







Idiomas
Páginas
Jurídico

1
OBTENCIÓN DE ETANOL CELULÓSICO A PARTIR DE LA
VARIEDAD DE PASTO PENNISETUM CLANDESTINUM
YURANY ANDREA GONZÁLEZ JURADO
Código: 20091150018
CRISTIAN DAVID VILLADA VILLADA
Código: 20101150074
BERTA INÉS DELGADO FAJARDO
Directora
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS
FACULTAD DE CIENCIAS Y EDUCACIÓN
PROYECTO CURRICULAR DE LICENCIATURA EN QUÍMICA
BOGOTÁ D.C.
2018
2
NOTA DE ACEPTACIÓN
____________________
____________________
____________________
____________________
____________________
____________________
____________________
_____________________________________
FIRMA DEL JURADO
____________________________________
FIRMA DEL DIRECTOR DEL PROYECTO
Bogotá, Enero 30 del 2018

3
Agradecimientos
A la universidad Distrital Francisco José de Caldas
Por ser nuestra alma mater y permitirnos crecer como seres humanos, como docentes
investigadores y llenar nuestras vidas de ciencia, conocimiento, virtudes, experiencias y sobre todo
de humanidad.
Al semillero de investigación Nanotox y al grupo de Química Ambiental
Por acogernos como miembros y permitirnos desarrollar este trabajo de investigación bajo su
jurisdicción
A la profesora Berta Inés Delgado Fajardo
Por ser para nosotros no solamente la directora de este proyecto sino además la motivación y el
impulso que nos permitió creer siempre que realizarlo era posible.
Al personal de los almacenes de química y biología
Por ponera nuestra disposición los recursos necesarios para que esta investigación pudiese
finalizar satisfactoriamente
Al personal de seguridad de la Universidad Distrital Francisco José de Caldas
Por su paciencia , comprensión y colaboración en la etapa culminante del proyecto.
A nuestras familias
Por su apoyo y comprensión incondicionales y sobre todo por llenar nuestras vidas del amor y la
alegría necesarias para seguir adelante cada día.
A nuestros amigos y compañeros
Por hacer parte de este proceso con sus ideas, risas y maltratos
4
CONTENIDO
RESUMEN ........................................................................................................................... 10
1. INTRODUCCIÓN ........................................................................................................... 11
2. DEFINICIÓN DEL PROBLEMA ......................................................................................... 12
3. JUSTIFICACIÓN ............................................................................................................ 14
4. ANTECEDENTES ........................................................................................................... 16
5. OBJETIVOS .................................................................................................................. 18
5.1. Objetivo General...................................................................................................... 18
5.2. Objetivos Específicos ................................................................................................ 18
6. MARCO TEÓRICO ......................................................................................................... 19
6.1. Bioetanol ................................................................................................................. 19
6.2. Octanaje .................................................................................................................. 20
6.3. Mezcla Gasolina-Etanol: Sus ventajas y desventajas .................................................. 22
6.4. Aspectos Toxicológicos del uso del etanol como combustible .................................... 23
6.5. Potencial de los materiales lignocelulósicos .............................................................. 25
6.5.1. Pennisetum Clandestinum .................................................................................... 25
6.6. Constituyentes de los materiales lignocelulósicos ..................................................... 27
6.6.1. Lignina ................................................................................................................. 28
6.6.2. Hemicelulosa ....................................................................................................... 29
6.6.3. Celulosa ............................................................................................................... 30
7. HIPÓTESIS ................................................................................................................... 32
8. DESCRIPCIÓN METODOLÓGICA .................................................................................... 33
8.1. Muestreo ................................................................................................................. 33
8.2. Caracterización de los Componentes químicos presentes en la variedad de pasto
Pennisetum clandestinum. .................................................................................................. 34
8.2.1. Determinación de humedad ................................................................................. 34
8.2.2. Determinación de cenizas ..................................................................................... 34
8.2.3. Determinación de sustancias extraíbles ................................................................ 35
8.2.4. Determinación del porcentaje de Lignina .............................................................. 35
8.2.5. Determinación del contenido de Holocelulosa ...................................................... 35
5
8.2.6. Determinación de celulosa α ................................................................................ 35
8.3. Aislamiento de la celulosa contenida de la variedad de pasto Pennisetum
clandestinum. ..................................................................................................................... 36
8.3.1. Preparación de la muestra: Reducción mecánica del tamaño de partícula .............. 36
8.3.1.1. Molido en seco ................................................................................................. 36
8.3.1.2. Molido en agua ................................................................................................ 37
8.3.2. Pretratamiento ............................................................ ¡Error! Marcador no definido.
8.3.2.1. Remoción de lignina ......................................................................................... 37
8.3.2.1.1. Remoción de ligninas con clorito de sodio y ácido acético glacial ....................... 37
8.3.2.1.2. Remoción de ligninas con peróxido de hidrógeno alcalino ................................. 38
8.3.2.2. Remoción de hemicelulosas: ............................................................................. 38
8.4. Hidrólisis de la celulosa obtenida ............................................................................. 39
8.4.1. Separación del hidrolizadodestinado a la fermentación ......................................... 40
8.4.2. Cuantificación de azucares reductores por el método de Miller ............................. 40
8.4.2.1. Construcción curva de barrido espectral ............................................................ 40
8.4.2.2. Construcción de la curva patrón ........................................................................ 41
8.5. Fermentación y caracterización del etanol obtenido. ................................................ 43
8.5.1. Concentración de los hidrolizados ......................................................................... 43
8.5.2. Preparación del inóculo ........................................................................................ 43
8.5.3. Fermentación alcohólica ....................................................................................... 44
8.5.4. Centrifugación y destilación de los productos de fermentación.............................. 44
8.6. Caracterización del bioetanol obtenido .................................................................... 45
9. ANÁLISIS Y RESULTADOS .............................................................................................. 46
9.1. Determinación de los Componentes químicos presentes en la variedad de pasto
Pennisetum Clandestinum. .................................................................................................. 46
9.1.1. Contenido de humedad ........................................................................................ 46
9.1.2. Contenido de cenizas ............................................................................................ 47
9.1.3. Contenido de extraíbles ........................................................................................ 47
9.1.4. Contenido de Lignina ............................................................................................ 48
9.1.5. Contenido de holocelulosa ................................................................................... 51
9.1.6. Contenido de celulosa α ....................................................................................... 52

6
9.2. Aislamiento de la celulosa contenida de la variedad de pasto Pennisetum
clandestinum. ..................................................................................................................... 54
9.2.1. Preparación de la muestra: ................................................................................... 54
9.2.2. Pretratamiento .................................................................................................... 55
9.2.2.1. Deslignificación: ............................................................................................... 55
9.2.2.1.2.1. Método de deslignificación propuesto por (Gould, 1983) ............................... 56
9.2.2.1.2.1.1. Influencia del pH en el material solubilizado .............................................. 56
9.2.2.1.2.1.2. Influencia de la relación [g H2O2/ g muestra] y el material solubilizado ....... 60
9.2.2.1.2.2. Comparación de los métodos de deslignificación propuestos por (Gould, 1983) y
(Azzam, 2008) 61
9.2.2.1.2.3. Reciclaje de los sobrenadantes resultantes del pretratamiento con peróxido de
hidrógeno alcalino .............................................................................................................. 63
9.2.2.2. Remoción de hemicelulosas: ............................................................................. 64
9.2.2.3. Pretratamiento de las muestras de pasto para la fermentación ......................... 65
9.3. Hidrólisis de la celulosa: ........................................................................................... 66
9.3.1. Resultados pruebas piloto. ................................................................................... 68
9.3.2. Determinación del rendimiento de la hidrolisis ..................................................... 70
9.3.3. Determinación de la influencia del tiempo de reacción de la hidrólisis en el
rendimiento de conversión de celulosa a azúcares reductores. ............................................. 71
9.3.4. Producción de azúcares reductores para la fermentación ...................................... 74
9.3.5. Separación del hidrolizado destinado a la fermentación ........................................ 77
9.4. Fermentación de los azúcares obtenidos: ................................................................. 78
9.5. Identificación del bioetanol obtenido ....................................................................... 79
10. CONCLUSIONES ........................................................................................................ 81
11. COMENTARIOS FINALES ........................................................................................... 83
12. REFERENCIAS ........................................................................................................... 84

7
INDICE DE TABLAS
Tabla 1. Indicadores de la producción de bioetanol anhidro de caña en Colombia ......................................... 12 Tabla 2. Áreas de Corte de Césped en las diferentes localidades de Bogotá ................................................... 14 Tabla 3 . Emisión de especies químicas, en toneladas por año estimadas por el modelo GATOR-GCMOM para
el año 2020 por el uso de gasolina y combustibles E85 (Jacobson M. Z., 2007). .............................................. 24 Tabla 4. Taxonomía de la especie Pennisetum Clandestinum .......................................................................... 26 Tabla 5. Composición bromatológica del pasto kikuyo (Boschini Figueroa & Pineda Cordero, 2016) ............. 27 Tabla 6. Tiempo y volúmenes de NaOH al 17.5 % de acuerdo a la norma NTC 697......................................... 36 Tabla 7. Tiempo y volúmenes de NaOH al 17.5 % de acuerdo a la norma NTC 697 para las muestras Wise y
Azzam ............................................................................................................................................................... 38 Tabla 8. Absorbancia de una muestra de glucosa a 600ppm a diferentes longitudes de onda ....................... 40 Tabla 9. Concentraciones de glucosa para la curva patrón ............................................................................. 42 Tabla 10. Absorbancias correspondientes para cada solución patrón leídas a 490nm. .................................. 42 Tabla 11. Resultados de la caracterización de la variedad de pasto Pennisetum Clandestinum ..................... 46 Tabla 12. Condiciones que se mantienen constantes en ensayos experimentales para determinar la
correlación entre pH y material solubilizado .................................................................................................... 56 Tabla 13. Ensayo Gould 1. Datos obtenidos del pretratamiento de cuatro muestras a diferentes pH ............ 58 Tabla 14. Ensayo Gould 2. Datos obtenidos del pretratamiento de cuatro muestras a diferentes pH ............ 58 Tabla 15. Condiciones en los ensayos experimentales para determinar la correlación entre la relación g H2O2/
g muestra y material solubilizado .................................................................................................................... 60 Tabla 16. Datos obtenidos del pretratamiento de dos muestras tratadas con diferentes relaciones
H2O2/muestra ................................................................................................................................................... 61 Tabla 17. Condiciones óptimas para una máxima remoción de ligninas reportadas por (Azzam, 2008) y
(Gould, 1983). ................................................................................................................................................... 61 Tabla 18. Datos obtenidos del pretratamiento de muestras crudas con las metodologías propuestos por
(Azzam, 2008) y (Gould, 1983) a temperatura ambiente. ................................................................................ 62 Tabla 19. Condiciones trabajadas en las pruebas piloto utilizando papel (servilletas) .................................... 68 Tabla 20. (a). Ensayo H1-Azzam: Absorbancias registradas y concentraciones respectivas de los hidrolizados
pasadas 2 y 4 horas de reacción ....................................................................................................................... 72 Tabla 21(a). Ensayos H2- Gould y H2-Wise: Absorbancias registradas y concentraciones respectivas de las
diluciones leídas durante el curso de la hidrólisis desde la hora 6 hasta la hora 29 ........................................ 72 Tabla 22. (a). Ensayos H3- Azzam y H3-NaClO2: Absorbancias registradas y concentraciones
respectivas de las diluciones leídas durante el curso de la hidrólisis desde la hora 13 hasta la hora
18 ....................................................................................................................................................... 75
8
INDICE DE FIGURAS
Figura 1. Clasificación del bioetanol. rescatado de Superintendencia de Industria y Comercio. (2012).
Bioetanol, biotecnología aplicada. Colombia: Boletín tecnológico. _________________________________ 20 Figura 2. Representación esquemática de la lignina. Santos, F. A., & Queiróz, J. H. (2012). Potencial da palha
de cana-de-açúcar para produção de etanol. Química Nova. Obtenido de
http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-40422012000500025 _________________ 28 Figura 3. Representación esquemática de la hemicelulosa. Zamora, A. (2017). Scientific Psychic. Recuperado
el 14 de Mayo de 2017, de Carbohidratos o Glúcidos - Estructura Química:
http://www.scientificpsychic.com/fitness/carbohidratos2.html ___________________________________ 29 Figura 4. unidad de celulosa mostrando los grupos más voluminosos en posición ecuatorial y los hidrógenos
en posición axial (Barroso Casillas, 2010) _____________________________________________________ 30 Figura 5. (a) Representación de la constitución y organización de las cadenas en las fibras de celulosa (b)
Representación de la estructura química de la celulosa. UNIPE. (29 de octubre de 2012). Planeta, Ciencia y
Tecnología. Recuperado el 14 de mayo de 2017, de http://planetas.unipe.edu.ar/cienciayt/?cat=403 ____ 31 Figura 6. (a) Muestra de pasto de la variedad Pennisetum Clandestinum en Molino de cuchillas. (b) Muestras
de la variedad de pasto Pennisetum Clandestinum dentro de un secador tipo invernadero _____________ 33 Figura 7. Curva de barrido espectral de una solución de 600ppm de glucosa _________________________ 41 Figura 8. Curva de calibración, se registra la absorbancia de cinco soluciones patrón de glucosa de
concentraciones de 200, 400, 600, 800 y 1000 ppm _____________________________________________ 43 Figura 9. Montaje de fermentación para el hidrolizado de celulosa y la solución patrón. _______________ 44 Figura 10. Montaje de destilación simple para el hidrolizado de celulosa ___________________________ 45 Figura 11. (a) Mezcla resultante entre la muestra inicial de pasto de la variedad Pennisetum Clandestinum y
ácido sulfúrico al 72%. (b) Mezcla resultante después de calentar a ebullición en reflujo durante cuatro horas.
______________________________________________________________________________________ 49 Figura 12. (a) Lignina con humedad obtenida después de la filtración al vacío. (b) Lignina después del secado
en horno a 105°C hasta peso constante obteniendo un sólido en forma de polvo de color marrón. _______ 49 Figura 13. Espectro infrarrojo de la lignina obtenida por el método Tappi 222-OM-02. ________________ 50 Figura 14. Equipo de análisis infrarojo Shimadzu IRAffinity-1 utilizado para la identificación de lignina. ___ 51 Figura 15. (a) Mezcla entre la Dispersión de la muestra en NaOH al 17.5%. b Residuo solido seco. _______ 52 Figura 16. (a) Mezcla resultante después de la adición de NaOH al 17% p/p a una porción de holocelulosa
después de 30 minutos de agitación, el resultado es una mezcla cremosa de color amarillo. (b) α-Celulosa
seca obtenida después del proceso, un sólido blanco y duro tras el proceso de secado (muy parecido al
papel)._________________________________________________________________________________ 53 Figura 17. Muestra molida (a) molido en agua (b) molido en seco _________________________________ 54 Figura 18. Muestras de pasto mezcladas con solución de peróxido alcalino (a) Coloración y suspensión que
presenta la mezcla (b) Efervescencia formada al mezclar la solución de peróxido alcalino y la muestra de
pasto __________________________________________________________________________________ 57 Figura 19. Gráfica de material solubilizado vs pH en los ensayos Gould 1 y Gould 2 ___________________ 59 Figura 20. Aspecto físico de las muestras de pasto después de haber sido tratadas durante 20h con peróxido
de hidrógeno al 1% a diferentes pH _________________________________________________________ 60 Figura 21. Comparación de los % de material solubilizado con las condiciones óptimas de Azzam y Gould a
pH 11 y 11,5 ____________________________________________________________________________ 63 Figura 22. Residuos secos hasta peso constante del pretratamiento propuesto por A.M Azam a 11a) pH 11 y
11b) pH 11.5. ___________________________________________________________________________ 63 Figura 23. Porcentajes de material solubilizado y sin solubilizar obtenidos de los tratamientos realizados
sobre las muestras Wise y Azzam. ___________________________________________________________ 65 Figura 24. Comparación de la celulosa obtenida al final de los pretratamientos usando el método de Azzam
(a) y el de Wise (b)________________________________ [Porcentajes aproximados a números enteros] 66
9
Figura 25. se hidrolizó en una proporción diferente de cloruro de cinc a celulosa en presencia de HCl 0,5 M.
(Chen, Cao, & XU, 1995) __________________________________________________________________ 67 Figura 26. Efecto de la concentración de ácido en el rendimiento de glucosa. La concentración de solución de
cloruro de cinc fue del 67% (p / p); La relación de ZnCl2 a celulosa fue 18,0 (p / p); El tiempo de hidrólisis fue
de 2 h. (Chen, Cao, & XU, 1995) ____________________________________________________________ 68 Figura 27. Tiempo de hidrólisis en diferentes proporciones de cloruro de zinc a celulosa. La condición de
hidrólisis fue la misma que la Fig. 13 (Chen, Cao, & XU, 1995) ____________________________________ 69 Figura 28. Aspecto físico de la dispersión de las muestras utilizadas en la prueba piloto con condiciones de la
Tabla 19 b. (a) Dispersión de una muestra de papel, (b) Dispersión de una muestra de holocelulosa
blanqueada y (c) Dispersión de la Muestra pretratada con el método de Azzam, _____________________ 70 Figura 29. Coloración producida por la reducción del ácido 3,5-dinitrosalicílico por los azucares reductores
producidos en la hidrólisis. ________________________________________________________________ 70 Figura 30. Reacción del ácido 3,5-dinitrosalicílico _____________________________________________ 71 Figura 31. Seguimiento de la influencia del tiempo de reacción en el % Rendimiento de azúcares reductores
en los ensayos H2- Gould y H2-Wise, (cuantificación con el método de Miller) _______________________ 74 Figura 32. Correlación % Rendimiento con el tiempo de hidrólisis. Obtención de azúcares reductores para la
fermentación ___________________________________________________________________________ 76 Figura 33. Formación del ZnCO3 (insoluble en agua) producto de la interacción entre el ZnCl2 y el Na2CO3 _ 77 Figura 34. Espectrofotómetro de absorción atómica AA-6800 SHIMADZU ___________________________ 78 Figura 35. Observación del cultivo de levaduras a) a las 24 horas (insuficiente para la fermentación). b) a las
48 horas (el crecimiento de la población es considerable, en esta etapa de crecimiento la población es capaz
d e llevar a cabo la fermentación). __________________________________________________________ 79 Figura 36. Reacción de oxidación de alcohol primario a pacido carboxílico en presencia de dicromato de
potasio en medio ácido. (Química orgánica, 2018) _____________________________________________ 79 Figura 37. Pruebas cualitativas realizadas a la solución resultante de la fermentación del hidrolizado (Sln 1) y
a la solución resultante de la fermentación de la muestra patrón (Sln 2) (a) Solución inicial al mezclar el
dicromato de potasio, el ácido sulfúrico y la muestra problema. (b) Cambio de color de las soluciones después
de calentamiento en baño de maría a ebullición, prueba positiva. _________________________________ 80
10
RESUMEN
Entre los residuos lignocelulósicos de mayor abundancia en Bogotá, están los generados por la
especie de pasto PennisetumClandestinumque se caracteriza por ser de las especies mayoritarias de
pasto en la ciudad debido a su rápido y agresivo crecimiento, siendo categorizada como
maleza.Según datos de la Unidad Administrativa Especial de Servicios Públicos (UAESP), en el
año 2015 se producían cerca de 1622,06 toneladas de pasto residual al mes, cuya disposición final
es el relleno sanitario de doña Juana,donde al biodegradarse producen gases de efecto invernadero y
lixiviados que contaminan fuentes hídricas, el suelo y el aire. Por su abundancia y naturaleza
lignocelulósica, dicha especie de pastoconstituye una reserva energética importante al representar
una fuente de materia prima renovable para la producción de etanol celulósico; el proceso que
involucra su obtención comprende cinco etapas secuenciales: 1. Preparación de la muestra
(reducción mecánica del material) 2. Remoción de ligninas, 3. Remoción de hemicelulosas
(obtención de celulosa), 4. Hidrólisis de la celulosa (obtención de glucosa), 5. Fermentación de
glucosa (obtención de etanol)
En este proyecto de investigación se presenta una propuesta metodológica que utiliza la especie de
pasto Pennisetum Clandestinum como materia prima para la obtención de etanol celulósico. Se
implementaron dos metodologías de deslignificación diferentes con el fin de determinar la más
eficiente; la propuesta por (Wise Elsberg , 1946) en donde se utiliza clorito de sodio y ácido acético
glacial y la propuesta por (Azzam, 2008) y (Gould, 1983) en donde se utiliza una solución de
peróxido de hidrógeno alcalina, estos dos autores a pesar de que utilizan el mismo medio de
reacción proponen condiciones óptimas diferentes, por lo cual se realizaron numerosos ensayos de
laboratorio direccionados a comparar y determinar que las condiciones experimentales propuestas
por A.M. Azzam resultan más eficientes, consecuentemente se evaluaron los pretratamientos de
remoción parcial de lignina y hemicelulosas propuesto por éste último autor y el pretratamiento de
remoción de lignina propuesto por Wise et al.A los productos obtenidos en ambos procesos se les
efectuó una remoción de hemicelulosas utilizando soluciones de NaOH al 17.5% y al 8.3% y una
solución de CH3COOH al 10% de acuerdo a la Norma NTC 697. Posteriormente se les sometió a un
proceso de hidrólisis consistente en una modificación de la metodología propuesta por Chen (1998)
que utiliza ZnCl2 como solvente y catalizador de la hidrólisis en presencia de HCl al 0.5 M, se
realizaron numerosos ensayos experimentales para determinar las condiciones más óptimas de la
hidrólisis, obteniendo un máximo rendimiento de conversión a azúcares reductores de 27,6%
pasadas 18 horas para las muestras pretratadas con la metodología propuesta por A.M Azzam, y de
23,29% pasadas 20 horas para las muestras pretratadas con la metodología propuesta por Wise et al.
El porcentaje de rendimiento de la conversión de celulosa a azucares reductores en los hidrolizados
fue monitoreado utilizando el método colorimétrico de Miller o ácido 3,5-Dinitrosalicílico (DNS)
tomando alícuotas de 0.5 ml cada cierto intervalo de tiempo para ser leídas a 490nm, el resto del
hidrolizado se fermentó de acuerdo a la metodología propuesta por(Hossain , Golam , & Narayan
Sahu, 2014) y (Manasa , Narasimhulu , & Paramjeet )y el producto de fermentación obtenido se
destiló para obtener el etanol que fue caracterizado cualitativamente por una prueba de oxidación de
alcoholes primarios con una solución de K2Cr2O7 y H2SO4. Adicional a esto se hizo una
caracterización a la especie de pasto Pennisetum Clandestinum en donde se determinó un contenido
de cenizas del 5.85%, humedad 7.72%, lignina 10.72%, holocelulosa (hemicelulosa + celulosa)
69.10%, hemicelulosa 39.82% y celulosa 29.28%.

11
1. INTRODUCCIÓN
En los últimos 25 años, la humanidad ha utilizado más de la mitad de la energía empleada en toda
su historia; la mayor parte de toda esta energía ha sido provista por los combustibles fósiles. Según
un estudio reciente emitido por la Organización de las naciones unidas (ONU) se estima que la
población mundial crecerá en las próximas décadas hasta alcanzar alrededor de 10.000 millones de
personas en el año 2050, lo cual según la IAE (agencia internacional de energía 2007) y la OPEP
(Organización de Países Exportadores de Petróleo) provocará que el consumo mundial de energía
aumente en un 2% anual hasta el 2030, año en el cual se consumirá un 57% más de energía que en
la actualidad, es decir, la demanda del petróleo crudo se habrá trepado a los 10 millones de barriles
diarios. A la fecha, es tal la voracidad del mundo por los combustibles, que anualmente se consume
una cantidad equivalente al valor de cuatro siglos de plantas y animales (Acosta M, 2012)
El petróleo es el recurso que satisface cerca del 85% de las necesidades energéticas en la industria y
el transporte a nivel mundial, sin embargo, es un recurso no renovable. Sumado al agotamiento de
las reservas de crudo, está el desorden climático que su combustión está causando, ya que cerca del
80% del CO2 que se emite a la atmósfera es producto de su combustión. Por estas razones la
producción de energías alternas que sean limpias y renovables están en auge.
Dentro de estas energías renovables los biocombustibles líquidos han tenido un desarrollo sin
precedentes; actualmente son usados como aditivos y como complementos de los combustibles
fósiles para mejorar la calidad de las emisiones y la de los mismos combustibles, los más comunes
son el bioetanol y el biodiesel que se clasifican según la materia prima que se utilice para su
producción, así, los biocombustibles de primera generación son aquellos que se obtienen a partir de
cultivos alimenticios, o de los frutos de las cosechas directamente, los biocombustibles de segunda
generación son producidos a partir de residuos de cosecha y postcosecha y en los biocombustibles
de tercera generación se emplean como materia prima cultivos bioenergéticos específicamente
diseñados o adaptados (a menudo por medio de técnicas de biología molecular) para mejorar la
conversión de biomasa a biocombustible.
En Colombia, existen varias plantas de producción de bioetanol de primera generación ubicadas en
el Meta, el Cauca, el Valle y Risaralda, que producen cerca de 1,2millones de litros diarios de
alcohol que se están mezclando en una proporción del 10% con la gasolina motor para expenderla
como biogasolina en las estaciones de servicio, ya que según la ley 693 de 2001, las ciudades con
más de 500 mil habitantes deberán utilizar gasolina en una mezcla de mínimo 8% de etanol. Las
mezclas de gasolina-etanol mejoran la combustión interna del motor (puesto que aumentan el
octanaje debido al mayor contenido de oxígeno del alcohol) además de reducir las emisiones de
dióxido de carbono y de azufre a la atmósfera. A pesar de que el bioetanol de primera generación
representa una solución frente a la contaminación y demanda de combustibles líquidos, su
producción, basada en monocultivos de alimentos con altos contenidos de almidones y azúcares está
causando serias problemáticas tanto sociales como ambientales. Por ello, en la actualidad, con el
desarrollo de nuevas tecnologías se trabaja fundamentalmente en el desarrollo de bioetanol de
segunda generación (etanol celulósico), lo cual supone, no solo una solución a los problemas
ambientales producidos por los combustibles fósiles, sino también a las problemáticas sociales y
ambientales generadas por la producción masiva de biocombustibles de primera generación. Este
proyecto de investigación propone un método de producción de etanol a partir del residuo vegetal
más abundante en nuestra ciudad; la variedad de pasto Pennisetum Clandestinum, centrándose en la
determinación de las condiciones que favorezcan los mejores rendimientos en las etapas de
pretratamiento de la materia cruda e hidrólisis de la celulosa obtenida.
12
2. DEFINICIÓN DEL PROBLEMA
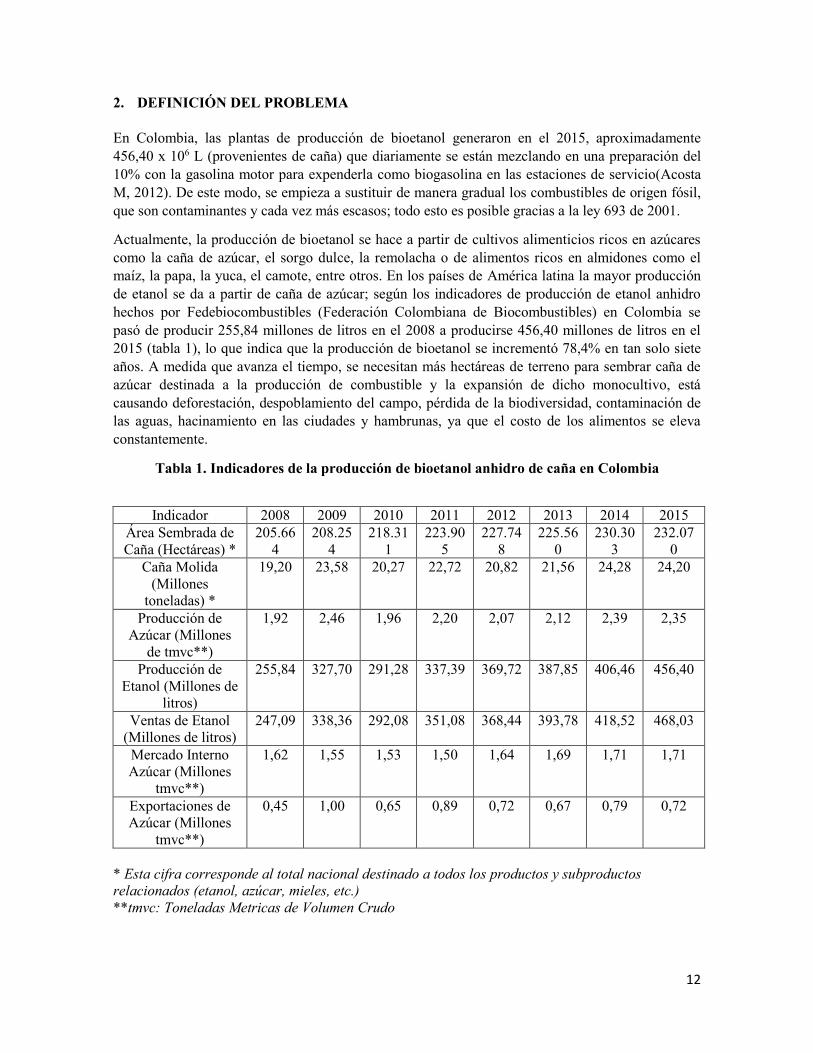
En Colombia, las plantas de producción de bioetanol generaron en el 2015, aproximadamente
456,40 x 106 L (provenientes de caña) que diariamente se están mezclando en una preparación del
10% con la gasolina motor para expenderla como biogasolina en las estaciones de servicio(Acosta
M, 2012). De este modo, se empieza a sustituir de manera gradual los combustibles de origen fósil,
que son contaminantes y cada vez más escasos; todo esto es posible gracias a la ley 693 de 2001.
Actualmente, la producción de bioetanol se hace a partir de cultivos alimenticios ricos en azúcares
como la caña de azúcar, el sorgo dulce, la remolacha o de alimentos ricos en almidones como el
maíz, la papa, la yuca, el camote, entre otros. En los países de América latina la mayor producción
de etanol se da a partir de caña de azúcar; según los indicadores de producción de etanol anhidro
hechos por Fedebiocombustibles (Federación Colombiana de Biocombustibles) en Colombia se
pasó de producir 255,84 millones de litros en el 2008 a producirse 456,40 millones de litros en el
2015 (tabla 1), lo que indica que la producción de bioetanol se incrementó 78,4% en tan solo siete
años. A medida que avanza el tiempo, se necesitan más hectáreas de terreno para sembrar caña de
azúcar destinada a la producción de combustible y la expansión de dicho monocultivo, está
causando deforestación, despoblamiento del campo, pérdida de la biodiversidad, contaminación de
las aguas, hacinamiento en las ciudades y hambrunas, ya que el costo de los alimentos se eleva
constantemente.
Tabla 1. Indicadores de la producción de bioetanol anhidro de caña en Colombia
* Esta cifra corresponde al total nacional destinado a todos los productos y subproductos
relacionados (etanol, azúcar, mieles, etc.)
**tmvc: Toneladas Metricas de Volumen Crudo
Indicador 2008 2009 2010 2011 2012 2013 2014 2015
Área Sembrada de
Caña (Hectáreas) *
205.66
4
208.25
4
218.31
1
223.90
5
227.74
8
225.56
0
230.30
3
232.07
0
Caña Molida
(Millones
toneladas) *
19,20 23,58 20,27 22,72 20,82 21,56 24,28 24,20
Producción de
Azúcar (Millones
de tmvc**)
1,92 2,46 1,96 2,20 2,07 2,12 2,39 2,35
Producción de
Etanol (Millones de
litros)
255,84 327,70 291,28 337,39 369,72 387,85 406,46 456,40
Ventas de Etanol
(Millones de litros)
247,09 338,36 292,08 351,08 368,44 393,78 418,52 468,03
Mercado Interno
Azúcar (Millones
tmvc**)
1,62 1,55 1,53 1,50 1,64 1,69 1,71 1,71
Exportaciones de
Azúcar (Millones
tmvc**)
0,45 1,00 0,65 0,89 0,72 0,67 0,79 0,72
13
Para mitigar estas problemáticas, surge la necesidad de potenciar la producción de bioetanol de
segunda generación, obtenido a partir de residuos vegetales o materiales lignocelulósicos que
sonuna abundante reserva de materia prima renovable y de bajo costo en la obtención de etanol
celulósico.
En Bogotá,según datos de la Unidad Administrativa Especial de Servicios Públicos –
UAESP(Públicos, 2015), en el año 2015 se producían al mes cerca de 1622,06 toneladas de pasto,
siendo la disposición final de estos residuos vegetales sólidos urbanos uno de los principales
problemas ambientales que enfrenta nuestra ciudad, debido a que no se les da un manejo adecuado
y van a parar al relleno sanitario Doña Juana donde al biodegradarse producen gases de efecto
invernadero y lixiviados que contaminan fuentes hídricas, el suelo y el aire, disminuyendo
adicionalmente la vida útil de este sistema de disposición final de desechos.
También es importante señalar que el excesivo consumo de energía en el proceso de obtención de
etanol celulósico radica principalmente en el elevado número de etapas que requiere su obtención,
las tecnologías aplicadas a este proceso son diversas y hasta la fecha de alto costo, haciendo que
este proceso tenga un balance energético negativo (energía utilizable / energía para su obtención),
razón por la cual no se ha logrado que la producción de bioetanol de segunda generación sea viable
económicamente para sustentar una expansión industrial.El pasto desechado en nuestra ciudad,
tiene el suficiente potencial energético para ser aprovechado y transformado en bioetanol gracias a
su naturaleza lignocelulósica, lo cual supondría una solución, no solo a la contaminación que están
causando éstos residuos en los rellenos sanitarios, sino también a las problemáticas sociales y
ambientales causadas por la producción masiva de bioetanol de primera generación.
Por las razones expuestas con anterioridad la presente propuesta de investigación formula la
siguiente pregunta: ¿Cómo producir etanol celulósico a partir de la variedad de pasto Pennisetum
Clandestinum recolectada en Bogotá para mitigar la dependencia de bioetanol de primera
generación y darle un manejo adecuado a este residuo vegetal reduciendo su impacto ambiental en
los rellenos sanitarios?

