







Idiomas
Páginas
Jurídico


INSTITUTO POLITECNICO NACIONAL
Escuela Superior de Ingeniería Química e Industrias Extractivas
PROYECTO PARA LA FABRICACION Y COMERCIALIZACION
DE GATOS HIDRAULICOS CON CAPACIDAD DE 7 TONELADAS
T E S I SQue para obtener e l Título de
INGENIERO QUIMICO INDUSTRIAL
p r e s e n t a
ROLANDO MORAN ORTA
México, D. F. 198S

m INSTITUTO POLITECNICO NACIONAL^005/ í í á r a t E SCU E LA SU PER IO R DE IN G E N IE R IA Q U IM ICA E IN D U STR IA S E X TR A CT IV A SD IV ISIO N DE SISTEM AS DE T IT U LA CIO N
T-138/85bl CK I T A K IA
ni.ujuiaudn i'ttJucA Meneo, d f 2 d e d i c i e m b r e d e1985.
C. ROLANDO MCRAN ORTAPasante de Ingeniero QUIMICO INDUSTRIAL 1966-1970Presente
E l tema de trabajo y/o tesis para su examen profesional en la opcion TESIS TRADICIONAL INDIVIDUAL
es propuesto por el C. IN6. RUBEN LEMUS BARRON , quien sera el responsable
de la calidad de trabajo que usted presente, nferida t i tta ü “ PROYECTO PARA LA FABRICACION V COMERCIALIZACION DE GATOS HIDRAULICOS CON CAPACIDAD DE 7 TONS.:
el cual deberá usted desarrollar de acuerdo con el siguiente orden
residen ’ í ;INTRODUCCION"
I.- GENERALIDADES l l . i ESTUDIO DE MERCADO
I I I . - ESTUDIO TECNICO ¡IV.- ESTUDIO ECONOMICO V.- ESTUDIO FINANCIERO ' ■
VI.- CONCLUSIONES BIBLIOGRAFIA
2 .2
ING. RÚBÉTlEMUS BARRONEl Je fe del Departamento de Opción
ING. RUBEHTETCÜS BARRONEl Je fe de la División de Sistemas de Titulación
ING. RUBEN LEMUS BAntfONEl Profesor Orientador
cmha

A MIS PADRES HIPOLITO Y MAlJG-UlirA,
A M I ESPOSA ESTHEH X A MIS HIJAS CYNTHIA Y LILST.
A MIS HERMANOS: EDGARDO,MARCO ALBEaTICO Y EDNA.

PROYECTO PARA LA FABRICACION Y COMERCIALIZACION
DE GATOS HIDRAULICOS CON CAPACIDAD DE 7 TONS

I N D I C E
PAGINA
INTRODUCCION............................................. 1
1. GENERALIDADES........................................ ' 2
2. ESTUDIO DE MERCADO................................. 7
2.1. ANTECEDENTES ESTADISTICOS................... 7
2.2. DATOS NO ESTADISTICOS........................ 8
2.3. RECOPILACION DE INFORMACION DE CAMPO....... 11
2.4. CODIFICACION................................... 14
2.5. TABLA DE RESULTADOS.......................... 16
2.6. INFORME DE RESULTADOS........................ 17
3. ESTUDIO TECNICO..................................... 19
3.1. TAMAÑO DE LA PLANTA.......................... 19
3.2. VOLUMENES DE PRODUCCION PARA EL GATO DE 7 TONELADAS...................................... 20
3.3. CLASIFICACION DE LOS PROCESOS DE PRODUCCION PARA EL GATO HIDRAULICO..................... 22
3.4. SISTEMA DE DECISION PARA EL PROCESO DEL -GATO HIDRAULICO............................... 23
3.5. DISTRIBUCION EN PLANTA....................... 39
3.6. LOCALIZACION................................... 49
3.6.1. MACROLOCALIZACION.......................... 49
3.6.2. MICROLOCALIZACION.......................... 53
4. ESTUDIO ECONOMICO................................... 55
4.1. CALCULO DEL PRECIO DE VENTA................. 55
4.2. CALCULO DEL PUNTO DE EQUILIBRIO............ 58
PAGINA
5. ESTUDIO F I N A N C I E R O ..................................... 61
5.1. PRONOSTICO F I N A N C I E R O ........................... 61
6. C O N C L U S I O N E S ............................................ 68
B I B L I O G R A F I A ................................................. 69

R E S U M E N
Este proyecto de fabricación y comercialización de gatos Hidráulicos
tiene como objetivo satisfacer la necesidad futura de ellos por parte
de vehículos ligeros cuyo peso sea de 5 a 7 toneladas. El tipo de —
gato propuesto ofrece las siguientes ventajas: ocupar menor espacio,
ofrece mayor seguridad, requiere menor esfuerzo para operarlo, tiene
mayor vida útil y es de uso generalizado; todo lo anterior comparán
dolo con los otros tipos que hay en el mercado. Como producto compe
titivo se tiene el gato hidráulico de 6 toneladas pero éste tiene un
precio mayor.
La demanda total para 1986 se estima en 7600 gatos, los componentes —
que se fabricarán son: la base, el cilindro principal, el pistón prin
cipal, el tornillo de elevación, el cuerpo tanque y la tuerca tapa; -
las demás partes serán compradas o maquiladas.
La planta trabaja actualmente a un 60 °/o de su capacidad como el volu
men de producción de gatos de 7 toneladas representa un 4 °/o de la pro
ducción actual no se justifica una inversión adicional en maquinaria.
La planta se localiza en la ciudad de Saltillo, Coahuila.
Se requieren para la fabricación materiales ferrosos, de aluminio y —
hule los cuales se pueden conseguir en el propio Saltillo y en Monte -
rrey, Nuevo León.
Del estudio se desprende que se cuenta en el lugar escogido para su —
ubicación con mano de obra calificada, suficientes vías de comunicacifln
fuentes de energía y servicios públicos.
Por el pronóstico financiero se espera que el proyecto sea rentable.

1
I N T R O D U C C I O N
En base al decreto publicado el 21 de Diciembre de 1981 en el -
Diario Oficial en el que se establecen los promedios de rendí —
miento mínimo de combustible por empresa a partir de 1982, con -
el fin de racionalizar el consumo de combustible de 7.5 km/litro
a 11 km/litro y reducir la contaminación ambiental en 1980.
Por lo tanto los automóviles tendrán un menor tamaño y peso.
Las plantas armadoras deberán producir vehículos ligeros con m e
nos peso vehicular y con capacidad de carga intermedia a la exis
tente en el mercado.
Este proyecto tiene como objetivo satisfacer la necesidad futura
de gatos hidráulicos del mercado automotriz para este tipo de ve
hículos, ya que actualmente se producen gatos hidráulicos con ca
pacidades de 1.5, 3, 5, 8, 12 y 20 toneladas, quedando descubier
to el rango de 5 a 8 toneladas.

2
1.- G E N E R A L I D A D E S
ANTECEDENTES:
Nos referiremos al año de 1974, que' fue cuando se estableció en
la Cd. de Saltillo, Coah., la planta de gatos hidráulicos del -
Grupo Industrial Saltillo, con la tecnología de Hein Werner de -
Estados Unidos.
Teniendo como finalidad abastecerle al mercado automotriz estas
piezas para cubrir sus necesidades y las necesidades del mercado
independiente, con la mejor calidad y servicio.
DEFINICION:
Gato:
Aparato propio para elevar o arrastrar a cortas alturas o distan
cias carga muy pesada.
TIPOS DE GATOS:
Existen varios tipos de gatos, siendo los más usuales los siguien
tes:
Gato de Cremallera:
Consta de una caja o bastidor muy robusto provisto de un sistema
de engranajes accionado por una manivela cuyo movimiento se - -
transmite a una cremallera. A la desmultiplicación considerable
del movimiento de la manivela corresponde una multiplicación de
la fuerza aplicada en la misma, transmitida por el cabezal de la
cremallera, se puede emplear una barra roscada.

3
Gato de Tijera:
Consiste en un paralelogramo deforraable, en cuyos vértices opues
tos llevan taladros roscados en los cuales se atornilla una v a
rilla roscada, la izquierda en una de sus mitades y a la derecha
en la otra.
Gatos Hidráulicos:
Constan de un cilindro y de un émbolo prolongado por un vástago;
la inyección de aceite en el cilindro obtenida con una bomba de
émbolo accionado por una varilla, obliga al émbolo del cilindro
a levantar la carga.
Dentro de este tipo de gatos los que comunmente se usan son de -
patín y de botella. El gato de patín es propio para usarse en -
talleres por sus dimensiones y su peso. El gato de botella es -
propio para usarse en vehículos automotores, debido a que por -
sus dimensiones y su peso es de fácil manejo.
VENTAJAS Y DESVENTAJAS
El gato hidráulico de botella presenta las siguientes ventajas -
con respecto a los otros tipos:
Es compacto y por consiguiente ocupa poco espacio.
Ofrece mayor seguridad.
Requiere de un menor esfuerzo para operarlo.
Su vida útil es mayor, excepto contra el de patín.
Es de más fácil operación.
Su uso es generalizado en los talleres de servicio.
Es ideal para usarse en camiones ligeros y pesados para situacio
nes de emergencia.
El gato hidráulico de botella presenta las siguientes desventa--

4
jas
Su colocación presenta cierto grado de incomodidad, ya que debe apoyarse en puntos de soporte del chasis o en ejes de las ruedas .
Su precio de adquisición es más alto.
Por su altura, su uso está limitado en cierto tipo de vehículos compactos.
CARACTERISTICAS:
El gato hidráulico que se producirá en este proyecto tendrá una
capacidad de 7 toneladas, lo que permitirá ser utilizado en cier
tos tipos de camiones con peso bruto vehicular de hasta 7 tonela
d as.
Su forma y sus componentes están indicados en la Figura No. 1.
Sus principales dimensiones generales son:
La base es de forma rectangular teniendo 0.118 m. de un lado y -
0.163 m. del otro lado.
Su altura mínima es considerada cuando el tornillo de elevación
está en su posición más baja, siendo de 0.228 m.
Su altura máxima es considerada cuando el tornillo de elevación
está en su posición más alta y es de 0.465 m.
La carrera del pistón es el desplazamiento máximo de este, cuan
do el gato cambia de su posición de altura mínima a altura máxima, -
siendo de 0.164 m. ■
La carrera del tornillo de elevación es la distancia máxima que
éste puede salir del pistón y es de 0.069 m.
k'ste g o hidráulico tendrá un peso aproximado de 5.80 k g .

