.6H2O presentaron fragilidad y
superficies altamente porosas, motivo por el cual se descartaron para la
síntesis de Al2O3-α para aplicaciones abrasivas. Se lograron obtener granos
con las características necesarias para dicha aplicación usando
Al2(SO4)3·18H2O como precursor, junto con los aditivos ya mencionados.
Finalmente se evaluaron seis sistemas con algunas diferencias en sus
composiciones de los cuales se seleccionaron los sistemas 4 y 5 para ser
analizados y caracterizados pues los restantes no presentaban las
características requeridas.
Se hizo una caracterización mineralógica de los granos por medio de la
técnica de difracción de rayos X para identificar las fases presentes luego
del proceso de sinterización. Se logró concluir que la composición de los
granos es principalmente alúmina en fase Alpha (α) junto con algunas fases
secundarias formadas por los aditivos incorporados a cada uno de los
sistemas.
Para determinar la morfología y tamaño de grano se hizo un análisis de
espectroscopía electrónica de barrido (SEM). Aunque las partículas que
fueron objeto de estudio corresponden a los sistemas S4 y S5, se hicieron
análisis morfológicos a los seis sistemas, donde se evidenció que las

2
partículas correspondientes a los sistemas S1, S2 y S3, quienes no contenían
CuO como aditivo, no lograron conformar un sólido compacto y en cambio
se observaron agregados de polvos atribuido a una etapa de pre-
densificación, mientras que los sistemas S4, S5 y S6 logran formar una
estructura.
Con un análisis termogravimétrico (TGA) se evaluó la estabilidad térmica del
material y se identificaron en la curva los cambios de pendientes asociados
a las transformaciones que ocurrían en el gel por efecto de la temperatura.
La dureza de los granos se midió por un ensayo de microindentación con el
objetivo de hacer comparaciones con los datos teóricos que reportan los
proveedores de los granos, para identificar las posibles causas que
diferencian ambas partículas. Adicionalmente, se midió la densidad de los
granos mediante el principio de Arquímedes, el cual arrojó un valor de 3,6
g/cm3, lo que representa aproximadamente el 93% de la densidad teórica
reportada.
Para evaluar las propiedades funcionales de los granos abrasivos se
fabricaron dos abrasivos recubiertos, en un respaldo de fibra de celulosa
vulcanizada por medio del método de spin coating . Se estableció el factor
de esmerilado (Gr) de la muestra S5 para ser comparado con el Gr de los
granos comerciales, dando como resultado un valor levemente menor con
respecto al producto comercial. Resultados que se esperaban debido a las
diferencias en sus propiedades físicas como la densidad y la dureza,
identificadas mediante los ensayos de caracterización previamente
realizados, lo cual está relacionado directamente la tendencia al desgaste
del material.

3
1. INTRODUCCIÓN
Los materiales abrasivos han desempeñado un papel muy importante en la
creación y acabado de una amplia gama de productos, los cuales se han
utilizado para erosionar, limpiar, pulir, cortar o remover material al frotar o
impactar otro cuerpo. Durante los últimos treinta años se ha observado un
desarrollo muy intenso en la producción de abrasivos de alúmina, el cual ha
sido impulsado por la necesidad del sector industrial de contar con
herramientas con mejores características abrasivas, durabilidad y con un
mayor espectro de aplicaciones. Uno de los procesos más empleados para
obtener partículas abrasivas de corindón consiste en fundir el mineral de
bauxita en un horno de arco eléctrico, en donde se aplica una corriente
eléctrica que posibilita obtener temperaturas del orden de los 2000°C,
posteriormente se elimina la capa de impurezas asociadas al mineral y se
trata el núcleo de óxido de aluminio resultante del proceso de refinación,
luego, mediante procesos de trituración y molienda, se obtienen las
diferentes granulometrías de acuerdo al estándar FEPA 43-2 2007, P24-P2000
[1]. Algunas empresas íderes a nivel mundial en tema de abrasivos han
incursionado en tecnologías no convencionales como el método sol-gel
para la síntesis de partículas abrasivas con buenos resultados en cuanto a
rendimiento y costo, debido a su estructura cristalina única que los hace más
duraderos y menos propensos a fracturarse de forma frágil durante su uso,
en comparación con los granos obtenidos por el método convencional
basado en el proceso de electro-fusión [2]. Además, las temperaturas
alcanzadas durante en el proceso de fabricación son menores, lo que
implica una reducción en los costos de producción.
Durante la década de 1980 se intensificaron las investigaciones de esta
nueva generación de alúmina sinterizada obtenida por vía sol-gel, abrasivo

4
caracterizado principalmente por contar con una estructura microcristalina.
La compañía 3M (Minnesota Mining & Manufacturing) desarrolló en primera
instancia un material abrasivo a base de corindón microcristalino. Se trataba
de un material precipitado químicamente y posteriormente sinterizado,
caracterizado por una estructura compuesta de múltiples fases. Unos años
más tarde la compañía Norton Abrasives (Saint Gobain) patentó un material
abrasivo llamado SGTM. Este material consistía en partículas de corindón
microcristalino producido mediante la tecnología sol-gel, en el cual, la forma
del grano y la relación de aspecto podían ser controladas mediante la
extrusión del gel,y las propiedades mecánicas de las partículas eran
consolidadas mediante un proceso térmico de sinterización. En la
actualidad, los granos abrasivos de corindón microcristalino sinterizado
también son producidos por la empresa Hermes Schleifmittel, bajo el nombre
comercial Sapphire BlueTM [3], así como por la compañía Imerys Treibacher
Schleifmittel, el cual es el proveedor actual de Abracol S.A de ese tipo de
partículas abrasivas, que reciben el nombre de SGK2.
Recientemente, los abrasivos de Al2O3-α con estructura microcristalina han
recibido gran atención debido a las propiedades como su alta resistencia al
desgaste, alta dureza y mayor vida útil. Las investigaciones se han enfocado
principalmente en obtener partículas abrasivas de Al2O3-α con una
estructura microcristalina uniforme, para lo cual se han adicionado aditivos
que permitan controlar el tamaño de grano, así como alcanzar un alto nivel
de densificación. Sin embargo, al someter las partículas al tratamiento
térmico de sinterización para consolidar sus propiedades mecánicas, se ha
encontrado un problema muy común de crecimiento anormal del grano
debido a las altas temperaturas involucradas en el proceso, lo que conduce
a la obtención de una microestructura poco homogénea. Existen dos rutas

5
que se han desarrollado para reducir la energía de activación y controlar el
tamaño y la densidad de cristal. La primera es la creación de una estructura
tipo bi o multicompuesta mediante el uso de agentes modificadores, la
segunda es la creación controlada de una única estructura de alúmina alfa
mediante el uso de agentes de nucleación [4]. Los investigadores han
encontrado que mediante la incorporación de algunos compuestos el
proceso de sinterización es promovido por diferentes mecanismos, haciendo
posible la reducción del tamaño de los cristalitos y aumentando la dureza y
densidad de los granos. Lo anterior permite que las transformaciones de fase
ocurran a temperaturas menores de las usuales por la formación de fases
líquidas de bajos puntos de fusión en los límites de grano que aumentan la
transferencia de masa y el proceso de difusión [5]. La ruta alternativa para
controlar la tasa de cristalización es mediante la adición de agentes de
nucleación "semillas", la cual puede ser alúmina u otro material isoestructural
de tamaño nanométrico (<100 nm), como óxido férrico o compuestos
pertenecientes a la familia de los titanatos. Adiciones del 1% al 5% de la
semilla crean una condición de nucleación heterogénea al aumentar el
número de sitios de nucleación [4]. Por otro lado, se ha informado que un
proceso de sinterización en dos etapas ayuda a suprimir el desplazamiento
de los límites de grano, siendo una ruta eficiente para lograr una estructura
homogénea y disminuir el número de poros cerrados en las partículas
abrasivas [6].
Durante 2017 el Óxido de Aluminio Electrofundido experimento un
incremento en el precio de la materia prima de aproximadamente un 36%,
el cual al día de hoy sigue con una tendencia al alza, este aumento
obedeció a las medidas tomadas por el gobierno de la república de China
para atenuar las elevadas emisiones de CO2 que se generan durante el
proceso de fabricación de esta materia prima, las compañías fabricantes

6
de abrasivos se han visto obligadas a buscar alternativas a los procesos
tradicionales para producir partículas abrasivas. Por lo tanto, Abracol S.A. ha
planteado el desarrollo de un proyecto basado en la síntesis de granos
abrasivos de Al2O3-α con el objetivo de contribuir con el desarrollo de la
ciencia en el país, en el conocimiento del área de síntesis de granos
abrasivos de Al2O3-α partiendo de sales inorgánicas como precursores para
la síntesis vía sol-gel, utilizando Al2O3-α como semillas para promover la
cristalización del gel, además de estudiar el efecto de algunos compuestos
como aditivos para aumentar la tasa de densificación y la eficiencia
durante el proceso de sinterización, con el propósito de obtener partículas
abrasivas con estructura micrométrica para sustituir las partículas de alúmina
y zirconia que se utilizan convencionalmente en la empresa para la
fabricación de herramientas de corte y desbaste,, partiendo de una
metodología que presenta grandes ventajas tecnológicas frente a otros
métodos químicos existentes.
2. PLANTEAMIENTO DEL PROBLEMA
Luego del éxito comercial de los granos abrasivos fundidos de alúmina-
zirconio, vino el éxito de la familia de granos de alúmina sintetizada por el
método sol-gel y posteriormente sinterizada, generando un gran impacto en
los programas de investigación de los fabricantes de abrasivos con respecto
a la importancia del control del tamaño de los cristales del grano. Tras
muchas pruebas e investigaciones, se concluyó que al reducir el tamaño del
cristal de los granos de alúmina fundida al orden de micrómetros 10-6 µm, las
propiedades del grano mejorarían significativamente. Se inició la búsqueda
de procesos alternos al tradicional de fusión y sinterización por las
limitaciones generales que presentaban en las velocidades de enfriamiento

7
y cristalización para consolidar la microestructura, tratando de construir
estructuras más finas mediante la sinterización de precursores dispersos en
soluciones por una ruta llamada sol-gel, permitiendo la formación de
estructuras de grano submicrométrico de Al2O3-α, altamente homogéneas
y densificadas. Los granos se producen a partir de unos precursores tales que
al mezclarse con agua y un dispersante adecuado forman un sol-gel de
hidratos de aluminio con tamaños de aproximadamente 100 nm,
posteriormente el gel es deshidratado, conformado y sinterizado. El mayor
reto durante el proceso de sinterización, posterior a la síntesis, ha sido
mantener el tamaño de cristal a nivel micro o submicrométrico junto con
una alta densidad de la estructura.
En 2017 los precios a nivel mundial de abrasivos a base de alúmina electro-
fundida se incrementaron en promedio un 36% con una tendencia hoy en
día al alza, lo cual obedeció a políticas ambientales implementadas por el
gobierno de la república de China, con el fin de mitigar el impacto
ambiental de las emisiones de CO2 derivadas del proceso de fabricación
por electro-fusión. China suple cerca del 81% de la demanda de esta
materia prima en todo América [7], lo cual obliga tanto a Abracol S.A. como
a otros fabricantes de abrasivos en la región, a buscar otras alternativas
ambientalmente sostenibles.
En Abracol S.A, empresa líder en materia de abrasivos en Colombia, es claro
que para estar a la vanguardia, seguir siendo líder a nivel nacional y poder
llegar a nuevos mercados a nivel mundial, es necesario seguir siendo
competitivo, desarrollar procesos innovadores y estrategias para mejorar la
calidad de sus productos, de tal manera que cumplan las altas exigencias
del mercado y posibiliten optimizar el uso de los recursos, en el desarrollo de
procesos más eficientes, productivos y ambientalmente sostenibles. Por lo