14
3. JUSTIFICACIÓN
Los materiales lignocelulósicos son el subproducto agroindustrial de mayor abundancia, constituyen
aproximadamente un 50% de los residuos sólidos del planeta, se produce naturalmente y hoy en día
son poco aprovechados. Debido a esto, en los últimos años ha aumentado el interés en utilizarlos
como materia prima en la producción de biocombustibles de segunda generación.
Uno de los residuos lignocelulósicos de mayor abundancia en Bogotá corresponde a los residuos
generados de la especie de pasto Pennisetum Clandestinum que se caracteriza por crecer rápida y
agresivamente, siendo categorizada como maleza.
Tabla 2. Áreas de Corte de Césped en las diferentes localidades de Bogotá1
Catastro de áreas públicas urbanas objeto
de corte de césped
m2
LOCALIDAD TOTAL GENERAL
ÁREA (m2 )2
Antonio Nariño 443.429
Barrios unidos 2.029.109
Bosa 2.250.681
Chapinero 1.455.823
Ciudad bolívar 4.072.589
Engativa 7.153.653
Fontibon 2.847.652
Kennedy 6.726.556
La candelaria 195.662
Los mártires 272.617
Puente Aranda 902.255
Rafael Uribe 1.048.504
San Cristóbal 2.798.557
Santafé 1.128.729
Suba 8.364.224
Sumpaz 603
Teusaquillo 2.559.054
Tunjuelito 1.222.855
Usaquén 5.525.916
Usme 2.699.906
NO DEFINIDO 252
TOTAL 53.698.628
Cantidad mensual de residuos generados
en las actividades de corte de césped y
poda de árboles
1622,06 Ton-mes3
Prestaci
ón de la
Persona prestadora del servicio Empresa Tipo de
Contrato
No.
1 Datos de la Unidad Administrativa Especial de Servicios Públicos – UAESP de Bogotá en el año 2015 2 FUENTE: DADEP, IDU 3FUENTE: Consorcio Inter Capital

15
activida
d
Empresa De Acueducto,
Alcantarillado Y Aseo De
Bogotá E.S.P
Interadmi
nistrativo
017 de
2012
Ciudad Limpia Bogotá
Sa. Esp
Prestación 257 de
2012
Frecuen
cia de
corte de
césped
veces/semana “(…) una frecuencia mínima de cuatro (4) veces por
semestre o por ciclos que son programados entre
treinta (30) y cuarenta y cinco (45) días, según los
microclimas predominante en las zonas asignadas”
Frecuen
cia de
poda de
árboles
veces/semana A solicitud de usuarios y con base en los conceptos
técnicos emitidos por la Secretaría Distrital de
Ambiente
Fuente Consorcio Inter Capital (Públicos, 2015)
En los mantenimientos que la empresa de acueducto y alcantarillado de Bogotá le hace a las zonas
verdes, se genera una enorme cantidad de residuos de poda del césped. Según los datos contenidos
en la tabla 2, las áreas verdes que producen residuos de pasto en nuestra ciudad corresponden a unos
53.698.628m2 que mensualmente están produciendo cerca de 1.622,06 toneladas de pasto residual
que se entierra en el relleno sanitario doña Juana, causando serias problemáticas ambientales.
Al ser los residuos de corte de césped materiales lignocelulósicos, tienen un gran potencial
energético no explotado; químicamente, son complejos macromoleculares de celulosa,
hemicelulosas y ligninas que se encuentran asociados uno con el otro formando una única matriz
sólida. Dependiendo de las proporciones de cada polímero, el material adquiere propiedades
especiales de dureza, flexibilidad y rigidez.
El polímero clave en la obtención de etanol es la celulosa, de ahí que al bioetanol de segunda
generación también se le conozca con el nombre de etanol celulósico. El proceso que involucra su
obtención comprende seis etapas secuenciales: 1. Preparación de la muestra (reducción mecánica
del material) 2.Remoción de ligninas, 3. Remoción de hemicelulosas (obtención de celulosa), 4.
Hidrólisis de la celulosa (obtención de glucosa), 5. Fermentación de glucosa (obtención de etanol)
y finalmente 6. Purificación de etanol (obtención de etanol azeotropico al 98%).
Por lo anteriormente expuesto, se hace necesario proponer un proceso global de obtención de etanol
celulósico, teniendo miras a mejorar la eficiencia productivo del proceso, esto con la finalidad de
aprovechar el potencial energético contenido en los residuos de poda de césped que se producen en
la ciudad, mitigando así las problemáticas que se derivan tanto de su mal manejo como de la
producción masiva de bioetanol de primera generación que pone en peligro la seguridad
alimentaria. De tal manera que, son condiciones indispensables: 1. Proponer un uso para todos los
componentes de los materiales lignocelulósicos: una especie de “refinería de biomasa” (así como ya
existe la refinería del petróleo) y 2.proponer y estandarizar procesos integrados que permitan una
reducción sustancial de los costos de producción y el incremento de la competitividad del bioetanol
de segunda generación frente al de primera generación.

16
4. ANTECEDENTES
Actualmente, la biomasa lignocelulósica ha dejado de ser un producto de desecho para convertirse
en materia prima potencial en la obtención de alcohol carburante. Sin embargo, son muchos los
limitantes existentes en cuanto a la obtención de etanol a partir de este tipo de material,
principalmente relacionados con su estructura lignocelulósica que es de difícil degradación. Frente a
esto, han surgido gran variedad de estudios y trabajos de investigación que tienen en cuenta las
diferentes problemáticas que interfieren en el proceso logrando proponer soluciones alternativas y
aportes enormes que hoy permiten considerar a la biomasa lignocelulósica como un recurso
importante en la obtención de biocombustibles. A continuación, se relacionan algunos de los
trabajos más relevantes en esta investigación.
J Michael Gould et. al en el año 1983 en su artículo titulado “Alkaline Peroxide Delignification of
Agricultural Residues to Enhance Enzymatic Saccharification” propusieron la deslignificación de
diferentes residuos agrícolas utilizando peróxido de hidrógeno alcalino con la finalidad de mejorar
la sacarificación enzimática de la celulosa obtenida en dicho proceso. Trataron sustratos
lignocelulósicos durante tiempos de entre 18 y 24 horas a 25 ºC con solución de H2O2 al 1%
ajustándolo a un pH de 11,5 con NaOH, los filtrados obtenidos los sometieron a hidrólisis
utilizando Trichoderma reesei durante 24h a 45°C y determinaron el contenido de glucosa mediante
Cromatografía Líquida de Alta Eficiencia (HPLC por sus siglas en inglés High Performance Liquid
Chromatography). En este estudio evaluaron el efecto del pH sobre la eficiencia de la
deslignificación encontrando que soluciones de peróxido de hidrógeno con pH 10,5 o superior
deslignifican significativamente los residuos agrícolas con un rendimiento máximo a pH 11,5 o
superior. Otro efecto evaluado fue el de la temperatura sobre la tasa de aumento en la
sacarificación; se encontró que los residuos pretratados a 60°C mostraron una pérdida más rápida de
peso seco y un ligero aumento en la cantidad de lignina solubilizada comparado con los ensayos
llevados a cabo a 25°C, sin embargo, la cantidad de celulosa susceptible al ataque enzimático
después de 4h no tuvo diferencia. En la evaluación de los efectos del peróxido de hidrógeno y la
masa del sustrato en la eficiencia de la deslignificación encontraron que la concentración de H2O2
debe estar siempre por encima de 1% para concentraciones de sustrato de hasta 4g/100mL, aunque
para conseguir deslignificaciones máximas se sugiere utilizar concentraciones más altas de peróxido
de hidrógeno.
Más recientemente, A.M. Azam, en el 2008, Publicó un artículo titulado “Pretreatment of cane
bagasse with alkaline hydrogen peroxide for enzymatic hydrolysis of cellulose and ethanol
fermentation” en el cual da a conocer los hallazgos obtenidos del tratamiento de bagazo de caña con
peróxido de hidrógeno alcalino para optimizar su hidrólisis enzimática y posterior producción de
etanol celulósico. Las condiciones que se tuvieron en cuenta para el estudio fueron el tiempo de
contacto, la concentración de peróxido de hidrógeno y la temperatura de pretratamiento. Sus
resultados muestran que aproximadamente el 50% de la lignina y la mayor parte del contenido de
hemicelulosa del bagazo de caña se solubilizaron con peróxido de hidrógeno al 2%, alcalinizado
hasta pH 11.5 a 30 ºC y con una duración de 8 horas. Entre las conclusiones más relevantes de su
investigación se señala que el grado de liberación de lignina depende de la relación en peso del
H2O2 y el bagazo de caña en la solución de pre tratamiento que para el estudio tuvo un valor óptimo
de 0.5 (H2O2/CB) aunque Gould había señalado antes que una relación H2O2/CB de 0.25 es efectiva
para otros residuos lignocelulósicos.
Por otro lado L. F. Chen en su artículo publicado en 1995, titulado “Acid Hydrolysis of Cellulose in
Zinc Chloride Solution“propuso la hidrólisis ácida de celulosa en cloruro de zinc como medio de

17
reacción. De la metodología se concluye que las condiciones óptimas del proceso se alcanzan en
presencia de ácido clorhídrico al 0.5 M a una temperatura de 70°C y una concentración de ZnCl2 del
67% p/p bajo las cuales se obtiene un rendimiento del 99.5% de azucares solubles que fueron
determinados por HPLC. No hay claridad en la cantidad de celulosa que se agrega para ser
solubilizada, tampoco se indica el tiempo de reacción ni la cantidad de ácido clorhídrico que se
utiliza en la solución. Años antes, en 1985, una patente publicada por el mismo autor y titulada
“quantitative hydrolysis of cellulose to glucose using zinc chloride” presenta un método donde
indica que se deben utilizar 5mL de cloruro de zinc al 72% (p/p) en presencia HCl al 2% (p/v) para
solubilizar 1g de linter de algodon4 a 98°C por un lapso de 10 minutos, posteriormente, agregar
5mL de una solución de HCl al 2% mientras se sigue calentando a la misma temperatura durante
diez minutos, esta última solución se agrega con el fin de reducir la concentración de cloruro de
zinc y así impedir la degradación de la glucosa en el hidrolizado. En la patente se reporta que la
celulosa se hidrolizó a glucosa con un rendimiento del 90%, entre los sustratos utilizados para el
estudio, se relata el tratamiento de lignocelulosa de bagazo de caña de azúcar5 de acuerdo con el
procedimiento anterior obteniendo rendimientos de glucosa del 90%.
(Hossain , Golam , & Narayan Sahu, 2014)(Manasa , Narasimhulu , & Paramjeet )realizaron una
evaluación del impacto de los diferentes factores que inciden en la fermentación alcohólica y
proponen condiciones óptimas de fermentación para cepas de levaduras Saccharomyces cerevisiae
libres. Según estos autores la concentración ideal de azúcares reductores es de 190g/L, el rango de
temperatura óptima es de 30 a 37°C, el pH puede variar de 4,0 a 5,0, la agitación debe ser de 150 a
200 rpm, y el tiempo de fermentación oscila en 48 h. Por otra parte el medio de fermentación debe
contener las siguiente concentraciones de nutrientes: 1,7 g/L de base de levadura nitrogenada, 5g/L
de sulfato de amonio, y 2,5 g/L.
4 En el proceso de desmotado del algodón, se separa la fibra larga de la pepa. Esta fibra larga se utiliza específicamente en la industria textil. La pepa está formada por la semilla (la que se destina en cierto porcentaje para siembra y el resto es comprada por las industrias aceiteras) y la fibra más pequeña adherida a ella que se le conoce como: LINTER. El linter representa aproximadamente de 0.5 - 1.0% de la producción de pepa de algodón (Bernal N., 1980). El linter de algodón es el producido que se obtiene a partir de la semilla, la que es sometida a un proceso mecánico, cuyo resultado es una fibra que, por sus características, es ideal para la fabricación de nitro-celulosa, un componente estratégico de la industria militar. http://www.novachaco.com/nota.asp?n=2015_6_1&id=26886&id_tiponota=30 5 bagasse sugarcane

18
5. OBJETIVOS
5.1. Objetivo General
Establecer una metodología para la obtención de etanol celulósico a partir de los residuos de corte
de césped de la variedad de pasto Pennisetum Clandestinum.
5.2. Objetivos Específicos
Determinar los componentes químicos presentes en la variedad de pasto Pennisetum
Clandestinum.
Separar la celulosa proveniente de la variedad de pasto Pennisetum Clandestinum.
Operacionalizar una metodología de hidrólisis para la obtención de glucosa a partir de
celulosa aislada de la variedad de pasto Pennisetum Clandestinum.
Seleccionar un proceso de fermentación apropiado para la obtención de bioetanol

19
6. MARCO TEÓRICO
6.1. Bioetanol
El bioetanol es un líquido incoloro, de olor agradable, soluble en agua en todas proporciones, no
puede concentrarse más del 97% en volumen por simple destilación fraccionada, ya que forma con
el agua una mezcla azeotrópica (de punto de ebullición constante), tiene las mismas características y
composición química que el etanol ya que se trata del mismo compuesto. La diferencia radica en su
proceso de obtención, el término bioetanol aduce al etanol obtenido exclusivamente de biomasa, es
decir, etanol derivado de fermentación ya que en la síntesis industrial actual del etanol se realiza
principalmente por dos métodos:
● Hidratación de etileno en presencia de un catalizador: Partiendo del etileno del craqueo
del petróleo por vapor a presión, en presencia de un catalizador.
● Fermentación anaeróbica de azúcares y almidón en presencia de levadura: se obtiene en
grandes cantidades, por fermentación de líquidos azucarados. Su obtención se basa en que
la glucosa (C6H12O6) fermenta por la acción de una enzima producida por un grupo de
hongos microoscopicos-sacaromicetos (levaduras de cervezas) produciendo alcohol y
dióxido de carbono.
Debido a que presenta propiedades físicas muy parecidas a las de la gasolina, el bioetanol puede ser
utilizado para producir biocombustibles de alto poder energético con características muy similares a
las de la gasolina, los cuales conllevan a una importante reducción de las emisiones contaminantes
en los motores tradicionales de combustión. Este tipo de combustible, además de ser usado como
sustituto de la gasolina, puede ser mezclado con esta en concentraciones del 5 o el 10% para
producir los llamados combustibles E5 y E10, los cuales trabajan en los motores actuales sin que
requieran ningún tipo de modificación, razón por la cual se han popularizado en el mercado.
Además, la mezcla gasolina-etanol (gasohol) presenta un octanaje mayor al de la gasolina, lo que
mejora la combustión interna del motor y produce un mayor rendimiento gracias a que hay una
mayor concentración de oxígeno proporcionado por el alcohol.(Superintendencia de Industria y
Comercio, 2012)
El bioetanol actualmente producido es de primera generación, obtenido a partir de cultivos
alimenticios ricos en almidones como el maíz, cebada, trigo, yuca, papa, camote, entre otros y
cultivos ricos en azúcares como caña de azúcar, remolacha azucarera y sorgo dulce, sin embargo,
20
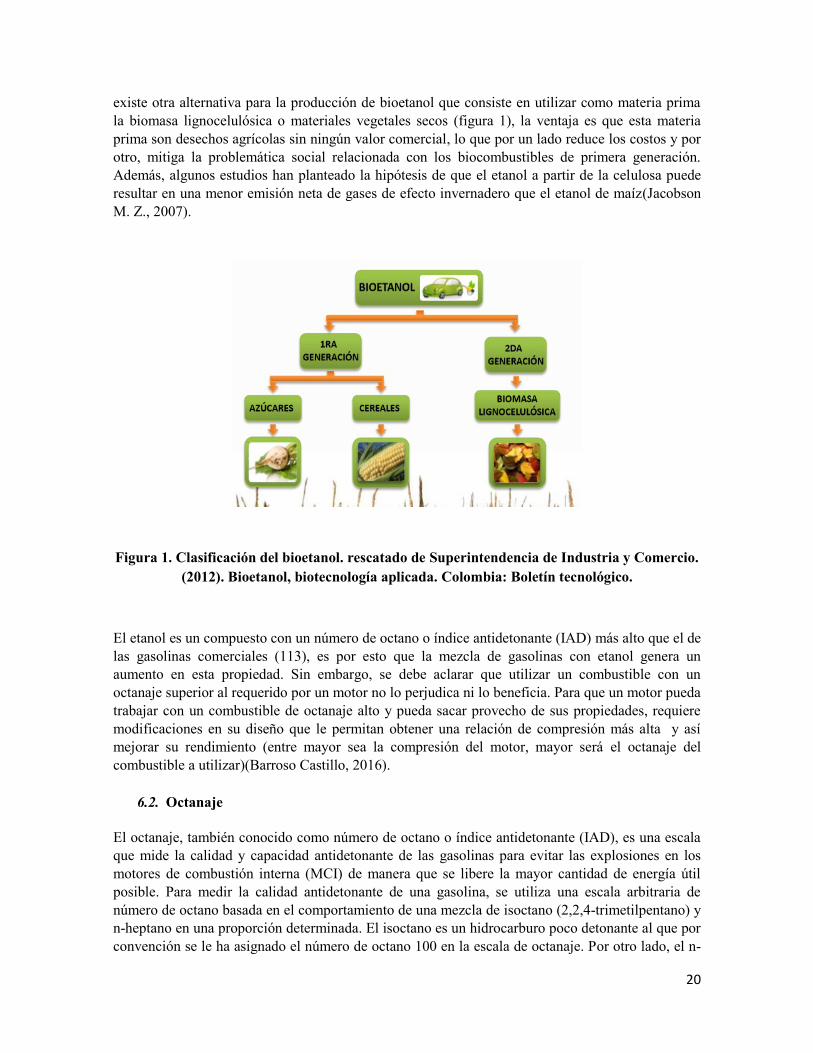
existe otra alternativa para la producción de bioetanol que consiste en utilizar como materia prima
la biomasa lignocelulósica o materiales vegetales secos (figura 1), la ventaja es que esta materia
prima son desechos agrícolas sin ningún valor comercial, lo que por un lado reduce los costos y por
otro, mitiga la problemática social relacionada con los biocombustibles de primera generación.
Además, algunos estudios han planteado la hipótesis de que el etanol a partir de la celulosa puede
resultar en una menor emisión neta de gases de efecto invernadero que el etanol de maíz(Jacobson
M. Z., 2007).
Figura 1. Clasificación del bioetanol. rescatado de Superintendencia de Industria y Comercio.
(2012). Bioetanol, biotecnología aplicada. Colombia: Boletín tecnológico.
El etanol es un compuesto con un número de octano o índice antidetonante (IAD) más alto que el de
las gasolinas comerciales (113), es por esto que la mezcla de gasolinas con etanol genera un
aumento en esta propiedad. Sin embargo, se debe aclarar que utilizar un combustible con un
octanaje superior al requerido por un motor no lo perjudica ni lo beneficia. Para que un motor pueda
trabajar con un combustible de octanaje alto y pueda sacar provecho de sus propiedades, requiere
modificaciones en su diseño que le permitan obtener una relación de compresión más alta y así
mejorar su rendimiento (entre mayor sea la compresión del motor, mayor será el octanaje del
combustible a utilizar)(Barroso Castillo, 2016).
6.2. Octanaje
El octanaje, también conocido como número de octano o índice antidetonante (IAD), es una escala
que mide la calidad y capacidad antidetonante de las gasolinas para evitar las explosiones en los
motores de combustión interna (MCI) de manera que se libere la mayor cantidad de energía útil
posible. Para medir la calidad antidetonante de una gasolina, se utiliza una escala arbitraria de
número de octano basada en el comportamiento de una mezcla de isoctano (2,2,4-trimetilpentano) y
n-heptano en una proporción determinada. El isoctano es un hidrocarburo poco detonante al que por
convención se le ha asignado el número de octano 100 en la escala de octanaje. Por otro lado, el n-

21
heptano es un producto obtenido a partir del petróleo que arde de forma explosiva, por lo cual se le
ha asignado el número cero en esta misma escala. Para determinar el octanaje de una gasolina se
compara su comportamiento con el de una mezcla de isoctano y n-heptano, por ejemplo; si una
gasolina presenta propiedades antidetonantes similares a una mezcla que es 85% isoctano y 15% n-
heptano se dice que su octanaje es de 85(Torres, Molina, Pinto, & Rueda, 2002).
En la determinación de la calidad antidetonante de una gasolina se efectúan corridas de prueba a
partir de las cuales se obtienen dos parámetros:
Research octane number (número de octano de investigación) que se representa como
RON y representa de manera aproximada el comportamiento en ciudad bajo un régimen
con numerosas aceleraciones. Para determinar su valor se efectúan corridas de prueba hasta
alcanzar una velocidad de 600 revoluciones por minuto (rpm) a una temperatura de entrada
de aire de 51.7 °C (MARQUADS AND BAHLS, 2015).
Motor octane Number (número de octano del motor), también representado como MON o
simplemente M que representa el octanaje probado para un motor estático. Su valor
reproduce la situación en carretara, alto régimen y conducción regular. Para determinarlo
se efectúa una corrida de prueba en una máquina operada a una velocidad de 900 rpm y con
una temperatura de entrada de aire de 149 °C(MARQUADS AND BAHLS, 2015).
Típicamente y dependiendo de la composición del combustible, el MON de una gasolina
moderna puede estar unos 10 puntos por debajo del RON(Torres, Molina, Pinto, & Rueda,
2002).
Con propósitos de comercialización y distribución, los productores determinan el octanaje de las
gasolinas como el promedio del número de octano de investigación RON y el número de octano
motor MON de la siguiente forma (Barroso Castillo, 2016):
Número de octano comercial =RON + MON
2
Para determinar el octanaje en una mezcla gasolina-etanol, se debe tener en cuenta el número de
octano de cada uno de los componentes de la mezcla, así, el octanaje del etanol es aproximadamente
113 mientras que el de la gasolina oscila entre 85 y 87. Luego se debe multiplicar este valor por la
fracción que representa dentro de la mezcla, la suma de ambos productos nos da el valor de octanaje
de la mezcla (Barroso Castillo, 2016):
[(octanaje de la gasolina) x (fracción de gasolina en la mezcla)] + [(octanaje del etanol) x
(fracción de etanol en la mezcla)] = octanaje de la mezcla
Así, por ejemplo, para una mezcla de gasolina extra (octanaje 87) con 10% de etanol anhidro el
octanaje resultante se calcula:
[(87) x (0.90)]+[(113) x (0.10)] = 89.6
Así el etanol mezclado en una proporción del 10% con la gasolina corriente aumenta su octanaje en
unas cuatro unidades aproximadamente.
22
6.3. Mezcla Gasolina-Etanol: Sus ventajas y desventajas
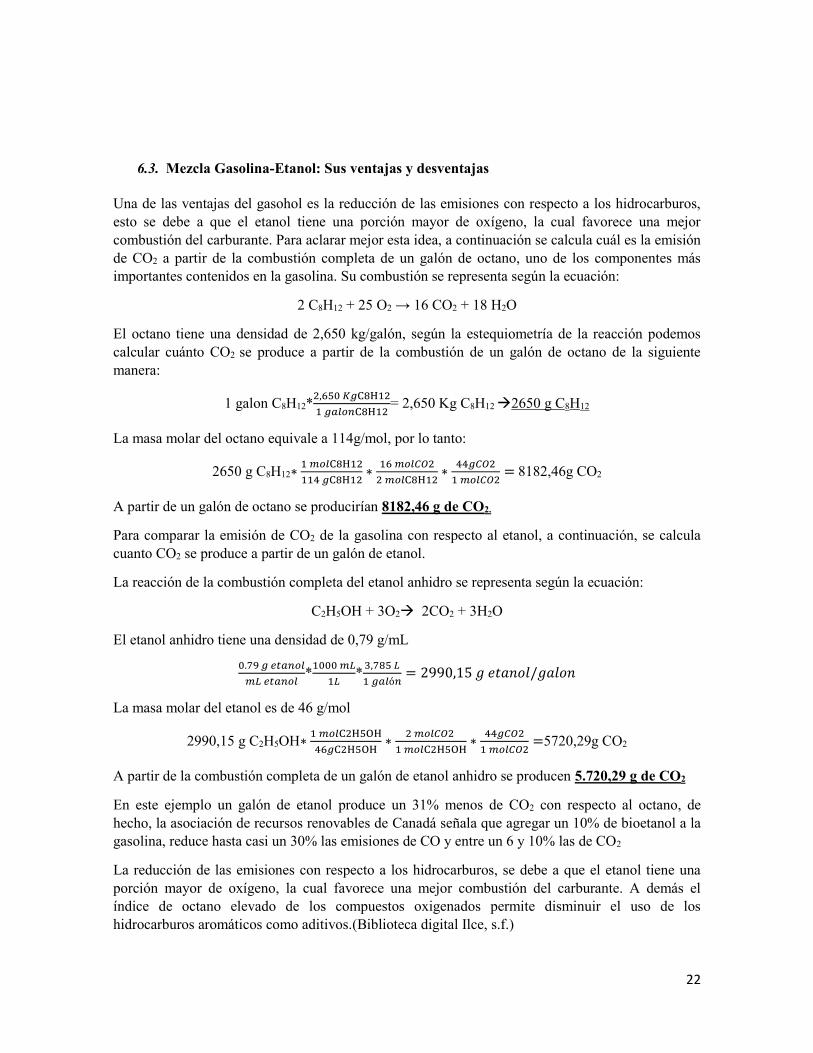
Una de las ventajas del gasohol es la reducción de las emisiones con respecto a los hidrocarburos,
esto se debe a que el etanol tiene una porción mayor de oxígeno, la cual favorece una mejor
combustión del carburante. Para aclarar mejor esta idea, a continuación se calcula cuál es la emisión
de CO2 a partir de la combustión completa de un galón de octano, uno de los componentes más
importantes contenidos en la gasolina. Su combustión se representa según la ecuación:
2 C8H12 + 25 O2 → 16 CO2 + 18 H2O
El octano tiene una densidad de 2,650 kg/galón, según la estequiometría de la reacción podemos
calcular cuánto CO2 se produce a partir de la combustión de un galón de octano de la siguiente
manera:
1 galon C8H12*2,650 𝐾𝑔C8H12
1 𝑔𝑎𝑙𝑜𝑛C8H12= 2,650 Kg C8H12 2650 g C8H12
La masa molar del octano equivale a 114g/mol, por lo tanto:
2650 g C8H12∗1 𝑚𝑜𝑙C8H12
114 𝑔C8H12∗
16 𝑚𝑜𝑙𝐶𝑂2
2 𝑚𝑜𝑙C8H12∗
44𝑔𝐶𝑂2
1 𝑚𝑜𝑙𝐶𝑂2= 8182,46g CO2
A partir de un galón de octano se producirían 8182,46 g de CO2.
Para comparar la emisión de CO2 de la gasolina con respecto al etanol, a continuación, se calcula
cuanto CO2 se produce a partir de un galón de etanol.
La reacción de la combustión completa del etanol anhidro se representa según la ecuación:
C2H5OH + 3O2 2CO2 + 3H2O
El etanol anhidro tiene una densidad de 0,79 g/mL
0.79 𝑔 𝑒𝑡𝑎𝑛𝑜𝑙
𝑚𝐿 𝑒𝑡𝑎𝑛𝑜𝑙*
1000 𝑚𝐿
1𝐿*
3,785 𝐿
1 𝑔𝑎𝑙ó𝑛= 2990,15 𝑔 𝑒𝑡𝑎𝑛𝑜𝑙/𝑔𝑎𝑙𝑜𝑛
La masa molar del etanol es de 46 g/mol
2990,15 g C2H5OH∗1 𝑚𝑜𝑙C2H5OH
46𝑔C2H5OH∗
2 𝑚𝑜𝑙𝐶𝑂2
1 𝑚𝑜𝑙C2H5OH∗
44𝑔𝐶𝑂2
1 𝑚𝑜𝑙𝐶𝑂2=5720,29g CO2
A partir de la combustión completa de un galón de etanol anhidro se producen 5.720,29 g de CO2
En este ejemplo un galón de etanol produce un 31% menos de CO2 con respecto al octano, de
hecho, la asociación de recursos renovables de Canadá señala que agregar un 10% de bioetanol a la
gasolina, reduce hasta casi un 30% las emisiones de CO y entre un 6 y 10% las de CO2
La reducción de las emisiones con respecto a los hidrocarburos, se debe a que el etanol tiene una
porción mayor de oxígeno, la cual favorece una mejor combustión del carburante. A demás el
índice de octano elevado de los compuestos oxigenados permite disminuir el uso de los
hidrocarburos aromáticos como aditivos.(Biblioteca digital Ilce, s.f.)
23
Una de las desventajas del uso de etanol como combustible es el hecho de presentar un menor
contenido energético que la gasolina por litro; el rendimiento del etanol es un 30% menor que la
gasolina, en Km/L, es por esto que suele utilizarse mezclado con gasolina en diferentes
proporciones (gasohol). Sin embargo, la combustión de gasohol involucra la emisión de óxidos de
nitrógeno, aldehídos y cetonas. Según estudios realizados por Vasallo et al(Vassallo & Asprea) con
el uso de mezclas de 10 a 15 % de etanol en nafta (con agregado de aditivos oxigenados) y
contenido total de oxigeno entre 3,7 % y 7,2 % p/p, las emisiones de Aldehídos y Cetonas
estuvieron muy por debajo de los límites máximos evaluados (Estándares de Emisión en mg/Km de
CHO conforme NBR PL5y6 de Brasil y de Formaldehído conforme US Tier II y III de los Estados
Unidos) estando en acuerdo con el tipo tecnología (EURO IV ó US Tier II Bin 5 equivalente)
ensayada, calibrada para el uso de hasta 10 % de etanol. Sin embargo, emisiones muy superiores
incluso por encima de los limites evaluados son encontradas en motores de tecnologías inferiores, o
que no están calibradas para el uso de etanol o con sistemas de postratamiento de escape
deteriorados (catalizadores desactivados) propios de vehículos en uso que componen gran parte de
la flota circulante. Las emisiones de Formaldehído y Acetaldehído claramente se incrementan con el
mayor contenido de oxigeno existiendo un marcado predominio cuantitativo del Acetaldehído, dado
que entre 65 a 90 % de la masa total de Carbonilos evaluada conforme a norma NBR 12026
correspondió a Acetaldehído. Se debe disponer de motores de gestión electrónica adecuadamente
calibrados para el uso de etanol y sistemas de control de emisiones eficientes (catalizadores de tres
vías) para controlar especialmente las emisiones de Óxidos de Nitrógeno y Aldehídos y Cetonas que
suelen elevarse por el mayor contenido de oxígeno en el combustible.
6.4. Aspectos Toxicológicos del uso del etanol como combustible
Entre las múltiples ventajas que presenta la implementación de etanol mezclado con gasolina como
combustible se suele mencionar una mejor calidad de las emisiones producto de su combustión con
respecto a las gasolinas, sin embargo, en términos generales, son pocos los estudios que se han
hecho para evaluar los posibles efectos sobre la capa de ozono y la salud humana producto de su
combustión. Algunas evaluaciones detalladas del ciclo de vida del etanol de maíz sugieren que las
emisiones equivalentes de gases de efecto invernadero son comparables con las producidas en la
combustión de la gasolina aunque aún exista incertidumbre. Algunos de los mismos estudios
plantean la hipótesis de que el etanol celulósico puede dar lugar a menores emisiones netas de gases
de efecto invernadero que el etanol de maíz (Jacobson M. Z., 2007).
Frente a esto, Marck Z. Jacobson utilizó el modelo de computadora atmosférica 3-D GATOR-
GCMOM para analizar las transformaciones químicas y radiativas que podrían tener lugar para el
año 2020 (año en el que se estima que la gran mayoría de flotas vehiculares en EE.UU podrían
utilizar combustibles E85), utilizando datos de emisiones resueltos espacialmente para calcular
concentraciones químicas variables de la gasolina y el etanol en la mezcla E85 (85% etanol y 15%
gasolina). Se encontró que E85 puede aumentar la mortalidad, y la tasa de hospitalización
relacionada con el asma en un 9% en la ciudad de los Ángeles y un 4% en los Estados Unidos en
relación con la gasolina. Los resultados de su investigación estiman que en un futuro, el E85 podría
representar un mayor riesgo para la salud pública en general que la gasolina, aunque se desconocen
las posibles tecnologías que podrían desarrollarse frente a esta problemática (Jacobson M. Z.,
2007). La tabla 3 muestra las sustancias emitidas producto de la combustión de gasolina y del E85
y los valores estimados por la modulación computacional para el año 2020:

24
Tabla 3. Emisión de especies químicas, en toneladas por año estimadas por el modelo
GATOR-GCMOM para el año 2020 por el uso de gasolina y combustibles E85 (Jacobson M.
Z., 2007).
GRUPO
ESPECIES QUÍMICAS
VALORES
ESTIMADOS
EN
TONELADAS
POR AÑO
(t/año)
ASOCIADOS
AL USO DE
GASOLINA
VALORES
ESTIMADOS
EN
TONELADAS
POR AÑO
(t/año)
ASOCIADOS
AL USO DE
E85
DIFERENCIA
PORCETUAL
ASOCIADA
AL USO DE
E85 CON
RESPECTO
A LA
GASOLINA
Monóxido de carbono 782,000 821.000 +5
Óxidos de nitrógeno como
NO2
68,900 43.200 -30
Gases
orgánicos
Metano 8530 12200 +43
Etano 1220 1220 0
Propano 465 163 -65
Otras parafinas 44,720 8940 -80
Eteno 3570 2960 -17
Propeno 988 346 -65
1,3- Butadieno 1390 1250 -10
Otras olefinas 949 787 -17
Metanol 0 0 0
Etanol 0 69,800 --
Formaldehido 650 1040 +60
Acetaldehído 232 4650 +2000
Aldehidos más pesados 3460 1380 +60
Ácido fórmico 0 0 0
Ácido acético 0 0 0
Acetona 0 0 0
Benzeno 1270 268 -79
Especies derivadas del
tolueno
6260 1250 -80
Especies derivadas del
xileno
11,600 2310 -80
Especies isopreonides 65 13 -80
Especies no reactivas 4540 908 -80
Óxidos de azufre como
SO2
473 473 +22
Amoniaco 7430 7430 0
Materia orgánica 1210 1210 0
25
Material
particulado
inferior a 2.5
µ
(PM2.5)
Negro de carbón 292 292 0
Sulfatos 44.1 44.1 0
Nitratos 5.7 5.7 0
Otros 342 342 0
TOTAL PM2.5 1894 1894 0
Material
particulado
inferior a 10
µ
(PM10)
Materia orgánica 2370 2370 0
Negro de carbón 528 528 0
Sulfatos 76.7 76.7 0
Nitratos 12.2 12.2 0
Otros 629 629 0
TOTAL PM10 3616 3616 0
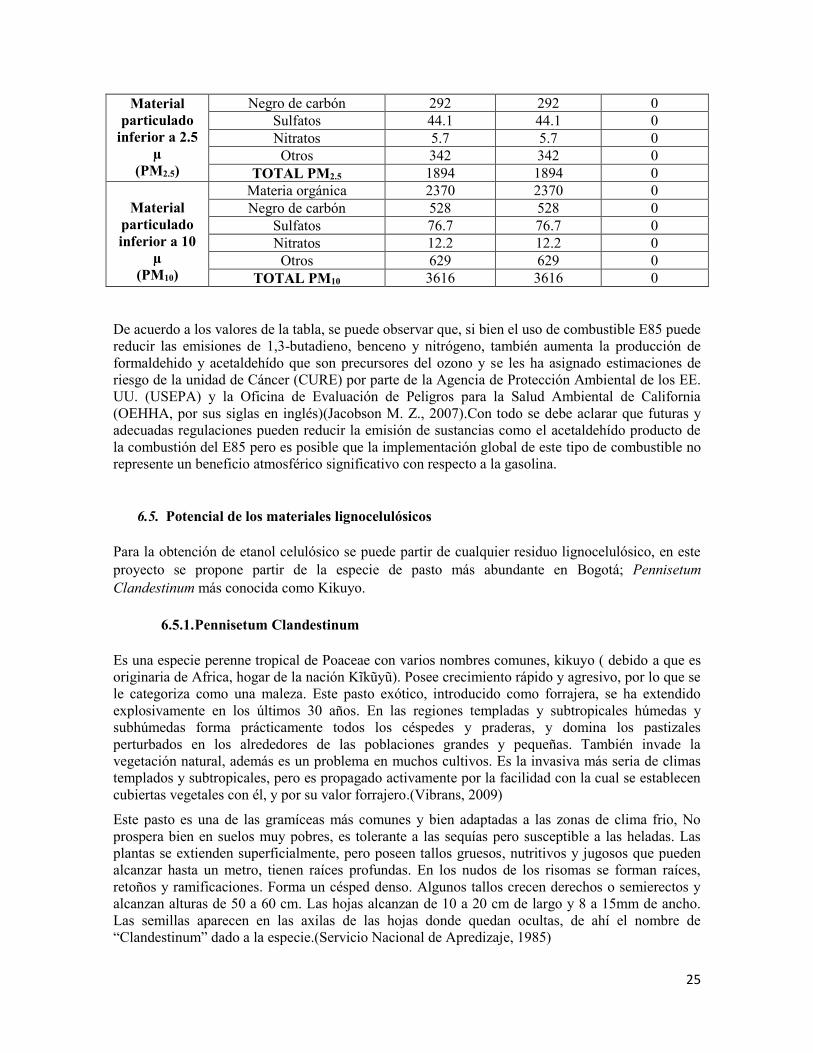
De acuerdo a los valores de la tabla, se puede observar que, si bien el uso de combustible E85 puede
reducir las emisiones de 1,3-butadieno, benceno y nitrógeno, también aumenta la producción de
formaldehido y acetaldehído que son precursores del ozono y se les ha asignado estimaciones de
riesgo de la unidad de Cáncer (CURE) por parte de la Agencia de Protección Ambiental de los EE.
UU. (USEPA) y la Oficina de Evaluación de Peligros para la Salud Ambiental de California
(OEHHA, por sus siglas en inglés)(Jacobson M. Z., 2007).Con todo se debe aclarar que futuras y
adecuadas regulaciones pueden reducir la emisión de sustancias como el acetaldehído producto de
la combustión del E85 pero es posible que la implementación global de este tipo de combustible no
represente un beneficio atmosférico significativo con respecto a la gasolina.
6.5. Potencial de los materiales lignocelulósicos
Para la obtención de etanol celulósico se puede partir de cualquier residuo lignocelulósico, en este
proyecto se propone partir de la especie de pasto más abundante en Bogotá; Pennisetum
Clandestinum más conocida como Kikuyo.
6.5.1. Pennisetum Clandestinum
Es una especie perenne tropical de Poaceae con varios nombres comunes, kikuyo ( debido a que es
originaria de Africa, hogar de la nación Kĩkũyũ). Posee crecimiento rápido y agresivo, por lo que se
le categoriza como una maleza. Este pasto exótico, introducido como forrajera, se ha extendido
explosivamente en los últimos 30 años. En las regiones templadas y subtropicales húmedas y
subhúmedas forma prácticamente todos los céspedes y praderas, y domina los pastizales
perturbados en los alrededores de las poblaciones grandes y pequeñas. También invade la
vegetación natural, además es un problema en muchos cultivos. Es la invasiva más seria de climas
templados y subtropicales, pero es propagado activamente por la facilidad con la cual se establecen
cubiertas vegetales con él, y por su valor forrajero.(Vibrans, 2009)
Este pasto es una de las gramíceas más comunes y bien adaptadas a las zonas de clima frio, No
prospera bien en suelos muy pobres, es tolerante a las sequías pero susceptible a las heladas. Las
plantas se extienden superficialmente, pero poseen tallos gruesos, nutritivos y jugosos que pueden
alcanzar hasta un metro, tienen raíces profundas. En los nudos de los risomas se forman raíces,
retoños y ramificaciones. Forma un césped denso. Algunos tallos crecen derechos o semierectos y
alcanzan alturas de 50 a 60 cm. Las hojas alcanzan de 10 a 20 cm de largo y 8 a 15mm de ancho.
Las semillas aparecen en las axilas de las hojas donde quedan ocultas, de ahí el nombre de
“Clandestinum” dado a la especie.(Servicio Nacional de Apredizaje, 1985)
26
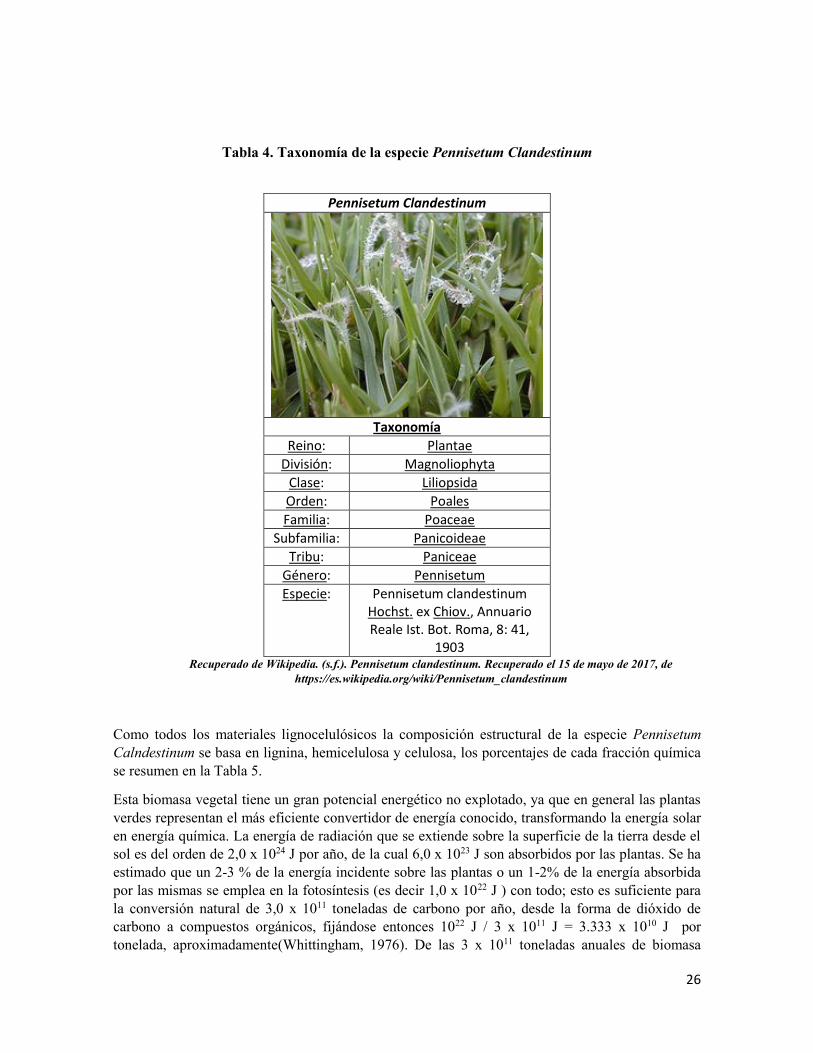
Tabla 4. Taxonomía de la especie Pennisetum Clandestinum
Recuperado de Wikipedia. (s.f.). Pennisetum clandestinum. Recuperado el 15 de mayo de 2017, de
https://es.wikipedia.org/wiki/Pennisetum_clandestinum
Como todos los materiales lignocelulósicos la composición estructural de la especie Pennisetum
Calndestinum se basa en lignina, hemicelulosa y celulosa, los porcentajes de cada fracción química
se resumen en la Tabla 5.
Esta biomasa vegetal tiene un gran potencial energético no explotado, ya que en general las plantas
verdes representan el más eficiente convertidor de energía conocido, transformando la energía solar
en energía química. La energía de radiación que se extiende sobre la superficie de la tierra desde el
sol es del orden de 2,0 x 1024 J por año, de la cual 6,0 x 1023 J son absorbidos por las plantas. Se ha
estimado que un 2-3 % de la energía incidente sobre las plantas o un 1-2% de la energía absorbida
por las mismas se emplea en la fotosíntesis (es decir 1,0 x 1022 J ) con todo; esto es suficiente para
la conversión natural de 3,0 x 1011 toneladas de carbono por año, desde la forma de dióxido de
carbono a compuestos orgánicos, fijándose entonces 1022 J / 3 x 1011 J = 3.333 x 1010 J por
tonelada, aproximadamente(Whittingham, 1976). De las 3 x 1011 toneladas anuales de biomasa
Pennisetum Clandestinum
Taxonomía
Reino: Plantae
División: Magnoliophyta
Clase: Liliopsida
Orden: Poales
Familia: Poaceae
Subfamilia: Panicoideae
Tribu: Paniceae
Género: Pennisetum
Especie: Pennisetum clandestinum Hochst. ex Chiov., Annuario Reale Ist. Bot. Roma, 8: 41,
1903
27
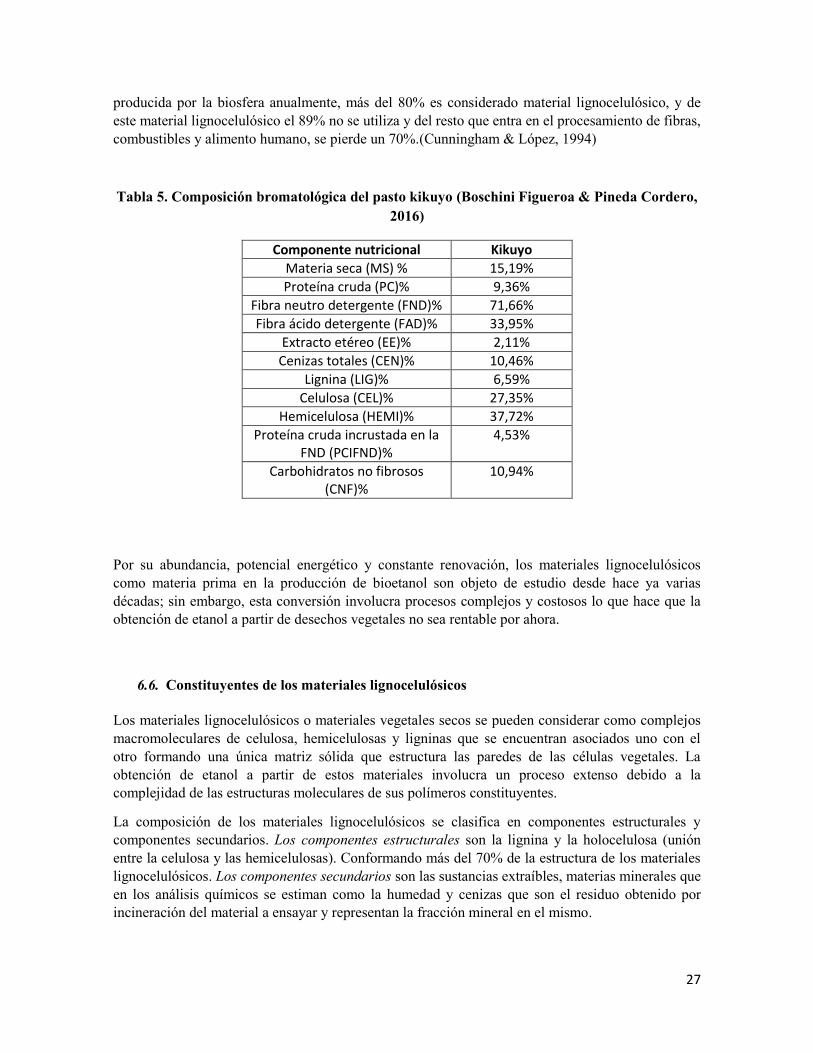
producida por la biosfera anualmente, más del 80% es considerado material lignocelulósico, y de
este material lignocelulósico el 89% no se utiliza y del resto que entra en el procesamiento de fibras,
combustibles y alimento humano, se pierde un 70%.(Cunningham & López, 1994)
Tabla 5. Composición bromatológica del pasto kikuyo (Boschini Figueroa & Pineda Cordero,
2016)
Componente nutricional Kikuyo
Materia seca (MS) % 15,19%
Proteína cruda (PC)% 9,36%
Fibra neutro detergente (FND)% 71,66%
Fibra ácido detergente (FAD)% 33,95%
Extracto etéreo (EE)% 2,11%
Cenizas totales (CEN)% 10,46%
Lignina (LIG)% 6,59%
Celulosa (CEL)% 27,35%
Hemicelulosa (HEMI)% 37,72%
Proteína cruda incrustada en la FND (PCIFND)%
4,53%
Carbohidratos no fibrosos (CNF)%
10,94%
Por su abundancia, potencial energético y constante renovación, los materiales lignocelulósicos
como materia prima en la producción de bioetanol son objeto de estudio desde hace ya varias
décadas; sin embargo, esta conversión involucra procesos complejos y costosos lo que hace que la
obtención de etanol a partir de desechos vegetales no sea rentable por ahora.
6.6. Constituyentes de los materiales lignocelulósicos
Los materiales lignocelulósicos o materiales vegetales secos se pueden considerar como complejos
macromoleculares de celulosa, hemicelulosas y ligninas que se encuentran asociados uno con el
otro formando una única matriz sólida que estructura las paredes de las células vegetales. La
obtención de etanol a partir de estos materiales involucra un proceso extenso debido a la
complejidad de las estructuras moleculares de sus polímeros constituyentes.
La composición de los materiales lignocelulósicos se clasifica en componentes estructurales y
componentes secundarios. Los componentes estructurales son la lignina y la holocelulosa (unión
entre la celulosa y las hemicelulosas). Conformando más del 70% de la estructura de los materiales
lignocelulósicos. Los componentes secundarios son las sustancias extraíbles, materias minerales que
en los análisis químicos se estiman como la humedad y cenizas que son el residuo obtenido por
incineración del material a ensayar y representan la fracción mineral en el mismo.

28
6.6.1. Lignina
La lignina es el constituyente intercelular incrustante o cementante de las células vegetales, siendo
un polímero amorfo de elevado peso molecular que resulta del acoplamiento aleatorio de varios
ácidos y alcoholes fenilpropílicos (cumarílico, coniferílico y sinapílico) originando polímeros
amorfos y heterogéneos por lo cual no es posible describir una estructura definida, dentro de sus
funciones cabe destacar que protege a la celulosa de los ataques microbianos, le confiere resistencia
e impermeabilidad al material vegetal y mantiene unidas a las fibras celulósicas.
Figura 2. Representación esquemática de la lignina. Santos, F. A., & Queiróz, J. H. (2012).
Potencial da palha de cana-de-açúcar para produção de etanol. Química Nova. Obtenido de
http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-40422012000500025
Según la definición estructural de lignina dada por Brauns -que es generalmente la más aceptada-
las ligninas tienen las siguientes características:
a. Son polímeros vegetales construidos a base de unidades de fenilpropanoides.
b. Presentan la mayor parte de los grupos metoxilo contenidos en la madera.
c. Son resistentes a la hidrólisis ácida, fácilmente oxidables, solubles en bisulfito o álcalis
caliente, y fácilmente condensables con fenoles o tioles.
d. Cuando se hace reaccionar con nitrobenceno en una solución alcalina caliente, las ligninas
producen principalmente vainillina, siringaldehído y p-hidroxibenzaldehído en función del
origen de las ligninas.

29
e. Cuando se colocan a ebullición en una solución etanólica de ácido clorhídrico, las ligninas
forman monómeros del tipo ¨cetonas de Hibbert¨ (mezcla de cetonas aromáticas resultantes
de la ruptura de los principales enlaces éter (β-O-4) entre unidades de lignina)(Lu & Jhon,
2010)
6.6.2. Hemicelulosa
Las hemicelulosas son heteropolisacáridos (polisacárido compuesto por más de un tipo de
monómero) de cadenas largas formados por una gran variedad de pentosas y hexosas
(fundamentalmente xilosa, arabinosa, galactosa, manosa, glucosa y ácido glucurónico), que
establecen una cadena lineal ramificada; sirve de conexión entre la lignina y las fibras de celulosa y
le proporciona mayor rigidez a la matriz celulosa - hemicelulosa – lignina. Sus cadenas ramificadas
son de menor grado de polimerización comparadas con las de la celulosa y por lo tanto no presentan
zonas cristalinas, además los puentes de hidrógeno son menos eficaces, haciéndolas más accesibles
al ataque de reactivos químicosprovocando que las reacciones de oxidación e hidrólisis afectan
mucho más la estructura de las hemicelulosa que la estructura de la celulosa.
Figura 3. Representación esquemática de la hemicelulosa. Zamora, A. (2017). Scientific
Psychic. Recuperado el 14 de Mayo de 2017, de Carbohidratos o Glúcidos - Estructura
Química: http://www.scientificpsychic.com/fitness/carbohidratos2.html
Las hemicelulosas presentan un grupo carbonilo terminal libre o potencialmente libre y varios
grupos hidroxilos en cada una de las unidades de monosacárido de la cadena base, así como en las
ramificaciones. Por lo tanto, pueden experimentar reacciones debidas a la presencia de estos grupos:
de Nitración, Acetilación, Oxidación, de oxidación y reducción. y de hidrólisis en medio ácido y
enzimático.
Son hidrolizables en ácidos sufren reacciones de degradación en medio alcalino. La hidrólisis de las
hemicelulosas origina monosacáridos, los correspondientes a las unidades monoméricas que la
constituyen. Los pentosanos por hidrólisis ácida producen pentosas que por deshidratación forman

30
furfural. Los hexosanos por hidrólisis ácida producen hexosas que por deshidratación forman 5-
hidroximetilfurfural.
6.6.3. Celulosa
La celulosa (que en términos de estructura es un poco menos compleja que la lignina y la
hemicelulosa) es un homopolisacarido lineal compuesto exclusivamente de moléculas de β-glucosa
unidas por medio de enlaces 1,4- β -gucosídicos que se forman por medio de unión del grupo –OH
hemiacetálico del carbono 1 de la β-D-glucopiranosa con el grupo –OH del carbono 4 de otra β-D-
glucopiranosa. Uno de los extremos de cada cadena presenta en el carbono 1 un grupo aldehído de
carácter reductor. La conformación piranosa, donde los carbonos son tetraédricos y la forma más
estable es la de silla (figura 4), presenta los grupos –CH2OH, -OH y los enlaces glucosidicos en
posición ecuatorial y los hidrógenos en posición axial. Este hecho de que los grupos –OH salgan
lateralmente permite a la celulosa formar uniones inter e intramoleculares por puentes de
hidrógeno.(Barroso Casillas, 2010)
Figura 4. unidad de celulosa mostrando los grupos más voluminosos en posición ecuatorial y
los hidrógenos en posición axial (Barroso Casillas, 2010)
Las interacciones de puentes de hidrógeno entre las cadenas de la estructura de la celulosa son más
débiles que los enlaces coordinados, pero más fuertes que las fuerzas de Van Der Waals, por esto es
posible asumir que la energía de enlace entre los hidroxilos en la cadena de celulosa es igual o en
algunos casos mayor que la energía de enlace del grupo hidroxilo en los alcoholes, dichas
interacciones le confieren un carácter cristalino pues está compacta en paquetes muy ordenados
formando regiones altamente cristalinas (figura 5).
Dependiendo de su procedencia, el grado de polimerización o número de unidades de glucosa por
molécula de celulosa varia aproximadamente desde 1000 hasta 10.000. La unidad organizativa más
simple, resultante de la combinación de moléculas de celulosa es la protofibrilla o micela elemental,
que posee un diámetro entre 3 a 10nm, siendo visible al microscopio electrónico. Las protofibrillas
se reúnen en un haz, denominado microfibrilla, cuyo diámetro oscila entre 20 y 40nm y las
microfibrillas se agrupan en haces de 250 unidades formando las fibras celulósicas que son visibles
al microscopio óptico. La asociación de microfibrillas origina la fibra de celulosa.(López, 2001)
Los aspectos más importantes de la estructura física de la celulosa son:
Las cadenas poliméricas de la celulosa natural, muestran diferentes grados de ordenamiento
unas con respecto a otras.

31
La fracción menos ordenada del polímero no muestra ninguna regularidad, y se conoce
como “región amorfa” siendo fácilmente penetrables por solventes, enzimas o reactivos, y
por tanto, es fácilmente hidrolizable.
La fracción altamente ordenada del polímero se conoce como “región cristalina” y es muy
resistente a la penetración por solventes, enzimas y reactivos. (López, 2001)
(a) (b)
Figura 5. (a) Representación de la constitución y organización de las cadenas en las fibras de
celulosa (b) Representación de la estructura química de la celulosa. UNIPE. (29 de octubre de
2012). Planeta, Ciencia y Tecnología. Recuperado el 14 de mayo de 2017, de
http://planetas.unipe.edu.ar/cienciayt/?cat=403
Con análisis espectrofotométricos se han detectado diferencias significativas entre la celulosa nativa
como la de algas y bacterias y la celulosa tratada en donde su fuente de obtención proviene de
materiales lignocelulósicos que para ser extraída requiere ciertos procesos de deslignificación,
dichos procesos afectan la estructura cristalina de la celulosa, pudiendo diferenciarse tres tipos en
función de su peso molecular y de su asociación a compuestos incluso no glucosídicos que pueden
precipitar junto a ellas
α celulosa: Insoluble en hidróxido de sodio concentrado a temperatura ambiente, en fibras
naturales como el algodón, en algas y bacterias.
β celulosa: semicristalina, con cadenas más cortas que en la α y soluble en las condiciones
anteriores, precipitando al acidificar la solución.
γ celulosa: Amorfa, no hay ordenamiento cristalino. Después de tratarse con álcali y
acidular la solución, precipita sobre eteno frio al 95%.(Diaz D. , 1991)
Es el componente principal de las paredes celulares de los vegetales y el polímero más abundante
del planeta, tiene una estructura fibrosa, es blanca, muy estable y las fibras son muy resistentes a la
tracción mecánica y al ataque químico, los enlaces glucosídicos de las moléculas elementales son
extremadamente susceptible a los ácidos.

32
7. HIPÓTESIS
El residuo de poda de pasto de la especie Pennisetum Clandestinum representa una fuente de
materia prima renovable para la producción de etanol celulósico.

33
8. DESCRIPCIÓN METODOLÓGICA
8.1. Muestreo
La muestra de pasto de la variedad Pennisetum Clandestinum fue tomada en la UPZ de la Macarena
ubicada en la localidad número 3 de Santa Fe de la ciudad de Bogotá con coordenadas 4°36'48"N
74°3'49"W. 1000g de muestra se cortó a cinco centímetros del suelo y se empacó en bolsas de
plástico limpias y secas rotulando la fecha y hora del proceso realizado. El material recolectado
contenía algunos tallos por lo que fue necesario cortarlos y desecharlos, la muestra se lavó con agua
y pasó a ser molida en agua con un molino de cuchillas (Figura 6a), el residuo fue filtrado y lavado
en un filtro de tela para eliminar toda la coloración verde posible. Posteriormente la muestra molida
se secó en un secador tipo invernadero (Figura 6b) durante tres días y pasado este periodo fue
llevada a un horno a 105°C hasta que alcanzó humedad constante, la muestra se almacenó en un
desecador dentro bolsas herméticas debidamente rotuladas quedando lista para ser analizada.
(a) (b)
Figura 6. (a) Muestra de pasto de la variedad Pennisetum Clandestinum en Molino de
cuchillas. (b) Muestras de la variedad de pasto Pennisetum Clandestinum dentro de un secador
tipo invernadero