COMPONtATLs P R I N C I P A L E S1 i B\SL.2) C ü l RHC O TANO'JE.3) TORNILLO PE E L E V A C I O N . 4 J T O R N I L L O DE D E S C A R G A .5) C O N J U N T O ESLABON.6) VARILLA ACCIONADOR\.
FIGURA No. 1

6
MODO DE OPERAR:
1.- El gato hidráulico antes de utilizarse se deberá verificar -
que el tornillo de elevación esté en su posición más baja y
que el t o m i l l o de descarga esté cerrado.
2.- Se coloca el gato hidráulico debajo del vehículo buscando -
que quede bien apoyado el tornillo de elevación y la ba^e.
3.- Se introduce la varilla accionadora en el conjunto eslabón.
4.- Se acciona la varilla verticalmente para levantar el vehícu
lo lo necesario. La altura requerida es ajustable mediante -
el tornillo de elevación.
5.- Una vez realizada la operación requerida se gira el tornillo
de descarga, permitiendo que el tornillo de elevación regre
se a su posición normal.
6.- Se deberá girar el tornillo de descarga en sentido contrario
para cerrarlo, debiendo quedar en posición de ser utilizado
nuevamente como de indica en el punto # 1.

7
2.- E S T U D I O D E M E R C A D O
L.- ANTECEDENTES ESTADISTICOS.
Producción Interna de Gatos Hidráulicos.
Para este punto se está considerando la producción anual -
apróximada de la empresa que fabricará el gato, tanto de -
esa pieza como los de diferentes capacidades.
GATO DE 7 T O N E L A D A S ....................... 0
GATO DE OTRAS CAPACIDADES ................ 200,000 ANUAL
Producción de Camiones.
A continuación se indican las cantidades que se estima fa
bricarán las plantas armadoras de 1936 a 1990.
Exportación.
Actualmente la producción de la empresa solamente se desti
na a las necesidades del mercado nacional.
PRODUCCION PARA 1986
PRODUCCION PARA 1987
PRODUCCION PARA 1988
PRODUCCION PARA 1989
PRODUCCION PARA 1990
5,000 CAMIONES
5,500 CAMIONES
6,300 CAMIONES
7,600 CAMIONES
9,100 CAMIONES
GATO DE 7 TONELADAS ------
GATOS DE OTRAS CAPACIDADES
0
0

8
Importación.
Las empresas automotrices están cubriendo sus necesidades
de gatos hidráulicos de los fabricantes nacionales y efec
túan importaciones en caso de que tengan incrementos en su
producción y que el fabricante de gatos no pueda cubrir -
esos aumentos.
GATO DE 7 TONELADAS ........................ 0
GATO DE OTRAS C A P A C I D A D E S ---------- ------0
Precio del Producto y de Posibles Sustitutos
El precio de venta al público del producto será menor al -
que se tiene actualmente en el mercado de 8 toneladas y se
considera su posible sustituto:
GATO DE 7 TONELADAS
GATO DE 8 TONELADAS
Población Automotriz
Existen 7 plantas automotrices que fabrican camiones con -
peso bruto vehicular de 7 toneladas, apróximadamente.
2.2.- DATOS NO ESTADISTICOS.
Especificaciones Precisas del Producto.
Referente a esto, los datos que se proporcionarán, son las
dimensiones de la base y las diferentes alturas, mismas -
que se pueden apreciar en el dibujo No. 1.
$ 17,500.00
$ 2 1 ,0 0 0 . 0 0

ALTU
RA
MAXI
MA
465
NOTAReproducción autorizada por "GRUPO INDUSTRIAL SALTILLO"
I P N E S I Q 1 E
ENSAMBLE DE GATO HIDRAHULICO 7 Tons
D IBU JOEQUIPO Nol
H EV lSÓ
ACOTE S C
MM F§C1u6REA Q M S IN DIBUJO No I

9
2.2.1.- Normas Técnicas de Calidad Nacionales.
Los gatos para poder entregarse deben pasar las siguientes
pruebas de control de calidad, las cuales son verificadas
por la empresa fabricante.
a) Inspección visual.
Al 1001 de los gatos hidráulicos.
b) Prueba de carga durante 10 minutos.
Se coloca el gato hidráulico sobre la prensa en p o s i —
ción vertical aplicando cargas de 7 toneladas en tres -
posiciones, a 1 c m . , a la mitad de la carrera y en el -
punto máximo, no debiendo presentar fugas de aceite, ni
de formación permanente en sus componentes.
c) Prueba de carga combinada.
Sobre prensa hidráulica se coloca una cuña con una i n
clinación de 4 o para simular carga horizontal equivalen
te al 15% de la carga nominal vertical, aplicando c a r
gas de 7 toneladas en tres posiciones, a 1 cm., a la -
mitad de la carrera y en el punto máximo. El gato debe
funcionar correctamente y debe soportar la carga aplica
da sin sufrir ningún tipo de deformación.
2.2.2,- Estructura de los Costos de Producción de la Competencia.
No existe en el mercado este producto fabricado por la com
petencia, por lo que se carece de este dato.

10
2.2.3.- Precios de la Competencia
No existe en el mercado este producto fabricado por la com
petencia, por lo que se carece de este dato.
2.2.4.- Hábitos de Consumo de los Consumidores Potenciales
Debido a que los camiones de agencia traen gato hidráulico
su uso es habitual por los consumidores; el cual lo adquie
ren en agencia, refaccionaria o tiendas de autoservicio.
2.2.5.- Oferta de Abastecimiento del Producto, Similares y Competitivos .
Se ofrecerá el producto con el precio indicado anteriormen
te para cubrir los requerimientos de la industria automo--
triz terminal, para los camiones de peso bruto vehicular -
de 7 toneladas. Debido a que no se fabrica actualmente g a
to hidráulico de ese tipo no existen productos similares.
Como productos competitivos existen los gatos hidráulicos
de 8 toneladas, los cuales tienen un precio mayor.
2.2.6.- Comercialización: Canales, Control Estatal y Grado de C ompetencia.
La comercialización se hará directamente a las plantas a r
madoras y en el mercado independiente o mercado de revende
dores.
La presentación del producto será con una etiqueta en la -
que se indique además de la marca del fabricante, razón -
social y la capacidad del gato. Referente al empaque, este
se efectuará en cajas de cartón.

11
La venta a plantas armadoras será en forma directa a los -
correspondientes departamentos de compras y para el m e r c a
do independiente a través de distribuidores colocados en -
las ciudades de mayor población y capacidad económica y -
éstos a los mayoristas.
2.2.7.- Condiciones Especiales para Entrar en el Mercado
No existe condición especial para su ingreso al mercado, -
ya que a partir del próximo año se fabricarán camiones de
7 toneladas, creando la demanda para este producto, que no
existe en el mercado.
2.2.8.- Forma de Presentación del Producto.
La presentación es la similar a los que se venden a c t u a l
mente, con su etiqueta de identificación y empaque en c a
jas de cartón.
2.3.- RECOPILACION DE INFORMACION DE CAMPO.
Se llevará a cabo una encuesta por muestreo dirigida a las
personas que utilizan camiones con peso bruto vehicular de
más de 5 toneladas.
Mediante esta encuesta se buscará conocer la aceptación -
del gato hidráulico de botella con respecto a su seguridad,
su precio y su facilidad de manejo.
La encuesta se llevará a cabo mediante el formato e l a b o r a
do para este propósito, que contiene preguntas de opción -
múltiple, si o no y de jerarquización.

12
E N C U E S T A
(Muestra Piloto)
NOMBRE: __________ ________________________________________________________
E D A D : ______________ ______________________________________________________
OCUPACION: ________________________________._______________________________
SEXO: __________ ______________________________________________________
FAVOR DE CONTESTAR LO MAS REAL A LAS PREGUNTAS QUE SE LE HACEN.
MARQUE CON UNA "X" O NUMEROS SU RESPUESTA.
1.- TIPO DE VEHICULO QUE POSEE.
AUTOMOVIL ( ) CAMION LIGERO ( ) CAMION ( )
2.- ¿QUE GATOS MECANICOS CONOCE?
DE TIJERA ( ) DE CREMALLERA ( ) HIDRAULICO DE BOTELLA ( )
3.- ¿CUAL ES EL GATO QUE HA UTILIZADO?
DE TIJERA ( } DE CREMALLERA ( ) HIDRAULICO DE BOTELLA ( )
4.- ¿QUE GATO TIENE ACTUALMENTE?
DE TIJERA C ) DE CREMALLERA ( ) HIDRAULICO DE BOTELLA ( )
5.- ¿DONDE ADQUIRIO SU GATO?
EN AGENCIA ( ) REFACCIONARIA ( ) TIENDA AUTOSERVICIO ( )
6.- ¿QUE GATO CONSIDERA DE MAYOR PRECIO?
DE CREMALLERA ( ) HIDRAULICO DE BOTELLA ( )
7.- DE ACUERDO A SU SEGURIDAD ¿COMO LOS ENUMERARIA?
DE CREMALLERA ( ) HIDRAULICO DE BOTELLA ( )
8.- DE ACUERDO A SU MANEJO ¿COMO LOS ENUMERARIA?
DE CREMALLERA ( ) HIDRAULICO DE BOTELLA ( )
9.- SEGUN SU EXPERIENCIA CON EL GATO QUE TIENE ¿SEGUIRIA USANDOLO?
SI ( ) NO ( )
10- QUE GATO RECOMIENDA
DE TIJERA ( ) DE CREMALLERA ( ) HIDRAULICO DE BOTELLA ( )

13
Justificación de la Encuesta, Muestra Piloto.
Tomando en cuenta que el mercado potencial para este p r o
ducto es muy amplio, se decidió realizar la encuesta como
muestra piloto a cien individuos con las características -
consideradas como necesarias para ser tomadas como muestra
representativa para el estudio de mercado.
Dentro de los cien individuos encuestados, se incluyeron -
operadores de camiones fleteros, urbanos, repartidores y -
transportistas de carga en general.