8
anterior, se ha planteado el desarrollo de un proyecto basado en la síntesis
de Al2O3-α por el método sol-gel partiendo de precursores orgánicos,
incorporando aditivos para mejorar la eficiencia del tratamiento térmico al
cual se someten las partículas abrasivas para consolidar la propiedades
mecánicas a estas, además se plantea el uso de una técnica de
sinterización en dos etapas la cual ha sido reportada como altamente
eficiente para obtener partículas con tamaños de cristal micro y
submicrométricos, capaz de suprimir el desplazamiento de los límites de
grano y generar estructuras altamente densas.
3. MARCO TEÓRICO
Con el pasar del tiempo se ha generado una creciente necesidad en la
fabricación de materiales abrasivos que proporcionen un mayor
rendimiento al mismo tiempo que produzcan un acabado óptimo. Por esta
razón, existe un gran interés en la síntesis de materiales abrasivos de Al2O3-α
microcristalina debido a la mejora significativa en sus propiedades,
especialmente alta dureza, alta resistencia mecánica, excelente resistencia
al desgaste y larga vida útil, en comparación con los granos obtenidos por
el método de fusión convencional [5]. La industria demanda que los
materiales abrasivos utilizados garanticen una alta calidad de la superficie
mecanizada junto con una mayor eficiencia, lo cual se logra principalmente
mediante la aplicación de nuevos materiales abrasivos, el desarrollo de
nuevas variaciones cinemáticas y modificaciones de los parámetros del
proceso, o mediante la introducción de modificaciones en la estructura de
los materiales abrasivos [3]. En consecuencia, se ha empleado la tecnología
sol-gel para la síntesis de partículas abrasivas ya que el proceso ofrece

9
grandes ventajas a través de la manipulación química para la obtención de
productos que satisfacen las necesidades generadas por el mercado.
3.1. GRANOS ABRASIVOS DE CORINDÓN MICROCRISTALINO
El creciente interés por desarrollar nuevos materiales con mejores
propiedades mecánicas que permitan obtener un excelente acabado
superficial, así como mecanizar de forma adecuada las superficies de los
materiales con las cuales la herramienta entra en contacto, se introdujo la
tecnología basada en geles de alúmina en la década de 1980. En esa
época, se fabricó el primer grano cerámico obtenido mediante el proceso
sol-gel, caracterizado por tener una estructura microcristalina única, la cual
le otorgaba gran durabilidad a las partículas debido a la gran resistencia al
desgaste que estas exhibían. La característica clave de estos abrasivos de
alto rendimiento es la combinación única de dureza y tenacidad que es
esencial para controlar la micro-fracturación de los granos, condición
crucial para proporcionar un suministro continuo de filos de corte durante su
servicio, lo que se traduce en un aumento en la vida útil de hasta un 80% [8].
La alúmina microcristalina sinterizada se caracteriza por una tener alta
dureza y mayor tenacidad en comparación con los granos de óxido de
aluminio electrofundidos, lo que se traduce en una mayor resistencia al
agrietamiento frágil. La distinción de rendimiento entre ambos granos se le
atribuye a que los granos de alúmina fundidos son generalmente cristalitos
individuales mientras que los granos obtenidos mediante sol-gel se
componen de un gran número de cristalitos de tamaño micrométrico
conectados entre sí [9]. Su estructura única hace que la cerámica sea más
duradera y menos propensa a agrietarse durante su servicio, en

10
comparación con el grano fundido convencional. Los granos de alúmina
fundida poseen una estructura policristalina con orientación preferencial en
determinados planos cristalográficos, cuando las partículas son sometidas a
un esfuerzo que logra deformar la estructura del material, la propagación
de las grietas ocurre en dirección paralela a estos planos (la disposición
cristalográfica), lo cual deriva en la fragmentación de la partícula, y perdida
acelerada de la masa que constituye el grano abrasivo, que a su vez se ve
reforzado por los defectos introducidos en las partículas abrasivas durante el
proceso de trituración y molienda al cual es sometida la roca para obtener
las diferentes granulometrías. Por lo anterior, se buscaron alternativas a los
materiales abrasivos tradicionales, como la alúmina microcristalina
sinterizada la cual posibilita alcanzar mayores durezas en comparación con
la obtenida mediante el método de fusión convencional, además de
brindar la posibilidad de controlar la forma de las partículas (Relación de
Aspecto), así como el tamaño y uniformidad de los cristales que componen
la microestructura del material [9].
3.2. TECNOLOGÍA SOL-GEL
La tecnología Sol-Gel es una técnica de síntesis y deposición química muy
versátil para la obtención de materiales cerámicos y vítreos. El proceso
envuelve la transición de un sistema desde una fase líquida (sol) hasta una
fase sólida (gel) mediante reacciones químicas de hidrólisis y condensación
de los precursores de partida, involucrando una secuencia de procesos
físicos y reacciones químicas hasta llegar a un sólido poroso. El método
incluye los siguientes pasos [11]:
• Hidrólisis
• Condensación

11
• Gelación
• Secado
• Sinterización
Este método de síntesis brinda la posibilidad de controlar la forma, tamaño
y composición de las partículas abrasivas. Compuestos organometálicos,
como alcóxidos metálicos, y sales inorgánicas rodeadas de diversos agentes
reactivos, pueden ser empleadas como precursores de partida durante el
proceso de síntesis [10]. Dependiendo del tipo de precursor el proceso puede
emplear dos rutas de síntesis diferentes:
1. Una ruta inorgánica basada en la desestabilización de soluciones
acuosas de sales (cloruros, nitratos, sulfatos, etc.). Dada la naturaleza de las
sales, y su amplio uso en diversos procesos industriales, constituyen
comodities, los cuales son económicos y favorecen el costo de producción,
además son fáciles de manejar. En este proceso se utilizan agentes
quelantes para formar una solución viscosa o gel.
2. Una ruta metal-orgánica basada en alcóxidos metálicos y solventes
orgánicos, siendo esta la más ampliamente utilizada, debido al control del
proceso que permite alcanzar. Sin embargo, los agentes precursores no
ofrecen una buena relación costo/beneficio.
Ambas rutas contemplan las mismas etapas de hidrólisis y condensación
para la formación del sólido. El mecanismo general de estas rutas se basa
en la formación de enlaces tipo metal-oxo-metal o metal-hidroxi-metal. La
elección de la ruta química depende de la posibilidad de controlar las tasas
de las reacciones activación/condensación, lo que determina la textura del
material, costo/disponibilidad de los precursores y su facilidad de obtención
[11]. La naturaleza química de los precursores seleccionados determina las
reacciones involucradas en el proceso, los aditivos requeridos y las

12
condiciones necesarias para controlar diferentes parámetros de la reacción
como pH, y la cinética de formación de las especies moleculares.
En general, el proceso está basado en la siguiente reacción de
condensación a partir de los precursores moleculares.
MeOH + xMe → Me-O-Me (Ec. 1)
Con el incremento del número de enlaces M-O-M las moléculas individuales
se unen, formando una red tridimensional en el seno del Sol, dando lugar a
la formación del Gel. Tras someter el gel a un proceso de secado se expulsan
los componentes volátiles de su estructura (agua, alcohol, etc.) lo cual
genera la contracción de la red a medida que avanza la etapa de
condensación [12]. El tiempo que transcurre desde la formación del gel hasta
el inicio del proceso de secado es conocido como envejecimiento. Durante
el envejecimiento continúan ocurriendo simultáneamente las reacciones de
hidrólisis y condensación, por tanto, se da un proceso de cambio de
estructura y propiedades del gel [11]; a la vez que se contrae el gel, y se
promueve la remoción de solventes de la red. Dependiendo de la forma en
la que se produzca la remoción del solvente se obtienen diferentes
productos como xerogeles, los cuales son obtenidos por la evaporación del
solvente y agua hacia la atmósfera mientras la estructura va colapsando, o
aerogeles, donde no existe un límite líquido-vapor alcanzando condiciones
extremas de temperatura y presión supercríticas [12].
Posterior a la etapa de envejecimiento, el sólido obtenido se somete a un
proceso de calcinación, del cual depende significativamente la
composición química y la morfología del material obtenido. Durante la
etapa de calcinación la policondensación continúa, lo cual promueve una

13
reacomodación de la estructura, así como un incremento progresivo del
grado de cristalinidad conforme aumenta la temperatura y transcurre el
tiempo en la que el sólido permanece a dicha temperatura. Durante el
proceso de calcinación, los poros del material obtenido colapsan, se elimina
el solvente, así como los subproductos de reacción. Finalmente, el material
cerámico es sometido a un proceso de sinterización a elevadas
temperaturas, durante esta etapa el material cerámico experimenta un
proceso de densificación, a la vez que se generan transformaciones de fase,
lo cual posibilita consolidar y alcanzar las propiedades mecánicas del
material cerámico.
3.3. SÍNTESIS DE Al2O3- α POR EL MÉTODO SOL-GEL
El óxido de aluminio (Al2O3) ha sido uno de los óxidos cerámicos más
estudiados y utilizados debido a las ventajas que presenta sobre otros
materiales cerámicos como son sus propiedades térmicas, químicas y físicas.
La alúmina sufre diferentes transiciones de fase con el aumento de la
temperatura que siguen una secuencia γ→δ→θ→α, siendo la fase Al2O3-α
(Corindón) la más estable termodinámicamente y, por tanto, quien presenta
una mejor combinación de propiedades que posibilitan su uso en diferentes
aplicaciones tecnológicas, como lo es la fabricación de refractarios,
abrasivos, cerámicas electrónicas, catalizadores, filtros, entre otros []12-13].
El interés en la fabricación y sinterización de granos abrasivos de corindón
microcristalino sintetizado por el método sol-gel, se debe a la habilidad que
poseen estas partículas de auto afilarse por la constante generación de
nuevos frentes de corte en los límites de grano, gracias a que están
compuesto por numerosos pequeños cristalitos que producen diferencias en