34
8.2. Caracterización de los Componentes químicos presentes en la variedad de pasto
Pennisetum Clandestinum.
8.2.1. Determinación de humedad
Se refiere a la pérdida de masa de una muestra bajo ensayo que es sometida a un procedimiento de
desecamiento por calor. Dicha masa comprende el agua y las sustancias volátiles a la temperatura a
la que se hace la prueba. La determinación del porcentaje de humedad en Pennisetum
Clandestinum se hizo de acuerdo a la Norma Venezolana Convenin 1156-79, fue hecha por
duplicado con muestras de pasto molidas en agua y los resultados fueron promediados. Se
colocaron dos capsulas de porcelana previamente lavadas con abundante agua en un horno
precalentado hasta 103°C durante 30 minutos, pasado este tiempo se dejaron enfriar en desecador y
se pesaron con una precisión de 0.001g. Luego se agregaron dos gramos de muestra en cada una de
las capsulas y se pesaron nuevamente. Ambas capsulas con muestra fueron colocadas en el horno a
103°C durante 2 horas, pasado este tiempo se dejaron enfriar en desecador y fueron pesadas
nuevamente. Este último procedimiento se repitió con calentamiento de 30 minutos hasta que la
diferencia en los pesos fue menor a 0.005 g.
8.2.2. Determinación de cenizas
Esta determinación se hizo de acuerdo a la Norma Venezolana Convenin 1155-79, fue hecha por
duplicado y los resultados se promediaron. En el procedimiento se colocaron dos crisoles
previamente lavados con abundante agua en un horno precalentado a 103°C durante 30 minutos, se
dejaron enfriar en un desecador y se pesaron en balanza con una precisión de 0.001 g. Se agregó 1 g
de muestra en cada uno y se pesaron nuevamente. Los crisoles con muestra fueron puestos en
plancha de calentamiento precalentada y la temperatura se elevó hasta alcanzar la combustión del
material a 200°C. Posteriormente se colocó el crisol en la mufla precalentada a 555°C durante 2
horas. Debido a que pasado este tiempo se continuaron observando partículas de carbón en la
muestra se agregaron siete gotas de peróxido de hidrógeno con el objetivo de completar la
combustión y se colocaron los crisoles en la plancha a 200°C, el contenido se frotó con varilla de
vidrio y esta se juago con 1 ml de peróxido de hidrógeno que fue recogido dentro del crisol. Los
crisoles se mantuvieron sobre la plancha hasta la evaporación del peróxido agregado. Se colocaron
los crisoles en la mufla durante 2 horas más, se dejaron enfriar en el desecador y se pesaron. Este
último procedimiento se repitió con periodos de calentamiento de 30 minutos hasta alcanzar una
diferencia de pesos no mayor a 0.002 g.
35
8.2.3. Determinación de sustancias extraíbles
Para determinar sustancias extraíbles, en 5 g de muestra cruda con humedad conocida se aplicó una
extracción sucesiva en equipo Soxhlet con 150 ml de una mezcla 85% etanol y 15% metanol. El
periodo de extracción fue de cuatro horas y media. Pasado el tiempo de extracción se retiró el
matraz y se evaporó el disolvente en una plancha de calentamiento hasta un volumen de 20 a 25mL
aproximadamente, luego el extracto fue filtrado y lavado con pequeñas cantidades de solvente y con
agua destilada, posteriormente se llevó a un horno a 105°C hasta que alcanzó masa constante. El
contenido de extraíbles se calculó dividiendo la masa de muestra inicial cruda sin humedad entre la
masa final del extracto después del proceso y se multiplicó por cien para precisar un porcentaje. El
contenido de extraíbles se calculó dividiendo la masa final del extracto después del proceso entre la
masa de muestra inicial cruda sin humedad y se multiplicó por cien para precisar un porcentaje.
8.2.4. Determinación del porcentaje de Lignina
El porcentaje de lignina presente en Pennisetum Clandestinum se determinó de acuerdo a la Norma
Tappi T-222 OM-02(TAPPI, 2006), el tratamiento se hizo por duplicado y los resultados se
promediaron. Para este procedimiento se pesaron 0.5 g de muestra y se dispersaron en 10 ml de
H2SO4 al 72% por maceración en baño de hielo. Una vez que la muestra estuvo completamente
dispersada se cubrió con vidrio de reloj y se mantuvo a temperatura ambiente durante 2 horas con
agitación gradual. Transcurrido este tiempo se agregaron 230 ml de agua destilada para reducir la
concentración de ácido hasta el 3% y la solución se puso en un sistema de reflujo durante 4 horas.
El resultado se dejó en reposo durante ocho horas y luego fue sometida a un proceso de filtración al
vacío, el residuo solido fue lavado con agua caliente y se secó en horno a 60°C hasta peso
constante. una vez completada su desecación se hizo una lectura de infrarrojo para garantizar la
identidad del compuesto en un equipo IR Affinity-1 marca SHIMADZU.
8.2.5. Determinación del contenido de Holocelulosa
Se cuantificó el contenido de holocelulosa empleando clorito de sodio de acuerdo con el
procedimiento de Wise et al. (1946)(Wise Elsberg , 1946). En un Erlenmeyer de 250mL se
agregaron 3.5 g de muestra sin extraíbles y con humedad conocida, se vertieron 160 mL de agua
desionizada, a continuación, se adicionaron 2,62 g de clorito de sodio y 18 gotas de ácido acético
glacial y la muestra se llevó a un baño de agua a 80 ºC con agitación periódica. La adición de clorito
de sodio y ácido acético glacial, en las cantidades ya indicadas, se repitió cada hora, por un periodo
total de 5 horas desde la primera adición de reactivos. Después de la cloración, la solución se dejó
enfriar en baño de hielo hasta que alcanzó 10°C, posteriormente fue filtrada con un equipo de
filtración al vacío, y el filtrado se lavó con suficiente agua desionizada hasta eliminar por completo
el color amarillo, el residuo fue llevado a un horno convencional a 105 ºC hasta alcanzar peso
constante. El contenido de holocelulosa se calculó dividiendo el peso del residuo sin humedad entre
el peso de la muestra libre de extraíbles sin humedad, referido porcentualmente.
8.2.6. Determinación de celulosa α
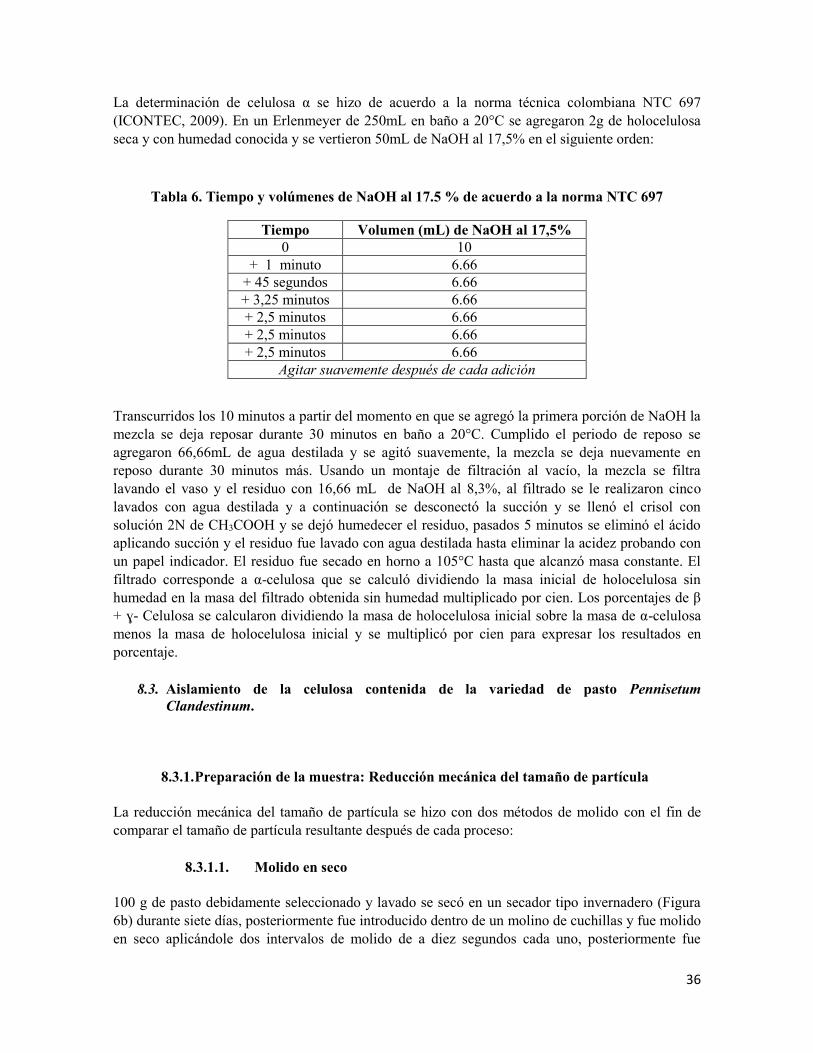
36
La determinación de celulosa α se hizo de acuerdo a la norma técnica colombiana NTC 697
(ICONTEC, 2009). En un Erlenmeyer de 250mL en baño a 20°C se agregaron 2g de holocelulosa
seca y con humedad conocida y se vertieron 50mL de NaOH al 17,5% en el siguiente orden:
Tabla 6. Tiempo y volúmenes de NaOH al 17.5 % de acuerdo a la norma NTC 697
Tiempo Volumen (mL) de NaOH al 17,5%
0 10
+ 1 minuto 6.66
+ 45 segundos 6.66
+ 3,25 minutos 6.66
+ 2,5 minutos 6.66
+ 2,5 minutos 6.66
+ 2,5 minutos 6.66
Agitar suavemente después de cada adición
Transcurridos los 10 minutos a partir del momento en que se agregó la primera porción de NaOH la
mezcla se deja reposar durante 30 minutos en baño a 20°C. Cumplido el periodo de reposo se
agregaron 66,66mL de agua destilada y se agitó suavemente, la mezcla se deja nuevamente en
reposo durante 30 minutos más. Usando un montaje de filtración al vacío, la mezcla se filtra
lavando el vaso y el residuo con 16,66 mL de NaOH al 8,3%, al filtrado se le realizaron cinco
lavados con agua destilada y a continuación se desconectó la succión y se llenó el crisol con
solución 2N de CH3COOH y se dejó humedecer el residuo, pasados 5 minutos se eliminó el ácido
aplicando succión y el residuo fue lavado con agua destilada hasta eliminar la acidez probando con
un papel indicador. El residuo fue secado en horno a 105°C hasta que alcanzó masa constante. El
filtrado corresponde a α-celulosa que se calculó dividiendo la masa inicial de holocelulosa sin
humedad en la masa del filtrado obtenida sin humedad multiplicado por cien. Los porcentajes de β
+ ɣ- Celulosa se calcularon dividiendo la masa de holocelulosa inicial sobre la masa de α-celulosa
menos la masa de holocelulosa inicial y se multiplicó por cien para expresar los resultados en
porcentaje.
8.3. Aislamiento de la celulosa contenida de la variedad de pasto Pennisetum
Clandestinum.
8.3.1. Preparación de la muestra: Reducción mecánica del tamaño de partícula
La reducción mecánica del tamaño de partícula se hizo con dos métodos de molido con el fin de
comparar el tamaño de partícula resultante después de cada proceso:
8.3.1.1. Molido en seco
100 g de pasto debidamente seleccionado y lavado se secó en un secador tipo invernadero (Figura
6b) durante siete días, posteriormente fue introducido dentro de un molino de cuchillas y fue molido
en seco aplicándole dos intervalos de molido de a diez segundos cada uno, posteriormente fue
37
llevado a un horno a 105°C hasta que alcanzó humedad constante para finalmente pasarlo por un
tamiz de número de malla 35.
8.3.1.2. Molido en agua
100 g de pasto debidamente seleccionado y lavado fue molido en agua utilizando un molino de
cuchillas (Figura 6). Se tomaron de a 10g de pasto y se introdujeron dentro del molino con 500mL
de agua, se aplicó dos intervalos de molido de a diez segundos cada uno, el residuo fue filtrado y
lavado en un filtro de tela para eliminar toda la coloración verde posible. Posteriormente el filtrado
fue llevado a un horno a 105°C hasta que alcanzó humedad constante para finalmente pasarlo por
un tamiz de número de malla 35.
8.3.2. Pre tratamiento
Con el pretratamiento se busca remover la lignina y la hemicelulosa para así obtener celulosa, que
gracias al pretratamiento ha disminuido su cristalinidad, aumentado su porosidad y área de contacto
lo que facilita su hidrólisis. Dentro del pretratamiento se agrupan las etapas de preparación de la
muestra, deslignificación y remoción de hemicelulosas.
8.3.2.1. Remoción de lignina
Para remover las ligninas presentes en el pasto se utilizaron dos procedimientos con el fin de
comparar la eficiencia de cada en uno en la hidrólisis de la celulosa:
8.3.2.1.1. Remoción de ligninas con clorito de sodio y ácido acético glacial
Para este procedimiento, se implementaron condiciones semejantes a las que tuvieron lugar en la
determinación del contenido de holocelulosa propuesto por Wise et al.( remitirse a numeral 8.2.5 de
la metodología)(Wise Elsberg , 1946), con este método la lignina presente en el pasto se disolvió y
como filtrado se obtuvo holocelulosa blanqueada. Se trataron cuatro muestras crudas de8,14 g en
beackers de 1000 ml, en cada una se adicionaron 228.2 ml de agua desionizada, a continuación se
agregaron 4.5 g de NaClO2 y 31 gotas de ácido acético glacial, el sistema se llevó a 80°C con
agitación periódica durante cinco horas adicionando las cantidades de NaClO2 y ácido acético
glacial ya indicadas cada hora a lo largo del proceso. Después de la cloración, la solución se dejó
enfriar en baño de hielo hasta que alcanzó 10°C, posteriormente fue filtrada con un equipo de
filtración al vacío y el filtrado se lavó con suficiente agua desionizada hasta eliminar por completo
el color amarillo, el residuo fue llevado a un horno convencional a 103 ºC hasta alcanzar peso
constante. Evaluando las masas iniciales de la muestra cruda y la holocelulosa blanqueada y
desecada se determinó el porcentaje de material solubilizado que en su gran mayoría corresponde a
lignina. Se llevaron a cabo números ensayos variando la cantidad de muestra cruda y
proporcionalmente las cantidades de NaClO2 y ácido acético glacial, los ensayos se describen con
mayor detenimiento en el numeral 9.2.2.1.1.

38
8.3.2.1.2. Remoción de ligninas con peróxido de hidrógeno alcalino
Inicialmente se implementó la metodología propuesta por Gould con la finalidad de evaluar el
efecto del pH en la cantidad de material solubilizado, para ello se hicieron dos ensayos, en cada
ensayo se pretrataron cuatro muestras diferentes a pH 10,5 , 11, 11,5 y 12,las condiciones y
metodología se describen con mayor detenimiento en el numeral9.2.2.1.2.1.1. Por otra parte, se
evaluó la influencia de la relación [g H2O2/g muestra] y el material solubilizado tratando dos
muestras crudas con las mismas condiciones y variando únicamente la relación [g H2O2/g muestra]
que en el primer ensayo fue de 1 y en el siguiente fue 0,5; las condiciones y procedimiento se
describen con mayor precisión en el numeral 9.2.2.1.2.1.2. Seguidamente se realizó una
comparación entre la metodología propuesta por Gould y Azzam a pH 11 y 11,5 que se describe en
el numeral 9.2.2.1.2.2. Finalmente se eligió utilizar la metodología de Azzam para pretratar las
muestras a hidrolizar, esta metodología consiste de manera general en disponer en un Beacker una
muestra de pasto cruda y verter una solución alcalina de H2O2 al 2% con pH 11,5 (dicho pH se
ajusta con hidróxido de sodio) manteniendo una relación [g de H2O2 / g de muestra] de 1, la
duración del proceso es de 8 horas a temperatura ambiente con agitación magnética a 800 rpm.
Transcurrido este tiempo, las muestras se filtran utilizando un equipo de filtración al vacío y los
residuos sólidos se lavan con abundante agua destilada hasta alcanzar pH neutro. Finalmente se
secan en un horno precalentado a 103ºC por intervalos de 2 horas hasta alcanzar peso constante.
Con los datos de peso de la muestra inicial y el peso final tras desecado se calcula el porcentaje de
material solubilizado.
8.3.2.2. Remoción de hemicelulosas:
Para remover las hemicelulosas presentes en el material no solubilizado que se obtuvo tras la
eliminación de lignina por las metodologías propuestas por Wise et al y A.M. Azzam (numerales
8.3.2.1.1 y 8.3.2.1.2 respectivamente) se siguió la metodología propuesta en la norma NTC 697.
Para la holocelulosa blanqueada se tomaron por separado tres Beacker de 1000 mL, en cada uno se
agregó 7g de holocelulosa blanqueada (muestra Wise), simultáneamente, en dos Beacker de 1000
ml se agregó por separado 9 g del residuo obtenido por el método propuesto por Azzam a pH 11.5
(muestra Azzam), en todos los casos se trabajó a temperatura ambiente; posteriormente se agregó
NaOH al 17.5% en volúmenes de 175.5 ml a cada Beacker destinado para las muestras Wise y
183.8 ml en cada Beacker destinado para las muestras Azzam, la forma en que fueron agregados se
resume en la tabla 7:
Tabla 7. Tiempo y volúmenes de NaOH al 17.5 % de acuerdo a la norma NTC 697 para las
muestras Wise y Azzam
Tiempo Volumen (mL) de NaOH al 17,5%
Muestras Wise Muestras Azzam (pH 11.5)
0 35.1 36.8
+ 1 minuto 23.4 24.5
+ 45
segundos
23.4 24.5
+ 3,25 23.4 24.5
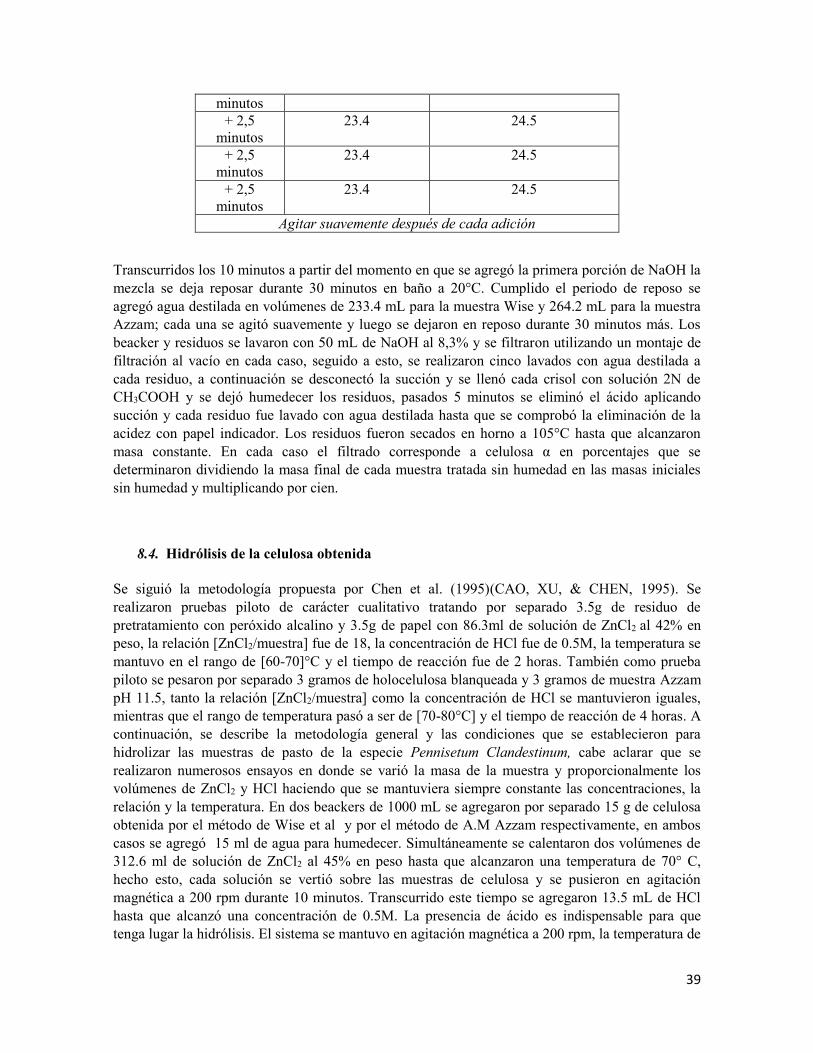
39
minutos
+ 2,5
minutos
23.4 24.5
+ 2,5
minutos
23.4 24.5
+ 2,5
minutos
23.4 24.5
Agitar suavemente después de cada adición
Transcurridos los 10 minutos a partir del momento en que se agregó la primera porción de NaOH la
mezcla se deja reposar durante 30 minutos en baño a 20°C. Cumplido el periodo de reposo se
agregó agua destilada en volúmenes de 233.4 mL para la muestra Wise y 264.2 mL para la muestra
Azzam; cada una se agitó suavemente y luego se dejaron en reposo durante 30 minutos más. Los
beacker y residuos se lavaron con 50 mL de NaOH al 8,3% y se filtraron utilizando un montaje de
filtración al vacío en cada caso, seguido a esto, se realizaron cinco lavados con agua destilada a
cada residuo, a continuación se desconectó la succión y se llenó cada crisol con solución 2N de
CH3COOH y se dejó humedecer los residuos, pasados 5 minutos se eliminó el ácido aplicando
succión y cada residuo fue lavado con agua destilada hasta que se comprobó la eliminación de la
acidez con papel indicador. Los residuos fueron secados en horno a 105°C hasta que alcanzaron
masa constante. En cada caso el filtrado corresponde a celulosa α en porcentajes que se
determinaron dividiendo la masa final de cada muestra tratada sin humedad en las masas iniciales
sin humedad y multiplicando por cien.
8.4. Hidrólisis de la celulosa obtenida
Se siguió la metodología propuesta por Chen et al. (1995)(CAO, XU, & CHEN, 1995). Se
realizaron pruebas piloto de carácter cualitativo tratando por separado 3.5g de residuo de
pretratamiento con peróxido alcalino y 3.5g de papel con 86.3ml de solución de ZnCl2 al 42% en
peso, la relación [ZnCl2/muestra] fue de 18, la concentración de HCl fue de 0.5M, la temperatura se
mantuvo en el rango de [60-70]°C y el tiempo de reacción fue de 2 horas. También como prueba
piloto se pesaron por separado 3 gramos de holocelulosa blanqueada y 3 gramos de muestra Azzam
pH 11.5, tanto la relación [ZnCl2/muestra] como la concentración de HCl se mantuvieron iguales,
mientras que el rango de temperatura pasó a ser de [70-80°C] y el tiempo de reacción de 4 horas. A
continuación, se describe la metodología general y las condiciones que se establecieron para
hidrolizar las muestras de pasto de la especie Pennisetum Clandestinum, cabe aclarar que se
realizaron numerosos ensayos en donde se varió la masa de la muestra y proporcionalmente los
volúmenes de ZnCl2 y HCl haciendo que se mantuviera siempre constante las concentraciones, la
relación y la temperatura. En dos beackers de 1000 mL se agregaron por separado 15 g de celulosa
obtenida por el método de Wise et al y por el método de A.M Azzam respectivamente, en ambos
casos se agregó 15 ml de agua para humedecer. Simultáneamente se calentaron dos volúmenes de
312.6 ml de solución de ZnCl2 al 45% en peso hasta que alcanzaron una temperatura de 70° C,
hecho esto, cada solución se vertió sobre las muestras de celulosa y se pusieron en agitación
magnética a 200 rpm durante 10 minutos. Transcurrido este tiempo se agregaron 13.5 mL de HCl
hasta que alcanzó una concentración de 0.5M. La presencia de ácido es indispensable para que
tenga lugar la hidrólisis. El sistema se mantuvo en agitación magnética a 200 rpm, la temperatura de
40
trabajo se controló entre 70° C y 80° C y el tiempo de duración fue de 18 horas. El curso de la
hidrólisis se siguió a partir de la hora 13 y hasta la hora 18 tomando alícuotas de 0.5 ml cada hora,
estas fueron precipitadas con 1.5 ml de solución de Na2CO3 al 2M, se centrifugaron y luego fueron
leídas a 490 nm por el método de Miller para determinar el tiempo en el que se alcanzó la
concentración máxima de azúcares.
8.4.1. Separación del hidrolizado destinado a la fermentación
La separación del hidrolizado se refiere la precipitación de los iones Zn2+, esto se llevó a cabo sobre
los volúmenes obtenidos que en cada caso fueron 326 ml, cada hidrolizado se dividió en 10
alícuotas de 32.6 ml que fueron agregadas gradualmente en volúmenes de 102.6 ml Na2CO3 al 2M,
observándose la formación de un precipitado blanco que corresponde a ZnCO3. Completada cada
precipitación, se centrifugó en tubos falcon de 15 ml a 5500 rpm durante 7 minutos en una
centrífuga universal modelo PLC-012E. Los sobrenadantes se sometieron a filtración al vacío, y
luego fueron recuperados y almacenados en frascos ámbar limpios para su posterior fermentación.
8.4.2. Cuantificación de azucares reductores por el método de Miller
En un tubo de ensayo se mezclaron 0.5 ml de la solución problema con 0.5 ml de DNS y se agitaron
con vortex, se colocaron a ebullición en un baño maría durante 5 minutos, luego se sumergieron en
un baño de hielo para detener la reacción, se agregaron 5 ml de agua destilada, se agitó con vortex,
se dejó en reposo durante 15 minutos y se leyó a una longitud de onda de 490 nm en un
espectrofotómetro SHIMADZU UV-1800.
8.4.2.1. Construcción curva de barrido espectral
El barrido espectral se obtuvo trabajando con una solución de glucosa de 600 ppm a la que se le
aplicó el método de Miller, y se midieron los valores de absorbancias correspondientes a distintas
longitudes de onda desde 480 a 620 nm.
Este barrido espectral permitió visualizar la variación de la absorbancia con la longitud de onda de
la radiación electromagnética, para así elegir una longitud de onda óptima de trabajo para
cuantificar azúcares reductores, los resultados de las absorbancias a diferentes longitudes de onda
para la misma muestra se resumen en la tabla 8.
Con base en los datos obtenidos se construyó una curva de barrido espectral (figura7) en donde se
puede observar que para esta muestra de glucosa la longitud de onda de mayor absorción es 490nm.
Tabla 8. Absorbancia de una muestra de glucosa a 600ppm a diferentes longitudes de onda
λ (nm) Absorbancia

41
Figura 7. Curva de barrido espectral de una solución de 600ppm de glucosa
8.4.2.2. Construcción de la curva patrón
Para la construcción de la curva patrón se prepararon 100 ml de solución de glucosa a una
concentración de 1g/L y a partir de esta se prepararon cinco patrones de concentración definida
como se muestra en la tabla 9(Bibián & Rojas, 2011)
0
0,2
0,4
0,6
0,8
1
1,2
470 490 510 530 550 570 590 610 630
Ab
sorb
anci
a
Longitud de onda (nm)
Curva de barrido espectral
480 0,7177
490 1,0517
491 1,0452
492 1,0356
493 1,0243
494 1,0107
495 0,9969
496 0,9819
497 0,966
498 0,9499
499 0,9329
500 0,9084
510 0,7326
520 0,552
540 0,286
560 0,1325
580 0,0563
600 0,0196
620 0,0029
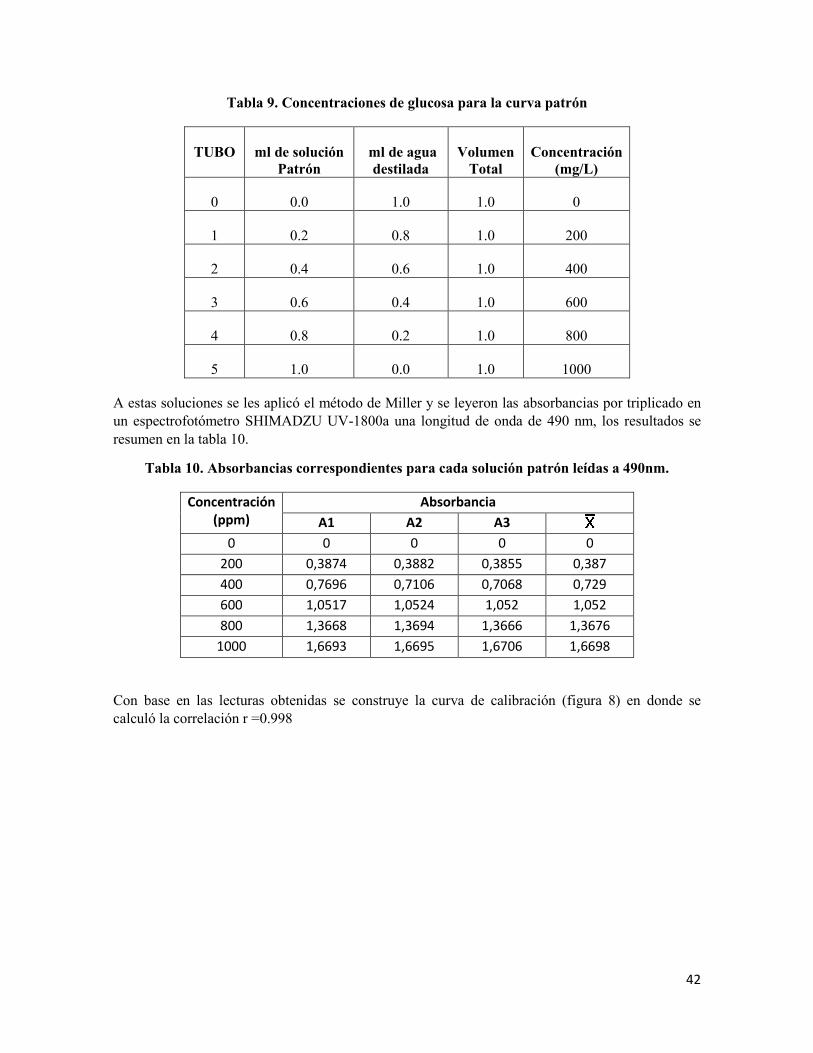
42
Tabla 9. Concentraciones de glucosa para la curva patrón
TUBO ml de solución
Patrón
ml de agua
destilada
Volumen
Total
Concentración
(mg/L)
0 0.0 1.0 1.0 0
1 0.2 0.8 1.0 200
2 0.4 0.6 1.0 400
3 0.6 0.4 1.0 600
4 0.8 0.2 1.0 800
5 1.0 0.0 1.0 1000
A estas soluciones se les aplicó el método de Miller y se leyeron las absorbancias por triplicado en
un espectrofotómetro SHIMADZU UV-1800a una longitud de onda de 490 nm, los resultados se
resumen en la tabla 10.
Tabla 10. Absorbancias correspondientes para cada solución patrón leídas a 490nm.
Con base en las lecturas obtenidas se construye la curva de calibración (figura 8) en donde se
calculó la correlación r =0.998
Concentración (ppm)
Absorbancia
A1 A2 A3
0 0 0 0 0
200 0,3874 0,3882 0,3855 0,387
400 0,7696 0,7106 0,7068 0,729
600 1,0517 1,0524 1,052 1,052
800 1,3668 1,3694 1,3666 1,3676
1000 1,6693 1,6695 1,6706 1,6698

43
Figura 8. Curva de calibración, se registra la absorbancia de cinco soluciones patrón de
glucosa de concentraciones de 200, 400, 600, 800 y 1000 ppm
8.5. Fermentación y caracterización del etanol obtenido.
8.5.1. Concentración de los hidrolizados
Los volúmenes obtenidos del proceso de hidrólisis realizado sobre las muestras obtenidas por el
método de Wise et al y el método de A.M Azzam (numeral 8.4) se concentraron por evaporación
durante 24 horas a 95°C hasta un volumen final de 100 ml, luego se mezclaron con el objetivo de
tener la mayor cantidad de azúcar posible obteniendo un volumen final de 200 ml de hidrolizado
con una concentración de azúcar de 32.46 g/L determinada por el método de Miller.
8.5.2. Preparación del inóculo
Se disolvieron por duplicado 1.3 g de Caldo Nutritivo marca OXOID en 100 ml de agua destilada,
cada litro de solución de este caldo posee polvo “Lab-Lemco” en concentración de [1g/L]; extracto
de levadura [2g/L]; peptona [5g/L] y cloruro de sodio [5g/L]. Las soluciones se prepararon en
Erlenmeyer de 100 mL, el pH se ajustó a 4.5 utilizando una solución 0.5 M de HCl de acuerdo a la
metodología propuesta por (Hossain , Golam , & Narayan Sahu, 2014)(Manasa , Narasimhulu , &
Paramjeet ), luego fueron selladas utilizando un tapón gasa-algodón y papel Kraft y se esterilizaron
en autoclave a 121°C durante 15 minutos. Se dejaron enfriar hasta temperatura ambiente y en cada
una se sembró 1 g de levadura cervecera deshidratada (Saccharomyces cerevisiae), los frascos
fueron sellados nuevamente y se llevaron a un horno convencional en donde se incubaron a 37°C
durante 48 h en presencia de agua para proporcionar un ambiente húmedo, el crecimiento de la
población se monitoreó cada 24 horas utilizando un microscopio óptico marca OPTIKA ITALY con
objetivo de aumento 40x.
y = 0,0017x + 0,038R² = 0,9981
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
0 200 400 600 800 1000 1200
Ab
sorb
anci
a
Concentración (ppm)
Curva de calibración

44
8.5.3. Fermentación alcohólica
Se implementó la metodología propuesta por (Hossain , Golam , & Narayan Sahu, 2014)(Manasa ,
Narasimhulu , & Paramjeet ). En dos Erlenmeyer de 250 ml se agregaron por separado 200 ml del
hidrolizado previamente concentrado hasta 32.46 g/L y 200 mL de una solución patrón de glucosa a
la misma concentración, se sellaron utilizando un tapón gasa-algodón y papel Kraft para ser
esterilizados en autoclave a 121°C durante 15 minutos, las soluciones se dejaron enfriar hasta
temperatura ambiente y en cada una se agregó con pipeta autoclavada 10 ml del inóculo, los
Erlenmeyer se sellaron nuevamente para proporcionar condiciones anaerobias y fueron colocados
por separado en agitación magnética a 200 rpm en planchas de calentamiento con temperatura
previamente ajustada a 37°C (figura 9), la duración del proceso fue de 24 horas y el final de la
reacción se determinó por el resultado negativo de la reacción de Benedict para azúcares reductores.
Figura 9. Montaje de fermentación para el hidrolizado de celulosa y la solución patrón.
8.5.4. Centrifugación y destilación de los productos de fermentación
Los residuos de fermentación, tanto para la muestra problema como para la solución patrón, fueron
centrifugados por separado en tubos Falcon de 15 mL limpios y secos utilizando una centrífuga
universal modelo PLC-012E. Los sobrenadantes fueron filtrados al vacío, recuperados en balones
de destilación de 250 mL y sometidos a un proceso de destilación simple a 78°C para aislar el
etanol producido durante la fermentación alcohólica (Figura 10).

45
Figura 10. Montaje de destilación simple para el hidrolizado de celulosa
8.6. Caracterización del bioetanol obtenido
Se realizó una caracterización cualitativa con la prueba de oxidación de alcoholes utilizando
dicromato de potasio y ácido sulfúrico concentrado. Se tomaron dos tubos de ensayo y se agregó a
cada uno 1,5 mL de solución al 10% p/v deK2Cr2O7 y 4 gotas de H2SO4concentrado, posteriormente
se rotularon y se agregaron 0,5mL de la solución destilada proveniente al hidrolizado y 0,5mL de la
solución destilada proveniente de la fermentación patrón en cada tubo, las soluciones resultantes se
agitaron cuidadosamente y se dejaron reaccionar en un baño de maría a ebullición durante unos
minutos. Los alcoholes primarios y secundarios reaccionan rápidamente con ácido crómico para dar
una suspensión verdosa debido a la formación de Cr(III), además de que desprenden un olor dulce
característico.

46
9. ANÁLISIS Y RESULTADOS
9.1. Determinación de los Componentes químicos presentes en la variedad de pasto
Pennisetum Clandestinum.
En las muestras de la variedad de pasto Pennisetum Clandestinum, previamente tratadas (ver
numeral 8.1 de la sección de metodología) se determinaron los componentes estructurales:
contenido de lignina; contenido de holocelulosa; contenido de α-celulosa y los componentes
secundarios: contenido de cenizas; contenido de humedad y contenido de una mezcla de extraíbles
(fenoles, terpenos, resinas, entre otros). Los resultados de los análisis se resumen en la tabla 11.
Tabla 11. Resultados de la caracterización de la variedad de pasto Pennisetum Clandestinum
TIPO DE
CARACTERIZACIÓN
MUESTRAS PORCENTAJE
% A B
Peso
inicial (g)
Peso final
(g)
Peso inicial
(g)
Peso final
(g)
Contenido de cenizas 1.010 0.059 1.006 0.059 5.853
Contenido de humedad 1.540 1.422 1.503 1.386 7.720
Contenido de extraíbles 4.620 3.865 4.620 3.848 16,53
Contenido de lignina 0.466 0.050 0,467 0.050 10.72
Contenido de
holocelulosa
3.231 2.289 3.230 2.175 69.10
Contenido de celulosa α 1.899 0.781 1.911 0.834 29.28
9.1.1. Contenido de humedad
El porcentaje de humedad en Pennisetum Clandestinum se determinó aplicando la siguiente fórmula
sobre los resultados obtenidos de la metodología propuesta en la NORMA CONVENIN 1156-79
previamente descrita:
% 𝐻𝑢𝑚𝑒𝑑𝑎𝑑 = ( H1 − H2) 𝑥 100
H1 − H0
Dónde:
H0= Peso de la capsula vacía en gramos.
H1=Peso de la capsula conteniendo la muestra antes de desecarla.
H2= Peso de la capsula y la muestra después de desecarla en gramos.
Para las muestras A y B se encontró un contenido de humedad de 7.660% y 7.780%
respectivamente, con lo que se determinó un valor promedio de 7.70%. Este porcentaje de humedad
que además del agua, comprende también las sustancias volátiles, fue tenido en cuenta en la masa
cruda de la muestra para el resto de las determinaciones.

