






Idiomas
Páginas
Jurídico


1
DETERMINACIÓN EXPERIMENTAL DE LA PRODUCCIÓN DE ÁCIDOS
CARBOXÍLICOS EN FERMENTACIONES ANAERÓBICAS TIPO
CONTRACORRIENTE USANDO BAGAZO DE CAÑA COMO SUSTRATO
Proyecto de Grado
Por
JULIANA AREVALO RIBON
Presentado a la Oficina de Estudios de Pregrado de
Universidad de los Andes
En cumplimiento parcial de los requisitos para el título de
INGENIERO QUÍMICO
Asesor
ROCÍO SIERRA, M.Sc, Ph.D
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍAQUÍMICA
BOGOTÁ D.C
Marzo 2013
2
DETERMINACIÓN EXPERIMENTAL DE LA PRODUCCIÓN DE ÁCIDOS
CARBOXÍLICOS EN FERMENTACIONES ANAERÓBICAS TIPO
CONTRACORRIENTE USANDO BAGAZO DE CAÑA COMO SUSTRATO
Proyecto de Grado
Por
JULIANA AREVALO RIBON
Presentado a la Oficina de Estudios de Pregrado de
Universidad de los Andes
En cumplimiento parcial de los requisitos para el título de
INGENIERO QUÍMICO
Aprobada por
ROCÍO SIERRA, M.Sc, Ph.D
PABLO ORTIZ,M.Sc, Ph.D
Marzo 2013

3
ABSTRACT
Experimental determination of the production of carboxylic acids in countercurrent
type anaerobic fermentations using sugarcane bagasse as substrate
Juliana Arévalo Ribón
Universidad de los Andes, Colombia.
Asesora: Rocío Sierra Ramírez, PhD
The MixAlco® process converts biologically biomass into carboxylic acids, which can be
converted into fuels and chemicals. In this study of three steps, the production of carboxylic
acids in anaerobic fermentations was evaluated using sugar cane bagasse / chicken manure as
substrate and microorganisms from three native inocula: i) Nemocón, ii) Cartagena y iii)
Zipaquirá. In the first step, batch fermentations were made for each inoculum. From those,
mathematical expressions for acid equivalents production and specific reaction rate were
obtained. The maximum production of acid equivalents was 11g/L in a period of 24 days for
each inoculum. This level of production is similar to the results reported for eleven (11)
inocula used previously (Forrest, 2010). In the second step, the production of theoretical acid
equivalents in countercurrent fermentation train (four reactors) was evaluated for each
inocula. These simulations were made varying the load of liquid and solids. The maximum
acid equivalent productivity was 20 g/L for Nemocón inoculum. In the third step,
countercurrent fermentations were made (four reactors) for each inoculum. From these
experiments, it was not possible to determine the production of acid equivalents and error
between experiments and simulations due to the short available time for experimentation.
Finally, this work suggests that effectiveness for anaerobic fermentations in MixAlco®
process is determined by conditions of the process, and not by microorganisms that exists in
the inoculum.

4
RESUMEN
Determinación experimental de la producción de ácidos carboxílicos en
fermentaciones anaeróbicas tipo contracorriente usando bagazo de caña como sustrato
Juliana Arévalo Ribón
Universidad de los Andes, Colombia.
Asesora: Rocío Sierra Ramírez, PhD
El proceso MixAlco® convierte biológicamente biomasa en sales carboxílicas, las cuales
pueden ser convertidas en químicos y combustibles (Forrest, 2010). En este estudio de tres
etapas, se evalúo la producción de ácidos carboxílicos a partir de fermentaciones
anaeróbicas, usando una mezcla de bagazo de caña / gallinaza como sustrato y
microorganismos provenientes de tres inóculos nativos: i) Nemocón, ii) Cartagena y iii)
Zipaquirá. En la primera etapa se realizaron fermentaciones por lotes de donde se obtuvieron
expresiones matemáticas para la producción de ácidos equivalentes y velocidad de reacción
específica para cada inóculo. La producción máxima de ácidos equivalentes fue de 11 g/L en
un periodo de 24 días para los tres (3) inóculos, lo cual igualo o supero la producción de once
(11) inóculos reportados previamente (Forrest, 2010). En la segunda etapa, se evaluó
teóricamente la producción de ácidos equivalentes para cada inóculo en un tren de
fermentación en contracorriente (cuatro reactores) variando la carga de sólidos y líquidos que
se transfieren. La máxima productividad de ácidos fue de 20 g/L, que correspondió al inóculo
proveniente de Nemocón. En la tercera etapa, se realizaron las fermentaciones contracorriente
(cuatro reactores) para cada uno de los inóculos. Debido al corto tiempo de experimentación
para esta etapa, no fue posible determinar la productividad de ácidos equivalentes en los
experimentos ni el error entre la productividad experimental y la teórica. Finalmente, este
trabajo sugiere que la efectividad de las fermentaciones contracorriente en el proceso
MixAlco® está determinada por las condiciones de fermentación, y no por los
microorganismos presentes en la fermentación.

5
AGRADECIMIENTOS
En este proceso me acompaño Andrés Felipe Simbaqueba a quien le agradezco toda la
paciencia, tolerancia y dedicación con la cual me enseño y me explico todo el proceso de este
trabajo. Me acompaño durante todo el proceso y gracias a él y a mi asesora, Rocio Sierra,
pude culminar con éxito el proyecto de grado, tener la satisfacción de aprender cosas nuevas
y de tener muy buenos compañeros de trabajo que me hicieron crecer como persona y como
profesional.
También le doy gracias a mis papas por todo su apoyo, por estar siempre conmigo en todo
momento y a Dios porque el siempre estuvo hay para apoyarme y guiarme en todo lo que
mas necesitaba.

6
OBJETIVO GENERAL
Determinar la producción de ácidos carboxílicos en fermentaciones contracorriente
tipo MixAlco®, utilizando bagazo de caña pretratada como sustrato e inóculos
provenientes de Zipaquirá, Nemocón y Cartagena.
Objetivos Específicos
1. Determinar el punto de estabilidad en la producción de ácidos carboxílicos
obtenidos de fermentaciones tipo MixAlco® por lotes usando inóculos
provenientes de Zipaquirá, Cartagena y Nemocón utilizando bagazo de caña como
sustrato.
2. Determinar el punto de estabilidad en producción de ácidos carboxílicos obtenidos
a través de fermentaciones tipo MixAlco® en contracorriente, a una velocidad de
transferencia de líquidos definida y a diferentes cargas iniciales de sustrato, para
los inóculos provenientes de Zipaquirá, Cartagena y Nemocón utilizando bagazo
de caña como sustrato.
3. Obtener para cada tren de fermentación el balance de masa correspondiente y
parámetros como conversión, selectividad, rendimiento y productividad de ácidos
carboxílicos.

7
NOMENCLATURA
C Cartagena
N Nemocón
Z Zipaquirá
So Sustrato inicial
x Conversión
VS Sólidos volátiles
pH Potencial de Hidrógeno
h Horas
N Concentración Normal
°C Grados centígrados
r Velocidad de reacción

8
Contenido
RESUMEN ............................................................................................................................................. 4
OBJETIVO GENERAL ......................................................................................................................... 6 OBJETIVOS ESPECÍFICOS ................................................................................................................................. 6
CAPÍTULO 1 INTRODUCCIÓN .....................................................................................................11
CAPÍTULO 2.......................................................................................................................................13
REVISIÓN LITERATURA ................................................. ¡ERROR! MARCADOR NO DEFINIDO. BIOMASA LIGNOCELULÓSICA ....................................................................................................................... 13 EL PROCESO MIXALCO® ............................................................................................................................... 14 FERMENTACIÓN MIXALCO® ...................................................................................................................... 15
CAPÍTULO 3 METODOLOGÍA .......................................................................................................16 FERMENTADORES .......................................................................................................................................... 16 SUSTRATO ....................................................................................................................................................... 16 NUTRIENTES .................................................................................................................................................. 17 MEDIO DE FERMENTACIÓN .......................................................................................................................... 17 INÓCULOS........................................................................................................................................................ 17 INHIBIDOR DE METANOGÉNESIS ................................................................................................................. 18 FERMENTACIÓN POR LOTES ........................................................................................................................ 18 FERMENTACIÓN EN CONTRACORRIENTE ................................................................................................... 19 ANÁLISIS DE ÁCIDOS CARBOXÍLICOS ........................................................................................................... 20 ANÁLISIS DE SÓLIDOS VOLÁTILES ............................................................................................................... 20
CAPITULO 4 RESULTADOS EXPERIMENTALES .....................................................................21 FERMENTACIONES POR LOTES ......................................................................................................... 21
Perfiles de pH .................................................................................................................................................. 21 Balances de masa ......................................................................................................................................... 22 Obtención de la cinética de reacción ................................................................................................... 24 Predicción de producción de equivalentes de ácido acético..................................................... 29
FERMENTACIONES A CONTRACORRIENTE .................................................................................. 31 Perfil de pH ...................................................................................................................................................... 31 Estabilidad del sistema .............................................................................................................................. 32
CAPÍTULO 5 CONCLUSIONES .......................................................................................................34
APÉNDICE 1. ......................................................................................................................................38
APÉNDICE 2. ......................................................................................................................................41 PROTOCOLOS DE EXPERIMENTOS ................................................................................................... 41 PRE TRATAMIENTO DE BAGAZO DE CAÑA (SUSTRATO) .......................................................................... 41
APÉNDICE 3. ......................................................................................................................................46 TABLAS DE RESULTADOS POR LOTES ......................................................................................................... 46
APÉNDICE 4. ......................................................................................................................................50 TABLAS DE RESULTADOS A CONTRACORRIENTE ...................................................................................... 50

9
Índice de figuras
Figura1 Proceso MixAlco ® 14
Figura2 Fermentador CSTR 16
Figura3 Diagrama de fermentaciones a Contracorriente 19
Figura4 Perfiles de pH para fermentaciones por lotes. 21
Figura5 Digestión de biomasa en un proceso fermentativo 22
Figura6
Resultados de sólidos volátiles para cada inóculo en sus diferentes
concentraciones 23
Figura7
Conversión y selectividad para cada inóculo en sus diferentes
concentraciones 23
Figura8
Concentraciones Aeq de fermentaciones con bagazo/gallinaza a 20, 40,
70, 100 y 100+ g sustrato/L 27
Figura9
Valor experimental y predicho para la velocidad de reacción especifica
en cinco fermentaciones por lotes de bagazo de caña/gallinaza 29
Figura10 Mapa CPDM para 90% bagazo/10% gallinaza 31
Figura11 Perfiles de pH para fermentaciones en contracorriente. 32
Figura12 Perfil de humedad para muestras solidas 32
Figura13 Perfil de sólidos volátiles 33
Figura14 Conversión obtenida en los trenes de fermentación. 33

10
Índice de Tablas
Tabla 1 Concentración de sustratos para las fermentaciones por lotes 14
Tabla 2 Relación de ácidos carboxílicos en el experimento 100+ g/L 20
Tabla 3 Valores de los parámetros a, b y c encontrados para inóculo C 22
Tabla 4 Valores de los parámetros a, b y c encontrados para inóculo N 22
Tabla 5 Valores de los parámetros a, b y c encontrados para inóculo Z 23
Tabla 6 Parámetros estándar para predicción de mapas CPDM 26