14
los rendimientos y aplicaciones, garantizando una altísima abrasividad, una
larga vida útil y un alto grado de estabilidad de su superficie activa [14]. La
síntesis de alúmina por el proceso sol-gel, ofrece grandes ventajas a través
de la manipulación química para la obtención de productos de alta pureza,
caracterizados por el control del tamaño, forma y microestructura del
cristalito durante el proceso de síntesis.
La precipitación de los hidróxidos de aluminio como bohemita y/o
pseudobohemita es el punto de partida para obtener alúmina o
compuestos de alúmina. El método consiste en la preparación de un sol
(suspensión coloidal acuosa del óxido considerado en su forma hidratada)
a partir de diversos precursores metal-orgánicos o de la precipitación por
medio de soluciones acuosas de sales de aluminio tales como AlCl3.6H2O y
Al2(SO4)3·18H2O. Estas, una vez diluidas y sometidas a condiciones
adecuadas de concentración, temperatura y pH generan diversas especies
acuosas de aluminio durante la hidrólisis. El sol es convertido a gel por la
parcial deshidratación o por la desestabilización del sol mediante la adición
de reactivos químico (modificadores de pH tales como: NH3.H2O, NaOH,
KOH, Na2CO3, etc.). En la mayoría de los casos la deshidratación es llevada
a cabo por evaporación del solvente. Posterior a la formación del gel se
seca y se trata térmicamente para dar origen a una cerámica muy pura con
variedad en su densidad, de acuerdo con la fase de alúmina que se desee
generar, sin necesidad de ningún otro proceso adicional [13].
Como se ha mencionado anteriormente, el crecimiento anormal del grano
durante la última etapa de sinterización se debe a la migración y difusión de
los límites de grano debido a las altas temperaturas utilizadas durante el
proceso. En consecuencia, se dificulta la obtención de estructuras refinadas
y homogéneas, lo que disminuye las propiedades finales del material

15
abrasivo. Por lo anterior, se ha optado por adicionar semillas que promueven
la cristalización preferencial, modificando la cinética del proceso de
sinterización de las partículas [13], además de la incorporación de algunos
compuestos como aditivos para aumentar la densificación de la estructura
y disminuir en algunos grados la temperatura de sinterización y así obtener
estructuras superiores de alúmina.
Para obtener partículas abrasivas de Al2O3-α microcristalina se ha buscado
principalmente la densificación y control del tamaño de grano junto con la
uniformidad de la estructura. Tras muchas investigaciones se ha concluido
que la migración del límite de grano y el crecimiento anormal de este
pueden ser suprimidos por dos vías. Una de ella consiste en usar aditivos para
generar una segunda fase durante la sinterización. Durante el desarrollo de
este proceso se ha encontrado que la solución coloidal puede contener un
precursor de un aditivo modificador que se añade para mejorar alguna
propiedad deseable del producto acabado o aumentar la eficacia del
paso de sinterización [15]. Se han estudiado algunos aditivos minerales y
combinaciones entre ellos para promover el crecimiento de cristales de
Al2O3-α, además de proporcionar un tamaño de grano uniforme,
disminuyendo la velocidad de crecimiento de los granos y aumentando la
densidad final de la alúmina durante la sinterización [9]; otra opción para
suprimir el crecimiento de grano y, por tanto, aumentar la densificación del
material, es impedir el crecimiento anormal del grano por un método de
sinterización en dos etapas, siendo una ruta eficiente para lograr una
estructura homogénea, disminuir el número de poros cerrados, y obtener un
tamaño de cristalito del orden de 10-60 micrómetros [6].

16
3.4. PRECIPITACIÓN DE HIDRÓXIDOS DE ALUMINIO
El aluminio es el segundo metal más abundante en la tierra. Existe sólo en
estado trivalente en compuestos y en solución. El Al3+ tiene número de
coordinación con el agua de seis (N=6), es decir, un átomo de aluminio es
capaz de asociarse con seis moléculas de agua (ligandos) formando la
especie [Al(H2O)6]3- , la cual, a pH menor a 3 es una especie no hidrolizable.
A medida que el pH se incrementa, se genera la hidroxilación de la sal,
generando un reemplazo sucesivo de las moléculas de agua por OH- en el
ion aluminio hidratado [Al(H2O)6]3-, generando la precipitación de hidróxidos
u oxo-hidróxidos de aluminio. Bajo estas condiciones el proceso de hidrólisis
puede darse extensivamente [11]. Las ecuaciones 2 y 3 representan el
mecanismo de reacción de hidrólisis que tiene lugar durante el proceso de
síntesis.
(Ec. 2)
(Ec. 3)
Donde h es la relación molar de hidrólisis, equivalente a la relación molar
OH:Al [16]. Seguido de la hidrólisis, inicia el proceso de condensación que
conduce a la eliminación de moléculas de agua o de alcohol, formando
compuestos metaestables, los cuales, dependiendo de la vía por la cual
ocurra la reacción (Olación u Oxolación), conducen a la precipitación de
compuestos de hidróxido u oxi-hidróxido. Dependiendo de las condiciones
de hidrólisis como el tipo de precursor, pH, tiempo y temperatura, se
determina la ruta por la cual se da el proceso de condensación.

17
• Condensación Vía Olación: Ocurre cuando se forman puentes de
hidrógeno por sustitución nucleofílica, donde un grupo OH- ataca y
saca una molécula de agua formando un “puente hidroxi” entre dos
centros metálicos [17]. El mecanismo es el siguiente:
(Ec.4)
(Ec.5)
(Ec.6)
• Condensación Vía Oxolación: Formación de un enlace oxo (O-) entre
dos centros metálicos. Se da cuando la coordinación no es completa,
y sucede por una rápida reacción de adición nucleofílica [17]. El
mecanismo es el siguiente:
(Ec.7)
El tipo de reacciones de condensación ya sea de adición o sustitución
nucleofílica, depende de si el número de coordinación preferente del metal
esté satisfecho o no, respectivamente [16].

18
Una vez desestabilizado el sol por medio de la modificación del pH de la
solución, se forman precipitados complejos de hidróxido de aluminio, los
cuales presentan una apariencia gelosa, blancuzca y poseen un
comportamiento anfótero, es decir, se pueden diluir tanto en ácidos fuertes
como en bases fuertes. Estos poseen una solubilidad muy baja a pH
intermedio [17]. Tras obtener estos precipitados se procede a secarlos,
deshidratarlos y tratarlos térmicamente hasta obtener las estructura y fase
deseadas en el producto cerámico final.
3.5. PROCESO DE SINTERIZACIÓN EN DOS ETAPAS DE Al2O3-α
Los materiales cerámicos altamente densos y con tamaños de grano más
pequeño son ampliamente utilizadas en aplicaciones de alto rendimiento
en condiciones extremas. La sinterización es el proceso mediante el cual los
poros entre partículas en un material granular se eliminan mediante difusión
atómica impulsada por fuerzas capilares. Este es el proceso responsable de
la densificación de los cuerpos cerámicos, lo que tiene una influencia
directa en las propiedades del material.
Debido al fuerte enlace iónico de los cristales de óxido de aluminio, el
coeficiente de difusión es demasiado bajo en la etapa de sinterización. Por
lo tanto, las temperaturas del 99% de las cerámicas de alúmina durante este
proceso son tan altas que pueden llegar a alcanzar los 1700°C [5]. Esto
genera el crecimiento acelerado de los granos, la acumulación y
crecimiento de poros residuales, disminuyendo así las propiedades
mecánicas del material abrasivo [18].

19
La migración y difusión de los límites de grano son los mecanismos
encargados de la densificación del material durante el proceso de
sinterización, también responsables del rápido crecimiento del grano en la
etapa final del proceso convencional. La sinterización en fase sólida
requiere temperaturas relativamente altas para facilitar la difusión y
promover la densificación del material a través de diferentes mecanismos,
lo que a la vez promueve el crecimiento del tamaño de cristal; por lo tanto,
se han estudiado las condiciones de sinterización adecuadas para
aumentar la tasa de densificación del material sin que ocurra
simultáneamente un crecimiento anormal del cristal, lo cual posibilite
obtener una microestructura homogénea y refinada. El método
convencional de sinterización (Single Step Sintering) ha dificultado la
obtención de cerámicas con tamaño de cristal nanométrico o
submicrométrico debido a las altas temperaturas involucradas durante el
proceso. Para tratar de dar solución a esta problemática, se ha desarrollado
una novedosa técnica de sinterización en dos etapas (Two Step Sintering)
por sus siglas en ingles TSS, la cual consiste en realizar un calentamiento a
alta temperatura seguido de un enfriamiento rápido a velocidad constante,
lo cual suprime el crecimiento acelerado de los cristales que se genera
usualmente en la última etapa del ciclo térmico de sinterización, sin afectar
negativamente el nivel de densificación del material. Durante el primer paso
del proceso de TSS, el material es sometido a una alta temperatura (T1) tal
que se logre una densidad intermedia. Se ha reportado que el éxito del
proceso de TSS se logra cuando se alcanza un nivel densificación
relativamente alto durante esta primera etapa (aproximadamente del 70%),
una vez alcanzada esta densidad crítica, se lleva hasta una temperatura
menor (T2) y, se dice que, la retención isotérmica en esta temperatura será
suficiente para alcanzar la completa densificación del material [19]. Como ya
se ha mencionado, en la segunda etapa del proceso de TSS se logra la

20
densificación del material suprimiendo el crecimiento del grano, lo cual se
debe a la ausencia de la migración de los límites de grano durante este
paso. A continuación, se ilustran los procesos de sinterización convencional
y sinterización en dos etapas.
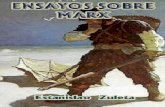
Figura 1. Esquema de la densificación de cerámicas durante el proceso de sinterización convencional y la densificación
sin crecimiento de grano [19]
Adicional a este novedoso proceso de sinterización en dos etapas (TSS), se
ha encontrado que la migración de los límites de grano, especialmente su
crecimiento anormal, también puede ser suprimidos al agregar pequeñas
cantidades de aditivos que generen segundas fases durante la etapa de
sinterización, siendo una forma efectiva de mejorar notablemente las
características y propiedades mecánicas del material.