47
9.1.2. Contenido de cenizas
Las cenizas, son el residuo que se obtiene por incineración de una muestra de material bajo ensayo
y representan la fracción mineral (K, Na, Ca, Mg, Fe, Cu, Mn, Cl, P y S) presente en el material
original. Este porcentaje en Pennisetum Clandestinum se determinó aplicando la siguiente fórmula
sobre los resultados obtenidos de la metodología propuesta en la NORMA CONVENIN 1155-79
previamente descrita:
% 𝑐𝑒𝑛𝑖𝑧𝑎𝑠 =C2 − C0
C1 − C0𝑥 100%
Dónde:
C0= Peso del crisol vacío en gramos.
C1= Peso del crisol conteniendo la muestra de ensayo en gramos.
C2= Peso del crisol y cenizas en gramos.
Para las muestras A y B se encontró un contenido de cenizas de 5.842% y 5.864% respectivamente
con lo que se determinó un valor promedio de 5.853%.
Se utilizó este valor para determinar el porcentaje de cenizas en base seca, que se refiere al residuo
obtenido tras desecar completamente la muestra, es decir, implica la eliminación de los compuestos
volátiles, por ello se tuvo en cuenta el porcentaje de humedad y se aplicó la siguiente fórmula:
% 𝑐𝑒𝑛𝑖𝑧𝑎𝑠 𝑒𝑛 𝑏𝑎𝑠𝑒 𝑠𝑒𝑐𝑎 = C x 100
100 − H
Dónde:
C= % de cenizas en el material original ensayado
H= % de humedad determinado por la NORMA CONVENIN 1156-79
El porcentaje de cenizas en base seca determinado para Pennisetum Clandestinum fue de 6.343%
9.1.3. Contenido de extraíbles
Se hizo la separación de una mezcla de compuestos no volátiles solubles en una mezcla etanol-
metanol, dentro de los cuales se pueden agrupar clorofila, fenoles, terpenos, resinas, ácidos grasos
de bajo peso molecular y lignina soluble, mediante el proceso de extracción soxhlet. El proceso de
extracción transcurrió durante cuatro horas y media en donde se hicieron aproximadamente 24
extracciones, la apariencia del solvente después del tiempo de extracción era verde cristalino y la
muestra tomó una coloración más parda, luego de seguir completamente el procedimiento del
numeral 8.2.3 al evidenciar que el peso de la muestra al final del proceso fue menor se comprueba
que hubo un importante porcentaje de sustancias extraíbles en el pasto. Se hicieron dos ensayos para
determinar el contenido de extraíbles de una muestra de pasto molida y seca, el porcentaje de
extraíbles se calculó de la siguiente manera:
% 𝐸𝑥𝑡𝑟𝑎í𝑏𝑙𝑒𝑠 =𝑀𝑠𝑆𝐸
𝑀𝑖∗ 100
48
Donde:
MsSE: Masa de la muestra seca sin extraíbles en g
Mi: Masa de la muestra de pasto inicial con humedad en g
Los resultados obtenidos experimentalmente en el proceso para la determinación del contenido de
extraíbles en la muestra de pasto se resumen en la tabla 11, llegándose a la conclusión de que el
contenido de extraíbles en el pasto Pennisetum Clandestinum es de 16,53%
9.1.4. Contenido de Lignina
De acuerdo con el método Tappi 222-OM-02 la adición de ácido sulfúrico al 72% tiene como
finalidad disolver e hidrolizar los hidratos de carbono presentes en el material lignocelulósico,
haciendo quela lignina presente se precipite, la posterior dilución de la mezcla hace que las
condiciones de la reacción sean menos fuertes para evitar la degradación de la lignina hasta
compuestos solubles, el equipo de reflujo se utiliza con la finalidad de que el volumen permanezca
constante y la concentración final del ácido se mantenga al 3%, de esta manera la lignina queda
como residuo insoluble recuperándose por filtración al vacío . Durante el proceso realizado pudo
observarse que al combinar el ácido con la muestra inicial de pasto se formó una mezcla viscosa de
color marrón oscuro (Figura 11a), color que puede atribuirse a la presencia de la lignina en el medio
como suspensión lo que confirma la solubilización de los carbohidratos en el ácido sulfúrico.
Después del calentamiento en reflujo durante cuatro horas la mezcla se dejó reposar observándose
la formación de un precipitado café (Figura 11b). Posteriormente se separó la lignina precipitada
por medio de un equipo de filtración al vacío y se hicieron cinco lavados con agua tibia para
eliminar la acidez del residuo. Finalmente, el filtrado se calentó a 105°C controlando el peso de la
lignina hasta valor constante, En la figura 12. se muestra la apariencia de la lignina obtenida en base
seca y base húmeda.
Los resultados experimentales obtenidos en la determinación del contenido de lignina presente en la
variedad de pasto Pennisetum Clandestinum estudiada se encuentran consignados en la Tabla 11, en
donde se evidencia que el contenido promedio de lignina en las muestras objeto de estudio de la
variedad de pasto es de 10.72%, sin embargo, de acuerdo con los resultados reportados por
(Boschini Figueroa & Pineda Cordero, 2016) consignados en la Tabla 5, el contenido de lignina
para una muestra de pasto de la variedad Pennisetum Clandestinum es de 6,59%. Esta diferencia
puede ser atribuida al hecho de que el contenido de lignina varía dependiendo de la edad, origen de
la planta y el método de extracción o aislamiento utilizado, también es de resaltar que en el estudio
referenciado utilizaron el método de (Van Soest et al, 1991) para cuantificar el contenido de lignina,
cuestión que también pudo haber influido en la diferencia entre el dato reportado y el resultado
obtenido.

49
(a) (b)
Figura 11. (a) Mezcla resultante entre la muestra inicial de pasto de la variedad Pennisetum
Clandestinum y ácido sulfúrico al 72%. (b) Mezcla resultante después de calentar a ebullición
en reflujo durante cuatro horas.
(a) (b)
Figura 12. (a) Lignina con humedad obtenida después de la filtración al vacío. (b) Lignina
después del secado en horno a 105°C hasta peso constante obteniendo un sólido en forma de
polvo de color marrón.
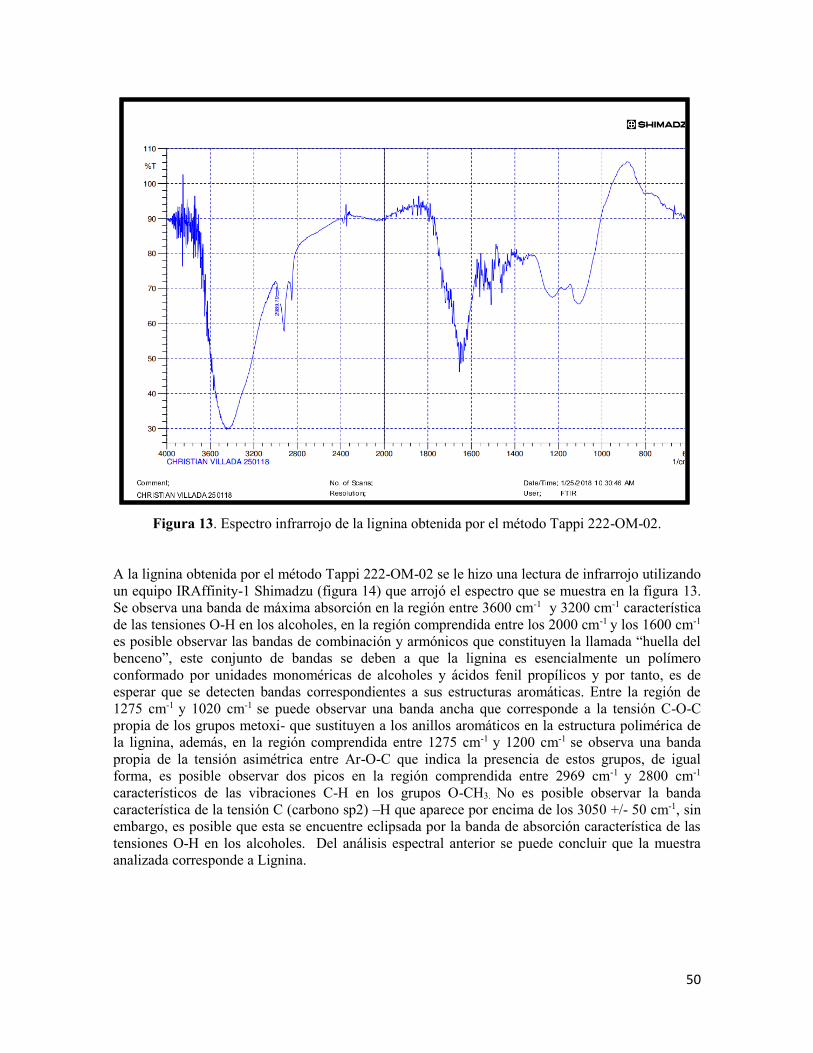
50
Figura 13. Espectro infrarrojo de la lignina obtenida por el método Tappi 222-OM-02.
A la lignina obtenida por el método Tappi 222-OM-02 se le hizo una lectura de infrarrojo utilizando
un equipo IRAffinity-1 Shimadzu (figura 14) que arrojó el espectro que se muestra en la figura 13.
Se observa una banda de máxima absorción en la región entre 3600 cm-1 y 3200 cm-1 característica
de las tensiones O-H en los alcoholes, en la región comprendida entre los 2000 cm-1 y los 1600 cm-1
es posible observar las bandas de combinación y armónicos que constituyen la llamada “huella del
benceno”, este conjunto de bandas se deben a que la lignina es esencialmente un polímero
conformado por unidades monoméricas de alcoholes y ácidos fenil propílicos y por tanto, es de
esperar que se detecten bandas correspondientes a sus estructuras aromáticas. Entre la región de
1275 cm-1 y 1020 cm-1 se puede observar una banda ancha que corresponde a la tensión C-O-C
propia de los grupos metoxi- que sustituyen a los anillos aromáticos en la estructura polimérica de
la lignina, además, en la región comprendida entre 1275 cm-1 y 1200 cm-1 se observa una banda
propia de la tensión asimétrica entre Ar-O-C que indica la presencia de estos grupos, de igual
forma, es posible observar dos picos en la región comprendida entre 2969 cm-1 y 2800 cm-1
característicos de las vibraciones C-H en los grupos O-CH3. No es posible observar la banda
característica de la tensión C (carbono sp2) –H que aparece por encima de los 3050 +/- 50 cm-1, sin
embargo, es posible que esta se encuentre eclipsada por la banda de absorción característica de las
tensiones O-H en los alcoholes. Del análisis espectral anterior se puede concluir que la muestra
analizada corresponde a Lignina.

51
Figura 14.Equipo de análisis infrarojo Shimadzu IRAffinity-1 utilizado para la identificación
de lignina.
9.1.5. Contenido de holocelulosa
Con base en el método propuesto por Wise et al. (1946) [17], se trató una muestra de pasto
Pennisetum Clandestinum sin extraíbles, con clorito sódico y ácido acético glacial a 80°C, para
remover la lignina y así cuantificar los carbohidratos, sin distinguir entre la hemicelulosa y la
celulosa. El ensayo se hizo por duplicado y el porcentaje de holocelulosa se determinó promediando
ambos resultados.
El clorito sódico ha sido ampliamente utilizado en la industria textil y del papel como agente
blanqueador ya que, a partir de él se puede obtener dióxido de cloro (ClO2), un gas de color verde
amarillento con un peso molecular de 67,46 g/mol con un alto grado de solubilidad (hasta 20 g/L) y
un gran poder oxidante que aumenta con la acidez. Esta producción de dióxido de cloro tiene lugar
producto de las propiedades químicas del clorito sódico, que siendo un compuesto de naturaleza
alcalina (sus soluciones acuosas alcanzan un pH 13) pierde estabilidad en presencia de ácido como
el ácido acético glacial, liberando dióxido de cloro:
5NaClO2 + 4CH3COOH 4ClO2 + 4CH3COONa + NaCl + 2H2O
(Reacción de descomposición del clorito sódico en medio ácido)
Es al ClO2 a quien se atribuye el efecto blanqueador y de remoción de ligninas por oxidación de sus
monómeros derivados del fenol hasta quinonas que debilita su estabilidad por puentes de hidrógeno,
produce una despolimerización parcial y facilita su eliminación.
Los resultados obtenidos para la obtención de holocelulosa se calcularon con base en la siguiente
fórmula:
% 𝐻𝑜𝑙𝑜𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎 =𝐻𝑜𝑙𝑜
𝑀𝑠𝑆𝐸∗ 100
Donde:
MsSE: Masa de la muestra seca sin extraíbles en g
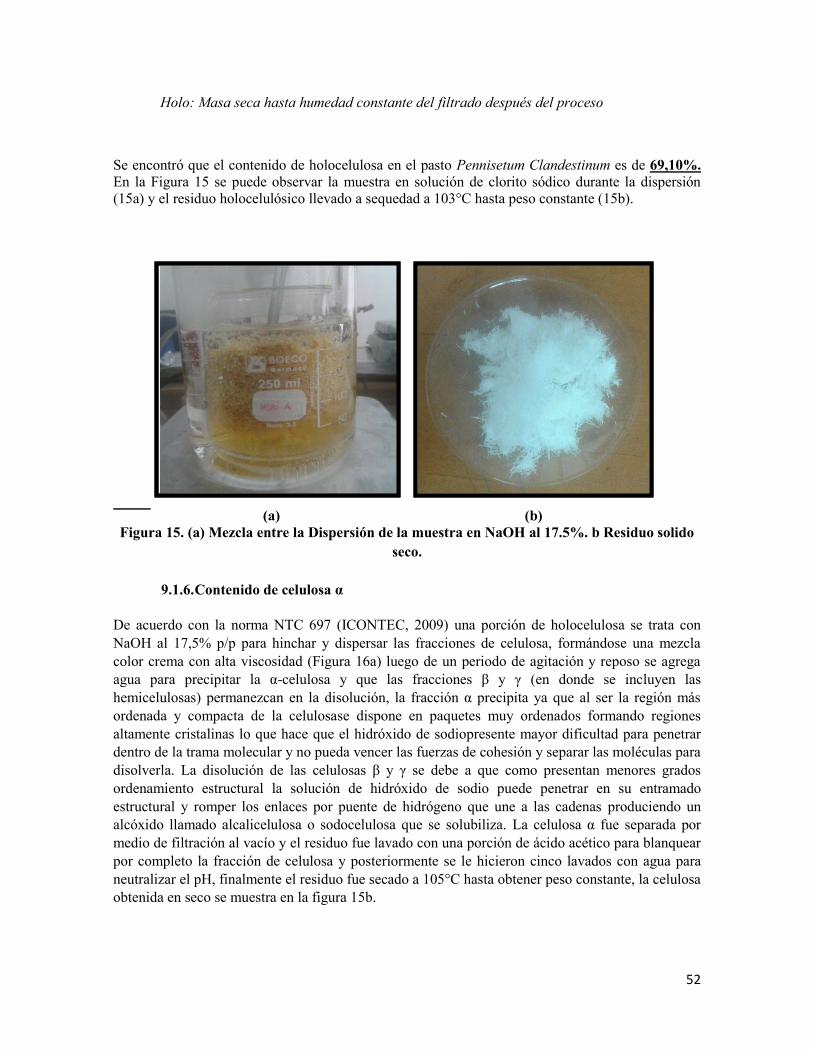
52
Holo: Masa seca hasta humedad constante del filtrado después del proceso
Se encontró que el contenido de holocelulosa en el pasto Pennisetum Clandestinum es de 69,10%.
En la Figura 15 se puede observar la muestra en solución de clorito sódico durante la dispersión
(15a) y el residuo holocelulósico llevado a sequedad a 103°C hasta peso constante (15b).
(a) (b)
Figura 15. (a) Mezcla entre la Dispersión de la muestra en NaOH al 17.5%. b Residuo solido
seco.
9.1.6. Contenido de celulosa α
De acuerdo con la norma NTC 697 (ICONTEC, 2009) una porción de holocelulosa se trata con
NaOH al 17,5% p/p para hinchar y dispersar las fracciones de celulosa, formándose una mezcla
color crema con alta viscosidad (Figura 16a) luego de un periodo de agitación y reposo se agrega
agua para precipitar la α-celulosa y que las fracciones β y γ (en donde se incluyen las
hemicelulosas) permanezcan en la disolución, la fracción α precipita ya que al ser la región más
ordenada y compacta de la celulosase dispone en paquetes muy ordenados formando regiones
altamente cristalinas lo que hace que el hidróxido de sodiopresente mayor dificultad para penetrar
dentro de la trama molecular y no pueda vencer las fuerzas de cohesión y separar las moléculas para
disolverla. La disolución de las celulosas β y γ se debe a que como presentan menores grados
ordenamiento estructural la solución de hidróxido de sodio puede penetrar en su entramado
estructural y romper los enlaces por puente de hidrógeno que une a las cadenas produciendo un
alcóxido llamado alcalicelulosa o sodocelulosa que se solubiliza. La celulosa α fue separada por
medio de filtración al vacío y el residuo fue lavado con una porción de ácido acético para blanquear
por completo la fracción de celulosa y posteriormente se le hicieron cinco lavados con agua para
neutralizar el pH, finalmente el residuo fue secado a 105°C hasta obtener peso constante, la celulosa
obtenida en seco se muestra en la figura 15b.

53
(a) (b)
Figura 16. (a) Mezcla resultante después de la adición de NaOH al 17% p/p a una porción de
holocelulosa después de 30 minutos de agitación, el resultado es una mezcla cremosa de color
amarillo. (b) α-Celulosa seca obtenida después del proceso, un sólido blanco y duro tras el
proceso de secado (muy parecido al papel).
Los resultados experimentales obtenidos en la determinación del contenido de α-Celulosapresente
en la variedad de pasto Pennisetum Clandestinum estudiada se encuentran consignados en la Tabla
11,el contenido de α-celulosa se determinó haciendo uso de la siguiente fórmula:
% 𝐶𝑒𝑙𝑢𝑙𝑜𝑠𝑎 α =𝐶𝑒𝑙
𝐻𝑜𝑙𝑜∗ 100
Donde:
Cel: Masa de la muestra seca obtenida después del proceso sin humedad
Holo: Masa de holocelulosa sin humedad
Tras reemplazar en la fórmula los valores para las muestras Cel A y Cel B se obtuvieron valores de
41,11% y 43,63% respectivamente lo que representa un contenido promedio de celulosa α igual a
42,37% con respecto a la cantidad de holocelulosa de la cual se partió. En cuanto al contenido de
celulosa α en Pennisetum Clandestinum, se debe entender que por cada 100 g de muestra cruda,
69.10 g son de holocelulosa que a su vez posee un 42.37 % de celulosa α, por tanto se tiene que:
42.37 x 69.10g
100 = 29.28 𝑔
Que en 100 g de muestra cruda corresponden al 29.28% de celulosa α presente en la variedad de
pasto objeto de estudio. Este valor, comparado con un 27,35% que es el valor reportado para
celulosa en la variedad Pennisetum Clandestinum por (Boschini Figueroa & Pineda Cordero, 2016)
consignados en la Tabla 5 es muy aproximado, de lo que se concluye que el método utilizado fue
efectivo en la cuantificación de la celulosa.
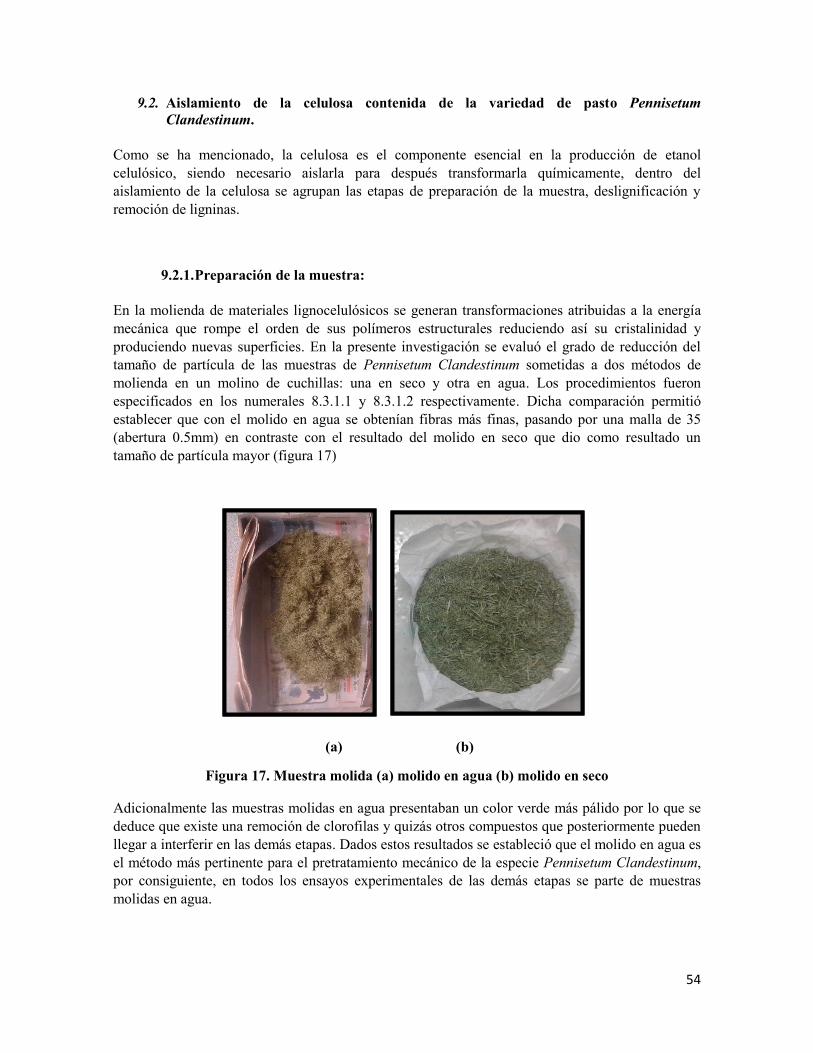
54
9.2. Aislamiento de la celulosa contenida de la variedad de pasto Pennisetum
Clandestinum.
Como se ha mencionado, la celulosa es el componente esencial en la producción de etanol
celulósico, siendo necesario aislarla para después transformarla químicamente, dentro del
aislamiento de la celulosa se agrupan las etapas de preparación de la muestra, deslignificación y
remoción de ligninas.
9.2.1. Preparación de la muestra:
En la molienda de materiales lignocelulósicos se generan transformaciones atribuidas a la energía
mecánica que rompe el orden de sus polímeros estructurales reduciendo así su cristalinidad y
produciendo nuevas superficies. En la presente investigación se evaluó el grado de reducción del
tamaño de partícula de las muestras de Pennisetum Clandestinum sometidas a dos métodos de
molienda en un molino de cuchillas: una en seco y otra en agua. Los procedimientos fueron
especificados en los numerales 8.3.1.1 y 8.3.1.2 respectivamente. Dicha comparación permitió
establecer que con el molido en agua se obtenían fibras más finas, pasando por una malla de 35
(abertura 0.5mm) en contraste con el resultado del molido en seco que dio como resultado un
tamaño de partícula mayor (figura 17)
(a) (b)
Figura 17. Muestra molida (a) molido en agua (b) molido en seco
Adicionalmente las muestras molidas en agua presentaban un color verde más pálido por lo que se
deduce que existe una remoción de clorofilas y quizás otros compuestos que posteriormente pueden
llegar a interferir en las demás etapas. Dados estos resultados se estableció que el molido en agua es
el método más pertinente para el pretratamiento mecánico de la especie Pennisetum Clandestinum,
por consiguiente, en todos los ensayos experimentales de las demás etapas se parte de muestras
molidas en agua.

55
9.2.2. Pretratamiento
El pretratamiento tiene como finalidad remover la lignina y las hemicelulosas presentes para así
obtener la celulosa, dentro de esta etapa se agrupan las etapas de deslignificación y remoción de
hemicelulosas.
9.2.2.1. Deslignificación:
La etapa de deslignificación en el proceso de obtención de etanol celulósico es crucial porque si
bien remueve la lignocelulosa casi en su totalidad, también elimina algunas hemicelulosas y además
deteriora en cierto grado la cristalinidad de la celulosa. En la presente investigación se utilizaron
dos métodos de deslignificación con el fin de determinar el más adecuado; el propuesto por (Wise
Elsberg , 1946)en donde se utiliza clorito de sodio y ácido acético glacial y el propuesto por
(Azzam, 2008)y (Gould, 1983)en donde se utiliza una solución de peróxido de hidrógeno alcalina.
9.2.2.1.1. Deslignificación con clorito de sodio y ácido acético glacial
Como se explicó en el numeral 9.1.5, el clorito de sodio en presencia de ácido acético puede
producir dióxido de cloro, que es a quien se atribuye el efecto blanqueador y de remoción de
ligninas por tener un efecto directo sobre sus cadenas poliméricas tras la oxidación de sus grupos
fenólicos hasta quinonas. Los resultados obtenidos indican que el porcentaje promedio de material
solubilizado y de holocelulosa obtenida bajo las condiciones de trabajo fue de 19.12% y 80.88%
respectivamente. Como se observa en la tabla 11, el contenido promedio de lignina en la variedad
de pasto Pennisetum Clandestinum encontrado en este estudio es de 10.72%, este valor es menor al
porcentaje de material solubilizado bajo las condiciones de trabajo, lo que indica que además de
lignina, hubo pérdida de masa de una fuente distinta. Frente a esto, debe tenerse en cuenta que a
diferencia de la muestra utilizada en la determinación de holocelulosa (numeral 9.1.5), la muestra
utilizada en este caso no había pasado por un proceso de remoción de extraíbles, por lo que el
porcentaje adicional de material solubilizado podría corresponder, por lo menos en parte, a los
mismos. Por otro lado, las condiciones alcalinas proporcionadas por la presencia de NaClO2 en
solución podrían haber facilitado la degradación de parte de la hemicelulosa presente, la cual haría
parte del material solubilizado en el proceso. La masa total de holocelulosa obtenida en los cuatro
ensayos fue de 26.02 g que fueron tratados de acuerdo a la metodología propuesta en la norma NTC
697 para la remoción de hemicelulosa y obtención de celulosa α.
9.2.2.1.2. Deslignificación con peróxido de hidrógeno alcalino
Las soluciones alcalinas de peróxido de hidrógeno reaccionan fácilmente con compuestos de lignina
para formar productos de oxidación solubles en agua de bajo peso molecular. Las especies que
oxidan la lignina en estas reacciones no son H2O2, sino más bien el radical hidroxilo (HO·)
altamente reactivo que se forma durante la degradación de H2O2en una reacción con el anión
hidroperoxi (HOO-):
H2O2 + HOO- → HO· + 𝑶𝟐− · + H2O
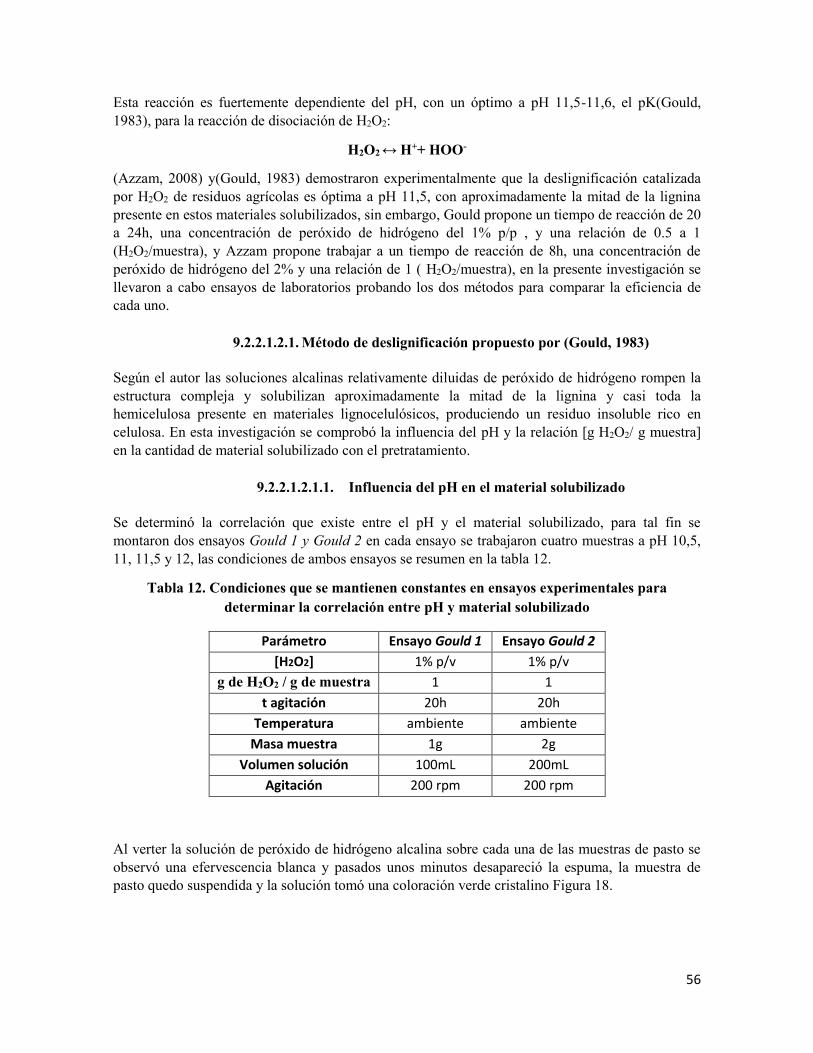
56
Esta reacción es fuertemente dependiente del pH, con un óptimo a pH 11,5-11,6, el pK(Gould,
1983), para la reacción de disociación de H2O2:
H2O2 ↔ H++ HOO-
(Azzam, 2008) y(Gould, 1983) demostraron experimentalmente que la deslignificación catalizada
por H2O2 de residuos agrícolas es óptima a pH 11,5, con aproximadamente la mitad de la lignina
presente en estos materiales solubilizados, sin embargo, Gould propone un tiempo de reacción de 20
a 24h, una concentración de peróxido de hidrógeno del 1% p/p , y una relación de 0.5 a 1
(H2O2/muestra), y Azzam propone trabajar a un tiempo de reacción de 8h, una concentración de
peróxido de hidrógeno del 2% y una relación de 1 ( H2O2/muestra), en la presente investigación se
llevaron a cabo ensayos de laboratorios probando los dos métodos para comparar la eficiencia de
cada uno.
9.2.2.1.2.1. Método de deslignificación propuesto por (Gould, 1983)
Según el autor las soluciones alcalinas relativamente diluidas de peróxido de hidrógeno rompen la
estructura compleja y solubilizan aproximadamente la mitad de la lignina y casi toda la
hemicelulosa presente en materiales lignocelulósicos, produciendo un residuo insoluble rico en
celulosa. En esta investigación se comprobó la influencia del pH y la relación [g H2O2/ g muestra]
en la cantidad de material solubilizado con el pretratamiento.
9.2.2.1.2.1.1. Influencia del pH en el material solubilizado
Se determinó la correlación que existe entre el pH y el material solubilizado, para tal fin se
montaron dos ensayos Gould 1 y Gould 2 en cada ensayo se trabajaron cuatro muestras a pH 10,5,
11, 11,5 y 12, las condiciones de ambos ensayos se resumen en la tabla 12.
Tabla 12. Condiciones que se mantienen constantes en ensayos experimentales para
determinar la correlación entre pH y material solubilizado
Al verter la solución de peróxido de hidrógeno alcalina sobre cada una de las muestras de pasto se
observó una efervescencia blanca y pasados unos minutos desapareció la espuma, la muestra de
pasto quedo suspendida y la solución tomó una coloración verde cristalino Figura 18.
Parámetro Ensayo Gould 1 Ensayo Gould 2
[H2O2] 1% p/v 1% p/v
g de H2O2 / g de muestra 1 1
t agitación 20h 20h
Temperatura ambiente ambiente
Masa muestra 1g 2g
Volumen solución 100mL 200mL
Agitación 200 rpm 200 rpm

57
(a) (b)
Figura 18. Muestras de pasto mezcladas con solución de peróxido alcalino (a)Coloración y
suspensión que presenta la mezcla (b) Efervescencia formada al mezclar la solución de
peróxido alcalino y la muestra de pasto
Transcurridas las 20 h de agitación a temperatura ambiente, se filtraron todas las muestras
utilizando un equipo de filtración al vacío, y se realizaron numerosos lavados con agua destilada
hasta que el filtrado alcanzó un pH neutro, finalmente se dejaron en un horno a 105°C hasta que se
alcanzó humedad constante, las masas iniciales y finales sin humedad de cada muestra se resumen
en las tablas 13 y 14.
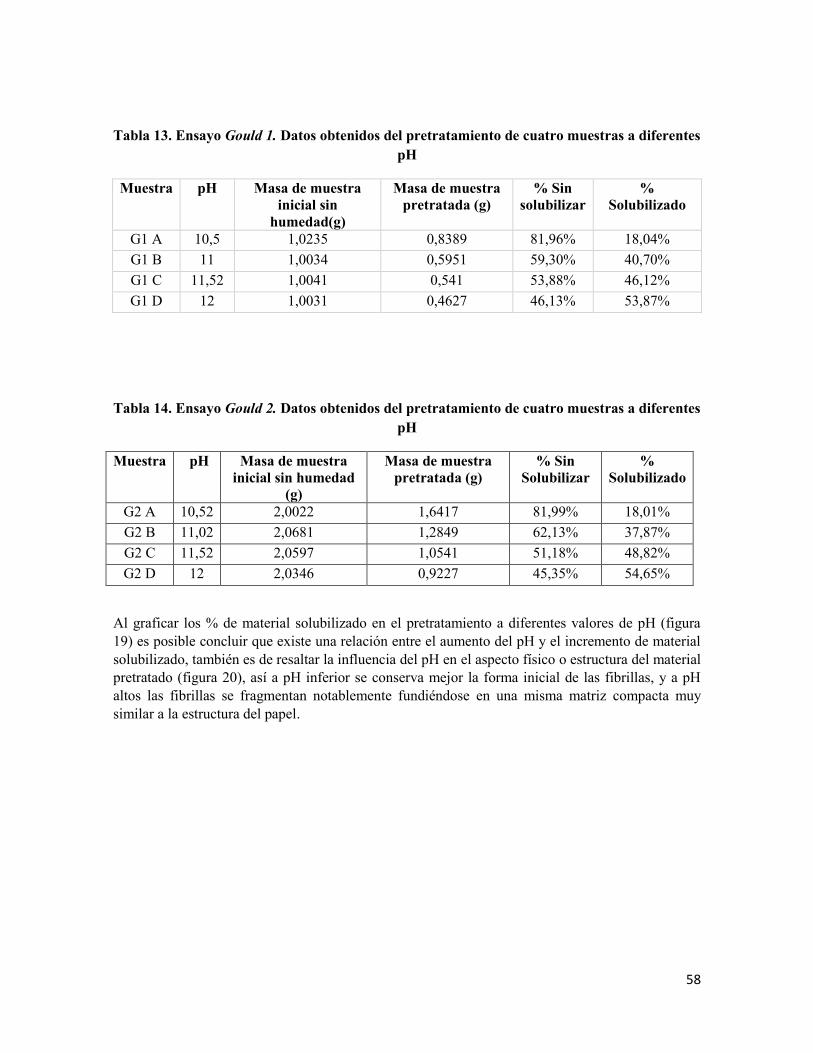
58
Tabla 13. Ensayo Gould 1. Datos obtenidos del pretratamiento de cuatro muestras a diferentes
pH
Muestra pH Masa de muestra
inicial sin
humedad(g)
Masa de muestra
pretratada (g)
% Sin
solubilizar
%
Solubilizado
G1 A 10,5 1,0235 0,8389 81,96% 18,04%
G1 B 11 1,0034 0,5951 59,30% 40,70%
G1 C 11,52 1,0041 0,541 53,88% 46,12%
G1 D 12 1,0031 0,4627 46,13% 53,87%
Tabla 14. Ensayo Gould 2. Datos obtenidos del pretratamiento de cuatro muestras a diferentes
pH
Muestra pH Masa de muestra
inicial sin humedad
(g)
Masa de muestra
pretratada (g)
% Sin
Solubilizar
%
Solubilizado
G2 A 10,52 2,0022 1,6417 81,99% 18,01%
G2 B 11,02 2,0681 1,2849 62,13% 37,87%
G2 C 11,52 2,0597 1,0541 51,18% 48,82%
G2 D 12 2,0346 0,9227 45,35% 54,65%
Al graficar los % de material solubilizado en el pretratamiento a diferentes valores de pH (figura
19) es posible concluir que existe una relación entre el aumento del pH y el incremento de material
solubilizado, también es de resaltar la influencia del pH en el aspecto físico o estructura del material
pretratado (figura 20), así a pH inferior se conserva mejor la forma inicial de las fibrillas, y a pH
altos las fibrillas se fragmentan notablemente fundiéndose en una misma matriz compacta muy
similar a la estructura del papel.

