






Idiomas
Páginas
Jurídico


PROCESOS LACTEOS
PRACTICA.
PRESENTADO POR:
JENIFFER JOHANA DUARTE TOLEDO
COD. 1098685421
PRESENTADO A:
ING. MARGARITA GOMEZ
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
ECUELA DE CIENCIAS BASICAS, INGENIERIA Y TECNOLOGIAS
OCTUBRE 2014

OBJETIVOS
Conocer y aprender los análisis y procesos industriales a los que se somete
la leche.
Realizar las pruebas de plataforma de recepción a la leche cruda para
iniciar los procesos de producción con subproducto y derivados de la leche.
Aprender la fabricación de productos derivados de la leche como, manjar
blanco, yogurt, Kumis, queso y avenas.
Aplicar las buenas prácticas de manofacturación en dichos procesos.

MARCO TEORICO
Quizás la leche es uno de los alimentos más completos nutritivamente hablando,
pero a su vez uno con los tiempos más reducidos de conservación por el hecho de
ser un excelente medio de cultivo para el crecimiento de microorganismos lo cual
puede ocasionar enfermedades a los consumidores, si no es manipulada
correctamente.
Existen muchas técnicas para prolongar la vida de este alimento, por días, por
semanas, por meses y hasta por años; además este alimento ofrece un sinnúmero
de posibilidades para elaborar subproductos tanto frescos como madurados.
La industria láctea se caracteriza por su dinamismo y gran diversificación
aplicando diversas alternativas que se combinan entre artesanales y de alta
tecnología, pero también es una de las que más cuidado necesita por la cierta
facilidad que presenta para la adulteración de los productos.
La composición de la leche depende de muchos factores que tiene que ver con las
prácticas de producción, manejo, cría, alimentación y clima. Los principales
constituyentes de la leche son agua, grasa, proteínas, lactosa y sales minerales,
siendo el 87% agua y la restante mercancía seca disuelta o suspendida en el
agua. De ella se puede obtener una gran diversidad de productos lácteos (quesos,
cremas, mantequilla, yogurt, helados, bebidas etc...) cuyas características se
pueden ver afectadas de los procesos a los que sea sometida.
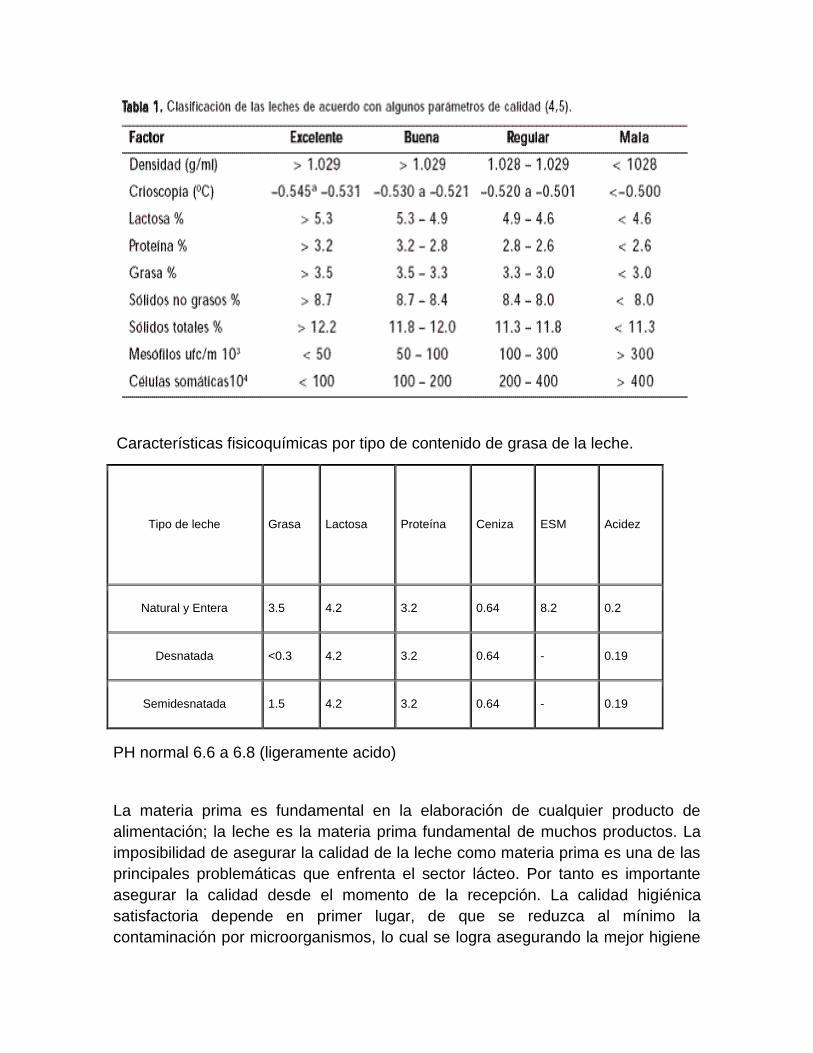
Características fisicoquímicas por tipo de contenido de grasa de la leche.
Tipo de leche
Grasa
Lactosa
Proteína
Ceniza
ESM
Acidez
Natural y Entera 3.5 4.2 3.2 0.64 8.2 0.2
Desnatada <0.3 4.2 3.2 0.64 - 0.19
Semidesnatada 1.5 4.2 3.2 0.64 - 0.19
PH normal 6.6 a 6.8 (ligeramente acido)
La materia prima es fundamental en la elaboración de cualquier producto de
alimentación; la leche es la materia prima fundamental de muchos productos. La
imposibilidad de asegurar la calidad de la leche como materia prima es una de las
principales problemáticas que enfrenta el sector lácteo. Por tanto es importante
asegurar la calidad desde el momento de la recepción. La calidad higiénica
satisfactoria depende en primer lugar, de que se reduzca al mínimo la
contaminación por microorganismos, lo cual se logra asegurando la mejor higiene
en todo momento desde el ordeño especialmente si es manual. El control de la
calidad de la leche que entra en la industria láctea, involucra un conjunto de
pruebas que permitan determinar si la leche es pura, limpia y apta.
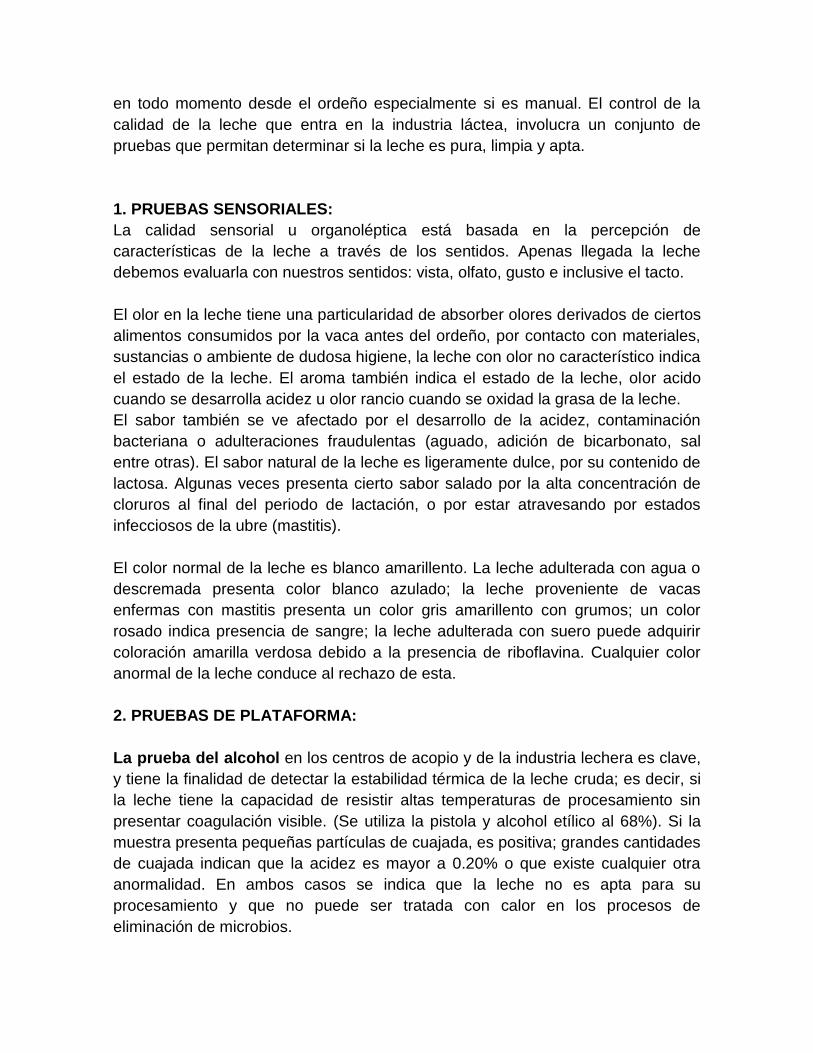
1. PRUEBAS SENSORIALES:
La calidad sensorial u organoléptica está basada en la percepción de
características de la leche a través de los sentidos. Apenas llegada la leche
debemos evaluarla con nuestros sentidos: vista, olfato, gusto e inclusive el tacto.
El olor en la leche tiene una particularidad de absorber olores derivados de ciertos
alimentos consumidos por la vaca antes del ordeño, por contacto con materiales,
sustancias o ambiente de dudosa higiene, la leche con olor no característico indica
el estado de la leche. El aroma también indica el estado de la leche, olor acido
cuando se desarrolla acidez u olor rancio cuando se oxidad la grasa de la leche.
El sabor también se ve afectado por el desarrollo de la acidez, contaminación
bacteriana o adulteraciones fraudulentas (aguado, adición de bicarbonato, sal
entre otras). El sabor natural de la leche es ligeramente dulce, por su contenido de
lactosa. Algunas veces presenta cierto sabor salado por la alta concentración de
cloruros al final del periodo de lactación, o por estar atravesando por estados
infecciosos de la ubre (mastitis).
El color normal de la leche es blanco amarillento. La leche adulterada con agua o
descremada presenta color blanco azulado; la leche proveniente de vacas
enfermas con mastitis presenta un color gris amarillento con grumos; un color
rosado indica presencia de sangre; la leche adulterada con suero puede adquirir
coloración amarilla verdosa debido a la presencia de riboflavina. Cualquier color
anormal de la leche conduce al rechazo de esta.
2. PRUEBAS DE PLATAFORMA:
La prueba del alcohol en los centros de acopio y de la industria lechera es clave,
y tiene la finalidad de detectar la estabilidad térmica de la leche cruda; es decir, si
la leche tiene la capacidad de resistir altas temperaturas de procesamiento sin
presentar coagulación visible. (Se utiliza la pistola y alcohol etílico al 68%). Si la
muestra presenta pequeñas partículas de cuajada, es positiva; grandes cantidades
de cuajada indican que la acidez es mayor a 0.20% o que existe cualquier otra
anormalidad. En ambos casos se indica que la leche no es apta para su
procesamiento y que no puede ser tratada con calor en los procesos de
eliminación de microbios.
