







Idiomas
Páginas
Jurídico


EFECTO DE TRATAMIENTOS ENZIMATICO, MICROONDAS Y ULTRASONIDO ENLA EXTRACCION DE GRASA DE SEMILLA DE MANGO
(Mangifera Indica L.)
LIZZA MARIA RODRIGUEZ BELTRAN
Trabajo de grado presentado como requisito para optar al título de IngenieroAgroindustrial
Director
ANGÉLICA PIEDAD SANDOVAL ALDANA
PhD. Ingeniería de Alimentos
Codirector
JORGE ALBERTO VALENCIA MONTOYA
MSc. Biología Molecular y Biotecnología
UNIVERSIDAD DEL TOLIMA
FACULTAD DE INGENIERIA AGRONOMICA
PROGRAMA DE INGENIERIA AGROINDUSTRIAL
IBAGUE-TOLIMA
2014
2
3
DEDICATORIA
A Dios por permitirme vivir este momento de culminación y por tender siempre su
mano en el momento adecuado.
A mis padres, Alba y Carlos, por enseñarme que los obstáculos solo se vencen con amor
y dedicación. Que con sus palabras de amor y aliento en todos los momentos de mi vida
han hecho que crezca cada día en mis aspectos espiritual y profesional.
A mis hermanos, Bibiana, José y Carlos, que con su cariño y alegría me han motivado a
seguir creciendo como persona. Su apoyo en esta etapa han hecho que todo se
desarrolle de una manera tranquila y exitosa.

4
AGRADECIMIENTOS
Mis más sinceros agradecimientos a la Corporación Colombiana de Investigación
Agropecuaria CORPOICA, por brindarme la infraestructura y los equipos para llevar
acabo la ejecución de mi trabajo de grado.
Agradezco al Departamento Administrativo de Ciencia, Tecnología e Innovación
COLCIENCIAS por la financiación del proyecto “Caracterización de los Componentes
Grasos Obtenidos de Almendras de Diferentes Accesiones del Banco de Germoplasma
de Mango” el cual pertenecía el trabajo.
A mi directora de tesis, la Doctora Angélica Sandoval por sus múltiples enseñanzas y su
apoyo incondicional en el desarrollo del trabajo.
A mi codirector de tesis, el Ingeniero Jorge Valencia por brindarme su confianza en el
desarrollo de este estudio, por su apoyo oportuno facilitó la culminación del trabajo.
A mis compañeros de laboratorio quienes siempre me acompañaron y compartieron sus
conocimientos y sonrisas en los momentos más oportunos. A todas las personas que
hacen parte del grupo del Banco de Germoplasma quienes siempre me colaboraron
facilitando la ejecución de la misma.
Y a todos mis amigos que hicieron parte de esta etapa, quienes me brindaron su tiempo,
dedicación y conocimientos para culminar exitosamente este estudio.

5
CONTENIDO
Pág.
INTRODUCCIÓN 12
1. PLANTEAMIENTO DEL PROBLEMA 15
2. JUSTIFICACIÓN 16
3. OBJETIVOS 173.1 GENERAL 173.2 ESPECIFICOS 17
4. MARCO TEÓRICO 184.1 GENERALIDADES DEL MANGO 184.1.1 Producción y Comercialización del Mango 184.1.2 Subproductos del Procesamiento del Mango 204.2 COMPOSICIÓN DE LA SEMILLA 214.2.1 Compuestos Grasos de la Semilla de Mango 214.3 MÉTODOS DE EXTRACCIÓN 254.3.1 Métodos Soxhlet o con Disolventes 254.3.2 Método de Extracción por Prensado 254.3.3 Extracción Asistida por Microondas 254.3.4 Extracción Asistida con Ultrasonido 264.3.5 Actividad Enzimática 264.4 ESTADO DEL ARTE 26
5. METODOLOGÍA 325.1 CARACTERIZACION DE LA SEMILLA DE MANGO 32
6
5.1.1 Método de Extracción por Soxhlet 345.2 PRUEBAS DE HIDRATACIÓN DE LA SEMILLA DE MANGO 355.2.1 Hidratación con Vapor de Agua 365.2.2 Hidratación Semillas en Remojo 365.2.3 Hidratación con Vapor en Autoclave 365.3 TRATAMIENTOS PREVIOS DE EXTRACCIÓN 375.3.1 Tratamiento por Microondas 375.3.2 Tratamiento por Ultrasonido 375.3.3 Tratamiento Enzimático 385.4 MÉTODOS DE EXTRACCIÓN 395.4.1 Método de Extracción por Prensado 395.4.2. Método de Extracción por Extrusión 415.5 DETERMINACIÓN DE LA CALIDAD 425.6 DISEÑO EXPERIMENTAL 425.6.1 Análisis de Resultados 43
6. RESULTADOS Y DISCUSIÓN 446.1 RENDIMIENTO DE EXTRACCION POR SOXHLET 446.1.1 Análisis Proximal 446.1.2 Perfil de Ácidos Grasos 456.2 PRUEBAS DE HIDRATACIÓN DE LA SEMILLA DE MANGO 466.3 TRATAMIENTOS PREVIOS DE EXTRACCIÓN POR PRENSADO 486.3.1 Tratamiento por Microondas 486.3.2 Tratamiento con Ultrasonido y Enzima 496.4 DETERMINACIÓN DE LA CALIDAD 526.5 RENDIMIENTO DE EXTRACCIÓN POR EXTRUSIÓN 56
7. CONCLUSIONES 58
RECOMENDACIONES 60

7
REFERENCIAS 61

8
LISTA DE FIGURAS
pág.
Figura 1. Proceso obtención del aceite de la semilla de mango 33
Figura 2. Montaje realizado para la prueba de hidratación con vapor de agua 36
Figura 3. Equipo de ultrasonido 38
Figura 4. Montaje utilizado en el tratamiento enzimático 39
Figura 5. Prensa hidráulica 40
Figura 6. Balance de ácidos grasos saturados e insaturados de la grasa de semilla de
mango 46
Figura 7. Pruebas de hidratación de semillas de mango 47
Figura 8. Semillas tratadas con Microonda 49
Figura 9. Rendimiento de extracción de aceite de semilla de mango a diferentes 50
Figura 10. Rendimiento de extracción de grasa de dos variedades de mango sometidos
a tratamiento enzimático y ultrasonido 51
Figura 11. Extracción por extrusión 57

9
LISTA DE TABLAS
pág.
Tabla 1. Área, producción y rendimiento del cultivo de mango en Colombia 19
Tabla 2. Producción de mango en Colombia 19
Tabla 3. Composición proximal de la semilla de mango 21
Tabla 4. Aplicación industrial para ácidos grasos 23
Tabla 5. Propiedades químicas del aceite de semilla de mango extraído por solventes 24
Tabla 6. Composición porcentual relativa de ácidos grasos en el aceite de semilla de
mango 24
Tabla 7. Condiciones de trabajo del autoclave a una presión de 15 psi 37
Tabla 8. Contenido de grasa de semilla de mango obtenido por el método Soxhlet 44
Tabla 9. Composición proximal de la semilla de mango variedad Kala Alphonso y
Mariquita 44
Tabla 10. Perfil de ácidos grasos de la grasa de la semilla de mango 46
Tabla 11. Calidad de la grasa extraída de la semilla de dos variedades de mango 54

10
RESUMEN
Se evaluó el efecto de los tratamientos de ultrasonido, microondas y enzimático como
procesamiento previo al método por prensado para aumentar el rendimiento de
extracción de la grasa de semilla de mango. Se trabajaron dos variedades de mango
Kala Alphonso y Mariquita. Las muestras fueron expuestas a ultrasonido durante 1 h, con
una amplitud de 100 % y ciclo de 1 s. El tratamiento con microondas se evaluó a una
potencia de 100 W durante 15 y 30 min con intervalos de 5 min evitando la evaporación
del agua destilada. En el tratamiento con enzimas se incubó la muestra a 45°C durante
4 h. Los rendimientos se calcularon con base al contenido inicial de aceite determinados
por el método Soxhlet para cada variedad 12,0 % para Kala Alphonso y 11,35 %
Mariquita. Los resultados mostraron que la semilla Kala Alphonso tratada con enzima
presentó mayor rendimiento de extracción con 33,36 % en comparación con Mariquita
(25,99 %). Con el tratamiento de ultrasonido, la variedad Kala Alphonso obtuvo el mayor
rendimiento de extracción (16,02 %). En el tratamiento con microondas no se logró
obtener unas condiciones de procesamiento donde la exposición a la energía
electromagnética no afectara la estructura de la semilla y se pudiera extraer grasa de
semilla de mango. De igual forma se realizaron pruebas de extracción de componentes
grasos por el método de extrusión, donde no se obtuvo la separación de la grasa de la
semilla, por lo anterior puede explicarse en que este tipo de procesamiento es más eficaz
cuando se trabaja con semillas con mayor contenido de aceite. Las pruebas de calidad
determinaron que la grasa extraída presenta características similares a grasas
industriales, lo que permitiría su posible futura aplicación en diferentes industrias.
Palabras claves: Grasa de mango, Ultrasonido, Tratamiento enzimático, Microondas,
Extrusión.

11
ABSTRACT
It was evaluated the ultrasound, microwaves and enzymatic treatment effects as previous
processing to the press method in order to increase mango seed fat extraction
performance. Two varieties of mango, Kala Alphonso and Mariquita, were subjected to
different treatments. The samples were exposed to ultrasound waves during 1 h, with 100
% amplitude and 1 s cycle. The microwave treatment was evaluated at minimal power
(100 W) during 15 and 30 min with 5 min intervals for avoiding distilled water evaporation.
In the treatment with enzymes, the sample was incubated at 45°C during 4 h. The yield
was analyzed based on the initial oil content measured by Soxhlet method, 12,0 % for
Kala Alphonso and 11,35 % for Mariquita. The results showed that Kala Alphonso seed
treated with enzyme had a higher yield with 33,36 % compared to Mariquita with 25,99
%. In the ultrasound treatment, the Kala Alphonso variety had the higher extraction
performance (16,02 %). In the microwave treatment was not possible to obtain processing
conditions that exposure to electromagnetic energy will not affect the seed structure and
the extraction of fat mango kernel. It was also made fat extraction tests by the extrusion
method, however it was not possible to obtain fat separation, this can be explained that
extrusion processing is most effective with higher oil content seeds. The quality results
showed that fat mango seed presented characteristics similar to other industrial fats, so
it is possible used in different industries considering its high unsaturated fatty acid
content. The mechanical press extraction is an efficient process for obtaining mango seed
fat but it is required previous treatments, however this is a real possibility in order to add
value to an industrial sub-product.
Keywords: Mango fat, Ultrasound, Enzymatic treatment, Microwaves, Extrusion.
12
INTRODUCCIÓN
En Colombia, el cultivo de mango se encuentra en dieciséis departamentos, siendo el
Tolima uno de los principales productores. Esta especie se ha adaptado a diferentes
pisos térmicos por lo que dio origen al llamado mango criollo, gracias a la polinización
cruzada que ha dado origen a más de 200 ecotipos (Flórez et al., 2013).
Para el departamento del Tolima, la especie con mayor potencial es el mango según
datos del Plan Frutícola Nacional (PFN), los cálculos partieron de variables como oferta
edafoclimática, producción, tecnología y consumo interno. En las últimas dos décadas,
el interés ha incrementado ya sea para destinarlo al mercado de fruto fresco o para el
procesamiento (Aular & Rodriguez, 2005). En Colombia se adelantan estudios de
caracterización de las variedades los cuales proporcionan herramientas en el desarrollo
y conservación de nuevos productos para la entrada al mercado internacional (Flórez et
al., 2013).
La cadena agroindustrial del mango está dirigida principalmente a la producción de
pulpas, jugos y néctares (participación del 80 %) y el restante a la comercialización en
fresco. Uno de los problemas de la transformación del mango es el alto desperdicio de
materia prima (aproximadamente 40 %) proveniente de los subproductos sin aprovechar
(Sumaya et al., 2012). Una manera de responder a esta situación es la generación de
nuevas estrategias de transformación de estos, todo esto con la finalidad de aumentar
la competitividad del sistema productivo.
Durante el procesamiento y comercialización, el mango y los desechos generados son
una fuente importante de compuestos bioactivos de alto valor agregado, como fibra
dietaria, micronutrientes, polifenoles y carotenoides. Su estudio puede realizar con un
trabajo multidisciplinario de investigación, innovación, transferencia de tecnología,
desarrollo de estudios de mercado y planes de negocio (Sumaya et al., 2012).

13
Uno de los residuos que en la cadena de transformación del mango que está siendo
investigado es la semilla, debido a las propiedades que presentan la harina y la grasa;
las cuales poseen características funcionales y fisicoquímicas que pueden ser usadas
en diversos productos, incluso como reemplazante de grasa vegetal, como el caso de la
manteca de cacao en la producción de chocolates (Tapia et al., 2013).
Para la obtención de aceites vegetales existen métodos de extracción mecánicos y
químicos y generalmente se usa una combinación de ambas técnicas. En México se ha
logrado encontrar grandes avances de investigación en la extracción de los componentes
grasos de la semilla de mango, por ser uno de los países con más producción de este
fruto, los métodos de extracción que más se utiliza es por método Soxhlet (disolventes
orgánicos) que arroja el mayor porcentaje de rendimiento de extracción del aceite con un
12% aproximadamente (Estrada et al., 2008; Heredia, 2009; Tapia et al., 2013). Así
mismo se conocen los métodos mecánicos (prensado o extrusión) que son procesos que
someten las semillas a presión y temperatura para liberar el aceite, con rendimientos
alrededor del 8 al 10%. Actualmente, se estudian tratamientos previos a la extracción
mecánica, los cuales adecuan el material para facilitar la liberación de los componentes
grasos (Lopez, 2013).
Como una propuesta para obtener componentes grasos de semilla de mango, el
presente estudio determinó el efecto de tres tratamientos previos a la extracción
mecánica; enzimático, microondas y ultrasonido a dos variedades de mango, Kala
Alphonso y Mariquita. Con dichos tratamientos se buscaba aumentar el rendimiento de
extracción de los componentes grasos de la semilla de mango por prensado. Este
sistema de extracción de aceite es muy utilizado en la industria, sin embargo su eficiencia
es baja, en estudios anteriores se ha logrado incrementar hasta en un 20% el
rendimiento, al utilizar tratamientos previos comparándolo con el método estándar
(Lopez, 2013). También se evaluó otra tecnología como la extracción de aceite utilizando
tornillo simple, tipo expeller. Todo lo anterior buscaba generar una alternativa para
mejorar el rendimiento en el proceso de extracción de la grasa y de esta forma

14
aprovechar este subproducto del mango, el cual posee potencialidades para las
industrias cosmética y alimenticia.
15
1. PLANTEAMIENTO DEL PROBLEMA
Las industrias de néctares y jugos más afectadas por los grandes volúmenes de
desechos son las que utilizan mango para la elaboración de sus productos, en su proceso
utilizan la pulpa, por lo que la cáscara y semilla se convierten en desperdicio. La cáscara
constituye de un 15 a 18 % del peso total del fruto y la semilla de un 13 a 29 %, por lo
que hace pensar en dar un valor agregado en la industria en la elaboración de nuevos
productos o en sustitutos de algunos aceites vegetales, como por ejemplo la sustitución
parcial de la manteca de cacao para la elaboración de productos de chocolate (Rojas &
Burbano, 2012).
Existen diferentes métodos de extracción de aceites, entre los más utilizados se
encuentran el prensado y la extracción con solventes. Durante el prensado el material se
comprime para romper las estructuras, liberando la materia grasa presente, su eficiencia
disminuye debido a que parte del aceite queda impregnado en la tela y en la torta que
sale como residuo. En la actualidad se buscan nuevas posibilidades para no utilizar
solventes orgánicos y poder reducir los costos de producción y el tiempo de extracción,
por lo anterior, se han realizado diversos estudios sobre tratamientos previos que faciliten
la liberación de la porción lipídica en las membranas celulares, como por ejemplo el
ultrasonido, el calentamiento por microondas y tratamiento enzimático (Pascual et al.,
2008; Magdaleno, 2012; Momeny et al., 2012; Rojas & Burbano, 2012). La presente
investigación buscaba determinar el efecto de los tratamientos mencionados
anteriormente en el rendimiento de extracción de la grasa de la semilla de mango por el
método de prensado.

