







Idiomas
Páginas
Jurídico


MoldesConceptos básicos

Mantiene la cavidad o cavidades en lugares fijos y en posición correcta en relación con boquilla de máquina
MOLD BASE (Molde)


Mantener la alineación adecuada de las dos mitades de molde.
Guide Pins (Pernos Guias)


Proporcionar los medios de entrada al plástico en el interior del molde.
Sprue bushing (Boquilla)

Su función es sujetar el sprue dentro del molde, para evitar que se salga y tener un estándar de un radio para el acople con la unidad de inyección de plástico.
Locating Ring



Su función es la de llevar el plástico en estado fundido del sprue a la cavidad, para formar piezas.
Runner (Guías/Canales para el flujo del plástico)


Se utiliza cuando hay diseños especiales de piezas, sobre todo para el llenado completo de piezas grandes, en resinas como (PP, HDPE, HIPS, ABS,)
Hot-Runners

Cavidades

Sirven como puerta de entrada a la cavidad y deben estar diseñados para permitir que la cavidad se llene fácilmente.
Una cavidad puede tener más de una puerta. Las compuertas deben ser lo suficientemente
pequeñas como para garantizar la facilidad de separación del canal y de la pieza, pero lo suficientemente grandes como para impedir principios de congelación de flujo del polímero, lo que puede afectar negativamente a la coherencia de parte dimensiones.
Gates (Compuertas)



Permiten el escape del aire o los gases atrapados dentro de la cavidad de un molde, para evitar una combustión dentro del molde (pequeña).
Vents (Venteos)


Controlan la temperatura de la superficie del molde, para la fabricación de piezas plásticas, este puede ser frio o caliente
Canales de agua


Su función es la de expulsar la pieza rígida fuera de la cavidad del molde, sin dañar a la misma pieza.
Ejector Pins ( Pernos Expulsores)

Los ejectors pins, se colocan de acuerdo a su posición original, el cambiarlos de lugar nos puede presentar un problema como rebabas, fracturas etc.
Esto se debe al ajuste mecánico (asiento) que existe entre los metales, nunca se cambian de posición dichos pernos, solo se sustituyen por nuevos.
Colocación y acomodo de c/u


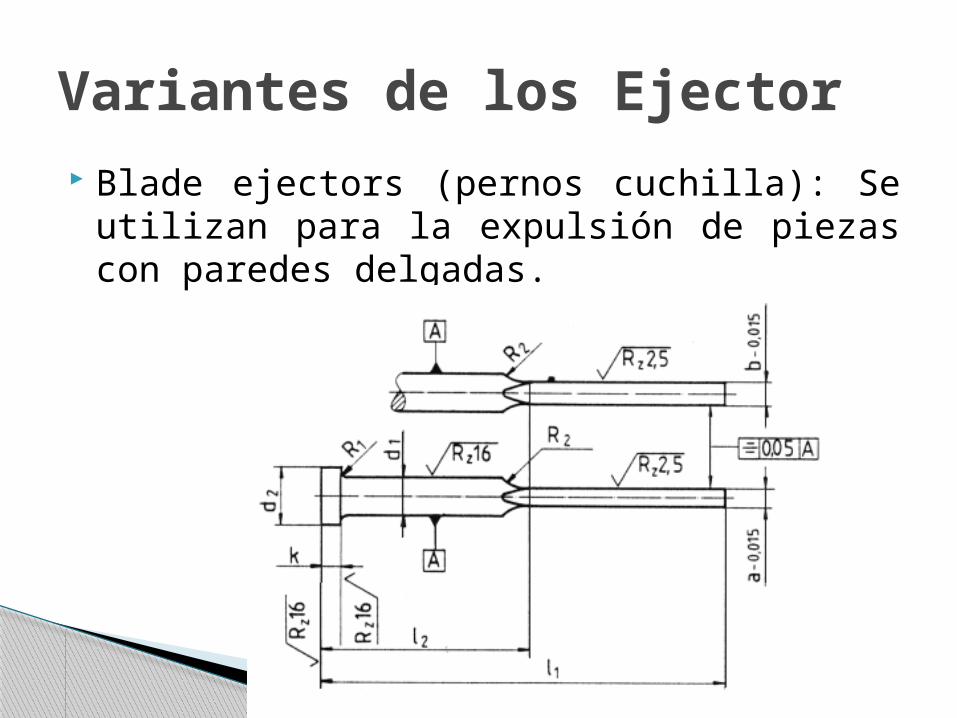
Blade ejectors (pernos cuchilla): Se utilizan para la expulsión de piezas con paredes delgadas.
Variantes de los Ejector