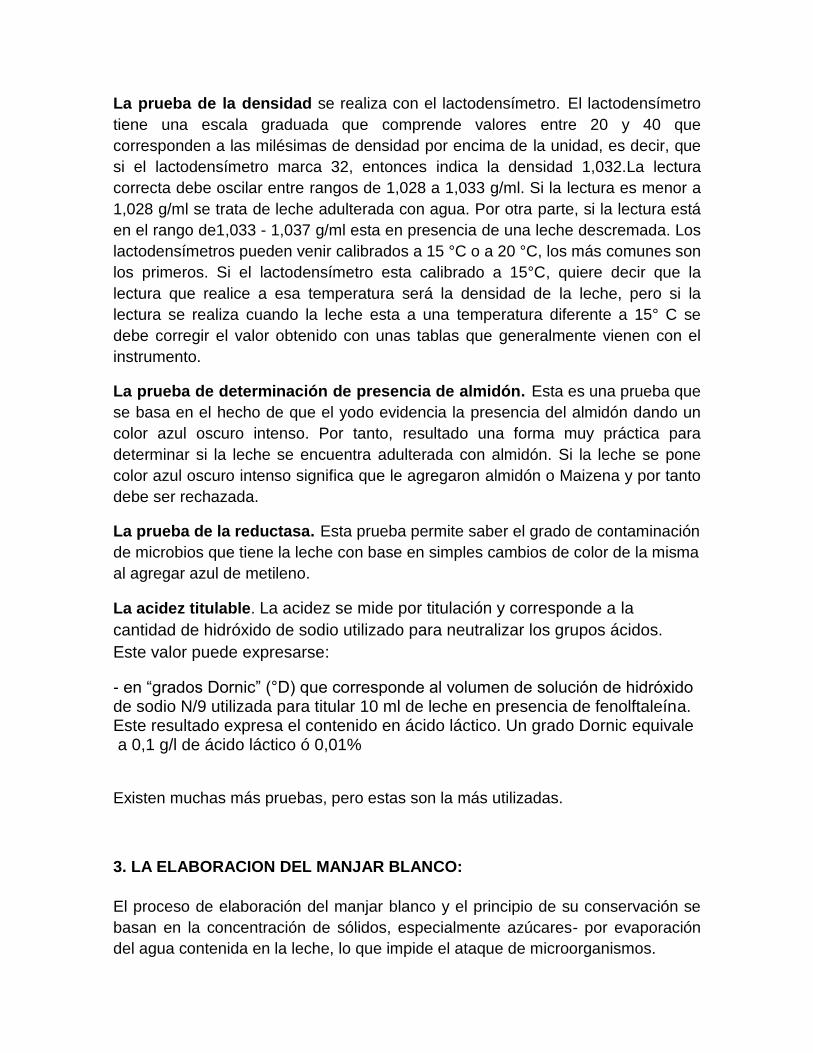
La prueba de la densidad se realiza con el lactodensímetro. El lactodensímetro
tiene una escala graduada que comprende valores entre 20 y 40 que
corresponden a las milésimas de densidad por encima de la unidad, es decir, que
si el lactodensímetro marca 32, entonces indica la densidad 1,032.La lectura
correcta debe oscilar entre rangos de 1,028 a 1,033 g/ml. Si la lectura es menor a
1,028 g/ml se trata de leche adulterada con agua. Por otra parte, si la lectura está
en el rango de1,033 - 1,037 g/ml esta en presencia de una leche descremada. Los
lactodensímetros pueden venir calibrados a 15 °C o a 20 °C, los más comunes son
los primeros. Si el lactodensímetro esta calibrado a 15°C, quiere decir que la
lectura que realice a esa temperatura será la densidad de la leche, pero si la
lectura se realiza cuando la leche esta a una temperatura diferente a 15° C se
debe corregir el valor obtenido con unas tablas que generalmente vienen con el
instrumento.
La prueba de determinación de presencia de almidón. Esta es una prueba que
se basa en el hecho de que el yodo evidencia la presencia del almidón dando un
color azul oscuro intenso. Por tanto, resultado una forma muy práctica para
determinar si la leche se encuentra adulterada con almidón. Si la leche se pone
color azul oscuro intenso significa que le agregaron almidón o Maizena y por tanto
debe ser rechazada.
La prueba de la reductasa. Esta prueba permite saber el grado de contaminación
de microbios que tiene la leche con base en simples cambios de color de la misma
al agregar azul de metileno.
La acidez titulable. La acidez se mide por titulación y corresponde a la
cantidad de hidróxido de sodio utilizado para neutralizar los grupos ácidos.
Este valor puede expresarse:
- en “grados Dornic” (°D) que corresponde al volumen de solución de hidróxido de sodio N/9 utilizada para titular 10 ml de leche en presencia de fenolftaleína. Este resultado expresa el contenido en ácido láctico. Un grado Dornic equivale a 0,1 g/l de ácido láctico ó 0,01%
Existen muchas más pruebas, pero estas son la más utilizadas.
3. LA ELABORACION DEL MANJAR BLANCO:
El proceso de elaboración del manjar blanco y el principio de su conservación se
basan en la concentración de sólidos, especialmente azúcares- por evaporación
del agua contenida en la leche, lo que impide el ataque de microorganismos.

Hay tres métodos de elaboración de manjar blanco: el sistema de paila, el sistema
continuo y el sistema mixto. El más adecuado para pequeñas plantas es el
sistema de pailas.
Sistema de pailas
Se emplean pailas abiertas a presión atmosférica. Es un proceso muy laborioso y
tarda entre dos horas a tres, dependiendo de los procedimientos usados y de las
fuentes de calor. Requiere de mucha destreza.
En este sistema se puede usar baño María o fuego directo. En el primer caso la
calidad del producto es superior, pero los costos se elevan por el mayor consumo
de combustible.
Pasos de la elaboración del Manjar Blanco:
- Recepción de la leche: Se debe de conocer las características de la leche para
hacer las correcciones necesarias en la formulación. Por precaución antes de usar
la leche siempre debes filtrarla para extraer las impurezas. La acidez óptima es
18ºD. Si es mayor o menor durante el neutralizado deberás hacer las correcciones
necesarias.
- Neutralizado: Permite regular el grado de acidez de la leche. Durante el proceso
de cocción la leche concentra la acidez inicial, lo que afecta negativamente al
producto final.
Se debe neutralizar la acidez de la leche a 13 ºD para que en el producto final ésta
alcance entre 20 y 24 ºD.
- Calentamiento: Además de pasterizar la leche, regula las propiedades físicas del
producto final. Se debe calentar el producto hasta el punto de ebullición, pero hay
que evitar un calentamiento brusco. Hay que agitar continuamente para distribuir
mejor el calor y para evitar la formación de capas finas de grasa en la superficie.
La operación dura aproximadamente 30 min.
- Concentración: En esta etapa se incorporan los demás ingredientes en el
siguiente orden: Primero se añade el azúcar lentamente. Evita el contacto con las
paredes y continúa hasta llegar a los 35 Brix aproximadamente. Cuando el azúcar
se ha disuelto completamente agrega el almidón, previamente disuelto en leche
fría. Casi al final del proceso añade la glucosa previamente añade la glucosa
previamente disuelta en leche caliente. El estabilizador también se agrega al final
del proceso, disuelto en leche caliente. Por último se añade los saborizante y
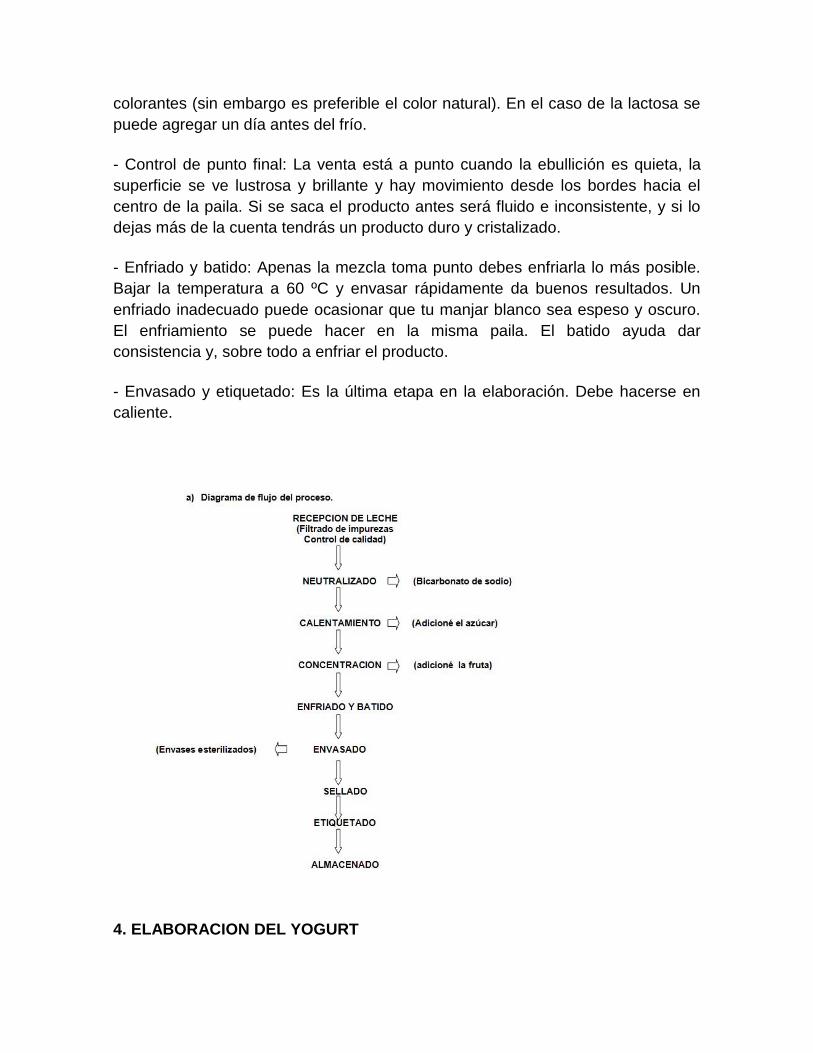
colorantes (sin embargo es preferible el color natural). En el caso de la lactosa se
puede agregar un día antes del frío.
- Control de punto final: La venta está a punto cuando la ebullición es quieta, la
superficie se ve lustrosa y brillante y hay movimiento desde los bordes hacia el
centro de la paila. Si se saca el producto antes será fluido e inconsistente, y si lo
dejas más de la cuenta tendrás un producto duro y cristalizado.
- Enfriado y batido: Apenas la mezcla toma punto debes enfriarla lo más posible.
Bajar la temperatura a 60 ºC y envasar rápidamente da buenos resultados. Un
enfriado inadecuado puede ocasionar que tu manjar blanco sea espeso y oscuro.
El enfriamiento se puede hacer en la misma paila. El batido ayuda dar
consistencia y, sobre todo a enfriar el producto.
- Envasado y etiquetado: Es la última etapa en la elaboración. Debe hacerse en
caliente.
4. ELABORACION DEL YOGURT
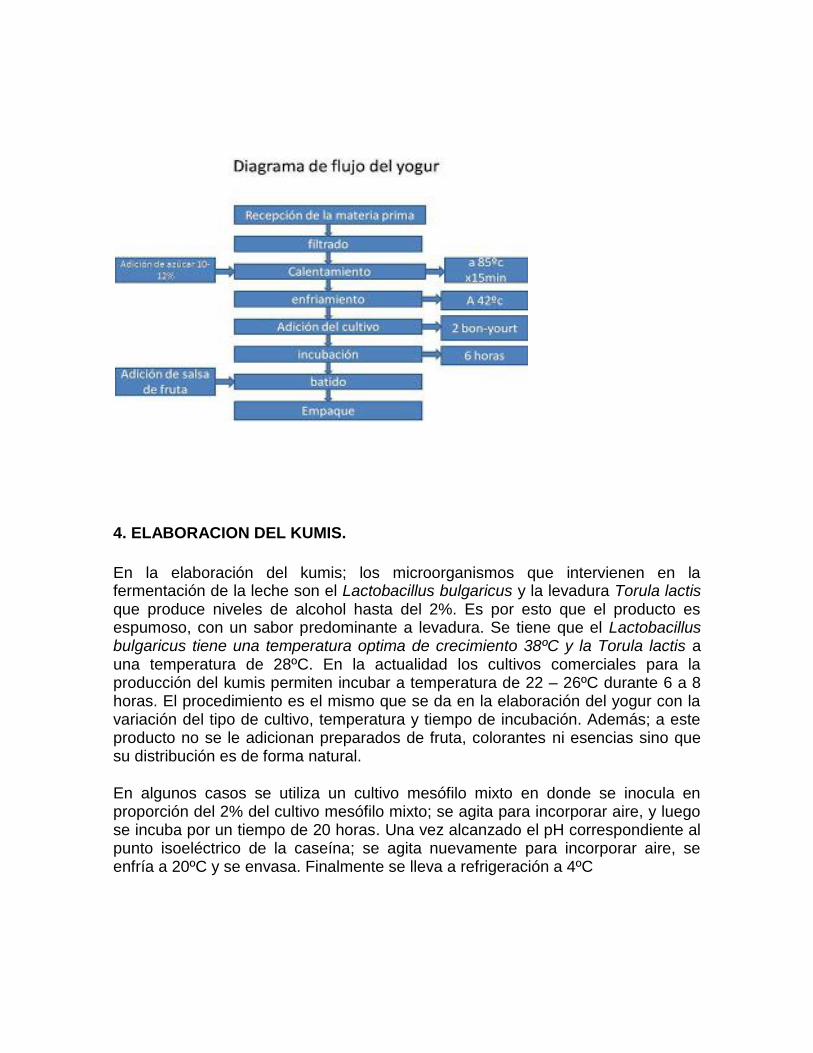
Descripción proceso de elaboración del yogur
4.1 Selección de leche
La leche debe cumplir con los requisitos descritos para elaboración de cultivos lácticos. Así también intervienen otros factores como:
- La concentración de sólidos totales debe ser alta (11.5 – 12%ST) puesto que mejoran la viscosidad y consistencia del producto, previenen la separación del suero, mejora el sabor y enmascara un poco la acidez.
