






Idiomas
Páginas
Jurídico


1
INTERNAL
Mineral Processing Data AnalyticsEL ROL DEL INGENIERO DE PROCESOS
Felipe Contreras Bravo
2
INTERNAL
Esta presentación tendrá como objetivo entregar a la audiencia una referencia sobre cual es el rol que debe jugar el Ingeniero Experto de Procesos en proyectos de Data Analytics en mineral processing.
Se mostrarán algunos ejemplos de definiciones criticas para el desarrollo de modelos estadísticos avanzados, con el fin de asegurar el éxito y sustentabilidad de la solución analítica, las cuales deber ser
desarrolladas por el Experto en Procesos.
Toda la información contenida en los ejemplos donde se consideran datos de procesos, corresponden a diferentes operaciones y han sido alterados por un factor, con el fin de velar por la confidencialidad de estos.
Las ideas y conceptos presentados en esta instancia, se basan en información y experiencia de relator obtenidas desde proyectos e iniciativas desarrolladas en diferentes operaciones mineras.

3
INTERNAL
CIENCIA DE DATOS Es un campo interdisciplinario

4
INTERNAL
ANTES DE EMPEZAR UN PROYECTO DE ANALYTICS : TOP 3 OBJETIVOSLA PARTICIPACION DEL EXPERTO DE PROCESOS ES CLAVE
DEFINIR EL IMPACTO EN EL NEGOCIO
CONECTE EL OBJETIVO CON LOS DATOS
CLARIFIQUE SU OBJETIVO
• Impacto en el flujo de trabajo y procesos de toma de decisiones• Iniciativas deben conducir a cambios significativos en las operaciones• Considerar que los diferentes grupos dentro de la organización requieren información
distinta de los modelos que se estén desarrollando
• Conectar los objetivos a los datos requiere tiempo y esfuerzo considerable• El equipo de científico de datos debe entrevistar a los Expertos de la Materia (SME) para
determinar objetivos, recursos y beneficio. • Muchos ejecutivos no comprenden por qué deben dedicar tanto tiempo para entender
el problema. Desde afuera se ve que es llegar, tomar los datos, tirarlos a una “caja mágica” y producir la “receta” deseada.
• Un Científico de datos que intenta construir un modelo sin consultar al Experto, es como un Abogado que intenta manejar un caso, sin consultar al Cliente.
• Tome el tiempo y cuidado necesario para aclarar el propósito. De lo contrario, todo elproyecto puede ser una perdida de tiempo y recurso.

5
INTERNAL
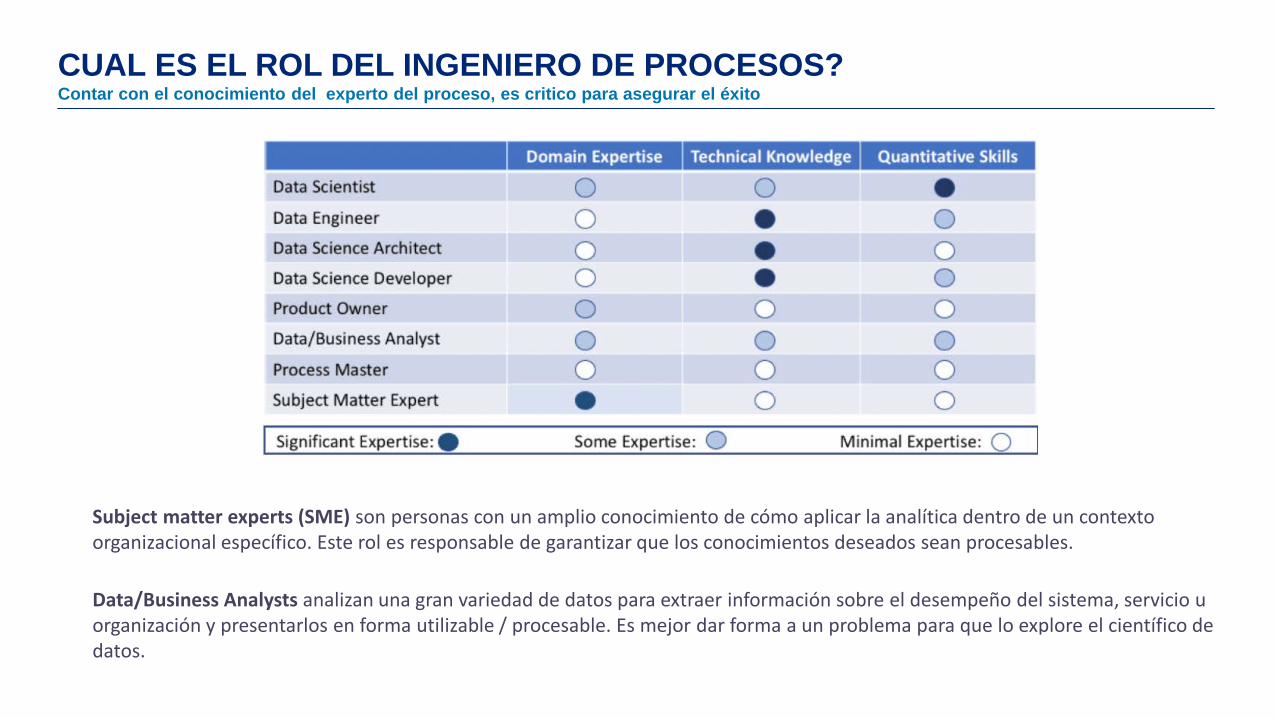
CUAL ES EL ROL DEL INGENIERO DE PROCESOS?Contar con el conocimiento del experto del proceso, es critico para asegurar el éxito
Business User: Alguien que entienda el área de dominio y que generalmente se beneficie de los resultados. Esta persona puede consultar y asesorar al equipo del proyecto en el contexto del proyecto, el valor de los resultados y cómo se pondrán en práctica los productos. Por lo general, un analista de negocios, un gerente de línea o un experto en la materia en el dominio del proyecto cumple esta función.
Business Intelligence Analyst: Proporciona experiencia en el dominio de procesos basada en una comprensión profunda de los datos, los indicadores clave de rendimiento (KPI), las métricas clave y la inteligencia empresarial desde una perspectiva de informes. Los analistas de inteligencia empresarial generalmente crean paneles e informes y conocen las fuentes y fuentes de datos.
6
INTERNAL
Subject matter experts (SME) son personas con un amplio conocimiento de cómo aplicar la analítica dentro de un contexto organizacional específico. Este rol es responsable de garantizar que los conocimientos deseados sean procesables.
Data/Business Analysts analizan una gran variedad de datos para extraer información sobre el desempeño del sistema, servicio u organización y presentarlos en forma utilizable / procesable. Es mejor dar forma a un problema para que lo explore el científico de datos.
CUAL ES EL ROL DEL INGENIERO DE PROCESOS?Contar con el conocimiento del experto del proceso, es critico para asegurar el éxito
7
INTERNAL
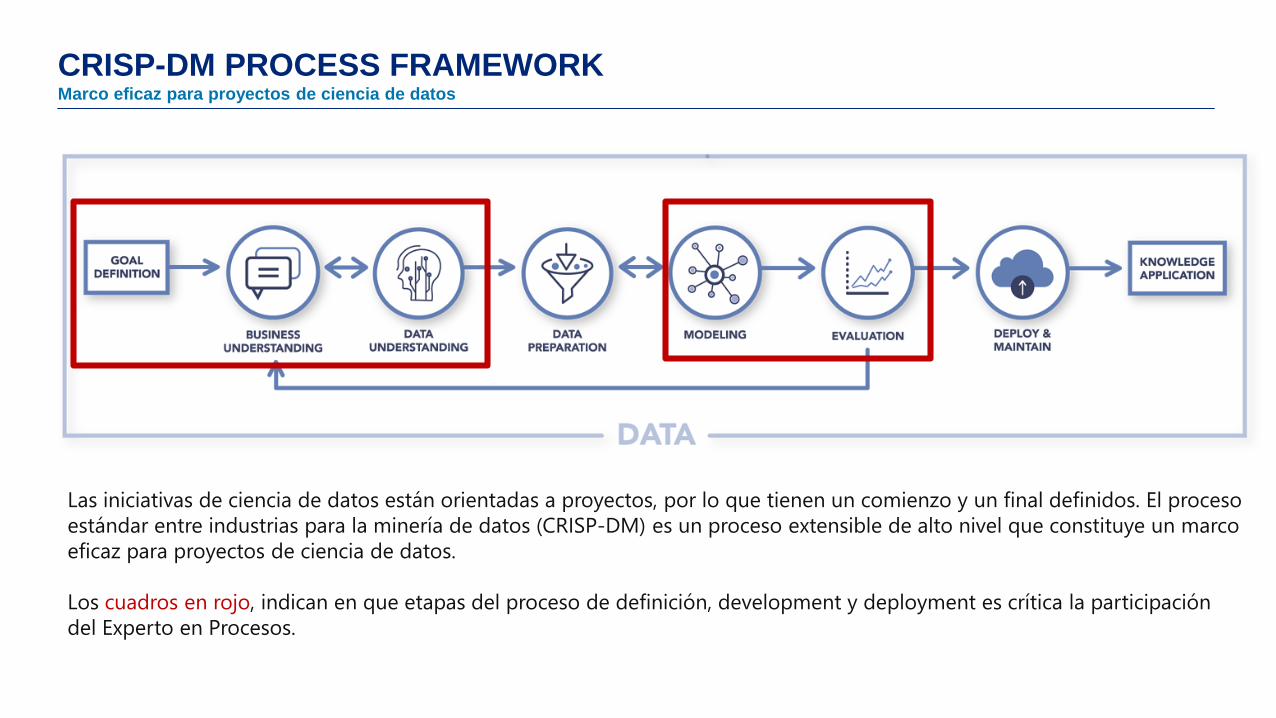
CRISP-DM PROCESS FRAMEWORKMarco eficaz para proyectos de ciencia de datos
Las iniciativas de ciencia de datos están orientadas a proyectos, por lo que tienen un comienzo y un final definidos. El procesoestándar entre industrias para la minería de datos (CRISP-DM) es un proceso extensible de alto nivel que constituye un marco eficaz para proyectos de ciencia de datos.
Los cuadros en rojo, indican en que etapas del proceso de definición, development y deployment es crítica la participación del Experto en Procesos.
8
INTERNAL
LA COMUNICACION Y RETROALIMENTACION SON CLAVES!EQUIPO DE DESARROLLO SIEMPRE DEBE CORROBORAR SUS DEFINICIONES CON EL EXPERTO DE PROCESOS Y CLIENTES
9
INTERNAL
PROCESOS DE VALIDACION EN CADA ETAPADEFINIR REGLAS PARA LA DEFINICION DE OBJETIVOS, LEVANTAR REQUERIMIENTOS Y VER SU FACTIBILIDAD DE DESARROLLO
10
INTERNAL
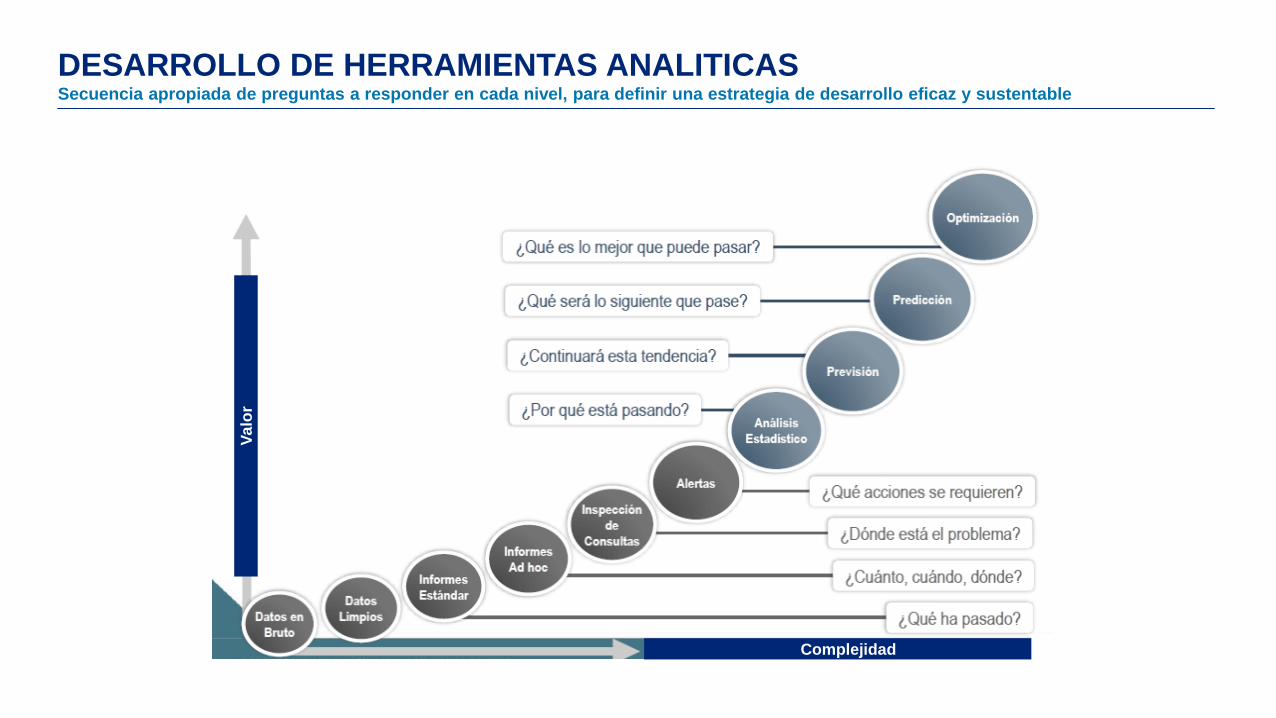
Complejidad
Valo
r
DESARROLLO DE HERRAMIENTAS ANALITICASSecuencia apropiada de preguntas a responder en cada nivel, para definir una estrategia de desarrollo eficaz y sustentable

