







Idiomas
Páginas
Jurídico

IM-2005-II-21
1
MEJORAMIENTO DE SISTEMA DE RECICLAJE POR CENTRIFUGACION EN MEDIO ACUOSO.
DAVID ALEJANDRO LÓPEZ BOHÓRQUEZ
Ingeniería Mecánica Universidad de los Andes
Director
JORGE ALBERTO MEDINA PERILLA
Ingeniero Mecánico, Universidad de los Andes
Dr. Ingeniero Industrial, Universidad de Navarra, España.
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMNENTO DE INGENIERÍA MECÁNICA
BOGOTA
2005

IM-2005-II-21
2
A Said y Lily por su apoyo sin condiciones.
IM-2005-II-21
3
CONTENIDO.
INTRODUCCION. ..…………………………………………………………………..7 OBJETIVOS. ..………………………………………………………………………...8
1. PROBLEMA AMBIENTAL EN COLOMBIA. ..…………………………………..9
1.1 EMPAQUES PLASTICOS. ..…………………………………………….9 1.2 IMPORTANCIA DEL RECICLAJE. .………………………………….10
1.3 ESTADISTICAS. ..………………………………………………………11
2. MATERIALES POLIMERICOS MÁS IMPORTANTES PARA EL RECICLAJE.… ……..……………………………………………………………….14
2.1TIPOS DE RESINAS… …………………………………………………14 2.1.1 Termoestables. ….……………………………………………14 2.1.2 Termoplásticos. .………………………………………………14
2.2 CONSUMO Y DEMANDA POTENCIAL DE MATERIALES POLIMERICOS. ...…………………………………………………………..17
2.2.1 PET. .…………………………………………………………..18 2.2.2 PS. ……………………………………………………………..18
3. SEPARADOR CENTRIFUGO. .………………………………………………...20
3.1 DESCRIPCION GENERAL DEL DISPOSITIVO. …………………...20 3.2 PRINCIPIOS DE SEDIMENTACION EN EL DISPOSITIVO. ……...24
3.2.1 ANALISIS GRANOLUMETRICO. …...……………………...24 3.2.2 SEDIMENTACION. …………………………………………..25
3.2.2.1 Velocidad de sedimentación libre. …...…………..26 3.2.2.2 Velocidad de sedimentación impedida. …..……...29
3.2.2.3 Coeficiente de arrastre. ….………………………...30 3.2.2.4 Tiempo de sedimentación. …....…………………..30
4. MEDIOS DE SEPARACION . ...………………………………………………..32
4.1 DISOLUCIONES. …..…………………………………………………..32 4.1.1 EFECTOS DE PRESION......………………………………..33 4.1.2 EFECTOS DE TEMPERATURA..…………………………...33 4.1.3 FORMAS DE CONCENTRACIÓN ………………………..33
4.1.4 PROPIEDADES DE LAS DISOLUCIONES.……..………...35 4.1.4.1 Propiedades Electrolíticas. ...……………………...35 4.1.4.2 Compuestos Iónicos en Agua. ….………………...35 4.1.4.3 Compuestos moleculares en Agua...……………..35 4.1.4.4 Electrolitos Fuertes y Débiles. ………..…………..36
4.1.5 HIDROCARBUROS.…..……………………………………...36 4.1.6 ALCOHOLES..………………………………………………...37 4.1.7 HIDRATOS. ... ………………………………………………..38
4.1.8 ELECCION DE MEDIO DE SEPARACION. .……………...39 4.2 CALCULOS DE LAS DISOLUCIONES SELECCIONADAS. ………39 4.2.1 DENSIDAD. …………………………………………………...40 4.2.2 SOLUBILIDAD. ……………………..………………………...41
5. MEJORAMIENTO ALIMENTACION DE MATERIAL. …………………...…..43
5.1 DISEÑO GEOMETRICO TORNILLO. ………………………………..44

IM-2005-II-21
4
5.2 DISEÑO ESTRUCTURAL DE TORNILLO. ………………………….47 5.2.1 FUERZA SOBRE DIENTES DEL TORNILLO. ……………47
5.2.2 ESFUERZOS SOBRE EL TORNILLO. ..…………………..50 5.2.3 CRITERIO DE FALLA CARGA ESTATICA. ……..………..52
5.2.4 CRITERIO DE FALLA POR FATIGA. ……………………...53 5.2.5 DEFLEXION ESPERADA EN EL TRONILLO. ………........56
5.3 CONDICIONES DE FLUJO SOBRE EL TORNILLO. ………………57 5.4 CONSTRUCCION Y ENSAMBLE DEL TORNILLO. ……………….58
6. SISTEMA REALIMENTACION DE FLUIDO. ….……………………………...61
6.1 PERDIADAS EN TUBERIAS. ..………………………………………..64 6.1.1 PERDIDAS POR FRICCION GENERADAS POR EL
MATERIAL DE LA TUBERIA. .…………………………………….64 6.1.2 PERDIDAS MENORES. ………………………………...…..65 6.1.2.1 Cambios espontáneos de diámetro. ……………..65 6.1.2.2 Perdidas generadas por dispositivos. ……………68
6.2 CABEZA DEL SISTEMA. ……………………………………………...68
7. MANTENIMIENTO DE LA MAQUINA. …..…………………………………….70 7.1 CORRECCIONES AL SEPARADOR CENTRÍFUGO. ……………..70 7.2 SISTEMATIZACION MAQUINA CON PROGRAMACION PLC LOGO
…………………………………………………………………………………72
8. PRUEBAS. …………………………….………………………………………….78 8.1 DISEÑO DEL EXPERIMENTO. …………….………………………...78
8.2 RESULTADOS CaCl2. …………………………………………………80 8.3 RESULTADOS KCl. ………………………………………….………...84 8.4 RESULTADOS NaCl……………………………………………………88
9. CONCLUSIONES………………………………………………………………...93
BIBLIOGRAFIA…….………………………………………………………………..95
ANEXOS……………………………………………………………………………...98

IM-2005-II-21
5
LISTA DE TABLAS
Tabla 1. Composición promedio de basuras en relleno sanitario Doña Juana en
el 2002 (UESP – Proactiva, 2003)
Tabla 2. Síntesis estadísticos muestreo hogares para cada estrato. (UESP – Uniandes Bogotá D.C. Mayo 2005)
Tabla 3. Composición promedio de polímeros que llegan al relleno sanitario de
Doña Juana y material potencialmente reciclable (UESP – Uniandes Bogotá
D.C. Mayo 2005)
Tabla 4. Resumen de las principales propiedades de los termoplásticos mas
comunes (Acoplasticos, 2003)
Tabla 5. Composición promedio de polímeros que llegan al relleno sanitario de Doña Juana, Recuperación de empaques plásticos en Bogotá, Densidades
teóricas y experimentales.
Tabla 6. Parámetros geométricos. (MAYA 2004)
Tabla 7. Ordenes de magnitud de velocidad de sedimentación.
Tabla 8. Matriz de elección de medios de separación.
Tabla 9. Calculo densidades de hidrato NaCl en 100g H2O.
Tabla 10. Calculo densidades de hidrato CaCl2 en 100g H2O.
Tabla 11. Calculo densidades de hidrato KCl en 100g H2O.
Tabla 12. Diferentes parámetros geométricos en función de distancia entre raíz
del tornillo y superficie interna del barril, unidades en pulgadas.
Tabla 13 propiedades acero 304. (Adaptado Shigley)
Tabla 14. Esfuerzos principales y Von Mises en función de H.
Tabla 15. Limite de resistencia por fatiga con factores modificadores según criterios (Adaptado SHIGLEY)
Tabla 16. Factor de seguridad y esfuerzos fluctuantes en función de H del
Tornillo.
Tabla 17. Resultados Deflexión.
Tabla 18. Flujo de material en el tornillo a 31 RPM.
Tabla 19. Cabeza total del sistema.
Tabla 20. Funciones disponible y utilizada para programa de control.
Tabla 21. Variables de evaluación de desempeño del prototipo.
Tabla 22. Plan de toma de datos para análisis de experimentos.

IM-2005-II-21
6
Tabla 23. Datos de eficiencia para cada uno de los hidratos.

IM-2005-II-21
7
LISTA DE FIGURAS.
Figura 1. Composición media de los materiales potencialmente reciclables en el
relleno sanitario Doña Juana (UESP – Uniandes, Bogotá D.C. Mayo 2005)
Figura 2. Composición media de los materiales potencialmente reciclables en el relleno sanitario Doña Juana por estrato socioeconómico. (UESP – Uniandes,
Bogotá D.C. Mayo 2005)
Figura 3. Estructura química PS y PET adaptado RUBIN, 1998.
Figura 4. Esquema general del dispositivo. (Adaptado Maya 2004)
Figura 5. Tornillo transportador con espirales opuestas.
Figura 6. Modelo del prototipo.
Figura 7. Tubos controladores de nivel de fluido de separación. Figura 8. Geometría del dispositivo. (MAYA 2004)
Figura 9. Granulometría para PET y PS en dispositivo RAPID 600 RF.
Figura 10. Fuerzas sobre una partícula dentro de una centrifuga horizontal
Figura 11. Coeficientes de rozamiento según forma (McCabe 2002)
Figura 12. Solubilidad de diferentes sales en 100g. (H2O)
Figura 13. Zona Alimentación Inicial. (Adaptado MAYA.)
Figura 14. Zona Alimentación Reformada. (Adaptado MAYA.)
Figuras 15 y 16. (Geometría tornillo y construcción geométrica. Adaptado de
TADMOR KLEIN)
Figura 17. ө(r) y W(r) en función del radio
Figura 18. Modelo de Carga (Adaptado Shigley)
Figura 19. Modelo matemático de fuerzas sobre un diente del tornillo a
condiciones extremas (Adaptado RAEWUENDAAL). Figura 20. Falla por fatiga según H del tornillo.
Figura 21. Curva de Fatiga S-N.
Figura 22. Apariencia del Tornillo Modelo Solid Edge.
Figura 23 Viga empotrada. (adaptado Shigley)
Figura 24. Discos perforados y cortados para formar hélice del tornillo.
Figura 25. Discos unidos por puntos de soldadura.
Figura 26. Discos estirándose en eje provisional.
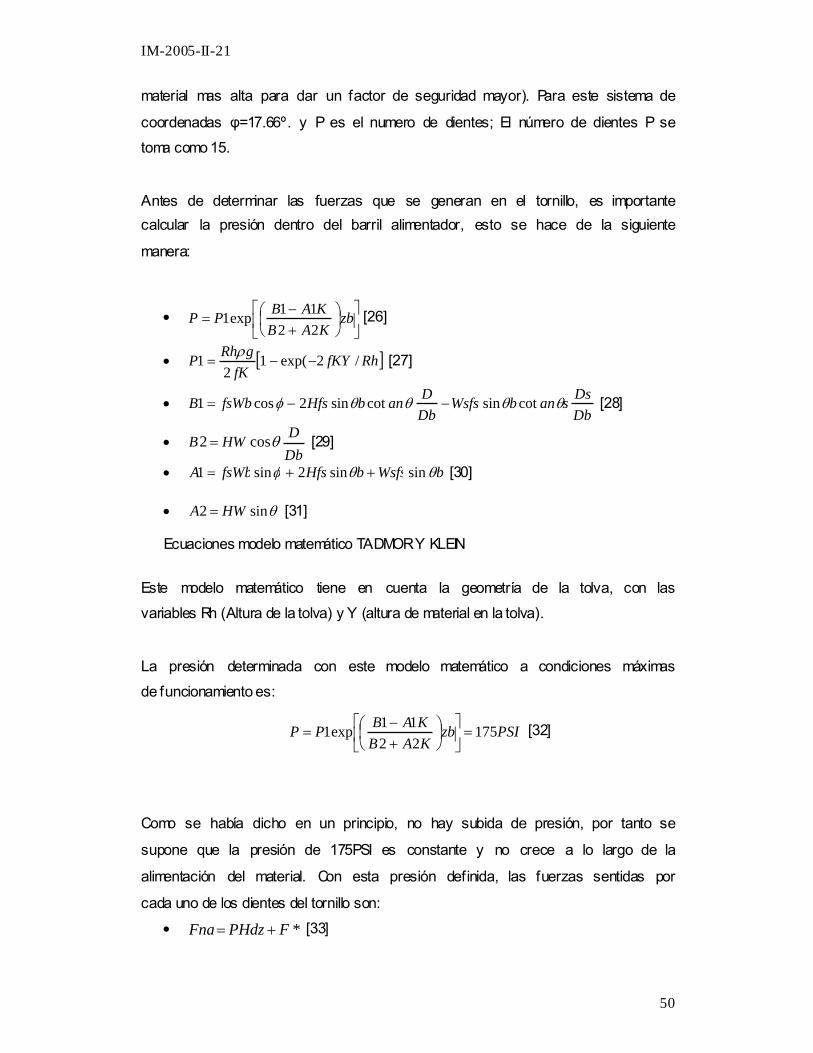
Figura 27. Sujeción tornillo alimentador.
Figura 28. Bomba SIMER perteneciente al tramo 1.
IM-2005-II-21
8
Figura 29. Conexión T tramo 2.
Figura 30. Conexión tramo 3, flujo metro.
Figura 31. Esquema sistema de realimentación de fluido.
Figura 32. Diagrama de Moody.
Figura 33. Volumen de control para expansión repentina dentro de una tubería. Figura 34 Contracción repentina.
Figura 35. Expansión repentina.
Figura 36. Carcaza móvil expuesta y alineada con tubo de alimentación de
material
Figura 37. Bornes tablero de control.
Figura 38. Conexión de barriles 3” y 2”.
Figura 39. Tablero sistema de control del separador centrifugo Figura 40. Programa de control del separador centrifugo SIEMENS LOGO
Figura 41. Efecto de variables sobre desempeño de prototipo, hidrato CaCl2.
Figura 42. Efecto de variables sobre desempeño de prototipo, hidrato CaCl2.
Figura 43. Densidad de probabilidad para hidrato CaCl2
Figura 44. Densidad de probabilidad para hidrato CaCl2.
Figura 45. Efecto factores analizados para dos niveles material PS, CaCl2.
Figura 46. Efecto factores analizados para dos niveles material PS, CaCl2.
Figura 47. Efecto de variables sobre desempeño de prototipo, hidrato KCl.
Figura 48. Efecto de variables sobre desempeño de prototipo, hidrato KCl.
Figura 49. Densidad de probabilidad para hidrato KCl.
Figura 50. Densidad de probabilidad para hidrato KCl.
Figura 51. Efecto factores analizados para dos niveles material PS, KCl.
Figura 52. Efecto factores analizados para dos niveles material PET, KCl. Figura 53. Efecto de variables sobre desempeño de prototipo, hidrato NaCl.
Figura 54. Efecto de variables sobre desempeño de prototipo, hidrato NaCl.
Figura 55. Densidad de probabilidad para hidrato NaCl.
Figura 56. Densidad de probabilidad para hidrato NaCl.
Figura 57. Efecto factores analizados para dos niveles material PS, NaCl.
Figura 58. Efecto factores analizados para dos niveles material PET, NaCl.
IM-2005-II-21
9
INTRODUCCION. La importancia sobre los problemas ambientales actuales dentro del entorno
colombiano ha crecido en los últimos años, debido a la alta producción de
desechos orgánicos e inorgánicos por parte de la población y la industria.
En la actualidad existen muchos esfuerzos de instituciones públicas y privadas
las cuales llevan a cabo planes de recuperación, manejo y control de
desperdicios. Una de las instituciones mas importantes encargadas de esta problemática es el Departamento Administrativo del Medio Ambiente DAMA, la
cual hace gestión ambiental comprendiendo un conjunto de políticas,
estrategias y acciones encaminadas a garantizar y mejorar la calidad de vida
para el entorno colombiano actual, sin deteriorar las condiciones ambientales
para el beneficio de las generaciones futuras.
Dentro de la Universidad de los Andes por medio del Centro de Investigación en Procesamiento de Polímeros – CIPP, existió un proyecto financiado por el
SENA y COLCIENCIAS, el cual desarrollo un prototipo de separación
centrifuga de plástico post-consumo, aprovechando el potencial y problemática
de desechos poliméricos que enfrenta la ciudad.
Este trabajo ha sido desarrollado en su mayoría por el Ingeniero Mecánico
Diego Santiago Garzón en su tesis para optar a titulo profesional y la Ingeniera
Química Diana Maya en su tesis de maestría para optar al titulo de Magíster en
Ingeniería Mecánica.
Los materiales estudiados hasta el momento han sido PET y PEAD, con mayor
y menor densidad que la del agua, respectivamente; el objetivo de esta tesis
es considerar la separación entre materiales con densidad mayor que la del agua, como es el caso del PET y PS, empleando medios líquidos de densidad
intermedia los materiales a separar.
Este trabajo de grado obliga diseñar un sistema de realimentación del medio de
separación en el prototipo ya existente y mejorar la sección de alimentación de

IM-2005-II-21
10
material; con el sistema modificado y una vez elegido el medio adecuado, se
medirá el rendimiento del equipo frente a la separación de PET y PS.
OBJETIVOS
El objetivo general es considerar nuevos medios líquidos de separación,
dirigidos hacia un mejor desempeño del separador centrífugo ya existente.
El estudio de los diferentes medios de separación hace necesario modificar el prototipo, así como el de analizar los nuevos materiales poliméricos para
separación.
OBJETIVOS ESPECIFICOS.
1. Mejorar el sistema de alimentación del dispositivo.
2. Estudiar y comparar fluidos de separación diferentes a agua para lograr
intervalos estrechos de densidad entre un material y otro durante la
separación por centrifugación.
3. Diseñar un sistema de realimentación del fluido.
4. Considerar la separación entre PET y PS, por ser unas de las resinas
que más se generan a través del sector de empaques y que, en la
actualidad, llegan a los rellenos sanitarios.
5. Analizar el desempeño del prototipo en función de diferencia de
velocidades entre carcaza y tornillo, nivel de fluido dentro de la
centrifuga, velocidad de alimentación, buscando optimizar la pureza de los materiales a separar con un mínimo nivel de humedad.

IM-2005-II-21
11
1. PROBLEMA AMBIENTAL EN COLOMBIA
En el mercado nacional colombiano existe una gran variedad de productos,
cuya materia prima base, es el plástico; los envases y empaques plásticos son
los que mas aportan desperdicio en la actualidad.
1.1 EMPAQUES PLASTICOS
Los envases y empaques plásticos son utilizados mayormente en los sectores
de alimentos y farmacia, Estos pueden ser clasificados en flexibles, semi-
rígidos y rígidos.
• Empaques flexibles: Películas obtenidas por procesos de extrusión o co-
extrusión en burbuja (“Blow Film”), constituidos por uno o varios tipos de
polímero (PET, PP, BOPP, PEBD, PEAD, PVC PVDC, NYLON). Los
ejemplos más comunes son envolturas, bolsas, empaques al vació
termo-encogibles. Los calibres típicos están entre 50 y 500 micras.
• Envases semi-rígidos: Son envases constituidos por láminas de uno o
varios tipos de polímero (PVC, PP, PS). Los calibres típicos están entre
500 micras y 1mm.
• Envases rígidos: Son empaques que constituyen básicamente tubos,
botellas, bidones, barriles y tanques. Son conformados por uno o varios
tipos de polímero (PEAD, PP, PVC, PET). El calibre típico esta por
encima de 1mm.