4.2 Estandarización
La leche destinada a la producción de yogur debe ser estandarizada con el fin de controlar parámetros como sabor, viscosidad, textura, estabilidad y valor nutricional del producto final. En ese sentido, la leche debe estandarizarse en los sólidos totales (ST) entre 10 al 15% lo cual se logra con la adición de leche en polvo descremada o suero en polvo. Con esto se logra mejorar la consistencia y viscosidad del producto final. Aunque él % de MG va de acuerdo a la ficha técnica de producción de cada factoría; lo que comúnmente se observa es que él % de materia grasa de la leche empleada es estandarizado en un 3%.
La cantidad de leche en polvo que se debe adicionar para estandarizar los sólidos totales de la leche se calcula partiendo de la relación existente entre el extracto seco de la leche y la densidad de la misma, estableciendo una proporción con el peso específico deseado.
4.3 Homogenización
La homogenización además de permitir la ruptura del glóbulo graso, hace que las micelas de caseína se rompan y se coloquen en la superficie del glóbulo graso lo cual aumenta la capacidad de ligado de agua mejorando la consistencia del producto. El fenómeno anterior se conoce como concentración aparente de la caseína. Según Spreer (1975) la homogenización debe hacerse a 58 – 60ºC y 150 – 200Kp/cm².
4.4 Tratamiento térmico
El tratamiento térmico permite eliminar la flora contaminante, libera aminoácidos al desnaturalizar la proteína que sirven de sustrato al inoculo utilizado. El tratamiento térmico que se emplea es comúnmente a temperaturas altas de 85 – 95ºC durante 30 minutos pues es recomendable que se dé una coagulación parcial de las proteínas lo que induce a una buena textura del producto final y una disminución en el riesgo de sinéresis; como también el efecto germicida es mayor así es que las cepas inoculadas a través del cultivo láctico no son inhibidas por cepas extrañas. La selección de la temperatura de y el tiempo de calentamiento, debe
estar ligada entonces a controlar los dos factores mencionados anteriormente: reducción de carga microbiana indeseable y coagulación de la mayor cantidad de proteínas séricas y escasa precipitación de la caseína.
4.5 Inoculación
Después del tratamiento térmico la leche es enfriada a temperatura de 42ºC y se adiciona en proporción del 2 – 3% del cultivo láctico. En los cultivos REDISET D.V.S se adiciona el sobre que contiene el cultivo directamente sobre el tanque. Hasta hace algunos años el uso de cultivos industriales era generalizado en las pequeñas, medianas y grandes industrias. Sin embargo, en la actualidad el uso de cultivos REDISET D.V.S es el que más se utiliza por la disminución en riesgos de contaminación, aparición de fagos y la uniformidad en el producto final a lo largo de producciones sucesivas de esta línea de producción. En ese sentido, los laboratorios comerciales se han encargado de diseñar lotes de cultivos con variación de las cepas utilizadas de manera que se da una rotación de las mismas con el fin de evitar la presencia de bacteriófagos.
4.6 Fermentación
La leche una vez que se ha inoculado se somete a incubación a determinada temperatura y tiempo de incubación que para el caso del yogur es de 42ºC durante un tiempo que oscila entre las 3 a 4hr. La temperatura de incubación se mantiene constante con el fin de regular el proceso de fermentación acido láctica. En donde el principal producto que se obtiene es el ácido láctico y pequeñas cantidades de diacetilo y acetoína y ácidos volátiles como el ácido acético y fórmico que le dan aroma al yogur. El contenido de acidez de un yogur depende de las necesidades del mercado que tenga la empresa. Sin embargo, estos valores están entre 0.80 – 0.95% de ácido láctico. Otro indicador que se emplea bastante es el pH; el cual es siempre el que corresponde a punto isoeléctrico de la caseína.
Una vez que haya finalizado el proceso de fermentación, hay rompimiento lento del coagulo formado y se inicia con el enfriamiento rápido del producto para frenar el desarrollo de los microorganismos y obviar el incremento excesivo de acidez posiblemente con separación de fases y formación de grumos. En ese sentido hay que revisar muy bien el tiempo que se demora en enfriar el producto y si las condiciones de enfriamiento son lentas hay que tratar de empezar a enfriar el yogur sin agitación (rompimiento de coagulo) antes de que se alcance el pH correspondiente al punto isoeléctrico de la caseína. Como agentes caloríficos para la incubación y refrigeración se utilizan el vapor, agua y en algunos casos aire.
4.7 Adición de aditivos
El yogur puede considerarse como la bebida láctea fermentada de mayor requerimiento en el mercado. Es así que la variedad de productos adicionados al yogur hacen que se tenga a disposición del consumidor una gran oferta de este producto. Al respecto se tiene que el yogur utiliza edulcorantes que atenúan el sabor ácido como la sacarosa (azúcar comercial) que es adicionada al inicio del tratamiento térmico con el fin de eliminar la posible carga de mohos y levaduras susceptibles de encontrar en este alimento. La adición de azúcar, aumenta la presión osmótica dentro de la leche y retarda un poco el desarrollo del cultivo. Para productos dietéticos se utiliza la sacarina.
Al yogur es común adicionar frutos, colorantes y esencias con el fin de ampliar la diversidad de sabores de un mismo producto. Los sabores que más predominan en el medio son fresa, mora, melocotón, guanábana, y piña aunque el mercado ofrece una variedad de sabores y presentaciones al consumidor. En cuanto a este tema, es importante destacar que la tecnología ha avanzado y en este caso se menciona que anteriormente, los preparados de frutas, colorantes y esencias se adicionaban por lotes de sabor después del rompimiento del coagulo y enfriamiento lo que trae consigo bastante riesgo de contaminación por manipulación excesiva de estos preparados y del yogur base. En la actualidad los volúmenes de producción de yogur han aumentado y se preparan por baches aun en la marmita de producción sin que haya demasiada manipulación pues de la marmita pasa directamente a la sección de empaque.
4.8 Empaque
Una vez que el yogur ha sido preparado con los diferentes sabores se empaca según la presentación comercial en garrafas o vaso termo formado con foil de aluminio. Aunque es de aclarar que hay un tipo de yogur en donde la fermentación se realiza directamente en el empaque y es el yogur aflanado que se menciona más adelante.
La conservación del yogur empacado debe hacerse a 4ºC hasta antes de consumo pues disminuye la posibilidad de que se incremente la acidez y mantiene la estabilidad del producto final.
23.2 Clasificación del yogur según su proceso de elaboración
De acuerdo al proceso de elaboración el yogur recibe diversos nombres: *Yogur aflanado: la leche es fermentada directamente sobre en empaque y no hay rompimiento de coagulo. *Yogur agitado: El coagulo es roto una vez acaba el tiempo de incubación, luego se agita y posteriormente se envasa y se refrigera de manera lenta para recuperar la textura viscosa. *Yogur líquido: El coagulo es roto una vez acaba el tiempo de incubación, se homogeniza y se refrigera inmediatamente antes del envasado. Su consistencia se mantiene líquida.
En el siguiente esquema se muestra el diagrama de flujo para la producción de yogur
4. ELABORACION DEL KUMIS.
En la elaboración del kumis; los microorganismos que intervienen en la fermentación de la leche son el Lactobacillus bulgaricus y la levadura Torula lactis que produce niveles de alcohol hasta del 2%. Es por esto que el producto es espumoso, con un sabor predominante a levadura. Se tiene que el Lactobacillus bulgaricus tiene una temperatura optima de crecimiento 38ºC y la Torula lactis a una temperatura de 28ºC. En la actualidad los cultivos comerciales para la producción del kumis permiten incubar a temperatura de 22 – 26ºC durante 6 a 8 horas. El procedimiento es el mismo que se da en la elaboración del yogur con la variación del tipo de cultivo, temperatura y tiempo de incubación. Además; a este producto no se le adicionan preparados de fruta, colorantes ni esencias sino que su distribución es de forma natural.
En algunos casos se utiliza un cultivo mesófilo mixto en donde se inocula en proporción del 2% del cultivo mesófilo mixto; se agita para incorporar aire, y luego se incuba por un tiempo de 20 horas. Una vez alcanzado el pH correspondiente al punto isoeléctrico de la caseína; se agita nuevamente para incorporar aire, se enfría a 20ºC y se envasa. Finalmente se lleva a refrigeración a 4ºC

5. ELABORACION DEL QUESO FRESCO:
Los quesos frescos son los obtenidos a partir de leche pasterizada, ajustada en su contenido graso que se sacan al mercado una vez se moldean, prensados o sin prensa, empacan y salen al mercado sin alcanzar a formar corteza; el color varía dependiendo del tipo de queso desde blanco hasta amarillo, la consistencia es pastosa y su sabor es suave. Se caracterizan porque el contenido de humedad es alto, la vida útil es relativamente corta y para su conservación es necesario mantenerlos en refrigeración. Este tipo de quesos se pueden elaborar a través de coagulación enzimática y ácida y generalmente sin adición de cultivo láctico.
Quesos comúnmente elaborados a partir de coagulación enzimática son frescos no ácidos y frescos ácidos. Los primeros, se elaboran con leche pasterizada, son blandos, sin madurar pero pueden ser de pasta no prensada, prensada y de pasta amasada y molida. Ejemplos corresponden al queso campesino, molido, casero, quesito antioqueño, queso tipo cuajada. Por su parte, los quesos frescos ácidos son los comúnmente llamados quesos de pasta hilada.
Se caracterizan porque en su proceso de elaboración se someten a un tratamiento térmico especial para que la cuajada tenga una consistencia y textura fibrosa y elástica, presentando en algunos casos una apariencia de capas a semejanza de la pechuga de pollo, ejemplo de este tipo de queso es el mozarela, doble crema y quesillo. Estos quesos son elaborados con leche pasterizada o cruda. Dentro de los quesos obtenidos por coagulación acida de la leche, se tienen el requesón, queso para untar y en algunos el queso costeño.
