





Idiomas
Páginas
Jurídico

SOLUCIONEJERCICIO DE APLICACIN DE PARETO - ISHIKAWAEn un anlisis de Tiempos y Movimientos en la produccin de muebles de madera se ha efectuado una auditorasobre el tiempo empleado en los diferentes procesos, y se ha contrastado con el tiempo estndar de diseo. Losresultados han sido:El anlisis para solucin de este problema se centra en la variacin de los TIEMPOS REALES vs. EL TIEMPO ESTANDAR.El tiempo real, es como su nombre lo indica los minutos u horas que actualmente les lleva en cada uno de los 18 procesos.El tiempo estndar, es el tiempo promedio, ptimo, el tiempo que luego de varioas mejoras en su proceso han definidocomo tiempo adecuado para cada operacin.Entonces el anlisis debemos concentrar en las variaciones en exceso de cada proceso.1.- Partimos obteniendo la diferencia entre el Tiempo real (TR) - el tiempo estndar (TE)ABCitemdescripcintiempo estandar TE (min.)tiempo real TR (min)Diferencia TR-TS1Tratamiento de la madera seca.480520402Traslado y distribucin a la maestranza5550-53Trazado de la madera en oficina de diseo90106164Verificacin de los trazados por el supervisor201281085Maquinado y corte de la madera240200-406Movimiento al taller de ensamble3695597Ordenamiento de las partes para ensamble70163938Control de calidad (metrologa de los trazados)130180509Ensamblado y pegado de las partes751467110Lijado y pulido47581111Revestido (laqueado) para proceso de pintura2803204012Pintado175140-3513Barnizado35683314Tiempo de secado120120015Control de calidad al producto acabado2530516Empaque o pegado de logotipo y cd. de barras43753217Ordenamiento por productos8550-3518Transporte a la tienda de venta5012070El anlisis para solucin de este problema se centra en la variacin de los TIEMPOS REALES vs. EL TIEMPO ESTANDAR.El tiempo real, es como su nombre lo indica los minutos u horas que actualmente les lleva en cada uno de los 18 procesos.El tiempo estndar, es el tiempo promedio, ptimo, el tiempo que luego de varioas mejoras en su proceso han definidocomo tiempo adecuado para cada operacin.Entonces el anlisis debemos concentrar en las variaciones en exceso de cada proceso.1.- Partimos obteniendo la diferencia entre el Tiempo real (TR) - el tiempo estndar (TE). Esta diferencia se ve en la columna C.2.- Observamos que hay variaciones positivas, negativas y cero. Entonces debemos concentrarnos solo en las variacionespositivas, vale decir las que se estn ejecutando en MAYOR TIEMPO respecto del tiempo ptimo.Obviamente las variaciones negativas tambin pueden ser sujetas de anlisi cuando estas sean excesivamente altas, lo quepuede significar que el proceso est siendo ejecutado con mucha prisa con riesgos de mala calidad.3.- Una vez obtenida la diferencia analizamos y ordenamos de mayor a menor las variaciones positivas, de la columna CABCDEdescripcintiempo estandar TE (min.)tiempo real TR (min)Diferencia TR-TSACUM.FREC.1Verificacin de los trazados por el supervisor201281081080.172Ordenamiento de las partes para ensamble70163932010.323Ensamblado y pegado de las partes75146712720.434Transporte a la tienda de venta50120703420.545Movimiento al taller de ensamble3695594010.646Control de calidad (metrologa de los trazados)130180504510.727Tratamiento de la madera seca.480520404910.788Revestido (laqueado) para proceso de pintura280320405310.859Barnizado3568335640.9010Empaque o pegado de logotipo y cd. de barras4375325960.9511Trazado de la madera en oficina de diseo90106166120.9712Lijado y pulido4758116230.9913Control de calidad al producto acabado253056281.00TOTAL6284.- Hacemos la sumatoria y obtenemos los "valores acumulados" en la columna D y la "frecuencia" en la columna E, esta ltima respecto de laSUMA TOTAL. Asi el primer resultado ser producto de: (108/628)=0.17 (es suficiente dos decimales)5.- Ahora consideramos las columnas solamente de la variacin o diferencia TR - TS y la FRECUENCIA:CEdescripcinDiferencia TR-TSFREC.1Verif. de trazados por el superv.1080.172Ordenam. de las partes930.323Ensamblado y pegado710.434Transporte a la tienda de venta700.545Movimiento al taller de ensamble590.646Control de calidad500.727Tratamiento de la madera400.788Revestido para proc. de pint.400.859Barnizado330.9010Empaque y cd. de barras320.9511Trazado de la madera160.9712Lijado y pulido110.9913Control de calidad al producto51.00TOTAL6286.- Elaboramos el grfico: Opcin grfico > Tipos personalizados > Lineas y columnas 2Como deben saber, este grfico se puede "enriquecer" con todas las opciones que nos d el excel. Para una mejor com-prensin se puede abreviar o resumir los conceptos del eje X, tal como aqu se hizo. Tambin deben corregirse las escalas,el eje Y2 de Frecuencias no debe superar 1,00 (el 100%)Todo este proceso como han podido ver es automtico o ejecutado por el computador.7.- Mediante un proceso manual separamos el 20% vital y 80% trivial, trazando una flecha horizontal desde el 80% (0,8) de derecha aizquierda hasta la interseccin de la curva (flecha roja), luego desde este punto trazamos otra flecha vertical desde arriba hasta el eje X.(flecha amarilla).Todos los temes contenidos al lado izquierdo de flecha vertical corresponden al 20% VITAL20 % VITAL80% TRIVIALEntonces dentro de este 20% vital se encuentran 7 tems en los que debemos poner atencin para corregir todo el proceso.La aplicacin de Ishikawa la elaboraremos en curso, con participacin de todos.Oruro, 26 de marzo de 2013
SOLUCION
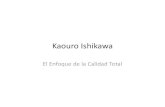
&APage &PDiferencia TR-TSFREC.DIF. TIEMPOFREC.GRAFICO DE PARETO
Top Related