14
2.4.- CODIFICACION.
A continuación se indican los códigos que se utilizan para
cada punto considerado en la encuesta, según lo siguiente:
CODIGO SIGNIFICADO
A Automóvil
CL Camión Ligero
C Camión
GT Gato Tijera
GC Gato Cremallera
GH Gato Hidráulico
AG Agencia
R Refaccionaria
TA Tienda Autoservicio
1 Mayor
2 Mediano
3 Menor
SI Lo seguiría usando
NO Lo cambiaría

CONCENTRACION
1.- TIPO DE VEHICULO
2.- GATOS MECANICOS QUE CONOCE
3.- GATOS QUE HA UTILIZADO
4.- GATO QUE TIENE ACTUALMENTE
5.- GATO ADQUIRIDO EN
6.- GATO DE MAYOR PRECIO
9
7.- GATO MAS SEGURO
8.- GATO DE MAS FACIL MANEJO
9.- ¿SEGUIRIA USANDO SU GATO?
10- GATO RECOMENDADO
Se tomó como base un muestreo e:
DATOS
A _ _ CL C 100
GT 69 GC 68 GH 97
GT 28 GC 26 GH 92
GT _0 GC _3 GH 92
AG 46 R 33 TA 16
GC _8 GH 72
GC __2 GH 93
GC _2 GH 93
GC _3 GH 9_2
GT _0 GC _4 GH 91
uado a cien individuos.
15

2.5.- TABLA- DE RESULTADOS
No. C O N C E P T O SA CL C GT GC GH AG R TA
12 3
S I NO
GC GH GC GH GC GH
1 TIPO DE VEHICULO 100
2 GATOS MECANICOS QUE CONOCE 69 68 97
3 GATOS QUE HA UTILIZADO 28 26 92
4 GATO QUE TIENE ACTUALMENTE 3 92
5 GATO ADQUIRIDO EN 46 33 16
6 GATO DE MAYOR PRECIO 8 72
7 GATO MAS SEGURO 2 93
8 GATO DE MAS FACIL MANEJO 2 93
9 SEGUIRIA USANDO SU GATO 3 92 0 1
10 GATO RECOMENDADO 4 91
Las cantidades que se indican son en porciento, obtenidas en la encuesta.

17
2.6.- INFORME DE RESULTADOS
2.6.1.- Demanda.
Para 1986 la demanda' para equipo original es de 5,000 piezas
más un 201 por incremento en la producción de las plantas -
armadoras, más un 101 que se destinará para refacciones de -
equipo original, lo que da una demanda de 6,600 piezas.
Para cubrir las necesidades del mercado independiente se e s
tima una demanda de un 15%.
La demanda total para 1986 será de 7,600 gatos apróximadamen -
te.
Demanda estimada para:
1987
1988
1989
1990
2.6.2.- Penetración.
La penetración estimada para este producto es del cien por -
ciento, debido a los siguientes motivos:
a) La capacidad de producción de la planta puede cubrir la -
demanda total estimada.
b) No hay fabricante de este producto para esta capacidad en
el mercado.
8,800 piezas.
10,200 piezas.
11,800 piezas.
13,700 piezas.
c) Las plantas armadoras, que representan la mayor demanda -

están adquiriendo los gatos de oti u cap ic idades piodiu.i
dos por esta empresa; ya que cumplen ampliamente con las
normas de calidad establecidas para estos productor, los
gatos de siete toneladas serán fabricados bajo la^ mis -
mas normas de calidad; por lo que se considera que ten
drán la misma aceptación que los de las otras medid í s .
En base a la encuesta realizada para gatos hidráulicos tipo
botella, se observa que debido a su segundad, su facilidad
de manejo y a su tradicional uso, existe una gran acepta —
ción por parte de los consumidores potenciales.
2.6.3.- Precio.
El precio de los gatos hidráulicos similares para ocho tone
ladas existentes en el mercado es de $ 21,000.00. El gato -
de siete toneladas que se producirá requiere de menos mate
rial y su costo de fabricación es menor, lo cual nos permi
te tener un menor precio de venta, siendo este uno de los
factores de decisión de compra del consumidor.
2.6.4.- Comercialización.
La comercialización del gato de siete toneladas se dirigirá
básicamente hacia las plantas armadoras cubriendo la cali
dad, el servicio y precio necesarios.
La comercialización del gato del mercado independiente se -
hará dando principal atención a mayoristas, o sea refaccio
narias y tiendas de autoservicio,

3.- E S T U D I O T E C N I C O
19
3.1 TAMAÑO DE LA PLANTA.
En la planta donde se fabricarán los gatos de 7 toneladas, actual
mente se fabrican al año 200,000 gatos de otras capacidades, t r a
bajando a un 605 de su capacidad; por lo que la capacidad instala
da o tamaño de la planta es para producir 333,000 gatos h i d r á u l i
cos por año.

¿ü
3.2 VOLUMENES DE PRODUCCION PARA EL GATO DE 7 TONELADAS.
En base al estudio de mercado la cantidad de unidades demandadas
Dara los próximos cinco años es la que se indica en la gráfica.
(Fig. No. 2)
Número de
El mercado que se pretende captar es el 100°
FIG. 2.- GRAFICA DE PRODUCCION A CINCO AÑOS

21
En la siguiente práfica (Fig. No. 3) se índica la caDacidad de
producción en base a la demanda.
La capacidad de producción se mantiene a una tasa constante y
equivalente a la tasa promedio de la demanda. Durante los p e
ríodos de demanda baia, los productos se almacenan y posterior
mente se les da salida en los períodos de demanda elavada. Es
ta política implica costos de almacenamiento v de faltantes de
i n v e n t a r i o ; pero estabiliza la producción y el nivel de servi-
cioj ya que se requiere mano de obra altamente calificada.
D E M A N D A
FIG. 3.- CAPACIDAD DE PRODUCCION.

22
3.3 CLASIFICACION DE LOS PROCESOS DE PRODUCCION PARA EL GATO HIDRAULICO.
A) Según la continuidad:
Para la fabricación de gato hidráulico sepún la continuidad
de producción se considera un proceso en serie, debido a -
que se fabrican los componentes a intervalos regulares y en
cantidades determinadas.
B") Según el grado de intervención del agente humano:
Para la fabricación del gato hidráulico las operaciones son
compartidas entre personas y máquinas; por lo tanto se c o n
sidera un proceso mecánico o s e m i a u t o m á t i c o .
C) Según su naturaleza:
Para la fabricación del gato hidráulico los componentes cam
bian su forma, de tal manera que no afectan su naturaleza
considerándose un proceso industrial de modificación.

23
3.4 SISTEMA DE DECISION PARA EL PROCESO DEL GATO HIDRAULICO.
A,- Análisis de los elementos del producto.
A1.- En la Fig. No. 4 se indican las partes componentes del g a
to hidráulico v en la siguiente tabla se da el inventario
de las partes que serán compradas o maquiladas y las que -
se fabricarán:
CODIGO NOMBRE S X W M s 0 K I r i c a rCANTIDAD/UNIDAD
1 BASE X (FUNDICION) X 1
2 VALVULA Q1ECK X 1
3 TORNILLO DE DESCARGA X 1
4 PISTCN INYECTOR X 1
5 CILINDRO PRINCIPAL X 1
6 CONJUNTO ESLABON X 1
7 PISTCN PRINCIPAL X 1
8 JUEGO EMPAQUES X 1
9 TORNILLO ELVACION X 1
10 CUERPO TANOUE X 1
11 TUERCA TAPA X (FUNDICION) X 1
12 ACEITE Y TAPCN X 1
13 VARILLA ACCICNADCRA X 1

FIG. D E S C R I P C I O N f io . D E S C R I P C I O N
1 BASE DE GATO 8 JGO. ENFOQUES PISTON PRINC
2 VALVULA CHECK 9 TORNILLO ELEVACION
3 TORNILLO DE DESCARGA 10 CUERPO TANQUE
4 PISTON INYECTOR II TUERCA TAPA
5 CILINDRO PRINCIPAL 12 TAPON LLENADO DE ACEITE
6 CONJUNTO ESLABON 13 VARRILLA ACCIONADORA
7 PISTON PRINCIPAL
FIG No 4 - E S Q U E M A
En base a la Fig. No. 4, se indican a
procesos de fabricación de cada parte
lico así como su proceso de ensamble,
el diagrama del proceso.
continuación los diferentes
componente del gato hidráu-
En la Fig. No. 5 se indica