16
2. JUSTIFICACIÓN
En las industrias procesadoras de frutas se generan altas cantidades de residuos
causando problemas de contaminación ambiental, estos se conforman por la semilla y la
cascara que representan del 40 al 50 % de peso total del fruto, que podrían utilizarse en
la producción de azucares, ácidos orgánicos y en la extracción de aceite u otros
compuestos (Estrada et al., 2008; Rojas & Burbano, 2012).
Los residuos vegetales contienen cantidades de compuestos potencialmente
interesantes y la recuperación de ellos es el inicio para su reutilización. El mango en
particular ha presentado un mayor interés, debido al alto porcentaje de residuos que se
generan en las industrias y de la calidad de los subproductos que pueden ser obtenidos
(Rojas et al., 2010).
Las industrias se han visto obligadas a buscar alternativas de uso de sus residuos; la
semilla de mango ha presentado mayor atención debido a que se han encontrado
aplicaciones de sus componentes en la elaboración de productos de confitería y en la
industria cosmética (Tapia et al., 2013).
Como una propuesta para la disminución de los desechos industriales, el siguiente
estudio buscó mejorar el proceso de extracción por prensado mediante el estudio de
tratamientos previos (microondas, enzimático y ultrasonido) y de esta forma aumentar el
porcentaje de grasa extraída de la semilla de mango, logrando aprovechar los
componentes que contiene dicho subproducto, con diferentes beneficios, una
considerable disminución de los residuos y el aprovechamiento integral de la fruta.

17
3. OBJETIVOS
3.1 GENERAL
Evaluar el efecto de diferentes tratamientos previos a la extracción mecánica de los
componentes grasos de semilla de dos variedades de mango: Kala Alphonso y Mariquita,
provenientes del banco de germoplasma del CI Nataima.
3.2 ESPECIFICOS
Evaluar los efectos de los tratamientos ultrasonido, microondas y actividad
enzimática en el rendimiento de extracción de compuestos grasos de semilla de
mango.
Caracterizar fisicoquímicamente los componentes grasos obtenidos en cada uno
de los tratamientos evaluados.
Determinar el rendimiento de extracción de grasa de semilla de mango utilizando
extrusión por tornillo simple.
18
4. MARCO TEÓRICO
4.1 GENERALIDADES DEL MANGO
El mango (Mangifera Indica L.) es una fruta de la familia de las Anacardiáceas originaria
de la India. Es un cultivo de las zonas tropicales y subtropicales. En Colombia se
producen y se comercializan diversas variedades como son el mango común, mango
chancleto, mango costeño, mango de azúcar, mango manzano, mango reina y mango
tommy. Este último es el que se destina a las exportaciones (Ortiz et al., 2002).
La forma y las dimensiones de la fruta son muy variables, por lo general son ovoide
oblonga, de color verde, verde amarillento o amarillo. Su cáscara es uniforme y contiene
pequeñas glándulas circulares, llamadas lenticelas. Su pulpa es de color amarillo
anaranjado, jugoso, con un contenido variable de fibra. Su endocarpio es grueso, leñoso
y cubierto por una capa fibrosa externa (Salamanca et al., 2007).
4.1.1 Producción y Comercialización del Mango. Los principales países productores de
mango son India, Tailandia y México (Salamanca et al., 2007). Según datos de Faostat,
Colombia se encuentra entre los 30 países con mayores rendimientos por ha en la
producción de mango (Lizarralde, 2014). Entre los años 2012 y 2013, el departamento
del Tolima presentó un aumento significativo en la producción de mango, duplicando su
producción según reportes de Agronet. Para el 2014, se espera que el área sembrada
en los departamentos de la Costa Atlántica incrementen gracias a las oportunidades del
mercado internacional (Lizarralde, 2014).
19
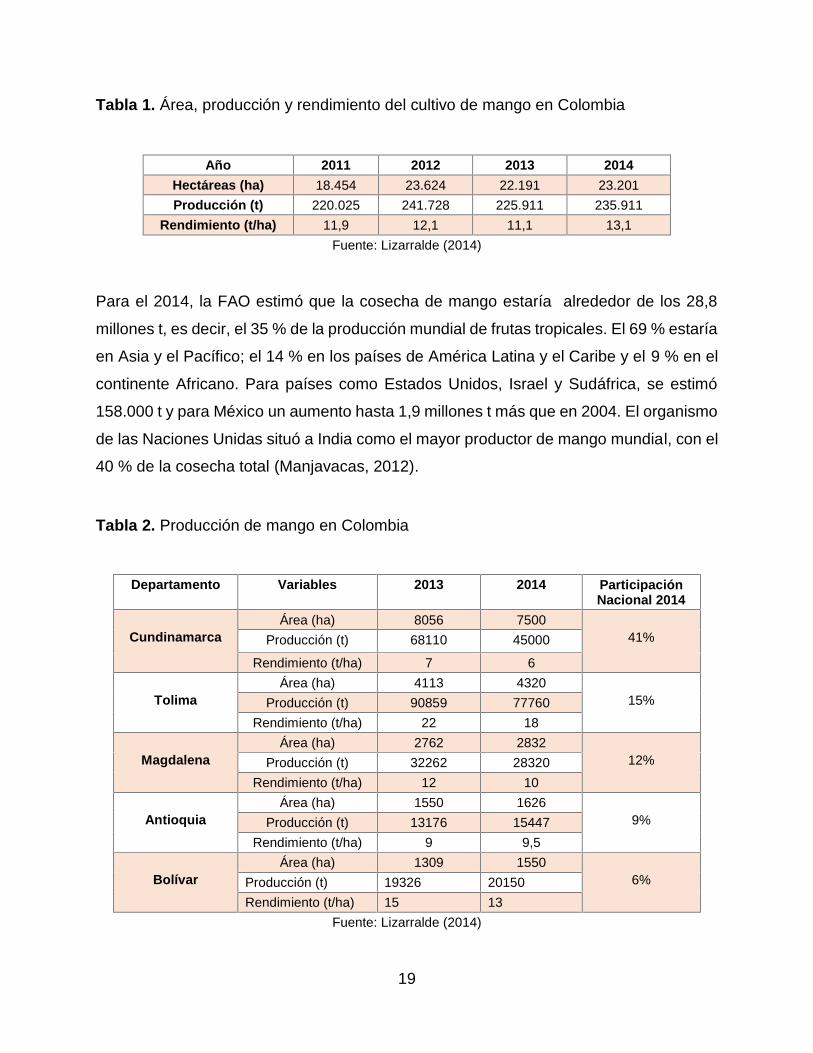
Tabla 1. Área, producción y rendimiento del cultivo de mango en Colombia
Año 2011 2012 2013 2014Hectáreas (ha) 18.454 23.624 22.191 23.201Producción (t) 220.025 241.728 225.911 235.911
Rendimiento (t/ha) 11,9 12,1 11,1 13,1Fuente: Lizarralde (2014)
Para el 2014, la FAO estimó que la cosecha de mango estaría alrededor de los 28,8
millones t, es decir, el 35 % de la producción mundial de frutas tropicales. El 69 % estaría
en Asia y el Pacífico; el 14 % en los países de América Latina y el Caribe y el 9 % en el
continente Africano. Para países como Estados Unidos, Israel y Sudáfrica, se estimó
158.000 t y para México un aumento hasta 1,9 millones t más que en 2004. El organismo
de las Naciones Unidas situó a India como el mayor productor de mango mundial, con el
40 % de la cosecha total (Manjavacas, 2012).
Tabla 2. Producción de mango en Colombia
Departamento Variables 2013 2014 ParticipaciónNacional 2014
CundinamarcaÁrea (ha) 8056 7500
41%Producción (t) 68110 45000
Rendimiento (t/ha) 7 6
TolimaÁrea (ha) 4113 4320
15%Producción (t) 90859 77760Rendimiento (t/ha) 22 18
MagdalenaÁrea (ha) 2762 2832
12%Producción (t) 32262 28320Rendimiento (t/ha) 12 10
AntioquiaÁrea (ha) 1550 1626
9%Producción (t) 13176 15447Rendimiento (t/ha) 9 9,5
BolívarÁrea (ha) 1309 1550
6%Producción (t) 19326 20150Rendimiento (t/ha) 15 13
Fuente: Lizarralde (2014)
20
Sumaya et al. (2012) sectorizaron la cadena agroindustrial del mango en dos partes,
sector primario (venta en fresco) y sector secundario (preparación y envasado de frutas),
este último está dirigido principalmente en la producción de pulpas, jugos y concentrados.
En estas aplicaciones industriales se utiliza principalmente la pulpa teniendo como
desperdicio el bagazo, la semilla y la piel, los cuales representan cerca del 40 al 60 %
del peso total de la fruta. Estos desperdicios se podrían aprovechar teniendo en cuenta
que la piel y el bagazo conforman el 5 al 10 % y la semilla el 15 al 20 % (Tapia et al.,
2013).
4.1.2 Subproductos del Procesamiento del Mango. Actualmente se estudian alternativas
para el uso del bagazo, la semilla y la piel, ya que tiene varios constituyentes de interés
como su alto contenido de aceite, minerales, fibra, vitaminas, carbohidratos y proteínas.
La piel puede ser utilizada para la extracción de pectinas, enzimas, así como un sustrato
para la producción de vinagre o ácido cítrico a través de fermentación microbiana,
mientras que la semilla para la extracción de aceites, los cuales pueden ser empleados
en confitería o en la elaboración de cosméticos (Pascual et al., 2008). La harina obtenida
puede ser mezclada con la de trigo para la elaboración de productos de panificación y
galletería (Trejo, 2013).
Las grasas y aceites que se obtienen de la semilla de mango presentan características
de temperatura de fusión valiosas para la industria confitera, por sus características
fisicoquímicas y químicas pueden ser sustitutos de la manteca de cacao para la
elaboración de coberturas y rellenos de chocolate cumpliendo con la norma (NOM-186-
SSA1/SCFI-2002) que permite sustituir hasta un 5% de manteca de cacao con mezclas
de grasas de las semillas de mango (Trejo, 2013).
21
4.2 COMPOSICIÓN DE LA SEMILLA
La semilla de mango es oblonga, plana que puede ser fibrosa en la superficie de acuerdo
a la variedad. Pueden ser monoembriónicas o poliembriónicas dependiendo de la
formación de uno o más embriones durante el proceso de fecundación (Lopez, 2013).
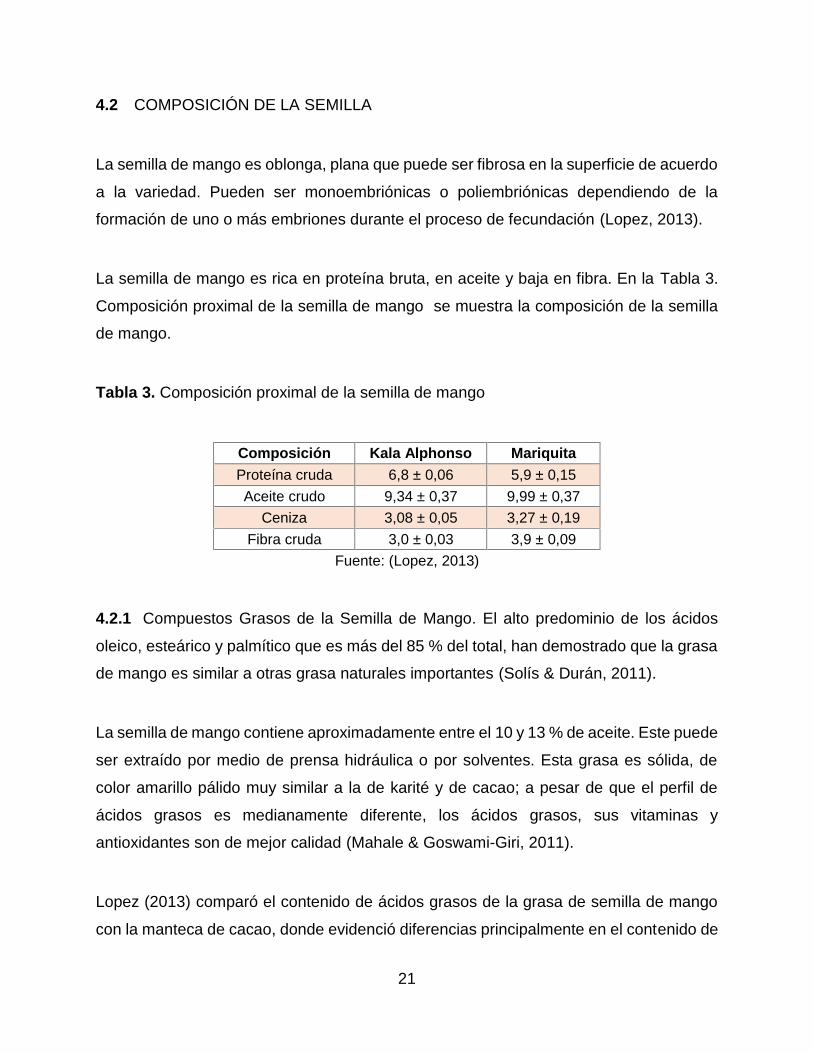
La semilla de mango es rica en proteína bruta, en aceite y baja en fibra. En la Tabla 3.
Composición proximal de la semilla de mango se muestra la composición de la semilla
de mango.
Tabla 3. Composición proximal de la semilla de mango
Composición Kala Alphonso MariquitaProteína cruda 6,8 ± 0,06 5,9 ± 0,15Aceite crudo 9,34 ± 0,37 9,99 ± 0,37
Ceniza 3,08 ± 0,05 3,27 ± 0,19Fibra cruda 3,0 ± 0,03 3,9 ± 0,09
Fuente: (Lopez, 2013)
4.2.1 Compuestos Grasos de la Semilla de Mango. El alto predominio de los ácidos
oleico, esteárico y palmítico que es más del 85 % del total, han demostrado que la grasa
de mango es similar a otras grasa naturales importantes (Solís & Durán, 2011).
La semilla de mango contiene aproximadamente entre el 10 y 13 % de aceite. Este puede
ser extraído por medio de prensa hidráulica o por solventes. Esta grasa es sólida, de
color amarillo pálido muy similar a la de karité y de cacao; a pesar de que el perfil de
ácidos grasos es medianamente diferente, los ácidos grasos, sus vitaminas y
antioxidantes son de mejor calidad (Mahale & Goswami-Giri, 2011).
Lopez (2013) comparó el contenido de ácidos grasos de la grasa de semilla de mango
con la manteca de cacao, donde evidenció diferencias principalmente en el contenido de
22
ácidos palmítico y oleico, siendo mayor el contenido de palmítico en la manteca de cacao
(26,8%) y de oleico ligeramente menor (34,9%). La grasa de mango presentó (7,31% y
46,46%) respectivamente. Sin importar las diferencias en la composición química de la
grasa de semilla de mango y la manteca de cacao, muchos autores indican las posibles
aplicaciones en la industria del chocolate.
Debido a que la grasa de la semilla de mango presenta altas cantidades de ácidos grasos
insaturados principalmente el oleico y el linoléico, estos son muy importantes para la
estabilidad de los aceites por las reacciones químicas que se presentan en los dobles
enlaces (Kittiphoom & Sutasinee, 2013).
Investigaciones adelantadas en México, reportan datos de caracterización fisicoquímica
de grasa extraída de la semilla de mango variedad Manila, donde muestran que la grasa
posee una mayor relación de grasas insaturadas 53,7% que de grasas saturadas 45,2
%, donde el ácido oleico fue el de mayor proporción 45,6%, y una concentración de
ácidos grasos libres del 2 % (Tapia et al., 2013).
Kittiphoom (2012) encontró que el aceite obtenido de la semilla de mango podría ser una
fuente alternativa de aceite comestible. Con la proporción adecuada, una mezcla de
aceite de semilla de mango y el aceite de la semilla de palma se podrían utilizar como
manteca de cacao. El aceite proveniente de la semilla de mango puede ser un producto
con un alto valor; su procesamiento y aprovechamiento puede generar desarrollo
económico en las regiones tropicales del cultivo (Tapia et al., 2013). Existen algunas
aplicaciones industriales de los aceites y grasas vegetales, los cuales se presentan en la
Tabla 4. Aplicación industrial para ácidos grasos.