Un expulsor Sleeves es básicamente un ejector pin, pero con un agujero a través del centro.
El agujero se utiliza para un núcleo, que a su vez, se utilizan normalmente para empujar fuera de piezas cilíndricas, piezas de paredes delgadas y piezas tubulares.
Ejector sleeves

Su función es la de retirar la colada del molde (sobrante de los canales)
Expulsor de la colada

Hay diferentes tipos de moldes, diseñados para fabricar muchos productos.
La industria generalmente identifica varios tipos básicos de su uso en los termoplásticos, estos son los tipos de moldes:
1 The cold-runner two-plate mold 2 The cold-runner three-plate mold 3 The insulated hot-runner mold; 4 The hot-manifold mold; 5 The stacked mold
Tipos de moldes

Se compone de dos placas con la cavidad y núcleos montado en uno u otro plato/placa.
Las placas están sujetos a la prensa de platinas, y con el medio del molde por lo general contiene el mecanismo eyector.
Todos los diseños básicos para moldes de inyección tienen este concepto de diseño.
The cold-runner two-plate mold


Esta compuesto de tres platos: 1. Placa de la colada, y que por lo general
contiene el núcleo y el sprue bushing. 2. La placa media, contiene la cavidad3. La placa de la fuerza, que contiene
al expulsor, que parte del sistema para la extracción de la parte moldeada
The three-plate mold


Los runner (canales o guias) se mantienen calientes con el fin de mantener el plástico fundido en un fluido en todo momento.
Son similares a la placa de tres moldes de inyección, salvo que el sprue-bushing de la sección del molde no se abre durante el ciclo de moldeo.
El sprue-bushing está aislado del resto del molde. El resto del molde es un estándar de dos placa
The hot-runner mold,


Como ingenieros Herramentistas (Tool Room) deben de saber que todos los moldes DEBEN de tener un cierto programa de mantenimiento preventivo y ciertos cuidados.
“Un molde de inyección de plástico a pesar de ser de acero u otras aleaciones es MUY
DELICADO”
Fuente: UNO convenciones San Nicolás de los G. Monterrey Nuevo Leon.
Mantenimiento (Mtto) de Moldes

Un buen programa de mtto. puede ayudar a que nuestro molde funciones con menos interrupciones, y nos permitiría ahorrar tiempo, dinero, y frustraciones en el trabajo.

Tener una operación limpia, utilizando las maquinas inyectoras con mantenimiento.
No utilizar herramientas duras Utilizar agua tratada en sistemas de
enfriamiento Evitar presiones en la inyección y over-
packing/flashing del molde Lubricar los componentes apropiados Tener cuidado para no estrellar el molde con
las piezas que se van a expulsar.
Cuidados

1. El molde debe de estar a temperatura ambiente y libre de humedad.
2. Cuando se entrega un molde, ya sea a tool room o a producción, se debe realizar mtto preventivo.
3. Todas las líneas de agua se deben drenar4. Las superficies, la base y la cavidad se deben de
limpiar con un solvente y toallas finas.5. El sistema eyector debe ser movido para rociar
ambas mitades del molde con el lubricante (como WD-40).
6. Compruebe y asegure que estén en su lugar todos los pernos, placas, etc.
MEDIDAS PREVENTIVAS