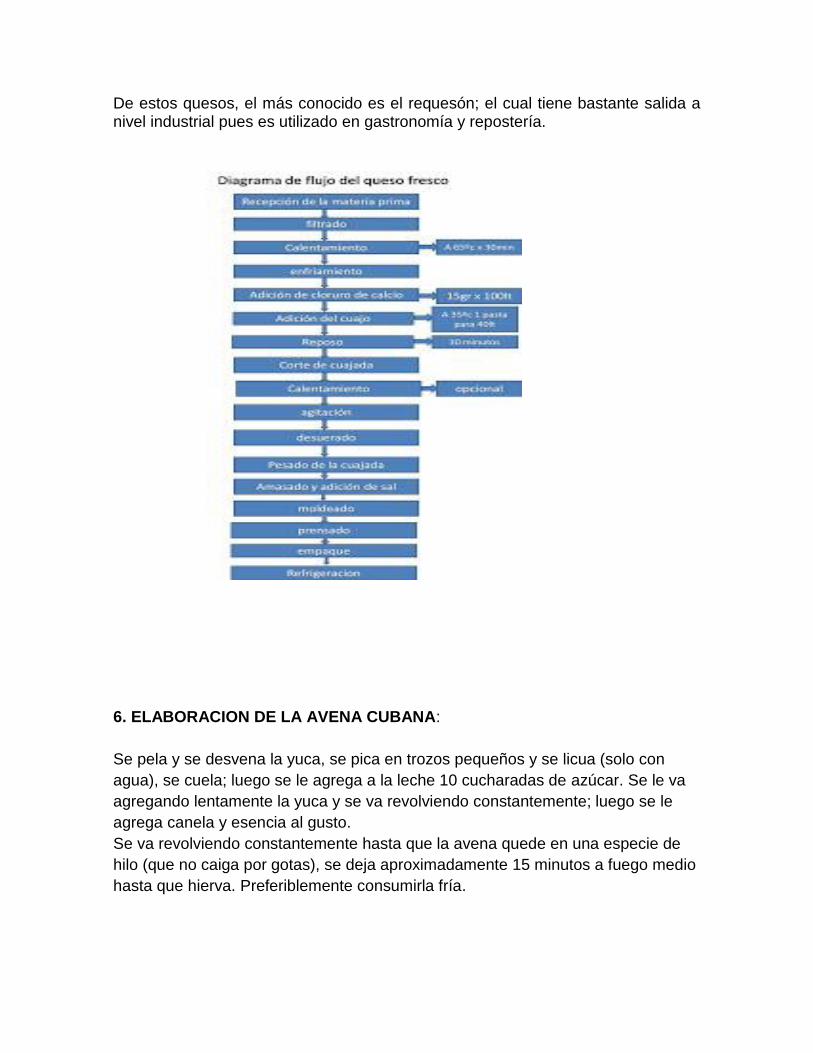
De estos quesos, el más conocido es el requesón; el cual tiene bastante salida a nivel industrial pues es utilizado en gastronomía y repostería.
6. ELABORACION DE LA AVENA CUBANA:
Se pela y se desvena la yuca, se pica en trozos pequeños y se licua (solo con
agua), se cuela; luego se le agrega a la leche 10 cucharadas de azúcar. Se le va
agregando lentamente la yuca y se va revolviendo constantemente; luego se le
agrega canela y esencia al gusto.
Se va revolviendo constantemente hasta que la avena quede en una especie de
hilo (que no caiga por gotas), se deja aproximadamente 15 minutos a fuego medio
hasta que hierva. Preferiblemente consumirla fría.
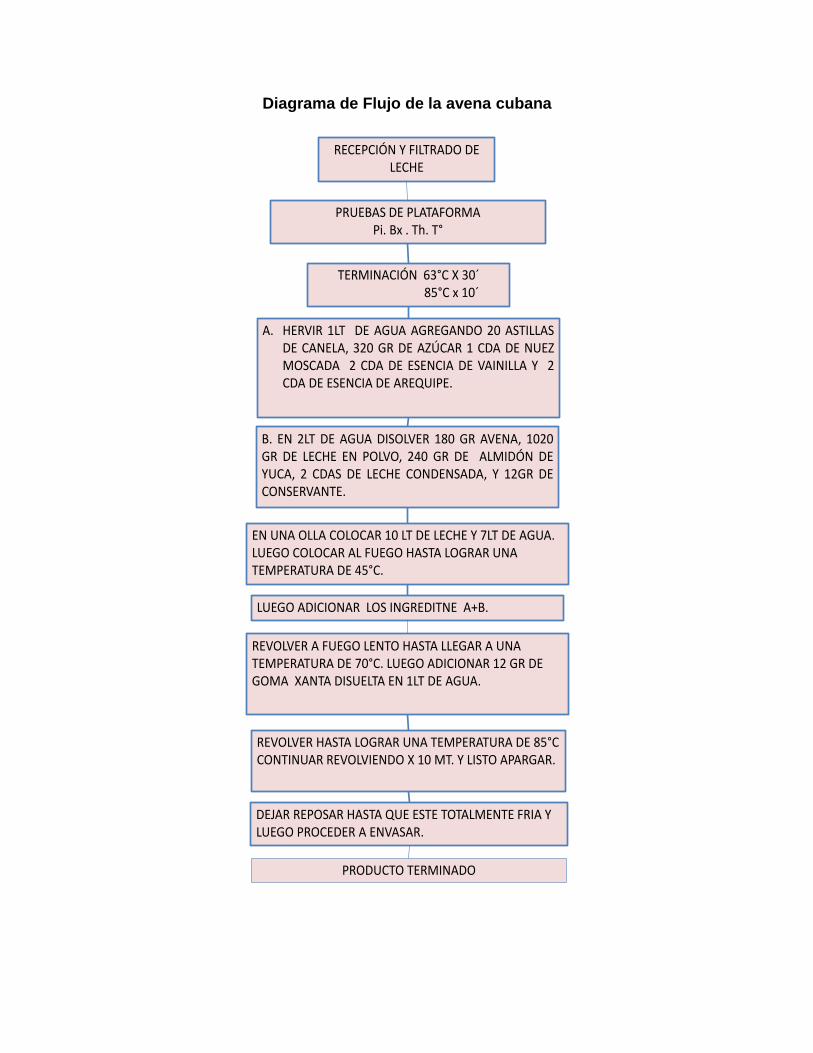
Diagrama de Flujo de la avena cubana
RECEPCIÓN Y FILTRADO DE LECHE
PRUEBAS DE PLATAFORMAPi. Bx . Th. T°
TERMINACIÓN 63°C X 30´85°C x 10´
A. HERVIR 1LT DE AGUA AGREGANDO 20 ASTILLASDE CANELA, 320 GR DE AZÚCAR 1 CDA DE NUEZMOSCADA 2 CDA DE ESENCIA DE VAINILLA Y 2CDA DE ESENCIA DE AREQUIPE.
B. EN 2LT DE AGUA DISOLVER 180 GR AVENA, 1020GR DE LECHE EN POLVO, 240 GR DE ALMIDÓN DEYUCA, 2 CDAS DE LECHE CONDENSADA, Y 12GR DECONSERVANTE.
EN UNA OLLA COLOCAR 10 LT DE LECHE Y 7LT DE AGUA. LUEGO COLOCAR AL FUEGO HASTA LOGRAR UNA TEMPERATURA DE 45°C.
LUEGO ADICIONAR LOS INGREDITNE A+B.
REVOLVER A FUEGO LENTO HASTA LLEGAR A UNA TEMPERATURA DE 70°C. LUEGO ADICIONAR 12 GR DE GOMA XANTA DISUELTA EN 1LT DE AGUA.
REVOLVER HASTA LOGRAR UNA TEMPERATURA DE 85°C CONTINUAR REVOLVIENDO X 10 MT. Y LISTO APARGAR.
DEJAR REPOSAR HASTA QUE ESTE TOTALMENTE FRIA Y LUEGO PROCEDER A ENVASAR.
PRODUCTO TERMINADO

DESARROLLO DE LA PRÁCTICA.
1. PRUEBAS DE PLATAFORMA:
En la práctica de laboratorio se realizaron las siguientes pruebas de plataforma:
Grados ° BRIX: sirve esta prueba para determinar el cociente total de
sacarosa en la solución, en este caso la leche.
Equipo utilizado: Refractómetro
1.2 Prueba acidez Titulable: La acidez es probablemente uno de los parámetros
más importantes, el cual controla al calidad en el proceso de la leche.
Esta norma establece el método para determinar la acidez titulable en la leche. Se
aplica a la leche cruda, leche pasteurizada, esterilizada, crema y productos lácteos
fluidos, sean o no fermentados.
La acidez titulable corresponde al número de mililitros de solución 0.1N de NaOh,
necesarios para neutralizar 100ml de muestra. El grado de acidez corresponde a
la suma de todas las sustancias de reacción ácida contenidas en la leche.
Reactivos utilizados: hidróxido de sodio 0.1 N y fenolftaleína
(indicador de pH que en disoluciones ácidas permanece incoloro, pero en
presencia de disoluciones básicas toma un color rosado con un punto de
viraje entre pH=8,0 (incoloro) a pH=9,8 (magenta o rosado)).
Instrumento de medición: pipeta 10 ml. Y gotero para la fenolftaleína.
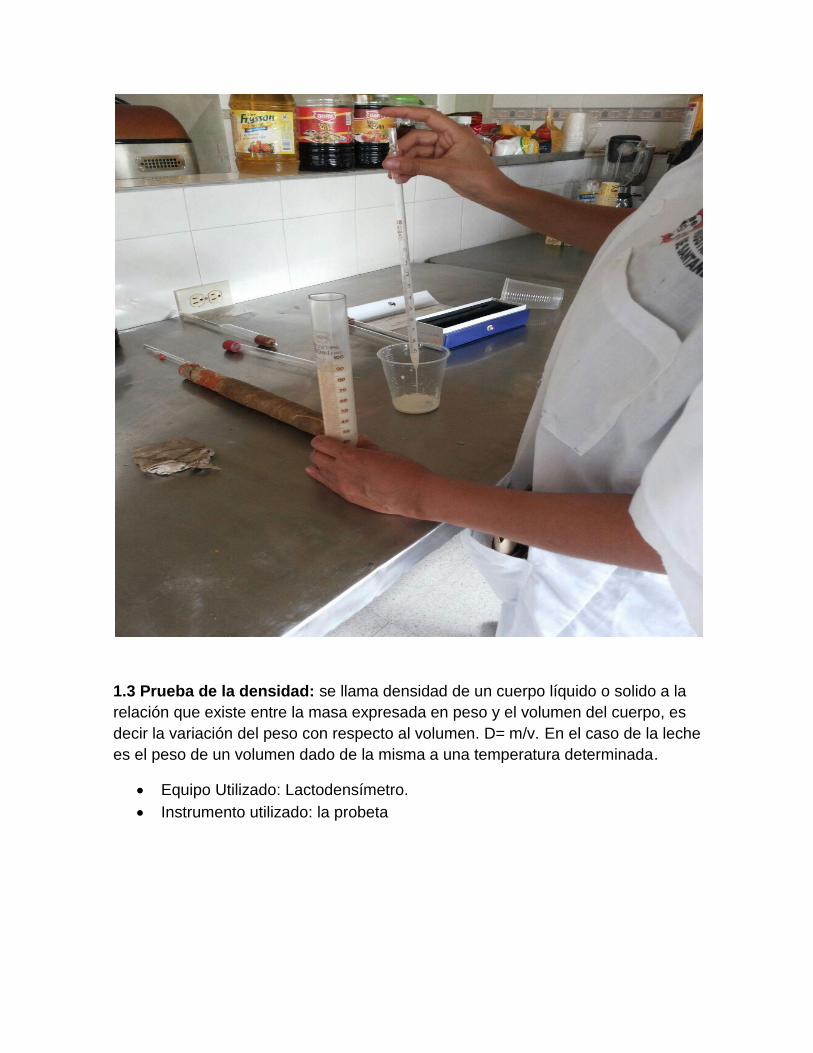
1.3 Prueba de la densidad: se llama densidad de un cuerpo líquido o solido a la
relación que existe entre la masa expresada en peso y el volumen del cuerpo, es
decir la variación del peso con respecto al volumen. D= m/v. En el caso de la leche
es el peso de un volumen dado de la misma a una temperatura determinada.
Equipo Utilizado: Lactodensímetro.