F A B R I C A C I O N
26
PZA. # PARTE MATERIAL OPERACIONES MAQUINA
1BASEDE
GATOFIERRO FUNDIDO
al Inspección.b) Maquinadoc) Inspección.d) Taladroel Inspección
Tomo Revólver
Taladro Vert.
2VALVULACHECK CCMPRADO
a) Inspección.
3TORNILLODE
DESCARGACCMPRADO
a) Inspección.
4 PISTCNINYECTOR
CCMPRADO
a) Inspección.
5 CILINDROPRICIPAL
TUBO FIERRO
a) Inspección-b) Maquinadoc) Inspección
Tomo Revólver
6CONJUNTOESLABON CCMPRADO
a) Inspección-
7PISTONPRINCIPAL
FIERRO
a) Maquinadob) Inspección
Torno Revólver

F A B R I C A C I O N
27
PZA. # PARTF. MATERIAL OPERACIONES MAQUINA
8
S4PAQUESPISTONPRINCIPAL
CCMPRADO
a) Inspección
9TORNILLO
DEELEVACION
FIERRO
a) Inspecciónb) Foriadoc) Insbección di Maquinado el Inspección f”) Taladrado ol Tnsperrifin
Prensa
Tomo Revólv.
Taladro Vert.
10CUERPOTANQUE
TUBO FIERRO
a) Inspecciónb) Maquinadoc) Inspecciónd) Taladradoe) Inspección
Torno Revólv.
Taladro Vert,
11TUERCATAPA
FIERRO FUNDIDO
a) Inspecciónb) Maquinadoc) Inspección
Tomo Revólv.
12ACEITE
YTAPON
CCMPRADO
a) Inspección
13VARILLAACCIONADORA
CCMPRADO
a) Inspección
28
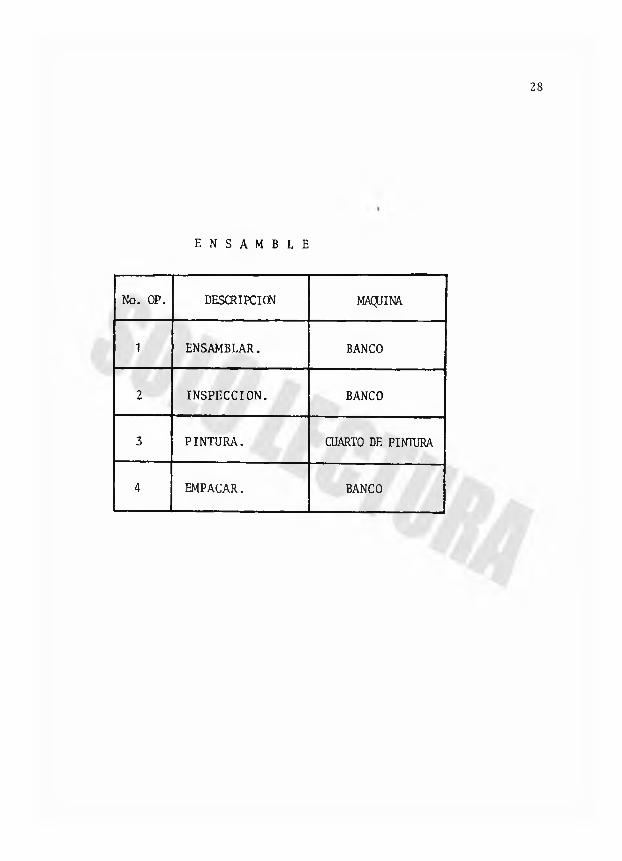
E N S A M B L E
No. OP. DESCRIPCION MAQUINA
1 ENSAMBLAR. BANCO
2 INSPECCION. BANCO
3 PINTURA. CUARTO DE PINTURA
4 EMPACAR. BANCO


5 0
0
I 4
00
|
70
0
CO M PRAS Y A LM A C EN DE M A TER IA S P R IM A S
<2
S1LLÍ
2>
P A S IL L O D E CIRCULACION
A LM ACEN DE PRODUCTOS
TERM IN AD O S
S U P E R V IS IO NPRODUGOCN
VE S T ID O R ES Y
SANITARIOS
P A S IL L O DE C IR C U LA C IO N
a oo
TORNO TORNO TORNO
1 2 3
P A S JL L O D E C IR C U LA C IO N
C A SET A D E P IN T U R A
TALLER DE M A N T E N IM IE N T O
I 2 3 4 5 6
TALADRADO TINADE
LAVADO
CONTROL DE CA LID AD
r
V j y
I P N__________ E S1QI EN O M BR E
d í s t r ib u c io n e n p l a n t a
D IB U JOEQUIPO Nal
ACOTMETROS
FEC H AOCTUBRE 85
R EV ISO . - . .A Q M ESC 15 100 DIBUJO No 2

A2„- Cálculo de los factores de producción.
a") Número de máquinas.
a.1) Cantidad de producción.
Cálculo de la cantidad requerida para la ^íezj número 1.
Qr = cantidad requerida.
Qd = cantidad de unidades demandadas.
f = número de veces que esta pieza se utiliza en el producto.
Qt = cantidad total por producir,
d = tasa de desperdicio fi)
Cálculo de la cantidad total por producir.
Qr = Qd x f
Qr = 7600 x 1 = 7600 bases/año
Qt = Qr
Se considera que la tasa de desperdicio para todas las piezas
es de 2 i.
n* - 7600 7600 7 7[;c . * 1 , -Qt - Y-Q- . 0 2 ÍT7M 7»755 bases totales/ano
Como se indica en la tabla anterior el número de piezas por -
unidad es el mismo para los diferentes códigos; por lo que -
los valores de Qr y Qt serán los mismos en cada caso.
29

3 0
a2) Número de horas de trabajo.
Considerando que durante el año se trabajan ' - 8 s mar
que el número de horas laborables por semana es de 40,
con un turno diario de ocho horas de trabajo se tiene:
Número de horas de trabajo por año = 1,920 horas.
a3) Tasa real de producción de la máquina.
De las piezas componentes del gato los códigos referidos
a la tabla anterior los números 2, 3, 4, 6 , 8 , 12 y 13 -
son comprados: por lo que a éstos no se les hará el a ná
lisis correspondiente a este inciso.
Cálculo de la tasa real de producción de la máquina para
la pieza número 1 .
Para el maquinado de esta pieza se utilizan dos tipos de
máquinas: Torno revólver y Taladro vertical.
Treal = Tasa real de producción de la máquina.
Treg = Tasa regular de producción de la máquina.
U = Tasa de utilización (I)
Creal = Capacidad real anual de producción de la máquina.
H = Número anual de horas de trabajo.
N = Número de máquinas.
Treal = Treg. x U

31Creal = Treal x H
N = — Sí— Creal
Para torno revolver se tiene:
Treg. = 60 piezas/hora.
U = 80% (igual para Tos diferentes tipos de máquina)
Treal = 60 x 0.80 = 48 piezas/hora.
H = 1 9 2 0 horas/año
Creal = 48 x 1920 = 92,160 piezas/año
Qt = 7755 piezas/año
~ 92^160 = ^-084 máquina
Para taladro vertical se tiene:
Treg. = 40 piezas/hora.
Treal = 40 x 0.80 = 32 piezas/hora
Creal = 32 x 1920 = 61.440 piezas/año
N i f = 7,755 „ ,,, , -61^440 = 0 , 1 2 6 ma(luina
Cálculo de la tasa real de producción de la máquina para la pieza
número 5.
Para el maquinado de esta pieza se utiliza torno revólver.
Treg. = 60 piezas/hora
Treal = 60 x 0.80 = 48 piezas/hora
Creal = 48 x 1920 = 92,160 Diezas/año
^ ~ 9 2 ?160 = ^-084 máquina
Cálculo de la tasa real de producción de la máquina para la pieza
número 7.
Para el maquinado de esta pieza se utiliza torno revólver.

Tres. = 30 piezas/hora.
Treal = 30 x 0.80 = 24 piezas/hora
Creal = 24 x 1.920 = 46,080 piezas/año
N 7 = 7,755 a i c o f. ■7 -g-j-Q-gQ— = 0.168 maquina
Cálculo de la tasa real de producción de la máauina para
numero 9.
Para el maquinado de esta pieza se utilizan tres tipos de
Prensa paTa forja, Torno revólver y taladro vertical.
Para prensa forja se tiene:
Treg. = 180 piezas/hora
Treal = 180 x 0.80 = 144 piezas/hora
Creal = 144 x 1.920 = 276,480 piezas/año
Nq"= 7,755 n n -,0 - •2767480 = °- 0 2 8 ma<luina
Para torno revólver se tiene:
Treg. = 24 piezas/hora
Treal = 24 x 0.80 = 19.2 piezas/hora
Creal = 19.2 x 1,920 = 36,864 piezas/año
Nq = 7 7 5 5 n->in - •3 6 'g6 4 = 0 - 2 1 0 maquina
Para taladro vertical se tiene:
Treg. = 240 piezas/hora
Treal = 240 x 0.80 = 192 piezas/hora
Creal = 192 x 1,920 = 368.640 piezas/año
No'= 7.755 .
la pieza
m á a u m a s

33Cálculo de la tasa real de producción de la máquina para la pieza
número 1 0 .
Para el maquinado de esta pieza se utilizan dos tipos de máquina
Torno revólver y Taladro vertical.
Para torno revólver se tiene:
Treg. = 180 piezas/hora.
Treal = 180 x 0.80 = 144 piezas/hora
Creal = 144 x 1,920 = 276.480 piezas/año
Nl° = 276;d ro = ° * 0 2 8 ra uina
Para taladro vertical se tiene:
Treg. = 240 piezas/hora
Treal = 240 x 0.80 = 192 piezas/hora
Creal = 192 x 1,920 = 368.640 piezas/año
N l 0’= 35É7RTT = ° - 0 2 1 m ^ uina
Cálculo de la tasa real de producción de la máquina para la pieza
número 1 1 .
Para el maquinado de esta pieza se utiliza Torno revólver.
Treg. = 120 piezas/hora
Treal = 120 x 0.80 = 96 piezas/hora
Creal = 96 x 1,920 = 184,320 piezas/año
N 1 1 “ y&4\'32~0' = máquina
Cálculo del número total de máaumas.
Torno revólver:
Nt = N ] + N 5 + N 7 + Ng + N 1 q + \ 1 -j
Nt = 0.084 + 0.084 + 0.16S + 0.210 + 0 02S + 0 0 12
Nt = 0.616 máquina

34
Taladro Vertical:
Nt = N x ’ ♦ N g - ♦ N 1q-
Nt = 0.126 ♦ 0.021 + 0.021 = 0.168 máquina
Prensa Forja:
Nt = Ng "
Nt = 0.028 máquina
Lo anterior significa que para la fabricación de este producto se
necesita una utilización parcial de cada tipo de máquina.
Como se mencionó anteriormente, la planta produce 200,000 gatos -
hidráulicos de otras capacidades por año, lo que representa un -
601 de su capacidad instalada, el volumen de 7,755 gatos de 7 to
neladas para el primer año de producción representa un incremento
de 4% de la producción actual; por lo que no se justifica una in
versión adicional en maquinaria.