11
CAPÍTULO 1 Introducción
La bioenergía es un proceso renovable y puede complementar la industria de los
combustibles fósiles(Cuervo.L, 2009), de esta manera, se tiene la posibilidad de suplir
las actuales demandas energéticas crecientes dado el aumento tanto en la población
como en la industria. Adicionalmente, y una de las mayores ventajas de la bioenergía,
es un menor impacto en el medio ambiente comparado con los efectos de los
combustibles fósiles(Cuervo.L, 2009)(Poonam Singh Nigam, 2010).
Un recurso renovable promisorio son los residuos de cultivos agrícolas que se
clasifican como materiales lignocelulósicos. La lignocelulosa se encuentra en la pared
celular de las plantas y está compuesta por celulosa, hemicelulosa y lignina
(Cuervo.L, 2009). En su forma natural, este material no es digestible y por tanto no
puede usarse como sustrato en procesos de fermentación. Sin embargo, los materiales
lignocelulósicos presentan dos ventajas: (1) No tienen un uso alterno (2) Su costo es
muy bajo consistiendo solamente en el de su recolección. Para aprovechar este
sustrato en procesos fermentativos, es necesario mejorar su digestibilidad y una forma
de hacerlo, es a través de la remoción parcial de los contenidos de hemicelulosa y
lignina. Para logar esto, se realiza un pretratamiento seguido de una etapa de
fermentación que se controla, dependiendo de cuál es el producto deseado (Agbogbo,
2005)(Gonzales.Y, 2005). El proceso que empieza con residuos agrícolas
transformados biológicamente en sales carboxílicas que posteriormente son
convertidas a alcoholes, se conoce como el proceso MixAlco®.
En la Universidad de los Andes, recientemente se han realizado fermentaciones por
lotes tipo MixAlco®. Se sabe que los consorcios de microorganismos de mayor
productividad para este tipo de fermentaciones, provienen de medios salinos.
Consecuentemente, en los estudios previos se han utilizado tres tipos de inóculos
nativos: (1) Tierra húmeda de Zipaquirá como inóculo con papel y bagazo como
sustratos, (2) Tierra húmeda de Nemocón como inóculo, con papel y bagazo como
sustratos, (3) Arena húmeda de Cartagena, con bagazo como sustrato. En algunas de
estas fermentaciones, se usó gallinaza como fuente de nitrógeno y vitaminas
12
(Simbaqueba, 2011). Los resultados de estos estudios previos no fueron concluyentes.
En este estudio se plantea la determinación de la producción de ácidos carboxílicos en
fermentación anaeróbicas tipo MixAlco® utilizando bagazo de caña como sustrato e
inóculos provenientes de Zipaquirá, Nemocón y Cartagena, en sistemas a
contracorriente. Se usarán como factores de control los tiempos de residencia de
líquido (que contiene el producto) y carga inicial de sustrato (bagazo de
caña/gallinaza).

13
CAPÍTULO 2 Revision literatura
La bioenergía es un proceso renovable y puede complementar la industria de los
combustibles fósiles(Cuervo.L, 2009), de esta manera, se tiene la posibilidad de suplir
las actuales demandas energéticas crecientes dado el aumento tanto en la población
como en la industria. Adicionalmente, y una de las mayores ventajas de la bioenergía,
es un menor impacto en el medio ambiente comparado con los efectos de los
combustibles fósiles; (Cuervo.L, 2009)(Poonam Singh Nigam, 2010)
Biomasa Lignocelulósica
Un recurso promisorio para ser utilizado como fuente de energía renovable, son los
residuos de cultivos agrícolas (materiales lignocelulósicos), los cuales presentan dos
ventajas: (i) no tienen un uso alterno y (ii) su costo es muy bajo consistiendo
solamente en el de su recolección. La síntesis de etanol usando esta materia prima
como sustrato, es posible por medio de un proceso de fermentación anaeróbica, entre
otras rutas. Los materiales lignocelulósicos están compuestos por celulosa (polímero
de glucosa), hemicelulosa (polímero de carbohidratos) y lignina (polímero de
compuestos fenólicos)(Cuervo.L, 2009)(Gonzales.Y, 2005). La abundancia de
carbohidratos en los materiales lignocelulósicos los hace promisorios como sustratos
para procesos fermentativos. Desafortunadamente, estos recursos son altamente
indigestibles, debido a la alta cristalinidad de la celulosa (que resulta en resistencia al
ataque químico) y a la presencia de la lignina. Para aprovechar apropiadamente este
sustrato, es necesario mejorar su digestibilidad. Una forma de hacerlo, es a través de
la remoción parcial de los contenidos de hemicelulosa y lignina. Para lograr esto, se
realiza un pretratamiento(Agbogbo, 2005)(Gonzales.Y, 2005). Luego, puede aplicarse
una fermentación en diversas modalidades dependiendo de cuál es el producto
deseado. En este estudio, el proceso de fermentación anaeróbica de interés, se
denomina fermentación MixAlco® y usa un consorcio de microorganismos que no
han sido modificados genéticamente para convertir materiales biodegradables en sales
carboxílicas(Holtzapple, 1999).
14
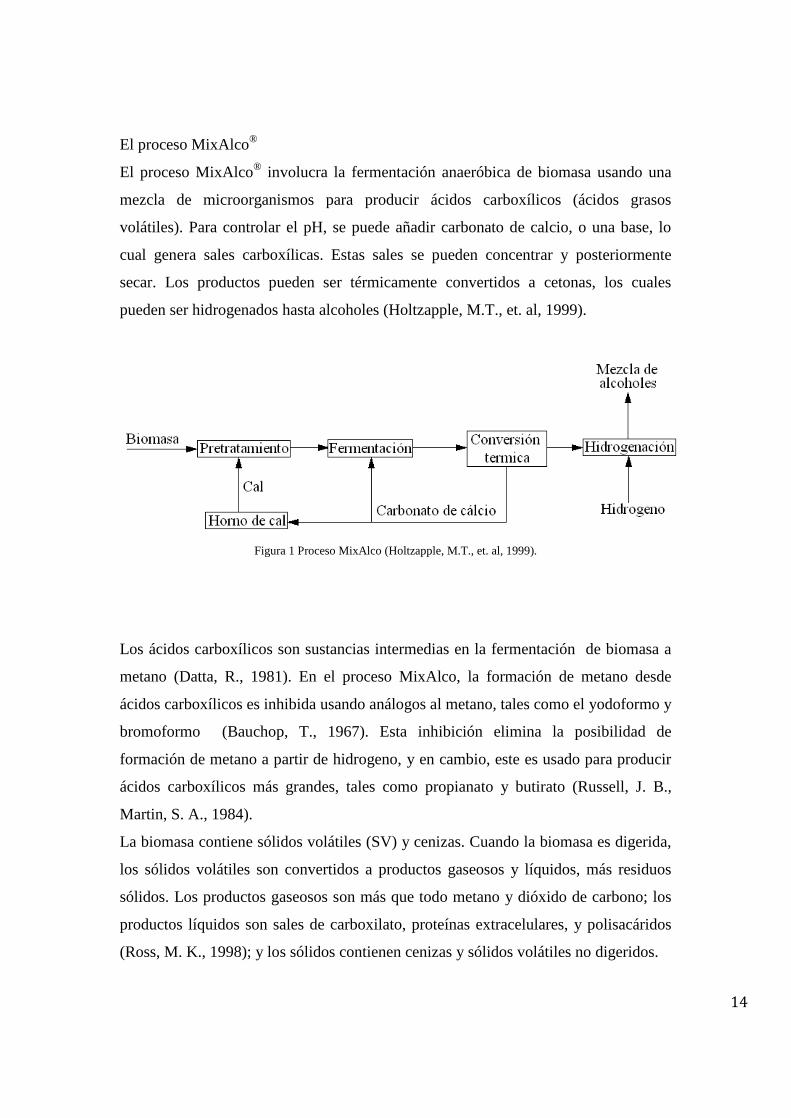
El proceso MixAlco®
El proceso MixAlco® involucra la fermentación anaeróbica de biomasa usando una
mezcla de microorganismos para producir ácidos carboxílicos (ácidos grasos
volátiles). Para controlar el pH, se puede añadir carbonato de calcio, o una base, lo
cual genera sales carboxílicas. Estas sales se pueden concentrar y posteriormente
secar. Los productos pueden ser térmicamente convertidos a cetonas, los cuales
pueden ser hidrogenados hasta alcoholes (Holtzapple, M.T., et. al, 1999).
Figura 1 Proceso MixAlco (Holtzapple, M.T., et. al, 1999).
Los ácidos carboxílicos son sustancias intermedias en la fermentación de biomasa a
metano (Datta, R., 1981). En el proceso MixAlco, la formación de metano desde
ácidos carboxílicos es inhibida usando análogos al metano, tales como el yodoformo y
bromoformo (Bauchop, T., 1967). Esta inhibición elimina la posibilidad de
formación de metano a partir de hidrogeno, y en cambio, este es usado para producir
ácidos carboxílicos más grandes, tales como propianato y butirato (Russell, J. B.,
Martin, S. A., 1984).
La biomasa contiene sólidos volátiles (SV) y cenizas. Cuando la biomasa es digerida,
los sólidos volátiles son convertidos a productos gaseosos y líquidos, más residuos
sólidos. Los productos gaseosos son más que todo metano y dióxido de carbono; los
productos líquidos son sales de carboxilato, proteínas extracelulares, y polisacáridos
(Ross, M. K., 1998); y los sólidos contienen cenizas y sólidos volátiles no digeridos.

15
Fermentación MixAlco®
En la fermentación tipo MixAlco® pueden considerarse tres etapas: (i) Hidrólisis, Es
el paso inicial para la degradación anaeróbica de sustratos orgánicos complejos como
los son: la celulosa, carbohidratos, proteínas y grasas ya que los microorganismos
únicamente pueden utilizar materia orgánica soluble que permita atravesar la pared
celular. Por lo tanto el proceso de hidrólisis es el que proporciona sustratos orgánicos
para la digestión anaerobia. Para materiales lignocelulósicos este proceso suele ser
muy lento debido a la lignina que es muy resistente a la degradación por parte de los
microorganismos anaerobios, afectando también a la biodegradabilidad de la celulosa,
de la hemicelulosa y de otros hidratos de carbono. En las proteínas constituyen un
sustrato muy importante en la fermentación ya que los aminoácidos derivados de su
hidrólisis tienen un elevado valor nutricional. Las proteínas son hidrolizadas en
péptidos y amino ácidos por la acción de enzimas proteolíticas. Parte de estos
aminoácidos son utilizados directamente en la síntesis de nuevo material celular y el
resto son degradados a ácidos grasos volátiles, dióxido de carbono hidrogeno, amonio
y sulfuro (Gonzales.Y, 2005).
(ii) Ácidogénesis, en esta etapa tiene lugar la fermentación de las moléculas
orgánicas solubles en compuestos que puedan ser utilizador directamente por las
bacterias metanogénicas y compuestos orgánicos más reducidos que tienen que ser
oxidados por bacterias acetogénicas. Los principales productos de la fermentación de
aminoácidos y otras moléculas hidrogenadas son ácidos grasos de cadena corta,
succínico, aminovalérico e hidrogeno (Gonzales.Y, 2005). Los productos finales de la
oxidación son dióxido de carbono y un ácido carboxílico con un átomo de carbono
menos que el amino ácido oxidado (n-butirico, y ácido isobútirico, según el amino
ácido del que se proceda). Mientras que algunos productos de la fermentación pueden
ser metabolizados directamente por los organismos metanogénicos (hidrogeno y ácido
acético), otros (alcoholes, ácidos volátiles grasos) deben ser transformados en
productos más sencillos, Acetato e hidrogeno, a través de las bacterias acetogénicas
(Agbogbo, 2005) (Gonzales.Y, 2005). Por último, (iii) conversión de los ácidos
producidos en sales carboxílicas, como resultado de la neutralización de los ácidos
carboxílicos obtenidos que asegura la proliferación microbiana y previene la
inhibición de producción de ácidos.