Instrumento utilizado: la probeta
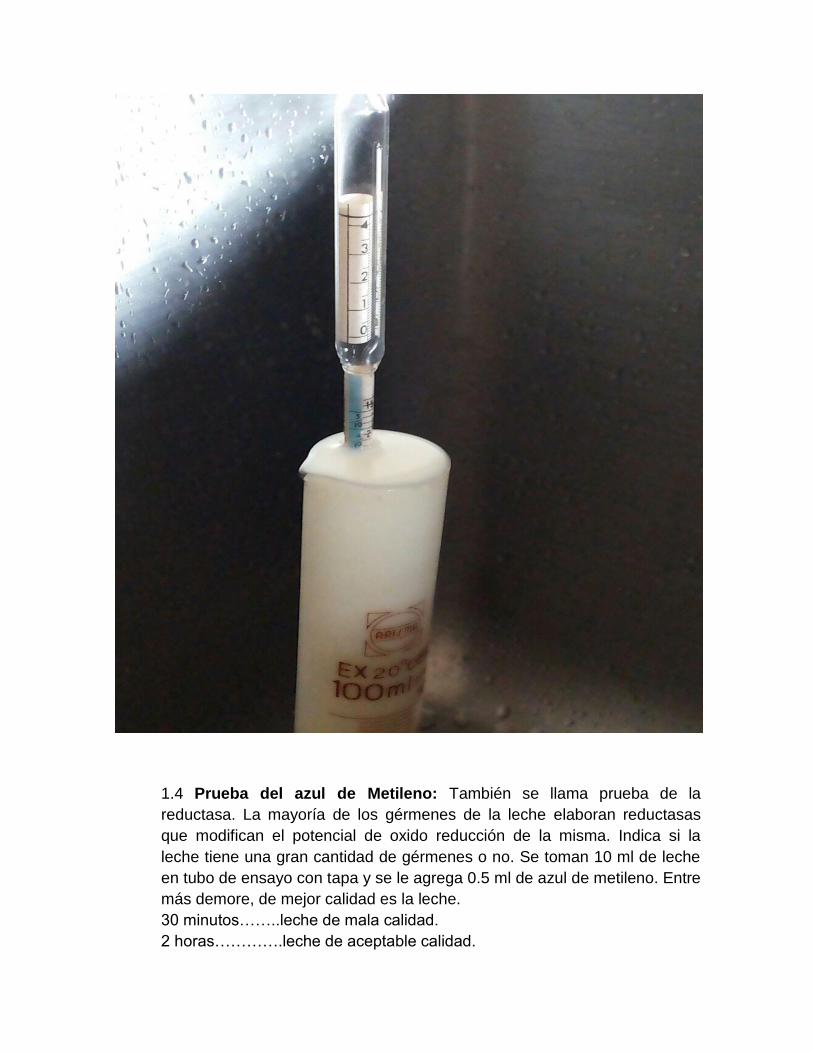
1.4 Prueba del azul de Metileno: También se llama prueba de la
reductasa. La mayoría de los gérmenes de la leche elaboran reductasas
que modifican el potencial de oxido reducción de la misma. Indica si la
leche tiene una gran cantidad de gérmenes o no. Se toman 10 ml de leche
en tubo de ensayo con tapa y se le agrega 0.5 ml de azul de metileno. Entre
más demore, de mejor calidad es la leche.
30 minutos……..leche de mala calidad.
2 horas………….leche de aceptable calidad.

4 horas o más…leche de buena calidad.
Instrumento utilizados. Tubo de ensayo con tapa, pipeta de 10 ml.
Reactivo utilizado: azul de metileno.
Se realizaron las siguientes pruebas de plataforma a la leche cruda y a la leche
pasteurizada obteniendo los siguientes resultados.
PRUEBA LECHE CRUDA LECHE PASTEURIZADA
° BRIX 9 10
DENSIDAD 1.023 1.O32
ACIDEZ TITULABLE 19° ACIDEZ 12° ACIDEZ
PRUEBA DE REDUCCION AZUL DE
METILENO
MAYOR A 4 HORAS. RESULTADO BUENO
MAYOR A 4 HORAS RESULTADO BUENO
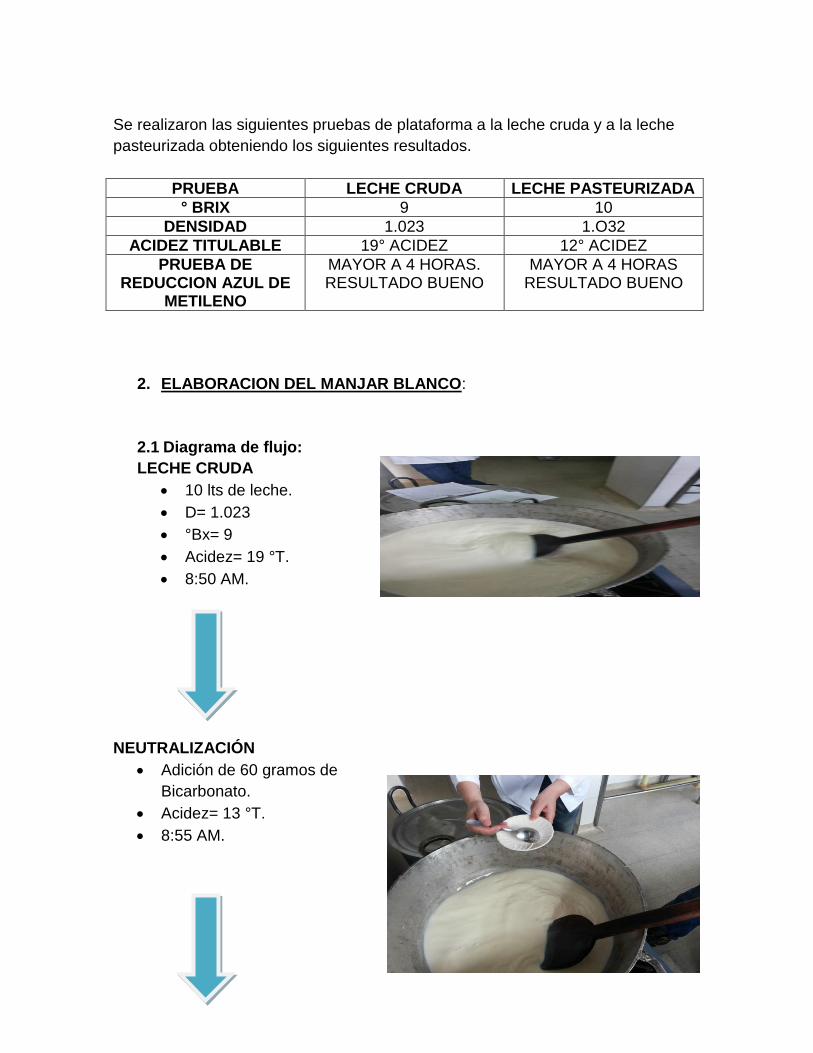
2. ELABORACION DEL MANJAR BLANCO:
2.1 Diagrama de flujo:
LECHE CRUDA
10 lts de leche.
D= 1.023
°Bx= 9
Acidez= 19 °T.
8:50 AM.
NEUTRALIZACIÓN
Adición de 60 gramos de
Bicarbonato.
Acidez= 13 °T.
8:55 AM.
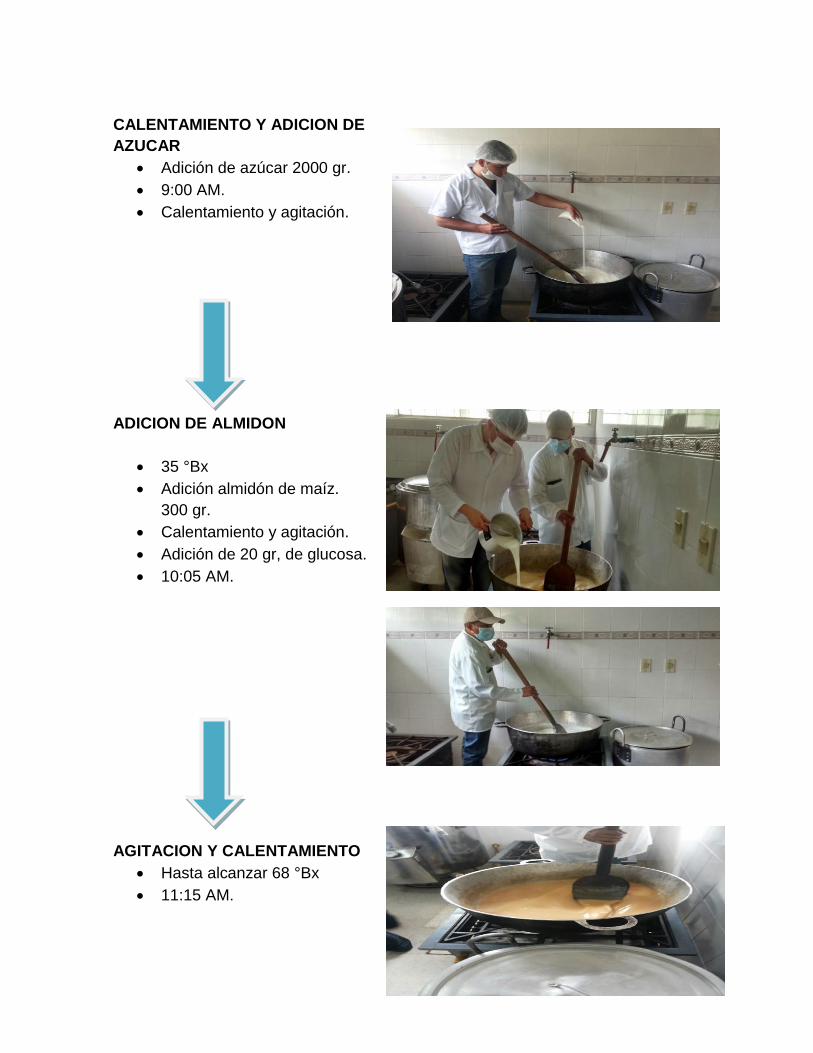
CALENTAMIENTO Y ADICION DE
AZUCAR
Adición de azúcar 2000 gr.
9:00 AM.
Calentamiento y agitación.
ADICION DE ALMIDON
35 °Bx
Adición almidón de maíz.
300 gr.
Calentamiento y agitación.
Adición de 20 gr, de glucosa.
10:05 AM.
AGITACION Y CALENTAMIENTO
Hasta alcanzar 68 °Bx
11:15 AM.
ENFRIADO
Descenso de temperatura
a 30 °C aproximadamente.
11:45 AM.
EMPACADO
Se traspasa a recipientes.
11:50 AM_
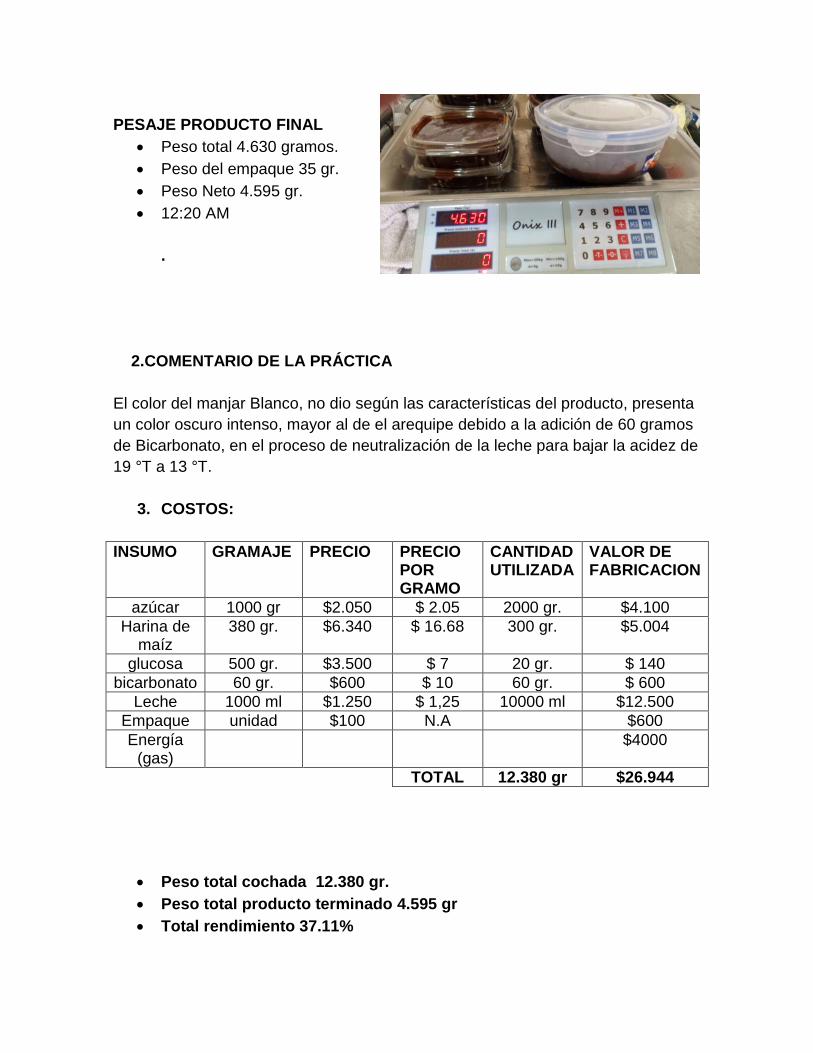
PESAJE PRODUCTO FINAL
Peso total 4.630 gramos.