21
3.6. EFECTO DE LOS ADITIVOS DURANTE EL PROCESO DE SINTERIZACIÓN
Entre los grandes retos para mejorar las propiedades mecánicas de las
partículas abrasivas obtenidas mediante la técnica Sol-Gel, se tiene la
necesidad de reducir la temperatura de sinterización, alcanzar densidades
cercanas a las teóricas y controlar la microestructura de los granos abrasivos
de corindón microcristalino, lo cual se debe en gran parte a la fuerte unión
iónica entre Al3+ y el O2- que resulta en una alta estabilidad de los enlaces,
lo que hace que la energía de activación sea muy alta y, por tanto, que las
temperaturas requeridas durante el proceso de sinterización también lo
sean. Esto ocasiona el engrosamiento y gran aglomeración de las partículas
de Al2O3-α, disminuyendo las propiedades mecánicas de la alúmina. Por lo
tanto, se ha vuelto necesario modificar la cinética durante la sinterización
de la alúmina, a partir del control de las tazas de calentamiento y
enfriamiento, así como la temperatura máxima a la cual es tratado el
material, de igual forma se ha hecho necesario controlar la microestructura
de las partículas e incrementar sus propiedades mecánicas mediante la
incorporación de pequeñas cantidades de aditivos, lo cual ha sido un tema
de investigación de mucho interés, especialmente por parte del sector
industrial. Un objetivo común en el estudio de la influencia de estas adiciones
durante la etapa de sinterización ha sido identificar los compuestos y
cantidades que generen la reducción del tiempo y temperatura necesaria
para lograr el grado de sinterización adecuado [20], además de obtener una
microestructura deseada controlando las velocidades relativas de las
reacciones que se producen durante el calentamiento del material.
Se ha investigado extensivamente el efecto de la adición de compuestos
isoestructurales a la alúmina. La incorporación de pequeñas cantidades de
Al2O3-α (300 nm) al gel proporciona sitios de baja energía para la nucleación

22
heterogénea, lo que da como resultado la reducción de la barrera
energética requerida para la nucleación. Las micropartículas de Al2O3-α
(300nm) utilizadas como semilla durante el proceso de síntesis experimentan
varios contactos con la alúmina de transición del gel proporcionando
múltiples sitios de nucleación. Así, con una barrera energética más baja y un
mayor número de sitios de nucleación, la transformación de fase tiene lugar
a temperaturas más bajas [21]. Además de estos compuestos isoestructurales
se ha estudiado el efecto de algunos óxidos cerámicos como el MgO, SiO2,
CaO, MnO2, TiO2, CuO, La2O3 y la combinación entre ellos, como dopantes
de la alúmina para aumentar la eficiencia durante la etapa de sinterización.
Los investigadores han reportado que estos compuestos modifican la
cinética del proceso, promoviendo la sinterización por diferentes
mecanismos, ya sea por la generación de soluciones sólidas y defectos en
la red o por la formación de fases líquidas, favoreciendo la difusión atómica
que es fundamental durante la sinterización [21]. Los resultados de estas
investigaciones han llevado a concluir que el efecto sinérgico de algunos
aditivos de sinterización promueve la formación de eutécticos, generando
fases líquidas para obtener una microestructura homogénea, con granos
más finos y a menores temperaturas [19,21]. Además, la incorporación de
pequeñas cantidades de estos aditivos a la alúmina (0,25% wt), permite
llegar a densidades cercanas a las teóricas [21], reduce el tamaño de los
poros y aumenta su movilidad, evitando así el crecimiento anormal del
grano (AGG). A pesar de todos estos estudios sobre la influencia directa de
la incorporación de algunos compuestos durante la transformación de fase
de la alúmina de transición, el comportamiento de un aditivo durante la
sinterización no se puede identificar correctamente a menos que se
conozca el mecanismo de control de velocidad responsable de la
modificación del proceso.

23
4. OBJETIVO GENERAL
Desarrollar un procedimiento para obtener partículas abrasivas
micrométricas de corindón mediante la ruta sol-gel, utilizando un proceso
de sinterización en dos etapas con temperaturas entre 1300° C y 1110°C.
4.1. OBJETIVOS ESPECÍFICOS
• Sintetizar granos abrasivos de Al2O3-α partiendo de sales de aluminio
AlCl3.6H2O y Al2(SO4)3·18H2O mediante un proceso de sinterización en
dos etapas.
• Determinar el efecto que tiene sobre las propiedades fisicoquímicas y
morfológicas de la Al2O3-α la adición de Al2O3-α (300 nm) como semillas
para la cristalización.
• Establecer el efecto del CaF2 y el MgCl como aditivos de sinterización
sobre las propiedades fisicoquímicas y morfológicas del corindón
obtenido.
• Diseñar y adecuar una ruta para la síntesis de corindón microcristalino
por el método sol-gel para determinar las condiciones óptimas de
procesamiento.
5. METODOLOGÍA
5.1. BÚSQUEDA BIBLIOGRÁFICA
Inicialmente se realizó una búsqueda exhaustiva sobre las publicaciones
realizadas para la síntesis de alúmina por medio del método sol-gel. Luego
se profundizó específicamente en la síntesis de granos abrasivos de Al2O3-α

24
por medio de este método, las variables del proceso como temperatura, pH,
tiempo de envejecimiento y secado, además de los aditivos comúnmente
utilizados y las cantidades adecuadas para aumentar la eficiencia el
proceso y las propiedades de los granos abrasivos, los cuales tendrían un
potencial uso para la fabricación de abrasivos flexibles tras ser evaluadas
sus propiedades funcionales.
5.2. SÍNTESIS DE PARTÍCULAS ABRASIVAS DE Al2O3-α
Como precursor de los hidróxidos de aluminio se utilizó sulfato de aluminio
(Al2SO4.18H2O) grado analítico. El proceso de hidrólisis de la sal se hizo en
agua destilada y etanol, se adicionó PEG 400 como dispersante para
prevenir la aglomeración de los polvos. Se utilizó NH4.OH (al 26% wt) como
agente desestabilizador del sol (modificador de pH) para promover la
precipitación de los hidróxidos de aluminio. Los aditivos de sinterización
fueron agregados al sistema como MgCl2.6H2O, Ca(NO3)2.4H2O, Silquest A-
1100 y CuSO4.5H2O. Se utilizó Al2O3-α (300nm) como agente de siembra para
promover la nucleación heterogénea.
El procedimiento experimental para la síntesis de los granos abrasivos de
Al2O3-α, siguiendo una ruta inorgánica basada en la desestabilización de
soluciones acuosas de sales por el método sol-gel, se llevó a cabo de la
siguiente manera:
1. Para la obtención del sol se tomaron Al2SO4.18H2O, agua destilada y
etanol en proporciones de 1:3:3. Se adicionaron el MgCl2.6H2O y el
Ca(NO3)2.4H2O desde el inicio, junto con el PEG 400. El sistema se dejó
bajo agitación a 70 °C durante 1 hora.

25
2. Después de enfriarse el sistema hasta temperatura ambiente (25°C) se
adicionó gota a gota el NH4OH (26%) alcanzando condiciones de pH=9
con agitación constante, formándose un precipitado blancuzco (gel). El
gel se dejó bajo agitación por 24 h y luego se dejó en reposo; transcurrido
este tiempo se filtró y se lavó varias veces con agua destilada para
eliminar los subproductos formados.
3. Para incorporar el CuO se hizo un gel de CuSO4.5H2O bajo las mismas
condiciones, la proporción agua a etanol fue 1:1 y se utilizó el PEG 400
como dispersante, como agente modificador de pH (agente oxidante)
se utilizó NH4OH hasta tener un pH de aproximadamente 11. Una vez
lavado el gel de alúmina, se adicionó el gel de CuSO4.5H2O junto con el
Silquest A-1100 y 3% wt Al2O3-α (300 nm). El sistema se dejó bajo agitación
constante por 24 h.
4. Transcurrido este tiempo, se realizó el secado del gel a 70°C por 24 horas
para finalmente someterlo al tratamiento térmico de sinterización para la
descomposición de los hidróxidos de aluminio y la obtención de alúmina
alpha.
La cantidad de aditivos en el sistema se ajustó hasta llegar a un equivalente
de 3%wt para los sistemas que no contenían CuO y 4,5% wt para los que
contenían CuO.
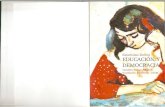
En la figura 2 se esquematiza el procedimiento experimental sol-gel
considerado para la síntesis de Al2O3-α, en el cual se hace una descripción
general de las etapas del proceso desde la obtención del sol y del gel, hasta
la etapa de secado para obtener los xerogeles y el tratamiento térmico
empleado para generar las transformaciones de fase de las alúminas de
transición hasta alcanzar la fase termodinámicamente más estable (Al2O3-
α).

26
Enfriamiento hasta Tambiente
Formación del gel
Al2SO4.18H2O PEG 400
MgCl2.6H2O
CaNO3.4H2O
Agitación del sistema
1 hora/70°C
Adición de NH4OH 26% hasta
pH 9
Agitación 24h/Tambiente
Reposo 24h/Tambiente
Filtración y lavado con
agua destilada, varias
veces
Adición de silquest y 3% wt
Al2O3-α (300 nm) /24 h
Secado 70°C/ 24h
TT sinterización: 1100-1300°C
Agua
destilada +
Etanol
Adición del gel de CuSO2.5H2O
Figura 2.Procedimiento experimental sol-gel para la síntesis de Al2O3-α,

27
Como ya se ha mencionado, la incorporación de compuestos durante la
síntesis de los granos abrasivos de alúmina se hace con el objetivo de
modificar la cinética durante la sinterización para disminuir la temperatura
Figura 3. Sol de Hidróxidos de aluminio
Figura 4.. Sol de Hidróxidos de aluminio mezclado con el sol de hidróxidos de cobre
Figura 5. Montaje realizado para la síntesis de partículas abrasivas

28
de transformación de la alúmina por la generación de segundas fases de
menores puntos de fusión entre los límites de granos, disminuyendo su
crecimiento anormal, (condición común en los granos obtenidos mediante
el método de fusión convencional debido a las altas temperaturas
involucradas en su proceso de obtención), además de favorecer el proceso
de difusión, que es fundamental para la adecuada densificación del
material. Con base en el diagrama de fases CaO-SiO2-MgO (Figura 6), se
determinaron las cantidades molares adecuadas para incorporar en cada
sistema, se escogieron tres puntos eutécticos con temperaturas de fusión
inferiores a la temperatura de fusión de la alúmina. Con ayuda del diagrama
binario CuO-SiO2 (Figura 7) se determinó la cantidad de CuO a incorporar
en los sistemas. Se eligió como base el SiO2 pues es el compuesto
modificador presente en mayor cantidad en todos los sistemas. Las muestras
fueron nombradas como S1, S2, S3, S4, S5 y S6, cada una representando un
sistema. En la tabla 1 se describen las cantidades molares utilizadas para
cada una de las muestras de acuerdo a los puntos escogidos en los
diagramas.
MgO CaO SiO2 CuO
S1 0.18 0.25 0.57 0
3%wt S2 0.18 0.36 0.46 0
S3 0.31 0.23 0.46 0
S4 0.18 0.25 0.57 1.5
4.5%wt S5 0.18 0.36 0.46 1.5
S6 0.31 0.23 0.46 1.5

29
Tabla 1. Cantidades molares de los aditivos ara cada uno de los sistemas
Figura 6.Diagrama de fases CaO-SiO2-MgO
Figura 7. Diagrama de Fases Cu2O-SiO2

30
5.3. TRATAMIENTO TÉRMICO DE SINTERIZACIÓN EN DOS ETAPAS
La alúmina derivada de la calcinación de sulfatos, hidróxidos y otras sales,
produce primero una variedad de fases de “alúmina de transición”
metaestables antes de formar la fase α (Alpha), la cual es la más estable
termodinámicamente. Esas alúminas de transición son principalmente
polvos ultrafinos de gran área superficial. La transformación a la fase α
(Alpha) va acompañada de un considerable engrosamiento y una
marcada disminución en el área de superficie, debido a la aglomeración
de los polvos durante esta transición [22]. Las alúminas de transición
dependen altamente de los precursores y de los tratamientos térmicos
utilizados para estabilizar a los mismos. Estas conversiones tienen influencia
directa en la aparición de los defectos en las estructuras, especialmente al
inicio de las etapas de transformación cristalina. La descomposición térmica
de los hidróxidos afecta directamente y modifica las dimensiones de las
partículas y las distancias entre las mismas, provocando así la aparición de
porosidades y las diversas estructuras provenientes de los distintos hidróxidos
[23]. La figura 8, muestra la secuencia de deshidratación de las alúminas
hidratadas y su dependencia con los hidróxidos de aluminio.
Figura 8.Secuencia de deshidratación de las alúminas hidratadas y su dependencia con los hidróxidos de aluminio