16
CAPÍTULO 3
Metodología
Fermentadores
Las fermentaciones se llevaron a cabo en botellas de centrifugación. Esto permitió
que pudieran realizarse varios experimentos simultáneamente, de manera eficiente,
replicable y barata. Las botellas se adecuaron de la siguiente manera: En la parte
superior de la botella se ubico un tapón de caucho que tenía un agujero en el medio.
Un tubo para centrifuga de 15 mL (cortado en el fondo y sellado o con un tapón de
caucho en la parte superior para permitir la liberación de gases) se inserto a través del
agujero. La liberación de gases fue necesaria para evitar explosiones debido a que los
fermentadores solo pueden soportar una presión de hasta 2 atm. Dos varillas de 0.25
mm de diámetro y en acero inoxidable, atravesaron el tapón de caucho a los lados del
tubo falcón como se muestra en la Figura1. Por último los fermentadores se ubican
horizontalmente en una incubadora a 55°C.
Figura 2. Fermentador CSTR (Agbogbo, 2005)
Sustrato
En este trabajo se utilizo bagazo de caña, recolectado de la finca “La Balsa” ubicada
en el Municipio de San José de Pare en Boyacá. El bagazo, luego de ser preparado a
través de un proceso de secado y reducción de tamaño de partícula (+20/-80 malla
Thyler estándar), se sometió a un pretratamiento, el cual consistió en mezclar el
bagazo con hidróxido de calcio y una solución de peróxido de hidrógeno en agua
(1%v/v) en proporciones másicas 1:0.5:10, respectivamente. El pretratamiento se
llev0 a cabo por un espacio de 0.5 h a 100°C. Al terminar, se solubilizo el hidróxido

17
de calcio remanente en la mezcla resultante haciéndolo reaccionar con ácido
clorhídrico al 2 N hasta un pH de 4. Luego, el líquido se desecho y los sólidos se
lavaron extensivamente con abundante agua destilada y se secaron en un horno por 48
horas a una temperatura de 45°C(Simbaqueba A. F., 2011).
Nutrientes
Los nutrientes secos están compuestos por vitaminas, minerales, sales de nitrógeno y
aminoácidos esenciales para el metabolismo y la supervivencia celular. La mezcla de
nutrientes es más costosa que los nutrientes naturales, por lo cual se utiliza gallinaza
combinada con úrea como fuente de nutrientes en proporción másica 1:0.02 con
respecto al bagazo
Medio de fermentación
El medio de fermentación se preparo con1 L de agua destilada que se sirvió en un
recipiente de 1.5 L de capacidad. Después de hervir durante 10 min bajo una purga de
nitrógeno y de dejar enfriar, se agregaron 0.255 g/L de Clorhidrato de cisteína
(aminoácido esencial) y de sulfuro de sodio (agente desoxigenante). La solución
resultante se vertió en botellas de almacenamiento que se mantenían completamente
selladas y protegidas de la luz(Coleman, 2007)(Agbogbo, 2005).
Inóculos
Los inóculos fueron extraídos de Zipaquirá, Nemocón y Cartagena, abriendo un hueco
con un metro de profundidad, dondese extrajo la mezcla húmeda. Esta fue guardada
en botellas para centrifuga y se sellaron creando un medio anaeróbico(Simbaqueba A.
F., 2011). No se ha encontrado ningún reporte en la literatura que explique
científicamente la profundidad a la que se debe tomar el inóculo, pero se busca que
cada consorcio obtenido haya tenido el mínimo contacto posible con oxigeno, dadas
las condiciones de una fermentación tipo MixAlco®.

18
Inhibidor de metanogénesis
El inhibidor fue una solución de yodoformo en etanol (20g/L). Este se añadió
periódica e individualmente en cada fermentador.
Fermentación por lotes
Para cada uno de los inóculos a estudiar: Zipaquirá (Z), Cartagena (C) y Nemocón
(N), se prepararon 5 fermentadores que se iniciaron simultáneamente, con
cantidadesde sustrato distintas (20, 40, 70 ,100 y 100 + g de sustrato seco/L). La
diferencia entre el experimento 100 y 100 + es que este ultimo inicio con una
concentración de 20 g/L de ácidos carboxílicos, pero su concentración inicial de
sustrato es igual al experimento 100. A cada fermentador, además del sustrato, se
agrego agua desoxigenada, inóculo y nutrientes, en proporciones de 210 mL, 40 mL y
0.2 g/g sustrato. Esto resulto con 15 fermentadores. El diseño experimental se
muestra en la Tabla 1.
Tabla 1. Concentración de sustratos para las fermentaciones por lotes
Fermentador Concentración del sustrato (g/L)
C1,N1,Z1 20
C2,N2,Z2 40
C3,N3,Z3 70
C4,N4,Z4 100
C5,N5,Z5 100 +
Las botellas fermentadoras se ubicaron en la incubadora a 55°C y con agitación.
Cada día de por medio se midió el pH de cada experimento y se ajusto en un rango
de 6.5 - 7. Además, se extrajeron muestras líquidas de 1 mL para el análisis de ácidos
carboxílicos que fueron almacenadas en el congelador (–20ºC). Una vez se tenía una
cantidad considerable de muestras, estas fueron analizadas en el cromatógrafo de
gases para el espectro de ácidos carboxílicos.

19
Fermentación en contracorriente
Para la fermentación en contracorriente, se preparo un tren de 4 fermentadores por
cada inóculo (Zipaquirá, Nemocón y Cartagena) en los cuales era necesario, durante
la primera semana de la fermentación, alcanzar un estado estable que permite iniciar
un intercambio de materia solida y liquida entre estos, según se muestra en la Figura
3. En el momento de la transferencia de materiales (que se realiza cada dos días), los
fermentadores se removieron de la incubadora, se midió la cantidad de gas producido
y fueron centrifugados para separar el líquido del sólido (Agbogbo, 2005)(Forrest,
2010).
Figura 3. Diagrama de fermentaciones a Contracorriente (Agbogbo, 2005)
Además, se tomo una muestra de 1 mL del medio líquido del fermentador (F1) y se
congelo para el análisis de ácidos carboxílicos. Luego, se extrajo la cantidad total del
líquido y se peso el sólido remanente en el fermentador. Si el peso era superior al peso
que debía tener el fermentador, se extrajo el sólido sobrante y este fue transferido al
fermentador (F2). Esto se debe a que la cantidad de sólido y líquido
removida/añadidas han de ser tales que se mantengan una torta de peso constante para
los 4 fermentadores. Del segundo fermentador se extrajo la totalidad del líquido y este
se agrego al fermentador (F1). Al igual que con el fermentador (F1), el fermentador
(F2) fue pesado para rectificar que tuviera el peso deseado. Si este era superior, se
extraía el sólido sobrante, el cual se transferiría al fermentador (F3). El líquido del
fermentador (F3) fue transferido al fermentador (F2) y sucedió de la misma forma con
el fermentador (F4) como se observa en la Figura 3. Del cuarto fermentador (F4), se
toma una muestra del sólido que se mantuvo congelada para el análisis de sólidos
volátiles. Por último, al fermentador (F4)se agrego medio de cultivo freso y en el
fermentador (F1) se adiciono sólidos frescos. Además, se agrego úrea, nutrientes,

20
ycarbonato de calcio a todos los fermentadores, que luego fueron purgados con
nitrógeno, tapados ydevueltos a la incubadora(Agbogbo, 2005)(Simbaqueba A. F.,
2011)(Forrest, 2010).
Análisis de ácidos carboxílicos
Este análisis se inicio con la preparación de las muestras, mezclándolas con ácido
fosfórico 3 M. Con este procedimiento, las sales resultantes de la fermentación se
convirtieron nuevamente en los ácidos carboxílicos correspondientes (
). La concentración de ácidos
carboxílicos totales en las muestras líquidas preparadas se midió usando un
cromatógrafo de gases (GC por las siglas en inglés) (Shimadzu GC-2010). El GC está
equipado con un detector de ionización de flama (FID por las siglas en inglés) y un
automuestrador marca Teknokroma-2010, con el que se tomaron muestras líquidas de
1 L. La separación del analito de interés se logra en una columna capilar
(Teknokroma modelo TRB-FFAP) de30 m 0.53 mm 0.5 µm. La temperatura del
horno en GC se incrementa desde 90ºC hasta 125ºC a razón de 7ºC/min. Se usa gas
helio (He) como fase móvil (Simbaqueba A. F., 2011)
Análisis de sólidos volátiles
Los sólidos volátiles (VS por sus siglas en ingles) de las muestras líquidas y sólidas se
determinaron mediante un secado por 24 h a 105°C en un horno, seguido por una
incineración a 550°C en una mufla (Furnance 62700) durante 4 h. El peso de los
sólidos volátiles se calculo como la diferencia entre el peso del sólido seco y el peso
de las cenizas. En las fermentaciones con carbonato de calcio, las sales de calcio se
mantienen en los sólidos secos. Estas sales reaccionan durante la calcinación (Forrest,
2010), con lo que se cuantifican dentro de los sólidos volátiles.

21
CAPITULO 4
RESULTADOS EXPERIMENTALES
FERMENTACIONES POR LOTES
Perfiles de pH
Teniendo en cuenta que la producción de ácidos carboxílicos era el objetivo principal
de este trabajo, el monitoreo del pH para los sistemas de fermentación es necesario
para asegurar la proliferación de los microorganismos utilizados. Además, este
parámetro muestra de manera indirecta la producción de ácidos (disminución) o de
bases (aumento) en los experimentos monitoreados. En la Figura3se muestran los
perfiles de pH obtenidos por cada experimento realizado.
Figura 4. Perfiles de pH para fermentaciones por lotes. Izquierda a derecha, Cartagena, Nemocón, Zipaquirá

22
Balances de masa
La biomasa está compuesta por sólidos volátiles (VS) y cenizas. La mayor parte de
los sólidos volátiles son reactivos mientras la ceniza no reacciona. La Figura 4muestra
que un proceso de fermentación digiere los sólidos volátiles y se obtiene productos en
gas, líquido y algunos componentes sólidos como remanentes (Forrest, 2010).
Figura 4. Digestión de biomasa en un proceso fermentativo (Tomado de Forrest, 2010).
En la Figura 5se muestran los resultados del análisis de sólidos volátiles en cada
sistema fermentativo para los inóculos utilizados en este trabajo.
Obteniendo los sólidos volátiles remanentes en cada sistemafue posible obtener la
conversión y selectividad como parámetros principales del proceso. En la Figuras 6 se
muestra los resultados obtenidos. Se observo que el comportamiento de la conversión
y selectividad es el mismo dependiendo de la concentración de sólidos presentes en el
experimento y es independientemente del inóculo utilizado.

23
Figura 5.Resultados de sólidos volátiles para cada inóculo en sus diferentes concentraciones.
Figura 6.Conversión y selectividad para cada inóculo en sus diferentes concentraciones.