23
Tabla 4. Aplicación industrial para ácidos grasos
Aplicación Ac.Esteárico Ac.Oleico Ac.Palmítico Ac.Mirístico Ac.Laúrico Ac.CápricoJabones ytensoactivos X X X X X
Cosmeticos,productosfarmaceuticos
X X X X X X
Productostextiles(tensoactivos)
X X X
Pinturas ybarnices X X X XCaucho X X X XVelas y ceras X XDesinfectantese insecticidas X XPlasticos X X X XPapeleria X XLubricantes X XEmulgentes yagentes deflotacion
X X X X X
Fuente: (Fernandez, 1999)
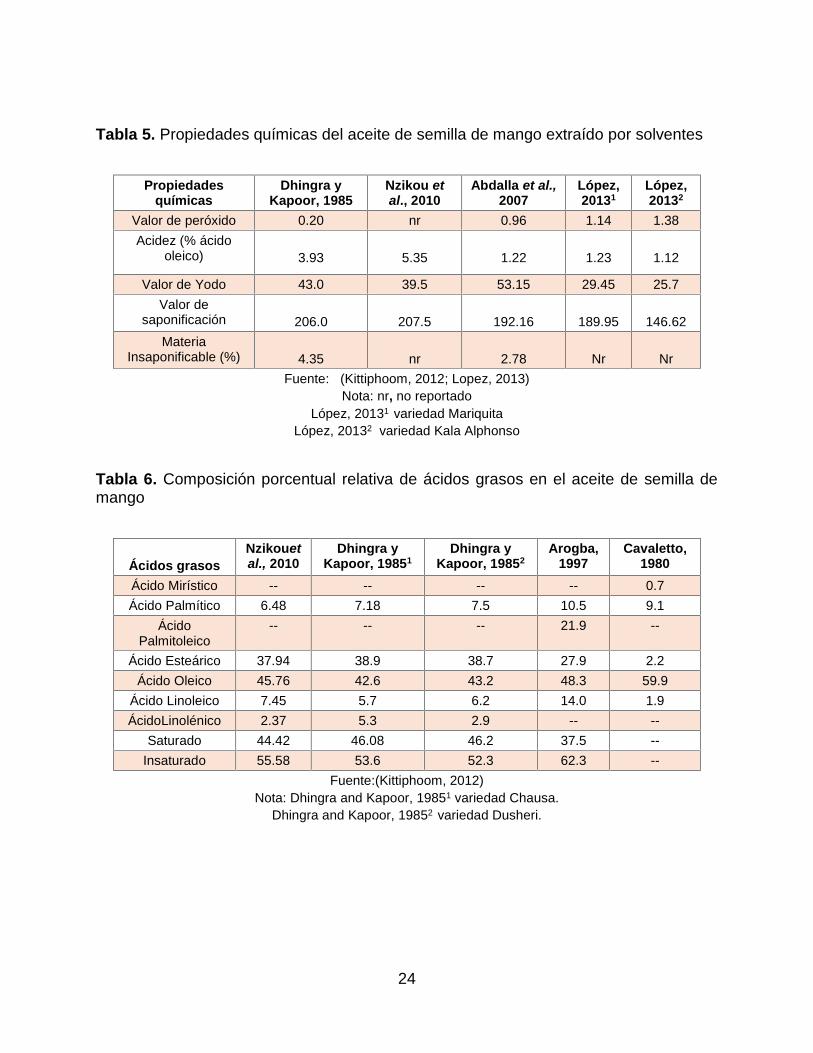
Las propiedades químicas del aceite de semilla de mango se muestran en la Tabla 5.
Propiedades químicas del aceite de semilla de mango extraído por solventes. Los valores
de ácidos grasos libres y de peróxidos se usan como un índice de calidad del aceite.
Kittiphoom (2012) indicó que la grasa de semilla de mango era casi libre de rancidez
hidrolítica por su bajo contenido de ácidos grasos libres permitiendo el uso directo del
aceite en las industrias.
La composición de ácidos grasos de la semilla de mango comparada con la de los aceites
vegetales indica que la grasa de semilla mango es rica en ácidos esteárico y oleico. En
consecuencia, el aceite de semilla de mango es más estable que muchos otros aceites
vegetales ricos en ácidos grasos insaturados. Tales aceites parecen ser adecuados para
mezclar con aceites vegetales, estearina de fabricación, la industria de confitería o en la
industria del jabón (Kittiphoom, 2012).
24
Tabla 5. Propiedades químicas del aceite de semilla de mango extraído por solventes
Propiedadesquímicas
Dhingra yKapoor, 1985
Nzikou etal., 2010
Abdalla et al.,2007
López,20131
López,20132
Valor de peróxido 0.20 nr 0.96 1.14 1.38Acidez (% ácido
oleico) 3.93 5.35 1.22 1.23 1.12
Valor de Yodo 43.0 39.5 53.15 29.45 25.7Valor de
saponificación 206.0 207.5 192.16 189.95 146.62Materia
Insaponificable (%) 4.35 nr 2.78 Nr NrFuente: (Kittiphoom, 2012; Lopez, 2013)
Nota: nr, no reportadoLópez, 20131 variedad Mariquita
López, 20132 variedad Kala Alphonso
Tabla 6. Composición porcentual relativa de ácidos grasos en el aceite de semilla demango
Ácidos grasosNzikouetal., 2010
Dhingra yKapoor, 19851
Dhingra yKapoor, 19852
Arogba,1997
Cavaletto,1980
Ácido Mirístico -- -- -- -- 0.7Ácido Palmítico 6.48 7.18 7.5 10.5 9.1
ÁcidoPalmitoleico
-- -- -- 21.9 --
Ácido Esteárico 37.94 38.9 38.7 27.9 2.2Ácido Oleico 45.76 42.6 43.2 48.3 59.9
Ácido Linoleico 7.45 5.7 6.2 14.0 1.9ÁcidoLinolénico 2.37 5.3 2.9 -- --
Saturado 44.42 46.08 46.2 37.5 --Insaturado 55.58 53.6 52.3 62.3 --
Fuente:(Kittiphoom, 2012)Nota: Dhingra and Kapoor, 19851 variedad Chausa.
Dhingra and Kapoor, 19852 variedad Dusheri.
25
4.3 MÉTODOS DE EXTRACCIÓN
4.3.1 Métodos Soxhlet o con Disolventes. La extracción por Soxhlet es un método que
trabaja con un solvente inicialmente en estado líquido y a presión atmosférica, al elevar
su temperatura y superando el punto de ebullición se convierte en vapor. Los
componentes se extraen por diferencia de concentración (Fuentes, 2013).
4.3.2 Método de Extracción por Prensado. El método por prensado utiliza la fuerza
mecánica para romper las estructuras de la muestra liberando la materia grasa contenida
en ella. Este método puede manejar tamaños variables de muestra y en la mayoría de
los casos como pretratamientos de la extracción con solvente (Rojas & Burbano, 2012).
4.3.3 Extracción Asistida por Microondas. La extracción asistida por microondas utiliza
las ondas electromagnéticas para interactuar con las moléculas polares del material y
así generar calor de forma homogénea. La radiación produce sobrecalentamiento del
agua que contienen las células y causa la ruptura de la pared celular, facilitando la
transferencia de las sustancias al exterior y la penetración del disolvente en la matriz
vegetal (Casas et al., 2006).
La rapidez del calentamiento es la principal ventaja del microondas, su aplicación en
alimentos se realiza a frecuencias de 2450 MHz y 915 MHz (Rojas, 2011). Los
parámetros que afectan la eficacia de la extracción son la naturaleza del disolvente, la
temperatura, la potencia, el tiempo de extracción y la naturaleza de la matriz (Fuentes,
2013).
26
4.3.4 Extracción Asistida con Ultrasonido. La extracción asistida por ultrasonido se basa
en una energía de alta frecuencia que es imperceptible por el oído humano. Son
vibraciones que se desplazan en el medio causando expansión y compresión del
material. Este movimiento oscilatorio forma burbujas o cavidades en el líquido, donde por
efecto de las ondas, la temperatura se incrementa causando la ruptura de la tensión
superficial, favoreciendo la solubilidad y penetración del solvente en el material vegetal,
arrastrando con él, los componentes activos por diferencia de concentración (Fuentes,
2013).
La extracción por ultrasonido mejora la transferencia de masa del sólido al solvente,
utilizando como transporte la difusión por la pared celular y la convección en los poros
del sólido. Las partículas sólidas y líquidas se encuentran en constante vibración y
aceleración, dando como resultado el paso rápido del soluto de la fase sólida hacia el
solvente (Fuentes, 2013).
4.3.5 Actividad Enzimática. Las enzimas son catalizadores potentes y eficaces que con
una pequeña cantidad actúan pero su recuperación es indefinida. No llevan a cabo
reacciones energéticamente desfavorables, no modifican el sentido de los equilibrios
químicos sino que aceleran su consecución (Acosta, 2011). La función principal de una
enzima es reducir el nivel de activación para que tenga lugar una reacción química (Rojas
& Burbano, 2012).
Las enzimas pueden funcionar de dos maneras: extracelulares o exoenzimas (funcionan
fuera de la célula) o intracelulares o endoenzimas (funcionan dentro de la célula) (Rojas
& Burbano, 2012).
4.4 ESTADO DEL ARTE
Se realizó una revisión literaria acerca del uso de la semilla del mango para la producción
de aceites. Pascual et al. (2008), elaboraron un estudio cuyo objetivo principal fue realizar
27
una caracterización física, química y fisicoquímica del aceite obtenido de almendras de
diferentes variedades de mango para su aplicación como sustituto de manteca de cacao
de rellenos y coberturas de chocolate.
La grasa extraída en este estudio fue por método de ultrasonido utilizando hexano como
disolvente, obteniéndose rendimientos del 7 al 40 % para la estearina y del 4 a 10 % para
la oleína de las diferentes variedades (Ataulfo, Manila, Kent, Keitt y Haden); realizaron el
perfil de ácidos grasos encontrando similitud con el perfil de ácidos grasos de la manteca
de cacao. Concluyeron que el mango es una buena opción para obtener productos a
partir de los residuos que genera su proceso como la grasa contenida en la semilla de
mango.
Se encontró que en un estudio de extracción de pectina en la semilla de mango utilizaban
extracciones no convencionales como la asistida por microondas y por ultrasonido. En
esta investigación determinaron el método de extracción y las condiciones de operación
para la extracción de pectinas contenidas en la semilla de mango. El método Soxhlet lo
utilizaron como extracción convencional y el solvente fue metanol, reportando un
rendimiento de 25,42 %. Las extracciones no convencionales usadas fueron la asistida
por microondas y por ultrasonido; en la primera técnica realizaron un barrido de potencia
entre 0 y 1200 W con un tiempo de operación de 23 s y una relación soluto/solvente de
1:3 y 1:5, obtuvieron un mayor rendimiento del extracto con un valor de 6,29 %, usando
100 % de potencia y la relación soluto/solvente de 1:3. En la extracción asistida por
ultrasonido trabajaron con temperaturas de 30 y 60 °C con tiempos de 10, 20 y 45 min y
una relación soluto/solvente de 1:3, donde obtuvieron un mayor rendimiento de 8,26 %
para un tiempo de 45 min a una temperatura de 60 °C concluyendo para este caso que
a mayor tiempo y mayor temperatura empleada se obtiene un mayor rendimiento
(Fuentes, 2013).
Momeny et al. (2012), investigaron el efecto de la radiación del microondas en las
semillas de mango como un tratamiento previo a la extracción de aceite por solvente. Al
exponer las semillas de mango a la radiación de microondas, se aumentaba el porcentaje

28
de extracción de aceite. Las semillas no tratadas presentaban un contenido de humedad
67,2 % y un contenido de aceite de 5,65 %; las semillas tratadas fueron expuestas a una
potencia de 300 W por 180 s obteniéndose un porcentaje de aceite extraído del 8,9 % y
un contenido de humedad del 60,36 %. El efecto de la radiación disminuía el contenido
de humedad de las semillas haciéndolas más frágiles y conduciendo a la ruptura de su
tejido para la liberación del aceite en el proceso final de extracción.
Magdaleno (2012), observó que bajo condiciones de potencia de 4 W a tiempos de 5 y 8
min, el mayor rendimiento de aceite lo obtuvo con tiempo de 5 min (39,10 %) comparado
con tiempo de 8 min (37,70 %), un aumento hasta del 15 % del rendimiento de extracción
con respecto al rendimiento inicial con Soxhlet (33,89 %). El rendimiento lo basaron en
la extracción asistida por microondas, el cual aprovecha la polaridad de las moléculas,
que componen la estructura de una célula como los lípidos y las proteínas para crear
fricción y por consiguiente calor, el cual hace que el agua contenida en la célula escape
debilitando la pared celular.
Durante muchos años, el uso de energía de ultrasonido en medios líquidos y sólidos ha
sido extenso en aplicaciones de procesamiento de alimentos y ha creado un interés
creciente en el tratamiento de muestras. Esta técnica es una herramienta eficiente para
aplicaciones comerciales a gran escala por ejemplo, emulsión, extracción, cristalización,
deshidratación, pasteurización a baja temperatura, desgasificación, antiespumante, la
activación y la inactivación de enzimas, reducción de tamaño de partícula y el cambio de
viscosidad (Picó, 2013).
En todos los casos estudiados, los resultados experimentales muestran que la aplicación
de ultrasonidos de potencia produce una notable mejora tanto en los tiempos de
extracción como en la cantidad de producto final extraído y que esta mejora depende
del tamaño de partícula. Por ejemplo, se muestran los resultados de algunas
experiencias de extracción de aceite de semilla, realizadas con y sin aplicación
ultrasonidos a 280 bar y 55 °C, para distintos tamaños de partícula. Observaron que la
aplicación de ultrasonido mejoró el rendimiento de extracción, siendo más apreciable
29
cuanto menor es el tamaño de partícula. Para el tamaño de partícula 9-10 mm, la mejora
fue de un 15 %, mientras que para partículas de 3-4 mm el porcentaje se incrementó
aproximadamente en un 20 % (Riera et al., 2005).
En general, la aplicación de tratamientos con ultrasonido incrementa la eficiencia de
extracción y disminuye el riesgo de degradación térmica cuando se trabaja a
temperaturas de 25°C. La desventaja que involucra la implementación del ultrasonido es
el uso de solventes orgánicos (Peredo et al., 2009). Asimismo hay que tener en cuenta
que la aceleración ultrasonora es responsable de la inestabilidad en la interfase líquido-
líquido y líquido-gas (Albarracín & Gallo, 2003).
Otras metodologías utilizadas para aumentar la extracción de aceite por prensado es
utilizar enzimas, ellas ayudan a degradar la pared celular de la semilla para extraer el
aceite. Según Lema et al. (1994) la aplicación de un tratamiento enzimático previo a la
extracción de semillas de elevado contenido graso favorece la extracción del aceite.
Siendo las variables de operación que influyen directamente sobre la efectividad del
proceso, la relación enzima/semilla y el tiempo de tratamiento. En un tiempo mayor a 7
horas observaron un efecto favorable sobre el rendimiento de extracción del aceite con
una relación enzima/semilla de 3 g enzima/ 100 g semilla.
El estudio de Rojas y Burbano (2012) evaluaron la acción enzimática (Enzima
Crystalzyme PMLX) en dos variedades de mango Tommy y Azúcar, determinaron por
medio de diferentes pruebas el tiempo de acción de la enzima (4 h) con una
concentración suficientemente grande que permitiera notar los cambios en el rendimiento
de extracción, luego de ser adicionada (0,26 µl). La incorporación del tratamiento
enzimático aumentó el rendimiento de aceite extraído. Los rendimientos fueron de 9,63
y 8,25 % para Tommy y Azúcar, respectivamente.
Lopez (2013) trabajó un preparado enzimático Rapidase TF con harina de semilla de
mango Kala Alphonso; las condiciones a la que fue sometida la muestra fueron de 30 °C
por 4 h y una dosis de enzima de 1 %. El rendimiento de extracción obtenido fue del 17
30
al 22 % de grasa, concluyendo que la enzima permite romper la pared celular y lograr
una mejor extracción del aceite. También concluyó que entre las de mayor rendimiento
de extracción de aceite por método Soxhlet se encuentra la variedad Mariquita con un
porcentaje de 9,99 ± 0,37 % siendo una de las variedades con una oportunidad para el
mercado de extracción de aceite. La variedad Kala Alphonso presentó valores altos de
ácidos grasos insaturados (54,10 %) al igual que la variedad Mariquita con (50,32 %),
adicionalmente mostró valores altos en contenido de grasa 9,34 ± 0,37 %. Kala Alphonso
y Mariquita son variedades que cuentan con una producción alta, por lo que se podría
aprovechar su nivel productivo en la parte industrial dándole un valor agregado en
productos agroindustriales o en la extracción de compuestos grasos para ser utilizados
en la elaboración de chocolates.
En la extracción de aceite de café por extrusión, López (2007) utilizó un extrusor por
prensa de husillo, tornillo sinfín; el proceso consistió en la compresión del grano de café
tostado entero, logrando la separación del aceite. La cantidad de aceite de café varío
entre 7 y 9 % comparado con el aceite extraído en la torta de café, luego de ser extruida,
por método Soxhlet de 9,44 %, el cual es un valor alto teniendo en cuenta que es un
producto de la extrusión, que lo convierte en un potencial de utilización.
Santos (2013) en su trabajo presentó las condiciones óptimas de humedad relativa y de
temperatura de un equipo de extrusión para extraer el aceite de semilla de algodón. Con
una humedad relativa de 4 % por encima de las condiciones medioambientales a la
entrada del tornillo sinfín y una temperatura de 81 °C consiguió una eficiencia máxima
de extracción de 20,9 %. Indicó que el valor de temperatura está limitado a 95 °C
constantes dentro de la canastilla de compresión, debido a que a altas temperaturas
origina perdidas en las propiedades del aceite.
Cardona et al. (2012) evaluaron las condiciones de trabajo de una prensa expeller para
obtener aceite de milpesillos, el material se sometió a diferentes velocidades de rotación
del tornillo a (45 y 60 rpm) y temperaturas de la chaqueta (40, 60 y 90 °C). La extracción
fue efectiva a 60 rpm y 40 °C, con rendimiento 48,3 % comparado con la extracción por