31
La sinterización es el proceso mediante el cual los poros entre partículas en
un material granular ,se eliminan por difusión atómica impulsada por fuerzas
capilares. Sin embargo, estos procesos de sinterización en etapa final
siempre están acompañados por un rápido crecimiento de grano, debido
a que las fuerzas impulsoras capilares para la sinterización y el crecimiento
de grano (que involucran límites de grano) son comparables en magnitud
[24]. Esto ha obstaculizado enormemente los esfuerzos para producir
compuestos densos de corindón con una estructura a escala nanométrica.
Con el objetivo de conseguir las propiedades mecánicas y la densificación
en los granos, requeridas para ser usados en aplicaciones abrasivas,
llegando a la fase más estable termodinámicamente de la alúmina (fase α),
se realizó un tratamiento térmico de sinterización en dos etapas, en el cual
se utilizó el siguiente ciclo térmico:
1. Se llevó desde temperatura ambiente hasta 110°C a una tasa de
calentamiento de 8.5°C/min y se sostuvo por 1 hora, con el fin de eliminar
los restos de humedad.
2. Se incrementó la temperatura hasta 200°C, con una tasa de
calentamiento de 1.3°C/min.
3. La temperatura se llevó lentamente hasta 1100°C con una tasa de
calentamiento de 5°C/min. Durante este paso se genera la pirólisis de los
residuos orgánicos, además de la deshidratación de los hidróxidos de
aluminio dando origen a las alúminas de transición.
4. La temperatura del sistema se elevó hasta 1300°C, a una tasa de
calentamiento de 2,2°C/min. Teóricamente a esta temperatura la
estructura debería alcanzar una densificación de aproximadamente el
70% de la densidad teórica de la alúmina.
5. Se disminuyó la temperatura rápidamente desde 1300°C hasta 1100°C.
Según estudios realizados, con esto se inhibe el crecimiento anormal de
grano. Se hizo un sostenimiento de 1 hora, tiempo durante el cual la

32
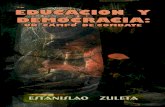
estructura continúa aumentado su densificación. El ciclo de sinterización
se ilustra a continuación en la figura 9.
Con la modificación del tratamiento térmico se esperaba obtener una
estructura más homogénea y densa, con granos de tamaños micrométricos,
evitando su crecimiento anormal, lo que usualmente ocurre cuando se
utilizan procesos de sinterización convencionales.
5.4. Densidad de los Granos Abrasivos
La densidad de los granos se determinó mediante el principio de
Arquímedes el cual indica que el peso aparente de un objeto inmerso en un
líquido decrece en una cantidad equivalente al peso del volumen del
líquido que este desplaza. El objeto inmerso experimenta un empuje vertical
y hacia arriba igual al peso del fluido desalojado. El procedimiento fue el
siguiente [25]:
1. Determinar el peso del sólido (ms)
2. Determinar el peso de un beaker con agua destilada (m1)
110
200
1100
1300
1100
10025
225
425
625
825
1025
1225
1425
0 100 200 300 400 500 600 700
Tem
per
atu
ra [°
C]
Tiempo [min]
CICLO DE SINTERIZACIÓN
Figura 9.Ciclo de sinterización en dos etapas

33
3. Introducir el sólido en el beaker con agua destilada y determinar su
peso (m2)
Teniendo en cuenta que el empuje que experimenta es:
𝒎𝒆𝒎𝒑𝒖𝒋𝒆 = 𝒎𝟐 − 𝒎𝟏 (Ec. 8)
La densidad de las partículas se calculó de la siguiente manera:
𝝆𝒔ó𝒍𝒊𝒅𝒐 =𝒎𝒔ó𝒍𝒊𝒅𝒐
𝒎𝒆𝒎𝒑𝒖𝒋𝒆∗ 𝝆𝒂𝒈𝒖𝒂 (Ec. 9)
5.5. CARACTERIZACIÓN DE LOS GRANOS
La composición mineralógica de los granos abrasivos obtenidos por el
método sol-gel se determinó mediante la técnica de difracción de rayos X
(DRX), en un difractómetro de Rayos X marca XPert PANalytical Empyrean
Serie II - Alpha1, ánodo de Co K-Alpha1[Å]:1.7890100, 2Theta (º), con un paso
de 0.05 y 50 s/paso, en un rango 2θ: 5- 60°. El análisis estructural de los granos
de Al2O3-α se analizó mediante microscopía electrónica de barrido SEM, en
un equipo JOEL JSM-6490LV. Se hicieron ensayos de microindentación en un
equipo Shimadzu Micro Vickers Hardness Tester HMV-G 21 series, siguiendo
los lineamientos de la norma ASTM E384 – 17 (Standard Test Method for
Microindentation Hardness of Materials) y ASTM C1327 – 15 (Standard Test
Method for Vickers Indentation Hardness of Advanced Ceramics) para
determinar la dureza de los granos y hacer una comparación teórica con la
dureza de los granos comerciales. Se evaluó la estabilidad térmica del
material empleando un equipo TA Instruments SDT Q600. El análisis se realizó
en atmósfera oxidante, (60 mL/min de aire + 40 mL/min de N2) con una
velocidad de calentamiento de 5°C/min hasta alcanzar 950 °C y una
isoterma de 10 min a esta temperatura.

34
5.6. FABRICACIÓN DE UN ABRASIVO FLEXIBLE Y EVALUACIÓN DE
PROPIEDADES FUNCIONALES DE LAS PARTÍCULAS
Para la evaluación de las propiedades funcionales de las partículas
abrasivas se fabricaron dos discos de muestra con respaldo en fibra de
celulosa para hacer la prueba comparativa entre las partículas con los
mejores resultados (S5) y la muestra de la referencia comercial, mediante el
siguiente procedimiento:
• Un disco con un soporte de fibra de celulosa vulcanizada, con un
diámetro de 115 mm fue puesto sobre una máquina eléctrica rotatoria
a una velocidad de 2000 rpm. Mediante la técnica spin coating se
aplicó un adhesivo de resina fenólica sobre el cual se depositaron
aproximadamente 10 g de las partículas en un área de 104 cm2. Las
partículas abrasivas se aplicaron haciendo uso de un campo
electrostático (Figura 10) con un voltaje de 30 V y una frecuencia de
25 Hz marca Maag-Flock SPG 1000 flock rise time tester.
Figura 10. Campo electrostático maag-flock

35
• El disco se sometió a un proceso de secado a una temperatura de
100°C/1 hora para remover la humedad del recubrimiento de anclaje
(make coat). Luego de esto, se procede a aplicar un recubrimiento
superior (size coat) basado en resinas fenólicas, mediante spin coating
a 2500 rpm, con una viscosidad de 2000 Cp. Los discos se sometieron
a una etapa de secado a una temperatura de 100°C/2 horas, seguido
de un incremento de la temperatura hasta 125°C para promover el
entrecruzamiento de la resina fenólica y consolidar las propiedades
mecánicas de los discos abrasivos.
• La evaluación para determinar el desempeño de los discos se hizo
sobre una platina de acero inoxidable AISI 304 (material de trabajo)
con dimensiones de 1/8 pul de espesor y 18 pul de longitud.
• Para la prueba los discos se montaron en una amoladora angular de
4 ½ pul (figura 11) , girando a una velocidad angular de 11000 rpm, la
cual es anclada a un sistema de pruebas eléctricas YD SPOT D23
aplicando una carga de 12 lb , durante 20 intervalos, cada uno de 25
s. Una vez finalizados los ciclos , se determinó la cantidad de masa
removida y el desgaste en gramos de los discos y se calculó la relación
de esmerilado (Gr) mediante la siguiente ecuación.
𝐺𝑟 = 𝑀𝑎𝑠𝑎 𝑟𝑒𝑚𝑜𝑣𝑖𝑑𝑎 𝑑𝑒𝑙 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑑𝑒 𝑡𝑟𝑎𝑏𝑎𝑗𝑜
𝐷𝑒𝑠𝑔𝑎𝑠𝑡𝑒 𝑑𝑒𝑙 𝑑𝑖𝑠𝑐𝑜 (𝑔) (𝐸𝑐. 8)

36
Figura 11. Evaluación del abrasivo en la amoladora angular
6. RESULTADOS Y ANÁLISIS DE RESULTADOS
El planteamiento inicial del trabajo fue la posible obtención de granos
abrasivos de alúmina partiendo de sistemas inorgánicos (AlCl2.6H2O y
Al2SO4.18H2O) con la incorporación de compuestos modificadores e
identificar su efecto sobre las propiedades físicas y mecánicas finales del
material. Tras encontrar las condiciones adecuadas para la síntesis, se
procedió a la fase experimental; obteniendo los siguientes resultados:
Se descartó el uso de la sal AlCl2.6H2O como potencial precursor para la
síntesis de granos abrasivos de Al2O3-α debido a los productos altamente
porosos y frágiles obtenidos al final del proceso de sinterización, condiciones

37
que llevan inmediatamente a rechazar el material para ser utilizado como
grano abrasivo.
Adicionalmente, uno de los objetivos del trabajo era identificar el efecto de
la adición de fluoruro de calcio en la temperatura de transformación y
cristalización de la alúmina, ya que durante la búsqueda bibliográfica inicial
se encontró que incorporando fluoruros como aditivos de sinterización se
logra reducir la temperatura de transformación de la alúmina y, al mismo
tiempo, modificar la morfología de los granos, gracias a la habilidad que
tienen los fluoruros de formar un compuesto intermedio AlOF, el cual puede
acelerar el transporte de masa en la alúmina de transición [21]. Con base en
la información recolectada y las pruebas en el laboratorio se descartó el uso
de CaF2 debido a que se segregaba al incorporarse en las muestras, lo que
presentaba una dificultad al momento de homogenizar los sistemas.
Alternativamente se encontraron reportes acerca de otros aditivos como el
SiO2, CaO y CuO, los cuales, junto con el MgO, forman compuestos
eutécticos que favorecen la cinética durante el proceso de sinterización,
promoviendo las transformaciones de fase y la apropiada densificación del
material a temperaturas menores de las convencionales. El SiO2 forma
principalmente fases líquidas intergranulares en presencia de otros óxidos a
alta temperatura que podrían aumentar la transferencia de masa durante
la sinterización de alúmina mediante un mecanismo de sinterización en fase
líquida. Estas fases, después del enfriamiento, son propensas a precipitar en
los límites de grano para formar películas delgadas. Se ha demostrado que
estas películas de silicato amorfo podrían reforzar notablemente el límite del
grano, evitando el crecimiento de este, incluso a concentraciones muy
bajas, lo que permite obtener una microestructura más fina [21]. En este
trabajo, el SiO2 se incorporó en el sistema en forma de un
aminopropiltrietoxisilano. Por otro lado, CuO, quien por su bajo punto de