24
Obtención de la cinética de reacción
En la obtención de los parámetros para la cinética de producción de ácido acético
equivalente, los microorganismos utilizados fueron adaptados a las condiciones de la
fermentación. Este preinóculo fue utilizado como inóculo en cinco fermentaciones
por lotes que contenían diferentes cantidades de sustrato inicial. La fermentación por
lotes se ejecutó por 29 días para obtener los datos necesarios para el modelo cinético.
Las concentraciones de sustrato usadas fueron 20, 40, 70, 100 y 100+ g sustrato/L
líquido. Los fermentadores 100 y 100+ tienen la misma cantidad inicial de sustrato,
pero el fermentador 100+ contiene un medio con una mezcla de ácidos carboxílicos
en una concentración de 20 g ácidos carboxílicos/L. La
Tabla 2 muestra los componentes y la distribución de la mezcla de ácidos carboxílicos
utilizados en el experimento por lotes 100+.
Tabla 2. Relación de ácidos carboxílicos en el experimento 100+ g/L
Formula Relación de ácido
acético
Relación de ácido
propíonico
Relación de ácido
butírico
100 + g/L 80% 5% 15 %
Debido a que existe un espectro de ácidos carboxílicos en el producto de interés, la
concentración de cada tipo de ácidos se convierte en un equivalente de ácido acético
(Aeq). Aeq representa la cantidad de ácido acético que se podría haber producido en la
fermentación si todos los ácidos carboxílicos producidos fueran ácido acético (Datta,
1981). La conversión de ácidos en Aeq permitió tener en cuenta a todos los ácidos
carboxílicos como único parámetro. A continuación se muestran las ecuaciones que se
utilizan para calcular la concentración de Aeq.
Después de que las muestras liquidas fueron analizadas, los resultados fueron
convertidos a Aeq por medio de la Ecuación (3-6):

25
Para cada fermentación por lotes, los datos Aeq y el tiempo se ajustaron a la ecuación
(3-7) donde a, b y c se determinan por una regresión de mínimos cuadrados y t es el
tiempo de fermentación en días.
Luego, la velocidad de reacción específica y la conversión se determinaron como:
Donde Soes la cantidad inicial de sustrato (g VS/L) y σes la selectividad (g Aeq
producidos/g de VS digeridos). Se asumió que la selectividad es constante durante
todo el proceso de fermentación. Una vez las ecuaciones 3-8 a 3-10 han sido
determinadas, el conjunto de datos son ajustados a la Ecuación (3-11) por medio de
una regresión no lineal.
Donde:
x = conversión de VS
e,f,g y h = constantes empíricas
ϕ = total de gramos de ácidos/gramos Aeq
La Ecuación (3-9) es una ecuación empírica. El termino (1-x) muestra que, una vez el
sustrato es convertido, la velocidad de reacción decrece. El termino denominador
describe el efecto inhibitorio en los microorganismos por la concentración del
producto, el cual decrece la velocidad de reacción (Forrest, 2010). Los valores de Aeq,
26
la velocidad de reacción específica y la conversión x, son determinados desde datos
experimentales de las fermentaciones por lotes.
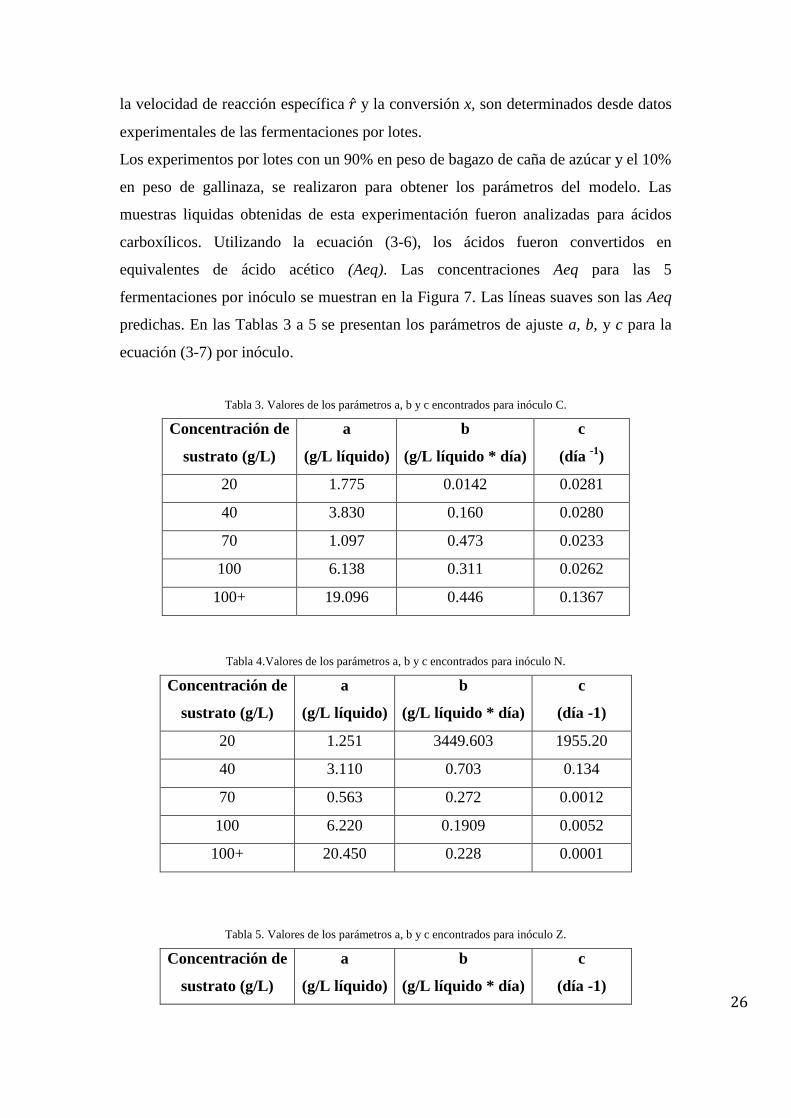
Los experimentos por lotes con un 90% en peso de bagazo de caña de azúcar y el 10%
en peso de gallinaza, se realizaron para obtener los parámetros del modelo. Las
muestras liquidas obtenidas de esta experimentación fueron analizadas para ácidos
carboxílicos. Utilizando la ecuación (3-6), los ácidos fueron convertidos en
equivalentes de ácido acético (Aeq). Las concentraciones Aeq para las 5
fermentaciones por inóculo se muestran en la Figura 7. Las líneas suaves son las Aeq
predichas. En las Tablas 3 a 5 se presentan los parámetros de ajuste a, b, y c para la
ecuación (3-7) por inóculo.
Tabla 3. Valores de los parámetros a, b y c encontrados para inóculo C.
Concentración de
sustrato (g/L)
a
(g/L líquido)
b
(g/L líquido * día)
c
(día -1
)
20 1.775 0.0142 0.0281
40 3.830 0.160 0.0280
70 1.097 0.473 0.0233
100 6.138 0.311 0.0262
100+ 19.096 0.446 0.1367
Tabla 4.Valores de los parámetros a, b y c encontrados para inóculo N.
Concentración de
sustrato (g/L)
a
(g/L líquido)
b
(g/L líquido * día)
c
(día -1)
20 1.251 3449.603 1955.20
40 3.110 0.703 0.134
70 0.563 0.272 0.0012
100 6.220 0.1909 0.0052
100+ 20.450 0.228 0.0001
Tabla 5. Valores de los parámetros a, b y c encontrados para inóculo Z.
Concentración de
sustrato (g/L)
a
(g/L líquido)
b
(g/L líquido * día)
c
(día -1)

27
20 1.369 0.279 0.0527
40 1.979 0.362 0.0409
70 0.423 0.957 0.1160
100 6.098 0.367 0.0394
100+ 18.358 3960.120 2239.70
Figura 7. Concentraciones Aeq de fermentaciones con bagazo/gallinaza a 20, 40, 70, 100 y 100+ g sustrato/L.
Izquierda a derecha, Cartagena, Nemocón, Zipaquirá
La velocidad de la reacción y la velocidad de reacción específica para las
fermentaciones por lotes fueron calculadas utilizando las ecuaciones (3-8) y (3-9). La

28
conversión fue calculada por medio del perfil de concentración de Aeq usando la
Ecuación (3-10). Los parámetros e, f, g y h presentados en la expresión para la
velocidad de reacción predicha fueron calculados por medio de una regresión no
lineal. La Figura 8 compara la velocidad de reacción específica predicha con la
velocidad de reacción experimental para cada caso. La ecuación para la velocidad de
reacción específica para el inóculo de Cartagena, Nemocón y Zipaquirá se propone
respectivamente como:

29
Figura 8. Valor experimental y predicho para la velocidad de reacción especifica en cinco fermentaciones por lotes
de bagazo de caña/gallinaza. Izquierda Cartagena, derecha Nemocón y abajo Zipaquirá
Predicción de producción de equivalentes de ácido acético
Una vez se encontraron las constates empíricas, fue posible obtener de manera teórica
la producción de Aeq de sistemas fermentativos tipo MixAlco® en contracorriente
(cuatro reactores) que utilizan los inóculos estudiados en este trabajo, a varios flujos
de líquidos y de sólidos en contracorriente. Estas predicciones fueron realizadas por
medio de CPDM (Continuum Particle Distribution Model) para condiciones estándar
de fermentación (Tabla 6).
30
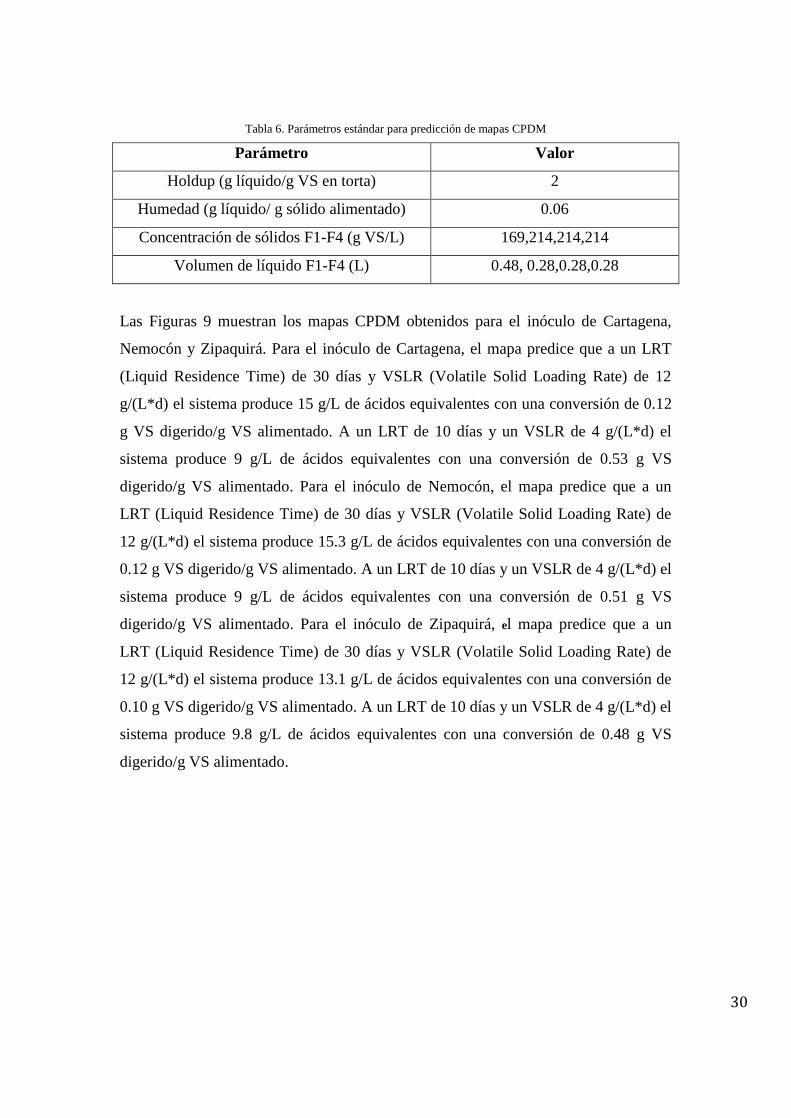
Tabla 6. Parámetros estándar para predicción de mapas CPDM
Parámetro Valor
Holdup (g líquido/g VS en torta) 2
Humedad (g líquido/ g sólido alimentado) 0.06
Concentración de sólidos F1-F4 (g VS/L) 169,214,214,214
Volumen de líquido F1-F4 (L) 0.48, 0.28,0.28,0.28
Las Figuras 9 muestran los mapas CPDM obtenidos para el inóculo de Cartagena,
Nemocón y Zipaquirá. Para el inóculo de Cartagena, el mapa predice que a un LRT
(Liquid Residence Time) de 30 días y VSLR (Volatile Solid Loading Rate) de 12
g/(L*d) el sistema produce 15 g/L de ácidos equivalentes con una conversión de 0.12
g VS digerido/g VS alimentado. A un LRT de 10 días y un VSLR de 4 g/(L*d) el
sistema produce 9 g/L de ácidos equivalentes con una conversión de 0.53 g VS
digerido/g VS alimentado. Para el inóculo de Nemocón, el mapa predice que a un
LRT (Liquid Residence Time) de 30 días y VSLR (Volatile Solid Loading Rate) de
12 g/(L*d) el sistema produce 15.3 g/L de ácidos equivalentes con una conversión de
0.12 g VS digerido/g VS alimentado. A un LRT de 10 días y un VSLR de 4 g/(L*d) el
sistema produce 9 g/L de ácidos equivalentes con una conversión de 0.51 g VS
digerido/g VS alimentado. Para el inóculo de Zipaquirá, el mapa predice que a un
LRT (Liquid Residence Time) de 30 días y VSLR (Volatile Solid Loading Rate) de
12 g/(L*d) el sistema produce 13.1 g/L de ácidos equivalentes con una conversión de
0.10 g VS digerido/g VS alimentado. A un LRT de 10 días y un VSLR de 4 g/(L*d) el
sistema produce 9.8 g/L de ácidos equivalentes con una conversión de 0.48 g VS
digerido/g VS alimentado.