IM-2005-II-21
12
1.2 IMPORTANCIA DEL RECICLAJE
Los empaques plásticos utilizados en diferentes productos, influyen en la
presentación de estos y facilitan su consumo y mercadeo. Al no ser el producto
principal, se desechan rápidamente formando uno de los principales componentes de los desechos sólidos municipales, por su cantidad absoluta y
volumen. (Universidad de los Andes et al, 2000; Sorting out the w aste Problem,
1994).
La generación de empaques plásticos que llegan a los desechos sólidos
municipales, debe ser controlada buscando alternativas para reducir y
aprovechar dichos residuos, y es donde el reciclaje toma importancia en dicha problemática.
Tabla 1. Composición promedio de basuras en relleno sanitario Doña Juana en
el 2002 (UESP – Proactiva, 2003)
MATERIAL PORCENTAJE EN PESO PROMEDIO ENERO /
DICIEMBRE 2002
MATERIA ORGANICA 59.3
PLASTICO Y CAUCHO 20.9
PAPEL 11.9
TEXTIL 4.4
METALES 0.9
VIDRIO 0.9
MADERA 0.8
CUERO 0.3
CARTÓN 0.3
MINERALES 0.2
CERÁMICA 0.1
LADRILLO 0.0
VEGETAL PUTRESCIBLE 0.0
TOTAL 100.0
El reciclaje de plástico es de menos del 5%, a pesar de ocupar el segundo
renglón en importancia en peso en Bogotá. Esto evidencia el gran potencial de
aprovechamiento de residuos en la industria del plástico, reflejando que en
IM-2005-II-21
13
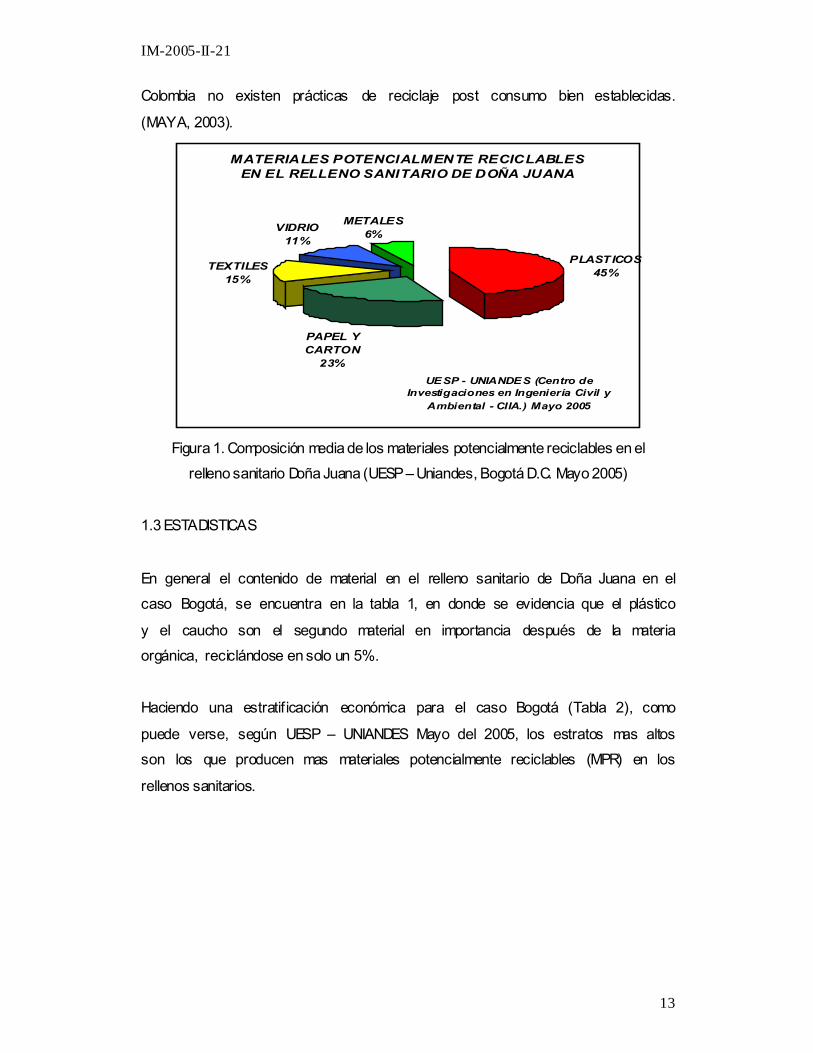
Colombia no existen prácticas de reciclaje post consumo bien establecidas.
(MAYA, 2003).
MATERIALES POTENCIALMENTE RECICLABLES EN EL RELLENO SANITARIO DE DOÑA JUANA
PLASTICOS45%
PAPEL Y CARTON
23%
TEXTILES15%
VIDRIO11%
METALES6%
UESP - UNIANDES (Centro de Investigaciones en Ingeniería Civil y
Ambiental - CIIA.) Mayo 2005
Figura 1. Composición media de los materiales potencialmente reciclables en el
relleno sanitario Doña Juana (UESP – Uniandes, Bogotá D.C. Mayo 2005)
1.3 ESTADISTICAS
En general el contenido de material en el relleno sanitario de Doña Juana en el
caso Bogotá, se encuentra en la tabla 1, en donde se evidencia que el plástico
y el caucho son el segundo material en importancia después de la materia
orgánica, reciclándose en solo un 5%.
Haciendo una estratificación económica para el caso Bogotá (Tabla 2), como
puede verse, según UESP – UNIANDES Mayo del 2005, los estratos mas altos
son los que producen mas materiales potencialmente reciclables (MPR) en los
rellenos sanitarios.
IM-2005-II-21
14
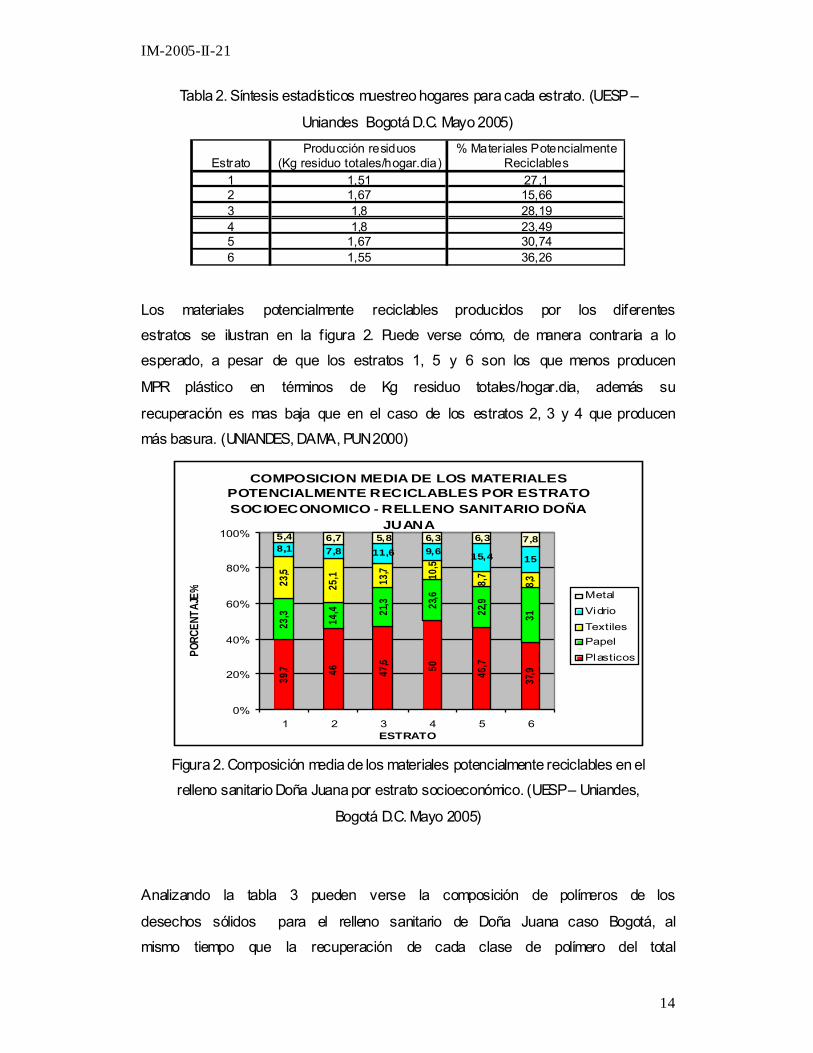
Tabla 2. Síntesis estadísticos muestreo hogares para cada estrato. (UESP –
Uniandes Bogotá D.C. Mayo 2005)
Producción residuos % Materiales PotencialmenteEstrato (Kg residuo totales/hogar.dia) Reciclables
1 1,51 27,12 1,67 15,663 1,8 28,194 1,8 23,495 1,67 30,746 1,55 36,26
Los materiales potencialmente reciclables producidos por los diferentes
estratos se ilustran en la figura 2. Puede verse cómo, de manera contraria a lo
esperado, a pesar de que los estratos 1, 5 y 6 son los que menos producen
MPR plástico en términos de Kg residuo totales/hogar.dia, además su
recuperación es mas baja que en el caso de los estratos 2, 3 y 4 que producen
más basura. (UNIANDES, DAMA, PUN 2000)
COMPOSICION MEDIA DE LOS MATERIALES POTENCIALMENTE RECICLABLES POR ESTRATO SOCIOECONOMICO - RELLENO SANITARIO DOÑA
JUANA
39,7 46 47
,6 50 46,7
37,9
23,3 14,4 21
,3 23,6
22,9
31
25,1 13
,7 10,5
8,7
8,38,1 7,8 11,6 9,6 15,4 15
5,4 6,7 5,8 6,3 6,3 7,8
23,5
0%
20%
40%
60%
80%
100%
1 2 3 4 5 6ESTRATO
PORC
ENTA
JE% Metal
Vidrio
TextilesPapel
Plasticos
Figura 2. Composición media de los materiales potencialmente reciclables en el
relleno sanitario Doña Juana por estrato socioeconómico. (UESP – Uniandes,
Bogotá D.C. Mayo 2005)
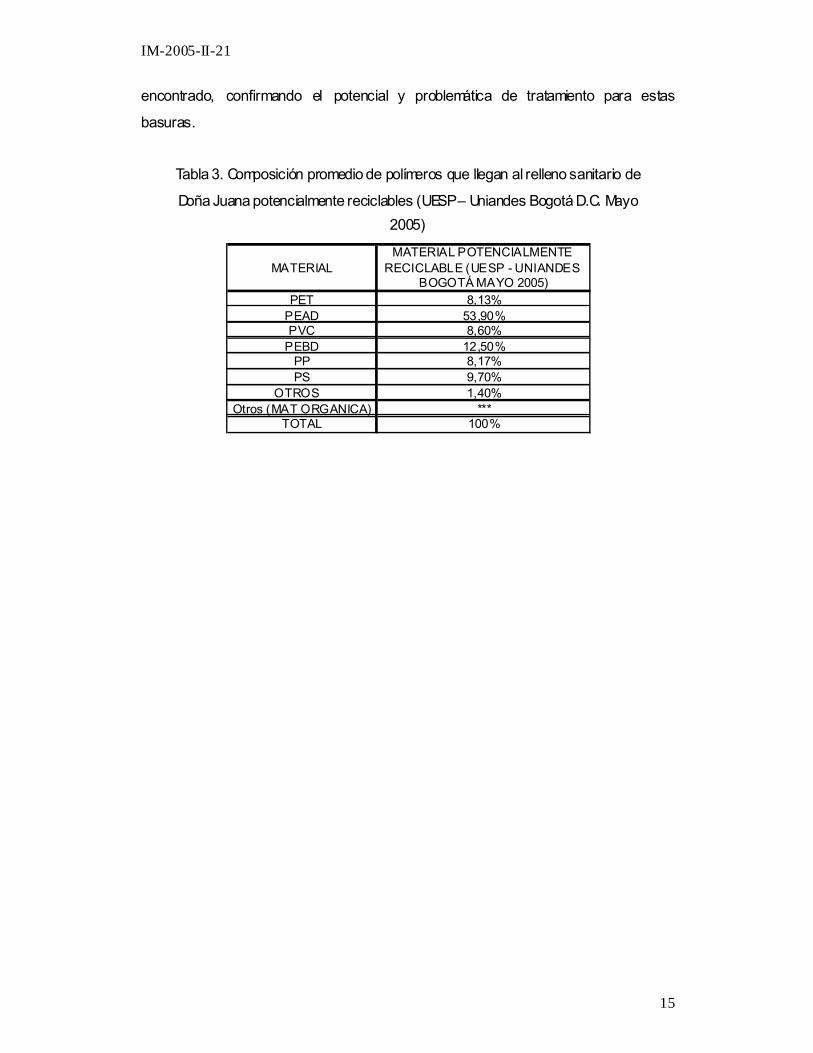
Analizando la tabla 3 pueden verse la composición de polímeros de los
desechos sólidos para el relleno sanitario de Doña Juana caso Bogotá, al
mismo tiempo que la recuperación de cada clase de polímero del total
IM-2005-II-21
15
encontrado, confirmando el potencial y problemática de tratamiento para estas
basuras.
Tabla 3. Composición promedio de polímeros que llegan al relleno sanitario de
Doña Juana potencialmente reciclables (UESP – Uniandes Bogotá D.C. Mayo 2005)
MATERIAL POTENCIALMENTE MATERIAL RECICLABLE (UESP - UNIANDES
BOGOTÁ MAYO 2005)PET 8,13%
PEAD 53,90%PVC 8,60%
PEBD 12,50%PP 8,17%PS 9,70%
OTROS 1,40%Otros (MAT ORGANICA) ***
TOTAL 100%

IM-2005-II-21
16
2. MATERIALES POLIMERICOS MÁS IMPORTANTES PARA RECICLAJE.
La decisión de reutilizar materiales poliméricos trae muchos beneficios, entre
ellos se encuentran la disminución en costos de materias primas, la liberación de espacios en rellenos sanitarios y el bienestar social para recicladores.
Es importante analizar la cantidad de materiales plásticos postconsumo
generados, y de esta manera dar prioridad de reutilización a los materiales que
mas desperdicio producen.
2.1 TIPOS DE RESINAS
2.1.1 Termoestables
Estos son materiales de cadenas poliméricas fuertemente entrecruzadas y
reticuladas, de mayor duración. El reciclaje para este grupo es muy complejo y
se logra únicamente por procesos químicos; en esta clasificación se
encuentran PF, MF, UP, PUR, y EP.
2.1.2 Termoplásticos
Son materiales maleables gracias a sus amplios gradientes de temperatura, de
procesamiento y/o de manipulación. Los termoplásticos son productos
terminados que se pueden fundir de nuevo y formar otros productos una y otra
vez (RUBIN).
Los termoplásticos pueden subdividirse en comerciales e ingenieriles, pero su
clasificación en algunos casos no es muy clara, pues existen resinas que
comparten ambas características (por ejemplo, el Acrylonitrile-butadiene-
styrene, ABS).
Los plásticos comerciales incluyen al polietileno, polipropileno, poliestireno,
cloruro de polivinilo, tereftalato de polietileno y algo de acrilonitrilo butadieno
estireno (Acrylonitrile-butadiene-styrene, ABS).
IM-2005-II-21
17
En las resinas de ingeniería se encuentran acetales, nylon, policarbonatos,
algo de ABS, entre otros, los cuales presentan mejores propiedades mecánicas
(resistencia al calor, resistencia la impacto, modulo de elasticidad, entre otras.)
que las resinas comerciales.
En la tabla 4 pueden verse algunas propiedades de los plásticos comerciales
más comunes, donde se resalta la densidad; el valor de esta es muy parecido
entre una resina y otra, haciendo evidente un método de separación por
principios de sedimentación.
En la tabla 5 se evidencia la composición promedio de polímeros que llegan al
relleno sanitario de Doña Juana con su correspondiente densidad tanto experimental como teórica, además del porcentaje de basura que en la
actualidad se recupera.

IM-2005-II-21
18
Tabla 4. Resumen de las principales propiedades de los termoplásticos mas comunes (Acoplasticos, 2003) Nombre Código
ICONTEC Densidad (Kg./m3)
Apariencia Usos
Polietilen- teref- talato
(1) PET
1.36
Transparente, verde o ámbar. Buen brillo superficial
Envases de gaseosas, aceites, licores, detergentes líquidos, medicamentos, agroquímicos, bandejas de comida, cintas de video y de audio, disquetes para informática
Polietileno de alta densidad
(2) PEAD
0.95
Coloración natural es blanca lechosa. Muy bajo brillo. Se puede teñir en cualquier tono opaco.
Envases flexibles y rígidos para leche, agua, jugos, detergentes y aceites. Bolsas y cajas para botellas, juguetes, recipientes de uso domestico, bolsas plásticas
Cloruro de Polivinilo
(3) PVC
1.4
Transparente, coloreado transparente y opaco
Tubería, canales, perfileria, persianas, claraboyas, elementos de fachada y pisos, botellas para aceite y agua mineral, copas para yogurt y envases tipo lamina.
Polietileno de baja densidad
(4) PEBD
0.92
Buena transparencia, puede estar coloreado, existen de bajo y alto brillo
Laminas para bolsas de basura, envases para comidas y bebidas, botellas.
Poli - Propileno (5) PP
0.9
Fácilmente coloreado, transparente y opaco
Empaques y envases de comida, tapas, botellas, pitillos, juguetes, costales, jeringas y empaques de alimentos.
Poliestireno (6) PS
1.06
Transparente con alto brillo superficial, coloreado en todos los tonos
Desechables: Vasos, platos. Cubiertos, cosméticos, artículos de consumo, de escritorio, envase de alimentos en porciones, artículos de farmacia, juguetes, cepillos de dientes, marcos de gafas, bolígrafos, avisos publicitarios, contenedores de comidas rápidas
Otros (7) Otros - Diversa Diversos Tabla 5. Composición promedio de polímeros que llegan al relleno sanitario de Doña Juana, Recuperación de empaques plásticos en Bogotá, Densidades teóricas y experimentales.
Material Densidad, rango Rango experimentalteorico (Dietrich, 1996) (Maya 2003)
PET * 1,38 - 1,41 1,33 - 1,38PEAD 0,94 - 0,98 0,94 - 0,96PVC 1,38 - 1,41 1,32 - 1,33PEBD 0,89 - 0,93 0,91 - 0,92
PP 0,85 - 0,92 0,89 - 0,91PS * 1,04 - 1,08 1,03 - 1,06
OTROS * *Otros (Mat Org) * *
Composicion polímeros(Proactiva - UESP, 2003)
8%42,10%2,60%6,30%7,40%3,40%3,70%
26,50%1%25%
9%19%2%36%
(Uniandes, 2000)Recuperación plásticos
3%6%
IM-2005-II-21
19
2.2 CONSUMO Y DEMANDA POTENCIAL DE MATERIALES POLIMERICOS
Gracias al principio de sedimentación y al funcionamiento del separador
centrífugo por medio acuoso (ver capítulo 3), es posible apartar material
cuando este viene por parejas, es decir que entre el PET, el PEAD, el PVC, el PEBD, el PP y el PS, se deben elegir dos que sean separables y asequibles,
para fines de la presente investigación.
De ellos, el PET y el PVC, por tener el mismo rango de densidad (1,38 – 1,41),
son inseparables a través del método elegido (separador centrífugo en medio
acuoso); adicionalmente, la experiencia evidencia (BRANDRUP 1996) que sólo
métodos de ultra centrifugación podrían generar dicho efecto; por esta razón, la pareja PET – PVC no debe ser una elección de investigación bajo estas
condiciones.
De estos dos materiales, teniendo en cuenta que según el porcentaje de la
tabla 5, el PVC no es tan comúnmente desechado como el PET, el primero
resulta menos significativo en proporción en relación con el segundo; esto
obliga a desechar el PVC y a elegir el PET como uno de los materiales objeto
de estudio de la presente investigación.
Por otra parte, existe ya una investigación sobre la separación de PET y PEAD
(Maya, 2003), materiales cuya densidad los hace fácilmente separables con
agua, y además, son los que más se usan en el comercio. (Los que más
generan desechos)
Entre el PP y el PS, los dos materiales que además de PET hasta el momento
no han sido descartados, es el PS el más asequible en el CIPP, razón por la
cual es el elegido como segundo material a separar. Adicionalmente, logrando
un balance adecuado de densidad en el medio de separación entre el PET y el
PS, se podrían separar también el PET del PP, del PEBD y del PEAD.

IM-2005-II-21
20
2.2.1 PET
El tereftalato de polietileno, abreviado PET, es un poliéster termoplástico que
tiene buenas propiedades de dureza y resistencia al impacto; elaborado
industrialmente por dos métodos, el primero consiste en la esterificacion directa del ácido tereftálico utilizando otros ácidos como catalizadores de la reacción.
El segundo parte de la trans-esterificacion del dimetil tereftalato. (DMT)
(BRANDRUP)
Ambos métodos llegan al mismo resultado, el monómero de bis-ß-hidroxietil
tereftalato (BHET), excepto por algunas diferencias de grupos funcionales
terminales, el cual después es sometido a un proceso de policondensación para dar lugar a la formación de PET.
2.2.2 PS
En general el poliestireno con el polietileno, polipropileno, y cloruro de polivinilo
PVC, es uno de los cuatro grandes elementos de construcción de la industria
de los plásticos. (RUBIN, 1998).
El poliestireno se obtiene por la polimerización del estireno, este monómero es
un fluido transparente con viscosidad baja con la siguiente estructura química
(Figura 3):
Figura 3. Estructura química PET y PS adaptado RUBIN, 1998.

IM-2005-II-21
21
La polimerización del enlace –CH=CH2, forma moléculas no cristalinas, con
cientos o miles de unidades estructurales y pesos moleculares de varios
cientos de miles hasta millones. El termoplástico producido es transparente,
incoloro, frágil y rígido, llamado Poliestireno para uso general (General Purpose
Polystyrene, GPPS). Para ciertas aplicaciones se le añaden cauchos, con el objeto de impartir extensibilidad, tenacidad y resistencia al impacto; estos
materiales se denominan poliestírenos resistentes al impacto (High Impact
Polystyrene, HIPS).
Los plásticos de poliestireno están disponibles en gran variedad de tipos y
grados que se pueden clasificar como:
• Poliestireno para uso general
• Poliestireno resistente al impacto
• Clases especiales elaboradas con GPPS y HIPS
• Mezclas con poliolefinas utilizando compatibilizadotes
• Poliestireno expandible por efectos del pentano.

IM-2005-II-21
22
3. SEPARADOR CENTRIFUGO. En este capítulo se describe de forma general las características del separador
centrífugo horizontal, encontrado en el CIPP de la Universidad de los Andes; de
esta forma se explicara el principio de funcionamiento de sedimentación por diferencia de densidades en un fluido especifico.
Este prototipo se desarrollo en su mayoría por el Ingeniero Mecánico Diego
Santiago Garzón en su tesis para optar a titulo profesional y la Ingeniera
Química Diana Maya en su tesis de maestría para optar al título de Magíster en
Ingeniería Mecánica.
3.1 DESCRIPCION GENERAL DEL DISPOSITIVO.
Figura 4. Esquema general del dispositivo. (Adaptado Maya 2004)
La máquina fue construida en acero inoxidable 304, resistente a corrosión que
puede generar el medio de separación; ensamblado horizontalmente sobre un
par de rodamientos; consta fundamentalmente de una carcaza de paredes
sólidas y un tornillo transportador helicoidal con espirales opuestas en sus dos
lados como se muestra en la figura 4. Con estas condiciones tanto geométricas
como estructurales la carcaza como el tornillo transportador giran, con una
diferencia de velocidades. Estas dos secciones están contenidas en una
carcaza fija que soporta la descarga del medio separador.

IM-2005-II-21
23
Figura 5. Tornillo transportador con espirales opuestas. (MAYA 2004)
La alimentación de material se hace por medio de una tubería fija ubicada en el
eje de rotación del tornillo de espirales opuestas por medio de un par de
tornillos transportadores conectados a una tolva que recibe el material del
operario.
Una vez la mezcla ingresa a la zona de separación, es sometida a diferentes
fuerzas en el medio o fluido separador. Los sólidos mas densos que el fluido de
de separación, sedimentan en las paredes de la carcaza móvil, mientras los
menos densos que el medio de separación, flotan. La zona del tornillo
transportador con espiral alto transporta los sólidos pesados hacia el extremo
derecho de la centrifuga, mientras que los livianos son arrastrados por la otra
mitad del tornillo de espiral pequeño, hacia el extremo izquierdo de la
centrifuga. (Izquierdo se define como zona en donde es alimentado el
separador centrifugo).
Figura 6 Modelo del prototipo. (MAYA 2004)

IM-2005-II-21
24
Figura 7. Tubos controladores de nivel de fluido de separación.
Tanto los sólidos pesados como livianos son transportados, escurridos y
descargados directamente hacia el exterior de la centrifuga mediante orificios
ubicados radialmente en los extremos de la carcaza móvil.
El fluido de separación es recibido por la carcaza fija exterior, pasando por un
vertedero en el cual se ensamblan diferente clase de tubos “figura 7”
controlando el nivel del fluido de separación.
Los parámetros geométricos pueden verse en la tabla 6 y figura 8. Para mayor
información respecto a la construcción, diseño y geometría del separador
centrifugo horizontal remitirse a MAYA 2004.

IM-2005-II-21
25
Tabla 6. Parámetros geométricos. (MAYA 2004)
Figura 8. Geometría del dispositivo. (MAYA 2004)

IM-2005-II-21
26
3.2 PRINCIPIOS DE SEDIMENTACION EN EL DISPOSITIVO.
El principio fundamental de funcionamiento del separador centrifugo, es el de
sedimentación de material post consumo en molienda que entra a la máquina.
Para poder hacer un análisis detallado de tal principio, se debe analizar las fuerzas que actúan sobre el material a separar. Para tal fin se presenta un
análisis básico granolumetrico de los materiales a separar y una descripción y
balance de las fuerzas que actúan sobre una partícula suspendida en un fluido
dentro del separador centrifugo horizontal.
3.2.1 ANALISIS GRANOLUMETRICO
Los materiales a separar (PET Y PS) son picados por medio de un equipo para
tal fin; molino Rapid 600 RF con tamiz de salida de 6mm de diámetro. Este gira
a 785 RPM. Según normativa ASTM D11, y ASTM D1705; Posteriormente se
pesa 100g de cada material en forma de hojuelas, y se hace pasar por una
serie de tamices de malla conocida; A partir de los resultados encontrados por
SANTIAGO 2003 y MAYA 2004, además de las pruebas realizadas, se
concluye que el tamaño mas común de las hojuelas de PET y PS se encuentra
en la malla 8, esto es 3.55mm en su diámetro promedio. Para el PET, el 66%
es retenido en la malla 8, mientras que para el PS, el 85% es retenido en la
malla 8.
GRANULOMETRIAS
3,44 11
,32
5,65 8,47
2,68
1,29
1,34
2,51
84,92
5,46
3,40
2,57
0,24
0,47
0,43
65,8
2
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
4 8 10 12 16 20 30 RESTONo MA LLA
% E
N M
ASA PET
PS
Figura 9. Granulometría para PET y PS en dispositivo RAPID 600 RF.

IM-2005-II-21
27
3.2.2 SEDIMENTACION.
Existen dos tipos de sedimentación, la sedimentación libre en la cual la caída
de las partículas no se ve afectada ni por otras partículas ni por los limites del
recipiente; y por el contrario, la sedimentación impedida en la que el movimiento de las partículas es afectado por otras. Razón por la que el
coeficiente de rozamiento en función del numero de Reynolds Re, es mayor en
sedimentación impedida que en sedimentación libre. (MAYA 2004)
La viscosidad del medio liquido influye de forma crucial tanto en la
sedimentación, como en el coeficiente de rozamiento; es por esto que el mejor
medio separador es aquel que a una densidad constante, intermedia entre los materiales a separar, mantenga una baja viscosidad; de esta forma Re tendrá
un valor mayor y un rozamiento menor, haciendo que las partículas tanto en
sedimentación libre como impedida precipiten de forma mas rápida.
Otra variable de gran importancia, pero que no aplica en este proceso de
separación por la geometría de las hojuelas, es el movimiento Brow niano, este
se da en partículas muy pequeñas (2 – 3 µm) este movimiento, que es al azar,
predomina sobre fuerzas gravitatorias. Cuando esto sucede, las partículas que
deberían sedimentar no lo hacen. (McCabe y Smith, 2002).