11
INTERNAL
SANTA TRINIDAD: MINERAL PROCESSING MODELLINGMANDATORIO!!!!
Propiedades del Mineral
Variables Operacionales
Cuellos de Botella
Dureza: SPI, Axb, Wi, Ci, Ai
Tamaño: P80, P50, %-1.25in
Mineralogía
Tipo de Roca
Estrategia de Control (Límites)
Condiciones de Desgaste
Modo operacional (Cambio Flowsheet)
Nivel de Bolas, Dosificación reactivos, etc
Calibración de Sensores
Restricciones “Duras” por diseño (Ej: máximo TPH, P80, Hidráulicos, etc)
Cuellos de botella dinámicos: Interacción mineral – equipo
MAXIMIZAR BENEFICIO
(NO PRODUCCION!!)

12
INTERNAL
SANTA TRINIDAD: MINERAL PROCESSING MODELLINGMANDATORIO!!!!
Propiedades del Mineral
Variables Operacionales
Cuellos de Botella
Dureza: SPI, Axb, Wi, Ci, Ai
Tamaño: P80, P50, %-1.25in
Mineralogía
Tipo de Roca
Estrategia de Control (Límites)
Condiciones de Desgaste
Modo operacional (Cambio Flowsheet)
Nivel de Bolas, Dosificación reactivos, etc
Calibración de Sensores
Restricciones “Duras” por diseño (Ej: máximo TPH, P80, Hidráulicos, etc)
Cuellos de botella dinámicos: Interacción mineral – equipo
MAXIMIZAR BENEFICIO
(NO PRODUCCION!!)