31
Figura 9. Mapa CPDM para 90% bagazo/10% gallinaza.Izquierda Cartagena, derecha Nemocón y abajo Zipaquirá
FERMENTACIONES A CONTRACORRIENTE
Cuatro fermentaciones por lotes fueron iniciadas añadiendo bagazo de caña (18 g),
gallinaza (2 g), carbonato de calcio (3 g), urea (0.25 g), agua desoxigenada (175 mL),
inóculo de Cartagena (25 mL) y 60 µL de solución de yodoformo. El inóculo fue
tomado del líquido residual de las fermentaciones por lotes previas con este mismo
inóculo. En cada transferencia, se añadía a F1 5.6 g de bagazo de caña. La gallinaza
(0.2 g), carbonato de calcio (0.5 g), urea (0.25 g) y yodoformo (60 µL) se añadieron a
los reactores F1, F2, F3 y F4 de manera independiente. Agua desoxigenada fresca (50
mL) fue añadida a F4 en cada transferencia.
Perfil de pH
En la Figura 10 se muestran los perfiles de pH obtenidos para cada fermentador en el
tren de fermentación realizado con los inóculos de Cartagena, Nemocón y Zipaquirá.
Para el tren de Cartagena se observo que en los fermentadores F2 y F3 el pH tiende a

32
permanecer en un rango 7-8 mientras que los fermentadores F1 y F4 tienden a
permanecer entre 6-7. Para el tren de Nemocón se observo que en los fermentadores
F2 y F3 el pH tiende a permanecer en un rango 6.5-8 mientras que los fermentadores
F1 y F4 tienden a permanecer entre 6.3-7. Para el tren de Zipaquirá, los fermentadores
F1 y F4 no tienden a presentar un perfil de pH similar, pero se observa que registran
los pH más ácidos del sistema durante el tiempo de experimentación.
Figura 10. Perfiles de pH para fermentaciones en contracorriente. Izquierda a derecha, Cartagena, Nemocón,
Zipaquirá.
Estabilidad del sistema
Como parámetros de estabilidad del sistema con respecto al tiempo, se obtuvo el
porcentaje de humedad, el porcentaje de sólidos volátiles y la conversión de las
muestras solidas obtenidas del tren de fermentación. En la Figura 11 se muestra el
perfil de porcentaje de humedad obtenido para los inóculos de Cartagena, Nemocón y
Zipaquirá, con valores promedios de 76.82% con una desviación estándar de 2.52%,
76.48% con una desviación estándar de 2.00%y 75.86% con una desviación estándar
de 2.35%, respectivamente.
Figura 11. Perfil de humedad para muestras solidas. Izquierda a derecha, Cartagena, Nemocón, Zipaquirá.
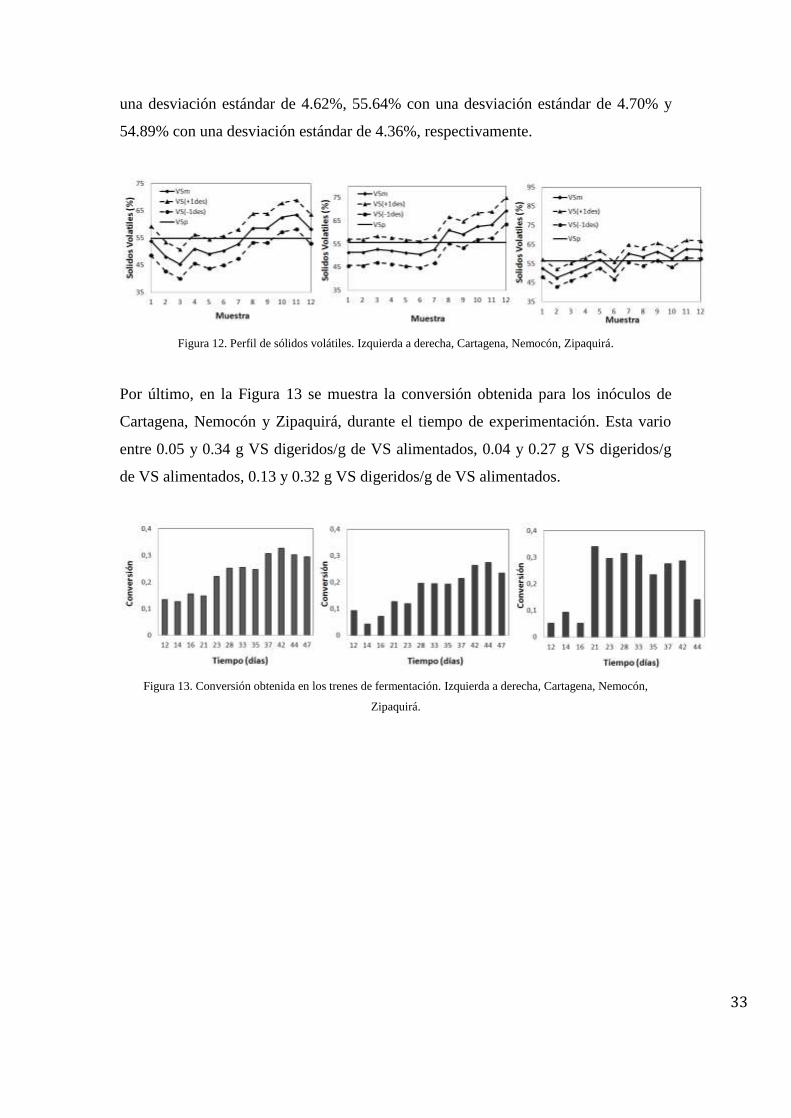
En la Figura 12 se muestra el perfil de porcentaje sólidos volátiles obtenido para los
inóculos de Cartagena, Nemocón y Zipaquirá, con un valor promedio de56.40% con
33
una desviación estándar de 4.62%, 55.64% con una desviación estándar de 4.70% y
54.89% con una desviación estándar de 4.36%, respectivamente.
Figura 12. Perfil de sólidos volátiles. Izquierda a derecha, Cartagena, Nemocón, Zipaquirá.
Por último, en la Figura 13 se muestra la conversión obtenida para los inóculos de
Cartagena, Nemocón y Zipaquirá, durante el tiempo de experimentación. Esta vario
entre 0.05 y 0.34 g VS digeridos/g de VS alimentados, 0.04 y 0.27 g VS digeridos/g
de VS alimentados, 0.13 y 0.32 g VS digeridos/g de VS alimentados.
Figura 13. Conversión obtenida en los trenes de fermentación. Izquierda a derecha, Cartagena, Nemocón,
Zipaquirá.

34
CAPÍTULO 5
CONCLUSIONES
Las fermentaciones anaeróbicas tipo MixAlco® permiten el aprovechamiento de
biomasa lignocelulósica (residuos agrícolas, residuos sólidos urbanos y biosólidos)
para la producción de diferentes químicos (cetonas, aldehídos, alcoholes) a partir de
ácidos carboxílicos. En este trabajo, se caracterizo de manera cuantitativa la
producción de ácidos carboxílicos para tres (3) inóculos nativos colombianos,
utilizando bagazo de caña como sustrato. La primera fase de este trabajo consistió en
la realización de fermentaciones por lotes a cinco (5) diferentes concentraciones
iniciales de sólidos volátiles para cada inóculo. De estos experimentos, se obtuvo una
producción máxima de ácidos de 11 g/L en fermentaciones por lotes de
aproximadamente 24 días. De acuerdo a la información reportada en (Forrest, 2010),
la producción de ácidos obtenida en este trabajo fue similar a la producción utilizando
inóculos deGalveston (Texas, Estados Unidos), Taiwan, Gruella (Nuevo México,
Estados Unidos), Muleshoe (Texas, Estados Unidos), Enid (Oklahoma, Estados
Unidos), Brazoria (Texas, Estados Unidos), Roswell-Carlsbad (Nuevo México,
Estados Unidos), Big Bend National Forest (Texas, Estados Unidos), Santa Fe
(Nuevo México, Estados Unidos), Yellowstone National Park (Wyoming, Montana,
Idaho, Estados Unidos), Nevada (Estados Unidos) y Nevada – California (Estados
Unidos), con papel blanco como sustrato. Teniendo en cuenta que el sustrato utilizado
fue diferente y este no necesito ningún tipo de pretratamiento para aumentar la
composición de celulosa (Forrest ,2010) (Sierra, 2008), es probable que los inóculos
utilizados en este trabajo sean tan efectivos como los que presentaron mayores
producciones en (Forrest ,2010). Además, a partir de estos experimentos, fue posible
obtener las expresiones matemáticas que describen la producción de equivalentes
ácidos y velocidad de reacción específica para cada inóculo estudiado.
La segunda fase consistió en la predicción teórica de producción de ácidos
equivalentes y conversión de biomasa en fermentaciones contracorriente de cuatro (4)
etapas por medio de CPDM, utilizando las expresiones de velocidad de reacción
especifica obtenidas. De esta manera, se obtuvo un mapa de predicción por cada
inóculo donde se variaron los flujos de sólidos y de líquidos del sistema completo.
Para el inóculo de Cartagena, el mapa predijo la máxima producción de ácidos