3 S>.- C á l c u l o de la c a n t i d a d de m a t e r i a p r i m a .
Cálculo de la cantidad de materia prima.
Qh = Cantidad neta de materia prima requerida/pieza.
Qid = Cantidad total de materia prima requerida/pieza, i n c l u y e ndo tasa de desperdicio (2 %, igual para todas las piezas)
Qt = Cantidad total de materia prima para el primer año.
f = Número de veces que esta pieza se utiliza en el producto(1 , igual para todas las piezas).
d = Tasa de desperdicio.
Qh = 3.830 x 1 = 3,830 kg/unidad.
Q id = = = 3 - 9 0 8 kg/ui>idad
Qt = 7,755 x 3.08 = 30,307 kg/año.
Cálculo de la cantidad de materia prima para la pieza núm. 5.
Qn = 0.280 x 1 = 0.28 0 kg/unidad.
Qid = °Q 98g-- = 0. 28 5 kg/unidad.
Qt = 7,755 x 0.285 = 2,210 kg/año.
Cálculo de la cantidad de materia prima para la pieza núm. 7.
Qn = 0.045 x 1 = 0.405 kg/unidad.
Qid = ° Q9y- = 0.413 kg/unidad
Qt = 7,755 x 0.413 = 3,205 kg/año.

Cálculo de la cantidad de materia prima para la pieza núm. 9
Qn = 0.195 x 1 = 0.195 kg/unidad.
Qid = °0- ^ 9s 5 = 0.198 kg/unidad
Qt = 7,755 x 0.19 = 1,543 kg/año
Cálculo de la cantidad de materia prima para la pieza nÚT.. 10.
Qn = 0.405 x 1 = 0.405 kg/unidad.
Qid = = 0.413 kg/unidad.
Qt = 7,755 x 0.413 = 3,205 kg/año.
Cálculo de la cantidad de materia prima para la pieza núm. 11.
Qn = 0.272 x 1 = 0. 272 kg/unidad.
Qid = = 0. 277 kg/unidad.
Qt = 7,755 x 0.277 = 2,152 kg/año.
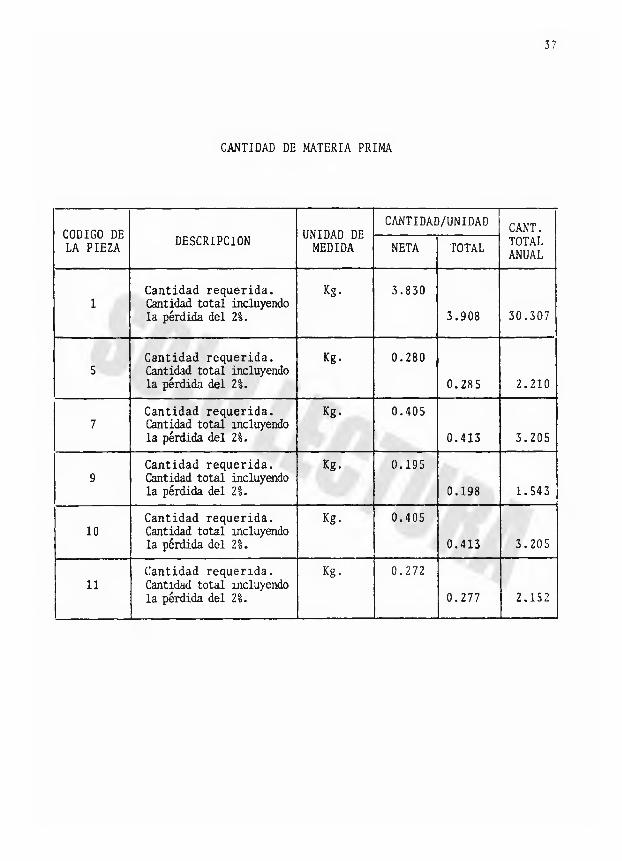
37
CANTIDAD DE MATERIA PRIMA
CODIGO DE LA PIEZA
DESCRIPCION UNIDAD DE MEDIDA
CANTIDAD/UNIDAD CANT.TOTALANUAL
NETA TOTAL
1Cantidad requerida. Cantidad total incluyendo la pérdida del 2 1 .
Kg- 3.830
3.908 30.307
5Cantidad requerida. Cantidad total incluyendo la pérdida del 2 1 .
Kg- 0.280
0.285 2 . 2 1 0
7Cantidad requerida. Cantidad total incluyendo la pérdida del 2 h.
Kg. 0.405
0.413 3.205
9Cantidad requerida. Cantidad total incluyendo la pérdida del 1%.
Kg. 0.195
0.198 1.543
1 0Cantidad requerida. Cantidad total incluyendo la pérdida del 2%.
Kg- 0.405
0.413 3.205
1 1Cantidad requerida. Cantidad total incluyendo la pérdida del 2 1 .
Kg- 0.272
0.277 2.152

38C.- Cálculo de la mano de obra.
El número de empleados que se tendrán para la fabricación
del gato hidráulico de 7 toneladas son los siguientes:
CANTIDAD ESPECIALIDAD CALIFICADOS
5 TORNERO 5
3 OPERADOR DE TALADRO 3
3 ENSAMBLADORES 3
1 PRENSISTA DE FORJA 1
2 TRANSPORTISTA DE MATERIAL
1 EMPACADOR
1 PINTOR 1
16 .......... T O T A L ............. 13
/

39
3.S DISTRIBUCION EN PLANTA.
Como se indico en el cálculo del número de máquinas, no es nece
saria una nueva inversión en éstas para la fabricación del gato
hidráulico de 7 toneladas. En este capítulo se propondrá una -
oüción para la distribución en planta Dara la fabricación de es
te gato.
3.5.1 Carta de relación de eventos.
A continuación se indican la identificación de actividades y -
departamentos que están involucrados en el proceso de producción.
1.- COMPRAS Y ALMACEN DE M A T E R I A PRIMA.2.- TORNEADO.3.- TALADRADO.4.- FORJADO.5.- LAVADO.6 .- ENSAMBLADO.7.- INSPECCION.8 .- PINTADO.9.- EMPAQUE.10 .- ALMACEN PRODUCTO TERMINADO.11 .- TALLER DE MANTENIMIENTO.12 .- VESTIDORES Y SANITARIOS.13 SUPERVISION PRODUCCION.
Con la lista de actividades anteriores se elabora la Carta de -
Relación indicando en esta los rangos de aproximación y las r a
zones que respalden el valor de apromación entre cada una de -
las actividades.
Ver carta de relación anexa.

R A N G O DE APROXIMACION
4 )
C A R T A DE RELACIONVALOR APROX IMACION
A ABSOLUTAMENTE NEC.
E ESPECIALM . IMPORT
1 IMPORTANTE
0 IMPORTANCIA ORDIIM.
U SIN IMPORTANCIA
X INDESEABLE
2
8
12
14
40
278
RAZONES QUE RESPALDAN EL VALOR DE APROXIMACION
CODIGO RAZON
1 MANEJO DE M A TER IA LE S
2 OPERACION SUBSECUENTE
3 SUPERVISIO N
4 POLVO
5 REPARACION EQUIPO
6 INSPECCION
7 CONVENIENCIA PERSONAL
8
9
10