IM-2005-II-21
28
2.2.2.1 Velocidad de sedimentación libre.
Figura 10. Fuerzas sobre una partícula dentro de una centrifuga horizontal.
(MAYA 2004)
En la figura 10 se muestran las fuerzas implicadas sobre una partícula en el
proceso de sedimentación dentro de separador centrifugo horizontal, puede
notarse que la fuerza de gravedad esta en función de la posición, en dicha
figura se puede ver las posiciones mas importantes de una partícula para una
clara deducción del modelo matemático.
Los símbolos matemáticos en el modelo son:
m = masa de la partícula
a = aceleración de la partícula
ω = numero de revoluciones por minuto de la centrifuga
R = Distancia radial de la partícula desde el eje de giro = Radio de la centrifuga
g = aceleración gravitatoria
θ = ángulo formado desde el eje perpendicular al eje de giro y la posición de la
partícula
ρliq = densidad del liquido

IM-2005-II-21
1. Se ha demostrado de forma empírica que la aproximación geométrica de partículas esféricas produce un error de la velocidad de sedimentación del 4%, corrigiéndose al calcular velocidad de sedimentación libre a impedida. (McCabe, 2002. Maya 2004)
29
ρp = densidad de la partícula
Vp = Volumen de la partícula
Vliq = Volumen del liquido
U = velocidad de la partícula a través del fluido
Ut = velocidad Terminal de la partícula a través del fluido Us = velocidad de sedimentación impedida
A = máxima área de la partícula perpendicular al desplazamiento
ae = aceleración externa
Dp = Diámetro de partícula
Fe = Fuerza externa
Fc = Fuerza centrifuga
Fg = Fuerza de gravedad Ff = Fuerza de fricción
μ = viscosidad del fluido
Re = Numero de Reynolds
ε = porosidad
R1 =radio interior de la capa de liquido
R2 = Radio exterior de la capa de líquido = radio centrifuga R
Vp = Volumen de partícula
E = Espesor
Haciendo un diagrama de cuerpo libre para una partícula esférica1 dentro del
separador centrífugo suspendida en el fluido de separación se tiene:
• DFFfFema −−= [1]
• ( )[ ]θω cos2 gRmmamaFgFcmaFe gce +=+=+== [2]
• eliquliqeliq aVamFf ρ==
Como Vliq es igual al volumen del liquido desplazado Vp , y Vp = m/ρp
( ) epliq amFf ρρ /= [3]
• ( )[ ] ( )[ ] Dpliq FgRmma −−+= ρρθω /1cos2[4]
IM-2005-II-21
30
En este punto del modelo matemático la única fuerza por definir es la fuerza de
sedimentación debida la flotabilidad de la partícula Fd, esta fuerza tiene un
comportamiento deducido de forma empírica; Dependiendo del régimen en
que el fluido y/o el movimiento de la partícula esférica este, si Re << 1 se aplica
la LEY DE STOKES, o si 3000 < Re < 200.000 se aplica la LEY DE NEWTON
• Si Re << 1.
pD UDF πμ3= Y la fuerza sentida por la partícula esférica será:
( )[ ] ( )[ ] ppliq UDgRmma πμρρθω 3/1cos2 −−+= [5]
• Si 1000<Re<200.000 22055.0 pD DUF πρ= Y la fuerza sentida por la partícula esférica será:
( )[ ] ( )[ ] 222 055.0/1cos ppliq DUgRmma πρρρθω −−+= [6]
Cuando la aceleración de la partícula se hace 0, el separador centrífugo
horizontal ha arrancado y esta en funcionamiento estable, de esta forma la
velocidad de sedimentación libre o velocidad terminal para cada tipo de
régimen se puede expresar de la siguiente manera:
• Si Re << 1.
( )[ ] ( )[ ]p
pliq
DgR
mUtπμ
ρρθω3
/1cos2 −+=
ppDm ρπ⎟⎠⎞
⎜⎝⎛= 3
6
( )[ ] ( )[ ]μ
ρρθωρ18
/1cos22pliqpp gRD
Ut−+
= [7]
• Si 1000<Re<200.000
( )[ ] ( )[ ]2
2
055.0
/1cos
p
pliq
D
gRmUt
πρ
ρρθω −+=

IM-2005-II-21
31
ppDm ρπ⎟⎠⎞
⎜⎝⎛= 3
6
( )[ ] ( )[ ]liq
pliqpDgRUt
ρρρθω /1cos
74.12 −+
= [8]
3.2.2.2 Velocidad de sedimentación impedida.
Para el caso de sedimentación impedida, las diferencias de velocidad
ocasionadas por el rozamiento entre partículas, la velocidad de sedimentación
se ve afectada, es por esto que debe hacerse una corrección de dicha
velocidad.
Así pues para un fluido uniforme la sedimentación Us se puede expresar
mediante la ecuación empírica de Maude y Whtimore de la siguiente manera:
( )nts UU ε=
n varia de 4.6 para Re<<1 a 2.5 entre 1000<Re<200.000.
ε es la porosidad y se define como la relación entre el volumen de partículas
sedimentándose y el volumen total ocupado, expresado de la siguiente manera:
( )( )total
vacio
VV
=ε
Para este caso como ya se había dicho, las partículas están por encima de 2–3
μm; debido a esto la relación entre Us/Ut = 0.77 y ε = 0.28.
Tabla 7. Ordenes de magnitud de velocidad de sedimentación.
SIMBOLO PARAMETRO VALORω Numero de RPM 504ρ liq Densidad del fluido de separacion (g/ml) 1,2
ρ p1(PET) Densidad PET (Kg/m3) 1380Ut Velocidad de sedimentacion libre 0,28U s Velocidad de sedimentacion impedida 0,22D p Diametro promedio particula (mm) 3,53μ Viscosidad dinamica de fluido separacion según experimentacion (Ns/m2) 1,307Re Numero de Reynolds regimen turbulento 952ε Porosidad 0,28

IM-2005-II-21
32
3.2.2.3 Coeficiente de arrastre.
Dependiendo del régimen del fluido o/y la velocidad de sedimentación de la
partícula, el coeficiente de arrastre influye directamente en la fuerza de
sedimentación. Para esto es importante evaluar Re y remitirse a figura 11, al despejar la fuerza FD, esta debe coincidir con la fuerza FD evaluada
anteriormente según el régimen y Re.
Figura 11. Coeficientes de rozamiento según forma (McCabe 2002)
3.2.2.4 Tiempo de sedimentación.
Nuevamente dependiendo del régimen del fluido y/o la velocidad de
sedimentación de la partícula, es posible deducir el tiempo de sedimentación.
Si se toman las ecuaciones [7] y [8] para Re<<1 y 1000<Re<200.000, puede
integrarse la velocidad respecto al tiempo, obteniendo las siguientes relaciones:
• Si Re << 1.
( ) 12ln18
22 RR
Dt
pliqp ρρωμ
−= [9]
• Si 1000<Re<200.000

IM-2005-II-21
33
( )liq
pliqp DRRt
ρρρ
ω−
−=
12(1143 [10]
En cualquier calculo o orden de magnitud a calcular, el separador centrifugo
horizontal siempre estará en régimen turbulento, esto es 1000<Re<200.000.

IM-2005-II-21
34
4. MEDIOS DE SEPARACION
Los métodos de reciclaje que utilizan la densidad para poder separar material
(principios de sedimentación), como lo son tanques de flotación, Hidrociclones
y centrifugas en medio acuoso, son campo de investigación en la actualidad.
Todos ellos utilizan fluidos como el agua o el aire, para poder lograr su
cometido.
El uso de líquidos con densidad diferente a la del agua logrará una mayor
flexibilidad en el proceso de separación. Al respecto, se están realizando
estudios con fluidos críticos y super-críticos y soluciones salinas (near critical
and super critical fluids) (BRANDRUP 1996, GLASS 1989).
De acuerdo al método de separación (Separador centrífugo en medio acuoso) y
a las densidades de los materiales a separar (PET y PS), es importante buscar
un fluido con valor en su densidad entre 1.06 y 1.33 g/ml; tal valor será
1.195±0.135 g/ml, el cual se deduce a partir de la revisión bibliográfica, del
estudio de Diana Maya (2003) y de experimentos realizados en el laboratorio.
Es importante resaltar que en este tipo de separaciones, la tensión superficial
juega un papel muy importante; para solucionar inconvenientes relacionados
con esta propiedad, que impidan la sedimentación esperada según el balance
de densidad del fluido, pueden añadirse pequeñas cantidades (menos del 0.2%
en peso) de reactivos tales como modificadores de tensión superficial
(surfactantes), modificadores de la química de la superficie y/o floculantes.
(SHIBATA 1996, SHEN 2002, PAVLINA 2004)
4.1 DISOLUCIONES
Una disolución es una mezcla homogénea de dos o mas sustancias; la que
está presente en mayor cantidad se llama disolvente y las demás se
denominan solutos, las cuales están disueltas en el disolvente.

IM-2005-II-21
35
4.1.1 EFECTOS DE PRESION
La presión no causa ningún efecto apreciable sobre la solubilidad de los sólidos
y líquidos, mientras que la solubilidad de un gas en cualquier disolvente
aumenta o disminuye al variar la presión del gas sobre el disolvente.
4.1.2 EFECTOS DE TEMPERATURA
La solubilidad en agua de la mayor parte de los solutos aumenta al incrementar
la temperatura de la disolución. En la figura 12 se muestra este efecto sobre la
solubilidad de varias sustancias iónicas en agua.
Figura 12. Solubilidad de diferentes sales en 100g. (H2O)
(Brow n, Theodore L. 2004)
4.1.3 FORMAS DE CONCENTRACIÓN
La concentración de una disolución se puede expresar cualitativa o
cuantitativamente; la descripción cualitativa se hace por medio de la disolución
y la concentración: una disolución en una concentración relativamente baja de
soluto se describe como diluida; una disolución en una concentración elevada
se describe como concentrada.

IM-2005-II-21
36
La descripción cuantitativa de la concentración, por su parte, es posible a
través del porcentaje en masa, la fracción molar, la molaridad y la molalidad.
• Porcentaje en Masa: Una forma muy sencilla de expresar concentración
es el porcentaje en masa de un componente en una disolución.
100*%DISOLUCIÓNTOTALMASA
DISOLUCIÓNENCOMPONENTEMASAmasa−−
−−−= [11]
También es posible expresar la concentración de una disolución muy
diluida en Partes Por Millón (PPM) y en Partes Por Billón (PPb).
610*DISOLUCIÓNTOTALMASA
DISOLUCIÓNENCOMPONENTEMASAPPM−−
−−−= [12]
910*DISOLUCIÓNTOTALMASA
DISOLUCIÓNENCOMPONENTEMASAPPb−−
−−−= [13]
• Fracción molar, molaridad y molalidad: Es común utilizar expresiones de
concentración basadas en el numero de moles de uno o mas
compuestos de la disolución, estas son fracción molar, molaridad y
molalidad.
910*SCOMPONENTELOSTODOSMOLESTOTAL
SOLUTODELMOLES−−−−
−−=χ [14]
Fracción Molar
SOLUCIÓNLITROSSOLUTODELMOLESM
−−−
= [15]
Molaridad (Cambia con la temperatura).
DISOLVENTEKILOGRAMOSSOLUTOMOLESM
−−= [16]
Molalidad (No cambia con la temperatura)

IM-2005-II-21
37
4.1.4 PROPIEDADES DE LAS DISOLUCIONES.
El comportamiento de las disoluciones con las cuales se pretende separar el
material plástico de esta investigación, se ve fuertemente determinado por sus propiedades; las cuales se relacionan con la presencia o ausencia de sales,
hidrocarburos y alcoholes en el solvente; estas se presentan a continuación.
4.1.4.1. Propiedades Electrolíticas: Una sustancia cuya disolución acuosa
contiene iones y por tanto electricidad, se denomina disolución electrolítica. Por
otro lado una sustancia que no forma iones en una disolución y no conduce
electricidad se llama no electrolítica.
4.1.4.2 Compuestos iónicos en Agua: El agua es muy buen disolvente de
compuestos iónicos; aunque es una molécula eléctricamente neutra, un
extremo de ella (el O) es rico en electrones y por tanto tiene una carga negativa
parcial, la cual se compensan con que, por el otro lado, los átomos de H tienen
una carga positiva parcial; los iones positivos o cationes son atraídos por el
extremo negativo del agua y los negativos o aniones, son atraídos por el
extremo positivo.
Al disolverse un compuesto iónico, los iones quedan rodeados por moléculas
de H2O, ayudando a estabilizar los iones en disolución, y cuidando que los
cationes y aniones se recombinen.
4.1.4.3 Compuestos moleculares en agua: Cuando un compuesto molecular se
disuelve en agua, la disolución por lo regular consiste en moléculas individuales
dispersas en la solución. Casi todos los compuestos moleculares son no
electrolíticos. Hay algunos compuestos moleculares cuyas disoluciones
acuosas contienen iones, un caso importante es le de los ácidos. Ej.: Acido
Clorhídrico.
4.1.4.4 Electrolitos fuertes y débiles: Los electrolitos fuertes y débiles difieren
en el grado en que conducen la electricidad. Los electrolitos fuertes son

IM-2005-II-21
38
aquellos solutos que existen en disolución exclusivamente como iones. Los
electrolitos débiles son aquellos solutos que existen en disolución
principalmente en forma de moléculas, pero una pequeña fracción de esta en
forma de iones. Los compuestos iónicos solubles en agua son electrolitos
fuertes.
4.1.5 HIDROCARBUROS
Los hidrocarburos son los compuestos orgánicos más simples y pueden ser
considerados como las sustancias principales de las que se derivan todos los
demás compuestos orgánicos. Los hidrocarburos se clasifican en dos grupos
principales, de cadena abierta y cíclicos. Los primeros contienen más de un átomo de carbono, unidos entre sí formando una cadena lineal de una o más
ramificaciones; en los compuestos cíclicos, los átomos de carbono forman uno
o más anillos cerrados. Los dos grupos principales se subdividen, según su
comportamiento químico, en saturados e insaturados.
El Tolueno es un hidrocarburo incoloro, presente en el alquitrán de hulla, con
una densidad relativa de 0,86 y un punto de ebullición de 110,6° C, conocido
también como toluol o metilbenceno. Es inflamable y volátil haciendo que la
densidad cambie fácilmente.
El tolueno diluido en tetracloruro de carbono es utilizado para medir por
diferencia de densidades, la densidad de diferentes plásticos. Por el rango de
densidades que puede obtenerse en esta disolución (0.87-1.59 g/ml) se convierte en un posible medio de separación del material de esta investigación.
La concentración máxima tolerable por humanos es de 300PPb; a
concentraciones mayores, se han presentado efectos neurotóxicos, lesiones en
el sistema nervioso, sistema respiratorio además de ser teratogénico.

IM-2005-II-21
39
4.1.6 ALCOHOLES
Alcohol es un término aplicado a los miembros de un grupo de compuestos
químicos del carbono que contienen el grupo OH; dicha denominación se utiliza
comúnmente para designar un compuesto específico. Etanol: Se obtiene por fermentación de azúcares, a partir de etileno o de
acetileno, y en pequeñas cantidades, a partir de la pulpa de madera.
El etanol diluido en tetracloruro de carbono es utilizado para medir por
diferencia de densidades, la densidad de diferentes plásticos. Por el rango de
densidades que puede obtenerse en esta disolución, (0.79-1.59 g/ml) se
convierte, en otro posible medio de separación del material de esta
investigación. A concentración de vapores altas, el etanol es irritante para ojos y el sistema
respiratorio. En humanos, concentraciones arriba de 40mg/L es considerado
como intolerable. El consumo de etanol tiene efectos secundarios en el hígado,
produciendo infiltración, inflamación y creando fibrosis. No es un líquido
carcinógeno, pero en conjunto con otros químicos, actúa como promotor de
tumores y cáncer.
Es inflamable y volátil haciendo que la densidad cambie fácilmente..
Isopropanol: Es obtenido por hidratación de propeno, gases craqueados, o
procesos de fermentación. El isopropanol diluido en dietienglicol es utilizado
para medir por diferencia de densidades, la densidad de diferentes plásticos.
Por el rango de densidades que puede ser obtenido en esta disolución (0.79-
1.11 g/ml) es un posible medio de separación del material de esta investigación.
La concentración máxima permitida en la industria es de 3000PPb, a
concentraciones mayores se han reportado lesiones en los riñones y se
comporta como un fluido teratogénico.
Es inflamable y volátil haciendo que la densidad varié fácilmente.

IM-2005-II-21
40
4.1.7 HIDRATOS.
Todo tipo de disoluciones que contengan agua y una o mas sales, son
denominados hidratos.
Las sales o hidratos (Sales en agua) son utilizadas en la experimentación de
polímeros en medios acuosos; un ejemplo se encuentra en la investigación de
cambios de volumen de geles. Es por esta razón que dichos hidratos pueden
ser un buen medio de separación del material de esta investigación.
Cloruro de sodio: Sal sólida blanca, en su forma cristalina es transparente e
incolora. Contiene impurezas de cloruro de magnesio (MgCl2), sulfato de magnesio (MgSO4), sulfato de calcio (CaSO4), cloruro de potasio (KCl) y
bromuro de magnesio (MgBr2). Se puede obtener extrayéndolo de la
naturaleza, o por algunas reacciones químicas.
Cloruro de Magnesio: Sal diluida en agua, obtenida por disolución de ácido
clorhídrico en hidróxido de magnesio. La exposición en humanos en grandes
cantidades produce irritación, dolor de estomago, sensación de quemadura en
las mucosas (incluyendo contacto con ojos), si es inhalado puede producir
asfixia y muerte.
Cloruro de Calcio: Sal diluida en agua, obtenida por disolución de ácido
clorhídrico en hidróxido de calcio. Si es ingerido por humanos, produce
irritación y quemaduras al contacto con mucosas. En el momento de ser diluido en agua, se debe hacer de forma lenta y controlada, pues sube la temperatura
del agua, disminuyendo su punto de fusión. Dicha inclusión debe hacerse
mezclando la disolución.
Nitrato de Aluminio: Sal diluida en agua, obtenida por la disolución de ácido
nítrico en hidróxido de aluminio. Es peligroso en contacto con sustancias
inflamables. Es irritante en contacto con mucosas, ojos y piel. Debe estar
alejado de fuentes de ignición y de calor. En caso de ingestión, produce
problemas intestinales y de asimilación de calcio.
IM-2005-II-21
41
Cloruro de Potasio: Sal diluida en agua, obtenida por la disolución de ácido
clorhídrico y hidróxido de potasio, se encuentra también en la naturaleza. Es
utilizado para restablecer las sales naturales del cuerpo; El cloruro de potasio
está clasificado por la FDA en la categoría C de Riesgos a la Gestación. Esto significa que no se conoce si el cloruro de potasio dañará al bebé nonato. A
nivel industrial debe evitar ser consumido.
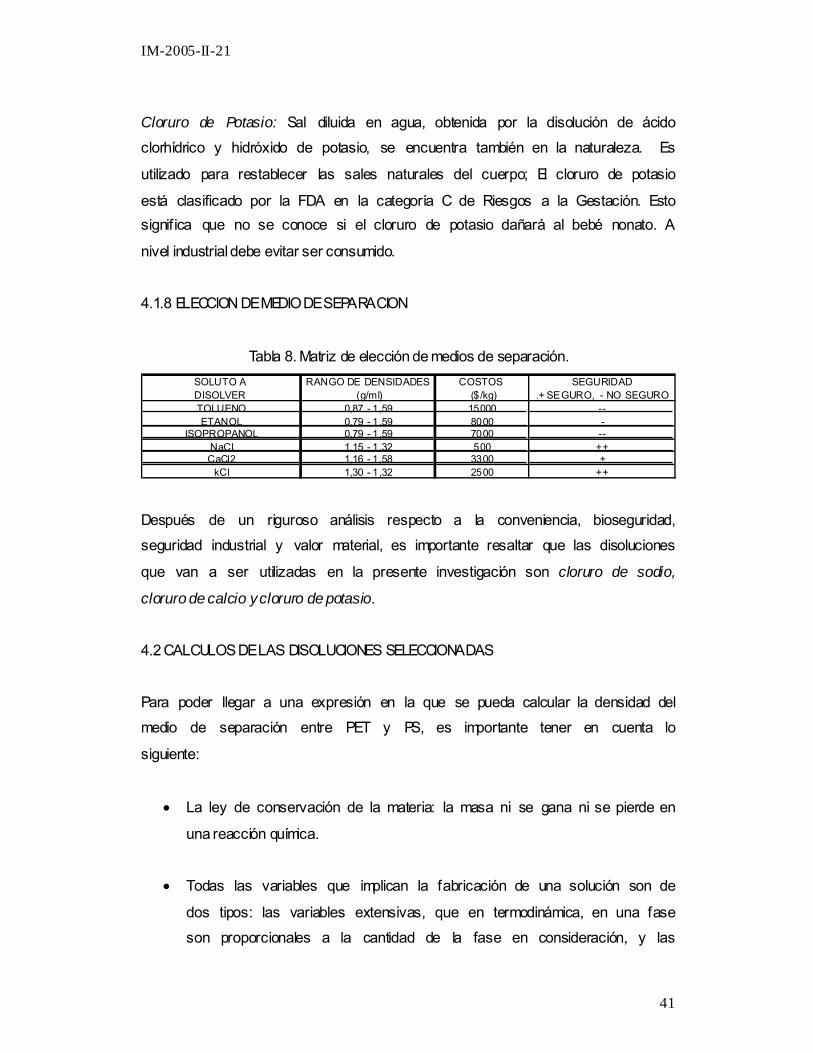
4.1.8 ELECCION DE MEDIO DE SEPARACION
Tabla 8. Matriz de elección de medios de separación. SOLUTO A RANGO DE DENSIDADES COSTOS SEGURIDADDISOLVER (g/ml) ($/kg) .+ SEGURO, - NO SEGUROTOLUENO 0,87 - 1,59 15000 --ETANOL 0,79 - 1,59 8000 -
ISOPROPANOL 0,79 - 1,59 7000 --NaCl 1,15 - 1,32 500 ++CaCl2 1,16 - 1,58 3300 +
kCl 1,30 - 1,32 2500 ++
Después de un riguroso análisis respecto a la conveniencia, bioseguridad,
seguridad industrial y valor material, es importante resaltar que las disoluciones
que van a ser utilizadas en la presente investigación son cloruro de sodio,
cloruro de calcio y cloruro de potasio.
4.2 CALCULOS DE LAS DISOLUCIONES SELECCIONADAS
Para poder llegar a una expresión en la que se pueda calcular la densidad del
medio de separación entre PET y PS, es importante tener en cuenta lo
siguiente:
• La ley de conservación de la materia: la masa ni se gana ni se pierde en
una reacción química.
• Todas las variables que implican la fabricación de una solución son de
dos tipos: las variables extensivas, que en termodinámica, en una fase
son proporcionales a la cantidad de la fase en consideración, y las

IM-2005-II-21
42
variables intensivas que son independientes de la cantidad de la fase en
consideración.
Con estas dos afirmaciones podemos llegar a una densidad de disolución.
4.2.1 DENSIDAD
La densidad de la disolución se expresa de la siguiente forma
DISOLUCION
DISOLUCIONDISOLUCION V
m=ρ [17]
Ahora el volumen de la disolución se expresa en términos de sus proporciones
en masa y volumen en términos de la densidad del componente sobre su
masa, pues estas son las variables conocidas.
SOLVENTE
SOLVENTESOLVENTEPROPORCION
SOLUTO
SOUTOSOLUTOPROPORCION
DISOLUCIONDISOLUCION m
Xm
X
m
ρρ
ρ−− +
= [18]
Con esta expresión se puede aproximar la densidad deseada con los dos
hidratos, con una solución de 100g de H2O incrementando la sal en las
siguientes tablas:
Tabla 9 Cálculo densidades de hidrato NaCl en 100g H2O.
DISOLUCION DENSIDAD (g/ml) QUIMICA w molecular masa en disol (g)
SAL SOLUTO 2,165 NaCl 58,442 Variable
SOLVENTE 0,99 H2O 18 100
GR. SOLUTO masa Disol (g) MOLES NaCl(mol) x1 Soluto x2 Solvente DENSIDAD (g/ml)
3 103 0,05 0,03 0,97 1,05
5 105 0,09 0,05 0,95 1,09
7 107 0,12 0,07 0,93 1,13
9 109 0,15 0,08 0,92 1,17
11 111 0,19 0,10 0,90 1,21
13 113 0,22 0,12 0,88 1,25
15 115 0,26 0,13 0,87 1,30
17 117 0,29 0,15 0,85 1,34

IM-2005-II-21
43
Tabla 10 Cálculo densidades de hidrato CaCl2 en 100g H2O.
DISOLUCION DENSIDAD (g/ml) QUIMICA w molecular masa en disol (g)
SAL SOLUTO 2,15 CaCl2 58,442 Variable
SOLVENTE 0,99 H2O 18 100
GR. SOLUTO masa Disol (g) MOLES NaCl(mol) x1 Soluto x2 Solvente DENSIDAD (g/ml)
3 103 0,05 0,03 0,97 1,05
5 105 0,09 0,05 0,95 1,09
7 107 0,12 0,07 0,93 1,13
9 109 0,15 0,08 0,92 1,17
11 111 0,19 0,10 0,90 1,21
13 113 0,22 0,12 0,88 1,25
15 115 0,26 0,13 0,87 1,30
17 117 0,29 0,15 0,85 1,34
Tabla 11 Cálculo densidades de hidrato KCl en 100g H2O.
KCl
DISOLUCION DENSIDAD (g/ml) QUIMICA w molecular masa en disol (g)
SAL SOLUTO 2,08 KCl 58,442 Variable
SOLVENTE 0,99 H2O 18 100
GR. SOLUTO masa Disol (g) MOLES NaCl(mol) x1 Soluto x2 Solvente DENSIDAD (g/ml)
3 103 0,05 0,03 0,97 1,05
5 105 0,09 0,05 0,95 1,09
7 107 0,12 0,07 0,93 1,13
9 109 0,15 0,08 0,92 1,17
11 111 0,19 0,10 0,90 1,21
13 113 0,22 0,12 0,88 1,25
15 115 0,26 0,13 0,87 1,30
17 117 0,29 0,15 0,85 1,34
4.2.2 SOLUBILIDAD
La solubilidad de la mayor parte de los solutos en agua aumenta al incrementar
la temperatura de la disolución. La figura 12 visualiza este efecto sobre la
solubilidad de varias sustancias iónicas en agua, dicha grafica muestra gramos
de soluto en 100 gramos de H2O. Puede afirmarse con seguridad según la
figura12, que los hidratos a utilizar en la separación de los materiales de esta
investigación se solubilizan completamente en el agua entre 10 y 40 grados
centígrados, dicho intervalo de temperaturas es el rango de operación de la
maquina centrifuga.