13
INTERNAL
AXB ERROR ESTIMATION : SAMPLING SQUEME 3.0 MT/SAMPLE
Level
North
East
14
INTERNAL
Level
North
East
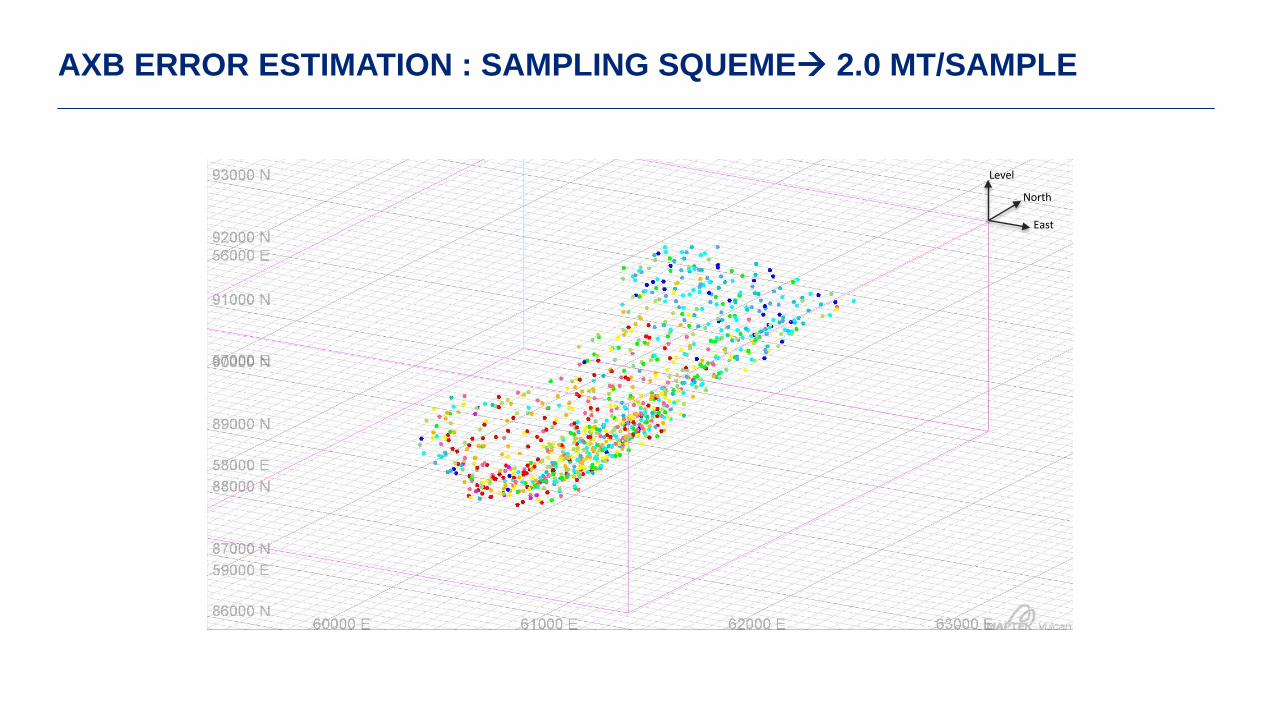
AXB ERROR ESTIMATION : SAMPLING SQUEME 2.0 MT/SAMPLE

15
INTERNAL
Level
North
East
AXB ERROR ESTIMATION : SAMPLING SQUEME 1.5 MT/SAMPLE
16
INTERNAL
Level
North
East
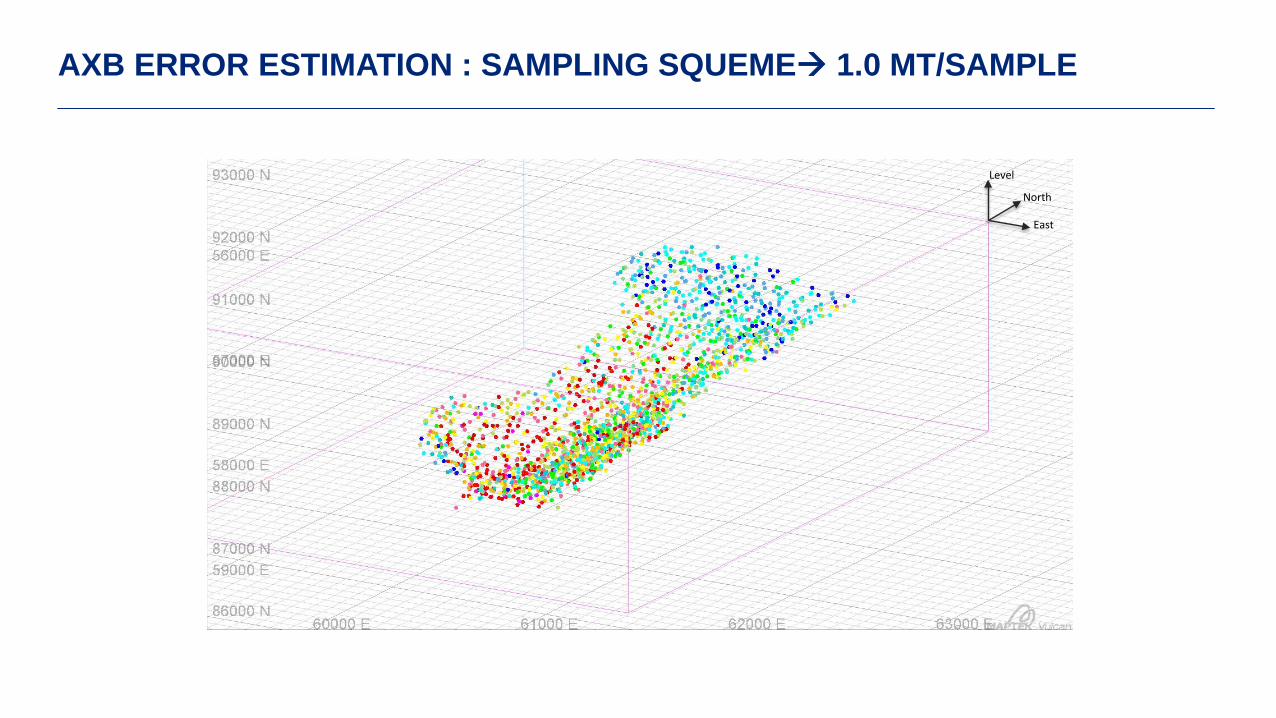
AXB ERROR ESTIMATION : SAMPLING SQUEME 1.0 MT/SAMPLE

17
INTERNAL
Level
North
East
AXB ERROR ESTIMATION : SAMPLING SQUEME 0.5 MT/SAMPLE

18
INTERNAL
ESTIMACION ERROR MENSUAL Y ANUAL : AXBPropiedades del mineral : Dureza
SamplingSqueme
Axb Error, %Annual Monthtly
0.5 Mt/s 1.09 2.46
1.0 Mt/s 1.55 3.42
1.5 Mt/s 1.93 4.15
2.0 Mt/s 2.32 4.70
3.0 Mt/s 2.85 5.27
19
INTERNAL
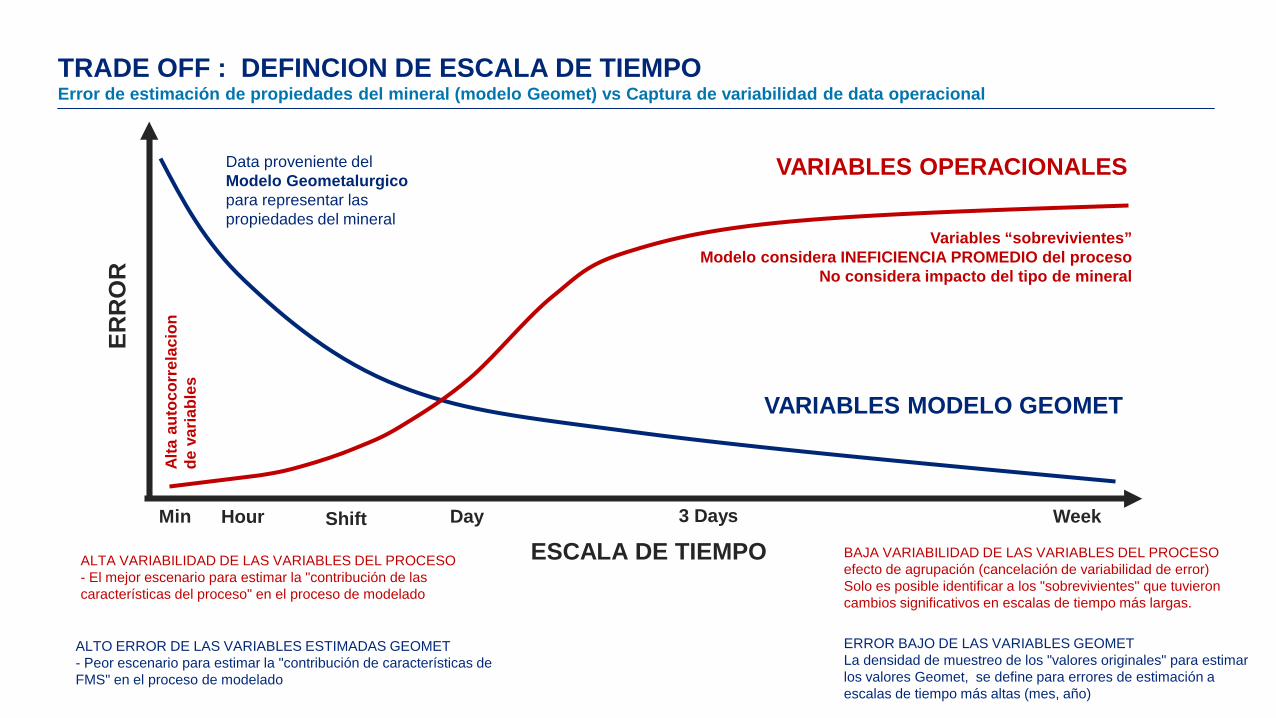
TRADE OFF : DEFINCION DE ESCALA DE TIEMPOError de estimación de propiedades del mineral (modelo Geomet) vs Captura de variabilidad de data operacional
VARIABLES OPERACIONALES
ERR
OR
ESCALA DE TIEMPO
Alta
aut
ocor
rela
cion
de v
aria
bles
Min Hour Shift Day 3 Days Week
Variables “sobrevivientes”Modelo considera INEFICIENCIA PROMEDIO del proceso
No considera impacto del tipo de mineral
Data proveniente del Modelo Geometalurgicopara representar las propiedades del mineral
ALTA VARIABILIDAD DE LAS VARIABLES DEL PROCESO- El mejor escenario para estimar la "contribución de las características del proceso" en el proceso de modelado
ALTO ERROR DE LAS VARIABLES ESTIMADAS GEOMET- Peor escenario para estimar la "contribución de características de FMS" en el proceso de modelado
BAJA VARIABILIDAD DE LAS VARIABLES DEL PROCESOefecto de agrupación (cancelación de variabilidad de error)Solo es posible identificar a los "sobrevivientes" que tuvieron cambios significativos en escalas de tiempo más largas.
ERROR BAJO DE LAS VARIABLES GEOMET La densidad de muestreo de los "valores originales" para estimar los valores Geomet, se define para errores de estimación a escalas de tiempo más altas (mes, año)
VARIABLES MODELO GEOMET