41
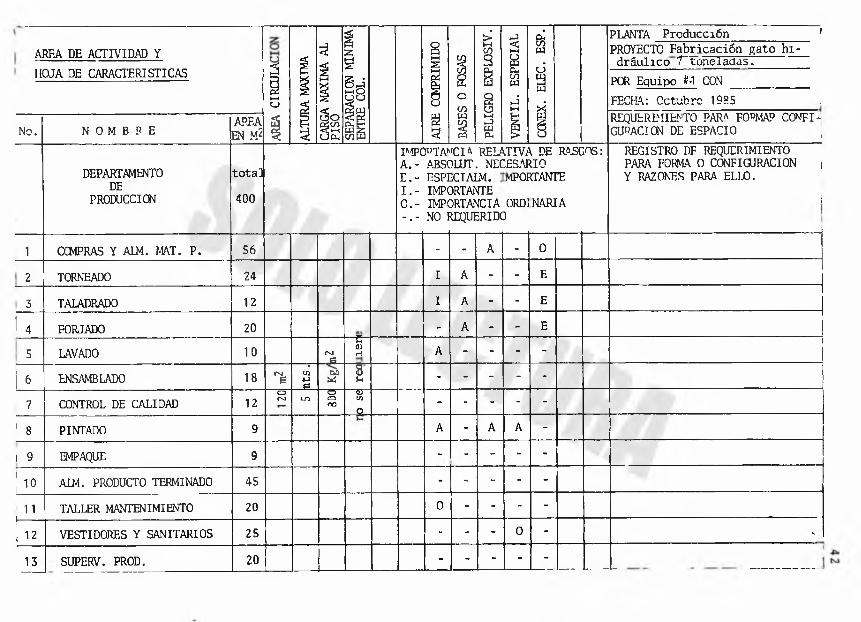
3.5.2. Establecimiento de espacio requerido.
En la tabla anexa se establecen para cada actividad el área re
querida, características físicas y utilidad, así como algunas -
restricciones en la configuración.
AREA DE ACTIVIDAD Y
3
iHHCJ
ALTURA MAXIMA
¡CARGA
MAXIMA
AL
¡PISO
SEPARACION MINIMA
ENTRE
COL.
AIRE
CCMPRIM
IDO
BASES
0 FO
SAS
PELIGRO
EXPLOSIV.
VENTIL.
ESPECIAL
CCNEX. ELEC.
ESP. PLANTA Producción '
PROYECTO Fabricación gato hidráulico 1 toneladas.
HOJA DE CARACTERISTICASPOR Equipo í'1 CON
FECHA: Octubre 1985 . ___ . . .
No. N 0 M B P EAPEA EN M 2 í
REQUERIMIENTO PAR* FORMA? CONFIGURACION DE ESPACIO ,
DEPARTAMENTODE
PRODUCCION
total
400
IMPORTA* A.- ABSC E.- ESPI I.- IMP( 0.- IMP( -. - NO I
'Cía REU)LUT. NECíCTALM.DRTANTEDRTANCIAILQUERID(
O’IW:esaíiMPOf
ORD]]
DE RASC 1 1 0ITANTE
NARIA
¡OS: REGISTRO DF REQUERIMIENTO PARA FORMA O CONFIGURACION , Y RAZONES PARA ELLO.
1
1 CCMPRAS Y ALM. MAT. P. 56 - - A - 0
2 TORNEADO 24 I A - - E
3 TALADRADO 1 2 I A - - E
u FORJADO 2 0 - A - - E
5 LAVADO 1 0 Ng
c<DH A - - - -
6 ENSAMBLADO 18 fSI£ n
ts.
ooUi re
a
- - - - -
7 CONTROL DE CALIDAD 1 2CDCM u n
oc oQO
VUio
- - - - -
1 8 PINTADO 9 A - A A -
i 9 EMPAQUE 9 - - - - -
! 1 0 ALM. PRODUCTO TERMINADO 45 - - - - -
11 TALLER MANTENIMIENTO 2 0 0 - - - -
1--------
¡ 1 2 VESTIDORES Y SANITARIOS 25 - - - O - -
13 SUPERV. PROD. 2 0 - - - - -

43
3.5.3 Diagrama de actividades relacionadas.
En base a la carta de relaciones y a la tabla de espacio reque
rido se elabora un diagrama en donde se ditribuye la ubicación
de cada actividad dependiendo de su relación.
Uniendo una actividad con la otra por medio de líneas de la si
quiente manera:
Para el rango de aproximación A se unen ralelas
con cuatro líneas pa
Para el rango de aproximación E se unen lelas.
con ires líneas para
Para el ranso de aproximación I se unen las.
con dos líneas parale
Para el rango de aproximación 0 se unen con una linea.
Para el rango de aproximación X se unen con una linea ondula-da.
En la Fig. No. 6 se indica el diagrama seleccionado de treb —
arréelos diferentes elaborados, considerándose la mejor opción.


4 5
3.5.4 Dibujo de la distribución de espacios relacionados.
El diagrama de actividades relacionadas se elabora nuevamente y
se indica para cada actividad, a escala, el área correspondien
te, la cual se muestra en la Fig. No. 7.

FIG. No. 7 - DISTRIBUCION DE ESPACIOS RELACIONADOS

473.5.5. Evaluación de alternativas de arreglos.
En este caso no se considera necesaria una rebuicación de los -
departamentos que se mencionan en el proceso de producción, ya
que la fabricación de este gato hidráulico se considera un i n
cremento en la p r o d ucción actual de la empresa.

48
3.5.6 Plan de distribución seleccionado.
En el dibujo No. 2 con escala de 1.5:100 se detalla el p l a n t e a
miento final y queda señalado significativamente el equipo y -
las áreas libres y los departamentos.

49
3.6.- LOCALIZAC10..
3.6.1.- Macrolocalización.
3.6.1.1.- Aspectos Generales.
Como se estableció en los capítulos anteriores, la planta don
de se fabricarán los gatos de siete toneladas se encuentra e¿
tablecida en el estado de Coahuila.
El estado de Coahuila se encuentra situado al norte de la r e
pública, colindando al norte con los Estados Unidos de No r t e
américa, al noroeste con el estado de Chihuahua, al oeste con
el estado de Durango, al sur con el estado de Zacatecas, al -
sureste con el estado de San Luis Potosí y al este con el e s
tado de Nuevo León, como se puede apreciar en la fig. No. 8 .
El estado de Coahuila tiene una superficie de 149,982 k i l ó m e
tros cuadrados, su densidad de población es de 10.41 h a b i t a n
tes por kilómetro cuadrado y una población total de: - - - -
1'561,804 habitantes, según el censo de 1980.
Las ciudades más importantes del estado de Coahuila son: S a l
tillo, que es la capital, Torreón, Monclova y Piedras Negras.
La planta se encuentra ubicada en la ciudad de Saltillo, en -
el sureste del estado.
En la Fig. No. 9, que es un mapa del estado de Coahuila se -
indica la localización de la ciudad de Saltillo.
3. 6 .1.2.- Análisis de los factores de la localización.
a) Fuentes de aprovisionamiento.
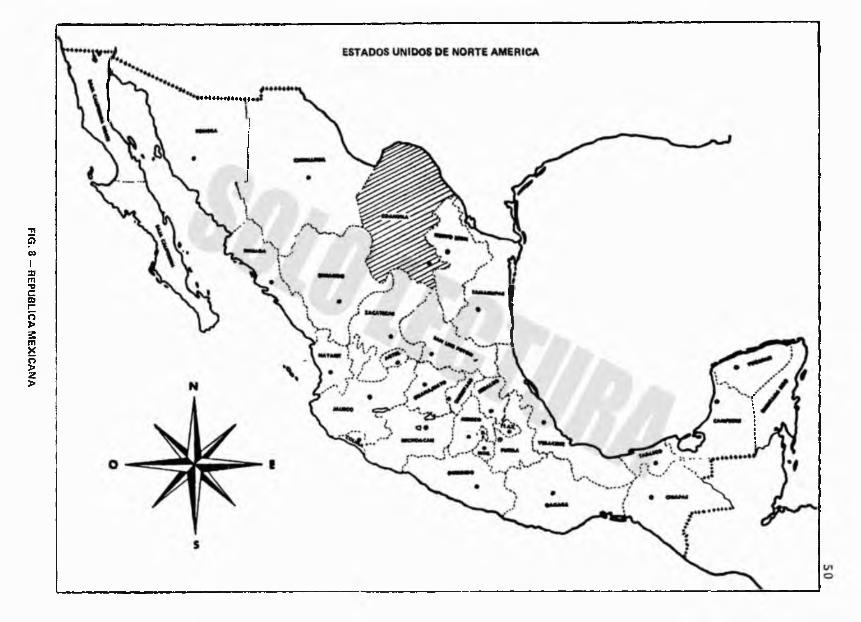
FIG. 8
- R
EPUB
LICA
M
EX
ICA
NA

SI
FIG . 9 - EDO. DE COAHUILA

Para la fabricación del gato hidráulico se requiere Je m a
teriales ferrosos, de aluminio y de hule básicamente, los
cuales se pueden obtener en la misma ciudad de Saltillo y
Monterrey, principalmente.
b) Mano de obra.
La mano de obra requerida para la fabricación de este p ro
ducto es altamente calificada, lo cual se puede obtener en
la misma ciudad de Saltillo y Monterrey, ya que cuentan con
escuelas técnicas, institutos y universidades; así como una
gran cantidad de plantas industriales que generan personal
con la capacidad técnica requerida.
c) Comunicación.
La ciudad de Saltillo cuenta con suficientes vías terres
tres de comunicación para las principales ciudades de la -
república y hacia los Estados Unidos de Norteamérica. Tam
bién cuenta con comunicación por ferrocarril y actualmente
cuenta con un aeropuerto para vuelos comerciales.
d) Energía.
En la fabricación de este producto se requiere de energía
eléctrica de la cual sí se dispone en cantidad suficiente.
e) Servicios Públicos.
En la ciudad de Saltillo se cuenta con suficientes escue
las, hospitales y viviendas para cubrir las necesidades de
los trabajadores de la empresa y su familia.
f) Mercado.
El mercado potencial para el gato hidráulico de siete tone
ladas, como antes se mencionó son las plantas armadoras de
camiones, principalmente, las cuales están ubicadas en el
centro del país. No obstante de que la distancia existente
entre la planta de fabricación del gato y los principales
centros de consumo es considerable, debido a que este pro
ducto no es volumimoso, su transportación es costeable.

55
3.6.2.- Microlocalización.
a) Ubicación.
La planta se encuentra ubicada en una zona industrial al ñor
te de la ciudad, sobre la Avenida Isidro López Zertuche, co
mo se índica en la Fig. No. lo.
b) Servicios Municipales.
En esta zona se cuenta con:
- Autobuses urbanos.
- Agua potable.
- Drenaje.
- Calles pavimentadas.
- A l u m b r a d o público.
- Energía eléctrica.
- Líneas telefónicas.
- Telex.
- Correo.
- Telégrafo.
- Centros Com e r c i a l e s afines.
Lo cual garantiza una buena d i s p o n i b i l i d a d de los servicios r e
queridos .