38
fusión (1026°C), produce fácilmente una fase líquida tras ser expuesto a las
altas temperaturas involucradas en el proceso de sinterización,
promoviendo la transformación de la alúmina durante la sinterización por un
mecanismo de fase líquida. Para incorporar el CuO se realizó otro proceso
de precipitación del CuSO4.5H2O(acuoso) con amoniaco, llevando el sistema
hasta un pH de 11, ya que es por encima de estos valores de pH que se
promueve la formación de hidróxidos de cobre para dar paso a la
formación de CuO. Por último, el CaO se adicionó en forma de
Ca(NO3)2.4H2O, un aditivo que reduce la viscosidad de las fases líquidas
para acelerar la tasa de migración de las fronteras de grano en las
partículas. En la literatura se ha reportado que ha sido posible obtener
alúmina altamente densa con una composición microestructural uniforme
de los granos al dopar los polvos de Al2O3 con CaO [26].
La formación de la fase líquida de los óxidos agregados al sistema (MgO-
CaO-SiO2-CuO) contribuye a inhibir el crecimiento del grano y a una
densificación casi total debido a la formación de una película continua de
silicato amorfo en el material [19]. En general, los elementos dopantes tienen
un límite de solubilidad en la alúmina y se segregan en los límites de grano o
precipitan cuando los límites de grano se saturan, lo que inhibe el
crecimiento de grano. Sin embargo, si se exceden ciertos límites en el
contenido de aditivos, los resultados pueden ser contraproducentes, pues la
transferencia de masa puede ser demasiado rápida, favoreciendo el
crecimiento anormal del grano, lo que lleva a un detrimento en las
propiedades funcionales de los granos [27].
Finalmente se sintetizaron granos abrasivos de Al2O3-α partiendo de
Al2SO4.18H2O, incorporando SiO2, MgO, CaO y CuO como aditivos para
mejorar la cinética durante la sinterización, utilizando un tratamiento térmico

39
de sinterización en dos etapas. Tras muchos ensayos, se eligieron seis
sistemas finales nombrados como S1, S2, S3, S4, S5 y S6, cada uno con leves
variaciones en su composición de acuerdo a los puntos eutécticos
seleccionados en los respectivos diagramas de fases (tabla 1, figuras 6-7).
Todas las muestras se sintetizaron y se trataron térmicamente bajo las mismas
condiciones; como ya se mencionó. Lo único que difiere entre ellas son las
proporciones entre los aditivos. Las muestras S1, S2 y S3 están dopadas
únicamente con MgO-CaO-SiO2, representando un 3%wt. Las muestras S4,
S5 y S6 están dopadas con UN 3%wt de MgO-CaO-SiO2 y adicionalmente
con un 1,5%wt de CuO. En la figura 12 se pueden observar las muestras de
los seis sistemas sintetizados, antes de ser tratados térmicamente.
Figura 12. Muestras sintetizadas antes de ser tratadas térmicamente
Luego del tratamiento de sinterización, las muestras nombradas como S1, S2,
S3 y S6 fueron descartadas por presentar una superficie altamente porosa y
un alto grado de fragilidad, por lo tanto, las muestras S4 y S5 fueron
seleccionadas para ser analizadas y caracterizadas.
S1 S2 S3
S4 S5 S6

40
6.1. CARACTERIZACIÓN DE LOS GRANOS ABRASIVOS
6.1.1. COMPOSICIÓN MINERALÓGICA
Como ya se ha mencionado, los sistemas con las caracterísitcas más
adecuadas para sintetizar particulas abrasivas de Al2O3-α fueron las
composiciones S4 y S5. En las figuras 13 y 14 se presentan los difractogramas
obtenidos para cada muestra después de ser sometidas al proceso de
sinterización, en los cuales se puede evidenciar la presencia de Al2O3-α
(corindón) y algunos compuestos formados por los elementos adicionados
como agente de sinterización.
Figura 13. Difractograma muestra 4
Si bien, la diferencia entre ambos sistemas es únicamente la proporción
entre el CaO y el SiO2, se aprecia la formación de algunos compuestos
diferentes generados por los aditivos, y se evidencia claramente que ambos

41
sistemas están constituidos principalmente por Al2O3-α. Se puede notar que
para ambas muestras los espectros son muy similares, componiéndose
principalmente de Al2O3-α, con lo que se puede concluir que la
transformación a la fase Alpha (α) con alta cristalinidad, se dio
completamente ya que en los patrones de estas muestras no hay rastros de
picos que puedan atribuirse a las alúminas de transición (γ, δ, ϴ).
Figura 14. Difractograma muestra S5
La transición de las alúminas metaestables (en fase γ,ϴ) a Al2O3-α, es un
proceso de nucleación y crecimiento, siguiendo una secuencia de
transformación reconstructiva en la que los iones de oxígeno, de
empaquetamiento cúbico, se reorganizan en una estructura hexagonal
para dar paso a la fase termodinámicamente más estable (Al2O3-α) [28]. Para

42
que se dé esa organización de la estructura o, mejor dicho, el movimiento y
organización de los iones oxígeno, se necesita una energía muy alta.
Teóricamente, sin ningún aditivo, esta transformación no empezaría a ocurrir
hasta que la temperatura se incremente por encima de los 1250°C. Al lograr
obtener una transformación total a Al2O3-α bajo las condiciones de
sinterización planteadas inicialmente, se confirma que la temperatura de
transición de la alúmina se vio fuertemente influenciada por Los aditivos
incorporados a los sistemas [29].
La figura 15 corresponde al difractograma arrojado por la muestra de
referencia comercial. Aunque difieran en su composición química debido a
los aditivos utilizados en cada muestra durante la síntesis, la curva arroja una
composición mineralógica equivalente a la de las particulas sintetizados
para los sistemas que son objeto de estudio (muestras S4 y S5).
Figura 15. Difractograma muestra comercia

43
6.1.2. MORFOLOGÍA
La morfología de las Al2O3-α obtenidas luego de ser tratadas térmicamente
mediante un proceso de sinterización en dos etapas (1100°C – 1300°C), fue
estudiada por medio del método de microscopía electrónica de barrido
(SEM). Los sistemas que presentaron mejores características fueron S4 y S5.
Sin embargo, se realizaron análisis a los seis sistemas para evidenciar un poco
las diferencias que presentan en su microestructura. En la figura 16 se
muestran las imágenes obtenidas de los análisis para las muestras S1, S2 y S3
donde se puede observar que a rasgos generales todos los sistemas tienden
a formar conjuntos de partículas aglomeradas, esto se atribuye a las altas
temperaturas a las cuales fueron sometidos durante el tratamiento térmico,
induciendo la formación de estos aglomerados. Para el análisis se
seleccionaron superficies de fractura en las cuales aparecen sistemas
constituidos por partículas submicrométricas agregadas que forman
sistemas que alcanzan tamaños micrométricos. Las partículas obtenidas
poseen tamaños que se encuentran en el rango nanométrico, unidas entre
si a través de puentes generados por el proceso de pre-densificación [32].
a b

44
La figura 17 muestra las imágenes SEM de los sistemas S4, S5 y S6, en las cuales
se puede ver detalladamente que las partículas presentan una morfología
superficial alargadas que coalescen y tienden a formar un entramado que
se difunde por todo el agregado, Como se ve en las imágenes, todas las
microestructuras de las muestras dopadas con CuO consisten
principalmente en granos equiaxiales y presentan una estructura más densa
en comparación con las muestras que no están dopadas con CuO, gracias
a que el CuO tiene la facilidad de disolverse en la red de alúmina e
incrementar las vacancias de oxígeno, mejorando la difusión de iones y
acelerando así la transformación de la alúmina [28].
e f
Figura 16.Imágenes SEM para las muestras S1, S2 y S3. (a-b) S1, (c-d) S2, (d-e) S3.
c d

45
a b
c d
e f
Figura 17. Imágenes SEM para las muestras S4, S5 y S6. (a-b) S4, (c-d) S5, (d-e) S6.
c

46
La figura 18 corresponde a las imágenes SEM obtenidas para las partículas
de la referencia comercial, donde se observan granos más o menos
globulares de tamaños nanométricos, a diferencia de la estructura de los
sistemas seleccionados para ser estudiados (S4 y S5), donde los granos son
más alargados. Las diferencias halladas se atribuyen al efecto de los aditivos
en cada uno de los sistemas y, así como al método de síntesis ya
estandarizado para producir estas partículas. La estructura que presenta es
más homogénea y altamente densa.
c c
a
b
Figura 18. Imágenes SEM obtenidas para la referencia comercial
c
a

47
6.2. ANÁLISIS TERMOGRAVIMÉTRICO
El análisis termogravimétrico (TGA) se realizó para determinar las
temperaturas a las cuales se producen las transformaciones en el gel
parcialmente seco. Únicamente se lograron analizar los cambios que tienen
lugar hasta una temperatura de 950°C dadas las condiciones del equipo
disponible para realizar este análisis. Debido a esto, no se puede determinar
con exactitud la temperatura a la cual empieza la transformación desde las
alúminas de transición a la fase α. Sin embargo, se realizó un análisis con
respecto a la información reportada en publicaciones relacionadas con
este tema. La figura 19 representa la curva obtenida para la muestra
evaluada.
Figura 19. Curva TGA para el análisis del gel de Al2O3

48
En la región de temperatura desde 25°C hasta aproximadamente 100°C,
aparece un pico endotérmico con una pérdida de masa del 74,3% el cual
es asociado a la vaporización del agua absorbida [8]. Se esperaba este alto
porcentaje de pérdida de agua en la muestra ya que para el análisis se
seleccionó una muestra del gel parcialmente seco, con el fin de determinar
las temperaturas a las cuales ocurrían reacciones debido a los precursores
del material. Al ser la muestra tan pequeña y haber perdido tanta cantidad
de masa mientras llegaba hasta los 100°C, los otros cambios de pendiente
presentan una menor intensidad. Sin embargo, en artículos se ha reportado
que, en ese rango de los 100°C hasta los 900°C, donde hay una pérdida de
masa del 8.554%, ocurren una serie de reacciones como es el caso de la
descomposición del PEG que da inicio aproximadamente a 300°C [8].
Además, se identifica un cambio de pendiente iniciando aproximadamente
a 700°C que se atribuye a las transformaciones desde los hidróxidos de
aluminio hasta la transición a la fase α de la alúmina. En el rango de
temperatura de 820°C hasta 910°C aparecen reacciones exotérmicas
atribuidas a la transformación desde una fase amorfa hasta la fase
metaestable Al2O3-γ, seguido de la transición desde Al2O3-γ a Al2O3-α, y por
encima de los 970°C se da el crecimiento de cristales de Al2O3-α [24][46-48].
En la figura 20 se representa la región de la curva de temperaturas desde los
100°C hasta 950°C, donde se pueden observar con un poco más de detalle
los cambios ya mencionados anteriormente.