IM-2005-II-21
44
Los medios de separación seleccionados, alcanzaran la densidad deseada. Es
importante evaluar la eficiencia de estos tres medios, esto en estado de
operación de todo el separador centrífugo, para poder de dicha forma
seleccionar el fluido mas adecuado.
Otra variable de gran importancia es la viscosidad de cada uno de los medios
de separación. Entre menor sea la viscosidad, y alcanzado el intervalo de
densidad intermedio entre los dos materiales a analizar en esta investigación,
el coeficiente de frotamiento es menor, haciendo el numero de Reynolds Re
mayor, esto hace que la velocidad de sedimentación del material mas denso
sea mas rápido y por tanto la separación mas eficiente. Por tanto es mas
adecuado escoger el medio liquido de separación menos viscoso. La velocidad de sedimentación, viscosidad, y valores de Re dentro del
separador centrífugo se explican con mas detalle en el capítulo 3.

IM-2005-II-21
45
5. MEJORAMIENTO DE ALIMENTACION DE MATERIAL.
En principio el sistema de alimentación del separador centrifugador contaba
con un espiral que ayudaba a empujar y desbloquear el material que se trataba
de compactar en el recorrido hasta la salida por los orificios del eje del tornillo de la centrifuga. (Figura 13)
Dicho espiral no es un sistema adecuado de transporte de material, haciendo
deficiente su función de remover cúmulos. En consecuencia la maquina
requería excesos de fluido para deshacer el material compactado en el
recorrido de su alimentación.
Es por esto que se propone el diseño de un tornillo para cumplir con las
necesidades de alimentación de la centrifuga.
La construcción y diseño del tornillo contempla los siguientes pasos:
• Condiciones de diseño.
• Diseño geométrico.
• Diseño estructural.
• Empuje de material del tornillo.
Las condiciones de diseño del tornillo se presentan a continuación.
• El paso es igual al diámetro exterior (Haciendo ángulo de hélice
exterior °= 656.17bθ )
• Los coeficientes de fricción son iguales tanto en el tornillo como en el
barril.
• No hay subida de presión entre la entrada y la salida. (fb=fs=0.25
coeficiente de fricción dinámica tabla 4.3 TADMOR KLEIN).

IM-2005-II-21
46
Figura 13 Zona Alimentación Inicial.
(Adaptado MAYA 2004.)
Figura 14 Zona Alimentación Reformada.
(Adaptado MAYA 2004.)
El diseño geométrico, estructural y condiciones de empuje de material a lo
largo del tornillo se explican a continuación.
5.1 DISEÑO GEOMETRICO TORNILLO UNA HELICE.
De acuerdo a las figuras 7 y 8 se tomo un modelo matemático tanto para el
diseño geométrico como para el diseño estructural del tornillo.
Figuras 15 y 16.
(Geometría tornillo y construcción geométrica. Adaptado de TADMOR KLEIN 1970)
IM-2005-II-21
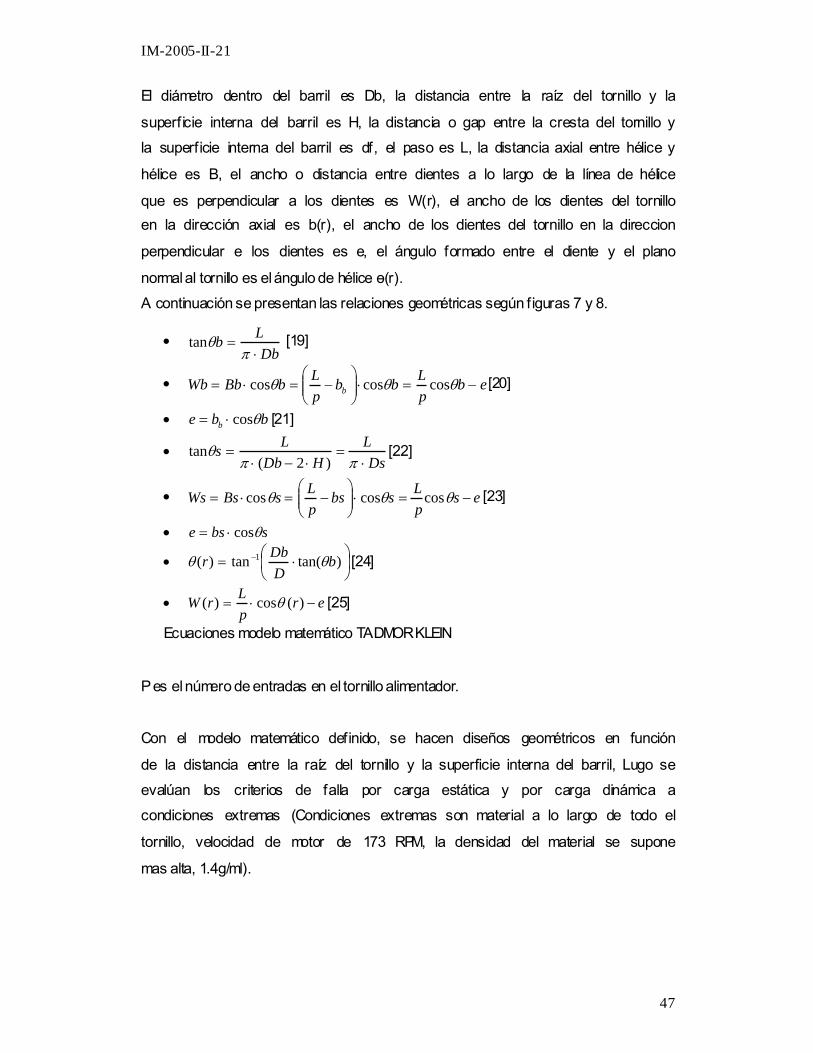
47
El diámetro dentro del barril es Db, la distancia entre la raíz del tornillo y la
superficie interna del barril es H, la distancia o gap entre la cresta del tornillo y
la superficie interna del barril es df, el paso es L, la distancia axial entre hélice y
hélice es B, el ancho o distancia entre dientes a lo largo de la línea de hélice
que es perpendicular a los dientes es W(r), el ancho de los dientes del tornillo en la dirección axial es b(r), el ancho de los dientes del tornillo en la direccion
perpendicular e los dientes es e, el ángulo formado entre el diente y el plano
normal al tornillo es el ángulo de hélice ө(r).
A continuación se presentan las relaciones geométricas según figuras 7 y 8.
• Db
Lb⋅
=π
θtan [19]
• ebpLbb
pLbBbWb b −=⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛−=⋅= θθθ coscoscos [20]
• bbe b θcos⋅= [21]
• Ds
LHDb
Ls⋅
=⋅−⋅
=ππ
θ)2(
tan [22]
• espLsbs
pLsBsWs −=⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛−=⋅= θθθ coscoscos [23]
• sbse θcos⋅=
• ⎟⎠⎞
⎜⎝⎛
⋅= − )tan(tan)( 1 bD
Dbr θθ [24]
• erpLrW −⋅= )(cos)( θ [25]
Ecuaciones modelo matemático TADMOR KLEIN
P es el número de entradas en el tornillo alimentador.
Con el modelo matemático definido, se hacen diseños geométricos en función
de la distancia entre la raíz del tornillo y la superficie interna del barril, Lugo se
evalúan los criterios de falla por carga estática y por carga dinámica a
condiciones extremas (Condiciones extremas son material a lo largo de todo el
tornillo, velocidad de motor de 173 RPM, la densidad del material se supone
mas alta, 1.4g/ml).

IM-2005-II-21
48
Los datos resaltados en azul muestran el diseño geométrico definitivo.
Tabla 12. Diferentes parámetros geométricos en función de distancia entre raíz del tornillo y superficie interna del barril, unidades en pulgadas. H L Db e bb Wb Bb �b Ds bs Ws Bs
0,80 2,06 2,06 0,13 0,13 1,83 1,93 17,66 0,46 0,22 1,05 1,840,78 2,06 2,06 0,13 0,13 1,83 1,93 17,66 0,50 0,21 1,12 1,850,70 2,06 2,06 0,13 0,13 1,83 1,93 17,66 0,66 0,18 1,33 1,880,66 2,06 2,06 0,13 0,13 1,83 1,93 17,66 0,75 0,17 1,42 1,890,55 2,06 2,06 0,13 0,13 1,83 1,93 17,66 0,96 0,15 1,57 1,900,53 2,06 2,06 0,13 0,13 1,83 1,93 17,66 1,00 0,15 1,60 1,910,50 2,06 2,06 0,13 0,13 1,83 1,93 17,66 1,06 0,15 1,62 1,910,45 2,06 2,06 0,13 0,13 1,83 1,93 17,66 1,16 0,14 1,66 1,91
El ancho o distancia entre dientes a lo largo de la línea de hélice, así como el
ángulo formado entre el diente y el plano normal al tornillo ө(r) están en función
del radio del tornillo W(r), Si con los diferentes diseños geométricos se hace
una grafica (Figura 17) en función de H/Db, puede verse como los diferentes
planos que tocan tangencialmente la hélice de los dientes del tornillo son
paralelos entre si para un radio especifico.
Puede observarse que en cualquier posición radial los dientes del tornillo son
perpendiculares en la misma posición radial.
�(r) y W(r) en función del radio
0,00
10,00
20,00
30,00
40,00
50,00
0,32 0,27 0,26 0,24 0,22
H/Db
�s
0,70
0,75
0,80
0,85
0,90
0,95
Ws/
Wb өs
Ws/Wb
Figura 17. ө(r) y W(r) en función del radio
IM-2005-II-21
49
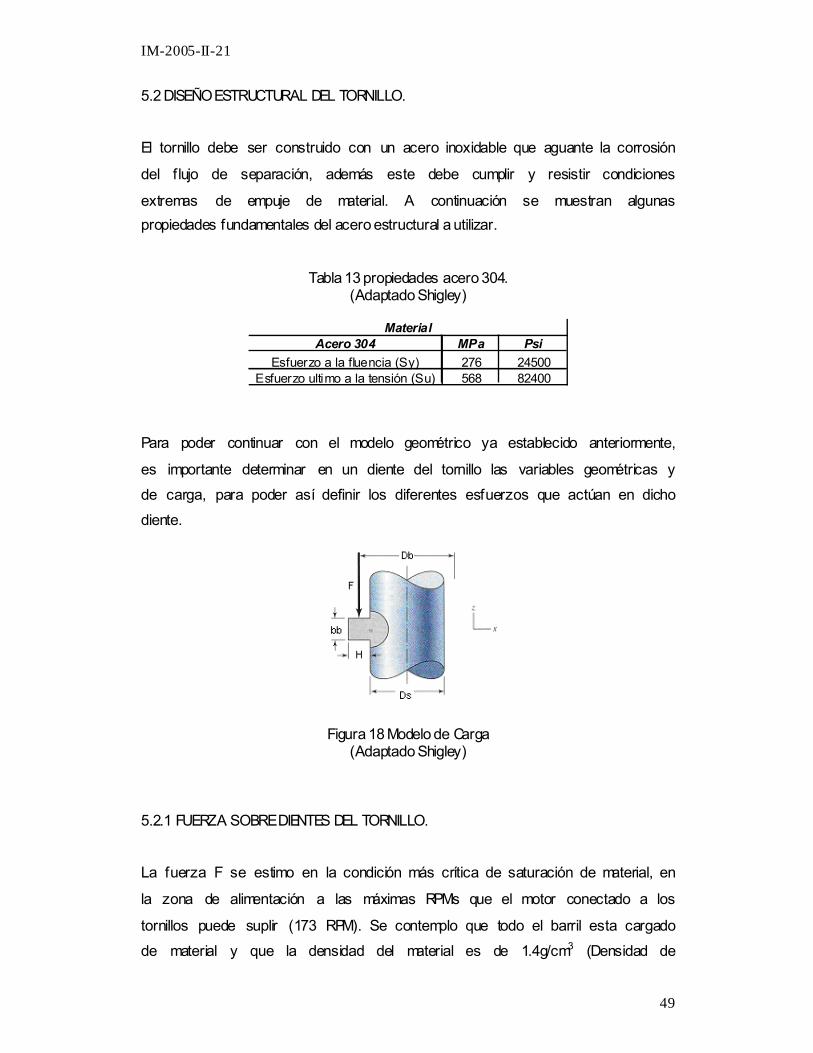
5.2 DISEÑO ESTRUCTURAL DEL TORNILLO.
El tornillo debe ser construido con un acero inoxidable que aguante la corrosión
del flujo de separación, además este debe cumplir y resistir condiciones
extremas de empuje de material. A continuación se muestran algunas propiedades fundamentales del acero estructural a utilizar.
Tabla 13 propiedades acero 304. (Adaptado Shigley)
Para poder continuar con el modelo geométrico ya establecido anteriormente,
es importante determinar en un diente del tornillo las variables geométricas y
de carga, para poder así definir los diferentes esfuerzos que actúan en dicho
diente.
Figura 18 Modelo de Carga
(Adaptado Shigley)
5.2.1 FUERZA SOBRE DIENTES DEL TORNILLO.
La fuerza F se estimo en la condición más crítica de saturación de material, en
la zona de alimentación a las máximas RPMs que el motor conectado a los
tornillos puede suplir (173 RPM). Se contemplo que todo el barril esta cargado
de material y que la densidad del material es de 1.4g/cm3 (Densidad de
Acero 304 MPa PsiEsfuerzo a la fluencia (Sy) 276 24500
Esfuerzo ultimo a la tensión (Su) 568 82400
Material
IM-2005-II-21
50
material mas alta para dar un factor de seguridad mayor). Para este sistema de
coordenadas φ=17.66º. y P es el numero de dientes; El número de dientes P se
toma como 15.
Antes de determinar las fuerzas que se generan en el tornillo, es importante calcular la presión dentro del barril alimentador, esto se hace de la siguiente
manera:
• ⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛
+−
= zbKABKABPP
2211exp1 [26]
• [ ]RhfKYfK
gRhP /2exp(12
1 −−=ρ
[27]
• DbDssanbWsfs
DbDanbHfsfsWbB θθθθφ cotsincotsin2cos1 −−= [28]
• DbDHWB θcos2 = [29]
• bWsfsbHfsfsWbA θθφ sinsin2sin1 ++= [30]
• θsin2 HWA = [31]
Ecuaciones modelo matemático TADMOR Y KLEIN
Este modelo matemático tiene en cuenta la geometría de la tolva, con las
variables Rh (Altura de la tolva) y Y (altura de material en la tolva).
La presión determinada con este modelo matemático a condiciones máximas
de funcionamiento es:
PSIzbKABKABPP 175
2211exp1 =⎥
⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛
+−
= [32]
Como se había dicho en un principio, no hay subida de presión, por tanto se
supone que la presión de 175PSI es constante y no crece a lo largo de la
alimentación del material. Con esta presión definida, las fuerzas sentidas por
cada uno de los dientes del tornillo son:
• *FPHdzFna += [33]

IM-2005-II-21
51
• PHdzFnp = [34]
• PWdzfbFb = [35]
• )sin(* φθ += FbF [36]
Ecuaciones modelo matemático RAUWENDAAL
Figura 19. Modelo matemático de fuerzas sobre un diente del tornillo a
condiciones extremas (Adaptado RAUWENDAAL 2001).
Para poder determinar el ángulo al cual la fuerza Fb actúa respecto al vertical
eje del tornillo, es necesario determinar las velocidades experimentadas por el
material dentro del cilindro transportador.
La velocidad de flujo en función de las revoluciones del dispositivo que hace
girar al tornillo se explica en el numeral 4.3, pero sobre dicha velocidad se
calcula el ángulo necesario para definir la fuerza Fna sentida por los dientes del
tornillo.
De acuerdo a la siguiente ecuación vectorial se definen ecuaciones escalares
para determinar las magnitudes de las velocidades y así determinar el ángulo
necesario para determinar Fna.
• VszVbV +=Δ [37]
Ecuación vectorial modelo matemático RAUWENDAAL

IM-2005-II-21
52
• 0=−Δ φθ VszSinVSin [38]
• VbVszCosVCos =+Δ φθ [39]
Ecuaciones escalares dependientes de ecuación vectorial. Adaptado modelo matemático RAUWENDAAL.
Las velocidades del sistema de ecuaciones definidas por la velocidad de flujo
que se explica mas adelante son:
• min/6.1119 inDbRPMVb =⋅⋅= π [40]
• min/58.0 inWpH
RPMNQs
Vsz =⋅⋅⋅
=ρ
[41]
El sistema de dos ecuaciones independientes tiene dos incógnitas. El ángulo
buscado se define de la siguiente manera:
• φ
φθVszCosVb
VszSinTan−
= [42]
• 3008.9 −= Eθ [43]
En este punto se tienen todas las variables necesarias para determinar la
fuerza a la cual es sometido un diente del tornillo de la siguiente manera:
[ ]∫ −++=π
θ2
0
)3008.966.17(2
EWfsSinHdDbPFna [43]
[ ] lbfESindFna 8.904)3008.966.17(25.083.166.0206.2175
2
0
=−+⋅⋅+= ∫π
θ [44]
5.2.2 ESFUERZOS SOBRE EL TORNILLO.
Durante el empuje de material se crea una fuerza perpendicular a los dientes
del tornillo, como se evidencia en la figura 18; la que hace que tanto la raíz
como los dientes experimenten diferentes esfuerzos, estos son

IM-2005-II-21
53
cortante(ecuación 45), flexión (ecuación 46) y torsión (Ecuación 47) para los
dientes, y torsión (ecuación 48) y tensión. (ecuación 49) para la raíz.
Esfuerzos implicados en la hélice cargada son
• tb nbDs
FB⋅⋅⋅
=π
σ [45]
• ( ) tb nDsb
FHb⋅⋅⋅
⋅⋅=
πσ 2
3 [46]
• tb nbDs
F⋅⋅⋅
⋅=π
τ23 [47]
Esfuerzos implicados en el cuerpo del tornillo.
• ( )3
16Ds
F⋅
⋅=
πτ [48]
• ( )2
4DsF
⋅⋅
=π
σ [49]
Esfuerzos que se determinan según Shigley como normales ortogonales
coincidiendo con las coordenadas de la figura 10.
• ( ) tb nDsb
FHx⋅⋅⋅
⋅⋅=
πσ 2
3
[50]
• ( )2
4DsFz
⋅⋅
=π
σ [51]
• ( )3
16Ds
Fyz⋅
⋅=
πτ
[52]
Esfuerzos principales en función de los esfuerzos normales ortogonales según
la condición de carga de la figura 10.
• xσσ =1 [53]
• yxzyz τσσσσ +⎟⎠⎞
⎜⎝⎛ −
+=2
222 [53]
• yxzz τσσσ +⎟⎠⎞
⎜⎝⎛
−=2
223 [54]
• zσσ =4 [55]

IM-2005-II-21
54
El esfuerzo de Von Mises en un eje de coordenadas en tres dimensiones según
la figura 10 se expresa de la siguiente forma:
( ) ( ) ( ) ( )[ ]2/1
222222 62
1` zxyzxyxzzyyx τττσσσσσσσ ++⋅+−+−+−= [56]
A continuación se muestra una tabla con esfuerzos normales ortogonales,
esfuerzos principales y esfuerzos de Von Mises en función del largo de hélice
del tornillo.
Tabla 14. Esfuerzos principales y de Von Mises en función de H.
H Gx Gz Tyz G1 G2 G3 G4 G' 0,80 6289,24 5534,26 48514,27 6289,24 5543,01 -8,75 5534,26 84239,420,78 5596,06 4609,13 36873,02 5596,06 4617,11 -7,99 4609,13 64075,150,70 3826,08 2675,19 16304,71 3826,08 2681,27 -6,08 2675,19 28444,520,66 3148,37 2068,87 11088,68 3148,37 2074,21 -5,35 2068,87 19405,030,55 2063,13 1260,00 5270,32 2063,13 1264,17 -4,17 1260,00 9304,490,53 1901,23 1152,28 4609,13 1901,23 1156,27 -3,99 1152,28 8153,760,50 1698,01 1032,73 3910,73 1698,01 1036,50 -3,77 1032,73 6933,800,45 1396,05 861,82 2981,32 1396,05 865,27 -3,45 861,82 5305,97
5.2.3 CRITERIO DE FALLA CARGA ESTATICA
Para poder determinar un criterio de falla estática es importante tener en cuenta las propiedades mecánicas del material, este es un acero inoxidable
304, con propiedades mecánicas según tabla 12. El coeficiente de fatiga dúctil
es de ef = 1.67, el esfuerzo de fluencia en compresión es muy aproximado al
esfuerzo de fluencia en tensión y teniendo en cuenta un diseño conservativo se
utiliza el criterio de falla MSS de esfuerzos cortantes máximos (Maximum shear
strees)
El criterio de falla estática MSS predice que la fluencia empieza cuando el
máximo esfuerzo cortante iguala o excede el máximo esfuerzo cortante en un
ensayo de tensión del material en el cual la pieza o dispositivo este fabricado.
La teoría de falla MSS es también llamada tresca.
7.1132
=−
=σσ
Synf [57]

IM-2005-II-21
55
5.2.4 CRITERIO DE FALLA POR FATIGA
Para poder tomar un criterio de falla por fatiga en el diseño del tornillo, es
importante determinar los esfuerzos fluctuantes sentidos tanto por el eje como
por los dientes; Dichos esfuerzos fluctuantes están en función de los esfuerzos
de Von Mises de la siguiente forma:
´max0minσσ
σ== 7-11 Shigley. [58]
2´
2minmax
2´
2minmax
σσσσ
σσσσ
=−=
=+=
a
m 7-39 Shigley. [59]
Es necesario determinar el límite de resistencia por fatiga; De acuerdo al
material seleccionado y a los factores modificadores, este limite se obtiene de
la siguiente manera:
• SuteS ⋅= 504.0´ Ecuación 7-8 Shigley. [60]
• KfKeKdKcKbKaeSSe ⋅⋅⋅⋅⋅⋅= ´ Ecuación 7-17 Shigley. [61]
• 995.0)4.82(9.39 −=Ka Factor Proceso. Ecuación 7-18, Tabla 7-4 Shigley[62]
• 107.0879.0 −⋅= DsKb Factor Forma. Adaptado 7-19 Shigley y 3-2 Tadmor y
Klein. [63]
• 1=Kc Factor Carga. Ecuación 7-25, nota 19 Pág. 331 Shigley. [64]
• 1== KeKd Factor Temperatura y Confiabilidad. 7-27 y 7-28 Shigley [65]
El tornillo alimentador opera en sales minerales o hidratos, estos pueden alterar
fuertemente las propiedades mecánicas del material; Independientemente de
que el material sea un acero estructural inoxidable, para hacer un diseño
conservativo, es necesario modificar el límite de resistencia por fatiga. Tal
modificación se hace con el factor de corrosión; este es:
• 9.0=Kf Nota Shigley Cáp. 7 Pág. 335. [66]

IM-2005-II-21
56
El límite de endurecimiento con las correcciones puede verse en la siguiente
tabla:
Tabla 15 limite de resistencia por fatiga con factores modificadores según criterios (Adaptado SHIGLEY, Unidades en PSI)
PARAMETRO VALOR
Ka 0,495Kb 0,879Ks 1S'e 41529,6Se 16262,76
Con dichos factores y el criterio de falla de Goodman modificado es posible
calcular el factor de seguridad del tornillo de la siguiente manera:
4.11 =+
=
Sutm
Sea
nfσσ
Tabla 7-9 Shigley [67]
La siguiente tabla muestra el factor de seguridad en función de H del tornillo de
la siguiente manera:
Tabla 16 Factor de seguridad y esfuerzos fluctuantes en función de H del Tornillo.
H G' Gm Ga nf0,80 84239,42 42119,7 42119,71 0,320,78 64075,15 32037,6 32037,58 0,420,70 28444,52 14222,3 14222,26 0,950,66 19405,03 9702,51 9702,51 1,400,55 9304,49 4652,24 4652,24 2,920,53 8153,76 4076,88 4076,88 3,330,50 6933,80 3466,9 3466,90 3,920,45 5305,97 2652,98 2652,98 5,12
.