59
Figura 19. Gráfica de material solubilizado vs pH en los ensayos Gould 1 y Gould 2
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
10,4 10,6 10,8 11 11,2 11,4 11,6 11,8 12 12,2
% M
ater
ial s
olu
bili
zad
o
pH
Correlacion del Material solubilizado
con el pH
Gould 1 Gould 2
(a) pH 10,5
(b) pH 11
(c) pH 11,5
(d) pH 12
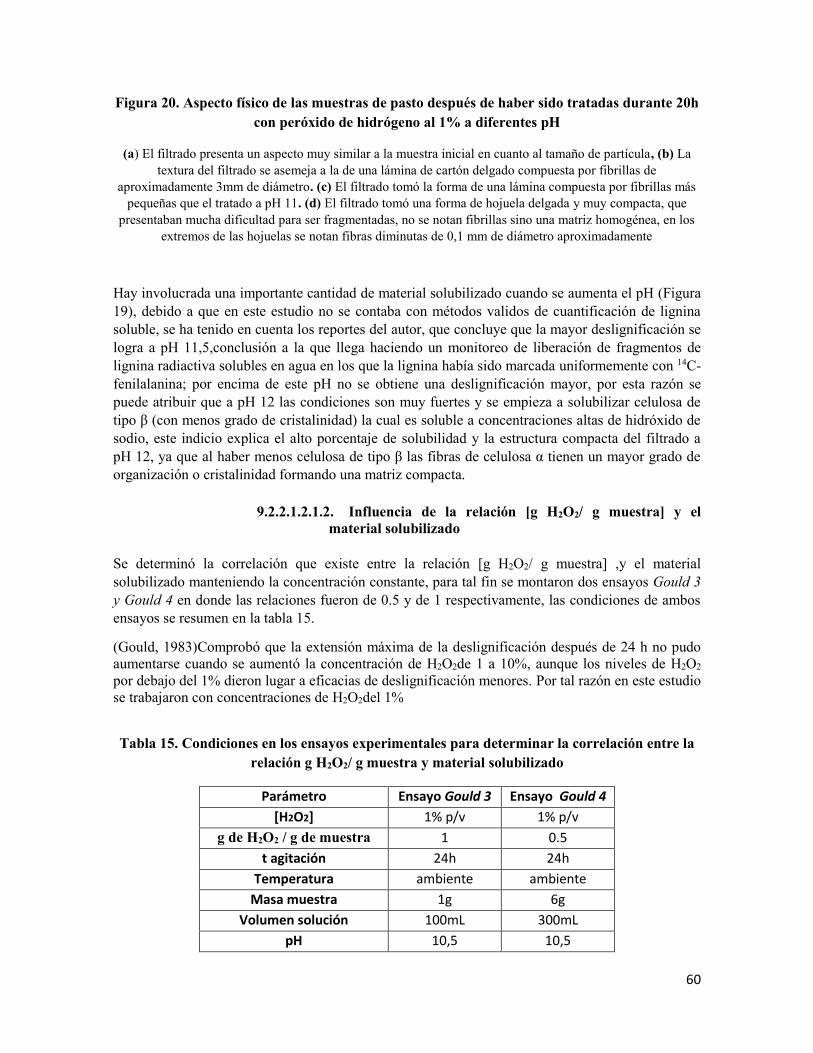
60
Figura 20. Aspecto físico de las muestras de pasto después de haber sido tratadas durante 20h
con peróxido de hidrógeno al 1% a diferentes pH
(a) El filtrado presenta un aspecto muy similar a la muestra inicial en cuanto al tamaño de partícula, (b) La
textura del filtrado se asemeja a la de una lámina de cartón delgado compuesta por fibrillas de
aproximadamente 3mm de diámetro. (c) El filtrado tomó la forma de una lámina compuesta por fibrillas más
pequeñas que el tratado a pH 11. (d) El filtrado tomó una forma de hojuela delgada y muy compacta, que
presentaban mucha dificultad para ser fragmentadas, no se notan fibrillas sino una matriz homogénea, en los
extremos de las hojuelas se notan fibras diminutas de 0,1 mm de diámetro aproximadamente
Hay involucrada una importante cantidad de material solubilizado cuando se aumenta el pH (Figura
19), debido a que en este estudio no se contaba con métodos validos de cuantificación de lignina
soluble, se ha tenido en cuenta los reportes del autor, que concluye que la mayor deslignificación se
logra a pH 11,5,conclusión a la que llega haciendo un monitoreo de liberación de fragmentos de
lignina radiactiva solubles en agua en los que la lignina había sido marcada uniformemente con 14C-
fenilalanina; por encima de este pH no se obtiene una deslignificación mayor, por esta razón se
puede atribuir que a pH 12 las condiciones son muy fuertes y se empieza a solubilizar celulosa de
tipo β (con menos grado de cristalinidad) la cual es soluble a concentraciones altas de hidróxido de
sodio, este indicio explica el alto porcentaje de solubilidad y la estructura compacta del filtrado a
pH 12, ya que al haber menos celulosa de tipo β las fibras de celulosa α tienen un mayor grado de
organización o cristalinidad formando una matriz compacta.
9.2.2.1.2.1.2. Influencia de la relación [g H2O2/ g muestra] y el
material solubilizado
Se determinó la correlación que existe entre la relación [g H2O2/ g muestra] ,y el material
solubilizado manteniendo la concentración constante, para tal fin se montaron dos ensayos Gould 3
y Gould 4 en donde las relaciones fueron de 0.5 y de 1 respectivamente, las condiciones de ambos
ensayos se resumen en la tabla 15.
(Gould, 1983)Comprobó que la extensión máxima de la deslignificación después de 24 h no pudo
aumentarse cuando se aumentó la concentración de H2O2de 1 a 10%, aunque los niveles de H2O2
por debajo del 1% dieron lugar a eficacias de deslignificación menores. Por tal razón en este estudio
se trabajaron con concentraciones de H2O2del 1%
Tabla 15. Condiciones en los ensayos experimentales para determinar la correlación entre la
relación g H2O2/ g muestra y material solubilizado
Parámetro Ensayo Gould 3 Ensayo Gould 4
[H2O2] 1% p/v 1% p/v
g de H2O2 / g de muestra 1 0.5
t agitación 24h 24h
Temperatura ambiente ambiente
Masa muestra 1g 6g
Volumen solución 100mL 300mL
pH 10,5 10,5
61
Se repitió el procedimiento según la metodología mencionada anteriormente y los resultados
obtenidos se resumen en la tabla 16.
Tabla 16. Datos obtenidos del pretratamiento de dos muestras tratadas con diferentes
relaciones H2O2/muestra
Ensayo
.
Relació
n
Masa de muestra
inicial sin humedad
(g)
Masa de muestra
pretratada (g)
% Sin
Solubilizar
%
Solubilizad
o
Gould 3 1 1,004 0,7336 73,07% 26,93%
Gould 4 0.5 6.0162 4,927 81,85% 18,15%
Según los datos obtenidos, el ensayo Gould 3, al haber sido tratado con una relación[g H2O2/ g
muestra] de 1 tuvo un 8,78% más de material solubilizado con respecto al ensayo Gould 4 en el que
se trabajó con una relación de la mitad. Es de resaltar que, a pesar de que la concentración se
mantuvo constante en ambos casos la diferencia de material solubilizado fue significativa variando
únicamente la relación [g H2O2/ g muestra], lo cual indica que la relación es un factor que incide en
el % de material solubilizado. Debido a que el autor reporta que específicamente la deslignificación
de residuos agrícolas por peróxido alcalino es más eficaz cuando la relación de peróxido a sustrato
lignocelulósico es de al menos 0,25 g de H2O2 / g de muestra y que el tratamiento del sustrato con
relaciones mayores no fue más eficaz en la deslignificación, se puede concluir que el aumento de la
relación no solubiliza mayor contenido de ligninas, y que elaumento en el material solubilizado
corresponde a hemicelulosas, compuesto que es soluble en soluciones altamente alcalinas.
Tomados en conjunto, estos datos indican que el pretratamiento de peróxido alcalino es más
eficiente para concentraciones de sustrato de 1 g / 100 ml con una concentración mínima de H2O2de
al menos 1% y manejando un pH de 11,5.
9.2.2.1.2.2. Comparación de los métodos de deslignificación propuestos por
(Gould, 1983) y (Azzam, 2008)
Ambos autores reportan que aproximadamente la mitad de la lignina es removida utilizando
condiciones óptimas diferentes (tabla 17.)
Tabla 17. Condiciones óptimas para una máxima remoción de ligninas reportadas por
(Azzam, 2008) y (Gould, 1983).
Parámetro Gould Azzam
[H2O2] 1% p/v 2% p/v
g de H2O2 / g de muestra 1 1
t agitación 20h 8h
Temperatura ambiente ambiente
pH 11,5 11,5

62
Para comprobar que a diferentes condiciones se obtienen los mismos porcentajes de material
solubilizado, se realizaron dos ensayos (Azzam A y Gould A), en cada ensayo las muestras fueron
tratadas recreando las condiciones indicadas en la tabla 17. Se realizó el procedimiento según la
metodología mencionada y los resultados obtenidos de la experimentación se registran en la tabla
18.
Tabla 18. Datos obtenidos del pretratamiento de muestras crudas con las metodologías
propuestos por (Azzam, 2008) y (Gould, 1983) a temperatura ambiente.
Al comparar los porcentajes de solubilización de los ensayos se evidencia que la cantidad de
material solubilizado es muy similar en ambos casos, es decir, que con solo aumentar la
concentración de peróxido de hidrógeno de 1 a 2% el tiempo de reacción puede reducirse en 16h
obteniendo los mismos resultados.
Para comprobar que la variación en la concentración de peróxido de hidrógeno es el factor que
influye en los resultados del proceso, se realizaron otros dos ensayos; Gould B y Azzam B, en los
que se varió el pH a 11, las demás condiciones permanecieron constantes, los resultados de la
experimentación se resumen en la tabla 17. Nuevamente se evidencia que los porcentajes de
material solubilizado son muy cercanos en ambos casos, con lo cual se comprueba que el aumento
de la concentración puede reducir drásticamente el tiempo de reacción y por otro lado que si bien el
pH influye en la cantidad de material solubilizado tiene los mismos efectos tanto en la metodología
de Gould como en la de Azzam (figura 21) de igual forma, en la figura 22 se puede observar la
similitud en los resultados obtenidos por el método de Azzam a pH 11 y 11.5 con respecto a los
obtenidos por el método propuesto por Gould et al (Figura 20 b y 20c).
PARAMETROS Gould
A
Azzam
A
Gould
B
Azzam
B
[H2O2] 1% 2% 1% 2%
[H2O2 g/ Muestra g] 1 1 1 1
Tiempo de tratamiento en horas 20 h 20 h 20 h 20 h
pH 11.5 11.5 11 11
Masa muestra inicial (g) 7.390 9.233 7.391 9.228
Masa final (g) 4.381 5.593 5.272 6.450
% Solubilizado 40.72 39.42 28.67 30.10
% No solubilizado 59.28 60.58 71.33 69.90
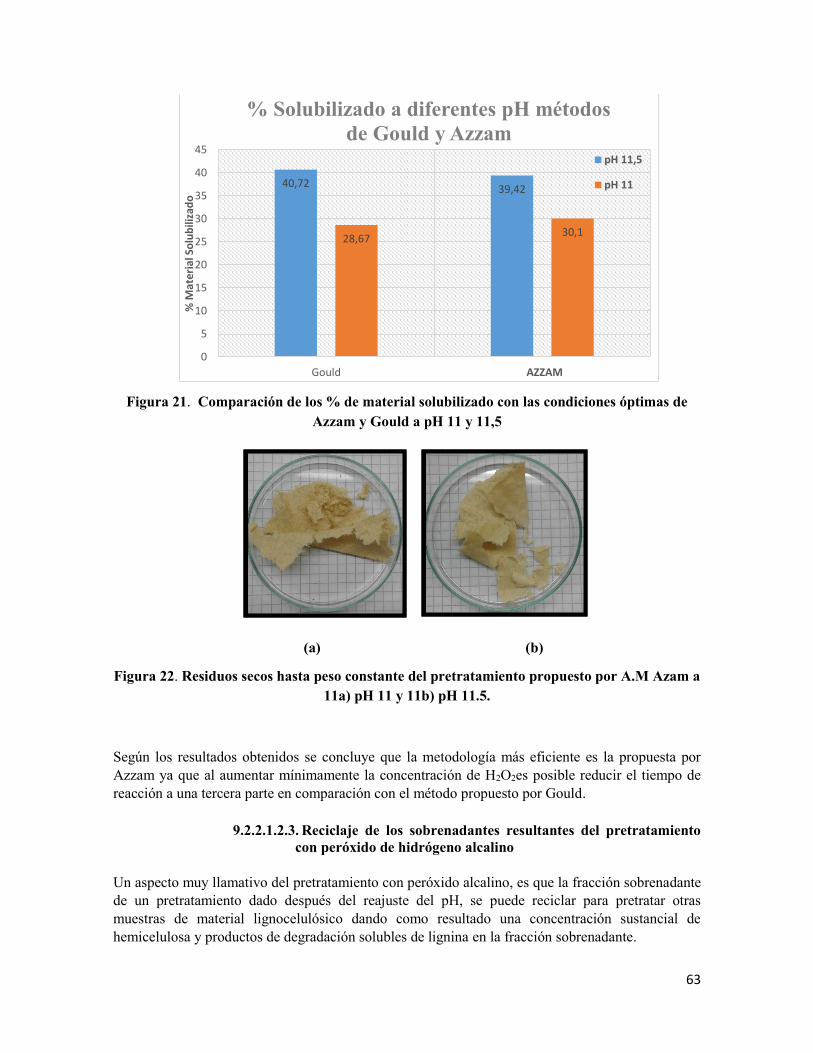
63
Figura 21. Comparación de los % de material solubilizado con las condiciones óptimas de
Azzam y Gould a pH 11 y 11,5
(a) (b)
Figura 22. Residuos secos hasta peso constante del pretratamiento propuesto por A.M Azam a
11a) pH 11 y 11b) pH 11.5.
Según los resultados obtenidos se concluye que la metodología más eficiente es la propuesta por
Azzam ya que al aumentar mínimamente la concentración de H2O2es posible reducir el tiempo de
reacción a una tercera parte en comparación con el método propuesto por Gould.
9.2.2.1.2.3. Reciclaje de los sobrenadantes resultantes del pretratamiento
con peróxido de hidrógeno alcalino
Un aspecto muy llamativo del pretratamiento con peróxido alcalino, es que la fracción sobrenadante
de un pretratamiento dado después del reajuste del pH, se puede reciclar para pretratar otras
muestras de material lignocelulósico dando como resultado una concentración sustancial de
hemicelulosa y productos de degradación solubles de lignina en la fracción sobrenadante.
40,7239,42
28,6730,1
0
5
10
15
20
25
30
35
40
45
Gould
% M
ate
rial
So
lub
iliza
do
AZZAM
% Solubilizado a diferentes pH métodos
de Gould y AzzampH 11,5
pH 11
64
4,640 g de muestra cruda libre de humedad se trató con 250mL de sobrenadante reciclado del
ensayo Azzam A que tenía un pH de 11,6, pasadas ocho horas el filtrado se secó hasta humedad
constante registrándose una masa final de 2,685g, obteniéndose así un porcentaje de material
solubilizado del 42,13%.
Según el autor, la caracterización de los productos de degradación de lignina formados durante la
reacción de peróxido alcalino revela una alta proporción de ácidos carboxílicos de bajo peso
molecular, que tienen potencial como materias primas químicas. La formación de tales productos,
en lugar de los ácidos fenólicos característicos de otro pretratamiento degradante de la
lignina(Bailey & C. W. Dence, 1975), puede explicar en parte la falta de toxicidad exhibida por la
fracción de lignina soluble del tratamiento con peróxido alcalino. El potencial para la utilización
completa de los sub-productos químicos de materias primas es un factor positivamente sustancial en
la economía global del proceso de peróxido alcalino.
9.2.2.2. Remoción de hemicelulosas:
En este estudio, la remoción de hemicelulosas se hizo por un tratamiento químico basado
principalmente en la implementación de NaOH al 17.5% de acuerdo con la Norma NTC 697 como
se describe en el numeral 8.3.2.2. Los resultados obtenidos para cada muestra fueron promediados y
se ilustran en la figura 23. Como se observa, el mayor porcentaje de material solubilizado se
obtuvo cuando se trató la Muestra Wise (27.5%), esto se debe a que el dióxido de cloro producido
en la reacción de deslignificación propuesta por estos autores ataca de forma exclusiva a los grupos
fenólicos presentes en la estructura polimérica de la lignina dejando como residuo la llamada
holocelulosa blanqueada, que como se ha dicho, es un entramado polimérico entre hemicelulosa y
celulosa, esto quiere decir que la mayor parte de la hemicelulosa presente en la materia cruda
permanece después del blanqueamiento con NaClO2para luego ser removido en este procedimiento.
Por otro lado, el residuo obtenido de la remoción de hemicelulosas de la muestra pretratada con el
método de Azzam a pH 11.5 (figura 22b), arrojó un 6.46% de material solubilizado, es decir que se
solubilizó por lo menos un 23.49% menos de material con respecto a la muestra pretratada por el
método de Wise, esto concuerda con el hecho de que durante el procedimiento de deslignificación
fue este pretratamiento quien produjo un mayor porcentaje de material solubilizado con respecto al
método propuesto por Wise et al (figura 16), como ya se ha mencionado con antelación, esto se
debe a que en el pretratamiento con peróxido de hidrógeno alcalino no solo hay un elevado índice
de remoción de lignina sino también de hemicelulosas (casi todas según A.M Azzam), lo que
explica el bajo porcentaje de material solubilizado en esta fase del proceso. En contraste con esto, al
observar los valores de material no solubilizado se puede decir que para la muestra Wise, el 72.5%
de material no solubilizado que se reporta está constituido en su gran mayoría por celulosa α ya que
bajo las condiciones de remoción de hemicelulosa las celulosas β y celulosas γ (en su gran mayoría
hemicelulosa) hacen parte del material solubilizado. En el caso de la muestra Azzam aún es posible
observar una coloración verdosa, seguramente debida a la presencia de clorofila, además, según lo
reportado por los autores Gould et al y A.M Azzam el pretratamiento a base de peróxido de
hidrógeno alcalino remueve cerca del 50% de la lignina total, esto permite concluir que el 93.5% de
material no solubilizado en la muestra pretratada por el método de Azzam presenta un porcentaje de
lignina no determinado asociado a celulosa α.
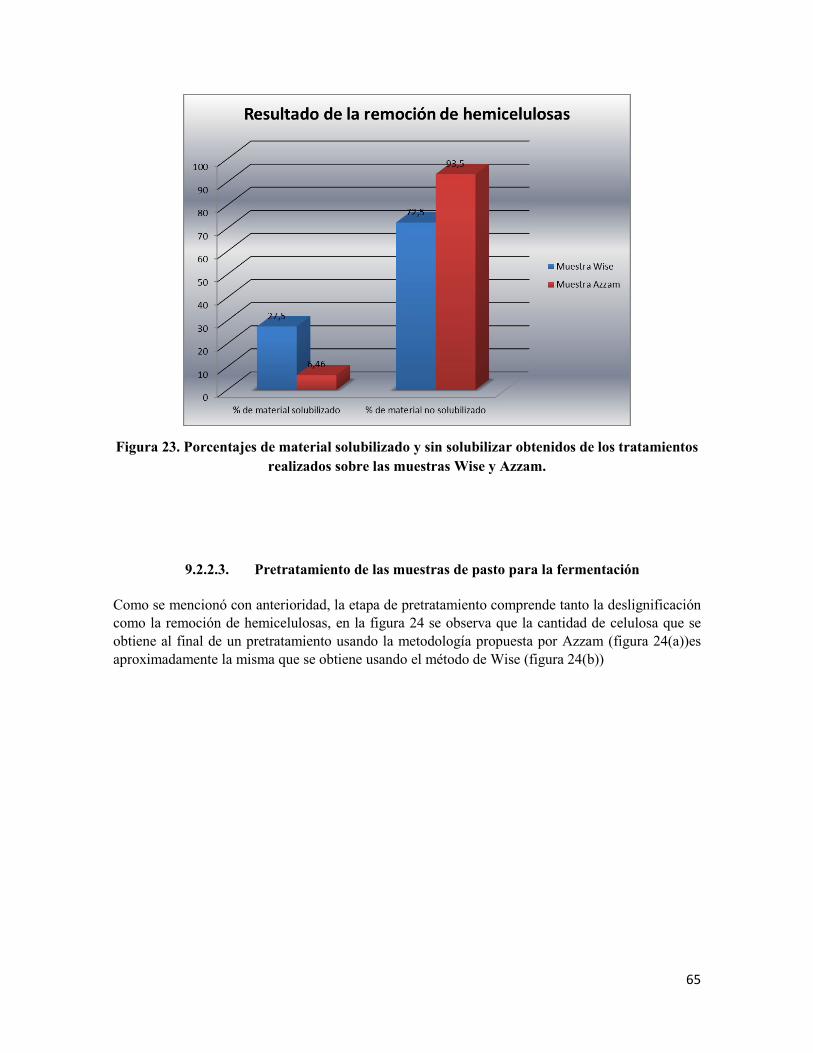
65
Figura 23. Porcentajes de material solubilizado y sin solubilizar obtenidos de los tratamientos
realizados sobre las muestras Wise y Azzam.
9.2.2.3. Pretratamiento de las muestras de pasto para la fermentación
Como se mencionó con anterioridad, la etapa de pretratamiento comprende tanto la deslignificación
como la remoción de hemicelulosas, en la figura 24 se observa que la cantidad de celulosa que se
obtiene al final de un pretratamiento usando la metodología propuesta por Azzam (figura 24(a))es
aproximadamente la misma que se obtiene usando el método de Wise (figura 24(b))
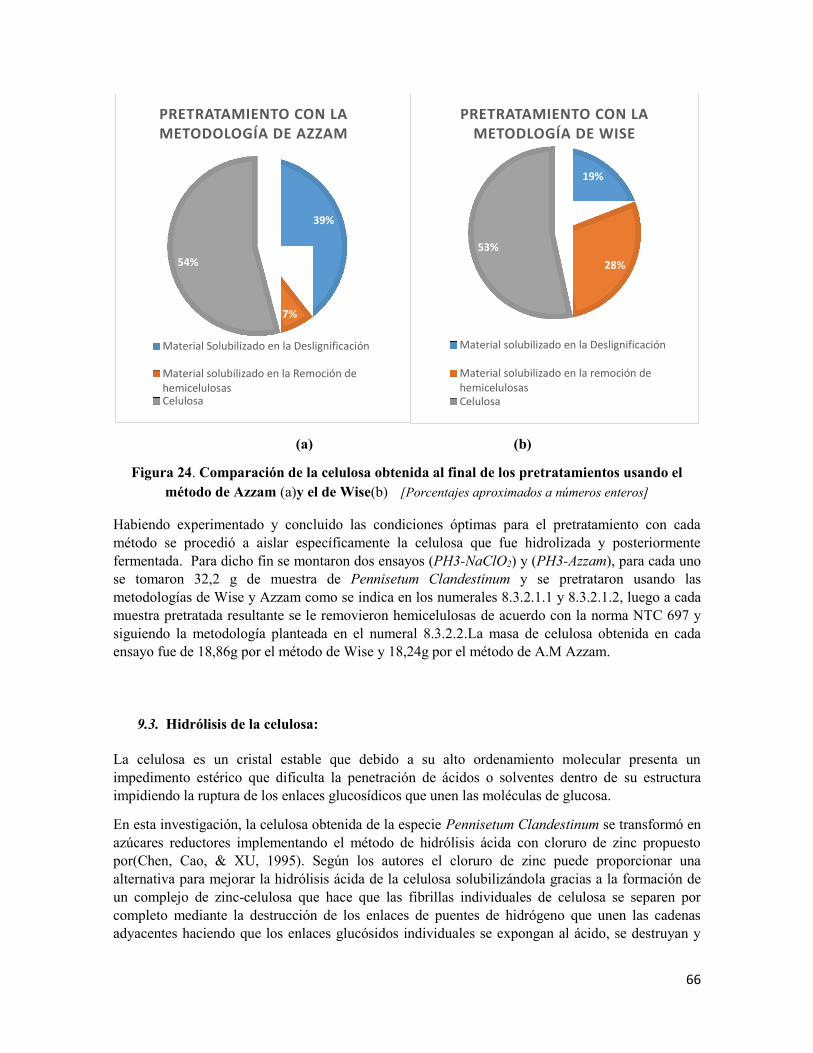
66
(a) (b)
Figura 24. Comparación de la celulosa obtenida al final de los pretratamientos usando el
método de Azzam (a)y el de Wise(b) [Porcentajes aproximados a números enteros]
Habiendo experimentado y concluido las condiciones óptimas para el pretratamiento con cada
método se procedió a aislar específicamente la celulosa que fue hidrolizada y posteriormente
fermentada. Para dicho fin se montaron dos ensayos (PH3-NaClO2) y (PH3-Azzam), para cada uno
se tomaron 32,2 g de muestra de Pennisetum Clandestinum y se pretrataron usando las
metodologías de Wise y Azzam como se indica en los numerales 8.3.2.1.1 y 8.3.2.1.2, luego a cada
muestra pretratada resultante se le removieron hemicelulosas de acuerdo con la norma NTC 697 y
siguiendo la metodología planteada en el numeral 8.3.2.2.La masa de celulosa obtenida en cada
ensayo fue de 18,86g por el método de Wise y 18,24g por el método de A.M Azzam.
9.3. Hidrólisis de la celulosa:
La celulosa es un cristal estable que debido a su alto ordenamiento molecular presenta un
impedimento estérico que dificulta la penetración de ácidos o solventes dentro de su estructura
impidiendo la ruptura de los enlaces glucosídicos que unen las moléculas de glucosa.
En esta investigación, la celulosa obtenida de la especie Pennisetum Clandestinum se transformó en
azúcares reductores implementando el método de hidrólisis ácida con cloruro de zinc propuesto
por(Chen, Cao, & XU, 1995). Según los autores el cloruro de zinc puede proporcionar una
alternativa para mejorar la hidrólisis ácida de la celulosa solubilizándola gracias a la formación de
un complejo de zinc-celulosa que hace que las fibrillas individuales de celulosa se separen por
completo mediante la destrucción de los enlaces de puentes de hidrógeno que unen las cadenas
adyacentes haciendo que los enlaces glucósidos individuales se expongan al ácido, se destruyan y
39%
7%
54%
0%
PRETRATAMIENTO CON LA METODOLOGÍA DE AZZAM
Material Solubilizado en la Deslignificación
Material solubilizado en la Remoción dehemicelulosasCelulosa
19%
28%
53%
0%
PRETRATAMIENTO CON LA METODLOGÍA DE WISE
Material solubilizado en la Deslignificación
Material solubilizado en la remoción dehemicelulosasCelulosa

67
como resultado se obtengan moléculas de glucosa individuales. La hidrólisis ácida a baja
temperatura de celulosa en solución de cloruro de zinc se lleva a cabo en dos etapas, una etapa de
licuefacción y una etapa de sacarificación. Los resultados obtenidos por estos autores pueden
observarse en la Figura 25.
Figura 25. se hidrolizó en una proporción diferente de cloruro de cinc a celulosa en presencia
de HCl 0,5 M. (Chen, Cao, & XU, 1995)
La gráfica muestra que el mayor rendimiento de azúcar soluble, así como la mayor relación de
glucosa con respecto a celobiosa se obtuvo a una relación [ZnCl2/muestra] igual a 18. Dado estos
resultados, para el presente estudio se implementó esta relación en masa para todos los ensayos de
hidrólisis.
Por otro lado, el autor determinó el efecto de la concentración de ácido en el rendimiento de glucosa
(Figura 26), ya que los iones hidrogeniones son los responsables de la ruptura de los enlaces
glucosídicos entre las moléculas de glucosa, mientras que el cloruro de zinc es quien solubiliza la
celulosa y la hace vulnerable al ataque ácido.
La Figura 26 muestra que por encima de las concentraciones de 0,5 M de ácido el rendimiento de
glucosa tiende a disminuir, adicionalmente se puede observar que a una temperatura de 70°C la
hidrólisis es más eficiente. Dados estos resultados para el presente estudio se trabajó con una
concentración de ácido clorhídrico de 0,5M y un intervalo de temperatura de reacción de 70 – 80°C.
Debido a que la muestra de pasto Pennisetum Clandestinum molido presenta una voluminosidad
considerable, no fue posible mantener la relación [g ZnCl2/ g muestra] en 18 y al mismo tiempo la
concentración de ZnCl2 en 67% como lo sugiere el autor en este artículo, ya que al cumplir con
estos dos parámetros a cabalidad el volumen de la solución era insuficiente y se formaba una
mezcla bastante viscosa que presentaba resistencia al ser agitada. El mismo autor en su patente
(Patente nº 4,452,640, 1984) establece que la concentración de ZnCl2 puede disminuirse a un
intervalo mínimo aproximado de 30 a 50% p/p, por esta razón en la presente investigación se eligió
un intervalo de concentraciones de 42 al 45% p/p ya que resultó ser la concentración más alta que
Relación ZnCl2 a Celulosa (g /g)
%
de
azú
car
es
sol
ubl
es
Glu
cos
a /
Cel
obi
osa
g/g