20
INTERNAL
VARIABLES OPERACIONALESCALIBRACION DE SENSORES
Propiedades del Mineral
Variables Operacionales
Cuellos de Botella
Dureza: SPI, Axb, Wi, Ci, Ai
Tamaño: P80, P50, %-1.25in
Mineralogía
Tipo de Roca
Estrategia de Control (Límites)
Condiciones de Desgaste
Modo operacional (Cambio Flowsheet)
Nivel de Bolas, Dosificación reactivos, etc
Calibración de Sensores
Restricciones “Duras” por diseño (Ej: máximo TPH, P80, Hidráulicos, etc)
Cuellos de botella dinámicos: Interacción mineral – equipo
MAXIMIZAR BENEFICIO
(NO PRODUCCION!!)
21
INTERNAL
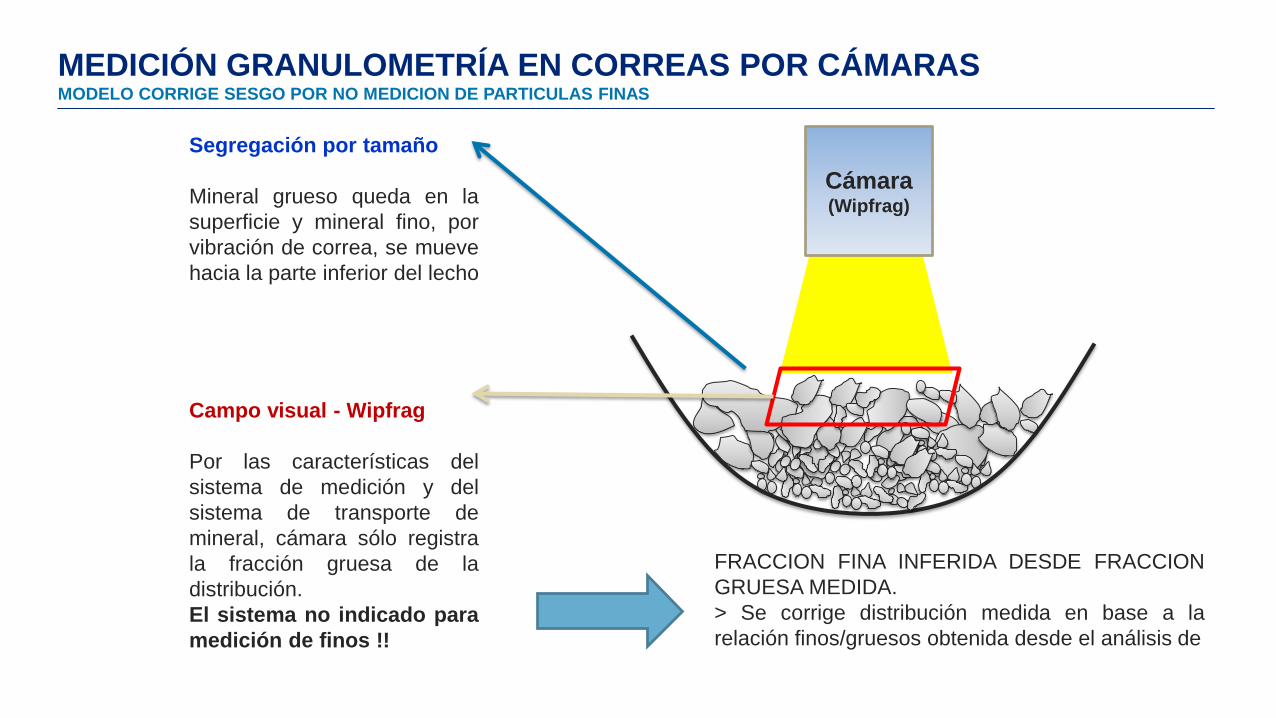
Cámara(Wipfrag)
Segregación por tamaño
Mineral grueso queda en lasuperficie y mineral fino, porvibración de correa, se muevehacia la parte inferior del lecho
Campo visual - Wipfrag
Por las características delsistema de medición y delsistema de transporte demineral, cámara sólo registrala fracción gruesa de ladistribución.El sistema no indicado paramedición de finos !!
FRACCION FINA INFERIDA DESDE FRACCIONGRUESA MEDIDA.> Se corrige distribución medida en base a larelación finos/gruesos obtenida desde el análisis de
MEDICIÓN GRANULOMETRÍA EN CORREAS POR CÁMARASMODELO CORRIGE SESGO POR NO MEDICION DE PARTICULAS FINAS
22
INTERNAL
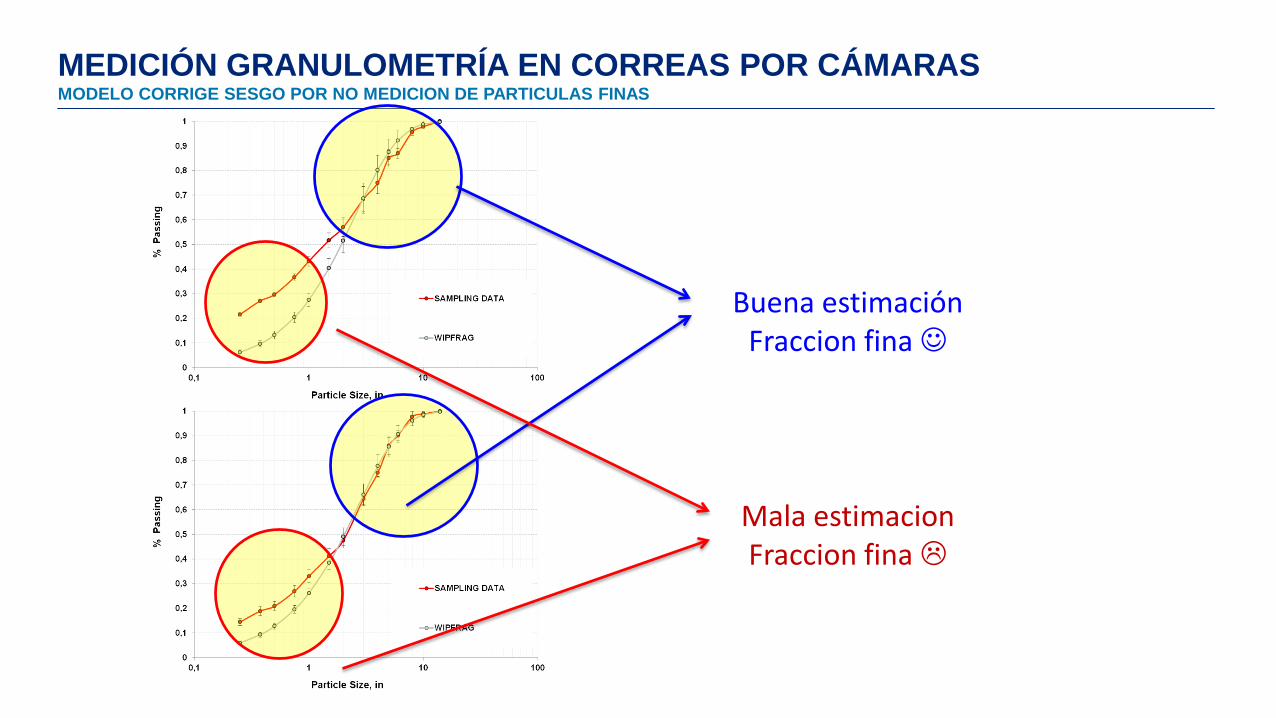
MEDICIÓN GRANULOMETRÍA EN CORREAS POR CÁMARASMODELO CORRIGE SESGO POR NO MEDICION DE PARTICULAS FINAS
Buena estimaciónFraccion fina
Mala estimacionFraccion fina