IM-2005-II-21
57
Falla por Fatiga Goodman Modificado
y = 31,161x2 - 52,491x + 22,399R2 = 0,9998
0,00
1,00
2,00
3,00
4,00
5,00
6,00
0,40 0,50 0,60 0,70 0,80 0,90
H
nFH
Polinómi
Figura 20, Falla por fatiga según H del tornillo.
Es también importante determinar la curva de Fatiga S – N, los factores y la
curva pueden verse de la siguiente manera:
Diagrama S N
0,0010000,0020000,0030000,0040000,0050000,0060000,0070000,0080000,0090000,00
010
00100
00
1000
00
1000
000
1E+0
9
1E+1
2
1,00E
+15 N (RPMs)
Sf
(PS
I)
Figura 21, Curva de Fatiga S-N.
A continuación se muestra un modelamiento del tronillo en Solid Edge, este se
pude ver en la siguiente figura.

IM-2005-II-21
58
Figura 22. Apariencia del Tornillo Modelo Solid Edge.
5.2.5 DEFLEXION ESPERADA EN EL TRONILLO
La deflexión sobre el tornillo se pude determinar con el modelo matemático de
una viga empotrada, con carga uniforme a lo largo, de la siguiente manera:
Figura 23 Viga empotrada. (adaptado Shigley)
• wlR =1 [68]
• 2
12wlM = [69]
• EI
wlY8
max4
= [70]
Ecuaciones para determinar la deflexión máxima en una viga empotrada
según figura 23

IM-2005-II-21
59
Tabla17 Resultados Deflexión.
Densidad Acero g/cm3 8,027E Pa 180000000
Volumen tornillo cm3 756,5R1 (N) 59,51Inercia 2,60E-05w (N/m) 78,80
Y in -0,18
DEFLEXION
Tomando esta deflexión, puede verse que se requiere una tolerancia o gap de
0.18 in para que el tornillo no choque con el cilindro, esto se tendrá en cuenta
en la construcción final del tornillo.
5.3 CONDICIONES DE FLUJO SOBRE EL TORNILLO El flujo o capacidad de transportar material de los tornillos alimentadores es determinado por las revoluciones a la cual el dispositivo este operando, así
como de la geometría.
En el caso de la centrifuga, los tornillos giran a 31 RPM, y por la geometría y
dimensiones de los cilindros por donde se mueve el material a reciclar antes de
ser centrifugado; existe una condición fuerte de alimentación y es que no se
puede sustentar mas material en la tolva, que la capacidad de transporte del
nuevo tornillo.
La condición de flujo de material en el nuevo tornillo se determino con el
modelo matemático de TADMOR KLEIN. Dicha relación se puede ver de la
siguiente forma:
eWW
bbHDbHDb
NQs
++−=
θφθφπ
tantantantan)(2 [71]
Ecuación de flujo (Adaptado TADMOR KLEIN)
El ángulo Ф es determinado iterando la siguiente relación, esto para poder
calcular el flujo de material que desaloja el nuevo tornillo.

IM-2005-II-21
60
⎟⎠⎞⎜
⎝⎛ ++⎟
⎠⎞⎜
⎝⎛ ++= san
DbDsKb
WbWsan
DbDKb
WbHK
NQs θθθθφ cotsincotsin2sin [72]
Ecuación en la que se debe determinar Ф por iteración. (Adaptado TADMOR
KLEIN)
Tabla 18. Flujo de material en el tornillo a 31 RPM. Qs (Kg/min)@ d = 1.3g/cm3
0,82
Finalmente se sabe que el tornillo gira a 31 RPM, esto significa que desaloja
material según la condición de experimentación mostrada en la tabla 17.
5.4 CONSTRUCCION Y ENSAMBLE DEL TORNILLO
El tornillo fue construido sobre un eje sólido de ¾ in en su diámetro; Los
dientes fueron construidos con discos de 56mm de diámetro y perforados a 1 in
de diámetro; estas dimensiones garantizan el adecuado desarrollo de la hélice
sobre el eje del tornillo. En el anexo 2 se puede ver los planos de taller.
Figura 24. Discos perforados y cortados para formar hélice del tornillo.
Los discos se cortan como se muestra en la figura 24 y se unen unos con otros
con puntos de soldadura para acero inoxidable 308L según figura 25.

IM-2005-II-21
61
Figura 25. Discos unidos por puntos de soldadura.
Estos discos ya unidos se montan sobre un eje provisional, y se estiran
calentando el material, a medida que se van estirando los discos punteados, la
hélice sobre el eje empieza a desarrollarse de forma natural. Figura 26.
Figura 26. Discos estirándose en eje provisional.
La concentración de esfuerzos en la sujeción del tornillo alimentador no hace que falle, se hace un cálculo del límite de resistencia por fatiga en dicha zona, y
puede verse que el tornillo resiste vida infinita. ANEXO 1 (calculo
concentradores esfuerzos den zona de sujeción del nuevo tornillo).
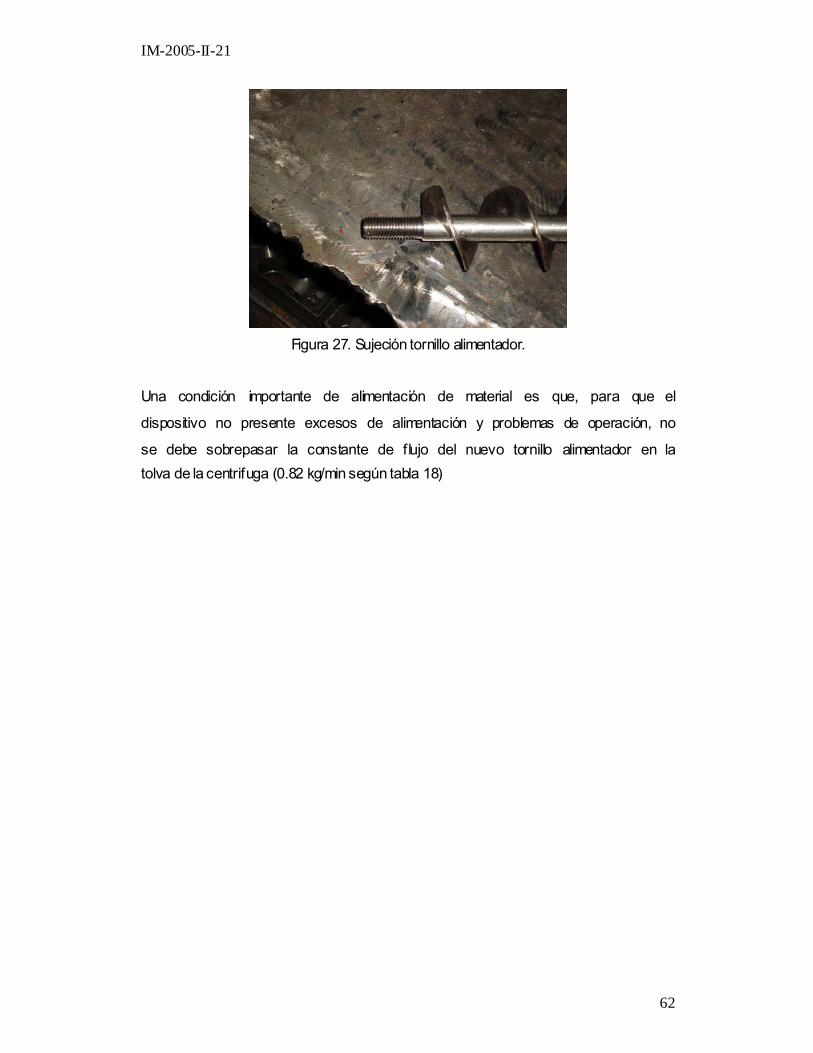
IM-2005-II-21
62
Figura 27. Sujeción tornillo alimentador.
Una condición importante de alimentación de material es que, para que el
dispositivo no presente excesos de alimentación y problemas de operación, no
se debe sobrepasar la constante de flujo del nuevo tornillo alimentador en la tolva de la centrifuga (0.82 kg/min según tabla 18)

IM-2005-II-21
63
6. SISTEMA REALIMENTACION DE FLUIDO Para el diseño del sistema de realimentación hidráulico se supondrá que la
tubería esta completamente llena del fluido; así la fuerza de excitación principal
de empuje será un gradiente de presión a lo largo de la tubería, generado por
una bomba; si la tubería no está llena, no es posible mantener esta diferencia
de presión.
El sistema de realimentación de fluido (Figura 31) esta influenciado por
variables como la cabeza estática, el empuje de la bomba, las perdidas por
fricción causada por el material de la tubería, perdidas menores causadas por
dispositivos tales como el flujometro, el tipo de válvula solenoide, las
conexiones en T y Y en el tramo 2, las contracciones y expansiones
espontáneas en la sección transversal de la tubería. Dicho sistema cuenta
básicamente con tres secciones o tramos, los cuales se caracterizan por el
diámetro de su tubería.
El tramo 1 es una tubería de 9mm en su diámetro y 2mts de extensión. Esta
conecta la bomba SIMER suspendida en el tanque de recolección de fluido
(Figura 31, numeral 20) que tiene diámetro de salida de 2” con el flujometro y
con la tubería de ½ pulgada que se conecta al sistema separador centrifugo.
Figura 28. Bomba SIMER conectada a tramo 1.

IM-2005-II-21
64
El tramo 2 se conectan por una T, la entrada de agua para mantenimiento, la
válvula solenoide y el filtro en Y, la tubería es de ½ pulgada en su diámetro y
0.3mts de extensión, este se conecta al separador centrifugo según figura 31.
Figura 29. Conexión T tramo 2.
El tramo 3 es la conexión del flujometro, es una tubería de 6mm en su diámetro
y 0.35mts de extensión.
Figura 30. Conexión tramo 3, flujo metro.

IM-2005-II-21
65
Figura 31. Esquema sistema de realimentación de fluido.

IM-2005-II-21
66
6.1 PERDIDAS EN TUBERIAS.
Para poder determinar las perdidas de flujo en el sistema de realimentación,
hay que tener en cuenta variables tales como geometría de la sección
transversal, caudal generado por la bomba que empuja el fluido, material de la
tubería, perdidas generadas por dispositivos tales como válvula solenoide, uniones en T, filtro en Y, y cambios espontáneos de diámetro.
6.1.1 PERDIDAS POR FRICCION GENERADAS POR EL MATERIAL DE LA
TUBERIA.
El primer análisis que debe hacerse es si el sistema experimenta un flujo
laminar o turbulento, para poder así determinar el factor de fricción generado
por el material de la tubería. Lo mas adecuado es calcular el numero de
Reynolds Re, que es un numero adimensional en función de la velocidad del
fluido, viscosidad cinemática y diámetro de la tubería. Esta expresión es:
υVD=Re [73]
Así si Re esta por debajo de 2000 (Flujo totalmente desarrollado), el factor de
fricción se expresa de la siguiente manera:
Re64=f [74]
Si Re esta entre 2000 y 3000 hay que modificar el diseño de realimentación,
pues esto dice que el flujo es no estable y puede haber problemas de control
sobre el fluido a transportar; Si por el contrario Re es mayor que 3000, el flujo
es estable y turbulento. (Este es el caso más común y en el que cae el diseño
de realimentación para el separador centrifugo). Para poder analizar el
desgaste en este régimen de fluido es importante contar con el diagrama de
Moody y/o la ecuación de Colebrook y poder así determinar el factor de fricción
en la tubería.
⎟⎟⎠
⎞⎜⎜⎝
⎛+−=
fD
f Re51.2
7.3/log21 ε [75]
La expresión ε/D representa la rugosidad relativa de la tubería, la rugosidad de
la tubería ε no es de fácil determinación, pero es posible obtener una medida

IM-2005-II-21
67
de la rugosidad relativa efectiva de tubos comunes y así obtener el factor de
fricción. El resultado de esta dependencia ya expresada en la función de
Colebrook pude verse gráficamente en el diagrama de Moody figura 32.
6.1.2 PERDIDAS MENORES. Como se analizo anteriormente, la perdida de carga en largas secciones rectas
de tubería se puede calcular usando el factor de fricción obtenido con el
diagrama de Moody figura 32 o con la ecuación de Colebrook. Sin embargo,
casi todos los sistemas de tuberías contienen considerablemente más que
tubos rectos. Estas componentes adicionales pueden ser cambios de diámetro
en la tubería o generación de perdidas por válvulas, codos, conexiones en T,
entre otros.
6.1.2.1 Cambios espontáneos de diámetro.
Una expansión repentina es uno de los pocos componentes para los que el
coeficiente de perdida se puede obtener por medio de un sencillo análisis. A fin
de lograr esto se consideran las ecuaciones de continuidad y de cantidad de
movimiento para un volumen de control como el mostrado en la figura 33 y la
ecuación de energía aplicada entre 2 y 3. Esto supone que el flujo es uniforme
en las secciones 1, 2, y 3, y que la presión es constante a través del volumen
de control.
Figura 33. Volumen de control para expansión repentina dentro de una tubería.

IM-2005-II-21
68
Figura 32. Diagrama de Moody

IM-2005-II-21
69
Las ecuaciones resultantes del volumen de control de la figura 32 son:
• 3311 VAVA = [76]
• )13(333331 VVVAAPAP −=− ρ [77]
• Lhg
VPg
VP++=+
23
21 2
32
1
γγ [78]
Reordenando estas funciones es posible obtener el coeficiente de pérdida KL
tanto para contracción como para expansión expresados en las figuras 34 y 35
respectivamente:
Figura 34 Contracción repentina.
Figura 35. Expansión repentina.
Los resultados graficados en las figuras 34 y 35 coinciden con resultados
experimentales. Lo que produce las perdidas no son los efectos viscosos (es
decir, el esfuerzo cortante en la pared), sino la disipación de la energía cinética
(otro tipo de efecto viscoso) a medida que el fluido desacelera o acelera de
manera eficaz.

IM-2005-II-21
70
6.1.2.2 Perdidas generadas por dispositivos.
Otra categoría importante de componentes del sistema de tubería es la
compuesta por los accesorios para tubos, disponibles en el mercado como
codos, conexiones en T, reductores, válvulas y filtros. Los factores KL para estos componentes dependen fuertemente de la forma de este y del régimen
en el que el fluido se mueva; (Re>3000). y/o régimen turbulento.
Los resultados obtenidos según cada tramo del sistema de realimentación se
pueden ver en el ANEXO 3.
6.2 CABEZA DEL SISTEMA
La cabeza del sistema de realimentación esta en función de las pérdidas por fricción generadas por el material de la tubería, pérdidas menores generadas
por cambios espontáneos en el diámetro de la tubería y por dispositivos de
control tales como codos, conexiones en T, reductores, válvulas y filtros.
Dicha expresión de cabeza total del sistema que es únicamente para flujo
turbulento (Re>3000), es:
⎭⎬⎫
⎩⎨⎧ ++= ∑∑ Di
LifiKig
VHoHsistema2
2
[79]
Las sumatorias son las pérdidas en los diferentes tramos del sistema de
realimentación; Ho equivale a un metro y corresponde a la altura en la que se
encuentra la conexión o entrada de fluido al sistema separador; la velocidad V
corresponde a la de la salida de la bomba. Así la cabeza del sistema esta dada
por:
Tabla 19. Cabeza total del sistema. (Unidades en mts).
Ki suma 2,48fi*Li/Di 9,78E+00
Ho 1,00E+00V 5,92
H SISTEMA 1,21E+00
TOTAL

IM-2005-II-21
71
En conclusión la cabeza del sistema (1.21mts) debe ser excedida por la cabeza
de la bomba SIMER (1.5mts), permitiendo una adecuada diferencia de presión
para transporte de fluido.

IM-2005-II-21
72
7. MANTENIMIENTO DE LA MAQUINA
A continuación se nombran los problemas encontrados inicialmente en la
maquina centrifuga separadora con su correspondiente acción correctiva.
7.1 CORRECCIONES AL SEPARADOR CENTRÍFUGO.
• Roce entre carcaza móvil y estática. Se soltaron tanto la carcaza estática como móvil, se alineo la carcaza
móvil respecto al orificio de entrada de material, teniendo cuidado de no
forzar los rodamientos en los extremos; tal encuadre se hizo
suspendiendo este dispositivo por medio de una grúa.
Luego la carcaza estática que se suspende por tres pernos a todo el
conjunto se fijo de tal forma que no presentara roces ni sonidos de
golpeteo. Este error puede ser común en futuras pruebas, para esto se
dejaron marcas específicas de alineamiento en todos los pernos del
dispositivo, pues la vibración es inevitable.
Figura 36. Carcaza móvil expuesta y alineada con tubo de alimentación de
material
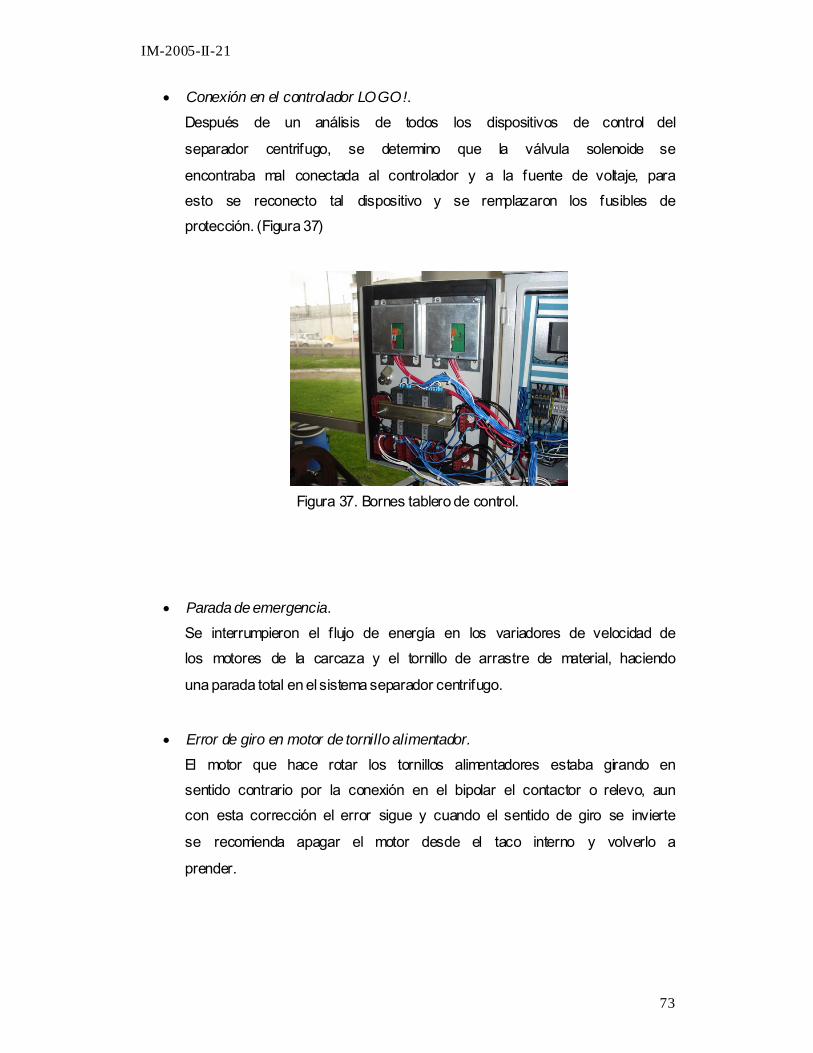
IM-2005-II-21
73
• Conexión en el controlador LOGO!. Después de un análisis de todos los dispositivos de control del
separador centrifugo, se determino que la válvula solenoide se
encontraba mal conectada al controlador y a la fuente de voltaje, para
esto se reconecto tal dispositivo y se remplazaron los fusibles de
protección. (Figura 37)
Figura 37. Bornes tablero de control.
• Parada de emergencia.
Se interrumpieron el flujo de energía en los variadores de velocidad de
los motores de la carcaza y el tornillo de arrastre de material, haciendo
una parada total en el sistema separador centrifugo.
• Error de giro en motor de tornillo alimentador. El motor que hace rotar los tornillos alimentadores estaba girando en
sentido contrario por la conexión en el bipolar el contactor o relevo, aun
con esta corrección el error sigue y cuando el sentido de giro se invierte
se recomienda apagar el motor desde el taco interno y volverlo a
prender.

IM-2005-II-21
74
• Barril de alimentación de 2”, se encuentra descentrado. El barril (figura 38) por donde pasa el material que es empujado por los
tornillos alimentadores esta maquinado y rectificado por la parte externa,
pero por dentro se nota que el espesor no es constante y se encuentra
descentrado; al ensamblar el nuevo tornillo se presento sonido de
golpeteo y rozamiento debido a la falta de rectificación del barril de 2” en
su interior; para corregir este inconveniente se quito 1mm en el diámetro
externo del nuevo tornillo alimentador, pero aun con esta corrección, el
problema continuo; durante las pruebas tal defecto desapareció.
Figura 38. Conexión de barriles 3” y 2”.
7.2 SISTEMATIZACION MAQUINA CON PROGRAMACION PLC LOGO.
El sistema lógico de control del separador centrifugo, cuenta básicamente con
dos variadores de velocidad, un interruptor de emergencia, un interruptor de
manual o automático y un modulo universal de Siemens. (Ver figura 39)
El módulo de control universal Siemens Logo resuelve tareas enmarcadas en la
técnica de instalación. Este controlador cuenta con 8 entradas digitales (Estado
operacional 0 < 5 V CC e intensidad < 1mA y 1 > 8 V CC e intensidad >
1.5mA), 4 entradas análogas y 8 salidas, haciendo un instrumento de control
versátil, no solo para el separador centrifugo, sino en cualquier otra aplicación
de control.

IM-2005-II-21
75
Las entradas y salidas para programación del dispositivo están enmarcadas
con letras acompañadas de números, las entradas digitales están enmarcadas
de I1 a I8, las entradas análogas de Al1 a Al4 y las salidas de Q1 a Q8.
Adicional a estas entradas y salidas, el controlador programable Siemens Logo
cuenta con 24 marcadores o banderas de programación denotadas por M acompañada de un número.
Figura 39. Tablero sistema de control del separador centrifugo
El modulo de control cuenta con varias funciones lógicas que manipulan tanto
señales análogas como digitales, según el tipo de sensor utilizado para el
control del proceso de separación de material.
Las funciones disponibles y utilizadas en el controlador Siemens Logo para la
automatización adecuada del separador centrífugo se nombran en la tabla “”.