31
soxhlet 62 %. La extracción por extrusión se considera viable al no utilizar solventes y la
posibilidad de realizar un proceso continuo.
32
5. METODOLOGÍA
5.1 CARACTERIZACION DE LA SEMILLA DE MANGO
Los frutos recolectados de las variedades Kala Alphonso y Mariquita estuvieron en
estado de madurez fisiológica de 3 y 4 (NTC 5139, ICONTEC, 2002) aptos para extraer
las semillas ya que son las etapas en donde el fruto tiene su desarrollo óptimo para
procesar en la industria. Posteriormente los frutos se lavaron en una solución de
hipoclorito de sodio al 0,5 % para ser desinfectados. Los residuos del hipoclorito se
retiraron con agua potable. Se procedió a remover la cascara y la pulpa y se extrajo la
semilla.
Para el almacenamiento de las semillas, se realizó un secado en una incubadora de
convección forzada (Mechanical convection incubator Model 4EM-Precision Scientific,
U.S.A.) a 60 °C durante 30 h con el fin de prevenir el crecimiento de mohos, los cuales
producen ácidos grasos libres y características organolépticas no deseadas, la semilla
fresca tenía una humedad del 40 al 47 % lo que la convierte en un material susceptible
a ataques microbianos. Una vez alcanzada la humedad del 10 %, las semillas se molieron
en un molino de cuchillas (Thomas-Wiley Laboratory Mill-Model 4, Thomas Scientific
U.S.A.), el producto obtenido se pasó por un tamiz (U.S.A. Standard Sieve Series) de
3,35 mm de apertura de malla para obtener la granulometría deseada (tamaños entre
3,35 y 4,75 mm). En la Figura 1. Proceso obtención del aceite de la semilla de mango
se muestra el proceso de obtención del aceite de la semilla de mango.
33
Figura 1. Proceso obtención del aceite de la semilla de mango
Fuente: Sistema de Bancos de Germoplasma adaptación del Autor
34
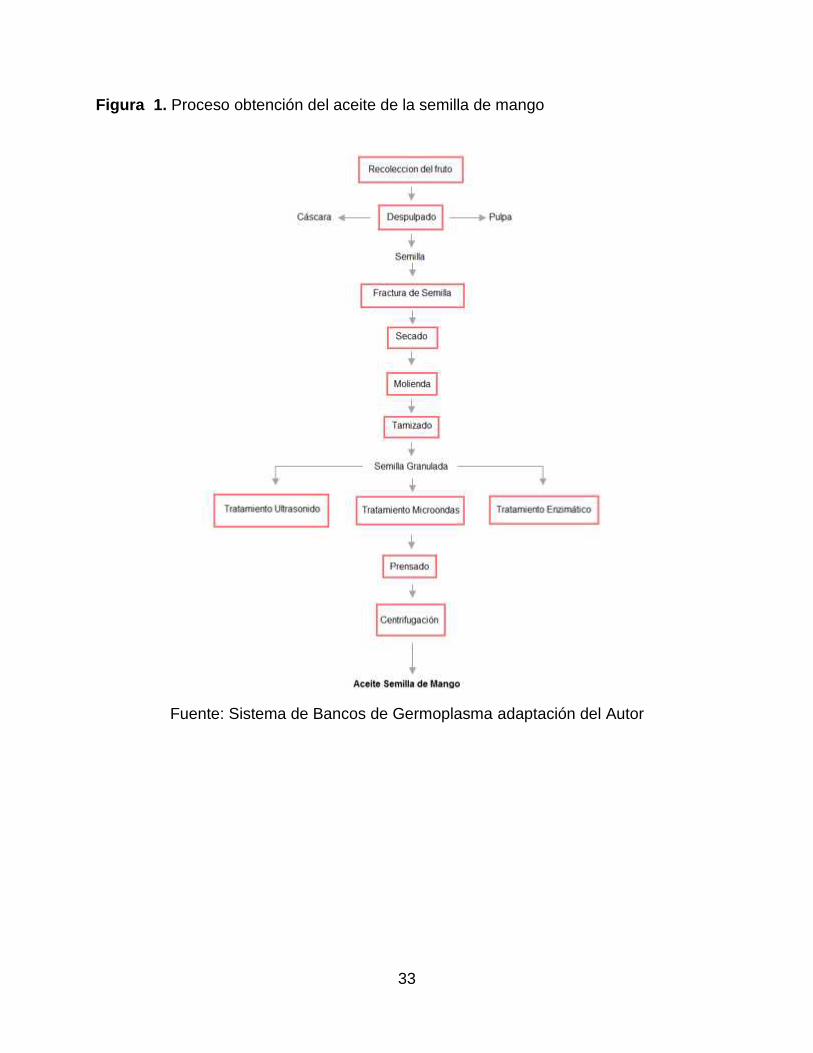
5.1.1 Método de Extracción por Soxhlet. La extracción por Soxhlet se realizó como base
para el cálculo de los rendimientos de los tratamientos por ultrasonido, microondas y
enzima. Se pesaron 20 g de harina de semilla de mango, se procedió ubicar las muestras
en el sistema Soxhlet, utilizando 150 ml de éter de petróleo durante 6 h; culminado el
proceso de extracción, se eliminó el solvente en un rotaevaporador (Heidolph HB Digital,
Heidolph Laborota 4011 digital, Alemania). Finalmente se pesó la cantidad de grasa
obtenida.
El rendimiento de aceite por método Soxhlet fue hallado mediante la siguiente ecuación
(Ecuación 1).
% = −(1)
Dónde:
Wb+a= Peso del balón más el aceite extraído (g)
Wb = Peso del balón vacío (g)
Wm = Peso de la muestra (g)

35
5.1.1.1 Perfil de Ácidos Grasos. El perfil de ácidos grasos para el aceite obtenido
del método Soxhlet de las dos variedades estudiadas, fueron determinados por
cromatografía de gases en el laboratorio certificado de la Universidad de Antioquia.
5.1.1.2 Análisis Proximal. La torta que se obtuvo del método Soxhlet se sometió a
un análisis proximal para determinar su composición química. Este análisis se realizó
basado en los análisis establecidos por la Asociación Oficial Internacional de Químicos
Analíticos (AOAC) para harinas en el laboratorio de CORPOICA C.I Turipaná y en el
laboratorio de Ciencias Agroalimentarias de CORPOICA C.I Nataima.
Se tomaron 3 muestras al azar de 200 g de harina para la determinación de su
composición bromatológica.
Determinación de humedad (930.15, 1990)
Determinación de cenizas (942.05, 1990)
Determinación de proteína (960.52 y 2001.11)
Determinación de fibra cruda (978,10)
5.2 PRUEBAS DE HIDRATACIÓN DE LA SEMILLA DE MANGO
Previamente a los tratamientos de extracción, las semillas secas se hidrataron para
obtener más fácilmente los componentes grasos. Las pruebas de hidratación fueron con
vapor de agua (baño María), remojo de las semillas con agua destilada (adición de agua
de acuerdo a un balance de materia) durante un día y con autoclave. Estos procesos
facilitan el flujo para extraer el aceite (Cisneros & Díaz, 2006; Grasso, 2013).

36
5.2.1 Hidratación con Vapor de Agua. Se pesaron 100 g de semilla seca y se colocaron
en un soporte metálico dentro del baño maría (Magni Whirl Constant temperatura bath
MW-1110 A-1, Blue M, U.S.A.), véase Figura 2. Montaje realizado para la prueba de
hidratación con vapor de agua. El vapor generado entró en contacto durante 2 h con las
semillas. Transcurrido el tiempo de hidratación, se realizaron los correspondientes
tratamientos previos a la extracción mecánica.
Figura 2. Montaje realizado para la prueba de hidratación con vapor de agua
Fuente: Autor
5.2.2 Hidratación Semillas en Remojo. En una tarrina plástica se colocaron 100 g de
semilla seca y se le adicionó 130 g de agua destilada con un ambiente de 21°C durante
un día, se realizó un balance de materia con el fin de obtener un contenido de humedad
final del 60%, como lo reporto (Chaparro et al., 2011; Lopez, 2013).
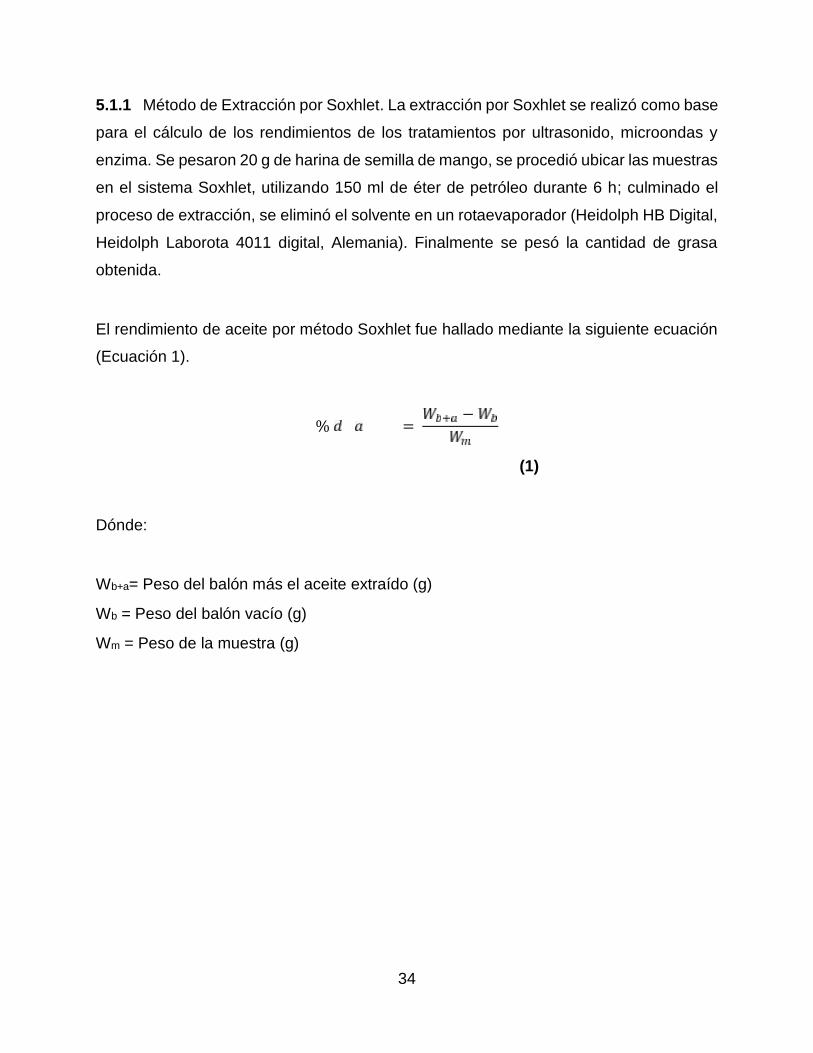
5.2.3 Hidratación con Vapor en Autoclave. Se colocaron 100 g de semilla seca dentro
del autoclave para realizar un calentamiento con vapor (Cisneros & Díaz, 2006)
(SterileMax™ Steam 12" Sterilize, Barnstead-Harvey-Thermo Scientific, U.S.A.), las
condiciones de trabajo se muestra en la Tabla 7. Condiciones de trabajo del autoclave a
una presión de 15 psi.
37
Tabla 7. Condiciones de trabajo del autoclave a una presión de 15 psi
Condición Temperatura (°C) Tiempo (min)1 121 152 121 303 135 34 135 10
Fuente: Autor
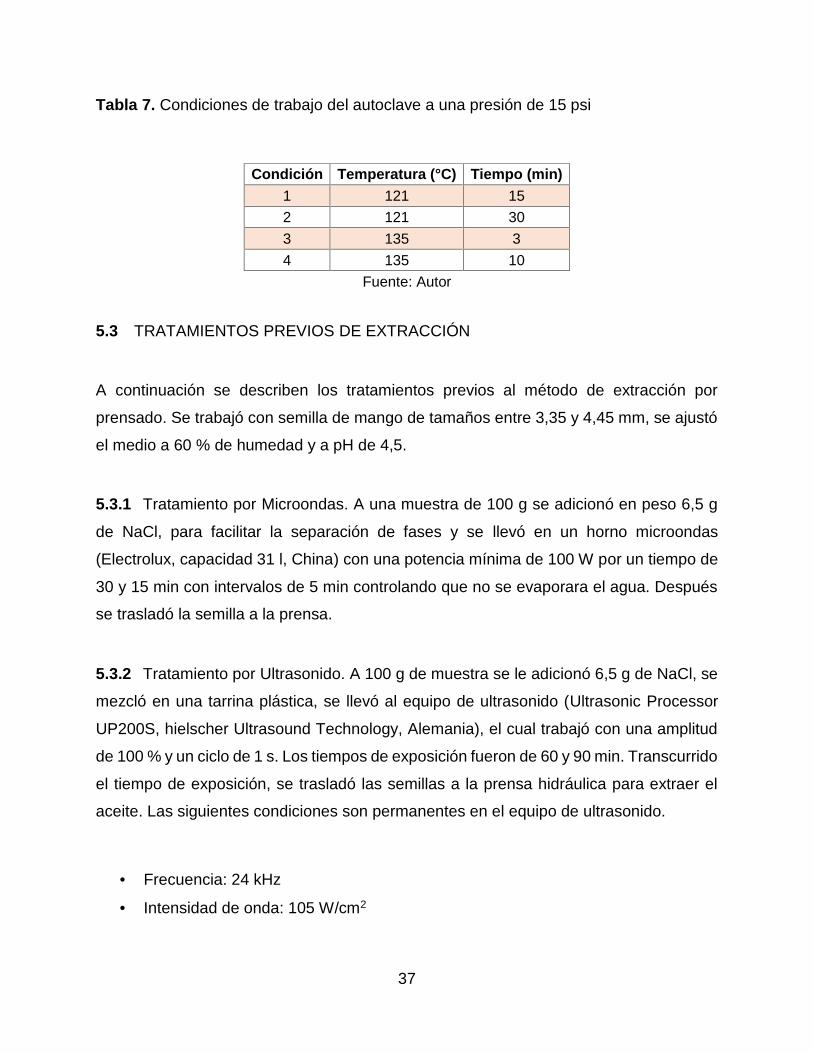
5.3 TRATAMIENTOS PREVIOS DE EXTRACCIÓN
A continuación se describen los tratamientos previos al método de extracción por
prensado. Se trabajó con semilla de mango de tamaños entre 3,35 y 4,45 mm, se ajustó
el medio a 60 % de humedad y a pH de 4,5.
5.3.1 Tratamiento por Microondas. A una muestra de 100 g se adicionó en peso 6,5 g
de NaCl, para facilitar la separación de fases y se llevó en un horno microondas
(Electrolux, capacidad 31 l, China) con una potencia mínima de 100 W por un tiempo de
30 y 15 min con intervalos de 5 min controlando que no se evaporara el agua. Después
se trasladó la semilla a la prensa.
5.3.2 Tratamiento por Ultrasonido. A 100 g de muestra se le adicionó 6,5 g de NaCl, se
mezcló en una tarrina plástica, se llevó al equipo de ultrasonido (Ultrasonic Processor
UP200S, hielscher Ultrasound Technology, Alemania), el cual trabajó con una amplitud
de 100 % y un ciclo de 1 s. Los tiempos de exposición fueron de 60 y 90 min. Transcurrido
el tiempo de exposición, se trasladó las semillas a la prensa hidráulica para extraer el
aceite. Las siguientes condiciones son permanentes en el equipo de ultrasonido.
Frecuencia: 24 kHz
Intensidad de onda: 105 W/cm2