68
tuviera un volumen adecuado para formar una mezcla que lograra licuar por completo la celulosa
obtenida del Pennisetum Clandestinum pretratado.
Figura 26.Efecto de la concentración de ácido en el rendimiento de glucosa. La concentración
de solución de cloruro de cinc fue del 67% (p / p); La relación de ZnCl2 a celulosa fue 18,0 (p /
p); El tiempo de hidrólisis fue de 2 h.(Chen, Cao, & XU, 1995)
9.3.1. Resultados pruebas piloto.
Se realizaron pruebas piloto de carácter cualitativo tratando por separado 3.5g de muestra pretratada
con peróxido alcalino y 3.5g de papel con 86.3ml de solución de ZnCl2 al 42% en peso, la relación
[g ZnCl2/ g muestra] fue de 18, la concentración de HCl fue de 0.5M, la temperatura se mantuvo en
el rango de [60-70]°C y el tiempo de reacción fue de 2 horas (condiciones (a)). También como
prueba piloto se pesaron por separado 3 gramos de papel, 3 gramos de holocelulosa blanqueada y 3
gramos de muestra Azzam obtenida a pH 11.5, tanto la relación [g ZnCl2/ g muestra] como la
concentración de HCl se mantuvieron iguales, mientras que el rango de temperatura pasó a ser de
[70-80°C] y el tiempo de reacción de 4 horas (condiciones (b)), las condiciones de trabajo en las
pruebas piloto se resumen en la tabla 19.
Tabla 19. Condiciones trabajadas en las pruebas piloto utilizando papel (servilletas)
PRUEBAS PILOTO
Condiciones (a) Condiciones (b)
[ZnCl2] = 42%
[ZnCl2/muestra]=18
[HCl]= 0.5 M
T = [60-70]
t = 2h
[ZnCl2] = 42%
[ZnCl2/muestra]=18
[HCl]= 0.5 M
T = [70-80]
t = 4h
[HCl] (mol/L)
%
de
azú
car
es
sol
ubl
es
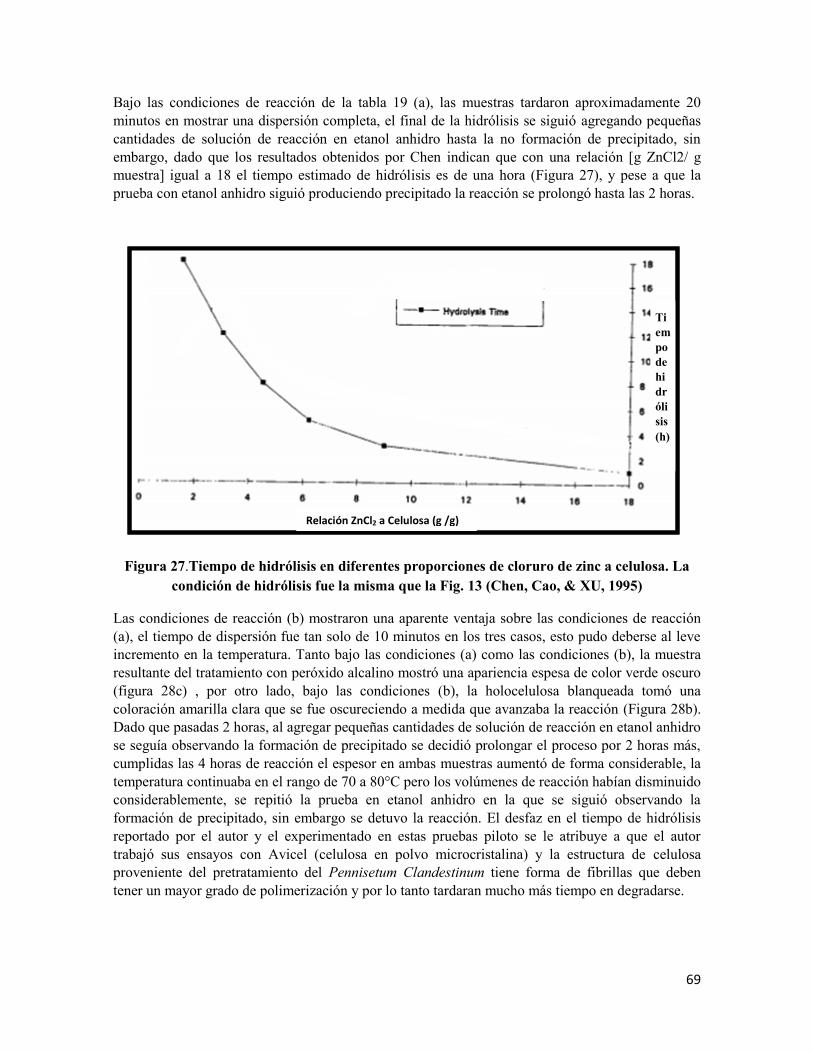
69
Bajo las condiciones de reacción de la tabla 19 (a), las muestras tardaron aproximadamente 20
minutos en mostrar una dispersión completa, el final de la hidrólisis se siguió agregando pequeñas
cantidades de solución de reacción en etanol anhidro hasta la no formación de precipitado, sin
embargo, dado que los resultados obtenidos por Chen indican que con una relación [g ZnCl2/ g
muestra] igual a 18 el tiempo estimado de hidrólisis es de una hora (Figura 27), y pese a que la
prueba con etanol anhidro siguió produciendo precipitado la reacción se prolongó hasta las 2 horas.
Figura 27.Tiempo de hidrólisis en diferentes proporciones de cloruro de zinc a celulosa. La
condición de hidrólisis fue la misma que la Fig. 13 (Chen, Cao, & XU, 1995)
Las condiciones de reacción (b) mostraron una aparente ventaja sobre las condiciones de reacción
(a), el tiempo de dispersión fue tan solo de 10 minutos en los tres casos, esto pudo deberse al leve
incremento en la temperatura. Tanto bajo las condiciones (a) como las condiciones (b), la muestra
resultante del tratamiento con peróxido alcalino mostró una apariencia espesa de color verde oscuro
(figura 28c) , por otro lado, bajo las condiciones (b), la holocelulosa blanqueada tomó una
coloración amarilla clara que se fue oscureciendo a medida que avanzaba la reacción (Figura 28b).
Dado que pasadas 2 horas, al agregar pequeñas cantidades de solución de reacción en etanol anhidro
se seguía observando la formación de precipitado se decidió prolongar el proceso por 2 horas más,
cumplidas las 4 horas de reacción el espesor en ambas muestras aumentó de forma considerable, la
temperatura continuaba en el rango de 70 a 80°C pero los volúmenes de reacción habían disminuido
considerablemente, se repitió la prueba en etanol anhidro en la que se siguió observando la
formación de precipitado, sin embargo se detuvo la reacción. El desfaz en el tiempo de hidrólisis
reportado por el autor y el experimentado en estas pruebas piloto se le atribuye a que el autor
trabajó sus ensayos con Avicel (celulosa en polvo microcristalina) y la estructura de celulosa
proveniente del pretratamiento del Pennisetum Clandestinum tiene forma de fibrillas que deben
tener un mayor grado de polimerización y por lo tanto tardaran mucho más tiempo en degradarse.
Relación ZnCl2 a Celulosa (g /g)
Ti
em
po
de
hi
dr
óli
sis
(h)

70
(a) (b) (c)
Figura 28. Aspecto físico de la dispersión de las muestras utilizadas en la prueba piloto con
condiciones de la Tabla 19 b. (a)Dispersión de una muestra de papel, (b) Dispersión de una
muestra de holocelulosa blanqueada y (c)Dispersión de la Muestra pretratada con el método
de Azzam,
9.3.2. Determinación del rendimiento de la hidrolisis
Se empleó el método de Miller, para cuantificar los azucares reductores producidos en la hidrólisis,
ya que estos reducen el ácido 3,5-dinitrosalicílico en presencia de calor produciendo una coloración
que se hace más intensa a medida que aumenta la concentración de azucares reductores (Figura 29).
Estos cambios de color fueron leídos por espectrofotometría a una longitud de onda de 490nm. Para
determinar la concentración de los azúcares reductores totales liberados en la muestra se
interpolaron los valores de absorbancia con los obtenidos en la curva de calibración(Figura 8)(Ávila
Nuñez, Rivas Pérez , Hernández Monzezak, & Chirinos, 2012).
Figura 29. Coloración producida por la reducción del ácido 3,5-dinitrosalicílico por los
azucares reductores producidos en la hidrólisis.

71
El fundamento de esta técnica se basa en la oxidación de los azucares reductores, sin embargo, en
solución acuosa estos adoptan su forma cíclica, lo que los hace muy estables e impide que
reaccionen. Frente a esto, surge la necesidad de calentar las muestras para abrir el anillo y dejar
expuesto su carbono reductor dando lugar a una reacción de oxidación (Fajardo Castillo &
Sarmiento Forero, 2007)
Es importante la presencia de NaOH en la preparación del reactivo ya que este alcaliniza el medio
permitiendo la oxidación de los azúcares. Para el caso de la glucosa, la presencia de grupos OH- da
lugar a una reacción de oxidación en la que el carbono del grupo aldehído se convierte en un ácido
carboxílico por la pérdida de hidrógenos y la ganancia de oxígeno con lo que se obtiene el ácido
glucónico; por otra parte, la reducción del ácido 3,5-dinitrosalicílico por la glucosa se facilita por la
presencia del tartrato de sodio y potasio añadidos durante la preparación del reactivo. En estas
condiciones, se reduce el grupo nitro de la posición 3 (por ser más reactiva que la posición 5) en el
ácido, con lo que se obtiene el ácido 3-amino-5-nitrosalicílico que produce una coloración amarilla
de una intensidad proporcional a la concentración de glucosa. Esta reacción se ilustra en la Figura
30(Fajardo Castillo & Sarmiento Forero, 2007).
Figura 30. Reacción del ácido 3,5-dinitrosalicílico
9.3.3. Determinación de la influencia del tiempo de reacción de la hidrólisis en el
rendimiento de conversión de celulosa a azúcares reductores.
Para evaluar las condiciones óptimas establecidas en las pruebas piloto, se recrearon las mismas
condiciones registradas en la tabla 19 (b) a 2,101g de muestra de pasto previamente pretratada con
la metodología de Azzam, dicho ensayo se denominó H-Azzam y se realizó de la siguiente manera:
49,3 mL de una solución de ZnCl2 al 42% p/p y al 0,5M de HCl se vertió en un beacker que
contenía la masa indicada de muestra, el pH inicial de la solución de ZnCl2 fue de 3,2 y posterior a
la adición del ácido disminuyó a 0,6. Se dejó de 70 a 80°C durante 4h, se hizo un control del
volumen adicionando periódicamente agua a la misma temperatura manteniéndolo constante
durante el transcurso de la reacción. para monitorear la hidrólisis se tomaron dos alícuotas de 1mL
después de transcurridas dos y cuatro horas de reacción para así cuantificar azúcares reductores por
el método de Miller, los resultados obtenidos se consignan en la tabla 20.
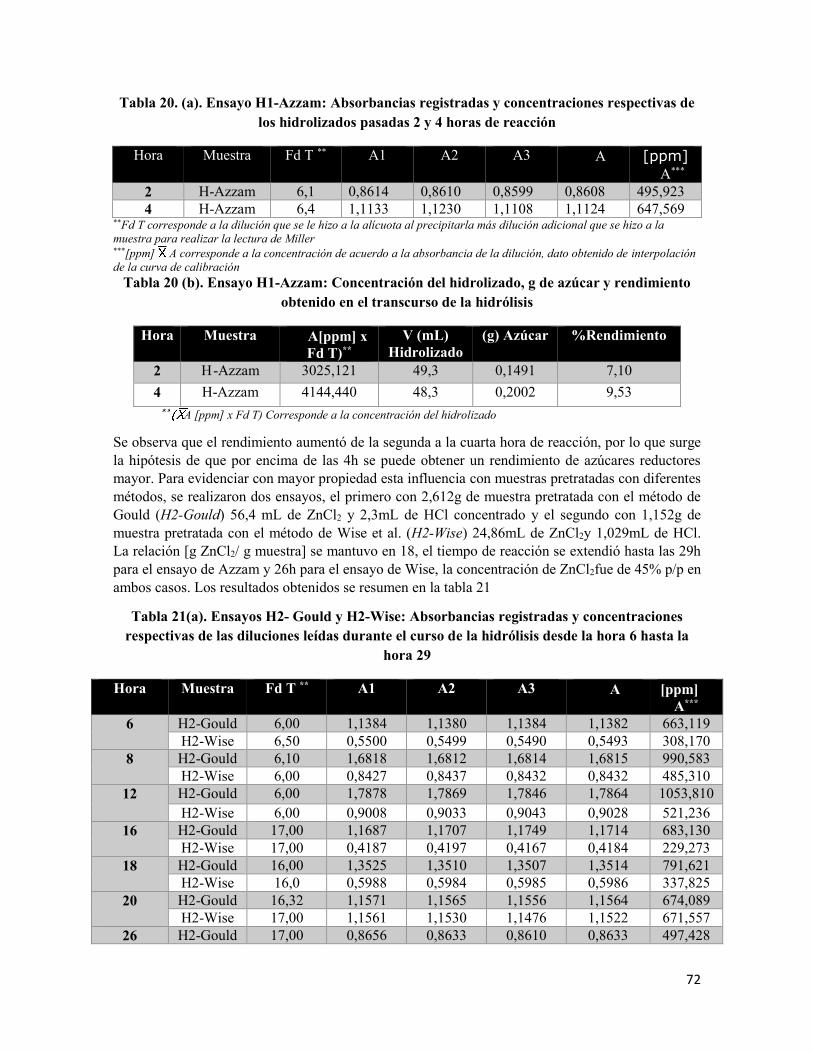
72
Tabla 20. (a). Ensayo H1-Azzam: Absorbancias registradas y concentraciones respectivas de
los hidrolizados pasadas 2 y 4 horas de reacción
Hora Muestra Fd T ** A1 A2 A3 A [ppm] A***
2 H-Azzam 6,1 0,8614 0,8610 0,8599 0,8608 495,923
4 H-Azzam 6,4 1,1133 1,1230 1,1108 1,1124 647,569 **Fd T corresponde a la dilución que se le hizo a la alícuota al precipitarla más dilución adicional que se hizo a la
muestra para realizar la lectura de Miller ***[ppm] A corresponde a la concentración de acuerdo a la absorbancia de la dilución, dato obtenido de interpolación
de la curva de calibración
Tabla 20 (b). Ensayo H1-Azzam: Concentración del hidrolizado, g de azúcar y rendimiento
obtenido en el transcurso de la hidrólisis
Hora Muestra A[ppm] x Fd T)**
V (mL)
Hidrolizado
(g) Azúcar %Rendimiento
2 H -Azzam 3025,121 49,3 0,1491 7,10
4 H-Azzam 4144,440 48,3 0,2002 9,53
** A [ppm] x Fd T) Corresponde a la concentración del hidrolizado
Se observa que el rendimiento aumentó de la segunda a la cuarta hora de reacción, por lo que surge
la hipótesis de que por encima de las 4h se puede obtener un rendimiento de azúcares reductores
mayor. Para evidenciar con mayor propiedad esta influencia con muestras pretratadas con diferentes
métodos, se realizaron dos ensayos, el primero con 2,612g de muestra pretratada con el método de
Gould (H2-Gould) 56,4 mL de ZnCl2 y 2,3mL de HCl concentrado y el segundo con 1,152g de
muestra pretratada con el método de Wise et al. (H2-Wise) 24,86mL de ZnCl2y 1,029mL de HCl.
La relación [g ZnCl2/ g muestra] se mantuvo en 18, el tiempo de reacción se extendió hasta las 29h
para el ensayo de Azzam y 26h para el ensayo de Wise, la concentración de ZnCl2fue de 45% p/p en
ambos casos. Los resultados obtenidos se resumen en la tabla 21
Tabla 21(a). Ensayos H2- Gould y H2-Wise: Absorbancias registradas y concentraciones
respectivas de las diluciones leídas durante el curso de la hidrólisis desde la hora 6 hasta la
hora 29
Hora Muestra Fd T ** A1 A2 A3 A [ppm]
A*** 6 H2-Gould 6,00 1,1384 1,1380 1,1384 1,1382 663,119
H2-Wise 6,50 0,5500 0,5499 0,5490 0,5493 308,170
8 H2-Gould 6,10 1,6818 1,6812 1,6814 1,6815 990,583
H2-Wise 6,00 0,8427 0,8437 0,8432 0,8432 485,310
12 H2-Gould 6,00 1,7878 1,7869 1,7846 1,7864 1053,810
H2-Wise 6,00 0,9008 0,9033 0,9043 0,9028 521,236
16 H2-Gould 17,00 1,1687 1,1707 1,1749 1,1714 683,130
H2-Wise 17,00 0,4187 0,4197 0,4167 0,4184 229,273
18 H2-Gould 16,00 1,3525 1,3510 1,3507 1,3514 791,621
H2-Wise 16,0 0,5988 0,5984 0,5985 0,5986 337,825
20 H2-Gould 16,32 1,1571 1,1565 1,1556 1,1564 674,089
H2-Wise 17,00 1,1561 1,1530 1,1476 1,1522 671,557
26 H2-Gould 17,00 0,8656 0,8633 0,8610 0,8633 497,428

73
H2-Wise 17,00 0,4025 0,4004 0,4014 0,4014 219,027
29 H2-Gould 16,80 0,7214 0,7176 0,7193 0,7194 410,695
H2-Wise **Fd T corresponde a la dilución que se le hizo a la alícuota al precipitarla más dilución adicional que se hizo a la
muestra para realizar la lectura de Miller ***[ppm] A corresponde a la concentración de acuerdo a la absorbancia de la dilución, dato obtenido de interpolación
de la curva de calibración
Tabla 21(b). Ensayos H2- Gould y H2-Wise: Concentración del hidrolizado, g de azúcar y
rendimiento obtenido en el transcurso de la hidrólisis
Hora Muestra ( A[ppm] x
Fd T)**
V (mL)
Hidrolizado
(g) Azúcar %Rendimiento
6 H2-Gould 3978,72 59 0,235 8,99
H2-Wise 2003,11 26 0,052 4,52
8 H2-Gould 6042,56 58,5 0,353 13,53
H2-Wise 2911,86 25,5 0,074 6,45
12 H2-Gould 6322,86 58 0,367 14,04
H2-Wise 3127,42 25 0,078 6,79
16 H2-Gould 11613,21 57,5 0,668 25,57
H2-Wise 3897,64 24,5 0,096 8,29
18 H2-Gould 12665,94 57 0,722 27,60
H2-Wise 5405,20 24 0,130 11,26
20 H2-Gould 11001,13 56,5 0,622 23,80
H2-Wise 11416,47 23,5 0,268 23,29
26 H2-Gould 8456,28 56 0,474 18,13
H2-Wise 3723,46 23 0,086 7,47
29 H2-Gould 6899,68 55,5 0,383 14,66
H2-Wise ** A [ppm] x Fd T) Corresponde a la concentración del hidrolizado
Con los resultados obtenidos se construye la gráfica tiempo de reacción vs % rendimiento de
conversión de celulosa a azúcares reductores (Figura 31), en donde se evidencia que a partir de las
18h y las 20h para el método de Azzam y Wise respectivamente, los azúcares reductores empiezan a
degradarse, lo que supone un problema no solo para la hidrólisis sino también para la posterior
fermentación ya que esta degradación puede formar entre otros productos, hidroximetilfurfural que
debido a su alta toxicidad afecta a las levaduras.
Por otro lado, se evidencia que las muestras de Pennisetum Clandestinum pretratadas con el método
de Wise alcanzan el máximo rendimiento de hidrólisis a la hora 20 y las tratadas con el método de
Azzam a la hora 18, que es de 23,29 y 27,60 % respectivamente. Con lo cual es posible concluir que
la celulosa obtenida con el método de Azzam es más susceptible de ser hidrolizada alcanzando el
mayor rendimiento en un tiempo de reacción más corto. Esta tendencia se debe principalmente a
dos razones: 1) El método de Azzam disminuye en mayor medida la cristalinidad de la celulosa
(parámetro que limita la velocidad de todas las formas de ataque a la celulosa) y 2)El contenido de
lignina en la muestra de pasto pretratada con el método de Azzam es mayor que en la muestra
pretratada con el método de Wise en donde el clorito de sodio en presencia de ácido acético produce
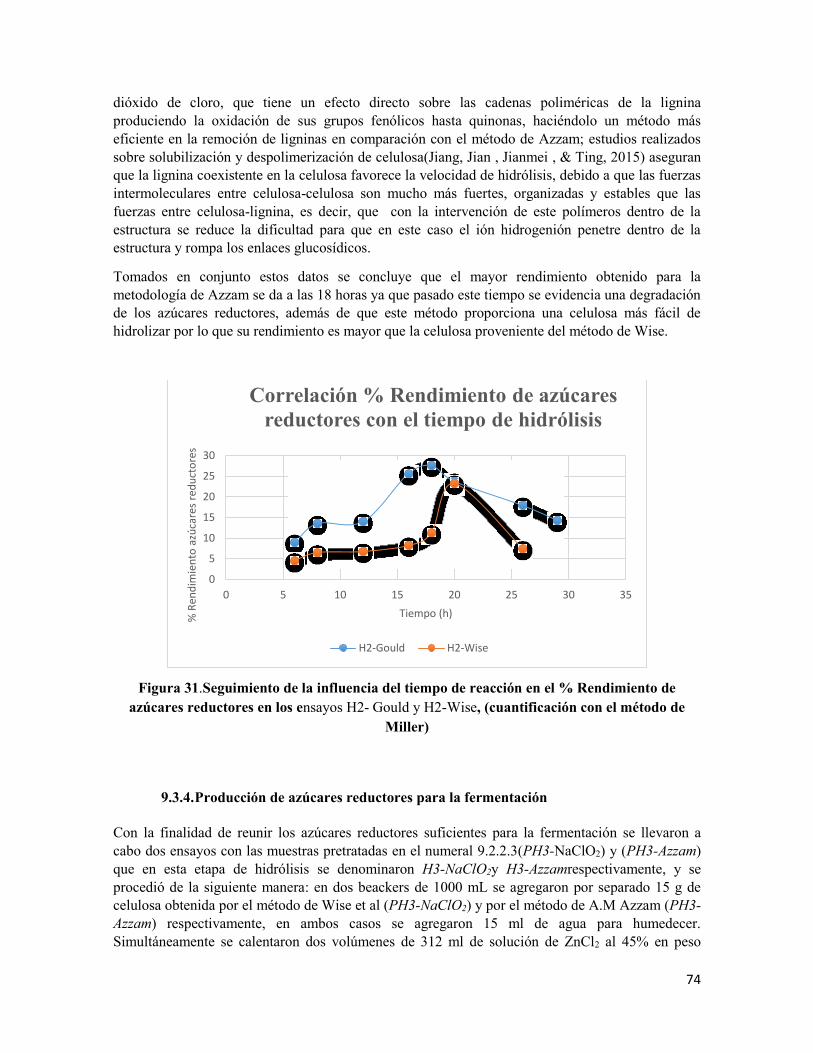
74
dióxido de cloro, que tiene un efecto directo sobre las cadenas poliméricas de la lignina
produciendo la oxidación de sus grupos fenólicos hasta quinonas, haciéndolo un método más
eficiente en la remoción de ligninas en comparación con el método de Azzam; estudios realizados
sobre solubilización y despolimerización de celulosa(Jiang, Jian , Jianmei , & Ting, 2015) aseguran
que la lignina coexistente en la celulosa favorece la velocidad de hidrólisis, debido a que las fuerzas
intermoleculares entre celulosa-celulosa son mucho más fuertes, organizadas y estables que las
fuerzas entre celulosa-lignina, es decir, que con la intervención de este polímeros dentro de la
estructura se reduce la dificultad para que en este caso el ión hidrogenión penetre dentro de la
estructura y rompa los enlaces glucosídicos.
Tomados en conjunto estos datos se concluye que el mayor rendimiento obtenido para la
metodología de Azzam se da a las 18 horas ya que pasado este tiempo se evidencia una degradación
de los azúcares reductores, además de que este método proporciona una celulosa más fácil de
hidrolizar por lo que su rendimiento es mayor que la celulosa proveniente del método de Wise.
Figura 31.Seguimiento de la influencia del tiempo de reacción en el % Rendimiento de
azúcares reductores en los ensayos H2- Gould y H2-Wise, (cuantificación con el método de
Miller)
9.3.4. Producción de azúcares reductores para la fermentación
Con la finalidad de reunir los azúcares reductores suficientes para la fermentación se llevaron a
cabo dos ensayos con las muestras pretratadas en el numeral 9.2.2.3(PH3-NaClO2) y (PH3-Azzam)
que en esta etapa de hidrólisis se denominaron H3-NaClO2y H3-Azzamrespectivamente, y se
procedió de la siguiente manera: en dos beackers de 1000 mL se agregaron por separado 15 g de
celulosa obtenida por el método de Wise et al (PH3-NaClO2) y por el método de A.M Azzam (PH3-
Azzam) respectivamente, en ambos casos se agregaron 15 ml de agua para humedecer.
Simultáneamente se calentaron dos volúmenes de 312 ml de solución de ZnCl2 al 45% en peso
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35
% R
end
imie
nto
azú
care
s re
du
cto
res
Tiempo (h)
Correlación % Rendimiento de azúcares
reductores con el tiempo de hidrólisis
H2-Gould H2-Wise

75
hasta que alcanzaron una temperatura de 70° C, hecho esto, cada solución se vertió sobre las
muestras de celulosa y se pusieron en agitación magnética a 200 rpm durante 10 minutos.
Transcurrido este tiempo se agregaron 13.5 mL de HCl hasta que alcanzó una concentración de
0.5M. La presencia de ácido es indispensable para que tenga lugar la hidrólisis. El sistema se
mantuvo en agitación magnética a 200 rpm, la temperatura de trabajo se controló entre 70° C y 80°
C, la perdida de volumen por evaporación fue controlada agregando agua a la misma temperatura
hasta el nivel inicial y el tiempo de duración fue de 18 horas. El curso de la hidrólisis se siguió a
partir de la hora 13 hasta la hora 18 tomando alícuotas de 0.5 ml cada hora, estas fueron
precipitadas con 4 ml aproximadamente de solución de Na2CO3 al 2M, se centrifugaron y luego
fueron leídas a 490 nm por el método de Miller, debido a la alta concentración de las alícuotas fue
necesario realizar una dilución de 1:8 y posteriormente a 0,5 mL de dicha dilución se le implementó
la metodología de Miller. Los datos obtenidos de las lecturas realizadas se resumen en la tabla 22.
Tabla 22. (a). Ensayos H3- Azzam y H3-NaClO2: Absorbancias registradas y concentraciones
respectivas de las diluciones leídas durante el curso de la hidrólisis desde la hora 13 hasta la
hora 18
Hora Muestra Fd T** A1 A2 A3 A [ppm] A***
13 H3-Azzam 17,0 0,3468 0,3402 0,3496 0,3455 185,334
H3-NaClO2 17,0 0,3245 0,3396 0,3291 0,3311 176,654
14
H3-Azzam 17,5 0,4836 0,4798 0,4812 0,4815 267,306
H3-NaClO2 17,0 0,4974 0,4915 0,4924 0,4928 274,116
15
H3-Azzam 17,0 0,6048 0,5988 0,6130 0,6055 342,044
H3-NaClO2 17,0 0,5769 0,5761 0,5858 0,5796 326,433
16
H3-Azzam 18,0 0,7211 0,7303 0,7209 0,7241 413,528
H3-NaClO2 18,0 0,6360 0,6244 0,6252 0,6246 353,556
17
H3-Azzam 17,5 0,8846 0,8799 0,8806 0,8817 508,519
H3-NaClO2 17,5 0,7197 0,7201 0,7214 0,7204 411,298
18
H3-Azzam 18,0 1,0523 1,0599 1,0620 1,0581 614,823
H3-NaClO2 18,0 0,8669 0,8692 0,8709 0,8690 500,864 **Fd T corresponde a la dilución que se le hizo a la alícuota al precipitarla más dilución adicional que se hizo a la
muestra para realizar la lectura de Miller ***[ppm] A corresponde a la concentración de acuerdo a la absorbancia de la dilución, dato obtenido de interpolación
de la curva de calibración
Tabla 22(b). Ensayos H3- Azzam y H3-NaClO2: Concentración del hidrolizado, g de azúcar y
rendimiento obtenido en el transcurso de la hidrólisis
Hora Muestra A[ppm] x Fd T)**
V (mL)
Hidrolizado
(g) Azúcar %Rendimiento
13 H3-Azzam 3150,680 325,5 1,026 6,73
H3-NaClO2 3003,118 326,0 0,979 6,51
14 H3-Azzam 4677,855 325,0 1,520 9,98
H3-NaClO2 4659,970 325,5 1,517 10,09
15 H3-Azzam 5814,748 324,5 1,887 12,38
H3-NaClO2 5549,361 325,0 1,804 11,99
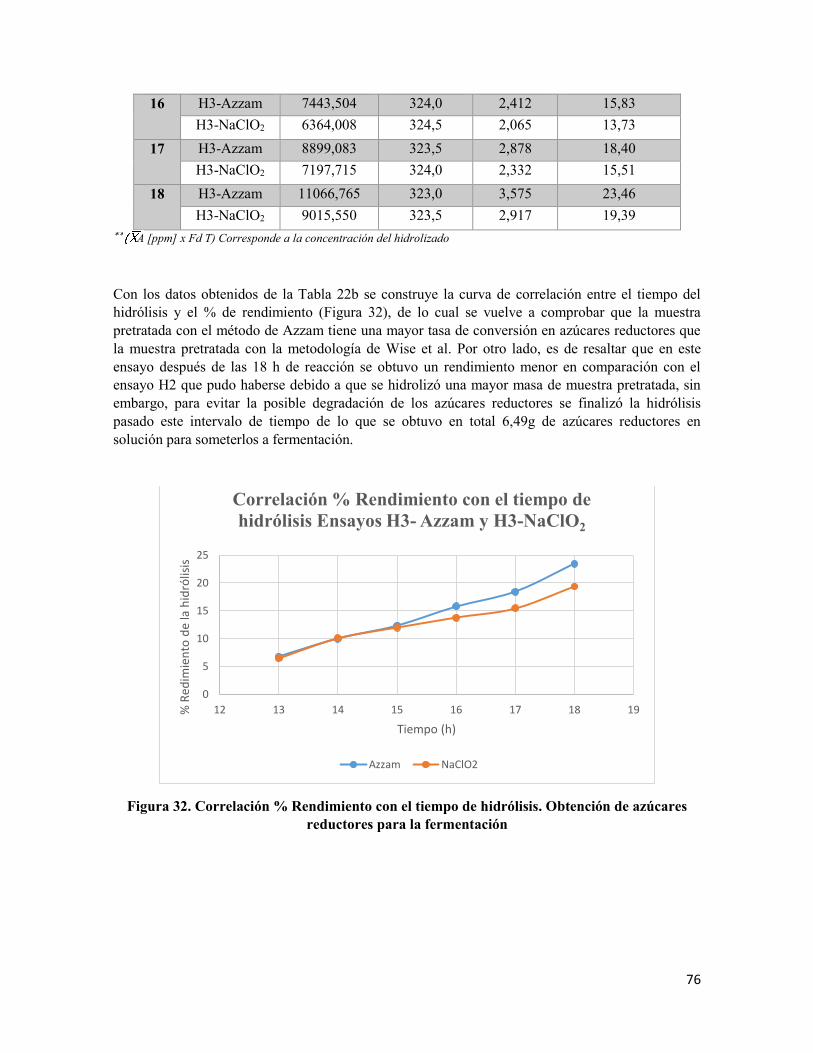
76
16 H3-Azzam 7443,504 324,0 2,412 15,83
H3-NaClO2 6364,008 324,5 2,065 13,73
17 H3-Azzam 8899,083 323,5 2,878 18,40
H3-NaClO2 7197,715 324,0 2,332 15,51
18 H3-Azzam 11066,765 323,0 3,575 23,46
H3-NaClO2 9015,550 323,5 2,917 19,39
** A [ppm] x Fd T) Corresponde a la concentración del hidrolizado
Con los datos obtenidos de la Tabla 22b se construye la curva de correlación entre el tiempo del
hidrólisis y el % de rendimiento (Figura 32), de lo cual se vuelve a comprobar que la muestra
pretratada con el método de Azzam tiene una mayor tasa de conversión en azúcares reductores que
la muestra pretratada con la metodología de Wise et al. Por otro lado, es de resaltar que en este
ensayo después de las 18 h de reacción se obtuvo un rendimiento menor en comparación con el
ensayo H2 que pudo haberse debido a que se hidrolizó una mayor masa de muestra pretratada, sin
embargo, para evitar la posible degradación de los azúcares reductores se finalizó la hidrólisis
pasado este intervalo de tiempo de lo que se obtuvo en total 6,49g de azúcares reductores en
solución para someterlos a fermentación.
Figura 32. Correlación % Rendimiento con el tiempo de hidrólisis. Obtención de azúcares
reductores para la fermentación
0
5
10
15
20
25
12 13 14 15 16 17 18 19% R
edim
ien
to d
e la
hid
rólis
is
Tiempo (h)
Correlación % Rendimiento con el tiempo de
hidrólisis Ensayos H3- Azzam y H3-NaClO2
Azzam NaClO2

77
9.3.5. Separación del hidrolizado destinado a la fermentación
Se hace indispensable remover los iones zinc de los hidrolizados ya que estos iones interactúan con
los azúcares reductores formando un complejo zinc-carbohidrato que impiden la reacción con el
ácido 3,5-dinitrosalicilico imposibilitando la cuantificación de azúcares por el método de Miller,
adicionalmente una elevada concentración de iones Zn2+puede producir un efecto inhibitorio sobre
la actividad enzimática por reacción con residuos de aminoácidos tales como la cisteína que resulta
en una fermentación ineficiente por parte de las levaduras. En el proceso de precipitación se
utilizaron 102.6 ml de solución de Na2CO3 al 2M por cada alícuota de 32.6 ml de hidrolizado, de
esta forma los iones Zn2+ fueron precipitados en forma de ZnCO3 (figura 17) de acuerdo a la
siguiente reacción:
ZnCl2 + Na2CO3 ZnCO3↓+ 2NaCl
Figura 33. Formación del ZnCO3 (insoluble en agua) producto de la interacción entre el ZnCl2
y el Na2CO3
Se tomó una alícuota de la mezcla de hidrolizados previamente concentrada por evaporación
(numeral 8.5.1) y se analizó con un espectrofotómetro de absorción atómica AA-6800 SHIMADZU
(figura 34), la curva de calibración se construyó a partir de cuatro estándares de solución ZnCl2 en
concentraciones de 0.6, 1.5, 2.5 y 4.5 ppm. La alícuota de la mezcla de hidrolizado fue diluida en
un factor de 1:200 y la absorbancia que registró fue de 0.1757 que de acuerdo a la curva de
calibración y multiplicando por el factor de dilución corresponde a una concentración de iones Zn2+
igual a 872 ppm. La concentración inicial de iones Zn2+ antes del proceso de precipitación era de
818181.8182 ppm lo que significa que con el procedimiento de precipitación implementado en la
presente investigación se logró una reducción efectiva de la concentración de iones Zn2+ de un
99.89%.