35
equivalentes con un valor de 19 g/L y una conversión máxima de 0.53 g VS
digerido/g VS alimentado. Para el inóculo de Nemocón, el mapa predijo la máxima
producción de ácidos equivalentes con un valor de 20 g/L y una conversión máxima
de 0.51 g VS digerido/g VS alimentado. Para el inóculo de Zipaquirá, el mapa predijo
la máxima producción de ácidos equivalentes con un valor de 14.9 g/L y una
conversión máxima de 0.48 g VS digerido/g VS alimentado. En el trabajo realizado
por (Forrest, 2010) se obtuvo el mapa CPDM para el inóculo proveniente de
Galveston (inóculo utilizado durante el desarrollo del proceso MixAlco®). En este se
obtuvo que la producción máxima de ácidos equivalentes correspondió a 27 g/L y una
conversión máxima 0.25 g VS digerido/g VS alimentado en fermentaciones de papel
blanco como sustrato. Aunque las productividades de ácidos equivalentes son más
bajas que las reportadas, es válido concluir que esta diferencia está dada por la
cantidad de celulosa en el sustrato utilizado para las fermentaciones. En las Figura
A1-A3 del Apendice1 es posible ver la comparación realizada entre los mapas.
La tercera fase de este trabajo consistió en la realización de fermentaciones en
contracorriente de cuatro (4) etapas, utilizando bagazo de caña como sustrato
principal. El objetivo principal de esta fase era encontrar, de manera experimental, la
producción de ácidos equivalentes y conversión de biomasa a las condiciones
establecidas en estado estacionario. Se realizaron 3 trenes de fermentación (1 por
inóculo), donde se monitoreaba el comportamiento de pH, el flujo de salida de sólidos
y de líquidos del tren, la conversión y el porcentaje de humedad y de sólidos volátiles
de las muestras. Debido a que alcanzar el estado estacionario requiere un rango de
tiempo considerablemente largo (90 - 120 días), la experimentación para esta fase no
pudo ser completada, haciendo falta 45 días de transferencias y el análisis de muestras
para el espectro de ácidos carboxílicos por medio de cromatografía de gases. Los
resultados presentados en este trabajo, serán utilizados posteriormente para encontrar
experimentalmente la producción de ácidos equivalentes y la conversión de biomasa,
encontrando el error entre la predicción por medio de CPDM y los resultados
experimentales.
Realizando una comparación entre los inóculos utilizados en este trabajo, se observó
que no existen diferencias significativas en cuanto a producción de ácidos y
conversión de biomasa, por lo tanto, es posible concluir que la efectividad de las
fermentaciones en contracorriente en el proceso MixAlco® está determinada por las
condiciones de fermentación, por el sustrato y no por los microorganismos presentes

36
en la fermentación. De igual forma no se asegura que los microorganismos no
influyan en el proceso de fermentación, como se pudo ver en el inóculo de Galveston,
en la tesis de (Forrest, 2010), donde ella compara más de 110 inóculos con diferentes
sustratos y todos presentan diferentes resultados, mostrando que se abre la posibilidad
para estudiar que tienen los microorganismos y el sustrato para que la producción de
ácidos sea diferente en cada fermentación.
Por último, con los resultados presentados en este trabajo, se abre la posibilidad de
realizar fermentaciones tipo MixAlco® utilizando protocolos estandarizados (diseño
de fermentadores, diseño de incubadora, métodos cromatográficos). Así, es posible
realizar investigación en este tipo de fermentaciones utilizando diferentes sustratos,
diferentes temperaturas de fermentación y diferentes configuraciones de reactores.

37
REFERENCIAS
Agbogbo, F. K. (2005). Anaerobic fermentation of rice straw and chicken Manure to
carboxylic acids. Texas: Texas A&M University.
Coleman, S. (2007). Continuos fermentation of food scraps with constant pH control
to produce carboxilic acids. Texas: Texas A&M University, Thesis of Master
od Science.
Coleman, S. (2007). Continuous fermentation of food scraps with constant pH control
to produce carboxylic acids.Thesis, Texas A&M University, Texas.
Cuervo.L, F. (2009). Lignocelulosa como fuente de Azucares para la produccion de
Etanol. Bio Tecnologia, 13.
Datta, R. (1981). Energy requirements for lignocellulose pretreatment processes.
Porc. Biochem.
Forrest, A. (2010). Effects of feedstocks and inoculum sources on mixed-acid and
hydrogen fermentations. Texas: Texas A&M University.
Gonzales.Y, G. R. (2005). Potencial del bagazo de agave tequila para la produccion
de biopolimeros y corbohidrasas por bacterias celuliticas y para la obtencion
de compuestos fenlicos. e- Gnoosis, 2-4.
Holtzapple, M. D.-L. (1999). Biomass conversion to mixed alcohol fuels using the.
Applied Biochemistry and Biotechnology, 77-79, 609-631.
Poonam Singh Nigam, A. S. (2010). Production of liquid biofuels from renewable
resources. El Sevier, 53.
Ross, M. (1998). Production of acetic acid from wasted biomass. Doctoral
dissertation Texas A&M University.
Sierra, R. (2008). Producing fuels and chemicals from lignocellulosic biomass, in
chemical engineering progress. AICHE, S10-S18.
Simbaqueba, A. F. (2011). Anaerobic fermentation of agricultural residues to
carboxilic acids. Bogota: Universidad de los Andes, Propuesta de Maestria.

38
APÉNDICE 1.
COMPARACIÓN DE MAPAS CPDM
Figura A1. Comparación mapa CPDM Nemocón – Galveston

39
Figura A2. Comparación mapa CPDM Cartagena – Galveston

40
Figura A3. Comparación mapa CPDM Zipaquirá – Galveston
41
APÉNDICE 2.
PROTOCOLOS DE EXPERIMENTOS
Pre tratamiento de bagazo de caña (Sustrato)
Materiales
50 g de bagazo de caña (NREL, 2008)
25 g de hidróxido de calcio
1 L de peróxido de hidrogeno al 1%v/v
Procedimiento
Mezclar los materiales anteriormente nombrados en el reactor agitado a
100°C durante 30 minutos (30 minutos desde que el reactor se estabiliza a
100°C).
Neutralizar con acido clorhídrico al 2 N el efluente del reactor (sólidos +
liquido) hasta alcanzar un pH de 4.
Separar el líquido de los sólidos, almacenando el sólido.
Lavar los sólidos con abundante agua destilada.
Secar los sólidos en el horno a 45°C durante 3 días.
Preparación del agua desoxigenada (Coleman, 2007)(Agbogbo, 2005)
Servir 5 L de agua destilada en un recipiente de 6 L.
Hervir el agua destilada bajo una purga de nitrógeno durante 5 minutos.

42
Sellar el recipiente con el agua debidamente hervida, y dejar que baje la temperatura
hasta temperatura ambiente.
Agregar 0.275 g/L de Clorhidrato de cisteína y de sulfuro de sodio.
Agitar la solución y verter con purga de nitrógeno en botellas de almacenamiento.
Fermentación a contracorriente(Agbogbo, 2005)(Simbaqueba A. F., 2011)
A diferencia de las fermentaciones por lotes, la fermentación en contracorriente se
caracteriza por la existencia de flujos de líquidos y sólidos que fluyen en direcciones
opuestas entre fermentadores. Tales transferencias se realizaran en el laboratorio cada
dos días, después que los cultivos microbianos alcancen un estado estable en
producción de ácidos (aproximadamente cada 2 semanas). Para cada sesión de
transferencia es necesario realizar el siguiente procedimiento:
1. Cada fermentador será removido de la incubadora y se centrifugara para separar los
sólidos del líquido.
2. Retirar de cada fermentador 3 mL del medio líquido y se almacenar en el congelador a
0 °C.
3. El líquido sobrenadante del primer fermentador será decantado en una botella.
4. Para obtener un estado seudo-estacionario, la biomasa será constante en cada
fermentador. Es decir, siempre deben estar fluyendo 300 g de biomasa adicional a la
existente en el fermentador. Si la masa del fermentador es más de 300 g, el excedente
debe ser eliminado.
5. Transferir el líquido del fermentador 2 al fermentador 1.
6. Si en el fermentador 2 hay una masa de 290g y se le agregaran 45g del fermentador 1,
los 35g de excedente deben ser removidos.

43
7. Repetir el mismo procedimiento para los siguientes fermentadores.
8. Remover los sólidos del último fermentador y almacenar en el refrigerador a una
temperatura de 0°C.
9. Poner en el último fermentador medio de cultivo fresco y en el primer fermentador
sólidos frescos. Luego se adicionara urea, nutrientes y carbonato de calcio a todos los
fermentadores, los cuales serán tapados y devueltos a la incubadora.
Análisis de Ácidos Carboxílicos(Simbaqueba A. F., 2011)
La información a obtener durante estos experimentos son concentraciones de ácidos
grasos volátiles en la fase liquida de cada uno de los sistemas de fermentación. Para
conocer qué tipo de ácidos grasos volátiles existen en estas muestras se realizara
análisis de cada una de estas por medio de cromatografía de gases. Para el análisis de
ácidos carboxílicos se obtendrán 3 mL de muestra desde la fase líquida de los
fermentadores y se pondrán en un tubo de fondo cónico de 15 mL. Si el análisis no se
realizara inmediatamente, la muestra deberá ser almacenada en el refrigerador a -
15°C. Para este caso, una vez se inicie el análisis por CG, la muestra debe ser
descongelada y después debe ser mezclada por el vortex.
La preparación de las muestras para la cromatografía es el siguiente:
1. Centrifugar la muestra durante 15 min a 3500 rpm.
2. Tomar 1 mL de la muestra y transferirla a un tubo de fondo cónico de 15
ml.
3. Agregar 1 mL de acido fosfórico al tubo de fondo cónico de 15ml que
contiene la muestra. Esto se realizara para poder convertir las sales de
carboxilato en ácidos carboxílicos y permitir el reconocimiento de estos.
4. Tapar el tubo de fondo cónico y pasar por el vortex.

44
5. Centrifugar las nuevas muestras a 15000 rpm, en una centrifuga
refrigerada verificando que la temperatura sea inferior a 25°C.
6. Obtener 1mL de la mezcla centrifugada y poner en un vial para
cromatografía de gases. La muestra en el vial esta lista para analizar. Si
no se realiza el análisis inmediatamente, se puede guardar en el
refrigerador.
La muestra será inyectada en el cromatógrafo de gases, en la cual el liquido se
evaporara y será arrastrado con helio (He), en una columna capilar de
30mx0.53mmx0.5µm. La muestra viajara por la columna separándose en
componentes puros. Antes de salir la muestra, esta pasara por el detector de
ionización de flama, el cual registrara un pico en un tiempo característico para cada
sustancia. Este pico obtenido permitirá conocer la concentración de la muestra
utilizando una curva de calibración.
Análisis de sólidos volátiles (Coleman, 2007) (Simbaqueba A. F., 2011)
Este procedimiento se sigue de acuerdo a (NREL,2004).
1. Registrar el peso de un crisol limpio y seco. Etiquetar el crisol (W1).
2. Poner una muestra representativa del material a analizar (liquido o solido) en el
crisol y registrar el peso (W2).
3. Secar el crisol a 105 C durante 1 día en un horno. Luego, permitir que la muestra
se enfrié hasta temperatura ambiente antes de registrar el peso del crisol (W3).
4. Incinerar el crisol a 550 C por lo menos 4 horas en una mufla. Luego, remover la
muestra de la mufla y permitir que esta se enfrié hasta alcanzar la temperatura
ambiente. Registre el peso de las cenizas (W4).