38
Figura 3. Equipo de ultrasonido
Fuente: Autor
5.3.3 Tratamiento Enzimático. Para el tratamiento enzimático se utilizó un baño de agua
a una temperatura de 45°C, se colocó una muestra de 200 g en el baño caliente, se
esperó hasta que el sistema alcanzara una temperatura uniforme, se adicionó la cantidad
de enzima Rapidase TF (dosis 1 %) con una micropipeta (100-1000 µl), se tapó con papel
aluminio y se puso en agitación leve de 15 rpm (Homogenizador power control-visc 6000,
IKA® EUROSTAR, Alemania) durante 4 h. Luego la muestra tratada se ubicó en el
cilindro extractor de la prensa hidráulica para la extracción del aceite (Lopez, 2013; Rojas
& Burbano, 2012).

39
Figura 4. Montaje utilizado en el tratamiento enzimático
Fuente: Autor
5.4 MÉTODOS DE EXTRACCIÓN
5.4.1 Método de Extracción por Prensado. Para la extracción del aceite en prensa
hidráulica se utilizó un equipo automatizado con capacidad de generar una presión de
2960 psi (Lopez, 2013). La muestra de cada uno de los tratamientos se dispuso en una
tela filtrante, se colocó en un cilindro extractor, sometiéndola lentamente a una presión
de 2400 psi y una temperatura entre 25 y 35°C. Se mantuvo la presión constante por 30
min. Terminado el tiempo de extracción se accionó la válvula que alivió la presión de la
prensa hidráulica. La mezcla oleo-acuosa se recogió en un tubo de ensayo de 50 ml, el
cual fue sometido a un proceso de centrifugación Refrigerada (Neofuge 23R, Heal
Force®, China) a 7000 rpm durante 30 min a 30°C para separar el aceite del agua. El
aceite centrifugado se depositó en otro tubo de ensayo de 13 ml previamente pesado. El
extracto fue almacenado bajo condiciones de refrigeración (5°C).

40
Figura 5. Prensa hidráulica
Fuente: Autor
5.4.1.1 Cálculo del Rendimiento de Extracción de Aceite. Se procedió a cuantificar
el rendimiento de los aceites extraídos por prensado con aplicación de los tratamientos
microondas, ultrasonido y enzimático (Ecuación 2).
= 100(2)
Dónde:
PE = Porcentaje del aceite extraído por prensado (%)
Wa = Peso del aceite (g)
WmT = Peso de la semilla tratada con cada uno de los tratamientos (g)
41
Rendimiento de extracción con respecto al porcentaje del aceite contenido en la masa
inicial (Lopez, 2013) (Ecuación 3).
= 100(3)
Dónde:
RT = Rendimiento del proceso de extracción por prensado (%)
PE = Porcentaje de aceite extraído en prensa (%)
PC = Porcentaje de aceite contenido en la masa inicial (%)
5.4.2. Método de Extracción por Extrusión. En la extracción de grasa de semilla de
mango por extrusión se utilizó un tornillo simple (equipo de extrusión del SENA, Nodo la
Granja) que trabajó con una frecuencia de 30 Hz, se prensó 200 g de semilla (tamaños
entre 3,35 y 4,75 mm) con una variación de 45 y 55°C.
A continuación se muestran las especificaciones técnicas del expeller:
Moto-reductor: 3,0 hp
Temperatura: estaba descrita con las opciones baja, media y alta. Según el
manual de procedimientos del expeller, la temperatura oscilaba entre 35 y 70 °C.
El equipo no contaba con una termocupla que controlara la temperatura de
trabajo:
o Baja: 35 y 45 °C
o Media: 46 y 55 °C
o Alta: 56 y 65 °C

42
5.5 DETERMINACIÓN DE LA CALIDAD
Una vez cuantificado el rendimiento de extracción, se determinó los parámetros
fisicoquímicos del aceite obtenido, teniendo en cuenta las Normas Técnicas Colombiana:
Densidad Relativa (NTC 336)
Índice de Refracción (NTC 289)
Índice de Yodo (NTC 283)
Índice de Saponificación (NTC 335)
Índice de Acidez (NTC 218)
5.6 DISEÑO EXPERIMENTAL
Tanto para tratamiento con ultrasonido como para microondas se realizaron pruebas
preliminares con el objetivo de seleccionar un tiempo de trabajo. Para ultrasonido se
efectuó un diseño factorial 2x2 con 3 repeticiones (4 tratamientos) donde el primer factor
corresponde a tiempos (60 y 90 min) y el segundo a variedades de mango (Kala Alphonso
y Mariquita). De igual forma se realizó con microondas, aplicando un diseño factorial 2x2
con 3 repeticiones, empleando tiempos de 30 y 15 min y las mismas variedades
evaluadas. Como variable de respuesta se tuvo en cuenta el rendimiento de extracción.
Para observar el efecto de los tratamientos sobre el rendimiento se compararon los
mejores rendimientos en un diseño factorial de 3x2 con 3 repeticiones. Los factores
fueron tratamientos de extracción (ultrasonido, enzimático, microondas) y variedades de
mango (Kala Alphonso y Mariquita). Como variables de respuesta se evaluaron, el
rendimiento de extracción y las pruebas de calidad: densidad relativa e índices de acidez,
saponificación, yodo y refracción.
43
5.6.1 Análisis de Resultados. Se realizó un análisis de varianza de dos vías con un nivel
de confianza del 95%, empleando el programa Statistix 8.0. Para los tratamientos que
presentaron diferencia significativa se aplicó una prueba de comparación de medias con
el test de Tukey HSD (Honestly Significant Difference) con un nivel de significancia del
95%. Los datos fueron reportados como promedios ± desviación estándar.
44
6. RESULTADOS Y DISCUSIÓN
6.1 RENDIMIENTO DE EXTRACCION POR SOXHLET
En la Tabla 8. Contenido de grasa de semilla de mango obtenido por el método Soxhlet
se muestra el rendimiento de extracción de grasa de semilla de mango por método
Soxhlet. Este resultado fue base para el cálculo de los rendimientos de extracción de los
pretratamientos de ultrasonido, microondas y enzima.
Tabla 8. Contenido de grasa de semilla de mango obtenido por el método Soxhlet
Variedad Contenido (%)Kala Alphonso 12,00±0,02
Mariquita 11,35±0,04Fuente: Autor
El contenido de grasa extraída en las dos variedades están por encima de los valores
reportados previamente por Lopez (2013) y en el rango para diversas variedades de
mango (Fowomola, 2010; Lara et al., 2013; Nzikou et al., 2010; Rojas et al., 2010).
6.1.1 Análisis Proximal. De la torta obtenida del método Soxhlet se realizó el análisis
proximal de la semilla de mango, los resultados se muestran en la. Tabla 9. Composición
proximal de la semilla de mango variedad Kala Alphonso y Mariquita
Tabla 9. Composición proximal de la semilla de mango variedad Kala Alphonso y
Mariquita
Variedad Fibra (%) Proteína (%) Humedad (%) Cenizas (%)Kala Alphonso 5,46 ± 1,11 5,99 ± 0,15 59,14 ± 2,93 2,41 ± 0,02Mariquita 7,12 ± 2,25 6,14 ± 0,14 60,36 ± 1,06 2,47 ± 0,07
Fuente: Autor

45
El porcentaje de fibra hallado en esta investigación no se encuentra dentro del rango de
los valores reportados para la composición de semilla de mango reportados previamente
en la literatura (Fowomola, 2010; Lopez, 2013; Nzikou et al., 2010; Rojas & Burbano,
2012). Los valores de los contenido de proteína y ceniza son similares a los encontrados
por (Conde, 2009; Heredia, 2009; Martínez et al., 2010; Nzikou et al., 2010; Portillo et al.,
2012) .En cuanto al contenido de humedad, los valores estuvieron por encima de los
encontrados en las variedades de Tommy y Azúcar en Rojas y Burbano (2012).
6.1.2 Perfil de Ácidos Grasos. Entre los ácidos grasos saturados presentes en la grasa
de semilla de mango, el esteárico (18:0) es el que se encontró en mayor proporción para
la variedad Kala Alphonso (59,16 %), en la variedad Mariquita fue 36,57 %. Entre los
ácidos grasos insaturados predominó el oleico (18:1), la variedad Mariquita posee el
mayor contenido (45,64 %) en comparación con Kala Alphonso (10,30 %). El ácido
palmitoleico (16:1) estuvo presente en la variedad Kala Alphonso con un alto contenido
(10,79 %), en la variedad Mariquita no se presentó este ácido. El ácido eicosenóico (20:1)
no estuvo presente en la variedad Kala Alphonso.
La determinación del perfil de ácidos grasos por cromatografía de gases, arrojó mayor
balance de ácidos grasos saturados en la variedad Kala Alphonso con un porcentaje del
76,12%, los valores reportados por Lopez (2013) fueron de 54,10%. La variedad
Mariquita obtuvo un mayor porcentaje de ácidos grasos insaturados (52,42%) con
respecto a los de Lopez (2013).

46
Tabla 10. Perfil de ácidos grasos de la grasa de la semilla de mango
Ácido Graso Kala Alphonso MariquitaMirístico (14:0) <0,10 <0,10Palmítico (16:0) 12,85 8,02
Palmitoleico (16:1) 10,79 0,00Margárico (17:0) 0,23 0,18Esteárico (18:0) 59,16 36,57
Oleico (18:1) 10,30 45,64Linoléico (18:2) 0,38 0,19
Linolénico (18:3) 3,11 6,46Araquidico (20:0) 2,42 2,04
Eicosenóico (20:1) 0,00 0,12Behénico (22:0) 0,57 0,42
Lignocérico (24:0) <0,10 <0,10Fuente: Autor
Figura 6. Balance de ácidos grasos saturados e insaturados de la grasa de semilla demango
Fuente: Autor
6.2 PRUEBAS DE HIDRATACIÓN DE LA SEMILLA DE MANGO
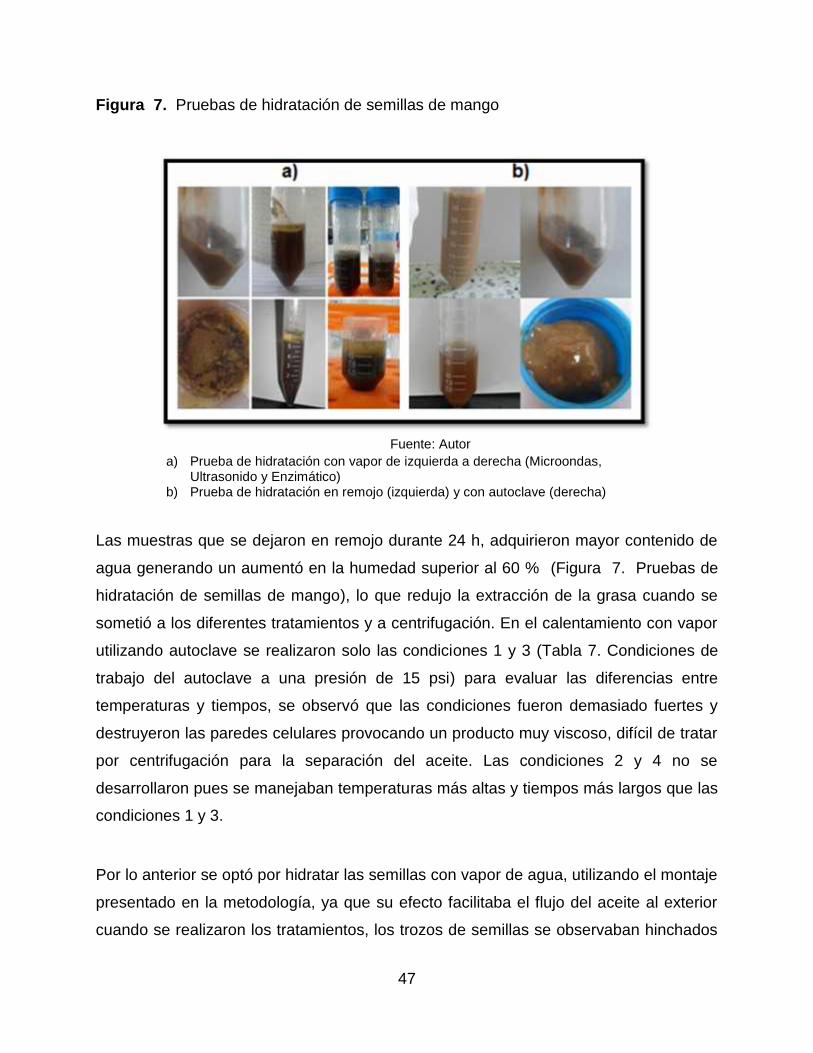
En la Figura 7. Pruebas de hidratación de semillas de mango se observa los resultados
de los diferentes métodos de hidratación de las semillas para los tratamientos de
ultrasonido, microondas y enzimático.
47,22%
76,12%
52,78%
23,88%
0% 20% 40% 60% 80% 100%
Mariquita
Kala Alphonso
Ácidos grasos saturados Ácidos grasos insaturados
47
Figura 7. Pruebas de hidratación de semillas de mango
Fuente: Autora) Prueba de hidratación con vapor de izquierda a derecha (Microondas,
Ultrasonido y Enzimático)b) Prueba de hidratación en remojo (izquierda) y con autoclave (derecha)
Las muestras que se dejaron en remojo durante 24 h, adquirieron mayor contenido de
agua generando un aumentó en la humedad superior al 60 % (Figura 7. Pruebas de
hidratación de semillas de mango), lo que redujo la extracción de la grasa cuando se
sometió a los diferentes tratamientos y a centrifugación. En el calentamiento con vapor
utilizando autoclave se realizaron solo las condiciones 1 y 3 (Tabla 7. Condiciones de
trabajo del autoclave a una presión de 15 psi) para evaluar las diferencias entre
temperaturas y tiempos, se observó que las condiciones fueron demasiado fuertes y
destruyeron las paredes celulares provocando un producto muy viscoso, difícil de tratar
por centrifugación para la separación del aceite. Las condiciones 2 y 4 no se
desarrollaron pues se manejaban temperaturas más altas y tiempos más largos que las
condiciones 1 y 3.
Por lo anterior se optó por hidratar las semillas con vapor de agua, utilizando el montaje
presentado en la metodología, ya que su efecto facilitaba el flujo del aceite al exterior
cuando se realizaron los tratamientos, los trozos de semillas se observaban hinchados