Las superficies altamente pulidas del molde no se deben limpiar con una toalla, ni con los dedos ni otro tipo de abrasivo.
En lugar de eso se debe rocíar las superficies con un solvente y límpiarlas con aire, si es necesario, pula con un moto tool y una piedra de madera muy poco abrasiva.
Cuidado en acabado espejo

Inspección Preventivo Correctivo
Tipos de Mtto. (tareas de mtto)

Examinar todo el molde y buscar cualquier tipo de daño físico en el molde.
El molde se debe de limpiar con un solvente para quitar el barniz y el acumulo de material del proceso de moldeado.
Los venteos deben de ser checados para comprobar si tiene la profundidad requerida en la cavidad
Los pernos doblados, usados o rotos del eyector deben ser revisados y en caso de que se requiera sustituidos
INSPECCIÓN:

1. Se separan todas las placas y se limpian sus caras.2. Todos los componentes se revisan para saber si hay algún
desgaste. Se observa cualquier desgaste excesivo ya sea para reparación, sustitución o para continuar utilizándolo.
3. Cualquier área de detalle de la cavidad con tallones, abolladuras u otras muestras del desgaste o del abuso se debe considerar críticas.
4. Todas las piezas móviles deben ser lubricadas. Utilice poco lubricante en todas las piezas móviles que hagan contacto con las piezas plásticas.
5. Los anillos y los sellos se deben cambiar cada 20000 ciclos.6. Todas las líneas de agua deben ser probadas a presión para
checar los escapes y la capacidad de flujo.7. El sistema eyector se debe checar para la alineación, al igual
los pernos guía para ver su desgaste si pueden continuar o deben de ser sustituidos.
MANTENIMIENTO PREVENTIVO

El mantenimiento correctivo debe ser hecho cuando el molde requiera el mantenimiento según el desgaste o daño excesivo de la herramienta.
Antes de que el mantenimiento comience, debe haber por lo menos 2 de los tiros más recientes, más completos (piezas, coladas y corredores) de cada cavidad entregada con los útiles para la exanimación.
Mantenimiento Correctivo

Si los componentes de repuesto no están disponibles, hay que fabricarlos.
Si los resortes, pernos principales, bujes y todas las superficies móviles se encuentran desgastadas, hay que cambiarlos.
Las líneas de agua se deben de limpiar con un chorro de agua con un agente de des incrustación para quitar la acumulación de óxidos, salitre etc.
Todos los anillos y sellos deben de ser sustituidos.
Las placas y las superficies de la cavidad del molde se deben de checar para ver si hay paralelo entre ellas.
Tareas de mtto correctivo:

Cualquier impresión que tenga la cavidad, se deben de tomar en cuenta para cuando haya alguna rectificación, debe de quedar con las mismas especificaciones.
Si la base del molde tuvo un tratamiento superficial esta debe ser estampada indicando cuando fue reconstruida.

La mesa de Trabajo debe de manejar un mínimo de 2,500 Kilogramos y con grua.
Utilizar barras de aluminio o latón Sistemas de llaves de tuerca hexagonal (ALLEN) Tanque de limpieza (liquido) Toallas limpias Aire comprimido, filtrado y a presión Lampara (Mini Maglite) Un sistema de pulido fino (moto Tool) para quitar las rebabas o
rasguños de las placas, rellenos del molde Envases para almacenar todas las piezas. Grasa de uso múltiple (grado mínimo de la temperatura 500 F) Cinta aislante. Para proteger todas las esquinas, bordes en las
cavidades y en los corazones, también se puede utilizar en los pernos eyectores, correderas y corazones para proteger los bordes.
Maquina para soldar. (Electrica y TIG minimo).
Requerimientos mínimos para un taller de Tool Room


Para Finalizar
Top Related