IM-2005-II-21
76
Tabla 20. Funciones disponible y utilizada para programa de control.
FUNCION SIMBOLO EXPLICACION DE LA FUNCION
RETARDA LA SEÑAL Trg EN UN TIEMPORETARDO A LA T
CONEXIÓN
RECIBE DE 1 A 4 SEÑALES, OR ASIGNANDO 1 O 0 SE GÚN EL CASO
RECIBE DE 1 A 4 SEÑALES, AND ASIGNANDO 1 O 0 SE GÚN EL CASO
INVERSOR CAMBIA LA SEÑAL DE 0 A 1 O DE 1 A 0
CONVIERTE UNA S EÑAL DE ANALOGA DISCRIMINADOR A DIFGITAL SEFGUN CONDICIONES
ANALOGICO EN VALOR ANALOGO
DA SALIDA DE 1 S EGÚN SU ENTRADA INTERRUPTOR CAMBIE DE 0 A 1, DICHA SEÑAL SE DE CONFORT MANTIENE POR UN TIEMPO
CONDICIONADO. AL CAMBIAR LAENTRADA DE 1 A 0 LA S EÑAL VUELVE A 0 Y LA FUNCION A SU ESTADO ORIGINAL.
Las entradas, salidas y marcadores de la programación del controlador
siemens Logo se muestran en el ANEXO 4.
Los pasos a seguir para el correcto funcionamiento del separador centrifugo de
forma automática con un pleno funcionamiento del sistema de control Siemens
Logo es:
• Se prenden motores 2 y 3, prendiendo variadores de velocidad.
• Activar la bomba del sistema de realimentación de fluido
• Se activa arranque automático.
• Se prenden de forma automática los motores de la carcaza y el tornillo de arrastre.
• 30 seg. después de activado el arranque la señal M9 marca 0, la señal
M8 marca 1 y arranca el tornillo alimentador de material.
• La válvula solenoide en los 30 segundos de iniciado el arranque se
mantiene abierta, en ese mismo lapso de tiempo el flujometro con el
marcador M4 cambia el valor de su señal de 0 a 1 a causa del empuje

IM-2005-II-21
77
de fluido generado por la bomba del sistema de realimentación, de esta
forma la válvula se empieza a controlar únicamente en función del
flujometro.
• Si hay atasco de fluido la válvula solenoide se cierra por un minuto, el
motor del tornillo alimentador para por un minuto, gracias a la señal M6.
• Si hay exceso de fluido que se detecta por la señal I4 del sensor de
proximidad, se cierra la válvula solenoide hasta que el exceso sea
menor a 10mm del nivel de la tolva.
• Si la válvula solenoide se bloquea permanentemente, quiere decir que el
exceso de fluido persistió por mas de 8 minutos, así mismo existe un
atasco grave de material, en este caso se debe parar la maquina,
desmontar tornillos de alimentación, y limpiar el sistema.
En este caso se recomienda también operar la máquina en modo
manual sin alimentar material por 5 minutos, luego volver al modo
automático.
El programa con el que cuenta en la actualidad el controlador Siemens Logo se
muestra en la figura 40.

IM-2005-II-21
78
Figura 40. Programa de control del separador centrifugo SIEMENS LOGO

IM-2005-II-21
79
En conclusión en la actualidad el separador centrifugo cuenta con un eficiente
programa de funcionamiento automático. El único trabajo del operario de este
dispositivo es alimentar con material, sin exceder 10mm respecto al sensor de
proximidad de la tolva.
IM-2005-II-21
80
8. PRUEBAS. El objetivo de las pruebas del separador centrífugo después de un
mejoramiento en su sistema de alimentación de material y en una adecuada
sistematización y control del proceso de separación, es determinar que tipo de
hidrato como fluido de sedimentación de material es el más adecuado en la
separación de PET y PS.
El análisis se hace en función de la velocidad entre la carcaza móvil y el tornillo
de arrastre, el fluido de separación, concentración en peso de los dos
materiales PET y PS y el nivel del fluido dentro de la carcaza móvil del
separador centrífugo.
8.1 DISEÑO DEL EXPERIMENTO.
El diseño del experimento, como etapa fundamental del análisis del desempeño
del prototipo con tres diferentes medios de separación, es clave para
determinar que tipo de hidrato es el más adecuado en la separación entre PET
y PS.
Antes se debe definir la eficiencia del separador centrífugo, esta se mide con la
pureza del material descargado, esto es, se toma una muestra del material ya
separado y se cuantifica que tanto material no deseado se encuentra en dicha
muestra, esto es:
MuestraPesodeseadonoMaterialPesoMuestraPesof
..... −
=ε [81]
Las variables con las cuales se busca evaluar la eficiencia de separación entre
PET y PS tanto estáticas como móviles se encuentra en la siguiente tabla:

IM-2005-II-21
81
Tabla 21. Variables de evaluación de desempeño del prototipo.
VARIABLE RANGO
VELOCIDAD DEL TORNILLO DE LA ALIMENTACION 31 RPMCAUDAL DE FLUIDO 0,0012 m3/SEG
NIVEL DE TUBOS (Altura vertedero salida de agua, cm) 7 - 9cmPORCENTAJE DE MATERIAL EN PESO, PET -PS, PS-PET 30 - 70%
DIFERENCIA DE VELOCIDAD TORNILLO - CARCAZA 27 - 77RPM
PARAMETROS CONSTANTES
VARABLES A ANALIZAR POR FLUIDO
El experimento se diseño para 2 niveles con 3 factores y dos muestras por
dato, esto es un diseño factorial de 23. Este experimento se corrió para cada
uno de los hidratos (NaCl, KCl y CaCl2).
Es importante organizar la toma de datos, la maquina debía ser parada para
poder cambiar los tubos que dan el nivel del fluido en el recorrido del material a
sedimentar en el vertedero, así como la circulación del fluido, por esto se
planeo tomar muestras en 6 operaciones independientes de la centrifuga.
El cronograma de toma de muestras se muestra en la siguiente tabla:
Tabla 22. Plan de toma de datos para análisis de experimentos.
PARAMETRO VALOR PARAMETRO VALORFLUIDO CaCl2 FLUIDO CaCl2
NIVEL FLUIDO 7cm NIVEL FLUIDO 9 cmVELOCIDADES 27 Y 77 RPM VELOCIDADES 27 Y 77 RPM# MUESTRAS 12 # MUESTRAS 12
PARAMETRO VALOR PARAMETRO VALORFLUIDO KCl FLUIDO KCl
NIVEL FLUIDO 7cm NIVEL FLUIDO 9 cmVELOCIDADES 27 Y 77 RPM VELOCIDADES 27 Y 77 RPM# MUESTRAS 12 # MUESTRAS 12
PARAMETRO VALOR PARAMETRO VALORFLUIDO NaCl FLUIDO NaCl
NIVEL FLUIDO 7cm NIVEL FLUIDO 9 cmVELOCIDADES 27 Y 77 RPM VELOCIDADES 27 Y 77 RPM# MUESTRAS 12 # MUESTRAS 12
TOMA 1 TOMA 2
TOMA 3 TOMA 4
TOMA 5 TOMA 6

IM-2005-II-21
82
Los datos para analizar el desempeño del prototipo en términos de eficiencia,
se muestran en la siguiente tabla para cada uno de los hidratos:
Tabla 23. Datos de eficiencia para cada uno de los hidratos.
RunOrder VELOCIDAD NIVEL FLUIDO % EN PESO Ef PET Ef PS Ef PET Ef PS Ef PET Ef PSDIFERENCIA CARCAZA (cm) MATERIAL CaCl2 CaCl2 NaCl NaCl KCl KCl
Y TORNILLO ARRASTRE1 27 7 30 0.9829 0.9844 0.9744 0.9728 0.9433 0.92592 77 7 30 0.9582 0.9731 0.9529 0.9442 0.9573 0.93853 27 9 30 0.9979 0.9921 0.9734 0.9721 0.9321 0.95514 77 9 30 0.9829 0.9837 0.9548 0.9638 0.9828 0.94485 27 7 70 0.9798 0.9876 0.9852 0.9782 0.9637 0.95956 77 7 70 0.9821 0.9842 0.9521 0.9551 0.9421 0.97817 27 9 70 0.9924 0.9981 0.9784 0.9823 0.9821 0.95288 77 9 70 0.9883 0.9908 0.9675 0.9725 0.9521 0.97499 27 7 30 0.9921 0.9832 0.9821 0.9581 0.9548 0.9287
10 77 7 30 0.9544 0.9721 0.9638 0.9423 0.9451 0.942811 27 9 30 0.9934 0.9815 0.9825 0.9701 0.9784 0.937512 77 9 30 0.9725 0.9823 0.9628 0.9621 0.9732 0.944213 27 7 70 0.9834 0.9989 0.9645 0.9943 0.9321 0.984214 77 7 70 0.9884 0.9889 0.9438 0.9784 0.9581 0.956115 27 9 70 0.9901 0.9895 0.9682 0.9885 0.9624 0.998116 77 9 70 0.9845 0.9899 0.9627 0.9747 0.9638 0.9749
8.3 RESULTADOS CaCl2.
Después de correr el experimento para el hidrato cloruro de calcio, puede verse
según la figura 41, que diseñando una hipótesis nula, dentro del experimento,
tanto la velocidad como la concentración del material afectan el desempeño del
separador centrífugo con el hidrato CaCl2. La experiencia según MAYA, con un
experimento del mismo tipo muestra que además la altura del vertedero de
salida de fluido es otra variable de importancia, esto se refleja en la figura 42.

IM-2005-II-21
83
Term
Standardized Effect
ABC
AC
BC
AB
B
A
C
43210
2.306
A V ELOC IDA D
B NIV E L F LU IDOC C O NC E NTRA C IO N
F ac tor Name
Pareto Chart of the Standardized Effects(response is Ef PS - CaCl2, Alpha = .05)
Figura 41. Efecto de variables sobre desempeño de prototipo, hidrato CaCl2.
Term
Standardized Effect
AB
BC
ABC
C
B
AC
A
6543210
2.306
A V E LO CI DA D
B NI V EL FLUIDOC C O NC ENT RA C IO N
F ac tor Name
Pareto Chart of the Standardized Effects(response is Ef PET - CaCl2, Alpha = .05)
Figura 42. Efecto de variables sobre desempeño de prototipo, hidrato CaCl2.
Las graficas de probabilidad normal muestran la desviación de las variables
velocidad y concentración de material para la figura 43 y velocidad,
concentración en peso de material, altura del vertedero de la salida de fluido en
el separador centrifugo, (Nivel de tubos) para la figura 44, mostrando una vez
más las variables más significativas del experimento.

IM-2005-II-21
84
Standardized Effect
Pe
rce
nt
543210-1-2-3
99
95
90
80
7060504030
20
10
5
1
A V ELOC I DA DB NIV E L FLUIDOC C O NC ENT RA C I ON
F actor Name
Not Sig ni fican tSig ni fican t
Effect Ty pe
C
A
Normal Probability Plot of the Standardized Effects(response is Ef PS - CaCl2, Alpha = .05)
Figura 43. Densidad de probabilidad para hidrato CaCl2.
Standardized Effect
Pe
rce
nt
5.02.50.0-2.5-5.0-7.5
99
95
90
80
7060504030
20
10
5
1
A V E LO C ID A DB NI V EL F LUI DOC C O NC E NTRA C I ON
F actor Name
No t S ign ificantSi gn ificant
Effect T yp e
A B C
A C
C
B
A
Normal Probability Plot of the Standardized Effects(response is Ef PET - CaCl2, Alpha = .05)
Figura 44. Densidad de probabilidad para hidrato CaCl2.
Los efectos para los dos niveles de los tres factores a analizar se muestran en
las figuras 45 y 46.
• Para el factor velocidad se corrobora que para el material PS separado,
la eficiencia de pureza dentro del separador centrifugo aumenta si la
IM-2005-II-21
85
diferencia de velocidades entre la carcaza y el tornillo que remueve el
material disminuye; dicha eficiencia pasa de un 98.2% para 77RPM a un
98.8% para 27RPM. (Figura 45)
Nuevamente para el factor velocidad con el material PET separado, la
eficiencia de pureza dentro del separador centrifugo aumenta si la
diferencia de velocidades entre la carcaza y el tornillo que remueve el
material disminuye; esta eficiencia pasa de un 97.2% para 77RPM a un
99% para 27RPM. (Figura 46)
• Para el factor de nivel de tubos, esto es altura del vertedero de la salida
de fluido, la eficiencia de pureza del PS separado aumenta si la altura
también aumenta, dicha eficiencia pasa de un 98.3% para 7 cm a un
98.9% para 9 cm. (Figura 45)
Nuevamente para el factor de nivel de tubos con el material PET
separado, la eficiencia de pureza aumenta si la diferencia la altura
también aumenta, dicha eficiencia pasa de un 97.6% para 7 cm a un
98.6% para 9cm. (Figura 46)
• Para el factor concentración, esto es el porcentaje en peso de los
materiales PET y PS con el que se alimenta la tolva, muestra que a
mayor concentración de material, la eficiencia de separación también
aumenta, tanto para el PET como para el PS.

IM-2005-II-21
86
Me
an o
f Ef
PS
- C
aCl
2
7727
0.990
0.988
0.986
0.984
0.982
97
7030
0.990
0.988
0.986
0.984
0.982
VELOCIDAD NIVEL FLUIDO
CONCENTRACION
Main Effects Plot (data means) for Ef PS - CaCl2
Figura 45. Efecto factores analizados para dos niveles material PS, CaCl2.
Mea
n o
f Ef
PET
- C
aCl2
7727
0.990
0.985
0.980
0.97597
7030
0.990
0.985
0.980
0.975
VELOCIDAD NIVEL FLUIDO
CONCENTRACION
Main Effects Plot (data means) for Ef PET - CaCl2
Figura 46. Efecto factores analizados para dos niveles material PS, CaCl2.
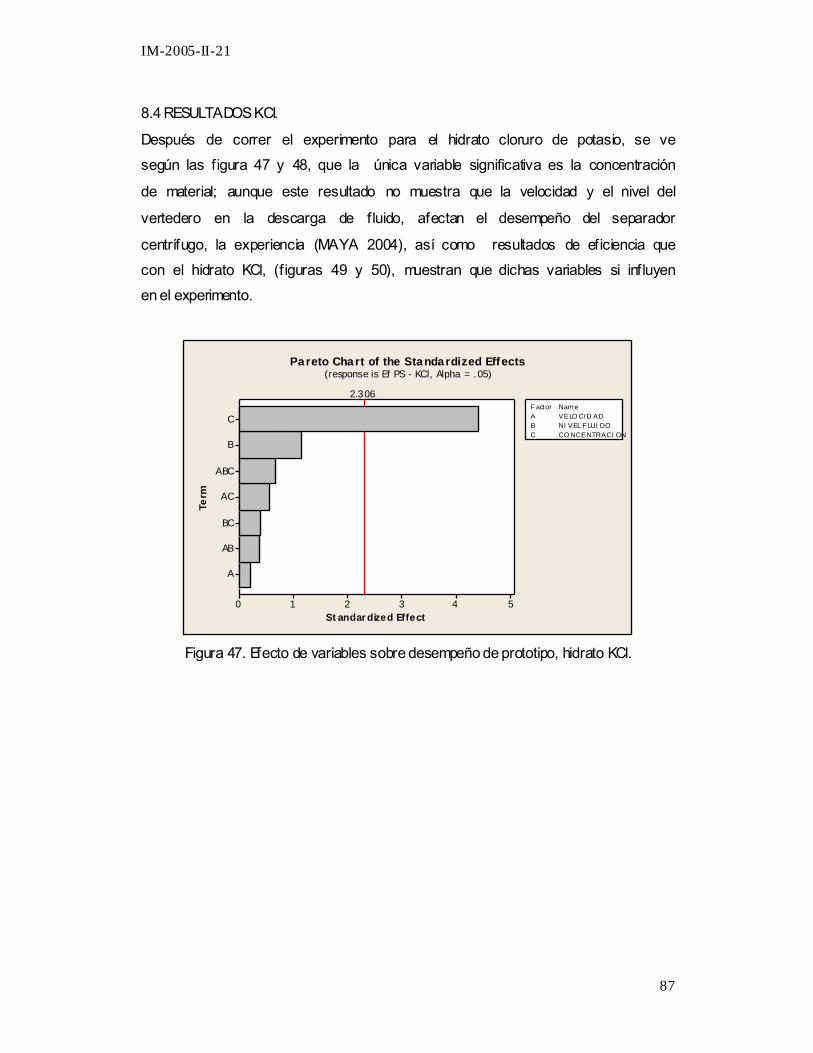
IM-2005-II-21
87
8.4 RESULTADOS KCl.
Después de correr el experimento para el hidrato cloruro de potasio, se ve
según las figura 47 y 48, que la única variable significativa es la concentración
de material; aunque este resultado no muestra que la velocidad y el nivel del
vertedero en la descarga de fluido, afectan el desempeño del separador
centrífugo, la experiencia (MAYA 2004), así como resultados de eficiencia que
con el hidrato KCl, (figuras 49 y 50), muestran que dichas variables si influyen
en el experimento.
Term
Standardized Effect
A
AB
BC
AC
ABC
B
C
543210
2.306
A V E LO C ID A DB NI V EL F LUI DOC C O NC E NTRA C I ON
F actor Name
Pareto Chart of the Standardized Effects(response is Ef PS - KCl, Alpha = .05)
Figura 47. Efecto de variables sobre desempeño de prototipo, hidrato KCl.
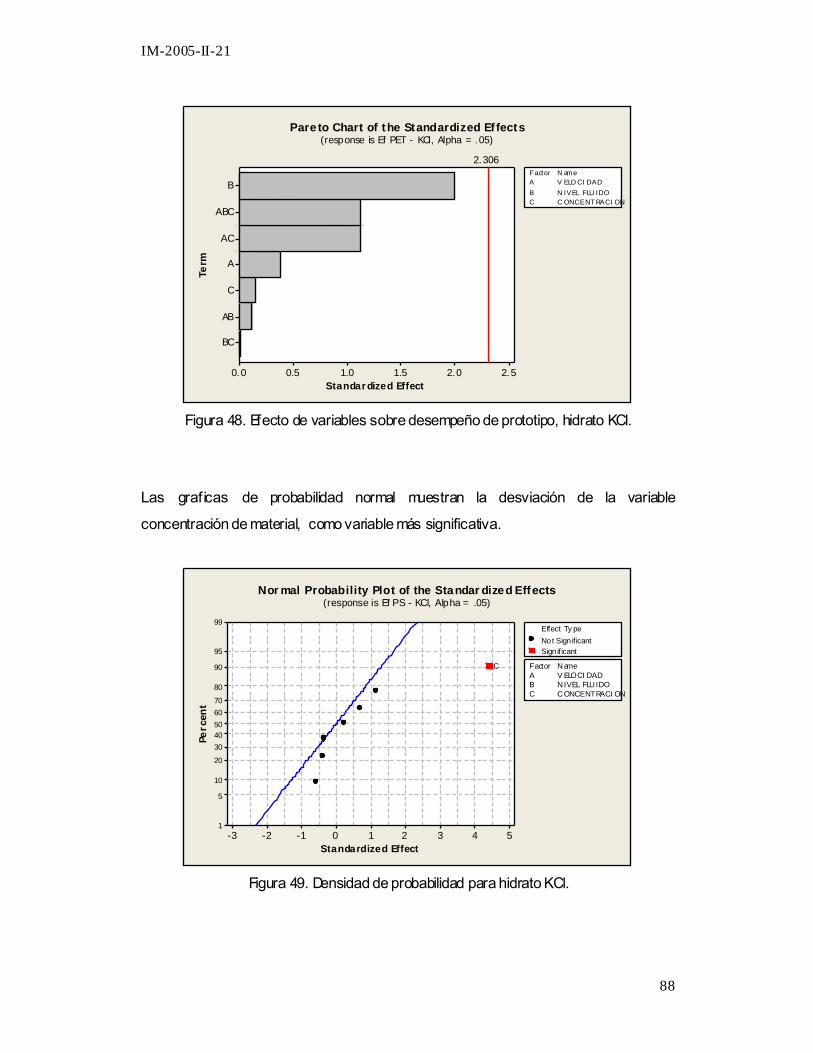
IM-2005-II-21
88
Term
Standardized Effect
BC
AB
C
A
AC
ABC
B
2.52.01.51.00.50.0
2.306
A V ELO C I DA DB N IV EL FLU IDOC C ONC E NT RA C I ON
F actor N ame
Pareto Chart of the Standardized Effects(response is Ef PET - KCl, Alpha = .05)
Figura 48. Efecto de variables sobre desempeño de prototipo, hidrato KCl.
Las graficas de probabilidad normal muestran la desviación de la variable
concentración de material, como variable más significativa.
Standardized Effect
Perc
ent
543210-1-2-3
99
95
90
80
7060504030
20
10
5
1
A V ELOCIDADB N IVEL FLU IDOC C ONCENTRACION
F actor N ame
No t S ign ificantS ign ificant
E ffect Ty pe
C
Normal Probability Plot of the Standardized Effects(response is Ef PS - KCl, Alpha = .05)
Figura 49. Densidad de probabilidad para hidrato KCl.

IM-2005-II-21
89
Standardized Effect
Per
cen
t
3210-1-2-3
99
95
90
80
70
60
504030
20
10
5
1
A VELOCIDADB NIVEL FLUIDOC CO NCENTRACION
F actor Name
Not Signi fican tSigni fican t
Effect Ty pe
Normal Probability Plot of the Standardized Effects(response is Ef PET - KCl, Alpha = .05)
Figura 50. Densidad de probabilidad para hidrato KCl.
Los efectos para dos niveles de los tres factores a analizar se muestran en las
figuras 51 y 52.
• Para el factor velocidad, en el material PS separado, la eficiencia de
pureza aumenta si la diferencia de velocidades entre la carcaza y el
tornillo que remueve el material aumenta; este resultado no es el
esperado y puede explicarse con la solubilidad del KCl en H2O; al
preparar el hidrato se presento inconvenientes de disolución, además si
se mira la figura 12 del capitulo 4 puede verse que el KCl es menos
insoluble que las 2 sales minerales evaluadas. Figuras 51 y 52.
• Para el factor de nivel de tubos, esto es la altura del vertedero de la
salida de fluido, para el material PS y el PET, la eficiencia de pureza del
separador centrifugo si aumenta, si la altura también aumenta, este
resultado si es el esperado corroborando resultados anteriores. Mirar
Figuras 51 y 52.
• El factor concentración, esto es el porcentaje en peso de los materiales
PET y PS con el que se alimenta la tolva, muestra que a mayor

IM-2005-II-21
90
concentración de material, la eficiencia de separación también aumenta
para el caso del PS, pero por el contrario disminuye para el PET,
indicando un resultado no optimo y mostrando que la eficiencia con esta
sal mineral en particular no es ni la esperada ni la adecuada.
M
ean
of E
f P
S -
KCl
7727
0.97
0.96
0.95
0.94
97
7030
0.97
0.96
0.95
0.94
VELOCIDAD NIVEL FLUIDO
CONCENTRACION
Main Effects Plot (data means) for Ef PS - KCl
Figura 51. Efecto factores analizados para dos niveles material PS, KCl.
Me
an o
f Ef
PET
- K
Cl
7727
0.965
0.960
0.955
0.950
97
7030
0.965
0.960
0.955
0.950
VELOCIDAD NIVEL FLUIDO
CONCENTRACION
Main Effects Plot (data means) for Ef PET - KCl
Figura 52. Efecto factores analizados para dos niveles material PET, KCl.

IM-2005-II-21
91
8.5 RESULTADOS NaCl.
Después de correr el experimento para el hidrato cloruro de sodio, puede verse
según la figura 53, que diseñando una hipótesis nula, dentro del experimento,
tanto la velocidad como la concentración del material afectan el desempeño del
separador centrífugo. Aunque se esperaba que el nivel de tubos caracterizando
la altura del vertedero en la descarga de fluido hiciera un efecto contrario al
obtenido, no es significativo en el experimento; al mismo tiempo al analizar la
eficiencia en las figuras 57 y 58 se evidencia un comportamiento similar al del hidrato CaCl2 y resultados obtenidos por MAYA.
Term
Standardized Effect
AC
ABC
BC
AB
B
A
C
43210
2.306
A VELO CIDADB NIVEL FLUIDOC CO NCENTRACIO N
F actor Name
Pareto Chart of the Standardized Effects(response is Ef PS - NaCl, Alpha = .05)
Figura 53. Efecto de variables sobre desempeño de prototipo, hidrato NaCl.