23
INTERNAL
EJEMPLOS DE CAMBIOS EN CRITERIOS DE CALIBRACIÓN AJUSTE MODELO DE DISTRIBUCION DE TAMAÑO DE PARTICULAS EN CAMARAS DE CORREAS ALIMENTACION DE UN MOLINO SAG

24
INTERNAL
EJEMPLOS DE CAMBIOS EN CRITERIOS DE CALIBRACIÓN AJUSTE MODELO DE DISTRIBUCION DE TAMAÑO DE PARTICULAS EN CAMARAS DE CORREAS ALIMENTACION DE UN MOLINO SAG

25
INTERNAL
EJEMPLOS DE CAMBIOS EN CRITERIOS DE CALIBRACIÓN AJUSTE MODELO DE DISTRIBUCION DE TAMAÑO DE PARTICULAS EN CAMARAS DE CORREAS ALIMENTACION DE UN MOLINO SAG
26
INTERNAL
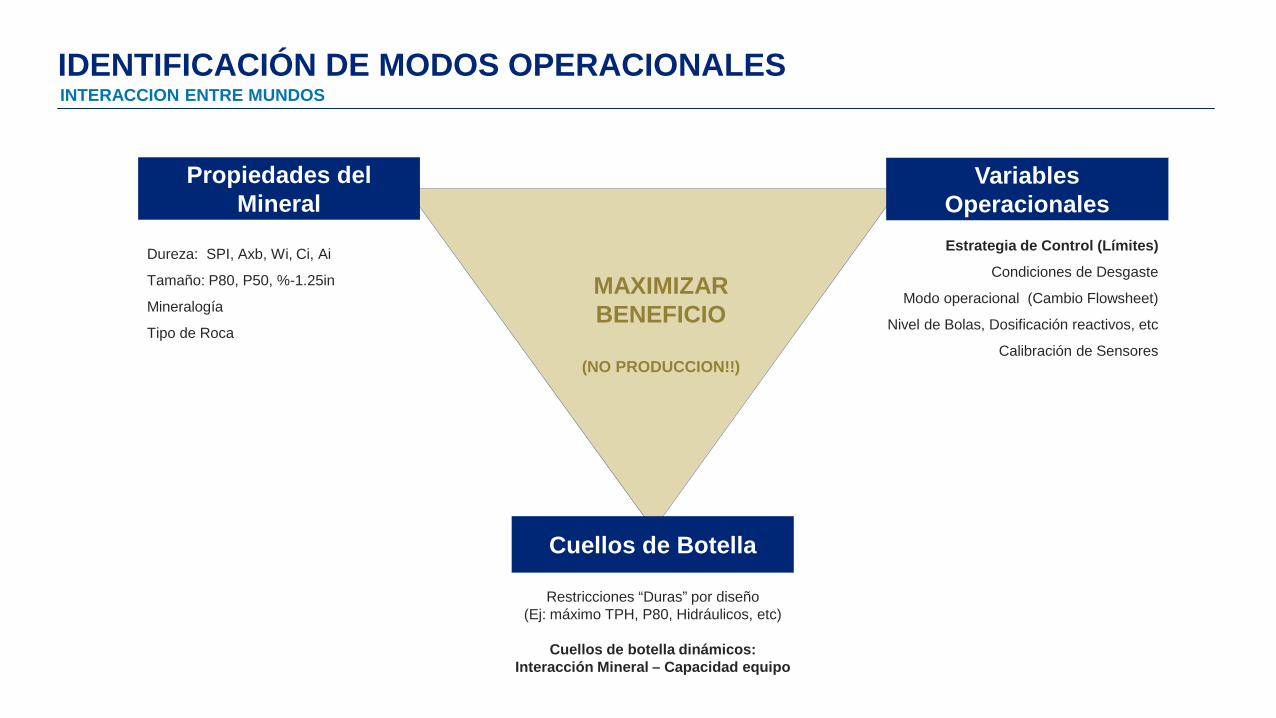
IDENTIFICACIÓN DE MODOS OPERACIONALESINTERACCION ENTRE MUNDOS
Propiedades del Mineral
Variables Operacionales
Cuellos de Botella
Dureza: SPI, Axb, Wi, Ci, Ai
Tamaño: P80, P50, %-1.25in
Mineralogía
Tipo de Roca
Estrategia de Control (Límites)
Condiciones de Desgaste
Modo operacional (Cambio Flowsheet)
Nivel de Bolas, Dosificación reactivos, etc
Calibración de Sensores
Restricciones “Duras” por diseño (Ej: máximo TPH, P80, Hidráulicos, etc)
Cuellos de botella dinámicos: Interacción Mineral – Capacidad equipo
MAXIMIZAR BENEFICIO
(NO PRODUCCION!!)
27
INTERNAL
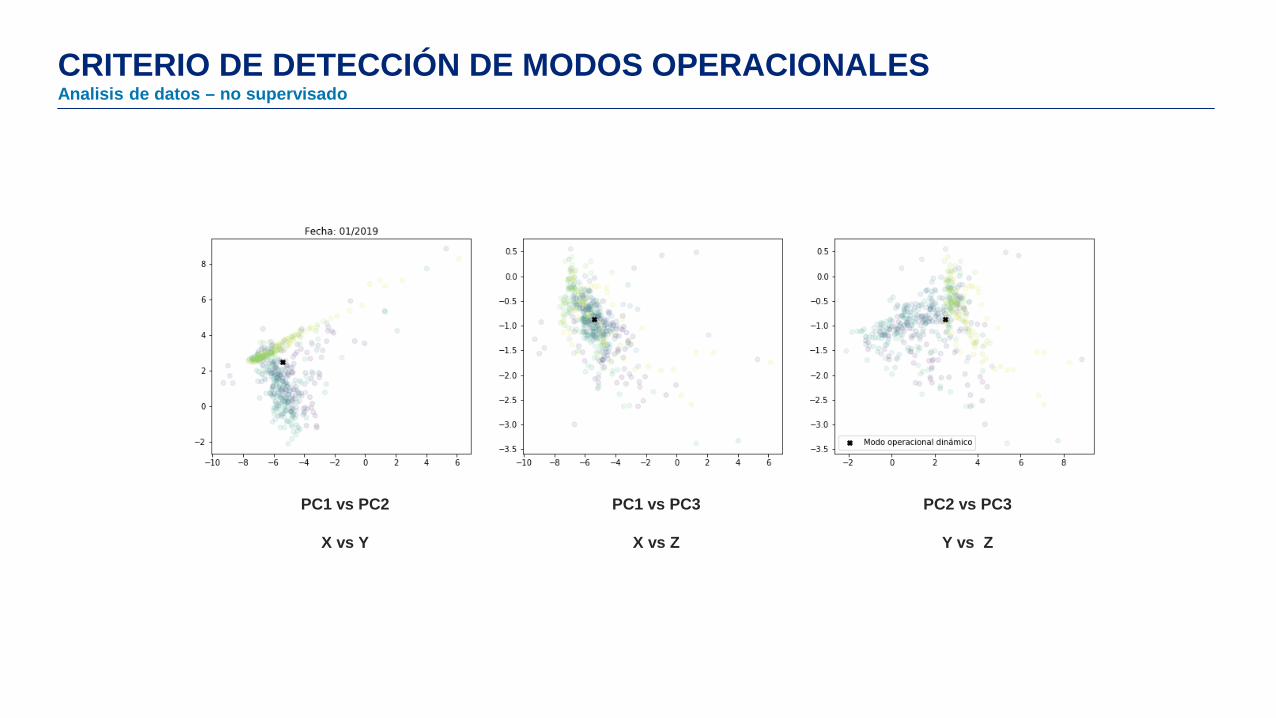