45
El contenido de humedad (MC) de la muestra es calculado como:
El contenido de sólidos volátiles (VS) es calculado como:
Seguridad y riesgos de los Reactivos. (Simbaqueba A. F., 2011)
46
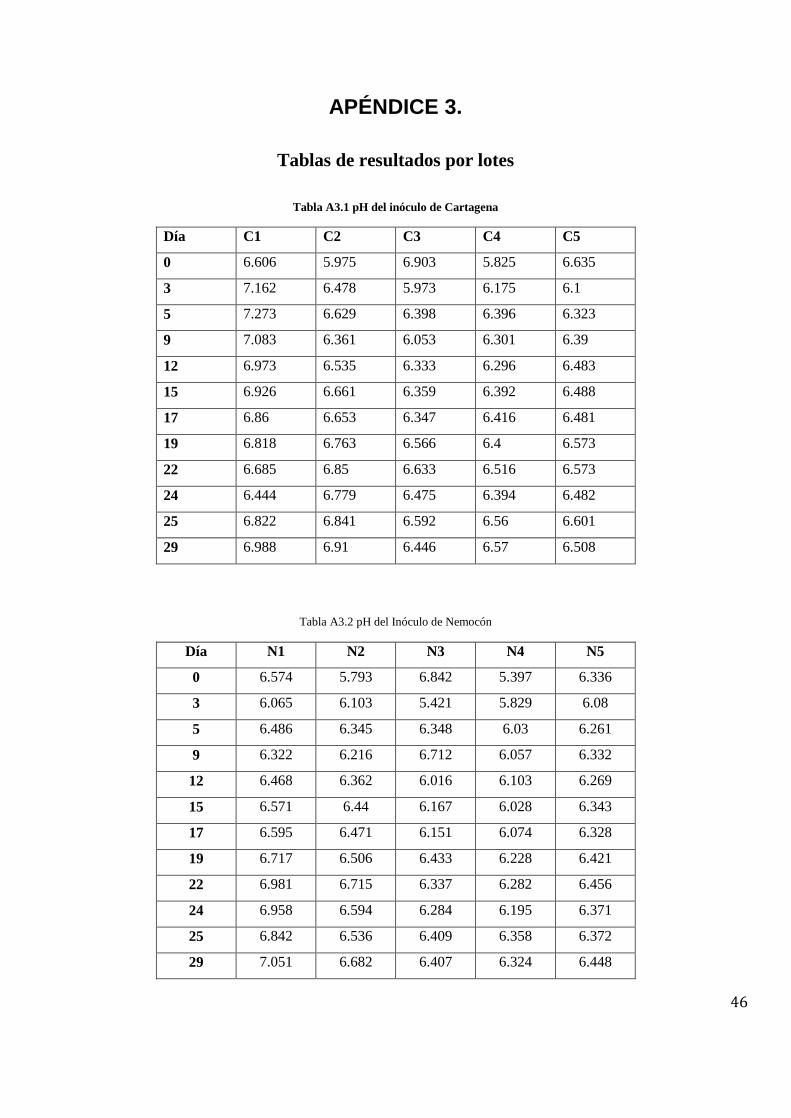
APÉNDICE 3.
Tablas de resultados por lotes
Tabla A3.1 pH del inóculo de Cartagena
Día C1 C2 C3 C4 C5
0 6.606 5.975 6.903 5.825 6.635
3 7.162 6.478 5.973 6.175 6.1
5 7.273 6.629 6.398 6.396 6.323
9 7.083 6.361 6.053 6.301 6.39
12 6.973 6.535 6.333 6.296 6.483
15 6.926 6.661 6.359 6.392 6.488
17 6.86 6.653 6.347 6.416 6.481
19 6.818 6.763 6.566 6.4 6.573
22 6.685 6.85 6.633 6.516 6.573
24 6.444 6.779 6.475 6.394 6.482
25 6.822 6.841 6.592 6.56 6.601
29 6.988 6.91 6.446 6.57 6.508
Tabla A3.2 pH del Inóculo de Nemocón
Día N1 N2 N3 N4 N5
0 6.574 5.793 6.842 5.397 6.336
3 6.065 6.103 5.421 5.829 6.08
5 6.486 6.345 6.348 6.03 6.261
9 6.322 6.216 6.712 6.057 6.332
12 6.468 6.362 6.016 6.103 6.269
15 6.571 6.44 6.167 6.028 6.343
17 6.595 6.471 6.151 6.074 6.328
19 6.717 6.506 6.433 6.228 6.421
22 6.981 6.715 6.337 6.282 6.456
24 6.958 6.594 6.284 6.195 6.371
25 6.842 6.536 6.409 6.358 6.372
29 7.051 6.682 6.407 6.324 6.448

47
Tabla A3.3 pH del Inóculo de Zipaquirá
Dia Z1 Z2 Z3 Z4 Z5
0 6.025 5.756 6.989 5.45 6.292
3 6.07 6.22 5.744 6.102 6.264
5 6.541 6.382 6.006 6.248 6.422
9 6.416 6.306 5.981 6.178 6.456
12 6.518 6.392 6.165 6.283 6.53
15 6.649 6.336 6.166 6.237 6.582
17 6.738 6.31 6.346 6.332 6.328
19 6.814 6.56 6.4 6.396 6.594
22 7.077 6.636 6.511 6.438 6.506
24 6.869 6.628 6.393 6.375 6.319
25 7.092 6.666 6.537 6.43 6.374
29 7.234 6.854 6.471 6.425 6.453
Tabla A3.4 Aeq Para el Inóculo de Cartagena
Time Aeq1 Aeq2 Aeq3 Aeq4 Aeq5
0 1.7714 3.8302 1.0966 6.1386 19.096
1 1.786010557 3.98671751 1.559123209 6.442020053 19.48859324
2 1.801491121 4.134934848 2.001052513 6.73027775 19.79684799
3 1.817921787 4.275495203 2.423733377 7.004481917 20.04530516
4 1.83539279 4.408976978 2.828396561 7.265635831 20.24982627
5 1.854006166 4.535901754 3.216170085 7.514649492 20.42111876
6 1.873877748 4.656741096 3.588089735 7.752350216 20.56667223
7 1.895139574 4.771922408 3.945108297 7.979491817 20.69188271
8 1.917942828 4.881833987 4.288103709 8.196762591 20.80073644
9 1.942461438 4.986829393 4.617886269 8.404792286 20.89624202
10 1.968896523 5.08723125 4.935205028 8.604158195 20.98071284
11 1.997481922 5.183334557 5.240753467 8.795390506 21.05595688
12 2.028491129 5.275409581 5.535174555 8.978977014 21.12340763
13 2.062246069 5.363704399 5.81906527 9.15536727 21.18421624
14 2.099128322 5.448447126 6.092980636 9.324976261 21.23931778
15 2.139593604 5.529847887 6.357437347 9.488187666 21.28947969
16 2.184190698 5.608100552 6.612917016 9.645356757 21.33533768
17 2.233586483 5.683384282 6.859869107 9.796812978 21.3774229

48
18 2.288599514 5.755864894 7.098713569 9.942862251 21.41618253
19 2.350245741 5.825696084 7.329843225 10.08378904 21.45199578
20 2.419801826 5.893020513 7.553625921 10.21985819 21.4851863
21 2.498894511 5.957970781 7.770406486 10.35131661 21.51603202
22 2.589629439 6.020670297 7.980508502 10.47839475 21.54477294
23 2.694781397 6.081234063 8.184235914 10.60130796 21.5716174
24 2.818083047 6.139769378 8.3818745 10.72025768 21.5967471
Tabla A3.5 Aeq Para el Inóculo de Nemocón
Time Aeq1 Aeq2 Aeq3 Aeq4 Aeq5
0 1.25126989 3.11043677 0.562665241 6.2203 20.44861013
1 3.01468875 3.72997191 0.833770206 6.41021246 20.67594623
2 3.01513959 4.21836252 1.104228696 6.59817015 20.90323687
3 3.01528992 4.61326449 1.374043022 6.78420311 21.13048207
4 3.01536509 4.93917667 1.643215482 6.96834075 21.35768183
5 3.0154102 5.2127256 1.911748364 7.15061189 21.58483618
6 3.01544028 5.44559244 2.179643944 7.33104476 21.81194513
7 3.01546176 5.64622441 2.446904488 7.50966704 22.03900868
8 3.01547787 5.82088145 2.713532253 7.68650584 22.26602686
9 3.0154904 5.97430117 2.979529482 7.86158773 22.49299967
10 3.01550043 6.11013508 3.244898409 8.03493878 22.71992714
11 3.01550863 6.23124296 3.509641259 8.20658453 22.94680927
12 3.01551546 6.33989639 3.773760243 8.37655 23.17364608
13 3.01552125 6.43792259 4.037257565 8.54485976 23.40043758
14 3.01552621 6.52680802 4.300135417 8.71153788 23.62718379
15 3.0155305 6.60777426 4.562395981 8.87660798 23.85388471
16 3.01553426 6.68183452 4.824041428 9.04009321 24.08054037
17 3.01553758 6.74983621 5.085073921 9.20201628 24.30715077
18 3.01554053 6.81249357 5.34549561 9.36239949 24.53371593
19 3.01554317 6.8704128 5.605308637 9.52126469 24.76023587
20 3.01554554 6.92411175 5.864515133 9.67863333 24.98671059
21 3.01554769 6.97403549 6.12311722 9.83452647 25.21314011
22 3.01554964 7.02056861 6.38111701 9.98896475 25.43952444
23 3.01555143 7.06404517 6.638516603 10.1419685 25.6658636