Peso del empaque 35 gr.
Peso Neto 4.595 gr.
12:20 AM
.
2.COMENTARIO DE LA PRÁCTICA
El color del manjar Blanco, no dio según las características del producto, presenta
un color oscuro intenso, mayor al de el arequipe debido a la adición de 60 gramos
de Bicarbonato, en el proceso de neutralización de la leche para bajar la acidez de
19 °T a 13 °T.
3. COSTOS:
INSUMO GRAMAJE PRECIO PRECIO POR GRAMO
CANTIDAD UTILIZADA
VALOR DE FABRICACION
azúcar 1000 gr $2.050 $ 2.05 2000 gr. $4.100
Harina de maíz
380 gr. $6.340 $ 16.68 300 gr. $5.004
glucosa 500 gr. $3.500 $ 7 20 gr. $ 140
bicarbonato 60 gr. $600 $ 10 60 gr. $ 600
Leche 1000 ml $1.250 $ 1,25 10000 ml $12.500
Empaque unidad $100 N.A $600
Energía (gas)
$4000
TOTAL 12.380 gr $26.944
Peso total cochada 12.380 gr.
Peso total producto terminado 4.595 gr
Total rendimiento 37.11%

Valor de fabricación de 4.595 gr. $ 26.944
Valor del gramo producido $ 5.86
Si lo vendemos al mismo precio del arequipe.
Valor por gramo a la venta $ 15.6
Valor a la venta de los 4.595 gr. $71.682
La ganancia obtenida seria:
Valor costo total de fabricación $ 26.944
Valor a la venta tota fabricación $ 71.682
Total utilidad $ 44.738
3.ELABORACION DE LA AVENA CUBANA
DESARROLLO DE LA PRÁCTICA.
3.1PRUEBAS DE PLATAFORMA:
En la práctica de laboratorio se realizaron las siguientes pruebas de plataforma:
Medidas en litros de las cantidades necesarias de líquidos a utilizar.
10 Lt. de Leche 7 Lt. de Agua
Medidas de Temperatura
Calentar la solución de leche y agua hasta logra una temperatura de:

45°C 70°C 85°C
Medidas en Gramos
720 gr de Azúcar 180 gr Avena 240 gr Almidón de yuca
Medidas en cucharada
2 cta de Nuez moscada 2 cta de leche condensada
Medida en Astillas
20 Astillas de Canela
E

3.2 PROCESO DE ELABORACION DE AVENA CUBANA
1.1 Diagrama de flujo:
LECHE CRUDA
Recepción y filtrado
Pruebas de plataforma Pi x Bx. th. T°
Terminación 63°c x 30´ 85°C X 10´
11: 40 AM
CALENTAMIENTO
Calentamiento a 45°C
12:20 del medio día
ADICION DE INGREDIENTES
Adición 1 lt de agua con 20 astillas de canela 1 cta de nuez moscada y 720
gr de azúcar, 2 cta de esencia de vainilla y 2 cta de esencia de Arequipe.
Adicionar 2 litros de agua disuelta en 240 gr almidón de yuca, 180 g de
avena 1020 gr de leche en polvo, 2 cta leche condensada y 12 gr de
conservante.
12: 35 del medio día
CALENTAMIENTO
Calentamiento y agitación hasta lograr una temperatura de 70°C
1:00 pm
ADICION DE GOMA XANTA
Adición DE 12 gr de goma xanta disuelta en 1lt de agua almidón de maíz.
1: 15 pm
CALENTAMIENTO
Calentamiento y agitación hasta lograr 85°C
1: 30 pm
Agitación durante 10 mn y quitar del fuego.
ENFRIADO
1: 45 pm
3:00pm total duración de enfriamiento
EMPACADO
3: 15 pm
Se procede a embazar el producto terminado.
Total producido 123 lt.
COMENTARIO DE LA PRÁCTICA
En la elaboración de la avena cubana podemos ver que es importante la utilización
de todos los ingredientes en su totalidad y en las cantidades necesarias para
obtener el producto deseado. Antes de iniciar colocando los litros de leche al
fuego debemos tener muy claro la cantidad de agua y leche a utilizar, tener
disuelto todos los ingredientes en sus cantidades necesarias y listos para agregar.
Luego proceder a la elaboración y mantener revolviendo el contenido para que no
se peque o se hagan grumos colocar a fuego lento, estar pendiente de la
temperatura y evitar que otras personas hagan parte de la elaboración ya que el
cambio de mano podrá ocasionar que la avena se corte o el ingresar un
instrumento que hayas llevado a la boca. Se recomienda utilizar recipientes
plásticos, cucharas de madera y dejar todo listo antes de iniciar.
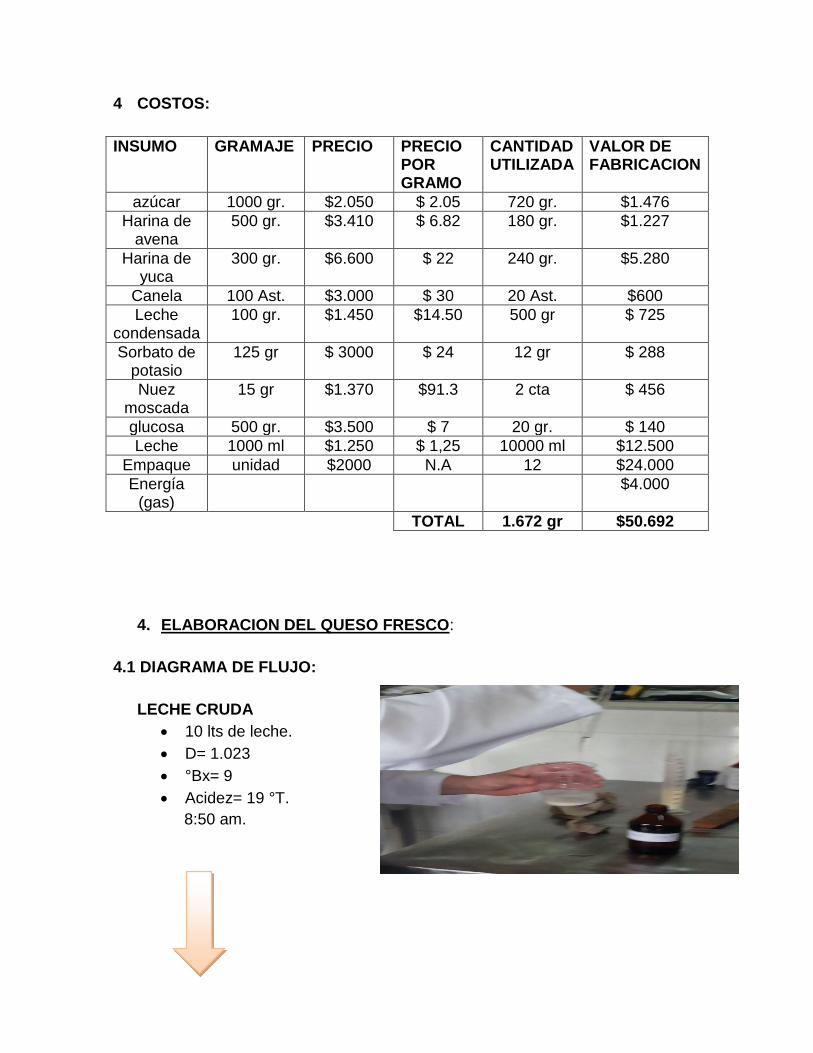
4 COSTOS:
INSUMO GRAMAJE PRECIO PRECIO POR GRAMO
CANTIDAD UTILIZADA
VALOR DE FABRICACION
azúcar 1000 gr. $2.050 $ 2.05 720 gr. $1.476
Harina de avena
500 gr. $3.410 $ 6.82 180 gr. $1.227
Harina de yuca
300 gr. $6.600 $ 22 240 gr. $5.280
Canela 100 Ast. $3.000 $ 30 20 Ast. $600
Leche condensada
100 gr. $1.450 $14.50 500 gr $ 725
Sorbato de potasio
125 gr $ 3000 $ 24 12 gr $ 288
Nuez moscada
15 gr $1.370 $91.3 2 cta $ 456
glucosa 500 gr. $3.500 $ 7 20 gr. $ 140
Leche 1000 ml $1.250 $ 1,25 10000 ml $12.500
Empaque unidad $2000 N.A 12 $24.000
Energía (gas)
$4.000
TOTAL 1.672 gr $50.692
4. ELABORACION DEL QUESO FRESCO:
4.1 DIAGRAMA DE FLUJO:
LECHE CRUDA
10 lts de leche.
D= 1.023
°Bx= 9
Acidez= 19 °T.
8:50 am.
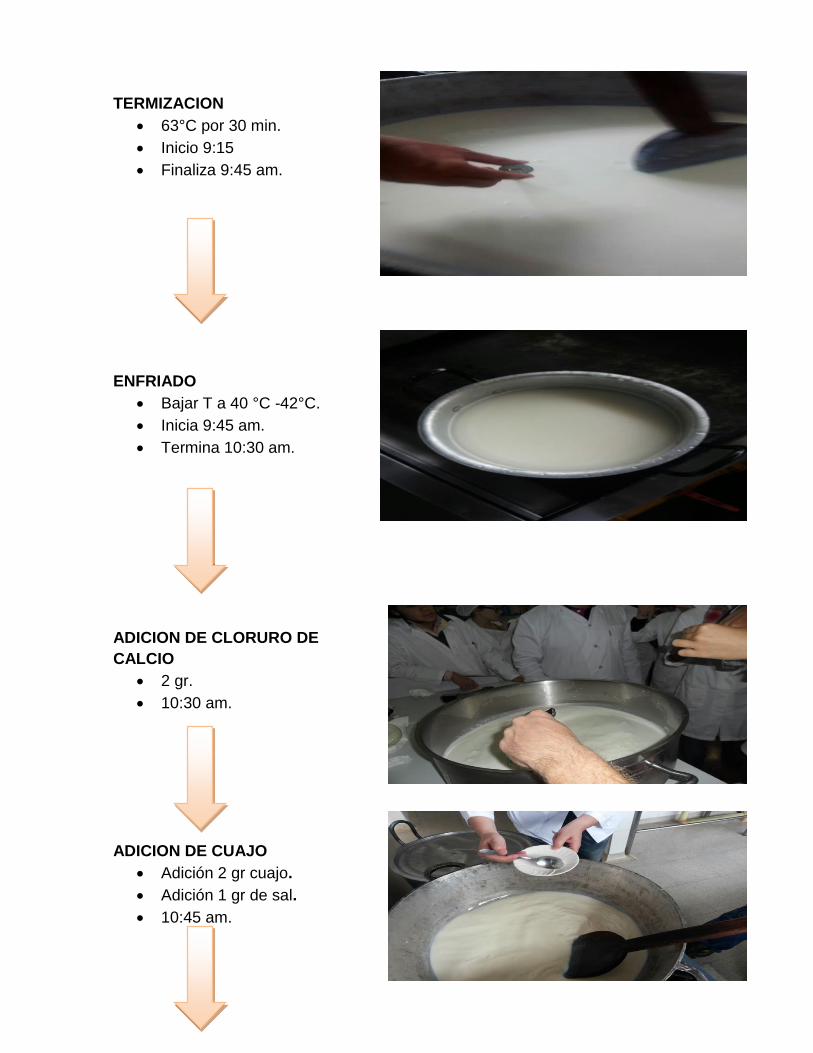
TERMIZACION
63°C por 30 min.