CRITERIO DE DETECCIÓN DE MODOS OPERACIONALES Analisis de datos – no supervisado
PC1 vs PC2
X vs Y
PC1 vs PC3
X vs Z
PC2 vs PC3
Y vs Z
28
INTERNAL
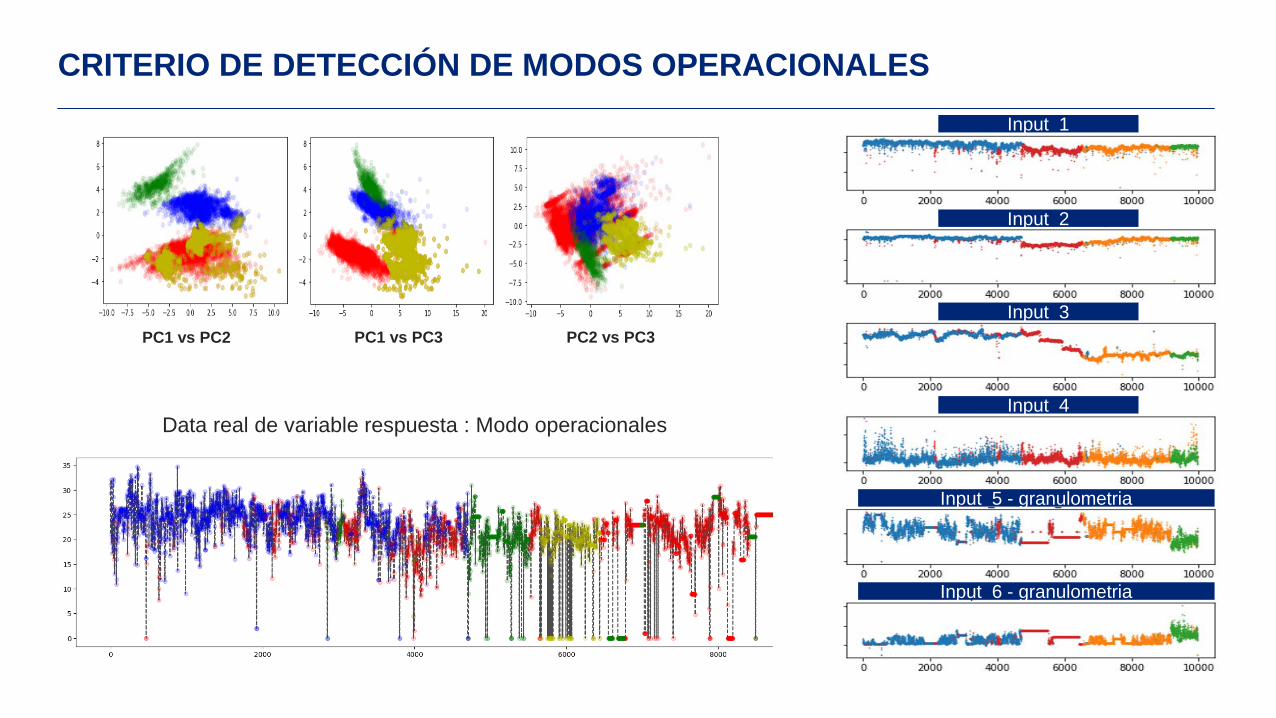
CRITERIO DE DETECCIÓN DE MODOS OPERACIONALES
PC1 vs PC2 PC1 vs PC3 PC2 vs PC3
Data real de variable respuesta : Modo operacionales
Input 2
Input 1
Input 3
Input 4
Input 5 - granulometria
Input 6 - granulometria
29
INTERNAL
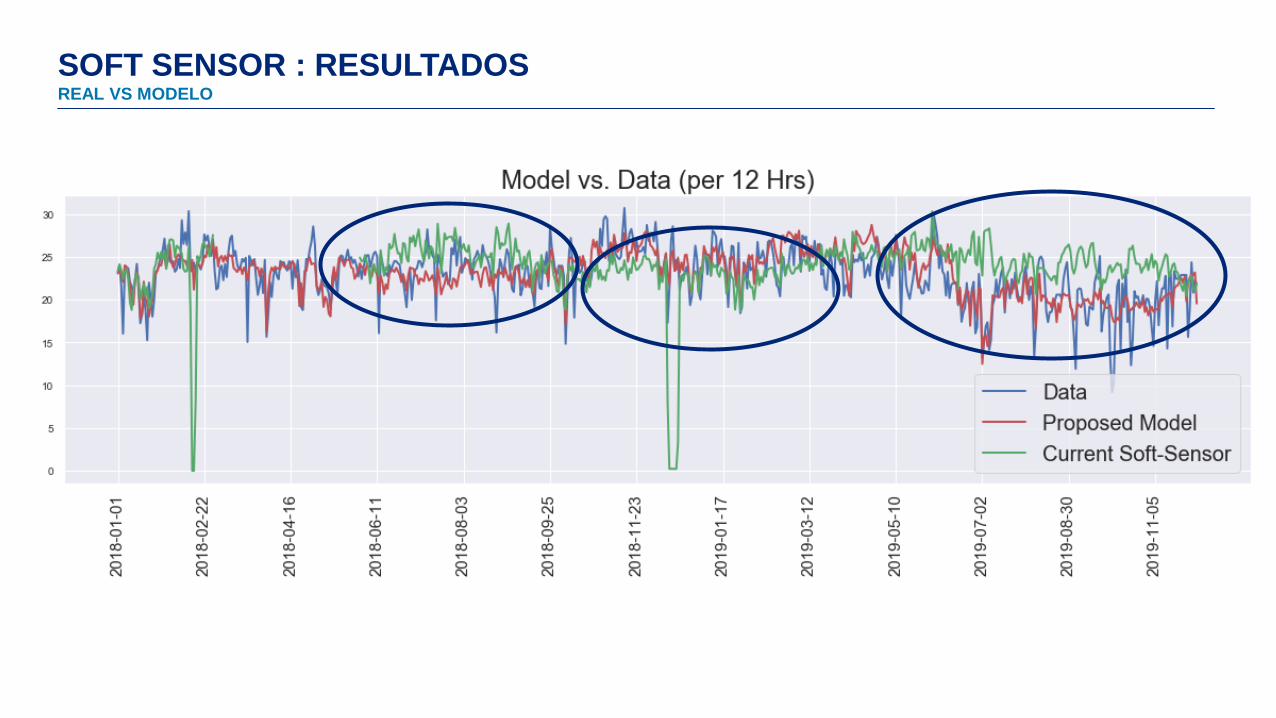
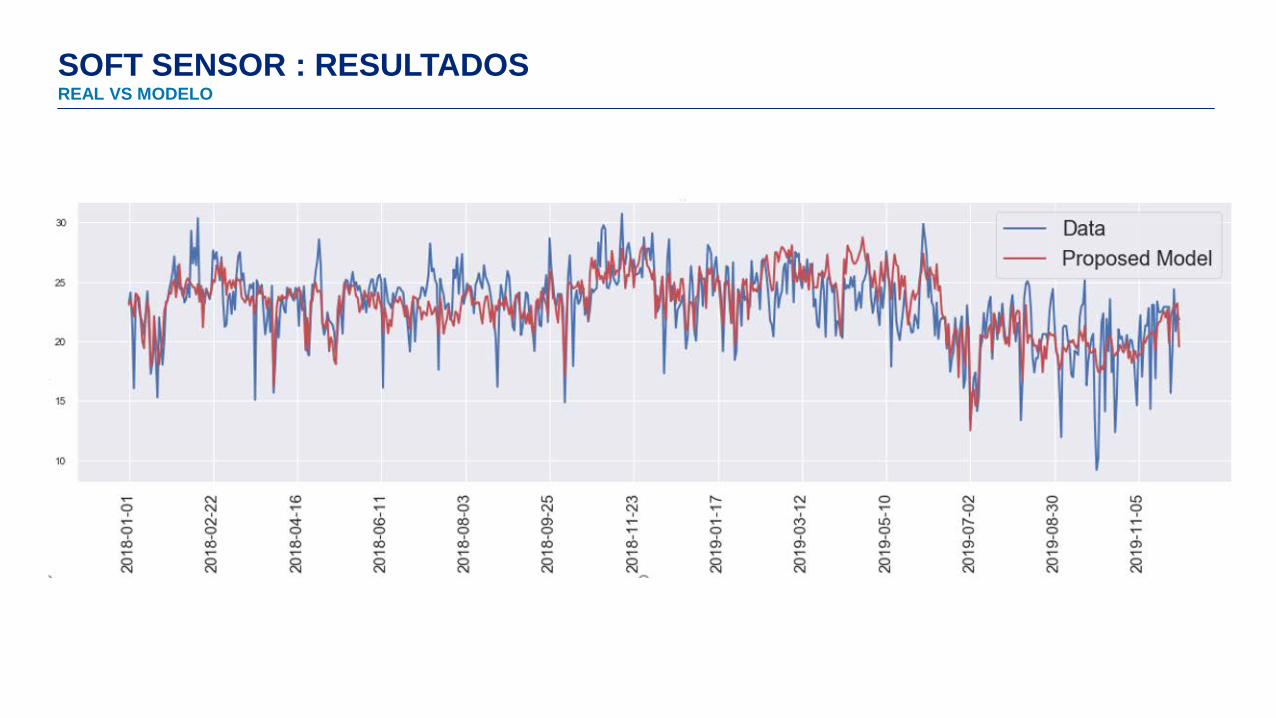
SOFT SENSOR : RESULTADOSREAL VS MODELO
30
INTERNAL
SOFT SENSOR : RESULTADOSREAL VS MODELO
31
INTERNAL
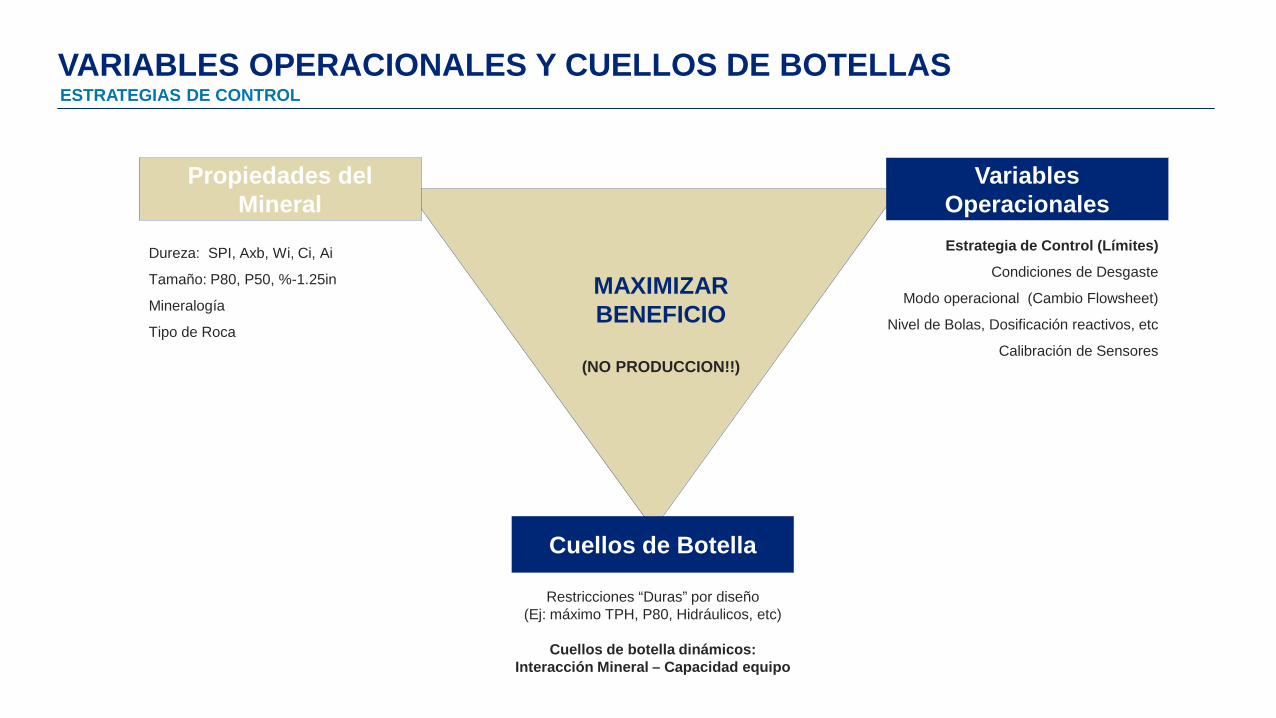
VARIABLES OPERACIONALES Y CUELLOS DE BOTELLASESTRATEGIAS DE CONTROL
Propiedades del Mineral
Variables Operacionales
Cuellos de Botella
Dureza: SPI, Axb, Wi, Ci, Ai
Tamaño: P80, P50, %-1.25in
Mineralogía
Tipo de Roca
Estrategia de Control (Límites)
Condiciones de Desgaste
Modo operacional (Cambio Flowsheet)
Nivel de Bolas, Dosificación reactivos, etc
Calibración de Sensores
Restricciones “Duras” por diseño (Ej: máximo TPH, P80, Hidráulicos, etc)
Cuellos de botella dinámicos: Interacción Mineral – Capacidad equipo
MAXIMIZAR BENEFICIO
(NO PRODUCCION!!)