1 Colodra! da Senhagoy t o n t a C r ta» <1* l e C e p i l lo
2 Ttfftpb da San («toban
3 P o t a n d a O ttfa tanB
SSALTILLO. Cooh
á Mexo da Antuu 3 Ato wieda Z o> a ga u ó TccnoUflwn kag da Safnllo 7 Afanae
I Mwaae R u M n Hartara
• Guiaría d« HtlfOTKJ10 le e o da Lo i Ana»
I I Polocta M unicipal
FIG. No. 10

S 5
4.- E S T U D I O E C O N O M I C O
4.1.- CALCULO DEL PRECIO DE VENTA.
4.1.1.- Materia Prima.
MATERIAL FABRICADO
MATERIAL COMPRADO
T O T A L =
$ 4,957.85
1,167.15
$ 6,125.00
Para el material fabricado se consideró la materia prima cal
culada anteriormente para las piezas 1, 5, 7, 9, 10 y 11, ob
teniéndose :
4.1.2.- Mano de Obra
MANO DE OBRA $ 3,792.00
Se calculó según lo siguiente:
NOMINA ANUAL:
OBREROS CALIFICADOS SUELDO Y PRESTACION
13
3
$ 90,000/mes/persona
$ 36,000/mes/persona
PIEZA MATERIALCANT./PZA.
(Kg) PRECIO/Kg. TOTAL/PZA.
1 FE FUNDIDO 3.907 $ 800.00 $ 3,126. 40
5 TUBO 0.285 2 ,0 0 0 . 0 0 370.00
7 ACERO 0.413 350.00 144.55
9 ACERO 0.198 350.00 69.30
1 0 TUBO 0.413 2 ,0 0 0 . 0 0 826.00
1 1 FE FUNDIDO 0.277 800.00 221.60
$ 4 , 9 S 7 . 8 S
ANUAL
$ 14'040, 000 . 00í^gó.ooo.oo
$ 15*336,000.00
unDA/uAMDDc - NOMINA ANUAL________No. ib reros x Mes x Días x Hrs.

56
n n n a /nmronr _ 15'336,000 15'336,000 *HORA/HOMBRE - 1 6 x 1 2 x 20 x 8 = ~ 30~, 720 = $ 4 9 9 ‘ 2 1
unpA/unupnc i/nmrTxn _ MANO DE OBRA + CARGOS INDIRECTOS HORA/HOMBRE MAQUINA - m ~x Mg g ~ ^ - HQRAS
Considerando un 151 de cargos indirectos de mano de obra y ma
teria prima, para un año y la cantidad de máquinas calculadas
se tiene:
MATERIA PRIMA = $ 4*957.85 x 7600 = $ 37'816,460.
MANO DE OBRA = 15'336,000
$ 5 3’152,460
CARGOS INDIRECTOS = 7 ’972,869.00
HORA/HOMBRE MAQUINA = = = $ 1 4
COSTO MANO DE OBRA = TIEMPO DE F A B R I C A C I O N x HR. HOMBRE MAQUINA
Si se fabrican 7,600 gatos al año se necesitarán 0.2523 horas
para fabricar un gato, entonces:
COSTO MANO DE O B R A = 0. 2523 x 14,950. 78 = $ 3, 772. 00
4.1,3.- Cargos Indirectos
950.
Como se indicó se considera de: $ 7 t972,869.00
que para una pieza será de: $ 1,049.00

57
4.1.4.- Distribución, Administración y Financíelos.
Para este caso nos referimos a los gastob de operación,
los cuales representan aproximadamente el 25° del pre
cio de venta, es decir $ 4,375.00 para cada pieza.
4.1.5.- Utilidad.
La utilidad será considerada como el 12.45% del precio
de venta, siendo $ 2,179.00 para cada pieza. De esta -
cantidad se descuenta el impuesto correspondiente.
En base a los cinco puntos anteriores el precio de la pieza
será el siguiente:
MATERIA PRIMA
MANO DE OBRA
CARGOS INDIRECTOS
GASTOS DE OPERACION
UTILIDAD
$ 6,125.00
3.772.00
1.049.00
4.375.00
2.179.00
P R E C I O $ 17,500.00

58
4.2.- CALCULO DEL PUNTO DE EQUILIBRIO.
Primero se debe considerar la siguiente tabla.
IIDADESMUDAS
COSTOSVARIABLES
COSTOSFIJOS
COSTOSTOTALES
INGRESOSTOTALES
UTILIDADES O PERDIDAS
500 5'473,000 33 '250,000 38 '723,000 8 '750,000 -29’'973,000
1,500 1 0 '946,000 33■250,000 44 '196,000 17 '500,000 -26■696,000
2 , 0 0 0 16'419,000 33 '250,000 49 '669,000 26 '250,000 -23'■419,000
2,500 27'365,00- 33 '250,000 60 '615,000 43 '750,000 -16■865,000
3,000 32'838,000 33 '250,000 6 6 •088,000 52 '500,000 -13■588,000
3,500 38 '311,000 33 '250,000 71'561,000 61 '250,000 - 1 0 ■311,000
4,000 43 '784,000 33 '250,000 77 '034,000 70 '0 0 0 , 0 0 0 - 7■034,000
4,500 49 *257,000 33 '250,000 82 '507,000 78 '750,000 - 3 '757,000
5,000 54*730,000 33 '250,000 87 '980,000 87 '500,000 - 480,000
5,500 60 '203,000 33 '250,000 93 '453,000 96 '250,000 + 2 '797,000
6 , 0 0 0 65 '676,000 33 '250,000 98 '926,000 105 '0 0 0 , 0 0 0 + 6 ■074,000
6,500 71'149,000 33 ,250,000 104■399,000 113 '750,000 + 9 '351,000
7,000 76'622,000 33 '250,000 109 '872,000 1 2 2 '500,000 + 1 2 ■628,000
7,500 82 '095,000 33 '250,000 115 '345,000 131 '250,000 +15 '905,000
7,600 83 '189,600 33 '250,000 116 '439,600 133 '0 0 0 , 0 0 0 +16 '560,400
8 , 0 0 0 87 '568,000 33 '250,000 1 2 0 '818,000 140 '0 0 0 , 0 0 0 +19 '182,000

59
En base a las cifras de la tabla anterior se hace el cálculo -
analítico del punto de equilibrio, como sigue:
PARA 500 PIEZAS:
PRECIO DE VENTA POR UNIDAD: $ 17,5(Kr.OO
„ „ _ COSTOS FIJOS, COSTOS VARIABLES PRECIO DE VENTA 1 * VENTAS POR UNIDAD
„ „ _ 33 ' 250,000 33'250,000 _ 33’250,000 _ rr , t * ' - 5 '473,000 1 7Icnn * (0.374514) (17,500) “ 6,554
1 ‘ 8*750,000 1 7 5 0 0
P.E. = 5,073 PIEZAS.
En la Fig. No. 12 se determina gráficamente el punto de equilibrio.

PESO
S PO
R CO
STO
O VE
NTA
(MIL
ES)
60
U N I D A D E S P R O D U C I D A S
F IG . No. 12.- GRAFICA DEL PUNTO DE EQU IL IBR IO
8000

61
5.- ESTUDIO FINANCIERO
5.1.- PRONOSTICO FINANCIERO.
Se calculará en base al método del flujo de caja.
Primero se obtiene el pronóstico de ventas de la compañía
se a los requerimientos de los clientes y considerando el
a 30días.
5.1.1.- Pronóstico de Ventas.
CUENTAS POR COBRAR
MES/1986 V E N T A S C O B R O S FINAL DE MES
Enero $ 4 '375,000 $ 0 $ 4'375,000
Febrero 6*650,000 4 '375,000 6 1 6 50,000
Marzo 8 '400,000 6 '650,000 8'400,000
Abril 15 '575,000 8 '400,000 15*575,000
Mayo 13 '825,000 15 '575,000 13'825,000
Junio 13 '825,000 13 '825,000 13'825,000
Julio 15 '575,000 13 '825,000 15*575,000
Agosto 1 2 '075,000 15 '575,000 12'075,000
Septiembre 8 '400,000 1 2 '075,000 8'400,000
Octubre 13 '825,000 8 '400,000 13'8 25, 0 0 0
Noviembre 15 '575,000 13 '825,000 15'575,000
Diciembre 4 '900,000 15 '575,000 4 *900,000
T O T A L : $ 133 '0 0 0 , 0 0 0 $ 128 '1 0 0 , 0 0 0
en ba-
cobro

62
5.1.2.- Estado de Pérdidas y Ganancias Pronosticado.
Se considera que:
a) Los costos de material sean el 351 de las ventas; es decir —
$46'550,000 y por mes la compra del material será $3 * 8 79, 167 . 00
b) Los costos de mano de obra sea el 21.551 de las ventas; es de
cir $28 '661,500 y los gastos de mano de obra será de $2 ' 388 ,458 .00
c) Los gastos de operación sean el 251 de las ventas; es decir -
$33*250,000 y por mes serán de $2'770,000.00
d) Los impuestos de renta se pagarán en cuotas iguales en Diciem
bre, Abril,Junio y Septiembre. Según el pronóstico de ingresos
representan el 42% de la utilidad operacionaly el producto de
utilidad se pagará en Abril y representa el 101 de la utilidad
operacional, considerándose un 52% como porcentaje de la uti
lidad operacional.
e) El gasto de depreciación se pronostica basado en los programas
de producción para los activos existentes, según:
EDIFICIO = 400 m 2 x $20,000/m 2 construcción= $ 8*000,000
MAQUINARIA:
TORNO REVOLVER 2*000,000
TALADRO VERTICAL 2*500,000
PRENSA FORJA 3*000,000
HERRAMENTAL 2'000,000
$ 17'500,000
Debido a que se estima depreciarlo en 10 años, serán $1*750,000
por año, de acuerdo al método de depreciación lineal.
Por lo cual el porcentaje de depreciación anual es:
_ DEPRECIACION ANUAL _ 1*750,000PORCENTAJE A N U A L -----VEN TA S ANUALES 133'000,000 1 •3 1 1