IM-2005-II-21
92
Term
Standardized Effect
AC
C
BC
B
ABC
AB
A
543210
2.306
A V E LO CI DA DB NI V EL FLUIDOC C O NC ENT RA C IO N
F actor Name
Pareto Chart of the Standardized Effects(response is Ef PET - NaCl, Alpha = .05)
Figura 54. Efecto de variables sobre desempeño de prototipo, hidrato NaCl.
Las graficas de densidad de probabilidad muestra la desviación de las variables
velocidad y concentración de material, como variables más significativas.
Standardized Effect
Perc
ent
543210-1-2-3-4
99
95
90
80
70
60504030
20
10
5
1
A VELO CIDADB NIVEL FLUIDOC CONCENTRACIO N
F actor Name
Not S ign ifican tSig nificant
Effect Type
C
A
Normal Probability Plot of the Standardized Effects(response is Ef PS - NaCl, Alpha = .05)
Figura 55. Densidad de probabilidad para hidrato NaCl.

IM-2005-II-21
93
Standardized Effect
Pe
rce
nt
3210-1-2-3-4-5
99
95
90
80
70
605040
30
20
10
5
1
A VELOCIDADB NIVEL FLUI DOC CONCENTRACION
F actor Name
Not Sig nificantSigni ficant
Effect Ty pe
A
Normal Probability Plot of the Standardized Effects(response is Ef PET - NaCl, Alpha = .05)
Figura 56. Densidad de probabilidad para hidrato NaCl.
Los efectos para dos niveles de los tres factores a analizar se muestran en las
figuras 57 y 58.
• Para el factor velocidad, en el caso del PS separado, la eficiencia de
pureza dentro del separador centrifugo aumenta, si la diferencia de
velocidades entre la carcaza y el tornillo que remueve el material
disminuye, dicha eficiencia pasa de un 96.5% para 77RPM a un 97.6% para 27RPM. (Figura 57)
Nuevamente para el factor velocidad con el material PET separado, la
eficiencia de pureza dentro del separador centrifugo aumenta, si la
diferencia de velocidades entre la carcaza y el tornillo que remueve el
material disminuye, esta eficiencia pasa de un 96% para 77RPM a un
97.5% para 27RPM. (Figura 58)
• Para el factor de nivel de tubos, esto es, altura del vertedero de la salida
de fluido para el material PS separado, la eficiencia aumenta si la altura
también aumenta, dicha eficiencia pasa de un 97.3% para 7 cm a un
96.5% para 9 cm. (Figura 57)

IM-2005-II-21
94
Nuevamente para el factor de nivel de tubos con el material PET
separado, la eficiencia aumenta si la diferencia la altura también
aumenta, dicha eficiencia pasa de un 96.3% para 7 cm a un 97.3% para
9cm. (Figura 58)
• Para el factor concentración, esto es el porcentaje en peso de material PS con el que se alimenta la tolva, muestra que a mayor concentración
de este material, la eficiencia de separación también aumenta; por otro
lado, para el caso del PET, al aumentar la concentración en la
alimentación la eficiencia disminuye; es un resultado no esperado y no
es significativo, pues la eficiencia pasa de 96.68% con 30 RPM a 96.4%
con 77RPM.
Me
an
of
Ef
PS
- N
aCl
7727
0.980
0.975
0.970
0.965
0.96097
7030
0.980
0.975
0.970
0.965
0.960
VELOCIDAD NIVEL FLUIDO
CONCENTRACION
Main Effects Plot (data means) for Ef PS - NaCl
Figura 57. Efecto factores analizados para dos niveles material PS, NaCl.
.

IM-2005-II-21
95
Mea
n of
Ef P
ET -
NaC
l
7727
0 .975
0 .970
0 .965
0 .960
0 .95597
7030
0 .975
0 .970
0 .965
0 .960
0 .955
VELOCIDAD NIVEL FLUIDO
CONCENTRACION
Main Effects Plot (data means) for Ef PET - NaCl
Figura 58. Efecto factores analizados para dos niveles material PET, NaCl.

IM-2005-II-21
96
CONCLUSIONES
Dentro de la cantidad de material que se separa en unidad de tiempo, puede
verse que existe una mejora significativa en la alimentación desde la tolva por
donde se sustentan los plásticos antes de apartarlos; esta mejora pasa de
100g/min reportados en las tesis de MAYA 2004 y Jiménez 2004, a 700g/min,
logrando un adecuado funcionamiento del separador centrifugo.
Aunque la mejora de alimentación de material aumento en un 600%, el nuevo
tornillo de sustentación de material tiene una capacidad a 31 RPM de
operación de 820g/min, dando una eficiencia en la producción del 85%. Para
lograr un aprovechamiento en la capacidad instalada del 100%, se deben hacer
reformas en el barril de alimentación de 2”, rectificándolo en su interior,
buscando de esta forma un mejor juego entre este barril y el nuevo tornillo.
Se logro un adecuado control del proceso por parte de los dispositivos
encargados para tal fin, (Sensores de proximidad, sensores inductivos,
válvulas, flujometro) conectados al controlador PLC LOGO!; el programa que
en la actualidad corre en el PLC, contempla todos los factores significativos de
la experimentación para la evaluación del separador centrifugo.
Gracias a la solubilidad de las diferentes sales minerales evaluadas en el
prototipo, se puede decir que el cloruro de calcio es el hidrato más adecuado
para la separación de PET y PS. Es importante resaltar que la solubilidad de
esta sal en agua esta relacionada fuertemente con su viscosidad, haciendo que
la sedimentación de los materiales mas pesados sea más rápida y eficiente.
Las condiciones óptimas para la separación de PET y PS en el separador
centrifugo son: el uso de un medio de separación de hidrato de cloruro de
calcio con densidad de 1.2g/cm3, velocidad de 31 RPM en el tornillo de
alimentación de material, velocidad de 27RPM entre el tornillo de arrastre y la
carcaza, altura de 9cm del vertedero de salida de fluido liquido de separación,
disposición de material en la tolva de alimentación a una velocidad de 700g/min

IM-2005-II-21
97
y un optimo funcionamiento de la bomba en el sistema de realimentación.
(Caudal de 0.0012m3/seg)
Se debe hacer un estudio del contenido de cloruro de calcio en el material ya
separado, pues la corrosión que puede producirse por esta sal, como
consecuencia de un proceso mecánico, implica un problema relevante, para
solucionar problemas de este tipo debe crearse un protocolo para retirar la sal
del material separado.

IM-2005-II-21
98
BIBLIOGRAFIA.
ACOPLASTICOS. Directorio colombiano de reciclaje de residuos plásticos
2002 – 2003, Bogotá 2003.
ACOPLASTICOS. Plásticos en Colombia. XXXIII Edición, Bogotá, 2003.
AUSTIN, L. G. Process engineering of size reduction, Society of Mining
Engineers of the American Institute of Mining, Metallurgical, and Petroleum
Engineers, New York.1984.
BITTER Muna y BLETSCH Sabine. Thermal Separation Processes. En
Recycling and Recovery of plastics. BRANDRUP Johannes, MICHAEL Walter y
MENGES Georg Alemania 1996.
BRANDRUP Johannes, MICHAEL Walter y MENGES Georg, Recycling and
Recovery of plastics. Alemania, 1996.
DIETRICH BRAWN. Simple Methods for identification of plastics w ith the
plastics identification table by Hansjurgen Saechtiling. Third edition. Hanser
Publisher, Germany., 1996.
MATSUSHITA Yasushi, MORI Norihiro y SOMETANI Taro. Electrostatic
Separation of Plastic by friction Mixer w ith Rotary Blades, En: Engineering in
Japan. Vol. 127 No. 3 p. 33-40. Mayo de 1999.
MAYA Diana. Selección de Polímeros para Reciclaje por Centrifugación en
Medio Acuoso. Tesis para optar al titulo de Magíster en Ingeniería Mecánica,
Bogotá 2004.
IM-2005-II-21
99
MICHAELI Walter y BITTNER Muna. Sorting by Chemical issolution, En:
Recycling and Recovery of Plastics. BRANDRUP Johanes, MICHAEL Walter y
MENGES Georg. Alemania 1996.
McCABE y SMITH, Operaciones Unitarias en Ingeniería Química, McGraw Hill,
Sexta edición, México, 2002.
MONTGOMERY Duglas, Diseño y Análisis de experimentos, Limusa Wiley,
Segunda Edición, México, 2002.
PAVLINA Basarova, LIDMILA Baratovska, KAREL Krorinek, HORN David. The
influence of flotation agent concentration on the Wettability and Flotability of
polystirene
PERRY Robert y GREEN Don, Perry’s Chemical Engineers Handbook,
McGraw Hill, Sexta Edición, Singapur, 1984.
PROACTIVA – UESP (Unidad Ejecutiva de Servicios Públicos de Bogotá),
Informes mensuales IM23 a IM35 – Relleno Sanitario Doña Juana. Enero de
2002 – Enero de 2003
RAUWENDAAL Chris y NORIEGA E. Maria del Pilar, Troubleshooting the
extrusion process: a systematic approach to solving plastic extrusion problems
Munich : Hanser ; Cincinnati : Hanser/Gardner, c2001.
SANTIAGO Diego. Técnicas de separación de polímetros por centrifugación,
Tesis para optar al titulo de Ingeniero Mecánico, Universidad de los Andes,
Bogota, 2003.
SARMIENTO Luís Guillermo. Envases y Empaques para la Conservación de
Alimentos ANDI, Comité de Envases y Empaques, 1999.

IM-2005-II-21
100
SHEN Huiting, PUGH R.J y FORSSBERG E. Floatability, Selectivity and
flotation separation of plastics by using a surfactant, En : Colloids and Surfaces
a Physicochemical and Engineering Aspects. Vol 196 No, 1; p. 63 – 70. Junio 1
de 2002.
SHIBATA J., MATSUMOTO S., YAMAMOTO H., KUSAKA E y PRADIP.
Flotation separation of plastics using selective depressants. En: Internacional
Journal of Mineral Processing Vol. 48 No. 3 – 4, p. 127 – 134, Diciembre de
1996
SINGH Birmal P. Weting Mechanism in the Flotation Separation of Plastics. En
Filtration & Separation. Vol 35 No 6, p. 525 – 527. Julio – Agosto de 1998.
SOURTING IT OUT: The recent Identiplast conference in Brussels looked at
technology for the automatic sorting of plastics w aste. En: European Plastics
New s. Vol 24 No. 11, p. 30 – 31, 1997.
STAHL Ingo y KLEINE – KLEFFMANN Ulrico. Electrostatic Sorting. En
Recycling and Recovery of plastics. BRANDRUP Johannes, MICHAEL Walter y
MENGES Georg Alemania 1996
SVAROVSKY Landiaslav, Solid – Liquid Separation, Buttrw orths & Co
(Publishers) Ltd, London 1979.
UNIVERSIDAD DE LOS ANDES, DAMA – PNUD. Estudios de Alternativas
para dar un manejo adecuado a la utilización de empaques y envases para
estimular el aprovechamiento de sus Residuos en Santa Fe de Bogotá, D.C.
Agosto del 2000.
UNIVERSIDAD DE LOS ANDES CIIA, UESP, Informe final, Estudio de
Caracterizacion y Cuantificacion de los Materiales Potencialmente Reciclables
Presentes en los Residuos Solidos Municipales Generados en Bogota D.C.
Mayo 2005.

IM-2005-II-21
101
UNKELBACH Kart heinz. Centrifugal Technology – Sorting Centrifuges
CENSOR. En Recycling and Recovery of plastics. BRANDRUP Johannes,
MICHAEL Walter y MENGES Georg Alemania 1996

IM-2005-II-21
102
ANEXOS.
ANEXO 1. Calculo de concentrador de esfuerzos en zona de sujeción
tornillo alimentador.
Figura geometría tornillo alimentador, dimensiones en su sujeción.
Figura tornillo alimentador, dimensiones en su sujeción.
• Condiciones del material.
MPaSyMPaSut
276568
=
=
• Calculo límite de resistencia por fatiga con factores de corrección.
MPaSuteS 13.112504.0´ =⋅= Ecuación 7-8 Shigley.
KfKeKdKcKbKaeSSe ⋅⋅⋅⋅⋅⋅= ´ Ecuación 7-17 Shigley.
265.051.4
84.0
−==
==
ba
aSutKa b
Factor Proceso. Ecuación 7-18 y Tabla 7-4 Shigley.
204.1879.0 107.0 =⋅= −DsKb Adaptado 7-19 Shigley y 3-2 Tadmor y Klein.
1=Kc Factor Carga. Ecuación 7-25, nota 19 Pág. 331 Shigley.
1== KeKd Factores Temperatura y Confiabilidad. 7-27 y 7-28 Shigley.

IM-2005-II-21
103
9.0=Kf Nota Shigley Cáp. 7 Pág. 335.
• Calculo concentradores en zona de sujeción.
02.0/1/65.2/
==
drdD La suposición es radio r = 1mm.
Figura de concentradores teóricos.
2.1=Kt Según figura concentradores teóricos.
1.1)1(21
=−+
=
ra
KtKt
KtKf Ecuación 7-35 Shigley
254.0/139 == Suta Numero de Neuber.
• Momento y esfuerzo sobre sujeción del tornillo.
NmXRMB 481 ==
787.732// 3 −== EdcI π
MPaE
7.67787.7
48*1.1 =−
=σ
El esfuerzo sentido en la zona de sujeción no excede el limite de resistencia
por fatiga, esto quiere decir que la zona de sujeción del tornillo esta diseñado
para vida infinita.
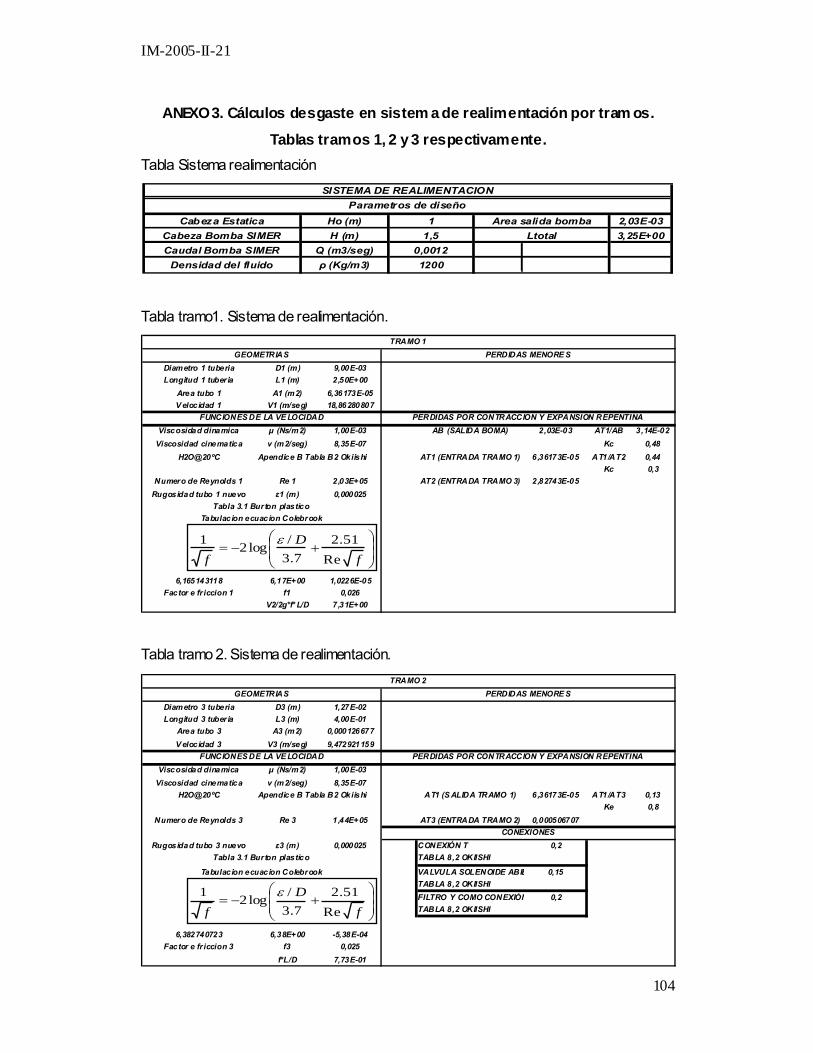
IM-2005-II-21
104
ANEXO 3. Cálculos desgaste en sistem a de realimentación por tram os.
Tablas tramos 1, 2 y 3 respectivamente. Tabla Sistema realimentación
Cabeza Estatica Ho (m) 1 2,03E-03Cabeza Bomba SIMER H (m) 1,5 3,25E+00Caudal Bomba SIMER Q (m3/seg) 0,0012
Densidad del fluido ρ (Kg/m3) 1200
SISTEMA DE REALIMENTACIONParametros de diseño
LtotalArea salida bomba
Tabla tramo1. Sistema de realimentación.
Diametro 1 tuberia D1 (m) 9,00E-03Longitud 1 tuberia L1 (m) 2,50E+00
Area tubo 1 A1 (m2) 6,36173E-05V elocidad 1 V1 (m/seg) 18,86280807
Viscosidad dinamica μ (Ns/m2) 1,00E-03 2,03E-03 AT1/AB 3,14E-02Viscosidad cinematica ν (m2/seg) 8,35E-07 Kc 0,48
H2O@20ºC Apendice B Tabla B2 Okiishi 6,36173E-05 AT1/AT2 0,44Kc 0,3
Numero de Reynolds 1 Re 1 2,03E+05 2,82743E-05Rugosidad tubo 1 nuevo ε1 (m) 0,000025
6,165143118 6,17E+00 1,0226E-05Factor e fr iccion 1 f1 0,026
V2/2g*f*L/D 7,31E+00
AT2 (ENTRADA TRAMO 3)
PERDIDAS POR CONTRACCION Y EXPANSION REPENTINA
PERDIDAS MENORE S
AT1 (ENTRADA TRAMO 1)
AB (SALIDA BOMA)
TRAMO 1GEOMETRIAS
Tabulacion ecuacion Colebrook
FUNCIONES DE LA VE LOCIDAD
Tabla 3.1 Burton plastico
⎟⎟⎠
⎞⎜⎜⎝
⎛+−=
fD
f Re51.2
7.3/log21 ε
Tabla tramo 2. Sistema de realimentación.
Diametro 3 tuberia D3 (m) 1,27E-02Longitud 3 tuberia L3 (m) 4,00E-01
Area tubo 3 A3 (m2) 0,000126677V elocidad 3 V3 (m/seg) 9,472921159
Viscosidad dinamica μ (Ns/m2) 1,00E-03Viscosidad cinematica ν (m2/seg) 8,35E-07
H2O@20ºC Apendice B Tabla B2 Okiishi 6,36173E-05 AT1/AT3 0,13Ke 0,8
Numero de Reynolds 3 Re 3 1,44E+05 0,000506707
Rugosidad tubo 3 nuevo ε3 (m) 0,000025 CONEXIÓN T 0,2TABLA 8,2 OKIISHI
VALVULA SOLENOIDE ABIE 0,15TABLA 8,2 OKIISHIFILTRO Y COMO CONEXIÓN 0,2TABLA 8,2 OKIISHI
6,382740723 6,38E+00 -5,38E-04Factor e fr iccion 3 f3 0,025
f*L/D 7,73E-01
CONEXIONES
TRAMO 2GEOMETRIAS
AT3 (ENTRADA TRAMO 2)
PERDIDAS POR CONTRACCION Y EXPANSION REPENTINA
AT1 (S ALIDA TRAMO 1)
Tabla 3.1 Burton plastico
Tabulacion ecuacion Colebrook
FUNCIONES DE LA VE LOCIDAD
PERDIDAS MENORE S
⎟⎟⎠
⎞⎜⎜⎝
⎛+−=
fD
f Re51.2
7.3/log21 ε