48
lo que posiblemente debilitó las paredes celulares sin alterar su estructura. Este efecto
pudo presentarse debido a la ganancia de humedad; el agua proporcionada por el vapor
ayudó al transporte de los componentes grasos por las paredes celulares. Al efectuar los
tratamientos (microondas, ultrasonido y enzimático), la muestra presentaba pocos
sedimentos, lo que permitió la separación del aceite del agua, a diferencia de las pruebas
de hidratación por remojo y vapor con autoclave.
6.3 TRATAMIENTOS PREVIOS DE EXTRACCIÓN POR PRENSADO
6.3.1 Tratamiento por Microondas. Las muestras que se sometieron a calentamiento por
microondas presentaron una elevación de la temperatura, al transcurrir el tiempo de
exposición el agua empezó a evaporarse y se quemaron los trozos de semillas (Figura
8. Semillas tratadas con Microonda). La energía del microondas tuvo un efecto en la
estructura de las semillas, pues durante el prensado y centrifugado se obtuvo un material
viscoso con sedimentos alrededor de los tubos de ensayo (Figura 8. Semillas tratadas
con Microonda). Una de las razones que se le puede atribuir al sobrecalentamiento es
a las altas propiedades dieléctricas del solvente, que aumentaba la capacidad de calor
arriesgando el futuro de los constituyentes termolábiles (Veggi et al., 2013). Debido a
que la muestra estaba sometida en un depósito cerrado, la temperatura aumentó por sí
sola, lo que difirió ampliamente en la eficiencia del efecto del microondas. Asimismo la
preparación de la muestra con la adición de sal influyó en el aumento de la velocidad de
calentamiento, porque la orientación del dipolo de la conductividad de iones es el
principal origen de la polarización y corresponde a las pérdidas de calor en el
calentamiento dieléctrico (Veggi et al., 2013).
En trabajos previos exitosos reportados en los que utilizaban tratamiento con
microondas, el medio que empleaban para el transporte de la energía electromagnética
eran solventes orgánicos, lo anterior puede explicarse en que el factor más importante
que afecta el proceso de extracción asistida por microondas es la selección del solvente.
Una elección adecuada proporcionará un proceso de extracción eficiente. La selección
del solvente depende de la solubilidad de los compuestos de interés, su capacidad de

49
penetración y su interacción con la matriz de la muestra y su constante dieléctrica, y la
cinética de transferencia de masa del proceso. Otro aspecto importante depende de la
capacidad del solvente para absorber la energía de microondas y por consiguiente
calentar (Veggi et al., 2013). Aunque se trabajaron diversos tiempos a los planteados en
la metodología y tiempos mínimos como 15 a 20 s, el resultado fue el mismo, razón por
la cual se decidió no continuar con este tratamiento, pues no fue posible plantear una
metodología en la que se evitará la destrucción de la muestra.
Figura 8. Semillas tratadas con Microonda
Fuente: Autora) Semillas tratadas con microondab) Semillas con microondas, prensadas y centrifugadas
6.3.2 Tratamiento con Ultrasonido y Enzima. Para validar los datos obtenidos, donde se
analizó el efecto del tratamiento sobre el rendimiento de extracción de grasa y la variedad
de mango, se replanteó el diseño factorial ya que en el tratamiento con microondas no
se obtuvo resultados de extracción de grasa. Por tanto, el nuevo diseño factorial es de
2x2 con 3 repeticiones, los factores fueron: tratamientos (ultrasonido y enzimático) y
variedad de mango (Kala Alphonso y Mariquita).

50
6.3.2.1 Prueba Preliminar para Tratamiento con Ultrasonido. Para el tratamiento
asistido con ultrasonido se realizó pruebas preliminares con el fin de determinar el tiempo
de extracción de acuerdo a la metodología planteada y determinar el procedimiento con
mayor rendimiento de extracción, calculado con base al contenido de aceite de la semilla
determinado por extracción Soxhlet.
Figura 9. Rendimiento de extracción de aceite de semilla de mango a diferentes
tiempos
Tratamientos
Rend
imien
to ext
racció
n (%)
0
2
4
6
8
10
12
14
16
18
20Kala Alphonso 60 minMariquita 60 minKala Alphonso 90 minMariquita 90 min
bb
aa
Fuente: Autor
Se observa que existe una diferencia estadísticamente significativa entre los tiempos
sobre el rendimiento de extracción puesto que los valores de P<0,05. A partir de este
resultado el tiempo de 60 min fue el tiempo elegido para realizar las respectivas
extracciones ya que presentó los mejores rendimientos para las dos variedades.
51
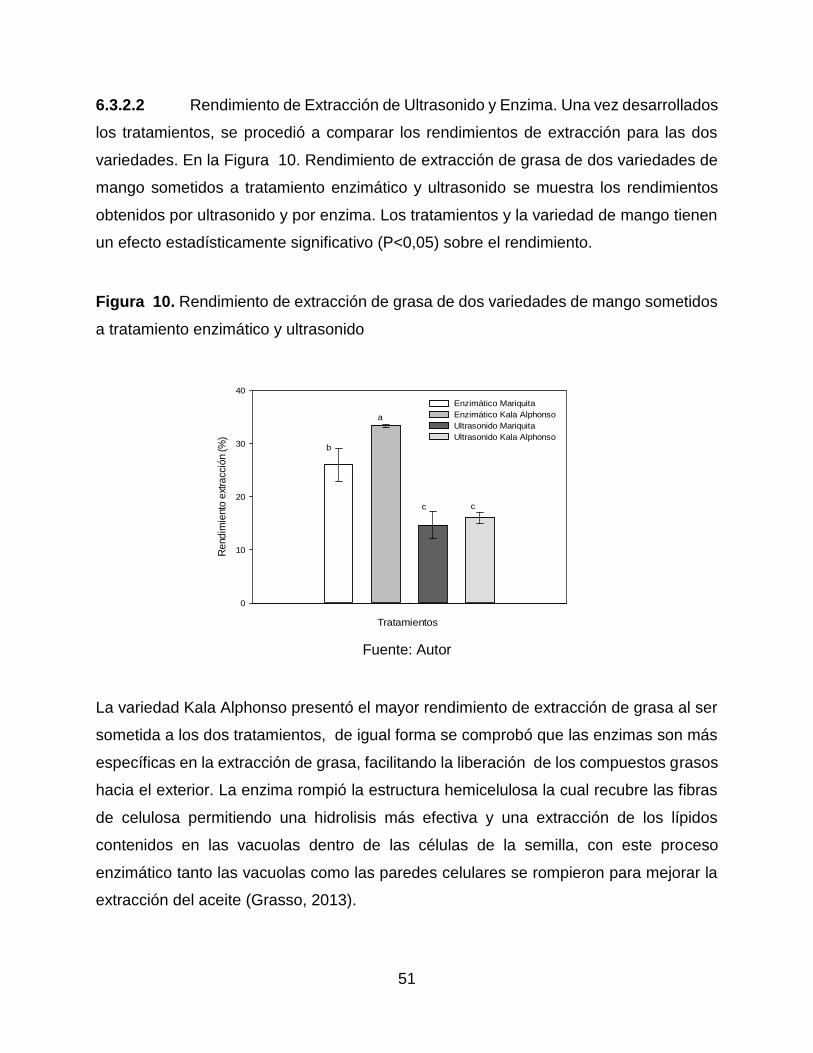
6.3.2.2 Rendimiento de Extracción de Ultrasonido y Enzima. Una vez desarrollados
los tratamientos, se procedió a comparar los rendimientos de extracción para las dos
variedades. En la Figura 10. Rendimiento de extracción de grasa de dos variedades de
mango sometidos a tratamiento enzimático y ultrasonido se muestra los rendimientos
obtenidos por ultrasonido y por enzima. Los tratamientos y la variedad de mango tienen
un efecto estadísticamente significativo (P<0,05) sobre el rendimiento.
Figura 10. Rendimiento de extracción de grasa de dos variedades de mango sometidos
a tratamiento enzimático y ultrasonido
Tratamientos
Rend
imie
nto
extra
cció
n (%
)
0
10
20
30
40Enzimático MariquitaEnzimático Kala AlphonsoUltrasonido MariquitaUltrasonido Kala Alphonso
cc
b
a
Fuente: Autor
La variedad Kala Alphonso presentó el mayor rendimiento de extracción de grasa al ser
sometida a los dos tratamientos, de igual forma se comprobó que las enzimas son más
específicas en la extracción de grasa, facilitando la liberación de los compuestos grasos
hacia el exterior. La enzima rompió la estructura hemicelulosa la cual recubre las fibras
de celulosa permitiendo una hidrolisis más efectiva y una extracción de los lípidos
contenidos en las vacuolas dentro de las células de la semilla, con este proceso
enzimático tanto las vacuolas como las paredes celulares se rompieron para mejorar la
extracción del aceite (Grasso, 2013).
52
Los porcentajes de grasa encontrados con el tratamiento enzimático fueron mayores que
los obtenidos por Lopez (2013) al extraer aceite de mango variedad Kala Alphonso con
la misma enzima, los cuales eran del 17 al 22 % máximo. El aumento del rendimiento de
extracción puede deberse a la diferencia de tamaño de partícula de las semillas
trabajadas, en este estudio se utilizó semilla molida con tamaños entre 3,35 y 4,75 mm
a diferencia de Lopez (2013), quien utilizó harina de semilla de mango. Cuando se trabaja
harina para tratamientos enzimáticos se produce una aglomeración de la muestra cuando
ésta es prensada, por lo que no se facilita la extracción de grasa por el alto contenido de
solidos suspendidos. También se logró obtener mayor rendimiento de extracción de
grasa que Rojas y Burbano (2012) quienes reportaron valores de cantidad de aceite de
16,73 y 18,23 % para variedad Tommy y Azúcar. El tratamiento con ultrasonido mostró
un rendimiento de extracción del 14,66 al 16,0 % para Mariquita y Kala Alphonso.
6.4 DETERMINACIÓN DE LA CALIDAD
En la Tabla 11. Calidad de la grasa extraída de la semilla de dos variedades de mango,
se muestran los valores de los índices de calidad obtenidos por cada uno de los
tratamientos.
Densidad relativa. La densidad no constituye un parámetro directo de la calidad
del aceite, sin embargo puede variar con la polimerización o la oxidación (Lopez, 2013).
Para la densidad relativa el factor método de extracción fue estadísticamente significativo
P<0,05, obteniendo un mayor valor de densidad por ultrasonido. Los resultados
obtenidos se encontraron alrededor de los valores de Lopez (2013) y Salazar et al. (2004)
y los registrados por las Normas Técnicas Colombiana de los aceites de algodón, coco,
oliva, maíz y algodón, indicando que estuvieron dentro de los parámetros establecidos
para aceites vegetales crudos en las industrias.
Índice de acidez. El índice de acidez es una medida del grado de descomposición
del aceite o de la grasa, por acción de lipasas o por algunas otra causa; como la rancidez
es acompañada por la formación de ácidos grasos libres, la determinación es usada
53
como una indicación general de la condición y comestibilidad de los aceites y las grasas
(Herrera et al., 2003). El Índice de acidez estuvo influenciado por el efecto de los
tratamientos, existiendo una diferencia estadísticamente significativa (P<0,05). El valor
de índice de acidez fue similar a los encontrados en Rojas y Burbano (2012) quienes
trabajaron con enzima las variedades Tommy y Azúcar. El valor de acidez estuvo fuera
de los límites establecidos por la Normatividad Colombiana para aceites vegetales
comestibles donde el valor máximo admitido es de 2 % de ácido oleico. Se puede atribuir
el aumento de este parámetro al contacto que tuvo la grasa con el oxígeno, el cual
comenzó a descomponer los triglicéridos, dejando libre los ácidos grasos e iniciando la
degradación del aceite. Otros posibles factores que pudieron alterar la estabilidad de la
grasa fueron el almacenamiento no adecuado de las muestras, que incluye la variación
de la temperatura o la exposición a la luz (FAO, 2011).
Índice de Saponificación. El índice de saponificación varía dependiendo del tipo
de aceite que se esté trabajando, indica la cantidad de KOH necesaria para saponificar
por completo un gramo de grasa (Herrera et al., 2003). El índice de saponificación estuvo
influenciado por el efecto de los tratamientos existiendo una diferencia estadísticamente
significativa (P<0,05). La variedad Kala Alphonso con el tratamiento con ultrasonido se
encontró muy por debajo con respecto a los determinados para la variedad Mariquita.

54
Tabla 11. Calidad de la grasa extraída de la semilla de dos variedades de mango
Tratamientos ρ(g/cm3)
Índice de acidez(% ácido oleico)
Índice saponificación(mg KOH/g grasa) Índice refracción Índice yodo
(g I/100g grasa)
Métodos de extracción de aceite (ME)Enzimático 0,914 ± 0,002b 6,12 ± 1,41b 204,37 ± 29,07a 1,4687 ± 0,0058 45,10 ± 1,45Ultrasonido 0,917 ± 0,001a 7,41 ± 0,19a 160,56 ± 38,35b 1,4658 ± 0,0002 45,62 ± 3,21
Valor P 0,007 ≤ 0,05 0,010 0,253 0,691
Variedades (V)
Kala Alphonso 0,9161 ± 0,001 7,36 ± 0,17a 171,93 ± 50,41 1,4684 ± 0,0060 46,17 ± 2,31Mariquita 0,9148 ± 0,003 6,17 ± 1,46b 193,00 ± 25,69 1,4660 ± 0,0002 44,55 ± 2,37Valor P 0,135 ≤ 0,05 0,144 0,345 0,236
Interacción MExVKala Alphonso (Ultrasonido) 0,917 ± 0,001 7,33 ± 0,24a 127,32 ± 16,85b 1,4656 ± 0,0002 47,58 ± 2,67
Mariquita (Ultrasonido) 0,917 ± 0,002 7,50 ± 0,08a 193,80 ± 58,90a 1,4659 ± 0,0001 43,65 ± 2,64Kala Alphonso (Enzimático) 0,916 ± 0,001 7,40 ± 0,10a 216,54 ± 9,87a 1,4712 ± 0,0081 44,75 ± 0,46
Mariquita (Enzimático) 0,913 ± 0,001 4,84 ± 0,22b 192,21 ± 39,63a 1,4662 ± 0,0002 45,45 ± 2,16Valor P 0,068 ≤ 0,05 0,008 0,290 0,103C.V. (%) 0,14 2.55 12.34 0,280 4.81
Fuente: AutorLetras diferentes en la misma columna e igual factor representan diferencias significativas (Valores P< 0.05) mediante test de Tukey HSD.Valores promedio ± D.E. para parámetros de calidad de aceites extraídos.