32
INTERNAL
OPERACION SAG – LIMITADO POR CELDA DE CARGA (LLENADO)Relación TPH vs 1.5 in
29003100330035003700390041004300
11:5
512
:00
12:0
512
:10
12:1
512
:20
12:2
512
:30
12:3
512
:40
12:4
512
:50
12:5
513
:00
13:0
513
:10
13:1
513
:20
13:2
513
:30
13:3
513
:40
13:4
513
:50
13:5
5
SAG Throughput, TPH
PV C. Limit
880
900
920
940
960
980
11:5
512
:00
12:0
512
:10
12:1
512
:20
12:2
512
:30
12:3
512
:40
12:4
512
:50
12:5
513
:00
13:0
513
:10
13:1
513
:20
13:2
513
:30
13:3
513
:40
13:4
513
:50
13:5
5
SAG Nivel de llenado , Ton
PV C. Limit
35
36
37
38
39
40
41
42
2000
2500
3000
3500
4000
4500
11:5
512
:00
12:0
512
:10
12:1
512
:20
12:2
512
:30
12:3
512
:40
12:4
512
:50
12:5
513
:00
13:0
513
:10
13:1
513
:20
13:2
513
:30
13:3
513
:40
13:4
513
:50
13:5
5
TPH vs % -1.5 in Feed
TPH % -1.5 in

33
INTERNAL
OPERACION SAG – LIMITADO POR TPHRelación TPH vs 1.5 in
4200
4250
4300
4350
440005
:10
05:2
005
:30
05:4
005
:50
06:0
006
:10
06:2
006
:30
06:4
006
:50
07:0
007
:10
07:2
007
:30
07:4
007
:50
08:0
008
:10
08:2
008
:30
08:4
008
:50
09:0
009
:10
09:2
009
:30
SAG Throughput, TPH
PV C. Limit
840860880900920940960
05:1
005
:20
05:3
005
:40
05:5
006
:00
06:1
006
:20
06:3
006
:40
06:5
007
:00
07:1
007
:20
07:3
007
:40
07:5
008
:00
08:1
008
:20
08:3
008
:40
08:5
009
:00
09:1
009
:20
09:3
0
SAG Nivel de Llenado , Ton
PV C. Limit
R² = 0,07
4100
4200
4300
4400
4500
35 45 55 65
SAG
TPH
% -1.5 in SAG Feed
R² = 0,59
800
840
880
920
960
35 45 55 65
SAG
Niv
el d
e Ll
enad
o, T
on
% -1.5 in SAG Feed
En una operación de SAG limitada por TPH, no hay relación entre TPH y PSD.Las fluctuaciones de PSD son absorbidas por las fluctuaciones de carga SAG, dentro del rango de control de carga (rpm y% de sólidos constante).