Inicio 9:15
Finaliza 9:45 am.
ENFRIADO
Bajar T a 40 °C -42°C.
Inicia 9:45 am.
Termina 10:30 am.
ADICION DE CLORURO DE
CALCIO
2 gr.
10:30 am.
ADICION DE CUAJO
Adición 2 gr cuajo.
Adición 1 gr de sal.
10:45 am.
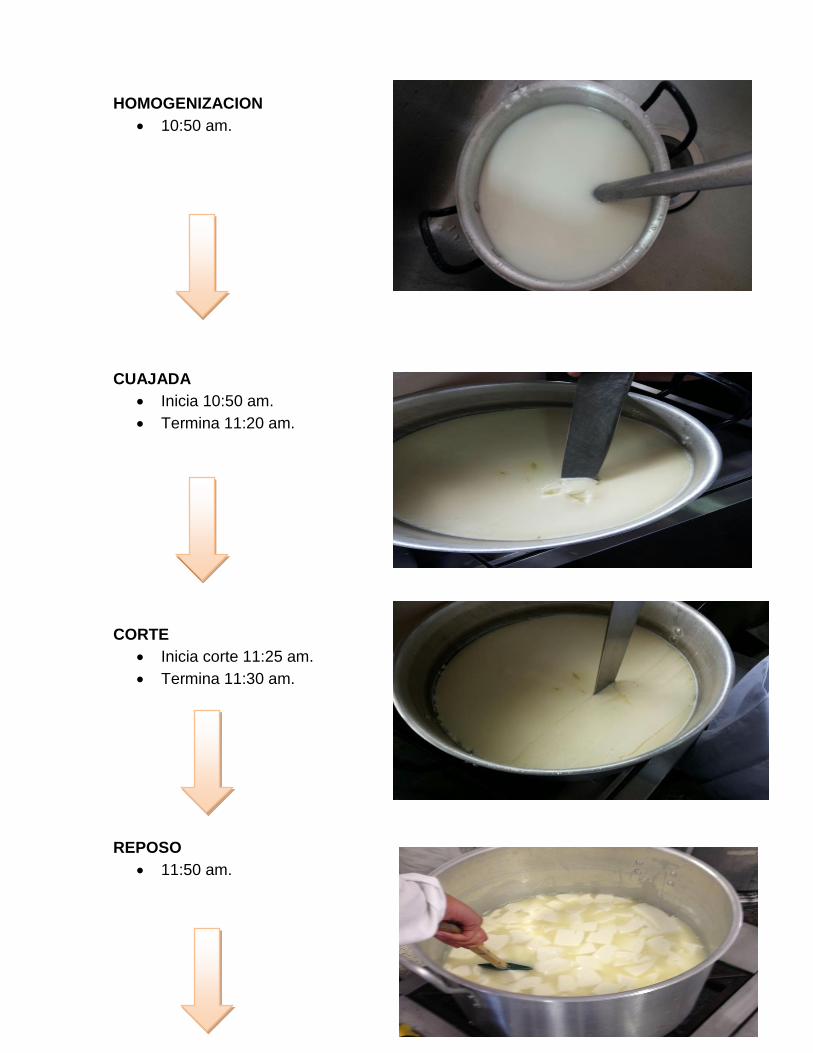
HOMOGENIZACION
10:50 am.
CUAJADA
Inicia 10:50 am.
Termina 11:20 am.
CORTE
Inicia corte 11:25 am.
Termina 11:30 am.
REPOSO
11:50 am.
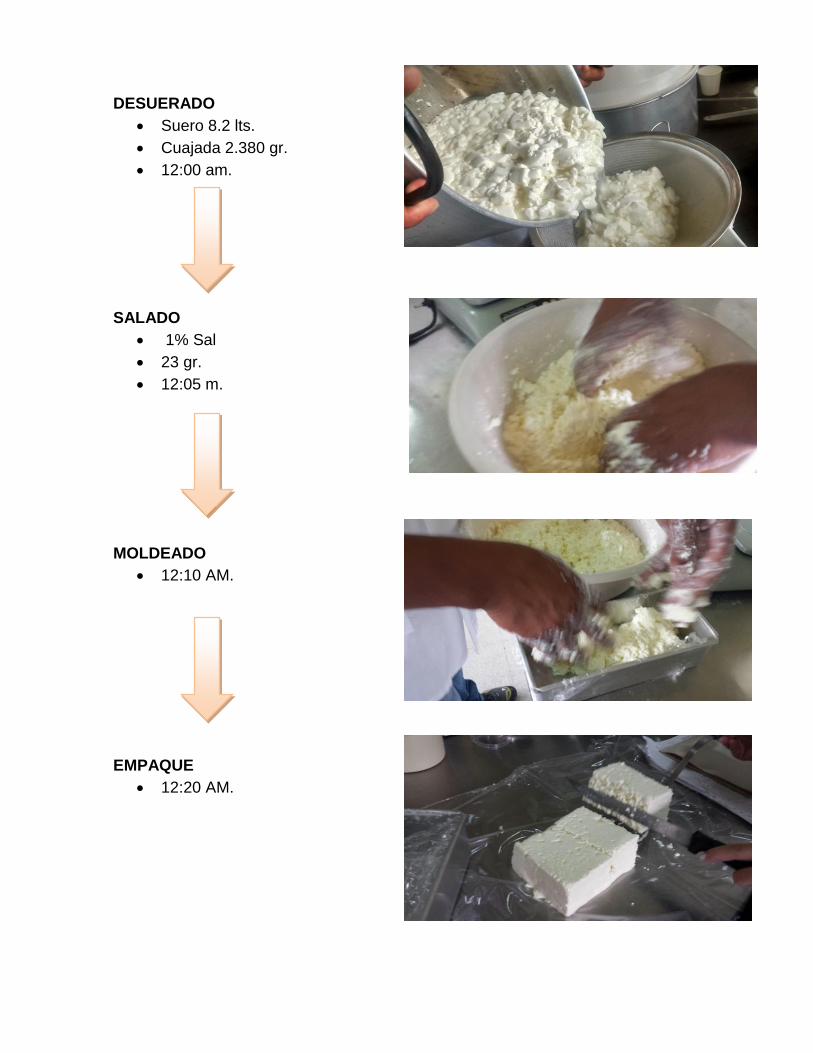
DESUERADO
Suero 8.2 lts.
Cuajada 2.380 gr.
12:00 am.
SALADO
1% Sal
23 gr.
12:05 m.
MOLDEADO
12:10 AM.
EMPAQUE
12:20 AM.
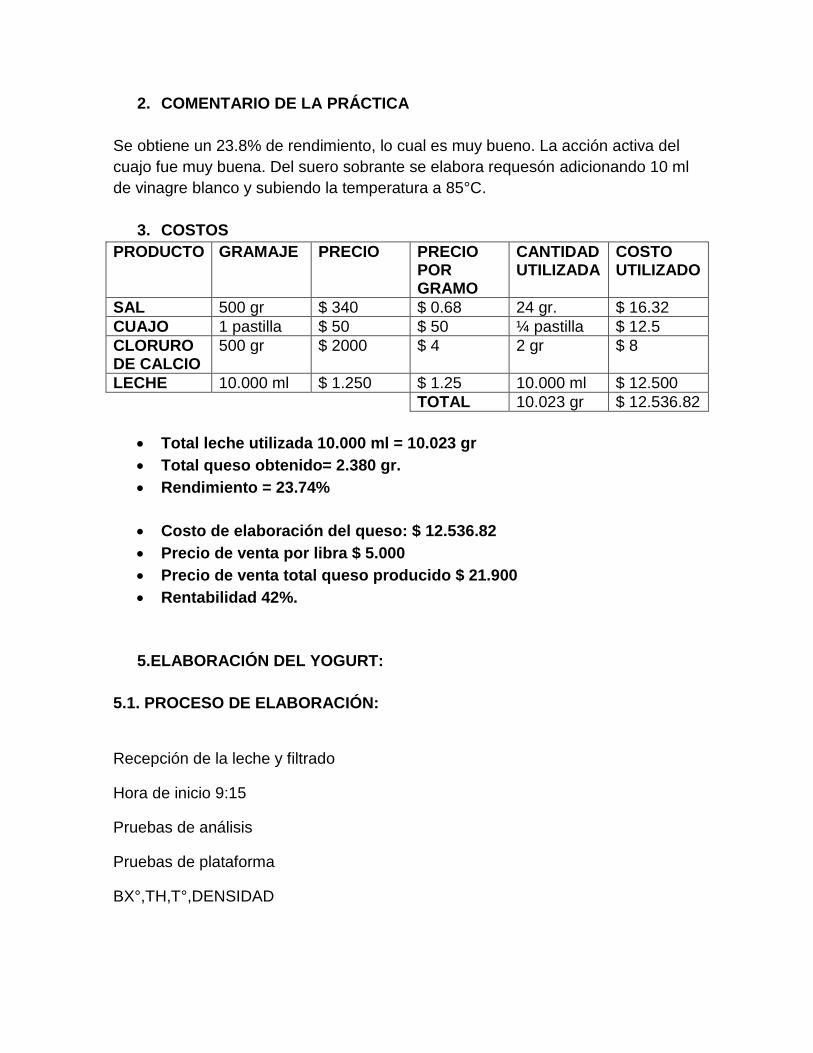
2. COMENTARIO DE LA PRÁCTICA
Se obtiene un 23.8% de rendimiento, lo cual es muy bueno. La acción activa del
cuajo fue muy buena. Del suero sobrante se elabora requesón adicionando 10 ml
de vinagre blanco y subiendo la temperatura a 85°C.
3. COSTOS
PRODUCTO GRAMAJE PRECIO PRECIO POR GRAMO
CANTIDAD UTILIZADA
COSTO UTILIZADO
SAL 500 gr $ 340 $ 0.68 24 gr. $ 16.32
CUAJO 1 pastilla $ 50 $ 50 ¼ pastilla $ 12.5
CLORURO DE CALCIO
500 gr $ 2000 $ 4 2 gr $ 8
LECHE 10.000 ml $ 1.250 $ 1.25 10.000 ml $ 12.500
TOTAL 10.023 gr $ 12.536.82
Total leche utilizada 10.000 ml = 10.023 gr
Total queso obtenido= 2.380 gr.
Rendimiento = 23.74%
Costo de elaboración del queso: $ 12.536.82
Precio de venta por libra $ 5.000
Precio de venta total queso producido $ 21.900
Rentabilidad 42%.
5.ELABORACIÓN DEL YOGURT:
5.1. PROCESO DE ELABORACIÓN:
Recepción de la leche y filtrado
Hora de inicio 9:15
Pruebas de análisis
Pruebas de plataforma
BX°,TH,T°,DENSIDAD

TAMIZACIÓN
63°C POR 30 MIN
85°C POR 10 MIN
OBSERVACIÓN. No se utilizó leche pasteurizada.
Preparación
Calentar la leche de 40 a 42 °c (choque térmico)
Preparación de la mérmela
Adicionar pulpa fresa y piña hervir por 20 minutos adicionar 250 gr de azúcar y
calentar a 80 grados por 60 minutos para obtener la mermelada para el yogur.
Inoculación de cultivos
Adicionar los cultivo cuando la leche se encuetres entres los 40-42° y mantener
esta temperatura por 4 horas. Debe estar a 90°th.