55
Igualmente se encontró por debajo de los valores de los aceites de coco (248-264 mg
KOH/g de aceite), de soya (188-195 mg KOH/g de aceite), de oliva (184-196 mg KOH/g
de aceite) y de ajonjolí (187-195 mg KOH/ g de aceite) reportados por las Normas
Técnicas Colombiana (NTC 637, 254, 258 y 635) y de aceite de marañón (Lafont &
Portacio, 2011).
Cuando hay una grasa de alto peso molecular, el peso de KOH que se necesita para
saponificar es menor (Bailey & Bailey, 1998). Los valores con el tratamiento con enzima
estuvieron dentro de los reportados en las Normas Técnicas Colombiana y en Rojas y
Burbano (2012) que presentaron valores 182,3 mg KOH/g de grasa variedad Azúcar.
Los valores de índice de saponificación para la variedad Mariquita con los dos
tratamientos estuvieron dentro de los valores encontrados en las Normas Técnicas
Colombiana y por Kittiphoom y Sutasinee (2012); Nzikou et al. (2010) y Rojas y Burbano
(2012).
Índice de refracción. El índice de refracción se usa para probar la pureza de los
productos y supervisar las operaciones de hidrogenación e isomerización (CORPODIB,
2003). Está dada por la relación de la velocidad de la luz en el aire y su velocidad en el
medio en cuestión (Herrera et al., 2003). El índice de refracción no estuvo influenciado
por el tratamiento ni la variedad de mango, estadísticamente no existe diferencias
significativas ya que los valores de P>0,05; los valores hallados en esta investigación se
encontraron dentro de los valores admitidos por la Normatividad Colombiana Icontec
para grasas y aceites vegetales, con un rango de 1,457 a 1,483.
Índice de yodo. El índice de yodo es una medida del grado de insaturación de los
componentes de una grasa. Será tanto mayor cuanto mayor sea el número de dobles
enlaces por unidad de grasa, se utiliza para comprobar la pureza y la identidad de las
grasas (Rodríguez, 2013). Para los valores de índice de yodo no existe una diferencia
estadísticamente significativa (P>0,05) entre los tratamientos ya que se encontraron en
el orden de los valores señalados para manteca de cacao y en Nzikou et al. (2010) y
56
levemente por encima de los valores en Kittiphoom y Sutasinee (2012) y Lopez (2013).
Las muestras tratadas con enzima presentaron valores similares a los de Rojas y
Burbano (2012).
6.5 RENDIMIENTO DE EXTRACCIÓN POR EXTRUSIÓN
Las primeras pruebas que se realizaron con el extrusor de tornillo simple fueron con
semillas sin hidratar, con el tamaño previamente trabajado, sin obtenerse ningún tipo de
residuo líquido, solo partículas más finas, el tornillo realizó únicamente un proceso de
molido, por lo que fue imposible realizar el siguiente paso de centrifugar para separar el
aceite. En este proceso de extrusión no se observó el contenido graso a simple vista a
diferencia de los otros tratamientos, los cuales mostraron una capa de grasa en la
superficie.
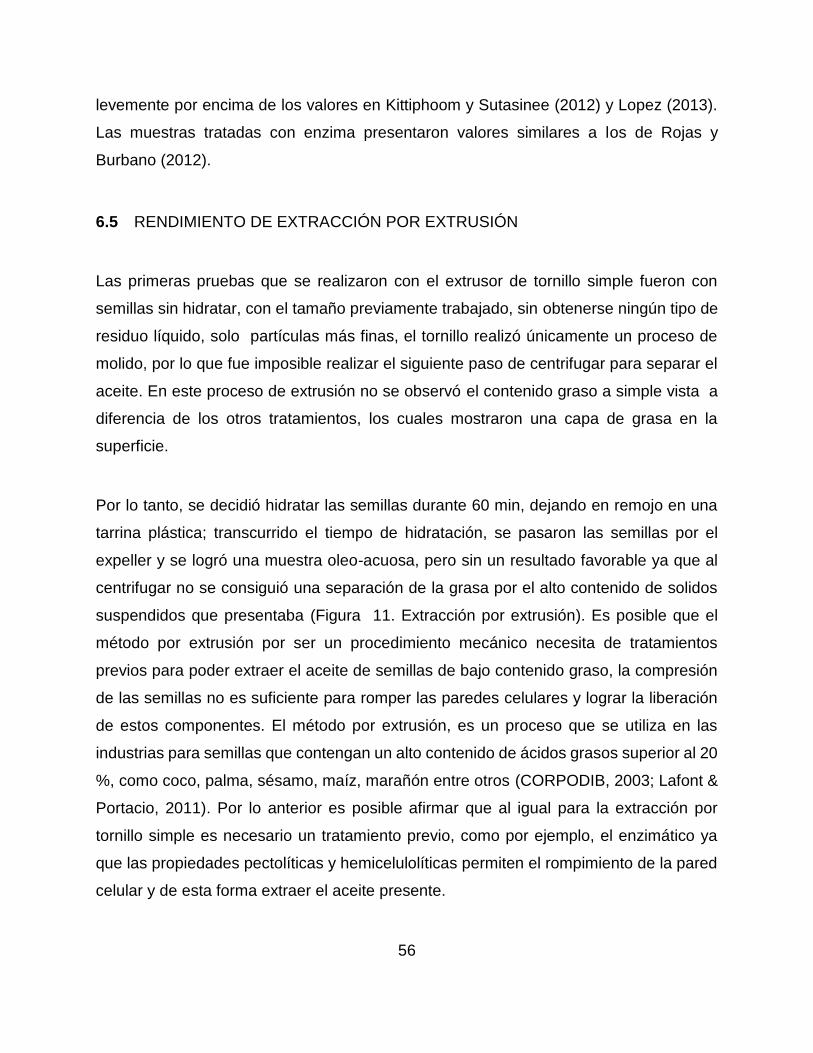
Por lo tanto, se decidió hidratar las semillas durante 60 min, dejando en remojo en una
tarrina plástica; transcurrido el tiempo de hidratación, se pasaron las semillas por el
expeller y se logró una muestra oleo-acuosa, pero sin un resultado favorable ya que al
centrifugar no se consiguió una separación de la grasa por el alto contenido de solidos
suspendidos que presentaba (Figura 11. Extracción por extrusión). Es posible que el
método por extrusión por ser un procedimiento mecánico necesita de tratamientos
previos para poder extraer el aceite de semillas de bajo contenido graso, la compresión
de las semillas no es suficiente para romper las paredes celulares y lograr la liberación
de estos componentes. El método por extrusión, es un proceso que se utiliza en las
industrias para semillas que contengan un alto contenido de ácidos grasos superior al 20
%, como coco, palma, sésamo, maíz, marañón entre otros (CORPODIB, 2003; Lafont &
Portacio, 2011). Por lo anterior es posible afirmar que al igual para la extracción por
tornillo simple es necesario un tratamiento previo, como por ejemplo, el enzimático ya
que las propiedades pectolíticas y hemicelulolíticas permiten el rompimiento de la pared
celular y de esta forma extraer el aceite presente.

57
Figura 11. Extracción por extrusión
Fuente: Autor

58
7. CONCLUSIONES
Para la extracción de grasa de semilla de mango por prensado hidráulico se requiere un
tratamiento previo para garantizar la separación de los componentes. El tratamiento con
ultrasonido presentó un rendimiento de extracción del 14 al 16 % para las variedades
Mariquita y Kala Alphonso, respectivamente, respecto a la cantidad de grasa
determinada por método Soxhlet. Se observó que a una exposición de 60 min, se logró
obtener el mayor rendimiento de extracción, lo cual es importante ya que se necesita
menos tiempo de tratamiento y menos energía para llevar a cabo el proceso.
El tratamiento con enzima, presentó un rendimiento de extracción del 25,99 y 33,36%
para Mariquita y Kala Alphonso, respectivamente. Comprobándose que las propiedades
pectolíticas y hemicelulolíticas de las enzimas permitieron el rompimiento de la pared
celular y de esta forma extraer el aceite presente en la semilla. El tratamiento con enzima
presentó mayor rendimiento de extracción en comparación con el tratamiento con
ultrasonido, siendo las enzimas más específicas a la hora de descomponer la estructura
celular removiendo los lípidos de su asociación con las membranas celulares y las
lipoproteínas.
Para el tratamiento con microondas, el tipo de solvente, en este caso agua destilada, no
favoreció que la energía del microondas se dispersara homogéneamente en la muestra,
a pesar de que los tiempos fueron cortos, no se evitó que la muestra se destruyera y se
quemara. Con la adición de la sal a la mezcla se cambió la constante dieléctrica lo que
pudo haber aumentado el calentamiento y produciendo la evaporación inmediata del
agua. No se logró una metodología en la que la energía del microondas ayudara al
rompimiento de la pared celular haciéndola más permeable facilitando el movimiento de
la grasa a través de las paredes celulares.

59
La elevación de los valores de índice de acidez estuvo influenciado por el efecto de los
tratamientos de ultrasonido y enzimático. La estabilidad de la grasa posiblemente fue
afectada por la exposición a altas temperaturas y a la irradiación a la luz por periodos
largos. Los valores de las pruebas de índices de saponificación, yodo, refracción y de
densidad relativa estuvieron dentro del rango de los valores máximos admitidos en las
normas Icontec para aceites y grasas comestibles y dentro de los valores reportados en
muchos estudios, lo que asegura una buena calidad para la grasa de semilla de mango
y su posibilidad de uso en diferentes industrias debido a las características similares a
grasas industriales, su futura aplicación es considerado por el alto contenido de ácidos
grasos insaturados que presenta algunas variedades de mango.
Las pruebas de extrusión para la extracción de grasa de semilla de mango, se quisieron
visualizar como una alternativa viable y ambientalmente amigable, sin embargo la
muestra se vio afectada por la presencia de sólidos suspendidos evitando la separación
del aceite de la mezcla que se formó después de ser comprimida por el tornillo simple,
por lo que se requiere estandarizar una metodología que incluye tratamientos previos.
60
RECOMENDACIONES
Para estudios posteriores se propone realizar un estudio de estabilidad de los
aceites, con un control estricto y cuidadoso de las condiciones de almacenamiento, pues
la grasa de mango presenta una alta sensibilidad a cambios en el almacenamiento.
Para el tratamiento con microondas se recomienda evaluar diferentes condiciones
de trabajo, principalmente ensayar con diferentes tipos de solvente dependiendo del
método de extracción, la preparación de la muestra, el tiempo de exposición, la
temperatura y la potencia.
Para el método por extrusión es necesario realizar ensayos con las semillas de
mango tratadas previamente con enzimas.
Se deben hacer investigaciones sobre la implementación adecuada de los aceites
en el desarrollo de nuevos productos.

61
REFERENCIAS
Acosta, M. (2011). Evaluación y escalamiento del proceso de extracción de aceite de
aguacate utilizando tratamiento enzimático. (Tesis de Maestría en Ingeniería Química),
Facultad de Ingeniería: Universidad Nacional de Colombia, Bogotá D.C.
Albarracín, G. & Gallo, S. (2003). Comparación de dos métodos de extracción aceite
esencial utilizando Piper Aduncum (Cordoncillo) procedente de la zona Cafetera. (Tesis
de pregrado Ingeniero Quimico), Facultad de Ingeniería Química : Universidad Nacional
de Colombia, Manizales.
Aular, J. & Rodriguez, Y. (2005). Caracteristicas físicas y químicas y prueba de
preferencia de tres tipos de mangos criollos Venezolanos. Bioagro, 17 (3), 171-176.
Azuola, R. & Vargas, P. (2007). Extracción de sustancias asistida por ultrasonido (EUA).
Tecnología en Marcha, 20 (4), 30-40.
Bailey, P. S., & Bailey, C. A. (1998). Química Orgánica: conceptos y aplicaciones.
España: Pearson Educación.
Cardona, J.; Carrillo, M.; Mosquera, D.; Gutierrez, R.; & Hernandez, M. (2012).
Evaluación de métodos de extracción del aceite de milpesillos (Oenocarpus Mapora).
Vitae, 19 (1), 183-185.
Casas, E.; Faraldi, M. & Bildstein, M. (2006). Manual de compuestos bioactivos a partir
de residuos del procesado de la uva. Recuperado de www.bioactive-net.com.
62
Chaparro, S., Gil, J. & Aristizabal, I. (2011). Efecto de la hidratación y la cocción en las
propiedades físicas y funcionales de la harina de Vitabosa (Mucuna deeringiana). Vitae,
Revista de la Facultad de Química Farmacéutica, 18 (2), 133-143.
Cisneros , D. & Díaz, A. (2006). Obtención de aceite de la Nuez (Caryodendron
Orinocense) originaria del Departamento del Caquetá en la planta piloto de la
Universidad de La Salle. (Tesis de pregrado Ingeniero de Alimentos), Facultad de
Ingeniería de Alimentos: Universidad de La Salle, Bogotá D.C.
Conde, A. (2009). Calidad nutricional de los subproductos agroindustriales del mango
(Mangifera Indica), optimización de un proceso para su conservación por ensilaje y su
potencial en la alimentación de rumiantes. (Tesis de Maestría Diseño y Gestión de
Procesos), Universidad de la Sabana, Chía, Cundinamarca.
Corporación para el Desarrollo Industrial de la Biotecnología y Producción limpia,
CORPODIB (2003). Evaluacion de las variedades más promisorias para la producción
de aceite vegetal y su potencial implementación en Colombia. Bogotá D.C.
Estrada, C.; Perez, G. & Obeso, V. (2008). Extraccion del aceite a la semilla de mango
variedad Tommy. En C. Estreda; G. Perez & V. Obeso, XX Reunión Cientifica,
Tecnológica, Forestal y Agropecuaria (pp. 1-6). Villahermosa, Tab., México.
Flórez, L.; Rivera, J.; García, J.; Navarrete, A.; Alvarado, J. & Morales, P. N. (2013).
Modelo Tecnológico para el cultivo de mango en el valle del Alto Magdalena en el
departamente del Tolima. Bogotá: Prensa- Asohofrucol.
Fowomola, M. A. (2010). Some nutrients and antinutrients contents of mango (Magnifera
Indica) seed. African Journal of Food Science, 4 (8), 472-476.