78
Figura 34. Espectrofotómetro de absorción atómica AA-6800 SHIMADZU
9.4. Fermentación de los azúcares obtenidos:
Se seleccionó la levadura Saccharomyces cerevisiae por ser el microorganismo de uso más
extendido en el proceso de fermentación alcohólica, para fermentar los azúcares reductores
producidos en la hidrólisis química de celulosa aislada de Pennisetum Clandestinum. La cepa
sembrada se cultivó en caldo nutritivo marca OXOID y se verificó el crecimiento de la población
cada 24 horas durante 48 horas utilizando un microscopio óptico OPTIKA ITALY con lente
objetivo 40x, las observaciones se registran en la figura 35. Aunque teóricamente, esta cepa es
capaz de producir 51.4 g de etanol y 48.8 g de CO2 a partir de 100 g de glucosa, debe tenerse en
cuenta que en la práctica, los microorganismos usan algo de la glucosa para el crecimiento y el
rendimiento real es menor al 100%. (Cardona Alzate & Orrego Alzate, 2009), debido a que se
presentaron dificultades técnicas en la realización del proyecto no fue posible obtener etanol en su
concentración azeotrópica, sin embargo, se realizó un montaje de destilación simple con el que se
obtuvieron valores aproximados de 0.6 ml de etanol a partir del hidrolizado de celulosa, y de 1.7 ml
a partir de la solución patrón. Debido a que el etanol obtenido se caracterizó por un método
cualitativo, no se presenta un reporte de eficiencia del proceso de fermentación, sin embargo, a
nivel cualitativo se observó que el volumen de etanol obtenido a partir de los hidrolizados fue
aproximadamente un 58.8% menor al volumen obtenido a partir de la solución patrón. Esto pudo
deberse a que la concentración de iones Zn2+ resultante, fue lo suficientemente alta para producir
inhibición en la cepa de levadura, aun cuando se redujo su concentración en un 99.89% con
respecto a la concentración inicial del hidrolizado antes de la precipitación con Na2CO3.
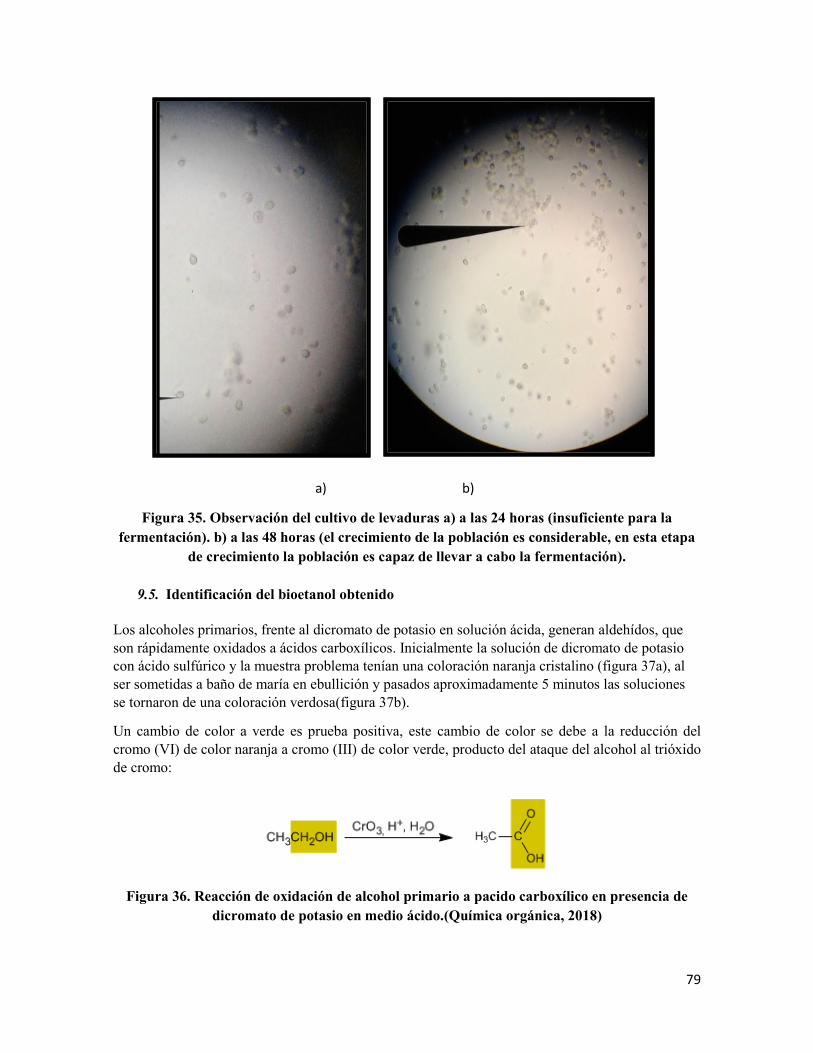
79
a) b)
Figura 35. Observación del cultivo de levaduras a) a las 24 horas (insuficiente para la
fermentación). b) a las 48 horas (el crecimiento de la población es considerable, en esta etapa
de crecimiento la población es capaz de llevar a cabo la fermentación).
9.5. Identificación del bioetanol obtenido
Los alcoholes primarios, frente al dicromato de potasio en solución ácida, generan aldehídos, que
son rápidamente oxidados a ácidos carboxílicos. Inicialmente la solución de dicromato de potasio
con ácido sulfúrico y la muestra problema tenían una coloración naranja cristalino (figura 37a), al
ser sometidas a baño de maría en ebullición y pasados aproximadamente 5 minutos las soluciones
se tornaron de una coloración verdosa(figura 37b).
Un cambio de color a verde es prueba positiva, este cambio de color se debe a la reducción del
cromo (VI) de color naranja a cromo (III) de color verde, producto del ataque del alcohol al trióxido
de cromo:
Figura 36. Reacción de oxidación de alcohol primario a pacido carboxílico en presencia de
dicromato de potasio en medio ácido.(Química orgánica, 2018)
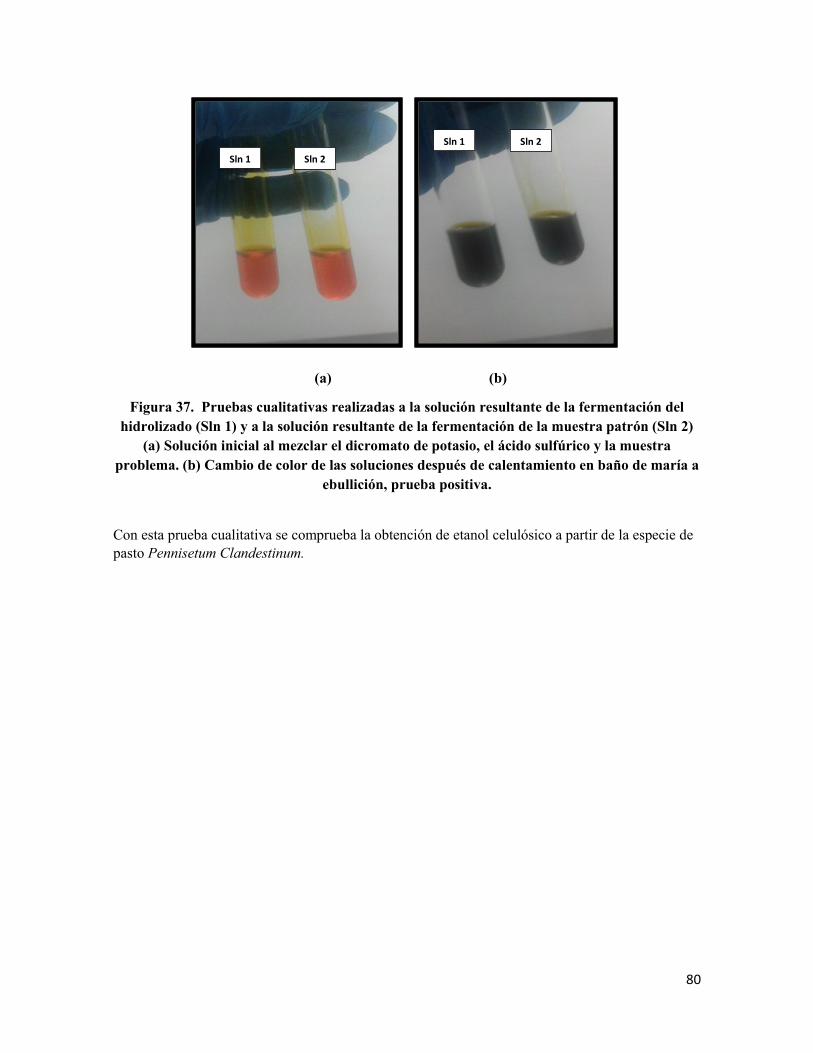
80
(a) (b)
Figura 37. Pruebas cualitativas realizadas a la solución resultante de la fermentación del
hidrolizado (Sln 1) y a la solución resultante de la fermentación de la muestra patrón (Sln 2)
(a) Solución inicial al mezclar el dicromato de potasio, el ácido sulfúrico y la muestra
problema. (b) Cambio de color de las soluciones después de calentamiento en baño de maría a
ebullición, prueba positiva.
Con esta prueba cualitativa se comprueba la obtención de etanol celulósico a partir de la especie de
pasto Pennisetum Clandestinum.
Sln 1 Sln 2
Sln 1 Sln 2
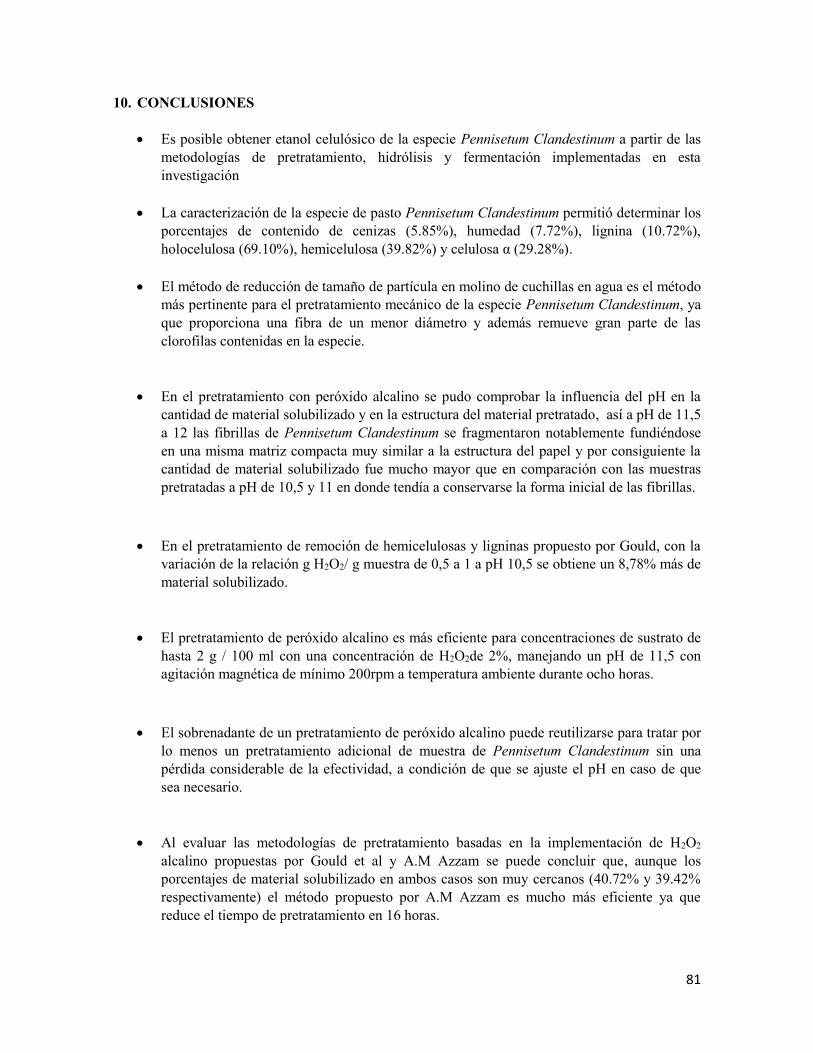
81
10. CONCLUSIONES
Es posible obtener etanol celulósico de la especie Pennisetum Clandestinum a partir de las
metodologías de pretratamiento, hidrólisis y fermentación implementadas en esta
investigación
La caracterización de la especie de pasto Pennisetum Clandestinum permitió determinar los
porcentajes de contenido de cenizas (5.85%), humedad (7.72%), lignina (10.72%),
holocelulosa (69.10%), hemicelulosa (39.82%) y celulosa α (29.28%).
El método de reducción de tamaño de partícula en molino de cuchillas en agua es el método
más pertinente para el pretratamiento mecánico de la especie Pennisetum Clandestinum, ya
que proporciona una fibra de un menor diámetro y además remueve gran parte de las
clorofilas contenidas en la especie.
En el pretratamiento con peróxido alcalino se pudo comprobar la influencia del pH en la
cantidad de material solubilizado y en la estructura del material pretratado, así a pH de 11,5
a 12 las fibrillas de Pennisetum Clandestinum se fragmentaron notablemente fundiéndose
en una misma matriz compacta muy similar a la estructura del papel y por consiguiente la
cantidad de material solubilizado fue mucho mayor que en comparación con las muestras
pretratadas a pH de 10,5 y 11 en donde tendía a conservarse la forma inicial de las fibrillas.
En el pretratamiento de remoción de hemicelulosas y ligninas propuesto por Gould, con la
variación de la relación g H2O2/ g muestra de 0,5 a 1 a pH 10,5 se obtiene un 8,78% más de
material solubilizado.
El pretratamiento de peróxido alcalino es más eficiente para concentraciones de sustrato de
hasta 2 g / 100 ml con una concentración de H2O2de 2%, manejando un pH de 11,5 con
agitación magnética de mínimo 200rpm a temperatura ambiente durante ocho horas.
El sobrenadante de un pretratamiento de peróxido alcalino puede reutilizarse para tratar por
lo menos un pretratamiento adicional de muestra de Pennisetum Clandestinum sin una
pérdida considerable de la efectividad, a condición de que se ajuste el pH en caso de que
sea necesario.
Al evaluar las metodologías de pretratamiento basadas en la implementación de H2O2
alcalino propuestas por Gould et al y A.M Azzam se puede concluir que, aunque los
porcentajes de material solubilizado en ambos casos son muy cercanos (40.72% y 39.42%
respectivamente) el método propuesto por A.M Azzam es mucho más eficiente ya que
reduce el tiempo de pretratamiento en 16 horas.
82
Al comparar el porcentaje de celulosa α obtenida por las metodologías de pretratamiento
propuestas por A.M Azzam y Wise et al combinadas con la norma NTC 697 (Figura 24) se
puede observar quela cantidad de celulosa α obtenida para ambos casos es semejante (54%
y 53 % respectivamente). Sin embargo, el método propuesto por A.M Azam es mucho más
amigable con el medio ambiente (debe tenerse en cuenta que la fracción sobre nadante es
reciclable y permite pretratar nueva materia cruda) en comparación con la metodología
propuesta por Wise ya que al involucrar cloro tiene un fuerte efecto adverso sobre el medio
ambiente.
Se encontró experimentalmente que las condiciones bajo las cuales se obtuvo un mayor
rendimiento de conversión de celulosa a azúcares reductores son: relación en masa [ZnCl2
g/ Celulosa g] de 18, concentración de ZnCl2 45% p/p, concentración de HCl 0.5 M,
temperatura en un intervalo de [70-80 ºC] y una tiempo de reacción de 18 a 20 horas.
Se logró conjugar de forma efectiva las metodologías de pretratamiento propuestas por
(Azzam, 2008)y (Wise Elsberg , 1946)para la remoción parcial de ligninas y hemicelulosas,
con el proceso de deshemicelulización establecido en la Norma NTC 697, obteniendo un
residuo hidrolizable bajo las condiciones de hidrólisis establecidas en esta investigación,
basadas en la metodología propuesta por (Chen, Cao, & XU, 1995).
Las muestras de Pennisetum Clandestinum pretratadas con el método de Wise alcanzan el
máximo rendimiento de hidrólisis a la hora 20 y las pretratadas con el método de Azzam a
la hora 18 (23,29 y 27,60 % respectivamente). Con esto se deduce que la celulosa obtenida
con el método de Azzam es más susceptible de ser hidrolizada alcanzando el mayor
rendimiento en un tiempo de reacción más corto.
El volumen de etanol obtenido a partir de los hidrolizados de celulosa (0.7 ml) fue
aproximadamente un 58.8% menor al volumen obtenido a partir de la solución patrón(1.7
ml), este efecto negativo sobre la fermentación se le atribuye a la presencia de iones Zn2+ en
los hidrolizados ya que a una concentración de 872 ppm pudo llevar a un proceso
inhibitorio que resultó en una menor producción de etanol.aun cuando se redujo su
concentración en un 99.89% con respecto a la concentración antes de la precipitación con
Na2CO3.
Con el resultado positivo de la prueba de oxidación de alcoholes con dicromato de potasio y
ácido sulfúrico concentrado se identificó cualitativamente la obtención de etanol celulósico
a partir de la especie de pasto Pennisetum Clandestinum.

83
11. COMENTARIOS FINALES
El uso integrado de todos los componentes de los materiales lignocelulósicos, así como de
los subproductos resultantes de las etapas de pretratamiento e hidrólisis como la xilosa, la
lignina y el carbonato de zinc, pueden mejorar la factibilidad económica del proceso.
El proceso de separación del hidrolizado, consistente en la remoción de iones Zn2+
implementado en esta investigación, aunque con una efectividad del 99.89 % puede
complementarse con un proceso de electrodiálisis implementando membranas de
intercambio iónico para reducir al máximo posible la concentración de estos iones y evitar
su efecto inhibidor sobre las enzimas involucradas en la fermentación, así como su
toxicidad sobre la cepa de levadura.
Para futuras investigaciones se recomienda la caracterización del etanol y la glucosa
obtenidos por medio de HPLC ya que representa un método más específico para este fin.
Las hemicelulosas al ser heteropolisacáridos compuestos tanto de pentosas como de
hexosas, podrían hidrolizarse para obtener los monómeros correspondientes y a partir de
ellos obtener etanol, sin embargo, aunque las hexosas producidas pueden ser fermentadas a
etanol fácilmente, la fermentación de pentosas es realizada sólo por algunas cepas, lo que
dificultaría el proceso de obtención de etanol celulósico. Esto hace que sea necesario
aislarla y buscar valor agregado a sus derivados, por ejemplo, el xilano (polímero
constituido por varias unidades de xilosa) es capaz de soportar el paso por el tracto
gastrointestinal, y ser degradado cuando alcanza el colon, por lo que uno de sus posibles
usos es la cobertura protectora de comprimidos farmacéuticos (Jornadas Celulósico
papeleras, 2015)
Como valor agregado del procedimiento de precipitación de iones Zn2+, se puede resaltar
que el carbonato de zinc producido, tiene diversos usos; en el campo de la agricultura se
utiliza en la elaboración de fertilizantes y aditivos para piensos, en la industria se utiliza en
la fabricación de la luz astringente, de loción de calamina emulsión y también se utiliza
como materia prima de la producción de rayón. En el champú contribuye como ingrediente
anticaspa. El aprovechamiento de este compuesto químico mejoraría la economía global de
proceso de obtención de etanol celulósico por el método aquí planteado.
El bajo contenido de celulosa en la especie Pennisetum Clandestinum puede en primera
estancia representar una baja cantidad de glucosa como resultado de su hidrólisis, sin
embargo, el bajo contenido de lignina en esta especie facilita los procesos de pretratamiento
y por ende la obtención de glucosa a partir de este residuo lignocelulósico de gran
abundancia en la ciudad de Bogotá D.C.

84
12. REFERENCIAS
203, T. (1999). ALPHA-, BETA- Y GAMMA- CELULOSA EN PULPA.
Acosta M, A. D. (2012). Los biocombustibles; oportunidad o amenaza. Bogotá: Impregon S.A.
Agriculature and consumer protection Departament. (2017). Deposito de documentos de la FAO.
Recuperado el 15 de mayo de 2017, de http://www.fao.org/docrep/x5058s/x5058S03.htm
Ávila Nuñez, R., Rivas Pérez , B., Hernández Monzezak, R., & Chirinos, M. (2012). Contenido de
azúcares totales, reductores y no reductores en Agave Cocui Trelease. MULTICIENCIAS,
12(2), 129-135.
Azzam, A. (2008). Pretreatment of cane bagasse with alkaline hydrogen peroxide for enzymatic
hydrolysis of cellulose and ethanol fermentation. Cairo.
Bailey, C. W., & C. W. Dence. (1975). Tappi 58, 104.
Barroso Casillas, M. (2010). Pretratamiento De Biomasa Celulosica Para La Obtención De Bioetanol
En El Marco De Una Biorefinería. Universidad Politécnica de Madrid.
Barroso Castillo, J. (2016). Cultura Científica. Recuperado el 24 de Septiembre de 2017, de
http://www.ref.pemex.com/octanaje/que.htm
Belal, Elsayed B. . (2013). Bioethanol production from rice straw residues. Brazilian Journal of
Microbiology.
Bibián, L., & Rojas, R. (2011). DETERMINACIÓN DE AZUCARES REDUCTORES POR LA TECNICA DE
MILLER (DNS).
Biblioteca digital Ilce. (s.f.). Los carburantes alternos. Recuperado el 11 de 12 de 2017, de
http://bibliotecadigital.ilce.edu.mx/sites/ciencia/volumen3/ciencia3/159/htm/sec_7.htm
Boschini Figueroa, C., & Pineda Cordero, L. (2016). Ensilaje De Kikuyo (Pennisetum Clandestinum O
Kikuyuocloa Clandestina) Fermentado Con Tres Aditivos. Mesoamerican Agronomy, 27.
Broder , J. D., & Barrera, W. J. (1990). Producing Fuels and Chemicals from Cellulosic Crops.
Portland: J. Janick y JE Simon.
CAO, N. J., XU, Q., & CHEN, L. F. (1995). Acid hydrolysis of cellulose in zinc chloride solution. (P. U.
Department of Food Science, Ed.) Applied Biochemistry and Biotechnology.
Cardona Alzate, C. A., & Orrego Alzate, C. E. (2009). Avances investigativos en la producción de
biocombustibles. Manizalez, Colombia: Universidad Nacional de Colombia. doi:978-958-44-
5261-0
Chang, V. S., & Holtzapple, M. T. (2000). Fundamental factors affecting biomass enzymatic
reactivity. Applied Biochemistry and Biotechnology, 84.
85
Chen, L. F., & Yang, C. M. (5 de Junio de 1984). Patente nº 4,452,640.
Chen, L. F., Cao, N. J., & XU, Q. (1995). Acid hydrolysis of cellulose in zinc chloride solution. (P. U.
Department of Food Science, Ed.) Applied Biochemistry and Biotechnology.
Correa, H. J., Pabón, M. L., & Carulla, J. E. (2008). Valor nutricional del pasto kikuyo (Pennisetum
clandestinum Hoechst Ex Chiov.) para la producción de leche en Colombia (Una revisión): I
- Composición química y digestibilidad ruminal y posruminal. Departamento de Producción
Animal, Universidad Nacional de Colombia.
Cristancho Cruz, L. M., & Monroy Soler, R. A. (2014). Generalidades para determinación de
carbohidrátos. Recuperado el 15 de mayo de 2017, de
https://es.slideshare.net/LeidyCristancho/manual-de-mtodos-generales-para-
determinacin-de-carbohidratos
Cunningham, R. E., & López, G. D. (1994). Etanol de lignocelulosicos: tecnologia y perspectivas.
Santiago de compostela: Universidad de Santiago de Compostela, Servicio de
Publicaciones e Intercambio Cientifico.
Dacosta, H. V. (2007). Fermentación alcohólica: Una opción para la producción de energía.
INGENIERÍA Investigación y Tecnología , 4( VIII), 249-259.
Diaz , D. (1991). produccion de biomasa de hongos celulóticos para la degradacion de residuos
celulosicos. Universidad Complutense de Madrid.
Diaz, D. M. (1991). produccion de biomasa de hongos celulóticos para la degradacion de residuos
celulosicos. Madrir: Universidad complutense de Madrid.
Fajardo Castillo, E. E., & Sarmiento Forero, S. C. (2007). EVALUACIÓN DE LA MELAZA DE CAÑA
COMO SUSTRATO PARA LA PRODUCCIÓN DE Shaccharomyces Serevisiae. BOGOTÁ D.C:
PONTIFICIA UNIVERSIDAD JAVERIANA.
Fedebiocombuistibles. (2017). Federación Nacional de Biocombustibles de Colombia. Recuperado
el 10 de Mayo de 2017, de http://www.fedebiocombustibles.com/estadistica-
mostrar_info-titulo-Alcohol_Carburante_(Etanol).htm
Gould, J. M. (1983). Alkaline Peroxide Delignification of Agricultural Residues to Enhance Enzymatic
Saccharification. Illinois.
Hossain , Z., Golam , F., & Narayan Sahu, J. (2014). Bioethanol Production from Fermentable Sugar
Juice. The Scientific World Journal.
ICONTEC. (09 de 10 de 2009). Pulpas para papel. Método para determinar las celulosas alfa, beta y
gamma. Norma técnica Colombiana 697. Bogotá, Colombia.
Jacobson, M. Z. (2007). Effects of Ethanol (E85) versus Gasoline Vehicles on Cancer and Mortality
in the United States. Environ. Sci. Technol.(41), 4150-4157.
Jacobson, M. Z. (2007). Effects of Ethanol (E85) versus Gasoline Vehicles on Cancer and Mortality in
the United States. California: Stanford University.
86
Jiang, Z., Jian , Y., Jianmei , L., & Ting, H. (2015). Promoting Effect of Sodium Chloride on the
Solubilization and Depolymerization of Cellulose from Raw Biomass Materials in Water.
ChemSusChem.
Jornadas Celulósico papeleras. (2015). Obtención y aplicaciones de las hemicelulosas. Recuperado
el 15 de mayo de 2017, de http://slideplayer.es/slide/5249687/
López, R. L. (2001). Biodegradación de la celulosa y la lignina. Jaen - España: Universidad de Jaén.
Lu, F., & Jhon, R. (2010). Cereal straw as resourse for sustainablebiochemicalsand biofuels. Elsevier
B.V, 169-207.
Manasa , P., Narasimhulu , K., & Paramjeet , S. (s.f.). Studies on Bio-ethanol Production Using
Fermentation by Free and Immobilized Yeast Cells. Pacifice journals.
MARQUADS AND BAHLS. (Diciembre de 2015). Recuperado el 24 de Septiembre de 2017, de
https://www.marquard-bahls.com/en/news-info/glossary/detail/term/octane-number-
ron-mon.html
Ospina, A. (4 de Febrero de 2010). Blogs el tiempo. Recuperado el 15 de mayo de 2017, de
Kikuyo… el pasto bogotano: http://blogs.eltiempo.com/el-blogotazo/2010/02/04/kikuyo-
el-pasto-bogotano/
P. L. Rogers, K. J. (2002). Ethanol Production by Zymomonas mobil&. Kensington: School of
Biotechnology, University of New South Wales.
Priscilia A. Limadinata, A. L. (2015). Temperature-responsive nanobiocatalysts with an upper
critical solution temperature for high performance biotransformation and easy catalyst
recycling: efficient hydrolysis of cellulose to glucose. Green Chemistry.
Públicos, U. E. (2015). Bogotá.
Química orgánica. (15 de 01 de 2018). Obtenido de
http://www.quimicaorganica.org/alcoholes/418-oxidacion-de-alcoholes.html
Romero Pulido, M. I. (2003). Hidrólisis ácida y enzimática del residuo de poda del olivo.
Fermentación de hidrolizados con Pashysolen Tannophilus. (a. y. Departamento de
ingeniería química, Ed.) Universidad de Jaen.
Sánchez, Ó. J., & Cardona, C. A. (2005). Producción biotecnológica de alcohol carburante II:
integración de procesos. redalyc.org.
Santos, F. A., & Queiróz, J. H. (2012). Potencial da palha de cana-de-açúcar para produção de
etanol. Química Nova. Obtenido de
http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-40422012000500025
Servicio Nacional de Apredizaje. (1985). Pastos y forrajes de clima frio. En Cultivo de pastos y
forrajes. Bogotá: Division de formación a distancia.

87
Superintendencia de Industria y Comercio. (2012). Bioetanol, biotecnología aplicada. Colombia:
Boletín tecnológico. Obtenido de
https://es.scribd.com/document/327497332/BTBioetanol
TAPPI. (2006). Acid-insoluble lignin in wood and pulp (Reaffirmation of T 222 om-02).
Torres, J., Molina, D., Pinto, C., & Rueda, F. (2002). Estudio de la mezcla de gasolina con 10% de
etanol anhidro. Evaluación de propiedades fisicoquímicas.
UNIPE. (29 de Octubre de 2012). Planeta, Ciencia y Tecnología. Recuperado el 14 de Mayo de
2017, de http://planetas.unipe.edu.ar/cienciayt/?cat=403
Van Soest , P. J., & Wine, R. H. (1965). Use of detergents in the analysis of fibrous feeds IV.
determination of plant cell-wall constituents. Department of Agriculture, Beltsville.
Van Soest, P. J., Robertson, J. B., & Lewis, B. A. (1991). Methods for dietary fiber, neutral detergent
fiber and non starch polysaccharides in relation to animal nutrition. J. Dairy Sci.
Vassallo, J. E., & Asprea, H. (s.f.). Determinación de Aldehídos y Cetonas en Emisiones de Gases de
Escape de Vehículos EURO IV que emplean Mezclas de Nafta y Bioetanol. Laboratorio de
Control de Emisiones Gaseosas Vehiculares.
Vibrans, H. (23 de agosto de 2009). Malezas de México. Recuperado el 15 de mayo de 2017, de
Pennisetum clandestinum Hochst. ex Chiov.:
http://www.conabio.gob.mx/malezasdemexico/poaceae/pennisetum-
clandestinum/fichas/ficha.htm
Vicuña, P. E. (1985). Pastos y forrajes de clima frio. Bogotá: División de formación a distancia
agropecuaria.
Whittingham, C. P. (1976). El mecanismo de la fotosíntesis. Madrid: H. Blume Ediciones.
Wikipedia. (s.f.). Pennisetum clandestinum. Recuperado el 15 de mayo de 2017, de
https://es.wikipedia.org/wiki/Pennisetum_clandestinum
Wise Elsberg , L. (1946). Chlorite Holocellulose, Its Fractionation and Bearing on Summative Wood
Analysis and on Studies on the Hemicelluloses.
Yu, Z. Z.-D. (2016). N-methyl-2-pyrrolidonium-based Brönsted-Lewis acidic ionic liquids as catalysts
for the hydrolysis of cellulose. Science China Chemistry.
Zamora, A. (2017). Scientific Psychic. Recuperado el 14 de Mayo de 2017, de Carbohidratos o
Glúcidos - Estructura Química:
http://www.scientificpsychic.com/fitness/carbohidratos2.html
Top Related