49
Figura 20. Curva TGA para el análisis del gel de Al2O3 (100°C - 900°C)
6.3. MICRODUREZA
Los desarrollos actuales en la mejora de los abrasivos a base de óxido de
aluminio están dirigidos principalmente a aumentar la tenacidad a la
fractura mientras se mantiene la dureza. Se ha demostrado que esta mejora
en las propiedades de los materiales conduce a una mejor resistencia al
desgaste y al rendimiento de corte en condiciones operativas definidas [48].
La dureza es el factor clave en el control del desgaste característico por
microfractura mecánica y deformación plástica, proporcionando una
medida de la tendencia de desgaste del grano a escala atómica [4]. El
desgaste de los granos microcristalinos se da como resultado de las
deformaciones plásticas que resultan del deslizamiento de los cristalitos
individuales. Proceso que está relacionado directamente con el tamaño del
cristal. Sin embargo, los procesos de desgaste de grano de Al2O3-α
0
5
10
15
20
25
30
0 200 400 600 800 1000
Wei
ght
(%)
Temperature (°C)

50
microcristalina no se han examinado suficientemente en la actualidad [3].
Usualmente la información existente presenta ventajas sobre la fractura de
los cristales del granos y su proceso de auto-afilado a través de la
generación de un gran número de nuevos filos de corte.
Mediante un ensayo de microindentación se midió la dureza de las
partículas del sistema seleccionado como objeto de estudio (S5). El valor de
dureza Vickers arrojado fue 1497 ± 52,1 Hv250, lo que corresponde
aproximadamente a 14, 68 GPa.
En las tablas 2 y 3 se muestra la composición química y las propiedades
físicas de las partículas comerciales. La diferencia en algunas de las
propiedades como su morfología y dureza puede atribuirse a los elementos
dopanntes adicionados.
Al2O3 La2O3+Y2O3+Co2O3 MgO+CaO SiO2 Na2O Fe2O3
95 3.5 1.2 0.05 0.07 0.02
Tabla 2. Composición química de las partículas comerciales [30]
Compuesto Al2O3-α
Dureza (GPa) 21.5
Densidad (g/cc) 3.9
Tabla 3. Propiedades físicas de la muestra de referencia comercial
Como se puede notar, la dureza de las partículas comerciales es más alta
que la dureza de las partículas objeto de estudio (S5), debido
probablemente a los aditivos incorporados durante el proceso de síntesis. En
general, los elementos dopantes se disuelven en la matriz de alúmina
formando defectos en la red, generando fases líquidas a altas temperaturas,

51
mejorando de esta manera el mecanismo de difusión de vacancias, la
velocidad de sinterización y la densificación de las partículas. Especialmente
aditivos como el Y3+ y La3+ se disuelven en la matriz de alúmina y se segregan
en los límites de grano, inhiben el crecimiento anormal del grano, mejorando
el proceso de densificación de las partículas. Debido a la función de mejora
del crecimiento del grano que tiene lugar en los límites de grano, se
incrementa la dureza del material cerámico [50-52].
6.4. DENSIDAD
La densidad de las partículas determinada por medio del principio de
Arquímedes fue de 3,68 g/cm3 lo que corresponde a aproximadamente el
93% del valor teórico. Esto sirve como una explicación al valor obtenido de
la dureza en las muestras y la diferencia que existe con respecto a la muestra
comercial. La densidad de las partículas comerciales es aproximadamente
el 99% de la densidad teórica, lo que tiene una relación directa con un
aumento en la dureza de las partículas y, por tanto, en sus propiedades
funcionales. Para llegar a alcanzar valores mayores y mejores prestaciones
se deben mejorar las condiciones de síntesis. Por ejemplo, para la fase de
mezclado de los aditivos con el gel de hidróxidos de aluminio, la literatura
reporta que este proceso se lleva a cabo en molinos durante tiempos
prolongados (aproximadamente 10 h) [20][21][24][27]. Estas condiciones son
claves para obtener las propiedades mecánicas deseadas y el efecto
completo de los aditivos en la matriz de alúmina, y no se contaba con ellas
en el laboratorio durante la síntesis de las partículas.

52
6.5. EVALUACIÓN DE LAS PROPIEDADES FUNCIONALES DE LOS GRANOS
ABRASIVOS
Un abrasivo recubierto consiste en una capa de granos abrasivos que se
recubren o depositan sobre un material de soporte flexible o semirrígido,
utilizando un adhesivo, como resina, para unir los granos al material de
respaldo. El sistema de unión adhesiva se requiere para asegurar el grano
abrasivo al respaldo. Todos los productos abrasivos recubiertos están hechos
con un proceso de unión de dos etapas. La primera capa de unión aplicada
al respaldo (make coat) proporciona la base adhesiva para fijar el grano al
respaldo. La segunda capa (size coat) se aplica sobre el grano abrasivo y es
quien se encarga de proporcionar el anclaje y la estabilización del grano,
además de la resistencia física deseada del producto terminado [50-51] (figura
21).
Figura 21. Esquema de las partes que constituyen un abrasivo recubierto [50]
Las partículas abrasivas son depositadas sobre un respaldo que puede ser
papel, tela, fibra vulcanizada o una combinación entre ellos, mediante la
influencia de un campo electrostático, siendo este el proceso más utilizado
para la producción de abrasivos recubiertos. El proceso deja los granos
abrasivos en posición vertical, perpendicular al respaldo, con los extremos
más afilados de los granos apuntando hacia arriba y lejos del respaldo
(figura 22).

53
Figura 22. Efecto del campo electrostático sobre la orientación de los granos abrasivos [51]
Tras hacer la evaluación de la funcionalidad de los granos abrasivos
meidante el procedimiento descrito anteriormente (sección 5.6), se
obtuvieron los siguientes resultados:
Rendimiento granos S5 (Gr) 15,3
Rendimiento granos comerciales (Gr) 20,2
Tabla 4. Resultados de las pruebas de rendimiento. Razón de esmerilado (Gr)
Como era de esperarse, según los resultados arrojados por la
caracterización de las partículas, el factor de esmerilado en los granos
abrasivos sintetizados durante todo el desarrollo del trabajo fue un poco
menor al factor de esmerilado de la muestra de referencia comercial.
Ambas muestras (S5 y Comercial) presentaron diferencias en sus
propiedades físicas como la densidad y la dureza, lo cual está relacionado
directamente la tendencia al desgaste del material.

54
7. CONCLUSIONES
• Se descartó el uso de la sal AlCl2.6H2O como precursor para sintetizar
granos abrasivos de Al2O3-α debido a la generación de productos
altamente porosos y frágiles obtenidos al final del proceso de
sinterización, condiciones que llevan descartar el material para ser
utilizado como grano abrasivo, al no cumplir con las características
esenciales como son la dureza, tenacidad y alta densidad para la
aplicación en cuestión.
• Para obtener un material de Al2O3-α altamente densificado se debe
evitar la formación de una estructura altamente porosa del tipo
vermicular, la cual normalmente aparece durante el proceso de pre-
densificación. El hecho de no tener una estructura de este tipo se le
puede atribuir a la adición de semillas las cuales proporciona un gran
número de núcleos para la formación de Al2O3-α y, por lo tanto, el
crecimiento vermicular durante la fase de transformación se limita.
• Al obtener como resultado en el difractograma la fase mineralógica
Al2O3-α bajos las condiciones de síntesis empleadas, se puede concluir
que los procesos de dopaje y sinterización fueron efectivos para
promover las transiciones de las fases de alúmina a temperaturas
menores, arrojando un producto con características físico-mecánicas
adecuadas para ser utilizado en aplicaciones abrasivas.
• Aunque el resultado arrojado por las pruebas de rendimiento de las
partículas abrasivas sintetizas S5 fue menor que el rendimiento de las
partículas comerciales fue un indicador satisfactorio, ya que ambas
muestras presentan diferencias en sus composiciones químicas lo que
se traduce en diferencias en sus propiedades funcionales. Además, la

55
obtención de estas partículas se realizó a nivel de laboratorio, sin un
procedimiento estandarizado como es el caso de las comerciales.
• Las partículas abrasivas se logran consolidar gracias a la formación de
una fase vítrea en los límites de grano por los elementos dopantes. Sin
la formación de esta fase vítrea los productos obtenidos de la síntesis
de Al2O3-α por este método y bajo estas condiciones, no serías más
que polvos muy finos, de tamaños nanométricos.
• Con el análisis de TGA se querían identificar los cambios que tenían
lugar en el material tras ser sometido al incremento de la temperatura,
principalmente se quería identificar la temperatura a la cual se daba
la transición a la fase α de la alúmina. No se pudieron determinar con
exactitud estos cambios debido a las condiciones de operación del
equipo que se tenía a la disposición para el análisis. Basándonos en la
literatura se logró dar una explicación de las transformaciones que
podían ocurrir y los rangos de temperatura en los cuales ocurrían.

56
8. BIBLIOGRAFÍA
[1]. Wherry, Allen. Comments to Abrasives Manufacturing Section.
United states : s.n., 1993.
[2]. Boden , Jack, y otros. Advancement in abrasive grain white
paper. 3M MULTIMEDIA. [En línea] 2017.
https://multimedia.3m.com/mws/media/1381348O/advancements-
in-abrasive-grain-white-paper.pdf.
[3]. State of the art in production, properties and applications of the
microcrystalline sintered corundum abrasive grains. Nadolny, Krzysztof.
2014, Advanced Manufacturing Technology.
[4]. Jackson, Mark y Hitchiner, Michael. HIGH PERFORMANCE
GRINDING AND ADVANCED CUTTING TOOL. United States : Springer,
2012.
[5]. Effect of ZnF2–TiO2–SiO2 additions on the two-step sintering
behavior and mechanical properties of sol–gel derived corundum
abrasive. Dezhi, Hu, Zhihong , Lin y Yumei, Zhu. 6, 2016, Ceramics
International, Vol. 42, págs. 7373-7379.
[6]. Synthesis and two-step sintering behavior of sol–gel derived
nanocrystalline corundum abrasives. Zicheng, Li, Zhihong, Li y Yumei,
Zhu. 8, 2009, Journal of European Ceramic Soiety, Vol. 28, págs. 1337-
1345.
[7]. Mineral commodity summaries 2018, Us department of interior,
Us Geolical department “Science for changing world” Reston.
Virginia : s.n. págs. 18-19.
[8]. Preparation of Platelike Nano Alpha Alumina Particles. Yi-quan
Wu, Yu-Feng Zhang, Xiao-xian Huang, Jing-kun Guo. Shanghai : s.n.,
2001, Ceramics International, Vol. 27, págs. 265-268.