IM-2005-II-21
105
Tabla tramo 3. Sistema de realimentación.
Diametro 3 tuberia D3 (m) 6,00E-03Longitud 3 tuberia L3 (m) 3,50E-01 0,2
Area tubo 3 A3 (m2) 2,82743E-05 SEGÚN MANUAL MAC MILLANV elocidad 3 V3 (m/seg) 42,44131816
Viscosidad dinamica μ (Ns/m2) 1,00E-03Viscosidad cinematica ν (m2/seg) 8,35E-07
H2O@20ºC Apendice B Tabla B2 Okiishi 6,36173E-05 AT2/AT1 0,44Ke 0,35
Numero de Reynolds 2 Re 3 3,05E+05 2,82743E-05Rugosidad tubo 3 nuevo ε3 (m) 0,000025
5,860454831 5,86E+00 5,73E-05Factor e fr iccion 3 f2 0,029
f*L/D 1,70E+00
Tabla 3.1 Burton plasticoTabulacion ecuacion Colebrook
AT1 (ENTRADA TRAMO 1)
AT2 (S ALIDA TRAMO 3)
FUNCIONES DE LA VE LOCIDAD
GEOMETRIAS PERDIDAS MENORE S
FLUJOMETRO
PERDIDAS POR CONTRACCION Y EXPANSION REPENTINA
TRAMO 3
⎟⎟⎠
⎞⎜⎜⎝
⎛+−=
fD
f Re51.2
7.3/log21 ε
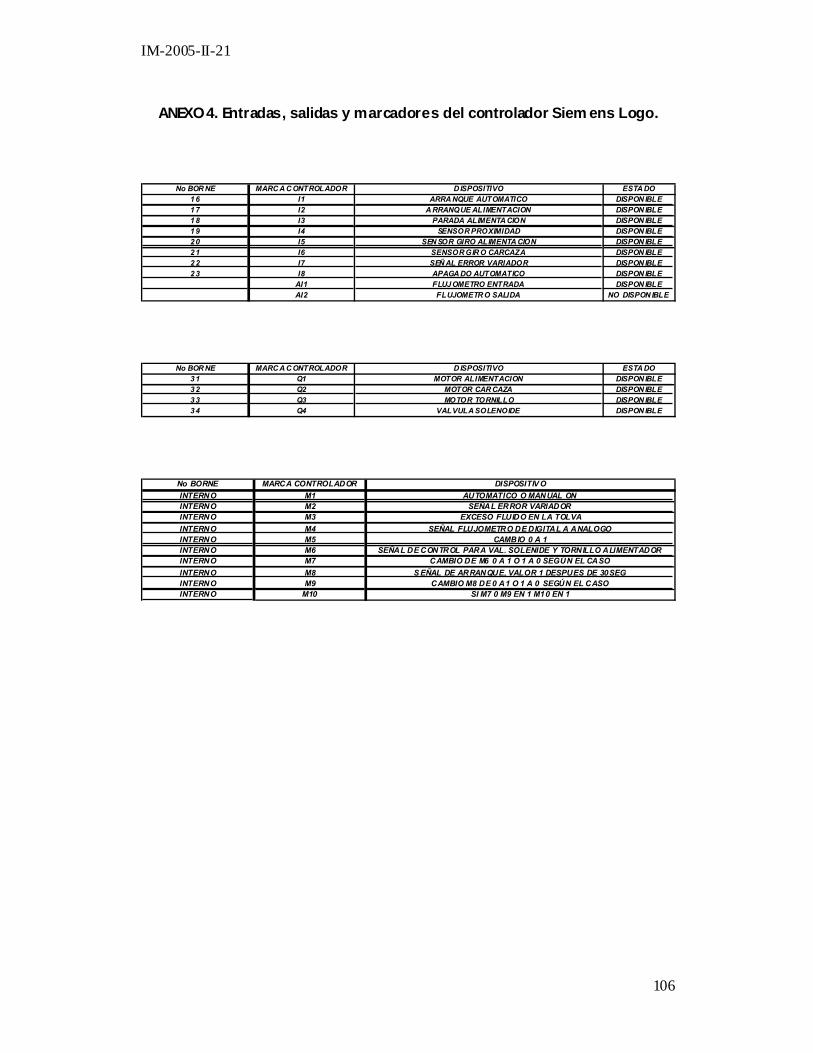
IM-2005-II-21
106
ANEXO 4. Entradas, salidas y marcadores del controlador Siem ens Logo.
No BOR NE MARC A C ONTROLADOR D ISPOSITIVO ESTA DO16 I1 ARRA NQUE AUTOMATICO DISPON IBLE17 I2 A RRANQUE ALIMENTACION DISPON IBLE18 I3 PARADA ALIMENTA CION DISPON IBLE19 I4 SENSOR PROXIMIDAD DISPON IBLE20 I5 SEN SOR GIRO ALIMENTA CION DISPON IBLE21 I6 SENSOR GIR O CARCAZA DISPON IBLE22 I7 SEÑ AL ERROR VARIADOR DISPON IBLE23 I8 APAGA DO AUTOMATICO DISPON IBLE
AI1 FLUJOMETRO ENTRADA DISPON IBLEAI2 FLUJOMETR O SALIDA NO DISPON IBLE
No BOR NE MARC A C ONTROLADOR D ISPOSITIVO ESTA DO
31 Q1 MOTOR ALIMENTACION DISPON IBLE32 Q2 MOTOR CAR CAZA DISPON IBLE33 Q3 MOTOR TORNILLO DISPON IBLE34 Q4 VALVULA SOLENOIDE DISPON IBLE
No BORNE MARCA CONTROLADOR DISPOSITIV OINTERNO M1 AUTOMATICO O MANUAL ONINTERNO M2 SEÑAL ERROR VARIADORINTERNO M3 EXCESO FLUIDO EN LA TOLVAINTERNO M4 SEÑAL FLUJOMETRO DE DIGITAL A ANALOGOINTERNO M5 CAMBIO 0 A 1INTERNO M6 SEÑAL DE CONTROL PARA VAL. SOLENIDE Y TORNILLO ALIMENTADORINTERNO M7 CAMBIO DE M6 0 A 1 O 1 A 0 SEGÚN EL CASOINTERNO M8 S EÑAL DE ARRANQUE, VALOR 1 DESPUES DE 30SEGINTERNO M9 CAMBIO M8 DE 0 A1 O 1 A 0 SEGÚN EL CASOINTERNO M10 SI M7 0 M9 EN 1 M10 EN 1
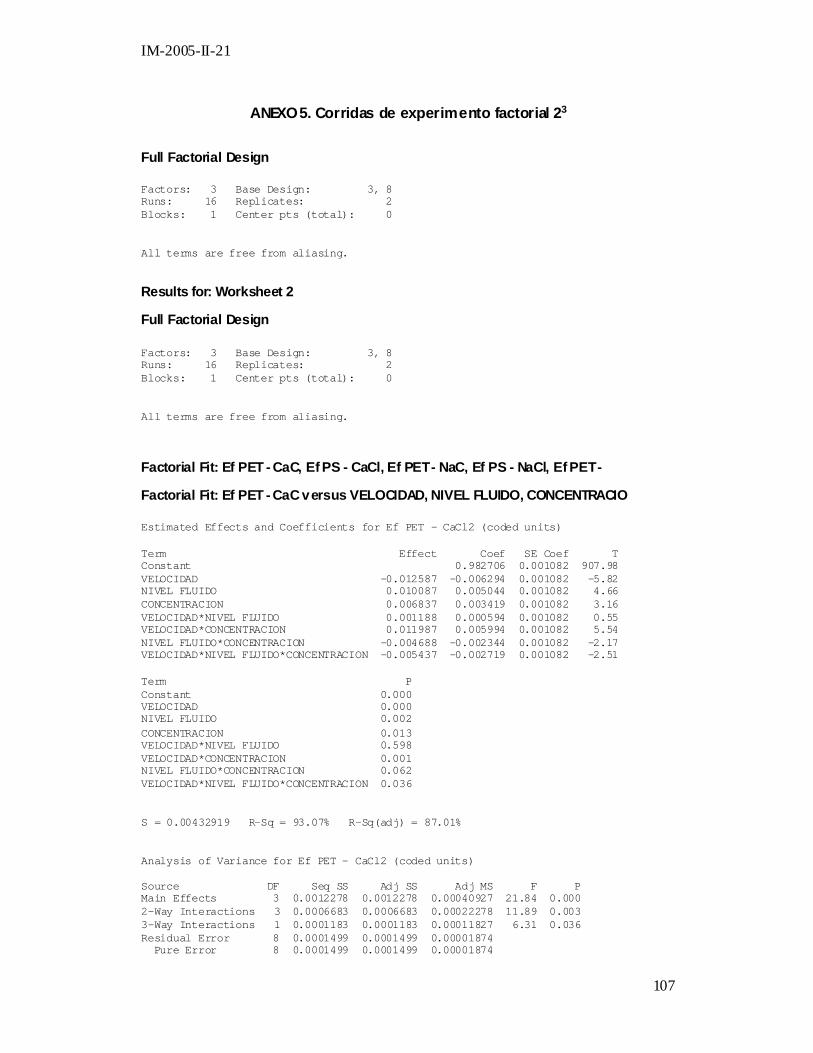
IM-2005-II-21
107
ANEXO 5. Corridas de experimento factorial 23
Full Factorial Design Factors: 3 Base Design: 3, 8 Runs: 16 Replicates: 2 Blocks: 1 Center pts (total): 0 All terms are free from aliasing. Results for: Worksheet 2 Full Factorial Design Factors: 3 Base Design: 3, 8 Runs: 16 Replicates: 2 Blocks: 1 Center pts (total): 0 All terms are free from aliasing. Factorial Fit: Ef PET - CaC, Ef PS - CaCl, Ef PET - NaC, Ef PS - NaCl, Ef PET - Factorial Fit: Ef PET - CaC versus VELOCIDAD, NIVEL FLUIDO, CONCENTRACIO Estimated Effects and Coefficients for Ef PET - CaCl2 (coded units) Term Effect Coef SE Coef T Constant 0.982706 0.001082 907.98 VELOCIDAD -0.012587 -0.006294 0.001082 -5.82 NIVEL FLUIDO 0.010087 0.005044 0.001082 4.66 CONCENTRACION 0.006837 0.003419 0.001082 3.16 VELOCIDAD*NIVEL FLUIDO 0.001188 0.000594 0.001082 0.55 VELOCIDAD*CONCENTRACION 0.011987 0.005994 0.001082 5.54 NIVEL FLUIDO*CONCENTRACION -0.004688 -0.002344 0.001082 -2.17 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION -0.005437 -0.002719 0.001082 -2.51 Term P Constant 0.000 VELOCIDAD 0.000 NIVEL FLUIDO 0.002 CONCENTRACION 0.013 VELOCIDAD*NIVEL FLUIDO 0.598 VELOCIDAD*CONCENTRACION 0.001 NIVEL FLUIDO*CONCENTRACION 0.062 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION 0.036 S = 0.00432919 R-Sq = 93.07% R-Sq(adj) = 87.01% Analysis of Variance for Ef PET - CaCl2 (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 0.0012278 0.0012278 0.00040927 21.84 0.000 2-Way Interactions 3 0.0006683 0.0006683 0.00022278 11.89 0.003 3-Way Interactions 1 0.0001183 0.0001183 0.00011827 6.31 0.036 Residual Error 8 0.0001499 0.0001499 0.00001874 Pure Error 8 0.0001499 0.0001499 0.00001874
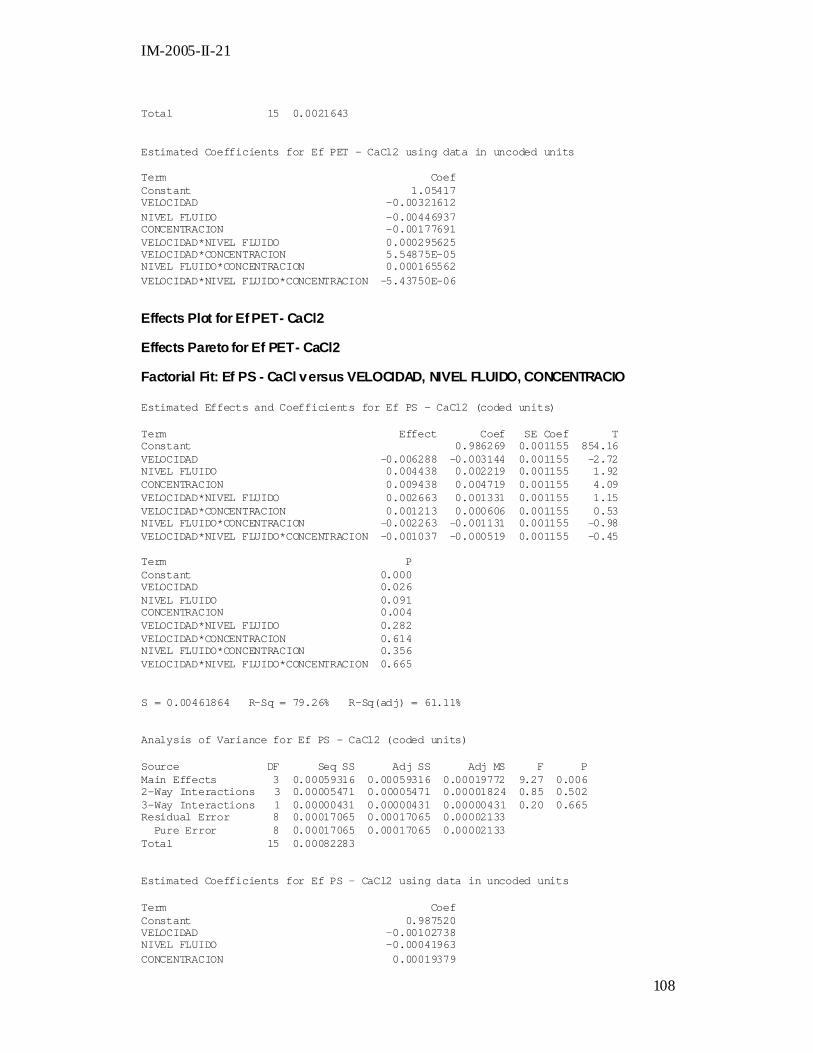
IM-2005-II-21
108
Total 15 0.0021643 Estimated Coefficients for Ef PET - CaCl2 using data in uncoded units Term Coef Constant 1.05417 VELOCIDAD -0.00321612 NIVEL FLUIDO -0.00446937 CONCENTRACION -0.00177691 VELOCIDAD*NIVEL FLUIDO 0.000295625 VELOCIDAD*CONCENTRACION 5.54875E-05 NIVEL FLUIDO*CONCENTRACION 0.000165562 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION -5.43750E-06 Effects Plot for Ef PET - CaCl2 Effects Pareto for Ef PET - CaCl2 Factorial Fit: Ef PS - CaCl versus VELOCIDAD, NIVEL FLUIDO, CONCENTRACIO Estimated Effects and Coefficients for Ef PS - CaCl2 (coded units) Term Effect Coef SE Coef T Constant 0.986269 0.001155 854.16 VELOCIDAD -0.006288 -0.003144 0.001155 -2.72 NIVEL FLUIDO 0.004438 0.002219 0.001155 1.92 CONCENTRACION 0.009438 0.004719 0.001155 4.09 VELOCIDAD*NIVEL FLUIDO 0.002663 0.001331 0.001155 1.15 VELOCIDAD*CONCENTRACION 0.001213 0.000606 0.001155 0.53 NIVEL FLUIDO*CONCENTRACION -0.002263 -0.001131 0.001155 -0.98 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION -0.001037 -0.000519 0.001155 -0.45 Term P Constant 0.000 VELOCIDAD 0.026 NIVEL FLUIDO 0.091 CONCENTRACION 0.004 VELOCIDAD*NIVEL FLUIDO 0.282 VELOCIDAD*CONCENTRACION 0.614 NIVEL FLUIDO*CONCENTRACION 0.356 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION 0.665 S = 0.00461864 R-Sq = 79.26% R-Sq(adj) = 61.11% Analysis of Variance for Ef PS - CaCl2 (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 0.00059316 0.00059316 0.00019772 9.27 0.006 2-Way Interactions 3 0.00005471 0.00005471 0.00001824 0.85 0.502 3-Way Interactions 1 0.00000431 0.00000431 0.00000431 0.20 0.665 Residual Error 8 0.00017065 0.00017065 0.00002133 Pure Error 8 0.00017065 0.00017065 0.00002133 Total 15 0.00082283 Estimated Coefficients for Ef PS - CaCl2 using data in uncoded units Term Coef Constant 0.987520 VELOCIDAD -0.00102738 NIVEL FLUIDO -0.00041963 CONCENTRACION 0.00019379

IM-2005-II-21
109
VELOCIDAD*NIVEL FLUIDO 0.000105125 VELOCIDAD*CONCENTRACION 9.51250E-06 NIVEL FLUIDO*CONCENTRACION -2.61250E-06 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION -1.03750E-06 Effects Plot for Ef PS - CaCl2 Effects Pareto for Ef PS - CaCl2 Factorial Fit: Ef PET - NaC versus VELOCIDAD, NIVEL FLUIDO, CONCENTRACIO Estimated Effects and Coefficients for Ef PET - NaCl (coded units) Term Effect Coef SE Coef T Constant 0.966819 0.001926 502.05 VELOCIDAD -0.018538 -0.009269 0.001926 -4.81 NIVEL FLUIDO 0.003938 0.001969 0.001926 1.02 CONCENTRACION -0.003038 -0.001519 0.001926 -0.79 VELOCIDAD*NIVEL FLUIDO 0.004863 0.002431 0.001926 1.26 VELOCIDAD*CONCENTRACION 0.000988 0.000494 0.001926 0.26 NIVEL FLUIDO*CONCENTRACION 0.003863 0.001931 0.001926 1.00 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION 0.004488 0.002244 0.001926 1.17 Term P Constant 0.000 VELOCIDAD 0.001 NIVEL FLUIDO 0.337 CONCENTRACION 0.453 VELOCIDAD*NIVEL FLUIDO 0.242 VELOCIDAD*CONCENTRACION 0.804 NIVEL FLUIDO*CONCENTRACION 0.345 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION 0.278 S = 0.00770296 R-Sq = 78.29% R-Sq(adj) = 59.30% Analysis of Variance for Ef PET - NaCl (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 0.00147348 0.00147348 0.00049116 8.28 0.008 2-Way Interactions 3 0.00015815 0.00015815 0.00005272 0.89 0.487 3-Way Interactions 1 0.00008055 0.00008055 0.00008055 1.36 0.278 Residual Error 8 0.00047468 0.00047468 0.00005934 Pure Error 8 0.00047468 0.00047468 0.00005934 Total 15 0.00218686 Estimated Coefficients for Ef PET - NaCl using data in uncoded units Term Coef Constant 0.962453 VELOCIDAD 0.00059687 NIVEL FLUIDO 0.0037511 CONCENTRACION 0.00096701 VELOCIDAD*NIVEL FLUIDO -1.27125E-04 VELOCIDAD*CONCENTRACION -3.49125E-05 NIVEL FLUIDO*CONCENTRACION -1.36787E-04 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION 4.48750E-06 Effects Plot for Ef PET - NaCl

IM-2005-II-21
110
Effects Pareto for Ef PET - NaCl Factorial Fit: Ef PS - NaCl versus VELOCIDAD, NIVEL FLUIDO, CONCENTRACIO Estimated Effects and Coefficients for Ef PS - NaCl (coded units) Term Effect Coef SE Coef T Constant 0.969344 0.002046 473.70 VELOCIDAD -0.015412 -0.007706 0.002046 -3.77 NIVEL FLUIDO 0.007837 0.003919 0.002046 1.92 CONCENTRACION 0.017313 0.008656 0.002046 4.23 VELOCIDAD*NIVEL FLUIDO 0.005437 0.002719 0.002046 1.33 VELOCIDAD*CONCENTRACION -0.000238 -0.000119 0.002046 -0.06 NIVEL FLUIDO*CONCENTRACION -0.004837 -0.002419 0.002046 -1.18 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION -0.001587 -0.000794 0.002046 -0.39 Term P Constant 0.000 VELOCIDAD 0.005 NIVEL FLUIDO 0.092 CONCENTRACION 0.003 VELOCIDAD*NIVEL FLUIDO 0.221 VELOCIDAD*CONCENTRACION 0.955 NIVEL FLUIDO*CONCENTRACION 0.271 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION 0.708 S = 0.00818524 R-Sq = 83.00% R-Sq(adj) = 68.13% Analysis of Variance for Ef PS - NaCl (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 0.00239478 0.00239478 0.00079826 11.91 0.003 2-Way Interactions 3 0.00021210 0.00021210 0.00007070 1.06 0.420 3-Way Interactions 1 0.00001008 0.00001008 0.00001008 0.15 0.708 Residual Error 8 0.00053599 0.00053599 0.00006700 Pure Error 8 0.00053599 0.00053599 0.00006700 Total 15 0.00315294 Estimated Coefficients for Ef PS - NaCl using data in uncoded units Term Coef Constant 0.961650 VELOCIDAD -0.00180138 NIVEL FLUIDO 0.0001831 CONCENTRACION 0.00075226 VELOCIDAD*NIVEL FLUIDO 0.000188125 VELOCIDAD*CONCENTRACION 1.24625E-05 NIVEL FLUIDO*CONCENTRACION -3.83875E-05 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION -1.58750E-06 Effects Plot for Ef PS - NaCl Effects Pareto for Ef PS - NaCl Factorial Fit: Ef PET - KCl versus VELOCIDAD, NIVEL FLUIDO, CONCENTRACIO Estimated Effects and Coefficients for Ef PET - KCl (coded units) Term Effect Coef SE Coef T
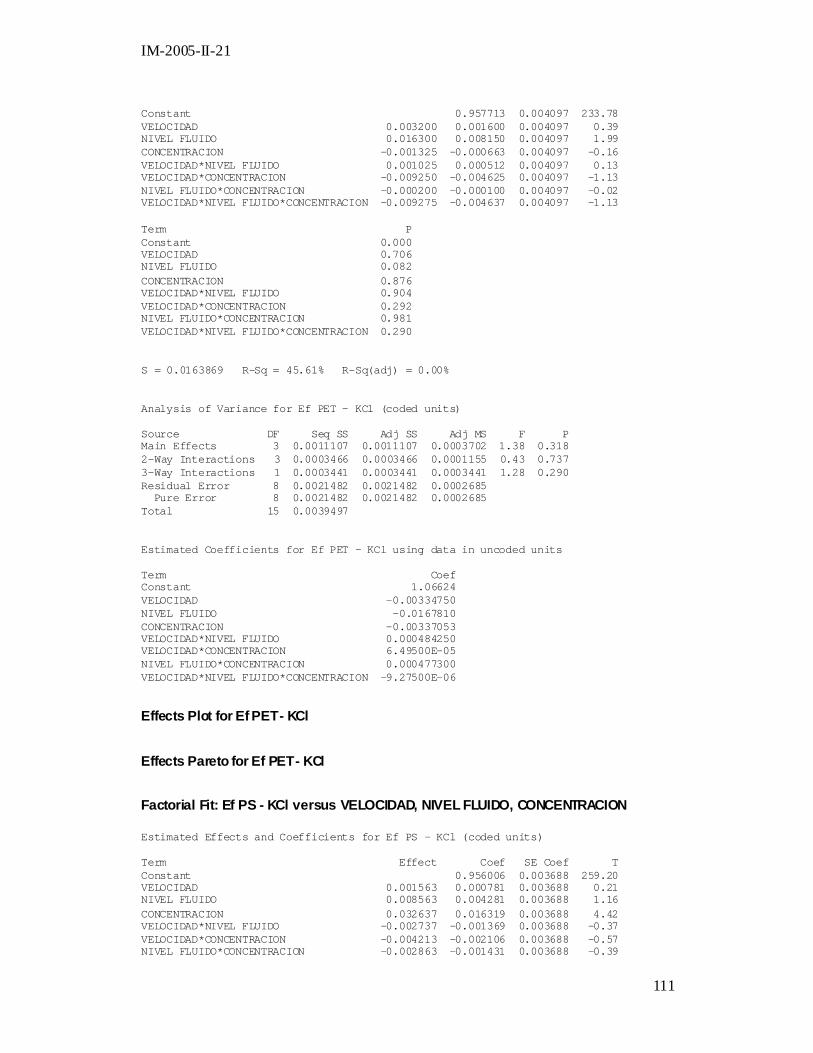
IM-2005-II-21
111
Constant 0.957713 0.004097 233.78 VELOCIDAD 0.003200 0.001600 0.004097 0.39 NIVEL FLUIDO 0.016300 0.008150 0.004097 1.99 CONCENTRACION -0.001325 -0.000663 0.004097 -0.16 VELOCIDAD*NIVEL FLUIDO 0.001025 0.000512 0.004097 0.13 VELOCIDAD*CONCENTRACION -0.009250 -0.004625 0.004097 -1.13 NIVEL FLUIDO*CONCENTRACION -0.000200 -0.000100 0.004097 -0.02 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION -0.009275 -0.004637 0.004097 -1.13 Term P Constant 0.000 VELOCIDAD 0.706 NIVEL FLUIDO 0.082 CONCENTRACION 0.876 VELOCIDAD*NIVEL FLUIDO 0.904 VELOCIDAD*CONCENTRACION 0.292 NIVEL FLUIDO*CONCENTRACION 0.981 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION 0.290 S = 0.0163869 R-Sq = 45.61% R-Sq(adj) = 0.00% Analysis of Variance for Ef PET - KCl (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 0.0011107 0.0011107 0.0003702 1.38 0.318 2-Way Interactions 3 0.0003466 0.0003466 0.0001155 0.43 0.737 3-Way Interactions 1 0.0003441 0.0003441 0.0003441 1.28 0.290 Residual Error 8 0.0021482 0.0021482 0.0002685 Pure Error 8 0.0021482 0.0021482 0.0002685 Total 15 0.0039497 Estimated Coefficients for Ef PET - KCl using data in uncoded units Term Coef Constant 1.06624 VELOCIDAD -0.00334750 NIVEL FLUIDO -0.0167810 CONCENTRACION -0.00337053 VELOCIDAD*NIVEL FLUIDO 0.000484250 VELOCIDAD*CONCENTRACION 6.49500E-05 NIVEL FLUIDO*CONCENTRACION 0.000477300 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION -9.27500E-06 Effects Plot for Ef PET - KCl Effects Pareto for Ef PET - KCl Factorial Fit: Ef PS - KCl versus VELOCIDAD, NIVEL FLUIDO, CONCENTRACION Estimated Effects and Coefficients for Ef PS - KCl (coded units) Term Effect Coef SE Coef T Constant 0.956006 0.003688 259.20 VELOCIDAD 0.001563 0.000781 0.003688 0.21 NIVEL FLUIDO 0.008563 0.004281 0.003688 1.16 CONCENTRACION 0.032637 0.016319 0.003688 4.42 VELOCIDAD*NIVEL FLUIDO -0.002737 -0.001369 0.003688 -0.37 VELOCIDAD*CONCENTRACION -0.004213 -0.002106 0.003688 -0.57 NIVEL FLUIDO*CONCENTRACION -0.002863 -0.001431 0.003688 -0.39

IM-2005-II-21
112
VELOCIDAD*NIVEL FLUIDO*CONCENTRACION 0.004838 0.002419 0.003688 0.66 Term P Constant 0.000 VELOCIDAD 0.838 NIVEL FLUIDO 0.279 CONCENTRACION 0.002 VELOCIDAD*NIVEL FLUIDO 0.720 VELOCIDAD*CONCENTRACION 0.584 NIVEL FLUIDO*CONCENTRACION 0.708 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION 0.530 S = 0.0147535 R-Sq = 73.34% R-Sq(adj) = 50.02% Analysis of Variance for Ef PS - KCl (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 0.00456386 0.00456386 0.00152129 6.99 0.013 2-Way Interactions 3 0.00013373 0.00013373 0.00004458 0.20 0.890 3-Way Interactions 1 0.00009361 0.00009361 0.00009361 0.43 0.530 Residual Error 8 0.00174132 0.00174132 0.00021766 Pure Error 8 0.00174131 0.00174131 0.00021766 Total 15 0.00653251 Estimated Coefficients for Ef PS - KCl using data in uncoded units Term Coef Constant 0.716361 VELOCIDAD 0.00261488 NIVEL FLUIDO 0.0232839 CONCENTRACION 0.00361989 VELOCIDAD*NIVEL FLUIDO -2.96625E-04 VELOCIDAD*CONCENTRACION -4.29125E-05 NIVEL FLUIDO*CONCENTRACION -3.23113E-04 VELOCIDAD*NIVEL FLUIDO*CONCENTRACION 4.83750E-06 Effects Plot for Ef PS - KCl Effects Pareto for Ef PS - KCl Alias Structure I VELOCIDAD NIVEL FLUIDO CONCENTRACION VELOCIDAD*NIVEL FLUIDO VELOCIDAD*CONCENTRACION NIVEL FLUIDO*CONCENTRACION VELOCIDAD*NIVEL FLUIDO*CONCENTRACION
Top Related