34
INTERNAL
EJEMPLO: ANALISIS DE DATOS PERFORMANCE MOLINO SAGEVALUACION DE PERFORMANCE Y MODELACION
Relación directa entre TPH y tamaño de alimentación (%-1.5 in)

35
INTERNAL
EJEMPLO: ANALISIS DE DATOS PERFORMANCE MOLINO SAGPERFORMANCE Y RESTRICCIONES
Relación TPH y %-1.5 in, considerando dos escenarios:
1. Restringido por el limite alto de TPH definido en el sistema de control
Objetivo: Ajustar variables de operación para mantener TPH en un valor dado.
No alcanzar un TPH óptimo
1. Operación NO restringida por el limitealto de TPH

36
INTERNAL
EJEMPLO: ANALISIS DE DATOS PERFORMANCE MOLINO SAGPERFORMANCE Y RESTRICCIONES
Relación TPH y %-1.5 in, considerando dos escenarios:
1. Restringido por el limite alto de “llenado” definido en el sistema de
control
Objetivo: Ajustar variables de operación para mantener y no sobrepasar el nivel
de llenado máximo
Condición típica de optimización de TPH
1. Operación NO restringida por el limitealto de “llenado” (celda de carga)

37
INTERNAL
EJEMPLO: ANALISIS DE DATOS PERFORMANCE MOLINO SAGPERFORMANCE Y RESTRICCIONES
Relación TPH y %-1.5 in, considerando dos escenarios:
1. Restringido por el limite alto de nivel de llenado y TPH
2. Restringido por limite de TPH, pero no por nivel de llenado
3. Restringido por limite de llenado, pero no por TPH
4. Restringido por otra variable, que no corresponde a TPH ni al nivel de llenado
38
INTERNAL
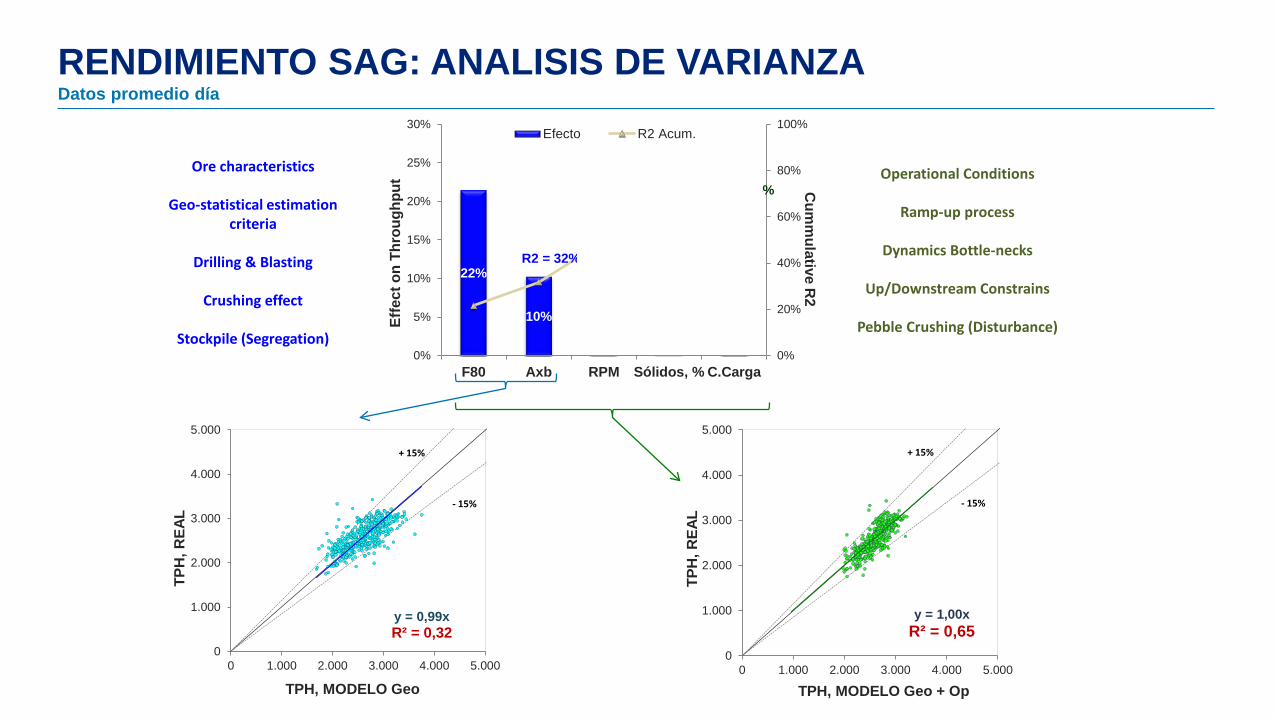
y = 1,00xR² = 0,65
0
1.000
2.000
3.000
4.000
5.000
0 1.000 2.000 3.000 4.000 5.000
TPH
, REA
LTPH, MODELO Geo + Op
y = 0,99xR² = 0,32
0
1.000
2.000
3.000
4.000
5.000
0 1.000 2.000 3.000 4.000 5.000
TPH
, REA
L
TPH, MODELO Geo
22%
10%
18%
10%6%
R2 = 32%
R2 = 65%
0%
20%
40%
60%
80%
100%
0%
5%
10%
15%
20%
25%
30%
F80 Axb RPM Sólidos, % C.Carga
Cum
mulative
R2
Effe
cton
Thro
ughp
ut
Efecto R2 Acum.
+ 15%
- 15%
+ 15%
- 15%
Ore characteristics
Geo-statistical estimation criteria
Drilling & Blasting
Crushing effect
Stockpile (Segregation)
Operational Conditions
Ramp-up process
Dynamics Bottle-necks
Up/Downstream Constrains
Pebble Crushing (Disturbance)
RENDIMIENTO SAG: ANALISIS DE VARIANZADatos promedio día

39
INTERNAL
QUE ES CRITICO CONSIDERAR???DATA ANALYTICS : MODELOS PARA OPTIMIZACION DE PROCESOS
SPLI
T TO
OVE
R -
SCR
EEN
SCREEN NUMBER : “ON / OFF” (1 or 2) 1134
92183
9
9273 5210
4320 3291
SPLIT TO OVER - GRIZZLY
High
Medium
Low
TPH
Al momento de desarrollar y ajustar un modelo, considerar toda la data operacional directamente, es acción incorrecta.
Aplicar filtros sin un criterio robusto, para aislar datos correspondiente a una performance “normal”, tampoco lo es.
Si no, se relacionarán datos que en su contexto de origen, se controlaron, manipularon y relacionaron entre si para alcanzar diferentes objetivos y con distintas restricciones.
ES IMPORTANTE QUE EL INGENIERO DE PROCESOS QUE PARTICIPE EN LA ETAPA DE MODELAMIENTO, PARA ASEGURAR QUE LASOLUCION GENERE RECOMENDACIONES FACTIBLES Y CORRECTAS.
DE LO CONTRARIO, SE PUEDEN GENERAR PERDIDAS DE PRODUCCION Y DE CONFIANZA EN EL USO DE HERRAMIENTASANALITICAS EN LA TOMA DE DECISIONES, DIFICULTANDO EL PROCESO DE IMPLEMENTACION DE HERRAMIENTAS FUTURAS

40
INTERNAL
Heatmap basado en data historicaDATA ANALYTICS : OPTIMIZACION DE PROCESOS
https://www.mining-journal.com/innovation/news/1309102/collahuasi-magnifies-machine-learning-value?source=miningjournal
41
INTERNAL
EL ROL DEL INGENIERO DE PROCESO ES NECESARIO Y CRÍTICO
EN LA DEFINICION Y DESARROLLO DE INICIATIVAS DE DATA
ANALYTICS EN EL AREA DE PROCESAMIENTO DE MINERALES,
PARA ASEGURAR EL ÉXITO Y SUSTENTABILIDAD DE LAS
SOLUCIONES OBTENIDAS

42
INTERNAL
Top Related