57
[9]. Preparation of sol-gel derived microcrystalline corundum
abrasives with hexagonal platelets . Na Li, Yu-Mei Zhu, Kai Gao, and
Zhi-Hong Li. 1, 1 de Enero de 2013, International Journal of Minerals,
Metallurgy and Materials , Vol. 20, págs. 71-75.
[10]. RONDININI S, ARDIZZONE S, CAPPELLETTI G, MINGUZZi A, VERTOVA
A. Sol–Gel Synthesis. Milán, Italia : s.n., 2009.
[11]. Zaharescu, Maria y Predoana, Luminita. Oxide Powders and
Ceramics. [aut. libro] David Levy y Marcos Zayat. [ed.] David Levy y
Marco Zayat. The Sol-Gel Handbook: Synthesis, Characterization, and
Applications. Weinheim : Wiley-VCH, 2015, págs. 245-248.
[12]. Hernández, Y. Síntesis de pigmentos cerámicos por métodos no
convencionales: Técnica Sol-Gel. Universidad Nacional de Colombia,
Facultad de minas, Escuela de ingeniería de Materiales. Medellín : s.n.,
2013. Tesis de Maestría.
[13]. Sumio Sakka, Hiromitsu Kozuka. Handbook of Sol-Gel Science
and Technology: Applications of Sol-Gel Technology. s.l. : Springer
Science & Business Media, 2005.
[14]. Karl Wefers, Chanakya Misra. Oxides and Hidroxides of
Aluminium. 1987.
[15]. Schwabel, Mark G. PROCESS FOR DURABLE SOL-GEL PRODUCED
ALUMINA-BASED CERAMICS, ABRASIVE GRAN AND ABRASIVE
PRODUCTS. US4744802A UNITE STATES, 17 de 01 de 1988.
[16]. Optimization of molar concentration of AlCl3 salt in the sol–gel
synthesis of nanoparticles of gamma alumina and their application in
the removal of fluoride of water. Swati Dubey, Archana Singh, Bhumika
Nim, I. B. Singh. 2017, Journal of Sol-Gel Science and Technology.
[17]. Functional nanocomposite wet gels and aerogels induced by
transition/lanthanide metal ions coordination. Bingying Gao, Yusha

58
Ma, Jing Mei, Shaoxiang Lu, Lili Ren. 2018, Chemical Engineering
Journal, Vol. 331, págs. 597-605.
[18]. Sol-Gel Synthesis of Nanoparticles of Gamma Alumina and their
Application in Defluoridation of Water. I. B. Singh, Akanksha Gupta,
Swati Dubey, M. Shafeeq, P. Banerjee and A. S. K. Sinha. 2016, Journal
of Sol-Gel and Technology.
[19]. A review of two-step sintering for ceramics. Nayadie Jorge Lóh,
C. A. Faller, Lisandro Simão, Agenor De Noni Jr, O.R.K. Montedo. 2016,
Ceramics International.
[20]. Influence of BaO–B2O3–SiO2 additives on the sintering behavior.
Peihao SUN, Yumei ZHU,³ Yingxin LI and Zhihong LI. 2016, Journal of the
Ceramic Society of Japan, págs. 160-165.
[21]. Influence of Additives on the Microstructure Refinement of
Sintered Alumina by a Two-Step Sintering Technique. Frank J. T. Lin,
Lutgard C. De Jonghe. 1997, Journal of American Ceramic Society,
Vol. 80, págs. 2269-2277.
[22]. Alpha Alumina Formation in Alum-Derived Gamma Alumina.
HALLORAN, F. W. DYNYS and J. W. 9, Chicago, 1980, Journal of the
American Ceramic Society, Vol. 65.
[23]. Aluminum Local Environment and Defects in the Crystalline
Structure of Sol-Gel Alumina. J. A. Wang, X. Bokhimi, A. Morales, and O.
Novaro. 1999, J. Phys. Chem., Vol. 103, págs. 299-303.
[24]. Synthesis and two-step sintering behavior of sol–gel derived
nanocrystalline corundum abrasives. Zicheng Li, Zhihong Li, Aiju Zhang,
Yumei Zhu. Tiajin, 2009, Journal of the European Ceramic Society, Vol.
29, págs. 1337–1345.
[25]. Archimedes’ principle in action. Kirés, Marian. Košice, 2007,
Physics Education, Vol. 42, págs. 484-487.

59
[26]. Abnormal Grain Growth of Alumina: CaO Effect. Baik, Joonchul
Jung and Sunggi. 4, Korea, 2003, Journal of American Ceramic Society,
Vol. 86, págs. 644-649.
[27]. Effect of CuO–TiO2–SiO2 additions on the sintering behavior and
mechanical properties of corundum abrasive synthesized through sol–
gel method. Miaodi Luo, Zhihong Li, Yumei Zhu. Tianjin : s.n., August de
2013, Ceramics International, Vol. 39, págs. 1827-1833.
[28]. Metastable Alumina Polymorphs: Crystal Structures and Transition
Sequences. Brandon, Igor Levin David. 8, gaithersburg : s.n., 2005,
Journal of the American Ceramic Society , Vol. 81.
[29]. Effect of Divalent Cation Additives on the γ‐Al2O3‐to‐α‐Al2O3
Phase Transition. Das, Kiyoshi Okada Akiyoshi Hattori Taketoshi
Taniguchi Akihiko Nukui Rathindra Nath. 4, 2004, Journal of the
American Ceramic Society, Vol. 83.
[30]. Materials, Saint-Gobain Ceramic. CERPASS XTL® FOR COATED
ABRASIVE TOOLS. [En línea] 2016. [Citado el: 30 de Enero de 2019.]
https://www.abrasivematerials.saint-
gobain.com/sites/imdf.abrasivematerials.com/files/cerpass_xtl_for_co
ated_abrasive_tools_70363.pdf.
[31]. Kinetics and Microstructural Evolution of
HeterogeneousTransformation of ϴ-Alumina to α-Alumina. Wei, Hung-
Chan Kao and Wen-Chen. 2, Taiwan : s.n., 2000, Journal of American
Ceramic Society, Vol. 83, págs. 362-368.
[32]. Perera Mercadp, Yubran, Castruita de León, Grisela y Saucedo
Salazar, Esmeralda. Síntesis y Caracterización de Alúmina-α vía Sol-Gel:
A partir de sistemas acuosos y empleando como precursores Sales de
Aluminio.

60
[33]. The Influences Of Fluorides On The Transformation Of α-Alumina
Crystals. Tian, Qingbo, y otros. 4, 2017, Ceramics Sillikaty, Vol. 61, págs.
357-366.
[34]. The Evolution of “Sol-Gel” Chemistry as a Technique for Material
Synthesis. A. E. DANKS, S.R. HALL, Z. SCHNEPP. 2016, Journal of Royal
Society of Chemistry.
[35]. Hernández, Y. Síntesis de pigmentos cerámicos por métodos no
convencionales: Técnica Sol-Gel. Universidad Nacional de Colombia,
Facultad de minas, Escuela de ingeniería de Materiales. Medellín : s.n.,
2013. Tesis de Maestría.
[36]. Facile route for preparation of highly crystalline γ-Al2O3
nanopowder. M. Sasani Ghamsari, Z. Ashor Said Mahzar, S. Radiman,
A.M. Abdul Hamid, Sh. Rahmani Khalilabad. 2012, Materials Letters, Vol.
72, págs. 32-35.
[37]. C. Jeffrey Brinker, George W. Scherer. Sol-Gel Science: The
Physics and Chemistry of Sol-Gel Processing. Londres : ACADEMIC
PRESS LIMITED, 1990.
[38]. Cervantes, Maria Luisa Rojas. Diseño y Síntesis de Materiales "A
Medida" Mediante el Método Sol-Gel. Madrid : UNIVERSIDAD
NACIONAL DE EDUCACIÓN A DISTANCIA, 2012.
[39]. Preparation of sol-gel derived microcrystalline corundum
abrasives with hexagonal platelets . Na Li, Yu-Mei Zhu, Kai Gao, and
Zhi-Hong Li. 1, 1 de Enero de 2013, International Journal of Minerals,
Metallurgy and Materials , Vol. 20, págs. 71-75.
[40]. Effiect of magnesia on the densification behavior and grain
growth of nucleated gel alumina. L. RadonjiC, V. SrdiC. 1997, Materials
Chemistry and Physics , Vol. 47, págs. 78-84.

61
[41]. Wear phenomena of grinding wheels with sol-gel alumina
abrasive grains and glass-ceramic vitrified bond during internal
cylindrical traverse grinding of 100Cr6 steel. Nadolny, Krzysztof. october
de 2014, International Journal of Advanced Manufacturing
Technology.
[42]. Effects of SiO2, CaO2, and MgO Additions on the Grain Growth
of Alumina. Chan Woo Park, Duk Yong Yoon. Korea : s.n., 2000, Journal
of American Ceramic Society , Vol. 83, págs. 2605–2609.
[43]. Determination of Critical Concentrations of Silica and/or Calcia
for Abnormal Grain Growth in Alumina. So Ik Bae, Sunggi Baik. 1993,
Journal of American Ceramic Society, Vol. 76, págs. 19065-1067.
[44]. Sintering of a-Al2O3-seeded nanocrystalline g-Al2O3 powders.
C. Scott Nordahl, Gary L. Messing. Journal of the European Ceramic
Society, Vol. 22, págs. 415-422.
[45]. NORTON SAINT-GOBAIN. (08 de 01 de 2018). How the Science of
Abrasives Yields the Art of Performance. [En línea] 08 de 01 de 2018.
https://www.nortonabrasives.com/en-
us/resources/expertise/science-abrasives-yields-art-performance.
[46]. Low temperature synthesis of ultrafine α-Al2O3 powder by a
simple aqueous sol–gel process. Jiang Li, Yubai Pan, Changshu Xiang,
Qiming Ge and Jingkun Guo. Shangai : s.n., 2006, Ceramics
International , Vol. 32, págs. 587-591.
[47]. Thermal formation of corundum from aluminium hydroxides
prepared from various aluminium salts. J. TEMUUJIN, Ts. JADAMBAA, K.
J. D. MACKENZIE, P. ANGERER, F. PORTE and F. RILEY. 4, India : s.n., 2000,
bulletin material science, Vol. 23.
[48]. Influence of fluorides on phase transition of α-Al2O3 formation.
Jiang Li, Yusong Wu, Yubai Pan, Wenbin Liu and Jingkun Guo. Shangai
: s.n., 2007, Ceramics International, Vol. 33, págs. 919–923.

62
[49]. Micro-Analysis of the Contact Zone of Tribologically Loaded
SecondPhase Reinforced Sol-Gel-Abrasives. F. Klocke, R. Engelhorn, J.
Maye, Th. Weirich. 1, Aachen : s.n., 2002, CIRP Annals, Vol. 51, págs.
245-250.
[50]. Schmid, Kalpakjian. Manufacturing Engineering and
Technology. Abrasive Machining and Finishing Operations. [En línea]
2001. [Citado el: 31 de Enero de 2019.]
https://slideplayer.com/slide/3815353/.
[51]. Alan Richter. Cutting Tool Engineering. Single-layered approach:
The fundamentals of using coated abrasives in metalworking. [En línea]
01 de Diciembre de 2013. [Citado el: 31 de Enero de 2019.] [1].
https://www.ctemag.com/news/articles/single-layered-approach-
fundamentals-using-coated-abrasives-metalworking.
Top Related