63
f) Otros gastos como: electricidad, mantenimiento, etc., se -
consideran un 4.68% de las ventas.
g) El cálculo del costo de bienes vendidos será la suma del -
porcentaje estimado de materiales, mano de obra, porcentaje
anual de depreciación y el porcentaje de otros gastos sien
do de 6.54%.
Costo de bienes vendidos = 0.35 + 0.2155 + 0.0131 + 0.468 = 62.54%
Asimismo el costo mensual de bienes vendidos será el mismo
porcentaje de las ventas mensuales:
Con los pronósticos anteriores se tiene:

ESTADO DE PERDIDAS Y G AN AC IAS PRONOSTICADO DE ENERO DE 1986 A DICIEMBRE DE 1986.
(CIFRAS EN MILES DE PESOS)
ENE. FEB. MAR. ABR. MAY. JUN. JUL. AGO . SEPT. OCT. NOV. DIC. TOTAL
VENTAS.............. $4*375. $6*650 $8*400 $15*575 $13*825 $ 13*825 $15*575 $12*075 $8*400 $ 13*825 $15*575 $ 4*900 $ 133*000
COSTO DE BIENES VENDIDO S......... $2*736 $ 4*159 $ 5*253 $ 9*741 $ 8*646 $ 8*646 $ 9*741 $ 7*552 $ 5*253 $ 8*646 $ 91741 $ 3*064 $ 63*178
G A N A N C IA BRUTA............... $1*639 $ 2*491 $ 3*147 $ 5*834 $ 5*179 $ 5*179 $ 5*834 $ 4*523 $3*147 $ 5*179 $ 5*834 $ 1*836 $ 49*822
GASTOS DE OPERAC ION...... $2*771 $ 2*771 $ 2*771 $ 2*771 $ 2*771 $ 2*771 $2*771 $ 2*771 $ 2*771 $ 2*771 $ 2*770 $ 2*770 $ 33*250
UTILIDAD DE OPERAC ION...... $(1,132.) $ (280.) $ 376 $ 3*063 $ 2*408 $ 2*408 $3*063 $ 1*752 $ 376 $ 2*408 $ 3*064 $ (934.) $ 16*572
UTILIDAD ANTES DE IMP............ .$(1,132.) $(280.) $ 376 $ 3*063 $ 2*408 $ 2*408 $ 3*063 $ 1*752 $ 376 $ 2*408 $ 3*064 $ (934.) $ 16*572
IMP. DE RENTA. . $ 589 $ 146 $ 196 í 1’593 $ 1*252 $ 1*252 $ 1*593 $ 911 $ 196 $ 1*252 $ 1*593 $ 486 $ 8*617
UTILIDAD NETA .. $(543) $(134) $ 180 $ 1*470 $ T156 $ 1*156 $ 1'470 $ 841 $ 180 $ V 156 $ 1'471 $ (448) $ 7*955

65
5.1.3.- Pronóstico preliminar de flujo de caja.
De igual manera se pronostica el flujo de caja, según lo siguien
te:
a) Pagos a proveedores.
Serán los pagos a 30 dias de la materia prima.
Para 7,600 gatos se tiene 634 gatos/mes y con $6,125.00/pza.
se tiene $ 3'883, 250.00/mes.
b) Salarios-Producción.
Son los gastos de mano de obra.
Para 7,600 gatos se tienen 634 gastos/mes y con $3,772.00/pza.
se tienen $ 2'391,448.00/mes.

PRONOSTICO PRELIMINAR DEL FLUJO DE CAJA DE ENERO A DICIEMBRE DE 1986
(CIFRAS EN MILES DE PESOS)
ENERO FEBRERO MARZO
RECIBOS OPERATIVOS DE CAJA
Cobros de cuentas p/cobrar 0 4 *375 6*650
PAGOS OPERATIVOS DE CAJA
Pagos a Proveedores 3*883.25 3'883.25
Salarios/Producción 2*392,448 2'391.448 2*391,448
Gastos de Operación 2*771 2*771 2'771
T O T A L = 5'162.448 9' 045.698 9'045.698
FLUJO NETO DE CAJA DE OP. (5'162.448) (4'670.698) (2'395.698)
OTOOS INGRESOS DE CAJA (DESSJKESOSl
Impuesto a la Renta
Dividendos...... ..
INGRESO NETO DE CAJA (DESEMBOLSO) (5'162.448) (4'670.698) (2'395.698)
FONDOS REQUERIDOS (DISPONIBLES) 5'162.448 4'670.698 2*395.698
FONDOS REQUERIDOS ACUM. (DISPONIBLES) 5'162.443 9'833.146 12'228.844
ABRIL MAYO JUNIO JULIO AGOSTO SEPTIEMBRE
8'400 15'575 13'825 13'825 15'575 12'075
3'883.25
2*391.448
2'771
3'883.25
2'391.448
2'771
3'883.25
2*391.448
2'771
3'883.25
2'391.448
2'771
3*883.25
2'391.448
2 *771
3'883.25
2*391.448
2'771
9'045.698 9'045.698 9'045.698 9'045.698 9* 045.698 9*045.698
( 645.698) 6'529.302 4*779.302 4'779.302 6'529.302 3'029.302
(1'740.06)
(1*656.76)
(1'740.06) (1'740.06)
(4'042.518) 6'529.302 3'039.242 4'779.302 6*529.302 1*289.242
4*042.518 (6'529.302) (3'039.242) (4'779.302) (6'529.302) (l1289.242)
16'271.362 9'742.060 6'702.818 1'923.516 (4'605.786) (5'895.028)
OCTUBRE NOVIEMBRE DICIIMBRE
8*400 13'825 15'575
3*883.25
2*391.448
2'771
3'883.25
2'391.448
2'770
3'883.25
2*391.448
2'770
9'045.698
( 645.698)
9*045.698
4*780.302
9' 045.608
6'530.302
(1'740.06)
( 645.698) 4'780.302 4'790.242
645.698 (4*780.302) (4'790.242)
(5'249.33) 0.0'029.632) (14'819.874)
Oo*

67
El pronóstico indica que se requiere conseguir un financiamiento
de: $ 16'271,362.00 en la siguiente forma:
$ 5 1162,448 .00 a fines del mes de Enero, terminando con el requerimiento de
$ 1'923,516.00 a fines del mes de Julio, estando en posibilidades de pagar
todo el financiamiento externo en Agosto, quedando aún dis
ponible para este mes:
$ 4'605,786.00 alcanzándose para Diciembre un acumulado de fondos disponi
bles de:
$14'819,874.00.
De acuerdo a los resultados obtenidos en este estudio se considera
que el proyecto será rentable.

68
6.- CONCLUSIONES
1.- En base al decreta del 21 de diciembre de 19E1 se requiere
la fabricación de este gato.
2.- De acuerdo al estudio de mercado realizado se decretó que
este producto tendrá suficiente demanda.
3.- Las principales fuentes de consumo para el gata serán las
plantas armadoras de vehículos.
4.- El tamaño de la planta donde se fabricará el gato de 7 to
neladas es para producir 333,000 piezas. El volúmen de fa
bricación del gato de 7 toneladas representa un 4
5.- De acuerdo a la clasificación de los procesos de producción
se tendrá un proceso en s e n e , mecánico e industrial de mo -
difícación.
6.- Suponiendo que el gato se fabricará en una planta independien2
te, se requerirla una superficie de 400 m .
7.- Se considera conveniente la localización de la planta en la -
Ciudad de Saltillo, Coahuila.
E.- El punto de equilibrio se tiene a las 5,070 piezas de fabri
cación en el octavo mes del primer año.
9.- De acuerdo al pronóstico financiero y con los castos conside
rados, se requiere un financiamianto de: S 16'271,362.00 para
la operación de los primeros siete meses, los cuales serán —
pagados en el octavo mes.
10.- En base a los resultados obtenidos en la evaluación se canside
ra que este proyecto es rentable.

69
B I B L I O G R A F I A
"PRINCIPIOS DE LA ADMINISTRACION CIENTIFICA.
Autor: Frederick Winslow Taylor.
"ADMINISTRACION INDUSTRIAL Y GENERAL.
Autor: Henri Fayol.
“METODO DE LA RUTA CRITICA.
Autores: James M. AntillRonald W. Woodhead.
"FUNDAMENTOS DE MARKETING.
Autor: William J. Stanton.
"SEMINARIO DE FORMULACION Y EVALUACION DE PROYECTOS INDUS
TRIALES.
Autores: Ing. Vicente Mayagoitia B.Ing. Gabriela Fernández Luna.Ing. Leonardo López Márquez.Ing. Andrés Quintero Miranda.
"ADMINISTRACION DE EMPRESAS, TOMOS I Y II.
Autor: Agustín Reyes Ponce.
"INICIACION AL METODO DEL CAMINO CRITICO.
Autor: Agustín Montano.
"METODOS MODERNOS DE PLANEACION, PROGRAMACION Y CONTROL DE
PROCESO DE PRODUCCION.
Autor: Rodríguez Caballero.
"MANUAL DE LA PRODUCCION.
Autores: Alford y Bangs.
Top Related