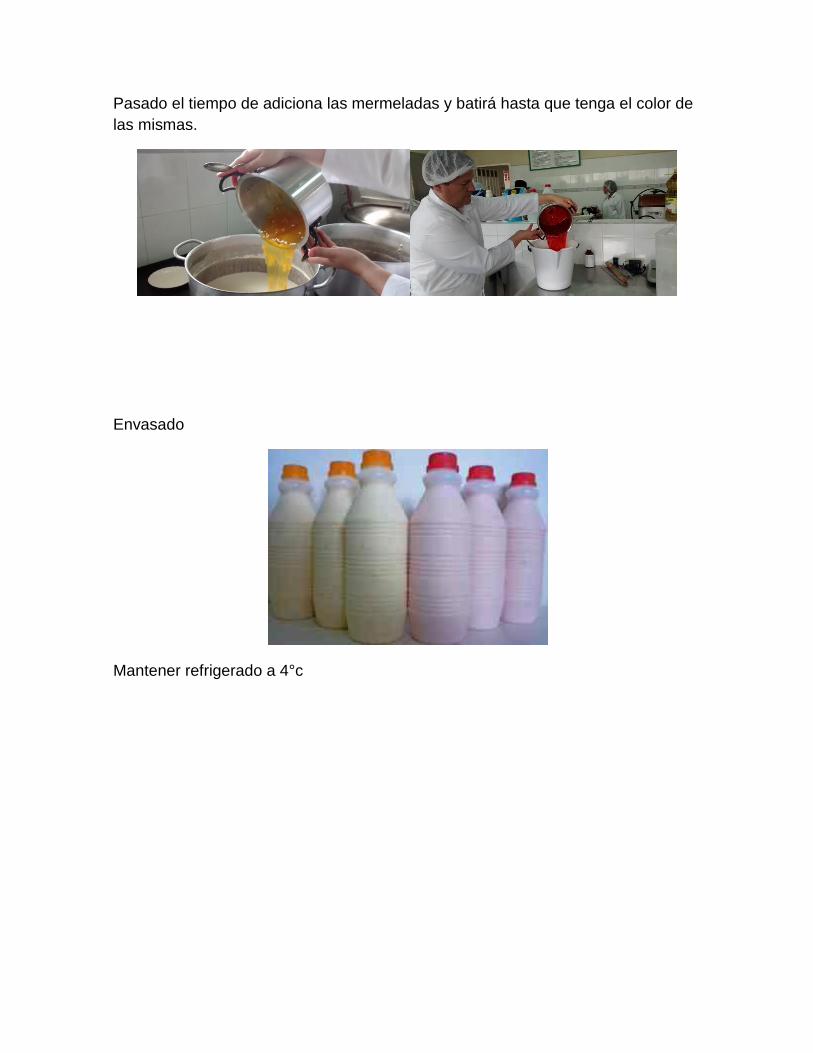
Pasado el tiempo de adiciona las mermeladas y batirá hasta que tenga el color de
las mismas.
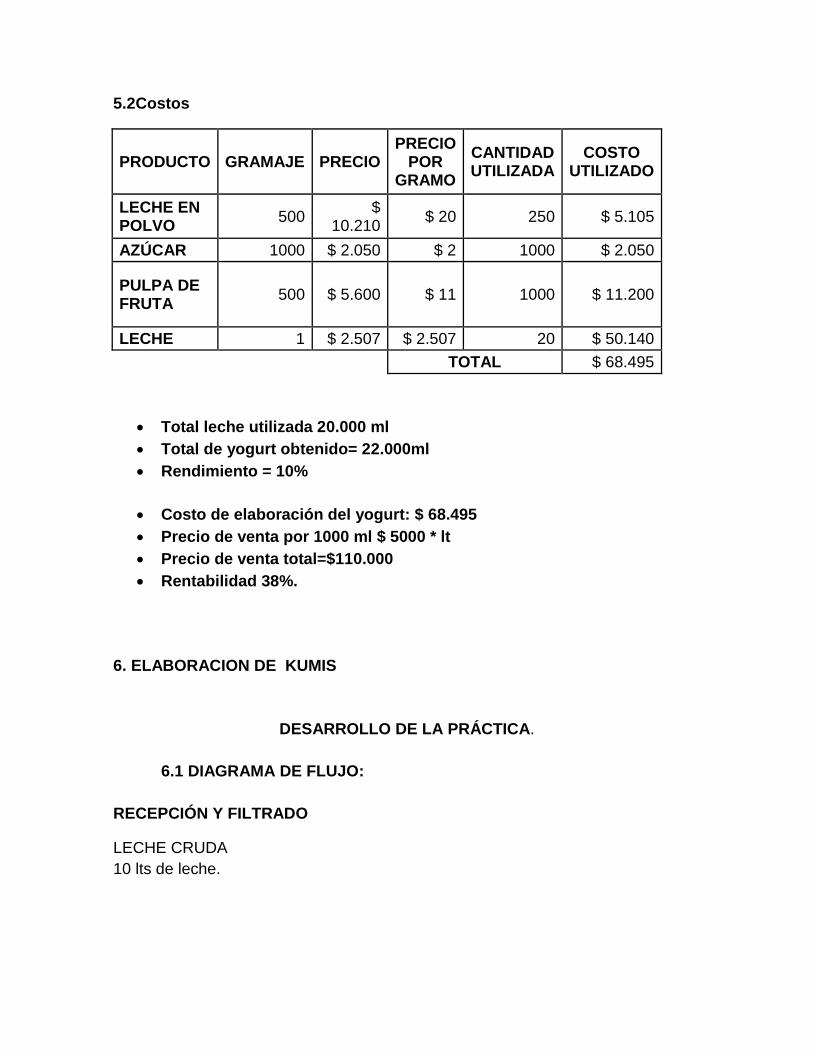
Envasado
Mantener refrigerado a 4°c
5.2Costos
PRODUCTO GRAMAJE PRECIO PRECIO
POR GRAMO
CANTIDAD UTILIZADA
COSTO UTILIZADO
LECHE EN POLVO
500 $
10.210 $ 20 250 $ 5.105
AZÚCAR 1000 $ 2.050 $ 2 1000 $ 2.050
PULPA DE FRUTA
500 $ 5.600 $ 11 1000 $ 11.200
LECHE 1 $ 2.507 $ 2.507 20 $ 50.140
TOTAL $ 68.495
Total leche utilizada 20.000 ml
Total de yogurt obtenido= 22.000ml
Rendimiento = 10%
Costo de elaboración del yogurt: $ 68.495
Precio de venta por 1000 ml $ 5000 * lt
Precio de venta total=$110.000
Rentabilidad 38%.
6. ELABORACION DE KUMIS
DESARROLLO DE LA PRÁCTICA.
6.1 DIAGRAMA DE FLUJO:
RECEPCIÓN Y FILTRADO
LECHE CRUDA
10 lts de leche.
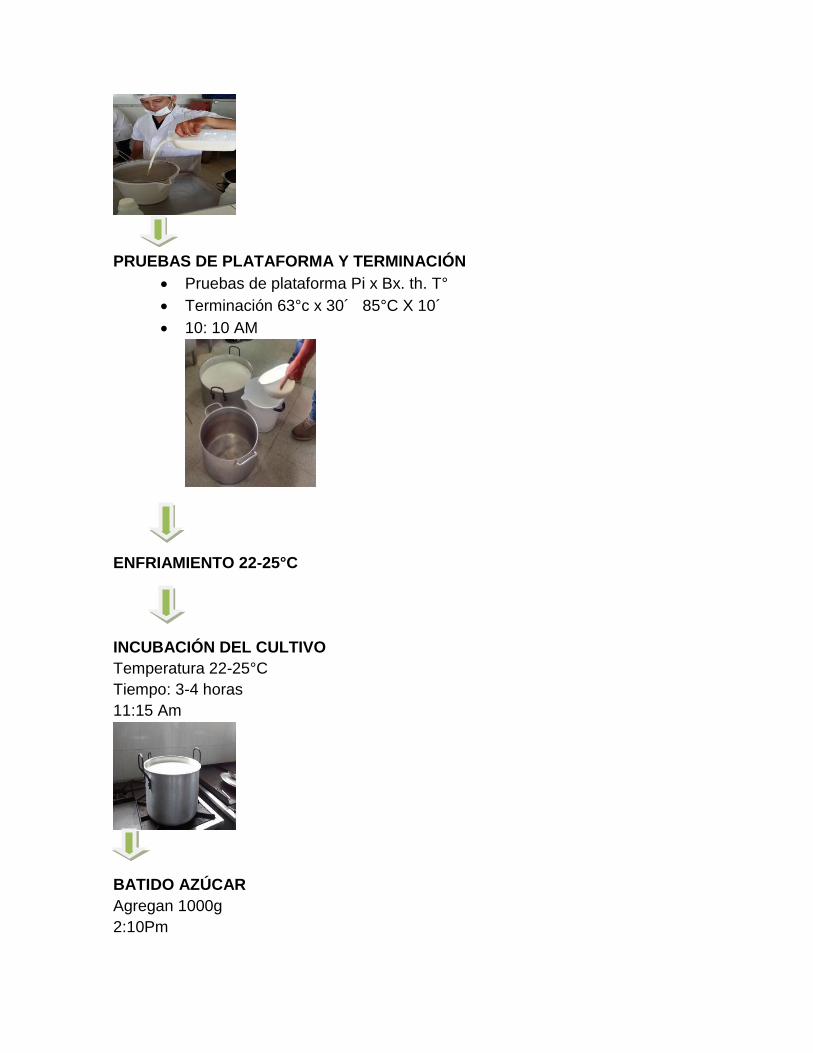
PRUEBAS DE PLATAFORMA Y TERMINACIÓN
Pruebas de plataforma Pi x Bx. th. T°
Terminación 63°c x 30´ 85°C X 10´
10: 10 AM
ENFRIAMIENTO 22-25°C
INCUBACIÓN DEL CULTIVO
Temperatura 22-25°C
Tiempo: 3-4 horas
11:15 Am
BATIDO AZÚCAR
Agregan 1000g
2:10Pm

ENVASADO Y ALMACENAMIENTO
En envases plásticos esterilizados
6.2COMENTARIO DE LA PRÁCTICA:
La incubación de la leche al agregarle el cultivo se realiza a temperatura ambiente
y se debe mantener la temperatura constante para que el cultivo se desarrolle y de
el espesor y sabor característico del kumis.
La fermentación se debe mantener esta que el producto tenga las características
deseadas y se debe envasar en recipientes esterilizados.
6.3COSTOS
PRODUCTO GRAMAJE PRECIO PRECIO POR GRAMO
CANTIDAD UTILIZADA
COSTO UTILIZADO
AZÚCAR 1000 gr $ 2050 $ 2.05 1000gr. $ 2050
CULTIVO DE KUMIS
sobre $ 8000 $ 8000 1 sobre $ 8000
LECHE 1000 ml $ 2507 $ 2.50 10.000 ml $ 25507
TOTAL $ 35.557

Total leche utilizada 10.000 ml
Total de Kumis obtenido= 10.100ml
Rendimiento = 1%
Costo de elaboración del Kumis: $ 35.557
Precio de venta por litro $ 5000 * lt
Precio de venta total=50.500
Rentabilidad 29.6%.
CONCLUSIONES
La leche como materia prima permite la utilización de todos los derivados y
subproductos, en otras palabras no se desperdicia nada.
La calidad de todos los productos depende de la calidad de la leche
determinada en las pruebas de plataforma.
Los tiempos en los procesos lácteos son fundamentales para conservar las
características de los productos.
La rentabilidad observada en los productos realizados es bastante alta.
REFERENCIAS BIBLIOGRAFICAS.
http://turnkey.taiwantrade.com.tw/showpage.asp?subid=074&fdname=FOO
D+MANUFACTURING&pagename=Planta+de+produccion+de+yogurt
http://www.infolactea.com/descargas/biblioteca/291.pdf
http://es.slideshare.net/ToniDuque/proceso-industrial-de-la-leche-el-yogurt-
y-el-helado-11467868
http://www.zonadiet.com/bebidas/leche.htm