63
Fuentes, L. (2013). Comparación de los Métodos de Extracción Soxhlet, Extracción
Asistida por Microondas y Extracción Asistida por Ultrasonido, en el Proceso de
Obtención de Extracto de Aloe Vera. (Tesis de pregrado Ingeniero Químico), Escuela de
Ingeniería Química: Universidad Central de Venezuela, Caracas.
Grasso, F. (2013). Diseño del proceso: Pretratamiento enzimático para extracción de
aceites vegetales en un extractor de columna. (Tesis Doctoral en Ingeniería),
Departamento de Ingeniería Química: Universidad Nacional de La Plata, La Plata.
Heredia, J. B. (2009). Extracción de aceite del hueso de mango. (Resultado de proyecto),
Fundación Produce Sinaloa, Sinaloa, México.
Herrera, C.; Bolaños, N. & Lutz, G. (2003). Química de alimentos: manual de laboratorio.
San José: Editorial Universidad de Costa Rica.
Instituto Colombiano de Normas Técnicas y Certificación ICONTEC (1969). Grasas y
aceites comestibles, aceite de arroz. NTC 259. Bogotá D.C.
Instituto Colombiano de Normas Técnicas y Certificación ICONTEC (1972). Grasas y
Aceites, aceite crudo de coco. NTC 637. Bogotá D.C.
Instituto Colombiano de Normas Técnicas y Certificación ICONTEC (1992). Grasas y
aceites, aceite crudo de ajonjolí y sésamo. NTC 635. Bogotá D.C.
Instituto Colombiano de Normas Técnicas y Certificación ICONTEC (1996). Grasas y
aceites comestibles vegetales y animales, aceite de maiz. NTC 255. Bogotá D.C.
Instituto Colombiano de Normas Técnicas y Certificación ICONTEC (1996). Grasas y
aceites comestibles vegetales y animales, aceite de oliva. NTC 258. Bogotá D.C.
64
Instituto Colombiano de Normas Técnicas y Certificación ICONTEC (1996). Grasas y
aceites comestibles vegetales y animales, Aceite de soya. NTC 254. Bogotá D.C.
Instituto Colombiano de Normas Técnicas y Certificación ICONTEC (2000). Grasas y
aceites, aceite crudo de algodón y aceite semirrefinado de algodón. NTC 636. Bogotá
D.C.
Instituto Colombiano de Normas Técnicas y Certificación ICONTEC (2002). Grasas y
aceites animales y vegetales, determinación del índice de refracción. NTC 289. Bogotá
D.C.
Instituto Colombiano de Normas Técnicas y Certificación ICONTEC (2004). Frutas
frescas: Mangos criollos, especificaciones. NTC 5134. Bogotá D.C.
Kittiphoom, S. (2012). Utilization of Mango seed. International Food Research Journal,
19 (4), 1325-1335.
Kittiphoom, S. & Sutasinee, S. (2013). Mango seed kernel oil and its physicochemical
properties. International Food Research Journal, 20 (3), 1145-1149.
Lafont, J.; Páez, M.; & Portacio, A. (2011). Extracción y Caracterización Fisicoquímica
del Aceite de la Semilla (Almendra) del Marañón (Anacardium occidentale L). Información
tecnológica, 22 (1), 51-58.
Landaeta, F.; Orta, L.;, Meza, A. & Yánez, F. (2010). Extraccion de la pectina de la semilla
del mango (Mangifera indica L.). (Tesis de pregrado), Universidad Central de Venezuela,
Caracas.
65
Lara, A.; Sosa, S.; Martínez, J. & Chaparro, S. (2013). Caracterización funcional de las
semillas de mango (mangifera unripe). En A. Lara; S. Sosa; J. Martínez & S. Chaparro,
VIII Encuentro de la Facultad de Ciencias Uptc, XVII Jornada de Investigacion: Mineria,
Energia y Habitat (pp. 101-106). Tunja, Colombia.
Lizarralde, R. D. (2014). Cadena del Mango: Indicadores y Apoyos. Ministerio de
Agricultura y Desarrollo Rural. Bogotá D.C.
López, E. (2007). Extracción de aceite de café. Revista Ingeniería e Investigación, 27 (1),
25-31.
Lopez, M. (2013). Evaluación del rendimiento de extracción y caracterización de la grasa
de semilla de 20 accesiones de mango del banco de germoplasma y materiales nativos.
(Tesis de pregrado Ingeniero Agroindustrial), Facultad de Agronomia: Universidad del
Tolima, Ibagué.
Magdaleno, A. (2012). Obtencion de aceite de Cachichin (Oecopetalum mexicanum)
aplicando tecnologia emergente. (Tesis de pregrado Ingeniero en Alimentos), Facultad
de Ciencias Químicas: Universidad Veracruzana, Orizaba.
Mahale, S. & Goswami, A. S. (2011). Composicion and caracterization of refined oil
compared with its crude oil from waste obtained from Mangiera indica. Asian Journal of
research in Chemistry, 4 (9), 1415-1419.
Manjavacas, M. (2012). La producción mundial de fruta tropical alcanzará 82 millones de
toneladas en 2014. Recuperado de www.valenciafruits.com.
Martínez, C.; Paredes, A.; Rodríguez, M.; Alvarez, M.; Camacho, D.; García, D. &
Escalona, C. (2010). Evaluación de dos métodos de extracción de almidón a partir de
cotiledones de mango. Bioagro, 22 (1), 67-74.
66
Masson, L. (1996). Criterio de calidad para materias grasas utilizadas frecuentemente en
la nutrición animal y de peces. Recuperado de:
http://www.fao.org/docrep/field/003/ab482s/ab482s10.htm.
Momeny, E.; Rahmati, S. & Ramli, N. (2012). Effect of Microwave Pretreatment on the Oil
Yield of Mango Seeds for the Synthesis of a Cocoa Butter Substitute. Journal of Food
Processing & Technology, 3 (07), 1-7.
Nzikou, J. M.; Kimbonguila, A.; Matos, L.; Loumouamou, B.; Pambou, N.; Ndangui, C.;
Abena, A.; Silou, T.; Scher, J. & Desobry, S. (2010). Extraction and characteristics of
seed kernel oil from mango (Mangifera indica). Research Journal of Environmental and
Earth Sciences, 2 (1), 31-35.
Oficina Española de Patentes y Normas (1994). Tratamiento enzimático de semillas
oleaginosas para mejorar la extracción de aceite y simultáneamente aumentar la calidad
nutricional de la harina. España: Patente de investigacion: No. ES 2 199 683 B1.
Oficina Española de Patentes y Normas (2005). Procedimiento de separación o
extracción con fluidos supercríticos asistido por ultrasonido de alta intensidad. España:
Patente de investigacion: No. ES 2 199 683 B1.
Organización de las Naciones Unidas para la Agricultura y la Alimentacion, FAO (2011).
Código Internacional de prácticas recomendado para el almacenamiento y transporte de
aceites y grasas comestibles a granel [Versión pdf]. Recuperado de:
http://www.uclm.es/profesorado/mdsalvador/58119/practicas/Codex%20CAC-
RCP%2036%20Almacenamiento%20aceites%20y%20grasas.pdf.
Ortiz, X.; Acevedo, X. & Martínez, H. (2002). Características y estructura de los frutales
de exportación en Colombia [Versión pdf]. Recuperado de:
http://repiica.iica.int/docs/B0037E/B0037E.PDF.
67
Ortuño, Á. (1999). Introducción a la Química Industrial: La Biosfera V: Las grasas como
materia prima. Barcelona: Editorial Reverté.
Pascual, S.; Vilchis, G.; Alvarez, C. & Trejo, M. (2008). Caracterización del Aceite
Obtenido de Almendras de Diferentes Variedades de Mango y su Aplicación como
Sustituto de Manteca de Cacao en Rellenos y Coberturas de Chocolate. (Resultado de
Investigación), Cátedra de Investigación de Tecnología de Productos Vegetales:
Universidad Nacional Autónoma de México, Cuautitlán Izcalli.
Peredo, H.; Palou, E. & López, A. (2009). Aceites esenciales: métodos de extracción.
Temas Selectos de Ingeniería de Alimentos, 3 (1), 24-32.
Picó, Y. (2013). Ultrasound-assisted extraction for food and environmental samples.
Trends in Analytical Chemistry, 43 (0), 84-99
Portillo, J.; Basilio, J.; Arana, A.; Contreras, L.; Bojórquez, S.; Estrada, L.; Rios, F.;
Estrada, A.; Castro, C.; & Contreras, G. (2012). Utilización de harina de almendra de
mango cruda en la alimentación de gallinas productoras de huevo para consumo. En J.
Portillo; J. Basilio; A. Arana; L. Contreras; S. Bojórquez; L. Estrada; F. Rios; A. Estrada;
C. Castro & G. Contreras, VII Cátedra CUMEX, Aline Schunemann: Reunión Nacional de
Cuerpos Académicos del Área de la Medicina Veterinaria y Zootecnia (pp. 69-75).
Mazatlán, Sinaloa.
Rodríguez, J. (2013). Implementación del análisis cuantitativo de indice de yodo para
aceite de palma, aceite de pescado y sebo, en la compañía industrial de productos
agropecuarios (CIPA SA). (Tesis Tecnólogo Químico), Facultad de Tecnologías:
Universidad Tecnologica de Pereira, Pereira.
Rojas, A. (2011). Hidrodestilacion y caracterización del aceite esencial de plantas
medicinales de Santa Maria huitepec, Oaxaca. (Tesis de Maestría en Ciencias en
68
Conservacion y Aprovechamiento de Recursos Naturales), Centro Interdisciplinario de
Investigación para el Desarrollo Integral Regional de Oaxaca: Instituto Politécnico
Nacional, Oaxaca de Juárez.
Rojas, A.; Marin, L.; Oropeza, Y. & Morales, J. (2010). Extracción del aceite de la semilla
de mango utilizando solventes organicos. (Resultado de proyecto), Unidad Educativa
Privada DR. Rafael Andreani Pieretti, El tigre, Anzoategui, Venezuela.
Rojas, J. & Burbano, F. (2012). Efecto de un pretratamiento enzimático en el proceso de
obtención de la semilla del mango (Mangifera Indica L.). (Tesis de pregrado Ingeniero de
Alimentos), Facultad de Ingeniería: Universidad del Valle, Cali.
Salamanca, G.; Forero, F.; García, J.; Díaz, C. & Salazar, B. (2007). Avances en la
caracterización, conservación y procesamiento del mango (Mangifera indica L.) en
Colombia. Revista Tumbaga, 2(0), 57-64.
Salazar, E.; Belén, D.; Jiménez, N. & Pino, K. (2004). Características físicoquímicas del
aceite de la semilla de la coroba (jessenia polycarpa karst). Grasas y aceites, 55 (4), 423-
427.
Santos, A. (2013). Desarrollo de un equipo para la extracción de aceite a partir de la
semilla de algodón. El hombre y la Máquina, 40 (43), 50-59.
Solís, J. & Durán, M. (2011). Effects of Specific Nuts and Seeds: Mango (Mangifera indica
L.) Seed and Its Fats. Xalapa, Veracruz: Editorial Elsevier Inc.
Sumaya, M. T.; Sánchez, L.; Torres, G. & Garcia, D. (2012). Red de valor del mango y
sus desechos con base en las propiedades nutricionales y funcionales. Revista Mexicana
de Agronegocios, 16 (30), 826-833.
69
Tapia, M.; Pérez, B.; Cavazos, J. & Mayelt, Y. (2013). Obtención de aceite de semilla de
mango manila (Mangifera indica L.) como una alternativa para aprovechar subproductos
agroindustriales en regiones tropicales. Revista Mexicana de Agronegocios, 17 (32), 258-
266.
Trejo, M. A. (2013). Piel de mango, hueso de chocolate. Hypatia Revista de Divulgación
Científico Tecnológica del Estado de Morelos, 21-51.
Veggi, P.; Martinez, J. & Meireles, M. A. (2013). Microwave assisted Extraction for
Bioactive Compounds: Theory and Practice: Fundamentals of Microwave Extraction. New
York: Springer Science+Business Media.
70
ANEXOS
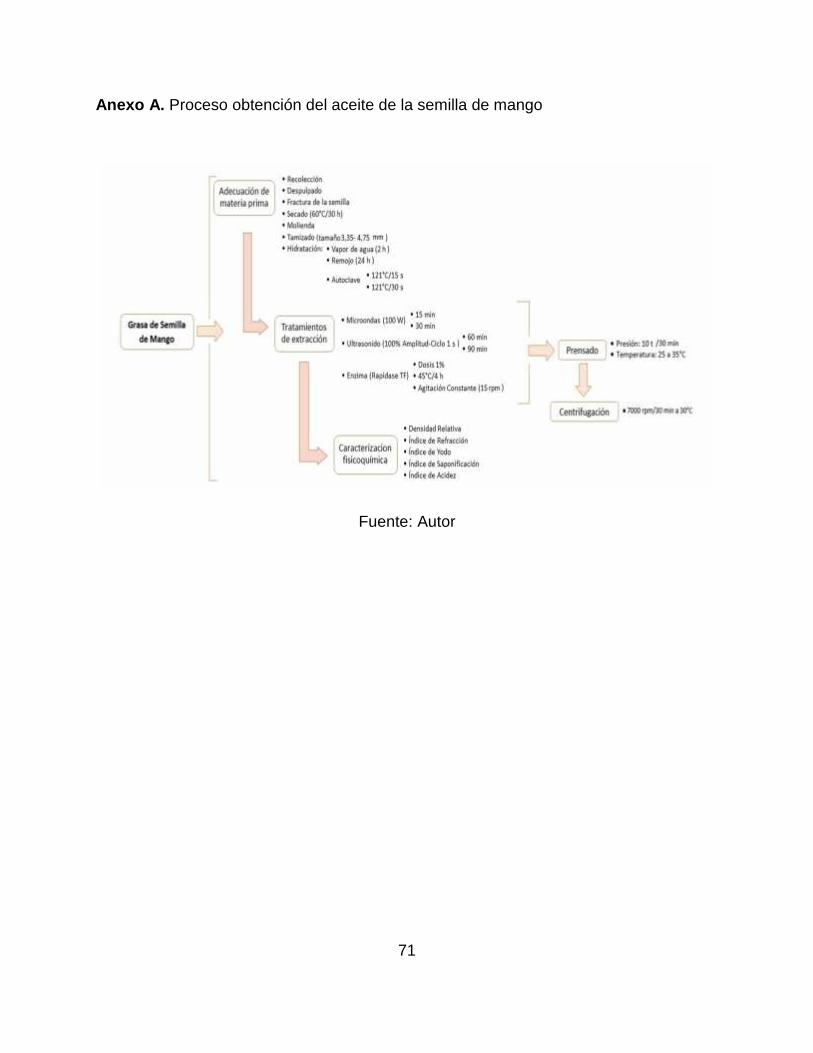
71
Anexo A. Proceso obtención del aceite de la semilla de mango
Fuente: Autor
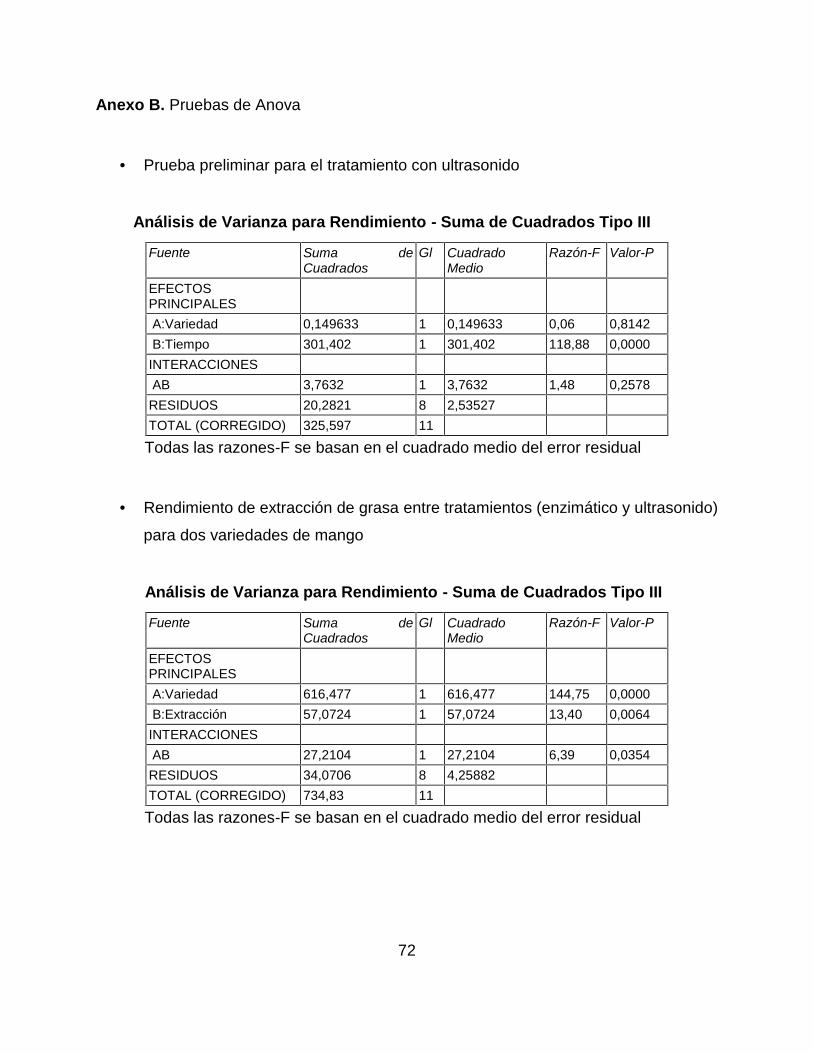
72
Anexo B. Pruebas de Anova
Prueba preliminar para el tratamiento con ultrasonido
Análisis de Varianza para Rendimiento - Suma de Cuadrados Tipo III
Fuente Suma deCuadrados
Gl CuadradoMedio
Razón-F Valor-P
EFECTOSPRINCIPALESA:Variedad 0,149633 1 0,149633 0,06 0,8142B:Tiempo 301,402 1 301,402 118,88 0,0000
INTERACCIONESAB 3,7632 1 3,7632 1,48 0,2578
RESIDUOS 20,2821 8 2,53527TOTAL (CORREGIDO) 325,597 11
Todas las razones-F se basan en el cuadrado medio del error residual
Rendimiento de extracción de grasa entre tratamientos (enzimático y ultrasonido)
para dos variedades de mango
Análisis de Varianza para Rendimiento - Suma de Cuadrados Tipo III
Fuente Suma deCuadrados
Gl CuadradoMedio
Razón-F Valor-P
EFECTOSPRINCIPALESA:Variedad 616,477 1 616,477 144,75 0,0000B:Extracción 57,0724 1 57,0724 13,40 0,0064
INTERACCIONESAB 27,2104 1 27,2104 6,39 0,0354
RESIDUOS 34,0706 8 4,25882TOTAL (CORREGIDO) 734,83 11
Todas las razones-F se basan en el cuadrado medio del error residual

73
Nombre de archivo: LIZZA MARÍA RODRÍGUEZ BELTRÁNDirectorio: D:\DATOS\DocumentsPlantilla: C:\Users\UT\AppData\Roaming\Microsoft\Plantillas\Normal.dotmTítulo:Asunto:Autor: Lizza RodriguezPalabras clave:Comentarios:Fecha de creación: 16/02/2015 05:24:00 p.m.Cambio número: 38Guardado el: 27/02/2015 04:21:00 p.m.Guardado por: UTTiempo de edición: 942 minutosImpreso el: 27/02/2015 04:21:00 p.m.Última impresión completa
Número de páginas: 75Número de palabras: 16.136 (aprox.)Número de caracteres: 88.748 (aprox.)
Top Related