49
24 3.01555306 7.10475677 6.895318092 10.2935575 25.8921576
25 3.01555456 7.14295903 7.15152356 10.4437513 26.11840646
26 3.01555595 7.17887702 7.407135078 10.5925692 26.34461018
27 3.01555724 7.21270968 7.66215471 10.7400299 26.57076879
28 3.01555843 7.24463348 7.916584509 10.886152 26.79688229
29 3.01555954 7.27480554 8.17042652 11.0309535 27.0229507
Tabla A3.6 Aeq Para el Inóculo de Zipaquirá
Time Aeq1 Aeq2 Aeq3 Aeq4 Aeq5
0 1.369619426 1.979761085 0.42360296 6.0981082 18.35882114
1 1.63506081 2.328075343 1.28176544 6.45109448 20.12617964
2 1.87518573 2.650075461 1.9784106 6.77826655 20.1265741
3 2.093451168 2.94863484 2.5552158 7.08235625 20.12670563
4 2.292712099 3.226223216 3.04065504 7.36572306 20.1267714
5 2.475347076 3.484975149 3.45484372 7.63041551 20.12681086
6 2.64335362 3.726745012 3.81239609 7.87822072 20.12683717
7 2.798421585 3.953151505 4.12418545 8.11070482 20.12685597
8 2.9419902 4.165613939 4.39846915 8.3292461 20.12687006
9 3.075292863 4.365382025 4.64163069 8.53506234 20.12688103
10 3.199392676 4.553560464 4.85868268 8.7292335 20.1268898
11 3.315210848 4.731129395 5.05361614 8.91272072 20.12689697
12 3.423549609 4.898961465 5.22964812 9.08638218 20.12690295
13 3.525110814 5.057836171 5.38940063 9.25098656 20.12690801
14 3.620511168 5.208451971 5.53503216 9.40722439 20.12691235
15 3.710294758 5.351436543 5.66833575 9.55571775 20.12691611
16 3.794943435 5.487355533 5.79081321 9.69702853 20.1269194
17 3.874885468 5.616720032 5.90373192 9.83166555 20.1269223
18 3.950502787 5.739992999 6.00816888 9.96009069 20.12692488
19 4.022137089 5.857594793 6.10504513 10.0827242 20.12692719
20 4.090094996 5.96990797 6.19515303 10.1999491 20.12692927
21 4.154652445 6.077281431 6.27917796 10.3121156 20.12693115
22 4.216058434 6.18003405 6.35771578 10.4195442 20.12693286
23 4.274538228 6.278457833 6.43128697 10.5225288 20.12693442
24 4.330296125 6.372820687 6.50034822 10.6213396 20.12693585
50
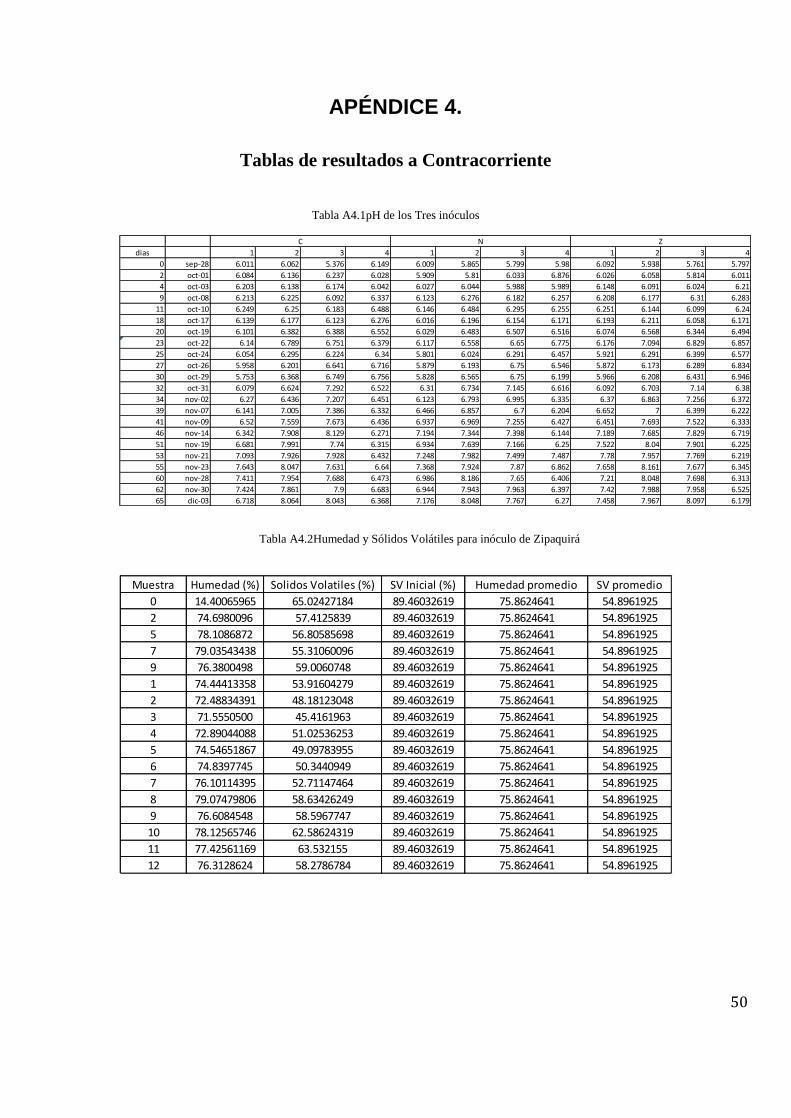
APÉNDICE 4.
Tablas de resultados a Contracorriente
Tabla A4.1pH de los Tres inóculos
Tabla A4.2Humedad y Sólidos Volátiles para inóculo de Zipaquirá
dias 1 2 3 4 1 2 3 4 1 2 3 4
0 sep-28 6.011 6.062 5.376 6.149 6.009 5.865 5.799 5.98 6.092 5.938 5.761 5.797
2 oct-01 6.084 6.136 6.237 6.028 5.909 5.81 6.033 6.876 6.026 6.058 5.814 6.011
4 oct-03 6.203 6.138 6.174 6.042 6.027 6.044 5.988 5.989 6.148 6.091 6.024 6.21
9 oct-08 6.213 6.225 6.092 6.337 6.123 6.276 6.182 6.257 6.208 6.177 6.31 6.283
11 oct-10 6.249 6.25 6.183 6.488 6.146 6.484 6.295 6.255 6.251 6.144 6.099 6.24
18 oct-17 6.139 6.177 6.123 6.276 6.016 6.196 6.154 6.171 6.193 6.211 6.058 6.171
20 oct-19 6.101 6.382 6.388 6.552 6.029 6.483 6.507 6.516 6.074 6.568 6.344 6.494
23 oct-22 6.14 6.789 6.751 6.379 6.117 6.558 6.65 6.775 6.176 7.094 6.829 6.857
25 oct-24 6.054 6.295 6.224 6.34 5.801 6.024 6.291 6.457 5.921 6.291 6.399 6.577
27 oct-26 5.958 6.201 6.641 6.716 5.879 6.193 6.75 6.546 5.872 6.173 6.289 6.834
30 oct-29 5.753 6.368 6.749 6.756 5.828 6.565 6.75 6.199 5.966 6.208 6.431 6.946
32 oct-31 6.079 6.624 7.292 6.522 6.31 6.734 7.145 6.616 6.092 6.703 7.14 6.38
34 nov-02 6.27 6.436 7.207 6.451 6.123 6.793 6.995 6.335 6.37 6.863 7.256 6.372
39 nov-07 6.141 7.005 7.386 6.332 6.466 6.857 6.7 6.204 6.652 7 6.399 6.222
41 nov-09 6.52 7.559 7.673 6.436 6.937 6.969 7.255 6.427 6.451 7.693 7.522 6.333
46 nov-14 6.342 7.908 8.129 6.271 7.194 7.344 7.398 6.144 7.189 7.685 7.829 6.719
51 nov-19 6.681 7.991 7.74 6.315 6.934 7.639 7.166 6.25 7.522 8.04 7.901 6.225
53 nov-21 7.093 7.926 7.928 6.432 7.248 7.982 7.499 7.487 7.78 7.957 7.769 6.219
55 nov-23 7.643 8.047 7.631 6.64 7.368 7.924 7.87 6.862 7.658 8.161 7.677 6.345
60 nov-28 7.411 7.954 7.688 6.473 6.986 8.186 7.65 6.406 7.21 8.048 7.698 6.313
62 nov-30 7.424 7.861 7.9 6.683 6.944 7.943 7.963 6.397 7.42 7.988 7.958 6.525
65 dic-03 6.718 8.064 8.043 6.368 7.176 8.048 7.767 6.27 7.458 7.967 8.097 6.179
C N Z
Muestra Humedad (%) Solidos Volatiles (%) SV Inicial (%) Humedad promedio SV promedio
0 14.40065965 65.02427184 89.46032619 75.8624641 54.8961925
2 74.6980096 57.4125839 89.46032619 75.8624641 54.8961925
5 78.1086872 56.80585698 89.46032619 75.8624641 54.8961925
7 79.03543438 55.31060096 89.46032619 75.8624641 54.8961925
9 76.3800498 59.0060748 89.46032619 75.8624641 54.8961925
1 74.44413358 53.91604279 89.46032619 75.8624641 54.8961925
2 72.48834391 48.18123048 89.46032619 75.8624641 54.8961925
3 71.5550500 45.4161963 89.46032619 75.8624641 54.8961925
4 72.89044088 51.02536253 89.46032619 75.8624641 54.8961925
5 74.54651867 49.09783955 89.46032619 75.8624641 54.8961925
6 74.8397745 50.3440949 89.46032619 75.8624641 54.8961925
7 76.10114395 52.71147464 89.46032619 75.8624641 54.8961925
8 79.07479806 58.63426249 89.46032619 75.8624641 54.8961925
9 76.6084548 58.5967747 89.46032619 75.8624641 54.8961925
10 78.12565746 62.58624319 89.46032619 75.8624641 54.8961925
11 77.42561169 63.532155 89.46032619 75.8624641 54.8961925
12 76.3128624 58.2786784 89.46032619 75.8624641 54.8961925

51
Tabla A4.3Humedad y Sólidos Volátiles para inóculo de Nemocón
Tabla A4.4Humedad y Sólidos Volátiles para inóculo de Cartagena
Muestra Humedad (%) Solidos Volatiles (%) SV Inicial (%) Humedad promedio SV promedio
0 33.49185297 55.21043383 89.46032619 76.4879520 55.6484810
9 75.5663736 51.2314203 89.46032619 76.4879520 55.6484810
12 76.49850335 53.50820819 89.46032619 76.4879520 55.6484810
14 77.3669935 54.8135442 89.46032619 76.4879520 55.6484810
16 76.64629353 54.44167067 89.46032619 76.4879520 55.6484810
1 75.4497930 51.3549795 89.46032619 76.4879520 55.6484810
2 75.34545587 51.34703403 89.46032619 76.4879520 55.6484810
3 75.7320462 52.6241624 89.46032619 76.4879520 55.6484810
4 73.86793655 52.08087504 89.46032619 76.4879520 55.6484810
5 73.4709164 51.1358196 89.46032619 76.4879520 55.6484810
6 74.63801648 50.46483818 89.46032619 76.4879520 55.6484810
7 75.4890971 52.5579353 89.46032619 76.4879520 55.6484810
8 79.61482713 60.94642939 89.46032619 76.4879520 55.6484810
9 79.2993277 59.0909543 89.46032619 76.4879520 55.6484810
10 79.20444657 62.58116883 89.46032619 76.4879520 55.6484810
11 76.4668428 63.2327164 89.46032619 76.4879520 55.6484810
12 79.15036284 69.40198752 89.46032619 76.4879520 55.6484810
Muestra Humedad (%) Solidos Volatiles (%) SV Inicial (%) Humedad promedio SV promedio
7 7.015792937 77.59694957 89.46032619 76.8232419 56.4032240
9 73.5631247 87.3365418 89.46032619 76.8232419 56.4032240
12 78.48437168 57.70243481 89.46032619 76.8232419 56.4032240
14 76.1852745 56.5297045 89.46032619 76.8232419 56.4032240
16 73.47568325 52.59378241 89.46032619 76.8232419 56.4032240
19 70.6146124 47.5460826 89.46032619 76.8232419 56.4032240
21 76.43323264 50.67005697 89.46032619 76.8232419 56.4032240
34 75.7862316 53.5374871 89.46032619 76.8232419 56.4032240
39 76.94924035 57.17283201 89.46032619 76.8232419 56.4032240
41 75.5774219 51.4039613 89.46032619 76.8232419 56.4032240
46 79.8147848 60.24761333 89.46032619 76.8232419 56.4032240
51 78.4210812 58.4980669 89.46032619 76.8232419 56.4032240
53 78.71249024 61.22836561 89.46032619 76.8232419 56.4032240
55 76.6118925 57.6663802 89.46032619 76.8232419 56.4032240
60 79.78622888 62.56894484 89.46032619 76.8232419 56.4032240
62 78.6728400 62.2794237 89.46032619 76.8232419 56.4032240




Top Related